CRIAÇÃO DE UM DISPOSITIVO DE SEGURANÇA APLICADO...
13
CRIAÇÃO DE UM DISPOSITIVO DE SEGURANÇA APLICADO AO PROCESSO DE MANUTENÇÃO DE CAMINHÕES Arilson Zanlorenci De Freitas (UTFPR ) [email protected] Rodrigo Eduardo Catai (UTFPR ) [email protected] Janice Mello Mattos Habib Gregori (UTFPR ) [email protected] Adriano Mello Mattos Habib Gregori (UTFPR ) [email protected] Cezar Augusto Romano (UTFPR ) [email protected] Com o crescimento da frota de veículos, cada vez mais tem-se a necessidade de se realizar a manutenção dos mesmos. Manutenções muitas vezes simples, mas que envolvem situações que podem expor o trabalhador ao risco de morte. Este artigo tevve como objetivo elaborar um dispositivo de segurança capaz de impedir com que o caminhão se movimente enquanto o funcionário executa a manutenção do mesmo com o motor ligado, muitas vezes até deitado embaixo do caminhão. Para tanto fez-se o acompanhamento da forma que se fazia a manutenção nos mesmos e desenvolveu-se um novo sistema de segurança, para prender nos pneus do caminhão, capaz de segurar o mesmo e impedir que o mesmo se movimente durante a manutenção e atropele o trabalhador. Conclui-se que o dispositivo a princípio funcionou e foi bem eficiente na contenção de acidentes , pois todos os mecânicos de manutenção passaram a usá-lo. Palavras-chaves: Segurança. Caminhões. Acidentes. XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
Transcript of CRIAÇÃO DE UM DISPOSITIVO DE SEGURANÇA APLICADO...

CRIAÇÃO DE UM DISPOSITIVO DE
SEGURANÇA APLICADO AO
PROCESSO DE MANUTENÇÃO DE
CAMINHÕES
Arilson Zanlorenci De Freitas (UTFPR )
Rodrigo Eduardo Catai (UTFPR )
Janice Mello Mattos Habib Gregori (UTFPR )
Adriano Mello Mattos Habib Gregori (UTFPR )
Cezar Augusto Romano (UTFPR )
Com o crescimento da frota de veículos, cada vez mais tem-se a
necessidade de se realizar a manutenção dos mesmos. Manutenções
muitas vezes simples, mas que envolvem situações que podem expor o
trabalhador ao risco de morte. Este artigo tevve como objetivo
elaborar um dispositivo de segurança capaz de impedir com que o
caminhão se movimente enquanto o funcionário executa a manutenção
do mesmo com o motor ligado, muitas vezes até deitado embaixo do
caminhão. Para tanto fez-se o acompanhamento da forma que se fazia
a manutenção nos mesmos e desenvolveu-se um novo sistema de
segurança, para prender nos pneus do caminhão, capaz de segurar o
mesmo e impedir que o mesmo se movimente durante a manutenção e
atropele o trabalhador. Conclui-se que o dispositivo a princípio
funcionou e foi bem eficiente na contenção de acidentes , pois todos os
mecânicos de manutenção passaram a usá-lo.
Palavras-chaves: Segurança. Caminhões. Acidentes.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
Nas últimas décadas foi possível perceber o crescente desenvolvimento industrial brasileiro,
contudo a preocupação com a saúde e segurança do trabalhador não acompanhou o mesmo
ritmo, especialmente em relação à prevenção de acidentes. Tal descuido resulta em altos
índices de acidentes, com prejuízos não só para os trabalhadores, mas para a comunidade e
para as empresas. Para que ocorra a reversão deste quadro negativo, faz-se necessário educar,
ou seja, disseminar informações sobre a prevenção de acidentes e doenças do trabalho dentro
das empresas, através de treinamentos e campanhas, instaurando a consciência sobre a
importância da saúde e segurança no trabalho tanto para os trabalhadores como para a
empresa (SESI, 2005; DINÃO, 2012).
