Considerações para concepção e implantação de pavimentos ... · BGTC Brita Graduada Tratada...
77
UNIVERSIDADE FEDERAL DE MINAS GERAIS Escola de Engenharia Curso de Especialização: Produção e Gestão do Ambiente Construído Hugo Gomes Chaves Considerações para concepção e implantação de pavimentos em concreto armado utilizando revestimento de alto desempenho na indústria de bebida carbonatada: principais manifestações patológicas encontradas Belo Horizonte 2016
Transcript of Considerações para concepção e implantação de pavimentos ... · BGTC Brita Graduada Tratada...
UNIVERSIDADE FEDERAL DE MINAS GERAIS Escola de Engenharia
Curso de Especialização: Produção e Gestão do Ambiente Construído
Hugo Gomes Chaves
Considerações para concepção e implantação de pavimentos em concreto armado utilizando
revestimento de alto desempenho na indústria de bebida carbonatada: principais manifestações
patológicas encontradas
Belo Horizonte 2016

Hugo Gomes Chaves
Considerações para concepção e implantação de pavimentos em concreto armado utilizando
revestimento de alto desempenho na indústria de bebida carbonatada: principais manifestações
patológicas encontradas
Trabalho de Conclusão de Curso apresentado ao Curso de Especialização: Produção e Gestão do Ambiente Construído do Dept. de Engenharia de Materiais e Construção, da Escola de Engenharia da Universidade Federal de Minas Gerais, como requisito parcial para obtenção do título de Especialista. Orientador (a): José Eduardo de Aguiar
Belo Horizonte 2016

EPÍGRAFE
“Os materiais não falham. Eles
seguem as leis da natureza. Nós é que não
os utilizamos direito.”
(Carl G. Cash)
RESUMO
Este trabalho tem por objetivo, demonstrar a importância das
considerações que devem ser feitas desde a concepção de projeto até a
execução de pisos em concreto armado utilizando revestimento de alto
desempenho na indústria de bebida carbonatada. Nota-se uma deficiência de
especificações em projetos, principalmente no que diz respeito a tratamentos
superficiais, que levem em conta as particularidades de cada setor produtivo no
cenário de uma indústria de refrigerante. Tendo em vista a grande variedade de
materiais, substâncias e utilização durante o processo de fabricação de
refrigerantes que podem agredir o concreto, é de suma importância determinar e
especificar de maneira bastante assertiva todos os aspectos construtivos que
abrangem esse elemento estrutural, dessa forma diminui consideravelmente as
possibilidades de aparecimento de diferentes manifestações patológicas e
consequentemente reduz também, altos custos com manutenções corretivas,
uma vez que, executado o tratamento superficial adequado concomitantemente
aumenta-se a vida útil do pavimento. As manifestações patológicas e os
parâmetros apresentados foram definidos com base em pesquisa em trabalhos relativos ao tema e através da vivência “in loco” nesse ambiente.
Palavras-chave: Tratamento em pisos. Manifestações Patológicas. Piso em Concreto Armado.
Durabilidade, Indústria de bebida.
LISTA DE FIGURAS
Figura 1 - Esquema ordenado da disposição das camadas do sistema construtivo de
pisos industriais. ........................................................................................................ 15
Figura 2 - Pavimento de concreto com armadura distribuída continuamente............ 18
Figura 3 - Pavimento de concreto estruturalmente armado....................................... 19
Figura 4 - Armadura e espaçador plástico para garantir posicionamento conforme
projeto e cobrimento necessário. .............................................................................. 19
Figura 5 - Pavimento de concreto reforçado com fibras ............................................ 20
Figura 6 - Detalhe do compósito com adição de fibras ............................................. 21
Figura 7 - Fibra de aço carbono ................................................................................ 22
Figura 8 - Fibras de vidro e nylon de alto módulo para adição em concretos ........... 23
Figura 9 - Fibras de celulose ..................................................................................... 23
Figura 10 - Fibras de amianto ................................................................................... 24
Figura 11 - Pavimento de concreto protendido .......................................................... 25
Figura 12 - Cordoalhas de 7 fios engraxada e plastificada........................................ 25
Figura 13 - Ilustração do ensaio SPT ........................................................................ 31
Figura 14 - Funções da barreira de vapor em pisos de concreto. ............................. 36
Figura 15 - Instalação de filme de polietileno ............................................................ 37
Figura 16 - Lançamento de agregados na superfície do concreto recém adensado . 40
Figura 17 - Processo de perda de material por abrasão em superfície de concreto
não tratado ................................................................................................................ 41
Figura 18 - Piso com superfície tratada com endurecedores à base de silicatos e à
base de flúor silicatos ................................................................................................ 41
Figura 19 - Segmentos de utilização de RAD ............................................................ 42
Figura 20 - Junta de construção (JC) ........................................................................ 48
Figura 21 - Detalhe de uma junta de construção com barras de transferência após
desforma ................................................................................................................... 48
Figura 23 - Execução da Junta Serrada .................................................................... 49
Figura 22 - Junta Serrada e fissuração induzida ....................................................... 49
Figura 24 - Juntas de encontro tipo diamante e circular ............................................ 50
Figura 25 - Junta de encontro ................................................................................... 51

Figura 26 - Detalhe das barras de transferência instaladas paralelamente nos
espaçadores .............................................................................................................. 53
Figura 27 - Detalhe de sistema de transferência de cargas ...................................... 53
Figura 28 - Detalhe do sistema de junta com aplicação de selante moldado in loco.57
Figura 29 - Detalhe do sistema de junta com adoção de lábios poliméricos. ............ 57
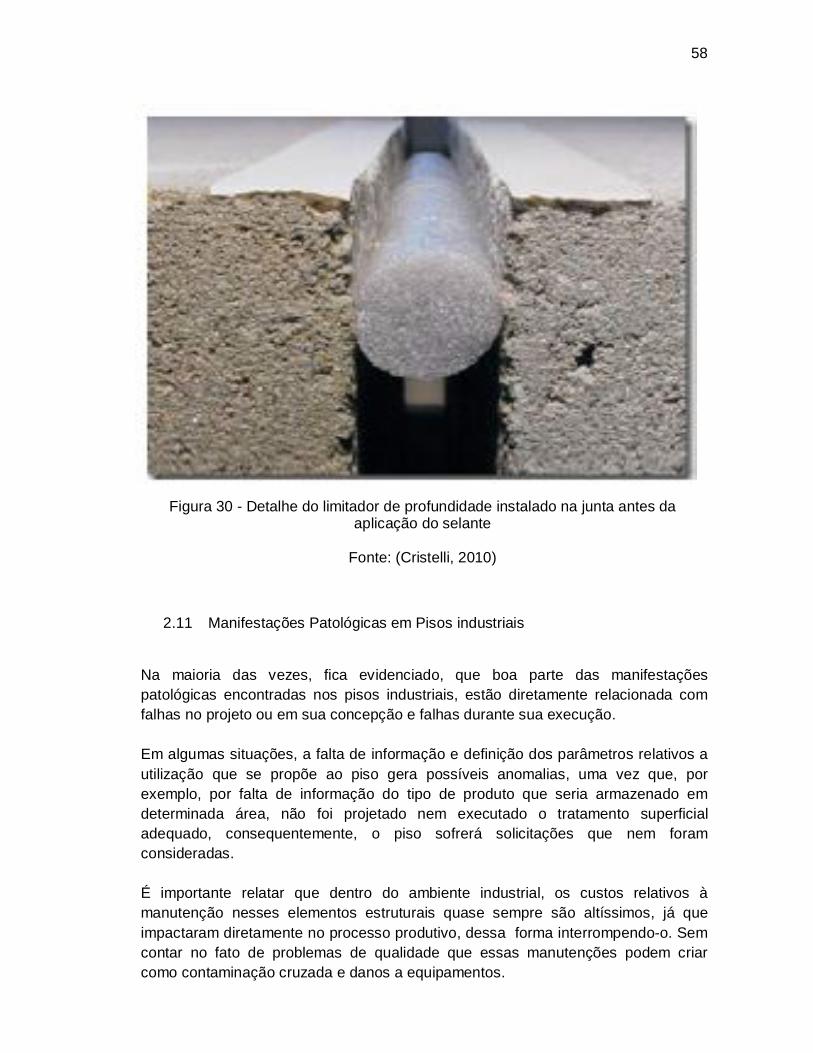
Figura 30 - Detalhe do limitador de profundidade instalado na junta antes da
aplicação do selante .................................................................................................. 58
Figura 33 – Desplacamento de revestimento de alto desempenho em área de
processo. ................................................................................................................... 69
Figura 34 – Desgaste Superficial do Piso em Concreto Armado ............................... 69
Figura 35 - Desplacamento de revestimento de alto desempenho em área produtiva.
.................................................................................................................................. 70
Figura 36 – Mancha causada pelo acúmulo de açúcar líquido em piso industrial em
concreto armado ....................................................................................................... 70
LISTA DE TABELAS
Tabela 1 - Classificação do sistema de piso industrial segundo escolas: americana e
europeia. ................................................................................................................... 17
Tabela 2 - Classificação dos pisos quanto à utilização segundo a ANAPRE ............ 28
Tabela 3 - Classificação dos pisos quanto à utilização segundo a ACI-302.............. 29
Tabela 4 - Tipos de sub-base .................................................................................... 32
Tabela 5 - Faixas granulométricas admissíveis para materiais estabilizados
granulometricamente ................................................................................................. 33
Tabela 6 - Módulo resiliente ou elástico .................................................................... 34
Tabela 7 - Parâmetros técnicos das barras de transferência. ................................... 54
Tabela 8 - Características das juntas em função do material empregado ................. 56
Tabela 9 - Critério de especificação do selante por tipo de junta .............................. 56

LISTA DE SIGLAS
ABCP Associação Brasileira de Cimento Portland
a/c Água / Cimento
ABNT Associação Brasileira de Normas Técnicas
ACI American Concrete Institute
ANAPRE Associação Nacional de Pisos e Revestimentos de Alto
Desempenho
ASSTHO American Association of State Highway and Transportation
Officials
ASTM American Society for Testing and Materials
BGTC Brita Graduada Tratada com Cimento
CA Concreto Armado
CAD Concreto de Alto Desempenho
CBR Califórnia Bearing Ratio / Índice de Suporte Califórnia
CCR Concreto Compactado com Rolo
DNER Departamento Nacional de Estradas e Rodagens
DNIT Departamento Nacional de Infra-estrutura de Transportes
E Módulo de elasticidade
EPI Equipamento de Proteção Individual
Fck Resistência característica do concreto
FF Flatness / Índice de Planicidade
FL Levelness / Índice de Nivelamento
HPC High Performance Concrete / Micro-concreto de alto
desempenho
IBTS Instituto Brasileiro de Telas Soldadas
INS International Numbering
JC Junta de construção
JD Junta de dilatação
JE Junta de encontro ou expansão
JS Junta serrada
K Coeficiente de Recalque
MPa Mega Pascal
NBR Norma Brasileira Registrada
PCA Portland Cement Association
PEMP Projeto de Expansão do Mercado de Pisos
PIB Produto Interno Bruto
PITCE Política Industrial, Tecnológica e de Comércio Exterior
PND Plano Nacional de Desenvolvimento
RAD Revestimentos de Alto Desempenho
SC Solo-Cimento
SMC Solo Melhorado com Cimento
SPT Standard Penetration Test
SUMÁRIO
1. INTRODUÇÃO ............................................................................................................................12
2. referencial teórico .....................................................................................................................13
2.1 Pisos Industriais: O Mercado ..............................................................................................13
2.2 Pisos Industriais .................................................................................................................14
2.3 Classificação dos Pisos Industriais ......................................................................................16
2.3.1 Classificação quanto à escola: ........................................................................................16
2.3.2 Classificação quanto ao reforço estrutural: ....................................................................17
2.3.3 Classificação quanto ao tipo de fundação:......................................................................26
2.3.4 Classificação quanto à utilização: ...................................................................................27
2.4 Subleito .............................................................................................................................30
2.5 Sub-base ............................................................................................................................31
2.5.1 Sub-bases granulares: ....................................................................................................32
2.5.2 Sub-base tratadas com cimento: ....................................................................................33
2.5.3 Solo-cimento (SC) e solo melhorado com cimento (SMC): ..............................................34
2.5.4 Brita graduada tratada com cimento (BGTC): .................................................................35
2.5.5 Concreto compactado a rolo (CCR):................................................................................35
2.6 Barreiras de Vapor .............................................................................................................35
2.7 Placas de Concreto ............................................................................................................37
2.8 Concreto ............................................................................................................................38
2.9 Tratamento Superficial ......................................................................................................38
2.9.1 Agregados Minerais ou Metálicos: .................................................................................39
2.9.2 Endurecedores de Superfície: ........................................................................................40
2.9.3 RAD: Revestimento de Alto Desempenho: .....................................................................41
2.9.3.1 Classificação dos tipos de RAD: ................................................................................45
2.9.3.2 Métodos de preparação do substrato: ...........................................................................46
2.9.3.3 Aplicação de RAD: ..........................................................................................................46
2.10 Juntas ................................................................................................................................47
2.10.1 Juntas de Construção: ....................................................................................................47
2.10.2 Juntas Serradas: .............................................................................................................49

