Desenvolvimento e caracterização de compósitos cerâmicos e ... 2017... · Figura 2.6 -...
175
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Robinson Antônio Aparecido Alves Desenvolvimento e caracterização de compósitos cerâmicos e cerâmico-poliméricos destinados a restauração de monumentos históricos fabricados em esteatito (pedra-sabão). São João Del Rei, 2017
Transcript of Desenvolvimento e caracterização de compósitos cerâmicos e ... 2017... · Figura 2.6 -...
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Robinson Antônio Aparecido Alves
Desenvolvimento e caracterização de compósitos cerâmicos e cerâmico-poliméricos destinados a
restauração de monumentos históricos fabricados em esteatito (pedra-sabão).
São João Del Rei, 2017
Robinson Antônio Aparecido Alves
Desenvolvimento e caracterização de compósitos cerâmicos e cerâmico-poliméricos destinados a
restauração de monumentos históricos fabricados em esteatito (pedra-sabão).
Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João Del Rei, como requisito para a obtenção do título de Mestre em Engenharia Mecânica. Área de concentração: Materiais e processos de fabricação. Orientador: Kurt Strecker Coorientador: Tulio Hallak Panzera
São João Del Rei, 2017

Dedico este trabalho aos meus familiares, especialmente aos meus pais Levi Alves Luis e Maria de Lourdes Viriato Alves e meu irmão Claudinei Aparecido Alves.
AGRADECIMENTOS
Agradeço primeiramente a Deus, pela força, determinação, saúde física e
mental e oportunidade de concluir com sucesso mais uma etapa em minha vida
acadêmica e profissional.
Aos meus pais, Levi Alves Luis e Maria de Lourdes Viriato Alves, por apoiar
minhas decisões irrestritamente, incentivando e dando força nos momentos mais
difíceis. Aos demais familiares, principalmente meu irmão Claudinei Alves pela
amizade e constante incentivo para que esse trabalho fosse finalizado com sucesso.
Aos meus orientadores Kurt Strecker e Túlio Hallak Panzera do corpo docente
do Departamento de Engenharia Mecânica da UFSJ, pela orientação deste trabalho,
competência, confiança, incentivo, dedicação e amizade.
Ao Professor Robson Bruno Dutra Pereira do corpo docente do curso de
Engenharia de Produção da UFSJ, pelo interesse no trabalho, pronta disponibilidade
em ajudar e valiosas colaborações.
Aos técnicos do laboratório de ensaios mecânicos da UFSJ, André Luis dos
Santos e Alexandre Einstein Vale, pela amizade e auxílio nos ensaios realizados,
cujas contribuições ajudaram a concretizar este trabalho.
Aos professores e colegas do curso de pós-graduação em Engenharia
Mecânica e do Centro de Inovação e Tecnologia em Compósitos (CITEC) da UFSJ,
que contribuíram direta ou indiretamente neste trabalho e fizeram parte deste
período de pesquisa em algum momento.
A todos os membros da banca examinadora que aceitaram participar desta
dissertação de mestrado contribuindo com suas sugestões para o enriquecimento da
mesma.
A Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES)
pela concessão da bolsa de estudos.
Ao Programa de Pós Graduação em Engenharia Mecânica (PPMEC) da UFSJ
por todo o auxílio prestado.
E a todos aqueles que direta ou indiretamente auxiliaram no desenvolvimento e
conclusão desse trabalho, o meu profundo agradecimento.
RESUMO
Conhecido popularmente como pedra-sabão, o esteatito foi muito utilizado na
fabricação de esculturas e peças ornamentais de igrejas no Brasil, principalmente
durante o século XVIII. Vários escultores do estilo barroco mineiro da época
utilizavam a pedra sabão na produção de suas obras em virtude da baixa dureza da
rocha. No entanto, essa característica marcante também torna o material facilmente
desgastável. Atualmente muitas obras de arte fabricadas em pedra-sabão e
reconhecidas como patrimônio cultural da humanidade encontram-se em um
adiantado estágio de degradação. Portanto, são necessárias alternativas e ações
que visam interromper esse processo e recuperar as peças deterioradas. Neste
contexto, o objetivo deste trabalho foi desenvolver e caracterizar materiais
compósitos com potencial para reparar desgastes superficiais, substituir partes
danificadas e produzir réplicas de esculturas fabricadas em esteatito. Com o intuito
de produzir materiais com coloração e textura semelhantes à rocha, resíduos em pó
da própria pedra-sabão foi usado como fase dispersa nos compósitos. Uma
metodologia estatística baseada no planejamento de experimentos com misturas foi
aplicada com o objetivo de maximizar a fração de fase dispersa nos compósitos a
partir da otimização da distribuição granulométrica das partículas. Três diferentes
tipos de materiais (polímero epóxi, cimento Portland branco e cimento Portland
cinza) foram utilizados como matrizes nos compósitos com o objetivo de identificar a
composição mais adequada para aplicação em restaurações. Por meio do
planejamento experimental com misturas foi possível investigar não somente o
comportamento destas matrizes agindo de forma independente, mas sobretudo, o
efeito da combinação destes materiais em diferentes proporções. As propriedades
físicas e mecânicas dos materiais tais como, resistência à compressão, módulo de
elasticidade na compressão, porosidade aparente, densidade aparente, densidade
volumétrica e absorção de água foram extraídas e investigadas. Os compósitos
fabricados com 70% de partículas de esteatito e 30% de polímero epóxi foram os
materiais que apresentaram maior potencial para serem aplicados em restaurações
de monumentos históricos fabricados em pedra sabão. Estes compósitos
apresentaram propriedades superiores à rocha e aos demais compósitos, além de
exibirem textura e coloração semelhantes à pedra sabão natural.
Palavras Chave: Materiais compósitos, esteatito, restauração.
ABSTRACT
Popularly known as soapstone, the steatite was widely used in the manufacture of
sculptures and ornamental pieces of churches in Brazil, mainly during the 18th
century. Several sculptors of this period used soapstone in the production of their
works due to its low hardness. On the other hand the low hardness turns soapstone
also prone to degradation. Today many artifacts, recognized as cultural heritage of
humanity, made of soapstone are in an advanced stage of degradation. Therefore,
alternatives and actions are required in order to stop this process and recover the
damage caused. In this context, the aim of this work was to study and characterize a
composite material capable of repairing the superficial deterioration, replacing
damaged parts and producing replicas of sculptures made of "soapstone". With the
intention of producing materials with coloration and texture similar to the rock, dust
residue of the soapstone itself was used as the dispersed phase in the composites. A
statistical methodology based on the design of experiments with mixtures was
applied, with the objective of maximizing the dispersed phase fraction in the
composites starting from the optimization of the granulometric distribution of the
particles. Three different types of materials (epoxy polymer, white Portland cement
and grey Portland cement) were used as matrices in the composites with the
objective of identifying the most adequate composition to be applied in restorations.
Through the design of experiments with mixtures, it was possible to investigate not
only the behavior of these matrices acting independently, but above all, the effect of
the combination of these materials in different proportions. The physical and
mechanical properties of the materials, such as compressive strength, modulus of
elasticity in compression, apparent porosity, apparent density, bulk density and water
absorption were extracted and investigated. The composites manufactured with 70%
steatite particles and 30% epoxy polymer presented the biggest potential to be
applied in the restoration of historical monuments produced with soapstone. These
composites presented superior properties in relation to the rock and to the other
composites, also exhibiting similar texture and coloration to those of the natural
soapstone.
Key Words: Composites materials, steatite, restoration.
LISTA DE FIGURAS
Figura 2.1 - Resíduos em fragmentos e resíduos em pó gerados por uma fábrica de panelas de pedra sabão (RANIERI, 2011). ............................................................... 30
Figura 2.2 - As fases de um compósito (DANIEL E ISHAI, 1994). ............................ 32
Figura 2.3 - Classificação dos materiais compósitos (Adaptado de CALLISTER, 2011). ........................................................................................................................ 33
Figura 2.4 - Efeito da quantidade e do tamanho das partículas na eficiência de empacotamento (PANDOLFELLI et al., 2000). ......................................................... 37
Figura 2.5 - (a) Distribuição granulométrica contínua com partículas de diversos tamanhos (b) Distribuição granulométrica com partículas de tamanho uniforme (NEWELL, 2010). ...................................................................................................... 38
Figura 2.6 - Avaliação visual dos graus de esfericidade e arredondamento (NBR 7389, 2009). .............................................................................................................. 39
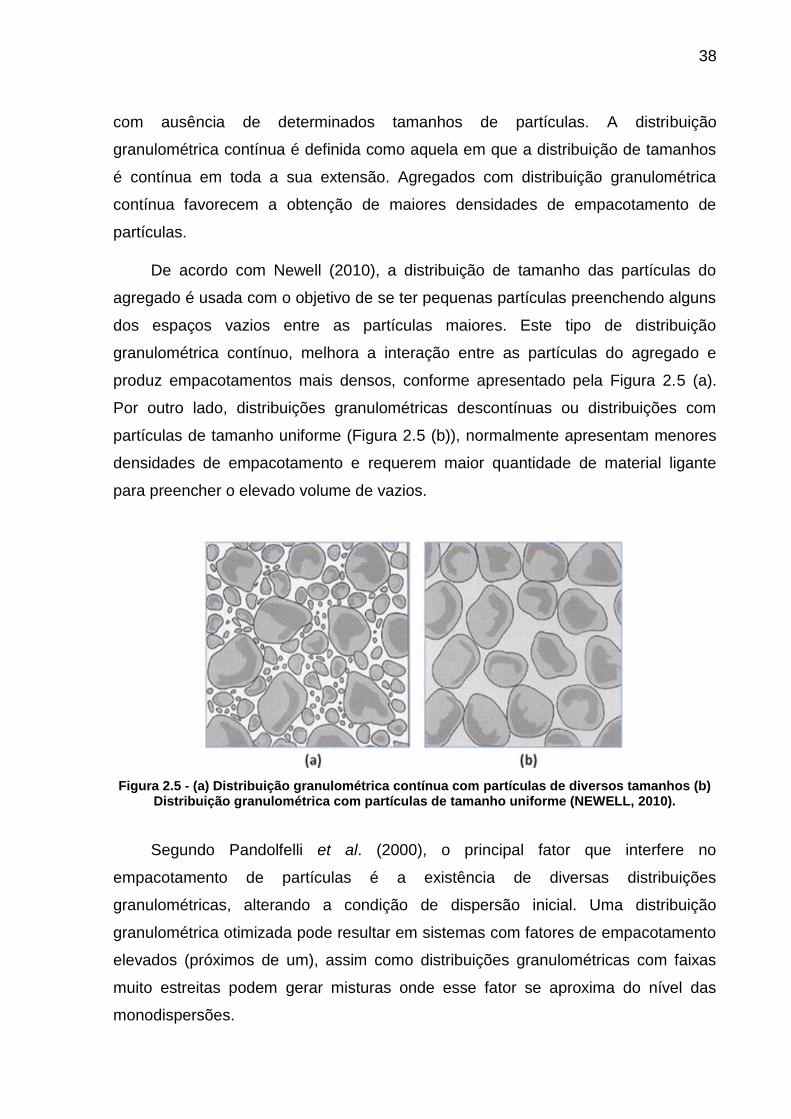
Figura 2.7 - Relação qualitativa existente entre densidade relativa e o arredondamento relativo para empacotamentos monodispersos aleatórios de partículas (PANDOLFELLI et al., 2000). ................................................................... 40
Figura 2.8 - Dependência da densidade relativa de empacotamento em função da composição de uma mistura bimodal de partículas (PANDOLFELLI et al., 2000). ... 41
Figura 2.9 - Densidade de empacotamento em função da relação entre os tamanhos das partículas para misturas bimodais de partículas não esféricas (PANDOLFELLI et al., 2000). .................................................................................................................. 42
Figura 2.10 - Representação esquemática das formas de poros que podem ocorrer nas partículas (PANDOLFELLI et al., 2000). ............................................................. 43
Figura 2.11 - Representação de duas pastas de cimento Portland frescas, uma contendo relação água-cimento 0,65 e a outra 0,25 (AITCIN, 2000). ....................... 51
Figura 2.12 - Resíduos deixados por um modelo linear (Adaptado de BARROS, 1996). ........................................................................................................................ 65
Figura 2.13 - Espaço experimental Simplex para misturas de (a) dois componentes (b) três componentes (c) quatro componentes (NUNES, 1998). ............................... 69
Figura 2.14 - Modelo Simplex-lattice para uma mistura com três componentes e polinômio de grau dois (NUNES, 1998). ................................................................... 70
Figura 2.15 - Modelo Simplex-centroide para uma mistura com três componentes (COELHO, 2014). ...................................................................................................... 71
Figura 2.16 - Representação da superfície plana do modelo linear sendo βi a resposta esperada para a composição pura (NEPOMUCENA, 2013). ..................... 73
Figura 2.17 - Representação do modelo quadrático com efeito sinérgico de combinações binárias (NEPOMUCENA, 2013). ........................................................ 73
Figura 3.1 - Agitador eletromagnético e série de peneiras padrão ASTM/ABNT. ..... 78
Figura 3.2 - Partículas de esteatito classificadas em grossa, média e fina. .............. 81
Figura 3.3 - Superfície Simplex-centroide para três tamanhos de partículas. ........... 83
Figura 3.4 - Superfície Simplex-centroide para três diferentes matrizes de compósitos. ............................................................................................................... 86
Figura 3.5 - Corpo de prova com macro poro externo. .............................................. 89
Figura 3.6 - Corpos de prova preliminares fabricados com diferentes percentuais de fase dispersa. ............................................................................................................ 90
Figura 3.7 - Molde para fabricação dos corpos de prova. ......................................... 93
Figura 3.8 - Corpo de prova com distribuição de partículas heterogênea. ................ 94
Figura 3.9 - Corpo de prova com distribuição de partículas homogênea. ................. 95
Figura 3.10 - Corpos de prova das sete diferentes composições pré-estabelecidas. 96
Figura 3.11 - Corpos de prova para caracterização da matriz de cimento Portland cinza. ......................................................................................................................... 97
Figura 3.12 - Corpos de prova para caracterização da matriz de cimento Portland branco. ...................................................................................................................... 97
Figura 3.13 - Corpos de prova para caracterização da matriz polimérica. ................ 98
Figura 3.14 - Corpos de prova para caracterização da pedra-sabão. ....................... 99
Figura 3.15 - Bomba de vácuo e câmara de pressão utilizadas para obtenção da densidade aparente, porosidade aparente e absorção de água dos compósitos. .. 101
Figura 3.16 - Ensaio de compressão realizado em uma máquina de ensaios universal Shimadzu AG-X Plus. .............................................................................. 103
Figura 4.1 - Curva granulométrica para o resíduo de esteatito. .............................. 108
Figura 4.2 - Partículas de esteatito de faixa granulométrica 1,180mm – 0,600mm com ampliação de 50X. ........................................................................................... 109
Figura 4.3 - Partículas de esteatito de faixa granulométrica 0,600mm-0,300mm com ampliação de 50X. ................................................................................................... 110
Figura 4.4 - Partículas de esteatito de faixa granulométrica 0,300mm – 0,150mm com ampliação de 50X. ........................................................................................... 110
Figura 4.5 - Gráfico de probabilidade normal de resíduos para a variável resposta densidade de empacotamento das partículas de esteatito. .................................... 113
Figura 4.6 - Superfície de resposta da variável densidade de empacotamento. ..... 115
Figura 4.7 - Gráfico com os resultados apresentados para a variável resposta densidade volumétrica (g/cm³). ............................................................................... 120
Figura 4.8 - Gráfico de probabilidade normal de resíduos da variável resposta densidade volumétrica. ........................................................................................... 121
Figura 4.9 - Superfície de resposta da variável densidade volumétrica. ................. 122
Figura 4.10 - Gráfico com os resultados apresentados para a variável resposta densidade aparente (g/cm³). ................................................................................... 124
Figura 4.11 - Gráfico de probabilidade normal de resíduos da variável resposta densidade aparente. ................................................................................................ 126
Figura 4.12 - Superfície de resposta da variável densidade aparente. ................... 127
Figura 4.13 - Gráfico com os resultados apresentados para a variável resposta porosidade aparente (%). ........................................................................................ 129
Figura 4.14 - Gráfico de probabilidade normal de resíduos da variável resposta porosidade aparente. .............................................................................................. 130
Figura 4.15 - Superfície de resposta da variável porosidade aparente. .................. 131
Figura 4.16 - Gráfico com os resultados apresentados para a variável resposta absorção de água (%). ............................................................................................ 133
Figura 4.17 - Gráfico de probabilidade normal de resíduos da variável resposta absorção de água. ................................................................................................... 134
Figura 4.18 - Superfície de resposta da variável absorção de água. ...................... 135
Figura 4.19 - Gráfico com os resultados apresentados para a variável resposta módulo de elasticidade (GPa). ................................................................................ 137
Figura 4.20 - Gráfico de probabilidade normal de resíduos da variável resposta módulo de elasticidade. ........................................................................................... 138
Figura 4.21 - Superfície de resposta da variável módulo de elasticidade. .............. 139
Figura 4.22 - Gráfico com os resultados apresentados para a variável resposta módulo de elasticidade específico (GPa•cm³/g). ..................................................... 141
Figura 4.23 - Gráfico de probabilidade normal de resíduos da variável resposta módulo de elasticidade específico. .......................................................................... 142
Figura 4.24 - Superfície de resposta da variável módulo de elasticidade específico. ................................................................................................................................ 143
Figura 4.25 - Superfície de resposta ilustrando a região do espaço experimental com módulo de elasticidade específico superior à rocha. ............................................... 144
Figura 4.26 - Gráfico com os resultados apresentados para a variável resposta resistência à compressão (MPa). ............................................................................ 146
Figura 4.27 - Gráfico de probabilidade normal de resíduos da variável resposta resistência à compressão. ....................................................................................... 147
Figura 4.28 - Superfície de resposta da variável resistência à compressão. .......... 148
Figura 4.29 - Superfície de resposta ilustrando a região do espaço experimental com resistência à compressão superior a resistência da rocha. ..................................... 150
Figura 5.1 - Comparação da coloração da rocha e dos compósitos. ...................... 152
LISTA DE TABELAS
Tabela 2.1 - Formas de intemperismo. ...................................................................... 27
Tabela 2.2 - Tipos de cimento de acordo com a ABNT. ............................................ 47
Tabela 3.1 - Características da resina epóxi Araldite LY – 1316 2BR e do endurecedor Aradur 2963 e da mistura. .................................................................... 76
Tabela 3.2 - Série de peneiras para determinação da composição granulométrica de agregados. ................................................................................................................ 79
Tabela 3.3 – Monodispersões de esteatito. ............................................................... 81
Tabela 3.4 - Planejamento Simplex-centroide para três tamanhos de partículas...... 83
Tabela 3.5 - Planejamento Simplex-centroide para três diferentes matrizes de compósitos. ............................................................................................................... 86
Tabela 3.6 - Variáveis respostas investigadas e respectivas normas utilizadas. ...... 87
Tabela 3.7 - Percentual em massa dos constituintes das sete composições ensaiadas. ................................................................................................................. 91
Tabela 3.8 - Número de corpos de prova por tipo de ensaio e por réplica. ............... 96
Tabela 4.1 - Análise química do esteatito. .............................................................. 106
Tabela 4.2 – Composição granulométrica do resíduo de esteatito. ......................... 107
Tabela 4.3 – Densidade de empacotamento das três monodispersões de esteatito. ................................................................................................................................ 111
Tabela 4.4 - Densidade de empacotamento das composições pré-selecionadas de partículas de esteatito. ............................................................................................ 112
Tabela 4.5 - Ajuste dos modelos polinomiais aplicados à variável resposta densidade de empacotamento das partículas de esteatito. ...................................................... 113
Tabela 4.6 – Proporções teóricas das monodispersões de partículas de esteatito para máxima densidade de empacotamento........................................................... 114
Tabela 4.7 - Caracterização do polímero epóxi. ...................................................... 116
Tabela 4.8 - Caracterização da pasta de cimento Portland cinza endurecida. ........ 117
Tabela 4.9 - Caracterização da pasta de cimento Portland branco endurecida. ..... 117
Tabela 4.10 - Caracterização da rocha. .................................................................. 118
Tabela 4.11 - Resultados apresentados para a variável resposta densidade volumétrica (g/cm³). ................................................................................................. 119
Tabela 4.12 - Ajuste dos modelos polinomiais aplicados à variável resposta densidade volumétrica. ........................................................................................... 120
Tabela 4.13 - Resultados apresentados para a variável resposta densidade aparente (g/cm³). .................................................................................................................... 124
Tabela 4.14 - Ajuste dos modelos polinomiais aplicados à variável resposta densidade aparente. ................................................................................................ 125
Tabela 4.15 - Resultados apresentados para a variável resposta porosidade aparente (%). ........................................................................................................... 128
Tabela 4.16 - Ajuste dos modelos polinomiais aplicados à variável resposta porosidade aparente. .............................................................................................. 129
Tabela 4.17 - Resultados apresentados para a variável resposta absorção de água (%). .......................................................................................................................... 132
Tabela 4.18 - Ajuste dos modelos polinomiais aplicados à variável resposta absorção de água. .................................................................................................................. 133
Tabela 4.19 - Resultados apresentados para a variável resposta módulo de elasticidade (GPa). .................................................................................................. 136
Tabela 4.20 - Ajuste dos modelos polinomiais aplicados à variável resposta módulo de elasticidade. ....................................................................................................... 137
Tabela 4.21 - Resultados apresentados para a variável resposta módulo de elasticidade específico (GPa•cm³/g). ....................................................................... 140
Tabela 4.22 - Ajuste dos modelos polinomiais aplicados à variável resposta módulo de elasticidade específico. ...................................................................................... 141
Tabela 4.23 - Resultados apresentados para a variável resposta resistência à compressão (MPa). ................................................................................................. 145
Tabela 4.24 - Ajuste dos modelos polinomiais aplicados à variável resposta resistência à compressão. ....................................................................................... 146
LISTA DE ABREVIATURAS E SIGLAS
ABCP – Associação brasileira de cimento Portland
ABNT – Associação brasileira de normas técnicas
ASTM - American society for testing and materials
BS EN – British Standard
CMC – Compósitos de matriz cerâmica
CMCP – Compósitos de matriz cerâmico-polimérica
CMM – Compósitos de matriz metálica
CMP – Compósitos de matriz polimérica
CP – Cimento Portland
CPB – Cimento Portland branco
DGEBA – Éter diglicidílico de bisfenol A
EDS - Espectroscopia de energia dispersiva
IPHAN - Instituto do patrimônio histórico e artístico nacional
MEV – Microscopia eletrônica de varredura
NBR – Norma brasileira
NM – Norma Mercosul
PVA - Poliacetato de vinila
SPHAN - Serviço de proteção histórica e artística nacional
UFSJ – Universidade Federal de São João Del Rei
UNESCO - Organização das nações unidas para educação, a ciência e a cultura
Mg3 (Si4O10) (OH)2 -Filossilicato de magnésio hidratado
MgO – Monóxido de magnésio
SiO2- Dióxido de silício
H2O – Água
Fe2O3 – Trióxido de diferro
CaO – Monóxido de cálcio
Al2O3 - Trióxido de dialumínio
Ca(OH)2 – Hidróxido de cálcio
TiO2 – Dióxido de titânio
NaO2 – Dióxido de sódio
KO2 – Dióxido de potássio
MnO – Monóxido de manganês
P2O5 - Pentóxido de difósforo
C3S – Silicato de tricálcio (Alita)
C2S – Silicato de dicálcio (Belita)
C-S-H – Silicatos de cálcio hidratados
CH – Portlandita
pH - Potencial hidrogeniônico
DP – Desvio padrão
CV – Coeficiente de variação
β – Vetor de parâmetros
α - Nível de significância
R² - Coeficiente de determinação de ajuste de polinômio
q – Número de componentes simplex
m – Ordem do polinômio simplex
Xi – Proporções dos componentes simplex
N – Número de experimentos simplex
η – Resposta esperada da mistura simplex
C – Composição
N – Newton
KN – Kilonewton
min – Minuto
h – Hora
g – Grama
Kg – Kilograma
m - Metro
cm - Centímetro
mm - Milímetro
µm – Micrômetro
nm – Nanômetro
°C – Graus Celsius
Pa - Pascal
KPa – Kilopascal
MPa – Megapascal
GPa – Gigapascal
mPas – Milipascal segundo

A/C – Relação água-cimento
DL – Diâmetro de partículas grossas
DS - Diâmetro de partículas finas
ρv- Densidade volumétrica (g/cm³)
V - Volume do corpo de prova (cm³)
R - Raio do corpo de prova (cm)
H - Altura do corpo de prova (cm)
ρa- Densidade aparente (g/cm3)
m1 - Massa do corpo de prova seco (g)
m2- Massa do corpo de prova saturado com água (g)
m3- Massa do corpo de prova saturado e totalmente submerso na água (g)
Pa- Porosidade aparente (%)
Ab- Absorção de água (%)
σc- Resistência a compressão (MPa)
P - Força máxima de carregamento (N)
A0 - Área da seção transversal inicial das amostras (mm²)
E- Módulo de elasticidade (GPa)
Δσ - Variação da tensão (MPa)
Δɛ - Variação da deformação (adimensional)
SUMÁRIO
1 INTRODUÇÃO ........................................................................................ 19
1.1 JUSTIFICATIVA ...................................................................................... 21
1.2 OBJETIVOS ............................................................................................ 21
2 REVISÃO BIBLIOGRÁFICA ................................................................... 23
2.1 ESTEATITO ............................................................................................. 23
2.1.1 Monumentos históricos fabricados com esteatito ............................. 24
2.1.2 Degradação de monumentos fabricados com esteatito .................... 26
2.1.3 Resíduos de esteatito ............................................................................ 29
2.2 MATERIAIS COMPÓSITOS .................................................................... 31
2.2.1 Classificação de compósitos ............................................................... 33
2.2.2 Compósitos particulados ...................................................................... 34
2.2.2.1 Compósitos particulados reforçados por dispersão ................................. 35
2.2.2.2 Compósitos particulados reforçados com partículas grandes ................. 35
2.2.2.2.1 Empacotamento das partículas ............................................................... 36
2.2.2.2.2 Tamanho e distribuição granulométrica das partículas............................ 37
2.2.2.2.3 Morfologia das partículas ......................................................................... 39
2.2.3 Compósitos cimentícios ....................................................................... 43
2.2.3.1 Cimento Portland ..................................................................................... 44
2.2.3.1.1 Cimento Portland pozolânico ................................................................... 48
2.2.3.1.2 Cimento Portland branco ......................................................................... 49
2.2.3.1.3 Relação água-cimento ............................................................................. 49
2.2.4 Compósitos de matriz polimérica ........................................................ 51
2.2.4.1 Polímero epóxi: resina e catalisador ........................................................ 54
2.2.5 Compósitos de matriz cerâmico-polimérica ....................................... 56
2.2.6 Compósitos com matriz de cimento Portland e polímero epóxi ....... 57
2.2.7 Compósitos fabricados com resíduos de esteatito ............................ 60
2.3 PLANEJAMENTO EXPERIMENTAL ....................................................... 63
2.3.1 Metodologia de superfície de resposta ............................................... 64
2.3.2 Planejamento experimental com misturas .......................................... 67
3 METODOLOGIA EXPERIMENTAL ......................................................... 75
3.1 MATERIAIS ............................................................................................. 75
3.1.1 Fases matrizes ....................................................................................... 75
3.1.1.1 Cimento Portland cinza ............................................................................ 75
3.1.1.2 Cimento Portland branco ......................................................................... 75
3.1.1.3 Polímero epóxi ......................................................................................... 76
3.1.2 Fase dispersa: Esteatito ....................................................................... 77
3.1.2.1 Distribuição granulométrica das partículas de esteatito........................... 78
3.1.2.2 Densidade de empacotamento das partículas de esteatito ..................... 81
3.2 PLANEJAMENTO EXPERIMENTAL COM MISTURAS .......................... 82
3.2.1 Densidade de empacotamento das partículas de esteatito ............... 82
3.2.2 Matrizes dos materiais compósitos ..................................................... 85
3.3 FABRICAÇÃO DOS CORPOS DE PROVA ............................................. 88
3.4 VARIÁVEIS REPOSTA ............................................................................ 99
3.4.1 Densidade volumétrica ....................................................................... 100
3.4.2 Densidade aparente ............................................................................. 100
3.4.3 Porosidade aparente ........................................................................... 102
3.4.4 Absorção de água................................................................................ 102
3.4.5 Resistência à compressão .................................................................. 103
3.4.6 Módulo de elasticidade ....................................................................... 104
3.5 ANÁLISE ESTATÍSTICA ....................................................................... 104
4 RESULTADOS ...................................................................................... 106
4.1 CARACTERÍSTICAS E PROPRIEDADES DAS FASES DOS
COMPÓSITOS ...................................................................................... 106
4.1.1 Fase dispersa: partículas de esteatito ............................................... 106
4.1.1.1 Distribuição granulométrica das partículas de esteatito......................... 106
4.1.1.2 Morfologia das partículas de esteatito ................................................... 108
4.1.1.3 Densidade de empacotamento das partículas de esteatito ................... 111
4.1.1.3.1 Maximização da densidade de empacotamento das partículas de
esteatito ................................................................................................. 112
4.1.2 Fase matriz: Polímero epóxi, cimento Portland cinza e cimento
Portland branco ................................................................................... 116
4.2 CARACTERÍSTICAS E PROPRIEDADES DA ROCHA ........................ 118
4.3 CARACTERÍSTICAS E PROPRIEDADES DOS COMPÓSITOS .......... 119
4.3.1 Densidade volumétrica ....................................................................... 119
4.3.2 Densidade aparente ............................................................................. 123
4.3.3 Porosidade aparente ........................................................................... 128
4.3.4 Absorção de água................................................................................ 132
4.3.5 Módulo de elasticidade ....................................................................... 136
4.3.6 Módulo de elasticidade específico ..................................................... 140
4.3.7 Resistência à compressão .................................................................. 145
5 DISCUSSÕES FINAIS .......................................................................... 152
6 CONCLUSÕES ..................................................................................... 154
7 SUGESTÕES PARA TRABALHOS FUTUROS ................................... 158
REFERÊNCIAS BIBILIOGRÁFICAS ...................................................................... 159
APÊNDICE .............................................................................................................. 167
19
1 INTRODUÇÃO
Grande parte da memória artística e cultural de um país é representada através
de esculturas, monumentos e prédios históricos que fazem uma ligação entre o
presente e o passado da sociedade. A preservação e restauração destes bens é
extremamente importante para manter viva a história de uma nação assim como da
humanidade.
Muitas vilas e cidades foram fundadas no Brasil durante o século XVIII em
virtude da descoberta de grandes jazidas de ouro no território nacional,
principalmente no interior do estado de Minas Gerais. A esperança de prosperidade
e enriquecimento trazidos pelo valioso mineral atraiu grande quantidade de
migrantes para estas localidades e resultou em forte desenvolvimento econômico na
região. O crescimento da população e a abundância de recursos financeiros
impulsionaram a economia local. Estes fatores aliados a forte tradição religiosa da
época no Brasil encadeou na construção de magníficas igrejas com fachadas
ornamentadas e confecção de inúmeras obras de arte sacras nestas vilas e cidades.
Neste cenário próspero surgiram grandes artistas do estilo barroco mineiro, dos
quais o nome de maior destaque é o de Antônio Francisco Lisboa, popularmente
conhecido como Aleijadinho. Assim como Aleijadinho, muitos escultores da época
utilizavam blocos de rocha como principal matéria prima para fabricação de
esculturas e peças ornamentais de igrejas. O esteatito também conhecido como
pedra sabão era a rocha preferida destes escultores. A preferência pelo esteatito é
explicada pela baixa dureza apresentada pelo material, e consequentemente,
grande facilidade de se obter detalhes precisos e delicados na rocha.
Entretanto, essa característica marcante também torna o esteatito facilmente
desgastável e muito suscetível a ações de vandalismo. Muitas obras de arte
fabricadas em pedra-sabão e tombadas pelo patrimônio da humanidade encontram-
se atualmente em um adiantado estágio de degradação. As rochas naturais assim
como os compostos produzidos pelo homem também sofrem deterioração,
provocada por agentes naturais e antrópicos. O intemperismo como fenômeno
natural ocorre em um ritmo muito lento quando comparado à duração de
empreendimentos construídos pelo homem. No entanto, quando associado com a
poluição atmosférica o ritmo de deterioração das rochas pode ser acelerado. Esse
20
problema afeta não somente obras de engenharia, mas sobretudo as obras de arte,
como monumentos históricos e fachadas de igrejas consideradas patrimônio da
humanidade (SILVA e ROESER, 2003). Portanto, se faz necessário o
desenvolvimento de alternativas e ações para interromper esse processo e
recuperar as peças que já se encontram deterioradas.
Atualmente as argamassas de cimento Portland são os materiais mais
comumente utilizados para restaurar micro fissuras e reconstruir peças fabricadas de
esteatito no Brasil. Entretanto, as características físicas de materiais cimentícios
proporcionam uma adesão imperfeita ao esteatito. Além disso, as argamassas de
cimento Portland apresentam textura e coloração diferentes da pedra natural (COTA
et al., 2012).
Alguns pesquisadores têm trabalhado no desenvolvimento de materiais para
restauração de artefatos de pedra-sabão utilizando resíduos do próprio mineral de
origem das peças. Compósitos fabricados com cimento Portland e partículas de
esteatito vêm sendo estudados com o intuito de se obter um material resistente e
com características físicas similares à pedra-sabão. Entretanto, alguns estudos
indicam que a adição de esteatito em argamassas cimentícias resulta em perda de
resistência mecânica do material (STRECKER et al., 2010). A inserção de fibras de
carbono unidirecionais também tem sido investigada em compósitos de cimento
Portland com adição de esteatito. Apesar de não contribuírem para o aumento da
resistência à compressão e dureza do material, as fibras apresentam efeito
significativo para o aumento da resistência à flexão dos compósitos (PANZERA et
al., 2011).
Com o intuito de melhorar a resistência mecânica, impermeabilidade,
porosidade e capacidade de adesão do material, muitas vezes materiais poliméricos
são adicionados às argamassas cimentícias (OLLITRAULT-FICHET et al., 1998). O
polímero disperso na pasta de cimento age como agente reforçador, aumentando a
tenacidade e dificultando a propagação de trincas no material endurecido (SAKAI et
al., 1995).
Dentro deste contexto, o objetivo principal deste trabalho foi desenvolver e
caracterizar materiais compósitos adequados para serem aplicados na reparação de
desgastes superficiais, reposição de partes danificadas e produção de réplicas de
21
esculturas fabricadas em esteatito. O material aplicado em restaurações deve
apresentar entre as principais características, coloração e textura semelhantes à
pedra natural e propriedades físicas e mecânicas iguais ou superiores à do material
a ser restaurado.
Resíduos em pó da própria pedra sabão foram utilizados como fase dispersa
nos compósitos com o intuito de produzir materiais com coloração e textura
semelhantes à pedra natural. Uma metodologia estatística baseada no planejamento
de experimentos com misturas foi aplicada com o objetivo de maximizar a fração de
fase dispersa nos compósitos a partir da otimização da distribuição granulométrica
das partículas. Três diferentes tipos de materiais (polímero epóxi, cimento Portland
branco e cimento Portland cinza) foram utilizados como matrizes nos compósitos
com intuito de investigar a composição mais adequada para aplicação em
restaurações. Por meio da metodologia de planejamento experimental com misturas
foi possível investigar não somente o comportamento destas matrizes agindo de
forma independente, mas sobretudo, o efeito da combinação destes materiais em
diferentes proporções. Dessa forma, foi possível identificar as composições de
matrizes que produziram materiais com uma combinação de propriedades iguais ou
superiores à pedra sabão.
1.1 JUSTIFICATIVA
Este trabalho possui como principal justificativa contribuir com medidas de
proteção e restauração de esculturas históricas fabricadas em esteatito, tais como
reparação de desgastes superficiais e reposição de partes danificadas. Esta
pesquisa também contribui indiretamente para o reuso de rejeitos de esteatito
produzidos por mineradoras situadas principalmente no estado de Minas Gerais.
1.2 OBJETIVOS
O objetivo principal deste trabalho foi desenvolver e caracterizar materiais
compósitos adequados para serem aplicados na reparação de desgastes
superficiais, reposição de partes danificadas e produção de réplicas de esculturas
fabricadas em esteatito.
22
Objetivos específicos:
a) desenvolver materiais com propriedades físicas e mecânicas tais como,
densidade volumétrica, densidade aparente, porosidade aparente, absorção de
água, resistência a compressão e módulo de elasticidade iguais ou superiores à
rocha.
b) desenvolver materiais com coloração e textura semelhantes à pedra-sabão
natural, utilizando partículas de esteatito com distribuição granulométrica otimizada
através da metodologia estatística de planejamento com misturas.
.
23
2 REVISÃO BIBLIOGRÁFICA
2.1 ESTEATITO
Popularmente conhecido como pedra-sabão, o esteatito é uma rocha
encontrada em abundancia no estado de Minas Gerais, mais especificamente na
região do quadrilátero ferrífero. Nesta região, principalmente nos arredores das
cidades de Ouro Preto, Mariana, Congonhas e Ouro Branco são encontradas muitas
jazidas de esteatito.
De acordo com a norma NBR 6502 (1995), as rochas são definidas como
materiais sólidos, constituídos por um ou mais tipos de minerais, com características
físicas e mecânicas específicas para cada tipo. Elas são classificadas como ígneas
ou magmáticas, metamórficas e sedimentares. O esteatito é uma rocha metamórfica
de origem básica/ultrabásica, de estrutura maciça de coloração amarelo-creme e
verde-acinzentada, constituída principalmente por palhetas do mineral talco (ASSIS,
2006). Sua formação é atribuída à transformação hidrotermal de rochas ultrabásicas
em um estágio inicial de serpentinização e final de esteatização do serpentinito
(ROESER, 1979; SILVA, 1997).
O principal constituinte do esteatito é o mineral talco, um filossilicato de
magnésio hidratado, com fórmula química Mg3 (Si4O10) (OH)2. Quando puro, o talco
apresenta composição química teórica de MgO = 31,7%; SiO2 = 63,5% e H2O =
4,8%. (PINHEIRO, 1973). Ele pode ser encontrado tanto em rochas ígneas
ultrabásicas como em rochas metamórficas. Nas rochas ígneas, o talco é originado
da transformação dos silicatos de magnésio, como olivina e piroxênios. Nas rochas
metamórficas como o esteatito, o talco apresenta forma granular e/ou criptocristalina
(micro cristais) e constitui quase toda a massa da rocha, que é compacta e macia.
Para a obtenção do talco puro é necessário que essas rochas passem por processos
de beneficiamento, como a moagem e até operações de concentração. Além da
presença do mineral talco, outros minerais chamados de impurezas ou minerais
acessórios podem ser encontrados no esteatito, como os minerais do grupo de
sulfetos, carbonatos, serpentina, magnesita, dolomita, quartzo, clorita e anfibólios.
(RANIERI, 2011).
24
Lima et al. (2008) realizaram a caracterização mineralógica de amostras de
pedra sabão de quatro pedreiras do distrito de Santa Rita de Ouro Preto-MG,
comercializadas para artesanato. Nesta caracterização foram identificados os
seguintes minerais: talco, magnesita, dolomita, calcita em maiores proporções, além
de pirita, magnetita e pentlandita em menores quantidades. Também foram
verificados teores de Fe2O3 acima de 1,5% em várias amostras analisadas. Os
minerais opacos pirita, pentlandita e magnetita foram identificados por MEV/EDS.
Algumas das propriedades determinadas para as amostras de pedra sabão tiveram
como resultado os seguintes valores: peso específico variando entre 2,725 a 2,853
g/cm³, porosidade aparente entre 0,3% e 0,4% e absorção aparente de água entre
0,6% e 0,7%.
2.1.1 Monumentos históricos fabricados com esteatito
Diversas obras arquitetônicas fabricadas com distintos tipos de rochas estão
espalhadas por todo o Brasil. O mármore foi a primeira rocha aplicada em
construções e ornamentações no país, ele foi largamente empregado na cantaria
portuguesa e na brasileira dos séculos XVI e XVII. Os blocos de mármores eram
transportados e utilizados como lastro pelos antigos navios que vinham de Portugal
para o Brasil colônia. Um exemplo dessas construções é a Igreja da Conceição da
Praia, construída no século XVI e localizada na cidade de Salvador no estado da
Bahia. A maior parte das peças da igreja foram esculpidas em Portugal e trazidas
como lastro. As peças foram montadas em Salvador por artesãos portugueses que
ao desembarcarem em território brasileiro iniciaram os nativos na técnica de
trabalhar a pedra bruta, conhecida como cantaria (ANDRADE, 1958).
A técnica de entalhar rochas denominada cantaria foi utilizada nas construções
do país desde o século XVI, atingindo seu ápice e primor nas Minas Gerais do
século XVIII. Nesta região, a arte foi implantada por influência de canteiros
portugueses e adquiriu peculiaridades locais graças à criatividade de artistas nativos.
Estes artistas dominaram a arquitetura setecentista e ajudaram a compor o belo e
original acervo que caracteriza o estilo barroco mineiro (STELLIN JÚNIOR, 1990).
A descoberta de grandes jazidas de ouro durante o século XVIII atraiu grande
quantidade de pessoas para as vilas e cidades do interior do estado de Minas
25
Gerais. O ouro foi o grande atrativo da colônia no século XVIII e a porta de entrada
para sua exploração foi a cidade de Vila Rica, hoje chamada de Ouro Preto. Vila
Rica vivenciou um momento de glória por sua riqueza em ouro, este período durou
aproximadamente sessenta anos. Na época do apogeu da mineração houve um
crescimento urbano e cultural de Vila Rica e arredores, chegando a uma população
de oitocentas mil pessoas entre pessoas livres e escravos (SACARLATO, 1996;
CASTILHOS et al., 2006; SILVA, 2007).
Durante o auge da exploração do ouro no século XVIII, houve também a
explosão do estilo barroco mineiro, mesmo tendo surgido numa época diferente do
barroco europeu. Naquela época, a igreja católica exercia enorme poder sobre a
população. Por essa razão, num ato de agradecimento a Deus, muitos exploradores
que enriqueceram com o ouro encomendaram várias obras de arte no estilo barroco
aos artistas da época. Além de grandiosas igrejas ricamente decoradas, havia
também enormes nichos e oratórios em pontos estratégicos das cidades
exploradoras de ouro. Dentre os principais escultores do barroco mineiro da época
estava Antônio Francisco Lisboa, popularmente conhecido como Aleijadinho.
Aleijadinho é autor das mais importantes esculturas expostas nas cidades de Ouro
Preto, Mariana, Congonhas do Campo e São João Del Rei, e é considerado um dos
mais importantes artistas barrocos do mundo (SCARLATO, 1996; CASTILHOS et al.,
2006; SILVA, 2007).
A maioria das esculturas barrocas mineiras eram fabricadas a partir do
esteatito, conhecido popularmente como pedra-sabão e abundante na região do
quadrilátero ferrífero mineiro. Por ser uma rocha de baixa dureza, os escultores
conseguiam obter detalhes precisos e delicados. Os ornamentos e as esculturas em
rocha encontraram a maleabilidade na pedra-sabão, que começou a ser empregada
em esculturas por Aleijadinho e outros escultores da época por volta de 1755
(SILVA, 2007).
A tradicional técnica de esculpir a rocha se dispersou a partir de meados do
século XIX, com a diminuição das demandas construtivas pelas irmandades e
associações religiosas e a perda da importância econômica dos núcleos urbanos
coloniais (SILVA, 2004).
26
No século XX, muitos monumentos históricos fabricados em pedra sabão nas
cidades históricas do interior de Minas Gerais foram tombados pelo Serviço de
Proteção Histórica e Artística Nacional (SPHAN). Esta organização posteriormente
mudou de nome e passou a ser denominada Instituto do Patrimônio Histórico e
Artístico Nacional (IPHAN). Alguns bens artísticos e culturais como o Santuário de
Bom Jesus de Matosinhos na cidade de Congonhas-MG e todo o centro histórico da
cidade de Ouro Preto-MG também foram declarados Patrimônio Mundial Cultural
pela Organização das Nações Unidas para Educação, a Ciência e a Cultura
(UNESCO) na segunda metade do século XX. Entretanto, em muitas situações a
proteção através do tombamento foi realizada tardiamente. Quando iniciou o
processo de tombamento destes bens culturais, na década de 1940, muitas
construções e monumentos já haviam sido destruídos e outros diversos já se
encontravam em processo de degradação.
2.1.2 Degradação de monumentos fabricados com esteatito
Diversos monumentos históricos esculpidos em pedra-sabão encontram-se
atualmente em um acelerado processo de degradação. Isso compromete a estrutura
estética do conjunto arquitetônico de uma das mais importantes heranças culturais
da arte barroca no Brasil (SILVA e ROESER, 2003).
Muitos termos tais como intemperismo, deterioração,degradação, entre outros
são utilizados em estudos sobre alteração e conservação de rochas em
monumentos para descrever as mudanças em suas superfícies. O intemperismo é o
processo de alteração que ocorre naturalmente, enquanto a deterioração é o dano
que resulta de fatores naturais combinados com fatores antrópicos. A degradação é
definida como a modificação do material que implica necessariamente numa
transformação de suas características segundo o perfil conservativo. A deterioração
aplica-se tanto a rocha em seu lugar de origem, quanto a pedra talhada utilizada em
alguma obra (BAER e SNETHLAGE, 1996).
A alteração das rochas que são extraídas no solo e expostas à atmosfera se
inicia quando estas são submetidas a condições ambientais diferentes daquelas
onde se formaram. Estas rochas entram em contato com novos processos físicos e
químicos, que diferem em muito das condições originais. Em resposta a estas
27
mudanças, os processos de deterioração criam micro e macro fraturas nas rochas.
As cavidades originadas facilitam e aceleram a infiltração de soluções aquosas e a
ação de micro-organismos vivos. Inicia-se assim uma série de reações químicas cuja
predominância varia em função das condições ambientais e da composição
mineralógica das rochas (OLIVEIRA e BRITO, 1998).
O processo de intemperismo envolve um conjunto de fatores físicos, químicos,
biológicos e suas interações. A complexa composição dos minerais mais resistentes
ao intemperismo tende a retardar as reações que degradam o esteatito. Entretanto,
o aumento na concentração de poluentes na atmosfera urbana tem sido
significativamente importante e responsável pela atuação de processos adicionais
que aceleram as transformações químicas destas rochas. A poluição atmosférica é
responsável pela redução drástica do pH da água das chuvas, aumentando a
ocorrência de chuvas ácidas que contribuem significativamente na degradação dos
monumentos fabricados em pedra sabão.
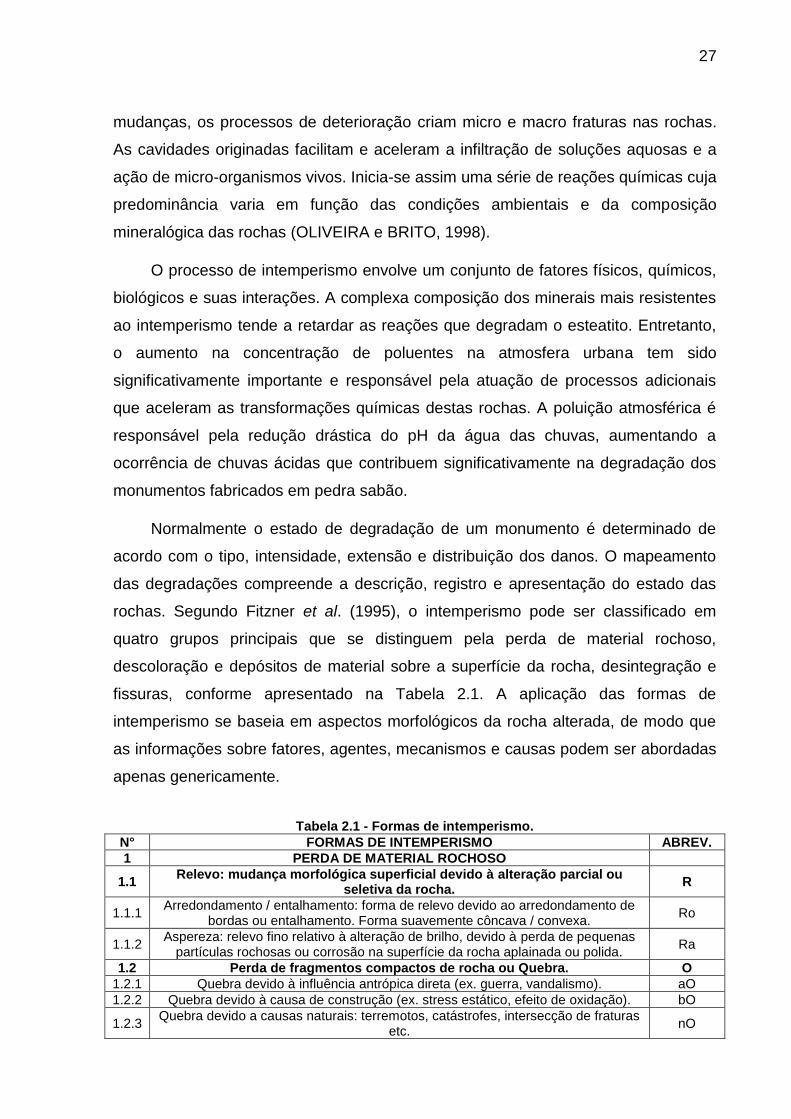
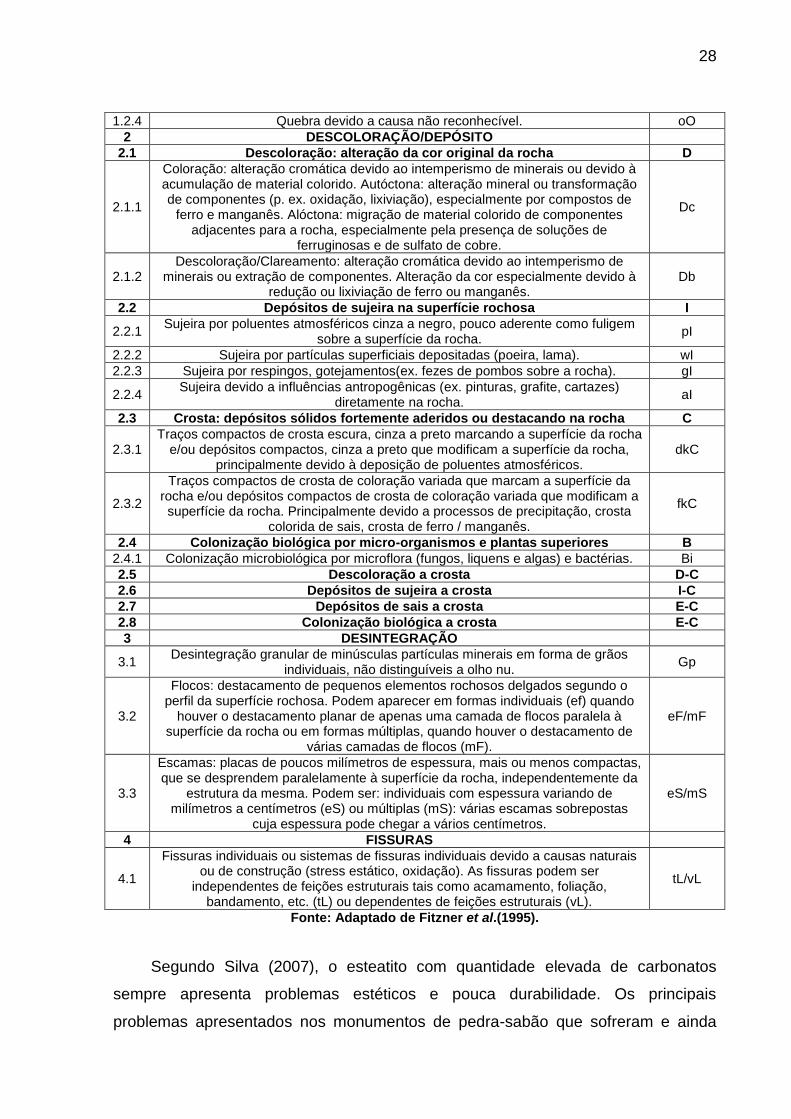
Normalmente o estado de degradação de um monumento é determinado de
acordo com o tipo, intensidade, extensão e distribuição dos danos. O mapeamento
das degradações compreende a descrição, registro e apresentação do estado das
rochas. Segundo Fitzner et al. (1995), o intemperismo pode ser classificado em
quatro grupos principais que se distinguem pela perda de material rochoso,
descoloração e depósitos de material sobre a superfície da rocha, desintegração e
fissuras, conforme apresentado na Tabela 2.1. A aplicação das formas de
intemperismo se baseia em aspectos morfológicos da rocha alterada, de modo que
as informações sobre fatores, agentes, mecanismos e causas podem ser abordadas
apenas genericamente.
Tabela 2.1 - Formas de intemperismo.
N° FORMAS DE INTEMPERISMO ABREV.
1 PERDA DE MATERIAL ROCHOSO
1.1 Relevo: mudança morfológica superficial devido à alteração parcial ou
seletiva da rocha. R
1.1.1 Arredondamento / entalhamento: forma de relevo devido ao arredondamento de
bordas ou entalhamento. Forma suavemente côncava / convexa. Ro
1.1.2 Aspereza: relevo fino relativo à alteração de brilho, devido à perda de pequenas
partículas rochosas ou corrosão na superfície da rocha aplainada ou polida. Ra
1.2 Perda de fragmentos compactos de rocha ou Quebra. O
1.2.1 Quebra devido à influência antrópica direta (ex. guerra, vandalismo). aO
1.2.2 Quebra devido à causa de construção (ex. stress estático, efeito de oxidação). bO
1.2.3 Quebra devido a causas naturais: terremotos, catástrofes, intersecção de fraturas
etc. nO
28
1.2.4 Quebra devido a causa não reconhecível. oO
2 DESCOLORAÇÃO/DEPÓSITO
2.1 Descoloração: alteração da cor original da rocha D
2.1.1
Coloração: alteração cromática devido ao intemperismo de minerais ou devido à acumulação de material colorido. Autóctona: alteração mineral ou transformação de componentes (p. ex. oxidação, lixiviação), especialmente por compostos de
ferro e manganês. Alóctona: migração de material colorido de componentes adjacentes para a rocha, especialmente pela presença de soluções de
ferruginosas e de sulfato de cobre.
Dc
2.1.2 Descoloração/Clareamento: alteração cromática devido ao intemperismo de
minerais ou extração de componentes. Alteração da cor especialmente devido à redução ou lixiviação de ferro ou manganês.
Db
2.2 Depósitos de sujeira na superfície rochosa I
2.2.1 Sujeira por poluentes atmosféricos cinza a negro, pouco aderente como fuligem
sobre a superfície da rocha. pI
2.2.2 Sujeira por partículas superficiais depositadas (poeira, lama). wI
2.2.3 Sujeira por respingos, gotejamentos(ex. fezes de pombos sobre a rocha). gI
2.2.4 Sujeira devido a influências antropogênicas (ex. pinturas, grafite, cartazes)
diretamente na rocha. aI
2.3 Crosta: depósitos sólidos fortemente aderidos ou destacando na rocha C
2.3.1 Traços compactos de crosta escura, cinza a preto marcando a superfície da rocha
e/ou depósitos compactos, cinza a preto que modificam a superfície da rocha, principalmente devido à deposição de poluentes atmosféricos.
dkC
2.3.2
Traços compactos de crosta de coloração variada que marcam a superfície da rocha e/ou depósitos compactos de crosta de coloração variada que modificam a superfície da rocha. Principalmente devido a processos de precipitação, crosta
colorida de sais, crosta de ferro / manganês.
fkC
2.4 Colonização biológica por micro-organismos e plantas superiores B
2.4.1 Colonização microbiológica por microflora (fungos, liquens e algas) e bactérias. Bi
2.5 Descoloração a crosta D-C
2.6 Depósitos de sujeira a crosta I-C
2.7 Depósitos de sais a crosta E-C
2.8 Colonização biológica a crosta E-C
3 DESINTEGRAÇÃO
3.1 Desintegração granular de minúsculas partículas minerais em forma de grãos
individuais, não distinguíveis a olho nu. Gp
3.2
Flocos: destacamento de pequenos elementos rochosos delgados segundo o perfil da superfície rochosa. Podem aparecer em formas individuais (ef) quando
houver o destacamento planar de apenas uma camada de flocos paralela à superfície da rocha ou em formas múltiplas, quando houver o destacamento de
várias camadas de flocos (mF).
eF/mF
3.3
Escamas: placas de poucos milímetros de espessura, mais ou menos compactas, que se desprendem paralelamente à superfície da rocha, independentemente da
estrutura da mesma. Podem ser: individuais com espessura variando de milímetros a centímetros (eS) ou múltiplas (mS): várias escamas sobrepostas
cuja espessura pode chegar a vários centímetros.
eS/mS
4 FISSURAS
4.1
Fissuras individuais ou sistemas de fissuras individuais devido a causas naturais ou de construção (stress estático, oxidação). As fissuras podem ser
independentes de feições estruturais tais como acamamento, foliação, bandamento, etc. (tL) ou dependentes de feições estruturais (vL).
tL/vL
Fonte: Adaptado de Fitzner et al.(1995).
Segundo Silva (2007), o esteatito com quantidade elevada de carbonatos
sempre apresenta problemas estéticos e pouca durabilidade. Os principais
problemas apresentados nos monumentos de pedra-sabão que sofreram e ainda
29
sofrem ação do tempo são alterações da coloração, relevos irregulares e fissuras.
Portanto, sua aplicação é mais apropriada para ambientes internos, peças
artesanais (decoração) e utensílios domésticos.
Silva e Roeser (2003) estudaram esculturas fabricadas em esteatito que
sofreram efeitos de agentes naturais combinados com agentes antrópicos. Segundo
os autores a deterioração resultou da interação de fatores mineralógicos, químicos e
físicos. Eles concluíram que carbonatos e sulfetos são os principais responsáveis
pela forma de relevo na superfície das esculturas e a oxidação seletiva destes
minerais origina zonas mais porosas nas partes expostas. As regiões porosas e
esburacadas apresentam maior superfície ao intemperismo, susceptível também à
atuação de outros processos. A formação de depósitos de sujeira ocorre nas partes
esburacadas e também na área de junções entre partes individuais. Medidas de
proteção das cavidades, junções, fissuras e reposição das partes quebradas e
tratamento com agentes consolidantes devem ser adotados para reduzir a alteração
mineral dos monumentos.
2.1.3 Resíduos de esteatito
Atualmente a variabilidade em pureza e qualidade do esteatito influencia
diretamente em sua aplicação. As rochas de melhor qualidade normalmente são
exportadas na forma de blocos e chapas para serem utilizadas no revestimento
interno de lareiras. O restante é utilizado por artesãos para fabricação de panelas,
fornos, utensílios domésticos e diversos outros tipos de peças ornamentais. No
entanto, ocorrem muitos inconvenientes durante a produção das peças devido à falta
de seleção de rochas de melhor qualidade. Isso acontece, pois, a pedra sabão é
uma rocha heterogênea e possui uma composição mineralógica variada. As rochas
de esteatito são encontradas em formato globular, apresentando veios de outros
minerais como os do grupo da serpentina. A presença destes veios dificulta e muitas
vezes até impede a lavra em forma de blocos devido a ocorrência de fratura nessas
regiões ser muito comum (SILVA, 2007; RANIERI, 2011).
Os artesãos da região do quadrilátero ferrífero normalmente utilizam
fragmentos de rochas denominados de pontas, que são produzidas na extração de
blocos de maiores dimensões. Nesta fase, existe o aproveitamento de parte do
30
material que seria descartado pelas pedreiras de esteatito. Entretanto, no processo
de fabricação das peças de artesanato somente um percentual em torno de 13% da
rocha é utilizado. O restante do material (87%) é descartado nas proximidades das
próprias oficinas, podendo ser carregados pela água das chuvas causando impactos
ambientais diversos (SANTOS, 2009).
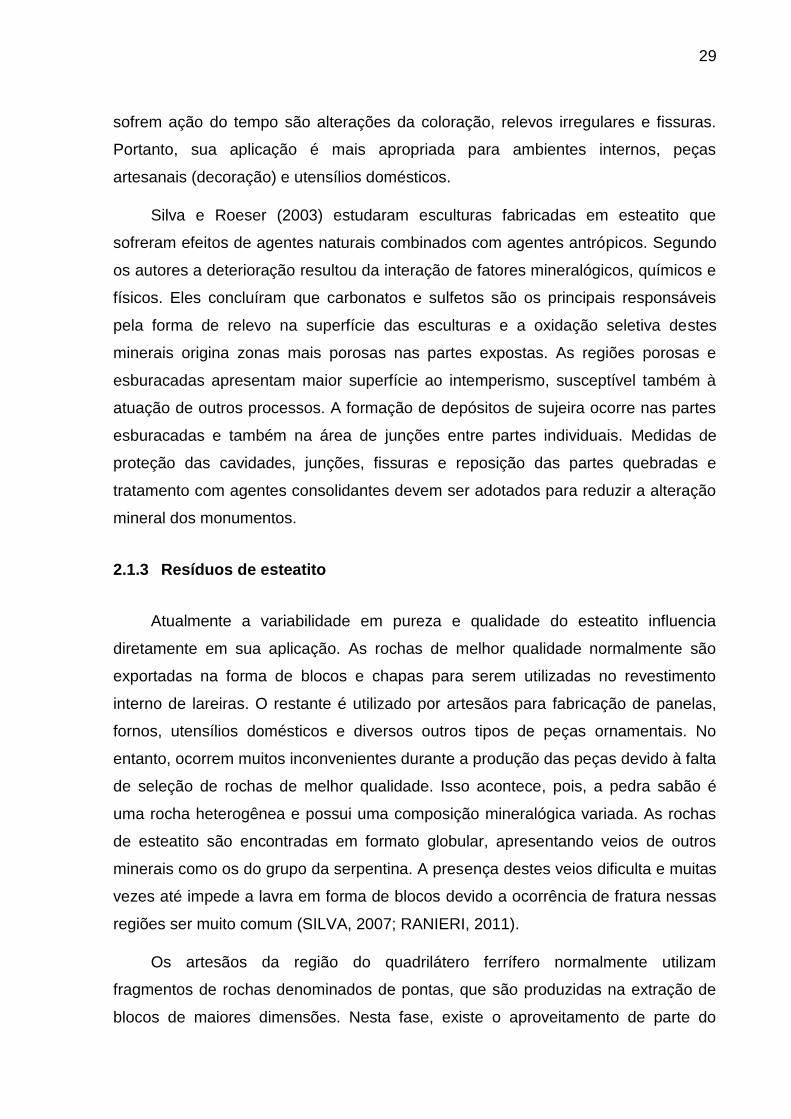
Bem et al. (2011) estudaram o processo de beneficiamento do esteatito para
produção de panelas na região de Catas Altas da Noruega-MG. Segundo os
autores, o processo de beneficiamento se inicia com a remoção manual das pontas
agudas da rocha, tornando os blocos de esteatito arredondados. Após esse
processo, o bloco é furado no centro e recebe um pino que serve como suporte para
fixá-lo em um torno. Após ser fixado, o bloco é torneado e a peça ganha um formato
de panela. A panela segue então para etapa de acabamento, que consiste na
realização do processo de lixamento e colocação de alças. Um grande volume de
resíduo é gerado neste processo. Em experimentos realizados em campo foi
constatado que aproximadamente 90% do bloco é descartado na forma de resíduos
gerados durante o processo de fabricação, ou seja, um bloco de 35 kg de esteatito
dá origem a uma panela de aproximadamente 3,5kg. Dois tipos característicos de
resíduos gerados por uma fábrica de panelas de pedra-sabão em Santa Rita de
Ouro Preto - MG são mostrados na Figura 2.1.