Segundo a Organização Internacional do Trabalho (OIT), mais de dois milhões de
trabalhadores morrem por ano no Brasil. Encontra-se no Anuário Estatístico da Previdência
Social de 2010, que os acidentes de trabalho geram um custo anual próximo de R$ 57 bilhões,
e dentre os milhares de acidentes registrados, ao menos 2 mil são fatais e ainda levando ao
afastamento mais de 14 mil por incapacidade permanente (DINÃO, 2012).
Cuidar da saúde e segurança dos trabalhadores, assegura qualidade de vida no trabalho,
gerando produtividade, comprometimento e consequente preservação do patrimônio
produtivo, além evitar as penalidades legais impostas às empresas pelo descumprimento desta
obrigação (FANTAZZINI, 2009).
A abordagem da segurança e saúde no trabalho para as empresas deve ser estratégica, uma
vez que os colaboradores têm sido vistos cada vez mais como um ativo, essenciais a
competitividade. Investir em melhorias das condições de trabalho, diminuindo as influências
nocivas física e mentalmente dos trabalhadores, proporciona o avanço contínuo dos métodos
de gestão da produção, ao mesmo tempo em que previne a ocorrência de acidentes. Os
acidentes de trabalho representam o maior agravo à saúde do trabalhador brasileiro, entretanto
esses eventos podem ser evitados, já que são previsíveis, sujeitos a antecipação e prevenção
(SESI, 2008).

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
A necessidade de implantação efetiva da gestão voltada à saúde e segurança no trabalho é
unânime e aplicável a todas as organizações, porém cada empresa possui particularidades que
devem ser consideradas, sendo indispensável adotar estratégias adequadas para a
identificação, planejamento, controle e avaliação e aprimoramento das ações do setor de
Segurança e Saúde no Trabalho (SST) e direção da empresa. Independentemente do tamanho
da organização, a redução dos agravos à saúde, por meio de um efetivo gerenciamento dos
riscos da empresa, requer o compromisso com mudanças, a ação de repensar, melhorar e
colocar em prática o sistema de gestão, visando à prevenção de acidentes, garantindo bem
estar e dignidade no trabalho (SESI, 2008).
Adequar as condições de trabalho e oferecer qualidade de vida à população trabalhadora, cabe
aos profissionais de segurança e saúde do trabalho, quer em ambientes industriais ou
administrativos, empresariais ou governamentais, para tal estes profissionais devem estar
conscientes, capacitados e habilitados (SESI, 2008).
Assim como outros segmentos produtivos, as empresas de transporte encontram-se em
diferentes estágios de evolução com relação às condições de suas frotas, possuindo desde
caminhões modernos, computadorizados até os mais simples, ruidosos e desprovidos de
sistemas de proteção.
Considerando a frequência com que ocorre a manutenção de caminhões em funcionamento,
ao menos três vezes por semana, tão somente na empresa objeto de estudo que possui uma
pequena frota de vinte e seis caminhões; bem como a gravidade de um potencial acidente nas
atividades de manutenção em que o funcionário esteja sob o caminhão, e a ocorrência de um
acidente em outra empresa, motivaram o estudo e desenvolvimento de dispositivo para
mitigação do risco. Desta forma o objetivo deste trabalho é avaliar a eficiência de Dispositivo
de Bloqueio para Segurança (DBS), desenvolvido e empregado em atividades de manutenção
de caminhões, com o motor em funcionamento, visando a mitigação de risco de acidentes
geradores de lesões típicas incapacitantes, aos quais os trabalhadores estão expostos nesta
atividade, podendo ainda levar ao desmembramento ou em situações extremas, chegando ao
óbito.
2. Revisão Bibliográfica
2.1. Saúde e Segurança
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
Um ambiente de trabalho insalubre, ou com condições inadequadas, além de potencializar
acidentes comuns de trabalho, leva ao surgimento de doenças profissionais que reduzem ou
causam perda da capacidade laborativa, como as tecnopatias e as doenças ocupacionais,
ocasionando afastamento do trabalhador por incapacidade temporária ou permanente
(FANTAZZINI, 2009).
Sob essa ótica, de acordo com a Norma Regulamentadora (NR) 09 Programa de Prevenção de
Riscos Ambientais (PPRA), do Ministério do Trabalho e Emprego (MTE), destaca-se a
efetividade da área de saúde e segurança na prevenção, por meio da antecipação das possíveis
situações de risco e proposição de soluções para evitar a ocorrência do dano (BRASIL, 2011).
