Desenho e modelação do cálculo de tempos previstos de
59
Transcript of Desenho e modelação do cálculo de tempos previstos de

Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
Débora Marisa de Sousa Barbosa
Dissertação de Mestrado
Orientador na FEUP: José António de Sousa Barros Basto
Mestrado Integrado em Engenharia Mecânica
2020-06-29

Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
ii
Á minha mãe
Pela força e vontade de viver
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
iii
Resumo
Cada vez mais a indústria pretende modernizar os seus processos produtivos através da
atualização tecnológica de modo a aumentar a produtividade, obter resultados padronizados e
de qualidade e reduzir os custos. Contudo, ao automatizar as linhas de produção, certos
parâmetros ficam desatualizados e desajustados à realidade fabril, como é o caso do modelo
que permite calcular os tempos previstos das operações produtivas.
Numa primeira fase é necessário conhecer a situação inicial da empresa e o processo
produtivo, compreender a dinâmica da fábrica e o comportamento dos tempos registados,
nomeadamente, o intervalo de desvios que existe comparativamente com os tempos teóricos.
Estas etapas são cruciais para a identificação e a caracterização das variáveis chaves
necessárias para a elaboração de um novo modelo de cálculo de tempos previstos adequado à
realidade.
O objetivo deste projeto é de atualizar o modelo de cálculo de tempos previstos de modo a
que os desvios sejam os menores possíveis. Desta forma, é possível obter informação mais
precisa para a tomada de decisões, controlo dos custos, planeamento e programação da
produção e a capacidade produtiva, principalmente, nas as épocas altas.
iv
Design and modelling of the calculation of predicted times of production operations in a paint factory
Abstract
Increasingly, the industry pretends to modernize the productive processes through the
technology updating to increase the productivity, to get standardized and quality results and to
decrease the costs. However, by automating the production lines, some parameters become
outdated and misfits to the reality in the factory, as is the case of the model that permits
calculate the predicted times of production operations.
In a first phase it’s necessary to know the current situation of the company and the productive
process, understand the dynamics of the factory and the behavior of the recorded times,
namely, the deviation interval that exists comparatively with the predicted times. These steps
are crucial to identify and characterize the key variables needed to elaborate the new model
for calculating the predicted times appropriated to reality.
The objective of this project is to update the model of the calculation of predicted times to
minimize as much as possible the deviations. In this way, it’s possible to obtain more accurate
information for making decisions, control costs, planning and scheduling production and the
production capacity, mainly, in high seasons.
v
Agradecimentos
Ao Eng.º Pedro Cruz, orientador do estágio da CIN, pela disponibilidade, apoio e meios
disponibilizados para a realização do projeto;
Ao orientador na FEUP, Professor José Barros Basto, pela ajuda e esclarecimentos;
À FEUP e ao Grupo CIN pela oportunidade de estágio;
A todos os colaboradores da CIN que, direta ou indiretamente, estiveram envolvidos na
concretização deste estágio, pelas pessoas humildes e sempre prontas a ajudar;
Aos meus pais, irmã, família e amigos por todo o apoio e compreensão durante esta etapa da
minha vida.
vi
Índice de Conteúdos
1 Introdução ........................................................................................................................................... 1 1.1 Enquadramento do projeto e motivação .............................................................................................. 1 1.2 Grupo CIN – Corporação Industrial do Norte, S.A. .............................................................................. 1 1.3 Objetivos do projeto ............................................................................................................................. 3 1.4 Método seguido no projeto ................................................................................................................... 3 1.5 Estrutura da dissertação ...................................................................................................................... 4
2 Estado da arte ..................................................................................................................................... 5 2.1 Introdução histórica do estudo de tempos e métodos .......................................................................... 5 2.2 Estudo dos tempos .............................................................................................................................. 6
2.2.1 Estudo direto dos tempos .................................................................................................. 6
2.2.2 Sistemas de tempos predeterminados .............................................................................. 8
2.2.3 Sistemas de informação standard ..................................................................................... 9
2.2.4 Estudo da amostragem do trabalho ................................................................................. 11
3 Enquadramento no projeto ................................................................................................................ 14 3.1 Descrição do processo produtivo ....................................................................................................... 14
3.1.1 Processos de suporte ...................................................................................................... 15
3.1.2 Processo produtivo nos produtos industriais e de alta performance ................................ 15 3.2 Diagnóstico da situação inicial ........................................................................................................... 16
3.2.1 Desvios dos tempos nos produtos industriais e de alta performance (C8) ...................... 17 3.3 Dados obtidos do SCADA .................................................................................................................. 21 3.4 Desafios encontrados......................................................................................................................... 25
4 Resultados (Desenho do novo modelo e caracterização das variáveis chave para a sua
utilização) .......................................................................................................................................... 26 4.1 Modelo atual do cálculo de tempos previstos das operações ............................................................ 26
4.1.1 Análise crítica .................................................................................................................. 27 4.2 Proposta do novo modelo de cálculo de tempos previstos das operações ........................................ 28
4.2.1 Validação do novo modelo de cálculo de tempos previstos das operações .................... 29
5 Conclusões e perspetivas futuras ..................................................................................................... 38
Referências ............................................................................................................................................ 40
ANEXO A: Dashboard de C8 com os dados do ERP ............................................................................ 41
ANEXO B: Dashboard de C8 com os dados do SFC ............................................................................ 42
ANEXO C: Folha de excel atualmente utilizada para o cálculo do modelo de tempos ......................... 43
ANEXO D: Folha de excel para a proposta do novo modelo de cálculo de tempos previstos
das operações produtivas ................................................................................................................. 44
ANEXO E: Produtos mais fabricados ..................................................................................................... 46
vii
Siglas
APCER – Associação Portuguesa de Certificação
ASME - The American Society of Mechanical Engineers
ASW – Application SoftWare
BT – Buffer Tank
CIN – Corporação Industrial do Norte
Eng.º – Engenheiro
EPI – Equipamento de Proteção Individual
ERP – Enterprise Resource Planning
HMI – Human-Machine Interface
HSD – High Speed Dissolver
I&D – Investigação e Desenvolvimento
IBC – Intermediate Bulk Container
IBT – Intermediate Buffer Tank
ISO – International Organization for Standardization
MES – Manufacturing Execution System
MOST – Maynard Operation Sequence Technique
MP – Matéria prima
MTM – Methods-Time Measurement
MTO – Make-To-Order
MTS – Make-To-Stock
OE – Ordem de Enchimento
OF – Ordem de Fabrico
PNC – Produto Não Conforme
S.A. – Sociedade Anónima
SARL – Sociedade Anónima de Responsabilidade Limitada
SCADA – Supervisory Control and Data Acquisition
SDS – Standard Data System
SFC – Shoop Floor Control
TMUs – Time Measurement Units
viii
Índice de Figuras
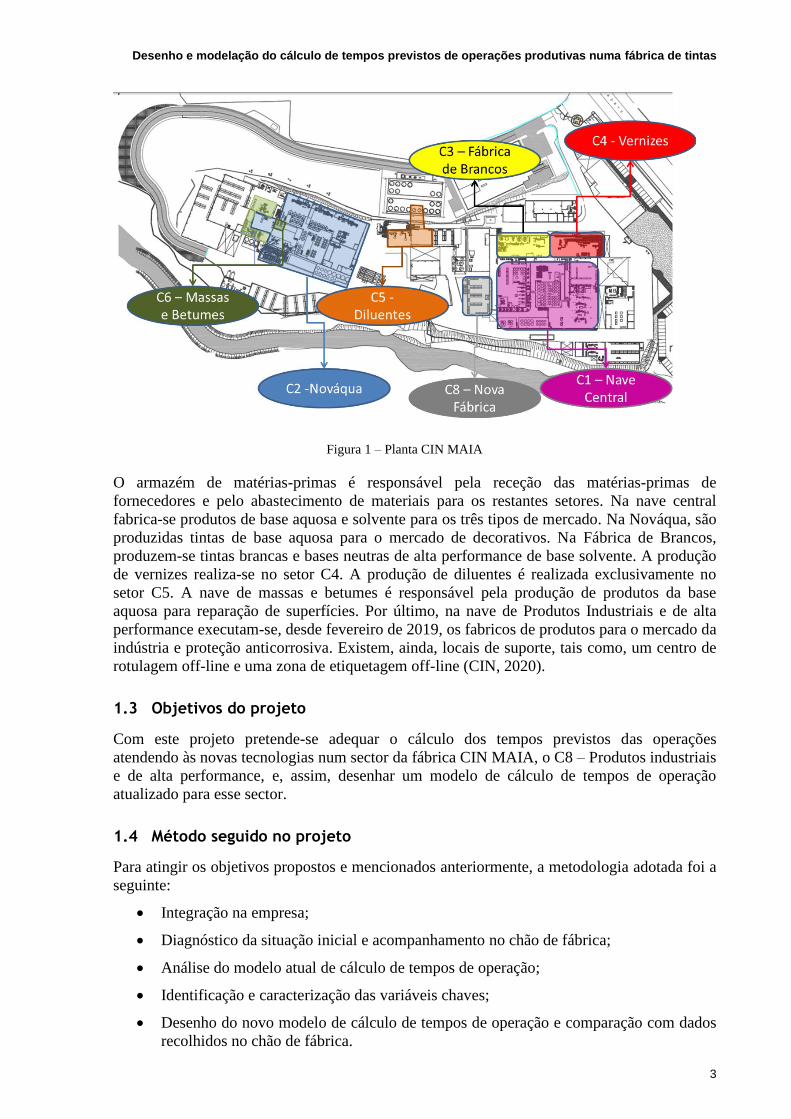
Figura 1 – Planta CIN MAIA ..................................................................................................... 3
Figura 2 – Níveis de confiança no estudo da amostragem do trabalho .................................... 12
Figura 3 – Planta do setor C8 ................................................................................................... 16
Figura 4 – Análise aos desvios dos tempos no C8 através do sistema ERP ............................. 17
Figura 5 – Análise aos desvios dos tempos de fabrico através do sistema ERP ...................... 18
Figura 6 – Análise aos desvios dos tempos de transferência através do sistema ERP ............. 18
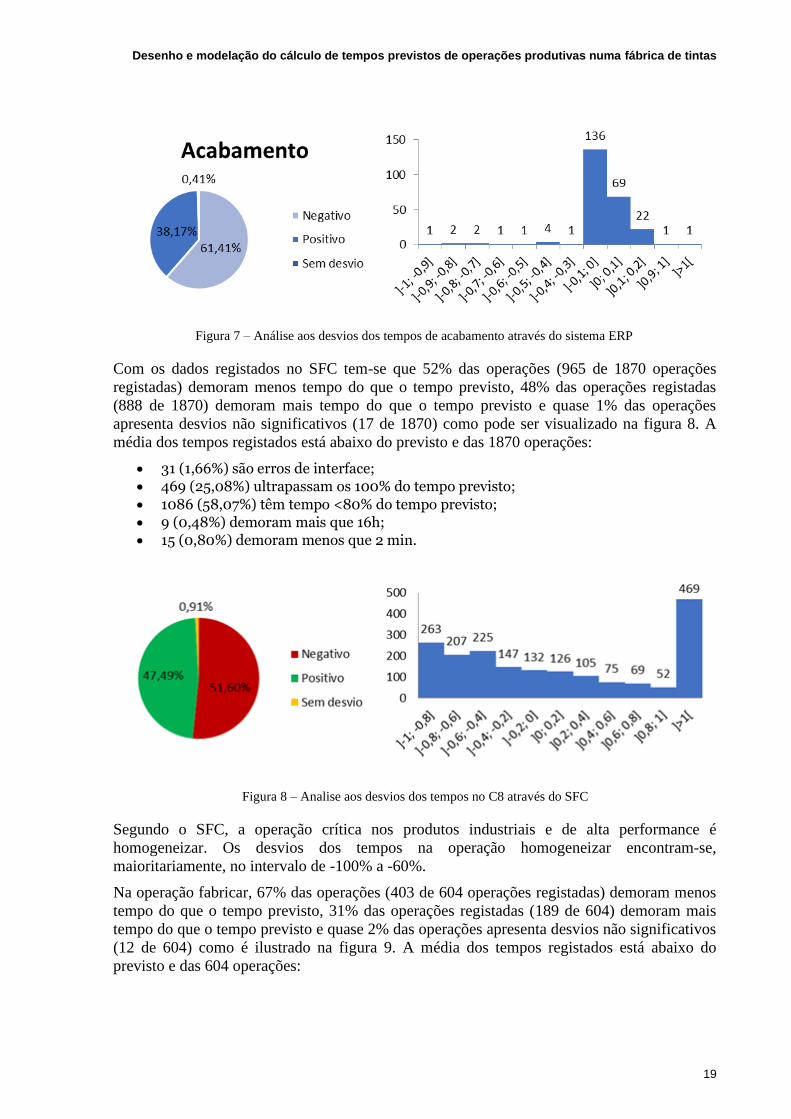
Figura 7 – Análise aos desvios dos tempos de acabamento através do sistema ERP............... 19
Figura 8 – Analise aos desvios dos tempos no C8 através do SFC .......................................... 19
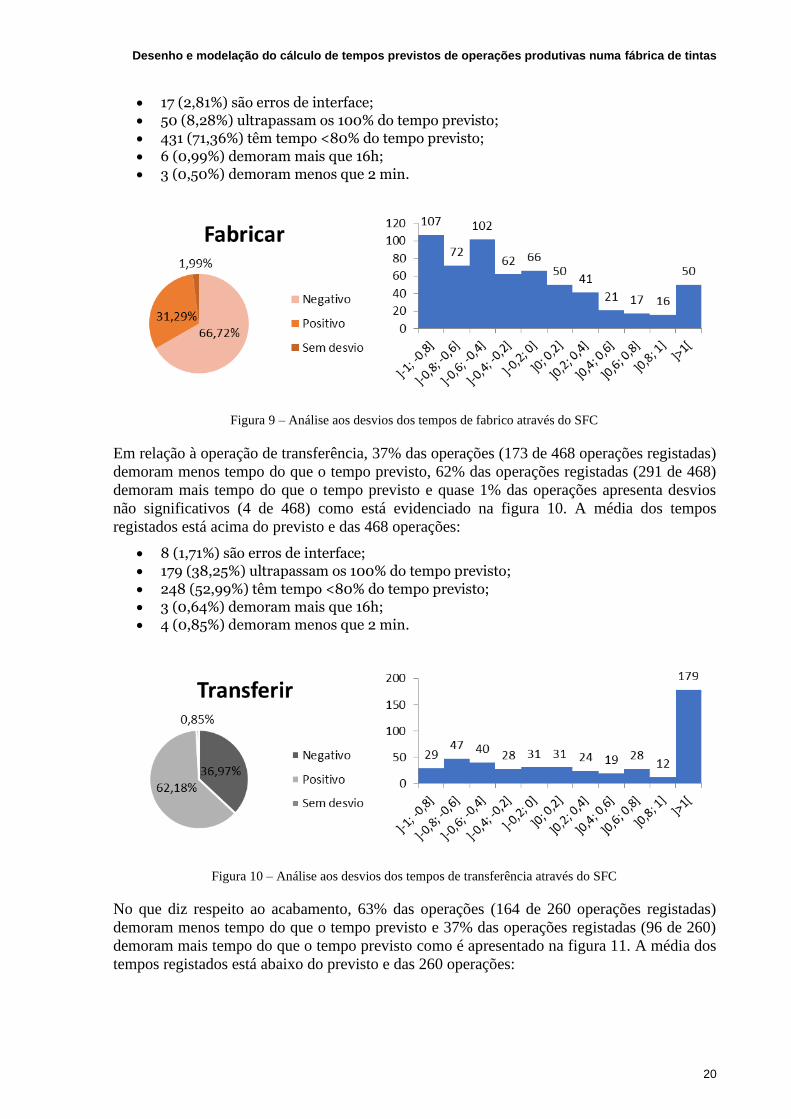
Figura 9 – Análise aos desvios dos tempos de fabrico através do SFC ................................... 20
Figura 10 – Análise aos desvios dos tempos de transferência através do SFC ........................ 20
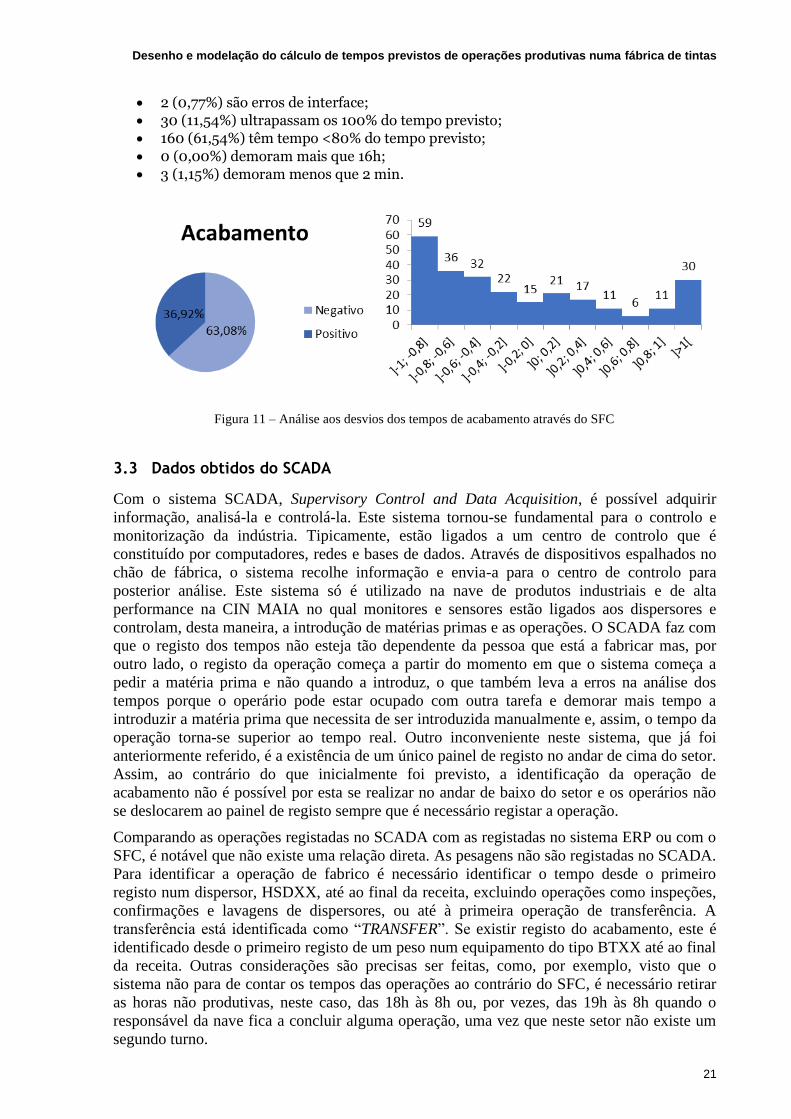
Figura 11 – Análise aos desvios dos tempos de acabamento através do SFC .......................... 21
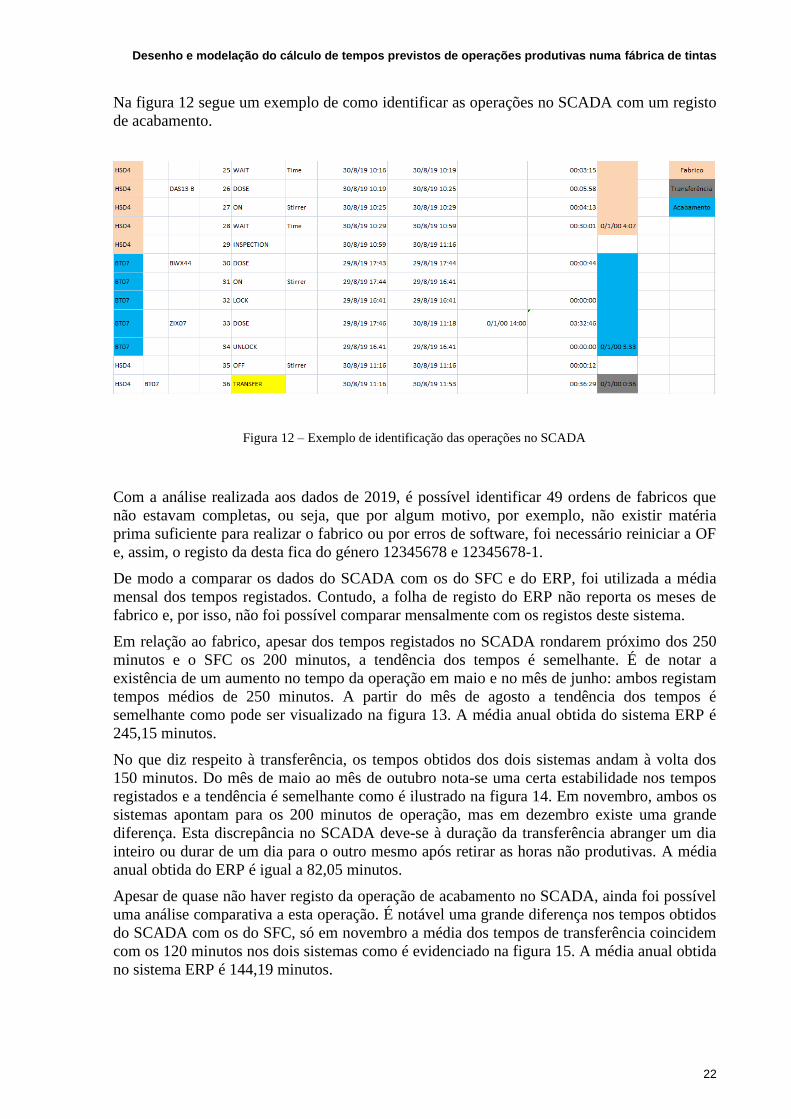
Figura 12 – Exemplo de identificação das operações no SCADA ........................................... 22
Figura 13 – Comparação dos tempos de fabrico do SCADA com o SFC ................................ 23
Figura 14 – Comparação dos tempos de transferência do SCADA com o SFC ...................... 24
Figura 15 – Comparação dos tempos de acabamento do SCADA com o SFC ........................ 25
ix
Índice de Tabelas
Tabela 1 – Setores da CIN MAIA .............................................................................................. 2
Tabela 2 – Vantagens e desvantagens do estudo direto dos tempos .......................................... 7
Tabela 3 – Nº recomendado de ciclos por tempo de ciclo .......................................................... 8
Tabela 4 – Vantagens e desvantagens dos sistemas de informação standard .......................... 10
Tabela 5 – Vantagens e desvantagens do estudo da amostragem do trabalho ......................... 13
Tabela 6 – Dados do produto 27826 0534 obtidos do I&D...................................................... 30
Tabela 7 – Caudais médios das matérias primas manuais do produto 27826 0534 ................. 30
Tabela 8 – Tempos de introdução de matéria prima no fabrico do produto 27826 0534 ......... 31
Tabela 9 – Tempo previsto da operação fabricar do produto 27826 0534 ............................... 31
Tabela 10 – Desvios dos tempos de introdução de MP no fabrico do produto 27826 0534 .... 32
Tabela 11 – Comparação dos tempos previstos do produto 27826 0534 ................................. 32
Tabela 12 – Dados do produto 43662 Y008 obtidos do I&D ................................................... 32
Tabela 13 – Caudais médios das matérias primas manuais do produto 43662 Y008 .............. 33
Tabela 14 – Tempos de introdução de matéria prima no fabrico do produto 43662 Y008 ...... 33
Tabela 15 – Tempo previsto da operação fabricar do produto 43662 Y008 ............................ 34
Tabela 16 – Desvios dos tempos de introdução de MP no fabrico do produto 43662 Y008 ... 34
Tabela 17 – Comparação dos tempos previstos do produto 43662 Y008 ................................ 34
Tabela 18 – Dados do produto 7K231 7N40 obtidos do I&D .................................................. 35
Tabela 19 – Caudais médios das matérias primas manuais do produto 7K231 7N40.............. 35
Tabela 20 – Tempos de introdução de matéria prima no fabrico do produto 7K231 7N40 ..... 36
Tabela 21 – Tempo previsto da operação fabricar do produto 7K231 7N40 ........................... 36
Tabela 22 – Desvios dos tempos de introdução de MP no fabrico do produto 7K231 7N40 .. 37
Tabela 23 – Comparação dos tempos previstos do produto 7K231 7N40 ............................... 37
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
1
1 Introdução
O presente relatório foi elaborado no âmbito da unidade curricular dissertação do 5º ano do
Mestrado Integrado em Engenharia Mecânica da Faculdade de Engenharia da Universidade
do Porto, em ambiente empresarial na CIN – Corporação Industrial do Norte, S.A., mais
precisamente, na Unidade Industrial da Maia.