Figura 2.1 - Resíduos em fragmentos e resíduos em pó gerados por uma fábrica de panelas de
pedra sabão (RANIERI, 2011).
Com base em uma pesquisa realizada em oitenta e seis oficinas na cidade de
Ouro Preto-MG, verificou-se que: dos resíduos gerados da produção artesanal, 30%
são despejados em terreno da própria oficina, 21% são descartados nos arredores,
31
28% são depositados em terrenos baldios, 10% são recolhidos pela prefeitura, 6%
são jogados nos rios adjacentes, 3% são aplicados em plantações e 2% não foram
identificados. O descarte inadequado destes resíduos gera sérios problemas
ambientais, desde a degradação de solos até o assoreamento e contaminação de
córregos e rios nas proximidades das oficinas produtoras de artesanato. A atividade
mineral mantém uma relação difícil com o meio ambiente, pois, para extrair,
transportar, transformar e comercializar os minerais é preciso influenciar o meio
ambiente local, muitas vezes de forma irreversível (ALMEIDA, 2006).
Neste contexto, a necessidade do desenvolvimento de técnicas de
aproveitamento destes resíduos é de suma importância a fim de contribuir para a
preservação do meio ambiente. A produção de compósitos particulados utilizando
esses resíduos como agregado representa uma alternativa promissora não somente
para a reciclagem do mesmo, mas também para a recuperação de monumentos
históricos esculpidos em pedra-sabão.
2.2 MATERIAIS COMPÓSITOS
A contínua necessidade pela otimização de produtos e processos tem gerado
uma crescente demanda por materiais mais eficientes e adequados para aplicações
específicas. Neste cenário, surgiu nas últimas décadas uma classe de materiais
denominada materiais compósitos. Inicialmente desenvolvidos para aplicação na
indústria aeroespacial, a utilização dos materiais compósitos foi rapidamente
difundida para diversos outros segmentos como: construção civil, indústria
automobilística, indústria naval, bioengenharia e artigos esportivos.
Muitas vezes os materiais metálicos, cerâmicos e poliméricos não alcançam
isoladamente a combinação de propriedades requeridas para projetos específicos. O
material compósito é o produto da combinação de dois ou mais tipos de materiais
com características distintas. Ele é projetado para alcançar um conjunto de
propriedades que os materiais convencionais não conseguem oferecer com o
mesmo desempenho. A versatilidade de ser projetado com uma combinação de
propriedades desejável para cada aplicação é um dos principais diferenciais dessa
classe de materiais.
32
As definições encontradas na literatura para materiais compósitos são bem
variadas, dependendo do enfoque de cada autor. Segundo a norma ASTM D-3878
(2007), compósito é um sistema consistindo de dois ou mais materiais, insolúveis
entre si, que são combinados para formar um novo material com propriedades
desejáveis que não se encontram nestes materiais agindo isoladamente. Daniel e
Ishai (1994) definem um compósito estruturado como um sistema de materiais
constituído de duas ou mais fases, cujo desempenho e propriedades são projetados
para serem superiores àqueles dos constituintes atuando independentemente. Uma
das fases é geralmente descontínua, mais forte e resistente, denominada “fase
dispersa” ou reforçador, enquanto a fase denominada “matriz” é normalmente mais
fraca e contínua. A função da fase dispersa é elevar a resistência e a rigidez do
material compósito, enquanto a matriz tem a função de envolver e proteger a fase
dispersa contra-ataques químicos e umidade, além de transferir as tensões para a
fase reforçadora.
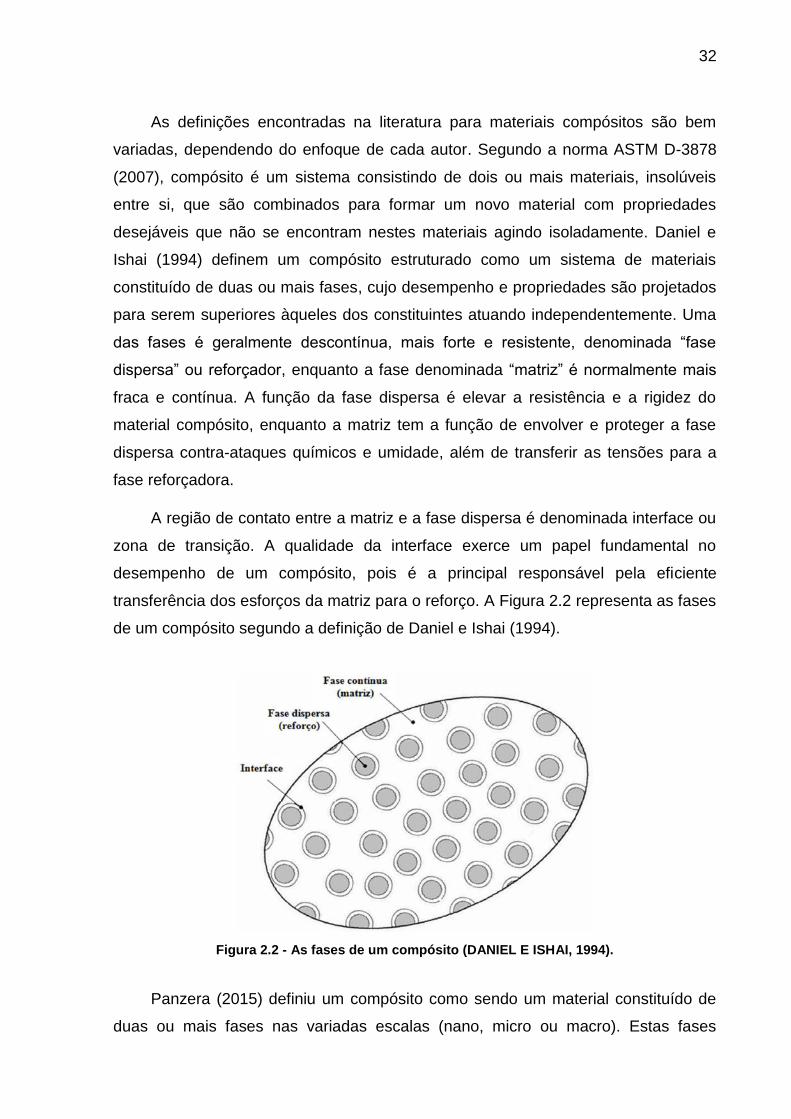
A região de contato entre a matriz e a fase dispersa é denominada interface ou
zona de transição. A qualidade da interface exerce um papel fundamental no
desempenho de um compósito, pois é a principal responsável pela eficiente
transferência dos esforços da matriz para o reforço. A Figura 2.2 representa as fases
de um compósito segundo a definição de Daniel e Ishai (1994).
Figura 2.2 - As fases de um compósito (DANIEL E ISHAI, 1994).
Panzera (2015) definiu um compósito como sendo um material constituído de
duas ou mais fases nas variadas escalas (nano, micro ou macro). Estas fases
33
apresentam propriedades distintas entre si, que são mantidas mesmo após o
processo de fabricação, podendo ou não ocorrer alguma modificação química
apenas na região de interface entre as fases. O material compósito deve ser
projetado de acordo com o desempenho específico demandado em cada projeto de
engenharia.
2.2.1 Classificação de compósitos
Diversos tipos de classificação de compósitos são encontrados na literatura.
Estes materiais podem ser agrupados de acordo com o tipo de matriz, fase dispersa,
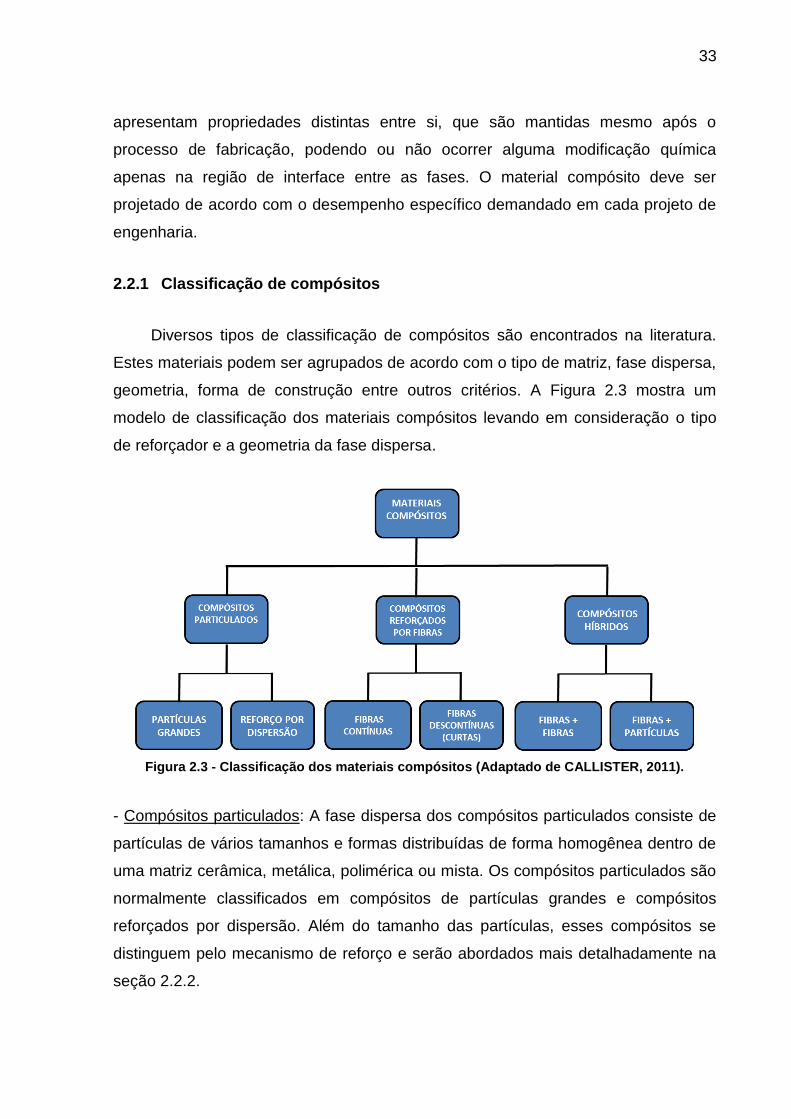
geometria, forma de construção entre outros critérios. A Figura 2.3 mostra um
modelo de classificação dos materiais compósitos levando em consideração o tipo
de reforçador e a geometria da fase dispersa.
Figura 2.3 - Classificação dos materiais compósitos (Adaptado de CALLISTER, 2011).
- Compósitos particulados: A fase dispersa dos compósitos particulados consiste de
partículas de vários tamanhos e formas distribuídas de forma homogênea dentro de
uma matriz cerâmica, metálica, polimérica ou mista. Os compósitos particulados são
normalmente classificados em compósitos de partículas grandes e compósitos
reforçados por dispersão. Além do tamanho das partículas, esses compósitos se
distinguem pelo mecanismo de reforço e serão abordados mais detalhadamente na
seção 2.2.2.
34
- Compósitos reforçados com fibras: Nestes compósitos a fase reforçadora é
composta por fibras que podem ser contínuas ou descontínuas. As fibras
descontínuas são curtas e podem ser alinhadas em uma direção preferencial ou
orientadas aleatoriamente. As fibras contínuas podem ter alinhamento unidirecional,
bidirecional ou multidirecional, variando de acordo com as necessidades da
aplicação. Normalmente as fibras contínuas apresentam maior contribuição para o
aumento da resistência mecânica e rigidez do compósito quando comparadas com
as fibras descontínuas.
- Compósitos híbridos: Os compósitos denominados híbridos são formados a partir
da combinação de diferentes tipos de reforços, utilizando mais de um tipo de fibra no
mesmo compósito ou combinando fibras e partículas no mesmo material.
Os materiais compósitos também podem ser classificados de acordo com o tipo
de matriz. Eles podem ser divididos em compósitos de matriz metálica (CMM), matriz
cerâmica (CMC), matriz polimérica (CMP) e matriz cerâmico-polimérica (CMCP).
As matrizes têm como principais funções a união e proteção do reforço contra o
meio exterior, conservação da disposição geométrica da fase dispersa e
principalmente a transferência de solicitações mecânicas para o reforço. Neste
trabalho foram estudados compósitos fabricados com matriz cerâmica (CMC), matriz
polimérica (CMP) e matriz cerâmico-polimérica (CMCP), que são abordadas
detalhadamente nas seções 2.2.3, 2.2.4 e 2.2.5 respectivamente.
2.2.2 Compósitos particulados
Na maior parte das vezes as partículas são incorporadas a uma matriz com o
intuito de criar uma combinação de propriedades desejável e inexistente em outros
materiais agindo isoladamente. As partículas também podem ser adicionadas ao
compósito simplesmente para substituir parte do volume da matriz por um material
mais barato, com a intenção de reduzir o custo do produto final. De acordo com
Callister (2011), os compósitos particulados podem ser divididos em compósitos
reforçados por dispersão e compósitos com partículas grandes.
35
2.2.2.1 Compósitos particulados reforçados por dispersão
Nos compósitos reforçados por dispersão, as partículas utilizadas como reforço
são muito pequenas, normalmente com o diâmetro variando entre 0,01μm e 0,1μm
(10nm e 100nm). Dessa forma, as interações entre as partículas e a matriz ocorrem
em nível atômico ou molecular. Essas partículas atuam impedindo ou dificultando o
movimento das discordâncias na matriz e limitando a deformação plástica do
material, consequentemente ocorre o aumento do limite de escoamento e da dureza
do material (CALLISTER, 2011).
2.2.2.2 Compósitos particulados reforçados com partículas grandes
O termo partículas “grandes” é utilizado para indicar que as interações entre a
fase dispersa e a fase matriz não podem ser tratadas em nível atômico ou molecular,
ao contrário dos compósitos reforçados por dispersão. Nestes compósitos
normalmente a fase dispersa é mais rígida e mais dura que a matriz e atua
dificultando a propagação de trincas e a deformação da fase matriz nas
proximidades de cada partícula. Parte da tensão aplicada na matriz é transferida
para a fase dispersa de acordo com a qualidade da interface matriz-partícula
(CALLISTER, 2011).
A fase dispersa tem a função de reforço ou simplesmente de enchimento no
compósito com partículas grandes. Quando a fase dispersa é adicionada com a
função de reforço ela melhora o desempenho mecânico da matriz. Por outro lado, a
fase dispersa também pode ser utilizada com a função de carga ou enchimento.
Neste caso ela substitui parte do volume da matriz para produzir um material de
menor custo e com propriedades intermediárias.
Segundo Askeland (1998), os compósitos particulados muitas vezes são
projetados para produzir combinações incomuns de propriedades, e não para
melhorar a resistência mecânica propriamente dita.
O concreto hidráulico utilizado na construção civil é o melhor exemplo para
representar a classe de compósitos com partículas grandes. Sua fase matriz é
composta pela pasta de cimento Portland e água, enquanto a fase dispersa é
constituída por partículas de areia (agregado fino) e brita (agregado graúdo). Neste
36
caso, a resistência mecânica da matriz cimentícia é reduzida com a adição das
partículas de areia e brita, entretanto, os agregados alteram o modo de falha
tornando o material menos frágil. Essa característica é muito importante para a
segurança de projetos de construção civil, pois o material apresenta indicações de
falha como trincas e fissuras antes de ocorrer a ruptura total da estrutura.
Segundo Callister (2011), as propriedades dos compósitos particulados são
uma função das propriedades das fases constituintes, de suas quantidades relativas
e da geometria da fase dispersa. A geometria refere-se principalmente ao tamanho e
à morfologia dos agregados, que interferem diretamente na capacidade de
empacotamento das partículas.
2.2.2.2.1 Empacotamento das partículas
Diversas propriedades dos compósitos particulados estão relacionadas com a
capacidade de empacotamento das partículas que representam a fase dispersa.
Empacotamentos densos são fundamentais para a obtenção de compósitos
particulados com baixa porosidade, e consequentemente, materiais com
propriedades mecânica superiores (MEHTA e MONTEIRO, 2006).
Segundo McGeary (1961), o empacotamento de partículas pode ser definido
como:
O problema da correta seleção da proporção e do tamanho adequado dos materiais particulados, de forma que os vazios maiores sejam preenchidos com partículas menores, cujos vazios serão novamente preenchidos com partículas ainda menores e assim sucessivamente.
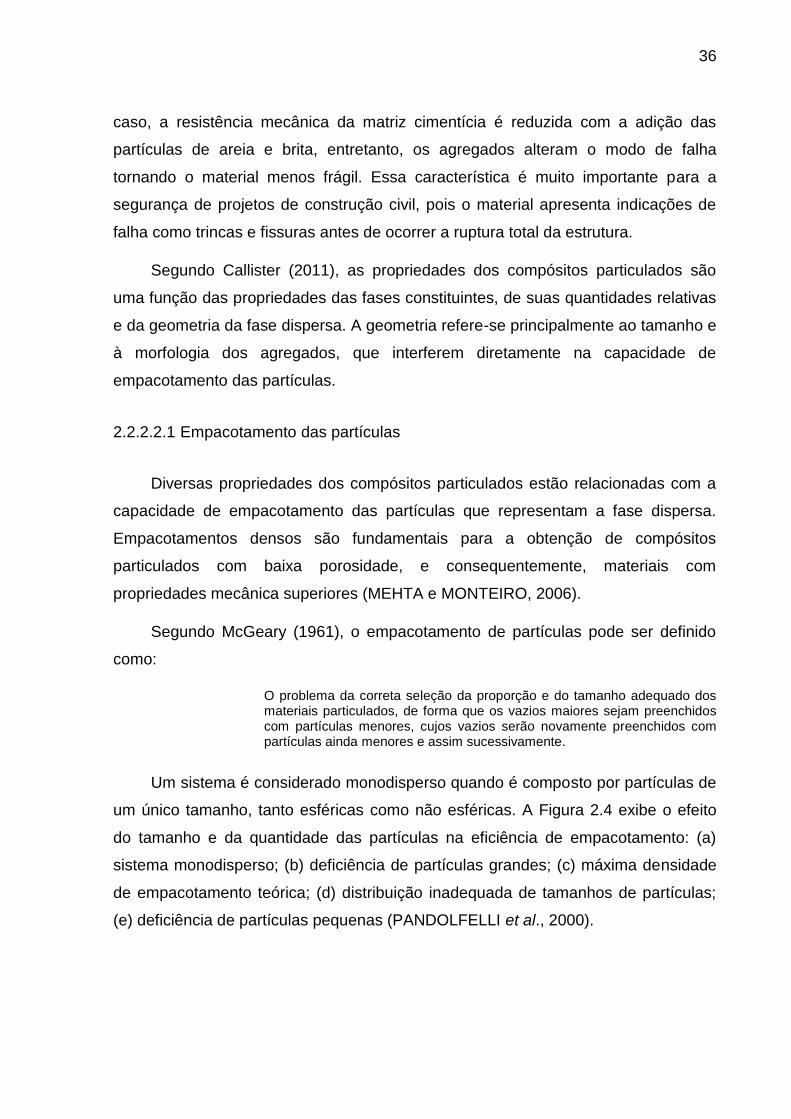
Um sistema é considerado monodisperso quando é composto por partículas de
um único tamanho, tanto esféricas como não esféricas. A Figura 2.4 exibe o efeito
do tamanho e da quantidade das partículas na eficiência de empacotamento: (a)
sistema monodisperso; (b) deficiência de partículas grandes; (c) máxima densidade
de empacotamento teórica; (d) distribuição inadequada de tamanhos de partículas;
(e) deficiência de partículas pequenas (PANDOLFELLI et al., 2000).
37
Figura 2.4 - Efeito da quantidade e do tamanho das partículas na eficiência de empacotamento (PANDOLFELLI et al., 2000).
O termo empacotamento pode ser representado quantitativamente pela
densidade de empacotamento, definida como a massa de sólido em uma unidade de
volume total. Os materiais com elevada densidade de empacotamento possuem
baixo volume de vazios entre partículas, consequentemente, exige menor proporção
de material ligante como matriz (MEHTA e MONTEIRO, 2006).
A densidade de empacotamento é influenciada por fatores como a distribuição
granulométrica e a morfologia das partículas que o constituem.
2.2.2.2.2 Tamanho e distribuição granulométrica das partículas
De acordo com a norma NBR 9935 (2011), a distribuição ou composição
granulométrica pode ser definida como a distribuição percentual em massa das
várias frações dimensionais de um agregado em relação à amostra de ensaio. Ela é
expressa pela porcentagem individual ou acumulada de material que passa ou fica
retido nas peneiras da série normal ou intermediária.
A distribuição granulométrica de uma amostra de partículas pode ser contínua
ou descontínua. Pandolfelli et al. (2000), definem a distribuição granulométrica
descontínua como uma faixa de distribuição de tamanhos que apresenta intervalos
38
com ausência de determinados tamanhos de partículas. A distribuição
granulométrica contínua é definida como aquela em que a distribuição de tamanhos
é contínua em toda a sua extensão. Agregados com distribuição granulométrica
contínua favorecem a obtenção de maiores densidades de empacotamento de
partículas.
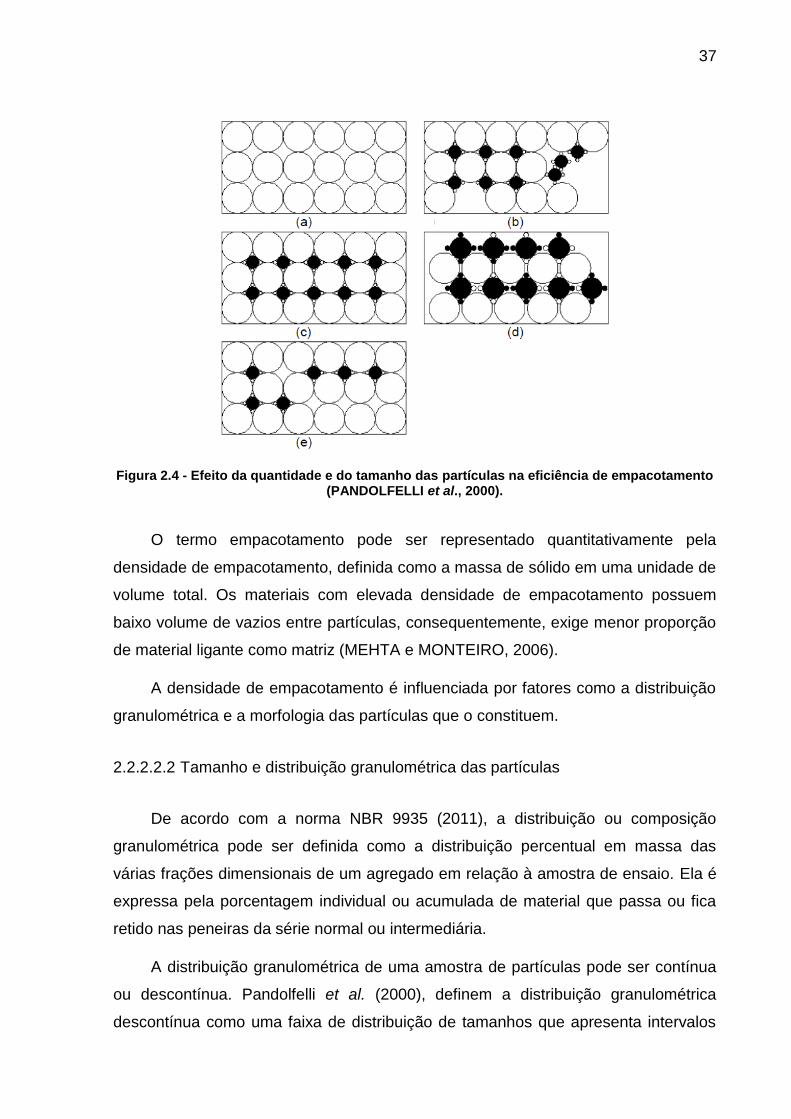
De acordo com Newell (2010), a distribuição de tamanho das partículas do
agregado é usada com o objetivo de se ter pequenas partículas preenchendo alguns
dos espaços vazios entre as partículas maiores. Este tipo de distribuição
granulométrica contínuo, melhora a interação entre as partículas do agregado e
produz empacotamentos mais densos, conforme apresentado pela Figura 2.5 (a).
Por outro lado, distribuições granulométricas descontínuas ou distribuições com
partículas de tamanho uniforme (Figura 2.5 (b)), normalmente apresentam menores
densidades de empacotamento e requerem maior quantidade de material ligante
para preencher o elevado volume de vazios.
Figura 2.5 - (a) Distribuição granulométrica contínua com partículas de diversos tamanhos (b)
Distribuição granulométrica com partículas de tamanho uniforme (NEWELL, 2010).
Segundo Pandolfelli et al. (2000), o principal fator que interfere no
empacotamento de partículas é a existência de diversas distribuições
granulométricas, alterando a condição de dispersão inicial. Uma distribuição
granulométrica otimizada pode resultar em sistemas com fatores de empacotamento
elevados (próximos de um), assim como distribuições granulométricas com faixas
muito estreitas podem gerar misturas onde esse fator se aproxima do nível das
monodispersões.

39
A distribuição granulométrica do sistema ou a sequência de preenchimento dos
vazios entre as partículas determina o aumento ou não da densidade de
empacotamento. Empacotamentos com menor porosidade podem ser obtidos se os
vazios entre as partículas de uma dispersão forem preenchidos por partículas
menores que os mesmos. Mas, caso sejam introduzidas partículas maiores que os
vazios, essas promoverão o surgimento de novos vazios pelo deslocamento das
partículas maiores de suas posições originais, levando a um aumento na porosidade
e redução da eficiência do empacotamento. Por isso se torna importante otimizar a
distribuição granulométrica (proporção e tamanho das partículas) que vão constituir
um sistema (CONCEIÇÃO, 2011).
2.2.2.2.3 Morfologia das partículas
A norma NBR 7389 (2009) classifica a forma das partículas de acordo com o
grau de esfericidade e arredondamento das mesmas, conforme mostrado na Figura
2.6.
Figura 2.6 - Avaliação visual dos graus de esfericidade e arredondamento (NBR 7389, 2009).
A esfericidade é definida em função da relação entre a área da superfície da
partícula e o seu volume, quanto menor essa relação maior será o grau de
esfericidade da partícula. O arredondamento representa a agudeza ou angulosidade
das arestas ou cantos de uma partícula. São adotadas quatro classificações:
40
angulosa (pouca evidência de desgaste), subangulosa (algum desgaste, faces
inalteradas), subarredondada (desgaste considerável, faces com área reduzida) e
arredondada (quase nenhuma face original). Estes dois aspectos de forma
dependem do tipo da rocha mãe e das ações de desgaste a que a partícula foi
submetida, naturais ou artificiais. Grande parte dos agregados utilizados em
concretos e argamassas são obtidos a partir de processos artificiais de redução da
rocha, como britagem e moagem. Estes processos produzem agregados que
normalmente apresentam menores níveis de esfericidade e arredondamento que
agregados oriundos de ações de desgaste naturais (NEVILLE, 2011).
A capacidade de empacotamento das partículas está diretamente associada à
morfologia das mesmas. Quanto mais afastada do formato esférico e angulosa for a
partícula, menor é a densidade de empacotamento de uma distribuição que a
contenha (Figura 2.7). Isso ocorre devido à fricção e o atrito que ocorre pelo contato
das superfícies irregulares das mesmas. Quanto menor o tamanho das partículas
irregulares maior será esse efeito, devido à maior área superficial específica. Não
existem regras na literatura que definam quantitativamente o efeito da morfologia
das partículas sobre a densidade de empacotamento com exatidão, sendo esse
avaliado apenas qualitativamente (PANDOLFELLI et al., 2000).
Figura 2.7 - Relação qualitativa existente entre densidade relativa e o arredondamento relativo
para empacotamentos monodispersos aleatórios de partículas (PANDOLFELLI et al., 2000).
O comportamento de uma mistura bimodal de partículas não esféricas em
relação à densidade de empacotamento é semelhante ao de partículas esféricas,
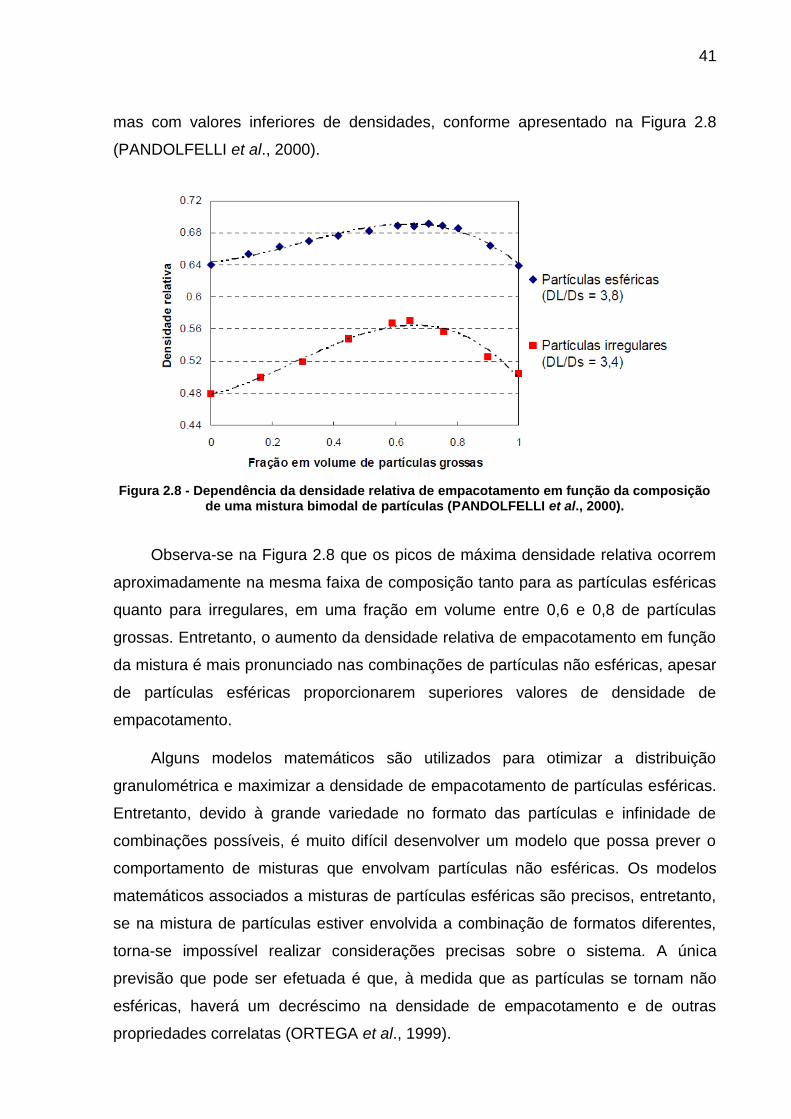
41
mas com valores inferiores de densidades, conforme apresentado na Figura 2.8
(PANDOLFELLI et al., 2000).
Figura 2.8 - Dependência da densidade relativa de empacotamento em função da composição de uma mistura bimodal de partículas (PANDOLFELLI et al., 2000).
Observa-se na Figura 2.8 que os picos de máxima densidade relativa ocorrem
aproximadamente na mesma faixa de composição tanto para as partículas esféricas
quanto para irregulares, em uma fração em volume entre 0,6 e 0,8 de partículas
grossas. Entretanto, o aumento da densidade relativa de empacotamento em função
da mistura é mais pronunciado nas combinações de partículas não esféricas, apesar
de partículas esféricas proporcionarem superiores valores de densidade de
empacotamento.
Alguns modelos matemáticos são utilizados para otimizar a distribuição
granulométrica e maximizar a densidade de empacotamento de partículas esféricas.
Entretanto, devido à grande variedade no formato das partículas e infinidade de
combinações possíveis, é muito difícil desenvolver um modelo que possa prever o
comportamento de misturas que envolvam partículas não esféricas. Os modelos
matemáticos associados a misturas de partículas esféricas são precisos, entretanto,
se na mistura de partículas estiver envolvida a combinação de formatos diferentes,
torna-se impossível realizar considerações precisas sobre o sistema. A única
previsão que pode ser efetuada é que, à medida que as partículas se tornam não
esféricas, haverá um decréscimo na densidade de empacotamento e de outras
propriedades correlatas (ORTEGA et al., 1999).
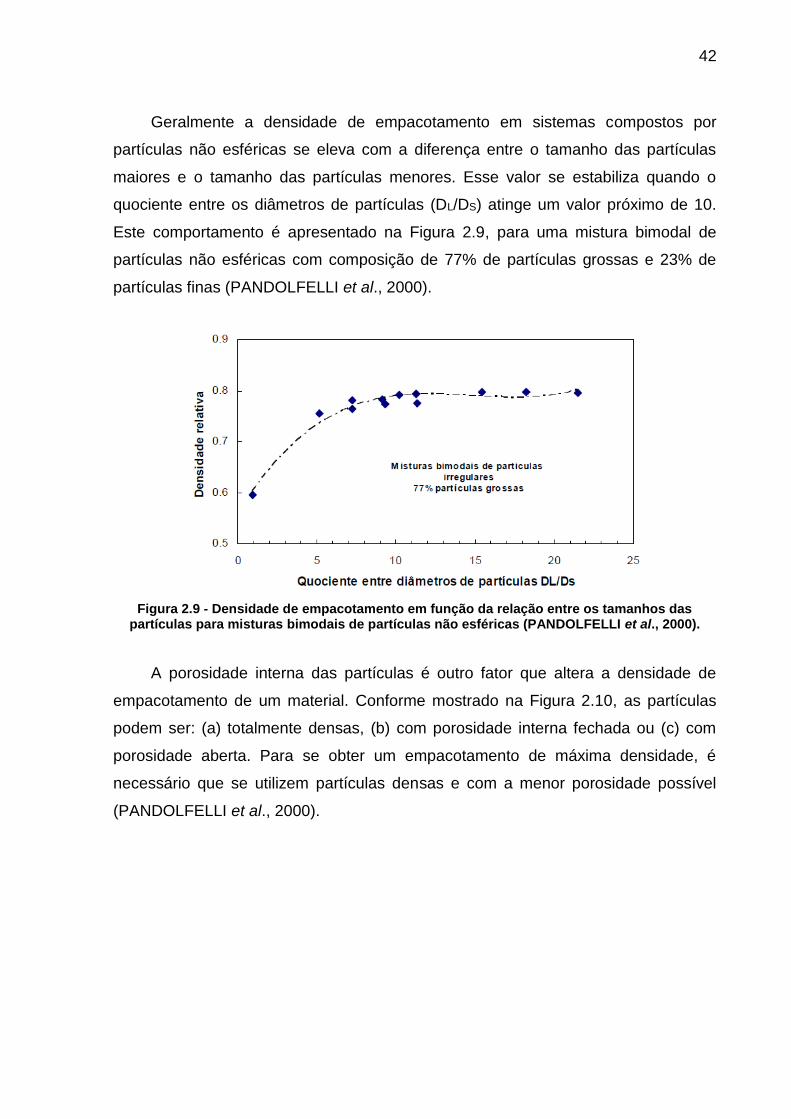
42
Geralmente a densidade de empacotamento em sistemas compostos por
partículas não esféricas se eleva com a diferença entre o tamanho das partículas
maiores e o tamanho das partículas menores. Esse valor se estabiliza quando o
quociente entre os diâmetros de partículas (DL/DS) atinge um valor próximo de 10.
Este comportamento é apresentado na Figura 2.9, para uma mistura bimodal de
partículas não esféricas com composição de 77% de partículas grossas e 23% de
partículas finas (PANDOLFELLI et al., 2000).
Figura 2.9 - Densidade de empacotamento em função da relação entre os tamanhos das partículas para misturas bimodais de partículas não esféricas (PANDOLFELLI et al., 2000).
A porosidade interna das partículas é outro fator que altera a densidade de
empacotamento de um material. Conforme mostrado na Figura 2.10, as partículas
podem ser: (a) totalmente densas, (b) com porosidade interna fechada ou (c) com
porosidade aberta. Para se obter um empacotamento de máxima densidade, é
necessário que se utilizem partículas densas e com a menor porosidade possível
(PANDOLFELLI et al., 2000).
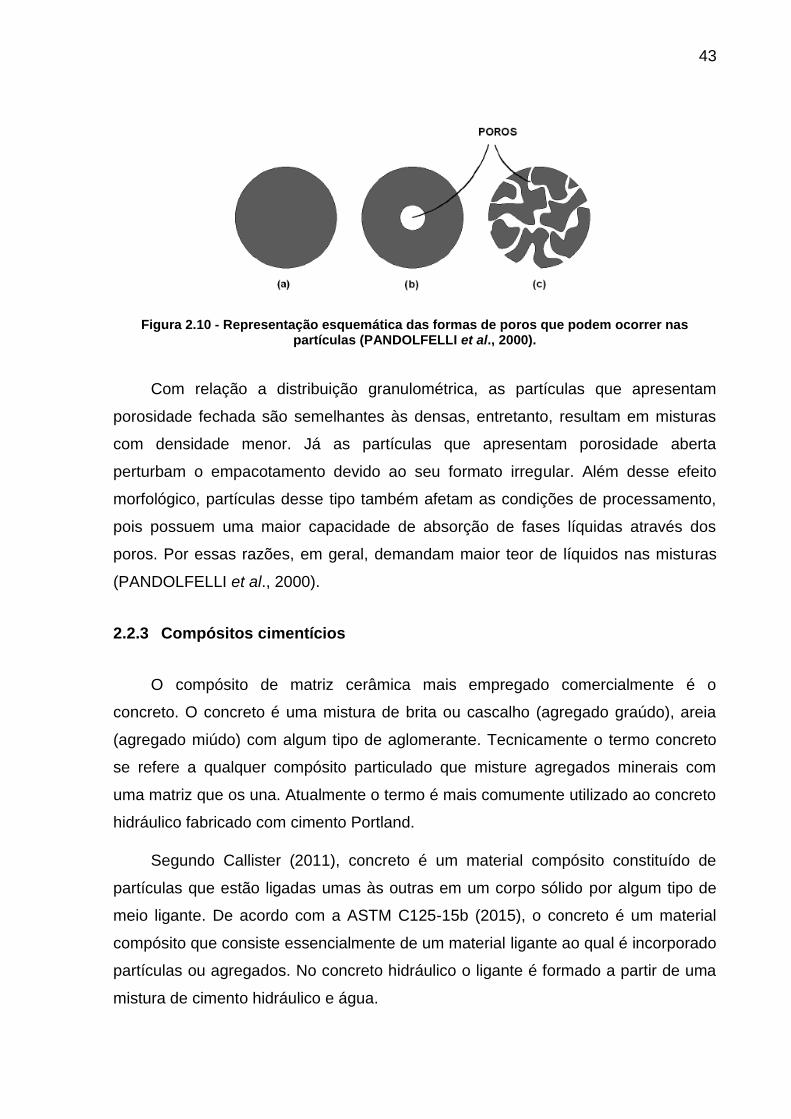
43
Figura 2.10 - Representação esquemática das formas de poros que podem ocorrer nas partículas (PANDOLFELLI et al., 2000).
Com relação a distribuição granulométrica, as partículas que apresentam
porosidade fechada são semelhantes às densas, entretanto, resultam em misturas
com densidade menor. Já as partículas que apresentam porosidade aberta
perturbam o empacotamento devido ao seu formato irregular. Além desse efeito
morfológico, partículas desse tipo também afetam as condições de processamento,
pois possuem uma maior capacidade de absorção de fases líquidas através dos
poros. Por essas razões, em geral, demandam maior teor de líquidos nas misturas
(PANDOLFELLI et al., 2000).
2.2.3 Compósitos cimentícios
O compósito de matriz cerâmica mais empregado comercialmente é o
concreto. O concreto é uma mistura de brita ou cascalho (agregado graúdo), areia
(agregado miúdo) com algum tipo de aglomerante. Tecnicamente o termo concreto
se refere a qualquer compósito particulado que misture agregados minerais com
uma matriz que os una. Atualmente o termo é mais comumente utilizado ao concreto
hidráulico fabricado com cimento Portland.
Segundo Callister (2011), concreto é um material compósito constituído de
partículas que estão ligadas umas às outras em um corpo sólido por algum tipo de
meio ligante. De acordo com a ASTM C125-15b (2015), o concreto é um material
compósito que consiste essencialmente de um material ligante ao qual é incorporado
partículas ou agregados. No concreto hidráulico o ligante é formado a partir de uma
mistura de cimento hidráulico e água.
44
As argamassas utilizadas no assentamento de tijolos e blocos na execução de
alvenaria e revestimento de pisos e paredes também podem ser classificadas como
materiais compósitos. Elas são compostas por agregados minerais miúdos (areia)
revestidos por uma matriz de algum material aglomerante. Muitas vezes também são
incorporados aditivos à argamassa com o intuito de melhorar as condições de
preparo e aplicação do material, bem como otimizar as propriedades da argamassa
após o endurecimento. Segundo a ASTM 1329M (2016), a argamassa hidráulica
consiste de uma mistura de cimento hidráulico, água e areia (agregado miúdo).
Outros materiais também podem ser adicionados para melhorar propriedades como:
tempo de pega, trabalhabilidade, retenção de água e durabilidade
Os agregados utilizados na fabricação de concretos e argamassas são
materiais granulares, inertes e normalmente classificados em agregados graúdos e
agregados miúdos. A Norma NBR 7211 (2009), classifica como agregados miúdos
aquelas partículas que passam pela peneira com abertura de malha de 4,75mm e
ficam retidas na peneira de 150μm. Os agregados classificados como graúdos são
as partículas que passam pela peneira com abertura de malha de 75mm e ficam
retidas na peneira com abertura de malha de 4,75mm.
O agregado miúdo é conhecido popularmente como areia, ela é proveniente da
desintegração natural e da abrasão de rochas ou processamento de rochas
arenosas friáveis. O agregado graúdo mais utilizado é a pedra britada, que se trata
do produto resultante da britagem industrial de rochas, seixos rolados ou pedras
arredondadas graúdas (MEHTA e MONTEIRO, 2006).
Com relação ao aglomerante, o material mais empregado tanto na preparação
de concretos quanto de argamassas é o cimento Portland, embora possam ser
empregados outros tipos de aglomerantes.
2.2.3.1 Cimento Portland
Metha e Monteiro (2006) definem o cimento Portland como um aglomerante
hidráulico obtido pela moagem de clínquer, que consiste essencialmente de silicatos
de cálcio. As principais matérias primas utilizadas na produção do clínquer são
rochas calcárias e argila. Esses materiais são geralmente extraídos em jazidas
situadas nas proximidades das fábricas de cimento e posteriormente levados para a
45
etapa de beneficiamento onde são britados e moídos. Após o processo de redução
do tamanho das partículas, as matérias-primas são levadas para um forno rotativo
que mistura e aquece o material até cerca de 1400ºC. O produto resultante do
aquecimento é denominado clínquer, após o resfriamento o material é moído e
transformado em um pó fino.
A presença de óxido de cálcio (CaO) e sílica (SiO2) nas matérias-primas são os
principais responsáveis pela formação dos silicatos de cálcio do clínquer. Enquanto
a presença de alumina (Al2O3), óxido de ferro (Fe2O3), magnésia (MgO) e álcalis
(sódio e potássio) contribuem para a formação de silicatos de cálcio em
temperaturas mais baixas. Quando esses compostos não estão presentes em
quantidades suficientes nas matérias primas, são incorporados a mistura materiais
secundários como o minério de ferro e a bauxita. Consequentemente, o clínquer
também contém aluminatos de cálcio e ferro-aluminatos de cálcio (NEVILLE, 1997;
METHA e MONTEIRO, 2006).
Para simplificação da notação química dos compostos presentes no cimento
Portland, normalmente são adotadas as seguintes abreviaturas: C para CaO, S para
SiO2, e H para H2O.
Segundo Newell (2010) os silicatos de cálcio Alita (C3S) e Belita (C2S)
compõem três quartos da massa total do clínquer e são responsáveis pela maior
parte da sua resistência.
De acordo com Silva (2005), a Alita (C3S) corresponde entre 40% e 70% do
peso do clínquer, ela reage rapidamente com a água, sendo responsável pela
resistência mecânica nos primeiros 28 dias de cura. A Belita (C2S) forma entre 15%
e 45% do clínquer em massa, ela é menos reativa que a Alita e contribui
principalmente para o aumento de resistência após 28 dias de cura. Os aluminatos
de cálcio e ferro-aluminatos de cálcio compreendem entre 1% e 15% e 0% e 18%
respectivamente da massa do clínquer.
O enrijecimento da pasta de cimento é caracterizado inicialmente pela
hidratação dos aluminatos e a evolução da resistência (endurecimento) é realizada
pelos silicatos (NEVILLE, 1997; METHA e MONTEIRO, 2006).
46
A reação dos aluminatos de cálcio com a água é imediata, por isto há a
necessidade da adição de cerca de 5% de sulfato de cálcio ou gesso junto com o
clínquer para retardar o tempo de pega e garantir a trabalhabilidade do cimento
Portland. A hidratação da Alita (C3S) e da Belita (C2S) acontecem mais lentamente.
A reação destes dois compostos com a água resulta em silicatos de cálcio
hidratados que possuem composição química muito variada e são representados
genericamente pela sigla C-S-H. Na reação química também é produzido hidróxido
de cálcio (Ca (OH)2) ou Portlandita conforme apresentado abaixo:
2𝐶3𝑆 + 6𝐻2𝑂 → (𝐶 − 𝑆 − 𝐻) + 3𝐶𝑎(𝑂𝐻)2 (2.1)
2𝐶2𝑆 + 4𝐻2𝑂 → (𝐶 − 𝑆 − 𝐻) + 𝐶𝑎(𝑂𝐻)2 (2.2)
Quando a pasta cimento endurece, ela consiste majoritariamente em C-S-H,
CH e monossulfoaluminato, além de cerca de 5% de silicatos não hidratados. O C-S-
H corresponde a cerca de 50% a 70% do volume total e é responsável pela maior
parte da resistência do cimento Portland endurecido. O percentual de CH e
monossulfoaluminato variam entre 20% e 25% e 10% e 15% respectivamente
(NEWELL, 2010).
Dependendo do tipo de cimento, cerca de 70% a 80% de grau de hidratação é
alcançado com 28 dias de cura e a hidratação praticamente se completa aos 365
dias (TAYLOR, 1997).
A demanda do mercado por materiais com maior variedade de propriedades
aliada a necessidade de redução de custos de produção, impulsionaram o
surgimento de novos tipos de cimento Portland ao longo dos anos. Outros materiais
como escórias de alto forno, materiais pozolânicos e materiais carbonáticos
passaram a ser incorporados ao clínquer durante o processo de fabricação,
permitindo a produção de diferentes tipos de cimento Portland com composição e
propriedades distintas.
A Associação brasileira de normas técnicas (ABNT), é o órgão responsável
pela normalização do cimento Portland no Brasil. Ela classifica o cimento Portland
em diferentes tipos de acordo com a composição. As siglas correspondem ao prefixo
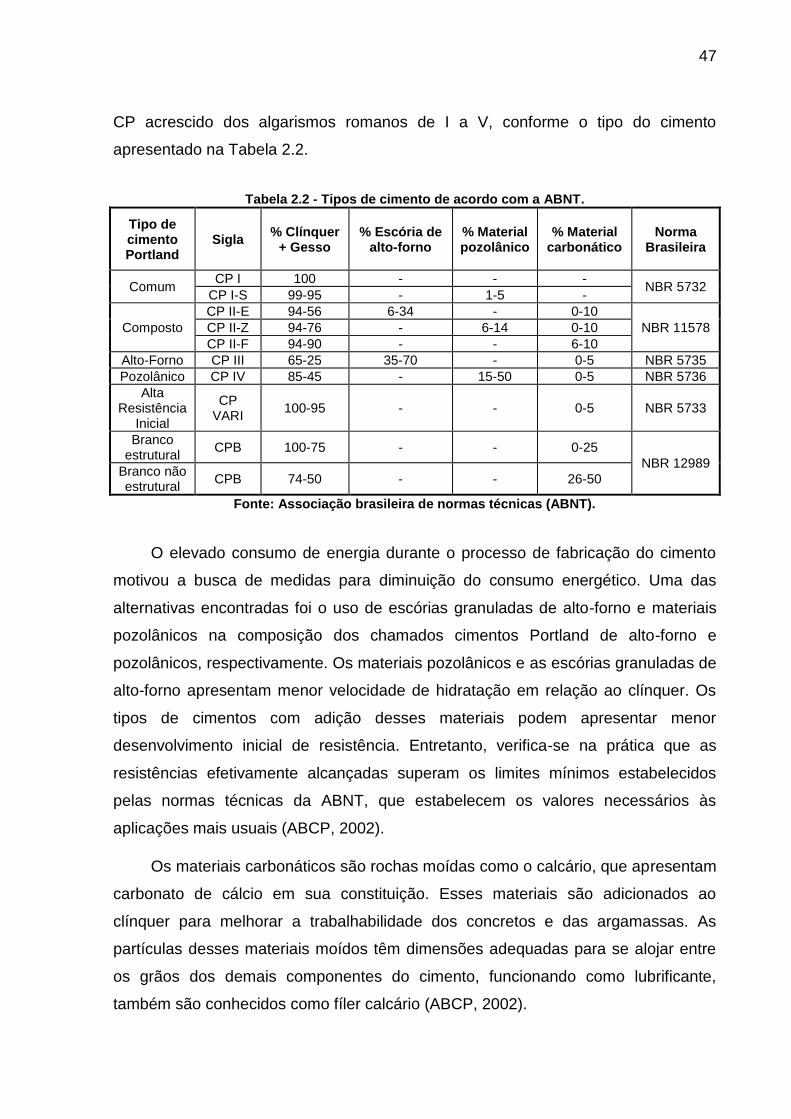
47
CP acrescido dos algarismos romanos de I a V, conforme o tipo do cimento
apresentado na Tabela 2.2.
Tabela 2.2 - Tipos de cimento de acordo com a ABNT.
Tipo de cimento Portland
Sigla % Clínquer
+ Gesso % Escória de
alto-forno % Material pozolânico
% Material carbonático
Norma Brasileira
Comum CP I 100 - - -
NBR 5732 CP I-S 99-95 - 1-5 -
Composto
CP II-E 94-56 6-34 - 0-10
NBR 11578 CP II-Z 94-76 - 6-14 0-10
CP II-F 94-90 - - 6-10
Alto-Forno CP III 65-25 35-70 - 0-5 NBR 5735
Pozolânico CP IV 85-45 - 15-50 0-5 NBR 5736
Alta Resistência
Inicial
CP VARI
100-95 - - 0-5 NBR 5733
Branco estrutural
CPB 100-75 - - 0-25
NBR 12989 Branco não estrutural
CPB 74-50 - - 26-50
Fonte: Associação brasileira de normas técnicas (ABNT).
O elevado consumo de energia durante o processo de fabricação do cimento
motivou a busca de medidas para diminuição do consumo energético. Uma das
alternativas encontradas foi o uso de escórias granuladas de alto-forno e materiais
pozolânicos na composição dos chamados cimentos Portland de alto-forno e
pozolânicos, respectivamente. Os materiais pozolânicos e as escórias granuladas de
alto-forno apresentam menor velocidade de hidratação em relação ao clínquer. Os
tipos de cimentos com adição desses materiais podem apresentar menor
desenvolvimento inicial de resistência. Entretanto, verifica-se na prática que as
resistências efetivamente alcançadas superam os limites mínimos estabelecidos
pelas normas técnicas da ABNT, que estabelecem os valores necessários às
aplicações mais usuais (ABCP, 2002).
Os materiais carbonáticos são rochas moídas como o calcário, que apresentam
carbonato de cálcio em sua constituição. Esses materiais são adicionados ao
clínquer para melhorar a trabalhabilidade dos concretos e das argamassas. As
partículas desses materiais moídos têm dimensões adequadas para se alojar entre
os grãos dos demais componentes do cimento, funcionando como lubrificante,
também são conhecidos como fíler calcário (ABCP, 2002).
48
Os compósitos de matrizes cimentícias estudados neste trabalho foram
fabricados utilizando cimento Portland pozolânico (CP IV) e cimento Portland branco
(CPB).
2.2.3.1.1 Cimento Portland pozolânico
O cimento Portland pozolânico é definido como um aglomerante hidráulico
obtido através da mistura homogênea de clínquer Portland e materiais pozolânicos,
moídos em conjunto ou em separado. O teor de materiais pozolânicos secos deve
estar compreendido entre 15% e 50% da massa total do aglomerante. Durante o
processo de moagem normalmente também são adicionadas uma ou mais formas
de sulfato de cálcio e materiais carbonáticos (NBR 5736, 1991).
Os materiais pozolânicos são provenientes de rochas vulcânicas, alguns tipos
de argilas tratadas termicamente em elevadas temperaturas e derivados da queima
de carvão mineral nas usinas termelétricas. Os materiais pozolânicos agindo
isoladamente com a água possuem pouca ou nenhuma atividade aglomerante. As
reações químicas se desenvolvem quando os materiais pozolânicos moídos em
grãos finíssimos são combinados com outros materiais como o hidróxido de cálcio
na presença de água, dando origem a compostos com propriedades aglomerantes.
Por essa razão, os materiais pozolânicos são utilizados conjuntamente com o
clínquer, pois o hidróxido de cálcio é um produto resultante da hidratação dos
silicatos de cálcio presentes no clínquer (ABCP, 2002).
A adição de escória e materiais pozolânicos modifica a microestrutura do
concreto, diminuindo a permeabilidade e a porosidade capilar, aumentando a
estabilidade e a durabilidade do concreto. Esses fatores repercutem diretamente no
comportamento do concreto, melhorando seu desempenho ante a ação de sulfatos e
outros agentes químicos.
As escórias granuladas de alto-forno e os materiais pozolânicos apresentam
menor velocidade de hidratação em relação ao clínquer, em decorrência disso, os
cimentos com adição desses materiais normalmente apresentam menor
desenvolvimento inicial de resistência (ABCP, 2002).
49
O cimento pozolânico é subdividido pela ABNT nas classes CP IV-25 e CP IV-
32. Os números 25 e 32 representam os mínimos de resistência à compressão na
unidade Megapascal aos 28 dias de idade (NBR 5736, 1991).
2.2.3.1.2 Cimento Portland branco
Segundo a norma brasileira NBR 12989 (1993), os cimentos Portland brancos
são aglomerantes hidráulicos constituídos de clínquer Portland branco, uma ou mais
formas de sulfato de cálcio e adições de materiais carbonáticos. O clínquer Portland
branco é constituído em sua maior parte de silicatos de cálcio com propriedades
hidráulicas e com teores limitados de óxidos corantes que garantem a brancura
exigida para os cimentos Portland brancos.
O cimento Portland branco é um tipo de cimento que se diferencia dos demais
pela coloração. A cor branca é obtida de matérias-primas com baixos teores de
óxidos de ferro e manganês e por condições especiais durante a fabricação,
especialmente com relação ao resfriamento e à moagem do produto. Além do
clínquer, o cimento Portland branco é composto por um percentual de 0% a 50% em
massa de material carbonático. Essa adição serve para tornar os concretos e as
argamassas mais trabalháveis sem interferir na coloração do cimento (ABCP, 2002).
No Brasil o cimento Portland branco é regulamentado pela norma NBR 12989
(1993). Ele é dividido em dois tipos: cimento Portland branco estrutural e cimento
Portland branco não estrutural. O cimento Portland branco estrutural é subdividido
pela ABNT nas classes CPB -25, CPB-32 e CPB-40. Estas classes representam os
mínimos de resistência à compressão na unidade Megapascal aos 28 dias de idade.
Eles são aplicados em concretos e argamassas brancas principalmente para fins
arquitetônicos.O cimento Portland branco não estrutural não possui indicação de
classe e é utilizado em aplicações secundárias como rejuntamento de azulejos e
fabricação de ladrilhos hidráulicos.
2.2.3.1.3 Relação água-cimento
A relação água-cimento exerce grande influência sobre a resistência mecânica
e a durabilidade de concretos e argamassas de cimento Portland. Um gel úmido é
50
produzido quando a relação água-cimento é elevada, resultando em concretos e
argamassas de baixa resistência e muito suscetível a ações do tempo (NEWELL,
2010).
A trabalhabilidade de concretos e argamassas também está diretamente
associada a relação água-cimento. Segundo Metha e Monteiro (2006), a
trabalhabilidade é uma propriedade composta de pelo menos dois componentes
principais: fluidez, que descreve a facilidade de mobilidade do concreto fresco e a
coesão, que descreve a resistência à exsudação e à segregação. A trabalhabilidade
é a maior ou menor facilidade que tem o concreto de ser transportado, lançado,
adensado e acabado sem perder a homogeneidade e continuidade.
De acordo com a norma ABNT NBR 6118 (2014), a relação água-cimento em
massa não deve exceder 0,65 para concretos. Mas, evidentemente, deve-se ter um
mínimo de água necessária para reagir com todo o cimento e conferir adequada
trabalhabilidade ao concreto.
A demanda de água em concretos e argamassas está relacionada com a área
superficial e com a densidade de empacotamento dos agregados, quanto maior a
área superficial e menor a densidade de empacotamento maior a demanda de água
na mistura (METHA e MONTEIRO, 2006).
Haach et al. (2011), investigaram a influência da relação água-cimento na
trabalhabilidade e resistência mecânica de argamassas endurecidas. Eles
observaram que o aumento da relação água-cimento resultou na elevação da fluidez
da argamassa e conseqüente melhora no adensamento, entretanto, a resistência
mecânica avaliada no estado endurecido diminuiu.
Quando a relação água-cimento é reduzida, os grãos de cimento ficam mais
próximos uns dos outros na mistura da pasta cimentícia fresca, como mostrado na
Figura 2.11. A aproximação das partículas de cimento e a movimentação da água no
sistema favorecem as reações de hidratação. Consequentemente, após o processo
de hidratação, haverá menor porosidade e menos vazios no interior do material
fabricado com menor percentual de água em relação ao cimento (AITCIN, 2000).
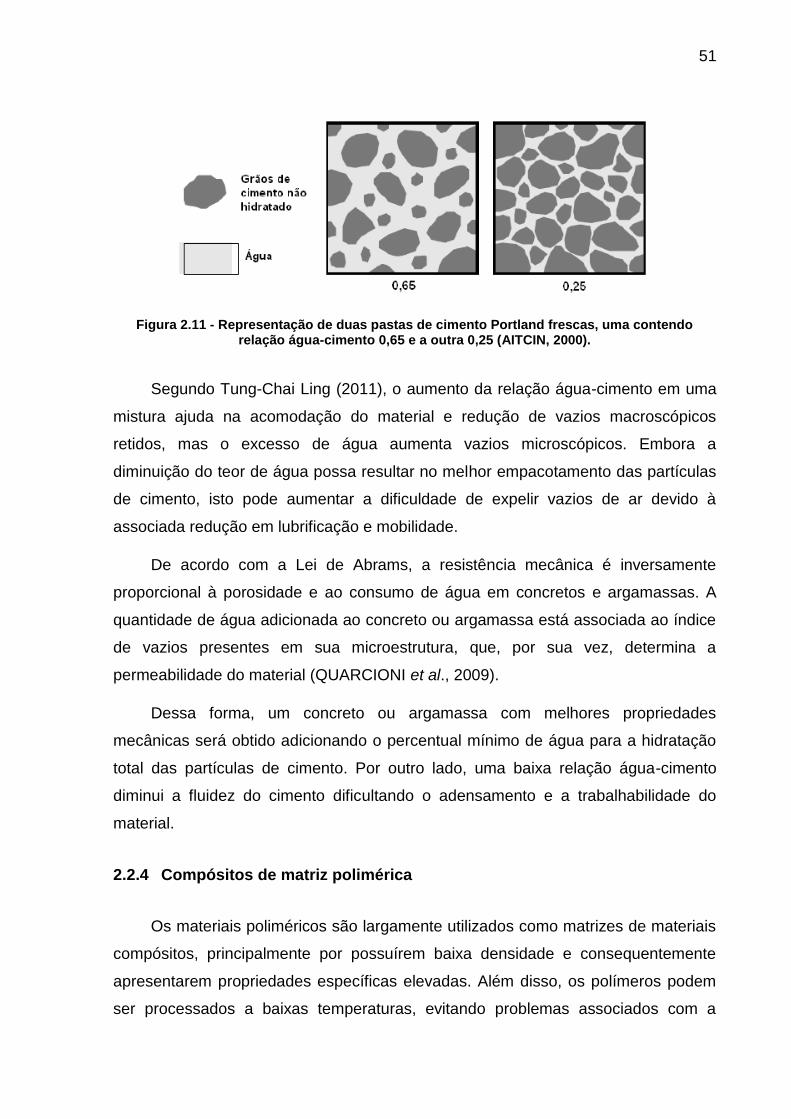
51
Figura 2.11 - Representação de duas pastas de cimento Portland frescas, uma contendo relação água-cimento 0,65 e a outra 0,25 (AITCIN, 2000).
