Corrosao Resumo FINAL
17
Gualter P J Santos 2012 MANUAL RESUMO DA CORROSÃO GUALTER P J SANTOS TECNOLOGIA E PROCESSOS
description
CORROSÃO
Transcript of Corrosao Resumo FINAL
G
ual
ter
P J
San
tos
2012
MA
NU
AL
RE
SU
MO
DA
CO
RR
OS
ÃO
GUALTER P J SANTOS
TECNOLOGIA E PROCESSOS
Manual Resumido sobre CORROSÃO
Gualter P J Santos
1
Conceito
A corrosão é a deterioração de um corpo sólido por meio de uma ação química ou eletroquímica provocada pelo meio ambiente. A ação química pode ou não estar associada a ações mecânicas ou físicas (tensões, cavitações - quedas de pressão, etc.).
Importância do estudo da corrosão
O avanço tecnológico tem levado os pesquisadores a desenvolver materiais metálicos com propriedades físicas e químicas de satisfação das exigências mais sofisticadas. Como exemplo destas propriedades podem ser citadas a ductilidade e maleabilidade (a frio e a quente), condutividade térmica e elétrica e resistência mecânica aos diversos tipos de esforços mecânicos. Apesar do avanço tecnológico no desenvolvimento desses materiais e o seu uso generalizado, quase todas as ligas metálicas se deterioram, como consequência do ataque pelo meio onde são usadas. Porém, estas reações de deterioração, geralmente, processam-se de maneira lenta, permitindo o uso generalizado de materiais nos diversos meios. Se protegidos adequadamente, tais materiais podem atingir elevada durabilidade. Os motivos apresentados acima demonstram o interesse no estudo da corrosão em cursos de engenharias. Estes interesses podem ser chamados de razões técnico-económicas. As perdas causadas pela corrosão podem ser classificadas em diretas e indiretas.
São perdas diretas: a) Os custos de substituição das peças ou equipamentos que sofreram corrosão,
incluindo-se energia e mão de obra; b) Os custos e a manutenção dos processos de proteção (proteção catódica,
recobrimentos, pinturas, etc.). As perdas indiretas são mais difíceis de serem avaliadas. Porém, uma breve avaliação das perdas típicas dessa espécie permite concluir de que podem totalizar custos mais elevados que as perdas diretas e nem sempre podem ser quantificados.
São perdas indiretas: a) Paralisações acidentais para reposição de peças corroídas ou limpeza de
equipamentos; b) Perda de produto, como perdas de água, gás, óleos ou soluções em tubulações
corroídas até se fazer a reparação; c) Perda da eficiência de equipamentos, pela diminuição da taxa de troca térmica,
corrosão nos motores de combustão, incrustações em caldeiras, entupimento ou perda de carga em tubulações de água, vapor e outros fluídos, obrigando a
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
2
um custo mais elevado de bombeamento; d) Contaminação de produtos, pela contaminação do cobre proveniente da
corrosão de tubulações de latão ou de cobre; e) Alteração na tonalidade de corantes, ocasionada pela contaminação com traços
de metais; f) Equipamentos de chumbo não são permitidos na preparação de alimentos e
bebidas, devido às propriedades tóxicas de pequenas quantidades de sais de chumbo, que podem provocar saturnismo (doença que afeta o sistema nervoso);
g) Arrasto, pela água, de produtos de corrosão, como óxidos de ferro, que a tornam imprópria para consumo ou para uso industrial, como por exemplo, em fábricas de
h) Alimentos, laticínios, papel e celulose, etc.; i) Superdimensionamento nos projetos de reatores, caldeiras, tubos de
condensadores, paredes de oleodutos, tanques estruturas de navios, etc. Isto porque a velocidade de corrosão é desconhecida ou métodos de controlo são incertos. Como exemplo de superdimensionamento, uma tubulação de 362 km de comprimento e 20,3 cm de diâmetro que foi especificada preliminarmente para ter uma espessura de 0,82 cm, mas com adequada proteção contra corrosão pôde ser especificada com uma espessura de 0,64 m, economizando-se 3.700 toneladas de aço.
Em alguns setores, embora a corrosão não seja muito representativa em termos de custo direto, deve-se levar em consideração o que ela pode representar em:
a) Questões de segurança, pois a corrosão localizada pode resultar em fraturas repentinas de partes críticas de aviões, comboios, automóveis e pontes, causando desastres e perdas de vidas humanas;
b) Interrupções de comunicações, causada pela corrosão em cabos telefónicos provocada pela corrente de fuga existentes no solo e provenientes de fontes de corrente contínua, usadas em sistemas de transporte eletrificado;
c) Preservação de monumentos históricos, deteriorados pela chuva ácida, causada pela existência de ácido sulfuroso e sulfúrico no ar, que atacam os materiais metálicos e não-metálicos, como o mármore e o cimento, usados nos monumentos.
Porém, a corrosão, além dos problemas associados com a deterioração a destruição de materiais, apresenta, sob determinado ponto de vista, não só esse lado negativo mas, também, um lado positivo. Assim, pode-se citar como processos corrosivos benéficos e de grande importância industrial:
a) Oxidação de aços inoxidáveis, com formação da película protetora de óxido de cromo, Cr2O3;
b) Anodização do alumínio, ou suas ligas, que consiste na oxidação de peças de alumínio, colocadas no ânodo da cuba eletrolítica: ocorre a formação de óxido de alumínio, Al2O3, protetor, conferindo bom aspeto decorativo à peça;
c) Fosfatização de superfícies metálicas para permitir melhorar a aderência de tintas: tratamento com solução contendo ácido fosfórico e iões de zinco e
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
gualter.santos
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
3
ferro, sobre a superfície metálica, possibilitando a aderência adequada da película de tinta aplicada;
d) Proteção catódica com ânodos de sacrifício para proteção de aço-carbono usado em instalações submersas ou enterradas: ocorre a formação de uma pilha galvânica na qual o cátodo é o material a ser protegido, no caso o aço-carbono, e o ânodo o material a ser corroído, no caso, pode ser zinco, alumínio ou magnésio.