Este processo de antecipação desenvolvido em saúde e segurança envolve o estudo de vários
fatores, desde o comportamento humano durante as atividades até uma possível falha em uma
máquina/caminhão que possa afetar o trabalhador (PETROBRAS, 2004).
O setor de saúde e segurança no trabalho tem em seu escopo a avaliação através da
antecipação, o planejamento de possíveis medidas de controle, a implantação das medidas de
controle viáveis, a fiscalização referente ao cumprimento das normas estabelecidas e em caso
de acidentes ou incidentes, a constante verificação e a realização do estudo do caso, visando o
levantamento das causas do evento evitando futuras falhas semelhantes (PETROBRAS,
2004).
2.2. Perigos e Riscos
Os perigos podem ser definidos como situações geradoras de acidentes que devem ser
reconhecidas dentro da empresa, monitoradas e trabalhadas com o propósito de eliminá-los ou
minimizá-los, tornando-se aceitáveis e controláveis. Desta forma o perigo permanece no local
de trabalho, porém o risco ficou menor, controlável e aceitável (OHSAS, 2007).
Os riscos definem-se pela associação de probabilidade de ocorrência de um evento perigoso
ou exposição a este com a gravidade da lesão ou doença ocasionados pelo evento ou
exposição. O risco quando não adequadamente controlado e aliado a outros fatores adversos
constitui-se um perigo (OHSAS, 2007).
3 Metodologia
Para realizar a manutenção de caminhões, na empresa utiliza-se um barracão construído em
estrutura metálica e alvenaria, com 720 m². Dispõe de ferramentas manuais, elétricas,

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
pneumáticas, macacos hidráulicos, guinchos, com apoio de carrinho de solo, que auxilia na
entrada debaixo dos caminhões.
3.1. Sistemática adotada
Para a realização deste estudo, foi adotada a sistemática do PDCA (sigla que consiste das
iniciais dos nomes em inglês de cada uma das quatro etapas), sendo a primeira das quatro
etapas sequenciais o Planejamento (em inglês Plan), a segunda Fazer (em inglês Do), terceira
Verificar (em inglês Check) e a quarta Agir (em inglês Act) (MOEN&NORMAN,2006). Por
se tratar de uma abordagem internacionalmente reconhecida e consolidada por várias décadas,
sendo facilmente compreendida pelas partes envolvidas, foi eleita para o estudo e
desenvolvimento de um Dispositivo de Bloqueio para garantir a Segurança (DBS) para
manutenção de caminhões, sendo objetos desse estudo veículos basculantes com tração tipo
6x4 em uma empresa de Transporte, na Cidade de São Mateus do Sul, Paraná.
Ao aplicar essa rotina, alguns cuidados devem ser tomados, pois o PDCA é um ciclo e,
portanto, deve ser observado continuamente. Para que funcione de maneira eficaz, todas as
fases devem acontecer. A supressão de uma fase causa prejuízos ao processo como um todo.
Ao implementar o Ciclo PDCA, portanto, evita-se: Fazer sem planejar; Definir as metas e não
definir os métodos para atingi-las; Definir metas sem ter pessoas treinadas para executá-las;
Fazer e não checar; Planejar, fazer, checar e não agir corretivamente quando necessário e
Parar após um ciclo. Quando implementado corretamente, é perceptível o ciclo de melhoria
contínua nos estabelecimentos (ELAINA, 2011).
Cabe ressaltar que o PDCA, além de consolidado por diversos profissionais é corriqueiro em
normas de sistematização de qualidade, meio ambiente e saúde e segurança do trabalho,
dentre elas a OHSAS 18.001, sendo portanto essa abordagem consonante com os preceitos
dessa organização que é certificada na referida norma.
3.2. Aplicação do PDCA
A fim de apresentar parte das etapas de avaliação do problema e propostas para resolvê-lo
bem como as medidas de controle e retroação necessárias em relação ao DBS, foram
sintetizadas a seguir algumas das etapas mais importantes discutidas e elencadas nas reuniões
técnicas. Sendo agrupadas nas quatro etapas do Ciclo do PDCA para melhor compreensão.
