
COMPORTAMENTO DE UMA CERÂMICA VERMELHA COM A …metallum.com.br/60cbc/anais/PDF/03-039TT.pdf ·...
12
COMPORTAMENTO DE UMA CERÂMICA VERMELHA COM A INCORPORAÇÃO DA CASCA DE CAFÉ. Oliveira, O. M.¹ ², Brasil, M. D.², Munhoz-Jr. A.H.³, Silva-Valenzuela, M.G.¹, Valenzuela-Diaz, F.R.¹ 1 – Departamento de Engenharia de Materiais e Metalúrgica, Universidade de São Paulo. 2 – IFBa – Instituto Federal de Educação, Ciência e Tecnologia da Bahia – Campus Vitória da Conquista. 3 – Universidade Presbiteriana Mackenzie. [email protected] Resumo O Brasil e atualmente o maior produtor mundial de café, e o beneficiamento do café gera nas lavouras uma grande quantidade de rejeito, que é a casca do café despolpado e este torna-se um passivo ambiental significativo. As Indústrias de Cerâmica Vermelha da região de Vitória da Conquista na Bahia que produzem blocos e telhas cerâmicas e utilizam grandes quantidades de argila que é a matéria prima para a fabricação de seus produtos, podem absorver ou utilizar em sua produção este passivo ambiental que é grande na região. O objetivo deste trabalho é o estudo do comportamento do bloco cerâmico com a adição da casca do café. Foram moldados corpos de prova e após sinterizados, foram realizados os ensaios de retração na queima, flexão em três pontos, porosidade aparente e absorção de água. Nossos resultados demonstram que a adição do rejeito poderá ser feita até um percentual de 5%, o que torna possível sua incorporação na massa cerâmica. Palavras chave: Indústria cerâmica, Rejeitos, Casca de Café 1 Introdução Conforme a Revista Cafeicultura, o Brasil é o maior produtor mundial de café, a expectativa de produção para 2015 é de 50,4 milhões de sacas. Durante o beneficiamento do café, na fase de secagem e despolpa, é gerado 60º Congresso Brasileiro de Cerâmica 15 a 18 de maio de 2016, Águas de Lindóia, SP 513
Transcript of COMPORTAMENTO DE UMA CERÂMICA VERMELHA COM A …metallum.com.br/60cbc/anais/PDF/03-039TT.pdf ·...
COMPORTAMENTO DE UMA CERÂMICA VERMELHA COM A INCORPORAÇÃO DA CASCA DE CAFÉ.
Oliveira, O. M.¹ ², Brasil, M. D.², Munhoz-Jr. A.H.³, Silva-Valenzuela, M.G.¹,
Valenzuela-Diaz, F.R.¹
1 – Departamento de Engenharia de Materiais e Metalúrgica, Universidade de São
Paulo.
2 – IFBa – Instituto Federal de Educação, Ciência e Tecnologia da Bahia – Campus
Vitória da Conquista.
3 – Universidade Presbiteriana Mackenzie.
Resumo O Brasil e atualmente o maior produtor mundial de café, e o beneficiamento do
café gera nas lavouras uma grande quantidade de rejeito, que é a casca do
café despolpado e este torna-se um passivo ambiental significativo. As
Indústrias de Cerâmica Vermelha da região de Vitória da Conquista na Bahia
que produzem blocos e telhas cerâmicas e utilizam grandes quantidades de
argila que é a matéria prima para a fabricação de seus produtos, podem
absorver ou utilizar em sua produção este passivo ambiental que é grande na
região. O objetivo deste trabalho é o estudo do comportamento do bloco
cerâmico com a adição da casca do café. Foram moldados corpos de prova e
após sinterizados, foram realizados os ensaios de retração na queima, flexão
em três pontos, porosidade aparente e absorção de água. Nossos resultados
demonstram que a adição do rejeito poderá ser feita até um percentual de 5%,
o que torna possível sua incorporação na massa cerâmica.
Palavras chave: Indústria cerâmica, Rejeitos, Casca de Café
1 Introdução
Conforme a Revista Cafeicultura, o Brasil é o maior produtor mundial
de café, a expectativa de produção para 2015 é de 50,4 milhões de sacas.
Durante o beneficiamento do café, na fase de secagem e despolpa, é gerado
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
513
uma quantidade de casca de café, que é um resíduo descartado na natureza.
Desta feita, a quantidade de resíduos gerados pelas lavouras de café é
gigantesca. Parte desses resíduos é reaproveitada como adubo, ou como fonte
de energia, para aquecer as fornalhas dos secadores de café. No entanto,
outra grande parte ou é desperdiçada, ou é queimada nas lavouras. No
sudoeste da Bahia não é diferente, por ser um produto que participa ativamente
da economia local, gera resíduos que, em diversas vezes, são descartados.
Isso motivou a produção deste trabalho em busca de meios para aproveitar os
resíduos do cultivo cafeeiro na produção da cerâmica vermelha. O resíduo
utilizado foi a palha (“casca”) do café. Em busca de resultados mais
satisfatórios, econômicos e menos poluidores foi utilizada a “casca” de café
sem que ela fosse antes queimada. Isso foi feito no intuito de encontrar
reações químicas entre a queima da casca de café e a queima da argila, que
pudessem ser incorporados ao processo de obtenção da cerâmica vermelha. A
escolha da incorporação da casca de café à cerâmica vermelha se deve a
importância de ambos os materiais no sudoeste baiano.
2 MATERIAS E MÉTODOS
2.1 - Matéria prima
2.1.1 – Argila
A argila foi coletada em uma indústria cerâmica na cidade de
Encruzilhada, na região Sudoeste da Bahia.
2.1.2 – Casca de café
As cascas de café foram cedidas pelo cafeicultor que possui um
depósito em Vitória da Conquista do café seco. Depósito este que fica na
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
514

esquina do cruzamento entre as avenidas Luís Eduardo Magalhães e Juracy
Magalhães.