A corrosão é, em geral, um processo espontâneo, e, não fora o emprego de mecanismos protetores, ter-se-ia a destruição completa dos materiais, principalmente metálicos, já que os processos de corrosão são reações químicas e eletroquímicas que se passam na superfície do material.
Oxidação-redução (oxi-redução)
Todos os metais estão sujeitos a corrosão, se o meio for suficientemente agressivo. Pode-se dizer que, os processos de corrosão são consideradas reações químicas que se passam na superfície de separação entre o metal e o meio corrosivo. São reações em que há a variação do número de oxidação ou, por outras palavras, perda ou ganho de eletrões. O fenómeno de oxi-redução é simultâneo, i.é., sempre que há a oxidação (perda de eletrões,), ocorre também redução (ganho de eletrões).
Meios corrosivos Os meios corrosivos mais frequentemente encontrados são os seguintes: atmosfera, águas naturais, água do mar, solo, produtos químicos, alimentos e substâncias fundidas. Na atmosfera a ação corrosiva é, principalmente, influenciada pela poeira, gases e humidade. Poeira: - Deposição de material não metálico, criando condições de aeracão diferencial; - Deposição de substâncias que retém humidade ou que sejam higroscópicas: - Deposição de material metálico, ciando pilhas de elétrodos diferentes. Os gases contaminantes mais frequentemente encontrados na atmosfera são: CO, CO2, SO2, SO3, H2S, NH3 e NO2. Muitos destes gases combinados com a humidade do ar formam ácidos que iniciam o processo corrosivo. Assim como na atmosfera, as águas naturais do mar e do solo contém iões que torna o sistema um eletrólito, possibilitando a formação de meios corrosivos. No caso de alimentos, a importância do efeito corrosivo está ligado à formação de possíveis sais metálicos tóxicos: geralmente empregam-se ácidos orgânicos como agentes conservadores dos alimentos. No caso de substâncias fundidas, o efeito corrosivo está ligado ao facto do material metálico ser solúvel no composto ou metal fundido. Assim, nos metais fundidos, tem-se a formação de ligas ou de compostos intermediários. Além disso, pode-se ter, também, oxidação do material metálico fundido.
etpsico
Realce
etpsico
Realce
etpsico
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
4
Tipos de corrosão conforme o meio Corrosão Química – o meio é não iónico, incluindo gases a baixa e alta
temperatura, os líquidos anidros e os metais fundidos. Assimila-se à corrosão seca.
Corrosão Eletroquímica – o meio é iónico, envolvendo os iões de água. É também
chamada de corrosão húmida.
Corrosão Microbiológica – Processa-se sob a influência de microrganismos
(bactéria, fungos, algas, etc.). Observação: Erosão é o desgaste de materiais pela ação abrasiva de fluidos em movimento, usualmente acelerado pela ação de partículas sólidas ou material em suspensão e não deve ser confundido com corrosão.
Corrosão eletroquímica O processo de corrosão eletroquímica pode ser decomposto em três etapas principais: - Fenómeno anódico (oxidação); - Deslocamento de eletrões e iões; - Fenómeno catódico (redução).
Destruição eletroquímica provocada pelo meio Uma das formas de corrosão é a destruição eletroquímica de materiais metálicos por reação com o meio ambiente. Temos então, uma interação de eletricidade e de reação química que ocasiona ou é ocasionada por um fluxo de eletrões. Para uma corrente de eletrões escoar é necessário um circuito elétrico completo, sendo ele, num sistema de corrosão, constituído de quatro componentes:
Ânodo - elétrodo em que há oxidação (corrosão) e onde a corrente, na forma de iões metálicos positivos, entra no eletrólito; Eletrólito – condutor, usualmente um líquido, contendo iões que transportam a corrente para o cátodo. Cátodo - elétrodo em que há redução e onde a corrente sai do eletrólito. Circuito metálico - ligação entre ânodo e cátodo por onde escoam os eletrões no sentido ânodo cátodo.
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
gualter.santos
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
5
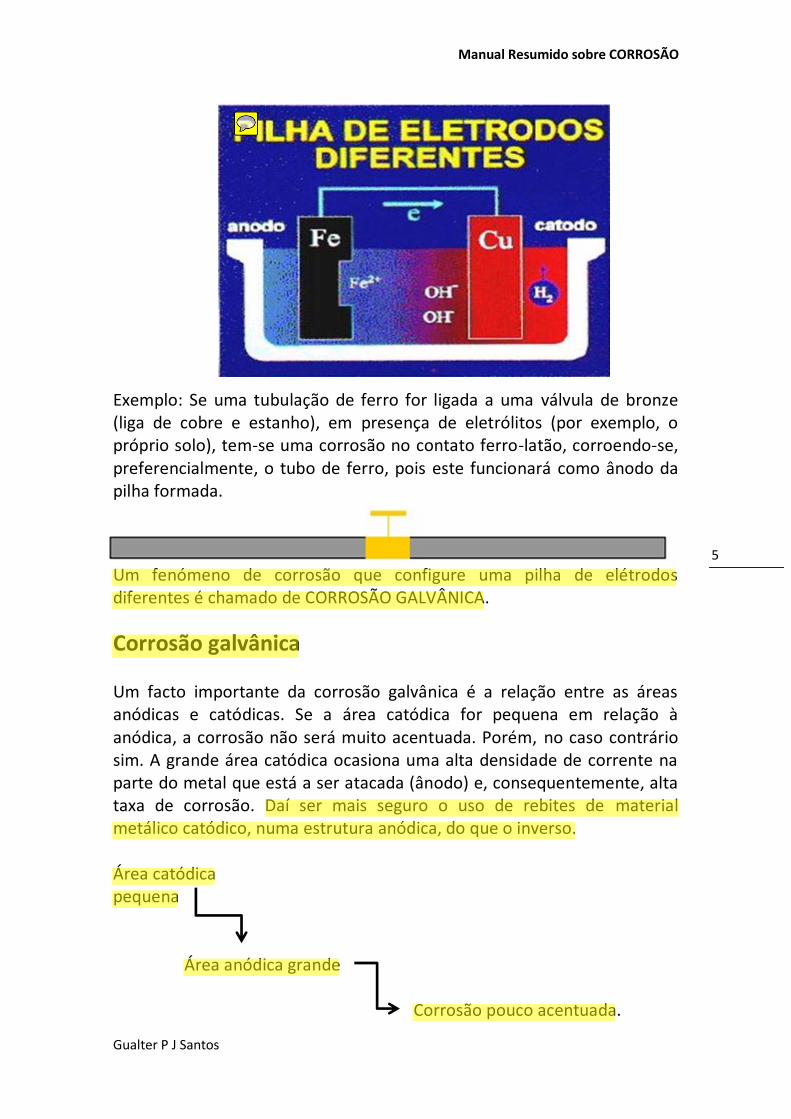
Exemplo: Se uma tubulação de ferro for ligada a uma válvula de bronze (liga de cobre e estanho), em presença de eletrólitos (por exemplo, o próprio solo), tem-se uma corrosão no contato ferro-latão, corroendo-se, preferencialmente, o tubo de ferro, pois este funcionará como ânodo da pilha formada.