2.10.3 Juntas de Encontro: .......................................................................................................50
2.10.4 Projeto geométrico: .......................................................................................................51
2.10.5 Mecanismos de transferência de carga: .........................................................................52
2.10.6 Controle de qualidade das juntas: ..................................................................................54
2.10.7 Tratamento das juntas: ..................................................................................................55
2.11 Manifestações Patológicas em Pisos industriais .................................................................58
3. INDÚSTRIA DE BEBIDA CARBONATADA ......................................................................................63
3.1 Bebida Carbonatada ..........................................................................................................63
3.2 Composição dos Refrigerantes ...........................................................................................64
3.2.1 Água ..............................................................................................................................64
3.2.2 Açúcar e Edulcorante .....................................................................................................64
3.2.3 Concentrados ................................................................................................................65
3.2.4 Acidulante .....................................................................................................................65
3.2.5 Antioxidante ..................................................................................................................65
3.2.6 Conservante ..................................................................................................................66
3.2.7 Dióxido de Carbono .......................................................................................................66
3.3 Principais áreas produtivas ................................................................................................66
3.4 Limpeza e sanitização na indústria de bebidas ...................................................................67
3.5 Manifestações Patológicas em Pisos Industriais dentro da Indústria de Bebida Carbonatada 67
3.5.1 Necessidades Específicas ...............................................................................................67
4. CONSIDERAÇÕES FINAIS ............................................................................................................71
5. REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................................72
12
1. INTRODUÇÃO
O uso de pisos em concreto armado, é um recurso extremamente utilizado em áreas
industriais devido suas inúmeras vantagens, principalmente relacionado a sua
durabilidade e alta capacidade de suportar diferentes tipos de solicitações existentes
nesses locais. No entanto, mesmo com estas características, em áreas industriais
específicas, como no caso de uma indústria de bebida, se faz necessário prever a
utilização de um tratamento superficial no intuito de amplificar estas propriedades,
prolongando sua vida útil e consequentemente reduzindo a probabilidade de
elevados custos de manutenções. Para isso é necessário desenvolver um bom
projeto, especificando qual o melhor tratamento a ser empregado, levando em conta
as necessidades específicas de cada setor, que resistirá as muitas variáveis
existentes como cargas atuantes, deterioração por agentes químicos e/ou
biológicos, intempéries dentre outros, evidentemente alinhado a correta execução e
manutenção.
A reunião destas informações, ainda em fase de concepção aos projetistas
especializados e demais profissionais envolvidos, favorece a condição de avaliar
todos os dados previamente coletados e propor soluções que possam equacionar
integralmente os problemas apresentados, garantindo perfeitas condições de
utilização, baixo custo de manutenção e previsão de durabilidade do sistema de piso
(Cristelli, 2010).
As falhas estruturais encontradas nos pisos industriais em concreto armado, também
chamadas de manifestações patológicas, surgem desencadeando uma série de
danos que podem afetar diretamente a operação industrial e resistência estrutural do
pavimento. É preciso atentar-se para essas anomalias, pois em alguns casos, o
efeito gerado tende à agravar rapidamente caso não seja solucionado no tempo
previsto.
Este trabalho abordará de forma sistêmica, alguns dos principais e mais utilizados
tratamentos para esses elementos estruturais, apresentando suas características e
13
introduzindo os procedimentos de execução no ambiente industrial de bebida
carbonatada, considerando suas solicitações específicas, no intuito de ampliar as
qualidades do pavimento em concreto armado minimizando ao máximo o
aparecimento de possíveis manifestações patológicas.
Serão caracterizadas algumas manifestações patológicas mais encontradas, de
forma à ajudar entender suas principais causas.
2. REFERENCIAL TEÓRICO
2.1 Pisos Industriais: O Mercado
Houve um considerável aumento de demanda nessa área, principalmente em função do crescimento, reorganização e evolução das práticas empresariais no setor industrial que trouxe novos sistemas de operação, com isso o mercado de implantação de pisos industriais foi bastante solicitado (Oliveira, 2003).
Essas mudanças, consequentemente, trouxeram também o desenvolvimento de novas tecnologias e processos nos sistemas construtivos, uma vez que o próprio setor industrial exigia isso através da necessidade de possuírem infraestrutura adequada para o desenvolvimento de suas atividades (Cristelli, 2010).
Em 2004, foi criada a ANAPRE – Associação Nacional de Pisos e Revestimentos de Alto Desempenho, uma instituição sem fins lucrativos, nascida com o intuito de reunir em todo território nacional as empresas do segmento de pavimentos e revestimento de alto desempenho, dessa maneira, difundindo ainda mais o conhecimento e incentivando a evolução das práticas construtivas e dos materiais utilizados na produção de pisos industriais.
Pode-se considerar que o Brasil encontra-se na liderança no dimensionamento de pavimentos, uma vez que possui o domínio da tecnologia dos materiais e alto grau de especialização dos profissionais das áreas de projeto e execução, (Rodrigues, 2006).

14
2.2 Pisos Industriais
Pisos industriais de concreto, conforme definido pela Anapre (2009), são elementos estruturais cuja finalidade é resistir e distribuir ao subleito esforços verticais provenientes dos carregamentos.
Possui uma grande importância na rotina industrial, partindo do pressuposto o fato de ser sobre eles que as atividades de movimentação de cargas acontecem e são instalados os equipamentos para operação.
Conforme salientado por Senefonte (2007), os pisos industriais são elementos que estão continuamente apoiados e apresentam dimensionamento para suportar cargas diferenciais quanto à intensidade e forma de atuação. Atendendo às variadas situações de carregamentos a que são impostos, podem ser executados sobre diferentes aspectos estruturais e funcionais.
Há também, mais uma forma de caracterização dos pisos industriais, comparando-os com pavimentos de concreto rodoviário ou urbanos, pois estes geralmente consideram quase que inexistente a presença de carregamentos estáticos, enquanto nos pavimentos industriais esse tipo de carregamento é visivelmente mais relevante. (Rodrigues, 2006).
De acordo Rodrigues (2006), pisos Industriais em Concreto Armado podem ser implantados através de diversas técnicas construtivas, sendo cada uma delas aplicada para uma situação específica, dessa forma, produzindo estruturas que se adequem a utilização, necessidades particulares da obra e disponibilidades financeiras.
Geralmente a estrutura completa de um piso industrial de concreto é composta por cinco camadas, conhecidas também como “layers” por alguns profissionais, conforme figura 1, sendo que cada uma delas possui função específica conforme apresentado abaixo. O correto detalhamento em projeto e execução dessas camadas é de suma importância para garantir a eficiência e qualidade aos pisos industriais. (Cristelli, 2010).
Entretanto, podem ocorrer variações quanto ao número de camadas, conforme necessidade e realidade de cada projeto, podendo-se incluir ou excluir camadas.
Fica como responsabilidade do projetista analisar o ambiente para implantação, prever solicitações e utilização do piso, dessa forma é possível definir e consequentemente propor os sistemas mais indicados para cada situação (Cristelli, 2010).

15
A interação entre as camadas do sistema do piso é fator determinante para alcançar os critérios de qualidade do pavimento. Mesmo que executadas em momentos distintos e sequenciais na obra, elas trabalham como um conjunto de mecanismos integrados de um único sistema construtivo (Cristelli, 2010).
Funções Básicas das Camadas de Estrutura do Piso Industrial
1- Solo (base) Subleito: Absorver as solicitações de cargas impostas ao pavimento.
2- Sub - base: Isolar e estabilizar as condições do subleito através de tratamentos granulométricos e de capacidade de distribuição de carga.
3- Lona plástica / Barreira de vapor: Impermeabilizar superfície para evitar umidade ascendente das placas de concreto. Garantir a movimentação da placa de concreto em relação a sub - base. Garantir hidratação do concreto.
4- Placas de concreto: Absorver os carregamentos do piso e transferir os esforços para a fundação, trabalhando no regime elástico.
5- Acabamento / Tratamento de Superfície / RAD: Acrescentam características ao sistema do piso, de acordo com a demanda de utilização.
(Fonte: Adaptação de dados de Rodrigues, 2006; Chodounsky, 2007; Oliveira, 2000).
Figura 1 - Esquema ordenado da disposição das camadas do sistema construtivo de pisos industriais.
Fonte: www.construcaodicas.com

16
2.3 Classificação dos Pisos Industriais
Quando levado em consideração a grande diversidade de pisos industriais e suas aplicações, tendo em vista suas várias características tais como: Tecnologia empregada, dimensionamento e execução, mostra-se claramente a necessidade de enquadrar e determinar tipologias, no intuito de ajudar aos projetistas especificar o melhor sistema para cada caso, serve também, para encontrar e definir os melhores métodos de intervenção em casos de consultoria diante de manifestações patológicas.
Sendo assim, serão apresentadas quatro classificações, com base em alguns autores (Rodrigues & Cassaro, 1998; Balbo, 2005; Rodrigues, 2006; Chodounsky, 2007; Nakamura, 2009; Anapre 2009) que determinam os principais sistemas de pisos industriais em quatro categorias:
- Quanto à escola
- Quanto ao reforço estrutural
- Quanto ao tipo de fundação
- Quanto à utilização.
2.3.1 Classificação quanto à escola:
De acordo Rodrigues (2006), o avanço nos sistemas construtivos de pisos industriais no país chega a ser recente, iniciando seu desenvolvimento há cerca de 25 anos, anteriormente a esse período havia pouca preocupação quanto aos critérios de projeto.
As principais tecnologias e métodos de cálculo de dimensionamento foram importados e adaptados das escolas americana e europeia, que se diferem quanto ao conceito adotado para o sistema de piso e seu respectivo método de dimensionamento, conforme descrito na tabela 1 (Cristelli, 2010).
Europeia: foca em pavimentos reforçados, utilizando telas soldadas, fibras de alto módulo ou protensão, tendo como produto pavimentos esbeltos e placas de grandes dimensões.
Americana: trabalha fundamentalmente com concreto simples, produzindo estruturas de grande rigidez e placas de pequenas dimensões.

17
Tabela 1 - Classificação do sistema de piso industrial segundo escolas: americana e europeia.
Fonte: Cristelli (2010.)
Alguns autores como Rodrigues (2006) e Chodounsky (2007), citam que, nos últimos anos o mercado nacional tem aderido a práticas evolutivas conforme a escola europeia, o que na opinião deles, é considerado o mais correto, já que os europeus têm alcançado grandes resultados positivos no que diz respeito a tecnologia dos materiais e logísticas das obras, sem contar que os métodos dessa escola apresenta melhores resultados nos quesitos economia e sustentabilidade, utilizando menos quantidade de matéria-prima para obtenção de resultados satisfatórios.
Rodrigues (2006) ainda destaca a importância no processo de dimensionamento dos pisos em concreto armado, uma vez que o aprimoramento dessas técnicas contribui diretamente para soluções mais econômicas na execução de obras de pisos industriais, reduzindo tanto os custos inicias quanto o de manutenção.
2.3.2 Classificação quanto ao reforço estrutural:
Pisos com armadura distribuída: Pisos com armadura distribuída são pavimentos que em sua estrutura possuem uma tela de aço soldada na parte superior, aumentando assim sua resistência. Essas telas soldadas, de acordo o IBTS (Instituto Brasileiro de Telas Soldadas) são produzidas geralmente de aço CA-50 e CA-60, compostas por fios de aço transversais e longitudinais dispostos ortogonalmente. São encontradas no mercado em variados tamanhos, dessa forma, fica sob responsabilidade do projetista, especificar em projeto o tipo de tela adequada para uso.

18
Segundo Rodrigues (2003), é o sistema de pavimentos industrial mais popularmente empregado atualmente na indústria da construção civil brasileira. De acordo Oliveira (2000), o uso dessas telas pode reduzir consideravelmente o número de juntas necessárias, tornando possível até dobrar o comprimento das placas de concreto do pavimento que normalmente possuem 15 metros, sendo assim, podendo chegar até 30 metros de comprimento mantendo a largura de 6 metros, conforme figura 2.
Pavimento estruturalmente armado: Pisos estruturalmente armados possuem armadura superior conforme piso com armadura distribuída, e outra armadura inseria na parte inferior no intuito de combater os esforços de tração figura 3, por essa razão, esse tipo de piso é mais utilizado em áreas que necessita de resistir a maiores carregamentos.
Em função da maior presença dessas armaduras as placas de concreto podem apresentar menor espessura e dimensões de área superiores à dos pisos de armadura distribuída (Dal-Maso, 2008; Oliveira, 2000).
Para garantir uma transferência mais uniformemente distribuída, pisos estruturalmente armados, devem possuir em sua composição estrutural barras de transferência.
Em função da armadura inferior, existente nesse tipo de piso, faz-se necessário o uso de espaçador no momento da montagem da armadura como demonstrado na figura 4, dessa forma durante a concretagem é possível garantir o cobrimento mínimo definido por norma.
Figura 2 - Pavimento de concreto com armadura distribuída continuamente
Fonte: www.construcaodicas.com

19
Normalmente, as placas de concreto estruturalmente armado possuem espessura entre 14 a 16 centímetros, e em média 15 metros de comprimento. (Oliveira, 2000).
Figura 3 - Pavimento de concreto estruturalmente armado
Fonte: www.construcaodicas.com
Figura 4 - Armadura e espaçador plástico para garantir posicionamento conforme projeto e cobrimento necessário.
Fonte: www.ibts.org.br

20
Piso em concreto reforçado com fibras: Chodounsky (2007) define o concreto reforçado com fibras como uma mistura (compósito conforme figura 6) constituída de duas fases: o concreto e as fibras. Suas propriedades são determinadas pelo comportamento estrutural do conjunto formado por seus componentes.
Ainda de acordo Chodounsky (2007), o reforço dos pavimentos industriais através de fibras substitui a armadura distribuída convencional encontrada nos dois primeiros tipos apresentados neste trabalho, conforme evidenciado na figura 5. O uso de fibras faz com que o concreto resista muito bem aos esforços de tração, reduzindo assim o índice de fissuração dos pisos, atuando no processo de endurecimento do concreto, elevando sua ductibilidade e capacidade de redistribuir os esforços. O número de juntas também é reduzido.
Figura 5 - Pavimento de concreto reforçado com fibras
Fonte: www.construcaodicas.com

21
Segundo Chodounsky (2007), as fibras podem ser classificadas em:
• sintéticas e orgânicas - figura 7 - (polipropileno ou carbono): podem ser classificadas como fibras de baixo módulo de elasticidade, restringindo sua aplicação ao controle de fissuração quando o concreto ou argamassa, possuírem baixo módulo de elasticidade, como é o caso da retração plástica em argamassas. Por outro lado, essas fibras possuem aplicações interessantes, quando o reforço não é necessariamente o objetivo principal como, por exemplo, a proteção contra possíveis danos físicos a estrutura durante incêndios (Figueiredo, 2000) • sintéticas e inorgânicas - figura 8 - (aço ou vidro): fibras de aço podem ser classificadas como fibras de alto módulo, ou seja, podem ser consideradas como fibras destinadas ao reforço primário do concreto, e não apenas ao controle de fissuração Figueiredo (2000). Fibras estruturais de aço aumentam a resistência residual pós-fissuração do concreto, tornando-o mais dúctil. O uso dessas fibras possibilita o aumento da tenacidade do concreto, permitindo ao concreto maiores deformações antes da ruptura (Petrus Engenharia, 2016). A fibra de vidro deve ser utilizada em concreto usinado, tendo como principal característica o efeito anticraqueamento, evitando o aparecimento de fissuras e microfissuras na superfície do concreto, usado conjuntamente com telas metálicas (Petrus Engenharia, 2016).
Figura 6 - Detalhe do compósito com adição de fibras
Fonte: www.pisosindustriais.com.br