2.2 – Moagem
Para moer a casca de café, foram utilizados manualmente o pistilo e o
Almofariz.
2.3 - Peneiramento
A casca de café moída foi peneirada na peneira de número 8, malha
2,36 mm, e depois na peneira 25, malha de número 0,71 mm.
2.4 - Preparação dos corpos de prova
Os corpos de prova foram feitos de argila com 5%, 10%, 20% e 30% de
rejeitos da lavoura cafeeira, as cascas de café. Produziram-se 12 corpos de
prova para cada quantidade. A quantidade da mistura variou entre 8 gramas a
12 gramas para cada corpo de prova.
As quantidades foram pesadas em uma balança digital com precisão de
0,001 g e misturadas manualmente com o auxilio de um vidro de relógio e uma
espátula. Foram adicionados 10 % de água na mistura para uma melhor
prensagem.
2.4.1 –Prensagem
Os corpos de prova foram prensados com uma força de 3,5 toneladas.
Eles ficaram com aproximadamente 60 cm de comprimento, 20 cm de largura e
5 cm de espessura.
2.4.2 –Processo de sinterização
Após serem prensados e moldados deu-se início ao processo de
secagem. Os corpos de prova secaram a temperatura ambiente por 24 horas.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
515

Depois desde período foram para a estufa a 60 °C, ficando por mais 24 horas.
Finalmente foram pra estufa a 110 °C permanecendo por mais 24 horas. Por
fim, metade dos corpos de prova de cada porcentagem (5,10,20 e 30%) foi
sinterizado a 950 °C.
2.5 – Caracterização das amostras
Para caracterização das amostras foram feitos ensaios de retração linear
e tensão de ruptura à flexão.
2.5.1 –Retração linear
A retração linear é a relação entre as dimensões finais(Lf) e inicias(Li) do
corpo de prova após determinado processo. No caso deste material, foi feito o
ensaio de retração linear na queima. A determinação da retração linear é
expressa pela fórmula:
2.5.2 –Tensão de ruptura à flexão
O ensaio de flexão consiste na aplicação de uma forma unixial no material
