
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL ANDRÉ LUÍS ... · Porque usar um AGV e não uma...
15
_____________________________________________________________________________________________________ Fatec Garça CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL ANDRÉ LUÍS AMARAL DA SILVA VINÍCIUS ALESSANDRO SANTANA AGV (Automatic Guided Vehicle) VEICULO GUIADO AUTOMÁTICAMENTE GARÇA 2014
Transcript of CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL ANDRÉ LUÍS ... · Porque usar um AGV e não uma...
_____________________________________________________________________________________________________
Fatec Garça
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
ANDRÉ LUÍS AMARAL DA SILVA
VINÍCIUS ALESSANDRO SANTANA
AGV (Automatic Guided Vehicle) VEICULO GUIADO AUTOMÁTICAMENTE
GARÇA
2014
_____________________________________________________________________________________________________
Fatec Garça
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
ANDRÉ LUÍS AMARAL DA SILVA
VINÍCIUS ALESSANDRO SANTANA
AGV (Automatic Guided Vehicle) VEICULO GUIADO AUTOMÁTICAMENTE
Artigo Científico apresentado a Faculdade de Tecnologia de Garça – FATEC, como requisito para a conclusão do curso de Tecnologia em Mecatrônica Industrial, examinado pela seguinte comissão de professores.
Data da aprovação: ___/___/___
___________________________
Prof. Ms. Idelberto de Genova Bugatti FATEC GARÇA
___________________________
Prof. FATEC GARÇA
___________________________
Prof. FATEC GARÇA
GARÇA 2014
3
AGV (Automatic Guided Vehicle) VEICULO GUIADO AUTOMÁTICAMENTE
André Luís Amaral da Silva1 [email protected]
Vinícius Alessandro Santana
Profº Ms. Idelberto de Genova Bugatti2 [email protected]
Abstract – Keywords: AVG (automatic guided vehicle)
O tema selecionado para o projeto de pesquisa visa a elaboração de um AVG
(automatic guided vehicle) veiculo guiado automáticamente e sua respectiva programação e
implementação, com foco principalmente no intuito de ajudar as empresas a se tornarem
competitivas com o uso de tecnologia de automação e segurança, e no custo-benefício de um
equipamento avançado e de baixo custo.
Muitas empresas, quando adquirem , máquinas, componentes de automação, dentre
outros, agregam bem mais que somente maquinário, elas tornam-se competitivas agregando
valor aos seus produtos baixando os custos de produção e aumentando o aporte de resposta
frente a grande vendagem de seus produtos, alcançando metas de produção elevada.
E a abordagem desse projeto é justamente projetar e implementar solução por meio
de um AVG de baixo custo precisão e repetibilidade, a partir de métodos da Mecatrônica,
envolvendo eletrônica e mecânica, basicamente.
O ápice desse projeto é o processamento de tal material a partir de um projeto
customizado de baixo custo e fácil implementação em chão de fábrica.
Palavras Chave: Implementação, dispositivo, manipulador.
1 INTRODUÇÃO
1 Alunos do Curso de Tecnologia em Mecatrônica Industrial – FATEC - Garça 2Docente da Faculdade de Tecnologia de Garça - FATEC
4
Os avanços da tecnologia mudaram profundamente os hábitos da sociedade e as
relações de trabalho. Os trabalhadores, quando não excluídos desse processo, precisam
estar sempre se reciclando para conseguir acompanhar o ritmo do mercado que, cada vez
mais, aumenta sua exigência.
Porque usar um AGV e não uma empilhadeira?
Os acidentes com empilhadeiras perfazem aproximadamente 1% dos acidentes
industriais, mas eles produzem danos terríveis em 10% das vítimas. As empilhadeiras causam
quase 10.000 ferimentos ao ano.
Há 68.400 acidentes por ano, envolvendo equipamentos industriais, aproximadamente
90.000 trabalhadores sofrem algum tipo de ferimento nestes acidentes, resultando em perda
de dias de trabalho, reclamações trabalhistas (indenizações), perda de produtividade e não
mencionando danos infligidos nos equipamentos e nas instalações, quase 100 pessoas
perdem suas vidas a cada ano nestes acidentes.