22
• naturais e orgânicas - figura 9 - (celulose): essas fibras são normalmente empregadas na produção de componentes como tijolos e telhas. Costumam apresentar problema de garantia de durabilidade satisfatória quando aplicadas em meios alcalinos, como é o caso das matrizes de base de cimento, mas apresentam uma alternativa relevante para a construção no meio rural ou até de habitações populares onde, em sua maioria as exigências de desempenho não são muito elevadas (Figueiredo, 2000). • naturais e inorgânicas - figura 10 - (asbesto ou amianto): as fibras de amianto começaram a ser incorporadas na pasta de cimento para produzir o que hoje conhecemos como fibrocimento, mas também podem ser utilizadas como reforço de matrizes de base cimentícia, no entanto, as fibras sintéticas vêm aparecendo como uma alternativa, mais pelo fato dos vários problemas de saúde ligados ao manuseio do amianto, reconhecidamente responsável pela asbestose, do que pelo desempenho propriamente dito, uma vez que o amianto proporciona um maior ganho de desempenho quanto a reforço mecânico do que as fibras orgânicas sejam sintéticas ou vegetais, dada a excessiva flexibilidade que possuem. Nestes casos, a principal contribuição da fibra é transformar matrizes tipicamente frágeis em materiais “quase dúcteis” BENTUR e MINDESS (1990).
Quanto maior a quantidade de fibras no concreto maior será a possibilidade da fibra impedir uma fissura, utiliza-se normalmente, uma concentração de aproximadamente 0,25% do volume de concreto utilizado. (Chodounsky, 2007)
Figura 7 - Fibra de aço carbono
Fonte: www.brasil.arcelormittal.com

23
Figura 8 - Fibras de vidro e nylon de alto módulo para adição em concretos
Fonte: www.piniweb.com.br
Figura 9 - Fibras de celulose
Fonte: www.hotfrog.com.br

24
Piso industrial em concreto protendido: Dal-Maso (2008) define os pisos de concreto protendido como o processo de utilização de armação tracionada por cabos (figura 11 e 12) através de macacos hidráulicos, transferindo essa força à placa de concreto por meio das ancoragens situadas nas extremidades. De acordo Senefonte (2007), neste tipo de piso, é através da protensão que se controla a resistência do concreto à tração uma vez que as cargas de compressão horizontais nas placas de concreto são geradas por essa protensão, aumentando sua resistência e reduzindo sua espessura. Em função disso, o pavimento apresenta maior impermeabilidade e menor susceptibilidade à ocorrência de trincas e fissuras. O sistema permite a construção de grandes placas com número reduzido de juntas de dilatação. Além disso, as espessuras dos pavimentos de concreto foram reduzidas, sem comprometer a sua capacidade de carregamento (Nakamura, 2009). Em função do número reduzido de juntas, o sistema protendido apresenta menores riscos de manifestações patológicas causadas pelo mau funcionamento destes elementos. Assegura-se baixo custo de manutenção e maior durabilidade, favorecendo a operação e tráfego de equipamentos móveis (Cristelli, 2010).
Figura 10 - Fibras de amianto
Fonte: www.brasilescola.com

25
Embora o piso protendido apresente inúmeras vantagens em relação ao comportamento do sistema construtivo, durabilidade e custo competitivo, a técnica construtiva exige um controle tecnológico dos processos bastante cuidadoso, com ênfase no planejamento de execução e definição de estratégias para cada etapa da obra (Senefonte, 2007).
Figura 11 - Pavimento de concreto protendido
Fonte: www.construcaodicas.com
Figura 12 - Cordoalhas de 7 fios engraxada e plastificada
Fonte: www.brasil.arcelormittal.com

26
2.3.3 Classificação quanto ao tipo de fundação:
Da mesma forma que analisado para um projeto de fundações convencional, as fundações para os pisos de concreto também merecem estudo aprofundado para serem dimensionadas, de forma a suportar os esforços recebidos pelo pavimento. (Rodrigues, 2006).
A fundação para construção de um pavimento industrial varia conforme as características do solo, de acordo Rodrigues (2006), podem ser fundações diretas ou fundações profundas. Conforme Chodounsky (2007) e Viecili (2007), um parâmetro para definição do tipo de fundação, é considerar à existência de vários tipos de solos, focando especialmente, os com propriedades indesejáveis para recebimento de tensões previstas em projeto estrutural.
Chodounsky (2007) e Viecili (2007) caracterizam três tipos de solos como problemáticos:
- Somos moles;
- Solos expansivos;
- Solos colapsíveis.
Para execução de pisos industriais em concreto, sobre solos moles, é necessário realizar reforço, substituição e/ou tratamento químico, para melhoria ou controle de determinadas características. O reforço com estaqueamento, por exemplo, tem o objetivo de utilizar a resistência de ponta quando as estacas são apoiadas nas camadas inferiores com maior resistência, além de aproveitar o atrito lateral oferecido pelas camadas superiores. A remoção e substituição de pequenas camadas de solo mole, embora onerosa, também é possível. (Rodrigues, 2007). Para solos expansivos, há experimentos em que a alteração na umidade ótima (acréscimo de 1 a 3%), associada ao aumento do grau de compactação, reduz a ocorrência da expansão Rodrigues (2007). Existe também, a utilização de estabilizantes químicos misturados ao solo local, como alternativa, no intuito de reduzir o volume de vazios. Pode-se também, misturar o solo com material granular. Para solos colapsíveis, caracterizados como muito Instáveis, quando no estado de saturação de água, pode-se realizar tratamento com controle rigoroso de compactação, injetando silicato de sódio (para redução do recalque de colapso) e

27
até mesmo utilizando camadas de sub-base que apresentem propriedade de impermeabilização para proteção da saturação do subleito (Chodounsky e Viecili, 2007).
Fundação Direta
São os pisos industriais apoiados diretamente no subleito, sendo assim a taxa admissível do terreno de fundação deve ser compatível com as cargas previstas no piso. Este sistema pode ou não empregar sub-bases tratadas com técnicas de solo cimento, concreto compactado com rolo (CCR) ou brita graduada tratada com cimento (BGTC) (Cristelli, 2010). Segundo Rodrigues (2007), o sistema é mais indicado para áreas onde existe maior incidência de cargas móveis e pontuais, pois a transmissão de cargas para o solo é baixa, o mesmo ocorre para carregamentos uniformemente distribuídos, uma vez que capacidade de redistribuição dos esforços, também é pequena.
Fundação Profunda
Quando comprovado através de estudos geotécnicos, a incapacidade do solo em receber as cargas previstas em projeto, ou outros possíveis problemas, utiliza-se esse tipo de fundação.
Depois de observadas essas características do solo, o conjunto passa a ser estruturado como sistema de lajes apoiadas sobre vigas, que descarregam os esforços em pontos de apoio (fundação) geralmente pouco espaçados (Cristelli, 2010).
2.3.4 Classificação quanto à utilização:
De acordo com o estabelecido pela ANAPRE (Associação Nacional de Pisos e Revestimento de Alto Desempenho), os pisos podem ser classificados também, quanto à sua utilização, possuindo cinco principais classes:
- áreas industriais
- áreas de armazenagem
- sistemas viários e pavimentos rígidos
- áreas de estacionamentos
- pisos comerciais.
A tabela 2, abaixo apresenta essa classificação.

28
Conforme dados da ACI-302 (“American Concrete Institute”), também é possível classificar os pavimentos segundo classes que preveem o tipo de tráfego específico, mostrado na tabela 3. Estes fatores são determinantes para especificação criteriosa do sistema de piso a ser empregado (Cristelli, 2010).
Tabela 2 - Classificação dos pisos quanto à utilização segundo a ANAPRE Fonte: adaptação de dados (Anapre, 2009)

29
Tabela 3 - Classificação dos pisos quanto à utilização segundo a ACI-302
Fonte: adaptação de dados (Cristelli, 2010).
Classe Tipo de tráfegoprevisto Uso Considerações Especiais Acabamento Final
1 Pedestre leve Pisos residenciais, sobretudo com revestimentosDrenagem do terreno, nivelamento adequada do piso para o revestimento; cura
Desempeno comum
2 PedestreEscritórios e Igrejas; Normalmente com revestimento decorativos
Tolerâncias superficiais (inclusive pisoselevados); agregado antiderrapante emáreas específicas, agregados mineraiscoloridos; endurecedores ou agregadosexpostos; layout artístico de juntas
Desempeno comum;acabamentoantiderrapante ondenecessário
3 Pedestres e RodasPneumáticas
Passeios externos, pistas, pisos de garagem, calçadas.
Drenagem do terreno; incorporador de aradequado; cuidados especiais com a cura
Desempenadeira manual, rodo ou acabamento comesponja
4Pedestre e tráfego de veículos leves Comercial
Nivelamento adequado do piso para orevestimento; acabamento antiderrapantepara áreas específicas; cuidados especiais com a cura
Acabamento normal com acabadora mecânica
5Tráfego de veículosindustriais com rodas pneumáticas
Pisos industriais sujeitos a cargas leves em áreas de fabricação, processamento e depósito.
Base bem executada e uniforme;regularidade superficial; layout de juntas;resistência à abrasão; cuidados especiaiscom a cura
Acabamento intenso com acabadora de superfície mecânica
6Tráfego de veículosindustriais com rodas rígidas
Pisos industriais sujeitos tráfego intenso, podendo estar sujeito ao impacto de cargas
Base bem executada e uniforme;regularidade superficial; layout de juntas;mecanismos de transferência de cargas;resistência à abrasão; cuidados com a cura
Agregados metálicos ouminerais; acabamentointenso com acabadorasuperfície mecânica,repetidas vezes
7Tráfego de veículosindustriais com rodas rígidas
Pisos com camadas superficiais aderidas sujeitos a tráfegointenso e impacto.
Camada de base – Base bem executada euniforme; nivelamento da superfície;armadura de retração; layout de juntas;cuidados com a cura
Camada superficial – composta deagregado bem graduado todo mineral outodo metálico aplicado cobrindo asuperfície de alta resistência paraendurecer; regularidade superficial,cuidados especiais com a cura
Superfície com textura e limpeza adequadas para permitir a aderência da camada superficial de recobrimento.
Acabadoras de superfície mecânica com disco ou com pás, repetidas vezes
8Como nas classes 4,5 ou 6
Camadas superficiais não aderidas – Pisos isolados paracâmaras frigorificas, pisos velhos ou onde o cronogramada construção ditar.
Isolar da superfície antiga; utilizararmadura; espessura mínima de 7,5 cm;resistência à abrasão; cuidados com acura
Acabamento intenso com acabadora de superfície mecânica
9
Superflat ou comtolerânciassuperficiais rígidas.Veículos especiais de movimentação de materiais ouautomatizados querequeiram tolerânciaprecisas.
Corredores estreitos, almoxarifados com alturas elevadas de estocagem, estúdios de televisão.
Exigências de qualidade do concretodiversas. Salgamentos paraendurecimento de superfície não devemser usados a menos em aplicações especiais e com muito cuidado noemprego. ; layout de juntas próprio. Ff 35a Ff 125 (Fmin 100 é um piso superflat)

30
2.4 Subleito
Anapre (2009) denomina subleito, como o terreno de fundação, que foi preparado para receber o pavimento industrial.
Como aqui no Brasil, segue-se a escola europeia, ou seja, na maioria das vezes é feito uso de pisos delgados (pouco espessos), o subleito, que na maioria das vezes exerce o papel de fundação direta, é uma camada bastante exigida pela transmissão de esforços do pavimento industrial ao solo.
Na fase preliminar a obra, a caracterização do subleito, torna-se importantíssima, pois será dessa forma que o projetista de piso industrial, poderá conhecer qual será o tipo de solo em que o pavimento será executado.
Para isso existem ensaios que auxiliam no conhecimento dessas características do terreno como: A Sondagem a Percussão (“Standard Penetration Test” – SPT) para parametrização das várias camadas do solo conforme mostrado na figura 13, Índice de Suporte Califórnia (ou “California Bearing Ratio” – CBR) e Coeficiente de Recalque (k) para determinação da capacidade de suporte e caracterização do solo superficial. Nas situações onde será necessário fazer uma troca de solo, ou incluir várias camadas de solo compactado, caso o subleito não possua boa capacidade carga, muitos autores indicam a utilização do Ensaio de Compactação, no intuito de garantir uma boa execução.
Anapre (2009), também indica que na fase de execução é fundamental o controle tecnológico, no intuito de garantir as exigências de projeto, realizando ensaios de laboratório especializados e acompanhamento da compactação.
Conforme descrito pelo Cristelli (2010), os resultados dos ensaios de sondagem SPT apresentam:
• A identificação das diferentes camadas de solo que compõem o subsolo
• A classificação dos solos de cada camada
• O nível do Lençol freático
• A capacidade de carga do solo em várias profundidades.