Ressalva-se ainda que a resolução do problema não se deu com apenas uma rodada no Ciclo.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
Etapa 1: PLANEJAR – atividades visando a eliminação do risco
De acordo com a metodologia foram planejadas algumas ações, a seguir:
a) Solicitado ao contratante a investigação do acidente ocorrido.
b) Estudar a análise do acidente, observar os pontos abordados pela equipe de
investigação de acidente.
c) Programar Diálogo Diário de Qualidade Saúde Meio Ambiente e Segurança
(DDQSMS) para os colaboradores da empresa na divulgação do ocorrido.
d) Efetuar uma reconstituição de cena e de fatos que precederam a ocorrência (simulação
realizada no local e com caminhões similares), com a equipe de manutenção visando a
investigação de acidente.
e) Reunião com a equipe de manutenção para otimizar sugestões para eliminar o risco.
f) Análise das sugestões dos colaboradores para eliminar o risco.
g) Apresentar à gerência as sugestões, das partes envolvidas, assim como solicitar
recursos para a implantação do dispositivo de segurança elaborado em projeto em
atendimento às necessidades levantadas anteriormente.
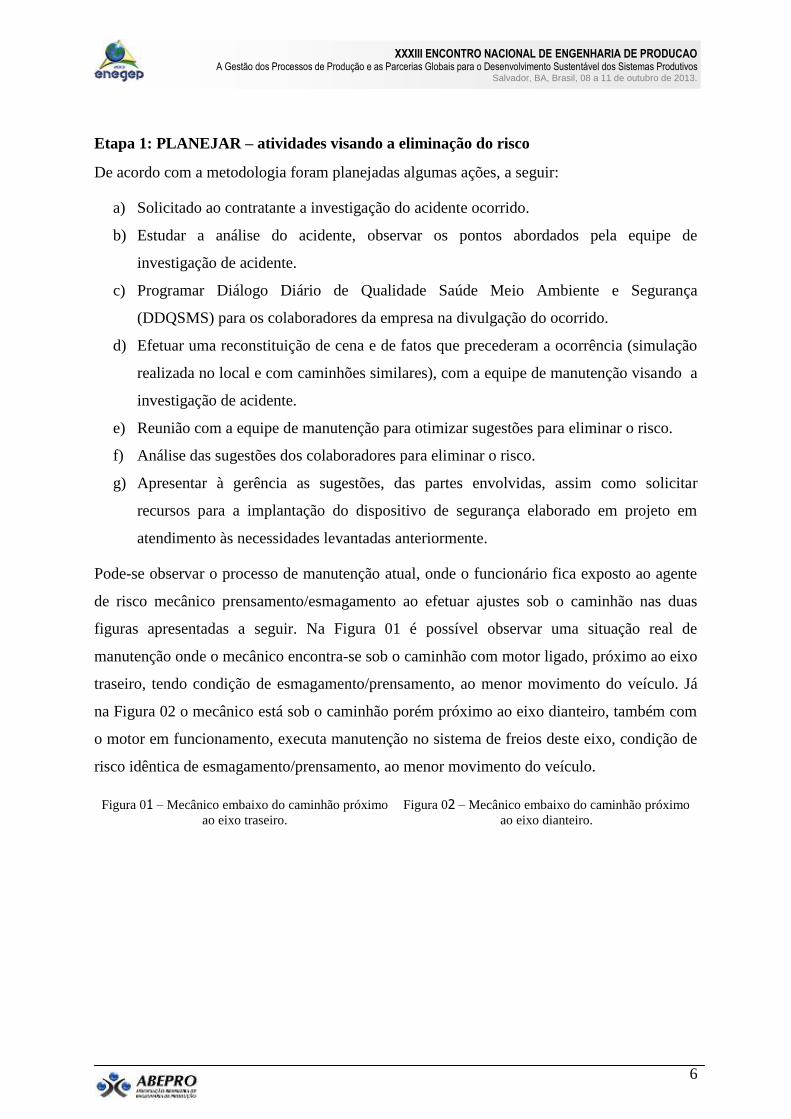
Pode-se observar o processo de manutenção atual, onde o funcionário fica exposto ao agente
de risco mecânico prensamento/esmagamento ao efetuar ajustes sob o caminhão nas duas
figuras apresentadas a seguir. Na Figura 01 é possível observar uma situação real de
manutenção onde o mecânico encontra-se sob o caminhão com motor ligado, próximo ao eixo
traseiro, tendo condição de esmagamento/prensamento, ao menor movimento do veículo. Já
na Figura 02 o mecânico está sob o caminhão porém próximo ao eixo dianteiro, também com
o motor em funcionamento, executa manutenção no sistema de freios deste eixo, condição de
risco idêntica de esmagamento/prensamento, ao menor movimento do veículo.