Cerca de 26% dos acidentes de empilhadeiras são resultados de tombamento, 14% dos
acidentes de empilhadeiras são o resultado de uma carga ou queda de objeto caindo num
trabalhador, 18% dos acidentes de empilhadeira ocorrem quando um empregado caminhando
ou outras pessoas são atingidas por uma empilhadeira, 14% dos acidentes de empilhadeira
ocorrem porque a empilhadeira é usada inadequadamente para transportar trabalhadores, 3%
dos acidentes de empilhadeiras ocorrem porque o operador perdeu o controle do veículo, 7%
dos acidentes de empilhadeira ocorrem quando a empilhadeira é operada nas docas de
carregamento.
Fonte: OSHA (Occupational Safety & Health Administration)
Empilhadeiras são responsáveis por um elevado número de acidentes de trabalho,
devido ao tamanho e peso dos mesmos. Também devido ao seu tamanho e peso, estar
envolvido nesse tipo de acidente de trabalho pode resultar em morte.
Causas dos acidentes de trabalho a partir de empilhadeiras são:
Falta de formação dos trabalhadores, falta de manutenção da empilhadeira, layout
de trabalho mal elaborado disposição em local de trabalho ruim é uma causa significativa
de acidentes . Os locais são especialmente perigosos, pois há uma grande quantidade de
itens pesados movidos e um monte de gente e máquinas que se deslocam em diferentes
direções. O compartimento de carga deve ser projetado para garantir o mais eficiente
método de trabalho seguro e é usado para evitar o número de vítimas. Falta de

5
treinamento dos funcionários também contribui para o elevado número de acidentes de
trabalho causado por empilhadeiras. Mesmo aqueles trabalhadores que não dirigem as
empilhadeiras, mas trabalhar com ou perto deles devem ser treinados e alertou de
possíveis acidentes.
Hoje veículos automáticos AGV foram integrados nos processos produtivos e são
utilizados para o transporte, transferência e armazenamento de produtos.
AGV se movimenta de uma forma autônoma e automática e prescinde da presença de
um operador e de obras fixas no chão; a soma destes fatores garante um grau elevadíssimo
de flexibilidade no momento em que for preciso ampliar a rede.
Os veículos podem dialogar com outros robôs ou sistemas de automação de modo
que o produto se movimente de uma forma fluida no armazém (ou então fique em estoque
para uso em um segundo momento) diretamente até a zona de expedição.
O estudo e a dimensão da rede são projetados com um sistema de simulação que permite
verificar os percursos, o número de tarefas exequíveis bem como a quantidade de veículos
necessários.
Um dos aspectos mais importantes que determina a escolha de instalar um sistema
AGV é obviamente a rentabilidade. Os gráficos comparam os custos das soluções
tradicionais com empilhadeira + operador e as soluções com sistemas AGV considerando
um período de 5 anos.
Figura 1.1- Gráfico comparativo.
Fonte: System-agv

6
Figura 1.2- Gráfico comparativo.
Fonte: System-agv
Foi suposta uma situação na qual se utilizam uma ou duas empilhadeiras em 1-2-3
turnos de trabalho. Para os AGV foram inseridos alguns custos suplementares relativos à
intervenções corriqueiras que poderiam se tornar necessárias em 5 anos (principalmente em
caso de 3 turnos). Como se supõe que a empilhadeira e o operador operarão neste lapso de
tempo em outros trabalhos da empresa, seus custos não foram incluídos nesta simulação.
VANTAGENS COM OS AVG´S:
Precisão e segurança de funcionamento, previsibilidade dos AGV os percursos são
sempre os mesmos, possibilidade de trabalhar 24 horas, 7 dias por semana sem intervenção
de pessoal, ausência de infra-estruturas para movimentação de materiais.