O projeto teve a duração de quatro meses e como objetivo, o desenho e modelação do cálculo
de tempos previstos de operações produtivas numa fábrica de tintas.
Este primeiro capítulo trata o enquadramento, os objetivos e métodos seguidos para a
realização do projeto, assim como, a estrutura do relatório e a apresentação da entidade
acolhedora.
1.1 Enquadramento do projeto e motivação
A CIN encontra-se num projeto ambicioso de atualização tecnológica das suas unidades
produtivas. De modo a aumentar a produtividade nos processos produtivos, a automatização
tem um papel fundamental para obter resultados padronizados e de qualidade. Contudo, com a
automatização, o modelo de cálculo dos tempos teóricos encontra-se desatualizado face à
atual transição de processos manuais para automatizados no chão de fábrica. Daí o
aparecimento do projeto que dá origem ao conteúdo da presente dissertação.
Este projeto está integrado no departamento da Direção de Operações da CIN Maia, sob a
orientação do Eng.º Pedro Cruz. A Direção de Operações é a responsável pela Engenharia
Industrial, Produção, Distribuição e Planeamento da Produção. A Produção tem a seu cargo as
seguintes funções:
• Escalonamento da Produção;
• Execução e Controlo da Produção.
1.2 Grupo CIN – Corporação Industrial do Norte, S.A.
A CIN – Corporação Industrial do Norte, S.A. é uma empresa fundada em 1917, em Portugal,
que, inicialmente, se denominava como Fundação da Companhia Industrial do Norte, SARL,
onde se produzia tintas, vernizes, óleos, sabões, entre outros produtos. Atualmente e desde
1926, é uma sociedade anónima que tem a sua empresa mãe sediada na Maia e é líder no
mercado ibérico desde 1995 de tintas e vernizes sendo, esse, o seu principal fabrico. Controla
direta e/ou indiretamente todas as empresas que compõem o grupo CIN, em Portugal,
Espanha, França, Holanda, Luxemburgo, Turquia, Angola, Moçambique, África do sul e
México. Estas são: CIN (empresa mãe), CIN MONOPOL, CIN CELLIOSE, TINTAS CIN
ANGOLA, CIN INDUSTRIAL COATINGS, TINTAS CIN MOÇAMBIQUE, CIN
VALENTINE, PINTURAS CIN CANARIAS, CIN SORITEC, CIN COATINGS POLSKA,
CIN COATINGS TURKEY, CIN COATINGS SOUTH AFRICA, CIN COATINGS
MEXICO, CIN GOVESAN e CIN MEGADUR.
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
2
Tem como missão fornecer as melhores soluções com a melhor equipa do mercado de tintas,
focando-se na satisfação dos clientes e na liderança em relação à excelência no fornecimento
de produtos e serviços inovadores e de qualidade. Segue uma estratégia de posicionamento no
mercado das tintas de modo a atingir a liderança, diferenciação e inovação. A empresa tem
tripla certificação pela APCER no âmbito da Qualidade (ISO 9001), Ambiental (ISO 14001) e
da Higiene, Saúde e Segurança (OHSAS 18001).
Os três principais segmentos de mercado que a CIN atua são: decorativos, que representa 50%
do negócio CIN, industriais com 39% da faturação da CIN e proteção anticorrosiva que revela
11% do negócio global da CIN. Os produtos decorativos abrangem as tintas e vernizes de
base aquosa e solventes utilizados na construção civil com o objetivo de decorar e proteger a
superfície a pintar. Em relação aos produtos de indústria, são utilizados tintas e vernizes
líquidos de base solvente e aquosa ou em pó em instalações industriais para o acabamento de
produtos de madeira, metal, plástico e vidro. Por último, na proteção anticorrosiva são
aplicadas nos equipamentos tintas e vernizes de alto desempenho para assegurar o bom estado
de funcionamento e conservação por longos períodos de tempo mesmo que sujeitos a
ambientes agressivos.
Em Portugal, existem duas unidades industriais: a que se dedica unicamente a tintas em pó,
CIN MEGADUR, e a que produz tintas líquidas e vernizes, CIN MAIA, que detém cerca de
65% da produção e, ainda, um centro de distribuição e um centro de investigação e
desenvolvimento (I&D). A CIN é composta por oito setores que se denominam por “naves” e
estão mencionadas na tabela 1 e ilustradas na figura 1.
Tabela 1 – Setores da CIN MAIA
Designação
C0 Armazém de matérias-primas
C1 Nave central
C2 Nováqua
C3 Fábrica de Brancos
C4 Vernizes
C5 Diluentes
C6 Massas e betumes
C8 Produtos Industriais e de alta performance
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
3
O armazém de matérias-primas é responsável pela receção das matérias-primas de
fornecedores e pelo abastecimento de materiais para os restantes setores. Na nave central
fabrica-se produtos de base aquosa e solvente para os três tipos de mercado. Na Nováqua, são
produzidas tintas de base aquosa para o mercado de decorativos. Na Fábrica de Brancos,
produzem-se tintas brancas e bases neutras de alta performance de base solvente. A produção
de vernizes realiza-se no setor C4. A produção de diluentes é realizada exclusivamente no
setor C5. A nave de massas e betumes é responsável pela produção de produtos da base
aquosa para reparação de superfícies. Por último, na nave de Produtos Industriais e de alta
performance executam-se, desde fevereiro de 2019, os fabricos de produtos para o mercado da
indústria e proteção anticorrosiva. Existem, ainda, locais de suporte, tais como, um centro de
rotulagem off-line e uma zona de etiquetagem off-line (CIN, 2020).
1.3 Objetivos do projeto
Com este projeto pretende-se adequar o cálculo dos tempos previstos das operações
atendendo às novas tecnologias num sector da fábrica CIN MAIA, o C8 – Produtos industriais
e de alta performance, e, assim, desenhar um modelo de cálculo de tempos de operação
atualizado para esse sector.
1.4 Método seguido no projeto
Para atingir os objetivos propostos e mencionados anteriormente, a metodologia adotada foi a
seguinte:
• Integração na empresa;
• Diagnóstico da situação inicial e acompanhamento no chão de fábrica;
• Análise do modelo atual de cálculo de tempos de operação;
• Identificação e caracterização das variáveis chaves;
• Desenho do novo modelo de cálculo de tempos de operação e comparação com dados
recolhidos no chão de fábrica.
Figura 1 – Planta CIN MAIA
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
4
1.5 Estrutura da dissertação
A presente dissertação encontra-se dividida em cinco capítulos: introdução, estado da arte,
enquadramento no projeto, resultados, conclusões e perspetivas futuras.
No primeiro capítulo foram apresentados os objetivos e a contextualização do projeto, bem
como, a metodologia seguida para a sua realização. Além disso, foi realizada uma
apresentação da empresa e da estrutura da dissertação.
No capítulo dois elabora-se um enquadramento teórico resultante de uma extensa investigação
de conceitos e métodos sobre o tema.
O capítulo seguinte apresenta a análise da situação inicial, ou seja, uma breve descrição da
produção de uma tinta e dos seus processos de suporte, assim como, do processo produtivo no
C8 – Produtos industriais e de alta performance, e, ainda, realizou-se um estudo aos tempos
previstos que, atualmente, se registam nessa nave.
O quarto capítulo resulta da análise ao modelo atual do cálculo de tempo previstos e da
identificação das variáveis chave para a elaboração do novo modelo de cálculo de tempos das
operações.
No último capítulo são apresentadas todas as conclusões retiradas da elaboração deste projeto
e são sugeridas propostas de trabalho futuro.
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
5
2 Estado da arte
2.1 Introdução histórica do estudo de tempos e métodos
Frederick W. Taylor foi considerado o fundador do estudo dos tempos. Começou, em 1881, o
seu estudo e, depois de 12 anos de trabalho, desenvolveu um sistema baseado nas tarefas.
Propôs que o trabalho realizado pelos operários fosse planeado por um gestor com um dia de
antecedência. Este elaborava as instruções de trabalho onde descrevia detalhadamente as
tarefas e os meios para os operários as realizarem. Deste modo, cada tarefa tinha um tempo
standard que era determinado por profissionais. Com a divisão das operações em tarefas,
Taylor acreditava que o estudo individual das tarefas eliminava movimentos desnecessários e
aumentava a eficiência em cada etapa da operação (Groover, 2007; Anis, 2010). Contudo, esta
primeira abordagem não foi bem aceite pelos engenheiros que não consideravam o seu
método como uma técnica para analisar e melhorar os métodos de trabalho. Para além disso, o
estudo dos tempos era baseado na experiência do supervisor ou inflacionados por chefias para
beneficiar o desempenho dos seus departamentos. No encontro da ASME em Saratoga, no ano
de 1903, Taylor apresentou o seu famoso livro “Shop Management” que inclui elementos
científicos tais como: estudo do tempo, normalização de todas as tarefas e ferramentas,
departamento de planeamento, cartões de instruções de trabalho, entre outros. Das 113
fábricas que implementaram esta gestão, apenas 30% consideraram um falhanço sem aumento
na produtividade. Foi devido a esta gestão que a produção em massa nos Estados Unidos da
América aconteceu no séc. XX. Este método é agora utilizado nas empresas e nas indústrias
como uma gestão imprescindível (Freivalds, 2009).
Mais tarde, Frank e Lilian Gilbreth, autores dos livros “A Primer of Scientific Management”
de 1911 e de “Fatigue Study” em 1916, tornaram-se os pioneiros no estudo do movimento no
trabalho. Esta técnica é definida como o estudo dos movimentos do corpo na realização de
uma operação com o objetivo de melhorar a operação, eliminando movimentos
desnecessários, simplificando os úteis e estabelecendo a sequência de movimentos mais
favorável para maximizar a eficiência da operação (Freivalds, 2009). Duas das principais
teorias de Frank são: todas as operações são compostas por 17 movimentos básicos
designados por “therbligs” e o princípio de que existe sempre um método melhor para
desempenhar uma determinada tarefa (Groover, 2007). Os Gilbreths são conhecidos pela
importância que deram ao estudo detalhado dos movimentos do corpo com o intuito de
aumentarem a produção, reduzir a fadiga e estabelecer o melhor método para os operadores
executarem uma tarefa. Foram eles que desenvolveram a técnica de gravar as operações
realizadas pelos operários de maneira a, posteriormente, estudarem os seus movimentos, uma
das técnicas mais usadas, atualmente, no estudo dos tempos e métodos (Freivalds, 2009).
Contudo, existem inúmeros fatores que influenciam estes estudos. E os operários tendem a
criar resistência às mudanças quando lhes são introduzidos novos métodos de trabalho.
Assim, os profissionais têm de saber ouvir e respeitar as ideias dos outros, especialmente dos
operários e têm de ter em conta que existe sempre um método melhor para a realização das
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
6
operações de modo a melhorar a produtividade, a qualidade, os prazos de entrega, a segurança
e o bem-estar dos operários (Freivalds, 2009).
2.2 Estudo dos tempos
O estudo dos tempos consiste numa técnica de medida do trabalho que permite registar a
quantidade de tempo que é necessário para completar uma unidade de trabalho, tempo
standard ou tempo padrão, executada em determinadas condições, através da análise dos
dados recolhidos, de modo a obter o tempo necessário para executar a tarefa com um nível de
rendimento bem definido, quer o trabalho seja realizado por um operário ou por sistemas
automáticos. É fundamental saber essa quantidade de tempo para a organização operar
eficientemente e eficazmente e, também, devido à sua importância económica. As razões mais
frequentes para realizar um estudo dos tempos são (PRONACI, 2003):
• Novas tarefas, processos ou métodos;
• Novos produtos, peças ou tecnologias;
• Cálculo dos custos de mão de obra e dos custos da produção;
• Planeamento da produção;
• Comparação da eficácia de dois métodos semelhantes;
• Medição de tempos improdutivos quando a instalação aparenta ter um fraco rendimento;
• Esclarecimento de um dado processo ou tarefa por ter um custo excessivo.
Os tempos padrão podem ser obtidos através de três métodos: estimativa, análise de dados
históricos e técnicas de medida de trabalho. A estimativa de tempo é realizada pelo operário
com mais experiência que estima o tempo necessário para realizar uma determinada tarefa,
com base na intuição. É o método mais antigo, mas também o mais subjetivo por ser obtido à
base de julgamentos, por isso, quando utilizado, é indicado para tarefas que raramente se
realizam. Os dados históricos são utilizados para calcular o tempo médio através de registos
fiáveis, e este pode ser usado como tempo standard para realizar a próxima operação
semelhante. É uma abordagem melhor comparativamente com a estimativa, mas continua a
existir desvios do valor real da duração do trabalho e não inclui nenhum indicador da
eficiência do trabalho realizado. O método de medição de tempo é o melhor para estabelecer
padrões por ser baseado em factos. As quatro técnicas possíveis são: estudo direto dos
tempos, sistemas de tempos predeterminados, sistemas de informação standard e estudo de
amostragem de trabalho (Groover, 2007).
2.2.1 Estudo direto dos tempos
O estudo direto dos tempos, também conhecido como estudo do tempo cronometrado,
consiste na observação direta e contínua das tarefas usando um cronómetro ou outro qualquer
equipamento que permita medir a duração da tarefa até estar concluída como, por exemplo,
uma câmara de filmar. O procedimento para determinar os tempos standard consiste em:
1. Escolher e documentar o método
2. Dividir as tarefas
3. Medir o tempo das tarefas
4. Avaliar os dados
5. Definir o padrão
Os dois primeiros passos têm como intuito o profissional ficar a conhecer as tarefas ao detalhe
para separá-las e documentá-las numa folha própria. Nos dois passos seguintes, são medidos
vários tempos de ciclo e, por último, esses dados recolhidos são analisados para determinar o
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
7
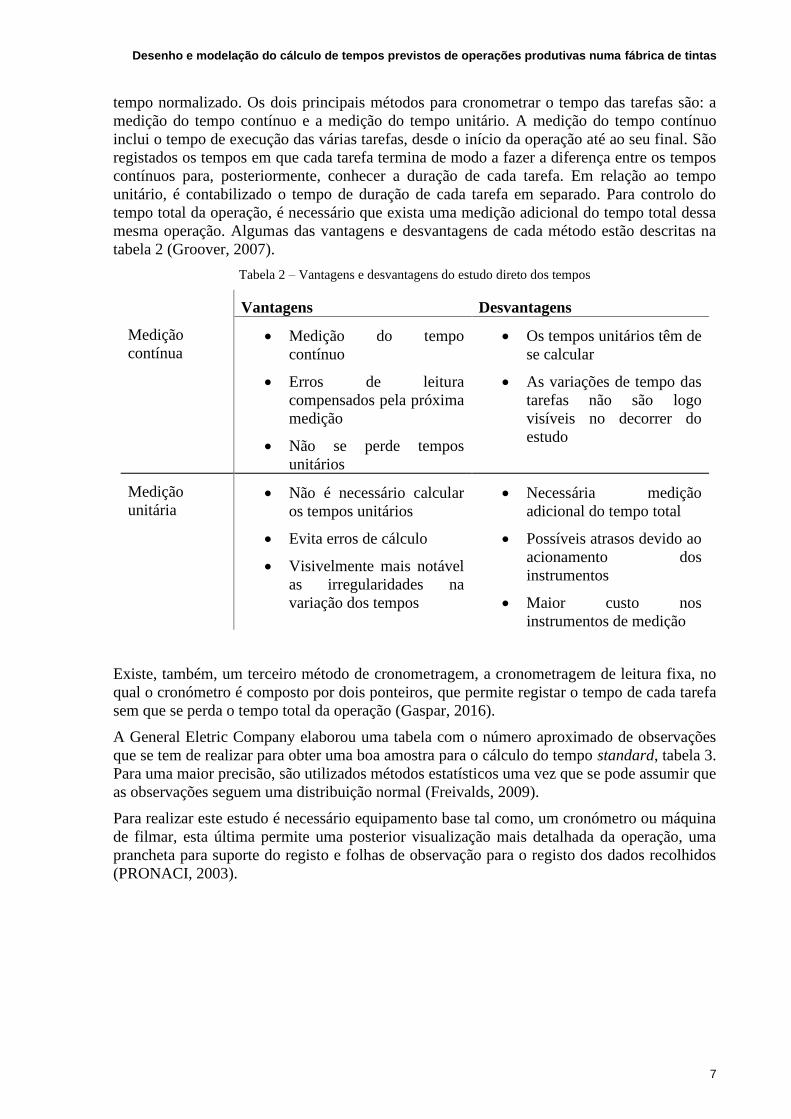
tempo normalizado. Os dois principais métodos para cronometrar o tempo das tarefas são: a
medição do tempo contínuo e a medição do tempo unitário. A medição do tempo contínuo
inclui o tempo de execução das várias tarefas, desde o início da operação até ao seu final. São
registados os tempos em que cada tarefa termina de modo a fazer a diferença entre os tempos
contínuos para, posteriormente, conhecer a duração de cada tarefa. Em relação ao tempo
unitário, é contabilizado o tempo de duração de cada tarefa em separado. Para controlo do
tempo total da operação, é necessário que exista uma medição adicional do tempo total dessa
mesma operação. Algumas das vantagens e desvantagens de cada método estão descritas na
tabela 2 (Groover, 2007).
Tabela 2 – Vantagens e desvantagens do estudo direto dos tempos
Vantagens Desvantagens
Medição
contínua • Medição do tempo
contínuo
• Erros de leitura
compensados pela próxima
medição
• Não se perde tempos
unitários
• Os tempos unitários têm de
se calcular
• As variações de tempo das
tarefas não são logo
visíveis no decorrer do
estudo
Medição
unitária • Não é necessário calcular
os tempos unitários
• Evita erros de cálculo
• Visivelmente mais notável
as irregularidades na
variação dos tempos
• Necessária medição
adicional do tempo total
• Possíveis atrasos devido ao
acionamento dos
instrumentos
• Maior custo nos
instrumentos de medição
Existe, também, um terceiro método de cronometragem, a cronometragem de leitura fixa, no
qual o cronómetro é composto por dois ponteiros, que permite registar o tempo de cada tarefa
sem que se perda o tempo total da operação (Gaspar, 2016).
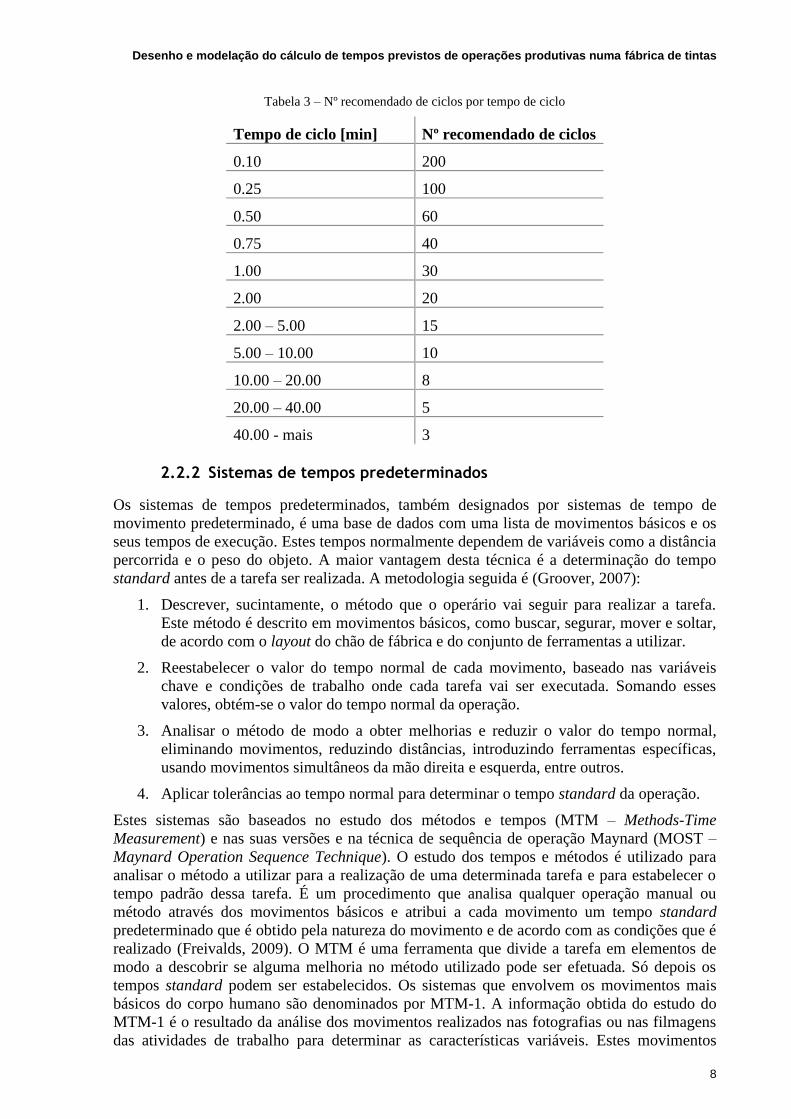
A General Eletric Company elaborou uma tabela com o número aproximado de observações
que se tem de realizar para obter uma boa amostra para o cálculo do tempo standard, tabela 3.
Para uma maior precisão, são utilizados métodos estatísticos uma vez que se pode assumir que
as observações seguem uma distribuição normal (Freivalds, 2009).
Para realizar este estudo é necessário equipamento base tal como, um cronómetro ou máquina
de filmar, esta última permite uma posterior visualização mais detalhada da operação, uma
prancheta para suporte do registo e folhas de observação para o registo dos dados recolhidos
(PRONACI, 2003).
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
8
Tabela 3 – Nº recomendado de ciclos por tempo de ciclo
Tempo de ciclo [min] Nº recomendado de ciclos
0.10 200
0.25 100
0.50 60
0.75 40
1.00 30
2.00 20
2.00 – 5.00 15
5.00 – 10.00 10
10.00 – 20.00 8
20.00 – 40.00 5
40.00 - mais 3
2.2.2 Sistemas de tempos predeterminados
Os sistemas de tempos predeterminados, também designados por sistemas de tempo de
movimento predeterminado, é uma base de dados com uma lista de movimentos básicos e os
seus tempos de execução. Estes tempos normalmente dependem de variáveis como a distância
percorrida e o peso do objeto. A maior vantagem desta técnica é a determinação do tempo
standard antes de a tarefa ser realizada. A metodologia seguida é (Groover, 2007):
1. Descrever, sucintamente, o método que o operário vai seguir para realizar a tarefa.
Este método é descrito em movimentos básicos, como buscar, segurar, mover e soltar,
de acordo com o layout do chão de fábrica e do conjunto de ferramentas a utilizar.
2. Reestabelecer o valor do tempo normal de cada movimento, baseado nas variáveis
chave e condições de trabalho onde cada tarefa vai ser executada. Somando esses
valores, obtém-se o valor do tempo normal da operação.
3. Analisar o método de modo a obter melhorias e reduzir o valor do tempo normal,
eliminando movimentos, reduzindo distâncias, introduzindo ferramentas específicas,
usando movimentos simultâneos da mão direita e esquerda, entre outros.