Segundo Tung-Chai Ling (2011), o aumento da relação água-cimento em uma
mistura ajuda na acomodação do material e redução de vazios macroscópicos
retidos, mas o excesso de água aumenta vazios microscópicos. Embora a
diminuição do teor de água possa resultar no melhor empacotamento das partículas
de cimento, isto pode aumentar a dificuldade de expelir vazios de ar devido à
associada redução em lubrificação e mobilidade.
De acordo com a Lei de Abrams, a resistência mecânica é inversamente
proporcional à porosidade e ao consumo de água em concretos e argamassas. A
quantidade de água adicionada ao concreto ou argamassa está associada ao índice
de vazios presentes em sua microestrutura, que, por sua vez, determina a
permeabilidade do material (QUARCIONI et al., 2009).
Dessa forma, um concreto ou argamassa com melhores propriedades
mecânicas será obtido adicionando o percentual mínimo de água para a hidratação
total das partículas de cimento. Por outro lado, uma baixa relação água-cimento
diminui a fluidez do cimento dificultando o adensamento e a trabalhabilidade do
material.
2.2.4 Compósitos de matriz polimérica
Os materiais poliméricos são largamente utilizados como matrizes de materiais
compósitos, principalmente por possuírem baixa densidade e consequentemente
apresentarem propriedades específicas elevadas. Além disso, os polímeros podem
ser processados a baixas temperaturas, evitando problemas associados com a
52
degradação do reforço e tornando o processo de fabricação dos compósitos mais
simples e barato.
Um polímero é uma macromolécula de alto peso molecular, que pode ter
origem natural ou sintética. A característica que difere os polímeros das demais
macromoléculas está no fato deles serem formados por milhares de unidades de
repetição. Como o próprio nome indica, o vocábulo polímero tem origem grega, poli
(muitos) e mero (unidade de repetição). Estas unidades denominadas de meros são
moléculas simples unidas por ligações primárias fortes. Para que o polímero se
desenvolva, é necessário que pequenas moléculas, denominadas monômeros, se
liguem entre si para dar origem às longas cadeias poliméricas. Este processo de
formação é o que chamamos de reação de polimerização. Para que a polimerização
ocorra é necessário que o monômero tenha pelo menos dois pontos ou sítios
reativos (funcionalidade) (MANO e MENDES, 1999; CANEVAROLO, 2006).
As ligações químicas na formação dos polímeros ocorrem através de dois tipos
de forças moleculares: intramoleculares e intermoleculares. As forças
intramoleculares referem-se às ligações primárias fortes existentes dentro da própria
molécula, geralmente covalentes, mas podendo ser iônicas. As forças
intermoleculares referem-se às ligações secundárias fracas (forças de Van der
Waals e pontes de hidrogênio) entre as moléculas (CANEVAROLO, 2006).
As propriedades dos polímeros dependem do tipo de monômero utilizado, do
tipo de ligação, e do número médio de meros por cadeia, ou seja, do comprimento
da molécula. Quanto ao comportamento mecânico, os polímeros podem ser
classificados em plásticos (termoplásticos ou termorrígidos), borrachas ou
elastômeros e fibras (MANO e MENDES, 1999; CANEVAROLO, 2006).
A palavra plástico tem origem no idioma grego, e significa “adequados à
moldagem”, são materiais poliméricos de alto peso molecular. Embora sólidos como
produto acabado, em algum estágio do seu processamento eles são fluidos e
moldáveis, seja por ação química ou de fatores como o calor e pressão. Os plásticos
podem ainda ser subdivididos de acordo com sua capacidade de fusão, em
termoplásticos ou termorrígidos (MANO e MENDES, 1999; CANEVAROLO, 2006).
Os polímeros termoplásticos são materiais recicláveis, tendo como principal
característica a capacidade de serem fundidos e solidificados diversas vezes. São

53
polímeros de alta massa molar, constituídos de cadeias lineares e, em alguns casos,
apresentam alguma ramificação. O emaranhamento das cadeias confere integridade
física ao material, sendo passíveis, entretanto, de deformação plástica quando
submetidos a tensões mecânicas. O polietileno, o poliestireno e o polipropileno são
os polímeros termoplásticos mais utilizados como matrizes em compósitos (LEVY
NETO e PARDINI, 2006).
Os polímeros termorrígidos são mais utilizados como matrizes de materiais
compósitos quando comparados com os termoplásticos. Eles apresentam algumas
vantagens, tais como, maior resistência mecânica, elevada rigidez, maior
estabilidade térmica e método simples de processamento em baixas temperaturas.
Na formação de um polímero termorrígido, o processo de endurecimento
ocorre devido à presença de um agente de endurecimento. Neste caso, ocorre a
mudança nas propriedades físicas da resina, como resultado da formação de
ligações cruzadas (ligações covalentes) entre as cadeias poliméricas, formando uma
rede tridimensional. Uma vez ocorrido o processo de endurecimento e a formação
das ligações cruzadas, seria necessário o fornecimento de uma quantidade tão
grande de energia para quebrá-las que esta energia também seria suficiente para
quebrar a própria cadeia polimérica. Por isso, diz-se que os polímeros termorrígidos
são infusíveis e incapazes de serem reciclados (CANEVAROLO, 2006).
Os polímeros termorrígidos mais utilizados na fabricação de materiais
compósitos são as resinas poliésteres, resinas vinil-éster, resinas fenólicas e resinas
epóxi. Essas resinas respondem por aproximadamente 90% dos sistemas
poliméricos utilizados (MARTUSCELLI, 2013).
Atualmente os materiais poliméricos são mais comumente empregados em
matrizes de compósitos reforçados com fibras. Entretanto, alguns compósitos
particulados com matrizes poliméricas têm sido desenvolvidos e inseridos no
mercado nos últimos anos, um exemplo disso são os concretos e argamassas
poliméricas. Materiais poliméricos, na maior parte das vezes polímeros
termorrígidos, têm sido utilizados como aglomerantes em concretos e argamassas
substituindo o cimento Portland. Os polímeros mais utilizados em concretos e
argamassas poliméricas são as resinas epóxi e resinas poliéster. Na maior parte das
vezes esses materiais conferem maior resistência mecânica, maior capacidade de
54
aderência e menor permeabilidade às argamassas e concretos. O maior limitador na
utilização destes materiais em larga escala reside no custo elevado das resinas
quando comparado com o preço do cimento Portland.
As principais desvantagens dos materiais poliméricos em geral estão na sua
limitação ao trabalho em altas temperaturas, instabilidade dimensional devido aos
coeficientes de expansão térmica elevados, sensibilidade à radiação e
principalmente o custo elevado (VENTURA, 2009).
Neste trabalho foram estudados compósitos particulados, fabricados utilizando
entre outros materiais, um polímero epóxi como matriz, que será abordado mais
detalhadamente no próximo item.
2.2.4.1 Polímero epóxi: resina e catalisador
Os epóxi são polímeros termorrígidos de alto desempenho mecânico, cujo
nome vem do grego ep (sobre ou entre) e do inglês oxi (oxigênio), e o significado é
“oxigênio entre carbonos”. Esta denominação coincide exatamente com a forma do
grupo químico epóxi, ou seja, um átomo de oxigênio ligado a dois átomos de
carbono por meio de ligações covalentes simples. Quimicamente define-se epóxi (ou
resina epoxídica) como polímeros de alto desempenho, caracterizados pela
presença de pelo menos dois grupos epóxi terminais por molécula também
conhecidos como grupos oxirano ou etoxilina (GONÇALVES, 2010).
Existem vários tipos de polímeros epóxi comercialmente disponíveis, as
formulações epóxi mais comuns para aplicações em engenharia são baseados em
éter diglicidílico de bisfenol A (DGEBA), obtida da reação entre a epicloridrina e o
bisfenol A. A DGEBA é a resina comercial mais comum dentre as resinas epóxi, e é
conhecida comercialmente como Araldite (RATNA, 2009).
Um fator importante do ponto de vista comercial e de aplicação é que a reação
entre a epicloridina e o bisfenol A pode ser controlada e produzir variadas resinas,
com distintos pesos moleculares e consequentemente diferentes propriedades.
Moléculas com baixo peso molecular tendem a ser líquidas, em contraste com as
moléculas de alto peso molecular, que tendem a ser mais viscosas ou sólidas
(SEYMOUR e CARRAHER, 1992; ODIAN, 2004).
55
As resinas epóxi são transformadas em polímeros termorrígidos pela ação de
endurecedores (agentes de cura) e catalisadores. O termo “cura” é usado para
descrever o processo pelo qual um ou mais tipos de reagentes (endurecedor e/ou
catalisador) transforma resinas de baixo peso molecular em um material altamente
reticulado (DJOUANI et al., 2011).
O processo de cura das resinas epóxi pode acontecer com uso ou não de
calor, resultando em polímeros termorrígidos com elevada incidência de ligações
cruzadas. Essas ligações cruzadas propiciam ao material moderadas propriedades
mecânicas, elevada temperatura de distorção térmica e transição vítrea, resistência
ao envelhecimento pelo calor e ótima resistência química (MARINUCCI, 2011).
Uma grande variedade de agentes de cura é utilizada no processamento de
resinas epóxi. O reagente empregado determina o tipo e a velocidade de reação. Os
agentes de cura mais comuns são os amínicos e podem ser divididos em aminas
alifáticas e aminas aromáticas. As aminas alifáticas são muito reativas, exibindo
tempo de gel relativamente baixo a temperatura ambiente. As aminas aromáticas
têm menor reatividade e necessitam de altas temperaturas (150°C a 180°C) de cura.
Os agentes de cura tipo anidrido, entre eles anidrido metil nádico e anidrido ftálico,
possuem menor reatividade que as aminas aromáticas, possibilitando longo tempo
de utilização durante o processo. A proporção da mistura resina epóxi e endurecedor
está diretamente relacionada as propriedades do material após a cura, ela interfere
na transição vítrea, no módulo de elasticidade e na resistência mecânica do material
endurecido. Com intuito de obter propriedades otimizadas, a correta proporção de
resina epóxi e endurecedor é muito importante para não gerar nenhum grupo epóxi
ou agente de cura não reagido após o processo de endurecimento (LEVY NETO e
PARDINI, 2006).
Os polímeros epóxi são consideradas uma das classes de polímeros
termorrígidos mais importantes e mais utilizadas em variados segmentos. Eles
possuem vasta aplicação nas indústrias eletrônica, automobilística e aeroespacial,
além de serem utilizadas em adesivos estruturais, revestimentos e em matrizes
estruturais de alta eficiência (ASTRUC et al., 2009; CHEN et al., 2009).
56
2.2.5 Compósitos de matriz cerâmico-polimérica
Os compósitos de matriz cerâmico polimérica (CMCP) representam um novo
grupo de materiais com interessantes propriedades mecânicas e térmicas. Como o
próprio nome indica, esses materiais são fabricados através da mistura de materiais
cerâmicos e materiais poliméricos.
As propriedades dos compósitos de matriz cerâmico polimérica não resultam
apenas das propriedades dos seus constituintes, mas muitas vezes também ocorre
um efeito sinérgico, ou seja, um efeito maior que a soma de cada um dos agentes
aplicados isoladamente (GEMERT et al., 2005; KOULOURIDIS et al., 2006; ZHOU,
2009).
Variados tipos de compósitos cerâmico poliméricos têm sido desenvolvidos e
aplicados em diversos segmentos nos últimos anos. Concretos e argamassas
modificados com polímeros são um exemplo disso, esses materiais vêem sendo
largamente utilizados na construção civil, principalmente na execução de alvenarias,
revestimento de paredes e assentamento de pisos.
Alguns materiais poliméricos têm sido utilizados para substituir parcialmente ou
totalmente o cimento hidráulico como ligante em concretos e argamassas
convencionais. Esses materiais formam um grupo de materiais genericamente
conhecido como compósitos concreto-polímero (concrete-polymer composites) e são
geralmente classificados em três tipos: Argamassas e concretos poliméricos,
argamassas e concretos impregnados com polímeros e argamassas e concretos
modificados com polímeros (OHAMA, 1997).
As argamassas e concretos poliméricos são compósitos em que o ligante
consiste inteiramente de um ou mais materiais poliméricos. São obtidos através da
mistura de agregados minerais (areia e/ou brita), monômeros ou polímeros
termoplásticos ou termorrígidos, endurecedor (agente de ligações cruzadas),
catalisador e aditivos (ANCELMO, 2007).
As argamassas e concretos impregnados com polímeros são obtidos pela
impregnação de um produto de cimento hidráulico endurecido. Essa impregnação é
realizada com monômeros que são polimerizados no próprio local pela atuação de
agentes físicos (radiação ou calor) ou químicos (endurecedor ou catalisador). Os
57
monômeros penetram através dos poros abertos do material e após a polimerização
forma-se uma rede contínua de reforço. O material pode ser impregnado em
diferentes profundidades ou apenas na superfície, dependendo das propriedades
desejadas (ANCELMO, 2007).
As argamassas e concretos modificados com polímeros são obtidos a partir de
uma mistura de cimento hidráulico, agregados minerais e polímeros. Neste caso os
polímeros também são denominados modificadores do cimento (cement modifiers),
são látices, polímeros em pó redispersíveis em água, polímeros solúveis em água e
resinas líquidas. A grande vantagem destes compósitos está associada aos
processos envolvidos serem bastante similares aos utilizados na fabricação de
argamassas e concretos convencionais. Em função da facilidade de uso e menor
custo, os concretos e argamassas modificados com polímeros são os compósitos de
concreto-polímero mais utilizados na indústria da construção civil. Eles são aplicados
na execução de alvenarias, revestimento de paredes e assentamento de pisos,
principalmente por apresentarem maior impermeabilidade e resistência de aderência
que os concretos e argamassas convencionais (OHAMA, 1998).
Diferentes tipos de polímeros termoplásticos e termorrígidos são utilizados na
produção de concretos e argamassas modificados com polímeros. Os polímeros
epóxi se destacam entre outros materiais poliméricos por apresentarem
propriedades térmicas e resistência mecânica normalmente superiores. Neste
projeto foram estudadas algumas propriedades de compósitos com matriz cerâmica
(cimento Portland), compósitos com matriz polimérica (polímero epóxi) e compósitos
com matriz cerâmico-polimérica (cimento Portland e polímero epóxi), estes
compósitos são abordados mais detalhadamente na seção seguinte.
2.2.6 Compósitos com matriz de cimento Portland e polímero epóxi
O cimento Portland e o polímero epóxi são materiais com propriedades
aglomerantes, essa característica aliada a um conjunto de propriedades mecânicas,
térmicas e químicas os tornam adequados para serem aplicados como matrizes de
diversos materiais compósitos. Os concretos e argamassas são largamente
utilizados na indústria da construção civil. Concretos e argamassas hidráulicos
fabricados com cimento Portland, agregados e água são utilizados pelo homem a

58
muitos séculos. Por outro lado, os concretos e argamassas poliméricos fabricados
com polímero epóxi e agregados ganharam espaço no mercado somente nas
últimas décadas, assim como as argamassas e concretos de cimento Portland
modificados com polímero epóxi.
Muitos pesquisadores comprovaram através de ensaios em laboratórios a
eficiência da substituição total e parcial do cimento Portland por polímero epóxi em
concretos, argamassas e pastas cimentícias. Em grande parte destes estudos, os
concretos e argamassas poliméricos e modificados apresentaram resistência
mecânica superior aos concretos e argamassas convencionais, além de
apresentarem maior capacidade de aderência, maior resistência química, menor
porosidade, menor permeabilidade e maior durabilidade. Este conjunto de
propriedades tornam estes materiais adequados para fabricação de produtos pré-
moldados estruturais e não estruturais, reparação de elementos estruturais,
impermeabilização, anticorrosivos, acabamentos decorativos e sobreposição de
calçadas, pontes e pisos (AGGARWAL et al., 2007).
Rahman e Islam (2012) realizaram um estudo com o intuito de comparar o
comportamento de argamassas hidráulicas (cimento Portland, areia e água),
argamassas modificadas (cimento Portland, areia, água e polímero epóxi) e
argamassas poliméricas (areia e polímero epóxi). As propriedades medidas variaram
amplamente com a composição dos diferentes tipos de argamassas. A adição de
polímero epóxi nas argamassas hidráulicas resultou no aumento da resistência à
compressão, da resistência à tração e da resistência à flexão. A adição de 6,6% em
peso de fase polimérica em relação a massa total das argamassas hidráulicas gerou
um aumento de 53,33% na resistência a compressão do material, atingindo o valor
de 46MPa. As argamassas poliméricas compostas apenas por polímero epóxi e
areia apresentaram resistências ainda mais elevadas. A resistência a compressão
destas argamassas variaram de 48,84MPa (10% em peso de fase polimérica e 90%
de areia) a 69,9MPa (16% em peso de fase polimérica e 84% de areia).
Jo (2008) estudou o comportamento de algumas propriedades mecânicas de
argamassas com traço 1:3 (cimento e areia) modificadas com resina epóxi, com
adição e sem adição de endurecedor. Foi investigado o efeito da incorporação de
diferentes percentuais de fase polimérica e do tempo de cura na resistência
mecânica dos compósitos. As argamassas fabricadas com percentuais de polímero
59
epóxi (com endurecedor) iguais ou superiores a 40% (em relação a massa de
cimento) apresentaram resistência à compressão maior que as argamassas
fabricadas sem adição polimérica. Para um período de cura de 28 dias, a resistência
à compressão das argamassas modificadas (com endurecedor) variaram de 20MPa
(5% em peso de fase polimérica em relação a massa de cimento) a 40MPa (80% em
peso de fase polimérica em relação a massa de cimento).
Panzera et al. (2010) avaliaram a resistência à compressão e módulo de
elasticidade de compósitos fabricados através da mistura de um polímero epóxi e
cimento Portland branco (sem adição de água). Foram produzidos corpos de provas
para diferentes adições percentuais em massa de resina (0%, 25%, 50%, 75% e
100%). A fase polimérica promoveu o aumento da resistência à compressão e a
redução do módulo de elasticidade dos materiais. O compósito constituído de 50%
de fase polimérica e 50% de fase cimentícia apresentou a maior resistência à
compressão dentre as condições investigadas, tendo exibido 98,80MPa de
resistência. Quanto ao módulo de elasticidade, o material fabricado sem adição de
fase polimérica apresentou o maior módulo de elasticidade, tendo exibido um valor
de 47,88GPa.Uma análise por espectroscopia realizada na região do infravermelho
comprovou que houve hidratação dos grãos de cimentos sem adição de água, sendo
o polímero epóxi responsável por tal reação.
El Hawary et al. (2005) investigaram o comportamento mecânico de concretos
de cimento Portland modificados com polímeros termorrígidos. Eles analisaram o
efeito da substituição total e parcial do cimento Portland por polímero epóxi e
polímero poliéster, em diferentes percentuais (0%, 20%, 40%, 60% e 100%). No
geral, os concretos modificados com polímero epóxi apresentaram maior resistência
mecânica que os concretos com adição de polímero poliéster. A substituição do
cimento Portland por polímero epóxi nas diferentes proporções resultou no aumento
de todas as propriedades mecânicas analisadas. Este aumento foi praticamente
proporcional ao percentual de polímero epóxi adicionado ao concreto. A substituição
total do cimento Portland (100%) proporcionou o aumento de 75% da resistência à
compressão, 98% da resistência à tração e 510% da resistência à flexão, quando
comparado com o concreto sem adição polimérica (0%) em temperatura ambiente.
Aggarwal et al. (2007), estudaram algumas propriedades de argamassas de
traço 1:3 (cimento e areia) modificadas com emulsão acrílica e emulsão epóxi. A
60
fase polimérica foi inserida nas argamassas substituindo o cimento Portland em um
percentual variando entre 0% e 30%. Os resultados obtidos mostraram que a adição
polimérica aumentou a resistência à flexão e resistência à compressão das
argamassas, diminui a absorção de água e a penetração de íons cloreto, além de
melhorar a trabalhabilidade das argamassas. As argamassas com emulsão de epóxi
apresentaram melhores propriedades que as argamassas com emulsão acrílica.
Djouani et al. (2011) realizaram ensaios de espectroscopia de infravermelho
por transformada de Fourier para observar as interações do polímero epóxi com os
principais hidratos cimentícios considerados separadamente (CSH e Portlandita). As
observações permitiram entender melhor o complexo sistema interfacial entre pasta
de cimento-polímero. Eles constataram que as resinas poliméricas promoveram
interações entre as fases e asseguraram bons níveis de adesão entre as fases
minerais e orgânicas das pastas de cimento.
2.2.7 Compósitos fabricados com resíduos de esteatito
A fabricação de materiais compósitos utilizando resíduos de esteatito
representa uma alternativa sustentável para o reaproveitamento do material
descartado e a diminuição do impacto ambiental causado por estes resíduos. Os
resíduos em fragmentos podem ser cominuídos e utilizados como agregado graúdo
em concretos. Já os resíduos em pó podem ser utilizados como agregado miúdo na
produção de argamassas.
Panzera et al. (2011) têm estudado o potencial de utilização de argamassas
produzidas com resíduos de esteatito na recuperação de monumentos históricos
fabricados em pedra-sabão. Essas argamassas representam uma alternativa para o
reparo de desgastes superficiais, proteção de junções e fissuras, substituição de
partes danificadas e fabricação de réplicas de esculturas fabricadas em pedra
sabão. Os resíduos de esteatito são incorporados às argamassas com objetivo de
produzir materiais compósitos com características físicas semelhantes à pedra
natural. A proporção de esteatito e a granulometria das partículas são os principais
fatores que estão associados ao grau de semelhança física entre as argamassas e a
pedra natural.Além da semelhança física, é fundamental que o material utilizado no
61
restauro apresente resistência mecânica e durabilidade iguais ou superiores ao
material que sofrerá a intervenção.
Strecker et al. (2010) investigaram o efeito da adição de diferentes percentuais
(5%, 20% e 40%) e granulometrias (16/40 US-Tyler e 100/200 US-Tyler) de resíduos
de esteatito e da pressão de compactação (10MPa e 30MPa) nas propriedades
mecânicas de compósitos de matriz de cimento Portland. Os compósitos fabricados
com partículas maiores de esteatito (16/40 US-Tyler), apresentaram maior
resistência à compressão que os de menor faixa granulométrica (100/200 US-Tyler)
somente quando um percentual mais elevado de esteatito (40%) foi utilizado. Os
compósitos fabricados com maior pressão de compactação (30MPa) exibiram
resistência superior em todas as composições investigadas. Com relação a fração
de fase dispersa, os compósitos fabricados com maiores percentuais de esteatito
apresentaram maior porosidade aparente e menores resistência à compressão e à
flexão. Esse comportamento foi atribuído ao aumento da área de interface entre a
matriz (cimento Portland) e fase dispersa (esteatito), gerando maior número de poros
e deficiência de adesão. Os resultados de resistência à compressão dos compósitos
variaram de 43,89MPa (40% de esteatito, granulometria 100/200 US-Tyler e pressão
de compactação 10MPa) a 83,95MPa (5% de esteatito, granulometria 100/200 US-
Tyler e pressão de compactação 30MPa).
A restauração de peças longas e de pequena seção transversal é muitas vezes
dificultada pelo efeito da gravidade, que gera significativos esforços mecânicos de
flexão. A recuperação ou substituição destas peças exige a utilização de materiais
com elevada resistência a flexão. Neste contexto, Panzera et al. (2011),
desenvolveram compósitos híbridos com matriz de cimento Portland, partículas de
esteatito e adição de fibras de carbono unidirecionais, visando aumentar a
resistência à flexão do material. Quatro fatores experimentais foram analisados:
fração da fase dispersa de esteatito (5%, 20% e 40%), faixas granulométricas do
esteatito (16/40 US-Tyler e 100/200 US-Tyler), pressão de compactação (10MPa e
30MPa) e adição de fibra de carbono (sem fibra e com fibra). Os compósitos
fabricados com partículas maiores de esteatito (16/40 US-Tyler), menores
percentuais de esteatito (5%) e maior pressão de compactação (30 MPa)
apresentaram maior resistência à flexão. Assim como a adição da fibra de carbono
também apresentou efeito significativo no aumento da resistência à flexão dos
62
compósitos. De acordo com os autores, a adição das fibras de carbono permitiu a
utilização de um maior percentual de esteatito nos compósitos cimentícios, exibindo
uma resistência à flexão satisfatória.
Ranieri (2011) estudou a possibilidade do reaproveitamento de resíduos de
esteatito na fabricação de compósitos particulados para reutilização na produção de
artesanato. Neste estudo foram desenvolvidas pedra sintéticas por meio de
prensagem uniaxial utilizando como materiais aglomerantes o cimento Portland e
cola branca (PVA) em diferentes proporções. Partículas de esteatito de três
diferentes fontes e distintas composições químicas foram utilizadas como
particulados nos compósitos, dois tipos de amostras amarelo-creme e um tipo de
amostra verde-acinzentada. Os compósitos fabricados apresentaram resistência
mecânica superior a rocha de coloração amarelo-creme. Por outro lado, estes
desenvolveram resistência mecânica inferior a pedra verde-acinzentada. Com
relação a trabalhabilidade, os compósitos apresentaram as propriedades desejadas
pela atividade artesanal. Verificou-se que é possível trabalhar as pedras sintéticas
com as mesmas ferramentas e utilizar os mesmos recursos e materiais como lixas,
tintas e vernizes com que se trabalha a pedra-sabão natural.
Cota et al. (2012) estudaram o comportamento mecânico de compósitos
fabricados com resíduos de esteatito e matriz formada com diferentes percentuais de
polímero epóxi e pasta de cimento Portland. A proporção em peso do esteatito foi
mantida constante (60%) em todos os compósitos estudados. Com relação a matriz,
a proporção em peso da pasta de cimento Portland e polímero epóxi variaram
complementarmente em quatro diferentes percentuais (0%, 10%, 20% e 40%). O
resíduo de esteatito foi classificado por peneiramento em duas faixas
granulométricas, 14-40 US-Tyler e 40-100 US-Tyler. Os compósitos fabricados com
partículas maiores (14-40 US-Tyler), apresentaram maiores densidade volumétrica,
resistência à compressão e módulo de elasticidade que aqueles fabricados com
partículas mais finas (40-100 US-Tyler). Também foi verificado, que o aumento do
percentual de fase polimérica na matriz proporcionou a redução da densidade
volumétrica e da porosidade aparente dos compósitos. Consequentemente, os
compósitos fabricados com maiores percentuais de polímero epóxi desenvolveram
resistência a compressão significativamente superior àqueles fabricados com matriz
cimentícia. A resistência à compressão dos compósitos variou de 18,67MPa (0% de
63
fase polimérica, tamanho de partículas 40-100 US-Tyler) a 43,07MPa (40% de fase
polimérica, tamanho de partículas 14-40 US-Tyler). Em contrapartida, os materiais
fabricados com maior percentual de matriz cimentícia apresentaram maiores
módulos de elasticidade. Os módulos de elasticidade dos compósitos variaram de
1,42GPa (40% de fase polimérica, tamanho de partículas 40-100 US-Tyler) a
2,42GPa (0% de fase polimérica, tamanho de partículas 14-40 US-Tyler).
2.3 PLANEJAMENTO EXPERIMENTAL
O planejamento experimental é utilizado na maioria dos projetos de pesquisa
que envolvem a realização de experimentos e análise de dados. Experimentos
estatisticamente planejados permitem maior eficiência e economia no processo
experimental. O uso de métodos estatísticos no exame dos dados também resulta
em maior objetividade científica no momento de realizar a análise dos resultados.
Ribeiro (1999) define o planejamento de experimentos como uma metodologia
embasada em conceitos estatísticos, com o objetivo de otimizar o planejamento,
executar o experimento e analisar os resultados. A minimização e controle do efeito
dos fatores não controláveis (erro experimental) é uma das funções do planejamento
experimental. Segundo Montgomery (2013), o planejamento experimental é aplicado
em projetos de pesquisa com o objetivo de reproduzir os experimentos sob
condições controladas, extraindo resultados com maior nível de confiabilidade. Um
planejamento adequado permite o aprimoramento de processos, redução da
variabilidade dos resultados, redução do tempo de análise e dos custos
envolvidos.O planejamento experimental tem sido utilizado atualmente em diversas
áreas do conhecimento. Ele funciona como uma ferramenta que permite estudar
simultaneamente múltiplas variáveis (fatores), em diversos níveis experimentais e
avaliar seus respectivos efeitos nas respostas de interesse. Além disso, também
permite selecionar as variáveis que influem no processo com número reduzido de
ensaios, reduzir o tempo de trabalho diminuindo o número de ensaios por fator
experimental, representar o processo estudado através de expressões matemáticas
e elaborar conclusões a partir dos resultados obtidos (WERKEMA e AGUIAR, 1996;
BUTTON, 2005).

64
Montgomery (2013) apresenta dois princípios básicos para a definição de um
planejamento experimental: a realização de réplicas e a aleatorização dos
experimentos. A réplica consiste na repetição do experimento sob as mesmas
condições. A utilização deste método permite obter uma estimativa de como o erro
experimental devido a variáveis externas (variáveis ambientais ou de ruído) afetam
os resultados dos ensaios. Dessa forma, através deste método o erro pode ser
minimizado. Entretanto, quanto maior o número de réplicas realizadas, maior
também será o tempo e o custo do experimento. A aleatorização é uma técnica
utilizada no planejamento de experimentos que consiste em escolher os materiais e
realizar os ensaios em uma sequência aleatória. Este método é utilizado no
planejamento experimental para que as variáveis estudadas e os erros
experimentais apresentem caráter aleatório (BUTTON, 2005).
Os planejamentos experimentais utilizados com maior frequência em projetos
de pesquisa são os fatoriais completos, fatoriais fracionados, superfície de resposta
e planejamento de misturas. Técnicas como a análise de variância (ANOVA) e a
utilização de equações de regressão também são largamente utilizadas na etapa de
avaliação dos resultados dos experimentos.
Neste trabalho foi utilizada a técnica estatística de planejamento experimental
com misturas, um caso particular da metodologia de superfície de resposta. Por
meio deste método é possível obter respostas para o produto acabado de acordo
com a variação na proporção dos seus constituintes. A partir de ensaios realizados
com proporções pré-determinadas dos componentes da mistura, são obtidas
expressões matemáticas através do método de regressão linear ou regressão não
linear. De acordo com o nível de ajuste do polinômio gerado, essas expressões
matemáticas predizem o comportamento da mistura com diferentes composições, e
consequentemente permitem a otimização do processo de acordo com a resposta de
interesse.
2.3.1 Metodologia de superfície de resposta
A metodologia de superfície de resposta compreende um conjunto de técnicas
matemáticas e estatísticas utilizadas com o intuito de construir um modelo funcional
de relação entre a resposta de interesse e as variáveis de um experimento. Esse
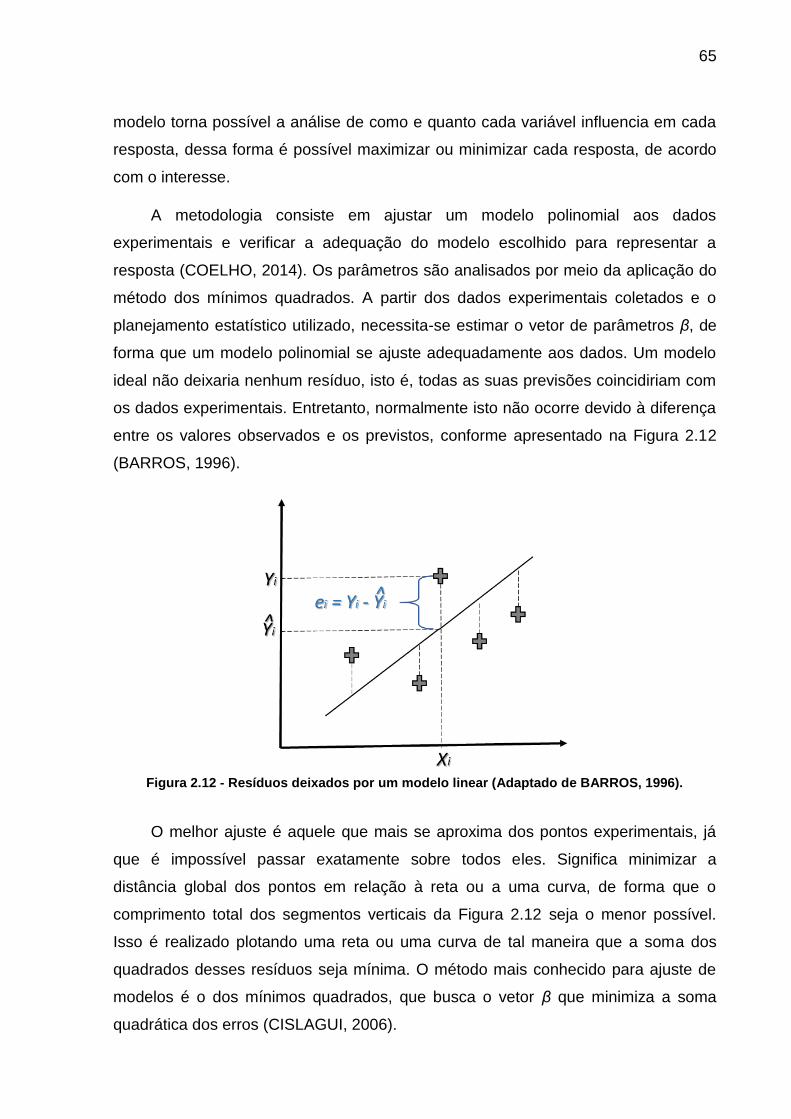
65
modelo torna possível a análise de como e quanto cada variável influencia em cada
resposta, dessa forma é possível maximizar ou minimizar cada resposta, de acordo
com o interesse.
A metodologia consiste em ajustar um modelo polinomial aos dados
experimentais e verificar a adequação do modelo escolhido para representar a
resposta (COELHO, 2014). Os parâmetros são analisados por meio da aplicação do
método dos mínimos quadrados. A partir dos dados experimentais coletados e o
planejamento estatístico utilizado, necessita-se estimar o vetor de parâmetros β, de
forma que um modelo polinomial se ajuste adequadamente aos dados. Um modelo
ideal não deixaria nenhum resíduo, isto é, todas as suas previsões coincidiriam com
os dados experimentais. Entretanto, normalmente isto não ocorre devido à diferença
entre os valores observados e os previstos, conforme apresentado na Figura 2.12
(BARROS, 1996).
Figura 2.12 - Resíduos deixados por um modelo linear (Adaptado de BARROS, 1996).
O melhor ajuste é aquele que mais se aproxima dos pontos experimentais, já
que é impossível passar exatamente sobre todos eles. Significa minimizar a
distância global dos pontos em relação à reta ou a uma curva, de forma que o
comprimento total dos segmentos verticais da Figura 2.12 seja o menor possível.
Isso é realizado plotando uma reta ou uma curva de tal maneira que a soma dos
quadrados desses resíduos seja mínima. O método mais conhecido para ajuste de
modelos é o dos mínimos quadrados, que busca o vetor β que minimiza a soma
quadrática dos erros (CISLAGUI, 2006).
66
Após o ajuste do modelo polinomial, normalmente avalia-se a sua capacidade
preditiva. Tradicionalmente isto é feito através do coeficiente de determinação R2,
que fornece a proporção da variabilidade da resposta que pode ser explicada pelos
fatores incluídos no modelo. Este coeficiente pode variar entre zero e um, sendo
que, quanto mais próximo de um, melhor será a capacidade preditiva do modelo
(CISLAGUI, 2006). Entretanto, um elevado valor de R2 não implica necessariamente
que o ajuste é ótimo, pois a adição de um termo ao modelo sempre aumenta o R2,
mesmo que o termo não seja estatisticamente significativo. Desse modo, corre-se o
risco de superestimar o modelo adicionando termos desnecessários. Por esse
motivo, é de grande utilidade o uso em paralelo da estatística R2 ajustado. Essa
estatística pode diminuir ao se acrescentar termos não significativos ao modelo,
reduzindo o risco de superestimar o ajuste (COELHO, 2014).
Através do modelo polinomial ajustado, é possível realizar a otimização da
variável resposta de interesse, isto é, obter a combinação de variáveis de controle
que propiciará a melhor resposta do sistema no qual se está trabalhando. Portanto,
é possível ajustar a composição de uma mistura com o intuito de obter produtos com
as características desejadas. A otimização de uma superfície de resposta é realizada
de forma gráfica, já a otimização de uma equação de regressão é realizada de forma
algébrica (CISLAGUI, 2006).
A adequação do modelo estatístico utilizado sobre as condições dos
experimentos é verificada através dos resíduos. Uma das condições para tornar
válidas as conclusões estabelecidas no experimento é a distribuição normal dos
resíduos. A normalidade dos resíduos pode ser verificada através do gráfico de
probabilidade normal e também através de teste de normalidade. O gráfico de
probabilidade normal tem o objetivo de avaliar a suposição de normalidade dos
resíduos. Nesse gráfico os pontos devem estar localizados, aproximadamente, ao
longo de uma linha reta. É importante notar a existência de “outliers”, que são os
pontos distantes da reta, podendo representar uma fonte de erro na coleta dos
dados. No teste de normalidade a Hipótese nula atesta que os resíduos possuem
distribuição normal, enquanto a Hipótese alternativa considera que os resíduos não
seguem distribuição normal. Neste teste, o indicador “P-valor” aponta a
probabilidade dos dados possuírem distribuição normal ou não. Se o “P-valor” for
menor ou igual a α rejeita-se a Hipótese nula de normalidade dos resíduos. O valor
67
de α de 0,05 indica o nível de significância, ou seja, a condição de 95% de
probabilidade dos resíduos seguirem distribuição normal.
Um planejamento de misturas é um tipo especial de superfície de resposta.
Neste planejamento os fatores são os ingredientes ou componentes de uma mistura
e a resposta é uma função das proporções de cada componente. Estas proporções
são normalmente medidas em peso, volume ou razão molar (MYERS et al., 2016).
2.3.2 Planejamento experimental com misturas
Os experimentos com misturas são aqueles onde dois ou mais ingredientes
são misturados para formar um produto final. A resposta de interesse a ser medida
constitui-se numa propriedade da mistura, sendo função apenas das proporções dos
componentes presentes (seja em massa, volume ou razão molar), e não da
quantidade total da mistura. O objetivo geral deste planejamento experimental é a
modelagem e análise da superfície de resposta da mistura. Isso é realizado a partir
de um número limitado de observações, as quais são realizadas em combinações
pré-selecionadas dos componentes, resultando em misturas de diferentes
composições (NUNES, 1998).
De acordo com Cornell (2002), através da modelagem da superfície de
resposta de misturas é possível obter:
a) a previsão da resposta para qualquer composição da mistura dentro da região
abrangida pelo experimento;
b) medidas da influência de cada componente na resposta (separado ou em
combinação com outros);
c) uma estimativa do ponto ou região do espaço experimental que gera os melhores
resultados para a resposta de interesse (ajuste ótimo).
Diferentemente de planejamentos onde os fatores em estudo representam
quantidade (temperatura, pressão, tempo), no planejamento com misturas os
componentes representam proporções de uma mistura, ou seja, sua composição.
Segundo Scheffé (1958), em experimentos de misturas é considerado que a
propriedade estudada depende apenas das Xi proporções dos q componentes
presentes, sujeitas às seguintes restrições:
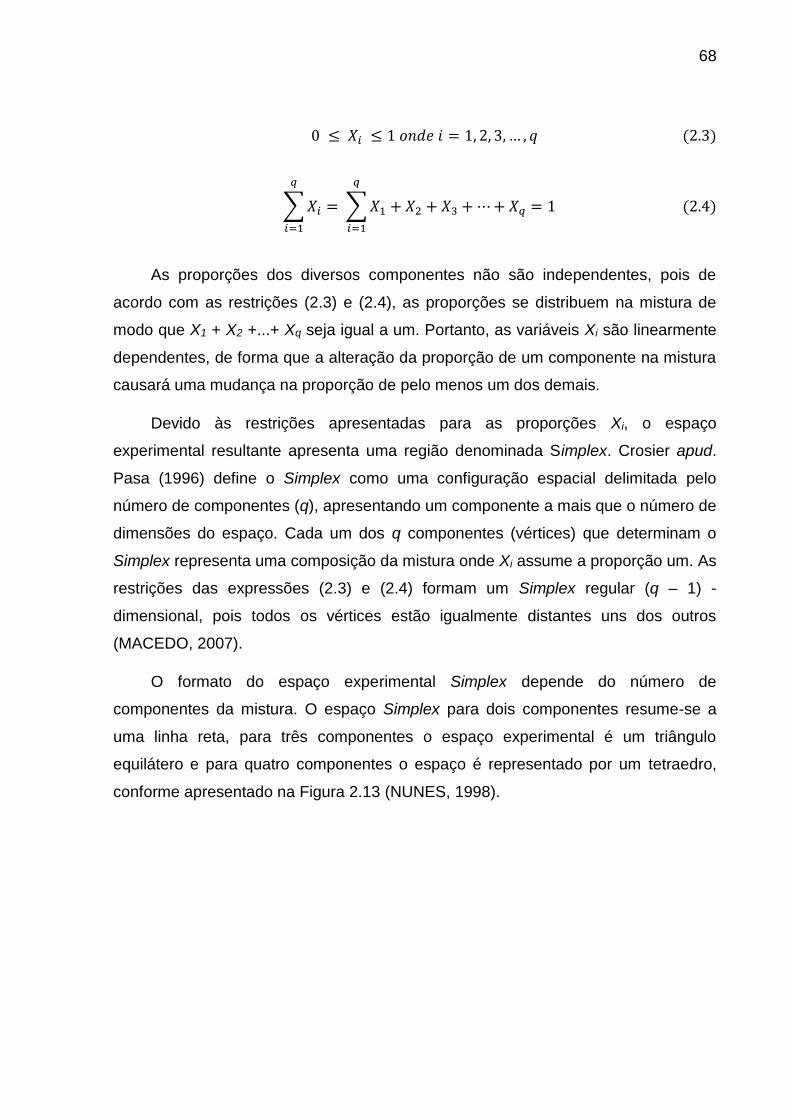
68
0 ≤ 𝑋𝑖 ≤ 1 𝑜𝑛𝑑𝑒 𝑖 = 1, 2, 3, … , 𝑞 (2.3)
∑ 𝑋𝑖
𝑞
𝑖=1
= ∑ 𝑋1
𝑞
𝑖=1
+ 𝑋2 + 𝑋3 + ⋯ + 𝑋𝑞 = 1 (2.4)
As proporções dos diversos componentes não são independentes, pois de
acordo com as restrições (2.3) e (2.4), as proporções se distribuem na mistura de
modo que X1 + X2 +...+ Xq seja igual a um. Portanto, as variáveis Xi são linearmente
dependentes, de forma que a alteração da proporção de um componente na mistura
causará uma mudança na proporção de pelo menos um dos demais.
Devido às restrições apresentadas para as proporções Xi, o espaço
experimental resultante apresenta uma região denominada Simplex. Crosier apud.
Pasa (1996) define o Simplex como uma configuração espacial delimitada pelo
número de componentes (q), apresentando um componente a mais que o número de
dimensões do espaço. Cada um dos q componentes (vértices) que determinam o
Simplex representa uma composição da mistura onde Xi assume a proporção um. As
restrições das expressões (2.3) e (2.4) formam um Simplex regular (q – 1) -
dimensional, pois todos os vértices estão igualmente distantes uns dos outros
(MACEDO, 2007).
O formato do espaço experimental Simplex depende do número de
componentes da mistura. O espaço Simplex para dois componentes resume-se a
uma linha reta, para três componentes o espaço experimental é um triângulo
equilátero e para quatro componentes o espaço é representado por um tetraedro,
conforme apresentado na Figura 2.13 (NUNES, 1998).
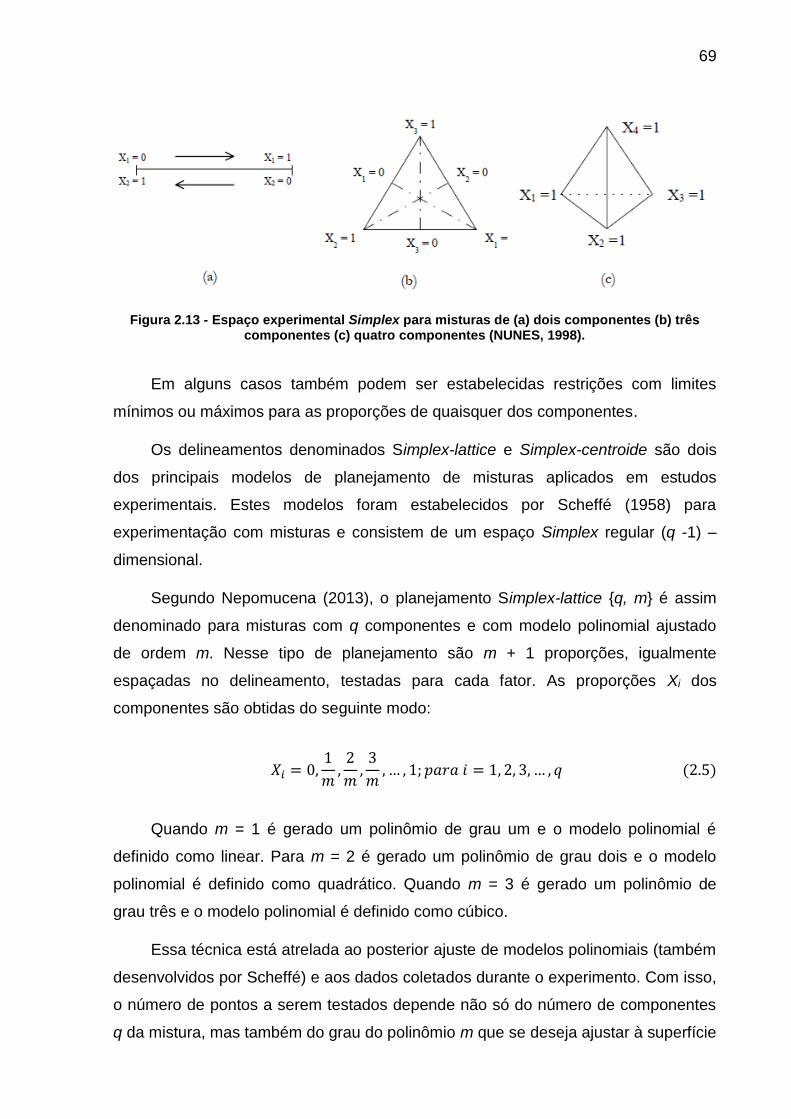
69
Figura 2.13 - Espaço experimental Simplex para misturas de (a) dois componentes (b) três componentes (c) quatro componentes (NUNES, 1998).
Em alguns casos também podem ser estabelecidas restrições com limites
mínimos ou máximos para as proporções de quaisquer dos componentes.
Os delineamentos denominados Simplex-lattice e Simplex-centroide são dois
dos principais modelos de planejamento de misturas aplicados em estudos
experimentais. Estes modelos foram estabelecidos por Scheffé (1958) para
experimentação com misturas e consistem de um espaço Simplex regular (q -1) –
dimensional.
Segundo Nepomucena (2013), o planejamento Simplex-lattice {q, m} é assim
denominado para misturas com q componentes e com modelo polinomial ajustado
de ordem m. Nesse tipo de planejamento são m + 1 proporções, igualmente
espaçadas no delineamento, testadas para cada fator. As proporções Xi dos
componentes são obtidas do seguinte modo:
𝑋𝑖 = 0,1
𝑚,
2
𝑚,
3
𝑚, … , 1; 𝑝𝑎𝑟𝑎 𝑖 = 1, 2, 3, … , 𝑞 (2.5)
Quando m = 1 é gerado um polinômio de grau um e o modelo polinomial é
definido como linear. Para m = 2 é gerado um polinômio de grau dois e o modelo
polinomial é definido como quadrático. Quando m = 3 é gerado um polinômio de
grau três e o modelo polinomial é definido como cúbico.
Essa técnica está atrelada ao posterior ajuste de modelos polinomiais (também
desenvolvidos por Scheffé) e aos dados coletados durante o experimento. Com isso,
o número de pontos a serem testados depende não só do número de componentes
q da mistura, mas também do grau do polinômio m que se deseja ajustar à superfície
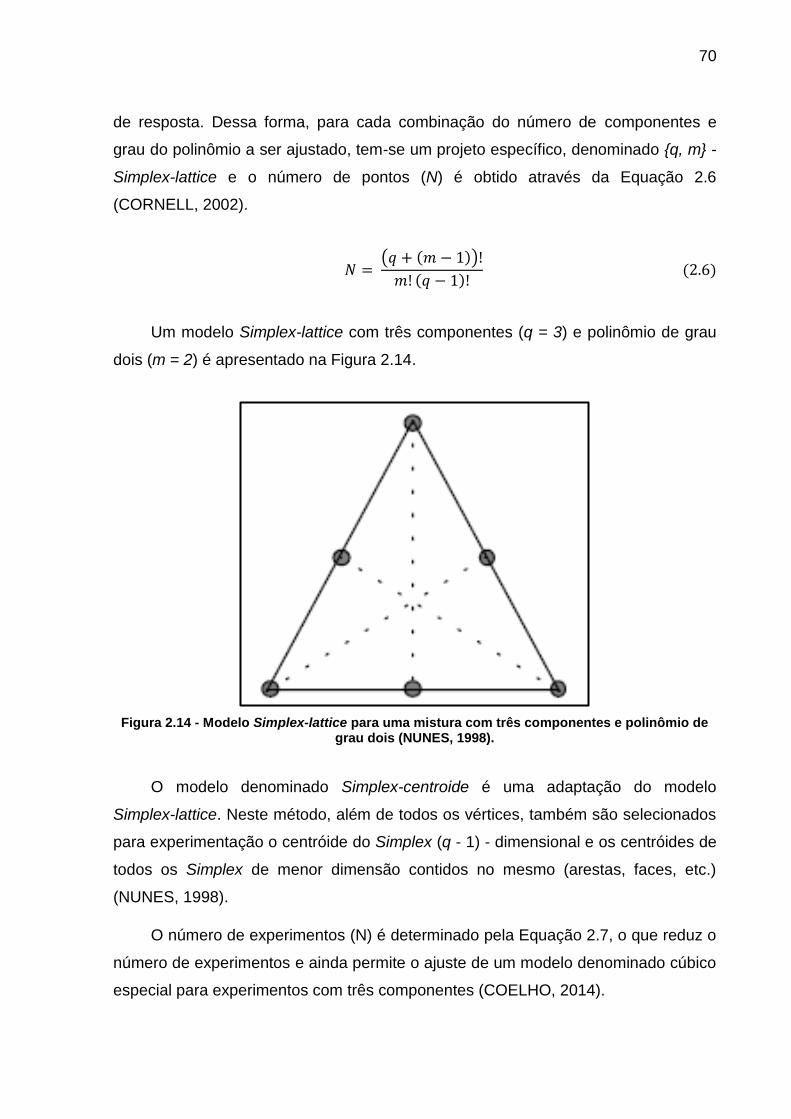
70
de resposta. Dessa forma, para cada combinação do número de componentes e
grau do polinômio a ser ajustado, tem-se um projeto específico, denominado {q, m} -
Simplex-lattice e o número de pontos (N) é obtido através da Equação 2.6
(CORNELL, 2002).
𝑁 = (𝑞 + (𝑚 − 1))!
𝑚! (𝑞 − 1)! (2.6)
Um modelo Simplex-lattice com três componentes (q = 3) e polinômio de grau
dois (m = 2) é apresentado na Figura 2.14.
Figura 2.14 - Modelo Simplex-lattice para uma mistura com três componentes e polinômio de grau dois (NUNES, 1998).
O modelo denominado Simplex-centroide é uma adaptação do modelo
Simplex-lattice. Neste método, além de todos os vértices, também são selecionados
para experimentação o centróide do Simplex (q - 1) - dimensional e os centróides de
todos os Simplex de menor dimensão contidos no mesmo (arestas, faces, etc.)
(NUNES, 1998).
O número de experimentos (N) é determinado pela Equação 2.7, o que reduz o
número de experimentos e ainda permite o ajuste de um modelo denominado cúbico
especial para experimentos com três componentes (COELHO, 2014).
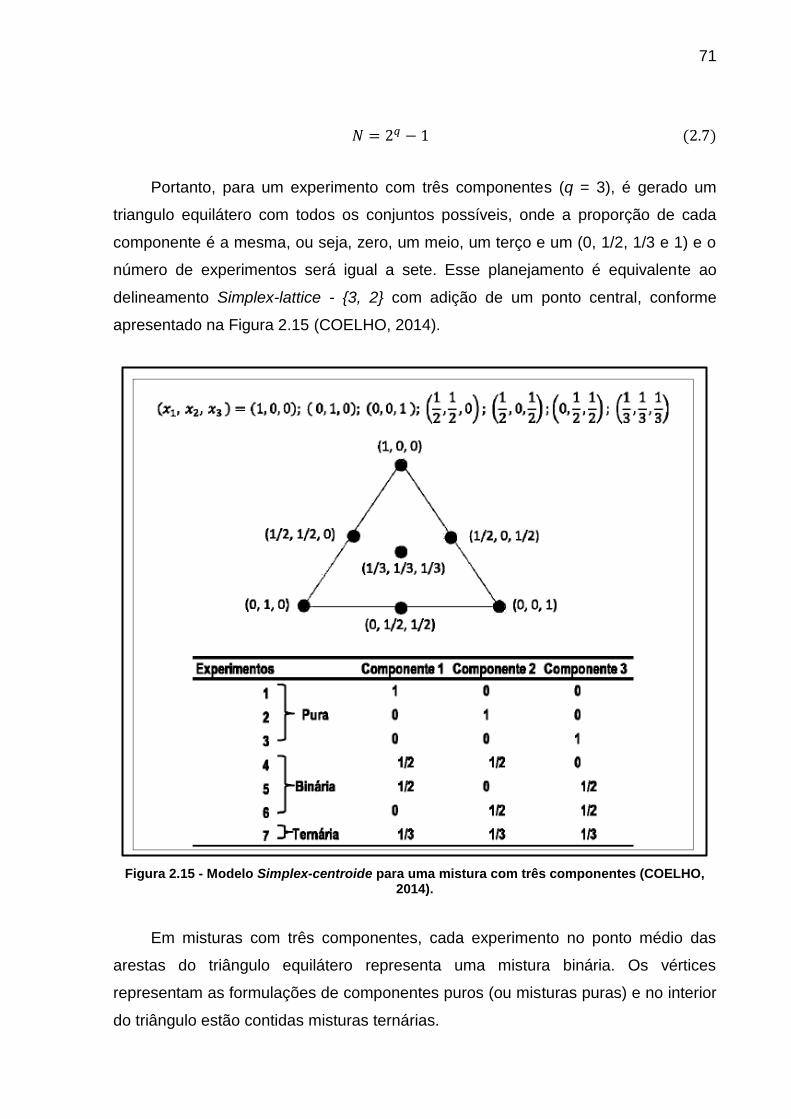
71
𝑁 = 2𝑞 − 1 (2.7)
Portanto, para um experimento com três componentes (q = 3), é gerado um
triangulo equilátero com todos os conjuntos possíveis, onde a proporção de cada
componente é a mesma, ou seja, zero, um meio, um terço e um (0, 1/2, 1/3 e 1) e o
número de experimentos será igual a sete. Esse planejamento é equivalente ao
delineamento Simplex-lattice - {3, 2} com adição de um ponto central, conforme
apresentado na Figura 2.15 (COELHO, 2014).
Figura 2.15 - Modelo Simplex-centroide para uma mistura com três componentes (COELHO, 2014).
Em misturas com três componentes, cada experimento no ponto médio das
arestas do triângulo equilátero representa uma mistura binária. Os vértices
representam as formulações de componentes puros (ou misturas puras) e no interior
do triângulo estão contidas misturas ternárias.
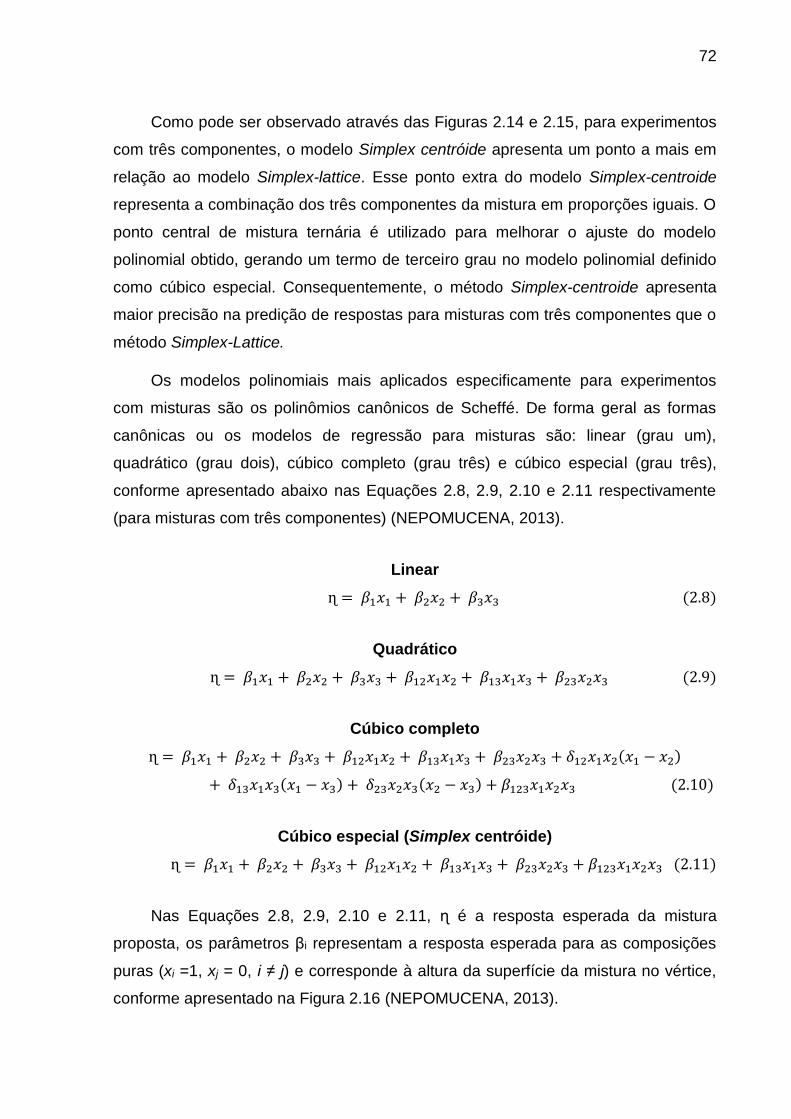
72
Como pode ser observado através das Figuras 2.14 e 2.15, para experimentos
com três componentes, o modelo Simplex centróide apresenta um ponto a mais em
relação ao modelo Simplex-lattice. Esse ponto extra do modelo Simplex-centroide
representa a combinação dos três componentes da mistura em proporções iguais. O
ponto central de mistura ternária é utilizado para melhorar o ajuste do modelo
polinomial obtido, gerando um termo de terceiro grau no modelo polinomial definido
como cúbico especial. Consequentemente, o método Simplex-centroide apresenta
maior precisão na predição de respostas para misturas com três componentes que o
método Simplex-Lattice.
Os modelos polinomiais mais aplicados especificamente para experimentos
com misturas são os polinômios canônicos de Scheffé. De forma geral as formas
canônicas ou os modelos de regressão para misturas são: linear (grau um),
quadrático (grau dois), cúbico completo (grau três) e cúbico especial (grau três),
conforme apresentado abaixo nas Equações 2.8, 2.9, 2.10 e 2.11 respectivamente
(para misturas com três componentes) (NEPOMUCENA, 2013).
Linear
ɳ = 𝛽1𝑥1 + 𝛽2𝑥2 + 𝛽3𝑥3 (2.8)
Quadrático
ɳ = 𝛽1𝑥1 + 𝛽2𝑥2 + 𝛽3𝑥3 + 𝛽12𝑥1𝑥2 + 𝛽13𝑥1𝑥3 + 𝛽23𝑥2𝑥3 (2.9)
Cúbico completo
ɳ = 𝛽1𝑥1 + 𝛽2𝑥2 + 𝛽3𝑥3 + 𝛽12𝑥1𝑥2 + 𝛽13𝑥1𝑥3 + 𝛽23𝑥2𝑥3 + 𝛿12𝑥1𝑥2(𝑥1 − 𝑥2)
+ 𝛿13𝑥1𝑥3(𝑥1 − 𝑥3) + 𝛿23𝑥2𝑥3(𝑥2 − 𝑥3) + 𝛽123𝑥1𝑥2𝑥3 (2.10)
Cúbico especial (Simplex centróide)
ɳ = 𝛽1𝑥1 + 𝛽2𝑥2 + 𝛽3𝑥3 + 𝛽12𝑥1𝑥2 + 𝛽13𝑥1𝑥3 + 𝛽23𝑥2𝑥3 + 𝛽123𝑥1𝑥2𝑥3 (2.11)
Nas Equações 2.8, 2.9, 2.10 e 2.11, ɳ é a resposta esperada da mistura
proposta, os parâmetros βi representam a resposta esperada para as composições
puras (xi =1, xj = 0, i ≠ j) e corresponde à altura da superfície da mistura no vértice,
conforme apresentado na Figura 2.16 (NEPOMUCENA, 2013).