31
2.5 Sub-base
Anapre (2009) denomina como Sub Base, elementos estruturais intermediários entre o pavimento em concreto e o subleito, entre outras funções tem como função principal o controle de deformações oriundas do piso, de forma a compatibilizar o comportamento mecânico das placas com o subleito, ou seja, a sub-base é responsável pela transferência dos esforços gerados pelo piso para a fundação (subleito).
Ainda de acordo Anapre (2009), elas podem ser divididas em dois grupos: granuladas e estabilizadas. As granulares podem ter granulometria fechada ou aberta, e às estabilizadas as mais comuns são constituídas por solo cimento e brita graduada tratada com cimento BGTC (brita graduada tratada com cimento) e CCR (concreto compactado com rolo).
Tendo em vista a importância dessa camada, conforme descrito pelo Anacleto (2014), com base em alguns autores como: Pitta (1987), Rodrigues e Pitta (1999), Oliveira (2000) e Rodrigues (2006), pode-se citar os seguintes itens como funções fundamentais das sub-bases:
Figura 13 - Ilustração do ensaio SPT
Fonte: (Cristelli, 2010)
32
Eliminar ou impedir o fenômeno de bombeamento, também conhecido como “pumping”, que é caracterizado pela expulsão dos finos plásticos do solo através das juntas do piso. Esse processo ocorre quando da passagem de um carregamento pesado sobre o piso associado à presença de água no subleito.
Aumentar a capacidade de suporte da fundação, uma vez que a adoção do valor de coeficiente de recalque k é válida tanto para a camada de subleito quanto para o conjunto subleito/sub-base. A sub-base, portanto, auxilia o sistema de fundação a suportar mais carga, considerando-se um mesmo valor de deformação do conjunto.
Evitar variações excessivas do material de subleito e seus efeitos expansivos sobre o piso.
Uniformizar a fundação e seu comportamento mecânico ao longo do piso, minimizando o efeito negativo causado por variações no subleito.
Incremento na transferência de carga nas juntas, devido à redução das deformações da placa de concreto.
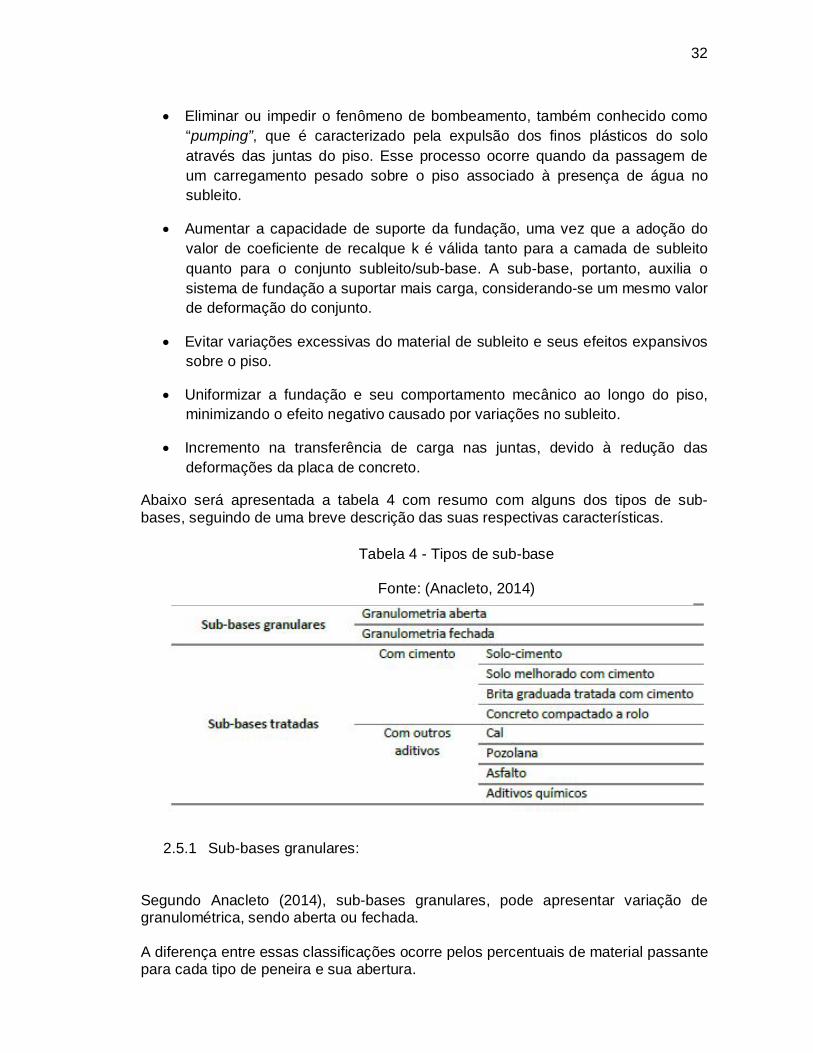
Abaixo será apresentada a tabela 4 com resumo com alguns dos tipos de sub-bases, seguindo de uma breve descrição das suas respectivas características.
2.5.1 Sub-bases granulares: Segundo Anacleto (2014), sub-bases granulares, pode apresentar variação de granulométrica, sendo aberta ou fechada. A diferença entre essas classificações ocorre pelos percentuais de material passante para cada tipo de peneira e sua abertura.
Tabela 4 - Tipos de sub-base
Fonte: (Anacleto, 2014)
33
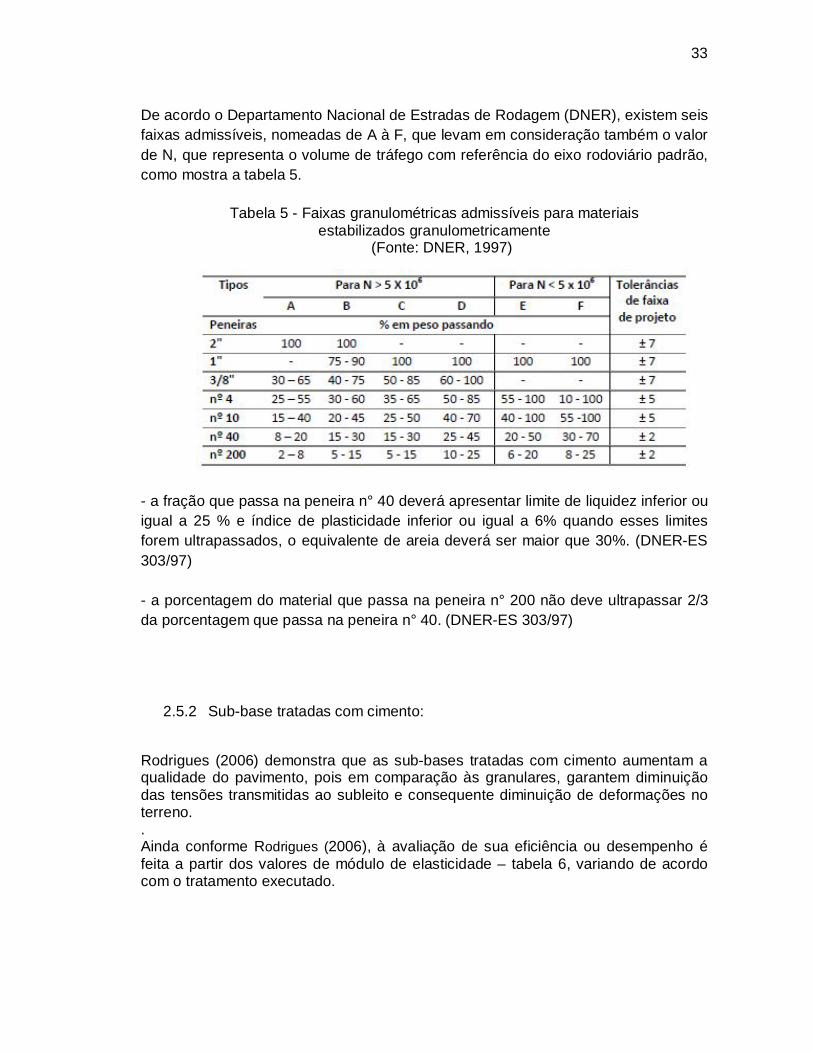
De acordo o Departamento Nacional de Estradas de Rodagem (DNER), existem seis faixas admissíveis, nomeadas de A à F, que levam em consideração também o valor de N, que representa o volume de tráfego com referência do eixo rodoviário padrão, como mostra a tabela 5.
- a fração que passa na peneira n° 40 deverá apresentar limite de liquidez inferior ou igual a 25 % e índice de plasticidade inferior ou igual a 6% quando esses limites forem ultrapassados, o equivalente de areia deverá ser maior que 30%. (DNER-ES 303/97) - a porcentagem do material que passa na peneira n° 200 não deve ultrapassar 2/3 da porcentagem que passa na peneira n° 40. (DNER-ES 303/97)
2.5.2 Sub-base tratadas com cimento:
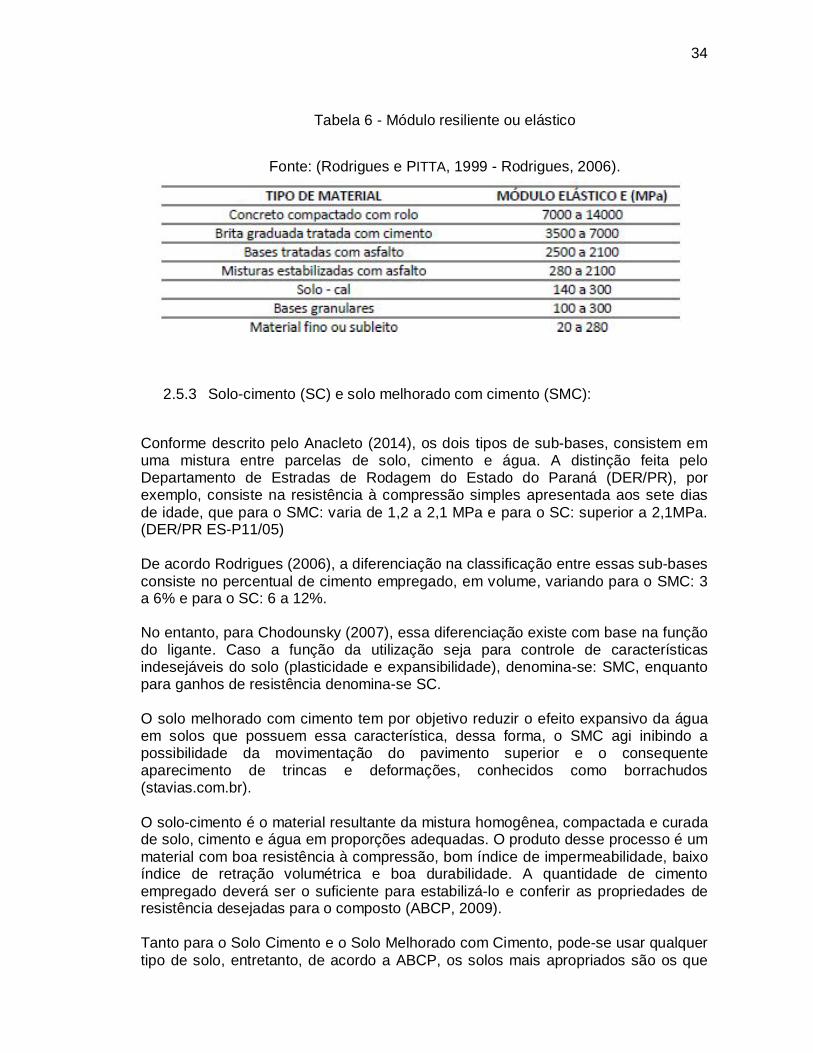
Rodrigues (2006) demonstra que as sub-bases tratadas com cimento aumentam a qualidade do pavimento, pois em comparação às granulares, garantem diminuição das tensões transmitidas ao subleito e consequente diminuição de deformações no terreno. . Ainda conforme Rodrigues (2006), à avaliação de sua eficiência ou desempenho é feita a partir dos valores de módulo de elasticidade – tabela 6, variando de acordo com o tratamento executado.
Tabela 5 - Faixas granulométricas admissíveis para materiais estabilizados granulometricamente
(Fonte: DNER, 1997)
34
2.5.3 Solo-cimento (SC) e solo melhorado com cimento (SMC):
Conforme descrito pelo Anacleto (2014), os dois tipos de sub-bases, consistem em uma mistura entre parcelas de solo, cimento e água. A distinção feita pelo Departamento de Estradas de Rodagem do Estado do Paraná (DER/PR), por exemplo, consiste na resistência à compressão simples apresentada aos sete dias de idade, que para o SMC: varia de 1,2 a 2,1 MPa e para o SC: superior a 2,1MPa. (DER/PR ES-P11/05) De acordo Rodrigues (2006), a diferenciação na classificação entre essas sub-bases consiste no percentual de cimento empregado, em volume, variando para o SMC: 3 a 6% e para o SC: 6 a 12%. No entanto, para Chodounsky (2007), essa diferenciação existe com base na função do ligante. Caso a função da utilização seja para controle de características indesejáveis do solo (plasticidade e expansibilidade), denomina-se: SMC, enquanto para ganhos de resistência denomina-se SC. O solo melhorado com cimento tem por objetivo reduzir o efeito expansivo da água em solos que possuem essa característica, dessa forma, o SMC agi inibindo a possibilidade da movimentação do pavimento superior e o consequente aparecimento de trincas e deformações, conhecidos como borrachudos (stavias.com.br). O solo-cimento é o material resultante da mistura homogênea, compactada e curada de solo, cimento e água em proporções adequadas. O produto desse processo é um material com boa resistência à compressão, bom índice de impermeabilidade, baixo índice de retração volumétrica e boa durabilidade. A quantidade de cimento empregado deverá ser o suficiente para estabilizá-lo e conferir as propriedades de resistência desejadas para o composto (ABCP, 2009). Tanto para o Solo Cimento e o Solo Melhorado com Cimento, pode-se usar qualquer tipo de solo, entretanto, de acordo a ABCP, os solos mais apropriados são os que
Tabela 6 - Módulo resiliente ou elástico
Fonte: (Rodrigues e PITTA, 1999 - Rodrigues, 2006).
35
possuem teor de areia entre 45% e 50%. Somente os solos que contêm matéria orgânica em sua composição (solo de cor preta) não podem ser utilizados. Outra grande vantagem na utilização desses compostos é o fato do solo a ser utilizado na mistura poder ser extraído do próprio local da obra (ABCP, 2009).
2.5.4 Brita graduada tratada com cimento (BGTC):
O Departamento de Estradas de Rodagem do Estado do Paraná (DER/PR), define o BGTC como a camada de base ou sub-base, composta por mistura em usina de produtos de britagem, cimento e água, adequadamente compactada e submetida a processo eficiente de cura. (DER/PR ES-P 16/05).
Anacleto (2014) complementa dizendo que, a mistura deve apresentar uma composição granulométrica conhecida dentro de suas especificações, e principalmente apresentar resistência à compressão mínima de 3,5 MPa e máxima de 8,0 MPa.
2.5.5 Concreto compactado a rolo (CCR):
O Departamento de Estradas de Rodagem do Estado de São Paulo (DER/SP) define o CCR como a camada do pavimento constituída por concreto simples, com baixo consumo de cimento e consistência seca, onde a compactação é realizada com rolos compactadores ou equipamento similar. (DER/SP ET-DE-P00/044). De acordo Anacleto(2014), sua resistência à compressão aos sete dias apresenta valores entre 4,0 e 10,0 MPa, o que o torna superior, portanto, aos valores apresentados pela BGTC. 2.6 Barreiras de Vapor
Rodrigues e Hovaghimian (2008) definem barreiras de vapor como camadas impermeáveis, utilizando normalmente lonas plásticas de polietileno, com a principal finalidade de impedir que a umidade das camadas de fundação chegue ao revestimento superficial através de capilaridade, evidenciado na figura 14 e 15. Podendo também empregar imprimações impermeabilizantes para essa função. Geralmente, as barreiras são especialmente utilizadas quando se prevê aplicação de revestimentos especiais.