Um fenómeno de corrosão que configure uma pilha de elétrodos diferentes é chamado de CORROSÃO GALVÂNICA.
Corrosão galvânica
Um facto importante da corrosão galvânica é a relação entre as áreas anódicas e catódicas. Se a área catódica for pequena em relação à anódica, a corrosão não será muito acentuada. Porém, no caso contrário sim. A grande área catódica ocasiona uma alta densidade de corrente na parte do metal que está a ser atacada (ânodo) e, consequentemente, alta taxa de corrosão. Daí ser mais seguro o uso de rebites de material metálico catódico, numa estrutura anódica, do que o inverso. Área catódica pequena
Área anódica grande
Corrosão pouco acentuada.
etpsico
Nota
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
Daniel Cruz
Realce
gualter.santos
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
6
Corrosão microbiológica
É aquela onde a corrosão do material metálico se processa sob a influência de micro-organismos (bactérias, fungos, etc). Os microrganismos podem interferir das seguintes maneiras:
- Influência direta na velocidade das reações anódicas e catódicas; - Modificação na resistência da película formada na superfície metálica pelos produtos de seu metabolismo; - Originam meios corrosivos; - Formação de tubérculos, cujo crescimento e multiplicação possibilitam a formação de pilhas de aeração diferencial.
Geralmente, os microrganismos são fonte geradora de produtos que, dependendo do meio em que se encontram, poderão iniciar um processo de corrosão química ou eletroquímica.
Influência de fatores mecânicos na corrosão
- Corrosão sob fadiga; - Corrosão com erosão, cavitação e turbulência; - Corrosão sob atrito; - Fragilização pelo hidrogénio; - Criação de fendas por ação de uma base.
Proteção contra a corrosão
A proteção contra a corrosão necessita, via de regra, da produção e da manutenção de uma camada sobre a base do material, tomando-o impermeável aos agentes corrosivos. Os métodos práticos adotados para diminuir a taxa de corrosão dos materiais metálicos podem ser esquematizados da seguinte forma: a) Métodos que se fundamentam em revestimentos protetores: - Revestimentos com produtos da própria reação (tratamento químico ou eletroquímico); - Revestimentos metálicos; - Revestimentos orgânicos (tintas, resinas); - Revestimentos inorgânicos (esmaltes, cimentos).
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
gualter.santos
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
7
b) Métodos que se fundamentam na modificação do meio corrosivo: - Deaeração; - Purificação ou diminuição da humidade do ar; - Emprego de inibidores. c) Métodos que se fundamentam na modificação do processo: - Proteção catódica com ânodos de sacrifício; - Proteção catódica com tensões elétricas impostas. d) Métodos baseados na modificação do metal: - Pelo aumento da pureza; - Pela adição de elementos-liga; - Pelo tratamento térmico.
Proteção catódica É o método de prevenir ou evitar a corrosão de um metal numa solução eletrolítica tomando-o cátodo. Isto é realizado forçando-se a corrente elétrica de corrosão espontânea a mudar de sentido através de uma corrente elétrica de proteção aplicada. Isto pode ser feito de duas maneiras:
a) Usando-se ânodos de sacrifício; b) Ou usando-se um gerador elétrico de corrente contínua.
Se a corrente de proteção aplicada for maior do que a corrente de corrosão na mesma área, torna-se termodinamicamente impossível ocorrer corrosão na peça. É o processo mais seguro contra a corrosão mas só se aplica para corrosão eletroquímica, exigindo-se, pois, contato da peça a ser protegida com o meio corrosivo. Aplica-se principalmente em tubulações e estruturas enterradas, cascos de navios, tanques de armazenamento de petróleo e derivados, equipamentos da indústria química e estruturas metálicas marítimas. São três os mecanismos que podem ocasionar a redução do processo corrosivo quando se aplica a proteção catódica:
1) O potencial do metal é diminuído a um valor tal que em todas as áreas do metal só ocorre um processo catódico que impede a corrosão;
2) o eletrólito, adjacente à superfície metálica, torna-se mais
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
8
básico, devido à redução dos iões de 2(OH)-. 3) a elevação de pH pode acarretar a precipitação de compostos insolúveis, como CaCO3, e Mg(OH)2, que podem depositar-se sobre o metal produzindo uma camada protetora.