O número de AGV pode crescer à medida que o volume da ativamente cresce,
atualizações sem ter que parar totalmente as instalações, facilidade de re-configurar e
adicionar novas máquinas, os AGV não danificam as mercadorias, as máquinas nem as
estruturas fixas, fluxo de trabalho é distribuído de uma forma eficiente e dinâmica entre as
AGV, entrega just-in-time, nenhum erro de destinação, maior precisão no que se refere à
gestão das reservas de mercadorias, custos de gestão baixos, custos de manutenção
reduzidos,compatibilidade com quer sistema de automação, eficaz otimização dos fluxos de
transporte segundo a frota de veículos à disposição, as condições de tráfico e as tarefas de
transporte, um sistema de gestão do tráfico que evita batidas, re-incorporação do veículo em
qualquer ponto da instalação após uma intervenção de reposicionamento manual.
2 REVISÃO BIBLIOGRÁFICA
7
Através de pesquisa da literatura especifica e procedural para fundamentação teórica
para escolha do melhor método para o projeto e construção do AGV e implementação.
Pesquisa de valor dos componentes e custos de produção do mecanismo e placas de
controle.
Utilização de softwares rslogix de programação de simulação de linguagem ladder,
elaborar e testar o circuito micro controlado e dispositivos eletrônicos empregado no processo.
Utilização do software CREO para projeto mecânico
Construção de protótipo para estudo de caso e análise de falhas.
2.1 DESENVOLVIMENTO DO PROTÓTIPO
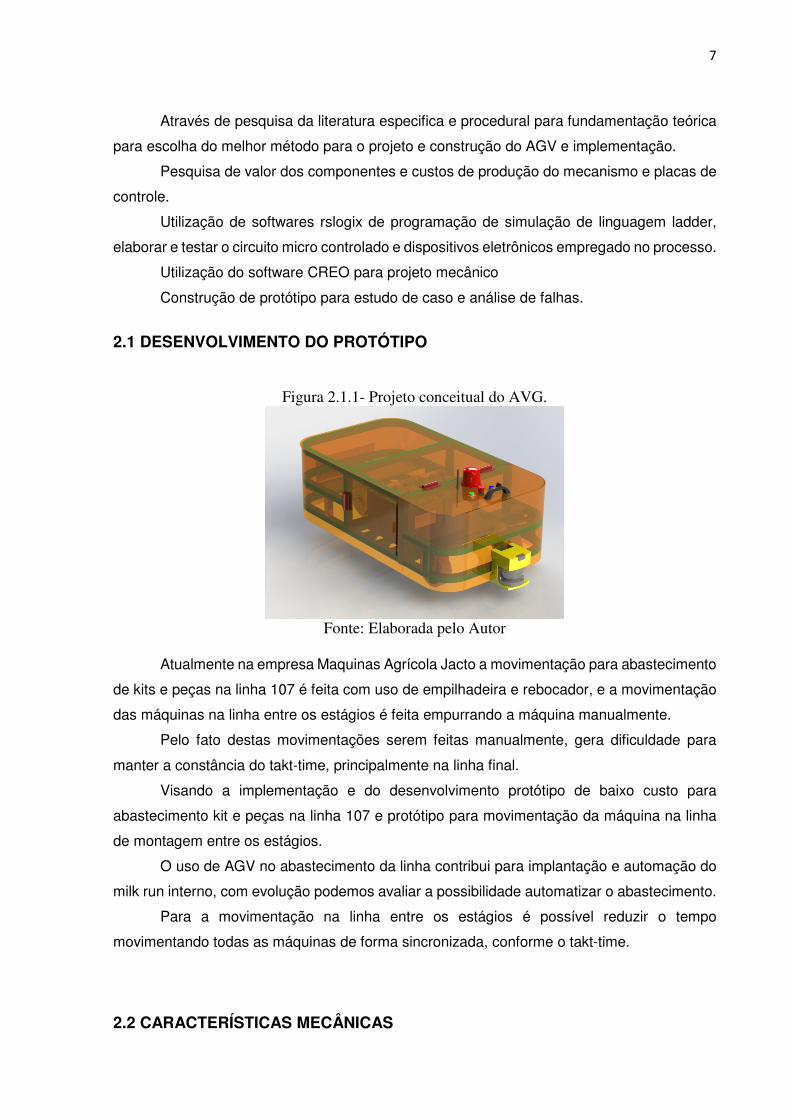
Figura 2.1.1- Projeto conceitual do AVG.