36
Segundo Cristelli (2010) outra característica predominante, consiste no fato das barreiras de vapor auxiliarem no processo de cura das placas de concreto, já que as lonas plásticas garantem a hidratação do cimento, evitando assim, a perda de água para a sub-base.
Figura 14 - Funções da barreira de vapor em pisos de concreto.
(Fonte: Cristelli, 2010)

37
2.7 Placas de Concreto
A placa de concreto é considerada o elemento estrutural mais importante para os pisos industriais em concreto, uma vez que, através dela os carregamentos serão absorvidos e transferidos para a fundação do pavimento (sub base e sub leito) de forma uniforme, com a responsabilidade de garantir que essa transmissão mantenha o trabalho das fundações no regime elástico, ou seja, não provocando deformações permanentes (Anacleto, 2014; Cristelli, 2010; Rodrigues e Hovaghimian, 2008). O fato das placas de concreto estarem na superfície do pavimento industrial, e consequentemente, receber diretamente as solicitações inerentes ao ambiente em que se encontra, como ataques químicos, carregamento, impactos, evidenciam ainda mais seu papel fundamental para que se mantenha a integridade no sistema do piso. Existem, também, diversos tipos de revestimentos que podem ser aplicados a superfície, com o intuito de auxiliar esse papel durante o processo de integridade do sistema. (Cristelli, 2010).
Figura 15 - Instalação de filme de polietileno
Fonte: Cristelli, 2010

38
2.8 Concreto
Para que o resultado de um piso em execução seja conforme o esperado, é de suma importância à escolha correta quanto ao tipo de concreto a ser utilizado. Rodrigues (2006) diz que para o piso ser um sucesso, é necessário atender a três requisitos principais: Projeto, Execução e Materiais. Por isso a necessidade de atentar-se para a devida especificação e controle do concreto aplicado. Ainda segundo Rodrigues (2006) de maneira geral, deve haver controle e análise das seguintes características:
Resistência à compressão resistência a tração resistência a flexão resistência ao desgaste resistência exsudação retração hidráulica.
Dentre as necessidades requeridas para os pisos de concreto, em função de sua utilização, o concreto utilizado precisa atender a determinados critérios. De geral, Rodrigues (2006) recomenda observação dos seguintes itens para escolha de concretos para piso:
Consumo de cimento Dimensão máxima de agregados Abatimento (“slump”) Resistência (à tração na flexão) Consumo de água.
2.9 Tratamento Superficial
O acabamento superficial das placas de concreto é executado por uma série de ações coordenadas compostas basicamente pelo corte, desempeno, alisamento e aplicação de elementos específicos como endurecedores de superfícies ou aspersões minerais e metálicas, sendo que nos dois casos há um ganho considerável de dureza superficial (Cristelli, 2010). A utilização desses recursos pode ser vista como uma alternativa à utilização de concreto de resistência muito elevada para se melhorar a resistência à abrasão, pois em alguns casos, o efeito de retração gerado por esses concretos poderia gerar um efeito contrário ao esperado. (Rodrigues, 2010).

39
Conforme descrito por Cristelli (2010) a escolha destes processos de acabamento superficial é diretamente ligada ao funcionamento da área, partindo do princípio que este é o elemento do piso que será exposto às ações externas de carregamentos e demais agentes agressores nos períodos de operação. É indispensável levantar e identificar as necessidades específicas ainda em fase de projeto, dessa forma torna-se possível a execução de um acabamento superficial conforme critérios determinados em projeto, como controle de planicidade e nivelamento, remoção de imperfeições, além do aumento da resistência ao desgaste superficial por abrasão, dessa forma, o pavimento possuirá boas condições de para trânsito de máquinas, como: empilhadeiras, por exemplo. Segundo a NBR 14931/2004: Execução de estruturas de concreto - Procedimento, as superfícies devem apresentar durabilidade e uniformidade, alcançadas através de processos de lançamento, adensamento e vibração adequados evitando a segregação do material (Cristelli, 2010). Outros aspectos que devem ser considerados também, na execução do acabamento superficial são: homogeneidade estética, a prevenção de formação de poeira, reduzindo os custos com manutenção, e a impermeabilização, controlando a porosidade do concreto e promovendo proteção contra umidade e agentes agressores. (Cristelli, 2010).
2.9.1 Agregados Minerais ou Metálicos:
A aspersão de agregados minerais ou metálicos (chamados também de “dryshakes”) acontece sobre a superfície do concreto já adensado, mas ainda no estado fresco, figura 16. (Cristelli, 2010). (Rodrigues, 2006) salienta a importância da dosagem desse tipo de agregado, pois deve-se obedecer determinados limites já que quantidades muito acima do que as especificadas em projeto, podem gerar um efeito contrário de perda de resistência e inclusive desplacamentos. Como normalmente o lançamento desses agregados ocorre através de equipamentos mecanizados, deve-se primeiro garantir a disponibilização desse tipo de maquinário, pra que seja possível a execução correta do tratamento, garantindo a distribuição em quantidade uniforme desses agregados.

40
2.9.2 Endurecedores de Superfície:
Os líquidos endurecedores de superfície tem sua formulação química desenvolvida para penetrar nos poros capilares do concreto e reagirem quimicamente com o hidróxido de cálcio - Ca(OH)2 - presente na pasta de cimento hidratada. Apesar de ser um composto benéfico no que diz respeito à proteção das armaduras contra a corrosão, o hidróxido de cálcio é instável química e mecanicamente, por isso colabora com o mecanismo de desagregação por abrasão, como exemplificado a seguir na figura 17 (Anacleto, 2014):
Figura 16 - Lançamento de agregados na superfície do concreto recém adensado
(Fonte: ABCP)

41
Cristelli (2010) é possível encontrar comercialmente endurecedores de superfície à base de silicato de sódio ou flúor-silicatos. O resultado da aplicação desses compostos na superfície dos pisos de concreto é exemplificado conforme figura 18 abaixo:
2.9.3 RAD: Revestimento de Alto Desempenho: Os revestimentos de alto desempenho (RAD) são as camadas finais presentes nos pisos industriais, utilizados como elementos de reforço e proteção, utilizados no
Figura 17 - Processo de perda de material por abrasão em superfície de concreto não tratado
Fonte: (Oliveira e Tula, 2006).
Figura 18 - Piso com superfície tratada com endurecedores à base de silicatos e à base de flúor silicatos
Fonte: (Oliveira e Tula, 2006).

42
intuito de aumentar a vida útil e reduzir o custo de manutenção do pavimento (Cristelli, 2010). Consequentemente a utilização de um RAD, está intimamente ligada à necessidade de acréscimo de alguma característica especial ao piso, tais como: proteção contra agentes químicos e mecânicos, agressões físicas e bacteriológicas, requisitos higiênicos e estéticos e controle de rugosidade de superfícies lisas ou antiderrapantes. (Anacleto, 2014). Segundo Oliveira (2003) os segmentos onde o RAD (à base de polímeros ou cimentícios) costuma ser mais utilizado são os de pisos industriais e o de pisos comerciais / institucionais. Ainda ressalta que 60% da utilização nacional no Brasil é destinada à recuperação de pisos antigos, enquanto 40% é para pisos novos, como mostra o gráfico na figura19.
Figura 19 - Segmentos de utilização de RAD
Fonte: (Cristelli, 2010).
43
A norma NBR 14.050/98 – Sistemas de Revestimento de Alto Desempenho estabelece os procedimentos para projeto, seleção, execução, inspeção, avaliação do desempenho e recebimento dos produtos e serviços executados com sistemas de revestimentos de alto desempenho (RAD) à base de resinas epoxídicas e agregados minerais. Utilizando substratos de concreto e metálico (Cristelli, 2010). Conforme Oliveira (2003) segue abaixo fatores (tópicos 1 a 13) e pontos a observar, que apresentam aspectos essenciais para a especificação dos RAD, considerando critérios específicos em relação ao desempenho baseado nas atividades previstas e planejadas de utilização da área.
1. Resistência à abrasão requerida: Intensidade e frequência de tráfego de veículos e de pedestres, tipo de veículo utilizado, carga transportada, tipo e tamanho das rodas. Também é importante saber a frequência de limpeza e se haverá presença de partículas ou grãos abrasivos no piso.
2. Resistência ao impacto: Tipo e frequência do impacto a que o RAD estará
sujeito.
3. Resistência ao escorregamento: Detalhamento do tipo de perfil e textura requerida para o RAD, de forma a garantir a segurança de pessoas e evitar a derrapagem de veículos. Este item tem implicação direta com a maior ou menor facilidade de limpeza.
4. Facilidade de limpeza: A manutenção da limpeza superficial é crítica para certas áreas e atividades. Há sempre um balanço apropriado entre uma textura mais lisa que torne a superfície de fácil limpeza e uma mais rugosa que proporcione resistência ao escorregamento. Um RAD bem conservado e limpo é um forte estímulo à produtividade de áreas industriais e um forte atrativo em pisos de uso comercial, público ou institucional.
5. Ataque químico: É importante saber que produtos químicos estarão em contato com o RAD, bem como sua concentração, temperatura e frequência de contato. Também é importante considerar se a exposição se dará por respingos, derramamentos esporádicos ou contato permanente. Os produtos usados para a limpeza e a temperatura de contato destes com o RAD também precisam ser considerados

44
6. Potabilidade e compatibilidade com alimentos e bebidas: No revestimento de áreas de processamento ou estocagem de alimentos ou mesmo na manutenção do RAD destas áreas, estes revestimentos precisam atender critérios de potabilidade estabelecidos (FDA / USDA), não deixando cheiro ou alterando o gosto de alimentos e bebidas.
7. Vibração: A presença de vibração transmitida por equipamentos pode causar danos como delaminações e fissuras no substrato e no RAD. É possível prevenir este tipo de problema, mediante o isolamento das bases destes equipamentos e adoção de revestimentos ou camadas intermediárias mais flexíveis.
8. Choques térmicos: A intensidade e frequência de possíveis choques térmicos
também precisam ser conhecidas. A não observância a estes aspectos é uma causa comum de delaminação dos RAD. São disponíveis sistemas de RAD mais flexíveis e tolerantes a estas situações de uso.
9. Condutividade elétrica e dissipação de eletricidade estática: Existem RAD formulados especificamente para atender as necessidades de áreas de manuseio de inflamáveis ou que ofereçam risco de explosão ou ainda, áreas que ofereçam danos potenciais para equipamentos eletrônicos sensíveis na indústria eletrônica ou em salas de cirurgia, por exemplo.
10. Aspectos estéticos e arquitetônicos: Este atributo não pode ser subestimado. A existência RAD com resistência à abrasão muito superior à do concreto permite a especificação de sistemas que propiciem elevada vida útil de serviço, mesmo sob condições severas de operação. RAD para pisos institucionais e comerciais podem apresentar benefícios importantes, com possibilidades arquitetônicas ilimitadas no que tange a escolha de cores, texturas e acabamento.
11. Refletância de luz: Certas atividades de precisão exigem pisos claros e de
alta refletância luminosa. O uso de RAD de base polimérica de cores claras e de acabamento liso permite a obtenção de elevada refletância, com implicação direta na segurança da operação e na redução dos custos de iluminação.

45
12. Controle microbiológico: Áreas de processamento de remédios, vacinas e certos tipos de alimentos e de bebidas, além de hospitais e centros médicos requerem RAD que propiciem controle microbiológico. Os RAD para esta finalidade contêm fungicidas apropriados para efetuar o controle microbiológico, além de oferecer grande facilidade de limpeza.
13. Descontaminação de radioatividade: Em usinas e áreas de transformação de energia atômica, esta propriedade é requerida. Existem normas e procedimentos padrão que regulamentam esta operação. No Brasil estes critérios são estabelecidos pelo CNEN.
2.9.3.1 Classificação dos tipos de RAD: Os revestimentos de alto desempenho podem ser classificados quanto à sua base de composição dos aglutinantes em cimentícios e poliméricos. Quanto ao sistema de aplicação, são classificados como pintura, autonivelantes, multicamadas ou argamassados / espatulados (Cristelli, 2010). • Pintura: constituído por pintura de baixa e de alta espessura. • Autonivelantes: constituído por uma argamassa polimérica com pequena quantidade de carga mineral e de consistência fluida. • Multicamadas: constituído por uma matriz polimérica com posterior incorporação de carga mineral cuja aplicação é feita em camadas subsequentes. • Argamassados / Espatulados: constituído por uma argamassa polimérica com grande quantidade de carga mineral.

46
2.9.3.2 Métodos de preparação do substrato:
Tendo em vista que a preparação do substrato é de suma importância para execução de um RAD, deve-se ter atenção para especificação da metodologia aplicada para essa etapa, bem como dos equipamentos adequados para se atingir os resultados esperados (Anacleto, 2014).
2.9.3.3 Aplicação de RAD:
O método para aplicação de um revestimento de alto desempenho varia muito conforme o produto e sistema de RAD.
A aplicação também varia, em função dos critérios definidos em projeto e local de execução.
Conforme Cristelli (2010), os padrões genéricos de aplicação são:
• Delimitação da área a ser revestida e análise das condições do substrato • Identificação de trechos a serem reparados, tratados ou mesmo isolados, antes da aplicação do revestimento como trincas, desníveis, quinas, rodapés, interseção com planos verticais, caixas de instalações, dispositivos de drenagem, entre outros elementos construtivos • Preparação do substrato através de limpeza, descontaminação, regularização das superfícies e controle de umidade • Inspeção ao longo da área delimitada para assegurar as boas condições para o início da aplicação do RAD • Aplicação de selador / primer como camada separadora e ponte de aderência • Aplicação do RAD conforme instruções do fabricante e do projeto do pavimento • Tempo de cura / secagem e liberação do tráfego.
Oliveira (2003) sugere que a aplicação seja feita através de mão de obra especializada, no intuito de garantir o correto acabamento do produto, de acordo especificações de projeto, partindo do principio que empresas especializadas, garantem o gerenciamento da qualidade dos serviços através de ensaios apropriados de controle de campo e de laboratório.

47
2.10 Juntas
Juntos são elementos estruturais, que possuem como função principal, permitir a movimentação e consequentemente garantir que as placas de concreto possam dilatar ou retrair sem danos do ponto de vista estrutural. Rodrigues (2006) ainda acrescenta, o quão importante é o trabalho de transferência de carga entre placas contíguas. Em pisos industriais, a execução de juntas ainda apresentam elementos capazes de redistribuir os esforços entre as demais placas quando o carregamento é aplicado na área das bordas. São instrumentos estruturais de transferência de carga entre as placas adjacentes, que segundo Cristelli (2010) e Rodrigues (2006), garantem manutenção da planicidade, assegurando a qualidade do piso e conforto do rolamento.
Chodounsky (2007) afirma que para alcançar bons índices de durabilidade e eficiência das juntas, o projetista deve sempre calcular e definir as dimensões das placas com base no conhecimento do comportamento de cada junta, e baseado no layout de operação da área, assim, é possível desenvolver projeto geométrico que posicione esses elementos em áreas de tráfego reduzido. Rodrigues (2006) classifica os tipos de juntas em três tipos:
Juntas de Construção (JC)
Juntas Serradas (JS)
Juntas de Encontro (JE).
2.10.1 Juntas de Construção:
De acordo Rodrigues (2006), as juntas de construção, figura 20 e 21, são formadas em função da limitação das fôrmas instaladas no perímetro das placas concretadas. O espaçamento deste tipo de junta ocorre por fatores logísticos de execução da obra. Para que seja possível a transferência das cargas impostas para as placas de concreto adjacentes, é necessária a inclusão de Barras de Transferência - (BT).