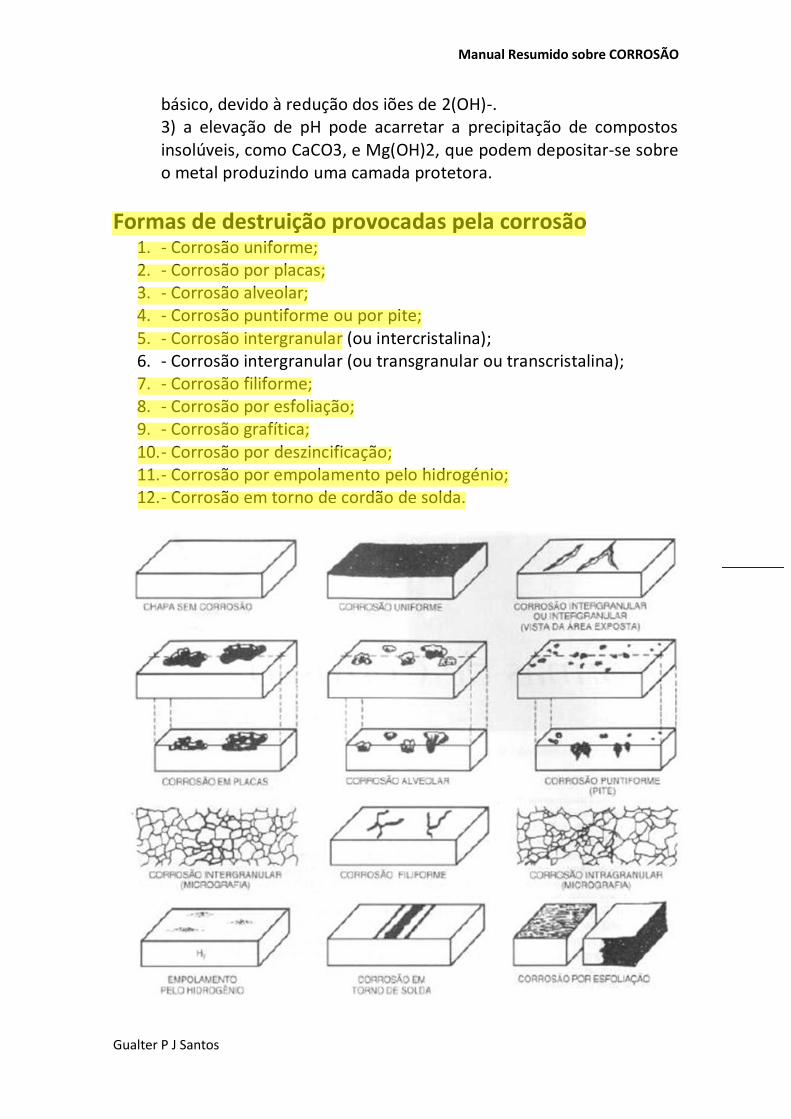
Formas de destruição provocadas pela corrosão 1. - Corrosão uniforme; 2. - Corrosão por placas; 3. - Corrosão alveolar; 4. - Corrosão puntiforme ou por pite; 5. - Corrosão intergranular (ou intercristalina); 6. - Corrosão intergranular (ou transgranular ou transcristalina); 7. - Corrosão filiforme; 8. - Corrosão por esfoliação; 9. - Corrosão grafítica; 10. - Corrosão por deszincificação; 11. - Corrosão por empolamento pelo hidrogénio; 12. - Corrosão em torno de cordão de solda.
etpsico
Realce
etpsico
Realce
gualter.santos
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
9
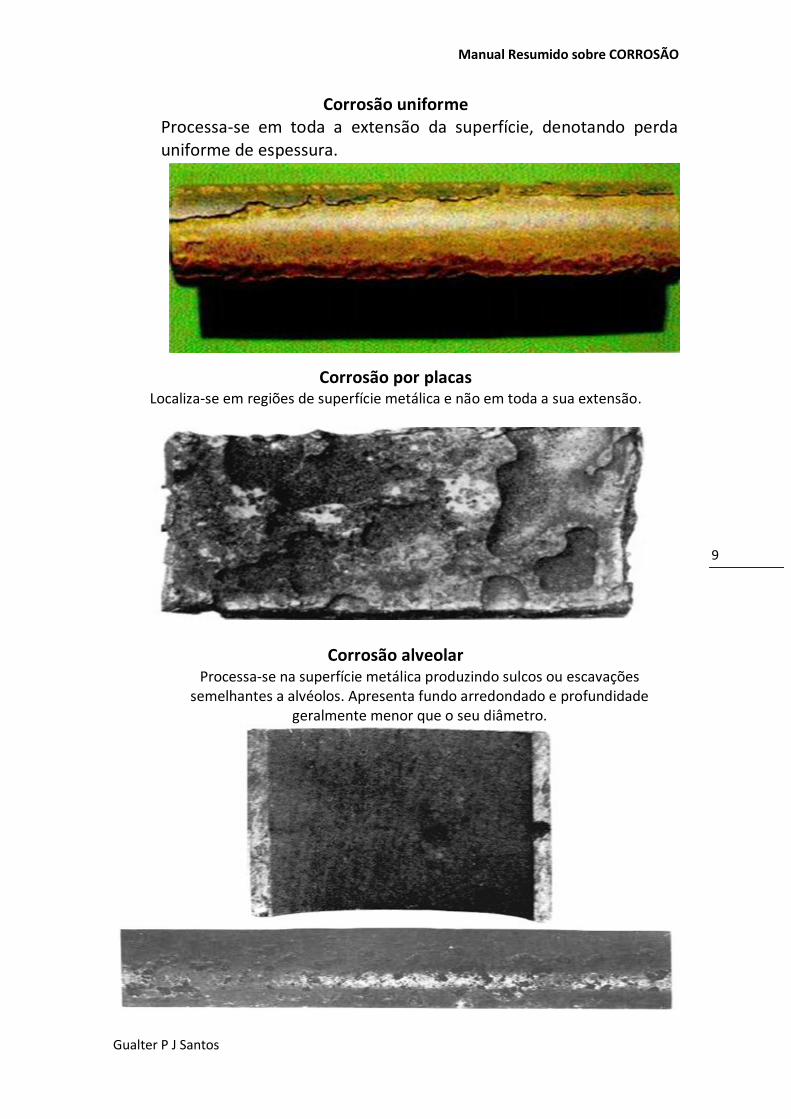
Corrosão uniforme Processa-se em toda a extensão da superfície, denotando perda uniforme de espessura.
Corrosão por placas Localiza-se em regiões de superfície metálica e não em toda a sua extensão.
Corrosão alveolar Processa-se na superfície metálica produzindo sulcos ou escavações
semelhantes a alvéolos. Apresenta fundo arredondado e profundidade geralmente menor que o seu diâmetro.