Fonte: Elaborada pelo Autor
Atualmente na empresa Maquinas Agrícola Jacto a movimentação para abastecimento
de kits e peças na linha 107 é feita com uso de empilhadeira e rebocador, e a movimentação
das máquinas na linha entre os estágios é feita empurrando a máquina manualmente.
Pelo fato destas movimentações serem feitas manualmente, gera dificuldade para
manter a constância do takt-time, principalmente na linha final.
Visando a implementação e do desenvolvimento protótipo de baixo custo para
abastecimento kit e peças na linha 107 e protótipo para movimentação da máquina na linha
de montagem entre os estágios.
O uso de AGV no abastecimento da linha contribui para implantação e automação do
milk run interno, com evolução podemos avaliar a possibilidade automatizar o abastecimento.
Para a movimentação na linha entre os estágios é possível reduzir o tempo
movimentando todas as máquinas de forma sincronizada, conforme o takt-time.
2.2 CARACTERÍSTICAS MECÂNICAS
8
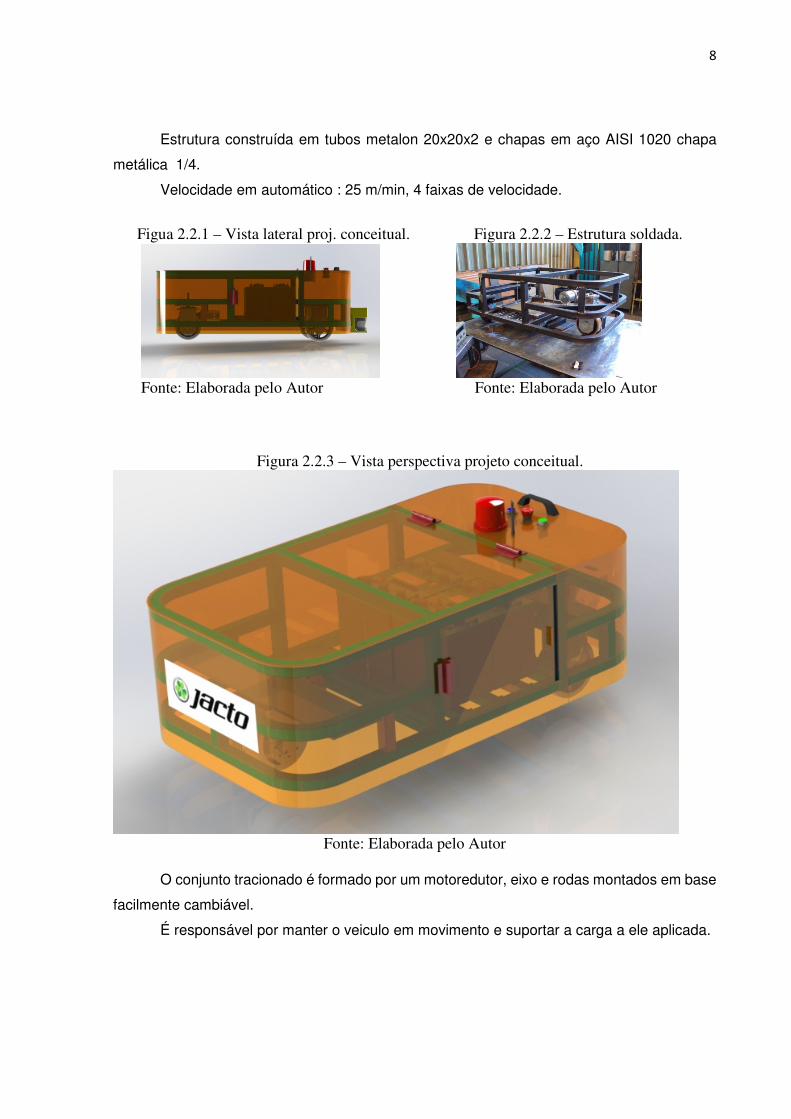
Estrutura construída em tubos metalon 20x20x2 e chapas em aço AISI 1020 chapa
metálica 1/4.