tendendo-o a alongá-lo até o momento de sua fratura. A equação que relaciona
as dimensões do corpo de prova e a força aplicada é:
= Tensão de ruptura
F= Força aplicada
b= Largura do corpo de prova
L= Distância entre apoios
e= Espessura do corpo de prova
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
516
3 RERUSTADOS E DICUSSÕES
3.1 –Matéria prima
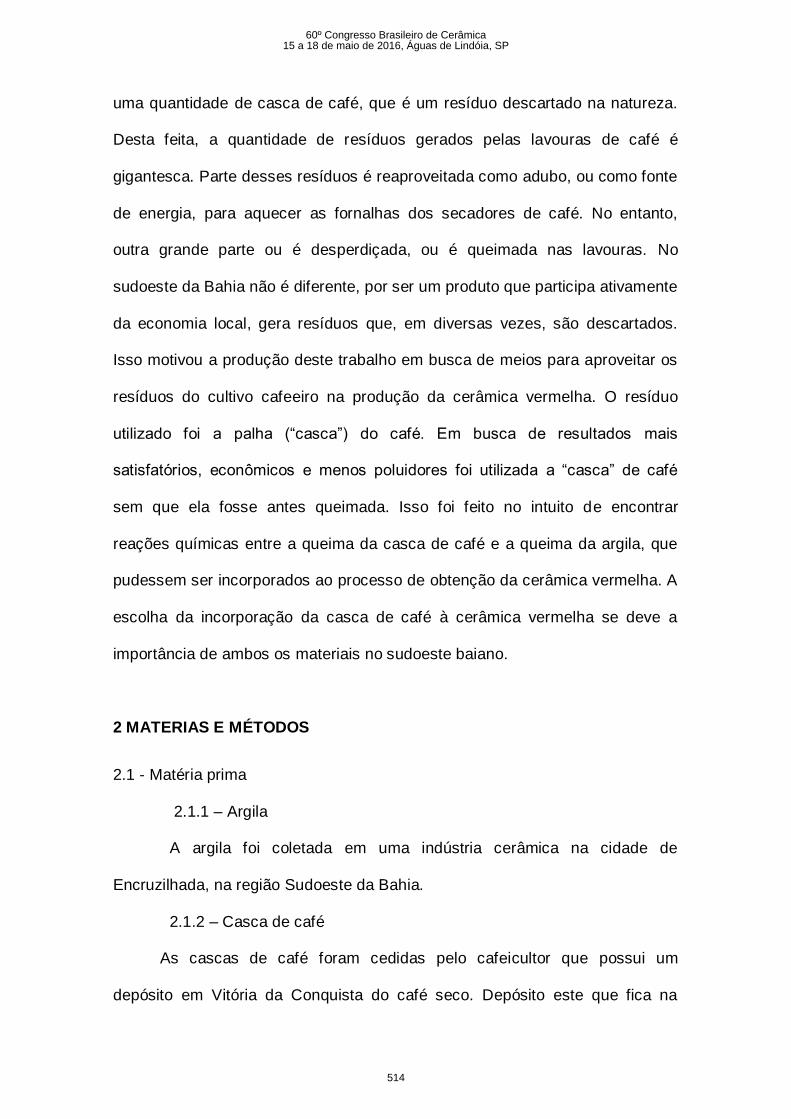
3.1 – Análises térmicas
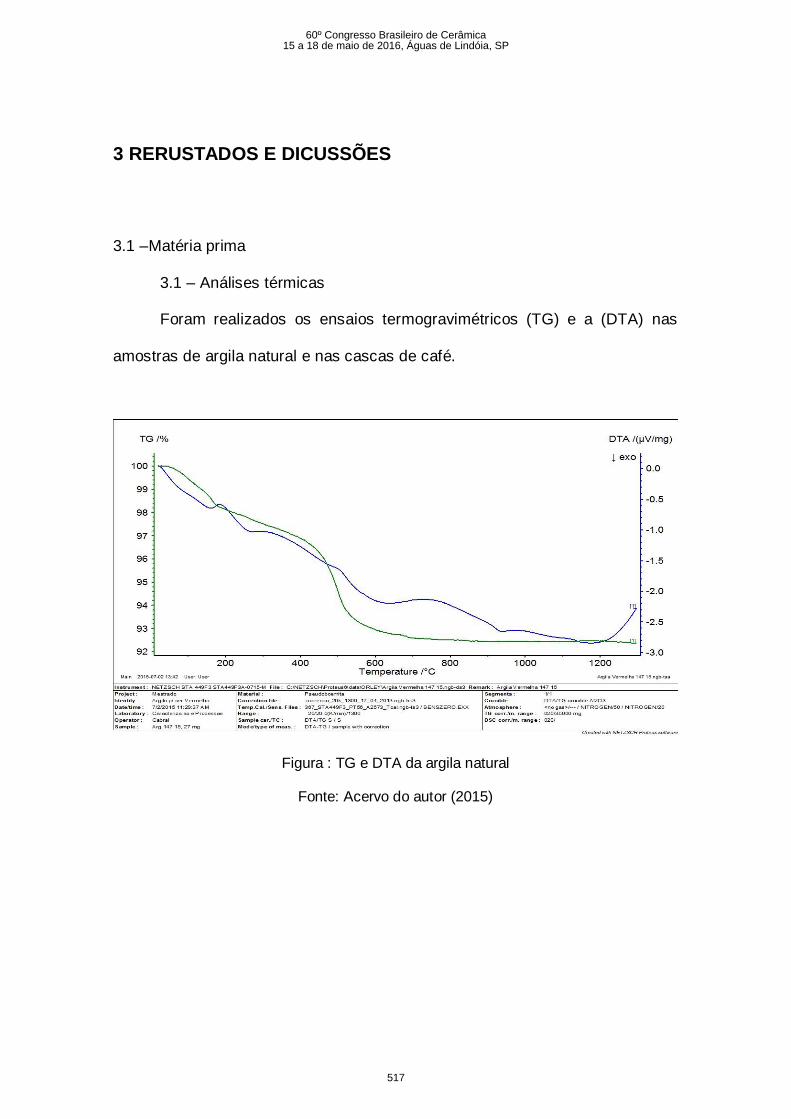
Foram realizados os ensaios termogravimétricos (TG) e a (DTA) nas
amostras de argila natural e nas cascas de café.
Figura : TG e DTA da argila natural
Fonte: Acervo do autor (2015)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
517
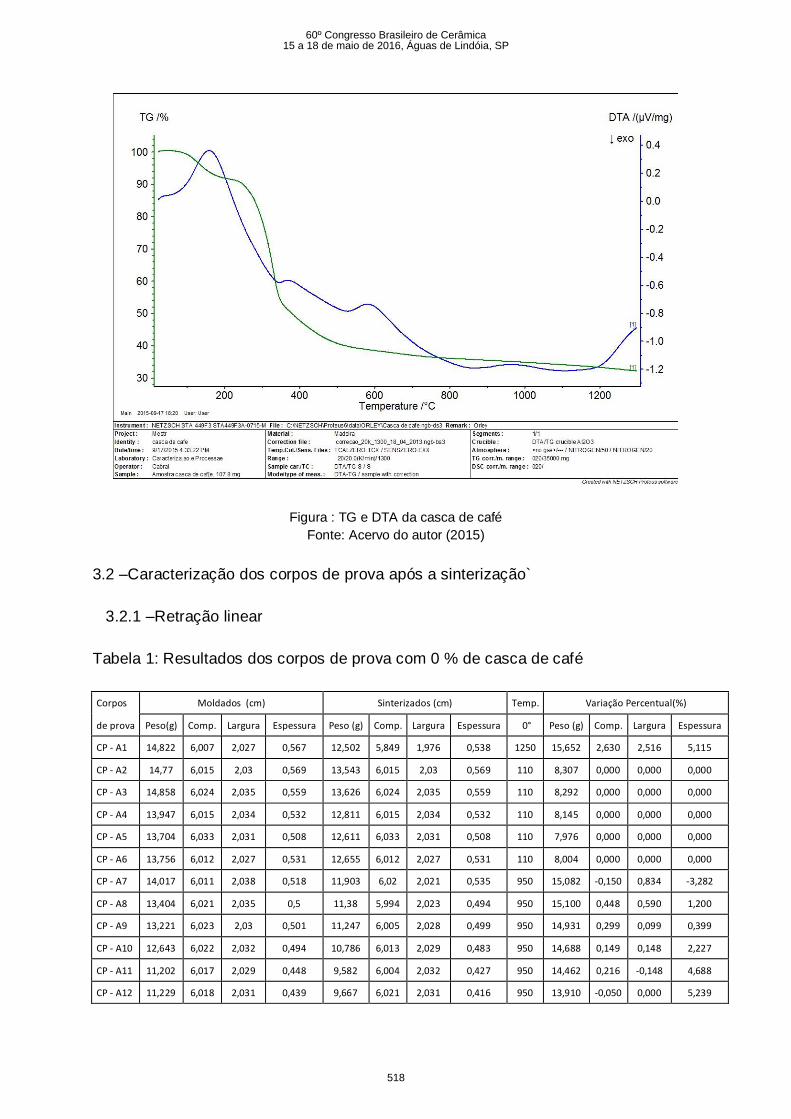
Figura : TG e DTA da casca de café
Fonte: Acervo do autor (2015)
3.2 –Caracterização dos corpos de prova após a sinterização`
3.2.1 –Retração linear
Tabela 1: Resultados dos corpos de prova com 0 % de casca de café
Corpos Moldados (cm) Sinterizados (cm) Temp. Variação Percentual(%)
de prova Peso(g) Comp. Largura Espessura Peso (g) Comp. Largura Espessura 0° Peso (g) Comp. Largura Espessura
CP - A1 14,822 6,007 2,027 0,567 12,502 5,849 1,976 0,538 1250 15,652 2,630 2,516 5,115
CP - A2 14,77 6,015 2,03 0,569 13,543 6,015 2,03 0,569 110 8,307 0,000 0,000 0,000
CP - A3 14,858 6,024 2,035 0,559 13,626 6,024 2,035 0,559 110 8,292 0,000 0,000 0,000
CP - A4 13,947 6,015 2,034 0,532 12,811 6,015 2,034 0,532 110 8,145 0,000 0,000 0,000
CP - A5 13,704 6,033 2,031 0,508 12,611 6,033 2,031 0,508 110 7,976 0,000 0,000 0,000
CP - A6 13,756 6,012 2,027 0,531 12,655 6,012 2,027 0,531 110 8,004 0,000 0,000 0,000
CP - A7 14,017 6,011 2,038 0,518 11,903 6,02 2,021 0,535 950 15,082 -0,150 0,834 -3,282
CP - A8 13,404 6,021 2,035 0,5 11,38 5,994 2,023 0,494 950 15,100 0,448 0,590 1,200
CP - A9 13,221 6,023 2,03 0,501 11,247 6,005 2,028 0,499 950 14,931 0,299 0,099 0,399
CP - A10 12,643 6,022 2,032 0,494 10,786 6,013 2,029 0,483 950 14,688 0,149 0,148 2,227