4. Aplicar tolerâncias ao tempo normal para determinar o tempo standard da operação.
Estes sistemas são baseados no estudo dos métodos e tempos (MTM – Methods-Time
Measurement) e nas suas versões e na técnica de sequência de operação Maynard (MOST –
Maynard Operation Sequence Technique). O estudo dos tempos e métodos é utilizado para
analisar o método a utilizar para a realização de uma determinada tarefa e para estabelecer o
tempo padrão dessa tarefa. É um procedimento que analisa qualquer operação manual ou
método através dos movimentos básicos e atribui a cada movimento um tempo standard
predeterminado que é obtido pela natureza do movimento e de acordo com as condições que é
realizado (Freivalds, 2009). O MTM é uma ferramenta que divide a tarefa em elementos de
modo a descobrir se alguma melhoria no método utilizado pode ser efetuada. Só depois os
tempos standard podem ser estabelecidos. Os sistemas que envolvem os movimentos mais
básicos do corpo humano são denominados por MTM-1. A informação obtida do estudo do
MTM-1 é o resultado da análise dos movimentos realizados nas fotografias ou nas filmagens
das atividades de trabalho para determinar as características variáveis. Estes movimentos
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
9
correspondem aos originais therbligs desenvolvidos por Gilbreth, mas adaptados às
necessidades do MTM ou em novos que foram adicionados. A unidade de tempo é designada
por TMUs – Time Measurement Units – e é definida como (Groover, 2007):
1 𝑇𝑀𝑈 = 0.00001 ℎ𝑟 = 0.0006 𝑚𝑖𝑛 = 0.036 𝑠𝑒𝑐
Com o desenvolvimento do MTM-1, os sistemas de MTM cresceram e foram desenvolvidas
várias versões baseadas no MTM-1. O MTM-2 consiste nos movimentos básicos do estudo
dos métodos e tempos e na combinação desses movimentos que sintetiza a informação do
MTM, adapta-se ao operador e não depende do local de trabalho nem do equipamento usado.
O terceiro nível do estudo dos métodos e tempos é um complemento do MTM-1 e do MTM-
2. A sua utilização é vantajosa em situações onde é essencial poupar tempo devido à
necessidade da existência de precisão. Este sistema engloba apenas quatro categorias de
movimentos manuais:
• Manipular / Manusear;
• Transportar;
• Movimentar;
• Curvar e levantar.
Outras versões foram desenvolvidas como, MTM-V, MTM-C, MTM-M, MTM-MEK, MTM-
UAS e o software MTM-Link.
A técnica de sequência de operação Maynard contém três níveis que se diferenciam pelo
tempo de ciclo da operação e pelo número de vezes que essa operação ocorre semanalmente.
O MaxiMOST é utilizado para analisar as operações mais longas e que menos ocorrem
durante uma semana e o MiniMOST para operações que ocorrem frequentemente e com
tempos de ciclo curtos. Como meio termo e o mais utilizado, o BasicMOST baseia-se em três
modelos básicos de sequência: movimento geral, movimento controlado e o uso de
ferramentas e equipamentos. O movimento geral é um modelo no qual um objeto é movido no
espaço de um local para o outro. No movimento controlado, o objeto é movido em contacto
com uma superfície ou preso a outro objeto. Com o uso de ferramentas e equipamentos, o
objeto é movido com ferramentas de mão como, por exemplo, um martelo ou uma chave de
fendas.
O uso de sistemas de tempos predeterminados tem como vantagens a determinação de tempos
standard antes de iniciar a produção e a estimação dos custos de produção quando o trabalho
ainda não existe (Freivalds, 2009).
2.2.3 Sistemas de informação standard
Um sistema de informação standard (SDS – Standard Data System) é uma base de dados que
contém os valores dos tempos normais dos elementos do trabalho a nível macroscópico. Para
determinar os tempos standard das tarefas são utilizados os elementos de trabalho da base de
dados que são mais semelhantes aos elementos que compõem a tarefa. O estudo direto dos
tempos realizado anteriormente aos elementos de trabalho é utilizado para determinar os
valores dos tempos normais dos elementos a utilizar no novo trabalho, sem que seja
necessário visualizar a tarefa. Quando se utiliza um SDS, é analisada a lista dos elementos de
trabalho a serem utilizados na nova tarefa, detalhando e especificando os parâmetros que
podem influenciar a tarefa. Contudo, os sistemas de tempo predeterminados, o estudo de
amostragem do trabalho, dados históricos e estimativas de tempo podem ser utilizados para
determinar os tempos normais dos elementos, mas para uma maior precisão, o estudo direto
dos tempos e os sistemas de tempo predeterminados devem ser os utilizados. O objetivo dos
sistemas de informação standard é estabelecer um tempo standard para uma nova tarefa e,
para isso, é necessário que os elementos da tarefa estejam na base de dados. Depois dessa
verificação, as etapas para a determinação desse tempo standard são:
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
10
1. Analisar a nova tarefa e dividi-la em elementos de trabalho que correspondem aos
elementos na base de dados do SDS e caracterizá-los;
2. Determinar os tempos normais para os elementos de trabalho através da base de dados
e distingui-los em set-up ou execução;
3. Somar os tempos normais dos elementos de trabalho para obter o tempo normal da
tarefa. Tempos de máquinas devem ser distinguidos nos tempos de execução da tarefa;
4. Calcular os tempos standard de set-up e execução. Estes tempos standard incluem
tolerâncias.
As bases de dados do SDS podem-se apresentar em vários formatos como, por exemplo, em
tabelas, gráficos, fórmulas matemáticas e base de dados digitais. Cada empresa tem a sua
própria base de dados porque o chão de fábrica, os métodos e políticas produtivas são
diferentes de companhia para companhia. Como as bases de dados contém elementos de
trabalho é importante distingui-los e, assim sendo, é necessário classificá-los em:
• Setup ou elementos da produção;
• Constantes ou variáveis;
• Regulares ou irregulares;
• Internos ou externos.
Os sistemas de informação standard são tipicamente aplicados a produções em lote. O tempo
de set-up é, assim, o tempo de reprogramar ou redefinir o equipamento para o próximo lote,
de substituir as ferramentas e/ou mudar fisicamente a disposição do local de trabalho. Esta
fase é considerada como um desperdício de tempo de produção. Os elementos de produção
estão associados com o processamento das unidades de trabalho. Normalmente, sucedem-se
em tempos de ciclo regulares, mas porventura pode acontecer alguma irregularidade. Os
elementos regulares acontecem pelo menos uma vez a cada ciclo e os irregulares ocorrem
com menos frequência. É importante distinguir os elementos em internos ou externos aquando
do tempo da produção. Os elementos externos são aqueles que são produzidos em série com a
máquina e os internos em paralelo com a máquina. Em relação à distinção dos elementos
contantes ou variáveis, os constantes têm sempre o mesmo valor de tempo em todos os
estudos de tempo, contudo podem existir desvios aleatórios devido ao desempenho do
operador. Uma análise estatística pode ser incluída para confirmar que esses desvios são
aleatórios ou, então, para descobrir a razão da variação. Os tempos normais dos elementos
variáveis variam devido às diferenças nos valores das variáveis do trabalho mesmo que os
movimentos e as funções sejam iguais de trabalho para trabalho, ou seja, os tempos dependem
das características do trabalho.
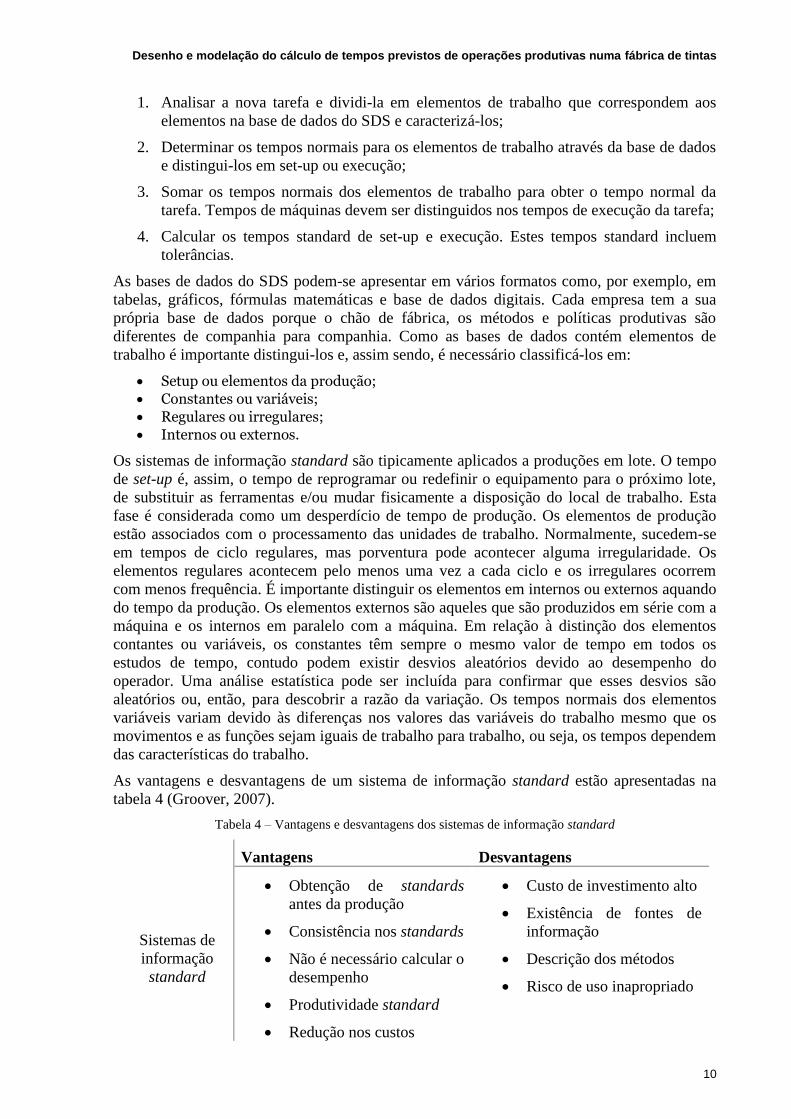
As vantagens e desvantagens de um sistema de informação standard estão apresentadas na
tabela 4 (Groover, 2007).
Tabela 4 – Vantagens e desvantagens dos sistemas de informação standard
Vantagens Desvantagens
Sistemas de
informação
standard
• Obtenção de standards
antes da produção
• Consistência nos standards
• Não é necessário calcular o
desempenho
• Produtividade standard
• Redução nos custos
• Custo de investimento alto
• Existência de fontes de
informação
• Descrição dos métodos
• Risco de uso inapropriado
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
11
2.2.4 Estudo da amostragem do trabalho
A técnica estatística que determina a proporção de tempo total dedicada às várias categorias
de atividades realizadas tanto por homens como por máquinas é denominada por amostragem
de trabalho. Para desenvolver este estudo, é observado e registado um grande número de
observações em intervalos aleatórios de modo a obter precisão. A precisão do estudo depende
da finalidade. Os resultados da amostragem do trabalho são eficazes para determinar a
capacidade dos operários e das máquinas, tolerâncias e standards da produção. Apesar da
mesma informação ser obtida através do estudo direto do tempo, o estudo da amostragem do
trabalho é mais rápido e tem custos mais reduzidos (Freivalds, 2009). Contudo, para trabalhos
muito repetitivos e com tempos de ciclo curtos realizados só por um operário, o estudo direto
de tempo, sistemas de tempo predeterminados e sistemas de informação standard são os mais
adequados. Uma das vantagens deste estudo é que é aplicável a qualquer situação de trabalho
com mais do que um trabalhador envolvido em duas ou mais categorias de atividades em
tempos diferentes.
A teoria da amostragem do trabalho é baseada na lei fundamental da probabilidade: num dado
instante, um evento pode estar presente ou ausente. A distribuição desta probabilidade é a
distribuição binomial, onde o parâmetro p representa a proporção de tempo despendido numa
dada categoria de atividade. A distribuição binomial é frequentemente aproximada à
distribuição normal devido ao grande número de observações, representadas por n. Esta
aproximação leva a que a média e o desvio padrão da distribuição sejam definidas como
representadas nas equações (2.1) e (2.2).
μ=n×p (2.1)
σ=√n×p×(1-p) (2.2)
Os valores proporcionais são obtidos através da divisão destas equações por n, obtendo os
parâmetros �̂� e �̂�𝑝.
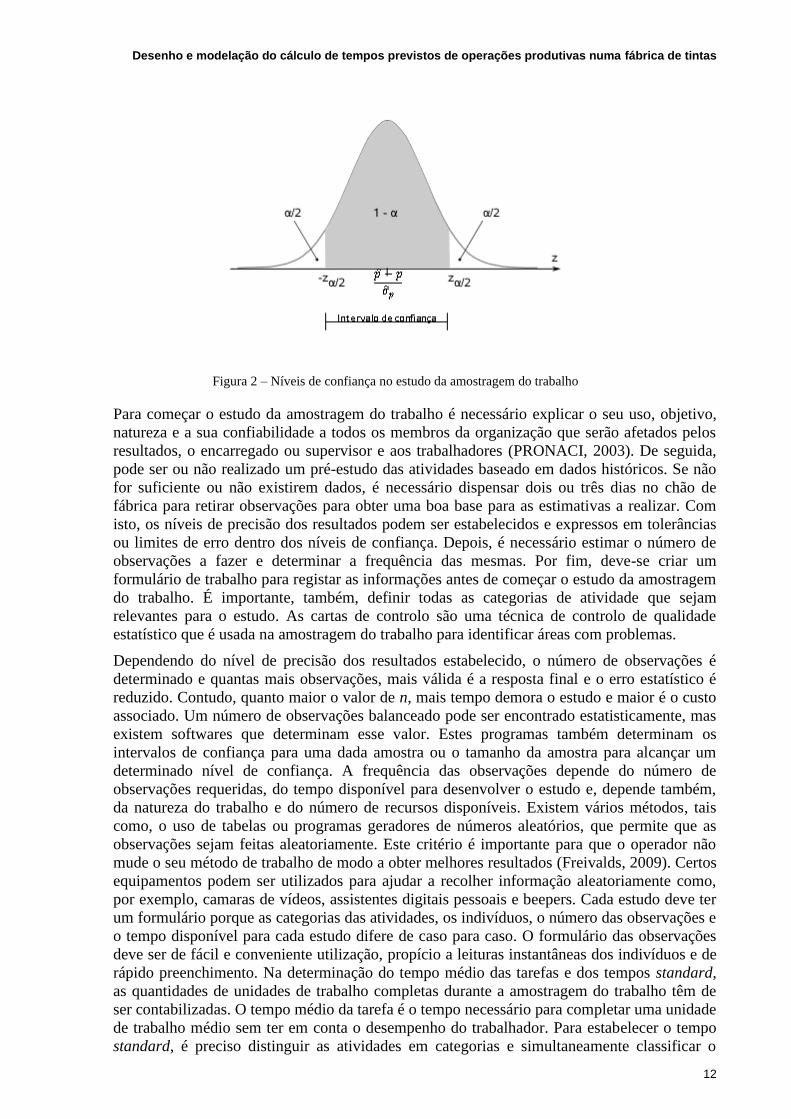
Uma boa estimativa é quando existe ausência de tendência e de baixa variância. A tendência
aparece quando o método de estimativa, por alguma razão, falha ou porque a variável a
estimar é influenciada pelo ato de observar. Assim, as observações devem ser feitas
aleatoriamente para eliminar e reduzir as tendências. A variância baixa ocorre quando os
valores medidos nas observações estão todos muito próximos. Tipicamente, os níveis de
confiança usados no estudo da amostragem do trabalho são 90%, em que 𝓏𝛼 2⁄ = 1.65, e 95%,
onde 𝓏𝛼 2⁄ = 1.96 e podem ser representados como na figura 2. Outros valores de níveis de
confiança podem ser encontrados em tabelas de distribuição normal standard (Groover,
2007).
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
12
Para começar o estudo da amostragem do trabalho é necessário explicar o seu uso, objetivo,
natureza e a sua confiabilidade a todos os membros da organização que serão afetados pelos
resultados, o encarregado ou supervisor e aos trabalhadores (PRONACI, 2003). De seguida,
pode ser ou não realizado um pré-estudo das atividades baseado em dados históricos. Se não
for suficiente ou não existirem dados, é necessário dispensar dois ou três dias no chão de
fábrica para retirar observações para obter uma boa base para as estimativas a realizar. Com
isto, os níveis de precisão dos resultados podem ser estabelecidos e expressos em tolerâncias
ou limites de erro dentro dos níveis de confiança. Depois, é necessário estimar o número de
observações a fazer e determinar a frequência das mesmas. Por fim, deve-se criar um
formulário de trabalho para registar as informações antes de começar o estudo da amostragem
do trabalho. É importante, também, definir todas as categorias de atividade que sejam
relevantes para o estudo. As cartas de controlo são uma técnica de controlo de qualidade
estatístico que é usada na amostragem do trabalho para identificar áreas com problemas.
Dependendo do nível de precisão dos resultados estabelecido, o número de observações é
determinado e quantas mais observações, mais válida é a resposta final e o erro estatístico é
reduzido. Contudo, quanto maior o valor de n, mais tempo demora o estudo e maior é o custo
associado. Um número de observações balanceado pode ser encontrado estatisticamente, mas
existem softwares que determinam esse valor. Estes programas também determinam os
intervalos de confiança para uma dada amostra ou o tamanho da amostra para alcançar um
determinado nível de confiança. A frequência das observações depende do número de
observações requeridas, do tempo disponível para desenvolver o estudo e, depende também,
da natureza do trabalho e do número de recursos disponíveis. Existem vários métodos, tais
como, o uso de tabelas ou programas geradores de números aleatórios, que permite que as
observações sejam feitas aleatoriamente. Este critério é importante para que o operador não
mude o seu método de trabalho de modo a obter melhores resultados (Freivalds, 2009). Certos
equipamentos podem ser utilizados para ajudar a recolher informação aleatoriamente como,
por exemplo, camaras de vídeos, assistentes digitais pessoais e beepers. Cada estudo deve ter
um formulário porque as categorias das atividades, os indivíduos, o número das observações e
o tempo disponível para cada estudo difere de caso para caso. O formulário das observações
deve ser de fácil e conveniente utilização, propício a leituras instantâneas dos indivíduos e de
rápido preenchimento. Na determinação do tempo médio das tarefas e dos tempos standard,
as quantidades de unidades de trabalho completas durante a amostragem do trabalho têm de
ser contabilizadas. O tempo médio da tarefa é o tempo necessário para completar uma unidade
de trabalho médio sem ter em conta o desempenho do trabalhador. Para estabelecer o tempo
standard, é preciso distinguir as atividades em categorias e simultaneamente classificar o
Figura 2 – Níveis de confiança no estudo da amostragem do trabalho
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
13
desempenho do operador. As categorias das atividades são os estados do objeto de estudo que
o profissional pode identificar e classificar. Estes devem ser inferiores a dez para reduzir a
variância e melhorar os níveis de confiança devido aos altos valores médios de proporção que
se obtém.
As maiores dificuldades neste estudo são:
• Definir as categorias das atividades;
• Criar os formulários das observações;
• Programar as observações.
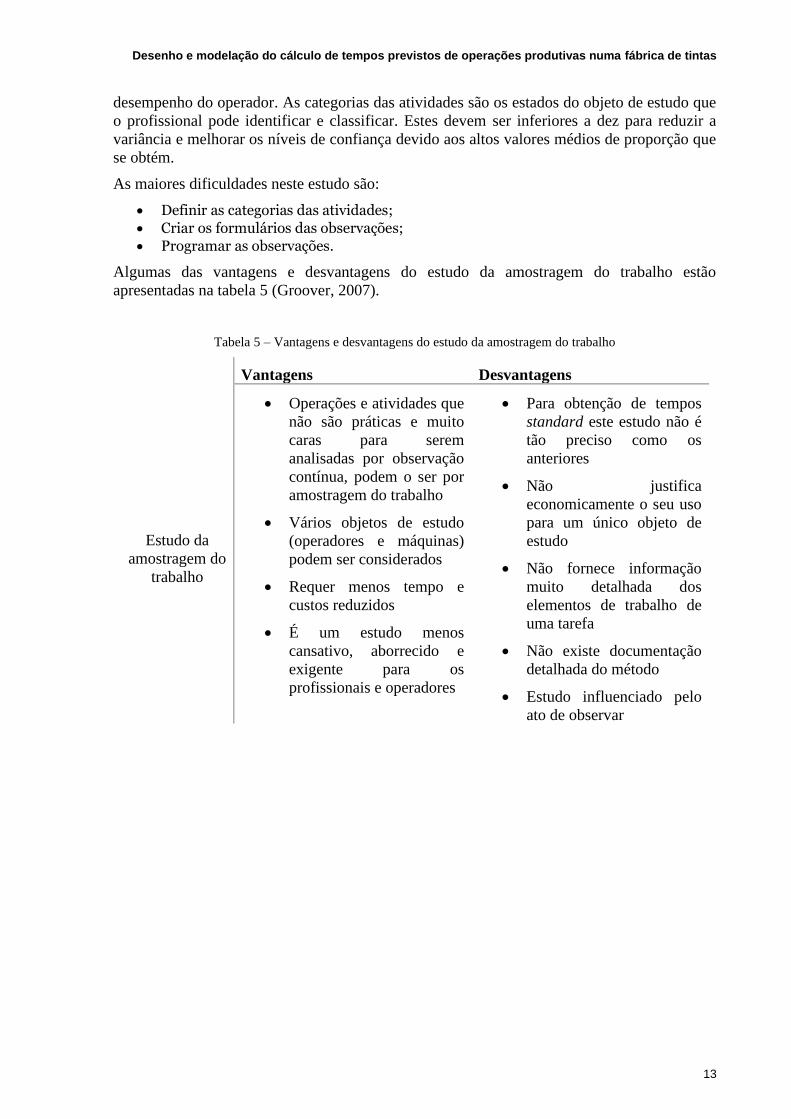
Algumas das vantagens e desvantagens do estudo da amostragem do trabalho estão
apresentadas na tabela 5 (Groover, 2007).
Tabela 5 – Vantagens e desvantagens do estudo da amostragem do trabalho
Vantagens Desvantagens
Estudo da
amostragem do
trabalho
• Operações e atividades que
não são práticas e muito
caras para serem
analisadas por observação
contínua, podem o ser por
amostragem do trabalho
• Vários objetos de estudo
(operadores e máquinas)
podem ser considerados
• Requer menos tempo e
custos reduzidos
• É um estudo menos
cansativo, aborrecido e
exigente para os
profissionais e operadores
• Para obtenção de tempos
standard este estudo não é
tão preciso como os
anteriores
• Não justifica
economicamente o seu uso
para um único objeto de
estudo
• Não fornece informação
muito detalhada dos
elementos de trabalho de
uma tarefa
• Não existe documentação
detalhada do método
• Estudo influenciado pelo
ato de observar
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
14
3 Enquadramento no projeto
Para desenvolver este projeto é necessário conhecer a situação inicial da empresa, isto é, o
desenvolvimento das operações na nave a tratar, neste caso, o C8 – Produtos industriais e de
alta performance e como são planeadas e programadas, designadas como processos de
suporte, e, também entender o comportamento dos tempos registados quando comparados
com os tempos previstos através de dois sistemas de informação, um MES, Manufacturing
Execution System, o SFC, Shoop Floor Control, e um ERP, Enterprise Resource Planning, o
ASW, Application SoftWare. Os dados a tratar reportam ao ano de 2019.
De modo a realizar a análise aos tempos no C8 utilizou-se os dados registados no SCADA,
Supervisory Control and Data Acquisition, no qual só é possível identificar as operações de
fabrico, transferência e acabamento.
3.1 Descrição do processo produtivo
O processo produtivo de uma tinta pode ser dividido em duas macro etapas: o fabrico e o
enchimento. A sequência deste processo pode ser generalizada em pesagem, pré-mistura,
dispersão, moagem, acabamento, filtração e/ou afinação e enchimento. Ainda antes do início
do fabrico de uma tinta ocorre uma separação de matérias primas no C0 consoante as
necessidades de cada nave. As matérias primas podem ser classificadas em:
• Granel, armazenadas em silos;
• Líquidas, embaladas em tambores, cubos IBC, bilhas ou barricas;
• Sólidas, acondicionadas em sacos ou em big-bag.