Figura 01 – Mecânico embaixo do caminhão próximo
ao eixo traseiro.
Figura 02 – Mecânico embaixo do caminhão próximo
ao eixo dianteiro.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Fonte: Autores, 2011.
Fonte: Autores, 2011.
Etapa 2: FAZER – desenvolvimento das ações planejadas
Sequencialmente estão listadas as etapas que relacionadas ao item FAZER:
a) A empresa recebeu do contratante a investigação/descrição de um acidente envolvendo
manutenção de caminhão;
b) Realizada reunião com os colaboradores do setor de manutenção de caminhões sendo
apresentada a investigação de acidente para discussão;
c) Realizado o Diálogo Diário de Qualidade Segurança Meio Ambiente e Saúde
(DDQSMS) com a equipe de manutenção da empresa divulgando o acidente ocorrido;
d) Reconstituição do acidente, evidenciando as falhas que contribuíram para a sua
ocorrência;
e) Após a realização do simulado, efetuou-se uma reunião com os funcionários
envolvidos no processo, para discutir a segurança em manutenção;
f) Constatou-se que a empresa já tem o controle do perigo que levou ao acidente;
g) Percebida a existência de um perigo no processo de manutenção onde inexistem
mecanismos de controle do risco;
h) Tal perigo refere-se ao risco de prensamento/esmagamento, no ato da manutenção,
quando o colaborador encontra-se sob o caminhão em funcionamento;
i) Apresentadas à gerência as sugestões de controle do perigo observado, levantadas pela
equipe da manutenção em conjunto com o setor de segurança e
j) Solicitação à gerência da empresa recursos para implantação de mecanismos
garantindo a segurança nas manutenções.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
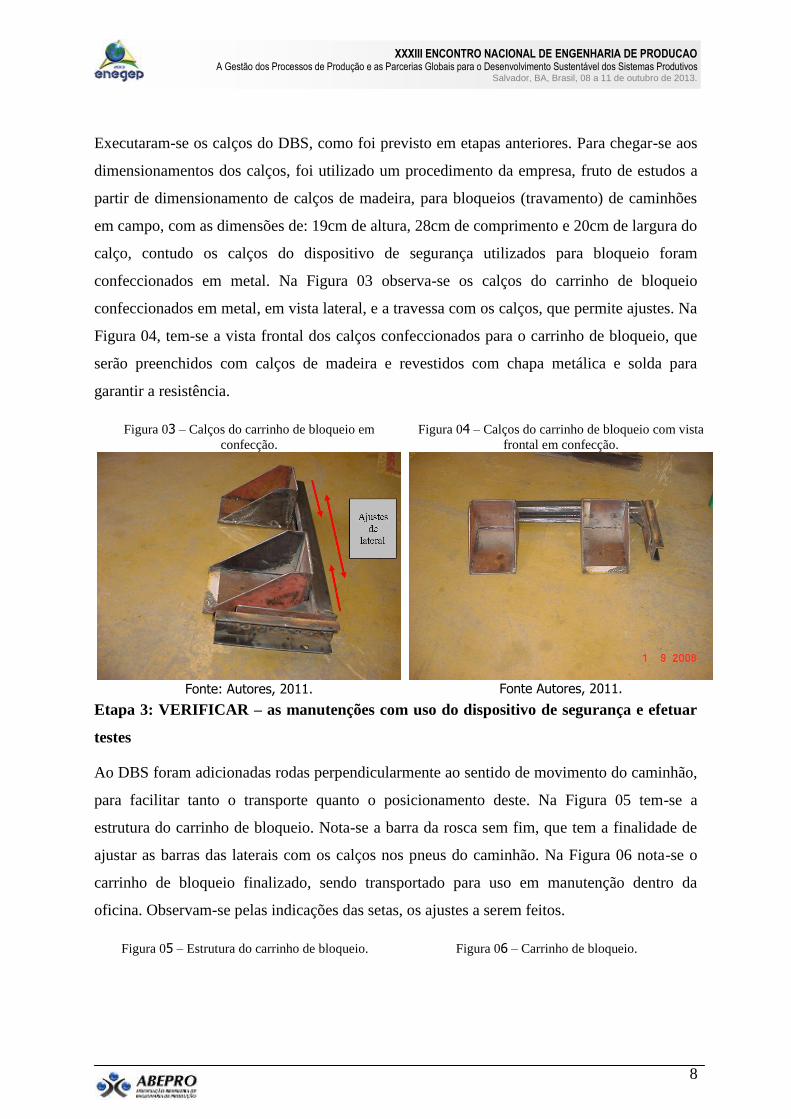
Executaram-se os calços do DBS, como foi previsto em etapas anteriores. Para chegar-se aos
dimensionamentos dos calços, foi utilizado um procedimento da empresa, fruto de estudos a
partir de dimensionamento de calços de madeira, para bloqueios (travamento) de caminhões
em campo, com as dimensões de: 19cm de altura, 28cm de comprimento e 20cm de largura do
calço, contudo os calços do dispositivo de segurança utilizados para bloqueio foram
confeccionados em metal. Na Figura 03 observa-se os calços do carrinho de bloqueio