48
Figura 20 - Junta de construção (JC)
Fonte: www.construcaodicas.com
Figura 21 - Detalhe de uma junta de construção com barras de transferência após desforma
Fonte: www.abcp.org.br
49
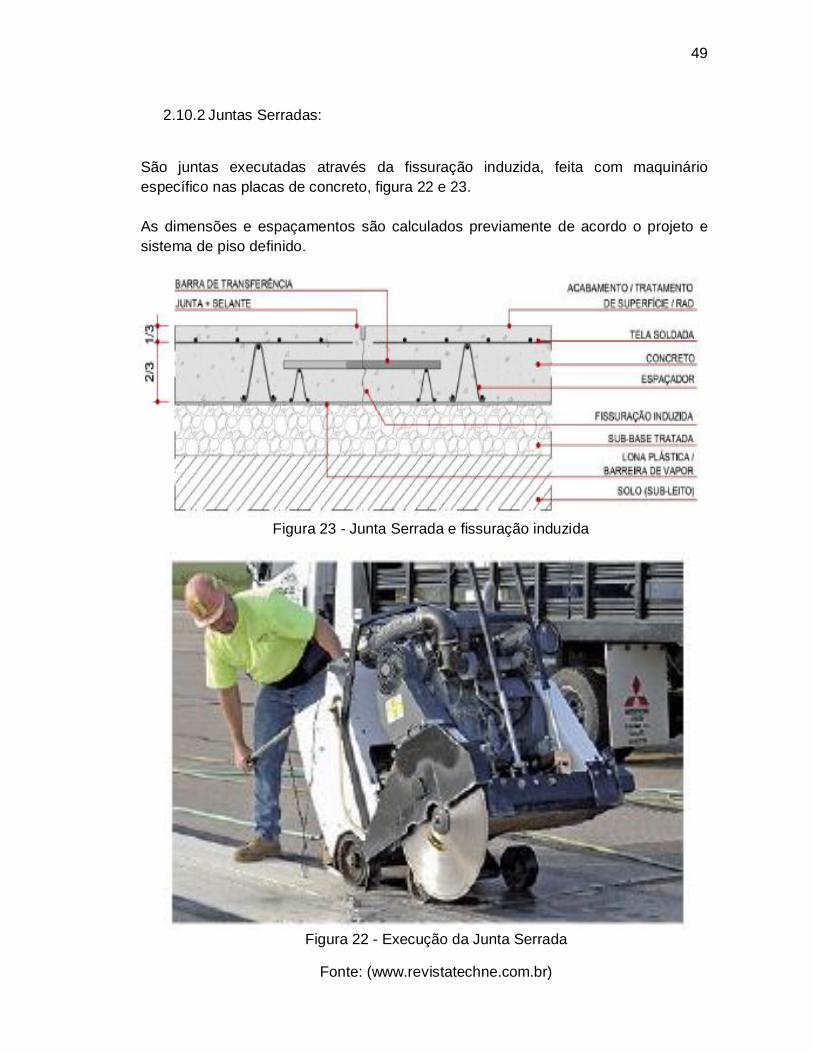
2.10.2 Juntas Serradas: São juntas executadas através da fissuração induzida, feita com maquinário específico nas placas de concreto, figura 22 e 23. As dimensões e espaçamentos são calculados previamente de acordo o projeto e sistema de piso definido.
Figura 23 - Junta Serrada e fissuração induzida
Figura 22 - Execução da Junta Serrada
Fonte: (www.revistatechne.com.br)

50
Torna-se importante observar o tempo para realização da serragem. Cortes prematuros ou atrasados podem gerar problemas nas juntas, como quebras e fissuras em local inadequado, respectivamente. A experiência brasileira, e também no exterior, e mostra que o corte deve ser feito até uma profundidade mínima na razão de 1/4 a 1/3 da espessura da placa e que cortes com profundidades menores resultaram em fissura de retração fora do local de junta proposto. Além disso, a abertura máxima das juntas deve ser de aproximadamente 6mm (Balbo, 2009).
2.10.3 Juntas de Encontro:
As juntas de expansão são elementos que separam as placas de concreto do piso das estruturas adjacentes, dessa forma, elas impedem a transferência de cargas e esforços horizontais para estes elementos, como por exemplo, entre o piso e pilares, como mostrado nas figuras 24 e 25 (Cristelli, 2010).
Figura 24 - Juntas de encontro tipo diamante e circular

51
2.10.4 Projeto geométrico:
O projeto geométrico de pisos industriais determina de maneira correta às juntas ao longo da área de operação, considerando o dimensionamento e espaçamento adequados, o layout operacional, seus carregamentos e previsão de tráfego, o dimensionamento das placas com ênfase na largura das faixas a serem concretadas, os índices de planicidade exigidos e a concordância destes elementos com as demais juntas e elementos construtivos (Cristelli, 2010). Contratar e executar esse tipo de projeto, é uma fundamental prática para evitar patologias nos pisos industriais e reduzir seus custos de manutenção (Cristelli, 2010) • O piso deve trabalhar isolado da estrutura, portanto, no encontro de pilares, paredes, bases de máquinas, etc. deverão ser previstas juntas de encontro, permitindo que o piso trabalhe livremente e não seja solicitado pela estrutura • A largura da faixa de concretagem deve ser consistente com os índices de planicidade exigidos para o uso do piso • Recomenda-se que as juntas longitudinais de construção sejam paralelas com as estantes carregadas e distantes cerca de 15 cm dos montantes • As juntas devem ser alinhadas aos cantos internos do piso • O comprimento de um trecho de junta de construção ou serrada deve ser no mínimo igual a 50 cm.
Figura 25 - Junta de encontro

52
• Prever ângulos de encontro entre juntas sempre maiores do que 90º • Uma junta de construção ou serrada deve sempre encontrar uma curva em ângulo igual a 90º • Uma junta de construção ou serrada não pode terminar em outra junta de construção ou serrada, sempre deverá terminar em uma junta de expansão • As juntas deverão ser sempre contínuas, podendo apenas ser interrompidas nas juntas de encontro, desde que sejam tomadas medidas preventivas quanto à propagação da fissura • Desenvolver os detalhamentos de encontro do piso com as interferências, como canaletas, niveladores de docas, caixas de passagem, etc.
2.10.5 Mecanismos de transferência de carga:
Manifestações patológicas como esborrecimento das juntas e empenamento, podem surgir no pavimento industrial quando o desempenho do sistema de juntas fica abaixo do esperado. Nesse caso existem mecanismos de reforços estruturais que quando bem executados, podem combater manifestações patológicas como as citadas acima, e ainda melhorar a distribuição dos carregamentos estáticos e móveis entre as placas de concreto do piso. Um dos mecanismos que tem se mostrado bastante eficiente são as barras de transferência, principalmente em função de seu desempenho e fácil execução. Trata-se de uma barra em aço CA 25, com bitolas variando entre 10 a 32 mm, a determinação da bitola é feita com base na espessura do piso e cálculo prévio, normalmente fornecido pronto para aplicação, dentro do tamanho padrão de 50 cm. Deverão estar fixadas a algum suporte, muitas das vezes metálico também, e posicionadas no meio da espessura da placa, antes da concretagem, conforme figura 26. É importante ressaltar que deverão estar espassadas com pelo menos 30 cm e impreterivelmente paralelas entre si. Metade de seu comprimento deve ser engraxada para facilitar movimentação após a cura do concreto. O uso das barras de transferência permite também, os movimentos horizontais de expansão e retração, provocados pela variação de temperatura, conforme mostra figura 27.

53
Figura 26 - Detalhe das barras de transferência instaladas paralelamente nos espaçadores treliçados.
Fonte: (www.belgo.com.br)
Figura 27 - Detalhe de sistema de transferência de cargas
Fonte: (Cristelli, 2010)

54
A tabela 7 abaixo apresenta a relação entre o diâmetro das barras e a espessura do piso ou pavimento:
.
2.10.6 Controle de qualidade das juntas:
Tendo em vista que as juntas são de fundamental importância para o bom desempenho do sistema de piso, elas devem receber uma atenção especial no projeto e também, durante sua execução que deverá ser controlada para garantir que a junta cumpra com sua função. Quando bem aplicado, esse controle pode impedir o aparecimento de manifestações patológicas. Segundo Rodrigues (2003), o controle de qualidade das juntas deverá ser feito respeitando os critérios mínimos citados abaixo: • A irregularidade do espaçamento entre as barras de transferência devem ser no máximo de 25mm • Tolerância máxima de 7mm no posicionamento das barras em relação ao ponto médio das placas de concreto, sendo que as barras deverão estar distantes no mínimo 10mm em relação às juntas
Tabela 7 - Parâmetros técnicos das barras de transferência.
Fonte: (www.belgo.com.br)

55
• A variação máxima permitida para o alinhamento das juntas construtivas é de 10mm ao longo de 3 metros • A variação máxima da profundidade das juntas serradas é de no máximo 5mm em relação à especificada em projeto, figura 30.
2.10.7 Tratamento das juntas:
O tratamento de juntas é de suma importância para garantir durabilidade ao piso. Quando não tratadas corretamente, corre-se o grande risco, das juntas tornarem-se frágeis, sendo grandes causadoras de manifestações patologias no sistema de pavimentação e acelerando o processo de deterioração do pavimento.
Para definição dos critérios de tratamento de cada junta, procedimento que deve se feito ainda nas etapas de projeto, é necessário avaliar o seu comportamento (função definida a partir do tipo de junta), analisar as atividades previstas para a área (uso, maquinário e cargas) e as condições ambientais do local (níveis de agressividade, insolação) (Cristelli, 2010). Rodrigues (2003) classifica os sistemas de tratamento de juntas em dois grupos:
pré-moldados: que são compostos por materiais compressíveis utilizados principalmente onde não há tráfego de maquinário, figura 28.
moldados “in loco”: que são compostos à base de poliuretano, epóxi, silicone ou asfalto modificado, e que em função de sua composição e execução cuidadosa suportam maior carregamento e elevados níveis de agressividade, figura 29.
A tabela 8 apresenta alguns critérios de especificação e na tabela 9 são mostradas as principais propriedades destes materiais.

56
Tabela 9 - Critério de especificação do selante por tipo de junta
Fonte: (www.piniweb.com.br)
Tabela 8 - Características das juntas em função do material empregado
Fonte: (www.piniweb.com.br)

57
Figura 28 - Detalhe do sistema de junta com aplicação de selante moldado in loco.
Fonte: (Cristelli, 2010)
Figura 29 - Detalhe do sistema de junta com adoção de lábios poliméricos.
Fonte: (Cristelli, 2010)
58
2.11 Manifestações Patológicas em Pisos industriais
Na maioria das vezes, fica evidenciado, que boa parte das manifestações patológicas encontradas nos pisos industriais, estão diretamente relacionada com falhas no projeto ou em sua concepção e falhas durante sua execução. Em algumas situações, a falta de informação e definição dos parâmetros relativos a utilização que se propõe ao piso gera possíveis anomalias, uma vez que, por exemplo, por falta de informação do tipo de produto que seria armazenado em determinada área, não foi projetado nem executado o tratamento superficial adequado, consequentemente, o piso sofrerá solicitações que nem foram consideradas. É importante relatar que dentro do ambiente industrial, os custos relativos à manutenção nesses elementos estruturais quase sempre são altíssimos, já que impactaram diretamente no processo produtivo, dessa forma interrompendo-o. Sem contar no fato de problemas de qualidade que essas manutenções podem criar como contaminação cruzada e danos a equipamentos.
Figura 30 - Detalhe do limitador de profundidade instalado na junta antes da aplicação do selante
Fonte: (Cristelli, 2010)
59
Nos tópicos abaixo serão apresentadas as principais manifestações patológicas dos sistemas de pavimentos industriais e dos revestimentos de alto desempenho, essas manifestações podem estar associadas a projeto, execução e utilização dos elementos estruturais de forma inapropriada. Serão evidenciados suas possíveis causas e procedimentos de prevenção e recuperação indicados para cada caso específico de diversos autores compilados por Cristelli (2010).
Delaminação:
Descrição: Destacamento da camada superficial de acabamento. Causa: Selamento superficial prematuro que impede a exsudação da água do concreto, gerando pressões internas na camada impermeável de selante. Prevenção: Controle da umidade do substrato, controle da dosagem do concreto, evitar uso de grandes quantidades de aditivos incorporadores de ar, retardores de pega, agregados miúdos de baixa granulometria, fator água/cimento adequado. Recuperação: Reparo com argamassa polimérica, recorte da área danificada, regularização da superfície, aplicação de primer e argamassa, executar processo de cura adequado e lixar caso necessário.
Desgaste Superficial:
Descrição: Desprendimento do material superficial do piso. Causa: Utilização de concreto de baixa resistência, tratamento superficial incorreto, concreto com exsudação excessiva ou cura inadequada, ataques químicos e má utilização do piso. Prevenção: Especialização da resistência do concreto com base na utilização do piso. Controle dos processos executivos de acabamento, cura e tratamento superficial. Recuperação: Fechamento da porosidade superficial através de aplicação de endurecedor químico em duas demãos. Lapidação da superfície com ferramentas diamantadas (até grana 3000). Aplicação de RAD argamassados epoxídicos ou uretânicos sob substrato preparado.
Manchas:
Descrição: Formação de manchas que se destacam da cor padrão do concreto aplicado no piso, proveniente dos processos de hidratação e carbonatação do concreto.

60
Causa: Atraso no processo de concretagem e consequente pega diferenciada do concreto. Posicionamento dos agregados graúdos muito próximos da superfície. Processo de cura mal executado e de maneira heterogênea na superfície.
Prevenção: Definição prévia de plano de concretagem e de cálculo de volume de material necessário para cada placa. Dosagem correta dos materiais do concreto considerando sua trabalhabilidade e controle do processo de lançamento, adensamento e vibração. Controle do processo de cura. Garantir que os agentes de cura estejam em contato com toda a superfície do concreto.
Recuperação: A cor da superfície do concreto tende a se uniformizar com o tempo e, após alguns meses, as manchas podem desaparecer. Caso os aspectos estéticos sejam primordiais, pode-se aplicar uma pintura de resistência compatível com as atividades previstas.
Fissuras de Retração Descrição: Fissuras regulares nas placas concretadas geralmente paralelas às juntas serradas.
Causa: Atraso no corte das juntas. A retração hidráulica na cura do concreto não é absorvida pelas juntas, impedindo sua movimentação durante o período de pega. Reforço insuficiente ou Restrição à movimentação da placa. Deficiências no preparo ou especificação de tratamento da base.
Prevenção: Executar o corte das juntas no intervalo entre 4 e 12 horas após o lançamento do concreto. O tempo de pega é variável em função do tipo de concreto utilizado. Após a pega, executar imediatamente. Detalhamento das juntas e mecanismos de transferência de carga devidamente dimensionados e posicionados. Procedimento criterioso de execução com base no projeto (atenção aos aspectos de caracterização da capacidade de suporte do solo e tratamento adequado das sub-bases).
Recuperação: Fissuras próximas às juntas (de 5 cm a 10 cm): aplicar selador de acordo com especificação dos materiais das juntas. Fissuras mais afastada: estabilização por colagem com material epoxídicos / poliuretano, ou pela costura com barras de aço inclinadas na lateral da fissura, sendo estas coladas e seladas material à base de resina epóxi. Execução de juntas complementares tratadas para garantir a transferência de carga entre as placas. Execução de trechos com armação complementar de combate à tração e empenamento da placa.