Na pesagem é realizada a dosagem de matérias-primas nas quantidades descritas na ordem de
fabrico. É uma etapa rigorosa, pois se acontecer algum erro, o produto é considerado como
não conforme, PNC. Durante a pré-mistura, as matérias primas líquidas e sólidas são
introduzidas e misturadas de acordo com as instruções na ordem de fabrico. Esta etapa pode
ser realizada de duas formas distintas: por homogeneização, onde acontece uma simples
agitação do fluido durante a incorporação das matérias primas, e por dispersão, no qual se
pretende a desagregação das partículas sólidas do líquido. A moagem é realizada com o
objetivo de reduzir o volume e o tamanho das partículas e, consequentemente, aumentar o
grau de dispersão consoante as características que se pretende. É uma etapa opcional e trata-se
de um processo em fluxo realizado em moinhos de esferas. O processo intermédio que se
destina atribuir à tinta as suas características finais designa-se por acabamento. Nesta etapa
introduz-se e agita-se as últimas matérias primas necessárias ao fabrico da tinta. Na afinação
procede-se ao acerto de cor da tinta relativamente a um padrão e a filtração à eliminação de
partículas de tamanho acima do especificado. Após a conclusão do fabrico, o produto fica
sujeito a um controlo da qualidade das características da tinta. De acordo com a análise
realizada, podem surgir três situações distintas:
• Produto aprovado: conforme especificações e pronto para o enchimento;
• Produto rejeitado: não pode ser comercializado;
• Produto condicionado: necessárias correções para posterior aprovação.
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
15
Com a aprovação do produto pelo controlo de qualidade, o produto pode ser doseado e
embalado em recipientes, de vários tamanhos, rotulado e armazenado. O enchimento pode ser
manual, semiautomático ou automático.
De uma forma geral, este é o procedimento para a produção de uma tinta. Contudo, existem
diferenças de setor para setor.
3.1.1 Processos de suporte
A estratégia de produção da CIN é baseada em duas políticas, Make-to-Order (MTO) e Make-
to-Stock (MTS). O planeamento da produção por MTO significa que a CIN fabrica produtos
consoante as encomendas dos clientes, denominados por produtos especiais. No que diz
respeito ao planeamento por MTS, a CIN produz para repor o seu stock, fabricando produtos
de lote. Para tal, é fundamental criar uma ordem de fabrico, OF e de enchimento, OE, se for o
caso, e verificar a existência de matérias-primas e de materiais de embalagem necessárias ao
fabrico. Estas funções são da responsabilidade do departamento de planeamento da produção.
Uma OF é como uma receita, contém as matérias-primas e as suas quantidades bem como os
procedimentos necessários para o fabrico de uma tinta. O documento que indica o produto a
encher e os materiais de embalagem necessários como as embalagens, tampas, rótulos, caixas,
paletes, entre outros, é denominado por ordem de enchimento. A cada OF pode estar
associado mais do que uma OE, isto é, o mesmo fabrico pode ser acondicionado em diferentes
tipos de embalagens ou marcas, como pode originar nenhuma OE, tratando-se de produtos
intermédios. Os produtos intermédios destinam-se a ser utilizados no fabrico dos produtos
acabados.
Após o planeamento das ordens de fabrico ou de enchimento, é necessário programá-las para
assegurar o cumprimento dos prazos de entrega. Esta responsabilidade é da direção de
operações que tem também ao seu encargo a elaboração de programas de rotulagem. O
processo tem início com o envio das ordens de fabrico do planeamento para a produção. A
triagem e seleção destas ordens são feitas em função de um conjunto de restrições, índices de
cobertura e prazos de entrega. Selecionadas as ordens de fabrico, o responsável de cada nave
tem como responsabilidade otimizar os recursos disponíveis de modo a cumprir o plano de
trabalho. Diariamente, este procedimento é atualizado para responder a situações, tais como
“urgências” de encomendas de elevada prioridade que devem ser priorizadas no plano de
produção, avarias nos equipamentos, absentismo, entre outros.
3.1.2 Processo produtivo nos produtos industriais e de alta performance
Na nave de produtos industriais e de alta performance executam-se, desde fevereiro de 2019,
os fabricos de produtos para o mercado da indústria e proteção anticorrosiva, ou seja, tanto
para a indústria alimentar e automóvel, por exemplo, como para estruturas metálicas ou de
betão como é o caso de pontes. O fabrico no C8 é o mais automatizado da fábrica CIN MAIA.
Além disso, existem tanques de armazenagem de matérias-primas a granel, silos, identificados
como TXXX, com controlo monitorizado HMI para o abastecimento de big-bags. Isto faz
com que exista um aprovisionamento nestas matérias-primas e nos aditivos que são
abastecidos de modo a não haver quebras no stock e perda de produtividade. Também ocorre,
quando possível, um aprovisionamento nas matérias-primas sólidas e líquidas para os fabricos
a realizar com apoio de pesagens manuais em naves de auxílio, mas em pouca quantidade o
que acaba por reduzir os tempos de fabrico. Estes aprovisionamentos com operários não
produtivos aumentam a produtividade e diminuem a carga aos operários produtivos que só se
destinam ao fabrico. Ainda, em relação, à pesagem, existe uma balança automática, D1, no
qual a matéria-prima é introduzida num carrinho que a pesa automaticamente através do
número da OF e depois no dispersor pela entrada dedicada aos líquidos. Isto leva a uma
redução no tempo da operação e aumento da produtividade. Existem cinco dispersores,
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
16
designados por HSDX – High Speed Dissolver, que estão conectados ao SCADA através de
monitores e sensores que controlam e rastreiam as matérias primas e a sua introdução e,
consequentemente, as operações. Contudo, isto não invalida o registo no SFC. O
inconveniente neste setor é o facto de existirem dois andares e o painel de registo encontrar-se
no andar de cima. Isto faz com que o acabamento que é realizado no andar de baixo não seja
registado. Os tanques de acabamento são identificados como BTXX – Buffer Tank, e os
tanques denominados IBTX – Intermediate Buffer Tank são tanques de apoio à moagem. Em
relação à transferência, o único cuidado a ter é a preparação da bomba antes da operação se
realizar. No SCADA, o tempo de operação começa a contar a partir do momento em que pede
a matéria-prima e não a partir da sua introdução. O enchimento é, principalmente,
semiautomático e o fabrico no C8 destina-se, na sua maioria, a vendas diretas ao cliente, ou
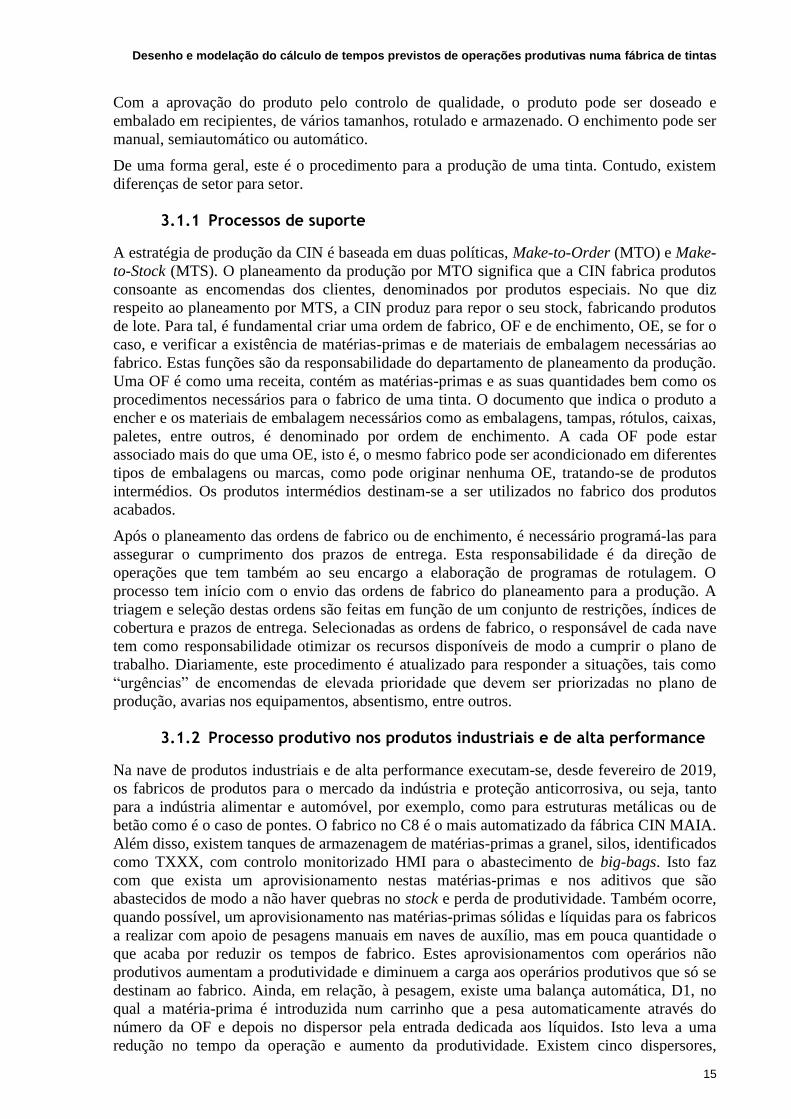
seja, a sua estratégia de produção é MTO, Make-to-Order. O layout da nave C8 pode ser
visualizado na figura 3.
3.2 Diagnóstico da situação inicial
Foi realizada uma análise comparativa dos tempos registados do ano 2019 com os tempos
previstos através de dados obtidos de dois sistemas de informação: um MES, Manufacturing
Execution System, o SFC, Shoop Floor Control, e um ERP, Enterprise Resource Planning, o
ASW, Application SoftWare. O SFC controla, em tempo real, o chão de fábrica, ou seja, o
processo produtivo e fornece informação sobre o estado do produto, os operários responsáveis
e os equipamentos utilizados. O ASW permite consultar informações sobre os estados das
ordens de fabrico, saldos de armazém e encomendas a fornecedores.
O sistema ERP faz uma filtragem aos tempos reais por serem a base para o cálculo dos custos
industriais. Esta filtragem faz com que se o tempo de operação for muito reduzido ou muito
extenso, caso, por exemplo, o operário se esqueça de terminar a operação, o filtro aplicado ao
ERP regista tempos mais adequados, manipulando os dados através da soma ou subtração do
tempo previsto com uma certa percentagem.
O estudo realizado com os dados recolhidos do SFC é sem qualquer filtro. De notar que o
SFC termina automaticamente a operação às 2h da manhã caso alguma ainda esteja a
decorrer, considerando um erro de interface, devido à existência de dois turnos na produção.
Este sistema encontra-se em terminais distribuídos pelas fábricas e colocados em pontos
estratégicos. O maior problema do SFC é que o momento de recolha de dados depende de
pessoa para pessoa e da sua perceção para iniciar, parar, reiniciar ou finalizar uma operação.
Esta situação está sujeita a erros e ao esquecimento. Assim, a qualidade dos dados e a
Figura 3 – Planta do setor C8
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
17
variabilidade das durações são influenciadas por estes fatores. Outras razões que influenciam
o desfasamento dos dados recolhidos são problemas nos terminais e na rede.
Considerou-se, em primeiro, uma análise geral ao setor C8 e, posteriormente, uma análise
mais detalhada das operações a analisar dessa nave, o fabrico, a transferência e o acabamento.
As dashboards criadas para a análise das operações no C8 encontram-se no anexo A e B, para
o sistema ERP e para o SFC, respetivamente.
As operações de afinação de cor e controlo de qualidade não são consideradas visto que o
único parâmetro que reportam são taxas fixas, ou seja, custos, devido aos testes que são feitos
e que no qual os seus resultados demoram horas a obter.
Em termos de legenda, um desvio negativo significa que as operações registam um tempo
inferior comparativamente ao tempo previsto, um desvio positivo indica um tempo superior
relativamente ao previsto e, por último, quando os desvios são inferiores a 1% designa-se por
“sem desvio”. Definiu-se como operação crítica, uma operação no qual o total dos desvios,
seja superior ou inferior, é superior a 70%.
3.2.1 Desvios dos tempos nos produtos industriais e de alta performance
(C8)
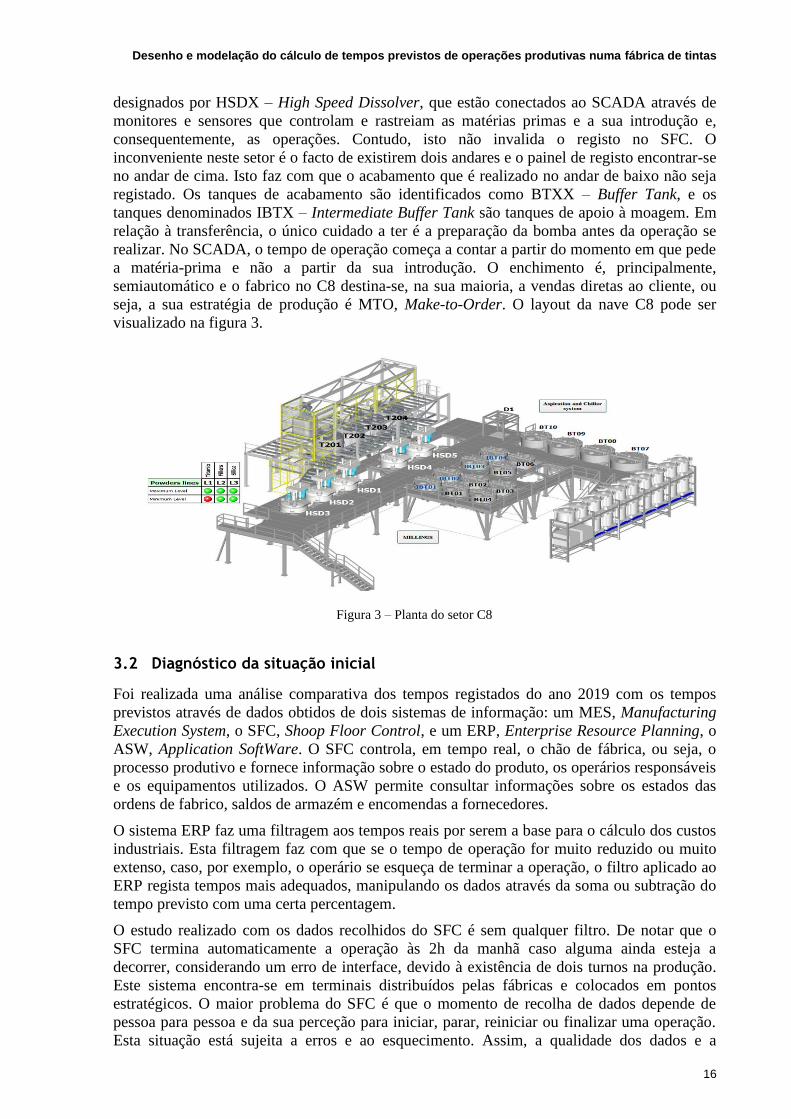
Através dos dados obtidos do sistema ERP, conclui-se que 51% das operações (1111 de 2180
operações registadas) demoram menos tempo do que o tempo previsto, 48% das operações
registadas (1048 de 2180) demoram mais tempo do que o tempo previsto e quase 1% das
operações apresenta desvios não significativos (21 de 2180) como se pode visualizar na figura
4. A média dos tempos registados está abaixo do previsto, sendo que os desvios se encontram
maioritariamente nos 5% a 10% tanto seja inferior ao tempo previsto como superior.
A operação crítica no C8, segundo o ERP, é homogeneizar. Os desvios dos tempos na
operação homogeneizar encontram-se no intervalo de -10% a -5%.
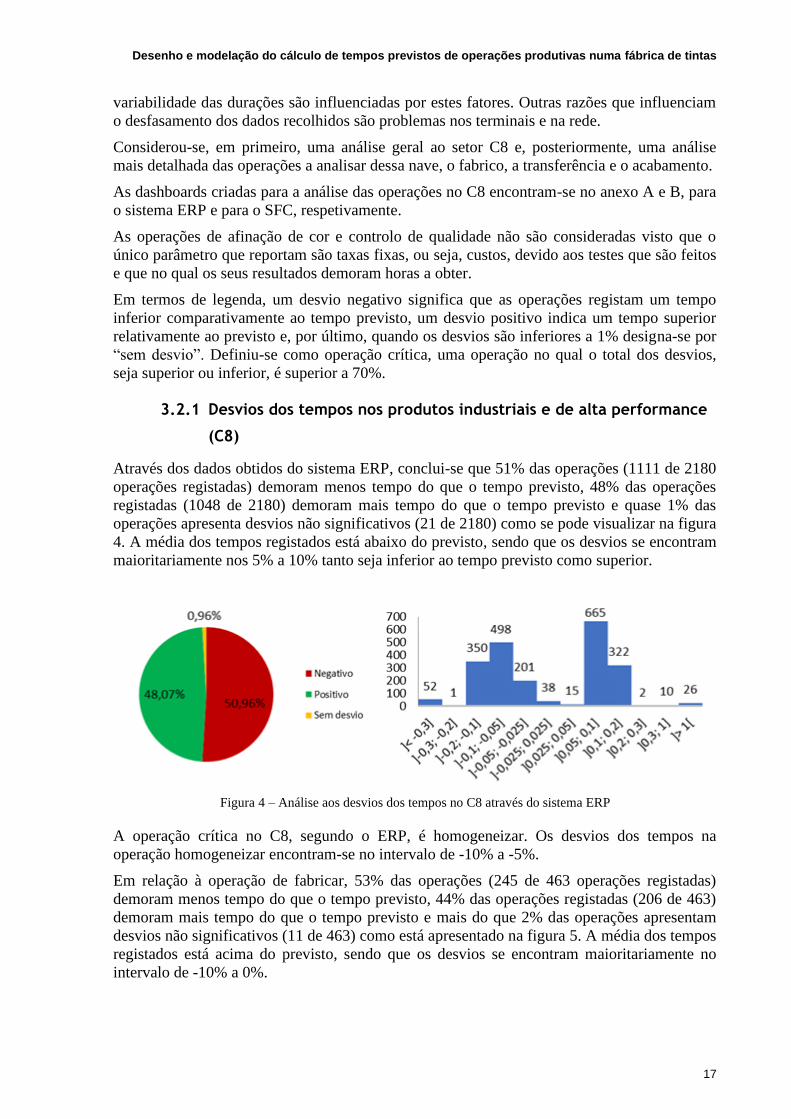
Em relação à operação de fabricar, 53% das operações (245 de 463 operações registadas)
demoram menos tempo do que o tempo previsto, 44% das operações registadas (206 de 463)
demoram mais tempo do que o tempo previsto e mais do que 2% das operações apresentam
desvios não significativos (11 de 463) como está apresentado na figura 5. A média dos tempos
registados está acima do previsto, sendo que os desvios se encontram maioritariamente no
intervalo de -10% a 0%.
Figura 4 – Análise aos desvios dos tempos no C8 através do sistema ERP
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
18
No que diz respeito à operação de transferência, 33% das operações (137 de 408 operações
registadas) demoram menos tempo do que o tempo previsto, 66% das operações registadas
(268 de 408) demoram mais tempo do que o tempo previsto e quase 1% das operações
apresenta desvios não significativos (3 de 408) como está ilustrado na figura 6. A média dos
tempos registados está acima do previsto, sendo que os desvios se encontram
maioritariamente no intervalo de -10% a 20%.
Por último, no acabamento 61% das operações (148 de 241 operações registadas) demoram
menos tempo do que o tempo previsto, 38% das operações registadas (92 de 241) demoram
mais tempo do que o tempo previsto e nem 1% das operações apresenta desvios não
significativos (1 de 241) como está evidenciado na figura 7. A média dos tempos registados
está abaixo do previsto, sendo que os desvios se encontram na sua maioria entre -10% a 10%.
Figura 5 – Análise aos desvios dos tempos de fabrico através do sistema ERP
Figura 6 – Análise aos desvios dos tempos de transferência através do sistema ERP
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
19
Com os dados registados no SFC tem-se que 52% das operações (965 de 1870 operações
registadas) demoram menos tempo do que o tempo previsto, 48% das operações registadas
(888 de 1870) demoram mais tempo do que o tempo previsto e quase 1% das operações
apresenta desvios não significativos (17 de 1870) como pode ser visualizado na figura 8. A
média dos tempos registados está abaixo do previsto e das 1870 operações:
• 31 (1,66%) são erros de interface;
• 469 (25,08%) ultrapassam os 100% do tempo previsto;
• 1086 (58,07%) têm tempo <80% do tempo previsto;
• 9 (0,48%) demoram mais que 16h;
• 15 (0,80%) demoram menos que 2 min.
Segundo o SFC, a operação crítica nos produtos industriais e de alta performance é
homogeneizar. Os desvios dos tempos na operação homogeneizar encontram-se,
maioritariamente, no intervalo de -100% a -60%.
Na operação fabricar, 67% das operações (403 de 604 operações registadas) demoram menos
tempo do que o tempo previsto, 31% das operações registadas (189 de 604) demoram mais
tempo do que o tempo previsto e quase 2% das operações apresenta desvios não significativos
(12 de 604) como é ilustrado na figura 9. A média dos tempos registados está abaixo do
previsto e das 604 operações:
Figura 7 – Análise aos desvios dos tempos de acabamento através do sistema ERP
Figura 8 – Analise aos desvios dos tempos no C8 através do SFC
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
20
• 17 (2,81%) são erros de interface;
• 50 (8,28%) ultrapassam os 100% do tempo previsto;
• 431 (71,36%) têm tempo <80% do tempo previsto;
• 6 (0,99%) demoram mais que 16h;
• 3 (0,50%) demoram menos que 2 min.
Em relação à operação de transferência, 37% das operações (173 de 468 operações registadas)
demoram menos tempo do que o tempo previsto, 62% das operações registadas (291 de 468)
demoram mais tempo do que o tempo previsto e quase 1% das operações apresenta desvios
não significativos (4 de 468) como está evidenciado na figura 10. A média dos tempos
registados está acima do previsto e das 468 operações:
• 8 (1,71%) são erros de interface;
• 179 (38,25%) ultrapassam os 100% do tempo previsto;
• 248 (52,99%) têm tempo <80% do tempo previsto;
• 3 (0,64%) demoram mais que 16h;
• 4 (0,85%) demoram menos que 2 min.
No que diz respeito ao acabamento, 63% das operações (164 de 260 operações registadas)
demoram menos tempo do que o tempo previsto e 37% das operações registadas (96 de 260)
demoram mais tempo do que o tempo previsto como é apresentado na figura 11. A média dos
tempos registados está abaixo do previsto e das 260 operações:
Figura 9 – Análise aos desvios dos tempos de fabrico através do SFC
Figura 10 – Análise aos desvios dos tempos de transferência através do SFC
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
21
• 2 (0,77%) são erros de interface;
• 30 (11,54%) ultrapassam os 100% do tempo previsto;
• 160 (61,54%) têm tempo <80% do tempo previsto;
• 0 (0,00%) demoram mais que 16h;
• 3 (1,15%) demoram menos que 2 min.
3.3 Dados obtidos do SCADA
Com o sistema SCADA, Supervisory Control and Data Acquisition, é possível adquirir
informação, analisá-la e controlá-la. Este sistema tornou-se fundamental para o controlo e
monitorização da indústria. Tipicamente, estão ligados a um centro de controlo que é
constituído por computadores, redes e bases de dados. Através de dispositivos espalhados no
chão de fábrica, o sistema recolhe informação e envia-a para o centro de controlo para
posterior análise. Este sistema só é utilizado na nave de produtos industriais e de alta
performance na CIN MAIA no qual monitores e sensores estão ligados aos dispersores e
controlam, desta maneira, a introdução de matérias primas e as operações. O SCADA faz com
que o registo dos tempos não esteja tão dependente da pessoa que está a fabricar mas, por
outro lado, o registo da operação começa a partir do momento em que o sistema começa a
pedir a matéria prima e não quando a introduz, o que também leva a erros na análise dos
tempos porque o operário pode estar ocupado com outra tarefa e demorar mais tempo a
introduzir a matéria prima que necessita de ser introduzida manualmente e, assim, o tempo da
operação torna-se superior ao tempo real. Outro inconveniente neste sistema, que já foi
anteriormente referido, é a existência de um único painel de registo no andar de cima do setor.
Assim, ao contrário do que inicialmente foi previsto, a identificação da operação de
acabamento não é possível por esta se realizar no andar de baixo do setor e os operários não
se deslocarem ao painel de registo sempre que é necessário registar a operação.
Comparando as operações registadas no SCADA com as registadas no sistema ERP ou com o
SFC, é notável que não existe uma relação direta. As pesagens não são registadas no SCADA.