CP - A11 11,202 6,017 2,029 0,448 9,582 6,004 2,032 0,427 950 14,462 0,216 -0,148 4,688
CP - A12 11,229 6,018 2,031 0,439 9,667 6,021 2,031 0,416 950 13,910 -0,050 0,000 5,239
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
518
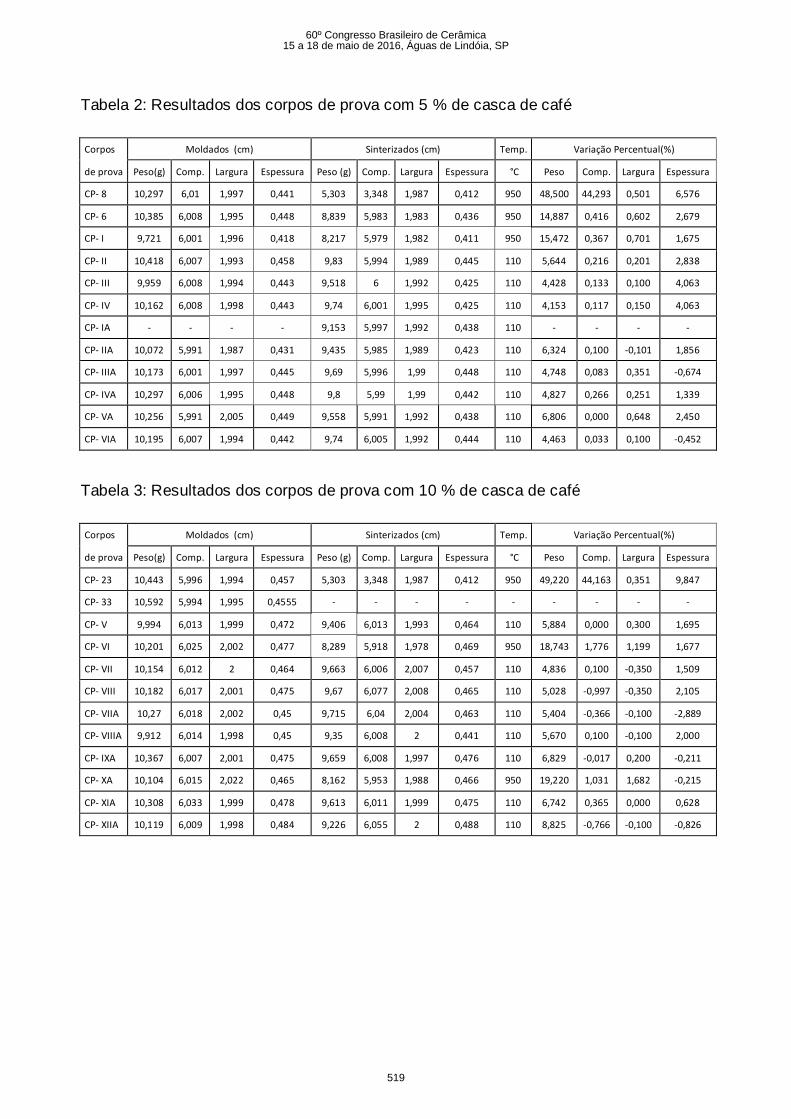
Tabela 2: Resultados dos corpos de prova com 5 % de casca de café
Corpos Moldados (cm) Sinterizados (cm) Temp. Variação Percentual(%)
de prova Peso(g) Comp. Largura Espessura Peso (g) Comp. Largura Espessura °C Peso Comp. Largura Espessura
CP- 8 10,297 6,01 1,997 0,441 5,303 3,348 1,987 0,412 950 48,500 44,293 0,501 6,576
CP- 6 10,385 6,008 1,995 0,448 8,839 5,983 1,983 0,436 950 14,887 0,416 0,602 2,679
CP- I 9,721 6,001 1,996 0,418 8,217 5,979 1,982 0,411 950 15,472 0,367 0,701 1,675
CP- II 10,418 6,007 1,993 0,458 9,83 5,994 1,989 0,445 110 5,644 0,216 0,201 2,838
CP- III 9,959 6,008 1,994 0,443 9,518 6 1,992 0,425 110 4,428 0,133 0,100 4,063
CP- IV 10,162 6,008 1,998 0,443 9,74 6,001 1,995 0,425 110 4,153 0,117 0,150 4,063
CP- IA - - - - 9,153 5,997 1,992 0,438 110 - - - -
CP- IIA 10,072 5,991 1,987 0,431 9,435 5,985 1,989 0,423 110 6,324 0,100 -0,101 1,856
CP- IIIA 10,173 6,001 1,997 0,445 9,69 5,996 1,99 0,448 110 4,748 0,083 0,351 -0,674
CP- IVA 10,297 6,006 1,995 0,448 9,8 5,99 1,99 0,442 110 4,827 0,266 0,251 1,339
CP- VA 10,256 5,991 2,005 0,449 9,558 5,991 1,992 0,438 110 6,806 0,000 0,648 2,450
CP- VIA 10,195 6,007 1,994 0,442 9,74 6,005 1,992 0,444 110 4,463 0,033 0,100 -0,452
Tabela 3: Resultados dos corpos de prova com 10 % de casca de café
Corpos Moldados (cm) Sinterizados (cm) Temp. Variação Percentual(%)
de prova Peso(g) Comp. Largura Espessura Peso (g) Comp. Largura Espessura °C Peso Comp. Largura Espessura
CP- 23 10,443 5,996 1,994 0,457 5,303 3,348 1,987 0,412 950 49,220 44,163 0,351 9,847
CP- 33 10,592 5,994 1,995 0,4555 - - - - - - - - -
CP- V 9,994 6,013 1,999 0,472 9,406 6,013 1,993 0,464 110 5,884 0,000 0,300 1,695