Velocidade em automático : 25 m/min, 4 faixas de velocidade.
Figua 2.2.1 – Vista lateral proj. conceitual. Figura 2.2.2 – Estrutura soldada.
Fonte: Elaborada pelo Autor Fonte: Elaborada pelo Autor
Figura 2.2.3 – Vista perspectiva projeto conceitual.
Fonte: Elaborada pelo Autor
O conjunto tracionado é formado por um motoredutor, eixo e rodas montados em base
facilmente cambiável.
É responsável por manter o veiculo em movimento e suportar a carga a ele aplicada.
9
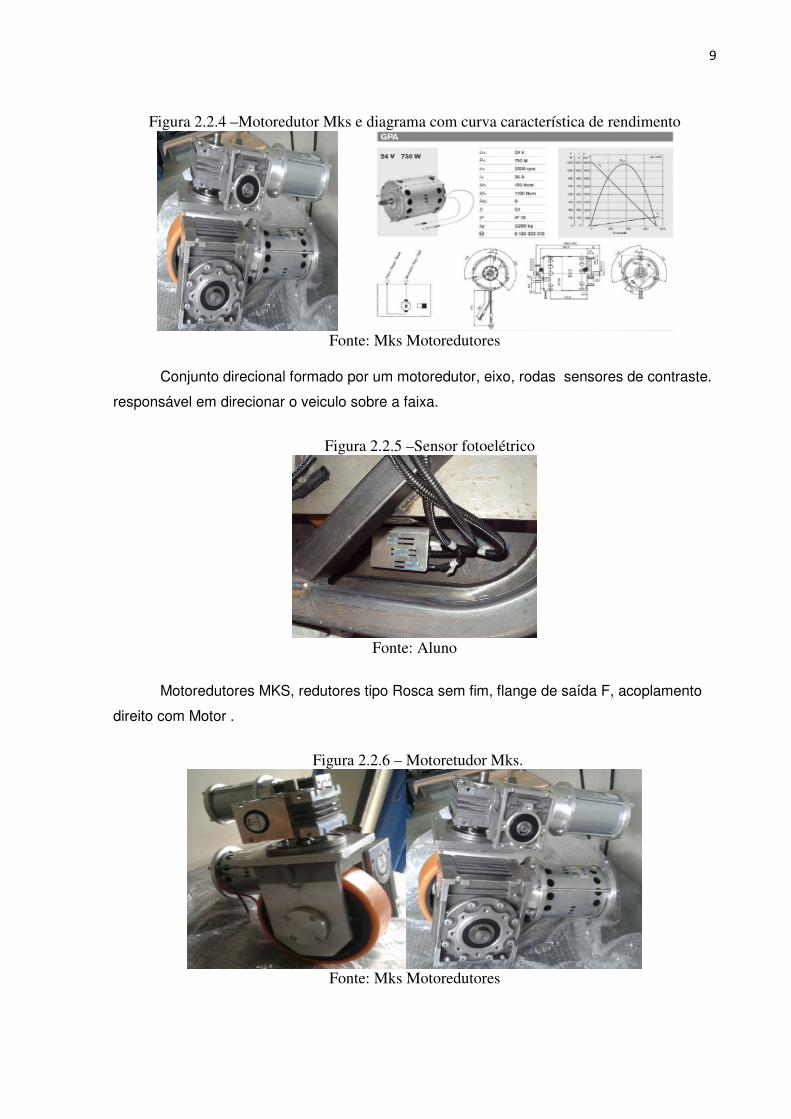
Figura 2.2.4 –Motoredutor Mks e diagrama com curva característica de rendimento
Fonte: Mks Motoredutores
Conjunto direcional formado por um motoredutor, eixo, rodas sensores de contraste.
responsável em direcionar o veiculo sobre a faixa.