Para identificar a operação de fabrico é necessário identificar o tempo desde o primeiro
registo num dispersor, HSDXX, até ao final da receita, excluindo operações como inspeções,
confirmações e lavagens de dispersores, ou até à primeira operação de transferência. A
transferência está identificada como “TRANSFER”. Se existir registo do acabamento, este é
identificado desde o primeiro registo de um peso num equipamento do tipo BTXX até ao final
da receita. Outras considerações são precisas ser feitas, como, por exemplo, visto que o
sistema não para de contar os tempos das operações ao contrário do SFC, é necessário retirar
as horas não produtivas, neste caso, das 18h às 8h ou, por vezes, das 19h às 8h quando o
responsável da nave fica a concluir alguma operação, uma vez que neste setor não existe um
segundo turno.
Figura 11 – Análise aos desvios dos tempos de acabamento através do SFC
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
22
Na figura 12 segue um exemplo de como identificar as operações no SCADA com um registo
de acabamento.
Com a análise realizada aos dados de 2019, é possível identificar 49 ordens de fabricos que
não estavam completas, ou seja, que por algum motivo, por exemplo, não existir matéria
prima suficiente para realizar o fabrico ou por erros de software, foi necessário reiniciar a OF
e, assim, o registo da desta fica do género 12345678 e 12345678-1.
De modo a comparar os dados do SCADA com os do SFC e do ERP, foi utilizada a média
mensal dos tempos registados. Contudo, a folha de registo do ERP não reporta os meses de
fabrico e, por isso, não foi possível comparar mensalmente com os registos deste sistema.
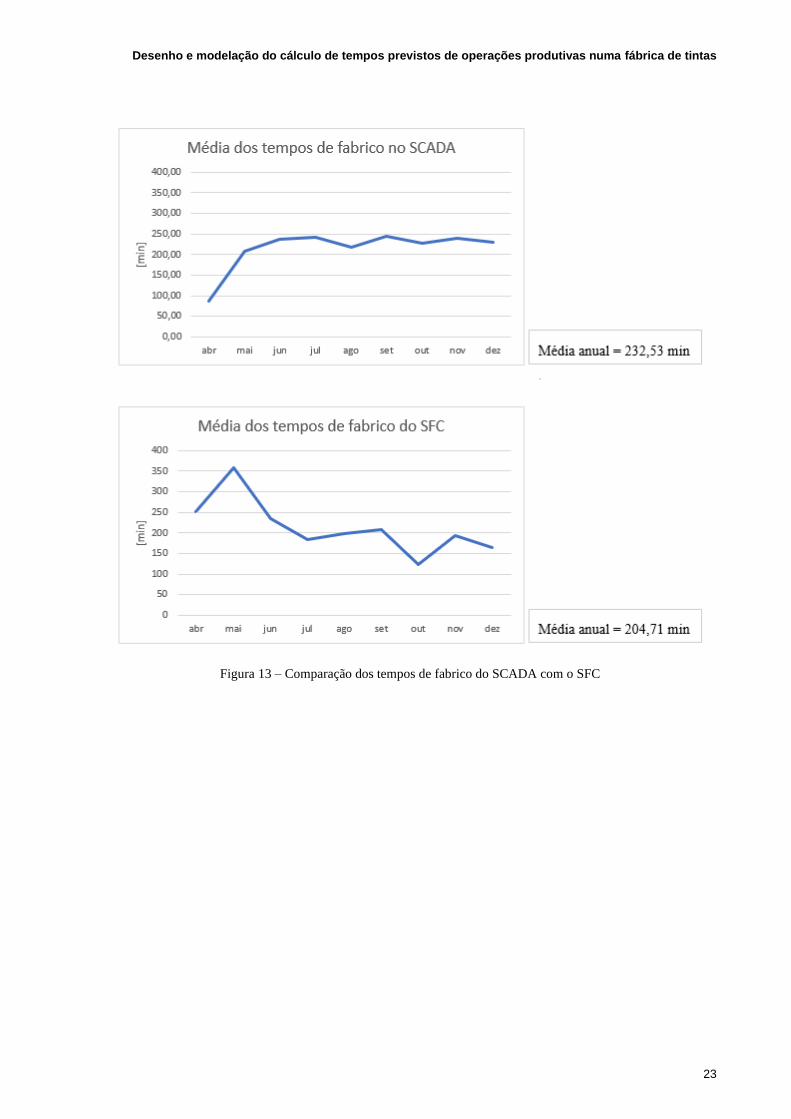
Em relação ao fabrico, apesar dos tempos registados no SCADA rondarem próximo dos 250
minutos e o SFC os 200 minutos, a tendência dos tempos é semelhante. É de notar a
existência de um aumento no tempo da operação em maio e no mês de junho: ambos registam
tempos médios de 250 minutos. A partir do mês de agosto a tendência dos tempos é
semelhante como pode ser visualizado na figura 13. A média anual obtida do sistema ERP é
245,15 minutos.
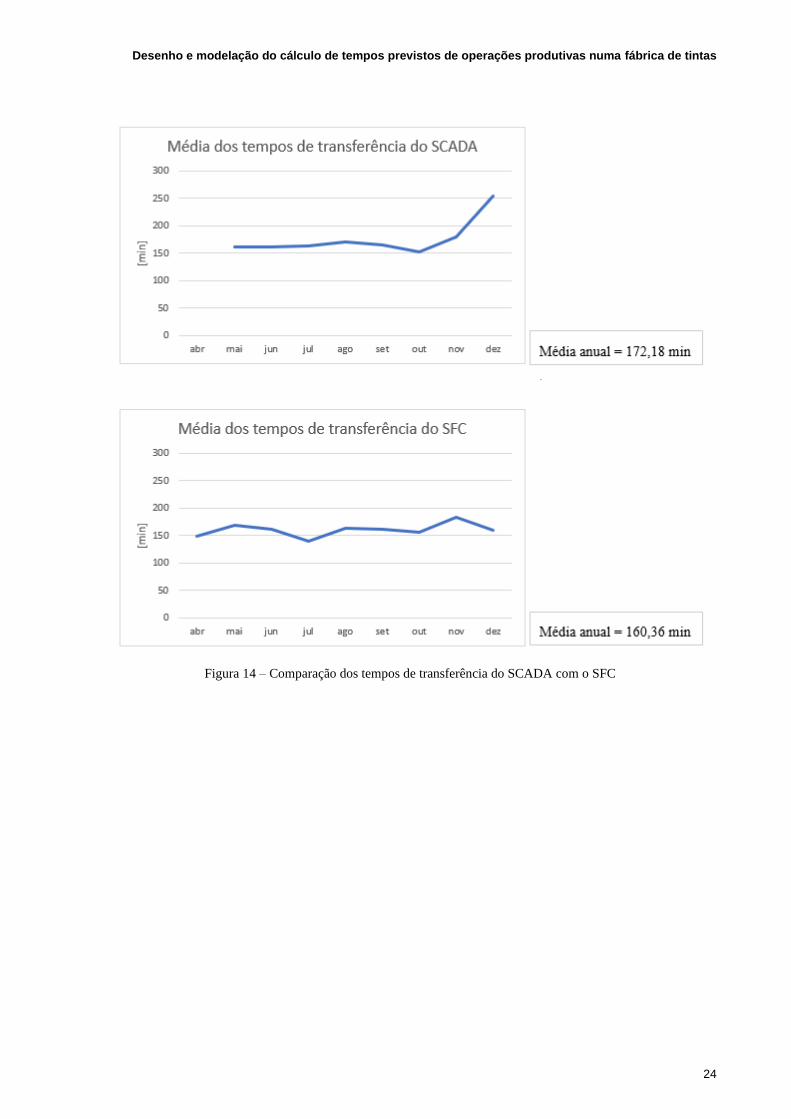
No que diz respeito à transferência, os tempos obtidos dos dois sistemas andam à volta dos
150 minutos. Do mês de maio ao mês de outubro nota-se uma certa estabilidade nos tempos
registados e a tendência é semelhante como é ilustrado na figura 14. Em novembro, ambos os
sistemas apontam para os 200 minutos de operação, mas em dezembro existe uma grande
diferença. Esta discrepância no SCADA deve-se à duração da transferência abranger um dia
inteiro ou durar de um dia para o outro mesmo após retirar as horas não produtivas. A média
anual obtida do ERP é igual a 82,05 minutos.
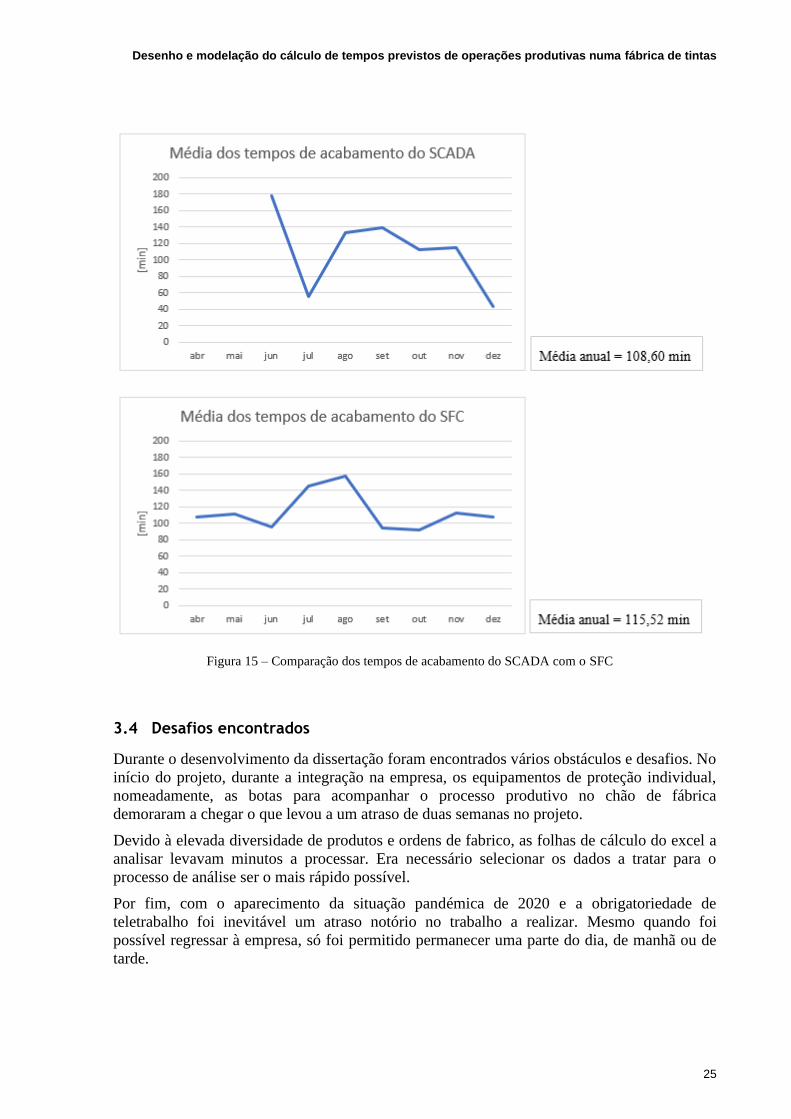
Apesar de quase não haver registo da operação de acabamento no SCADA, ainda foi possível
uma análise comparativa a esta operação. É notável uma grande diferença nos tempos obtidos
do SCADA com os do SFC, só em novembro a média dos tempos de transferência coincidem
com os 120 minutos nos dois sistemas como é evidenciado na figura 15. A média anual obtida
no sistema ERP é 144,19 minutos.
Figura 12 – Exemplo de identificação das operações no SCADA
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
23
Figura 13 – Comparação dos tempos de fabrico do SCADA com o SFC
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
24
Figura 14 – Comparação dos tempos de transferência do SCADA com o SFC
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
25
3.4 Desafios encontrados
Durante o desenvolvimento da dissertação foram encontrados vários obstáculos e desafios. No
início do projeto, durante a integração na empresa, os equipamentos de proteção individual,
nomeadamente, as botas para acompanhar o processo produtivo no chão de fábrica
demoraram a chegar o que levou a um atraso de duas semanas no projeto.
Devido à elevada diversidade de produtos e ordens de fabrico, as folhas de cálculo do excel a
analisar levavam minutos a processar. Era necessário selecionar os dados a tratar para o
processo de análise ser o mais rápido possível.
Por fim, com o aparecimento da situação pandémica de 2020 e a obrigatoriedade de
teletrabalho foi inevitável um atraso notório no trabalho a realizar. Mesmo quando foi
possível regressar à empresa, só foi permitido permanecer uma parte do dia, de manhã ou de
tarde.
Figura 15 – Comparação dos tempos de acabamento do SCADA com o SFC
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
26
4 Resultados (Desenho do novo modelo e caracterização das variáveis chave para a sua utilização)
4.1 Modelo atual do cálculo de tempos previstos das operações
O modelo atual do cálculo dos tempos foi criado, em 2004, quando a CIN implementou um
novo sistema de informação ERP e consiste numa fórmula complexa onde se soma fatores e
constantes de modo a obter os tempos das operações durante o processo produtivo, equação
(4.1).
Tempo operação= K1×x×nd + K2×y + K3×x×nd + K4×y +
[(np K5⁄ )× y ρ⁄ ]×W + C7×nd + (K6+K7+K8)×y (4.1)
Onde:
K1, é o fator de pesagem [min/ing]
K2, é o fator de introdução de matérias primas [seg/kg]
K3, é o fator de mudança de matérias primas [min/ing]
K4, é o fator de transferência [seg/kg]
K5, é o caudal/transferência [l/h]
C7, é o tempo previsto do I&D [h]
K6, K7, K8, são parâmetros futuros utilizados em operações não standard
x, é o número de ingredientes
y, é a quantidade da tarefa [kg]
ρ, é a densidade [kg/l]
nd, é o número de desdobramentos
np, é o número de passagens
W, variável binária
O fator de pesagem é o tempo que demora a pesar as matérias primas e a ajustar as
quantidades nas balanças e é proporcional ao número de ingredientes e ao número de
desdobramentos. O fator K2 é o tempo necessário para inserir as matérias primas nos tanques
e depende da quantidade da tarefa. O fator de mudança de matéria prima é o tempo necessário
para transportar as matérias primas para o local de pesagem e vice-versa, para armazenar e
retirar as paletes, sacos e tambores dos speed-locks, para manipular as tubagens de matérias
primas e para abrir e fechar válvulas. O fator K3 é proporcional com o número de ingredientes
e com o número de desdobramentos. O fator de transferência é o tempo que demora a
movimentar o produto em curso para outro centro de trabalho e é proporcional à quantidade
da tarefa. O fator K5, caudal/rendimento, é o tempo necessário para processar o produto em
curso de fabrico, ou seja, são utilizados os caudais standard dos moinhos e, ainda, é possível
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
27
especificar um determinado rendimento para um determinado produto. Este fator depende do
número de passagens e da quantidade da tarefa. O tempo previsto, C7, denominado por
formulação, com origem no laboratório de I&D, é a soma de todos os tempos de agitação e/ou
dispersão durante o processo. É proporcional ao número de desdobramentos e devido a essa
dependência uma nova constante aparece, o C2, que só é considerado na folha de cálculo.
Quando nd=1, C2=1, quando nd=2, C2=0,5 e quando nd=3, C2=0,33.
O número de ingredientes, x, considerado em cada cálculo é o número de ingredientes
utilizado nessa tarefa e se uma matéria prima se repetir na mesma tarefa é considerado o
número de vezes utilizado. Uma tarefa é um conjunto de operações. A quantidade da tarefa, y,
é a quantidade que está a ser produzida nessa operação e é igual à incorporação a multiplicar
pela quantidade lançada, equação (4.2).
𝑦 = (𝑦𝑦 × 𝑌)/100 (4.2)
Onde:
yy, é a incorporação
Y, é a quantidade lançada
A incorporação representa a quantidade parcial até ao final da tarefa.
A densidade refere-se à densidade da formulação nas várias tarefas. O número de
desdobramentos é o número de vezes que cada operação tem de se repetir para que a
quantidade necessária seja produzida e por isso é que o tempo previsto, C7, depende da
constante C2. O número de passagens é o número de vezes que o produto tem de passar nos
moinhos para obter as características necessárias. A variável binária, W, é necessária devido à
existência de uma tabela auxiliar que se estiver preenchida substitui os valores da tabela
principal de centro trabalho, fabrico e operações onde todos estes dados estão apresentados.
Neste caso, em relação ao caudal, mas podem ser substituídos os valores do fator de
transferência e da constante C2.
Os fatores são obtidos através da análise de dados históricos e atualizados bianualmente.
Inicialmente, em 2004, o intuito da determinação dos tempos das operações era em relação ao
tempo máquina, homem e set-up. Contudo, este modelo só foi aplicado ao tempo máquina e
ao set-up, mas o tempo reportado agrega o tempo de set-up com o da máquina.
4.1.1 Análise crítica
A proposta atual do modelo de cálculo de tempos das operações é bastante complexa. Agrega
várias informações numa só fórmula. Como a sua criação data o ano de 2004, ou seja, 16 anos
de existência, o mesmo modelo é utilizado após a atualização das linhas de produção através
da automatização, após a criação de novos produtos e processos de fabrico e após
reformulações de produtos antigos, este modelo já não se adequa à realidade fabril. Através da
análise dos desvios dos tempos realizada no capítulo anterior esta afirmação comprova-se.
Além da fórmula ser complexa, o excel onde se efetua os cálculos auxiliares do modelo é ele
próprio bastante complexo, o formulário onde se detalha o que cada fator significa está
desatualizado assim como os cálculos auxiliares, no quais alguns até estão mal calculados. E,
ainda, os tempos das operações não dependem de todos os fatores da fórmula, sendo que
alguns são específicos para certas operações. As unidades dos fatores, também, acabam por
ser confusas e difíceis de perceber numa primeira análise.
A folha de excel utilizada atualmente para o cálculo do modelo de tempos pode ser
visualizada no anexo C.
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
28
4.2 Proposta do novo modelo de cálculo de tempos previstos das operações
Após as várias análises realizadas nos subcapítulos e capítulos anteriores, chegou-se à
conclusão que um modelo mais adequado para o cálculo de tempos previstos das operações
produtivas, neste caso, o fabrico, a transferência e o acabamento, seria tipificar as operações.
Deste modo, elaborou-se duas equações distintas para os tipos de operação, uma para o
fabrico e para o acabamento, equação (4.3), porque dependem dos mesmos parâmetros e outra
fórmula para a transferência (4.4).
𝑡𝑜𝑝𝑒𝑟𝑎çã𝑜 = ∑ (𝑦𝑖
𝑘𝑖⁄ × 𝑤𝑖) + 𝐶7 (4.3)
𝑡𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟ê𝑛𝑐𝑖𝑎 =𝑦𝑚
(𝑡 × 𝑛𝑑)⁄ (4.4)
Onde:
i, é a matéria prima
yi, é a quantidade a introduzir de cada matéria prima [kg]
ki, é o caudal [kg/h]
wi, é o fator de automação
Σ, é o tempo total para introduzir as matérias primas [h]
C7, é o tempo de formulação [h]
ym, é a quantidade da mistura a transferir [kg]
t, é o caudal de transferência [kg/h]
nd, é o número de desdobramentos
Assim, os tempos de operação variam com a matéria prima que é introduzida, mais
especificamente, com a quantidade necessária e com o caudal da mesma, seja automática ou
manual. Quando se trata de uma matéria prima automatizada, o caudal retira-se de uma tabela
obtida do SCADA que regista os valores médios mensais e, deste modo, obtém-se uma média
anual do caudal da matéria prima sempre atualizada. Em relação às matérias prima manuais,
os caudais são obtidos dos registos das operações do SCADA que têm informação sobre a
quantidade de matéria prima introduzida e o tempo que demora a introduzir essa quantidade.
É de realçar que esta última operação depende da disponibilidade do operário e por isso está
sujeita a erros. O fator de automação é igual a um, exceto quando não há registo das
operações, uma vez que os dados são obtidos de históricos, este já prevê as variáveis da
introdução da matéria prima como, por exemplo, o número de operários que introduzem a
matéria prima, o tempo de transporte até ao local de introdução, entre outros. Quando não há
registos, é necessário realizar um estudo com uma matéria prima semelhante de maneira a
obter um tempo realista até existirem dados históricos para configurar o tempo da operação. O
C7 é o tempo previsto com origem no laboratório de I&D e soma todos os tempos de agitação
e/ou dispersão durante o processo. É um parâmetro já utilizado no modelo atual.
Relativamente ao tempo de transferência, este depende da quantidade da mistura a transferir,
do caudal da transferência e do número de desdobramentos. A quantidade da tarefa obtém-se
através da equação (4.5). Por isso, é necessário saber a quantidade total lançada, Q, e a
quantidade parcial, yy, denominada por incorporação, esta cálculo é idêntico à equação (4.2)
do modelo atual.

Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
29
𝑦 = (𝑦𝑦 × 𝑄)/100 (4.5)
Onde:
yy, é a incorporação [%]
Q, é a quantidade lançada [kg]
O caudal de transferência é obtido através da média dos tempos registados no SCADA e pela
quantidade de tarefa a transferir. Deste modo, este valor está sempre configurado e atualizado.
O número de desdobramento é importante visto que o volume máximo dos dispersores é de
3000 litros e quando é necessário realizar um fabrico superior a esse valor, a quantidade é
reduzida ao número de desdobramentos necessários e, assim, realiza-se nd fabricos, ou seja,
são feitos nd desdobramentos. Contudo, este pormenor já está contabilizado nos cálculos das
operações, mas, relativamente, à transferência é necessário ter em conta o número de
desdobramentos porque só vai transferir uma certa quantidade de cada vez.
Os valores tratados são médias obtidas de registos históricos do SCADA. A folha de excel
sugerida para o cálculo previsto das operações pode ser visualizada no anexo D.
4.2.1 Validação do novo modelo de cálculo de tempos previstos das
operações
De modo a perceber se esta proposta de modelo de cálculo de tempos previstos das operações
se adequa ao processo e à realidade fabril, começou-se por utilizar os valores obtidos do
SCADA do produto mais fabricado no setor C8, o 27826 0534, que detém 18% da produção
total. O anexo E contém uma tabela com os códigos dos produtos mais fabricados,
classificação ABC, a quantidade produzida no ano de 2019 e 2020 e as percentagens
correspondentes. Para obter uma validação mais coerente seria necessário usar a regra de
pareto e aplicá-lo a 80% dos produtos mais fabricados no setor, mas devido ao curto espaço
de tempo para a realização deste projeto e aos desafios encontrados durante o estágio, isso não
se tornou possível.
Portanto, analisou-se os dados registados no SCADA no ano de 2019, uma vez que foi
necessário identificar as operações desse ano para comparar com os dados dos sistemas ERP e
SFC, contudo, não existiram alterações no roteiro produtivo deste produto durante o ano de
2020. Neste setor existem três fluxos produtivos:
• Fabrico
• Fabrico, transferência e acabamento;
• Fabrico, transferência, moagem, acabamento e afinação de cor;
O produto a analisar segue o segundo fluxo de produção e, no ano 2019, registou 21 ordens de
fabrico. Num total de 16849 kg a produzir, Q, correspondente a 5027,96 litros durante o
fabrico, quando multiplicado pelo valor da incorporação correspondente e dividido pela
densidade, é, então, necessário dividir para metade a quantidade a fabricar, uma vez que,
como explicado anteriormente, os dispersores têm o volume máximo de 3000 litros, passando
o fabrico para 2513,98 litros como pode ser visualizado na tabela 6. Contudo, esta divisão de
número de misturas correspondente ao número de desdobramentos durante o fabrico já se
encontra identificada no SCADA, mas, quando se tratar do tempo da transferência, é
necessário ter em conta.