confeccionados em metal, em vista lateral, e a travessa com os calços, que permite ajustes. Na
Figura 04, tem-se a vista frontal dos calços confeccionados para o carrinho de bloqueio, que
serão preenchidos com calços de madeira e revestidos com chapa metálica e solda para
garantir a resistência.
Figura 03 – Calços do carrinho de bloqueio em
confecção.
Fonte: Autores, 2011.
Figura 04 – Calços do carrinho de bloqueio com vista
frontal em confecção.
Fonte Autores, 2011.
Etapa 3: VERIFICAR – as manutenções com uso do dispositivo de segurança e efetuar
testes
Ao DBS foram adicionadas rodas perpendicularmente ao sentido de movimento do caminhão,
para facilitar tanto o transporte quanto o posicionamento deste. Na Figura 05 tem-se a
estrutura do carrinho de bloqueio. Nota-se a barra da rosca sem fim, que tem a finalidade de
ajustar as barras das laterais com os calços nos pneus do caminhão. Na Figura 06 nota-se o
carrinho de bloqueio finalizado, sendo transportado para uso em manutenção dentro da
oficina. Observam-se pelas indicações das setas, os ajustes a serem feitos.
Figura 05 – Estrutura do carrinho de bloqueio. Figura 06 – Carrinho de bloqueio.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
Fonte: Autores, 2011
Fonte: Autores, 2011.
Acompanhou-se a manutenção de caminhões durante três meses, totalizando setenta e uma
intervenções de rotina utilizando o DBS. Durante as realizações das atividades de
manutenções com o uso deste dispositivo, buscou-se verificar se os objetivos propostos foram
alcançados e se o equipamento cumpria o papel a que se propunha. Foram realizados quatro
testes, com o DBS disposto sob o caminhão que possui um motor de 280cv:
a) No primeiro teste, com caminhão sem carga, o motorista posicionou a alavanca da
caixa de mudanças na posição “super reduzida”, o que fez com que a relação de
engrenagens transmitisse força máxima para árvore de transmissão, ocorrendo
aceleração de forma gradativa até alcançar a rotação de 1.200RPM, somente nesta
condição o caminhão transpassou o dispositivo de segurança.
b) O segundo teste, foi realizado nas mesmas condições do item (a) porém sem
aceleração do motor (na lenta), nesta situação o dispositivo não foi transpassado vindo
a desligar o motor do caminhão.