CP- VI 10,201 6,025 2,002 0,477 8,289 5,918 1,978 0,469 950 18,743 1,776 1,199 1,677
CP- VII 10,154 6,012 2 0,464 9,663 6,006 2,007 0,457 110 4,836 0,100 -0,350 1,509
CP- VIII 10,182 6,017 2,001 0,475 9,67 6,077 2,008 0,465 110 5,028 -0,997 -0,350 2,105
CP- VIIA 10,27 6,018 2,002 0,45 9,715 6,04 2,004 0,463 110 5,404 -0,366 -0,100 -2,889
CP- VIIIA 9,912 6,014 1,998 0,45 9,35 6,008 2 0,441 110 5,670 0,100 -0,100 2,000
CP- IXA 10,367 6,007 2,001 0,475 9,659 6,008 1,997 0,476 110 6,829 -0,017 0,200 -0,211
CP- XA 10,104 6,015 2,022 0,465 8,162 5,953 1,988 0,466 950 19,220 1,031 1,682 -0,215
CP- XIA 10,308 6,033 1,999 0,478 9,613 6,011 1,999 0,475 110 6,742 0,365 0,000 0,628
CP- XIIA 10,119 6,009 1,998 0,484 9,226 6,055 2 0,488 110 8,825 -0,766 -0,100 -0,826
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
519
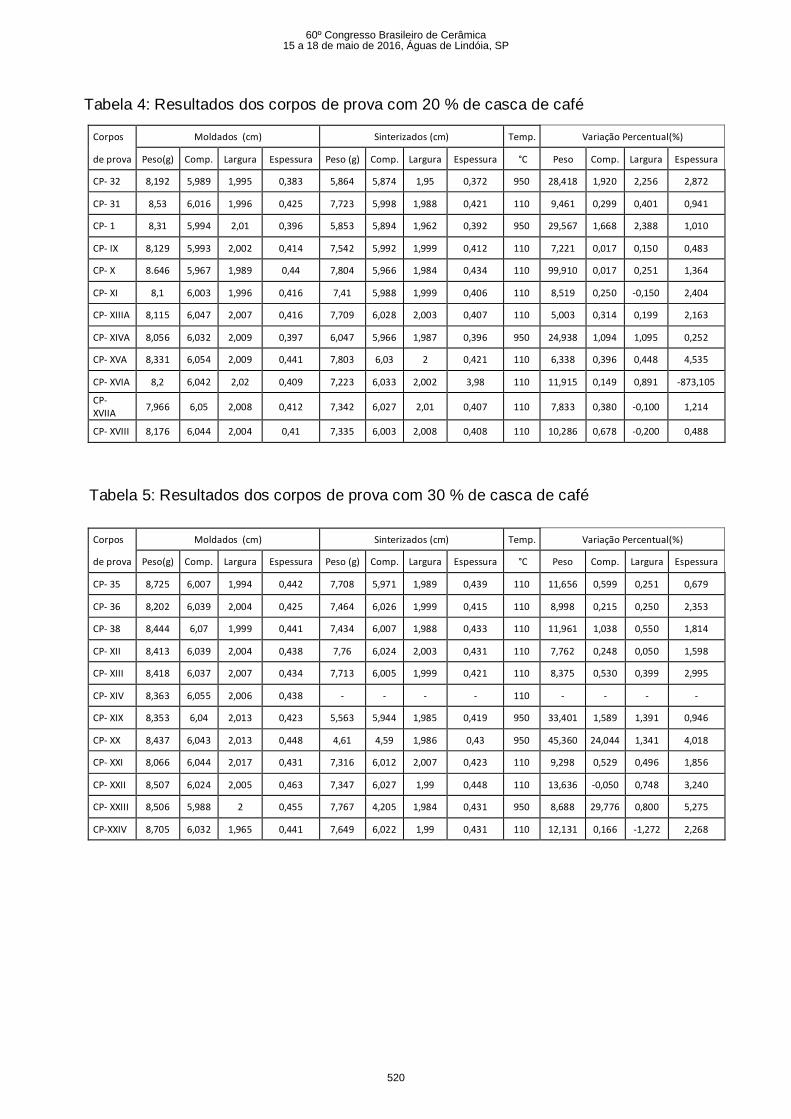
Corpos Moldados (cm) Sinterizados (cm) Temp. Variação Percentual(%)
de prova Peso(g) Comp. Largura Espessura Peso (g) Comp. Largura Espessura °C Peso Comp. Largura Espessura
CP- 32 8,192 5,989 1,995 0,383 5,864 5,874 1,95 0,372 950 28,418 1,920 2,256 2,872
CP- 31 8,53 6,016 1,996 0,425 7,723 5,998 1,988 0,421 110 9,461 0,299 0,401 0,941
CP- 1 8,31 5,994 2,01 0,396 5,853 5,894 1,962 0,392 950 29,567 1,668 2,388 1,010
CP- IX 8,129 5,993 2,002 0,414 7,542 5,992 1,999 0,412 110 7,221 0,017 0,150 0,483
CP- X 8.646 5,967 1,989 0,44 7,804 5,966 1,984 0,434 110 99,910 0,017 0,251 1,364
CP- XI 8,1 6,003 1,996 0,416 7,41 5,988 1,999 0,406 110 8,519 0,250 -0,150 2,404
CP- XIIIA 8,115 6,047 2,007 0,416 7,709 6,028 2,003 0,407 110 5,003 0,314 0,199 2,163
CP- XIVA 8,056 6,032 2,009 0,397 6,047 5,966 1,987 0,396 950 24,938 1,094 1,095 0,252
CP- XVA 8,331 6,054 2,009 0,441 7,803 6,03 2 0,421 110 6,338 0,396 0,448 4,535
CP- XVIA 8,2 6,042 2,02 0,409 7,223 6,033 2,002 3,98 110 11,915 0,149 0,891 -873,105
CP- XVIIA
7,966 6,05 2,008 0,412 7,342 6,027 2,01 0,407 110 7,833 0,380 -0,100 1,214