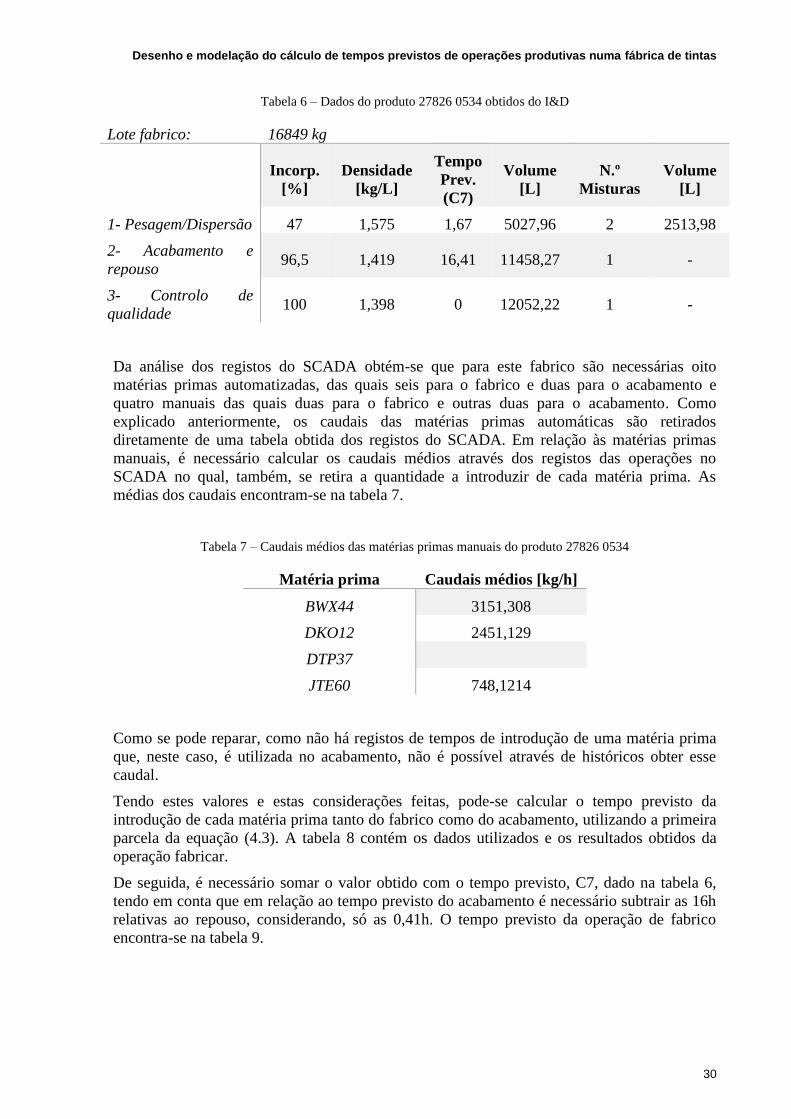
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
30
Tabela 6 – Dados do produto 27826 0534 obtidos do I&D
Lote fabrico: 16849 kg
Incorp.
[%]
Densidade
[kg/L]
Tempo
Prev.
(C7)
Volume
[L]
N.º
Misturas
Volume
[L]
1- Pesagem/Dispersão 47 1,575 1,67 5027,96 2 2513,98
2- Acabamento e
repouso 96,5 1,419 16,41 11458,27 1 -
3- Controlo de
qualidade 100 1,398 0 12052,22 1 -
Da análise dos registos do SCADA obtém-se que para este fabrico são necessárias oito
matérias primas automatizadas, das quais seis para o fabrico e duas para o acabamento e
quatro manuais das quais duas para o fabrico e outras duas para o acabamento. Como
explicado anteriormente, os caudais das matérias primas automáticas são retirados
diretamente de uma tabela obtida dos registos do SCADA. Em relação às matérias primas
manuais, é necessário calcular os caudais médios através dos registos das operações no
SCADA no qual, também, se retira a quantidade a introduzir de cada matéria prima. As
médias dos caudais encontram-se na tabela 7.
Tabela 7 – Caudais médios das matérias primas manuais do produto 27826 0534
Matéria prima Caudais médios [kg/h]
BWX44 3151,308
DKO12 2451,129
DTP37
JTE60 748,1214
Como se pode reparar, como não há registos de tempos de introdução de uma matéria prima
que, neste caso, é utilizada no acabamento, não é possível através de históricos obter esse
caudal.
Tendo estes valores e estas considerações feitas, pode-se calcular o tempo previsto da
introdução de cada matéria prima tanto do fabrico como do acabamento, utilizando a primeira
parcela da equação (4.3). A tabela 8 contém os dados utilizados e os resultados obtidos da
operação fabricar.
De seguida, é necessário somar o valor obtido com o tempo previsto, C7, dado na tabela 6,
tendo em conta que em relação ao tempo previsto do acabamento é necessário subtrair as 16h
relativas ao repouso, considerando, só as 0,41h. O tempo previsto da operação de fabrico
encontra-se na tabela 9.

Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
31
Tabela 8 – Tempos de introdução de matéria prima no fabrico do produto 27826 0534
i Descrição yi [kg] ki [kg/h] wi [h] [min]
1 ZIX29 960 2740,79 1 0,350 21,016
2 JTE60 15 748,12 1 0,020 1,203
3 AGX04 145 1276,92 1 0,114 6,813
4 01111 0000 240 275,30 1 0,872 52,307
5 JTA08 22 1076,24 1 0,020 1,226
6 JMD29 30 1410,73 1 0,021 1,276
7 DKO12 400 2451,13 1 0,163 9,791
8 DAS13 B 500 4371,02 1 0,114 6,863
9 DAS13 B 500 4371,02 1 0,114 6,863
10 DAS13 B 500 4371,02 1 0,114 6,863
Σ 1,904 114,223
Tabela 9 – Tempo previsto da operação fabricar do produto 27826 0534
Σ C7 Tempo previsto de operação [h]
1,90 1,67 3,57
Relativamente ao tempo de transferência, calculando esse tempo médio através dos registos
das operações no SCADA, obtendo a quantidade a transferir da operação fabricar para o
acabamento através da equação (4.5) com os dados da tabela 6 e tendo em conta o número de
desdobramentos, obtém-se o caudal médio de transferência. Após ter este valor, a quantidade
a transferir e o número de desdobramentos, calcula-se o tempo de transferência para qualquer
quantidade a transferir através da equação (4.4).
De modo a perceber se os valores de introdução de matéria prima estão ajustados, comparou-
se com a média dos tempos registados no SCADA para a operação de fabrico visto que é a
operação com mais registos e obteve-se os desvios em valor absoluto registados na tabela 10.
A matéria prima DAS13 B é uma matéria prima sólida, neste caso, um pó, que é necessário
dividir em três a sua introdução para manter a qualidade do produto.
Na tabela 11 encontra-se os valores dos tempos previstos das operações do modelo atual, os
valores obtidos com a proposta do novo modelo e os valores médios das operações registados
no SCADA assim como os desvios, em percentagem, dos tempos previstos em relação à
média dos tempos reportados no SCADA. É notável que os valores obtidos pelo novo modelo
de cálculo de tempos previstos estão mais ajustados do que os valores do modelo atual.
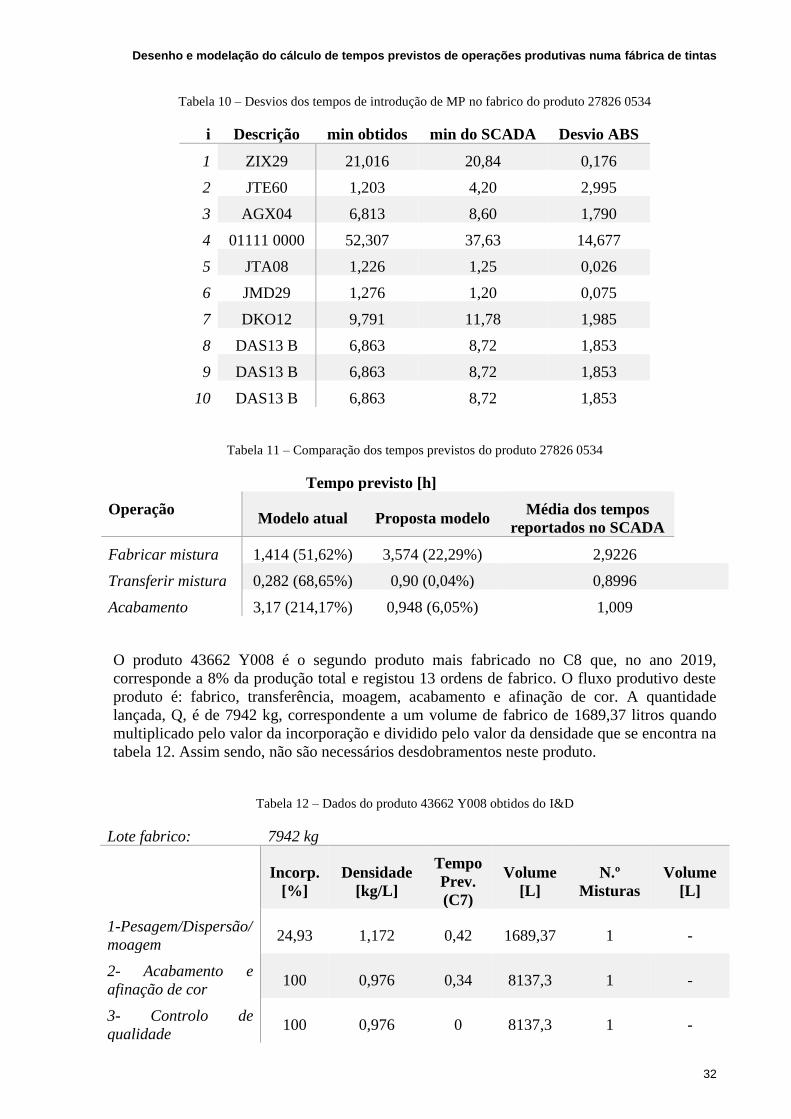
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
32
Tabela 10 – Desvios dos tempos de introdução de MP no fabrico do produto 27826 0534
i Descrição min obtidos min do SCADA Desvio ABS
1 ZIX29 21,016 20,84 0,176
2 JTE60 1,203 4,20 2,995
3 AGX04 6,813 8,60 1,790
4 01111 0000 52,307 37,63 14,677
5 JTA08 1,226 1,25 0,026
6 JMD29 1,276 1,20 0,075
7 DKO12 9,791 11,78 1,985
8 DAS13 B 6,863 8,72 1,853
9 DAS13 B 6,863 8,72 1,853
10 DAS13 B 6,863 8,72 1,853
Tabela 11 – Comparação dos tempos previstos do produto 27826 0534
Tempo previsto [h]
Operação Modelo atual Proposta modelo
Média dos tempos
reportados no SCADA
Fabricar mistura 1,414 (51,62%) 3,574 (22,29%) 2,9226
Transferir mistura 0,282 (68,65%) 0,90 (0,04%) 0,8996
Acabamento 3,17 (214,17%) 0,948 (6,05%) 1,009
O produto 43662 Y008 é o segundo produto mais fabricado no C8 que, no ano 2019,
corresponde a 8% da produção total e registou 13 ordens de fabrico. O fluxo produtivo deste
produto é: fabrico, transferência, moagem, acabamento e afinação de cor. A quantidade
lançada, Q, é de 7942 kg, correspondente a um volume de fabrico de 1689,37 litros quando
multiplicado pelo valor da incorporação e dividido pelo valor da densidade que se encontra na
tabela 12. Assim sendo, não são necessários desdobramentos neste produto.
Tabela 12 – Dados do produto 43662 Y008 obtidos do I&D
Lote fabrico: 7942 kg
Incorp.
[%]
Densidade
[kg/L]
Tempo
Prev.
(C7)
Volume
[L]
N.º
Misturas
Volume
[L]
1-Pesagem/Dispersão/
moagem 24,93 1,172 0,42 1689,37 1 -
2- Acabamento e
afinação de cor 100 0,976 0,34 8137,3 1 -
3- Controlo de
qualidade 100 0,976 0 8137,3 1 -
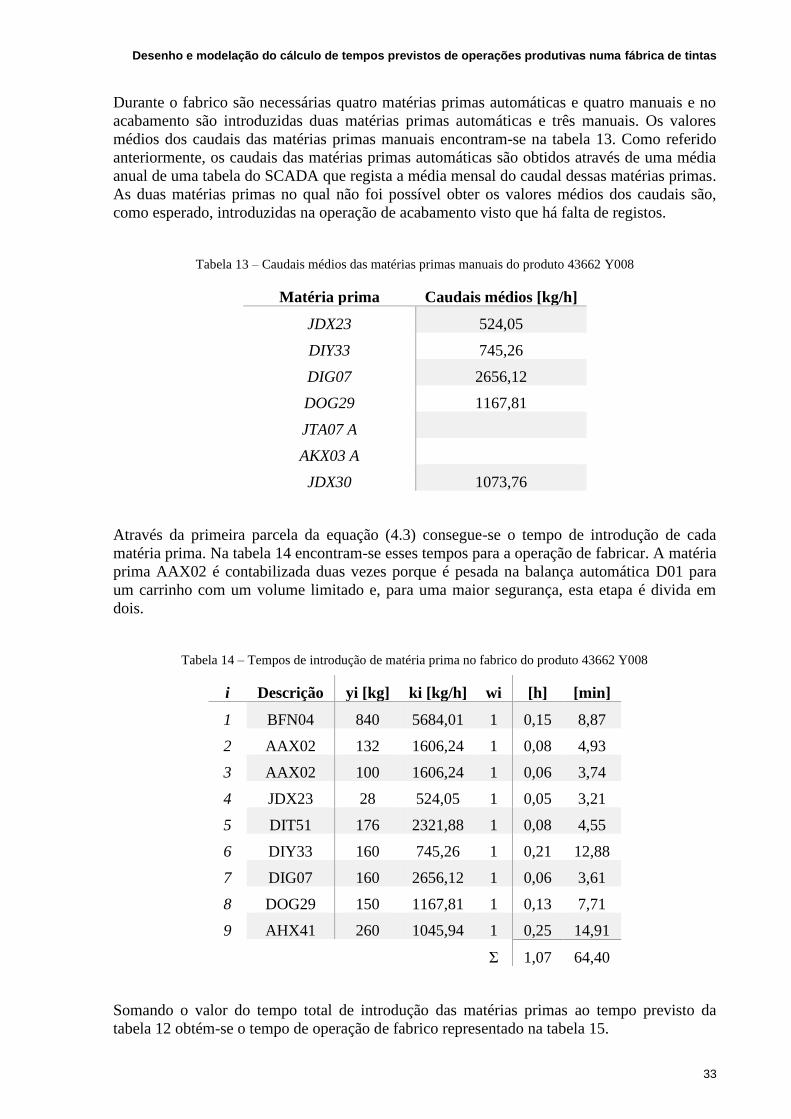
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
33
Durante o fabrico são necessárias quatro matérias primas automáticas e quatro manuais e no
acabamento são introduzidas duas matérias primas automáticas e três manuais. Os valores
médios dos caudais das matérias primas manuais encontram-se na tabela 13. Como referido
anteriormente, os caudais das matérias primas automáticas são obtidos através de uma média
anual de uma tabela do SCADA que regista a média mensal do caudal dessas matérias primas.
As duas matérias primas no qual não foi possível obter os valores médios dos caudais são,
como esperado, introduzidas na operação de acabamento visto que há falta de registos.
Tabela 13 – Caudais médios das matérias primas manuais do produto 43662 Y008
Matéria prima Caudais médios [kg/h]
JDX23 524,05
DIY33 745,26
DIG07 2656,12
DOG29 1167,81
JTA07 A
AKX03 A
JDX30 1073,76
Através da primeira parcela da equação (4.3) consegue-se o tempo de introdução de cada
matéria prima. Na tabela 14 encontram-se esses tempos para a operação de fabricar. A matéria
prima AAX02 é contabilizada duas vezes porque é pesada na balança automática D01 para
um carrinho com um volume limitado e, para uma maior segurança, esta etapa é divida em
dois.
Tabela 14 – Tempos de introdução de matéria prima no fabrico do produto 43662 Y008
i Descrição yi [kg] ki [kg/h] wi [h] [min]
1 BFN04 840 5684,01 1 0,15 8,87
2 AAX02 132 1606,24 1 0,08 4,93
3 AAX02 100 1606,24 1 0,06 3,74
4 JDX23 28 524,05 1 0,05 3,21
5 DIT51 176 2321,88 1 0,08 4,55
6 DIY33 160 745,26 1 0,21 12,88
7 DIG07 160 2656,12 1 0,06 3,61
8 DOG29 150 1167,81 1 0,13 7,71
9 AHX41 260 1045,94 1 0,25 14,91
Σ 1,07 64,40
Somando o valor do tempo total de introdução das matérias primas ao tempo previsto da
tabela 12 obtém-se o tempo de operação de fabrico representado na tabela 15.
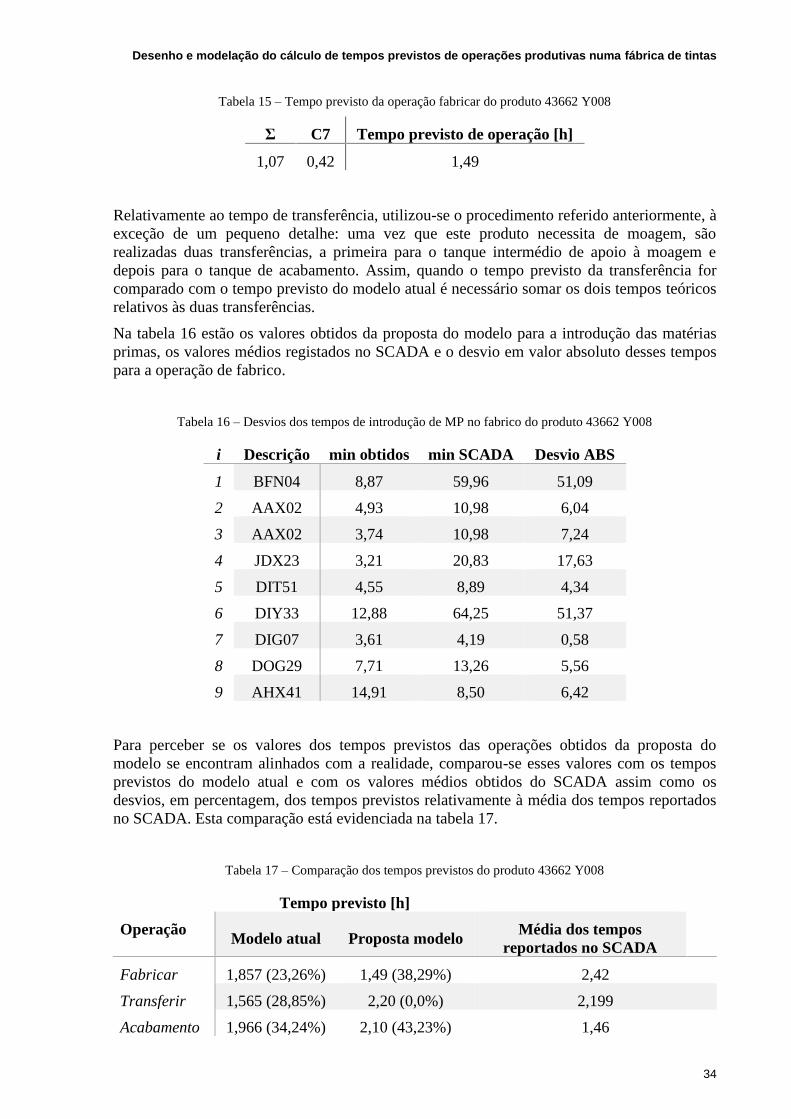
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
34
Tabela 15 – Tempo previsto da operação fabricar do produto 43662 Y008
Σ C7 Tempo previsto de operação [h]
1,07 0,42 1,49
Relativamente ao tempo de transferência, utilizou-se o procedimento referido anteriormente, à
exceção de um pequeno detalhe: uma vez que este produto necessita de moagem, são
realizadas duas transferências, a primeira para o tanque intermédio de apoio à moagem e
depois para o tanque de acabamento. Assim, quando o tempo previsto da transferência for
comparado com o tempo previsto do modelo atual é necessário somar os dois tempos teóricos
relativos às duas transferências.
Na tabela 16 estão os valores obtidos da proposta do modelo para a introdução das matérias
primas, os valores médios registados no SCADA e o desvio em valor absoluto desses tempos
para a operação de fabrico.
Tabela 16 – Desvios dos tempos de introdução de MP no fabrico do produto 43662 Y008
i Descrição min obtidos min SCADA Desvio ABS
1 BFN04 8,87 59,96 51,09
2 AAX02 4,93 10,98 6,04
3 AAX02 3,74 10,98 7,24
4 JDX23 3,21 20,83 17,63
5 DIT51 4,55 8,89 4,34
6 DIY33 12,88 64,25 51,37
7 DIG07 3,61 4,19 0,58
8 DOG29 7,71 13,26 5,56
9 AHX41 14,91 8,50 6,42
Para perceber se os valores dos tempos previstos das operações obtidos da proposta do
modelo se encontram alinhados com a realidade, comparou-se esses valores com os tempos
previstos do modelo atual e com os valores médios obtidos do SCADA assim como os
desvios, em percentagem, dos tempos previstos relativamente à média dos tempos reportados
no SCADA. Esta comparação está evidenciada na tabela 17.
Tabela 17 – Comparação dos tempos previstos do produto 43662 Y008
Tempo previsto [h]
Operação Modelo atual Proposta modelo
Média dos tempos
reportados no SCADA
Fabricar 1,857 (23,26%) 1,49 (38,29%) 2,42
Transferir 1,565 (28,85%) 2,20 (0,0%) 2,199
Acabamento 1,966 (34,24%) 2,10 (43,23%) 1,46
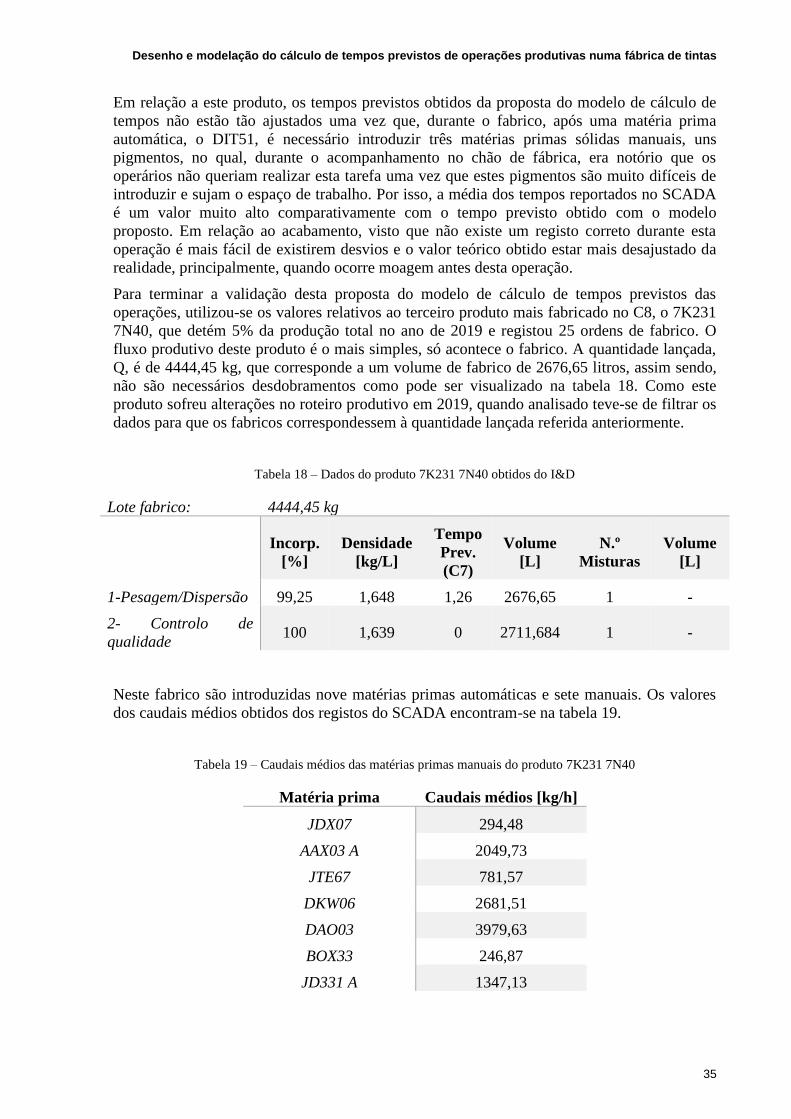
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
35
Em relação a este produto, os tempos previstos obtidos da proposta do modelo de cálculo de
tempos não estão tão ajustados uma vez que, durante o fabrico, após uma matéria prima
automática, o DIT51, é necessário introduzir três matérias primas sólidas manuais, uns
pigmentos, no qual, durante o acompanhamento no chão de fábrica, era notório que os
operários não queriam realizar esta tarefa uma vez que estes pigmentos são muito difíceis de
introduzir e sujam o espaço de trabalho. Por isso, a média dos tempos reportados no SCADA
é um valor muito alto comparativamente com o tempo previsto obtido com o modelo
proposto. Em relação ao acabamento, visto que não existe um registo correto durante esta
operação é mais fácil de existirem desvios e o valor teórico obtido estar mais desajustado da
realidade, principalmente, quando ocorre moagem antes desta operação.