Figura 2.2.5 –Sensor fotoelétrico
Fonte: Aluno
Motoredutores MKS, redutores tipo Rosca sem fim, flange de saída F, acoplamento
direito com Motor .
Figura 2.2.6 – Motoretudor Mks.
Fonte: Mks Motoredutores

10
Figura 2.2.7 –Motoredutor Mks montado na estrutura metálica do AGV.
Fonte: Elaborada pelo Autor
2.3 CARACTERÍSTICAS GERAIS DOS PRODUTOS
Figura 2.3.1 –Painel de comando do AGV.
Fonte: Elaborada pelo Autor
Figura 2.3.2 – Controlador WAGO 750-8XX
Fonte: Wago
O Curtis Multimode 1210 é um controlador de velocidade de motor de imã permanente.

11
Controlador concebido para utilização em mobilidade de carros elétricos e outros
pequenos veículos.
Controle de velocidade do motor e torque. Com quatro quadrante, mantém a potencia
plena de fase. Com dois sentidos de giro e variação de velocidade.
Figura 2.3.3 –Controlador do motor de passo.
Fonte: Curtis Instruments
Sensor foto elétrico para orientação do AGV;
Sem a necessidade de utilizar sistemas com grande infra estruturas, esse sistema
segue uma faixa pintada no chão (ou faixa adesiva), havendo modificação é somente remover
e refazer a pintura onde é necessário.
Figura 2.3.4 – Sensor fotoeletricol Figura 2.3.5 –Sensor anti-colisão
Fonte: Elaborada pelo Autor
Bateria automotiva modelo Trojan:
12 Vdc 170 ah

12
Figura 2.3.6 –Bateria
Fonte: Trojan Battery Company
Botões para interface homem-máquina (botão de avanço, retrocesso e início de ciclo);
Sinalizadores para interface homem-máquina;
Figura 2.3.7 –Sinaleiro Figura 2.3.8 –ihm de estado da bateria Figura 2.3.9- botão de
emerg.
Fonte: Schneider Eletric Fonte: Curtis Instruments Fonte: Schneider Eletric
2.4 PERCURSO PROPOSTO:
A proposta do piloto é utilizar a linha 107, será um total de 17 pontos de abastecimento,
a distancia percorrida será de 200 metros;