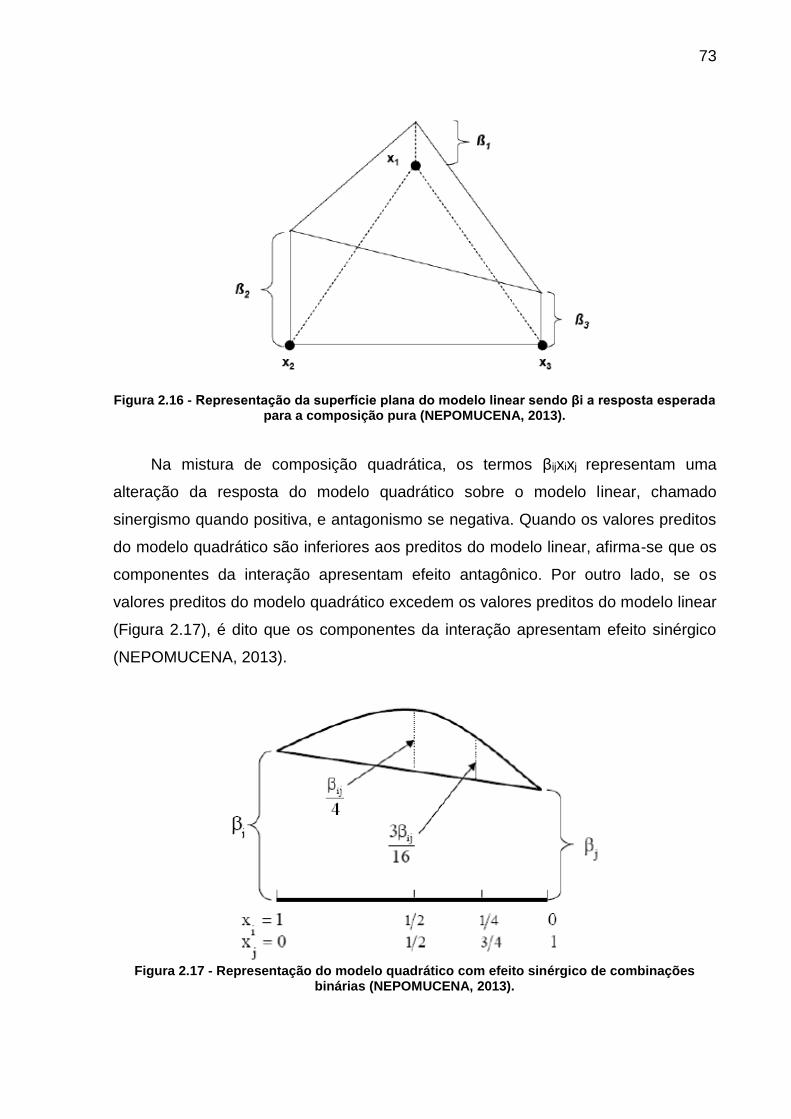
73
Figura 2.16 - Representação da superfície plana do modelo linear sendo βi a resposta esperada para a composição pura (NEPOMUCENA, 2013).
Na mistura de composição quadrática, os termos βijxixj representam uma
alteração da resposta do modelo quadrático sobre o modelo linear, chamado
sinergismo quando positiva, e antagonismo se negativa. Quando os valores preditos
do modelo quadrático são inferiores aos preditos do modelo linear, afirma-se que os
componentes da interação apresentam efeito antagônico. Por outro lado, se os
valores preditos do modelo quadrático excedem os valores preditos do modelo linear
(Figura 2.17), é dito que os componentes da interação apresentam efeito sinérgico
(NEPOMUCENA, 2013).
Figura 2.17 - Representação do modelo quadrático com efeito sinérgico de combinações
binárias (NEPOMUCENA, 2013).
74
No modelo cúbico, os termos δijxixj (xi – xj) permitem modelar sinergismo e
antagonismo nas margens (xi – xj) do espaço Simplex. Os termos de maior ordem,
como βijkxixjxk, descrevem o comportamento da superfície de resposta no interior do
espaço (NEPOMUCENA, 2013).
Neste trabalho foi aplicado um delineamento Simplex-centroide de três
componentes (q = 3). Conforme abordado anteriormente, este método gera um
ajuste do modelo polinomial mais preciso que o método Simplex-lattice para misturas
com três componentes e ao mesmo tempo exige um número reduzido de ensaios.
Durante a modelagem foram testados dois modelos polinomiais aplicáveis ao
delineamento Simplex-centroide de três componentes (q = 3): modelo quadrático
(grau dois) e modelo cúbico especial (grau três). A partir dos testes, foi escolhido o
modelo que apresentou o melhor ajuste (R² e R² ajustado), e consequentemente, a
melhor capacidade de previsão para cada uma das variáveis respostas investigadas.
Também foi verificada a distribuição normal dos resíduos para tornar válidas as
conclusões estabelecidas no experimento.
Levando em consideração a complexidade dos cálculos envolvidos neste tipo
de planejamento, o programa computacional estatístico Minitab versão 17 foi
utilizado para a manipulação dos dados e análise dos resultados.
75
3 METODOLOGIA EXPERIMENTAL
3.1 MATERIAIS
Os compósitos particulados investigados neste trabalho também podem ser
definidos como argamassas hidráulicas, argamassas modificadas com polímeros e
argamassas poliméricas. Três diferentes tipos de aglomerantes foram aplicados
como fase matriz: cimento Portland cinza, cimento Portland branco e polímero epóxi.
Estes materiais foram aplicados como matriz isoladamente e também de forma
combinada em diferentes proporções. Como fase dispersa dos compósitos
particulados ou agregado miúdo das argamassas foram utilizadas partículas de
esteatito.
3.1.1 Fases matrizes
3.1.1.1 Cimento Portland cinza
O cimento Portland Pozolânico CP IV 32 (ASTM Tipo IP) cinza, produzido pela
empresa Holcim (Pedro Leopoldo-MG) foi utilizado neste trabalho. Este tipo de
cimento foi selecionado para desempenhar a função de fase matriz nos compósitos
por apresentar características desejáveis para aplicações de restauração após o
processo de cura. Entre estas características destacam-se a maior
impermeabilidade, maior durabilidade e a elevada resistência química quando
comparado aos produtos finais dos outros tipos de cimento Portland.
O cimento Portland cinza utilizado na fabricação dos corpos de prova foi
coletado do mesmo lote, visando evitar variações na composição que poderiam
acarretar mudanças no comportamento dos compósitos.
3.1.1.2 Cimento Portland branco
O cimento Portland branco estrutural CPB-32 (ASTM Tipo I) também foi
aplicado como fase matriz na fabricação dos compósitos. Foi utilizado o cimento da
marca Cemex produzido na cidade de Monterrey no México e distribuído no Brasil
pela empresa Aditex Indústria e Comércio de Aditivos Químicos Ltda. O cimento
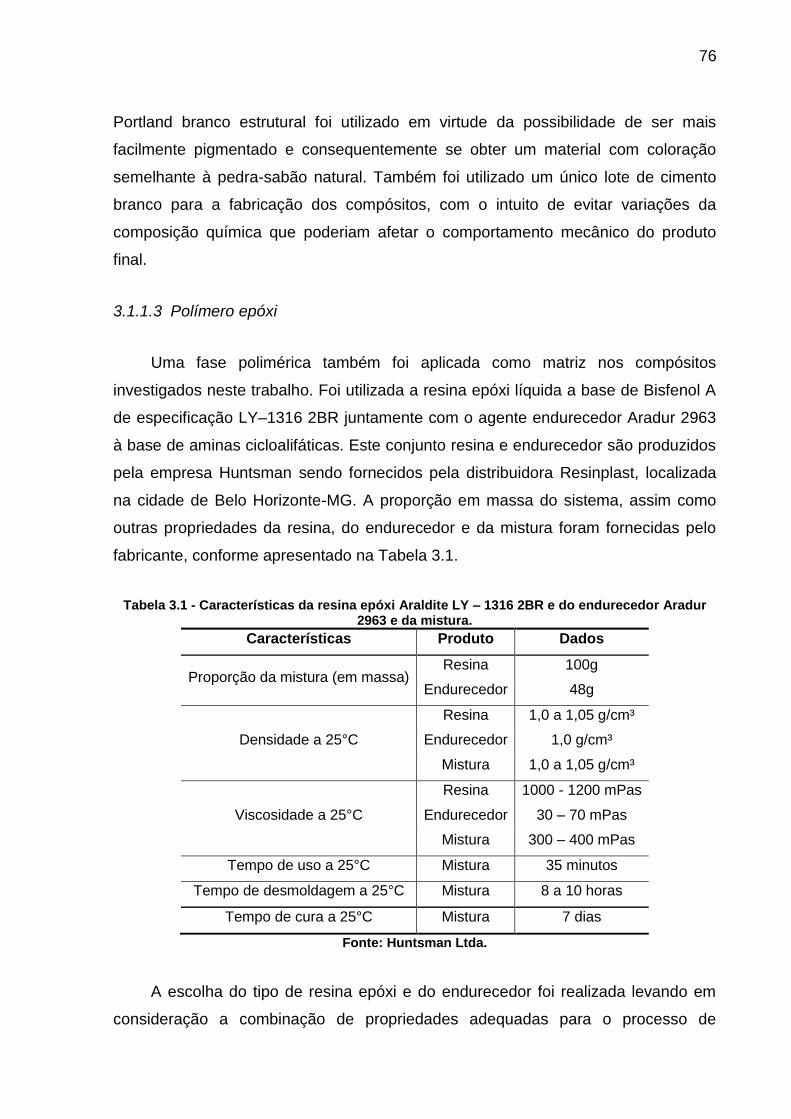
76
Portland branco estrutural foi utilizado em virtude da possibilidade de ser mais
facilmente pigmentado e consequentemente se obter um material com coloração
semelhante à pedra-sabão natural. Também foi utilizado um único lote de cimento
branco para a fabricação dos compósitos, com o intuito de evitar variações da
composição química que poderiam afetar o comportamento mecânico do produto
final.
3.1.1.3 Polímero epóxi
Uma fase polimérica também foi aplicada como matriz nos compósitos
investigados neste trabalho. Foi utilizada a resina epóxi líquida a base de Bisfenol A
de especificação LY–1316 2BR juntamente com o agente endurecedor Aradur 2963
à base de aminas cicloalifáticas. Este conjunto resina e endurecedor são produzidos
pela empresa Huntsman sendo fornecidos pela distribuidora Resinplast, localizada
na cidade de Belo Horizonte-MG. A proporção em massa do sistema, assim como
outras propriedades da resina, do endurecedor e da mistura foram fornecidas pelo
fabricante, conforme apresentado na Tabela 3.1.
Tabela 3.1 - Características da resina epóxi Araldite LY – 1316 2BR e do endurecedor Aradur 2963 e da mistura.
Características Produto Dados
Proporção da mistura (em massa) Resina 100g
Endurecedor 48g
Densidade a 25°C
Resina 1,0 a 1,05 g/cm³
Endurecedor 1,0 g/cm³
Mistura 1,0 a 1,05 g/cm³
Viscosidade a 25°C
Resina 1000 - 1200 mPas
Endurecedor 30 – 70 mPas
Mistura 300 – 400 mPas
Tempo de uso a 25°C Mistura 35 minutos
Tempo de desmoldagem a 25°C Mistura 8 a 10 horas
Tempo de cura a 25°C Mistura 7 dias
Fonte: Huntsman Ltda.
A escolha do tipo de resina epóxi e do endurecedor foi realizada levando em
consideração a combinação de propriedades adequadas para o processo de
77
fabricação dos compósitos e aplicação do material em restaurações de monumentos
históricos fabricados em pedra-sabão.
Quando comparado com outros polímeros, o conjunto resina epóxi Araldite LY
– 1316 2BR e endurecedor Aradur 2963 apresentam viscosidade relativamente
baixa. Essa característica aliada a alta capacidade de umectação é fundamental
para a fabricação de compósitos de matrizes poliméricas. Estas duas propriedades
da fase polimérica permitem incorporar um elevado percentual de fase dispersa
(partículas de esteatito) nos compósitos sem comprometimento da trabalhabilidade
do material.
O conjunto resina epóxi Araldite LY – 1316 2BR e endurecedor Aradur 2963,
também apresentam uma combinação de características importantes e desejáveis
para aplicações em restaurações como o fato de ser incolor. Este conjunto também
proporciona um sistema de fácil manuseio e cura em temperatura ambiente. De
acordo com o fabricante, o produto final após a cura é rígido e apresenta um
excelente equilíbrio entre suas resistências mecânicas, térmicas e químicas,
associadas a baixa contração, alta aderência, alta coesão e ótima estabilidade
dimensional.
3.1.2 Fase dispersa: Esteatito
As partículas de esteatito utilizadas neste trabalho foram coletadas na empresa
Artes Mineira Ltda., fabricante de panelas e artigos de pedra-sabão, localizada na
cidade de Congonhas-MG. Este tipo de fábrica gera grandes quantidades de
resíduos em pó de esteatito. Atualmente estes resíduos são descartados
indiscriminadamente no meio ambiente por falta de alternativas ecologicamente
corretas de reaproveitamento. A produção das panelas de pedra-sabão é realizada
com o auxílio de um torno alimentado com energia elétrica. Normalmente uma fonte
de água é utilizada no processo de fabricação com o intuito de evitar a liberação de
poeira para o ar, que poderia causar problemas respiratórios aos funcionários. Os
resíduos produzidos na operação de torneamento são despejados em um tanque de
decantação onde fica estocado com a água. Quando o tanque é totalmente
preenchido, o resíduo é descartado em uma área dentro da própria fábrica ou em
terrenos baldios.

78
Uma amostra do resíduo produzido na fabricação de panelas foi coletada para
utilização neste trabalho. Após a coleta, o resíduo de esteatito passou por um
processo de secagem em estufa a 110°C por 24 h e posteriormente foi resfriado em
temperatura ambiente para determinação da distribuição granulométrica das
partículas, conforme recomendado pelas normas ASTM C136 (2014) e NBR NM 248
(2003).
3.1.2.1 Distribuição granulométrica das partículas de esteatito
Um agitador eletromagnético e um conjunto de peneiras (Figura 3.1) de
abertura padrão ASTM/ABNT foram utilizados para determinar a distribuição
granulométrica do resíduo de esteatito proveniente do processo de fabricação de
panelas.
Figura 3.1 - Agitador eletromagnético e série de peneiras padrão ASTM/ABNT.
A composição granulométrica do resíduo de esteatito foi determinada seguindo
recomendações das normas ASTM C136 (2014) e NBR NM 248 (2003). De acordo
com estas normas, a composição granulométrica de agregados deve ser realizada
através de um conjunto sucessivo de peneiras, conforme apresentado na Tabela
3.2.
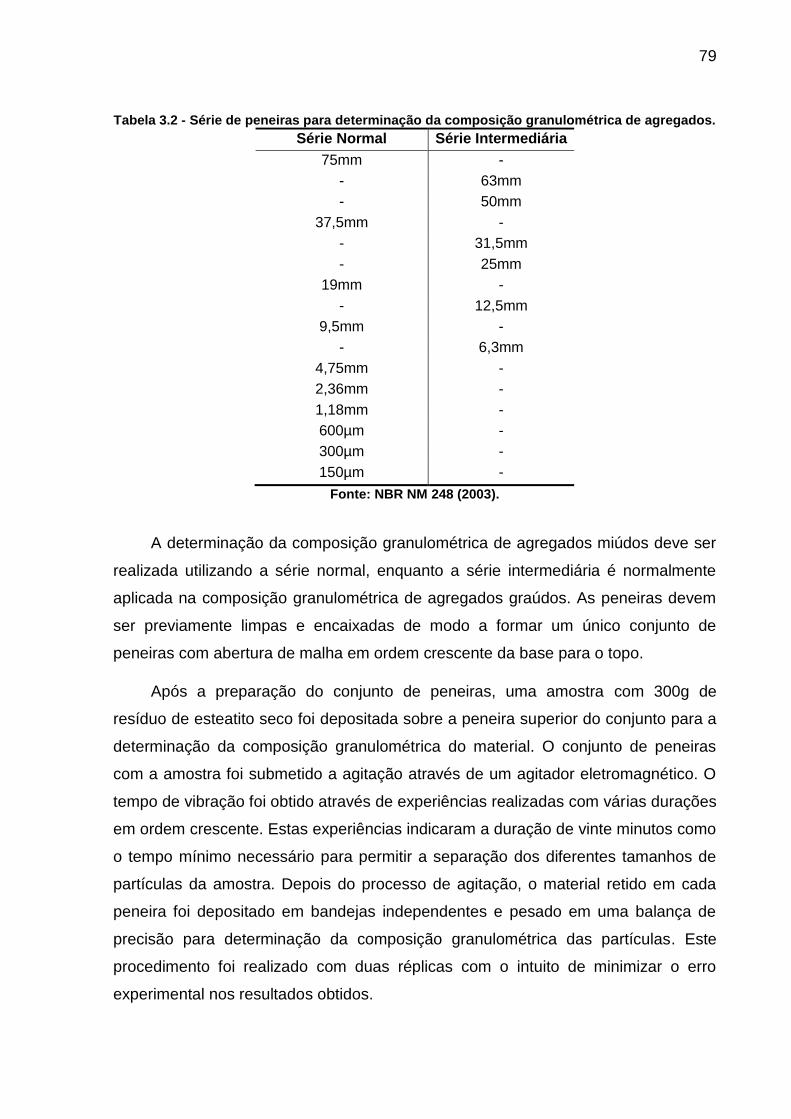
79
Tabela 3.2 - Série de peneiras para determinação da composição granulométrica de agregados.
Série Normal Série Intermediária
75mm -
- 63mm
- 50mm
37,5mm -
- 31,5mm
- 25mm
19mm -
- 12,5mm
9,5mm -
- 6,3mm
4,75mm -
2,36mm -
1,18mm -
600µm -
300µm -
150µm -
Fonte: NBR NM 248 (2003).
A determinação da composição granulométrica de agregados miúdos deve ser
realizada utilizando a série normal, enquanto a série intermediária é normalmente
aplicada na composição granulométrica de agregados graúdos. As peneiras devem
ser previamente limpas e encaixadas de modo a formar um único conjunto de
peneiras com abertura de malha em ordem crescente da base para o topo.
Após a preparação do conjunto de peneiras, uma amostra com 300g de
resíduo de esteatito seco foi depositada sobre a peneira superior do conjunto para a
determinação da composição granulométrica do material. O conjunto de peneiras
com a amostra foi submetido a agitação através de um agitador eletromagnético. O
tempo de vibração foi obtido através de experiências realizadas com várias durações
em ordem crescente. Estas experiências indicaram a duração de vinte minutos como
o tempo mínimo necessário para permitir a separação dos diferentes tamanhos de
partículas da amostra. Depois do processo de agitação, o material retido em cada
peneira foi depositado em bandejas independentes e pesado em uma balança de
precisão para determinação da composição granulométrica das partículas. Este
procedimento foi realizado com duas réplicas com o intuito de minimizar o erro
experimental nos resultados obtidos.
80
Além da composição granulométrica, também foi calculado o módulo de finura
e a dimensão máxima característica das partículas de esteatito. Segundo a norma
NBR NM 248 (2003), o módulo de finura é a soma das porcentagens médias retidas
acumuladas em massa de um agregado nas peneiras da série normal, dividida por
100. Portanto, quanto menor este módulo mais fino é o agregado.
A dimensão máxima característica é uma grandeza associada à distribuição
granulométrica do agregado. Corresponde à abertura nominal em milímetros da
malha da peneira da série normal ou intermediária, na qual o agregado apresenta
uma porcentagem retida acumulada igual ou imediatamente inferior a 5% em massa
(NBR NM 248, 2003).
A distribuição granulométrica das partículas de esteatito aplicadas neste
trabalho foi utilizada seguindo as recomendações das normas NBR 7211 (2009) e
ASTM C144 (2011). Contudo, a faixa granulométrica usada na fabricação dos
compósitos também foi selecionada visando a melhor adequação do material para a
aplicação em restaurações.
Empacotamentos densos são fundamentais para a obtenção de compósitos
particulados com baixa porosidade, e consequentemente, materiais com
propriedades mecânica superiores (MEHTA e MONTEIRO, 2006). Portanto,
procurou-se utilizar um agregado com distribuição granulométrica larga e contínua
na fabricação dos compósitos, pois estes fatores contribuem positivamente para o
aumento da densidade de empacotamento de partículas (PANDOLFELLI et al.,
2000). Contudo, um limite superior e um limite inferior no tamanho de partículas
precisaram ser estabelecidos visando uma melhor adequação do material para
aplicação em restaurações.
Compósitos produzidos em testes preliminares com partículas de dimensões
superiores a 1,18mm geraram materiais com pouca capacidade de penetração em
trincas e fissuras, tornando o material inadequado para aplicação nestes tipos de
defeitos. Compósitos fabricados com partículas de dimensões inferiores a 150µm
também foram estudados em testes preliminares. Estas partículas finas apresentam
coloração mais clara e diferente da coloração da pedra natural. Consequentemente,
os compósitos preliminares fabricados com essas partículas apresentaram aspecto
físico bem diferente da pedra-sabão. Além disso, partículas muito finas possuem
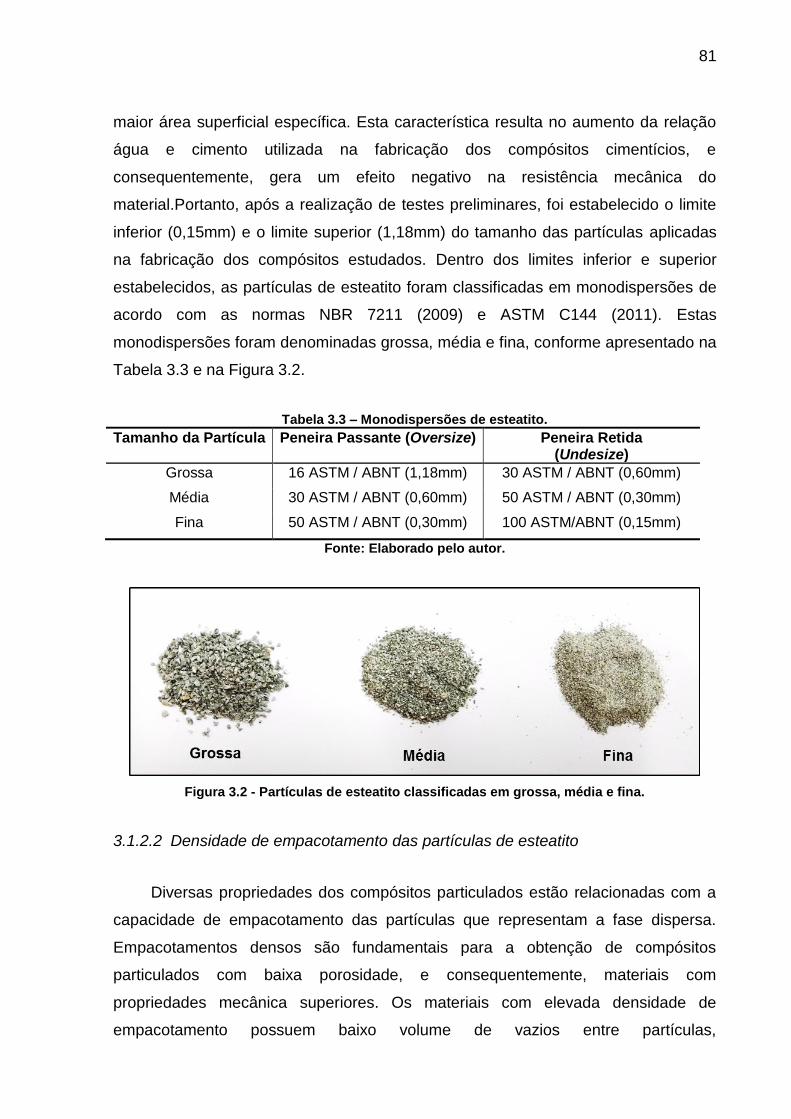
81
maior área superficial específica. Esta característica resulta no aumento da relação
água e cimento utilizada na fabricação dos compósitos cimentícios, e
consequentemente, gera um efeito negativo na resistência mecânica do
material.Portanto, após a realização de testes preliminares, foi estabelecido o limite
inferior (0,15mm) e o limite superior (1,18mm) do tamanho das partículas aplicadas
na fabricação dos compósitos estudados. Dentro dos limites inferior e superior
estabelecidos, as partículas de esteatito foram classificadas em monodispersões de
acordo com as normas NBR 7211 (2009) e ASTM C144 (2011). Estas
monodispersões foram denominadas grossa, média e fina, conforme apresentado na
Tabela 3.3 e na Figura 3.2.
Tabela 3.3 – Monodispersões de esteatito.
Tamanho da Partícula Peneira Passante (Oversize) Peneira Retida (Undesize)
Grossa 16 ASTM / ABNT (1,18mm) 30 ASTM / ABNT (0,60mm)
Média 30 ASTM / ABNT (0,60mm) 50 ASTM / ABNT (0,30mm)
Fina 50 ASTM / ABNT (0,30mm) 100 ASTM/ABNT (0,15mm)
Fonte: Elaborado pelo autor.
Figura 3.2 - Partículas de esteatito classificadas em grossa, média e fina.
3.1.2.2 Densidade de empacotamento das partículas de esteatito
Diversas propriedades dos compósitos particulados estão relacionadas com a
capacidade de empacotamento das partículas que representam a fase dispersa.
Empacotamentos densos são fundamentais para a obtenção de compósitos
particulados com baixa porosidade, e consequentemente, materiais com
propriedades mecânica superiores. Os materiais com elevada densidade de
empacotamento possuem baixo volume de vazios entre partículas,
82
consequentemente, exige menor proporção de material ligante como matriz (MEHTA
e MONTEIRO, 2006).
Após a realização da classificação granulométrica do esteatito, a densidade de
empacotamento das partículas foi calculada para cada uma das três faixas de
tamanho utilizadas. Uma amostra com 250g de esteatito foi colocada em uma
proveta graduada para análise de volume. A proveta com a amostra foi submetida a
vibração em um agitador eletromagnético por um período de três minutos para
acomodação das partículas no recipiente. Após o assentamento do material na
proveta, foi realizada a leitura do volume ocupado pelas partículas de esteatito. A
leitura foi feita na altura média dos picos das partículas presentes na parte superior
da proveta graduada. A partir da divisão da massa da amostra pelo volume obtido foi
calculada a densidade de empacotamento da amostra de esteatito (PANZERA,
2003). Este procedimento foi feito com duas réplicas para cada uma das
monodispersões estudadas.
Com o intuito de produzir materiais com elevada resistência mecânica e
coloração semelhante à pedra natural, procurou-se fabricar compósitos com uma
proporção elevada de fase dispersa e alta capacidade de empacotamento. Para
tanto, as três monodispersões estudadas foram misturadas em diversas proporções
visando o melhor empacotamento. A maximização da densidade de empacotamento
das partículas de esteatito foi obtida a partir da otimização da distribuição
granulométrica utilizando a metodologia estatística de planejamento experimental
com misturas.
3.2 PLANEJAMENTO EXPERIMENTAL COM MISTURAS
3.2.1 Densidade de empacotamento das partículas de esteatito
A metodologia estatística de planejamento experimental com misturas foi
utilizada neste trabalho com o intuito de maximizar a densidade de empacotamento
das partículas de esteatito a partir da otimização da distribuição granulométrica na
faixa investigada.
O delineamento Simplex-centroide para misturas com três componentes foi
aplicado para o sistema constituído pelas monodispersões grossa, média e fina. Este
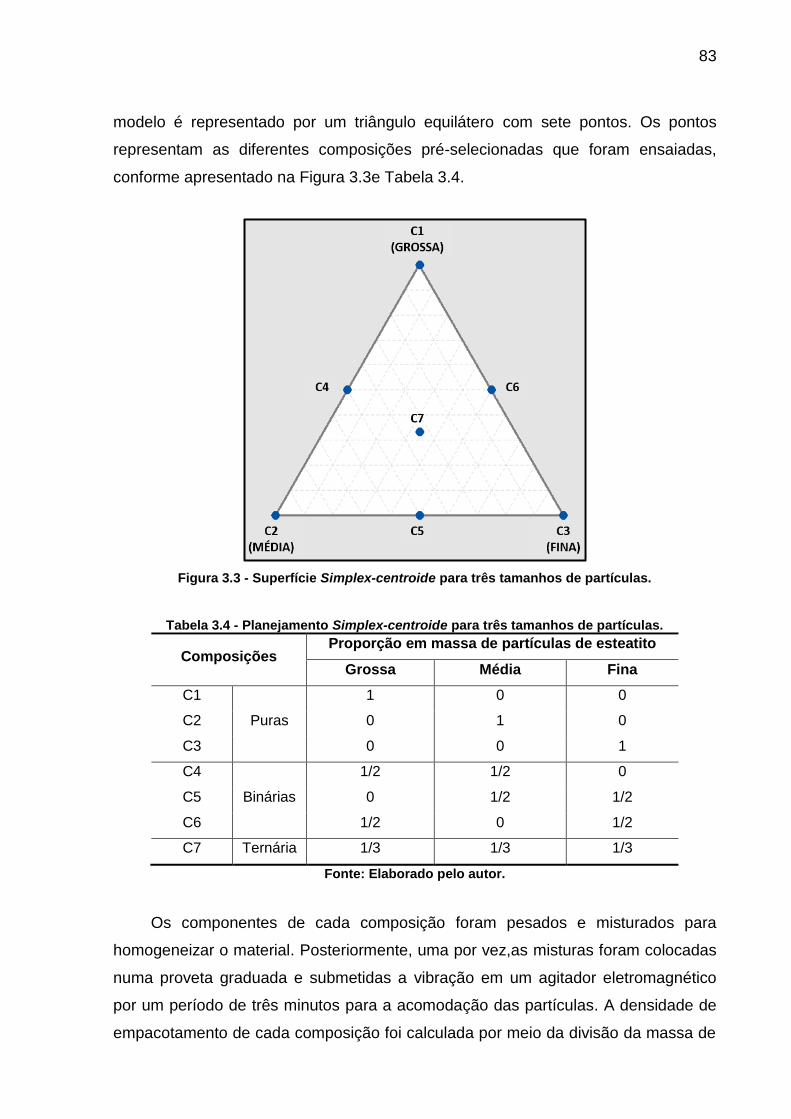
83
modelo é representado por um triângulo equilátero com sete pontos. Os pontos
representam as diferentes composições pré-selecionadas que foram ensaiadas,
conforme apresentado na Figura 3.3e Tabela 3.4.
Figura 3.3 - Superfície Simplex-centroide para três tamanhos de partículas.
Tabela 3.4 - Planejamento Simplex-centroide para três tamanhos de partículas.
Composições Proporção em massa de partículas de esteatito
Grossa Média Fina
C1
Puras
1 0 0
C2 0 1 0
C3 0 0 1
C4
Binárias
1/2 1/2 0
C5 0 1/2 1/2
C6 1/2 0 1/2
C7 Ternária 1/3 1/3 1/3
Fonte: Elaborado pelo autor.
Os componentes de cada composição foram pesados e misturados para
homogeneizar o material. Posteriormente, uma por vez,as misturas foram colocadas
numa proveta graduada e submetidas a vibração em um agitador eletromagnético
por um período de três minutos para a acomodação das partículas. A densidade de
empacotamento de cada composição foi calculada por meio da divisão da massa de
84
cada mistura pelo volume total ocupado pelas partículas na proveta após a vibração.
O procedimento foi realizado para as sete diferentes composições e replicado duas
vezes com o intuito de minimizar o erro experimental nos resultados obtidos.
O método de aleatorização foi adotado na etapa de realização dos ensaios,
permitindo uma ordenação arbitrária das diferentes composições e evitando que
efeitos de fatores não-controlados pudessem afetar as variáveis-respostas.
Os valores obtidos nos ensaios com composições pré-selecionadas foram
usados para estimar o comportamento da densidade de empacotamento em todo o
espaço experimental, determinar os coeficientes dos polinômios canônicos de
Scheffé e gerar a superfície para resposta investigada (utilizando o software Minitab,
módulo “Mixture”).
A partir dos ensaios realizados foram testados dois modelos polinomiais
aplicáveis ao delineamento simplex-centroide de três componentes (q = 3): modelo
quadrático de grau dois (Equação 3.1) e modelo cúbico especial de grau 3 (Equação
3.2).
ɳ = 𝛽1𝑥1 + 𝛽2𝑥2 + 𝛽3𝑥3 + 𝛽12𝑥1𝑥2 + 𝛽13𝑥1𝑥3 + 𝛽23𝑥2𝑥3 (3.1)
ɳ = 𝛽1𝑥1 + 𝛽2𝑥2 + 𝛽3𝑥3 + 𝛽12𝑥1𝑥2 + 𝛽13𝑥1𝑥3 + 𝛽23𝑥2𝑥3 + 𝛽123𝑥1𝑥2𝑥3 (3.2)
Após a realização dos testes, foi escolhido o modelo polinomial que apresentou
o melhor ajuste (R² e R² ajustado), e consequentemente, a melhor capacidade de
previsão para a variável resposta investigada.
A equação ajustada relaciona a densidade de empacotamento das partículas
com as proporções das três monodispersões utilizadas. A partir da realização dos
ensaios pré-estabelecidos e do processamento dos dados experimentais também foi
gerada uma superfície de resposta para a variável densidade de empacotamento.
Através da equação ajustada e da superfície de resposta geradas foi possível prever
o comportamento da variável resposta para as diferentes composições das
monodispersões e maximizar a densidade de empacotamento através da otimização
da distribuição granulométrica na faixa investigada.
85
3.2.2 Matrizes dos materiais compósitos
A técnica estatística de planejamento experimental com misturas também foi
aplicada para investigar o comportamento de diferentes combinações de matrizes e
o efeito da composição nas respostas de interesse dos compósitos estudados.
Os materiais utilizados como matrizes nos compósitos investigados neste
projeto foram polímero epóxi, cimento Portland pozolânico cinza e cimento Portland
branco. Além das propriedades aglomerantes, estes materiais foram escolhidos por
apresentarem características importantes para o desenvolvimento de um material
destinado a aplicação em restaurações, conforme foi apresentado nas seções
3.1.1.1, 3.1.1.2 e 3.1.1.3.
Este trabalho visa identificar não somente o comportamento destas diferentes
matrizes agindo de forma independente, mas sobretudo, o efeito da combinação
destes materiais em diferentes proporções. Através da técnica de planejamento com
misturas foi possível obter as respostas de interesse para o material compósito em
todas as combinações de proporções de matrizes da mistura. Visando aplicações
em restaurações, esta técnica foi utilizada para investigar as proporções de matrizes
que produzem compósitos com propriedades iguais ou superiores às propriedades
da pedra natural.
O delineamento Simplex-centroide para misturas com três componentes foi
aplicado para o sistema constituído pelas três diferentes matrizes. Os pontos do
triângulo representam os diferentes compósitos fabricados com matrizes de
composições pré-estabelecidas pelo modelo Simplex-centroide, conforme
apresentado na Figura 3.4 e Tabela 3.5.
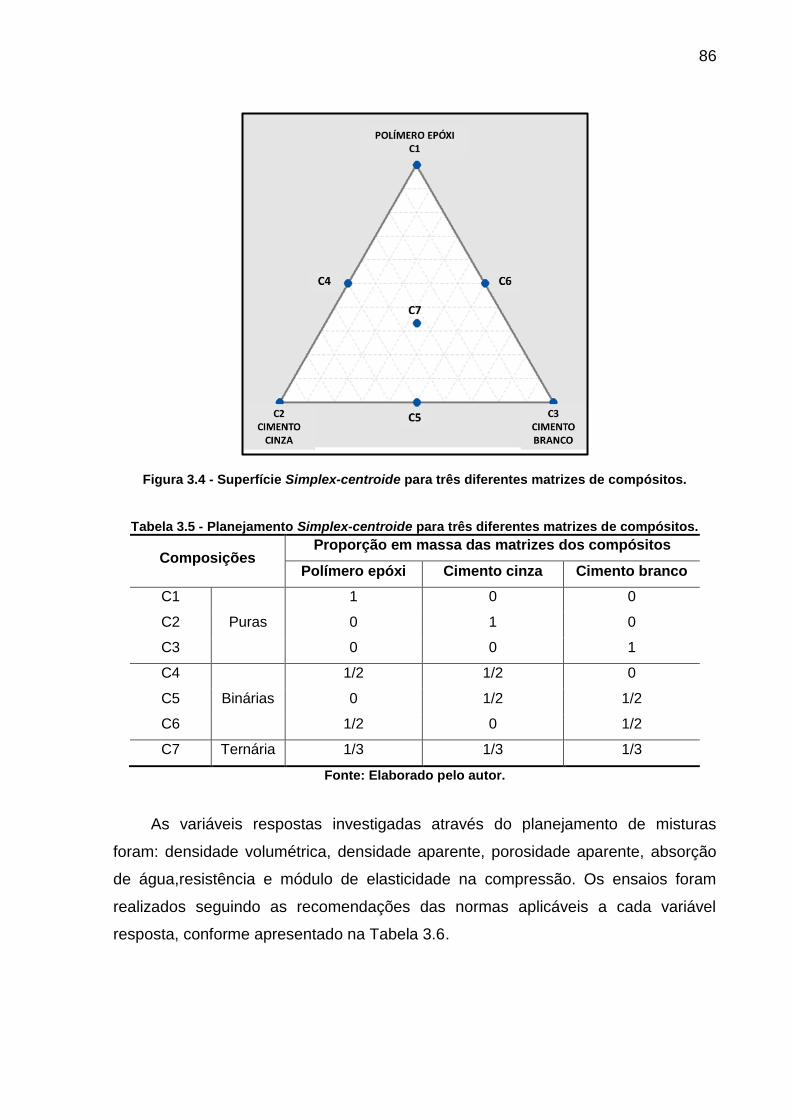
86
Figura 3.4 - Superfície Simplex-centroide para três diferentes matrizes de compósitos.
Tabela 3.5 - Planejamento Simplex-centroide para três diferentes matrizes de compósitos.
Composições Proporção em massa das matrizes dos compósitos
Polímero epóxi Cimento cinza Cimento branco
C1
Puras
1 0 0
C2 0 1 0
C3 0 0 1
C4
Binárias
1/2 1/2 0
C5 0 1/2 1/2
C6 1/2 0 1/2
C7 Ternária 1/3 1/3 1/3
Fonte: Elaborado pelo autor.
As variáveis respostas investigadas através do planejamento de misturas
foram: densidade volumétrica, densidade aparente, porosidade aparente, absorção
de água,resistência e módulo de elasticidade na compressão. Os ensaios foram
realizados seguindo as recomendações das normas aplicáveis a cada variável
resposta, conforme apresentado na Tabela 3.6.
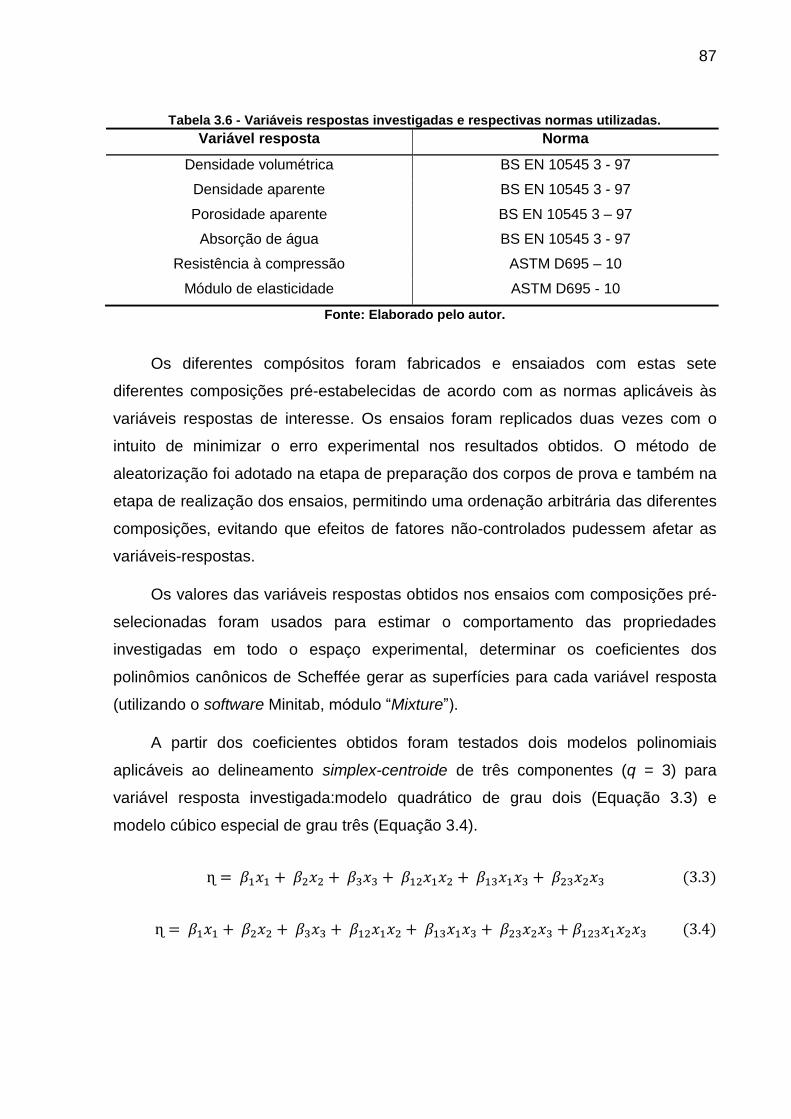
87
Tabela 3.6 - Variáveis respostas investigadas e respectivas normas utilizadas.
Variável resposta Norma
Densidade volumétrica BS EN 10545 3 - 97
Densidade aparente BS EN 10545 3 - 97
Porosidade aparente
Absorção de água
BS EN 10545 3 – 97
BS EN 10545 3 - 97
Resistência à compressão ASTM D695 – 10
Módulo de elasticidade ASTM D695 - 10
Fonte: Elaborado pelo autor.
Os diferentes compósitos foram fabricados e ensaiados com estas sete
diferentes composições pré-estabelecidas de acordo com as normas aplicáveis às
variáveis respostas de interesse. Os ensaios foram replicados duas vezes com o
intuito de minimizar o erro experimental nos resultados obtidos. O método de
aleatorização foi adotado na etapa de preparação dos corpos de prova e também na
etapa de realização dos ensaios, permitindo uma ordenação arbitrária das diferentes
composições, evitando que efeitos de fatores não-controlados pudessem afetar as
variáveis-respostas.
Os valores das variáveis respostas obtidos nos ensaios com composições pré-
selecionadas foram usados para estimar o comportamento das propriedades
investigadas em todo o espaço experimental, determinar os coeficientes dos
polinômios canônicos de Scheffée gerar as superfícies para cada variável resposta
(utilizando o software Minitab, módulo “Mixture”).
A partir dos coeficientes obtidos foram testados dois modelos polinomiais
aplicáveis ao delineamento simplex-centroide de três componentes (q = 3) para
variável resposta investigada:modelo quadrático de grau dois (Equação 3.3) e
modelo cúbico especial de grau três (Equação 3.4).
ɳ = 𝛽1𝑥1 + 𝛽2𝑥2 + 𝛽3𝑥3 + 𝛽12𝑥1𝑥2 + 𝛽13𝑥1𝑥3 + 𝛽23𝑥2𝑥3 (3.3)
ɳ = 𝛽1𝑥1 + 𝛽2𝑥2 + 𝛽3𝑥3 + 𝛽12𝑥1𝑥2 + 𝛽13𝑥1𝑥3 + 𝛽23𝑥2𝑥3 + 𝛽123𝑥1𝑥2𝑥3 (3.4)
88
Após a realização dos testes foi escolhido o modelo polinomial que apresentou
o melhor ajuste (R² e R² ajustado), e consequentemente, a melhor capacidade de
previsão para cada uma das variáveis respostas investigadas.
A equações ajustadas relacionam as variáveis respostas com a composição da
matriz dos compósitos. A partir da realização dos ensaios pré-estabelecidos e do
processamento dos dados experimentais também foi gerada uma superfície de
resposta para cada uma das variáveis investigadas. As equações ajustadas e as
superfícies de resposta predizem o comportamento do material nas diferentes
composições investigadas para cada variável resposta, de acordo com o nível de
ajuste do modelo gerado. Portanto, por meio do planejamento de misturas, foi
possível verificar a faixa de composição das matrizes que apresentou a combinação
de respostas mais interessante para o objetivo da aplicação.
Posteriormente foi verificada a adequação do modelo estatístico utilizado
através do gráfico de probabilidade normal dos resíduos e teste de normalidade de
Anderson Darling para cada uma das variáveis respostas investigadas.
3.3 FABRICAÇÃO DOS CORPOS DE PROVA
Após a seleção dos materiais utilizados como matrizes dos compósitos,
realização da otimização da distribuição granulométrica da fase dispersa,
estabelecimento do planejamento experimental com misturas e definição das
variáveis respostas de interesse a serem investigadas, iniciou-se o processo de
fabricação e testes dos corpos de prova.
Um dos maiores desafios deste trabalho foi desenvolver compósitos com
características físicas similares àquelas apresentadas pela pedra natural. Na
tentativa de atender esta condição, a própria pedra-sabão foi usada como agregado
miúdo nos compósitos e o maior percentual possível de fase dispersa foi incorporado
aos compósitos. O aumento do percentual de fase dispersa nos compósitos foi
obtido com a maximização da densidade de empacotamento das partículas de
esteatito através da otimização da distribuição granulométrica.
A norma NBR 7215 (1996) recomenda a utilização de um traço 1:3 em massa
de cimento e agregado em argamassas de cimento Portland. Este traço corresponde
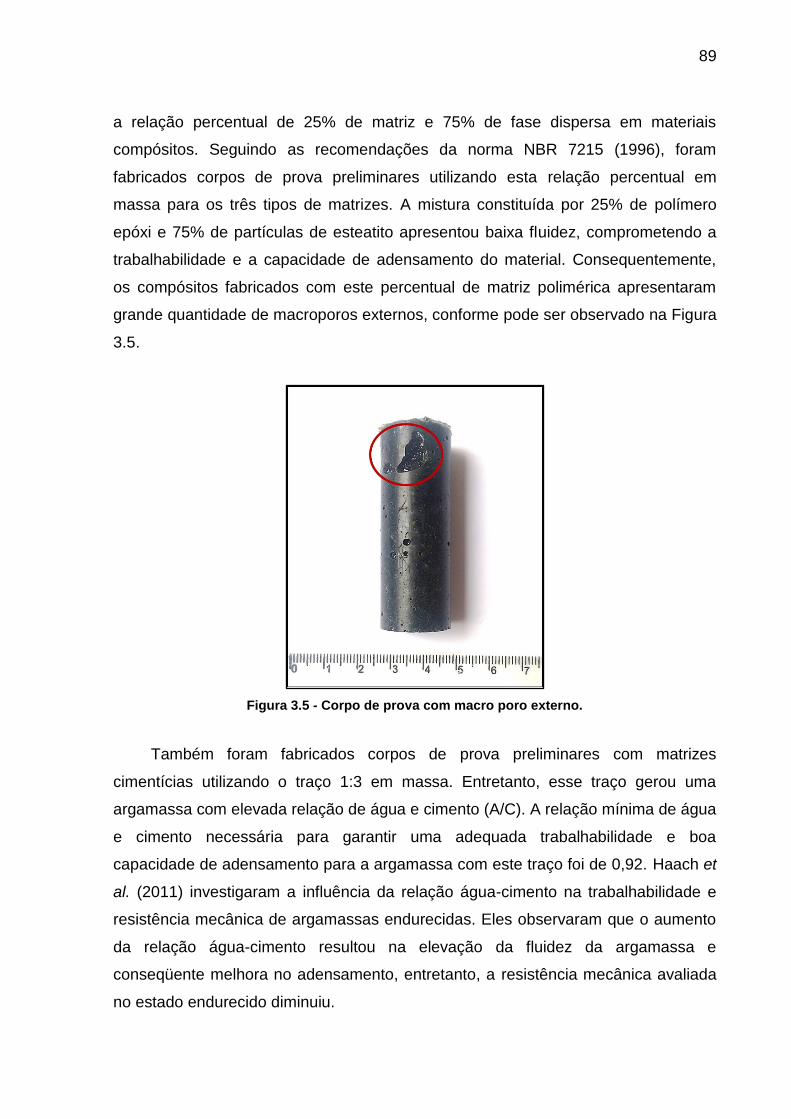
89
a relação percentual de 25% de matriz e 75% de fase dispersa em materiais
compósitos. Seguindo as recomendações da norma NBR 7215 (1996), foram
fabricados corpos de prova preliminares utilizando esta relação percentual em
massa para os três tipos de matrizes. A mistura constituída por 25% de polímero
epóxi e 75% de partículas de esteatito apresentou baixa fluidez, comprometendo a
trabalhabilidade e a capacidade de adensamento do material. Consequentemente,
os compósitos fabricados com este percentual de matriz polimérica apresentaram
grande quantidade de macroporos externos, conforme pode ser observado na Figura
3.5.
Figura 3.5 - Corpo de prova com macro poro externo.
Também foram fabricados corpos de prova preliminares com matrizes
cimentícias utilizando o traço 1:3 em massa. Entretanto, esse traço gerou uma
argamassa com elevada relação de água e cimento (A/C). A relação mínima de água
e cimento necessária para garantir uma adequada trabalhabilidade e boa
capacidade de adensamento para a argamassa com este traço foi de 0,92. Haach et
al. (2011) investigaram a influência da relação água-cimento na trabalhabilidade e
resistência mecânica de argamassas endurecidas. Eles observaram que o aumento
da relação água-cimento resultou na elevação da fluidez da argamassa e
conseqüente melhora no adensamento, entretanto, a resistência mecânica avaliada
no estado endurecido diminuiu.
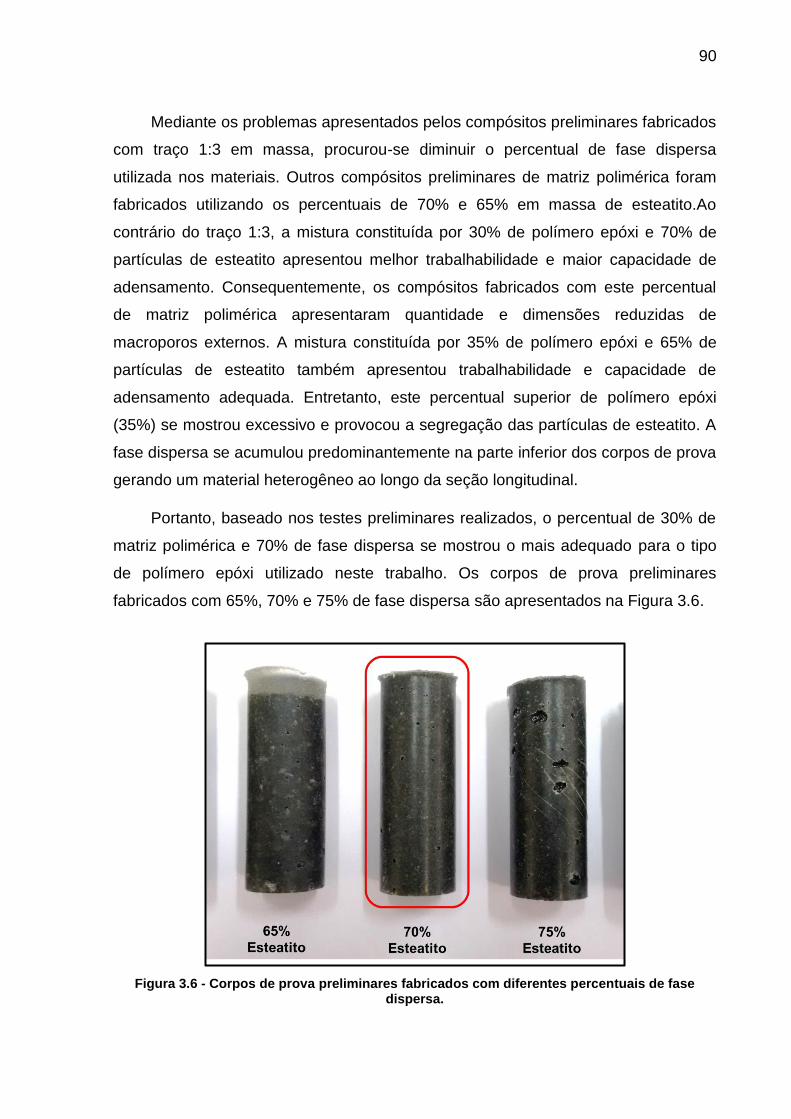
90
Mediante os problemas apresentados pelos compósitos preliminares fabricados
com traço 1:3 em massa, procurou-se diminuir o percentual de fase dispersa
utilizada nos materiais. Outros compósitos preliminares de matriz polimérica foram
fabricados utilizando os percentuais de 70% e 65% em massa de esteatito.Ao
contrário do traço 1:3, a mistura constituída por 30% de polímero epóxi e 70% de
partículas de esteatito apresentou melhor trabalhabilidade e maior capacidade de
adensamento. Consequentemente, os compósitos fabricados com este percentual
de matriz polimérica apresentaram quantidade e dimensões reduzidas de
macroporos externos. A mistura constituída por 35% de polímero epóxi e 65% de
partículas de esteatito também apresentou trabalhabilidade e capacidade de
adensamento adequada. Entretanto, este percentual superior de polímero epóxi
(35%) se mostrou excessivo e provocou a segregação das partículas de esteatito. A
fase dispersa se acumulou predominantemente na parte inferior dos corpos de prova
gerando um material heterogêneo ao longo da seção longitudinal.
Portanto, baseado nos testes preliminares realizados, o percentual de 30% de
matriz polimérica e 70% de fase dispersa se mostrou o mais adequado para o tipo
de polímero epóxi utilizado neste trabalho. Os corpos de prova preliminares
fabricados com 65%, 70% e 75% de fase dispersa são apresentados na Figura 3.6.
Figura 3.6 - Corpos de prova preliminares fabricados com diferentes percentuais de fase dispersa.
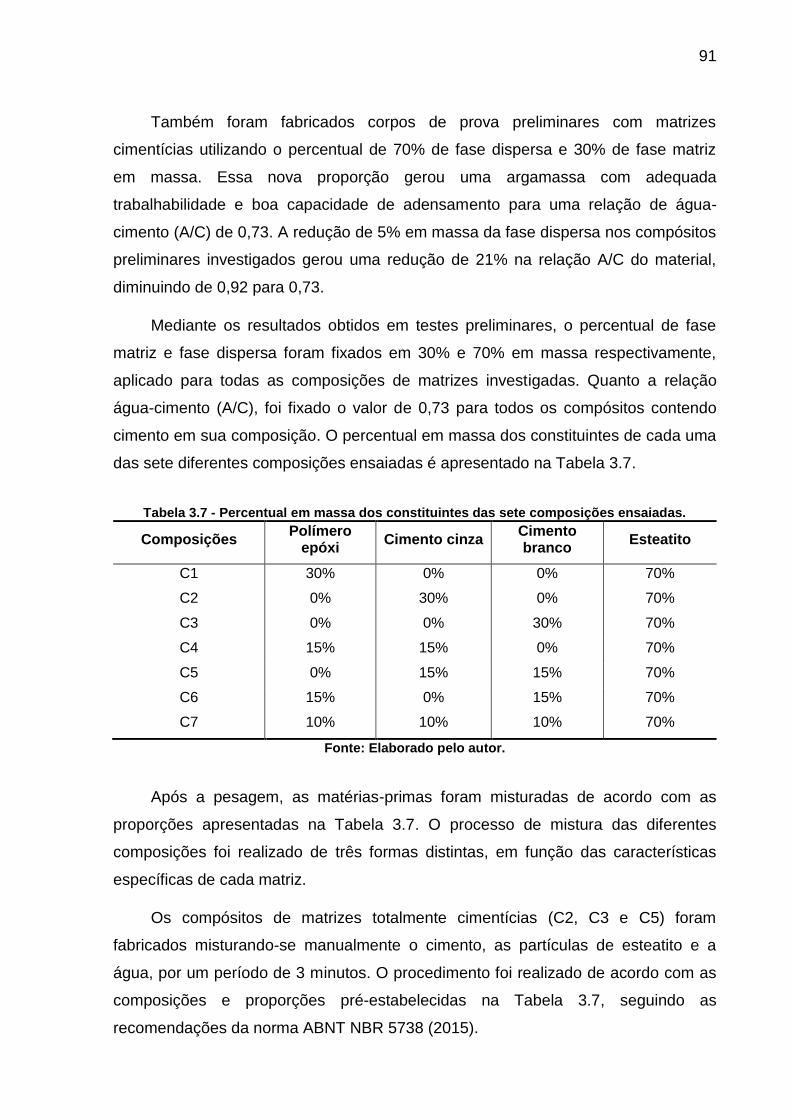
91
Também foram fabricados corpos de prova preliminares com matrizes
cimentícias utilizando o percentual de 70% de fase dispersa e 30% de fase matriz
em massa. Essa nova proporção gerou uma argamassa com adequada
trabalhabilidade e boa capacidade de adensamento para uma relação de água-
cimento (A/C) de 0,73. A redução de 5% em massa da fase dispersa nos compósitos
preliminares investigados gerou uma redução de 21% na relação A/C do material,
diminuindo de 0,92 para 0,73.
Mediante os resultados obtidos em testes preliminares, o percentual de fase
matriz e fase dispersa foram fixados em 30% e 70% em massa respectivamente,
aplicado para todas as composições de matrizes investigadas. Quanto a relação
água-cimento (A/C), foi fixado o valor de 0,73 para todos os compósitos contendo
cimento em sua composição. O percentual em massa dos constituintes de cada uma
das sete diferentes composições ensaiadas é apresentado na Tabela 3.7.
Tabela 3.7 - Percentual em massa dos constituintes das sete composições ensaiadas.
Composições Polímero
epóxi Cimento cinza
Cimento branco
Esteatito
C1 30% 0% 0% 70%
C2 0% 30% 0% 70%
C3 0% 0% 30% 70%
C4 15% 15% 0% 70%
C5 0% 15% 15% 70%
C6 15% 0% 15% 70%
C7 10% 10% 10% 70%
Fonte: Elaborado pelo autor.
Após a pesagem, as matérias-primas foram misturadas de acordo com as
proporções apresentadas na Tabela 3.7. O processo de mistura das diferentes
composições foi realizado de três formas distintas, em função das características
específicas de cada matriz.
Os compósitos de matrizes totalmente cimentícias (C2, C3 e C5) foram
fabricados misturando-se manualmente o cimento, as partículas de esteatito e a
água, por um período de 3 minutos. O procedimento foi realizado de acordo com as
composições e proporções pré-estabelecidas na Tabela 3.7, seguindo as
recomendações da norma ABNT NBR 5738 (2015).
92
Os compósitos de matrizes totalmente poliméricas (C1) foram fabricados
misturando-se manualmente 100 partes em massa de resina e 48 partes em massa
de endurecedor por um período de 3 minutos, conforme recomendações do
fabricante. Após a homogeneização da resina com o endurecedor, a fase polimérica
foi misturada manualmente com as partículas de esteatito por um período de 3
minutos, de acordo a proporção pré-estabelecida na Tabela 3.7.
A preparação dos compósitos de matrizes híbridas, ou seja, matrizes com
cimento e polímero (C4, C6 e C7) ocorreu em três etapas. Na primeira etapa,
misturou-se manualmente o cimento, as partículas de esteatito e a água, por um
período de 3 minutos. Na segunda etapa, misturou-se manualmente 100 partes em
massa de resina e 48 partes em massa de endurecedor por um período de 3
minutos. Na terceira etapa, misturou-se o material da primeira etapa com o material
da segunda etapa por mais 3 minutos. Este procedimento também foi realizado de
acordo com as composições e proporções pré-estabelecidas na Tabela 3.7.
Após o procedimento de mistura, os materiais correspondentes a cada uma
das sete diferentes composições foram vazados em moldes de silicone para
obtenção dos corpos de prova. Os moldes utilizados possuem dez vazios de formato
cilíndrico com as dimensões recomendadas pela norma ASTM D695 (2010) (Figura
3.7). O material referente a cada composição apresentada na Tabela 3.7 foi vazado
no molde de silicone e submetido a vibração em um agitador eletromagnético para
acomodação do material e eliminação de bolhas de ar aprisionadas no interior do
molde.
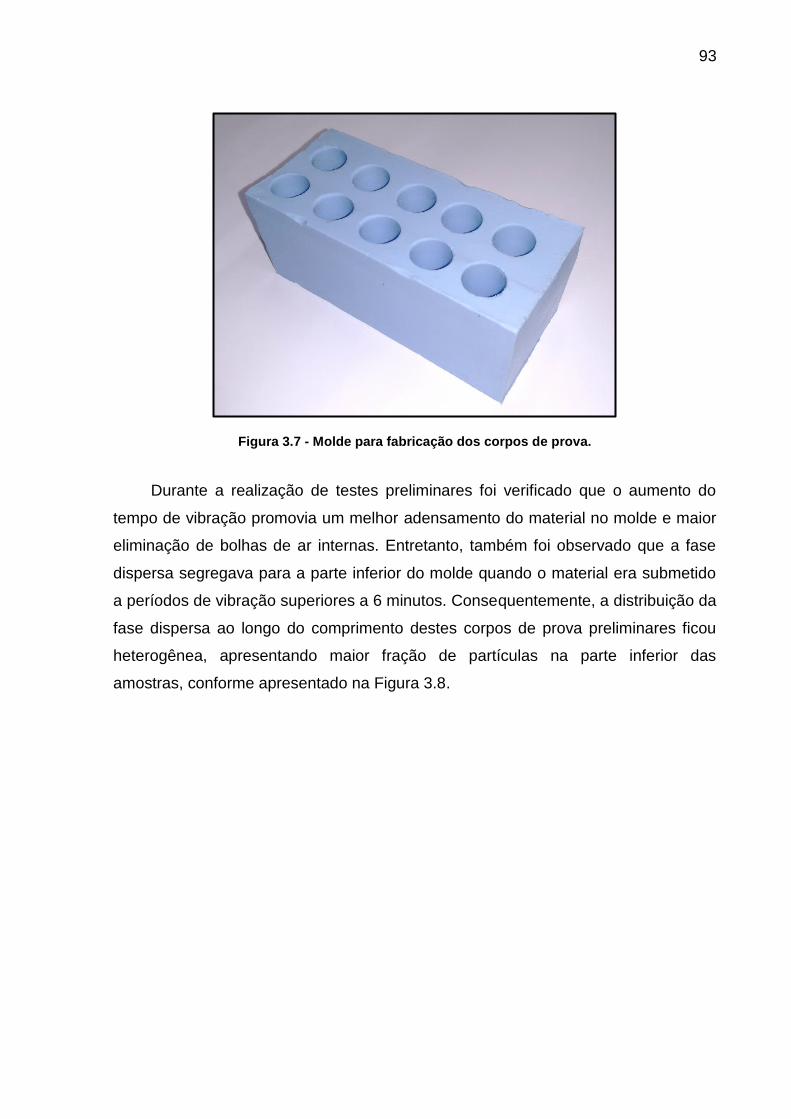
93
Figura 3.7 - Molde para fabricação dos corpos de prova.