Manual Resumido sobre CORROSÃO
Gualter P J Santos
10
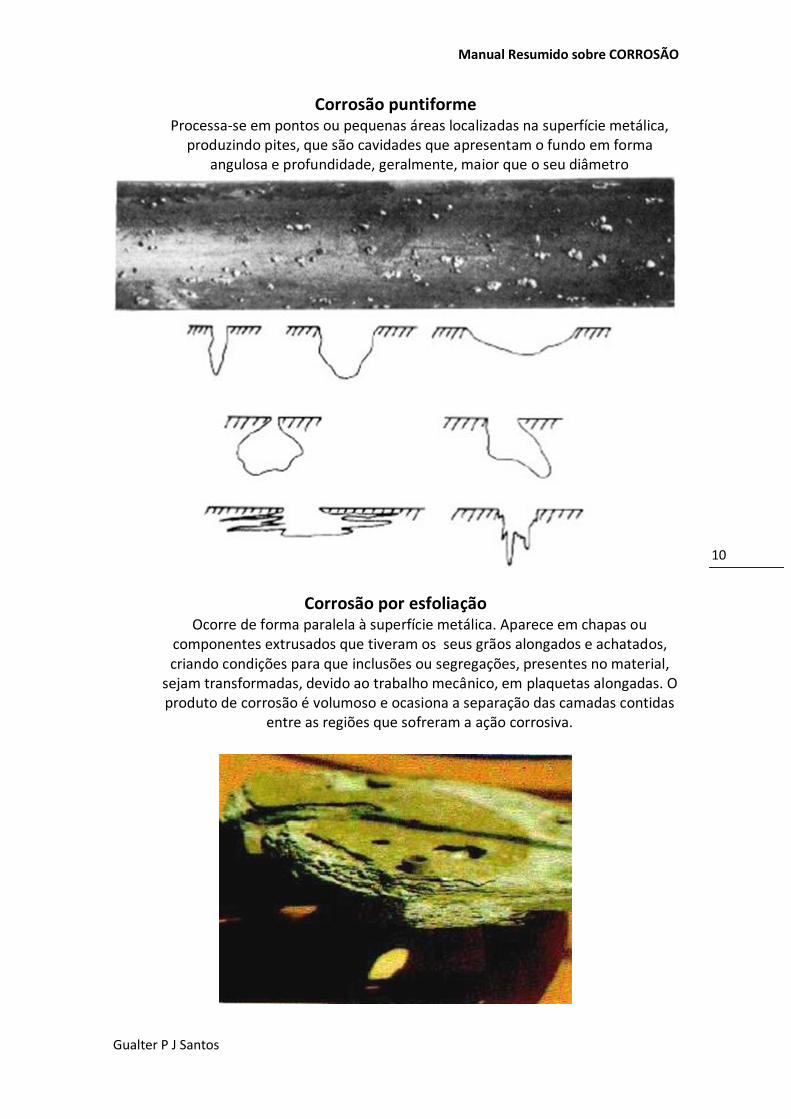
Corrosão puntiforme Processa-se em pontos ou pequenas áreas localizadas na superfície metálica,
produzindo pites, que são cavidades que apresentam o fundo em forma angulosa e profundidade, geralmente, maior que o seu diâmetro
Corrosão por esfoliação Ocorre de forma paralela à superfície metálica. Aparece em chapas ou
componentes extrusados que tiveram os seus grãos alongados e achatados, criando condições para que inclusões ou segregações, presentes no material,
sejam transformadas, devido ao trabalho mecânico, em plaquetas alongadas. O produto de corrosão é volumoso e ocasiona a separação das camadas contidas
entre as regiões que sofreram a ação corrosiva.
Manual Resumido sobre CORROSÃO
Gualter P J Santos
11
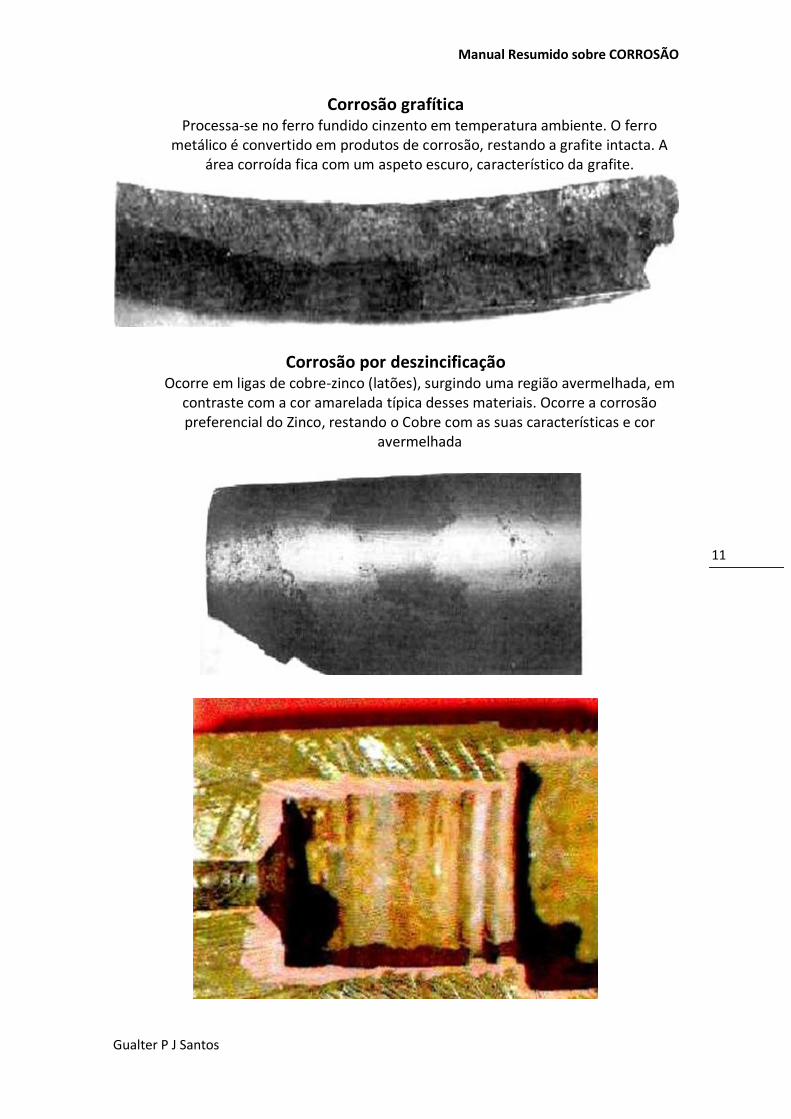
Corrosão grafítica Processa-se no ferro fundido cinzento em temperatura ambiente. O ferro
metálico é convertido em produtos de corrosão, restando a grafite intacta. A área corroída fica com um aspeto escuro, característico da grafite.