Mudança de trajeto e operações sem a necessidade de infraestrutura;
Operação em modo manual com botoeira no qual podemos acompanhar o AGV em
sua trajetória.
13
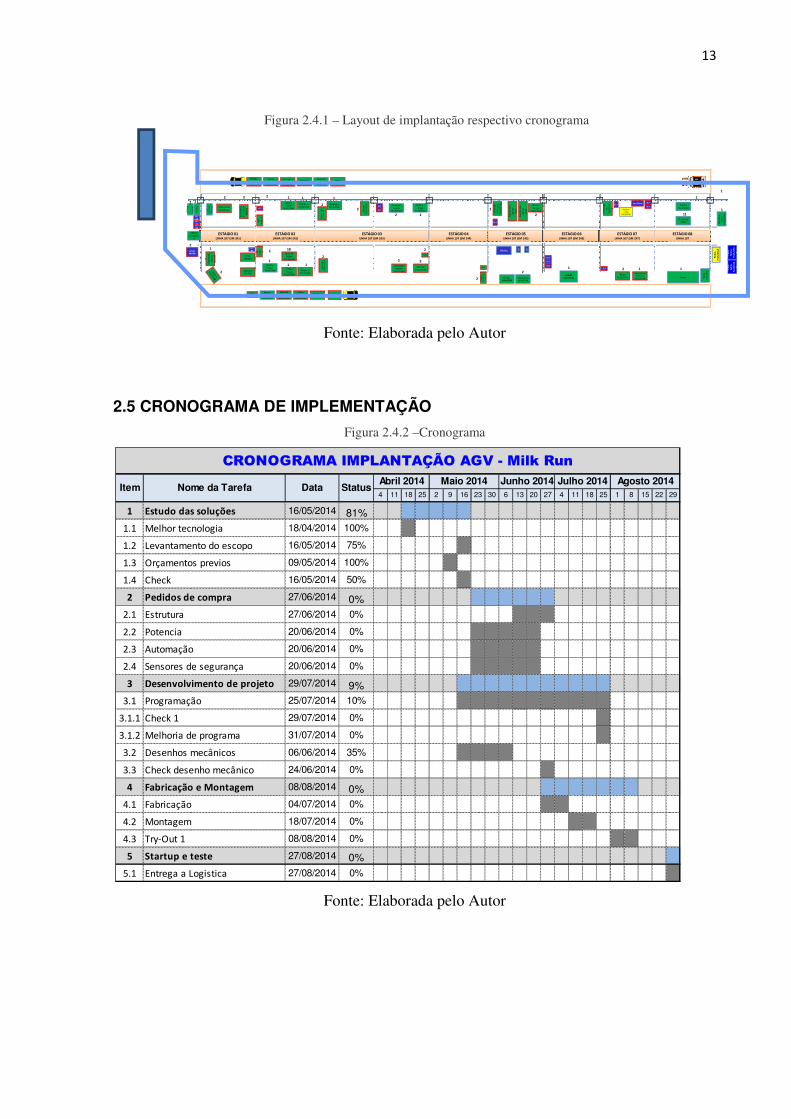
Figura 2.4.1 – Layout de implantação respectivo cronograma
Fonte: Elaborada pelo Autor
2.5 CRONOGRAMA DE IMPLEMENTAÇÃO
Figura 2.4.2 –Cronograma
Fonte: Elaborada pelo Autor
4 11 18 25 2 9 16 23 30 6 13 20 27 4 11 18 25 1 8 15 22 29
1 Estudo das soluções 16/05/2014 81%1.1 Melhor tecnologia 18/04/2014 100%
1.2 Levantamento do escopo 16/05/2014 75%
1.3 Orçamentos previos 09/05/2014 100%
1.4 Check 16/05/2014 50%
2 Pedidos de compra 27/06/2014 0%2.1 Estrutura 27/06/2014 0%
2.2 Potencia 20/06/2014 0%
2.3 Automação 20/06/2014 0%
2.4 Sensores de segurança 20/06/2014 0%
3 Desenvolvimento de projeto 29/07/2014 9%3.1 Programação 25/07/2014 10%
3.1.1 Check 1 29/07/2014 0%
3.1.2 Melhoria de programa 31/07/2014 0%
3.2 Desenhos mecânicos 06/06/2014 35%
3.3 Check desenho mecânico 24/06/2014 0%
4 Fabricação e Montagem 08/08/2014 0%4.1 Fabricação 04/07/2014 0%
4.2 Montagem 18/07/2014 0%
4.3 Try-Out 1 08/08/2014 0%
5 Startup e teste 27/08/2014 0%
5.1 Entrega a Logistica 27/08/2014 0%
Maio 2014Abril 2014StatusItem
CRONOGRAMA IMPLANTAÇÃO AGV - Milk RunJunho 2014 Agosto 2014Julho 2014
Nome da Tarefa Data
ESTÁGIO 01LINHA 107 (SM 241)
ESTÁGIO 02LINHA 107 (SM 242)
ESTÁGIO 03LINHA 107 (SM 243)
ESTÁGIO 04LINHA 107 (SM 244)
ESTÁGIO 05LINHA 107 (SM 245)
ESTÁGIO 06LINHA 107 (SM 246)
ESTÁGIO 07LINHA 107 (SM 247)
ESTÁGIO 08LINHA 107
MO
TO
R
DIE
SELP
LUS/ST
AR
BO
MB
A
DEFEN
SIVA
PLU
S/STAR
DiferencialPLUS/STAR
Kit
susp
. -E
Cubo e mancal
PLUS/STAR
Pernas -EPLUS/STAR
Cuboe mancal
PLUS/STAR
Pernas - DPLUS/STAR
Carenagemradiador
PLUS/STAR
RadiadorPLUS/STAR
PlataformaPLUS/STAR
Braço do levante
PLUS/STAR
Cilindro -braço
PLUS/STAR
Reserv. Hidrau.