Durante a realização de testes preliminares foi verificado que o aumento do
tempo de vibração promovia um melhor adensamento do material no molde e maior
eliminação de bolhas de ar internas. Entretanto, também foi observado que a fase
dispersa segregava para a parte inferior do molde quando o material era submetido
a períodos de vibração superiores a 6 minutos. Consequentemente, a distribuição da
fase dispersa ao longo do comprimento destes corpos de prova preliminares ficou
heterogênea, apresentando maior fração de partículas na parte inferior das
amostras, conforme apresentado na Figura 3.8.
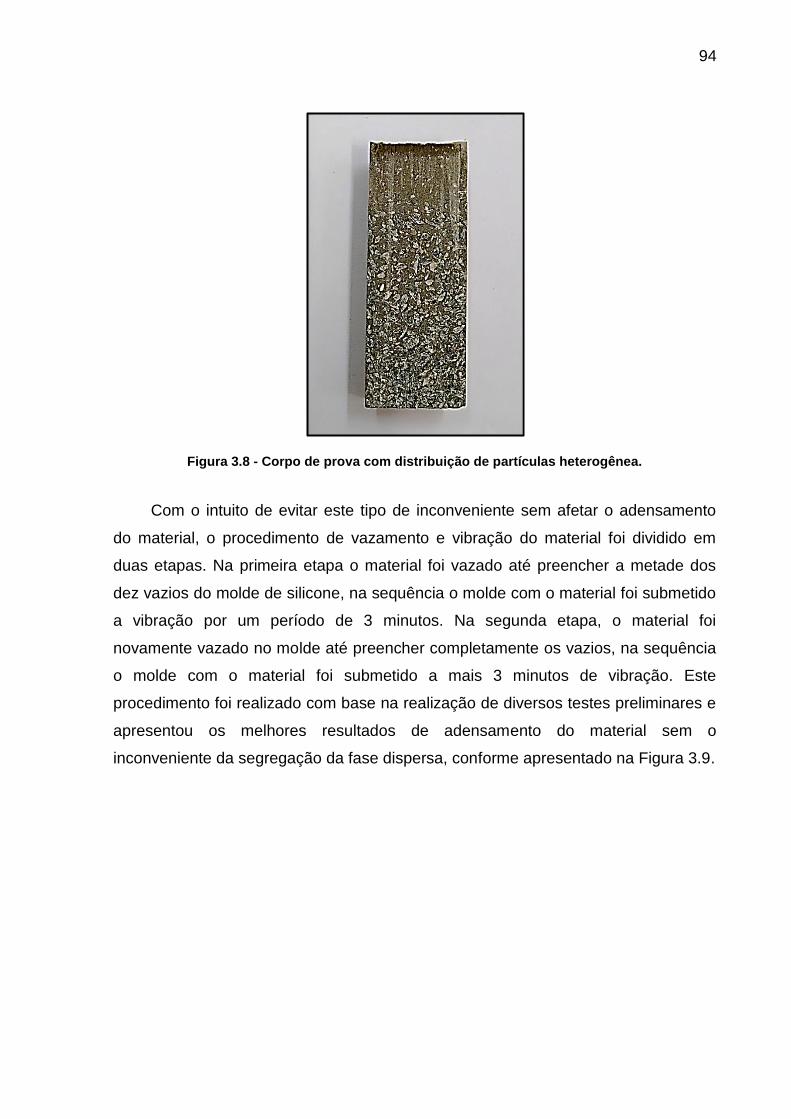
94
Figura 3.8 - Corpo de prova com distribuição de partículas heterogênea.
Com o intuito de evitar este tipo de inconveniente sem afetar o adensamento
do material, o procedimento de vazamento e vibração do material foi dividido em
duas etapas. Na primeira etapa o material foi vazado até preencher a metade dos
dez vazios do molde de silicone, na sequência o molde com o material foi submetido
a vibração por um período de 3 minutos. Na segunda etapa, o material foi
novamente vazado no molde até preencher completamente os vazios, na sequência
o molde com o material foi submetido a mais 3 minutos de vibração. Este
procedimento foi realizado com base na realização de diversos testes preliminares e
apresentou os melhores resultados de adensamento do material sem o
inconveniente da segregação da fase dispersa, conforme apresentado na Figura 3.9.
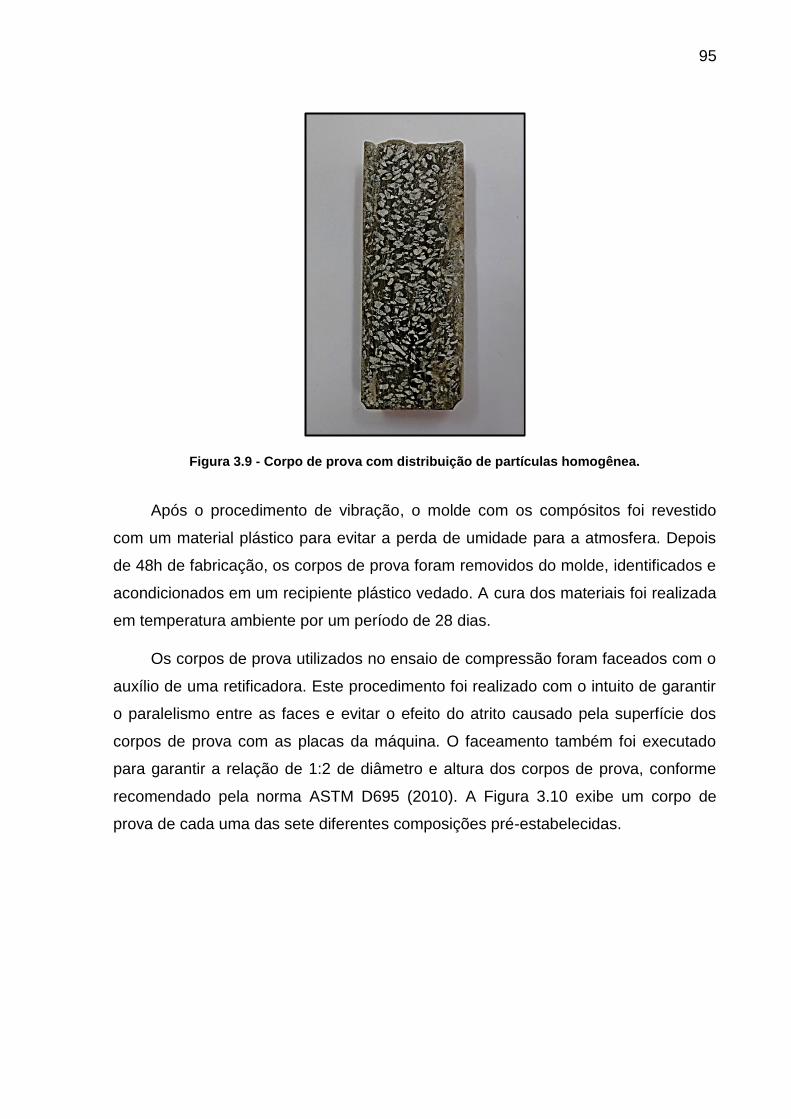
95
Figura 3.9 - Corpo de prova com distribuição de partículas homogênea.
Após o procedimento de vibração, o molde com os compósitos foi revestido
com um material plástico para evitar a perda de umidade para a atmosfera. Depois
de 48h de fabricação, os corpos de prova foram removidos do molde, identificados e
acondicionados em um recipiente plástico vedado. A cura dos materiais foi realizada
em temperatura ambiente por um período de 28 dias.
Os corpos de prova utilizados no ensaio de compressão foram faceados com o
auxílio de uma retificadora. Este procedimento foi realizado com o intuito de garantir
o paralelismo entre as faces e evitar o efeito do atrito causado pela superfície dos
corpos de prova com as placas da máquina. O faceamento também foi executado
para garantir a relação de 1:2 de diâmetro e altura dos corpos de prova, conforme
recomendado pela norma ASTM D695 (2010). A Figura 3.10 exibe um corpo de
prova de cada uma das sete diferentes composições pré-estabelecidas.
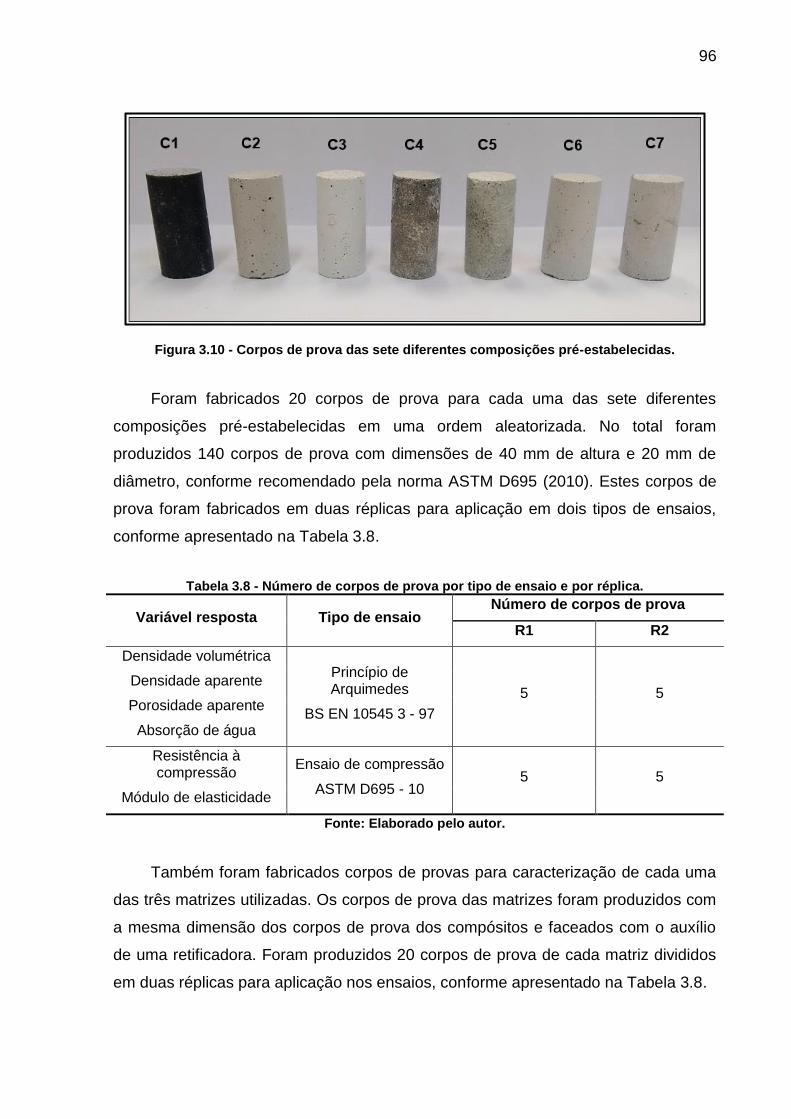
96
Figura 3.10 - Corpos de prova das sete diferentes composições pré-estabelecidas.
Foram fabricados 20 corpos de prova para cada uma das sete diferentes
composições pré-estabelecidas em uma ordem aleatorizada. No total foram
produzidos 140 corpos de prova com dimensões de 40 mm de altura e 20 mm de
diâmetro, conforme recomendado pela norma ASTM D695 (2010). Estes corpos de
prova foram fabricados em duas réplicas para aplicação em dois tipos de ensaios,
conforme apresentado na Tabela 3.8.
Tabela 3.8 - Número de corpos de prova por tipo de ensaio e por réplica.
Variável resposta Tipo de ensaio Número de corpos de prova
R1 R2
Densidade volumétrica Princípio de Arquimedes
BS EN 10545 3 - 97
5 5 Densidade aparente
Porosidade aparente
Absorção de água
Resistência à compressão
Ensaio de compressão
ASTM D695 - 10 5 5
Módulo de elasticidade
Fonte: Elaborado pelo autor.
Também foram fabricados corpos de provas para caracterização de cada uma
das três matrizes utilizadas. Os corpos de prova das matrizes foram produzidos com
a mesma dimensão dos corpos de prova dos compósitos e faceados com o auxílio
de uma retificadora. Foram produzidos 20 corpos de prova de cada matriz divididos
em duas réplicas para aplicação nos ensaios, conforme apresentado na Tabela 3.8.
97
Os corpos de prova de matrizes cimentícias foram fabricados através da
mistura do cimento Portland com água por um período de 3 minutos, utilizando uma
relação A/C de 0,35. O processo de vazamento do material, vibração, desmoldagem,
faceamento e cura dos corpos de prova foi realizado de forma idêntica ao
procedimento usado para os compósitos. Os corpos de prova para caracterização
das matrizes de cimento Portland cinza e cimento Portland branco são exibidos nas
Figuras 3.11 e 3.12 respectivamente.
Figura 3.11 - Corpos de prova para caracterização da matriz de cimento Portland cinza.
Figura 3.12 - Corpos de prova para caracterização da matriz de cimento Portland branco.
Os corpos de prova de matriz polimérica foram fabricados através da mistura
manual de 100 partes em massa de resina e 48 partes em massa de endurecedor
por um período de 3 minutos, conforme recomendações do fabricante. Em virtude da
baixa viscosidade e elevada fluidez da mistura resina e endurecedor o material não
precisou ser submetido a vibração para eliminação de bolhas internas. Contudo, o
processo de vazamento do material, desmoldagem, faceamento e cura dos corpos
98
de prova foi realizado de forma idêntica ao procedimento usado para os compósitos.
Os corpos de prova para caracterização da matriz polimérica são exibidos na Figura
3.13.
Figura 3.13 - Corpos de prova para caracterização da matriz polimérica.
Como frisado anteriormente, este trabalho tem o objetivo de produzir um
material aplicável em restaurações com características físicas semelhantes a pedra
natural e propriedades mecânicas iguais ou superiores àquelas apresentadas pelo
esteatito. Portanto, as propriedades exibidas por amostras da rocha foram utilizadas
como referência para os compósitos produzidos. Com o intuito de extrair as
propriedades da rocha foram fabricados 20 corpos de prova de esteatito, divididos
em duas réplicas e utilizados para a caracterização da pedra sabão através dos
ensaios apresentados na Tabela 3.8. Os corpos de prova de pedra-sabão foram
fabricados através de um processo de torneamento e fornecidos pela empresa Artes
Mineira Ltda., localizada na cidade de Congonhas-MG. Esta empresa também foi a
responsável pelo fornecimento dos resíduos de esteatito utilizados nos compósitos.
Os corpos de prova foram fabricados com a mesma dimensão dos corpos de prova
dos compósitos e faceados com o auxílio de uma retificadora. Os corpos de prova
para caracterização da rocha são exibidos na Figura 3.14.
99
Figura 3.14 - Corpos de prova para caracterização da pedra-sabão.
3.4 VARIÁVEIS REPOSTA
As variáveis respostas dos compósitos investigadas neste trabalho foram:
densidade volumétrica, densidade aparente, porosidade aparente, absorção de
água, resistência à compressão e módulo de elasticidade. Estas variáveis respostas
foram obtidas através de ensaios destrutivos e ensaios não destrutivos.
A densidade volumétrica, densidade aparente, porosidade aparente e absorção
de água dos compósitos foram determinadas através de ensaios não destrutivos.
Para obtenção destas propriedades foi utilizado o princípio de Arquimedes, seguindo
recomendações da norma BS EN 10545-3 (1997). Estas variáveis respostas foram
determinadas utilizando os mesmos corpos de prova. Para determinação destas
propriedades foram fabricados cinco corpos de prova com 20mm de diâmetro e
40mm altura para cada réplica e para cada composição.
A resistência à compressão e o módulo de elasticidade foram determinados
através do ensaio destrutivo de compressão, seguindo recomendações da norma
ASTM D695 (2010). Estas duas variáveis respostas foram obtidas utilizando os
mesmos corpos de prova. Para determinação destas propriedades também foram
fabricados cinco corpos de prova com 20mm de diâmetro e 40mm altura para cada
réplica e para cada composição.
A metodologia utilizada para determinação de cada umas das variáveis
respostas investigadas é apresentada nas seções 3.4.1 a 3.4.6.
100
3.4.1 Densidade volumétrica
A densidade volumétrica de um corpo é definida como a razão entre a massa
seca e o volume externo do corpo de prova, conforme apresentado na Equação
(3.5).
𝜌𝑉 =𝑚1
𝑉 (3.5)
Onde:
ρv é a densidade volumétrica (g/cm3);
m1 é a massa do corpo de prova seco (g);
V é o volume do corpo de prova (cm3).
Os equipamentos utilizados para determinação da densidade volumétrica
foram: uma balança de precisão para medição da massa, um paquímetro digital para
medição das dimensões dos corpos de prova e uma estufa para a secagem das
amostras.
Os corpos de prova foram secos em estufa por um período de 24horas a uma
temperatura de 110°C, conforme recomendado pela norma BS EN ISO 10545-3
(1997). Posteriormente, foram pesados em uma balança com precisão de 0,01g e
medidos com um paquímetro digital com precisão de 0,01mm. O volume dos corpos
de prova cilíndricos foi determinado pela Equação (3.6):
𝑉 = 𝜋 × 𝑅2 × ℎ (3.6)
Onde:
V é o volume do corpo de prova (cm³);
R é o raio do corpo de prova (cm);
h é a altura do corpo de prova (cm).
3.4.2 Densidade aparente
Os corpos de prova cilíndricos utilizados para determinação da densidade
volumétrica também foram usados para obtenção da densidade aparente,
101
porosidade aparente e a absorção de água dos compósitos investigados neste
trabalho. Estas propriedades foram obtidas através do princípio de Arquimedes,
conforme recomendações da norma BS EN ISO 10545-3 (1997).
Seguindo as orientações da norma, os corpos de prova foram secos em estufa
por um período de 24 horas a uma temperatura de 110°C. Além da massa seca dos
corpos de prova, também foi necessária a determinação da massa saturada com
água e massa saturada submersa para o cálculo da densidade aparente, porosidade
aparente e absorção de água dos compósitos. O processo de saturação consiste em
preencher os poros abertos do material com água. Este processo é realizado através
da submersão dos corpos de prova em uma câmera com água e remoção do ar
presente no interior da câmera utilizando uma bomba de vácuo. Dessa forma, o
volume dos poros abertos do material que era ocupado por ar passa a ser
preenchido com água.
A Figura 3.15 exibe a bomba de vácuo e a câmara de vácuo utilizadas para
manter os corpos-de-prova sob uma pressão constante de 10KPa durante um
período de 30 minutos, conforme recomendado pela norma BS EN ISO 10545-3
(1997).
Figura 3.15 - Bomba de vácuo e câmara de pressão utilizadas para obtenção da densidade aparente, porosidade aparente e absorção de água dos compósitos.
Após a obtenção da massa seca, da massa saturada com água e da massa
saturada submersa, a densidade aparente dos corpos de prova foi determinada de
acordo com a Equação 3.7.
102
𝜌𝑎 =𝑚1
𝑚1 − 𝑚3 (3.7)
Onde:
ρa é a densidade aparente (g/cm3);
m1 é a massa do corpo de prova seco (g);
m3 é a massa do corpo de prova saturado e totalmente submerso na água (g).
No cálculo da densidade aparente é desconsiderado o volume dos poros
abertos presentes nos corpos de prova. Portanto, o volume é menor que aquele
determinado pela medição das dimensões do corpo de prova no cálculo da
densidade volumétrica. Consequentemente, a densidade aparente de um material é
maior que à densidade volumétrica do mesmo.
3.4.3 Porosidade aparente
A porosidade aparente é definida como a relação entre o volume de poros
abertos e o volume externo dos corpos de prova. A porosidade aparente também foi
determinada através do princípio de Arquimedes, seguindo recomendações da
norma BS EN ISO 10545-3 (1997), de acordo com a Equação 3.8.
𝑃𝑎 =𝑚2 − 𝑚1
𝑚2 − 𝑚3 × 100 (3.8)
Onde:
Pa é a porosidade aparente (%);
m1 é a massa do corpo de prova seco (g);
m2 é a massa do corpo de prova saturado com água (g);
m3 é a massa do corpo de prova saturado e totalmente submerso na água (g).
3.4.4 Absorção de água
A absorção de água de um material é dada pelo percentual de água absorvida
por um corpo de prova após a imersão em água sobre pressão negativa constante.
A absorção de água também foi determinada através do princípio de Arquimedes,

103
seguindo recomendações da norma BS EN ISO 10545-3 (1997), de acordo com a
Equação 3.9.
𝐴𝑏 =𝑚2 − 𝑚1
𝑚1 × 100 (3.9)
Onde:
Ab é a absorção de água (%);
m1 é a massa do corpo de prova seco (g);
m2 é a massa do corpo de prova saturado com água (g).
3.4.5 Resistência à compressão
A resistência mecânica dos compósitos foi determinada através de ensaios de
compressão mecânica seguindo recomendações da norma ASTM D695 (2010). Os
corpos de prova foram previamente faceados para garantir o paralelismo entre as
faces e evitar o efeito do atrito causado pela superfície das amostras com as placas
da máquina. Os ensaios foram realizados em uma máquina de ensaios universal
Shimadzu AG-X Plus (Figura 3.16), de capacidade de carga de 100KN e utilizando
uma velocidade de 1mm/min.
Figura 3.16 - Ensaio de compressão realizado em uma máquina de ensaios universal Shimadzu AG-X Plus.
104
A resistência à compressão dos corpos de prova foi determinada através da
divisão da força máxima de carregamento obtida no ensaio pela área da seção
transversal inicial das amostras, conforme apresentado na Equação 3.10.
𝜎𝐶 =𝑃
𝐴0 (3.10)
Onde:
σc é a resistência a compressão (MPa);
P é a força máxima de carregamento (N);
A0 é a área da seção transversal inicial das amostras (mm²).
3.4.6 Módulo de elasticidade
O módulo de elasticidade ou módulo de Young (E) é um parâmetro que
proporciona uma medida da rigidez do material sólido. Ele é determinado pela razão
entre a tensão aplicada e a deformação resultante. O módulo de elasticidade é
determinado através do gráfico tensão-deformação do material. Este gráfico é obtido
no ensaio mecânico de compressão e o módulo de elasticidade é calculado por meio
da inclinação da secante da curva obtida no regime elástico (Equação 3.11).
𝐸 =∆𝜎
∆휀 (3.11)
Onde:
E é o módulo de elasticidade (GPa);
Δσ é variação da tensão (MPa);
Δɛ é a variação da deformação (adimensional).
3.5 ANÁLISE ESTATÍSTICA
Os softwares Excel 2010 e Minitab 17 foram utilizados para efetuar a análise
estatística dos resultados obtidos para os compósitos em estudo. As médias, os
desvios padrão e os coeficientes de variação de cada uma das composições e cada
uma das réplicas foram calculados com o auxílio do Excel 2010. O módulo Mixture
105
do software Minitab 17 foi utilizado para ajustar modelos polinomiais aos dados
experimentais e verificar a adequação e a capacidade preditiva dos modelos
escolhidos através dos coeficientes de determinação R² e R² ajustado.
O software Minitab 17 também foi utilizado para gerar os gráficos de superfície
para cada variável resposta de interesse investigada, assim como os gráficos de
resíduos para validar a metodologia.
106
4 RESULTADOS
4.1 CARACTERÍSTICAS E PROPRIEDADES DAS FASES DOS COMPÓSITOS
4.1.1 Fase dispersa: partículas de esteatito
Uma análise química das partículas de esteatito foi obtida pelo método de
espectrometria de fluorescência de raios X, conforme apresentado pela Tabela 4.1.
Tabela 4.1 - Análise química do esteatito.
Componente químico Percentual (%)
SiO2 44,78
Al2O3 3,65
Fe2O3 8,34
TiO2 <0,001
CaO 2,99
MgO 29,24
NaO2 <0,001
KO2 <0,001
MnO 0,15
P2O5 0,01
Perda ao fogo 10,36
Fonte: Elaborado pelo autor.
Através da análise química foi identificado um alto teor de óxido de silício
(44,78%) e de óxido de magnésio (29,24%) na amostra de esteatito. Estes
compostos são característicos do mineral talco, principal constituinte do esteatito,
conforme descrito por Pinheiro (1973).
4.1.1.1 Distribuição granulométrica das partículas de esteatito
Os resultados da composição granulométrica das partículas de esteatito são
apresentados na Tabela 4.2.
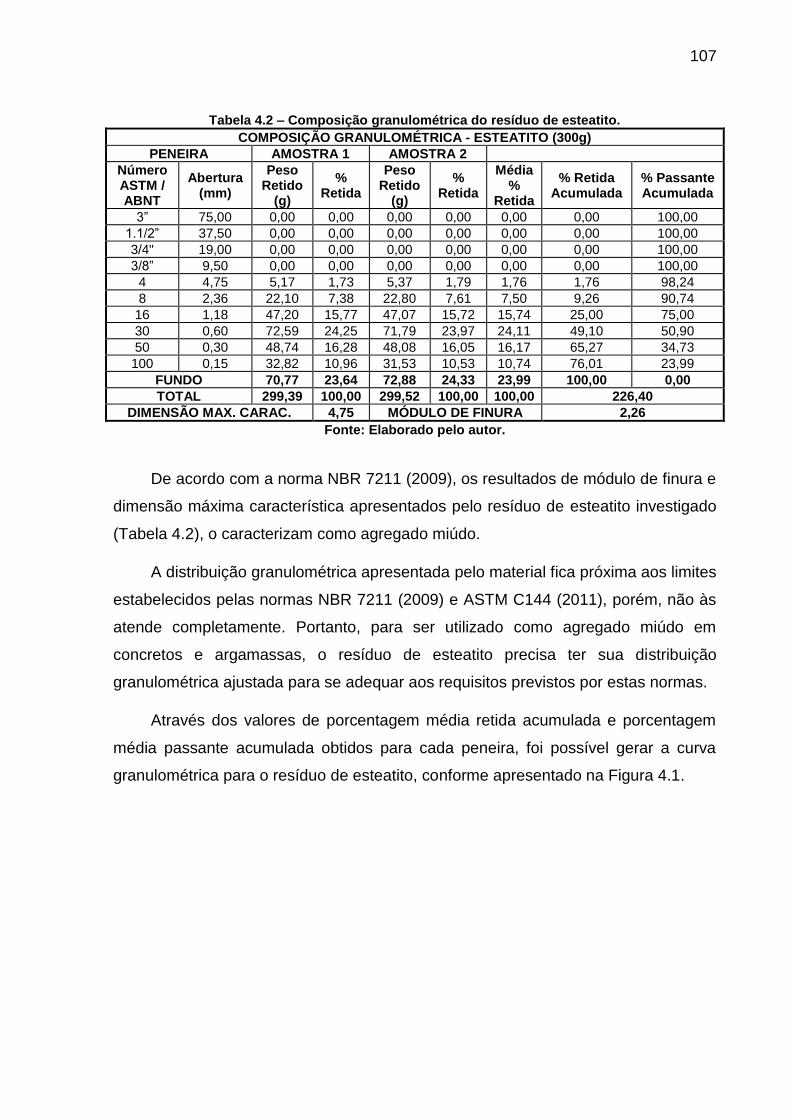
107
Tabela 4.2 – Composição granulométrica do resíduo de esteatito.
COMPOSIÇÃO GRANULOMÉTRICA - ESTEATITO (300g)
PENEIRA AMOSTRA 1 AMOSTRA 2
Número ASTM / ABNT
Abertura (mm)
Peso Retido
(g)
% Retida
Peso Retido
(g)
% Retida
Média %
Retida
% Retida Acumulada
% Passante Acumulada
3” 75,00 0,00 0,00 0,00 0,00 0,00 0,00 100,00
1.1/2” 37,50 0,00 0,00 0,00 0,00 0,00 0,00 100,00
3/4" 19,00 0,00 0,00 0,00 0,00 0,00 0,00 100,00
3/8” 9,50 0,00 0,00 0,00 0,00 0,00 0,00 100,00
4 4,75 5,17 1,73 5,37 1,79 1,76 1,76 98,24
8 2,36 22,10 7,38 22,80 7,61 7,50 9,26 90,74
16 1,18 47,20 15,77 47,07 15,72 15,74 25,00 75,00
30 0,60 72,59 24,25 71,79 23,97 24,11 49,10 50,90
50 0,30 48,74 16,28 48,08 16,05 16,17 65,27 34,73
100 0,15 32,82 10,96 31,53 10,53 10,74 76,01 23,99
FUNDO 70,77 23,64 72,88 24,33 23,99 100,00 0,00
TOTAL 299,39 100,00 299,52 100,00 100,00 226,40
DIMENSÃO MAX. CARAC. 4,75 MÓDULO DE FINURA 2,26
Fonte: Elaborado pelo autor.
De acordo com a norma NBR 7211 (2009), os resultados de módulo de finura e
dimensão máxima característica apresentados pelo resíduo de esteatito investigado
(Tabela 4.2), o caracterizam como agregado miúdo.
A distribuição granulométrica apresentada pelo material fica próxima aos limites
estabelecidos pelas normas NBR 7211 (2009) e ASTM C144 (2011), porém, não às
atende completamente. Portanto, para ser utilizado como agregado miúdo em
concretos e argamassas, o resíduo de esteatito precisa ter sua distribuição
granulométrica ajustada para se adequar aos requisitos previstos por estas normas.
Através dos valores de porcentagem média retida acumulada e porcentagem
média passante acumulada obtidos para cada peneira, foi possível gerar a curva
granulométrica para o resíduo de esteatito, conforme apresentado na Figura 4.1.
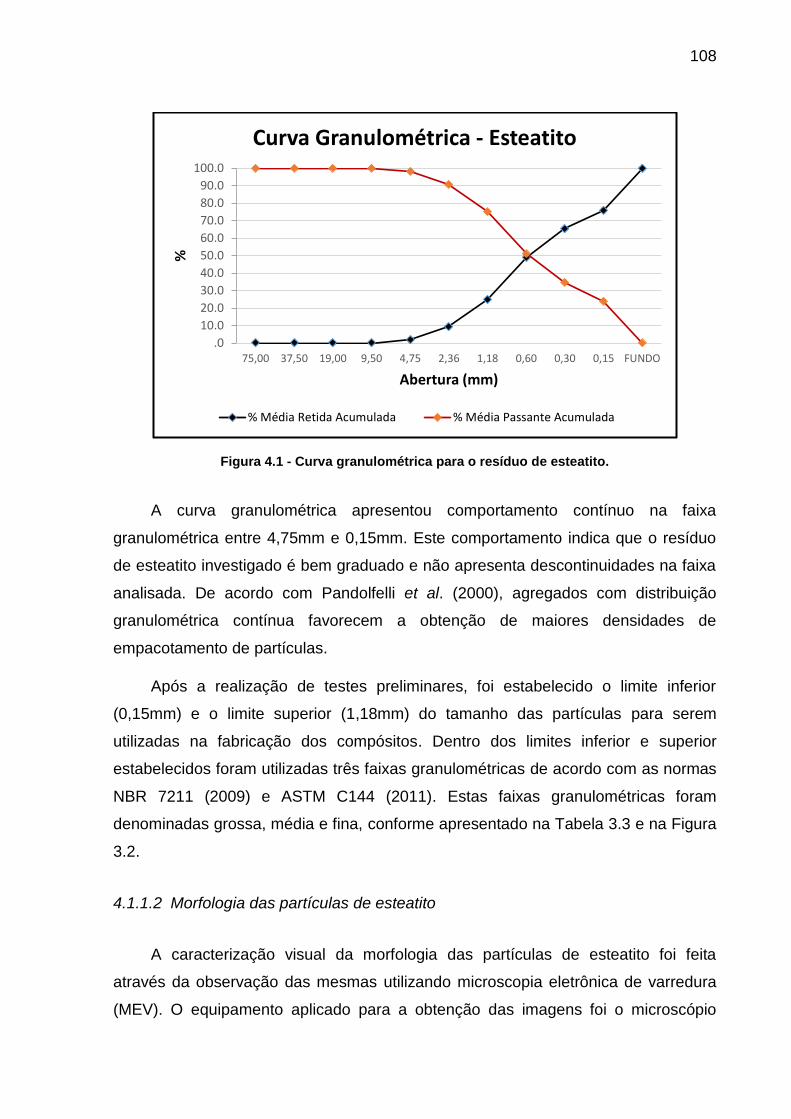
108
Figura 4.1 - Curva granulométrica para o resíduo de esteatito.
A curva granulométrica apresentou comportamento contínuo na faixa
granulométrica entre 4,75mm e 0,15mm. Este comportamento indica que o resíduo
de esteatito investigado é bem graduado e não apresenta descontinuidades na faixa
analisada. De acordo com Pandolfelli et al. (2000), agregados com distribuição
granulométrica contínua favorecem a obtenção de maiores densidades de
empacotamento de partículas.
Após a realização de testes preliminares, foi estabelecido o limite inferior
(0,15mm) e o limite superior (1,18mm) do tamanho das partículas para serem
utilizadas na fabricação dos compósitos. Dentro dos limites inferior e superior
estabelecidos foram utilizadas três faixas granulométricas de acordo com as normas
NBR 7211 (2009) e ASTM C144 (2011). Estas faixas granulométricas foram
denominadas grossa, média e fina, conforme apresentado na Tabela 3.3 e na Figura
3.2.
4.1.1.2 Morfologia das partículas de esteatito
A caracterização visual da morfologia das partículas de esteatito foi feita
através da observação das mesmas utilizando microscopia eletrônica de varredura
(MEV). O equipamento aplicado para a obtenção das imagens foi o microscópio
.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
100.0
75,00 37,50 19,00 9,50 4,75 2,36 1,18 0,60 0,30 0,15 FUNDO
%
Abertura (mm)
Curva Granulométrica - Esteatito
% Média Retida Acumulada % Média Passante Acumulada
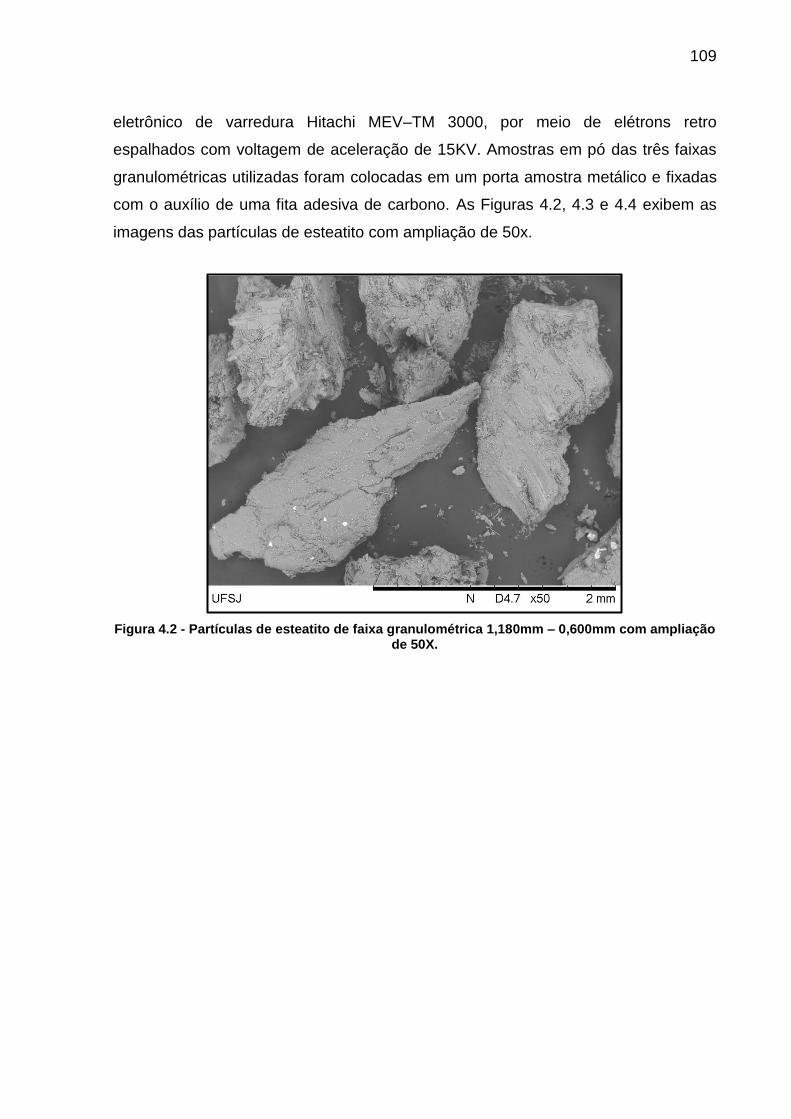
109
eletrônico de varredura Hitachi MEV–TM 3000, por meio de elétrons retro
espalhados com voltagem de aceleração de 15KV. Amostras em pó das três faixas
granulométricas utilizadas foram colocadas em um porta amostra metálico e fixadas
com o auxílio de uma fita adesiva de carbono. As Figuras 4.2, 4.3 e 4.4 exibem as
imagens das partículas de esteatito com ampliação de 50x.
Figura 4.2 - Partículas de esteatito de faixa granulométrica 1,180mm – 0,600mm com ampliação de 50X.
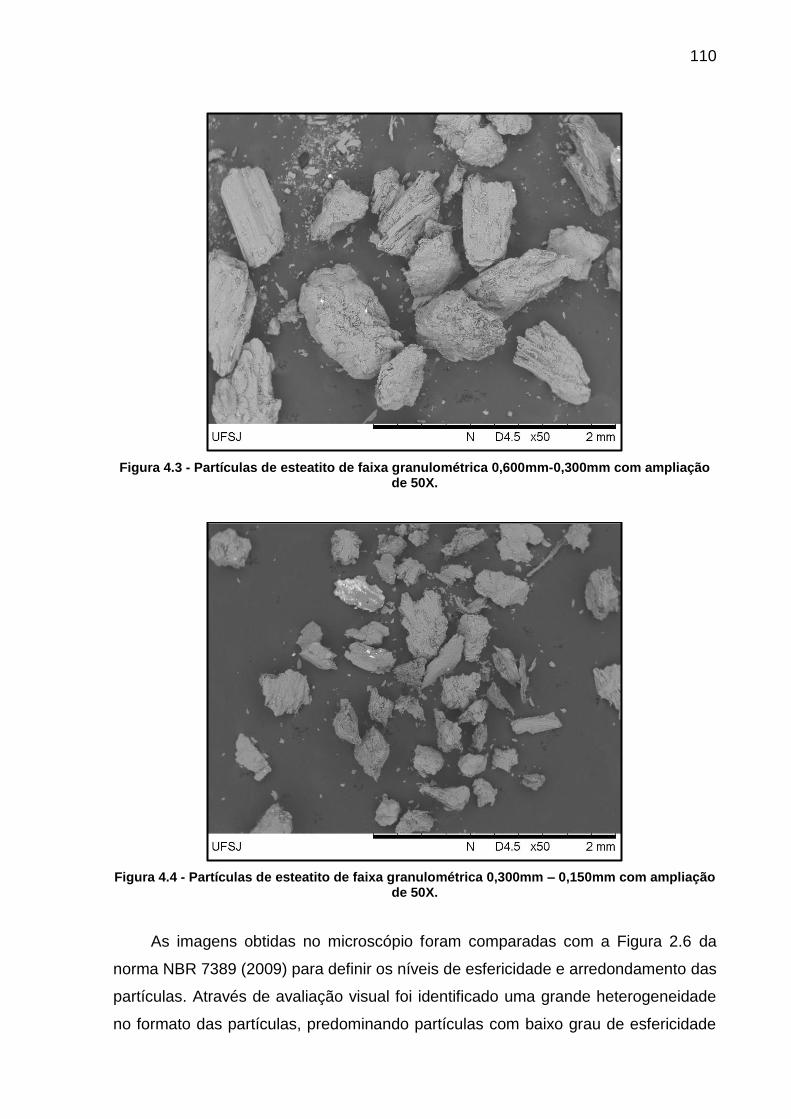
110
Figura 4.3 - Partículas de esteatito de faixa granulométrica 0,600mm-0,300mm com ampliação de 50X.
Figura 4.4 - Partículas de esteatito de faixa granulométrica 0,300mm – 0,150mm com ampliação de 50X.
As imagens obtidas no microscópio foram comparadas com a Figura 2.6 da
norma NBR 7389 (2009) para definir os níveis de esfericidade e arredondamento das
partículas. Através de avaliação visual foi identificado uma grande heterogeneidade
no formato das partículas, predominando partículas com baixo grau de esfericidade
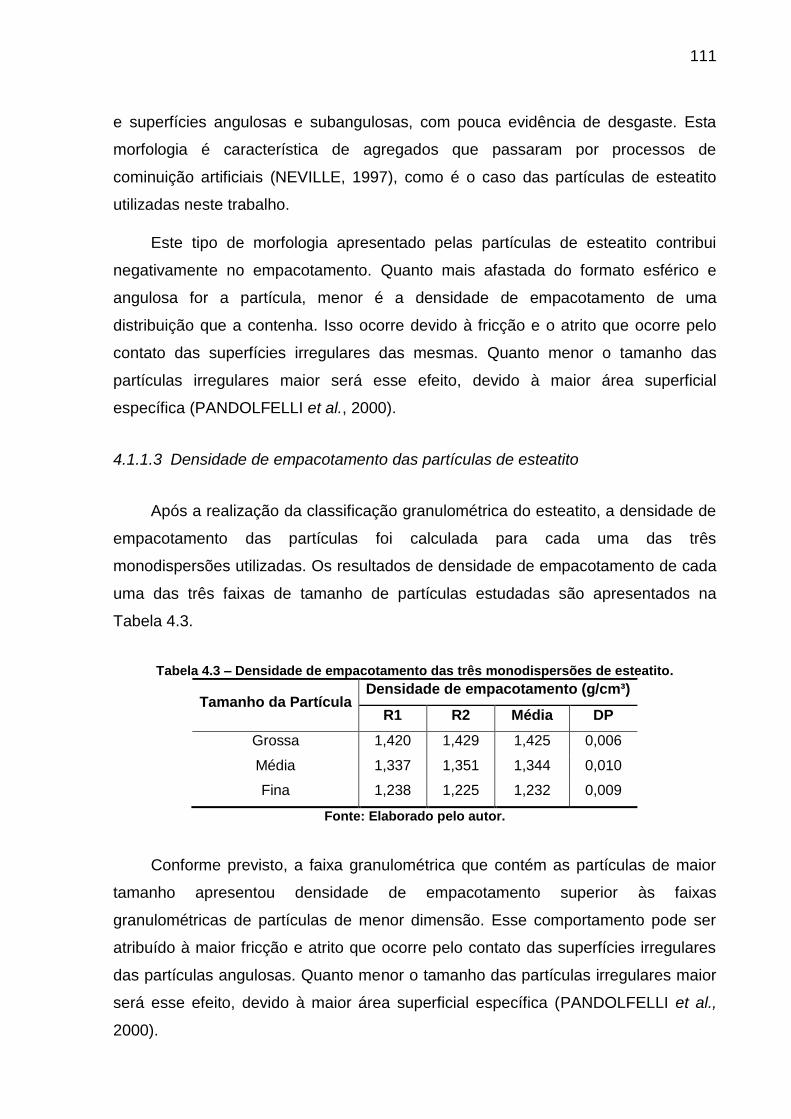
111
e superfícies angulosas e subangulosas, com pouca evidência de desgaste. Esta
morfologia é característica de agregados que passaram por processos de
cominuição artificiais (NEVILLE, 1997), como é o caso das partículas de esteatito
utilizadas neste trabalho.
Este tipo de morfologia apresentado pelas partículas de esteatito contribui
negativamente no empacotamento. Quanto mais afastada do formato esférico e
angulosa for a partícula, menor é a densidade de empacotamento de uma
distribuição que a contenha. Isso ocorre devido à fricção e o atrito que ocorre pelo
contato das superfícies irregulares das mesmas. Quanto menor o tamanho das
partículas irregulares maior será esse efeito, devido à maior área superficial
específica (PANDOLFELLI et al., 2000).
4.1.1.3 Densidade de empacotamento das partículas de esteatito
Após a realização da classificação granulométrica do esteatito, a densidade de
empacotamento das partículas foi calculada para cada uma das três
monodispersões utilizadas. Os resultados de densidade de empacotamento de cada
uma das três faixas de tamanho de partículas estudadas são apresentados na
Tabela 4.3.
Tabela 4.3 – Densidade de empacotamento das três monodispersões de esteatito.
Tamanho da Partícula Densidade de empacotamento (g/cm³)
R1 R2 Média DP
Grossa 1,420 1,429 1,425 0,006
Média 1,337 1,351 1,344 0,010
Fina 1,238 1,225 1,232 0,009
Fonte: Elaborado pelo autor.
Conforme previsto, a faixa granulométrica que contém as partículas de maior
tamanho apresentou densidade de empacotamento superior às faixas
granulométricas de partículas de menor dimensão. Esse comportamento pode ser
atribuído à maior fricção e atrito que ocorre pelo contato das superfícies irregulares
das partículas angulosas. Quanto menor o tamanho das partículas irregulares maior
será esse efeito, devido à maior área superficial específica (PANDOLFELLI et al.,
2000).
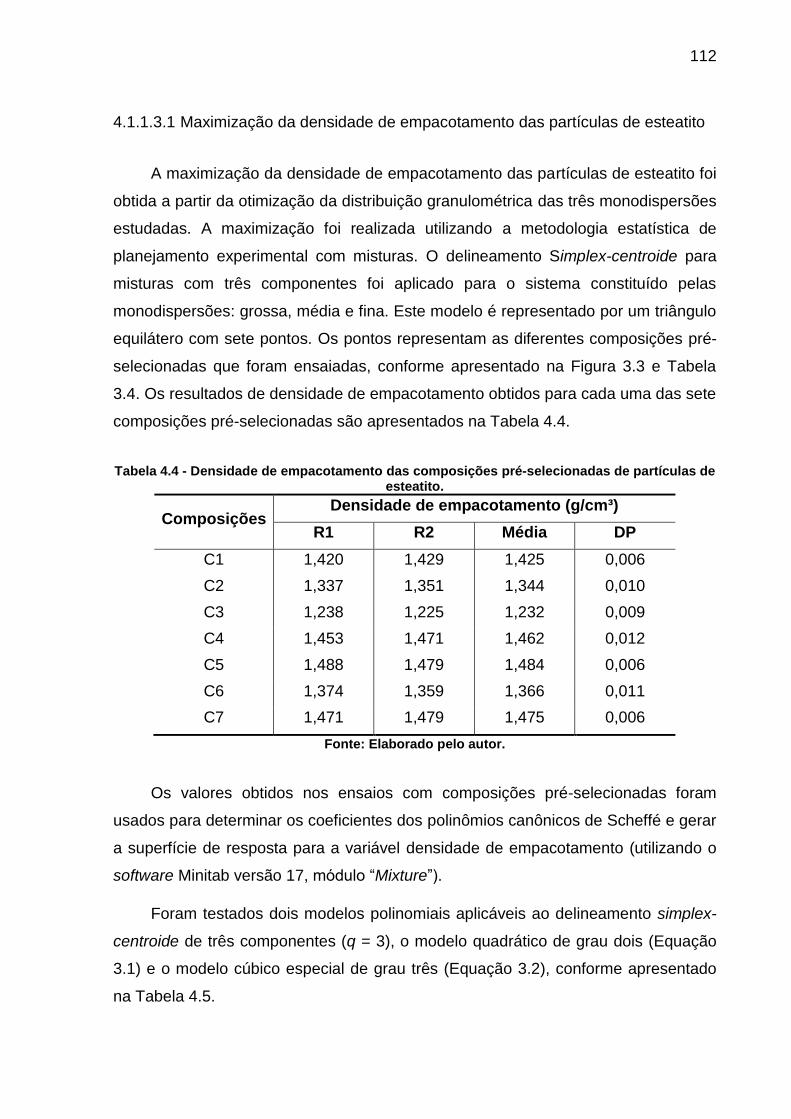
112
4.1.1.3.1 Maximização da densidade de empacotamento das partículas de esteatito
A maximização da densidade de empacotamento das partículas de esteatito foi
obtida a partir da otimização da distribuição granulométrica das três monodispersões
estudadas. A maximização foi realizada utilizando a metodologia estatística de
planejamento experimental com misturas. O delineamento Simplex-centroide para
misturas com três componentes foi aplicado para o sistema constituído pelas
monodispersões: grossa, média e fina. Este modelo é representado por um triângulo
equilátero com sete pontos. Os pontos representam as diferentes composições pré-
selecionadas que foram ensaiadas, conforme apresentado na Figura 3.3 e Tabela
3.4. Os resultados de densidade de empacotamento obtidos para cada uma das sete
composições pré-selecionadas são apresentados na Tabela 4.4.
Tabela 4.4 - Densidade de empacotamento das composições pré-selecionadas de partículas de esteatito.
Composições Densidade de empacotamento (g/cm³)
R1 R2 Média DP
C1 1,420 1,429 1,425 0,006
C2 1,337 1,351 1,344 0,010
C3 1,238 1,225 1,232 0,009
C4 1,453 1,471 1,462 0,012
C5 1,488 1,479 1,484 0,006
C6 1,374 1,359 1,366 0,011
C7 1,471 1,479 1,475 0,006
Fonte: Elaborado pelo autor.
Os valores obtidos nos ensaios com composições pré-selecionadas foram
usados para determinar os coeficientes dos polinômios canônicos de Scheffé e gerar
a superfície de resposta para a variável densidade de empacotamento (utilizando o
software Minitab versão 17, módulo “Mixture”).
Foram testados dois modelos polinomiais aplicáveis ao delineamento simplex-
centroide de três componentes (q = 3), o modelo quadrático de grau dois (Equação
3.1) e o modelo cúbico especial de grau três (Equação 3.2), conforme apresentado
na Tabela 4.5.
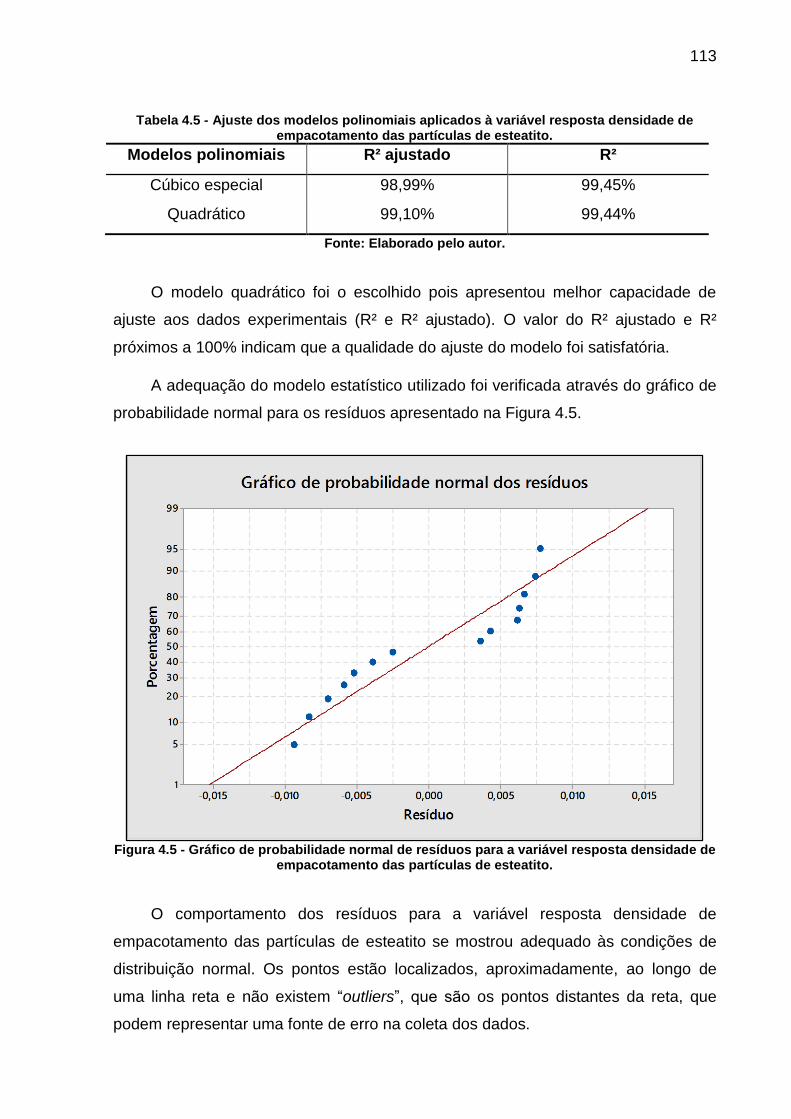
113
Tabela 4.5 - Ajuste dos modelos polinomiais aplicados à variável resposta densidade de empacotamento das partículas de esteatito.
Modelos polinomiais R² ajustado R²
Cúbico especial 98,99% 99,45%
Quadrático 99,10% 99,44%
Fonte: Elaborado pelo autor.
O modelo quadrático foi o escolhido pois apresentou melhor capacidade de
ajuste aos dados experimentais (R² e R² ajustado). O valor do R² ajustado e R²
próximos a 100% indicam que a qualidade do ajuste do modelo foi satisfatória.
A adequação do modelo estatístico utilizado foi verificada através do gráfico de
probabilidade normal para os resíduos apresentado na Figura 4.5.
Figura 4.5 - Gráfico de probabilidade normal de resíduos para a variável resposta densidade de
empacotamento das partículas de esteatito.
O comportamento dos resíduos para a variável resposta densidade de
empacotamento das partículas de esteatito se mostrou adequado às condições de
distribuição normal. Os pontos estão localizados, aproximadamente, ao longo de
uma linha reta e não existem “outliers”, que são os pontos distantes da reta, que
podem representar uma fonte de erro na coleta dos dados.
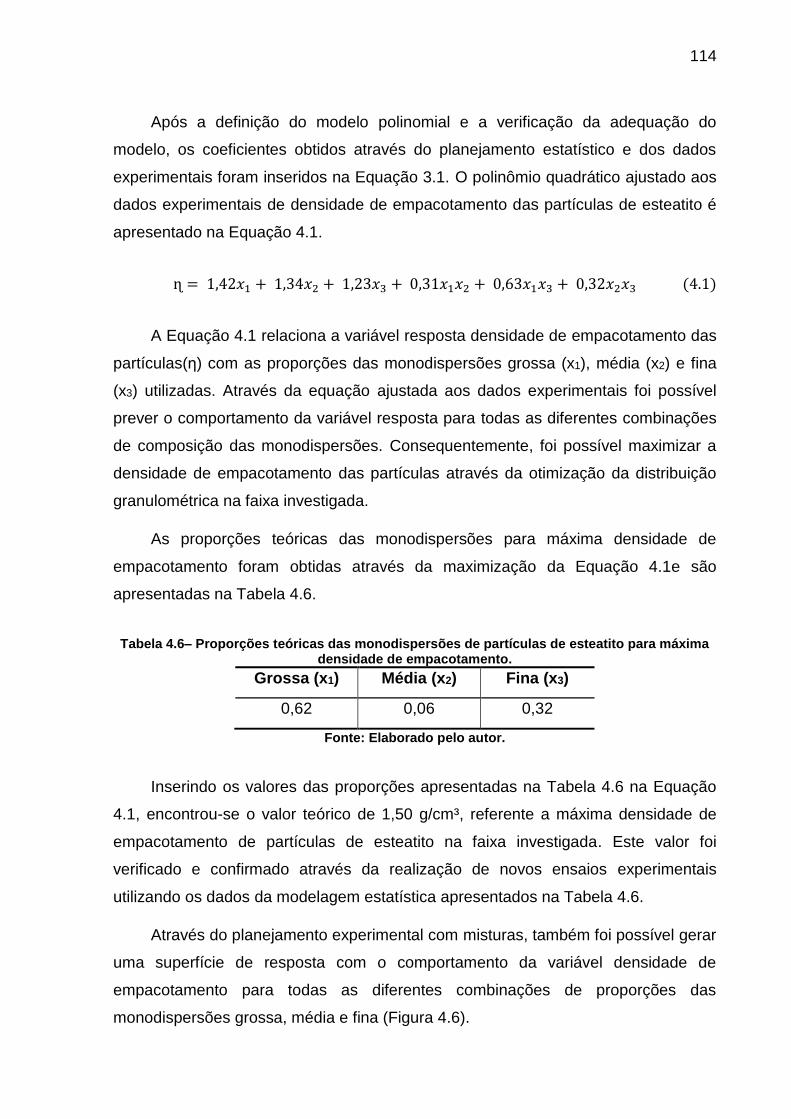
114
Após a definição do modelo polinomial e a verificação da adequação do
modelo, os coeficientes obtidos através do planejamento estatístico e dos dados
experimentais foram inseridos na Equação 3.1. O polinômio quadrático ajustado aos
dados experimentais de densidade de empacotamento das partículas de esteatito é
apresentado na Equação 4.1.
ɳ = 1,42𝑥1 + 1,34𝑥2 + 1,23𝑥3 + 0,31𝑥1𝑥2 + 0,63𝑥1𝑥3 + 0,32𝑥2𝑥3 (4.1)
A Equação 4.1 relaciona a variável resposta densidade de empacotamento das
partículas(η) com as proporções das monodispersões grossa (x1), média (x2) e fina
(x3) utilizadas. Através da equação ajustada aos dados experimentais foi possível
prever o comportamento da variável resposta para todas as diferentes combinações
de composição das monodispersões. Consequentemente, foi possível maximizar a
densidade de empacotamento das partículas através da otimização da distribuição
granulométrica na faixa investigada.
As proporções teóricas das monodispersões para máxima densidade de
empacotamento foram obtidas através da maximização da Equação 4.1e são
apresentadas na Tabela 4.6.
Tabela 4.6– Proporções teóricas das monodispersões de partículas de esteatito para máxima densidade de empacotamento.
Grossa (x1) Média (x2) Fina (x3)
0,62 0,06 0,32
Fonte: Elaborado pelo autor.
Inserindo os valores das proporções apresentadas na Tabela 4.6 na Equação
4.1, encontrou-se o valor teórico de 1,50 g/cm³, referente a máxima densidade de
empacotamento de partículas de esteatito na faixa investigada. Este valor foi
verificado e confirmado através da realização de novos ensaios experimentais
utilizando os dados da modelagem estatística apresentados na Tabela 4.6.
Através do planejamento experimental com misturas, também foi possível gerar
uma superfície de resposta com o comportamento da variável densidade de
empacotamento para todas as diferentes combinações de proporções das
monodispersões grossa, média e fina (Figura 4.6).
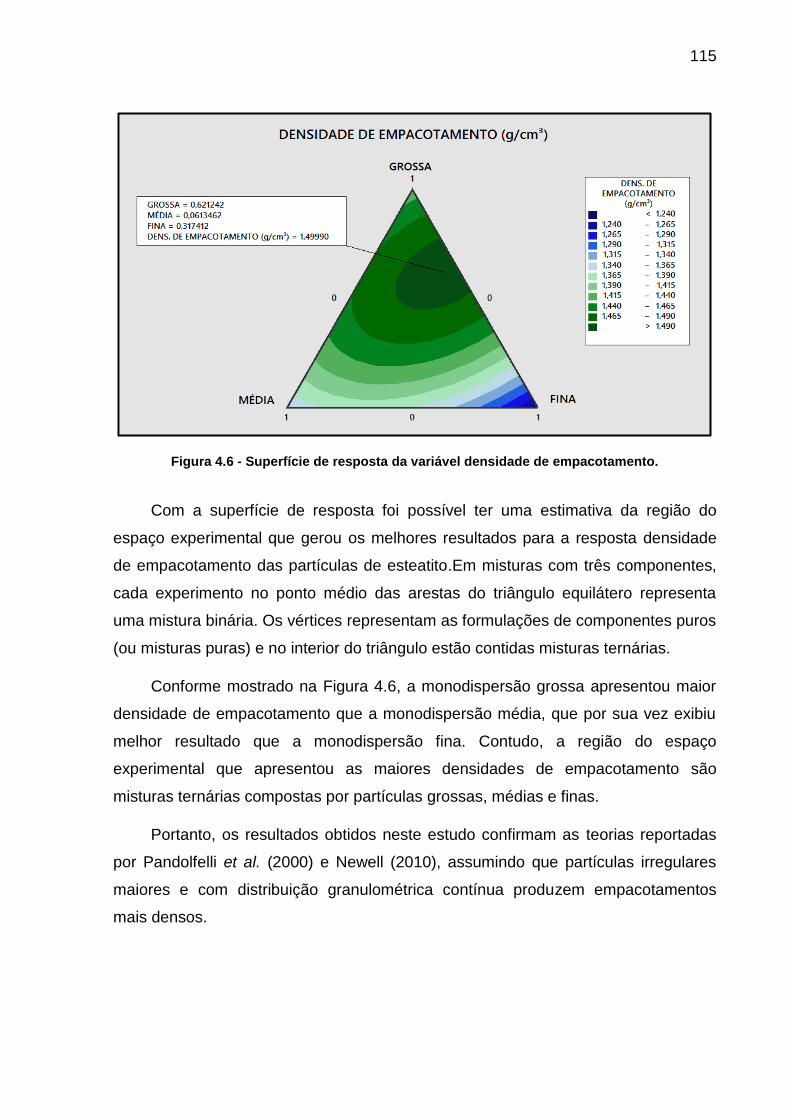
115
Figura 4.6 - Superfície de resposta da variável densidade de empacotamento.
Com a superfície de resposta foi possível ter uma estimativa da região do
espaço experimental que gerou os melhores resultados para a resposta densidade
de empacotamento das partículas de esteatito.Em misturas com três componentes,
cada experimento no ponto médio das arestas do triângulo equilátero representa
uma mistura binária. Os vértices representam as formulações de componentes puros
(ou misturas puras) e no interior do triângulo estão contidas misturas ternárias.