c) No terceiro teste, o caminhão com carga nominal, o motorista posicionou a alavanca
da caixa de mudanças na posição “super reduzida”, o que fez com que a relação de
engrenagens transmitisse força máxima para árvore de transmissão, e com aceleração
de forma gradativa até alcançar a rotação de 1.480 RPM, somente nesta condição o
caminhão transpassou o dispositivo de segurança.
d) O quarto teste, foi realizado nas mesmas condições do item (c) porém sem aceleração
do motor (na lenta), nesta situação o dispositivo não foi transpassado vindo a desligar
o motor do caminhão.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
Ratifica-se que nos testes são consideradas as piores situações em que podem ocorrer
acidentes durante o desenvolvimento do trabalho de manutenção em caminhões em
funcionamento.
Etapa 4: AGIR – manutenção dispositivo de segurança
O DBS mostrou-se adequado para o controle do perigo, nas situações de manutenção que
exijam maior garantia da integridade física do colaborador.
Atingiu os objetivos esperados em bloquear o caminhão em situações de emergências,
conforme descrito em testes no item VERIFICAR.
O mesmo ficou implantado em matriz de Liberação, Isolamento, Bloqueio, Raqueteamento e
Aviso (LIBRA) para executar manutenção em situações de manutenção específica.
Sendo o LIBRA, um procedimento que tem como finalidade bloquear energias envolvidas em
processos de manutenção visando garantir a segurança do trabalhador.
Cabe reiterar que vários ciclos foram necessários para chegar-se a uma solução que atendesse
aos propósitos pretendidos, de tal sorte que fosse exequível e de simples instalação e uso.
4. Resultados e Discussões
Através do estudo e aplicação do PDCA, chegou-se ao desenvolvimento de um dispositivo
para garantir a segurança dos empregados da manutenção DBS, denominado “carrinho de
bloqueio”.O carrinho foi desenvolvido de tal maneira que ao efetuar uma pequena inclinação
no cabo permita sua retirada do solo, facilitando seu transporte até o local determinado.
O uso do DBS ou carrinho de bloqueio, torna-se imprescindível para garantir a segurança do
funcionário, ao efetuar a manutenção sob o caminhão. Na Figura 07 observa-se o carrinho de
bloqueio sendo aplicado em um dos eixos traseiros do caminhão, onde o funcionário efetua o
deslocamento do carrinho até o eixo pretendido em uma situação real de manutenção sendo
desenvolvida na oficina. Na Figura 08 visualiza-se o carrinho de bloqueio sendo ajustado nos
pneus, sendo esta uma situação real de manutenção onde o empregado, utiliza-se de uma
ferramenta tipo cabo de força de catraca de ½ polegada, para efetuar ajustes acionando a rosca
sem fim, ajustando o dispositivo aos pneus e impedindo sua retirada sem o uso de chave. No
local de encaixe da chave existe tampa com cadeado de segurança.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Figura 07 – Carrinho de bloqueio sendo aplicado no
eixo.
Fonte: Autores, 2011.
Figura 08 – Carrinho de bloqueio sendo ajustado nos
pneus.
Fonte: Autores, 2011.
Depois de aplicado o sistema de bloqueio através do DBS ou carrinho de bloqueio, retira-se a
chave do cadeado de segurança, que vai ser colocada dentro de um cofre sob responsabilidade
de um funcionário denominado Responsável pelo Isolamento (RI), permitindo que a
manutenção efetue o trabalho com segurança garantindo a integridade física dos funcionários
da manutenção.
4.1 Análises gerais
Sabendo-se que é frequente a necessidade de manutenção em caminhões com o motor em
funcionamento, principalmente ao identificar o problema e verificar a eficácia dos ajustes e
demais operações realizadas pelos mecânicos nos veículos e que para o risco identificado não
foram encontrados dispositivos de segurança específicos, disponíveis no mercado, apesar
deste risco ser bastante recorrente em empresas deste segmento.
Diante desta situação a alternativa encontrada foi o desenvolvimento de um mecanismo
inovador para o controle do risco, que não dificultasse operacionalmente a atividade, fosse
facilmente implementado e propiciasse o nível de segurança adequado aos trabalhadores.