Corrosão por deszincificação Ocorre em ligas de cobre-zinco (latões), surgindo uma região avermelhada, em
contraste com a cor amarelada típica desses materiais. Ocorre a corrosão preferencial do Zinco, restando o Cobre com as suas características e cor
avermelhada
Manual Resumido sobre CORROSÃO
Gualter P J Santos
12
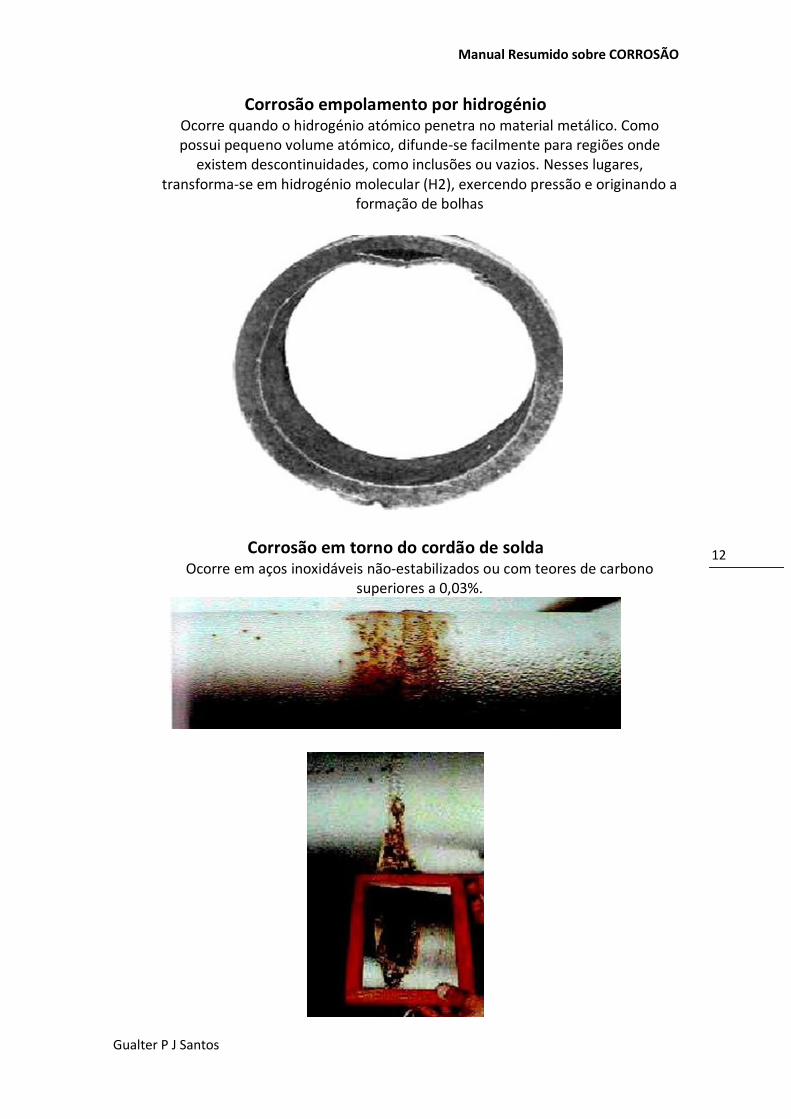
Corrosão empolamento por hidrogénio Ocorre quando o hidrogénio atómico penetra no material metálico. Como possui pequeno volume atómico, difunde-se facilmente para regiões onde
existem descontinuidades, como inclusões ou vazios. Nesses lugares, transforma-se em hidrogénio molecular (H2), exercendo pressão e originando a
formação de bolhas
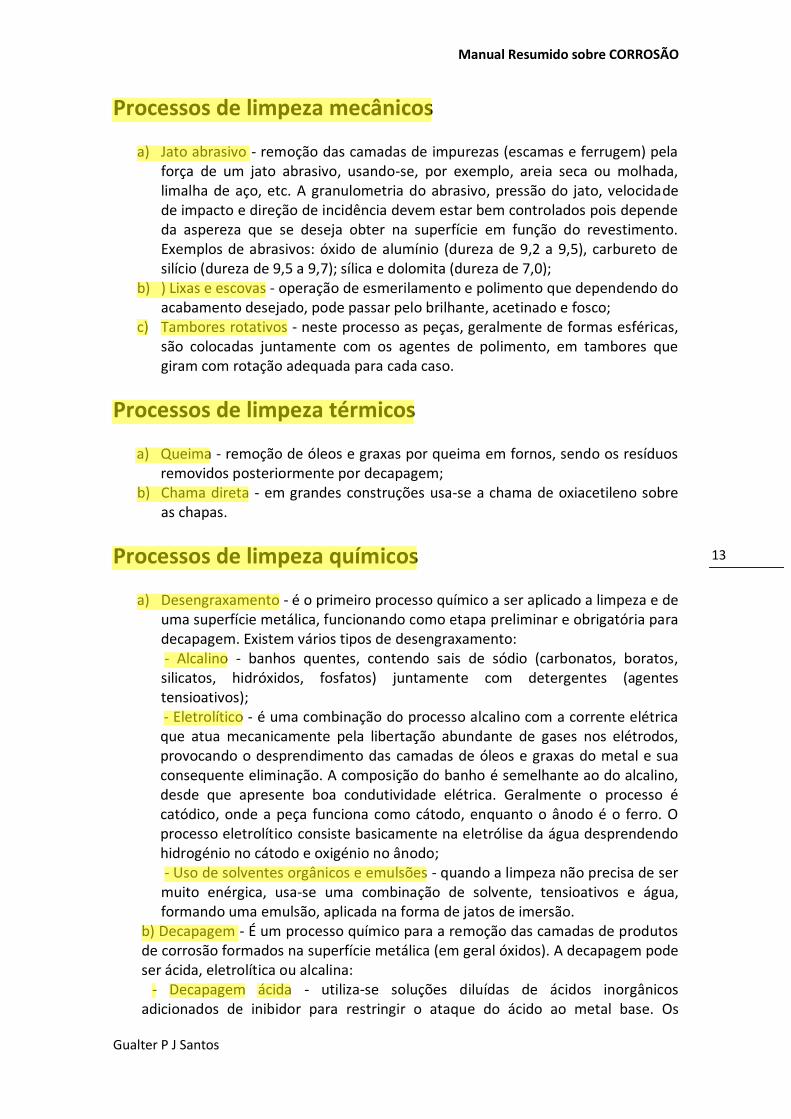
Corrosão em torno do cordão de solda Ocorre em aços inoxidáveis não-estabilizados ou com teores de carbono
superiores a 0,03%.