Conforme mostrado na Figura 4.6, a monodispersão grossa apresentou maior
densidade de empacotamento que a monodispersão média, que por sua vez exibiu
melhor resultado que a monodispersão fina. Contudo, a região do espaço
experimental que apresentou as maiores densidades de empacotamento são
misturas ternárias compostas por partículas grossas, médias e finas.
Portanto, os resultados obtidos neste estudo confirmam as teorias reportadas
por Pandolfelli et al. (2000) e Newell (2010), assumindo que partículas irregulares
maiores e com distribuição granulométrica contínua produzem empacotamentos
mais densos.
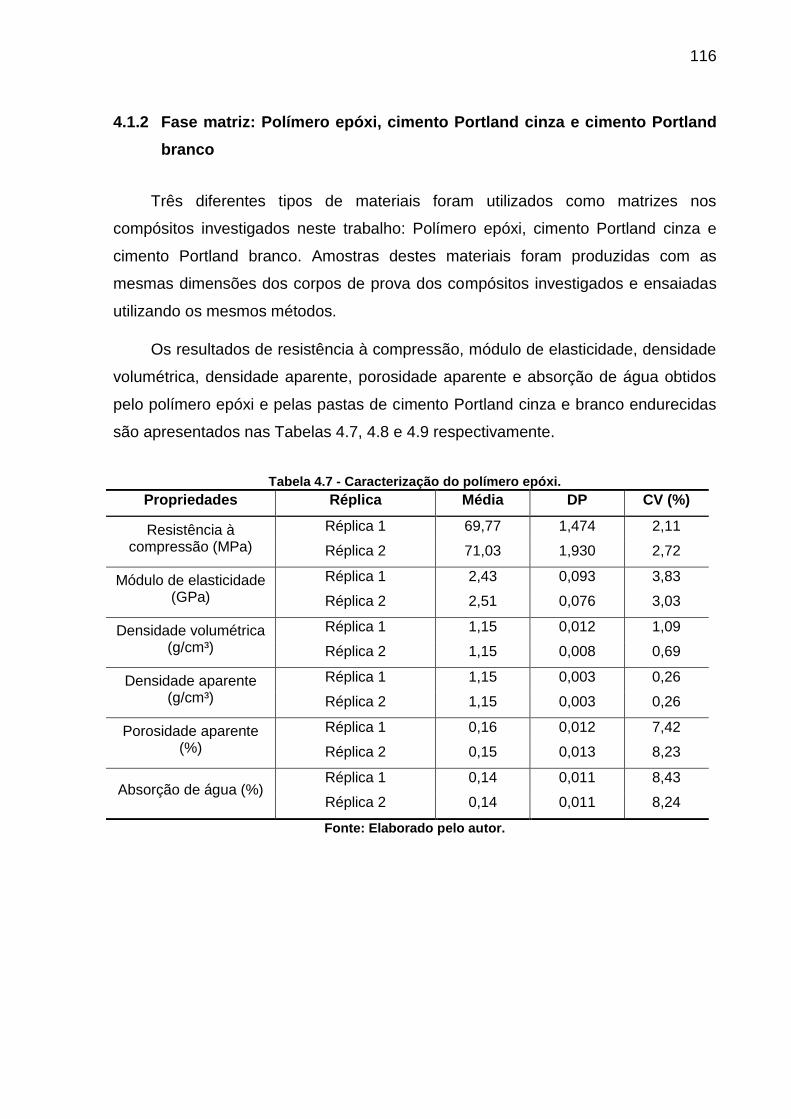
116
4.1.2 Fase matriz: Polímero epóxi, cimento Portland cinza e cimento Portland
branco
Três diferentes tipos de materiais foram utilizados como matrizes nos
compósitos investigados neste trabalho: Polímero epóxi, cimento Portland cinza e
cimento Portland branco. Amostras destes materiais foram produzidas com as
mesmas dimensões dos corpos de prova dos compósitos investigados e ensaiadas
utilizando os mesmos métodos.
Os resultados de resistência à compressão, módulo de elasticidade, densidade
volumétrica, densidade aparente, porosidade aparente e absorção de água obtidos
pelo polímero epóxi e pelas pastas de cimento Portland cinza e branco endurecidas
são apresentados nas Tabelas 4.7, 4.8 e 4.9 respectivamente.
Tabela 4.7 - Caracterização do polímero epóxi.
Propriedades Réplica Média DP CV (%)
Resistência à compressão (MPa)
Réplica 1 69,77 1,474 2,11
Réplica 2 71,03 1,930 2,72
Módulo de elasticidade (GPa)
Réplica 1 2,43 0,093 3,83
Réplica 2 2,51 0,076 3,03
Densidade volumétrica (g/cm³)
Réplica 1 1,15 0,012 1,09
Réplica 2 1,15 0,008 0,69
Densidade aparente (g/cm³)
Réplica 1 1,15 0,003 0,26
Réplica 2 1,15 0,003 0,26
Porosidade aparente (%)
Réplica 1 0,16 0,012 7,42
Réplica 2 0,15 0,013 8,23
Absorção de água (%) Réplica 1 0,14 0,011 8,43
Réplica 2 0,14 0,011 8,24
Fonte: Elaborado pelo autor.
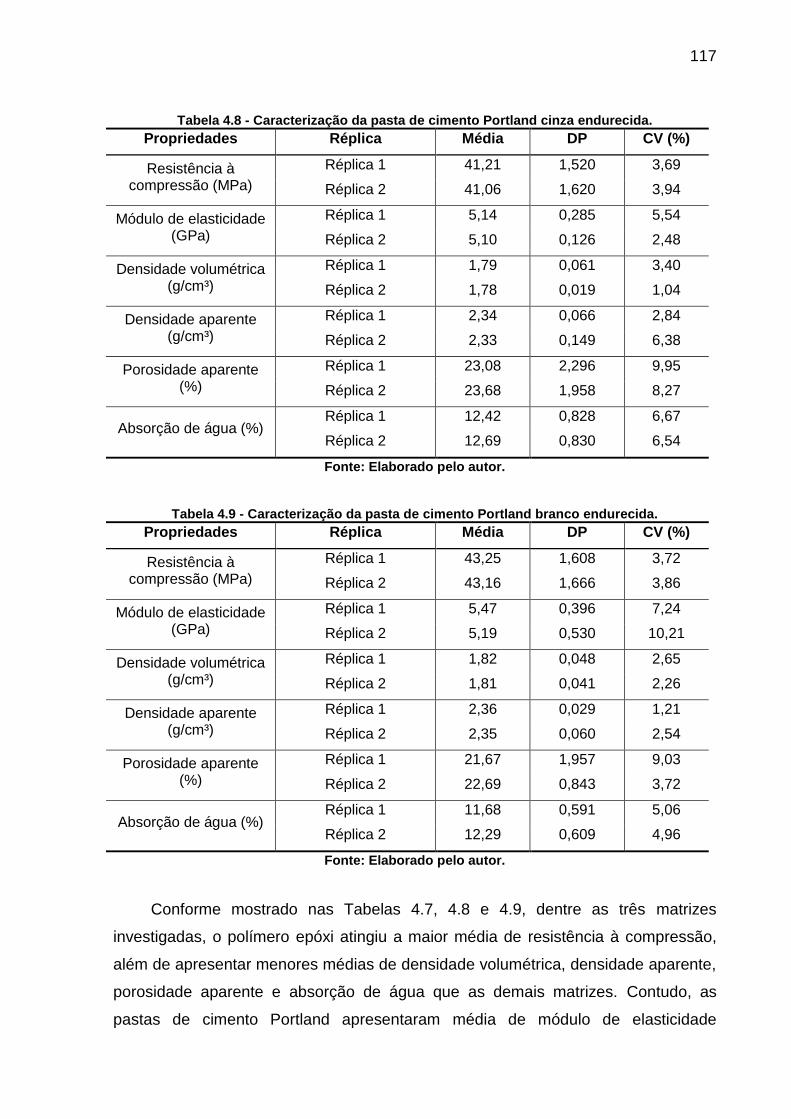
117
Tabela 4.8 - Caracterização da pasta de cimento Portland cinza endurecida.
Propriedades Réplica Média DP CV (%)
Resistência à compressão (MPa)
Réplica 1 41,21 1,520 3,69
Réplica 2 41,06 1,620 3,94
Módulo de elasticidade (GPa)
Réplica 1 5,14 0,285 5,54
Réplica 2 5,10 0,126 2,48
Densidade volumétrica (g/cm³)
Réplica 1 1,79 0,061 3,40
Réplica 2 1,78 0,019 1,04
Densidade aparente (g/cm³)
Réplica 1 2,34 0,066 2,84
Réplica 2 2,33 0,149 6,38
Porosidade aparente (%)
Réplica 1 23,08 2,296 9,95
Réplica 2 23,68 1,958 8,27
Absorção de água (%) Réplica 1 12,42 0,828 6,67
Réplica 2 12,69 0,830 6,54
Fonte: Elaborado pelo autor.
Tabela 4.9 - Caracterização da pasta de cimento Portland branco endurecida.
Propriedades Réplica Média DP CV (%)
Resistência à compressão (MPa)
Réplica 1 43,25 1,608 3,72
Réplica 2 43,16 1,666 3,86
Módulo de elasticidade (GPa)
Réplica 1 5,47 0,396 7,24
Réplica 2 5,19 0,530 10,21
Densidade volumétrica (g/cm³)
Réplica 1 1,82 0,048 2,65
Réplica 2 1,81 0,041 2,26
Densidade aparente (g/cm³)
Réplica 1 2,36 0,029 1,21
Réplica 2 2,35 0,060 2,54
Porosidade aparente (%)
Réplica 1 21,67 1,957 9,03
Réplica 2 22,69 0,843 3,72
Absorção de água (%) Réplica 1 11,68 0,591 5,06
Réplica 2 12,29 0,609 4,96
Fonte: Elaborado pelo autor.
Conforme mostrado nas Tabelas 4.7, 4.8 e 4.9, dentre as três matrizes
investigadas, o polímero epóxi atingiu a maior média de resistência à compressão,
além de apresentar menores médias de densidade volumétrica, densidade aparente,
porosidade aparente e absorção de água que as demais matrizes. Contudo, as
pastas de cimento Portland apresentaram média de módulo de elasticidade
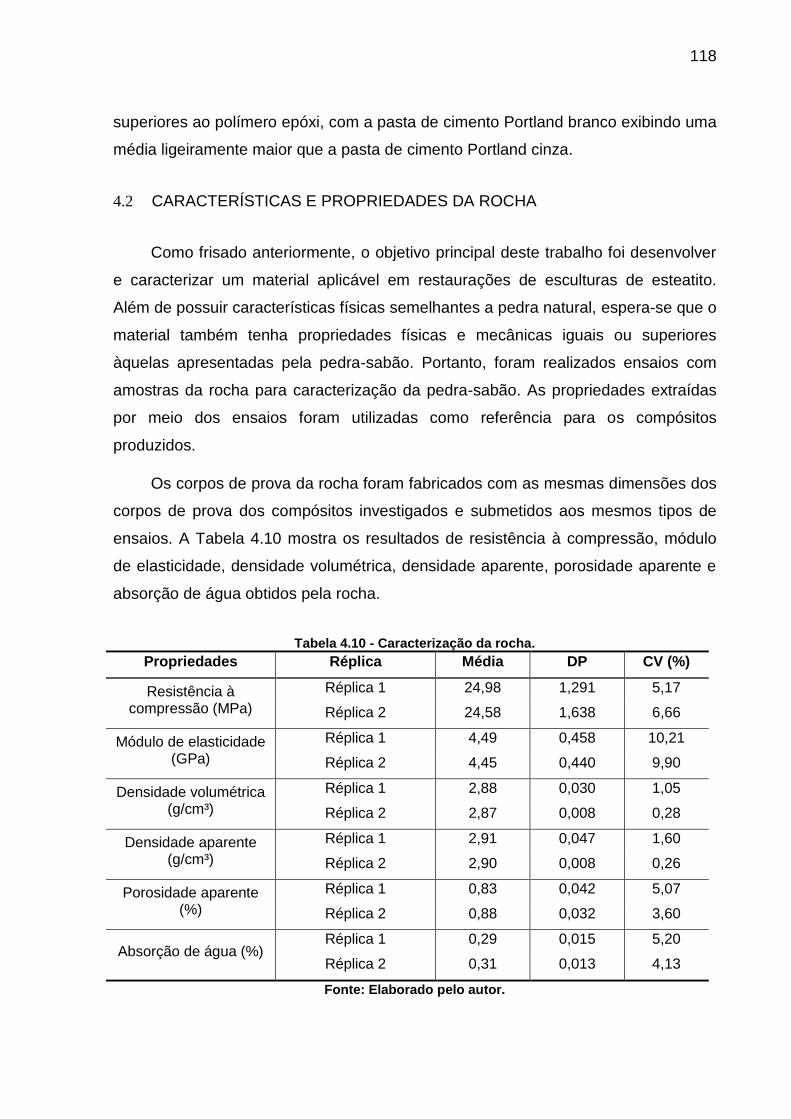
118
superiores ao polímero epóxi, com a pasta de cimento Portland branco exibindo uma
média ligeiramente maior que a pasta de cimento Portland cinza.
4.2 CARACTERÍSTICAS E PROPRIEDADES DA ROCHA
Como frisado anteriormente, o objetivo principal deste trabalho foi desenvolver
e caracterizar um material aplicável em restaurações de esculturas de esteatito.
Além de possuir características físicas semelhantes a pedra natural, espera-se que o
material também tenha propriedades físicas e mecânicas iguais ou superiores
àquelas apresentadas pela pedra-sabão. Portanto, foram realizados ensaios com
amostras da rocha para caracterização da pedra-sabão. As propriedades extraídas
por meio dos ensaios foram utilizadas como referência para os compósitos
produzidos.
Os corpos de prova da rocha foram fabricados com as mesmas dimensões dos
corpos de prova dos compósitos investigados e submetidos aos mesmos tipos de
ensaios. A Tabela 4.10 mostra os resultados de resistência à compressão, módulo
de elasticidade, densidade volumétrica, densidade aparente, porosidade aparente e
absorção de água obtidos pela rocha.
Tabela 4.10 - Caracterização da rocha.
Propriedades Réplica Média DP CV (%)
Resistência à compressão (MPa)
Réplica 1 24,98 1,291 5,17
Réplica 2 24,58 1,638 6,66
Módulo de elasticidade (GPa)
Réplica 1 4,49 0,458 10,21
Réplica 2 4,45 0,440 9,90
Densidade volumétrica (g/cm³)
Réplica 1 2,88 0,030 1,05
Réplica 2 2,87 0,008 0,28
Densidade aparente (g/cm³)
Réplica 1 2,91 0,047 1,60
Réplica 2 2,90 0,008 0,26
Porosidade aparente (%)
Réplica 1 0,83 0,042 5,07
Réplica 2 0,88 0,032 3,60
Absorção de água (%) Réplica 1 0,29 0,015 5,20
Réplica 2 0,31 0,013 4,13
Fonte: Elaborado pelo autor.
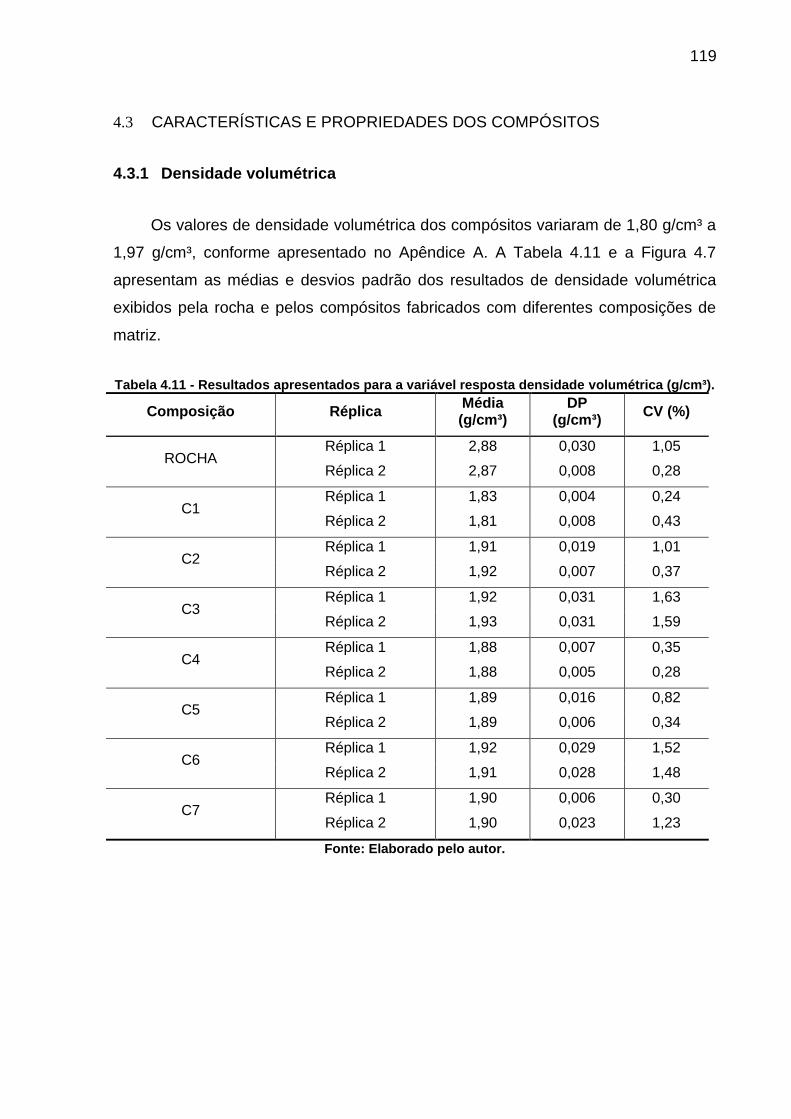
119
4.3 CARACTERÍSTICAS E PROPRIEDADES DOS COMPÓSITOS
4.3.1 Densidade volumétrica
Os valores de densidade volumétrica dos compósitos variaram de 1,80 g/cm³ a
1,97 g/cm³, conforme apresentado no Apêndice A. A Tabela 4.11 e a Figura 4.7
apresentam as médias e desvios padrão dos resultados de densidade volumétrica
exibidos pela rocha e pelos compósitos fabricados com diferentes composições de
matriz.
Tabela 4.11 - Resultados apresentados para a variável resposta densidade volumétrica (g/cm³).
Composição Réplica Média (g/cm³)
DP (g/cm³)
CV (%)
ROCHA Réplica 1 2,88 0,030 1,05
Réplica 2 2,87 0,008 0,28
C1 Réplica 1 1,83 0,004 0,24
Réplica 2 1,81 0,008 0,43
C2 Réplica 1 1,91 0,019 1,01
Réplica 2 1,92 0,007 0,37
C3 Réplica 1 1,92 0,031 1,63
Réplica 2 1,93 0,031 1,59
C4 Réplica 1 1,88 0,007 0,35
Réplica 2 1,88 0,005 0,28
C5 Réplica 1 1,89 0,016 0,82
Réplica 2 1,89 0,006 0,34
C6 Réplica 1 1,92 0,029 1,52
Réplica 2 1,91 0,028 1,48
C7 Réplica 1 1,90 0,006 0,30
Réplica 2 1,90 0,023 1,23
Fonte: Elaborado pelo autor.
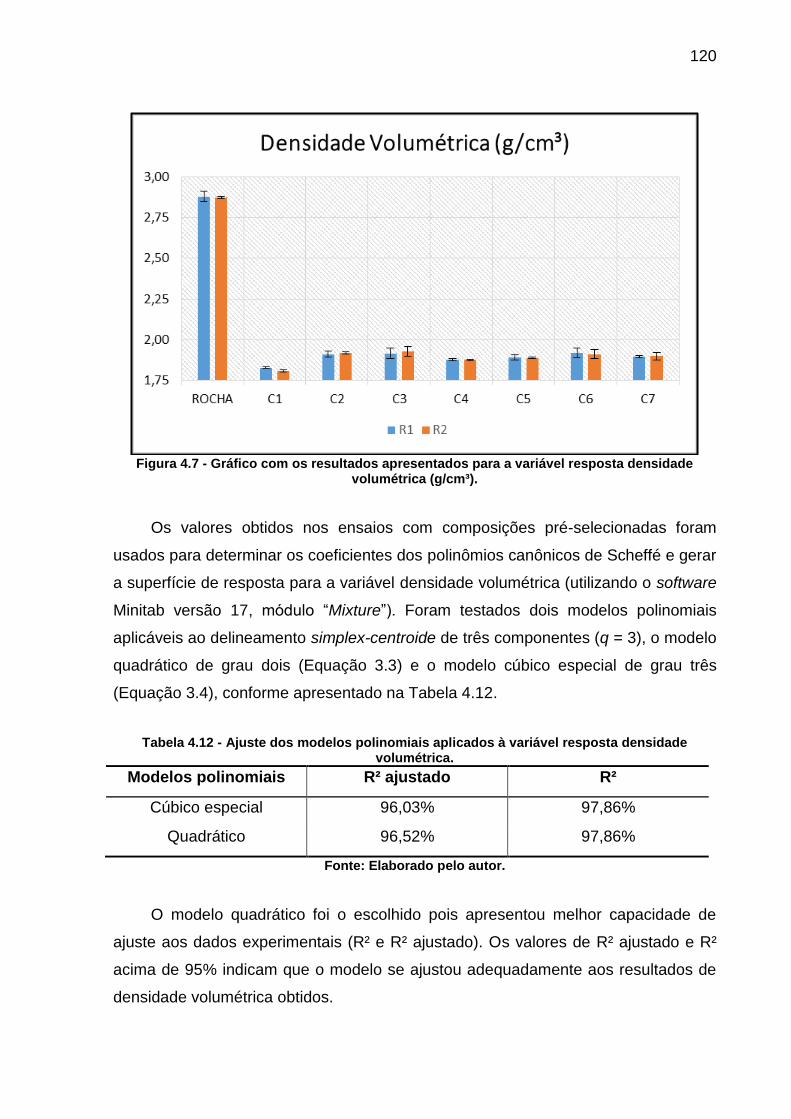
120
Figura 4.7 - Gráfico com os resultados apresentados para a variável resposta densidade
volumétrica (g/cm³).
Os valores obtidos nos ensaios com composições pré-selecionadas foram
usados para determinar os coeficientes dos polinômios canônicos de Scheffé e gerar
a superfície de resposta para a variável densidade volumétrica (utilizando o software
Minitab versão 17, módulo “Mixture”). Foram testados dois modelos polinomiais
aplicáveis ao delineamento simplex-centroide de três componentes (q = 3), o modelo
quadrático de grau dois (Equação 3.3) e o modelo cúbico especial de grau três
(Equação 3.4), conforme apresentado na Tabela 4.12.
Tabela 4.12 - Ajuste dos modelos polinomiais aplicados à variável resposta densidade volumétrica.
Modelos polinomiais R² ajustado R²
Cúbico especial 96,03% 97,86%
Quadrático 96,52% 97,86%
Fonte: Elaborado pelo autor.
O modelo quadrático foi o escolhido pois apresentou melhor capacidade de
ajuste aos dados experimentais (R² e R² ajustado). Os valores de R² ajustado e R²
acima de 95% indicam que o modelo se ajustou adequadamente aos resultados de
densidade volumétrica obtidos.
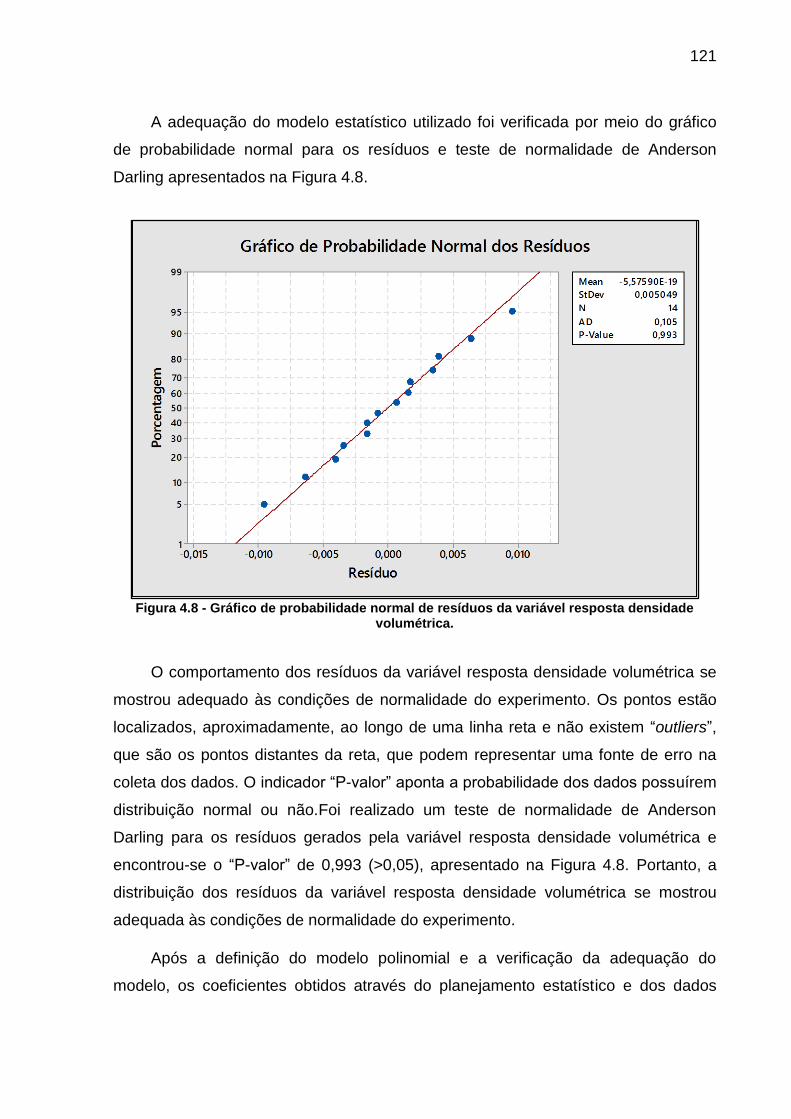
121
A adequação do modelo estatístico utilizado foi verificada por meio do gráfico
de probabilidade normal para os resíduos e teste de normalidade de Anderson
Darling apresentados na Figura 4.8.
Figura 4.8 - Gráfico de probabilidade normal de resíduos da variável resposta densidade
volumétrica.
O comportamento dos resíduos da variável resposta densidade volumétrica se
mostrou adequado às condições de normalidade do experimento. Os pontos estão
localizados, aproximadamente, ao longo de uma linha reta e não existem “outliers”,
que são os pontos distantes da reta, que podem representar uma fonte de erro na
coleta dos dados. O indicador “P-valor” aponta a probabilidade dos dados possuírem
distribuição normal ou não.Foi realizado um teste de normalidade de Anderson
Darling para os resíduos gerados pela variável resposta densidade volumétrica e
encontrou-se o “P-valor” de 0,993 (>0,05), apresentado na Figura 4.8. Portanto, a
distribuição dos resíduos da variável resposta densidade volumétrica se mostrou
adequada às condições de normalidade do experimento.
Após a definição do modelo polinomial e a verificação da adequação do
modelo, os coeficientes obtidos através do planejamento estatístico e dos dados
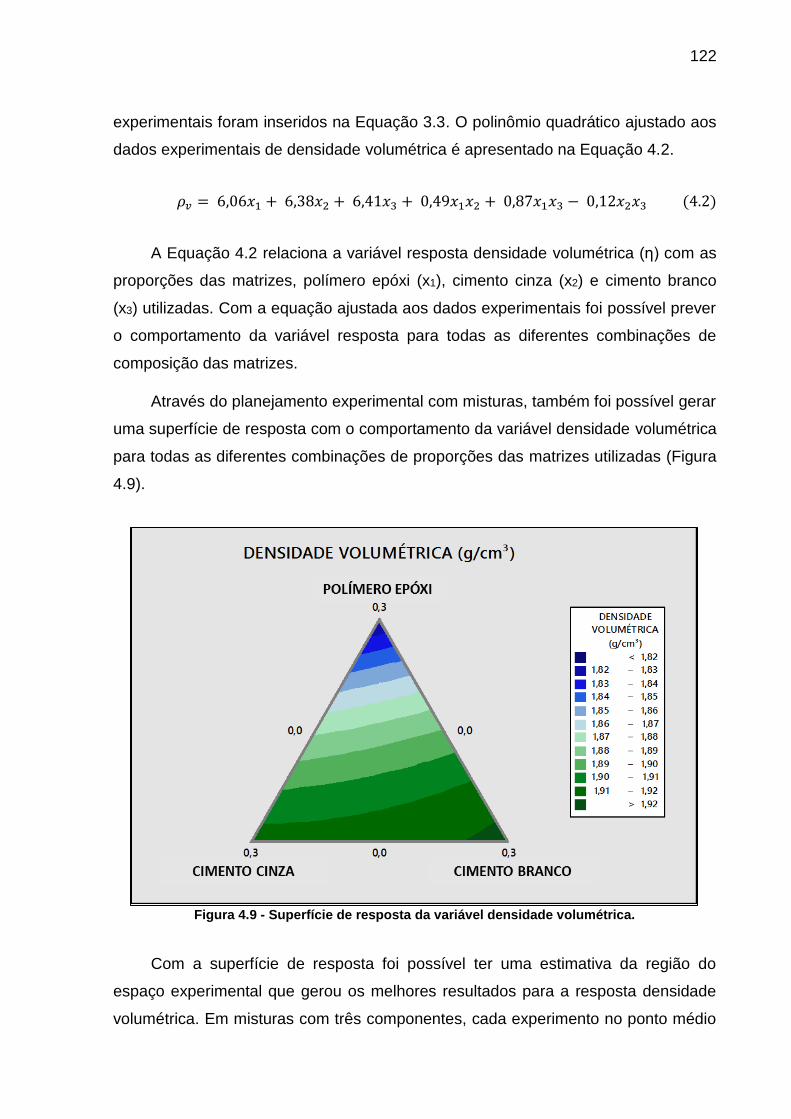
122
experimentais foram inseridos na Equação 3.3. O polinômio quadrático ajustado aos
dados experimentais de densidade volumétrica é apresentado na Equação 4.2.
𝜌𝑣 = 6,06𝑥1 + 6,38𝑥2 + 6,41𝑥3 + 0,49𝑥1𝑥2 + 0,87𝑥1𝑥3 − 0,12𝑥2𝑥3 (4.2)
A Equação 4.2 relaciona a variável resposta densidade volumétrica (η) com as
proporções das matrizes, polímero epóxi (x1), cimento cinza (x2) e cimento branco
(x3) utilizadas. Com a equação ajustada aos dados experimentais foi possível prever
o comportamento da variável resposta para todas as diferentes combinações de
composição das matrizes.
Através do planejamento experimental com misturas, também foi possível gerar
uma superfície de resposta com o comportamento da variável densidade volumétrica
para todas as diferentes combinações de proporções das matrizes utilizadas (Figura
4.9).
Figura 4.9 - Superfície de resposta da variável densidade volumétrica.
Com a superfície de resposta foi possível ter uma estimativa da região do
espaço experimental que gerou os melhores resultados para a resposta densidade
volumétrica. Em misturas com três componentes, cada experimento no ponto médio
123
das arestas do triângulo equilátero representa uma mistura binária. Os vértices
representam as formulações de componentes puros (ou misturas puras) e no interior
do triângulo estão contidas misturas ternárias.
Conforme mostrado na Tabela 4.11 e Figuras 4.7 e 4.9, as sete diferentes
composições de matrizes, assim como todo o espaço experimental investigado,
apresentaram densidade volumétrica inferiores à rocha. Sendo que, a densidade
volumétrica dos compósitos diminuíram gradativamente com o aumento percentual
de polímero epóxi na matriz. Esse comportamento pode ser atribuído ao fato do
polímero epóxi utilizado nos compósitos apresentar densidade volumétrica inferior à
densidade das pastas de cimento Portland cinza e branco endurecidas, conforme
apresentado nas Tabelas 4.7, 4.8 e 4.9.
4.3.2 Densidade aparente
A densidade aparente dos compósitos com diferentes composições de matrizes
variou de 1,81 g/cm³ a 2,60 g/cm³, conforme apresentado no Apêndice B. A Tabela
4.13 e a Figura 4.10 apresentam as médias e desvios padrão dos resultados de
densidade aparente exibidos pelos compósitos e pela rocha.
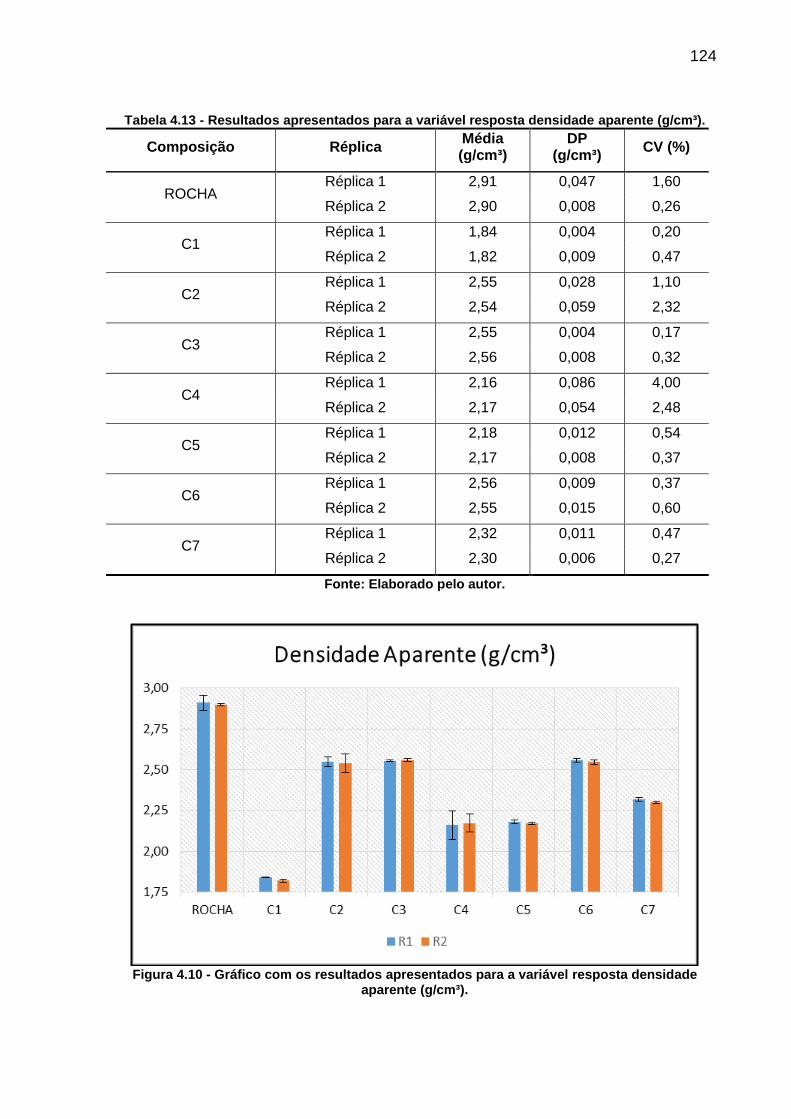
124
Tabela 4.13 - Resultados apresentados para a variável resposta densidade aparente (g/cm³).
Composição Réplica Média (g/cm³)
DP (g/cm³)
CV (%)
ROCHA Réplica 1 2,91 0,047 1,60
Réplica 2 2,90 0,008 0,26
C1 Réplica 1 1,84 0,004 0,20
Réplica 2 1,82 0,009 0,47
C2 Réplica 1 2,55 0,028 1,10
Réplica 2 2,54 0,059 2,32
C3 Réplica 1 2,55 0,004 0,17
Réplica 2 2,56 0,008 0,32
C4 Réplica 1 2,16 0,086 4,00
Réplica 2 2,17 0,054 2,48
C5 Réplica 1 2,18 0,012 0,54
Réplica 2 2,17 0,008 0,37
C6 Réplica 1 2,56 0,009 0,37
Réplica 2 2,55 0,015 0,60
C7 Réplica 1 2,32 0,011 0,47
Réplica 2 2,30 0,006 0,27
Fonte: Elaborado pelo autor.
Figura 4.10 - Gráfico com os resultados apresentados para a variável resposta densidade
aparente (g/cm³).
125
Os valores obtidos nos ensaios com as composições pré-selecionadas das
matrizes foram usados para determinar os coeficientes dos polinômios canônicos de
Scheffé e gerar a superfície de resposta para a variável densidade aparente
(utilizando o software Minitab versão 17, módulo “Mixture”). Foram testados dois
modelos polinomiais aplicáveis ao delineamento simplex-centroide de três
componentes (q = 3), o modelo quadrático de grau dois (Equação 3.3) e o modelo
cúbico especial de grau três (Equação 3.4), conforme apresentado na Tabela 4.14.
Tabela 4.14 - Ajuste dos modelos polinomiais aplicados à variável resposta densidade aparente.
Modelos polinomiais R² ajustado R²
Cúbico especial 99,88% 99,94%
Quadrático 99,84% 99,90%
Fonte: Elaborado pelo autor.
O modelo cúbico especial foi o escolhido pois apresentou melhor capacidade
de ajuste aos dados experimentais (R² e R² ajustado). Os valores de R² ajustado e
R² próximos a 100% indicam que a qualidade do ajuste do modelo foi satisfatória.
A adequação do modelo estatístico utilizado foi verificada através do gráfico de
probabilidade normal para os resíduos e teste de normalidade de Anderson Darling
apresentados na Figura 4.11.
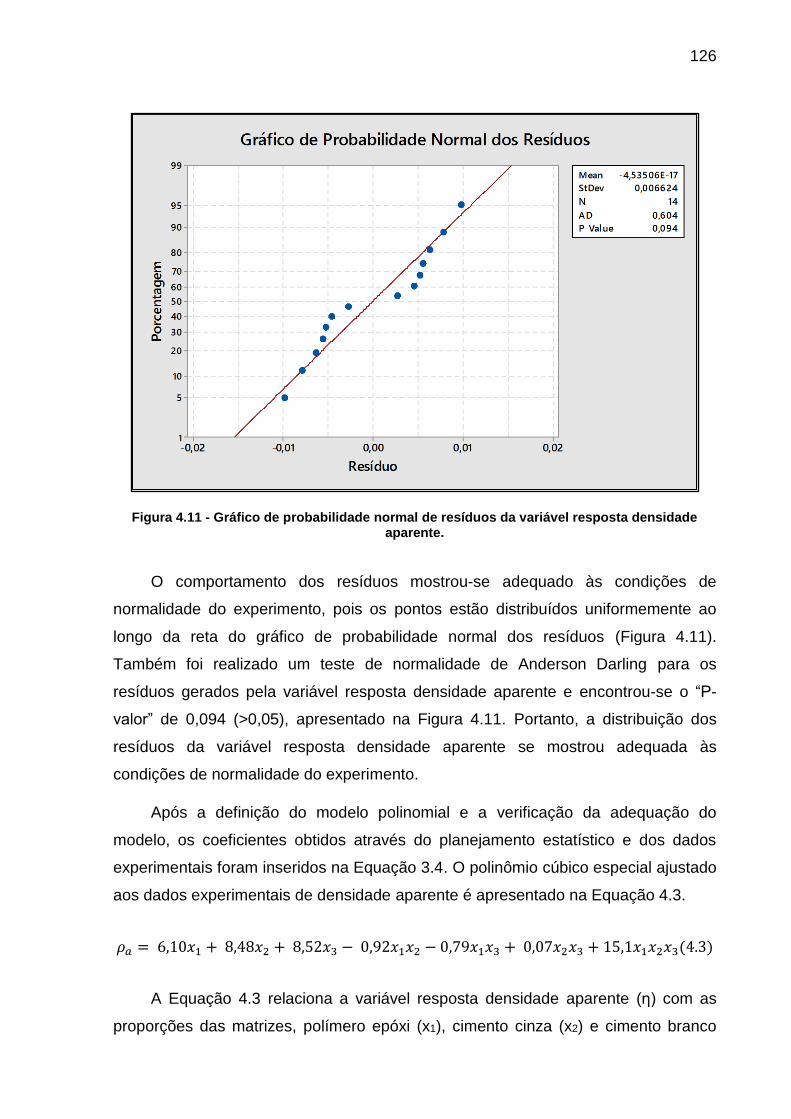
126
Figura 4.11 - Gráfico de probabilidade normal de resíduos da variável resposta densidade aparente.
O comportamento dos resíduos mostrou-se adequado às condições de
normalidade do experimento, pois os pontos estão distribuídos uniformemente ao
longo da reta do gráfico de probabilidade normal dos resíduos (Figura 4.11).
Também foi realizado um teste de normalidade de Anderson Darling para os
resíduos gerados pela variável resposta densidade aparente e encontrou-se o “P-
valor” de 0,094 (>0,05), apresentado na Figura 4.11. Portanto, a distribuição dos
resíduos da variável resposta densidade aparente se mostrou adequada às
condições de normalidade do experimento.
Após a definição do modelo polinomial e a verificação da adequação do
modelo, os coeficientes obtidos através do planejamento estatístico e dos dados
experimentais foram inseridos na Equação 3.4. O polinômio cúbico especial ajustado
aos dados experimentais de densidade aparente é apresentado na Equação 4.3.
𝜌𝑎 = 6,10𝑥1 + 8,48𝑥2 + 8,52𝑥3 − 0,92𝑥1𝑥2 − 0,79𝑥1𝑥3 + 0,07𝑥2𝑥3 + 15,1𝑥1𝑥2𝑥3(4.3)
A Equação 4.3 relaciona a variável resposta densidade aparente (η) com as
proporções das matrizes, polímero epóxi (x1), cimento cinza (x2) e cimento branco
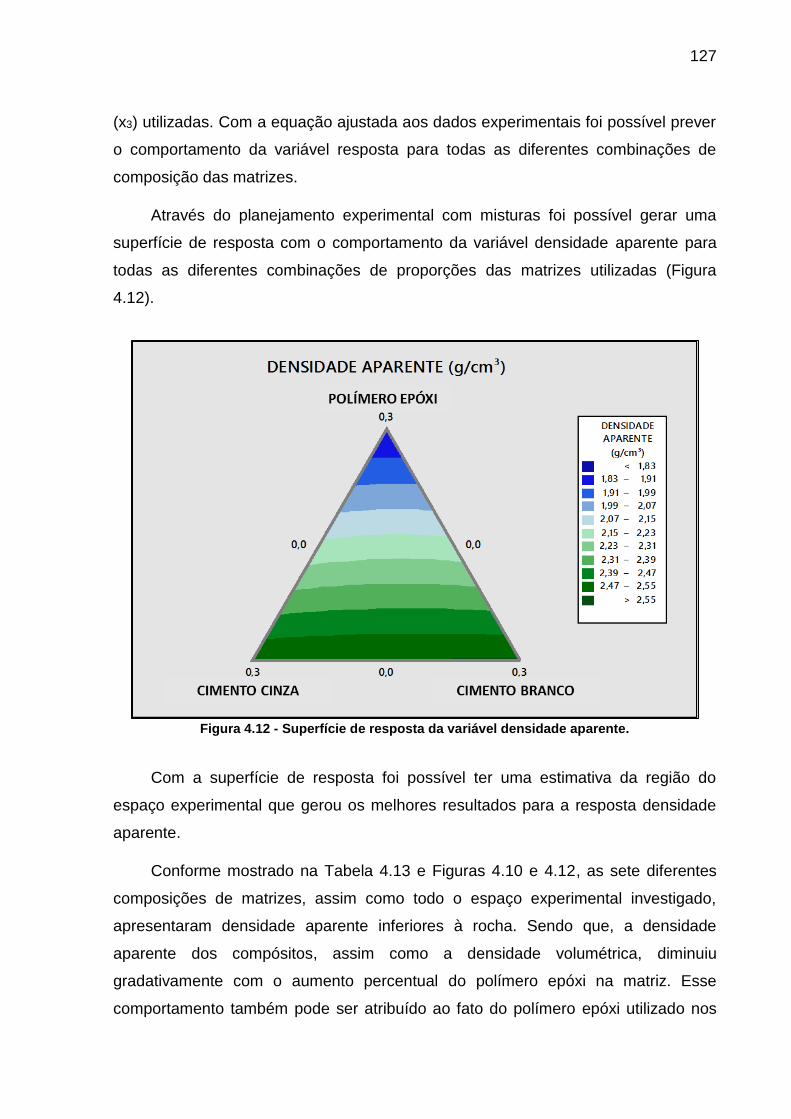
127
(x3) utilizadas. Com a equação ajustada aos dados experimentais foi possível prever
o comportamento da variável resposta para todas as diferentes combinações de
composição das matrizes.
Através do planejamento experimental com misturas foi possível gerar uma
superfície de resposta com o comportamento da variável densidade aparente para
todas as diferentes combinações de proporções das matrizes utilizadas (Figura
4.12).
Figura 4.12 - Superfície de resposta da variável densidade aparente.
Com a superfície de resposta foi possível ter uma estimativa da região do
espaço experimental que gerou os melhores resultados para a resposta densidade
aparente.
Conforme mostrado na Tabela 4.13 e Figuras 4.10 e 4.12, as sete diferentes
composições de matrizes, assim como todo o espaço experimental investigado,
apresentaram densidade aparente inferiores à rocha. Sendo que, a densidade
aparente dos compósitos, assim como a densidade volumétrica, diminuiu
gradativamente com o aumento percentual do polímero epóxi na matriz. Esse
comportamento também pode ser atribuído ao fato do polímero epóxi utilizado nos
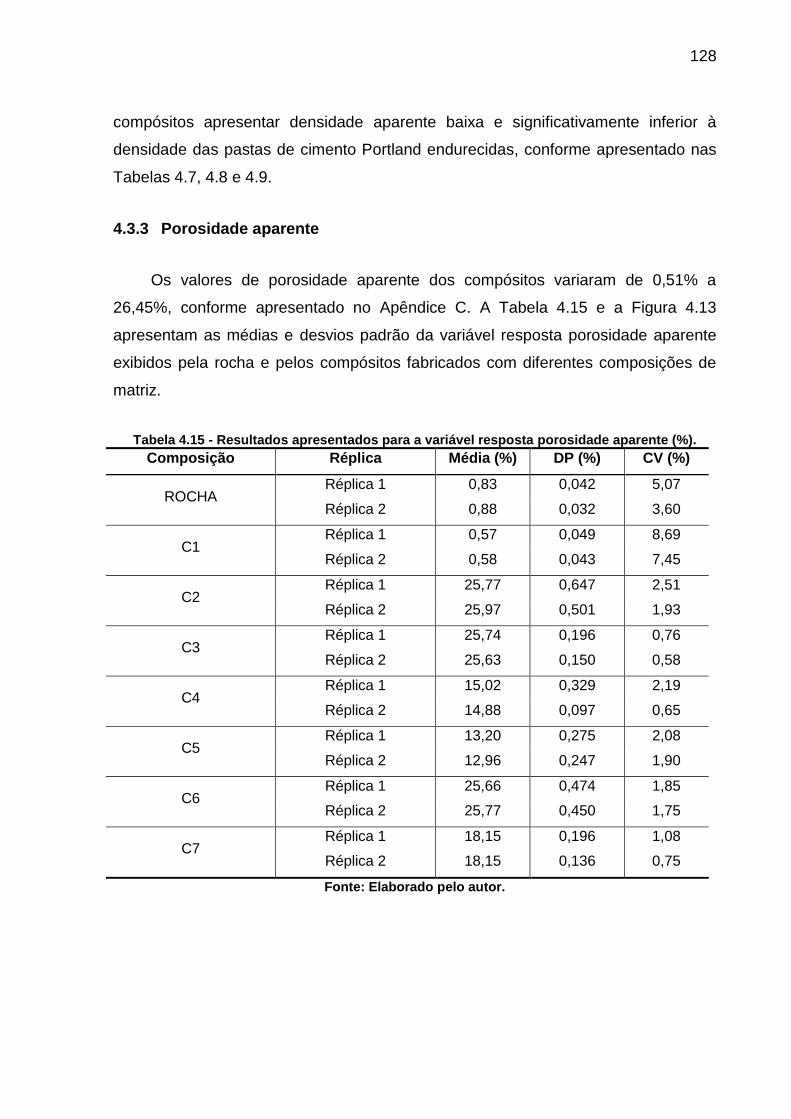
128
compósitos apresentar densidade aparente baixa e significativamente inferior à
densidade das pastas de cimento Portland endurecidas, conforme apresentado nas
Tabelas 4.7, 4.8 e 4.9.
4.3.3 Porosidade aparente
Os valores de porosidade aparente dos compósitos variaram de 0,51% a
26,45%, conforme apresentado no Apêndice C. A Tabela 4.15 e a Figura 4.13
apresentam as médias e desvios padrão da variável resposta porosidade aparente
exibidos pela rocha e pelos compósitos fabricados com diferentes composições de
matriz.
Tabela 4.15 - Resultados apresentados para a variável resposta porosidade aparente (%).
Composição Réplica Média (%) DP (%) CV (%)
ROCHA Réplica 1 0,83 0,042 5,07
Réplica 2 0,88 0,032 3,60
C1 Réplica 1 0,57 0,049 8,69
Réplica 2 0,58 0,043 7,45
C2 Réplica 1 25,77 0,647 2,51
Réplica 2 25,97 0,501 1,93
C3 Réplica 1 25,74 0,196 0,76
Réplica 2 25,63 0,150 0,58
C4 Réplica 1 15,02 0,329 2,19
Réplica 2 14,88 0,097 0,65
C5 Réplica 1 13,20 0,275 2,08
Réplica 2 12,96 0,247 1,90
C6 Réplica 1 25,66 0,474 1,85
Réplica 2 25,77 0,450 1,75
C7 Réplica 1 18,15 0,196 1,08
Réplica 2 18,15 0,136 0,75
Fonte: Elaborado pelo autor.
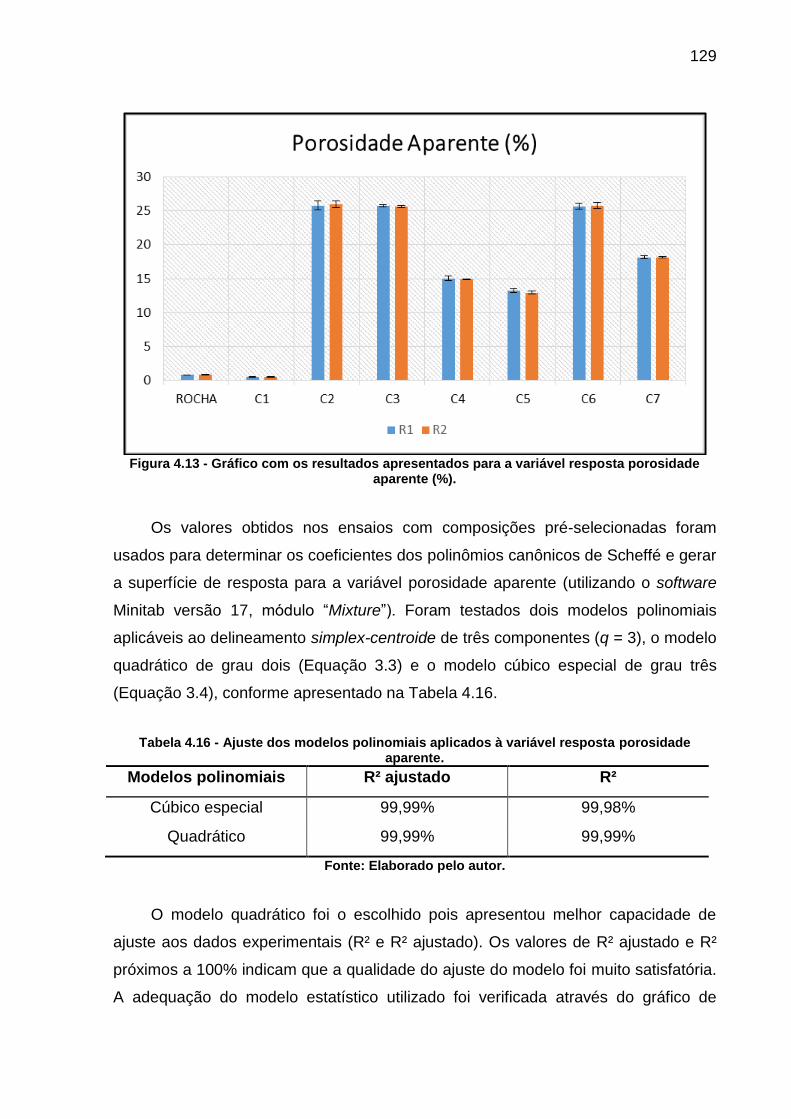
129
Figura 4.13 - Gráfico com os resultados apresentados para a variável resposta porosidade
aparente (%).
Os valores obtidos nos ensaios com composições pré-selecionadas foram
usados para determinar os coeficientes dos polinômios canônicos de Scheffé e gerar
a superfície de resposta para a variável porosidade aparente (utilizando o software
Minitab versão 17, módulo “Mixture”). Foram testados dois modelos polinomiais
aplicáveis ao delineamento simplex-centroide de três componentes (q = 3), o modelo
quadrático de grau dois (Equação 3.3) e o modelo cúbico especial de grau três
(Equação 3.4), conforme apresentado na Tabela 4.16.
Tabela 4.16 - Ajuste dos modelos polinomiais aplicados à variável resposta porosidade aparente.
Modelos polinomiais R² ajustado R²
Cúbico especial 99,99% 99,98%
Quadrático 99,99% 99,99%
Fonte: Elaborado pelo autor.
O modelo quadrático foi o escolhido pois apresentou melhor capacidade de
ajuste aos dados experimentais (R² e R² ajustado). Os valores de R² ajustado e R²
próximos a 100% indicam que a qualidade do ajuste do modelo foi muito satisfatória.
A adequação do modelo estatístico utilizado foi verificada através do gráfico de
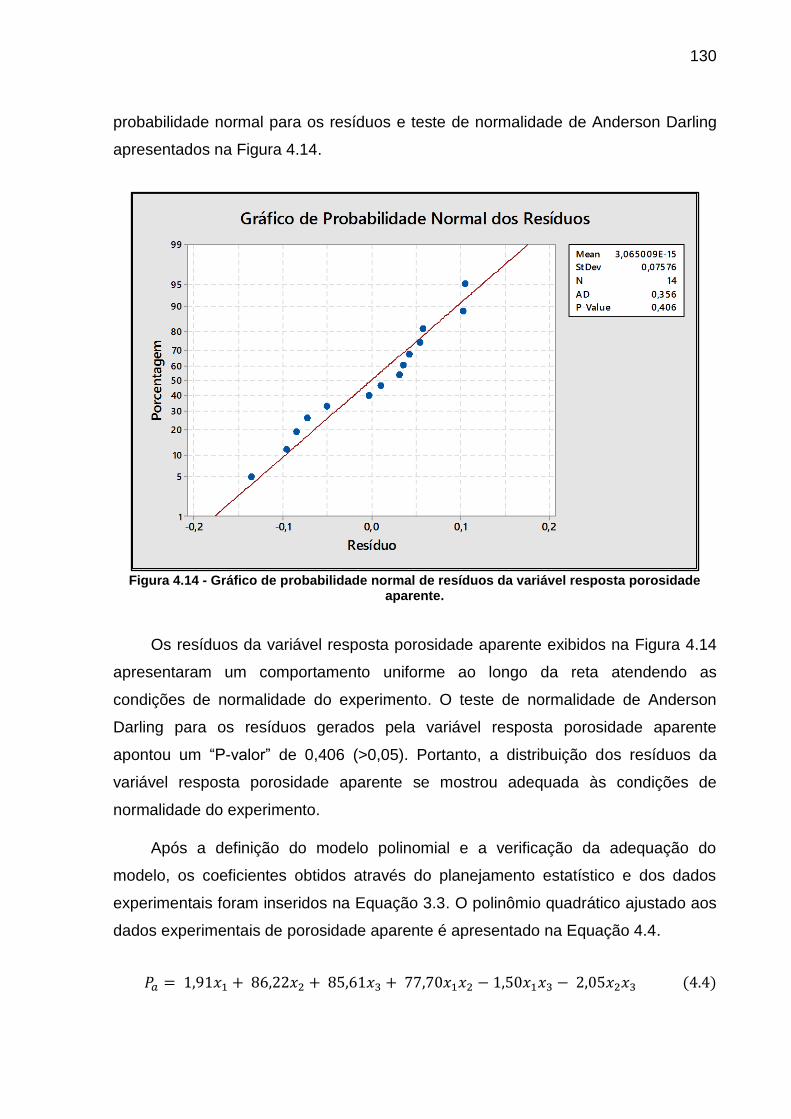
130
probabilidade normal para os resíduos e teste de normalidade de Anderson Darling
apresentados na Figura 4.14.
Figura 4.14 - Gráfico de probabilidade normal de resíduos da variável resposta porosidade
aparente.
Os resíduos da variável resposta porosidade aparente exibidos na Figura 4.14
apresentaram um comportamento uniforme ao longo da reta atendendo as
condições de normalidade do experimento. O teste de normalidade de Anderson
Darling para os resíduos gerados pela variável resposta porosidade aparente
apontou um “P-valor” de 0,406 (>0,05). Portanto, a distribuição dos resíduos da
variável resposta porosidade aparente se mostrou adequada às condições de
normalidade do experimento.
Após a definição do modelo polinomial e a verificação da adequação do
modelo, os coeficientes obtidos através do planejamento estatístico e dos dados
experimentais foram inseridos na Equação 3.3. O polinômio quadrático ajustado aos
dados experimentais de porosidade aparente é apresentado na Equação 4.4.
𝑃𝑎 = 1,91𝑥1 + 86,22𝑥2 + 85,61𝑥3 + 77,70𝑥1𝑥2 − 1,50𝑥1𝑥3 − 2,05𝑥2𝑥3 (4.4)
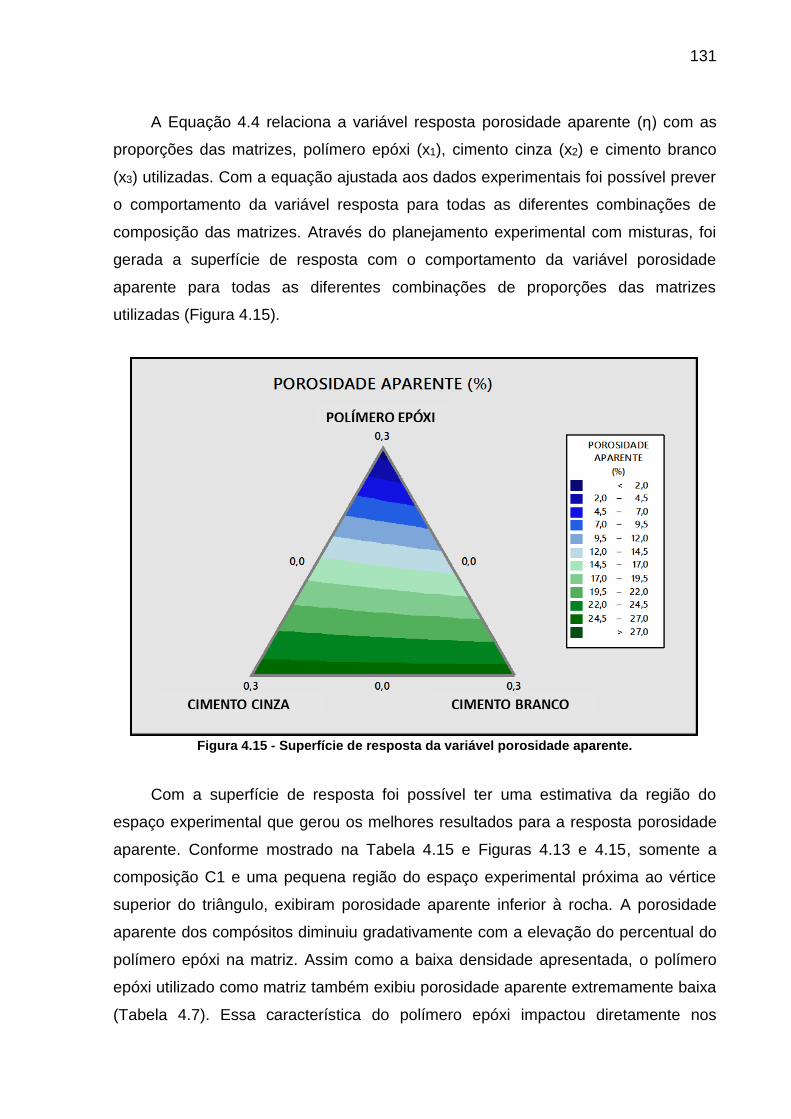
131
A Equação 4.4 relaciona a variável resposta porosidade aparente (η) com as
proporções das matrizes, polímero epóxi (x1), cimento cinza (x2) e cimento branco
(x3) utilizadas. Com a equação ajustada aos dados experimentais foi possível prever
o comportamento da variável resposta para todas as diferentes combinações de
composição das matrizes. Através do planejamento experimental com misturas, foi
gerada a superfície de resposta com o comportamento da variável porosidade
aparente para todas as diferentes combinações de proporções das matrizes
utilizadas (Figura 4.15).
Figura 4.15 - Superfície de resposta da variável porosidade aparente.