Cabe ressaltar que o risco identificado, quando observados os itens de frequência e
principalmente gravidade dos acidentes, apontavam um elevado perigo para todos os
envolvidos na atividade, havendo a necessidade de intervenção e melhorias nos processos
para assegurar mais segurança. Após ter sido idealizado e construído o DBS, carrinho de

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
bloqueio, foi incluído nos procedimentos operacionais de manutenção, tendo sido os
funcionários treinados para potencializar a eficácia do dispositivo.
Na Figura 09, tem-se uma situação real de manutenção, com o carrinho de bloqueio aplicado,
mesmo com o motor desligado, para garantir a segurança do funcionário sob o caminhão. Já
na Figura 10 observa-se o uso de calços de madeira em situações que impossibilitem o
transporte ou aplicação do carrinho de bloqueio.
Figura 09 – Mecânico realizando manutenção com
carrinho de bloqueio.
Fonte: Autores, 2011.
Figura 10 – Mecânico realizando manutenção no
sistema de freio em campo.
Fonte: Autores, 2011.
Nota-se nas figuras 9 e 10 que o trabalhador com o dispositivo criado pode exercer suas
atividades com muito mais segurança e tranquilidade, não correndo o risco de ser esmagado.
Ressalta-se que o equipamento de bloqueio desenvolvido foi incluído nos procedimentos
operacionais de manutenção, e os funcionários foram devidamente treinados para tanto,
resultando em bons resultados, seja na adaptabilidade dos funcionários envolvidos como na
eficiência e eficácia como dispositivo de segurança.
5. Conclusão
O fator principal para o desenvolvimento do dispositivo de segurança foi a ocorrência de um
acidente em outra empresa do mesmo segmento. Foi então realizada análise não apenas do
acidente mas também do sistema de manutenção vigente na empresa, onde situações de risco
até então desconhecidas pela direção foram relatadas pelos funcionários do setor da
manutenção.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
O dispositivo de bloqueio para segurança, DBS, atendeu às expectativas esperadas pelos
empregados e pelo setor de segurança da empresa. A manutenção convivia com um problema,
onde funcionários encontravam-se em exposição frequente ao risco de
esmagamento/prensamento em atividades de manutenção com caminhões em funcionamento.
Conclui-se ainda que é imprescindível criar um procedimento específico para intervenções
corretivas em campo quando não é possível deslocar o caminhão para oficina ou levar o
carrinho dispositivo de bloqueio até o caminhão.
REFERÊNCIAS
BRASIL. Ministério do Trabalho e Emprego. NR-09 – Programa de Prevenção de Riscos
Ambientais. Manual de Legislação Atlas. São Paulo: Atlas, 68ª Edição, 2011.
DINÃO, F. F., Segurança no trabalho para o bem de todos – Reportagem escrita por
Adriana Mugnaini – Revista Crea PR, n 74, p. 34-35,nov./dez. 2012.
ELAINA, J., Ciclo PDCA, 27 julho 2011. Disponível em:
<http://casaconsultoria.com.br/ciclo-pdca/>, Acesso em 04 abril 2013.
FANTAZZINI, M. L., Serviço Social da Indústria – Departamento Nacional Manual do
aluno: treinamento para membros da CIPA / Mário Luiz Fantazzini; Serviço Social da
Indústria. Departamento Nacional. 2. Ed., 1.reimp. Brasília: SESI/DN, 2009.
MOEN, R.; NORMAN, C., Evolution of the PDCA Cycle, 2006. Disponível em:
<http://kaizensite.com/learninglean/wp-content/uploads/2012/09/Evolution-of-PDCA.pdf>,
Acesso em 04 abril 2013
PETROBRAS, Manual Técnico – Projeto Corporativo de Qualificação em SMS para
Empregados de Empresas Prestadoras de Serviço, Petrobrás. 2004.
SESI, Serviço Social da Indústria. Departamento Nacional. Panorama em Segurança e
Saúde do Trabalho (SST) na indústria: Brasil e Estados de Pernambuco, Bahia,
Mato Grosso, Paraná, Santa Catarina e Rio Grande do Sul, nos setores selecionados,
2003 – Brasília: SESI/DN, 2008.
_______.CIPA; Sesi-PR, 2005.