CP- XVIII 8,176 6,044 2,004 0,41 7,335 6,003 2,008 0,408 110 10,286 0,678 -0,200 0,488
Tabela 5: Resultados dos corpos de prova com 30 % de casca de café
Corpos Moldados (cm) Sinterizados (cm) Temp. Variação Percentual(%)
de prova Peso(g) Comp. Largura Espessura Peso (g) Comp. Largura Espessura °C Peso Comp. Largura Espessura
CP- 35 8,725 6,007 1,994 0,442 7,708 5,971 1,989 0,439 110 11,656 0,599 0,251 0,679
CP- 36 8,202 6,039 2,004 0,425 7,464 6,026 1,999 0,415 110 8,998 0,215 0,250 2,353
CP- 38 8,444 6,07 1,999 0,441 7,434 6,007 1,988 0,433 110 11,961 1,038 0,550 1,814
CP- XII 8,413 6,039 2,004 0,438 7,76 6,024 2,003 0,431 110 7,762 0,248 0,050 1,598
CP- XIII 8,418 6,037 2,007 0,434 7,713 6,005 1,999 0,421 110 8,375 0,530 0,399 2,995
CP- XIV 8,363 6,055 2,006 0,438 - - - - 110 - - - -
CP- XIX 8,353 6,04 2,013 0,423 5,563 5,944 1,985 0,419 950 33,401 1,589 1,391 0,946
CP- XX 8,437 6,043 2,013 0,448 4,61 4,59 1,986 0,43 950 45,360 24,044 1,341 4,018
CP- XXI 8,066 6,044 2,017 0,431 7,316 6,012 2,007 0,423 110 9,298 0,529 0,496 1,856
CP- XXII 8,507 6,024 2,005 0,463 7,347 6,027 1,99 0,448 110 13,636 -0,050 0,748 3,240
CP- XXIII 8,506 5,988 2 0,455 7,767 4,205 1,984 0,431 950 8,688 29,776 0,800 5,275
CP-XXIV 8,705 6,032 1,965 0,441 7,649 6,022 1,99 0,431 110 12,131 0,166 -1,272 2,268
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
520
Tabela 4: Resultados dos corpos de prova com 20 % de casca de café
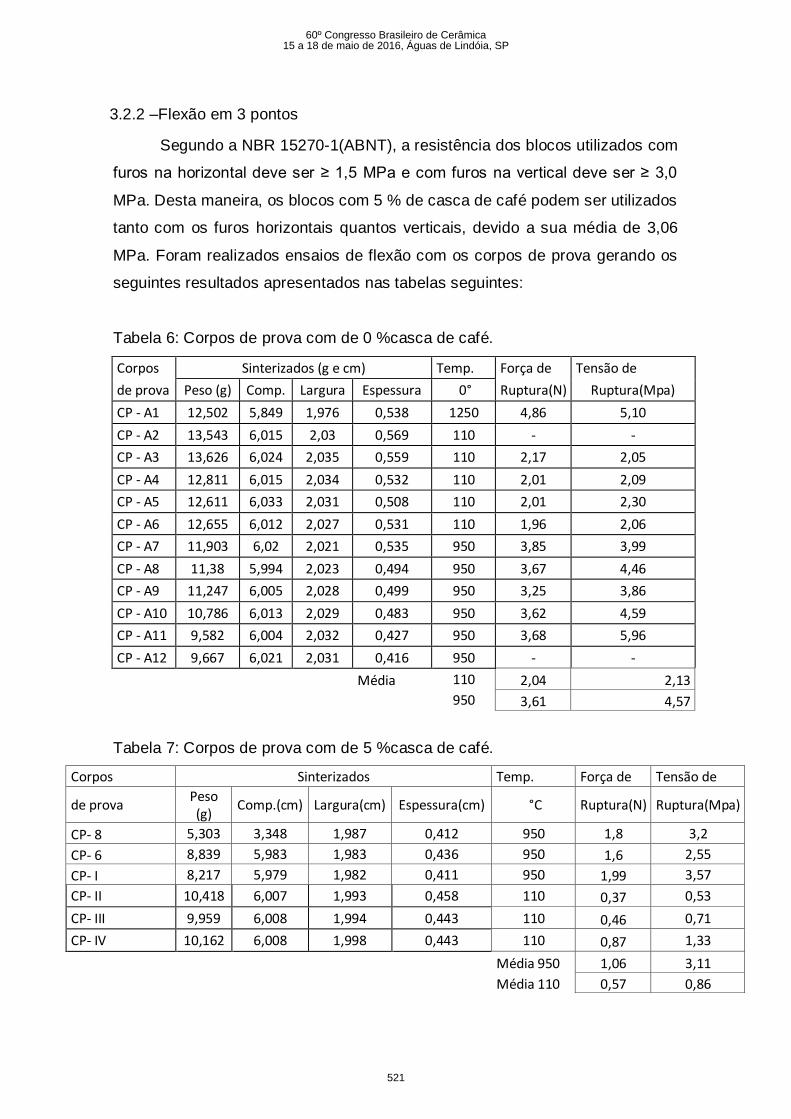
Segundo a NBR 15270-1(ABNT), a resistência dos blocos utilizados com
furos na horizontal deve ser ≥ 1,5 MPa e com furos na vertical deve ser ≥ 3,0
MPa. Desta maneira, os blocos com 5 % de casca de café podem ser utilizados
tanto com os furos horizontais quantos verticais, devido a sua média de 3,06
MPa. Foram realizados ensaios de flexão com os corpos de prova gerando os
seguintes resultados apresentados nas tabelas seguintes:
Tabela 6: Corpos de prova com de 0 %casca de café.