Com a superfície de resposta foi possível ter uma estimativa da região do
espaço experimental que gerou os melhores resultados para a resposta porosidade
aparente. Conforme mostrado na Tabela 4.15 e Figuras 4.13 e 4.15, somente a
composição C1 e uma pequena região do espaço experimental próxima ao vértice
superior do triângulo, exibiram porosidade aparente inferior à rocha. A porosidade
aparente dos compósitos diminuiu gradativamente com a elevação do percentual do
polímero epóxi na matriz. Assim como a baixa densidade apresentada, o polímero
epóxi utilizado como matriz também exibiu porosidade aparente extremamente baixa
(Tabela 4.7). Essa característica do polímero epóxi impactou diretamente nos
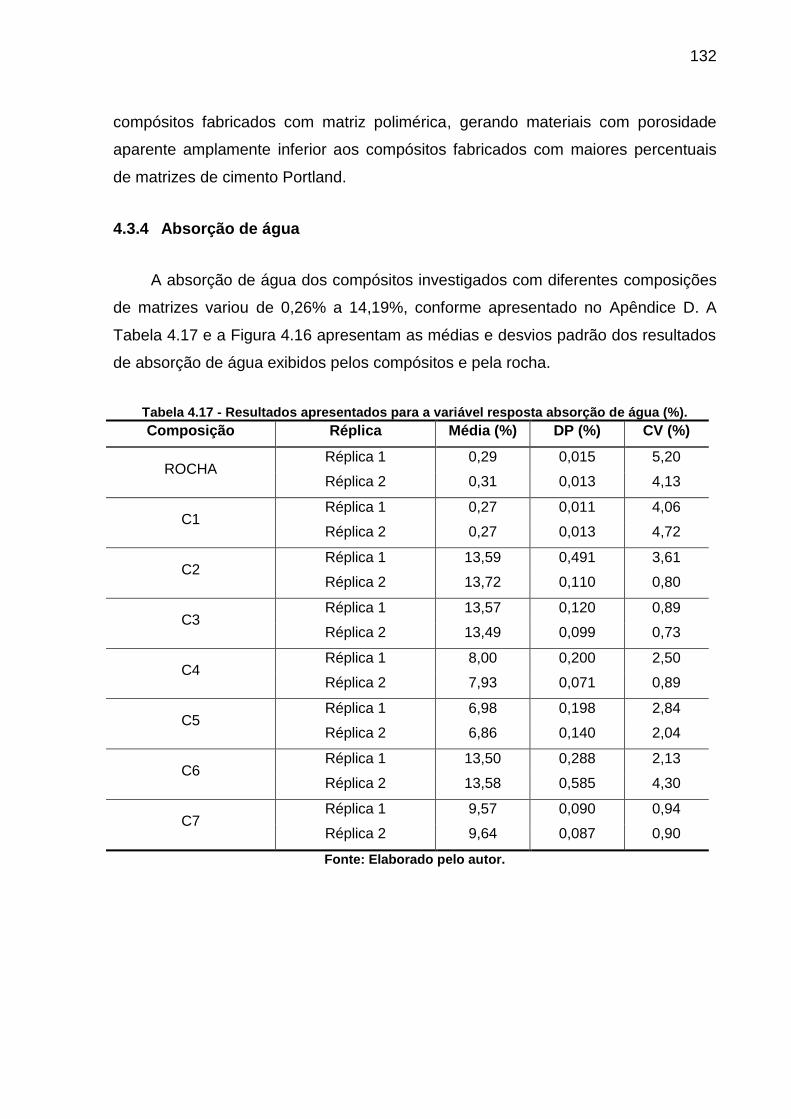
132
compósitos fabricados com matriz polimérica, gerando materiais com porosidade
aparente amplamente inferior aos compósitos fabricados com maiores percentuais
de matrizes de cimento Portland.
4.3.4 Absorção de água
A absorção de água dos compósitos investigados com diferentes composições
de matrizes variou de 0,26% a 14,19%, conforme apresentado no Apêndice D. A
Tabela 4.17 e a Figura 4.16 apresentam as médias e desvios padrão dos resultados
de absorção de água exibidos pelos compósitos e pela rocha.
Tabela 4.17 - Resultados apresentados para a variável resposta absorção de água (%).
Composição Réplica Média (%) DP (%) CV (%)
ROCHA Réplica 1 0,29 0,015 5,20
Réplica 2 0,31 0,013 4,13
C1 Réplica 1 0,27 0,011 4,06
Réplica 2 0,27 0,013 4,72
C2 Réplica 1 13,59 0,491 3,61
Réplica 2 13,72 0,110 0,80
C3 Réplica 1 13,57 0,120 0,89
Réplica 2 13,49 0,099 0,73
C4 Réplica 1 8,00 0,200 2,50
Réplica 2 7,93 0,071 0,89
C5 Réplica 1 6,98 0,198 2,84
Réplica 2 6,86 0,140 2,04
C6 Réplica 1 13,50 0,288 2,13
Réplica 2 13,58 0,585 4,30
C7 Réplica 1 9,57 0,090 0,94
Réplica 2 9,64 0,087 0,90
Fonte: Elaborado pelo autor.
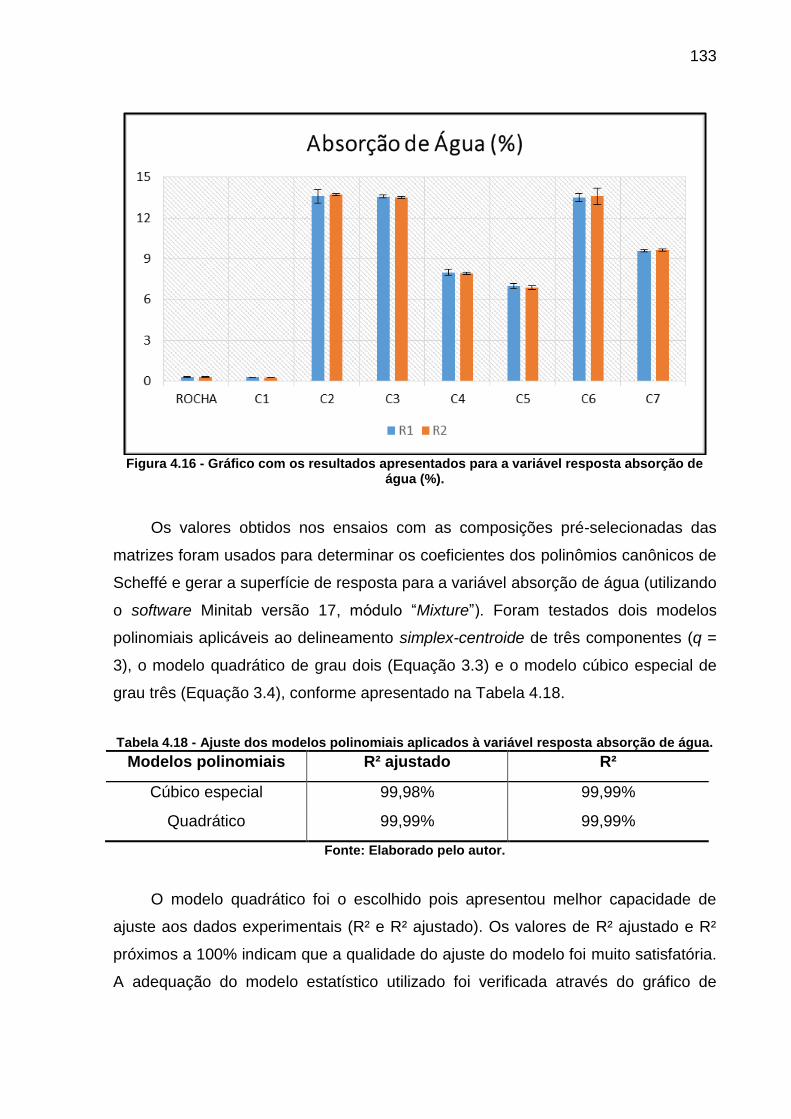
133
Figura 4.16 - Gráfico com os resultados apresentados para a variável resposta absorção de
água (%).
Os valores obtidos nos ensaios com as composições pré-selecionadas das
matrizes foram usados para determinar os coeficientes dos polinômios canônicos de
Scheffé e gerar a superfície de resposta para a variável absorção de água (utilizando
o software Minitab versão 17, módulo “Mixture”). Foram testados dois modelos
polinomiais aplicáveis ao delineamento simplex-centroide de três componentes (q =
3), o modelo quadrático de grau dois (Equação 3.3) e o modelo cúbico especial de
grau três (Equação 3.4), conforme apresentado na Tabela 4.18.
Tabela 4.18 - Ajuste dos modelos polinomiais aplicados à variável resposta absorção de água.
Modelos polinomiais R² ajustado R²
Cúbico especial 99,98% 99,99%
Quadrático 99,99% 99,99%
Fonte: Elaborado pelo autor.
O modelo quadrático foi o escolhido pois apresentou melhor capacidade de
ajuste aos dados experimentais (R² e R² ajustado). Os valores de R² ajustado e R²
próximos a 100% indicam que a qualidade do ajuste do modelo foi muito satisfatória.
A adequação do modelo estatístico utilizado foi verificada através do gráfico de
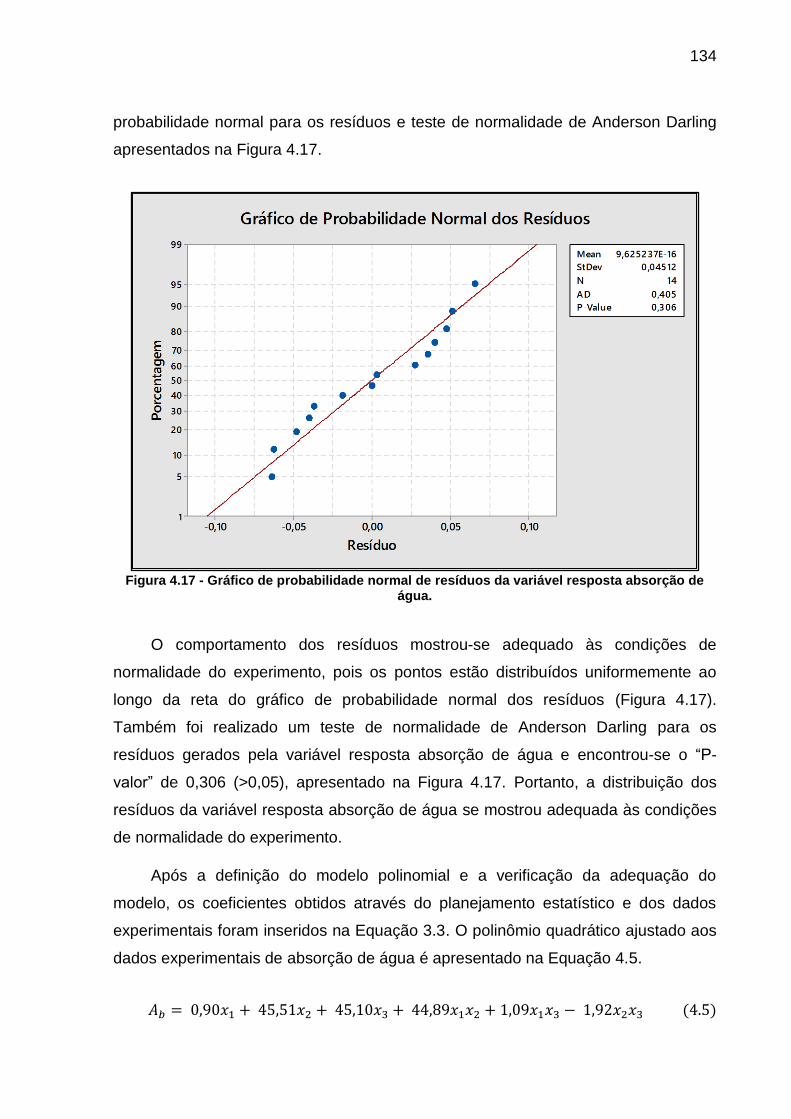
134
probabilidade normal para os resíduos e teste de normalidade de Anderson Darling
apresentados na Figura 4.17.
Figura 4.17 - Gráfico de probabilidade normal de resíduos da variável resposta absorção de
água.
O comportamento dos resíduos mostrou-se adequado às condições de
normalidade do experimento, pois os pontos estão distribuídos uniformemente ao
longo da reta do gráfico de probabilidade normal dos resíduos (Figura 4.17).
Também foi realizado um teste de normalidade de Anderson Darling para os
resíduos gerados pela variável resposta absorção de água e encontrou-se o “P-
valor” de 0,306 (>0,05), apresentado na Figura 4.17. Portanto, a distribuição dos
resíduos da variável resposta absorção de água se mostrou adequada às condições
de normalidade do experimento.
Após a definição do modelo polinomial e a verificação da adequação do
modelo, os coeficientes obtidos através do planejamento estatístico e dos dados
experimentais foram inseridos na Equação 3.3. O polinômio quadrático ajustado aos
dados experimentais de absorção de água é apresentado na Equação 4.5.
𝐴𝑏 = 0,90𝑥1 + 45,51𝑥2 + 45,10𝑥3 + 44,89𝑥1𝑥2 + 1,09𝑥1𝑥3 − 1,92𝑥2𝑥3 (4.5)
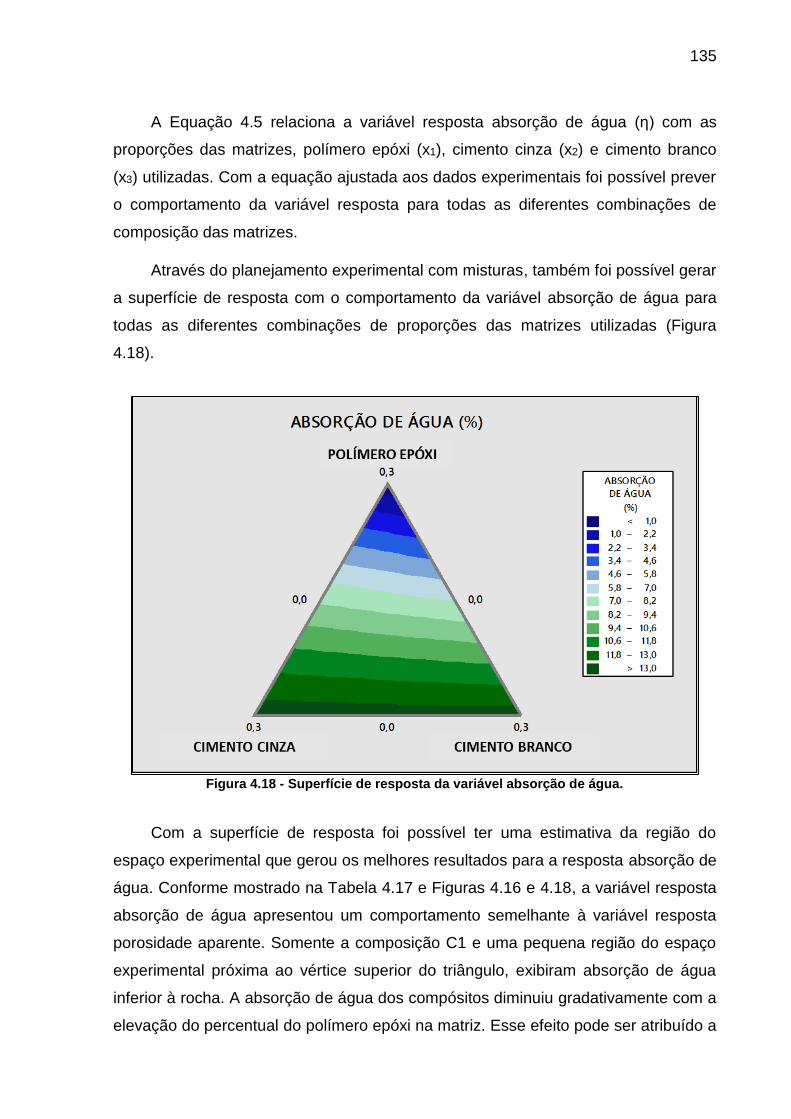
135
A Equação 4.5 relaciona a variável resposta absorção de água (η) com as
proporções das matrizes, polímero epóxi (x1), cimento cinza (x2) e cimento branco
(x3) utilizadas. Com a equação ajustada aos dados experimentais foi possível prever
o comportamento da variável resposta para todas as diferentes combinações de
composição das matrizes.
Através do planejamento experimental com misturas, também foi possível gerar
a superfície de resposta com o comportamento da variável absorção de água para
todas as diferentes combinações de proporções das matrizes utilizadas (Figura
4.18).
Figura 4.18 - Superfície de resposta da variável absorção de água.
Com a superfície de resposta foi possível ter uma estimativa da região do
espaço experimental que gerou os melhores resultados para a resposta absorção de
água. Conforme mostrado na Tabela 4.17 e Figuras 4.16 e 4.18, a variável resposta
absorção de água apresentou um comportamento semelhante à variável resposta
porosidade aparente. Somente a composição C1 e uma pequena região do espaço
experimental próxima ao vértice superior do triângulo, exibiram absorção de água
inferior à rocha. A absorção de água dos compósitos diminuiu gradativamente com a
elevação do percentual do polímero epóxi na matriz. Esse efeito pode ser atribuído a
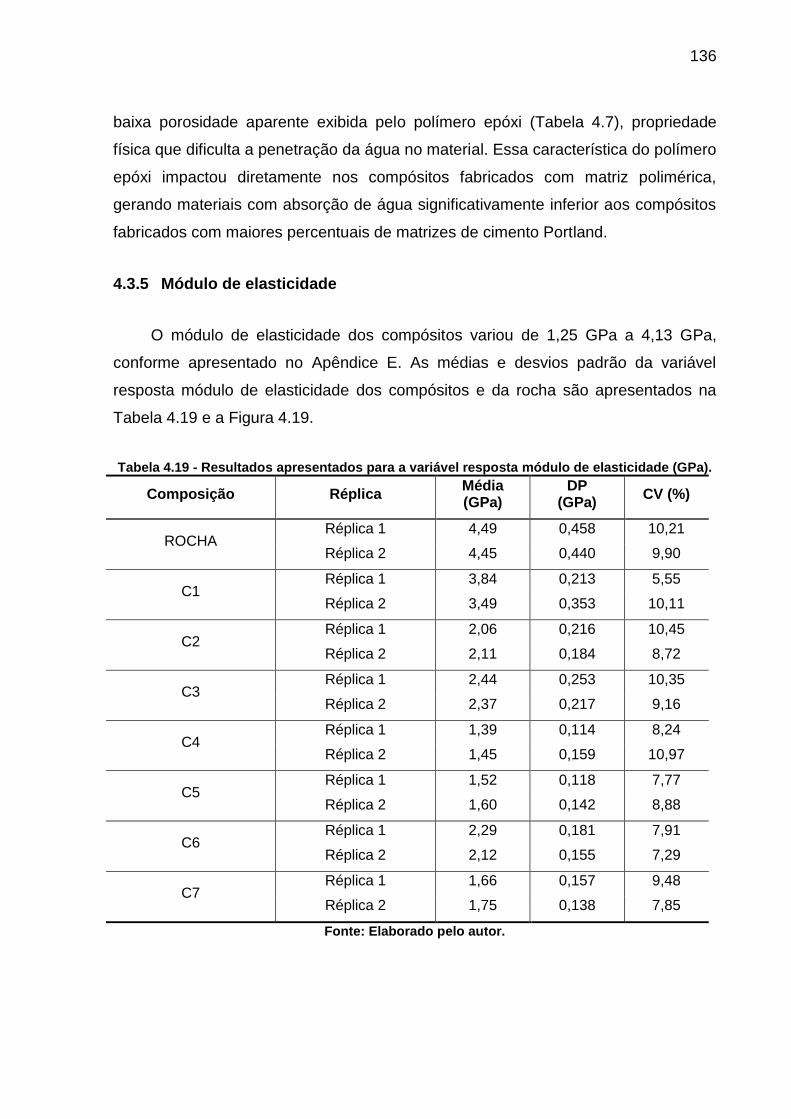
136
baixa porosidade aparente exibida pelo polímero epóxi (Tabela 4.7), propriedade
física que dificulta a penetração da água no material. Essa característica do polímero
epóxi impactou diretamente nos compósitos fabricados com matriz polimérica,
gerando materiais com absorção de água significativamente inferior aos compósitos
fabricados com maiores percentuais de matrizes de cimento Portland.
4.3.5 Módulo de elasticidade
O módulo de elasticidade dos compósitos variou de 1,25 GPa a 4,13 GPa,
conforme apresentado no Apêndice E. As médias e desvios padrão da variável
resposta módulo de elasticidade dos compósitos e da rocha são apresentados na
Tabela 4.19 e a Figura 4.19.
Tabela 4.19 - Resultados apresentados para a variável resposta módulo de elasticidade (GPa).
Composição Réplica Média (GPa)
DP (GPa)
CV (%)
ROCHA Réplica 1 4,49 0,458 10,21
Réplica 2 4,45 0,440 9,90
C1 Réplica 1 3,84 0,213 5,55
Réplica 2 3,49 0,353 10,11
C2 Réplica 1 2,06 0,216 10,45
Réplica 2 2,11 0,184 8,72
C3 Réplica 1 2,44 0,253 10,35
Réplica 2 2,37 0,217 9,16
C4 Réplica 1 1,39 0,114 8,24
Réplica 2 1,45 0,159 10,97
C5 Réplica 1 1,52 0,118 7,77
Réplica 2 1,60 0,142 8,88
C6 Réplica 1 2,29 0,181 7,91
Réplica 2 2,12 0,155 7,29
C7 Réplica 1 1,66 0,157 9,48
Réplica 2 1,75 0,138 7,85
Fonte: Elaborado pelo autor.
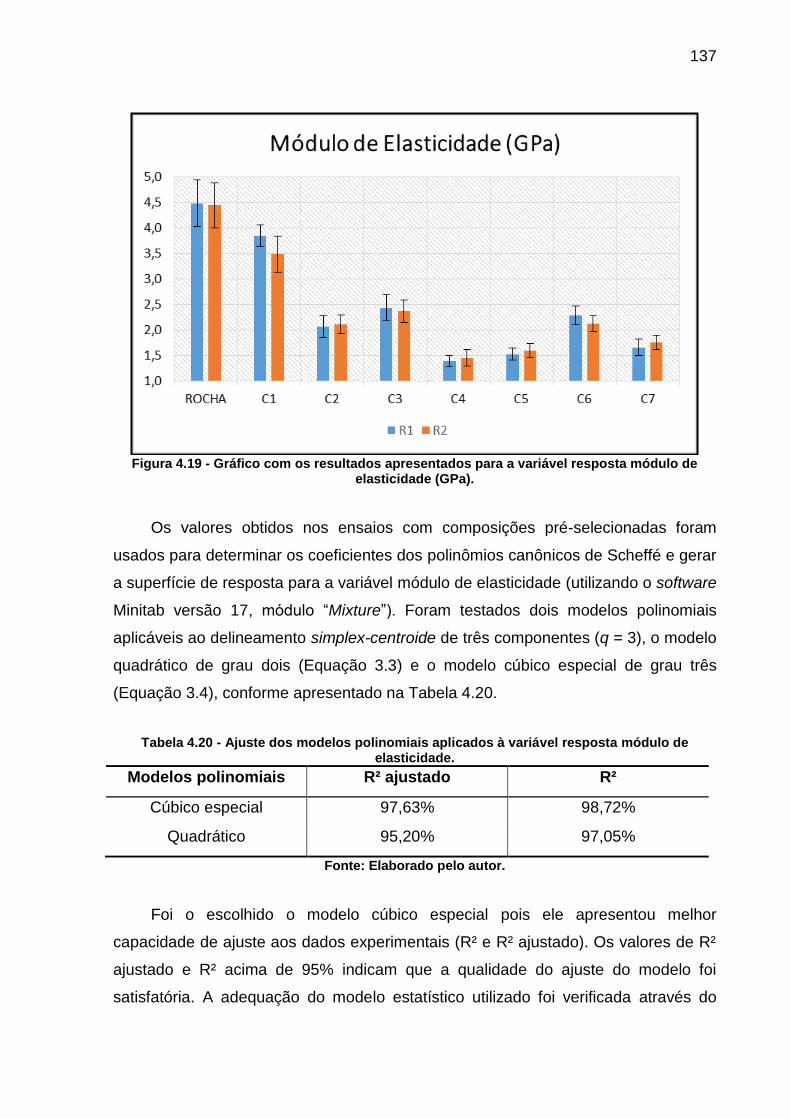
137
Figura 4.19 - Gráfico com os resultados apresentados para a variável resposta módulo de
elasticidade (GPa).
Os valores obtidos nos ensaios com composições pré-selecionadas foram
usados para determinar os coeficientes dos polinômios canônicos de Scheffé e gerar
a superfície de resposta para a variável módulo de elasticidade (utilizando o software
Minitab versão 17, módulo “Mixture”). Foram testados dois modelos polinomiais
aplicáveis ao delineamento simplex-centroide de três componentes (q = 3), o modelo
quadrático de grau dois (Equação 3.3) e o modelo cúbico especial de grau três
(Equação 3.4), conforme apresentado na Tabela 4.20.
Tabela 4.20 - Ajuste dos modelos polinomiais aplicados à variável resposta módulo de elasticidade.
Modelos polinomiais R² ajustado R²
Cúbico especial 97,63% 98,72%
Quadrático 95,20% 97,05%
Fonte: Elaborado pelo autor.
Foi o escolhido o modelo cúbico especial pois ele apresentou melhor
capacidade de ajuste aos dados experimentais (R² e R² ajustado). Os valores de R²
ajustado e R² acima de 95% indicam que a qualidade do ajuste do modelo foi
satisfatória. A adequação do modelo estatístico utilizado foi verificada através do
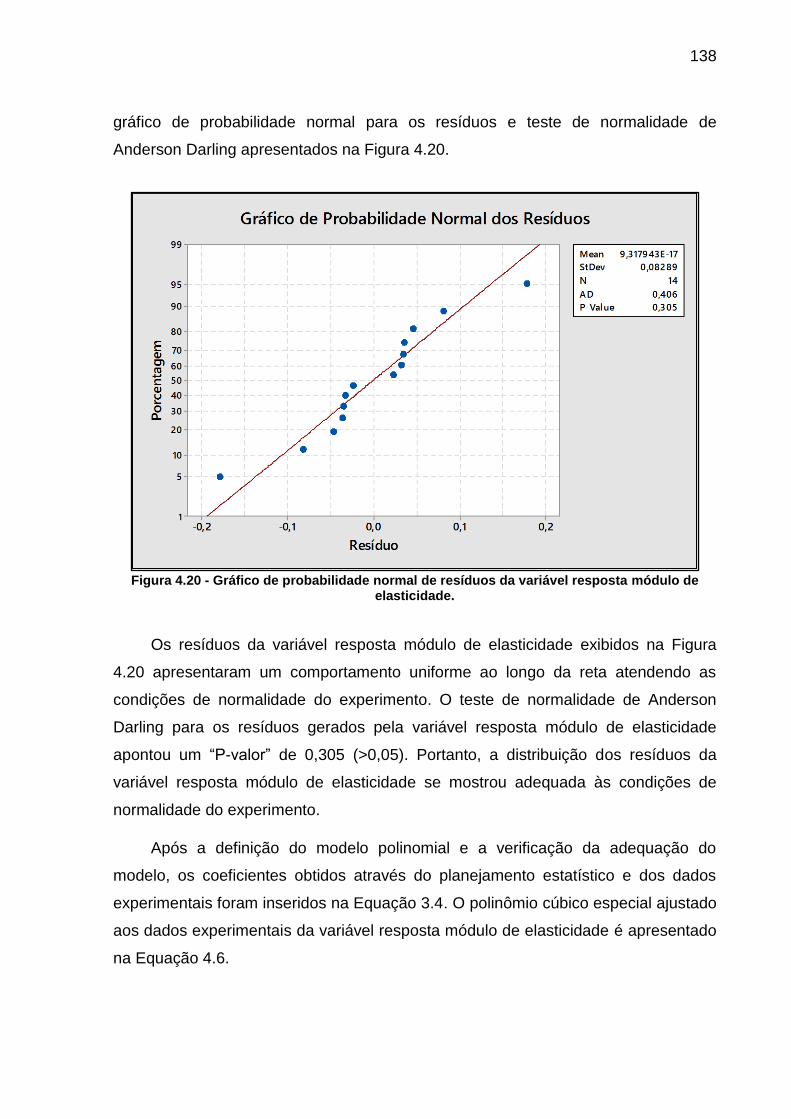
138
gráfico de probabilidade normal para os resíduos e teste de normalidade de
Anderson Darling apresentados na Figura 4.20.
Figura 4.20 - Gráfico de probabilidade normal de resíduos da variável resposta módulo de
elasticidade.
Os resíduos da variável resposta módulo de elasticidade exibidos na Figura
4.20 apresentaram um comportamento uniforme ao longo da reta atendendo as
condições de normalidade do experimento. O teste de normalidade de Anderson
Darling para os resíduos gerados pela variável resposta módulo de elasticidade
apontou um “P-valor” de 0,305 (>0,05). Portanto, a distribuição dos resíduos da
variável resposta módulo de elasticidade se mostrou adequada às condições de
normalidade do experimento.
Após a definição do modelo polinomial e a verificação da adequação do
modelo, os coeficientes obtidos através do planejamento estatístico e dos dados
experimentais foram inseridos na Equação 3.4. O polinômio cúbico especial ajustado
aos dados experimentais da variável resposta módulo de elasticidade é apresentado
na Equação 4.6.
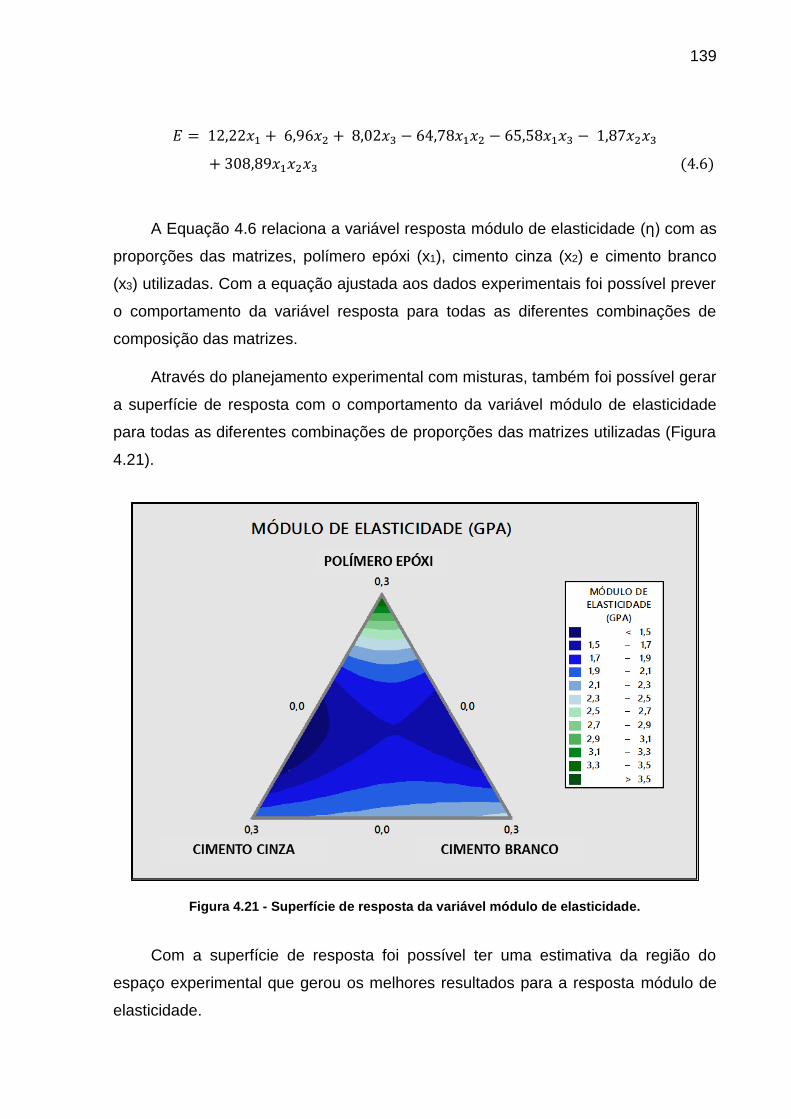
139
𝐸 = 12,22𝑥1 + 6,96𝑥2 + 8,02𝑥3 − 64,78𝑥1𝑥2 − 65,58𝑥1𝑥3 − 1,87𝑥2𝑥3
+ 308,89𝑥1𝑥2𝑥3 (4.6)
A Equação 4.6 relaciona a variável resposta módulo de elasticidade (η) com as
proporções das matrizes, polímero epóxi (x1), cimento cinza (x2) e cimento branco
(x3) utilizadas. Com a equação ajustada aos dados experimentais foi possível prever
o comportamento da variável resposta para todas as diferentes combinações de
composição das matrizes.
Através do planejamento experimental com misturas, também foi possível gerar
a superfície de resposta com o comportamento da variável módulo de elasticidade
para todas as diferentes combinações de proporções das matrizes utilizadas (Figura
4.21).
Figura 4.21 - Superfície de resposta da variável módulo de elasticidade.
Com a superfície de resposta foi possível ter uma estimativa da região do
espaço experimental que gerou os melhores resultados para a resposta módulo de
elasticidade.
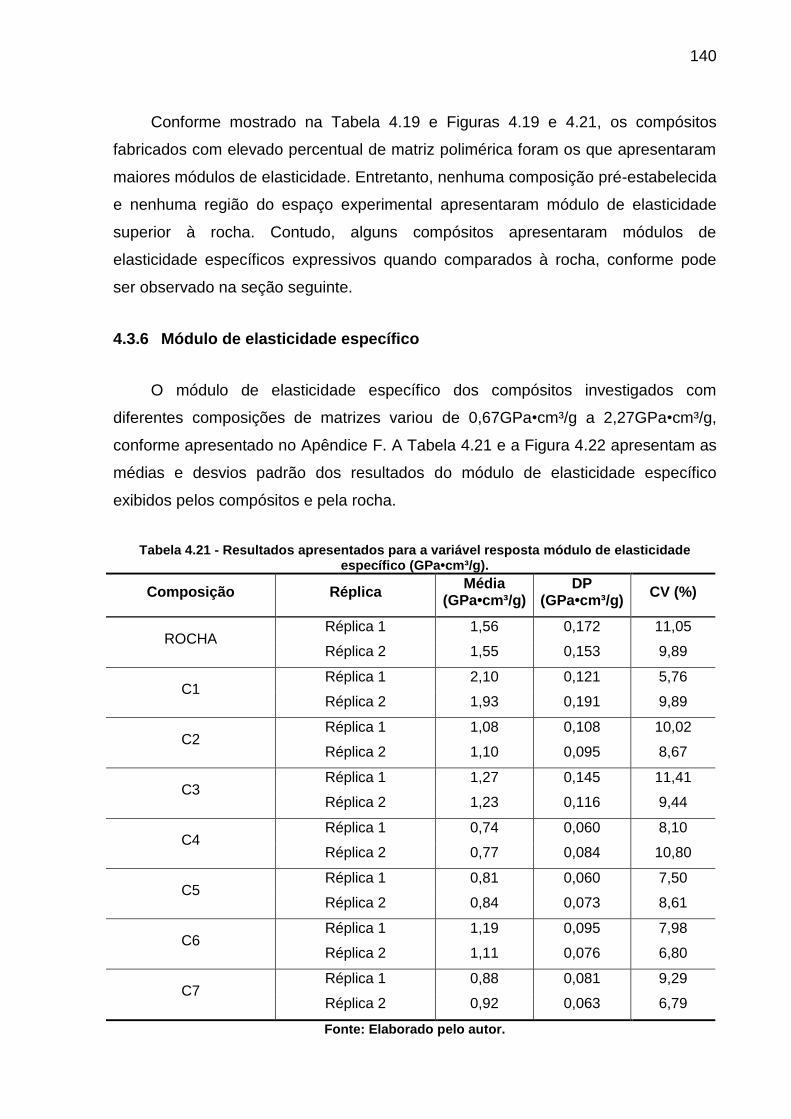
140
Conforme mostrado na Tabela 4.19 e Figuras 4.19 e 4.21, os compósitos
fabricados com elevado percentual de matriz polimérica foram os que apresentaram
maiores módulos de elasticidade. Entretanto, nenhuma composição pré-estabelecida
e nenhuma região do espaço experimental apresentaram módulo de elasticidade
superior à rocha. Contudo, alguns compósitos apresentaram módulos de
elasticidade específicos expressivos quando comparados à rocha, conforme pode
ser observado na seção seguinte.
4.3.6 Módulo de elasticidade específico
O módulo de elasticidade específico dos compósitos investigados com
diferentes composições de matrizes variou de 0,67GPa•cm³/g a 2,27GPa•cm³/g,
conforme apresentado no Apêndice F. A Tabela 4.21 e a Figura 4.22 apresentam as
médias e desvios padrão dos resultados do módulo de elasticidade específico
exibidos pelos compósitos e pela rocha.
Tabela 4.21 - Resultados apresentados para a variável resposta módulo de elasticidade específico (GPa•cm³/g).
Composição Réplica Média
(GPa•cm³/g) DP
(GPa•cm³/g) CV (%)
ROCHA Réplica 1 1,56 0,172 11,05
Réplica 2 1,55 0,153 9,89
C1 Réplica 1 2,10 0,121 5,76
Réplica 2 1,93 0,191 9,89
C2 Réplica 1 1,08 0,108 10,02
Réplica 2 1,10 0,095 8,67
C3 Réplica 1 1,27 0,145 11,41
Réplica 2 1,23 0,116 9,44
C4 Réplica 1 0,74 0,060 8,10
Réplica 2 0,77 0,084 10,80
C5 Réplica 1 0,81 0,060 7,50
Réplica 2 0,84 0,073 8,61
C6 Réplica 1 1,19 0,095 7,98
Réplica 2 1,11 0,076 6,80
C7 Réplica 1 0,88 0,081 9,29
Réplica 2 0,92 0,063 6,79
Fonte: Elaborado pelo autor.
141
Figura 4.22 - Gráfico com os resultados apresentados para a variável resposta módulo de
elasticidade específico (GPa•cm³/g).
Os valores obtidos nos ensaios com as composições pré-selecionadas das
matrizes foram usados para determinar os coeficientes dos polinômios canônicos de
Scheffé e gerar a superfície de resposta para a variável módulo de elasticidade
específico (utilizando o software Minitab versão 17, módulo “Mixture”). Foram
testados dois modelos polinomiais aplicáveis ao delineamento simplex-centroide de
três componentes (q = 3), o modelo quadrático de grau dois (Equação 3.3) e o
modelo cúbico especial de grau três (Equação 3.4), conforme apresentado na
Tabela 4.22.
Tabela 4.22 - Ajuste dos modelos polinomiais aplicados à variável resposta módulo de elasticidade específico.
Modelos polinomiais R² ajustado R²
Cúbico especial 98,11% 98,98%
Quadrático 95,75% 97,39%
Fonte: Elaborado pelo autor.
O modelo cúbico especial foi o escolhido pois apresentou melhor capacidade
de ajuste aos dados experimentais (R² e R² ajustado). Os valores de R² ajustado e
R² próximos a 100% indicam que a qualidade do ajuste do modelo foi satisfatória. A
adequação do modelo estatístico utilizado foi verificada através do gráfico de

142
probabilidade normal para os resíduos e teste de normalidade de Anderson Darling
apresentados na Figura 4.23.
Figura 4.23 - Gráfico de probabilidade normal de resíduos da variável resposta módulo de
elasticidade específico.
O comportamento dos resíduos mostrou-se adequado às condições de
normalidade do experimento, pois os pontos estão distribuídos uniformemente ao
longo da reta do gráfico de probabilidade normal dos resíduos (Figura 4.23).
Também foi realizado um teste de normalidade de Anderson Darling para os
resíduos gerados pela variável resposta módulo de elasticidade específico e
encontrou-se o “P-valor” de 0,426 (>0,05), apresentado na Figura 4.23. Portanto, a
distribuição dos resíduos da variável resposta módulo de elasticidade específico se
mostrou adequada às condições de normalidade do experimento.
Após a definição do modelo polinomial e a verificação da adequação do
modelo, os coeficientes obtidos através do planejamento estatístico e dos dados
experimentais foram inseridos na Equação 3.4. O polinômio cúbico especial ajustado
aos dados experimentais do módulo de elasticidade específico é apresentado na
Equação 4.7.
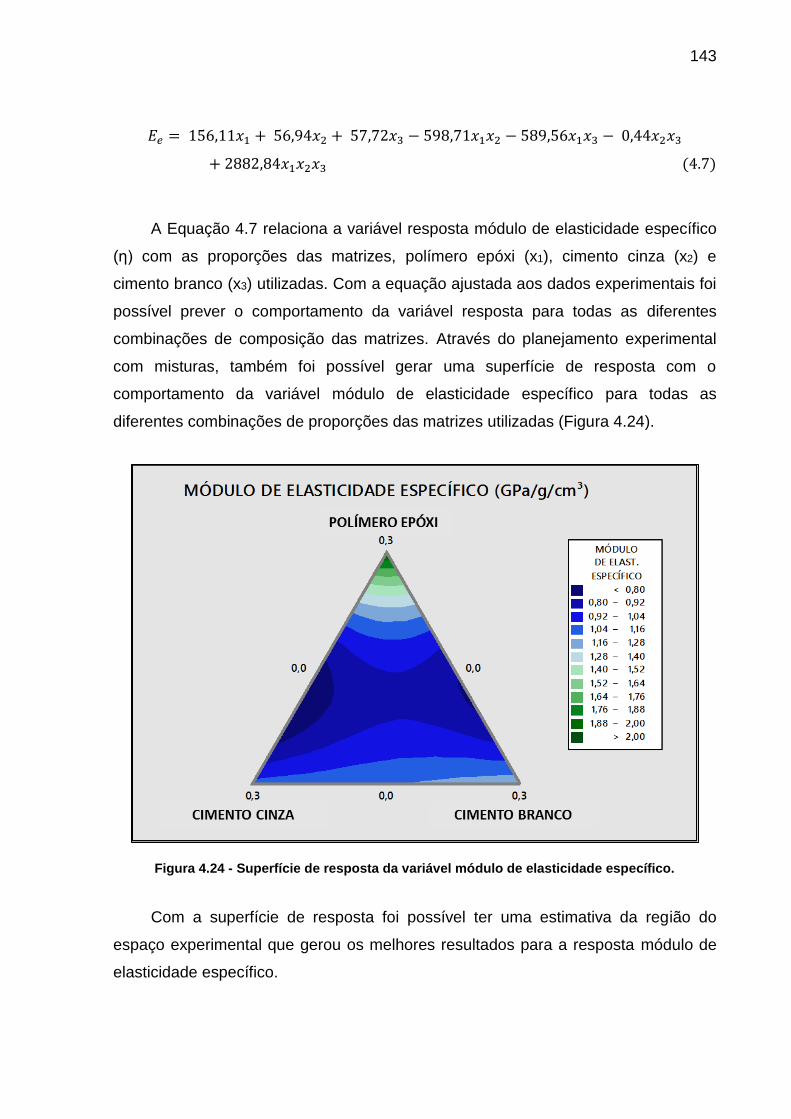
143
𝐸𝑒 = 156,11𝑥1 + 56,94𝑥2 + 57,72𝑥3 − 598,71𝑥1𝑥2 − 589,56𝑥1𝑥3 − 0,44𝑥2𝑥3
+ 2882,84𝑥1𝑥2𝑥3 (4.7)
A Equação 4.7 relaciona a variável resposta módulo de elasticidade específico
(η) com as proporções das matrizes, polímero epóxi (x1), cimento cinza (x2) e
cimento branco (x3) utilizadas. Com a equação ajustada aos dados experimentais foi
possível prever o comportamento da variável resposta para todas as diferentes
combinações de composição das matrizes. Através do planejamento experimental
com misturas, também foi possível gerar uma superfície de resposta com o
comportamento da variável módulo de elasticidade específico para todas as
diferentes combinações de proporções das matrizes utilizadas (Figura 4.24).
Figura 4.24 - Superfície de resposta da variável módulo de elasticidade específico.
Com a superfície de resposta foi possível ter uma estimativa da região do
espaço experimental que gerou os melhores resultados para a resposta módulo de
elasticidade específico.
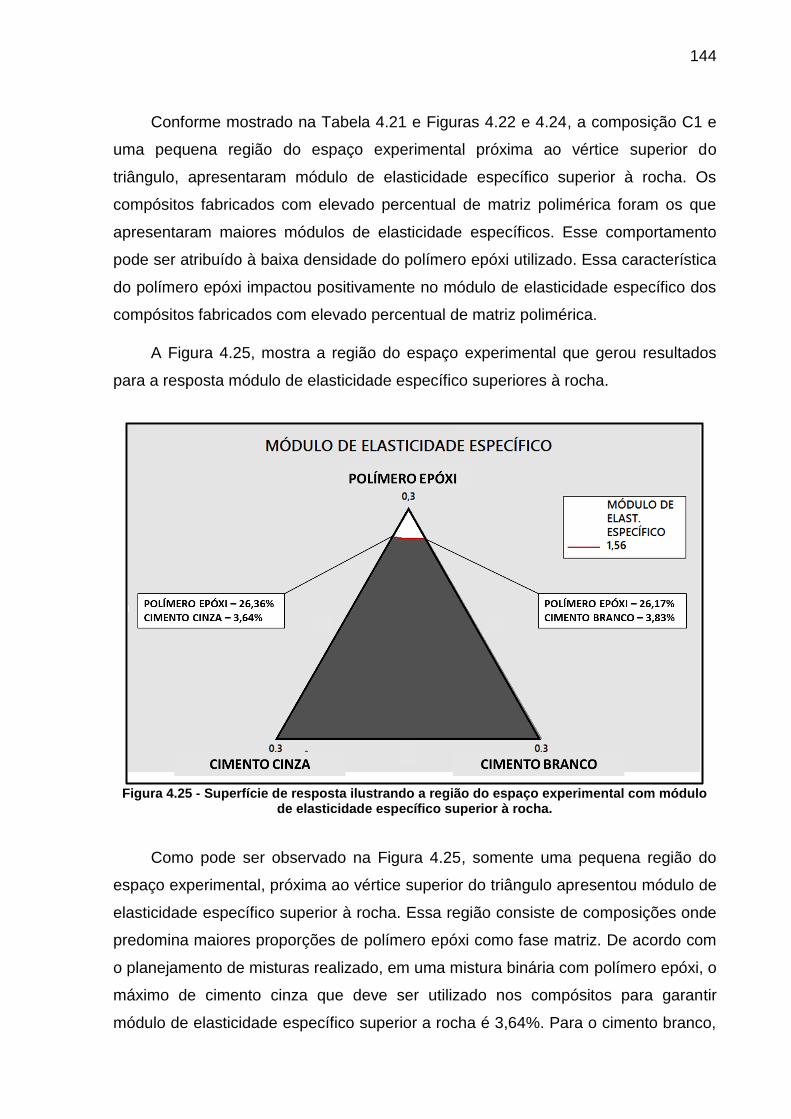
144
Conforme mostrado na Tabela 4.21 e Figuras 4.22 e 4.24, a composição C1 e
uma pequena região do espaço experimental próxima ao vértice superior do
triângulo, apresentaram módulo de elasticidade específico superior à rocha. Os
compósitos fabricados com elevado percentual de matriz polimérica foram os que
apresentaram maiores módulos de elasticidade específicos. Esse comportamento
pode ser atribuído à baixa densidade do polímero epóxi utilizado. Essa característica
do polímero epóxi impactou positivamente no módulo de elasticidade específico dos
compósitos fabricados com elevado percentual de matriz polimérica.
A Figura 4.25, mostra a região do espaço experimental que gerou resultados
para a resposta módulo de elasticidade específico superiores à rocha.
Figura 4.25 - Superfície de resposta ilustrando a região do espaço experimental com módulo
de elasticidade específico superior à rocha.
Como pode ser observado na Figura 4.25, somente uma pequena região do
espaço experimental, próxima ao vértice superior do triângulo apresentou módulo de
elasticidade específico superior à rocha. Essa região consiste de composições onde
predomina maiores proporções de polímero epóxi como fase matriz. De acordo com
o planejamento de misturas realizado, em uma mistura binária com polímero epóxi, o
máximo de cimento cinza que deve ser utilizado nos compósitos para garantir
módulo de elasticidade específico superior a rocha é 3,64%. Para o cimento branco,
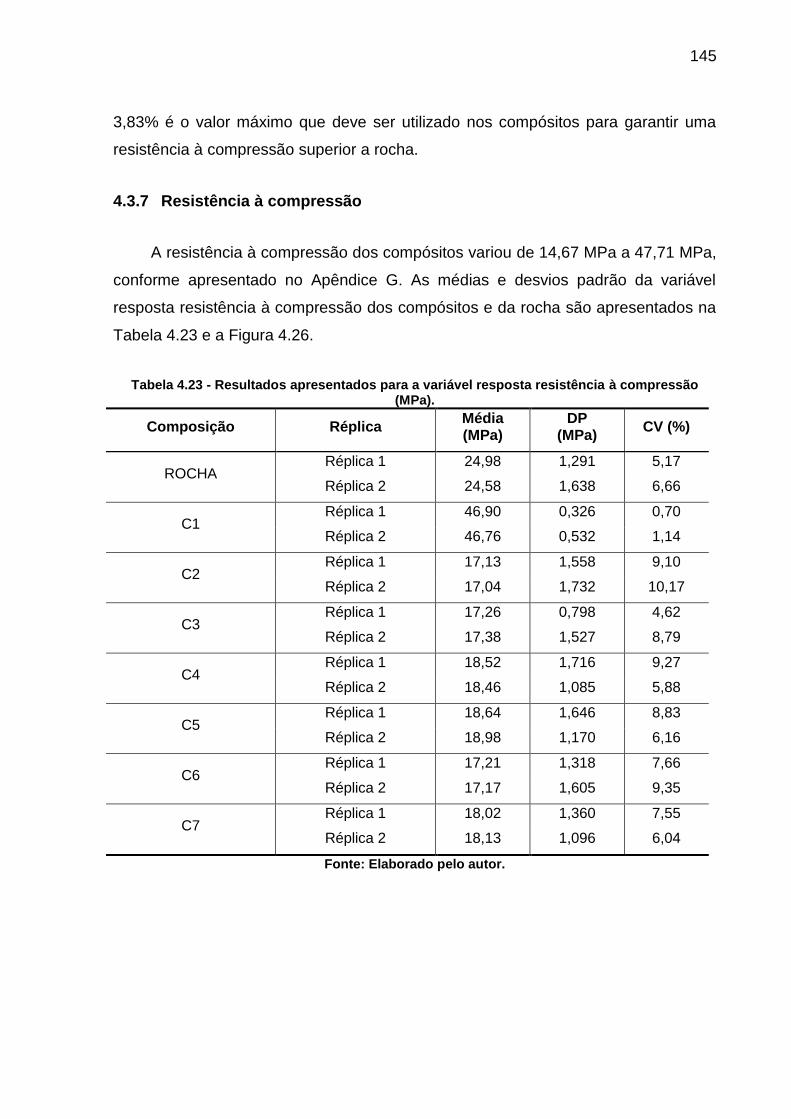
145
3,83% é o valor máximo que deve ser utilizado nos compósitos para garantir uma
resistência à compressão superior a rocha.
4.3.7 Resistência à compressão
A resistência à compressão dos compósitos variou de 14,67 MPa a 47,71 MPa,
conforme apresentado no Apêndice G. As médias e desvios padrão da variável
resposta resistência à compressão dos compósitos e da rocha são apresentados na
Tabela 4.23 e a Figura 4.26.
Tabela 4.23 - Resultados apresentados para a variável resposta resistência à compressão (MPa).
Composição Réplica Média (MPa)
DP (MPa)
CV (%)
ROCHA Réplica 1 24,98 1,291 5,17
Réplica 2 24,58 1,638 6,66
C1 Réplica 1 46,90 0,326 0,70
Réplica 2 46,76 0,532 1,14
C2 Réplica 1 17,13 1,558 9,10
Réplica 2 17,04 1,732 10,17
C3 Réplica 1 17,26 0,798 4,62
Réplica 2 17,38 1,527 8,79
C4 Réplica 1 18,52 1,716 9,27
Réplica 2 18,46 1,085 5,88
C5 Réplica 1 18,64 1,646 8,83
Réplica 2 18,98 1,170 6,16
C6 Réplica 1 17,21 1,318 7,66
Réplica 2 17,17 1,605 9,35
C7 Réplica 1 18,02 1,360 7,55
Réplica 2 18,13 1,096 6,04
Fonte: Elaborado pelo autor.
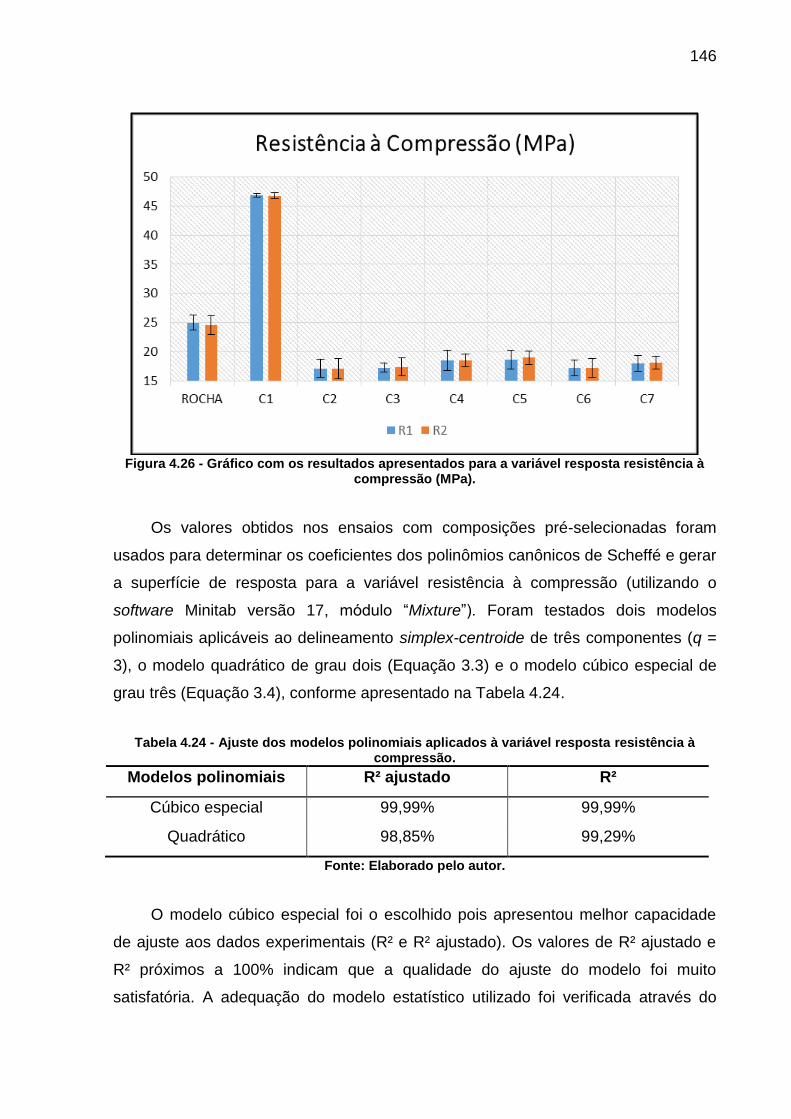
146
Figura 4.26 - Gráfico com os resultados apresentados para a variável resposta resistência à
compressão (MPa).
Os valores obtidos nos ensaios com composições pré-selecionadas foram
usados para determinar os coeficientes dos polinômios canônicos de Scheffé e gerar
a superfície de resposta para a variável resistência à compressão (utilizando o
software Minitab versão 17, módulo “Mixture”). Foram testados dois modelos
polinomiais aplicáveis ao delineamento simplex-centroide de três componentes (q =
3), o modelo quadrático de grau dois (Equação 3.3) e o modelo cúbico especial de
grau três (Equação 3.4), conforme apresentado na Tabela 4.24.
Tabela 4.24 - Ajuste dos modelos polinomiais aplicados à variável resposta resistência à compressão.
Modelos polinomiais R² ajustado R²
Cúbico especial 99,99% 99,99%
Quadrático 98,85% 99,29%
Fonte: Elaborado pelo autor.
O modelo cúbico especial foi o escolhido pois apresentou melhor capacidade
de ajuste aos dados experimentais (R² e R² ajustado). Os valores de R² ajustado e
R² próximos a 100% indicam que a qualidade do ajuste do modelo foi muito
satisfatória. A adequação do modelo estatístico utilizado foi verificada através do
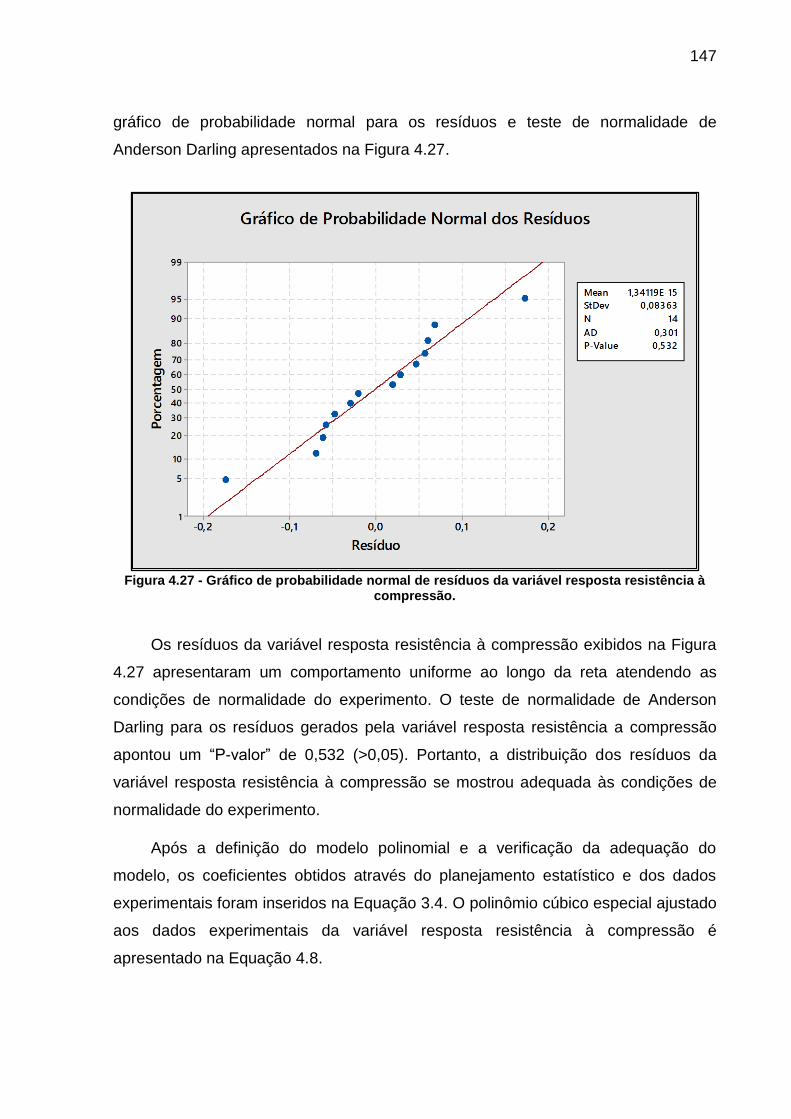
147
gráfico de probabilidade normal para os resíduos e teste de normalidade de
Anderson Darling apresentados na Figura 4.27.
Figura 4.27 - Gráfico de probabilidade normal de resíduos da variável resposta resistência à
compressão.
Os resíduos da variável resposta resistência à compressão exibidos na Figura
4.27 apresentaram um comportamento uniforme ao longo da reta atendendo as
condições de normalidade do experimento. O teste de normalidade de Anderson
Darling para os resíduos gerados pela variável resposta resistência a compressão
apontou um “P-valor” de 0,532 (>0,05). Portanto, a distribuição dos resíduos da
variável resposta resistência à compressão se mostrou adequada às condições de
normalidade do experimento.
Após a definição do modelo polinomial e a verificação da adequação do
modelo, os coeficientes obtidos através do planejamento estatístico e dos dados
experimentais foram inseridos na Equação 3.4. O polinômio cúbico especial ajustado
aos dados experimentais da variável resposta resistência à compressão é
apresentado na Equação 4.8.
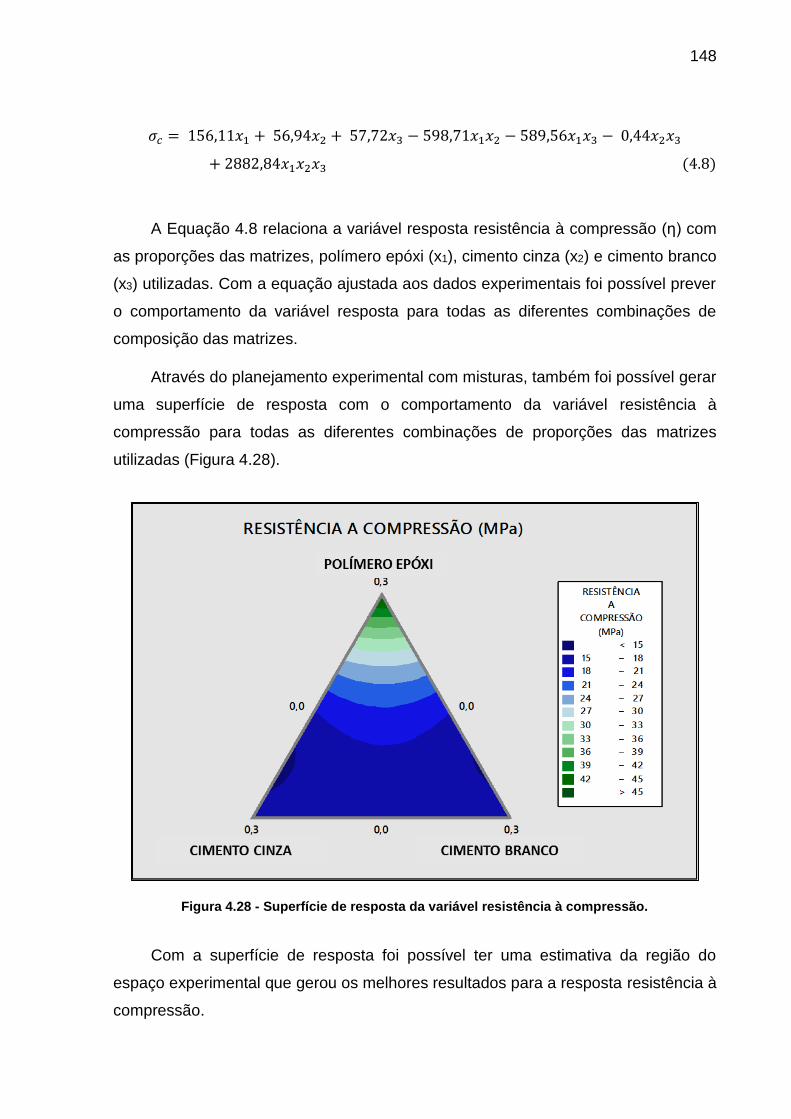
148
𝜎𝑐 = 156,11𝑥1 + 56,94𝑥2 + 57,72𝑥3 − 598,71𝑥1𝑥2 − 589,56𝑥1𝑥3 − 0,44𝑥2𝑥3
+ 2882,84𝑥1𝑥2𝑥3 (4.8)
A Equação 4.8 relaciona a variável resposta resistência à compressão (η) com
as proporções das matrizes, polímero epóxi (x1), cimento cinza (x2) e cimento branco
(x3) utilizadas. Com a equação ajustada aos dados experimentais foi possível prever
o comportamento da variável resposta para todas as diferentes combinações de
composição das matrizes.