Manual Resumido sobre CORROSÃO
Gualter P J Santos
13
Processos de limpeza mecânicos
a) Jato abrasivo - remoção das camadas de impurezas (escamas e ferrugem) pela força de um jato abrasivo, usando-se, por exemplo, areia seca ou molhada, limalha de aço, etc. A granulometria do abrasivo, pressão do jato, velocidade de impacto e direção de incidência devem estar bem controlados pois depende da aspereza que se deseja obter na superfície em função do revestimento. Exemplos de abrasivos: óxido de alumínio (dureza de 9,2 a 9,5), carbureto de silício (dureza de 9,5 a 9,7); sílica e dolomita (dureza de 7,0);
b) ) Lixas e escovas - operação de esmerilamento e polimento que dependendo do acabamento desejado, pode passar pelo brilhante, acetinado e fosco;
c) Tambores rotativos - neste processo as peças, geralmente de formas esféricas, são colocadas juntamente com os agentes de polimento, em tambores que giram com rotação adequada para cada caso.
Processos de limpeza térmicos
a) Queima - remoção de óleos e graxas por queima em fornos, sendo os resíduos removidos posteriormente por decapagem;
b) Chama direta - em grandes construções usa-se a chama de oxiacetileno sobre as chapas.
Processos de limpeza químicos
a) Desengraxamento - é o primeiro processo químico a ser aplicado a limpeza e de uma superfície metálica, funcionando como etapa preliminar e obrigatória para decapagem. Existem vários tipos de desengraxamento: - Alcalino - banhos quentes, contendo sais de sódio (carbonatos, boratos, silicatos, hidróxidos, fosfatos) juntamente com detergentes (agentes tensioativos); - Eletrolítico - é uma combinação do processo alcalino com a corrente elétrica que atua mecanicamente pela libertação abundante de gases nos elétrodos, provocando o desprendimento das camadas de óleos e graxas do metal e sua consequente eliminação. A composição do banho é semelhante ao do alcalino, desde que apresente boa condutividade elétrica. Geralmente o processo é catódico, onde a peça funciona como cátodo, enquanto o ânodo é o ferro. O processo eletrolítico consiste basicamente na eletrólise da água desprendendo hidrogénio no cátodo e oxigénio no ânodo; - Uso de solventes orgânicos e emulsões - quando a limpeza não precisa de ser muito enérgica, usa-se uma combinação de solvente, tensioativos e água, formando uma emulsão, aplicada na forma de jatos de imersão.
b) Decapagem - É um processo químico para a remoção das camadas de produtos de corrosão formados na superfície metálica (em geral óxidos). A decapagem pode ser ácida, eletrolítica ou alcalina: - Decapagem ácida - utiliza-se soluções diluídas de ácidos inorgânicos adicionados de inibidor para restringir o ataque do ácido ao metal base. Os
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
14
principais ácidos utilizados são: sulfúrico, clorídrico, nítrico e fosfórico. As concentrações variam de 5 a 25% e a temperatura até 80ºC, dependendo do caso. O mecanismo da decapagem depende da concentração de iões H+ na solução, pois é a principal característica do ataque, seja na dissolução dos óxidos, seja na corrosão do metal; - Decapagem eletrolítica - o uso da corrente elétrica pode aumentar a velocidade de decapagem. Neste processo, o oxigénio ou hidrogénio desenvolvidos pela eletrólise ajudam mecanicamente a remoção da camada de óxido. Ao mesmo tempo o ião metálico da solução decapante (o qual deve ser mais eletropositivo do que o metal da superfície metálica) atua quimicamente na remoção deste óxido. O hidrogénio produzido na decapagem não afeta a superfície do metal, pois o tempo de decapagem é muito curto e o H2 desprende-se na forma gasosa; - Decapagem alcalina - utiliza soluções diluídas de bases fortes, como: NaOH e KOH. As bases em presença de ácidos orgânicos formam quelatos na saponificação que efetivamente atuam na decapagem. A decapagem alcalina tem a vantagem de atuar mais brandamente e também atua como desengraxante.
Revestimentos com produtos da própria corrosão Anodização - Utiliza métodos químicos ou eletroquímicos para aumentar a espessura
de partículas naturais que se formam sobre determinados metais. Os revestimentos anodizados são obtidos sobre o alumínio, o magnésio e as suas ligas. A anodização, que é a oxidação anódica, é um método para produção de uma camada pura de óxido artificial protetor, cuja espessura pode ser controlada à vontade. Esta camada proporciona: - Aspeto da camada de óxido - transparente, mantendo o aspeto inicial do metal. - Porosidade da camada de óxido - o carácter poroso dá à camada um poder absorvente que se toma interessante para a decoração quando nos poros ficam retidos os pigmentos ou corantes aplicados; - Aumento da dureza do metal - por exemplo, o óxido de alumínio tem uma dureza maior que o próprio alumínio; - Valor protetor da camada - é assegurado pelo tratamento posterior de hidratação do óxido, tornando-o hidróxido na parte externa da camada. O hidróxido é mais volumoso que o óxido e veda os poros completamente, sem alterar o aspeto do óxido.