Corpos Sinterizados (g e cm) Temp. Força de Tensão de
de prova Peso (g) Comp. Largura Espessura 0° Ruptura(N) Ruptura(Mpa)
CP - A1 12,502 5,849 1,976 0,538 1250 4,86 5,10
CP - A2 13,543 6,015 2,03 0,569 110 - -
CP - A3 13,626 6,024 2,035 0,559 110 2,17 2,05
CP - A4 12,811 6,015 2,034 0,532 110 2,01 2,09
CP - A5 12,611 6,033 2,031 0,508 110 2,01 2,30
CP - A6 12,655 6,012 2,027 0,531 110 1,96 2,06
CP - A7 11,903 6,02 2,021 0,535 950 3,85 3,99
CP - A8 11,38 5,994 2,023 0,494 950 3,67 4,46
CP - A9 11,247 6,005 2,028 0,499 950 3,25 3,86
CP - A10 10,786 6,013 2,029 0,483 950 3,62 4,59
CP - A11 9,582 6,004 2,032 0,427 950 3,68 5,96
CP - A12 9,667 6,021 2,031 0,416 950 - -
Média 110 2,04 2,13
950 3,61 4,57
Tabela 7: Corpos de prova com de 5 %casca de café.
Corpos Sinterizados Temp. Força de Tensão de
de prova Peso (g)
Comp.(cm) Largura(cm) Espessura(cm) °C Ruptura(N) Ruptura(Mpa)
CP- 8 5,303 3,348 1,987 0,412 950 1,8 3,2
CP- 6 8,839 5,983 1,983 0,436 950 1,6 2,55
CP- I 8,217 5,979 1,982 0,411 950 1,99 3,57
CP- II 10,418 6,007 1,993 0,458 110 0,37 0,53
CP- III 9,959 6,008 1,994 0,443 110 0,46 0,71
CP- IV 10,162 6,008 1,998 0,443 110 0,87 1,33
Média 950 1,06 3,11
Média 110 0,57 0,86
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
521
3.2.2 –Flexão em 3 pontos
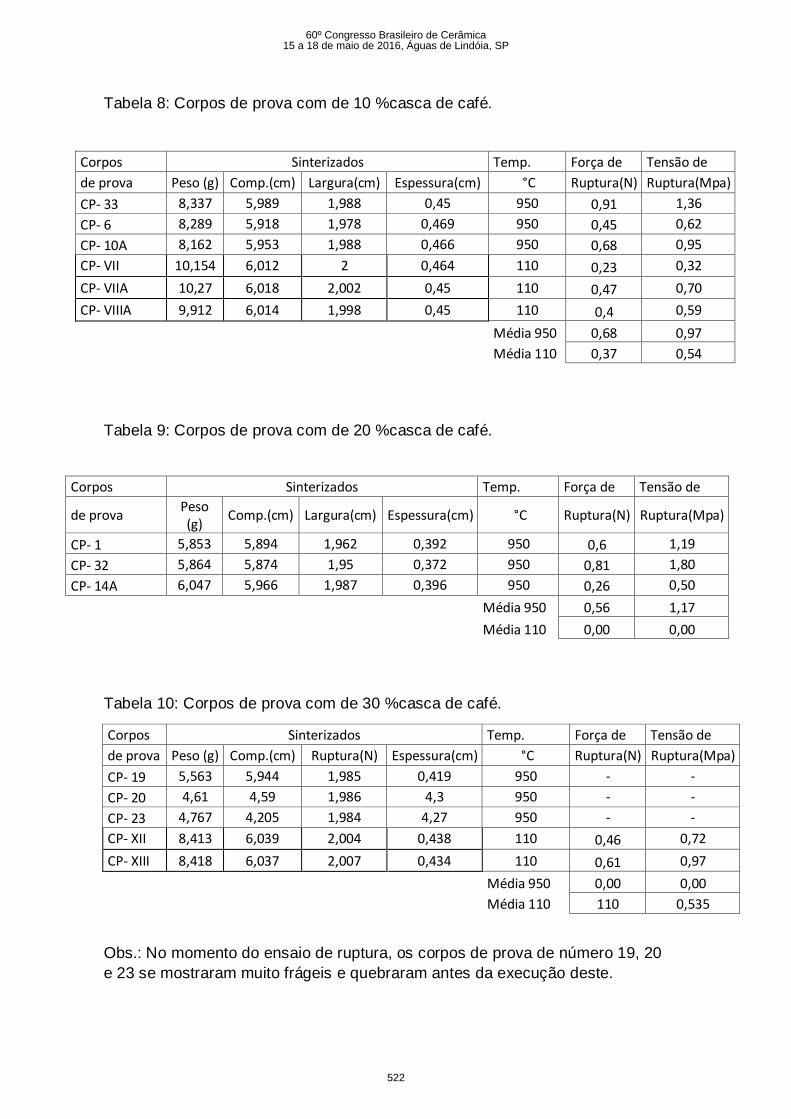
Tabela 8: Corpos de prova com de 10 %casca de café.