Para terminar a validação desta proposta do modelo de cálculo de tempos previstos das
operações, utilizou-se os valores relativos ao terceiro produto mais fabricado no C8, o 7K231
7N40, que detém 5% da produção total no ano de 2019 e registou 25 ordens de fabrico. O
fluxo produtivo deste produto é o mais simples, só acontece o fabrico. A quantidade lançada,
Q, é de 4444,45 kg, que corresponde a um volume de fabrico de 2676,65 litros, assim sendo,
não são necessários desdobramentos como pode ser visualizado na tabela 18. Como este
produto sofreu alterações no roteiro produtivo em 2019, quando analisado teve-se de filtrar os
dados para que os fabricos correspondessem à quantidade lançada referida anteriormente.
Tabela 18 – Dados do produto 7K231 7N40 obtidos do I&D
Lote fabrico: 4444,45 kg
Incorp.
[%]
Densidade
[kg/L]
Tempo
Prev.
(C7)
Volume
[L]
N.º
Misturas
Volume
[L]
1-Pesagem/Dispersão 99,25 1,648 1,26 2676,65 1 -
2- Controlo de
qualidade 100 1,639 0 2711,684 1 -
Neste fabrico são introduzidas nove matérias primas automáticas e sete manuais. Os valores
dos caudais médios obtidos dos registos do SCADA encontram-se na tabela 19.
Tabela 19 – Caudais médios das matérias primas manuais do produto 7K231 7N40
Matéria prima Caudais médios [kg/h]
JDX07 294,48
AAX03 A 2049,73
JTE67 781,57
DKW06 2681,51
DAO03 3979,63
BOX33 246,87
JD331 A 1347,13
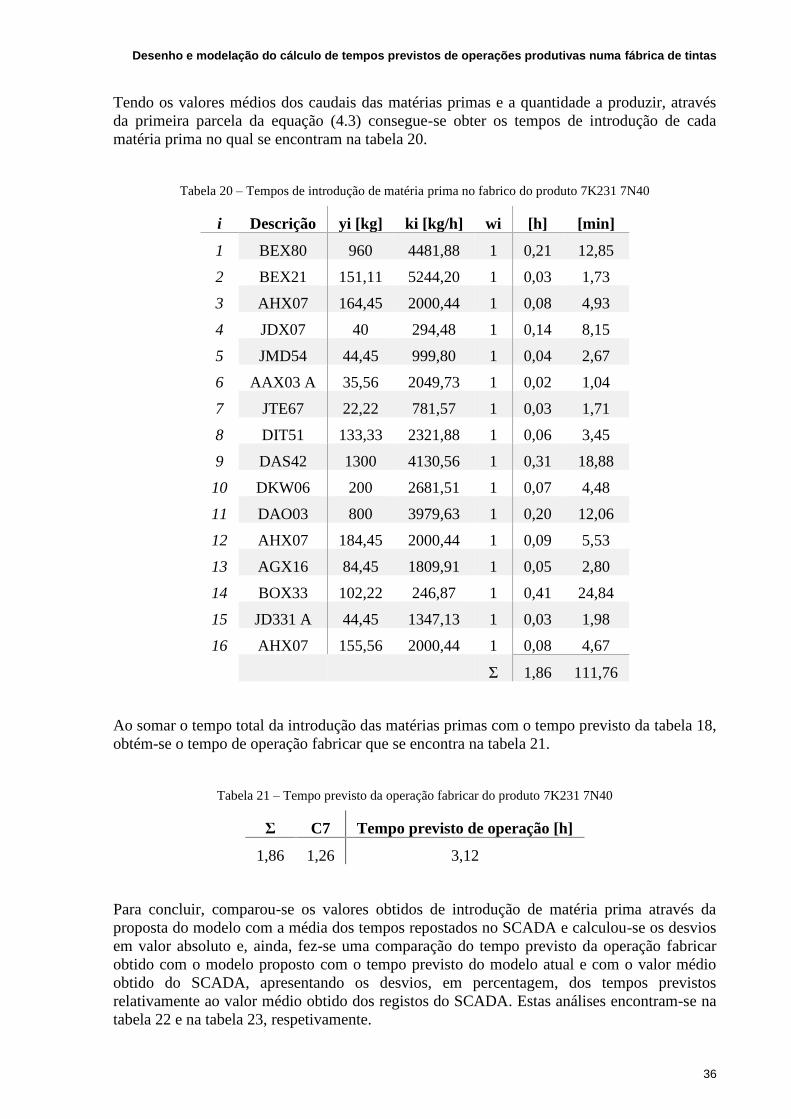
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
36
Tendo os valores médios dos caudais das matérias primas e a quantidade a produzir, através
da primeira parcela da equação (4.3) consegue-se obter os tempos de introdução de cada
matéria prima no qual se encontram na tabela 20.
Tabela 20 – Tempos de introdução de matéria prima no fabrico do produto 7K231 7N40
i Descrição yi [kg] ki [kg/h] wi [h] [min]
1 BEX80 960 4481,88 1 0,21 12,85
2 BEX21 151,11 5244,20 1 0,03 1,73
3 AHX07 164,45 2000,44 1 0,08 4,93
4 JDX07 40 294,48 1 0,14 8,15
5 JMD54 44,45 999,80 1 0,04 2,67
6 AAX03 A 35,56 2049,73 1 0,02 1,04
7 JTE67 22,22 781,57 1 0,03 1,71
8 DIT51 133,33 2321,88 1 0,06 3,45
9 DAS42 1300 4130,56 1 0,31 18,88
10 DKW06 200 2681,51 1 0,07 4,48
11 DAO03 800 3979,63 1 0,20 12,06
12 AHX07 184,45 2000,44 1 0,09 5,53
13 AGX16 84,45 1809,91 1 0,05 2,80
14 BOX33 102,22 246,87 1 0,41 24,84
15 JD331 A 44,45 1347,13 1 0,03 1,98
16 AHX07 155,56 2000,44 1 0,08 4,67
Σ 1,86 111,76
Ao somar o tempo total da introdução das matérias primas com o tempo previsto da tabela 18,
obtém-se o tempo de operação fabricar que se encontra na tabela 21.
Tabela 21 – Tempo previsto da operação fabricar do produto 7K231 7N40
Σ C7 Tempo previsto de operação [h]
1,86 1,26 3,12
Para concluir, comparou-se os valores obtidos de introdução de matéria prima através da
proposta do modelo com a média dos tempos repostados no SCADA e calculou-se os desvios
em valor absoluto e, ainda, fez-se uma comparação do tempo previsto da operação fabricar
obtido com o modelo proposto com o tempo previsto do modelo atual e com o valor médio
obtido do SCADA, apresentando os desvios, em percentagem, dos tempos previstos
relativamente ao valor médio obtido dos registos do SCADA. Estas análises encontram-se na
tabela 22 e na tabela 23, respetivamente.
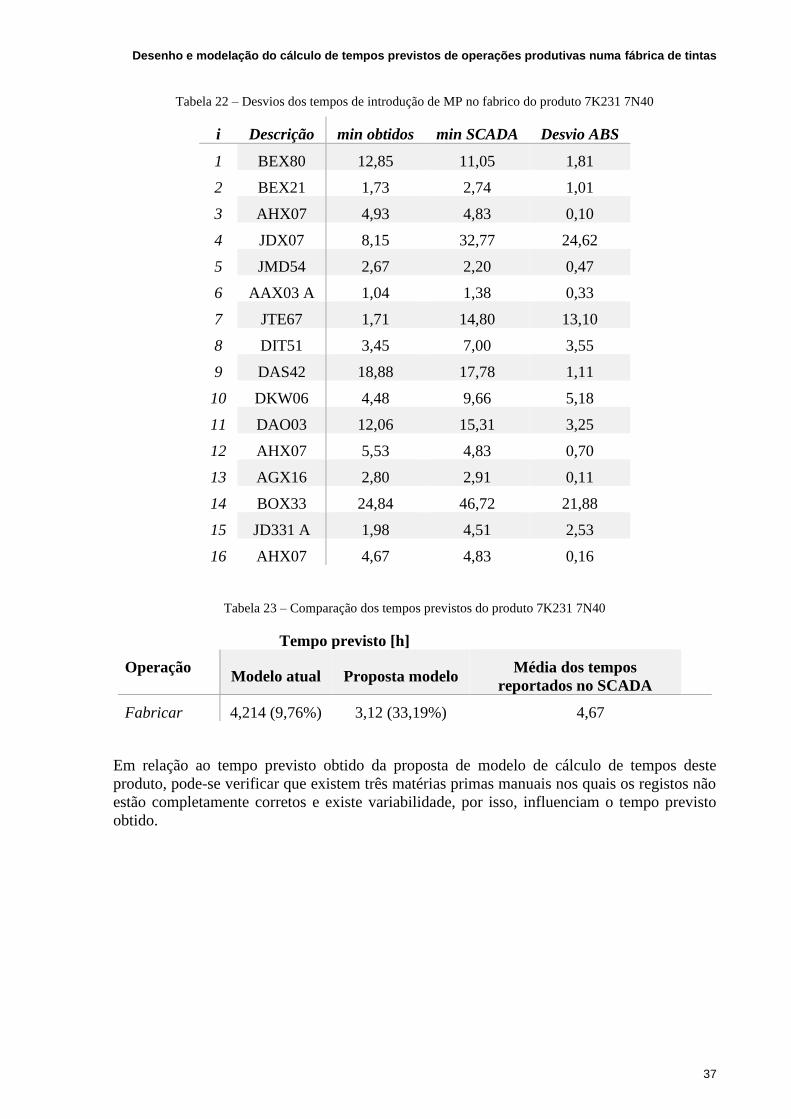
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
37
Tabela 22 – Desvios dos tempos de introdução de MP no fabrico do produto 7K231 7N40
i Descrição min obtidos min SCADA Desvio ABS
1 BEX80 12,85 11,05 1,81
2 BEX21 1,73 2,74 1,01
3 AHX07 4,93 4,83 0,10
4 JDX07 8,15 32,77 24,62
5 JMD54 2,67 2,20 0,47
6 AAX03 A 1,04 1,38 0,33
7 JTE67 1,71 14,80 13,10
8 DIT51 3,45 7,00 3,55
9 DAS42 18,88 17,78 1,11
10 DKW06 4,48 9,66 5,18
11 DAO03 12,06 15,31 3,25
12 AHX07 5,53 4,83 0,70
13 AGX16 2,80 2,91 0,11
14 BOX33 24,84 46,72 21,88
15 JD331 A 1,98 4,51 2,53
16 AHX07 4,67 4,83 0,16
Tabela 23 – Comparação dos tempos previstos do produto 7K231 7N40
Tempo previsto [h]
Operação Modelo atual Proposta modelo
Média dos tempos
reportados no SCADA
Fabricar 4,214 (9,76%) 3,12 (33,19%) 4,67
Em relação ao tempo previsto obtido da proposta de modelo de cálculo de tempos deste
produto, pode-se verificar que existem três matérias primas manuais nos quais os registos não
estão completamente corretos e existe variabilidade, por isso, influenciam o tempo previsto
obtido.
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
38
5 Conclusões e perspetivas futuras
A dissertação teve como objetivo principal o desenho e modelação do cálculo de tempos
previstos de operações produtivas numa fábrica de tintas que, inicialmente, seria aplicado a
toda a fábrica CIN MAIA, mas com a situação pandémica de 2020, os objetivos foram
redefinidos e o desenvolvimento do projeto centrou-se só num setor da fábrica, o C8 – Nave
de produtos industriais e de alta performance. O setor foi escolhido por ser o mais recente na
CIN MAIA (fevereiro 2019) e possuir um SCADA, que recolhe informação através de
sensores ligados a equipamentos e monitores HMI, sendo possível uma monitorização mais
fidedigna na produção.
Numa fase inicial, foi essencial o acompanhamento no chão de fábrica para compreender todo
o processo de fabrico de uma tinta, assim como, o envolvimento em todas as outras áreas da
empresa que influenciam o fabrico desde o planeamento e a programação até à distribuição.
E, desta maneira, ser possível identificar as variáveis chaves do modelo de cálculo de tempos
previstos.
Simultaneamente à ambientação e à compreensão da empresa, foram realizadas várias
análises aos tempos registados nos vários sistemas de informação no ano de 2019 para
perceber o comportamento dos tempos registados e o quanto os tempos previstos estavam
desalinhados. Os desvios não significativos dos tempos registados, ou seja, desvios inferiores
a 1%, quase nunca chegam a 2% do total das operações registadas. O que significa que os
tempos previstos estão desajustados com a realidade. Contudo, é de realçar que os registos no
SFC e, consequentemente, no ERP, estão sujeitos a erros de registos por parte dos operários e
do software. É, portanto, necessário sensibilizar continuamente os operários sobre a
importância dos registos das operações. Em relação ao SCADA, apesar de não estar tão
sujeito a erros de registo, foram detetados desvios nas operações dependentes de interface
humana sendo identificada a respetiva causa, simultaneidade de operações que exigem a
presença do colaborador. Contudo, existe uma maior monitorização e controlo do fabrico. Em
2019, a tendência dos tempos registados no SCADA e no SFC é semelhante no caso das
operações de fabrico e de transferência visto que existem mais dados relativos a estas
operações. Na operação de acabamento o mesmo não se sucede devido à falta de registos por
parte dos operários, como já mencionado.
Após o diagnóstico do comportamento dos tempos registados e dos desvios obtidos, passou-
se, então, ao estudo do modelo atual do cálculo de tempos previstos das operações e à
identificação das variáveis chave para a elaboração do novo modelo que seja mais adaptado à
realidade da nova fábrica, mas tendo em conta o curto prazo deste projeto e à situação de
2020, esta fase não foi implementada na CIN Maia em tempo útil.
Contudo, é notável a aproximação dos valores obtidos através da proposta do novo modelo de
cálculos dos tempos previstos das operações com os valores registados no SCADA para o
setor C8 no produto mais fabricado, visto que é aquele que regista mais informação. Contudo,
quando se passa à análise de mais dois produtos nota-se as ineficiências do modelo proposto
uma vez que depende dos registos históricos do SCADA e dos operários.
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
39
O SCADA trouxe à CIN uma maior automatização, um maior controlo no processo e
informação mais fidedigna pelo que, na maior parte dos dias, é possível fabricar só da parte da
manhã e encher o produto da parte da tarde. É possível, desta maneira, manter o modelo
facilmente configurado e sempre atualizado. Os tempos previstos das operações de fabrico e
transferência ficaram definidos e o modelo pronto a utilizar à exceção da operação de
acabamento, mas isso devido aos dados registados que não são suficientes para definir os
parâmetros e, de seguida, compará-los.
Um sistema de informação é uma ferramenta essencial para o apoio à produção e à tomada de
decisões de uma empresa que, consequentemente, pode gerar ótimas oportunidades se for
aproveitado corretamente e não criar confusões. É, então, necessário criar um plano contínuo
de manutenção para estes sistemas de informação para que os dados gerados estejam os mais
ajustados possíveis à realidade fabril.
Espera-se como trabalho futuro um modelo de cálculos de tempos previstos das operações
produtivas atualizado e adequado a todas as naves e uma sucessiva atualização aos parâmetros
que permitem calcular os tempos previstos. É necessário, também, identificar as causas dos
desvios dos tempos reportados com os previstos, nomeadamente, nos sistemas ERP e SFC.
Em relação aos registos do SCADA, seria interessante estudar a variabilidade do processo
desde a introdução da primeira matéria prima até ao acabamento, se fosse possível ter um
registo correto de todas as operações e, também, um estudo ao rendimento e aos desvios por
centro de trabalho do C8 e uma configuração por famílias de matérias primas para definir
parâmetros mais ajustáveis a aplicar ao modelo proposto.

Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
40
Referências
Anis, Gerson Castiglieri. 2010. “A Importância Dos Estudos de Tempos e Métodos Para
Controle Da Produtividade e Qualidade.” Universidade Nove de Julho.
CIN. 2020. “CIN”, último acesso: fevereiro 2020, https://cin.com/pt/.
Freivalds, Andris. 2009. Niebel’s Methods, Standards, and Work Design. Edited by McGraw-
Hill. 12th ed. Boston.
Gaspar, Vasco. 2016. “Análise de Tempos e Métodos Numa Linha de Produção de
Autocarros.” Faculdade de Ciências e Tecnologia da Universidade de Coimbra.
https://estudogeral.sib.uc.pt/bitstream/10316/36922/1/Vasco_PARTE 2_Revisto_1_
finalissimo_ingles.pdf.
Groover, Mikell P. 2007. Work Systems and the Methods, Measurement, and Management of
Work. Edited by Pearson Prentice Hall. Upper Saddle River.
PRONACI. 2003. Método e Tempos. Edited by Lda. AEP: Exertus.