Cromatização – ou Cromagem é um processo no qual o revestimento obtido é produzido em solução contendo cromatos ou ácido crómico. Este revestimento pode ser aplicado sobre o material ou sobre a camada de óxido. Os cromatos são usados para revestir vários metais não ferrosos, como Zn, Al, Cd, Mg e também aplicados sobre peças revestidas por óxidos anodizados ou fosfatados.
Fosfatação – ou Fosfatização é um processo em que a peça é limpa e mergulhada numa cuba eletrolítica contendo uma solução de ácido fosfórico e de fosfatos de Zn, Mg e Ca e contendo, ainda, agentes aceleradores de
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
15
reação (nitritos e nitratos, cloratos sais de Cu e Ni). A camada formada é constituída de fosfatos cristalinos finamente aderentes à superfície do metal.
Revestimentos metálicos Quase todos os metais podem ser aplicados como revestimento sobre peças metálicas. Os revestimentos metálicos formam camadas protetoras de óxidos, hidróxidos, etc., quando reagem com o meio corrosivo. Assim impedem a continuação do ataque à superfície da peça. Os metais usados nos revestimentos apresentam valores elevados de sobrevoltagem, impedindo desta maneira a continuidade do ataque. Também podem apresentar um comportamento anódico ou catódico em relação ao metal base: Revestimentos anódicos: Exemplos: Al, Zn e Cd são anódicos em relação ao aço pois os seus potenciais são maiores do que o metal base. Se houver qualquer porosidade, descontinuidade ou falha no revestimento, este promoverá uma proteção catódica, como uma espécie de ânodo de sacrifício. Por exemplo, numa chapa galvanizada (aço recoberto com zinco) uma falha no revestimento criará uma célula galvânica entre o Zn e o Fe exposto. Nesta célula, o Zn é o ânodo e o Fe é o cátodo. Assim, não ocorrerá ataque ao Fe até que o Zn nas vizinhanças da falha seja consumido; Revestimentos catódicos: É a aplicação de metais mais nobres que o metal base - protegem o metal pela formação de uma camada contínua e não porosa, isolando-o do meio corrosivo. Esta camada é imune ao ataque pelo meio corrosivo. Qualquer porosidade ou rutura desta camada provocará o surgimento de uma célula galvânica onde o metal base é o ânodo e sofrerá uma corrosão localizada. Portanto, no revestimento catódico deve-se ter cuidado para não deixar falhas no mesmo.
Revestimentos orgânicos Enquadram-se nestes tipos de revestimentos: tintas, vernizes, resinas, esmaltes, etc. As tintas representam aproximadamente 80% da proteção anticorrosiva utilizada. As tintas podem ter composição pigmentada, pastosa ou líquida, que aplicadas em finas camadas sobre uma superfície formam uma película sólida e aderente. Os constituintes básicos dos revestimentos orgânicos são: Veículo ou agregante - é a mistura de um ligante com solvente. O ligante é um líquido não volátil (resinas naturais ou sintéticas, óleos secantes, polímeros ou misturas destes) que irão constituir a parte sólida do veículo e cuja finalidade essencial é a formação da película. Porém, agrega, também, os pigmentos e aditivos que por ventura sejam adicionados. Pigmentos – são partículas de pequenas dimensões, orgânicas ou inorgânicas, insolúveis no veículo. A sua função é a de promover a cobertura da superfície juntamente com o ligante dando cor e as características anticorrosivas desejadas. Os
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
vitor
Realce
Manual Resumido sobre CORROSÃO
Gualter P J Santos
16
pigmentos orgânicos possuem enorme poder corante. São usados em combinação com pigmentos inorgânicos; Solventes industriais – O solvente ou afinador é um líquido volátil cuja finalidade essencial é conferir plasticidade e viscosidade ideais ao veículo agregante. Após a aplicação deste veículo sobre uma superfície, o solvente evapora-se restando apenas o ligante formando uma película protetora. Podem ser: a) hidrocarbonetos: - alifáticos: aguarrás, naftas leves e pesas, varsol, etc. - aromáticos: tolueno, xilenos, naftas aromáticas, etc.
b) Polares oxigenados: - álcoois: etanol, butanol, isopropanol;
- cetonas: dimetil cetona, metil etil cetona, metil isobutil cetona; - ésteres: acetato de etjla, acetato de butila;
- éteres: etileno-mono etil éter e etileno-mono butil éter. c) Terpenos: - terebentina; - aguarrás vegetal. d) Clorados: - tricloroetileno; - tetracloroetileno; - tetracloreto de carbono. Aditivos – Por exemplo, algumas cargas como talcos, cinzas, etc., tem a função espessadora e geralmente tornam o revestimento mais barato. Os aditivos secadores são agentes catalíticos que aceleram a secagem da película.
Processos de aplicação de revestimentos orgânicos a) Pincel, rolo, trincha; b) Pulverização com pistola; c) Imersão simples - a peça é mergulhada totalmente no tanque com tinta e retirada a seguir. O excesso é eliminado por escorrimento; d) Pistola eletrostática - a pistola é um dispositivo que eletriza a tinta pulverizada ao sair. A peça a ser revestida pode ser aterrada ou possuir carga elétrica contrária à da tinta; e) Pulverização a quente - a tinta é aquecida em torno de 70ºC e aplicada por pistolas simples sobre a peça. O revestimento é espesso conferindo bom acabamento com economia de solvente; f) Imersão em leito fluidizado - a peça é pré-aquecida em torno de 65ºC e é imersa num leito fluidizado onde temos a névoa de tinta pulverizada pelo fluxo de ar; g) Imersão eletrostática (eletroforese) - a tinta é pulverizada e dispersa em água num tanque que contém elétrodos elétricos que fornecem à tinta carga elétrica positiva ou negativa. A peça a ser revestida recebe carga elétrica contrária e, então, é imersa no banho. A peça atrairá as gotículas de tinta de maneira uniforme em toda a sua superfície.
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce
etpsico
Realce