PLUS/STAR
KLT
KLT
Válvulas
Incorp.PLUS/STAR
MangueirasPLUS/STAR
Co
man
do
d
efe
nsi
voP
LUS/
STA
R
CABINEPLUS/STAR
Reservatório defensivo
PLUS/STAR
Berço PLUS/STAR Barras
Ro
das
PLU
S/S
TA
R
Pa
ra-
lam
as
PLU
S/S
TA
R
Pa
ra-
lam
as
PLU
S/S
TA
R
Cilind
ro
-D
ireção
KLT
KLT
KLT
Res. Diesel
Chico
tes
Aditivo PLUS/STAR
NR
12
PLU
S/ST
AR
2 22 2 2 1 1
2
1
2
2
2
1 12 2
22
1
2
2
2
1 2 1 1
1
KLT
P2
KLT
HD
KLT
HD
KLT
Kit
susp
. -D
Engre
ne
nage
mP
LUS/STA
R
KLT P2
Engr
en
en
agem
PLU
S/ST
AR
1
Ba
teri
aPL
US
/ST
A
R
Qu
ad
ro d
as
ba
rra
sP
LUS
Qu
ad
ro d
as
ba
rra
s ST
AR Kit abre-
linhas
PLUS/STAR
Cap
a ab
re-
linh
asP
LUS/
STA
R
KLT
KLT
1
1
Chassis
PLUS/STAR
ÓLEO DA PERNA
PLUS/STAR
18
11
KLT
KLT Cilindro-barras
PLUS/STAR
2
KL T
KLT
Ca
ren
age
mPL
US/
STA
RK
L T
BOMBA DEFENSIVAPLUS/STAR
Cubo e mancal
PLUS/STAR
Carenagemradiador
PLUS/STAR
Pernas -EPLUS/STAR
Braço do levante
PLUS/STAR
Berço PLUS/STAR
KIT
2
KIT
Esca
daP
LUS/
STA
R
2
KIT DO MOTOR
2
Óle
od
o
difere
nci
al
ÓLEO DOMOTOR
KIT DOMOTOR
FLUÍDO DE FREIO
Cuboe mancal
PLUS/STAR
Pernas -DPLUS/STAR
Reserv. Hidrau.
PLUS/STAR
EngrenenagemPLUS/STAR
ÓLEO DA PERNA
PLUS/STAR
Kitsusp. - D
14
3 CONSIDERAÇÕES FINAIS
O desenvolvimento do protótipo em todas as suas fases tanto de elaboração quanto
construtiva demandaram de conhecimento empírico e teórico de todas as áreas que a
mecatrônica atua.
Esse projeto tem um amplo campo de implementação em nossa região visto que é um
produto de alto valor agregado e baixo custo consequentemente com ótimo retorno financeiro.
A implantação deste produto vai desde logística de pequenos componentes até
quandes componentes e de baixa distancia e alta distancia logística.
Sendo assim o produto desenvolvido neste projeto de conclusão de curso tem alto
nível tecnológico viável e real para empresas de nossa região contribuindo diretamente para
o desenvolvimento de nossa instituição de ensino que tem destaque na região.

15
4 REFERÊNCIAS
Veiculo Guiado Automaticamante <http://en.wikipedia.org/wiki/Automated_guided_vehicle>, Acesso em 05/08/2014 System AGV <http://www.system-agv.com/por/veicoli-a-guida-automatica.php>, Acesso em 06/08/2014 Sick do Brasil. Sensores <http://www.sick.com> Acesso em 06/08/2014 MKS Motoredutores. Motoredutores de Tração e Direcionamento
<http://www.mksredutores.com.br> Acesso em 06/08/2014 Wago. Unidade de Controle CLP
<http://www.wago.com.br> Acesso em 06/08/2014


