61
Desplacamento (corrosão das armaduras)
Descrição: Desplacamento da camada de cobrimento do concreto sob tensões de expansão volumétrica das armaduras.
Causa: Penetração de cloretos e dióxidos de carbono, nas placas do piso causando depassivação das armaduras (de controle de retração, de combate à tração e até mesmo das fibras de aço) e posterior processo de corrosão das armaduras. Aumento do volume das ferragens causado pela corrosão destes elementos.
Prevenção: Execução de cobrimento com espessura adequada e concretagem adequada para evitar elevada porosidade (baixo fator água/cimento, vibração adequada). Tratamento contra umidade: instalação de barreira de vapor, selamento das juntas e critérios na seleção dos métodos e materiais de acabamento superficial.
Recuperação: Delimitação da área afetada, remoção do concreto deteriorado. Limpeza das superfícies. Tratamento e/ou reforço estrutural das armaduras. Aplicação de camada para selamento e ponte de aderência. Aplicação da argamassa de alto desempenho, regularização e cura adequada.
Bolhas:
Descrição: Formação de bolhas na superfície e consequente descolamento dos revestimentos. Quando submetido a condições de tráfego interno, o RAD sofre deformações, rupturas e exposição da base ou de camadas intermediárias.
Causa: Presença de líquidos ou gases oriundos da sub-base (variação do lençol freático, falha na drenagem ou infiltração das tubulações embutidas). Umidade da placa de concreto (substrato). Presença de água de amassamento. Presença de agentes contaminantes, como óleos e produtos químicos variados. Presença de agentes contaminantes do próprio revestimento. Erros de dosagem, falhas dos produtos e aplicações em desconformidade com a especificada.
Prevenção: Instalação de sistema de drenagem eficiente. Utilização de sub-base granular e barreira de valor com filme de polietileno. Controle do tempo ideal de cura completa antes da aplicação do revestimento. Análise da umidade do substrato que deverá apresentar taxas máximas de 4% a 5% conforme ensaios específicos. Limpeza e descontaminação do substrato utilizando métodos adequados de lavagem. Respeitar prazo de cura das camadas dos materiais aplicados. Especificação técnica de materiais com qualidade reconhecida no mercado.
Recuperação: O revestimento danificado deve ser removido parcial ou totalmente. Dependendo da distribuição das patologias, a base deverá ser novamente
62
preparada. Aplicação de revestimentos específicos para concretos recém lançados ou para áreas com umidade ascendente.
Falhas e irregularidades no acabamento
Descrição: Variações estéticas e acabamento superficial irregular do revestimento. Variação da textura final do revestimento, liso em certos pontos e antiderrapante em outros. Em alguns casos o sistema apresenta posterior desagregação em relação ao substrato.
Causa: Falhas na preparação do substrato. Uso de materiais de baixa qualidade e de sistemas inadequados. Utilização inadequada do piso (rodízios duros, presença de abrasivos na área, ataque de produtos químicos a concentrações e temperaturas elevadas).
Prevenção: Regularização do substrato. A superfície deverá apresentar rugosidade uniforme para aplicação do RAD. Especificação técnica de sistemas de RAD adequados ao uso proposto e emprego de materiais com qualidade reconhecida no mercado.
Recuperação: Lixamento geral da área e na aplicação de uma nova camada com sistemas livres de solventes e melhor índice de cobertura. Remoção da parte danificada, preparação da base e reconstituição do sistema de RAD. Tratamento com sistemas argamassados (epóxi/poliuretano) em áreas de maior solicitação de abrasão. Nas áreas de ataques químicos utilizarem sistemas à base de resinas vinílicas, metil-metacrilatos, epóxi ou poliuretanos modificados.
Destacamentos e Descolamentos
Descrição: Desprendimento de placas de RAD do substrato.
Causa: Perda de aderência do RAD com o substrato em função de falhas na preparação da base. Solicitação mecânica superior à prevista em projeto.
Prevenção: Regularização do substrato. A superfície deverá apresentar rugosidade uniforme para aplicação do RAD. Especificação técnica de sistemas de RAD adequados ao uso proposto e emprego de materiais com qualidade reconhecida no mercado.
Recuperação: Mapeamento da área a ser recuperada por meio de testes localizados. Remoção do revestimento danificado. Identificação da causa da patologia (preparação do substrato ou incompatibilidade entre o substrato e o revestimento). Correção e aplicando o novo sistema.

63
Trincas e Fissuras
Descrição: Aparecimento de trincas e fissuras na superfície do revestimento.
Causa: Deficiência do sistema estrutural do piso (trincas geradas pela movimentação excessiva ou assentamento de material do substrato RAD). Tratamento inadequado das juntas antes da aplicação do RAD.
Prevenção: Desenvolver projeto criterioso de todos os elementos do sistema do piso. Controlar a qualidade da execução para atingir os índices descritos em projeto. Tratamento específico das juntas antes da aplicação do RAD.
Recuperação: Criação de junta ao longo de toda a fissuração aparente, permitindo a movimentação independente dos dois panos. Recorte da faixa de revestimento danificada com folga lateral de 5 cm para cada lado. Preenchimento do local com argamassa epóxi de alta resistência. corte com disco, no alinhamento da fissura, e preenchimento com selante elastomérico à base de poliuretano ou epóxi semirrígido.
3. INDÚSTRIA DE BEBIDA CARBONATADA
3.1 Bebida Carbonatada
De acordo com o DECRETO Nº 6.871, DE 4 DE JUNHO DE 2009, que regulamenta a Lei nº 8.918, de 14 de julho de 1994, no Art.23 Refrigerante: é a bebida gaseificada, obtida pela dissolução, em água potável, de suco ou extrato vegetal de sua origem, adicionada de açúcar.
Ainda conforme o mesmo decreto e lei, o refrigerante, deverá ser obrigatoriamente saturado de dióxido de carbono industrialmente puro.
Aproximadamente em 1772, o químico inglês Joseph Pristley injetou gás carbônico à água mineral natural. Surgiu então a primeira bebida carbonatada não alcoólica, a Soda.
Em 1871, a primeira marca registrada de refrigerante, a Lemon's Superior Sparkling Ginger Alemã .
Em 1886, surgi em Atlanta, nos Estados Unidos, o xarope que mais tarde se transformaria a Coca-Cola (Universidade Federal do Rio Grande do Sul - UFRGS, 2016).

64
3.2 Composição dos Refrigerantes
Serão apresentados de forma breve os insumos que compõem o refrigerante, para elucidar como a bebida carbonatada pode atingir pisos industriais em concreto armado. Os ingredientes que compõe os refrigerantes são:
Água;
Açúcar ou Edulcorante;
Concentrados;
Acidulante;
Antioxidante;
Conservante e;
Dióxido de carbono.
3.2.1 Água Constitui cerca de 88% m/m1 do produto final. Ela precisa preencher certos requisitos, antes de estar apta para produção, para isso ela precisa sofrer um tratamento eficaz, no intuito de assegurar as características físico-químicas, organolépticas e microbiológicas do refrigerante, tais como:
- Baixa alcalinidade
- Sulfatos e cloretos
- Cloro e fenóis
- Metais - Padrões microbiológicos.
3.2.2 Açúcar e Edulcorante O açúcar, obtido a partir da cana-de-açúcar, é o segundo ingrediente em quantidade cerca de 11% m/m.
1 88% m/m significa: Massa do Soluto e Massa da Solução, ou seja, para cada 100g de solução existirá 88g do soluto.
65
A sacarose é o açúcar mais comumente utilizado na produção de refrigerantes, podendo ser adicionada na forma granulada ou líquida (Universidade Federal do Rio Grande do Sul - UFRGS, 2016).
Edulcorante: São matérias-primas com pouca ou nenhuma caloria e dotados de elevado poder adoçante, conferindo sabor doce às bebidas “diet” e “ligth” em lugar da sacarose (Universidade Federal do Rio Grande do Sul - UFRGS, 2016).
3.2.3 Concentrados
O responsável pelo sabor do produto, pode ser um suco de origem vegetal ou um sabor artificial concentrado, formando então a base do refrigerante (Lima e Afonso, 2008).
3.2.4 Acidulante
Responsável por regular a doçura do açúcar, realçar o paladar e baixar o pH da bebida. Todos os refrigerantes possuem pH ácido (2,7 a 3,5 de acordo com a bebida) (Lima e Afonso, 2008).
- Acidulantes (Lima e Afonso, 2008):
O ácido cítrico (INS2 330)
O ácido fosfórico (INS 338)
O ácido tartárico (INS 334)
3.2.5 Antioxidante
Evitam a ação do oxigênio, que causa perda da cor e provocam a deterioração do produto. Os antioxidantes mais usados são o ácido ascórbico, ou vitamina C (Universidade Federal do Rio Grande do Sul - UFRGS, 2016).
2 INS - International Numbering System ou Sistema Internacional de Numeração de Aditivos Alimentares, elaborado pelo Comitê do Codex sobre Aditivos Alimentares e Contaminantes de Alimentos (CCFAC) como um sistema numérico de identificação desses aditivos em alternativa à declaração de seus nomes.

66
3.2.6 Conservante
Substâncias que impedem ou retardam a deterioração provocada por microrganismos.
- Conservante (Lima e Afonso, 2008):
O ácido benzoico (INS 211) pH = 3.
O ácido sórbico (INS 202) pH = 6.
3.2.7 Dióxido de Carbono
A utilização de gás carbônico nos refrigerantes ocorre como ácido carbônico através da reação química:
H2O + CO2 -> H2CO3
(Universidade Federal do Rio Grande do Sul - UFRGS, 2016).
3.3 Principais áreas produtivas
A nomenclatura das referidas áreas, pode variar de acordo o Sistema de Gestão de cada fábrica, mas geralmente as áreas produtivas são:
- ETA – Estação de Tratamento de Água
- ETE – Estação de Tratamento de Efluente;
- Armazenamento de Açúcar;
- Câmaras Frias (armazenamento do concentrado)
- Xaroparia Simples;
- Xaroparia Composta;
- Linhas de Produção;
- Armazenamento de Produto Pronto.

67
3.4 Limpeza e sanitização na indústria de bebidas
A Portaria nº 368, de 04 de setembro de 1997, trata das condições higiênico-sanitárias e de boas práticas de fabricação para a indústria de alimentos. Esta é bastante exigente quanto às condições de higiene das plantas de processamento, visando eliminar as sujidades e os micro-organismos que possam comprometer a qualidade do produto e a saúde do consumidor.
Segue abaixo, alguns dos materiais utilizados no processo de limpeza e sanitização das linhas de produção, que podem entrar em contato com pisos industriais, no setor de bebida carbonatada.
Alguns Detergentes
Detergente ácido: ácido sulfúrico, ácido fosfórico, ácido clorídrico e ácido nítrico. Para remoção de sujidades inorgânicas.
Detergente alcalino: a base do detergente é a soda cáustica. Para remoção de sujidades orgânicas.
Alguns Sanitizantes
Cloro. Para desinfecção de superfícies limpas.
Peróxidos: peróxido de hidrogênio, ácido peracético, outros ácidos peroxidados.
Ácido sulfúrico: iodóforos dissolvido em solução ácida.
Quaternários de amôneo.
3.5 Manifestações Patológicas em Pisos Industriais dentro da Indústria de Bebida Carbonatada
Diversas podem ser as manifestações patológicas encontradas nas áreas produtivas, dentro da indústria de bebida de refrigerantes, principalmente em função do próprio processo produtivo específico, por isso a importância de conhecer as necessidades particulares de cada das principais áreas produtivas.
3.5.1 Necessidades Específicas

68
Considerando os materiais e produtos químicos existentes no processo produtivo na fabricação de refrigerantes, será descrito abaixo, de que forma, alguns desses materiais, podem danificar o piso industrial em concreto armado e como é possível protege-lo desses danos.
Carbonatos e bicarbonatos
Esse dióxido de carbono penetra nos poros do concreto, dilui-se na umidade presente na estrutura e forma o composto chamado ácido carbônico (H2CO3).
Este ácido reage com alguns componentes da pasta de cimento hidratada e resulta em água e carbonato de cálcio (CaCO3). O composto que reage rapidamente com (H2CO3) é o hidróxido de cálcio (Ca(OH)2).
O carbonato de cálcio não deteriora o concreto, porém durante a sua formação consome os álcalis da pasta (ex: Ca(OH)2 e C-S-H) e reduz o pH. (Tokudome, 2009).
O concreto normalmente possui pH entre 12,6 e 13,5. Ao se carbonatar, estes números reduzem para valores próximos de 8,5. A carbonatação inicia-se na superfície da estrutura e forma a “frente de carbonatação”, composta por duas zonas com pH distintas (uma básica e outra neutra). Esta frente avança em direção ao interior do concreto e quando alcança a armadura ocorre a despassivação do aço e este se torna vulnerável. (Tokudome, 2009)
Após a despassivação, o processo de corrosão será iniciado se ao mesmo tempo houver umidade (eletrólito), diferença de potencial (exemplo: diferença de aeração ou tensões entre dois pontos da barra ou do concreto), agentes agressivos (exemplo: CO2 ou fuligem) e oxigênio ao redor da armadura. (Tokudome, 2009)
Os danos causados são vários, como fissuração do concreto, destacamento do cobrimento do aço, redução da seção da armadura e perda de aderência desta com o concreto. (Tokudome, 2009)
Sulfatos, cloretos e dióxido de carbono.
Aceleram o processo de corrosão do concreto.
Açúcar e Edulcorante
É extremamente ácido para o Concreto
Abaixo segue alguns registros fotográficos, que evidenciam as possíveis manifestações patológicas que podem ocorrer em indústrias de bebida carbonatada, figuras 33 a 36.