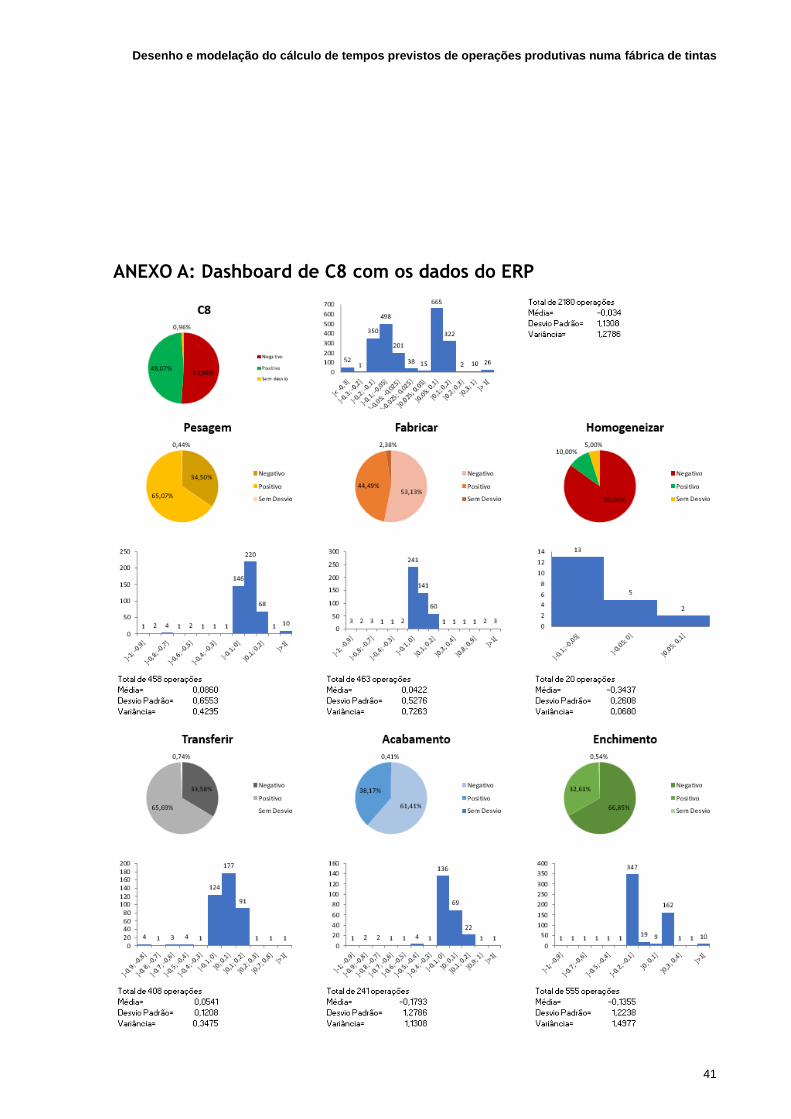
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
41
ANEXO A: Dashboard de C8 com os dados do ERP
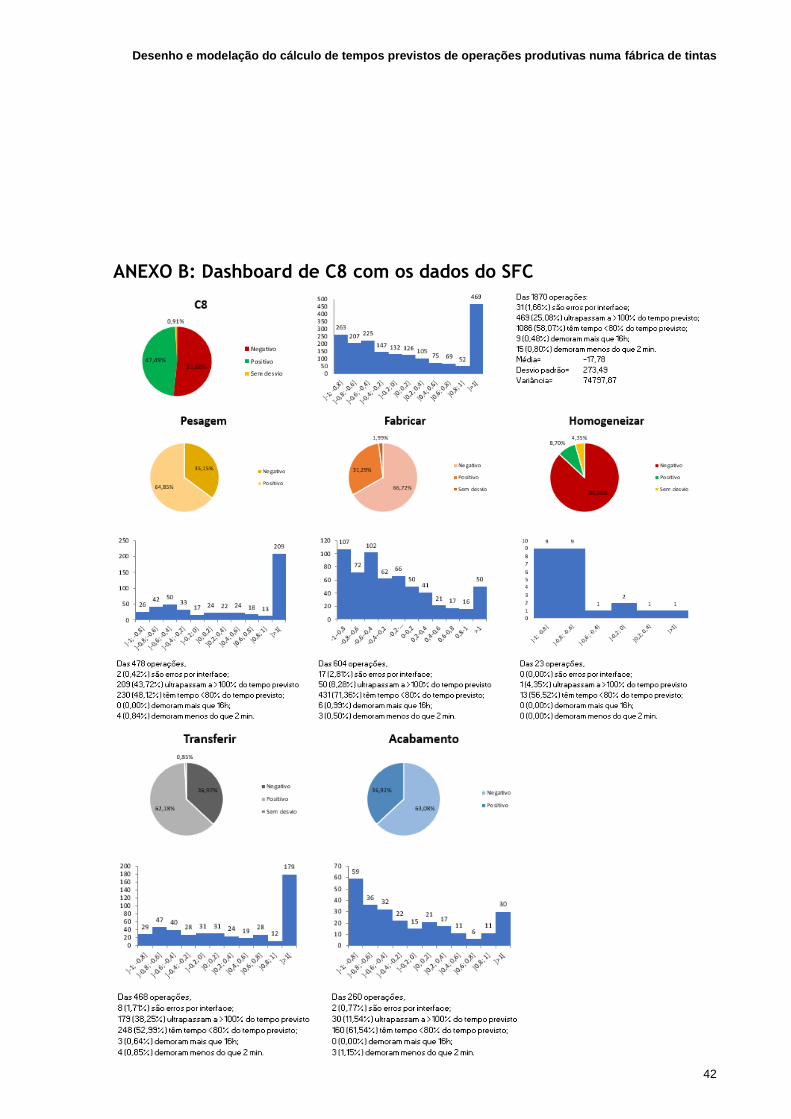
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
42
ANEXO B: Dashboard de C8 com os dados do SFC
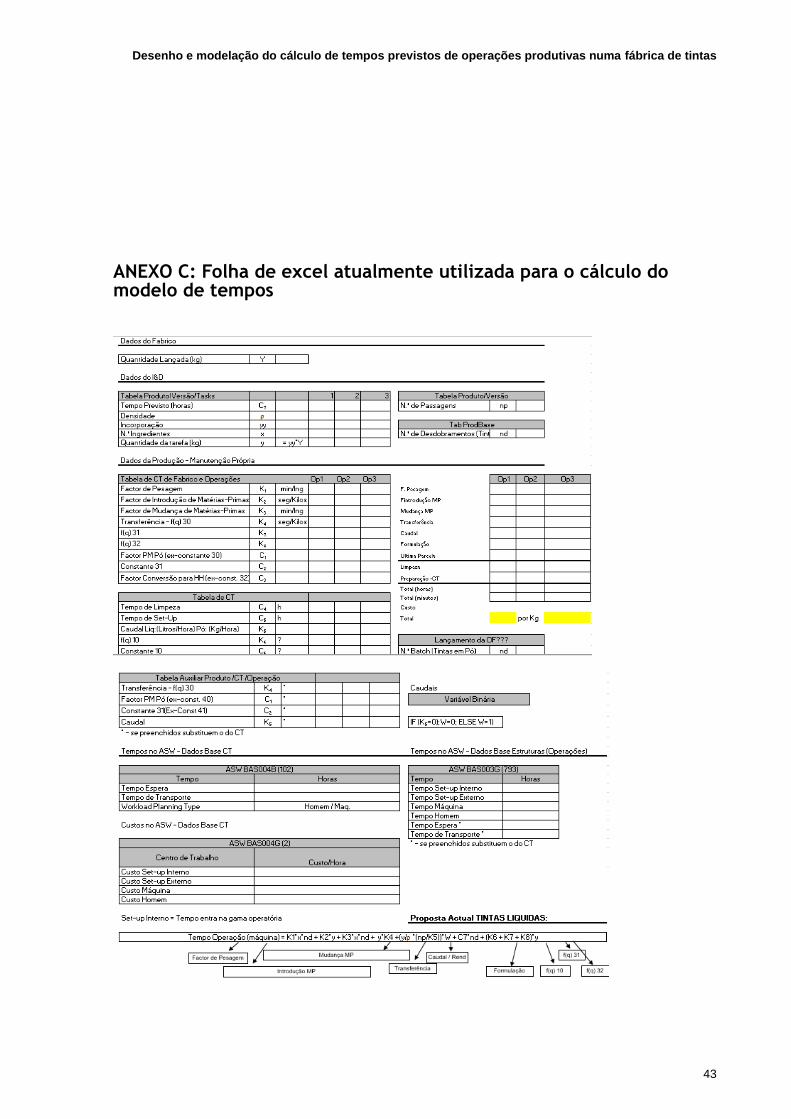
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
43
ANEXO C: Folha de excel atualmente utilizada para o cálculo do modelo de tempos
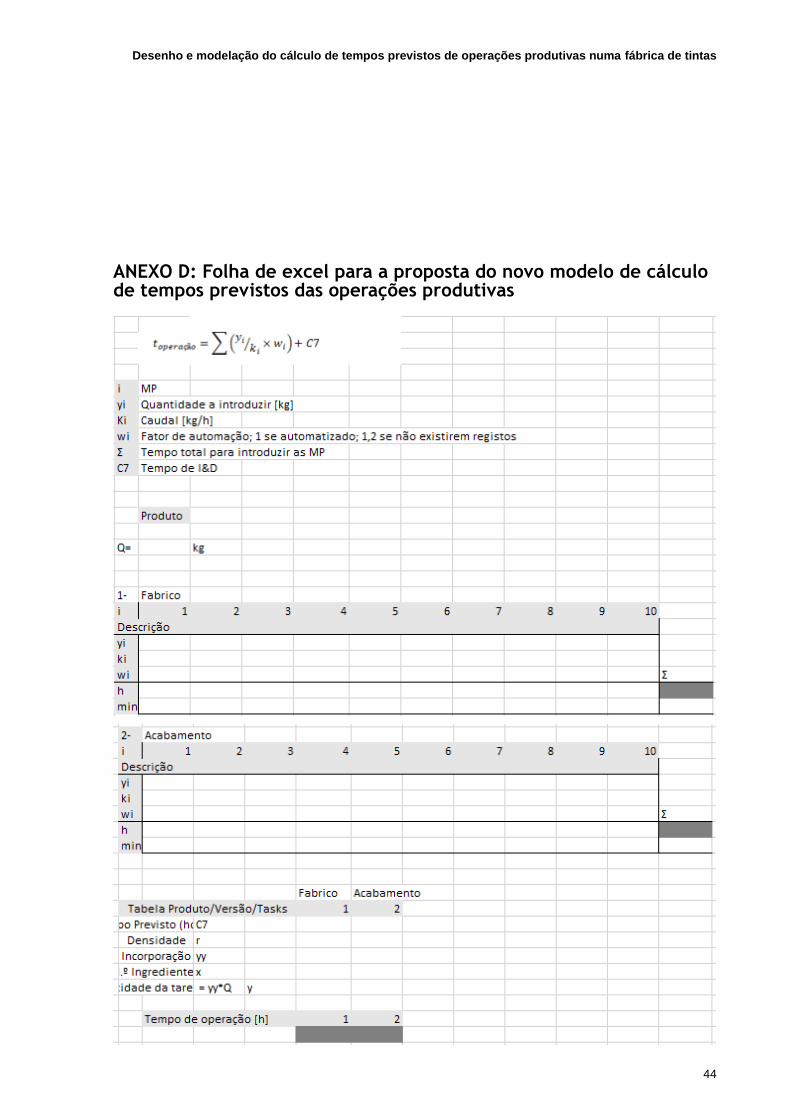
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
44
ANEXO D: Folha de excel para a proposta do novo modelo de cálculo de tempos previstos das operações produtivas
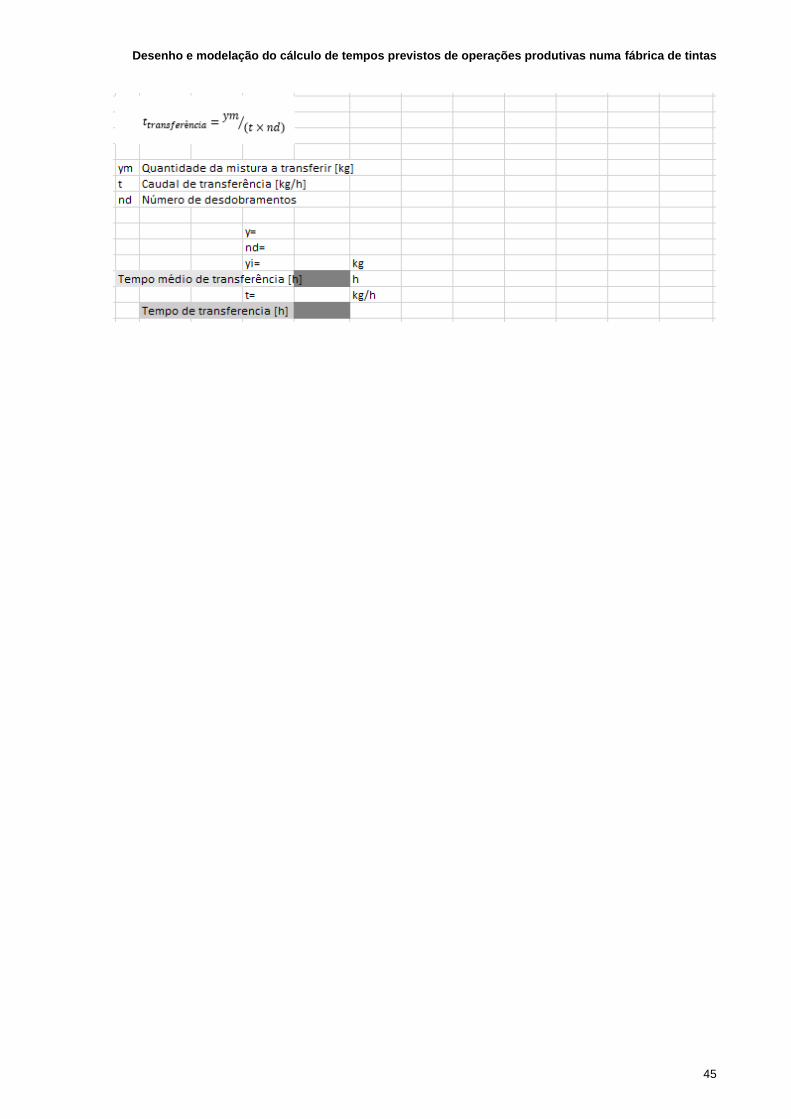
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
45
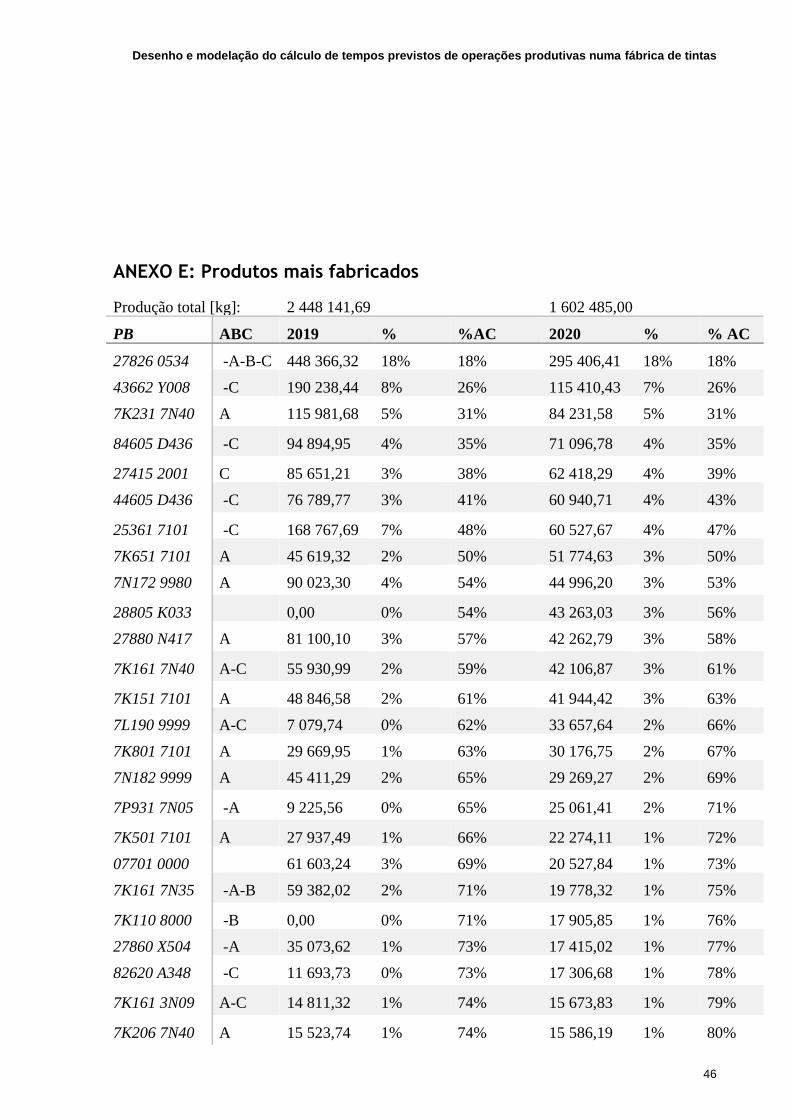
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
46
ANEXO E: Produtos mais fabricados
Produção total [kg]: 2 448 141,69 1 602 485,00
PB ABC 2019 % %AC 2020 % % AC
27826 0534 -A-B-C 448 366,32 18% 18% 295 406,41 18% 18%
43662 Y008 -C 190 238,44 8% 26% 115 410,43 7% 26%
7K231 7N40 A 115 981,68 5% 31% 84 231,58 5% 31%
84605 D436 -C 94 894,95 4% 35% 71 096,78 4% 35%
27415 2001 C 85 651,21 3% 38% 62 418,29 4% 39%
44605 D436 -C 76 789,77 3% 41% 60 940,71 4% 43%
25361 7101 -C 168 767,69 7% 48% 60 527,67 4% 47%
7K651 7101 A 45 619,32 2% 50% 51 774,63 3% 50%
7N172 9980 A 90 023,30 4% 54% 44 996,20 3% 53%
28805 K033 0,00 0% 54% 43 263,03 3% 56%
27880 N417 A 81 100,10 3% 57% 42 262,79 3% 58%
7K161 7N40 A-C 55 930,99 2% 59% 42 106,87 3% 61%
7K151 7101 A 48 846,58 2% 61% 41 944,42 3% 63%
7L190 9999 A-C 7 079,74 0% 62% 33 657,64 2% 66%
7K801 7101 A 29 669,95 1% 63% 30 176,75 2% 67%
7N182 9999 A 45 411,29 2% 65% 29 269,27 2% 69%
7P931 7N05 -A 9 225,56 0% 65% 25 061,41 2% 71%
7K501 7101 A 27 937,49 1% 66% 22 274,11 1% 72%
07701 0000 61 603,24 3% 69% 20 527,84 1% 73%
7K161 7N35 -A-B 59 382,02 2% 71% 19 778,32 1% 75%
7K110 8000 -B 0,00 0% 71% 17 905,85 1% 76%
27860 X504 -A 35 073,62 1% 73% 17 415,02 1% 77%
82620 A348 -C 11 693,73 0% 73% 17 306,68 1% 78%
7K161 3N09 A-C 14 811,32 1% 74% 15 673,83 1% 79%
7K206 7N40 A 15 523,74 1% 74% 15 586,19 1% 80%
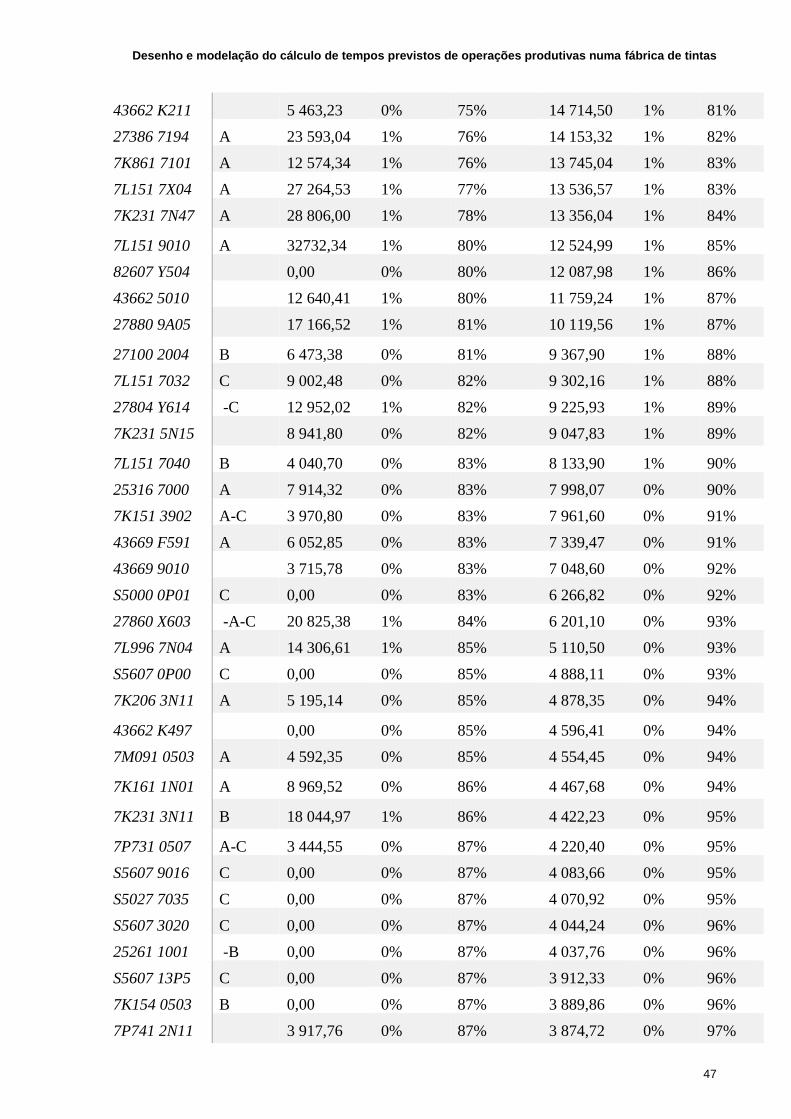
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
47
43662 K211 5 463,23 0% 75% 14 714,50 1% 81%
27386 7194 A 23 593,04 1% 76% 14 153,32 1% 82%
7K861 7101 A 12 574,34 1% 76% 13 745,04 1% 83%
7L151 7X04 A 27 264,53 1% 77% 13 536,57 1% 83%
7K231 7N47 A 28 806,00 1% 78% 13 356,04 1% 84%
7L151 9010 A 32732,34 1% 80% 12 524,99 1% 85%
82607 Y504 0,00 0% 80% 12 087,98 1% 86%
43662 5010 12 640,41 1% 80% 11 759,24 1% 87%
27880 9A05 17 166,52 1% 81% 10 119,56 1% 87%
27100 2004 B 6 473,38 0% 81% 9 367,90 1% 88%
7L151 7032 C 9 002,48 0% 82% 9 302,16 1% 88%
27804 Y614 -C 12 952,02 1% 82% 9 225,93 1% 89%
7K231 5N15 8 941,80 0% 82% 9 047,83 1% 89%
7L151 7040 B 4 040,70 0% 83% 8 133,90 1% 90%
25316 7000 A 7 914,32 0% 83% 7 998,07 0% 90%
7K151 3902 A-C 3 970,80 0% 83% 7 961,60 0% 91%
43669 F591 A 6 052,85 0% 83% 7 339,47 0% 91%
43669 9010 3 715,78 0% 83% 7 048,60 0% 92%
S5000 0P01 C 0,00 0% 83% 6 266,82 0% 92%
27860 X603 -A-C 20 825,38 1% 84% 6 201,10 0% 93%
7L996 7N04 A 14 306,61 1% 85% 5 110,50 0% 93%
S5607 0P00 C 0,00 0% 85% 4 888,11 0% 93%
7K206 3N11 A 5 195,14 0% 85% 4 878,35 0% 94%
43662 K497 0,00 0% 85% 4 596,41 0% 94%
7M091 0503 A 4 592,35 0% 85% 4 554,45 0% 94%
7K161 1N01 A 8 969,52 0% 86% 4 467,68 0% 94%
7K231 3N11 B 18 044,97 1% 86% 4 422,23 0% 95%
7P731 0507 A-C 3 444,55 0% 87% 4 220,40 0% 95%
S5607 9016 C 0,00 0% 87% 4 083,66 0% 95%
S5027 7035 C 0,00 0% 87% 4 070,92 0% 95%
S5607 3020 C 0,00 0% 87% 4 044,24 0% 96%
25261 1001 -B 0,00 0% 87% 4 037,76 0% 96%
S5607 13P5 C 0,00 0% 87% 3 912,33 0% 96%
7K154 0503 B 0,00 0% 87% 3 889,86 0% 96%
7P741 2N11 3 917,76 0% 87% 3 874,72 0% 97%

Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
48
S2001 0P14 C 0,00 0% 87% 3 828,36 0% 97%
27218 P870 A 21 596,96 1% 88% 3 677,29 0% 97%
27820 X912 8 902,70 0% 88% 3 647,37 0% 97%
25306 7000 C 0,00 0% 88% 3 519,38 0% 98%
S3500 46P6 C 0,00 0% 88% 3 429,73 0% 98%
7K151 1N14 B 6 664,67 0% 88% 3 322,87 0% 98%
43662 6001 0,00 0% 88% 3 174,20 0% 98%
S5005 0P13 0,00 0% 88% 3 169,18 0% 98%
43669 Y127 A 3 120,26 0% 88% 3 095,44 0% 99%
48320 0507 -B 9 233,43 0% 89% 3 085,67 0% 99%
7M761 0503 0,00 0% 89% 3 069,00 0% 99%
7L991 7000 29 232,29 1% 90% 3 058,83 0% 99%
27100 5003 0,00 0% 90% 2 897,30 0% 99%
7N166 7191 B-C 7 999,63 0% 90% 2 791,74 0% 100%
S3025 0P36 C 0,00 0% 90% 2 686,74 0% 100%
27804 0531 0,00 0% 90% 1 979,98 0% 100%
07800 0000 7 582,08 0% 91% 1 885,00 0% 100%
28110 F469 10 625,44 0% 91% 212,00 0% 100%
18065 7000 A-B 18 892,98 1% 92% 0,00 0% 100%
27310 Z522 3 408,73 0% 92% 0,00 0% 100%
27390 F600 6 795,05 0% 92% 0,00 0% 100%
27860 0502 3 200,00 0% 92% 0,00 0% 100%
42890 0505 A 24 000,09 1% 93% 0,00 0% 100%
45810 7001 A-B 3 909,33 0% 93% 0,00 0% 100%
54410 0501 A-B-C 9 359,83 0% 94% 0,00 0% 100%
54410 0505 A-B 22 194,90 1% 95% 0,00 0% 100%
7E450 7000 C 5 963,32 0% 95% 0,00 0% 100%
7F141 0001 A 2 859,29 0% 95% 0,00 0% 100%
7K201 7N45 4 157,05 0% 95% 0,00 0% 100%
7K941 7101 4 252,58 0% 95% 0,00 0% 100%
7K946 7101 C 4 318,48 0% 96% 0,00 0% 100%
7L136 7040 11 809,00 0% 96% 0,00 0% 100%
7L136 9010 7 361,28 0% 96% 0,00 0% 100%
7L141 7142 8 165,00 0% 97% 0,00 0% 100%
7L199 9999 22 395,35 1% 98% 0,00 0% 100%
7M092 9980 A 7 074,39 0% 98% 0,00 0% 100%
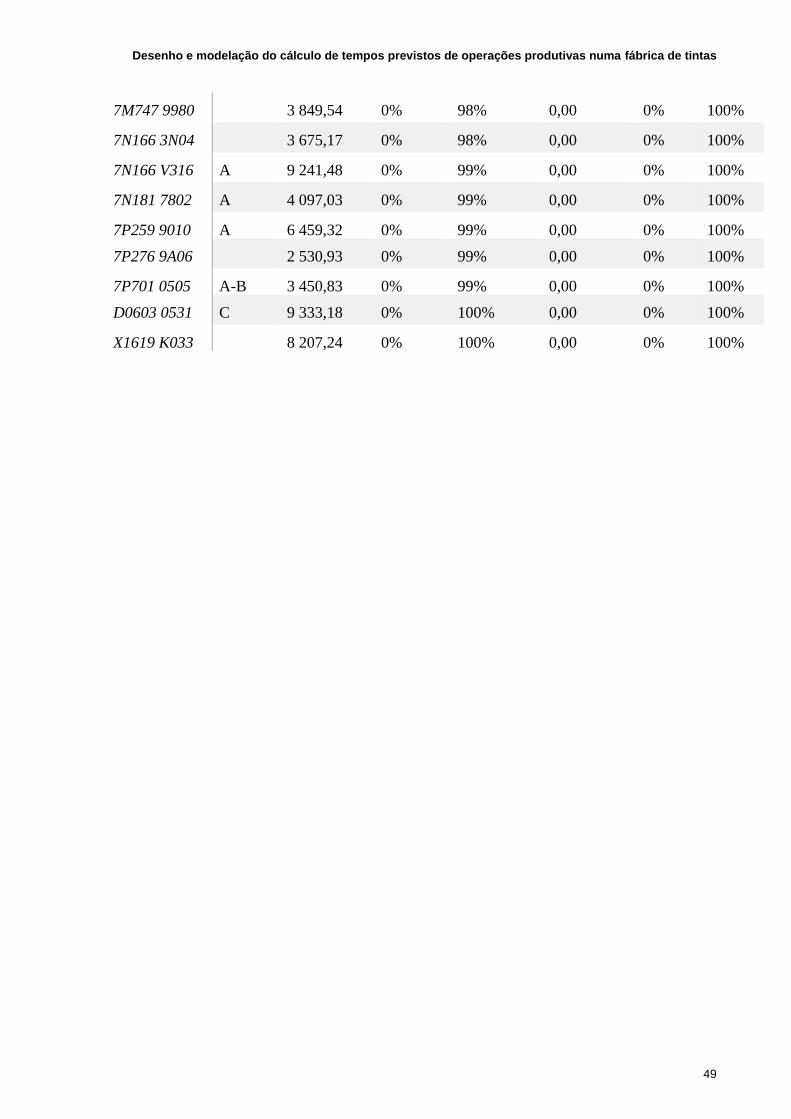
Desenho e modelação do cálculo de tempos previstos de operações produtivas numa fábrica de tintas
49
7M747 9980 3 849,54 0% 98% 0,00 0% 100%
7N166 3N04 3 675,17 0% 98% 0,00 0% 100%
7N166 V316 A 9 241,48 0% 99% 0,00 0% 100%
7N181 7802 A 4 097,03 0% 99% 0,00 0% 100%
7P259 9010 A 6 459,32 0% 99% 0,00 0% 100%
7P276 9A06 2 530,93 0% 99% 0,00 0% 100%
7P701 0505 A-B 3 450,83 0% 99% 0,00 0% 100%
D0603 0531 C 9 333,18 0% 100% 0,00 0% 100%
X1619 K033 8 207,24 0% 100% 0,00 0% 100%