Corpos Sinterizados Temp. Força de Tensão de
de prova Peso (g) Comp.(cm) Largura(cm) Espessura(cm) °C Ruptura(N) Ruptura(Mpa)
CP- 33 8,337 5,989 1,988 0,45 950 0,91 1,36
CP- 6 8,289 5,918 1,978 0,469 950 0,45 0,62
CP- 10A 8,162 5,953 1,988 0,466 950 0,68 0,95
CP- VII 10,154 6,012 2 0,464 110 0,23 0,32
CP- VIIA 10,27 6,018 2,002 0,45 110 0,47 0,70
CP- VIIIA 9,912 6,014 1,998 0,45 110 0,4 0,59
Média 950 0,68 0,97
Média 110 0,37 0,54
Tabela 9: Corpos de prova com de 20 %casca de café.
Corpos Sinterizados Temp. Força de Tensão de
de prova Peso (g)
Comp.(cm) Largura(cm) Espessura(cm) °C Ruptura(N) Ruptura(Mpa)
CP- 1 5,853 5,894 1,962 0,392 950 0,6 1,19
CP- 32 5,864 5,874 1,95 0,372 950 0,81 1,80
CP- 14A 6,047 5,966 1,987 0,396 950 0,26 0,50
Média 950 0,56 1,17
Média 110 0,00 0,00
Tabela 10: Corpos de prova com de 30 %casca de café.
Corpos Sinterizados Temp. Força de Tensão de
de prova Peso (g) Comp.(cm) Ruptura(N) Espessura(cm) °C Ruptura(N) Ruptura(Mpa)
CP- 19 5,563 5,944 1,985 0,419 950 - -
CP- 20 4,61 4,59 1,986 4,3 950 - -
CP- 23 4,767 4,205 1,984 4,27 950 - -
CP- XII 8,413 6,039 2,004 0,438 110 0,46 0,72
CP- XIII 8,418 6,037 2,007 0,434 110 0,61 0,97
Média 950 0,00 0,00
Média 110 110 0,535
Obs.: No momento do ensaio de ruptura, os corpos de prova de número 19, 20
e 23 se mostraram muito frágeis e quebraram antes da execução deste.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
522
4 CONCLUSÕES
De acordo com os resultados obtidos, conclui-se que a adição de 5% de
cascas de café se torna viável. Conforme informações obtidas com os ensaios
de tensão de ruptura, a resistência dos corpos de prova com esse percentual
de cascas de café mantém características aceitáveis, segundo a NBR 15270-
1(ABNT). Esta viabilidade proporcionara uma diminuição no passivo ambiental
que a casca de café representa para a natureza.
5 REFERÊNCIAS
ROSSI, Matia A.P.; As Argilas; http://www.portorossi.art.br/as_argilas.htm. Revista Cafeicultura; Café - clima e variedades; http://www.revistacafeicultura.com.br/index.php?tipo=ler&mat=11952&cafe---clima-e-variedades.html; 2007.
Revista Cafeicultura, Processo de produção do café, http://www.revistacafeicultura.com.br/index.php?mat=6814, 2006
PETRUCCI, Eladio G. R.; Materiais de construção. 10 ed. SÃO PAULO: Globo, 1995
PITOMBEIRA, Kamila; Portal dia de campo; Cuidados na pós-colheita do café são essenciais, PORTAL DIA DE CAMPO; http://diadecampo.com.br/zpublisher/materias/Materia.asp?id=24881&secao=Pacotes%20Tecnol%F3gicos&c2=Caf%E9, 2010.
SEBRAE/ESPM, Cerâmica Vermelha, Estudos de mercado, 2008.
Vantagens da cerâmica vermelha na construções, revista Novacer, 2015.
PATROCINIO, Wanda, Origem e composição química da argila, http://gerovida.blog.br/2008/06/21/origem-e-composicao-quimica-da-argila/ ,2008.
GUIA TÉCNICO AMBIENTAL DA INDÚSTRIA DE CERÂMICA VERMELHA, http://www.feam.br/images/stories/producao_sustentavel/GUIAS_TECNICOS_AMBIENTAIS/guia_ceramica.pdf, 2013.
ABCERAM, http://www.abceram.org.br/site/?area=4&submenu=50.
ANICER, http://portal.anicer.com.br/.
CONAB, http://www.conab.gov.br/conteudos.php?a=1253&, 2015.
ABOP, http://www.abop.org.br/.
NBR 15270-1 – Componentes Cerâmicos.
JUNG, Marcelo. et. al., COMPARATIVO ENTRE DIFERENTES MÉTODOS DE DETERMINAÇÃO DA RETRAÇÃO LINEAR DE PLACAS CERÂMICAS, 2012
TRIGO, Thiago. Ensaio de Tração, http://www.infoescola.com/fisica/ensaio-de-tracao/.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
523

CERAMICS OF A RED BEHAVIOR WITH THE MERGER OF COFFEE BARK.
Abstract
The Brazil and currently the world's largest producer of coffee, and the coffee
processing generates the crops a lot of waste, which is the coffee pulped bark
and this becomes a significant environmental liabilities. The Red Ceramic
Industries of Vitória da Conquista region in Bahia producing ceramic blocks and
tiles and use large amounts of clay which is the raw material for the
manufacture of its products, can absorb or use in their production this
environmental liability that is great in the region. The objective of this work is the
study of the ceramic block behavior with the addition of coffee pods. test and
after sintered bodies were molded, the shrinkage in the burning tests were
performed, three point bending, porosity and water absorption. Our results
demonstrate that the addition of tailing may be made to a percentage of 5%,
which makes possible its incorporation in ceramic paste.
Keywords: Ceramic industry, Tailings, Coffee Bark
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
524


