69
Figura 32 – Desgaste Superficial do Piso em Concreto Armado
Fonte: (próprio autor)
Figura 31 – Desplacamento de revestimento de alto desempenho em área de processo.
Fonte: (próprio autor)

70
Figura 34 – Mancha causada pelo acúmulo de açúcar líquido em piso industrial em concreto armado
Fonte: (próprio autor)
Figura 33 - Desplacamento de revestimento de alto desempenho em área produtiva.
Fonte: (próprio autor)

71
4. CONSIDERAÇÕES FINAIS
Diante das informações descritas para concepção de projeto e execução de pavimento industrial, dentro do contexto de uma indústria de bebida carbonatada, é possível evidenciar o quão agressivo esse ambiente pode ser, para o pavimento industrial, dessa forma, fica claro a necessidade de tratar-se de maneira individual cada uma das principais áreas produtivas existentes numa fábrica de refrigerante, respeitando suas necessidades específicas.
Alguns autores definem que a grande maioria das manifestações patológicas encontradas em pisos industriais, ocorre na fase executiva, no entanto é possível constatar que a falta de importância creditada ao tema, desde o início na elaboração do projeto e levantamento das solicitações existentes “in loco” também contribuem consideravelmente para o aparecimento dessas anomalias estruturais.
É preciso deixar claro a grande importância que esse elemento estrutural possui para o bom funcionamento produtivo da fábrica, principalmente quando considera-se o alto investimento, normalmente aplicada para construções desse tipo de edificação industrial, e os grandes impactos negativos diretos e indiretos que podem ser gerados por uma manutenção de correção estrutural num pavimento, já que certamente existirá a necessidade de interrupção de produção, para sanar o problema.
Portanto é possível considerar que existem no país, profissionais altamente capacitados tecnicamente e tecnologia disponível no que diz respeito a pavimentos em concreto armado utilizando revestimentos de alto desempenho, faltando apenas atenção aos detalhes construtivos que a indústria de bebida carbonatada possui.

72
5. REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO NACIONAL DE PISOS E REVESTIMENTO DE ALTO DESEMPENHO. CR 001/2011: recomendações para a execução de piso de concreto que receberá um revestimento de alto desempenho (RAD). São Paulo, 2011. Disponível em: <http://site.anapre.org.br/pdfs/CR001_RECOMENDACAO 139 PARA A EXECUCAO_DE_PISO_DE_CONCRETO_QUE_RECEBER_UM_RAD.pdf>. ASSOCIAÇÃO NACIONAL DE PISOS E REVESTIMENTOS DE ALTO DESEMPENHO. Mídia Institucional 2009. Disponível em: <http://www.anapre.org.br/cd2009/anapre_final.html> ASSOCIAÇÃO NACIONAL DE PISOS E REVESTIMENTOS DE ALTO DESEMPENHO. Boletins técnicos 1 a 24. ANAPRE, 2006-2010. Disponível em: <http://www.anapre.org.br> Acessado em 20/12/2009. ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Guia Básico de Utilização do Cimento Portland. São Paulo, ABCP, 1994. ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Pavimento de concreto - Práticas Recomendadas. vol.1, vol.2, vol.3, vol.4, vol.5. São Paulo, ABCP. Disponível em: http://www.abcp.org.br/ ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Solo-cimento. 2009. Disponível em: <http://www.abcp.org.br/conteudo/basico-sobre-cimento/aplicacoes/solo-cimento>. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7583: Execução de Pavimentos de Concretos Simples por meio Mecânico. Rio de Janeiro, ABNT, 1984. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14050: Sistemas de Revestimentos de Alto Desempenho à Base de Resinas Epoxídicas e Avaliação do Desempenho – Procedimento. Rio de Janeiro, ABNT, 1998. ANACLETO, Thiago. DELAMINAÇÕES EM PISOS INDUSTRIAIS DE CONCRETO: ANÁLISE DAS PRINCIPAIS CAUSAS E ESTUDO DE CASO. 2014. 147 f. Monografia (Especialização em Patologia das Construções) – Departamento Acadêmico de Construção Civil da Universidade Tecnológica Federal do Paraná. CURITIBA, 2014.
73
ABIR - Associação Brasileira das Indústrias de Refrigerantes e de Bebidas Não Alcoólicas. Histórico do setor. Disponível em: <http://www.abir.org.br/rubrique. php3?id_rubrique=178>. AGUIAR, José Eduardo de. Durabilidade, Proteção e Recuperação de Estruturas. Belo Horizonte: UFMG, 2000. Notas de aula. ANVISA – Agência Nacional de Vigilância Sanitária. Aditivos alimentares. Disponível em: <http://www.anvisa.gov.br/alimentos/ legis/especifica/aditivos.htm>. AMERICAN CONCRETE INSTITUTE: Guide for Concrete Floor end Slab Construction (ACI 302. 1R-04). Michigan, 1996. BALBO, José Tadeu. Pavimentos Viários e Pisos Industriais. In: ISAIA, Geraldo Cechella (Ed.) Concreto: Ensino, Pesquisa e Realizações. São Paulo: IBRACON, 2005. vol. 2 cap. 42, p. 1297-1332. BRASIL ESCOLA. O Amianto usado em caixas d’águas é cancerígeno? Disponível em: http://www.brasilescola.com/curiosidades/o-amianto-usado-caixas-dagua-cancerigeno.html BENTUR, A.; MINDESS, S. Fibre reinforced cementitious composites. United Kingdom. Barking, Elsevier. 1990. Centro de Tecnologia SENAI - RJ – Limpeza e Sanitização na Indústria de Bebidas. Disponível em: < http://alimentosebebidas.drupalgardens.com/content/limpeza-e-sanitiza%C3%A7%C3%A3o-na-ind%C3%BAstria-de-bebidas>
Cimento Itambé - RS – TOKUDOME, Naguisa - Carbonatação do concreto. Disponível em: < http://www.cimentoitambe.com.br/carbonatacao-do-concreto/>
CIMENTO ITAMBÉ. Sítio eletrônico. Disponível em: <www.cimentoitambe.com.br>.
CHODOUNSKY, Marcel A.; VIECILI, Fábio A.. Pisos industriais de concreto: aspectos teóricos e executivos. São Paulo: Ed. Reggenza, 2007. CHODOUNSKY, Marcel Aranha. Patologias em pisos industriais. ANAPRE Rio de Janeiro, dez. 2010. CHODOUNSKY, Marcel Aranha. Fibras metálicas para reforço de concreto. Revista Pisos Industriais. 7ª ed, SP, 2006. Disponível em: <http://www.pisosindustriais.com.br/materias/noticia.asp?ID=146>. CHODOUNSKY, Marcel Aranha. Pisos industriais de concreto: aspectos teóricos e construtivos. São Paulo: Reggenza, 2007.

74
CRISTELLI, Rafael. Pavimentos industriais de concreto – análise do sistema construtivo. 2010. 160 f. Monografia (Especialização em Construção Civil) 141 – Escola de Engenharia. Universidade Federal de Minas Gerais, Belo Horizonte, 2010. CANTO, E.L. e PERUZZO, T.M. Química na abordagem do cotidiano, vol. 2 – Físico- Química. 4. ed. São Paulo: Moderna, 2006. DAL-MASO, Josiano. Pisos industriais de concreto com armadura distribuída – projeto e execução. Santa Maria, 77 p. Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia Civil, da Universidade Federal de Santa Maria (UFSM, RS),2008. DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM – DIRETORIA DE DESENVOLVIMENTO TECNOLÓGICO – IPR – DIVISÃO DE CAPACITAÇÃO TECNOLÓGICA. DNER-ES-303/97: pavimentação: base estabilizada granulometricamente. Rio de Janeiro, 1997. DEPARTAMENTO DE ESTRADAS DE RODAGEM DO ESTADO DE SÃO PAULO. DER/SP ET-DE-P00/044: concreto compactado com rolo para sub-base ou base de pavimento de concreto de cimento portland. São Paulo, 2006. DEPARTAMENTO DE ESTRADAS DE RODAGEM DO ESTADO DO PARANÁ. ES-P 11/05: pavimentação: solo-cimento e solo tratado com cimento. Curitiba, 2005. _______. ES-P 16/05: pavimentação: brita graduada tratada com cimento. Curitiba, 2005. _______. ES-P 35/05: pavimentação: pavimento rígido. Curitiba, 2005. FARIA, Renato. Juntas reduzidas. Revista Téchne PINI 144ª ed., São Paulo, 2009. Disponível em: <http://www.revistatechne.com.br/engenharia-civil/144/juntasreduzidas- visando-diminuir-a-quantidade-de-juntas-de-128915-1.asp> FIGUEIREDO, Antonio Domingues de. Concreto com fibras de aço. Boletim Técnico. – Escola politécnica da Universidade de São Paulo - Departamento de Engenharia de Construção Civil, São Paulo, 2000. GASPARETTO et al. Barras de TRANSFERÊNCIA Revista Pisos Industriais. 3ª ed., SP, 2003. Disponível em: <http://www.pisosindustriais.com.br/materias/noticia.asp?ID=62>. GASPARETTO, W. E. & RODRIGUES P. P. F. Juntas em Pisos Industriais.

75
Disponível em: <http://www.lmbrasil.com.br/comentarios_tecnicos/juntas_industriais.html> HOTFROG. Fibra de celulose. Disponível em: < http://www.hotfrog.com.br/Empresas/Celulose-Ambiental/Fibra-de-Celulose-285457> Lima, Ana Carla da Silva e Afonso, Júlio Carlos. Química do. 2008. 160 f. Monografia 141 – Escola de Engenharia. Universidade Federal de Minas Gerais, Belo Horizonte, 2010. MACEDO, H. Físico-Química I. Rio de Janeiro: Guanabara Dois, 1981. NAKAMURA, Juliana. Diferentes concretos para pisos industriais. Revista Téchne PINI 144ª ed., São Paulo, 2009. Disponível em: http://www.revistatechne.com.br/engenharia-civil/145/artigo131689-1.asp. OLIVEIRA, P. L. Projeto estrutural de pavimentos rodoviários e de pisos industriais de concreto. São Carlos, 216 p. Dissertação (mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, 2000. OLIVEIRA, Paulo S. F. O mercado de RAD para pisos. Revista Pisos Industriais, ed. 0, SP, 2003. Disponível em: <http://www.pisosindustriais.com.br/materias/noticia.asp?ID=33>. OLIVEIRA, Paulo S. F. Uma revisão à questão da abrasão de Revestimento de Alto Desempenho (RAD). Revista Pisos Industriais. 1ª ed., SP, 2003. Disponível em: <http://www.pisosindustriais.com.br/materias/noticia.asp?ID=20>. OLIVEIRA, Paulo S. F. Revestimentos de Alto Desempenho RAD para pisos. Revista Pisos Industriais. 3ª ed., SP, 2003. Disponível em: <http://www.pisosindustriais.com.br/materias/noticia.asp?ID=76>. OLIVEIRA, Paulo S. F. Principais tipos de RAD para pisos. Revista Pisos Industriais, 4ª ed., SP, 2003. Disponível em: <http://www.pisosindustriais.com.br/materias/noticia.asp?ID=83>. OLIVEIRA, Paulo S. F.; TULA, Leonel. Tratamento anti-pó para pisos de concreto com endurecedores de superfície químicos à base de flúor-silicatos metálicos. Revista Pisos Industriais, 5ª ed., SP, 2006. Disponível em: <http://www.pisosindustriais.com.br/materias/noticia.asp?ID=115>. PETRUS ENGENHARIA – Reforço de Fibras. Disponível em: < http://www.petrusengenharia.com.br/noticias3.html>

76
PITTA, M. R. et al. Materiais para Pavimento de Concreto Simples. Associação Brasileira de Cimento Portland. ET 47, São Paulo, 1981. PITTA, Márcio Rocha. Construção de pavimentos de concreto simples. Associação Brasileira de Cimento Portland. São Paulo, 1989. PITTA, Márcio Rocha. Projeto de Sub-bases para Pavimento de Concreto. Associação Brasileira de Cimento Portland, 5ª ed., São Paulo, 1990. PREZI.COM. Indústria de Bebidas Carbonatadas. Disponível em: < https://prezi.com/ldfjhol2vgec/industria-de-bebidas-carbonatadas/> REVISTA TÉCHNE. Piso em movimento. PINI. São Paulo, 2002. Disponível em: http://www.piniweb.com.br/construcao/noticias/piso-em-movimento-80675-1.asp REVISTA TÉCHNE. Recuperação no chão. Ed. PINI. São Paulo. Disponível em: http://www.revistatechne.com.br/engenharia-civil/154/artigo159921-1.asp. RODRIGUES, P. P. F. & PITTA, M. R. Pavimento de Concreto. Revista Ibracon n. 19, SP, 1997. RODRIGUES, P. P. F. & CASSARO, C. F. Pisos Industriais de Concreto Armado. IBTS – Instituto Brasileiro de Telas Soldadas, 1998. RODRIGUES, Público Penna Firme. Critérios de Projetos. Revista Pisos Industriais, SP, 2003. RODRIGUES, Público Penna Firme. Tipos de Pisos Industriais. Revista Pisos Industriais. 2ª ed., SP, 2003. Disponível em: <http://www.pisosindustriais.com.br/materias/noticia.asp?ID=46>. RODRIGUES, P. P. F. et al. Manual Gerdau de pisos industriais. Ed. PINI, 1ª ed., São Paulo 2006. 109p. RODRIGUES, Público Penna Firme Projetos e critérios executivos de pavimentos industriais de concreto armado. ITBS, 2ª ed. São Paulo, 2006. 101p. ROSA, S.E.S.; COSENZA, J.P. e LEÃO, L.T.S. Panorama do setor de bebidas no Brasil. BNDES Setorial, v. 23, p. 101-149, 2006. SEGANTINI, A. A. S. & ALCÂNTARA M. A. M. Solo-Cimento e Solo-Cal. In: ISAIA, Geraldo Cechella (Ed.) Materiais de Construção Civil e Princípios da Ciência e Engenharia de Materiais. São Paulo: IBRACON, 2007. vol. 2 cap. 25, p. 833-861.

77
SANTOS, Airton Gustavo et al. Política Industrial no Brasil: O Que é a Nova Política Industrial. DIEESE, 2005. 8p. SENEFONTE, Kleber Basílio & BARROS, Mércia Maria S. Bottura. Diretrizes de execução e controle da produção de pisos industriais de concreto protendido. Revista Pisos Industriais. 9ª ed., SP, 2007. Disponível em: http://www.pisosindustriais.com.br/materias/noticia.asp?ID=166 SILVA, Maristela Gomes da. Cimentos Portland com Adições Minerais. In: ISAIA, Geraldo Cechella (Ed.) Materiais de Construção Civil e Princípios da Ciência e Engenharia de Materiais. São Paulo: IBRACON, 2007. vol.1 cap. 23, p. 761-793. Stavias. Bases para Pavimentação. Disponível em: < http://www.stavias.com.br/produto/bases-para-pavimentacao/> Texsa. Sítio eletrônico. CORROSÃO DO CONCRETO E DAS ARMADURAS, 2007. Disponível em: < http://www.texsa.com.br/Livro%2007.htm>. UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL – UFRGS – Bebidas Carbonatadas. Disponível em: <http://www.ufrgs.br/alimentus/disciplinas/tecnologia-de-alimentos-especiais/nanotecnologia>