Através do planejamento experimental com misturas, também foi possível gerar
uma superfície de resposta com o comportamento da variável resistência à
compressão para todas as diferentes combinações de proporções das matrizes
utilizadas (Figura 4.28).
Figura 4.28 - Superfície de resposta da variável resistência à compressão.
Com a superfície de resposta foi possível ter uma estimativa da região do
espaço experimental que gerou os melhores resultados para a resposta resistência à
compressão.
149
Conforme mostrado na Tabela 4.23 e Figuras 4.26 e 4.28, somente a
composição C1 e uma pequena região do espaço experimental próxima ao vértice
superior do triângulo, apresentaram resistência à compressão superior à rocha. A
resistência à compressão dos compósitos aumentou gradativamente com a elevação
do percentual do polímero epóxi na matriz. A matriz polimérica utilizada, além de
apresentar densidade e porosidade aparente baixas, também exibiu elevada
resistência à compressão (Tabela 4.7). Essa característica do polímero epóxi em
conjunto com a boa interface entre a matriz e a fase dispersa impactou
positivamente na resistência à compressão dos compósitos fabricados com elevado
percentual de matriz polimérica.
Por outro lado, os compósitos fabricados com maiores percentuais de matrizes
de cimento Portland apresentaram baixa resistência à compressão, inclusive inferior
a resistência da rocha. Uma das razões desse comportamento pode ser atribuída à
elevada porosidade aparente exibida por estes materiais (Tabela 4.15 e Figura
4.13).
De acordo com a Lei de Abrams, a resistência mecânica é inversamente
proporcional à porosidade e ao consumo de água em concretos e argamassas. A
quantidade de água adicionada ao concreto ou argamassa está associada ao índice
de vazios presentes em sua microestrutura, que, por sua vez, determina a
permeabilidade do material (QUARCIONI et al., 2009).
A fabricação de compósitos com elevado percentual de fase dispersa (70%)
exigiu uma relação água e cimento alta (0,73), para garantir a trabalhabilidade do
material. Mesmo com a otimização da distribuição granulométrica das partículas de
esteatito, o baixo diâmetro médio e o formato anguloso das partículas de esteatito
impactaram negativamente na densidade de empacotamento.
Segundo Pandolfelli et al. (2000), quanto mais afastada do formato esférico e
angulosa for a partícula, menor é a densidade de empacotamento de uma
distribuição que a contenha. Quanto menor o tamanho das partículas irregulares
maior será esse efeito, devido à maior área superficial específica. A demanda de
água em concretos e argamassas está relacionada com a área superficial e com a
densidade de empacotamento dos agregados, quanto maior a área superficial e
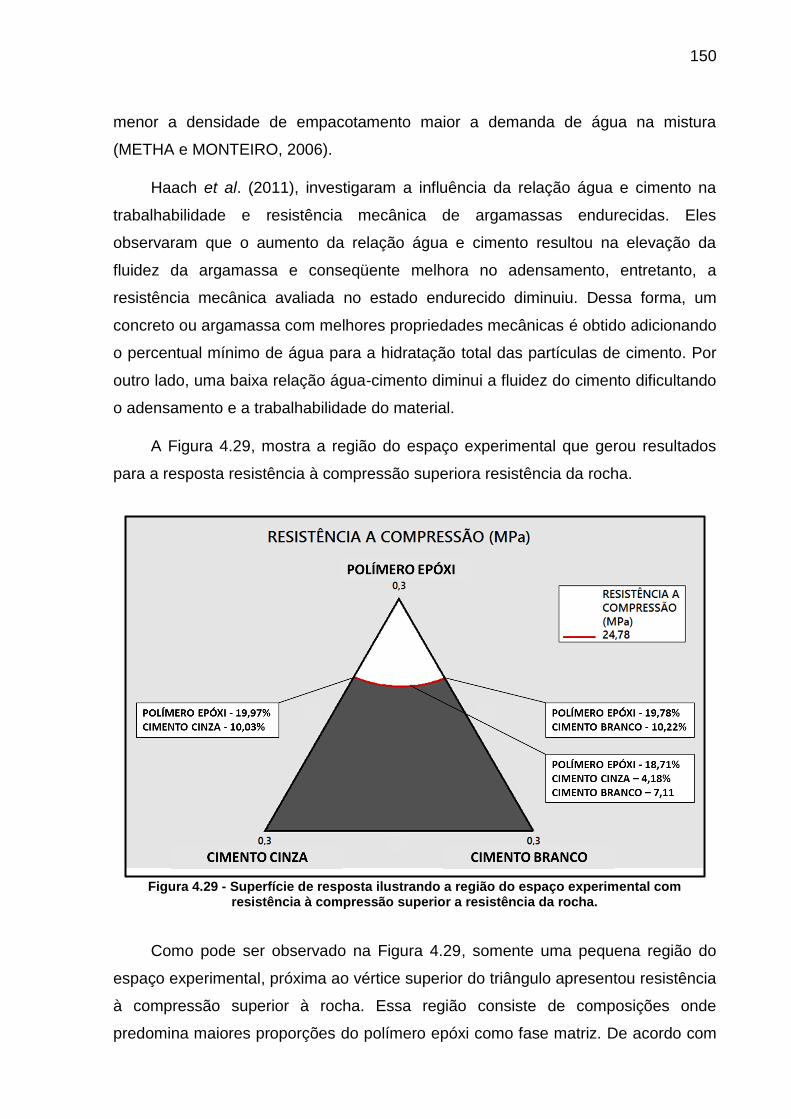
150
menor a densidade de empacotamento maior a demanda de água na mistura
(METHA e MONTEIRO, 2006).
Haach et al. (2011), investigaram a influência da relação água e cimento na
trabalhabilidade e resistência mecânica de argamassas endurecidas. Eles
observaram que o aumento da relação água e cimento resultou na elevação da
fluidez da argamassa e conseqüente melhora no adensamento, entretanto, a
resistência mecânica avaliada no estado endurecido diminuiu. Dessa forma, um
concreto ou argamassa com melhores propriedades mecânicas é obtido adicionando
o percentual mínimo de água para a hidratação total das partículas de cimento. Por
outro lado, uma baixa relação água-cimento diminui a fluidez do cimento dificultando
o adensamento e a trabalhabilidade do material.
A Figura 4.29, mostra a região do espaço experimental que gerou resultados
para a resposta resistência à compressão superiora resistência da rocha.
Figura 4.29 - Superfície de resposta ilustrando a região do espaço experimental com
resistência à compressão superior a resistência da rocha.
Como pode ser observado na Figura 4.29, somente uma pequena região do
espaço experimental, próxima ao vértice superior do triângulo apresentou resistência
à compressão superior à rocha. Essa região consiste de composições onde
predomina maiores proporções do polímero epóxi como fase matriz. De acordo com
151
o planejamento de misturas realizado, em uma mistura binária com polímero epóxi, o
máximo de cimento cinza que deve ser utilizado nos compósitos para garantir uma
resistência à compressão superior a rocha é 10,03%. Para o cimento branco,
10,22% é o valor máximo que deve ser utilizado nos compósitos para garantir uma
resistência à compressão superior a rocha. Por outro lado, o mínimo de polímero
epóxi que pode ser utilizado nos compósitos para garantir uma resistência à
compressão superior a rocha é 18,71%, para uma mistura ternária contendo 4,18%
de cimento cinza e 7,11% de cimento branco.
Dentre os diferentes compósitos investigados por Cota et al. (2012), aqueles
fabricados com 60% de esteatito e 40% de polímero epóxi foram os que alcançaram
maior resistência à compressão, tendo atingido um valor máximo de 43,07MPa. Os
compósitos investigados no presente trabalho, fabricados com 70% de esteatito e
30% de polímero epóxi apresentaram uma média de resistência à compressão de
46,83MPa. Portanto, mesmo tendo sido utilizado um percentual superior de esteatito
como fase dispersa, estes compósitos exibiram resistência à compressão 8,73%
superior aos compósitos desenvolvidos por Cota et al. (2012). Esse efeito pode ser
atribuído a utilização de um polímero epóxi de maior resistência mecânica e a
otimização da distribuição granulométrica das partículas de esteatito.
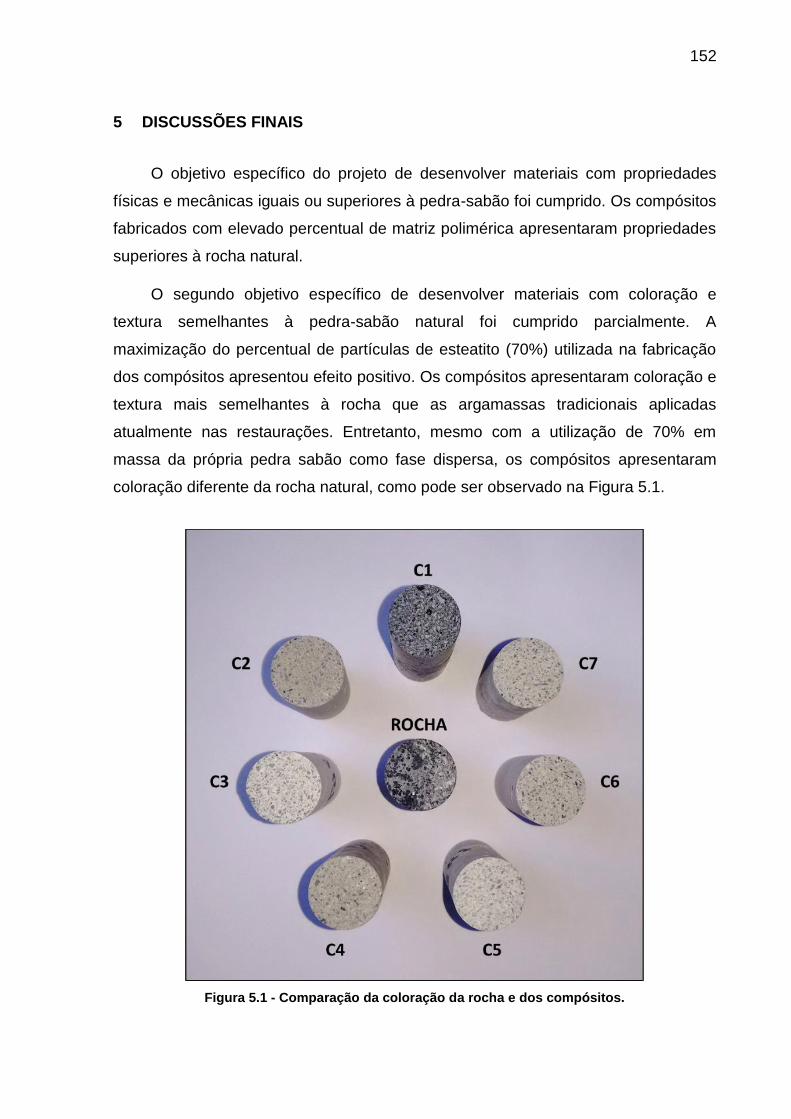
152
5 DISCUSSÕES FINAIS
O objetivo específico do projeto de desenvolver materiais com propriedades
físicas e mecânicas iguais ou superiores à pedra-sabão foi cumprido. Os compósitos
fabricados com elevado percentual de matriz polimérica apresentaram propriedades
superiores à rocha natural.
O segundo objetivo específico de desenvolver materiais com coloração e
textura semelhantes à pedra-sabão natural foi cumprido parcialmente. A
maximização do percentual de partículas de esteatito (70%) utilizada na fabricação
dos compósitos apresentou efeito positivo. Os compósitos apresentaram coloração e
textura mais semelhantes à rocha que as argamassas tradicionais aplicadas
atualmente nas restaurações. Entretanto, mesmo com a utilização de 70% em
massa da própria pedra sabão como fase dispersa, os compósitos apresentaram
coloração diferente da rocha natural, como pode ser observado na Figura 5.1.
Figura 5.1 - Comparação da coloração da rocha e dos compósitos.
153
O compósito C1, de matriz 100% polimérica foi o que mais se aproximou da
coloração da pedra-sabão, tendo apresentado um tom de azul um pouco mais
escuro que a rocha. Os demais materiais, fabricados com adição de cimento
Portland apresentaram coloração significativamente mais clara que o esteatito. Esta
diferença de coloração entre o material artificial e a rocha natural pode ser corrigida
através da utilização de pigmentação, que será alvo de estudos futuros.
Portanto, os compósitos fabricados com 100% de matriz polimérica (C1) foram
os materiais que apresentaram maior potencial para serem aplicados em
restaurações de monumentos históricos fabricados em esteatito. Além de apresentar
propriedades físicas e mecânicas superiores à própria rocha, estes materiais foram
aqueles que exibiram textura e coloração mais semelhantes à pedra sabão natural.
154
6 CONCLUSÕES
Alguns dos compósitos investigados neste trabalho revelaram grande potencial
para serem aplicados na reparação de desgastes superficiais, reposição de partes
danificadas e produção de réplicas de esculturas fabricadas em esteatito. As
principais conclusões obtidas foram:
(I) Os resíduos de esteatito utilizados neste trabalho apresentaram uma
composição granulométrica contínua na faixa entre 4,75mm e 0,15mm.
Através de avaliação visual foi identificado uma grande heterogeneidade
no formato das partículas, predominando partículas com baixo grau de
esfericidade e superfícies angulosas e subangulosas, com pouca
evidência de desgaste.
(II) A distribuição granulométrica apresentada pelos resíduos de esteatito fica
próxima aos limites estabelecidos pelas normas NBR 7211 (2009) e ASTM
C144 (2011), porém, não às atende completamente. Para ser utilizado
como agregado miúdo em concretos e argamassas, o resíduo de esteatito
precisa ter sua distribuição granulométrica ajustada para se adequar aos
requisitos previstos por estas normas.
(III) As partículas de esteatito com faixa granulométrica entre 0,15mm e
1,18mm se mostraram mais adequadas para serem utilizadas em
aplicações voltadas para restauração. Compósitos produzidos em testes
preliminares com partículas de dimensões superiores a 1,18mm geraram
materiais com pouca capacidade de penetração em trincas e fissuras,
tornando o material inadequado para aplicação neste tipo de defeitos.
Compósitos fabricados com partículas de dimensões inferiores a 150µm
apresentaram coloração mais clara e diferente da coloração da pedra
natural.
(IV) A proporção de fase dispersa (partículas de esteatito) utilizada nos
compósitos foi maximizada com o auxílio de uma metodologia estatística
baseada no planejamento experimental de misturas. Isso foi obtido com a
maximização da densidade de empacotamento através da otimização da
distribuição granulométrica na faixa investigada. A maior densidade de
empacotamento (1,50g/cm³) foi obtida para uma mistura ternária composta
155
por 62% de partículas grossas, 6% de partículas médias e 32% de
partículas finas.
(V) Compósitos preliminares fabricados com 25% de polímero epóxi e 75% de
partículas de esteatito apresentaram baixa fluidez, comprometendo a
trabalhabilidade e a capacidade de adensamento do material.
Conseqüentemente, os compósitos fabricados com este percentual de
matriz polimérica apresentaram grande quantidade de macroporos.
(VI) Os compósitos fabricados com 30% de polímero epóxi e 70% de partículas
de esteatito apresentaram melhor trabalhabilidade e maior capacidade de
adensamento. Conseqüentemente, os materiais fabricados com este
percentual de matriz polimérica apresentaram quantidade e dimensões
reduzidas de macroporos.
(VII) Compósitos preliminares fabricados com matrizes cimentícias e traço 1:3
em massa geraram um material com elevada relação de água e cimento
(A/C). A relação mínima de água e cimento necessária para garantir uma
adequada trabalhabilidade e boa capacidade de adensamento para a
argamassa com este traço foi de 0,92.
(VIII) Os compósitos de matrizes cimentícias fabricados com 70% de fase
dispersa e 30% de fase matriz em massa apresentaram adequada
trabalhabilidade e boa capacidade de adensamento para uma relação de
água e cimento (A/C) de 0,73. A redução de 5% em massa da fase
dispersa nos compósitos cimentícios investigados gerou uma redução de
21% na relação A/C do material, diminuindo de 0,92 para 0,73.
(IX) Todas as diferentes composições de compósitos investigadas neste
trabalho apresentaram densidade volumétrica e densidade aparente
inferiores à rocha. A densidade dos compósitos diminuiu gradativamente
com o aumento percentual do polímero epóxi na matriz.
(X) Somente os compósitos fabricados com 100% de matriz polimérica (C1) e
uma pequena região do espaço experimental investigado exibiram
porosidade aparente e absorção de água inferiores à rocha. A porosidade
aparente e a absorção de água dos compósitos também diminuíram
156
gradativamente com a elevação do percentual do polímero epóxi na
matriz.
(XI) Nenhuma das diferentes composições de compósitos investigados
apresentou módulo de elasticidade igual ou superior à rocha. Contudo, os
compósitos fabricados com 100% de matriz polimérica (C1) e uma
pequena região do espaço experimental apresentaram módulo de
elasticidade específico superiores à rocha.
(XII) Os compósitos fabricados com 100% de matriz polimérica (C1) e uma
pequena região do espaço experimental apresentaram resistência a
compressão superior à rocha. A resistência a compressão dos compósitos
aumentou gradativamente com a elevação do percentual do polímero
epóxi na matriz.
(XIII) Os compósitos fabricados com maiores percentuais de matrizes de
cimento Portland apresentaram baixa resistência à compressão, inclusive
inferiores a resistência da rocha. A fabricação de compósitos com elevado
percentual de fase dispersa (70%) exigiu uma relação água e cimento alta
(0,73), que impactou negativamente na porosidade e resistência destes
materiais.
(XIV) De acordo com o planejamento com misturas, para os compósitos de
matrizes mista com cimento Portland e polímero epóxi, o máximo de
cimento cinza que deve ser utilizado para garantir uma resistência à
compressão superior à rocha é 10,03%. Para o cimento branco, 10,22% é
o valor máximo que deve ser utilizado nos compósitos para garantir uma
resistência à compressão superior à rocha.
(XV) Os compósitos fabricados com matriz polimérica exibiram resistência à
compressão 8,73% superior a compósitos desenvolvidos em trabalhos
anteriores com materiais similares. Esse efeito pode ser atribuído a
utilização de um polímero epóxi de maior resistência mecânica e a
otimização da distribuição granulométrica das partículas de esteatito.
(XVI) Os compósitos fabricados com 100% de matriz polimérica (C1) foram os
materiais que apresentaram maior potencial para serem aplicados em
restaurações de monumentos históricos fabricados em esteatito. Estes

157
compósitos apresentaram propriedades físicas e mecânicas superiores à
rocha e exibiram textura e coloração mais semelhantes à pedra sabão
natural.
158
7 SUGESTÕES PARA TRABALHOS FUTUROS
Apesar dos compósitos investigados neste trabalho apresentarem potencial
para serem utilizados em restaurações são necessários novos estudos antes da
aplicação do material de fato. Segue abaixo outras propriedades que devem ser
investigadas e sugestões para trabalhos futuros:
- Verificação da resistência ao impacto dos compósitos através de ensaio Charpy.
- Investigação da capacidade de adesão dos compósitos à rocha através de ensaios
de tração e cisalhamento.
- Análise da resistência do material à umidade e à radiação solar através da técnica
de envelhecimento acelerado em câmara de intemperismo artificial.
- Verificação da resistência química dos compósitos contra agentes presentes na
atmosfera.
- Investigação da compatibilidade química do material com a rocha.
- Pigmentação dos compósitos.
159
REFERÊNCIAS BIBILIOGRÁFICAS
AGGARWAL, L. K.; THAPLIYAL, P.C.; KARADE,S.R. Properties of polymer-modified mortars using epoxy and acrylic emulsions. Construction and Building Materials, v. 21, p. 379–383, 2007.
AITCIN, P.C. Concreto de Alto Desempenho. São Paulo: Pini, 2000.
ALMEIDA, S. Lavra, artesanato e mercado do esteatito de Santa Rita de Ouro Preto, Minas Gerais. Dissertação de Mestrado, Departamento de Engenharia Mineral da Universidade Federal de Ouro Preto. Ouro Preto, 2006.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C125-15b: Standard Terminology Relating to Concrete and Concrete Aggregates, 2015.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C136M-14: Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates, 2014.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C144-11: Standard Specification for Aggregate for Masonry Mortar, 2011.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C150-07: Standard Specification for Portland Cement, 2007.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C192M-06: Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory, 2006.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C219-14a: Standard Terminology Relating to Hydraulic Cement, 2014.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C595-17: Standard Specification for Blended Hydraulic Cements, 2017.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C1329M-16: Standard Specification for Mortar Cement, 2016.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D695-10: Standard Test Method for Compressive Properties of Rigid Plastics, 2010.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D3878-07: Standard Terminology for composite materials, 2007.
ANDRADE, R. M. F. Artistas Coloniais. Rio de Janeiro: Imprensa Nacional Ministério da Educação e Cultura, 1958.
ASKELAND, D. R. Ciência e ingeniería de lós materiales – Microestrutura e Propriedades. 3. ed. México: International Thomson Editores, 1998.
ASSIS, D. Caracterização do pó de pedra-sabão produzido em Congonhas (MG) para reaproveitamento no preparo de compósitos de matriz cerâmica.

160
Dissertação de mestrado, Departamento de Ciências Naturais da Universidade Federal de São João Del Rei. São João Del Rei, 2006.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. ABCP. Disponível em: <http://www.abcp.org.br>. Acesso em maio de 2017.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 248: Agregados - Determinação da composição granulométrica, Rio de Janeiro, 2003.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5736: Cimento Portland pozolânico, Rio de Janeiro, 1991.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5738: Concreto - Procedimento para moldagem e cura de corpos-de-prova, Rio de Janeiro, 2016.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: Projeto de estruturas de concreto - Procedimento, Rio de Janeiro, 2014.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6502: Rochas e solos, Rio de Janeiro, 1995.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7211: Agregados para concreto - Especificação, Rio de Janeiro, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7215: Cimento Portland - Determinação da resistência à compressão, Rio de Janeiro, 1996.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7389: Apreciação petrográfica de materiais naturais, para utilização como agregado em concreto, Rio de Janeiro, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9935: Agregados - Terminologia, Rio de Janeiro, 2011.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12989: Cimento Portland branco, Rio de Janeiro, 1993.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13276: Argamassa para assentamento e revestimento de paredes e tetos - Preparo da mistura e determinação do índice de consistência, Rio de Janeiro, 2002.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13281: Argamassa para assentamento e revestimento de paredes e tetos — Requisitos, Rio de Janeiro, 2005.
ASTRUC, A.; JOLIFF, E.; CHAILAN, J.F. Incorporation of kaolin fillers into an epoxy/polyamido amine matrix for coatings. Progress in Organic Coatings, v. 65, p. 158-168, 2009.
BABU, P. E. J.; SAVITHRI, S.; PILLAI, U. T. S.; PAI, B. C. Michomechanical modeling of hybrid composites. Polymer, India, v.46, p. 7478-7484, 2005.
161
BAER N. S.; SNETHLAGE, R. What is the state of our knowledge of the mechanisms of deterioration and how good are our estimates of rates of deterioration. Berlin: John Wiley & Sons, 1996.
BARROS NETO, B. et al. Planejamento e otimização de experimentos. 2.ed. Campinas: Unicamp, 1996.
BEM,J. C. M.;REIS, E. L.;TEIXEIRA, A. E.;SANTOS, R. C. P.;FERNANDES JUNIOR, F. C. Caracterização do resíduo de fabricação de panelas de pedra-sabão da região de Catas Altas da Noruega-MG. In: 24° Encontro nacional de tratamento de minérios e metalurgia extrativa, 2011, Salvador. Anais do 24° Encontro nacional de tratamento de minérios e metalurgia extrativa, 2011.
BRITISH STANDARD. BS EN ISO 10545-3: Ceramic Tiles - Part 3: Determination of water absorption, apparent porosity, apparent relative density and bulk density, 1997.
BUTTON, S. T. Metodologia para planejamento experimental e análise de resultados. Campinas: UNICAMP, 2005.
CALLISTER JUNIOR, W. D. Ciência e Engenharia de Materiais: Uma Introdução. 7. ed. Rio de Janeiro: LTC, 2011.
CANEVAROLO JUNIOR, S. V. Ciência dos polímeros. 2. ed. São Paulo: Artliber, 2006.
CASTILHOS, Z. C. et al. Trabalho familiar no artesanato de pedra-sabão. Ouro Preto: CETEM, 2006.
CHEN, Z.; YANG, G.; YANG, J. Simultaneosly increasing cryogenic strength, ductility and impact resistance of epoxy resins modified by n-butyl glycidyl ether.Polymer, v. 50, p. 1316-1323, 2009.
CISLAGUI DA SILVA, H. Delineamento de misturas aplicado a formulações cerâmicas multicomponentes. Dissertação de mestrado, Programa de pós-graduação em ciência e engenharia de materiais da Universidade Federal de Santa Catarina. Florianópolis, 2006.
COELHO, M. S. Otimização de múltiplas respostas na extração de metabólitos especiais de folhas secas de Eucalyptus Badjensis Beuzev. & Welch, Myrtaceae, através do planejamento de misturas do tipo simplex-centroid e análise de superficie de resposta. Dissertação de mestrado, Programa de Pós graduação em Ciências Farmacêuticas da Universidade Federal do Paraná. Curitiba, 2014.
CONCEIÇÃO, E. S. Influência da distribuição granulométrica no empacotamento de matérias-primas na formulação de porcelânicos. Dissertação de Mestrado, Escola Politécnica da Universidade de São Paulo. São Paulo, 2011.
CORNELL, J. A. Experiments with mixtures: Designs, Models, and the Analysis of Mixture data. 3. ed. New York: John Wiley & Sons, 2002.
162
COTA, F. P.; ALVES, R. A. A.; PANZERA, T. H.; STRECKER, K.; CHRISTOFORO, A. L.; BORGES, P. H. R. Physical properties and microstructure of ceramic–polymer composites for restoration works. Materials Science and Engineering A, v. 531, p. 28-34, 2012.
COTA, F. P. Efeito da incorporação de resíduos vítreos nas propriedades físico-mecânicas de compósitos cimentícios. Dissertação de mestrado, Programa de pós graduação em engenharia mecânica da Universidade Federal de São João Del Rei. São João Del Rei, 2013.
DANIEL, C. R. A. Estudo do processo de produção de telhas cerâmicas através de um experimento “strip-plot” envolvendo misturas. Monografia, Departamento de Estatística da Universidade Federal do Rio Grande do Norte. Natal, 2006.
DANIEL, I. M.; ISHAI, O. Engineering mechanics of composite materials. New York: Oxford University Press, 1994.
DJOUANI, F.; CONNAN, C.; DELAMAR, M.; CHEHIMI, M. M.; BENZARTI, K. Cement paste–epoxy adhesive interactions.Construction and Building Materials, v. 25, p. 411–423, 2011.
DOS SANTOS, R. M. Efeito da adição de partículas de borracha de pneus nas propriedades físico-mecânicas de compósito cimentício. Dissertação de mestrado, Programa de pós graduação em engenharia mecânica da Universidade Federal de São João Del Rei. São João Del Rei, 2012.
EL-HAWARY, M. M.; ALKHALEEFI, A.M.; ABDEL-FATTAH, H. I. On the mechanical properties of polymer Portland cement concrete. Journal of the Chiness Institute of Engineers, v. 28, p. 155-159, 2005.
FITZNER, B.; HEINRICHS, K.; KOWNATZKI, R. Weathering forms: classification and mapping. Berlin: Verlag Ernst & John, 1995.
GEMERT, D.; CZARNECKI, L.; MAULTZSCH, M. Cement concrete and concrete-polymer composites: Two merging worlds. Cement and Concrete Composites, v. 27, p. 926-933, 2005.
GONÇALVES, J. A. V. Compósitos à base de resina epóxi reforçados com fibra de coco. Dissertação de mestrado, Escola de Engenharia de Materiais da Universidade Federal de Sergipe. São Cristóvão, 2010.
HAACH, V. G.; VASCONCELOS, G.; LOURENÇO, P. B. Influence of aggregates grading and water/cement ratio in workability and hardened properties of mortars. Construction and Building Materials, v. 25, n. 1, p. 2980-2987, 2011.
HASHIN, Z.; MONTEIRO, P. J. An inverse method to determine the elastic properties of the interphase between the aggregate and the cement paste. Cement and Concrete Research, v. 32, p. 1291–1300, 2002.
JO, Y. K. Basic properties of epoxy cement mortars without hardened after outdoor exposure. Construction and Building Materials, v. 22, p. 911-920, 2008.
163
KOULOURIDIS, S.; KIZILTAS, G.; Zhou, Y. Polymer- Ceramic Composites for Microwave Applications: Fabrication and Performance Assessment. IEEE Transaction on Microwave Theory and Techniques, v. 54, p. 4202–4208, 2006.
LEVY NETO, F.; PARDINI, L. C. Compósitos Estruturais. Ciência e Tecnologia. 1. ed. São Paulo: Edgard Blücher, 2006.
LIMA, R. M. F.; PEREIRA, C. A.; LUZ, J. A. M. Caracterização tecnológica de pedra sabão e resíduos de pedreiras e de oficinas de artesanato de pedra sabão de Ouro Preto, visando a um melhor aproveitamento econômico. Projeto de pesquisa, Departamento de Engenharia Mineral da Universidade Federal de Ouro Preto. Ouro Preto, 2008.
MACEDO, R. M. P. R. Aplicação da metodologia de planejamento de experimentos para formulação de massas cerâmicas para telhas. Tese de doutorado, Programa de pós-graduação em ciência e engenharia de materiais da Universidade Federal do Rio Grande do Norte. Natal, 2007.
MANO, E. B.; MENDES, L. C. Introdução a Polímeros. 2. ed. São Paulo: Blücher, 1999.
MANSUR, A. A. P. Mecanismos Físico Químicos de Aderência na Interface Argamassa Modificada com Polímeros/Cerâmica de Revestimento. Tese de Doutorado, Escola de Engenharia da Universidade Federal de Minas Gerais. Belo Horizonte, 2007.
MARINUCCI, G. Materiais compósitos poliméricos: fundamentos e tecnologia, São Paulo: Artiliber, 2011.
MARTUSCELLI, C. C. Efeito da adição de resíduos de borracha de pneus nas propriedades de compósitos polímeros-cerâmicos. Dissertação de mestrado, Programa de pós graduação em engenharia mecânica da Universidade Federal de São João Del Rei. São João Del Rei, 2013.
MCGEARY, R. K. Mechanical packing of spherical particles. American Ceramic Society Journal, v. 44, n. 10, p. 513-522, 1961.
MEHTA, P. K.; MONTEIRO, P. J. M. Concrete: Microstructure, Properties and Materials. 3. ed. United States of America: McGraw-Hill Companies, 2006.
MONTGOMERY, D. C. Design and Analysis of Experiments, 8. ed. Cary: John Wiley & Sons, 2013.
MYERS, R. H.; MONTGOMERY, D. C.; ANDERSON-COOK, C. M. Response Surface Methodology, Process and product optimization using designed experiments. 4. ed. New York: John Wiley & Sons, 2016.
NEPOMUCENA, T. M. Análise da crista em experimentos de misturas com restrição na variância de predição, Tese de doutorado, Programa de Pós-Graduação em Estatística e Experimentação Agropecuária da Universidade Federal de Lavras. Lavras, 2013.
164
NEVILLE, A. M. Properties of concrete. 5. ed. Harlow: Pearson Longman, 2011.
NEWELL, J. Fundamentos da Moderna Engenharia e Ciência dos Materiais. 1. ed. Rio de Janeiro: LTC, 2010.
NUNES, D. B. Rotinas para a otimização experimental de misturas. Dissertação de mestrado, Programa de pós-graduação em engenharia de produção da Universidade Federal do Rio Grande do Sul. Porto Alegre, 1998.
ODIAN, G. Principles of polymerization. 4. ed. New York: Wiley-Interscience, 2004.
OHAMA, Y. Recent Progress in Concrete-Polymer Composites. Advn. Cem, Bas. Mat., v. 5, p. 31-40, 1997.
OHAMA, Y. Polymer-based Admixtures. Cement and Concrete Composites, v. 20, p. 189-212, 1998.
OLIVEIRA, A. M. S.; BRITO, S. N. A. Geologia de Engenharia. São Paulo: ABGE, 1998.
OLLITRAULT-FICHET, R.; GAUTHIER, C.; CLAMEN, G.; BOCH, P. Microstructural aspects in a polymer-modified cement. Cement and Concrete Research, v. 28, p. 1687–1693, 1998.
ORTEGA, F. S.; PILEGGI, R. G.; PANDOLFELLI, V. C.; Análise da relação entre distancia de separação entre partículas (IPS) e viscosidade de suspensões. Cerâmica, v. 45, n. 295, p. 155–159, 1999.
PANDOLFELLI, V. C. et al. Dispersão e empacotamento de partículas – Princípios e aplicações em processamento cerâmico. São Paulo: Fazendo Arte Editora, 2000.
PANZERA, T. H. Estudo do comportamento mecânico de um compósito particulado de matriz polimérica. Dissertação de mestrado, Escola de engenharia da Universidade Federal de Minas Gerais. Belo Horizonte, 2003.
PANZERA, T. H. Desenvolvimento de um material compósito cerâmico para aplicação em mancais porosos. Tese de doutorado, Escola de engenharia da Universidade Federal de Minas Gerais. Belo Horizonte, 2007.
PANZERA, T. H. et al. Propriedades mecânicas de materiais compósitos à base de cimento Portland e resina epóxi.Cerâmica, v. 56, p. 77-82, 2010.
PANZERA, T. H.; STRECKER, K.; MIRANDA, J. S.; CHRISTOFORO, A. L.; BORGES, P. H. R. Cement – Steatite Composites Reinforced with Carbon Fibres: an Alternative for Restoration of Brazilian Historical Buildings. Materials Research, v. 14, p. 118-123, 2011.
PANZERA, T. H.Notas de aula. Programa de pós graduação em engenharia mecânica da Universidade Federal de São João Del Rei. Disciplina: Introdução aos materiais compósitos, São João del Rei, 2015.
165
PASA, G. S. Método de otimização experimental de formulações. Dissertação de Mestrado, Programa de Pós-Graduação em Engenharia de Produção da Universidade Federal do Rio Grande do Sul. Porto Alegre, 1996.
PINHEIRO, J. C. F. Perfil Analítico do Talco. Rio de Janeiro: DNPM, 1973.
QUARCIONI, V. A.; CHOTOLI, V. A.; ÂNGULO, S. C.; GUILDE, M. S.; CAVANI, G. R.; CASTRO, A. L.; CINCOTTO, A. A. Estimativa da porosidade de argamassas de cimento e cal pelo método de cálculo de volumes. Ambiente Construído, v. 9, n. 4, p.175-187, 2009.
RAHMAN, M. M.; ISLAM, M. A. Effect of epoxy resin on the intrinsic properties of masonry mortars. Iran Polym J., v. 21, p. 621-629, 2012.
RANIERI, M. G. A. Aproveitamento dos resíduos gerados pelo processamento industrial/artesanal de pedra-sabão da região de Ouro Preto. Tese de Doutorado, Faculdade de Engenharia da Universidade Estadual Paulista. Guaratinguetá, 2011.
RATNA, D. Handbook of Thermoset Resins. 1. ed. United Kingdom: iSmithers, 2009.
RIBEIRO, J. L. D. Projeto de experimentos. Porto Alegre: UFRGS, 1999.
ROESER, U. F. Mineralogisch-petrographisch-geochemische Untersuchungen von Ultrabasitkomplexen im südöstlichen Minas Gerais, Brasilien. Diploma Thesis, Technische Universität Clausthal. Clausthal, 1979.
SACARLATO, F. C. Ouro Preto,cidade histórica da mineração no sertão brasileiro. Publicaciones Universidad Complutense de Madrid, n. 16, p. 123-141, 1996.
SAKAI, E.; SUGITA, J. Composite mechanism of polymer modified cement. Cement and Concrete Research, v. 25, p. 127–135, 1995.
SANTOS, A. C. D. Investigação do efeito da incorporação de resíduos de PET em compósitos cimentícios. Dissertação de mestrado, Programa de pós graduação em engenharia mecânica da Universidade Federal de São João Del Rei. São João Del Rei, 2012.
SANTOS, R. C. P. Análise dos Entraves Para a Criação de Um Arranjo Produtivo Local (APL) de Base Mineral da Pedra-Sabão na Região de Ouro Preto, Minas Gerais. Dissertação de mestrado, Programa de Pós-Graduação em Engenharia Mineral da Universidade Federal de Ouro Preto. Ouro Preto, 2009.
SCHEFFÉ, H. Experiments with mixtures. Journal of the Royal Statistical Society, v. 20, p. 344-360, 1958.
SEYMOUR, R. B.; CARRAHER, C. E. Polymer chemistry: an introduction. 4. ed. New York: Marcel Dekker, 1992.

166
SILVA, F. G. et al. Educação Patrimonial: revisitando Ouro Preto através da cantaria. In: 2º Congresso Brasileiro de Extensão Universitária, 2004, Belo Horizonte. Anais do 2º Congresso Brasileiro de Extensão Universitária, 2004.
SILVA, G. J. B. Estudo do Comportamento do Concreto de Cimento Portland produzido com a Adição do Resíduo de Polimento do Porcelanato. Dissertação de Mestrado, Escola de Engenharia da Universidade Federal de Minas Gerais. Belo Horizonte, 2005.
SILVA, M. E. As rochas metaúltramáficas de Lamim ao Sul do Quadrilátero Ferrífero, MG: uma contribuição à gênese da pedra sabão. Ouro Preto: DEGEO/UFOP, 1997.
SILVA, M. E.; ROESER, H. M. P. Mapeamento de deteriorações em monumentos históricos de pedra-sabão em ouro preto. Revista Brasileira de Geociências, v. 33, n. 4, p. 331-338, 2003.
SILVA, M. E. Avaliação da susceptibilidade de rochas ornamentais e de revestimentos à deterioração: um enfoque a partir do estudo em monumentos do barroco mineiro. Tese de Doutorado, Instituto de Geociências da Universidade Federal de Minas Gerais, Belo Horizonte, 2007.
STELLIN JÚNIOR, A. M. Mármores e granitos brasileiros. In: Congresso Brasileiro de Engenharia de Minas, 1990,Cagliari.Anais do Congresso Brasileiro de Engenharia de Minas, 1990.
STRECKER, K.; PANZERA, T. H.; SABARIZ, A. L. R. The effect of incorporation of steatite wastes on the mechanical properties of cementitious composites. Materials and Structures, v. 43, p. 923-932, 2010.
TAYLOR, H. F. W. Cement chemistry. 2. ed. London: Thomas Telford, 1997.
TITA, V. Análise dinâmica teórica e experimental de vigas fabricadas a partir de materiais compósitos poliméricos reforçados. Dissertação de Mestrado, Escola de Engenharia da Universidade de São Paulo. São Carlos, 1999.
VENTURA, A. M. F.M. Os Compósitos e a sua aplicação na Reabilitação de Estruturas metálicas. Ciência e tecnologia dos materiais, Lisboa, v. 21, n. 3-4, p. 10-19, 2009.
WERKEMA, M. C. C.; AGUIAR, S. Planejamento e análise de experimentos: como identificar as principais variáveis de um processo. Belo Horizonte: UFMG, 1996.
ZHOU, Y. Polymer-Ceramic Composites for Conformal Multilayer Antenna and RF Systems. Ph.D. dissertation, The Ohio State University. Columbus, USA, 2009.
167
APÊNDICE
- O APÊNDICE A apresenta os resultados de densidade volumétrica exibidos pelos
compósitos.
- O APÊNDICE B apresenta os resultados de densidade aparente exibidos pelos
compósitos.
- O APÊNDICE C apresenta os resultados de porosidade volumétrica exibidos pelos
compósitos.
- O APÊNDICE D apresenta os resultados de absorção de água exibidos pelos
compósitos.
- O APÊNDICE E apresenta os resultados de módulo de elasticidade exibidos pelos
compósitos.
- O APÊNDICE F apresenta os resultados de módulo de elasticidade específico
exibidos pelos compósitos.
- O APÊNDICE G apresenta os resultados de resistência à compressão exibidos
pelos compósitos.
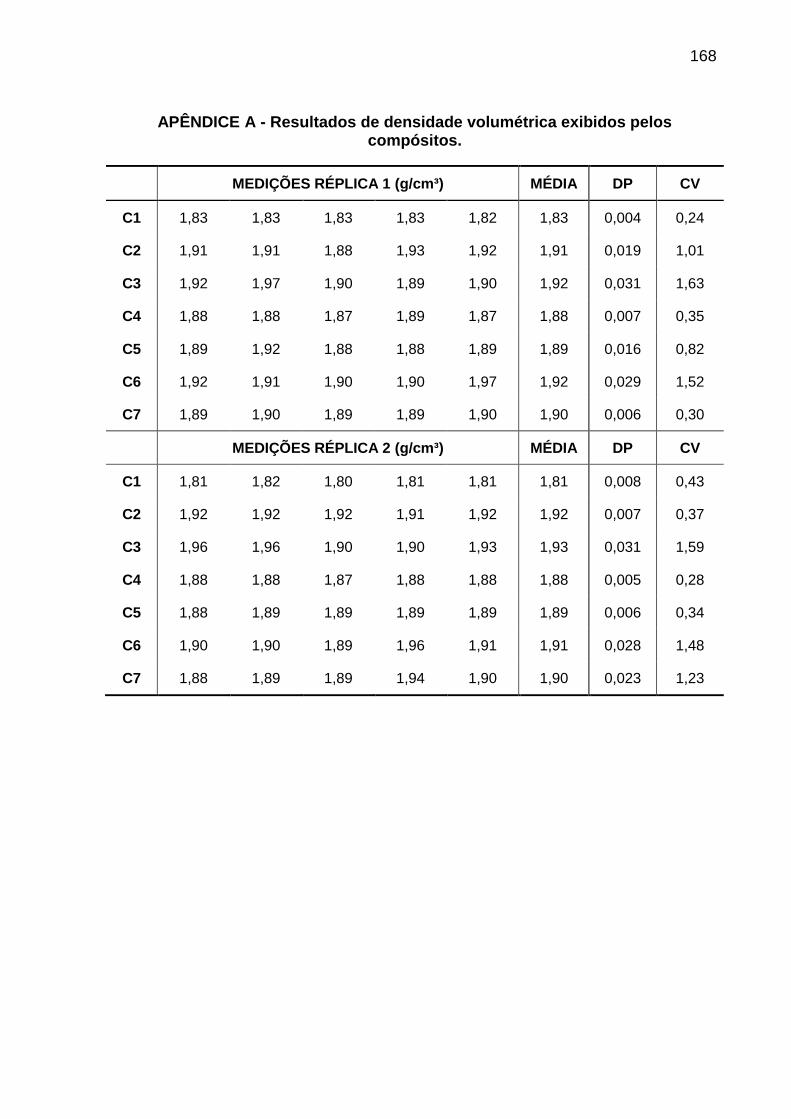
168
APÊNDICE A - Resultados de densidade volumétrica exibidos pelos compósitos.
MEDIÇÕES RÉPLICA 1 (g/cm³) MÉDIA DP CV
C1 1,83 1,83 1,83 1,83 1,82 1,83 0,004 0,24
C2 1,91 1,91 1,88 1,93 1,92 1,91 0,019 1,01
C3 1,92 1,97 1,90 1,89 1,90 1,92 0,031 1,63
C4 1,88 1,88 1,87 1,89 1,87 1,88 0,007 0,35
C5 1,89 1,92 1,88 1,88 1,89 1,89 0,016 0,82
C6 1,92 1,91 1,90 1,90 1,97 1,92 0,029 1,52
C7 1,89 1,90 1,89 1,89 1,90 1,90 0,006 0,30
MEDIÇÕES RÉPLICA 2 (g/cm³) MÉDIA DP CV
C1 1,81 1,82 1,80 1,81 1,81 1,81 0,008 0,43
C2 1,92 1,92 1,92 1,91 1,92 1,92 0,007 0,37
C3 1,96 1,96 1,90 1,90 1,93 1,93 0,031 1,59
C4 1,88 1,88 1,87 1,88 1,88 1,88 0,005 0,28
C5 1,88 1,89 1,89 1,89 1,89 1,89 0,006 0,34
C6 1,90 1,90 1,89 1,96 1,91 1,91 0,028 1,48
C7 1,88 1,89 1,89 1,94 1,90 1,90 0,023 1,23
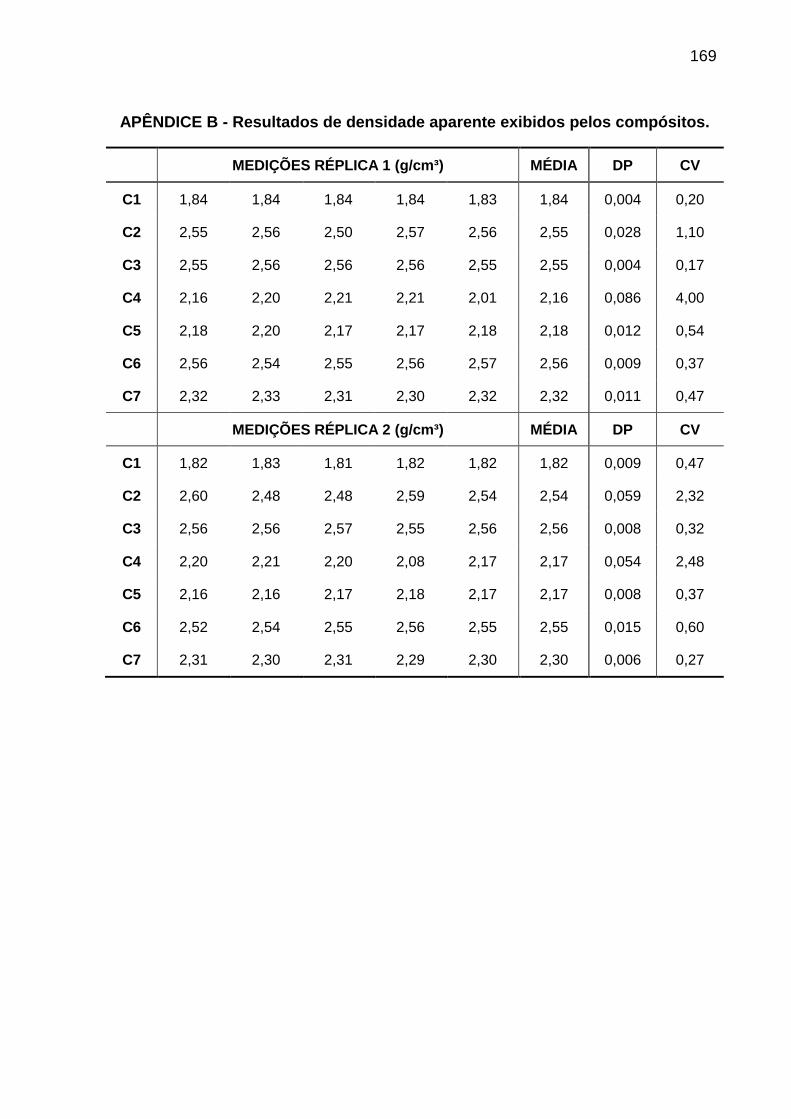
169
APÊNDICE B - Resultados de densidade aparente exibidos pelos compósitos.
MEDIÇÕES RÉPLICA 1 (g/cm³) MÉDIA DP CV
C1 1,84 1,84 1,84 1,84 1,83 1,84 0,004 0,20
C2 2,55 2,56 2,50 2,57 2,56 2,55 0,028 1,10
C3 2,55 2,56 2,56 2,56 2,55 2,55 0,004 0,17
C4 2,16 2,20 2,21 2,21 2,01 2,16 0,086 4,00
C5 2,18 2,20 2,17 2,17 2,18 2,18 0,012 0,54
C6 2,56 2,54 2,55 2,56 2,57 2,56 0,009 0,37
C7 2,32 2,33 2,31 2,30 2,32 2,32 0,011 0,47
MEDIÇÕES RÉPLICA 2 (g/cm³) MÉDIA DP CV
C1 1,82 1,83 1,81 1,82 1,82 1,82 0,009 0,47
C2 2,60 2,48 2,48 2,59 2,54 2,54 0,059 2,32
C3 2,56 2,56 2,57 2,55 2,56 2,56 0,008 0,32
C4 2,20 2,21 2,20 2,08 2,17 2,17 0,054 2,48
C5 2,16 2,16 2,17 2,18 2,17 2,17 0,008 0,37
C6 2,52 2,54 2,55 2,56 2,55 2,55 0,015 0,60
C7 2,31 2,30 2,31 2,29 2,30 2,30 0,006 0,27
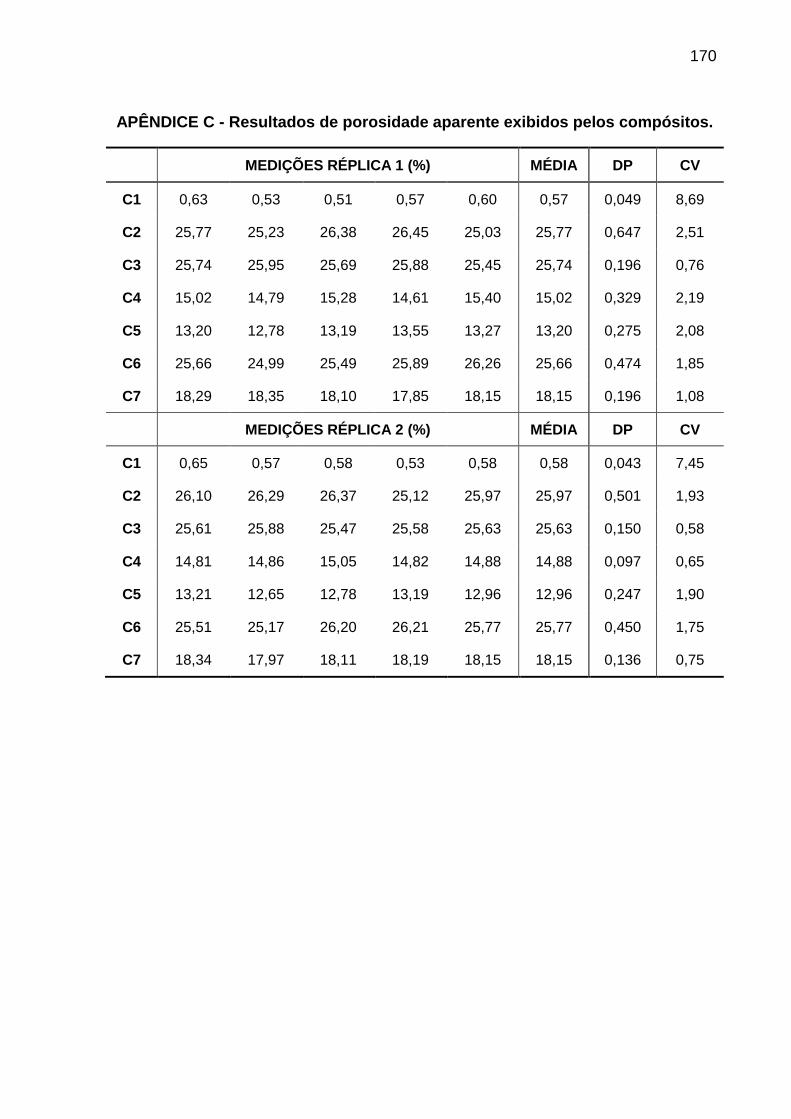
170
APÊNDICE C - Resultados de porosidade aparente exibidos pelos compósitos.
MEDIÇÕES RÉPLICA 1 (%) MÉDIA DP CV
C1 0,63 0,53 0,51 0,57 0,60 0,57 0,049 8,69
C2 25,77 25,23 26,38 26,45 25,03 25,77 0,647 2,51
C3 25,74 25,95 25,69 25,88 25,45 25,74 0,196 0,76
C4 15,02 14,79 15,28 14,61 15,40 15,02 0,329 2,19
C5 13,20 12,78 13,19 13,55 13,27 13,20 0,275 2,08
C6 25,66 24,99 25,49 25,89 26,26 25,66 0,474 1,85
C7 18,29 18,35 18,10 17,85 18,15 18,15 0,196 1,08
MEDIÇÕES RÉPLICA 2 (%) MÉDIA DP CV
C1 0,65 0,57 0,58 0,53 0,58 0,58 0,043 7,45
C2 26,10 26,29 26,37 25,12 25,97 25,97 0,501 1,93
C3 25,61 25,88 25,47 25,58 25,63 25,63 0,150 0,58
C4 14,81 14,86 15,05 14,82 14,88 14,88 0,097 0,65
C5 13,21 12,65 12,78 13,19 12,96 12,96 0,247 1,90
C6 25,51 25,17 26,20 26,21 25,77 25,77 0,450 1,75
C7 18,34 17,97 18,11 18,19 18,15 18,15 0,136 0,75
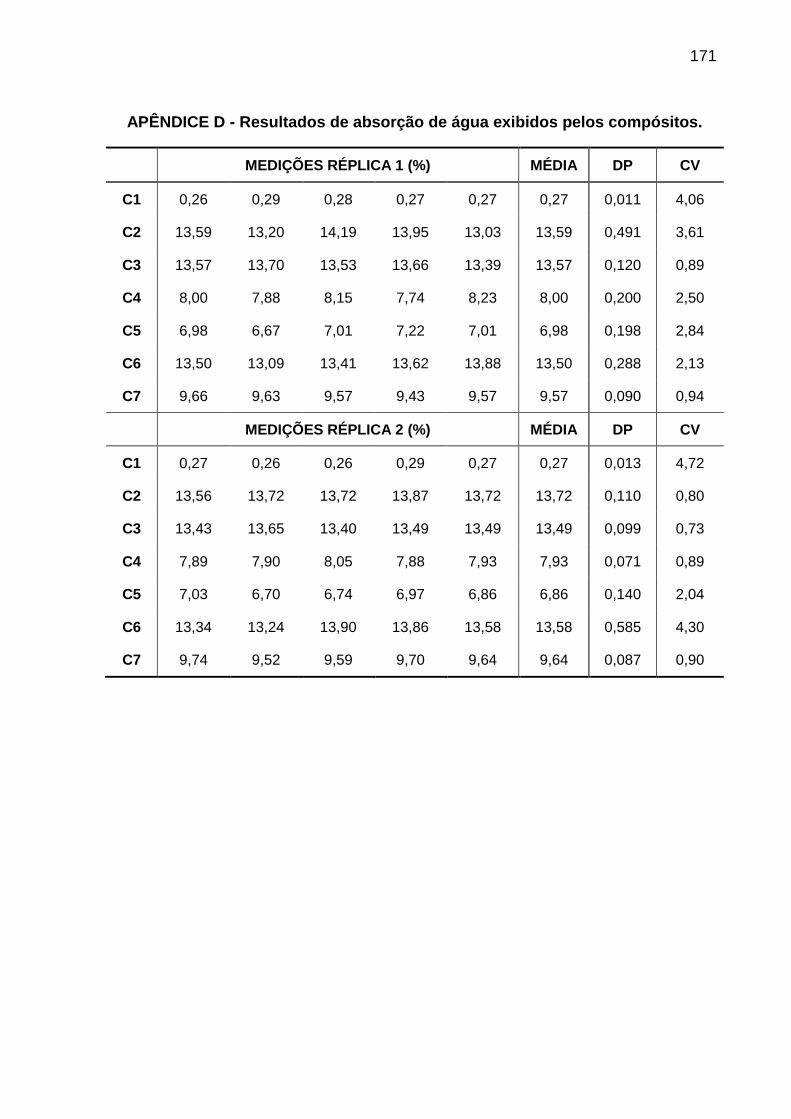
171
APÊNDICE D - Resultados de absorção de água exibidos pelos compósitos.
MEDIÇÕES RÉPLICA 1 (%) MÉDIA DP CV
C1 0,26 0,29 0,28 0,27 0,27 0,27 0,011 4,06
C2 13,59 13,20 14,19 13,95 13,03 13,59 0,491 3,61
C3 13,57 13,70 13,53 13,66 13,39 13,57 0,120 0,89
C4 8,00 7,88 8,15 7,74 8,23 8,00 0,200 2,50
C5 6,98 6,67 7,01 7,22 7,01 6,98 0,198 2,84
C6 13,50 13,09 13,41 13,62 13,88 13,50 0,288 2,13
C7 9,66 9,63 9,57 9,43 9,57 9,57 0,090 0,94
MEDIÇÕES RÉPLICA 2 (%) MÉDIA DP CV
C1 0,27 0,26 0,26 0,29 0,27 0,27 0,013 4,72
C2 13,56 13,72 13,72 13,87 13,72 13,72 0,110 0,80
C3 13,43 13,65 13,40 13,49 13,49 13,49 0,099 0,73
C4 7,89 7,90 8,05 7,88 7,93 7,93 0,071 0,89
C5 7,03 6,70 6,74 6,97 6,86 6,86 0,140 2,04
C6 13,34 13,24 13,90 13,86 13,58 13,58 0,585 4,30
C7 9,74 9,52 9,59 9,70 9,64 9,64 0,087 0,90
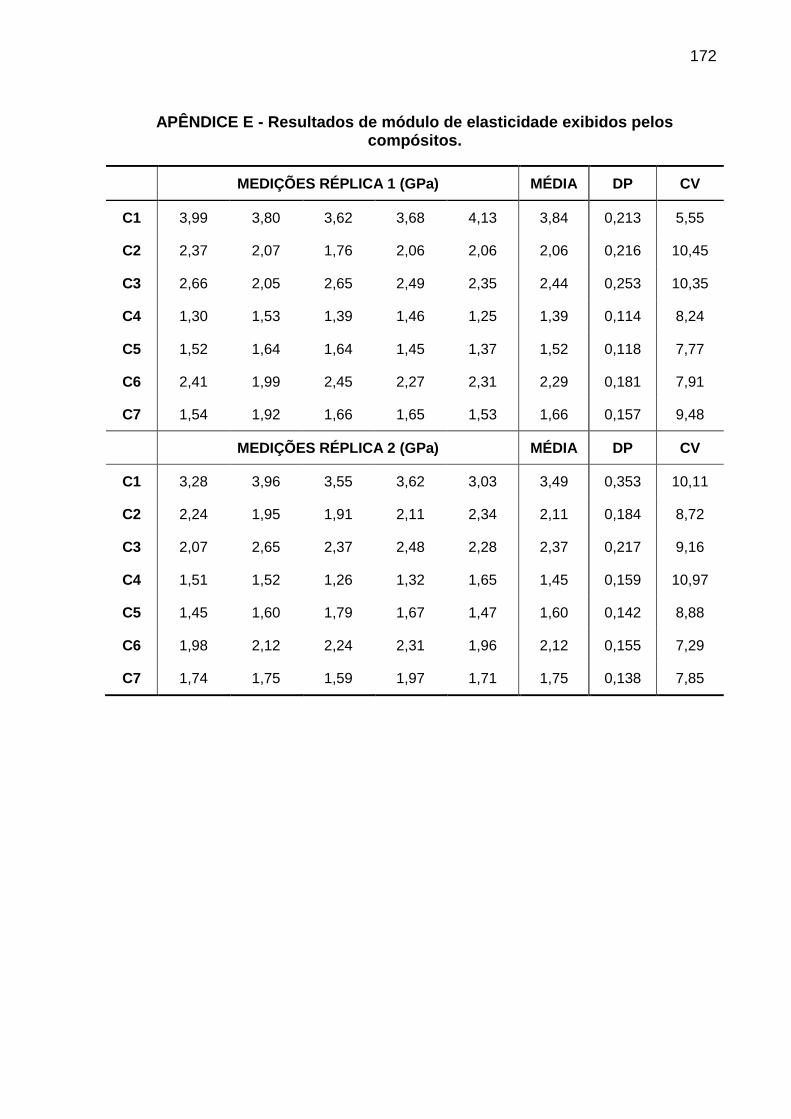
172
APÊNDICE E - Resultados de módulo de elasticidade exibidos pelos compósitos.
MEDIÇÕES RÉPLICA 1 (GPa) MÉDIA DP CV
C1 3,99 3,80 3,62 3,68 4,13 3,84 0,213 5,55
C2 2,37 2,07 1,76 2,06 2,06 2,06 0,216 10,45
C3 2,66 2,05 2,65 2,49 2,35 2,44 0,253 10,35
C4 1,30 1,53 1,39 1,46 1,25 1,39 0,114 8,24
C5 1,52 1,64 1,64 1,45 1,37 1,52 0,118 7,77
C6 2,41 1,99 2,45 2,27 2,31 2,29 0,181 7,91
C7 1,54 1,92 1,66 1,65 1,53 1,66 0,157 9,48
MEDIÇÕES RÉPLICA 2 (GPa) MÉDIA DP CV
C1 3,28 3,96 3,55 3,62 3,03 3,49 0,353 10,11
C2 2,24 1,95 1,91 2,11 2,34 2,11 0,184 8,72
C3 2,07 2,65 2,37 2,48 2,28 2,37 0,217 9,16
C4 1,51 1,52 1,26 1,32 1,65 1,45 0,159 10,97
C5 1,45 1,60 1,79 1,67 1,47 1,60 0,142 8,88
C6 1,98 2,12 2,24 2,31 1,96 2,12 0,155 7,29
C7 1,74 1,75 1,59 1,97 1,71 1,75 0,138 7,85
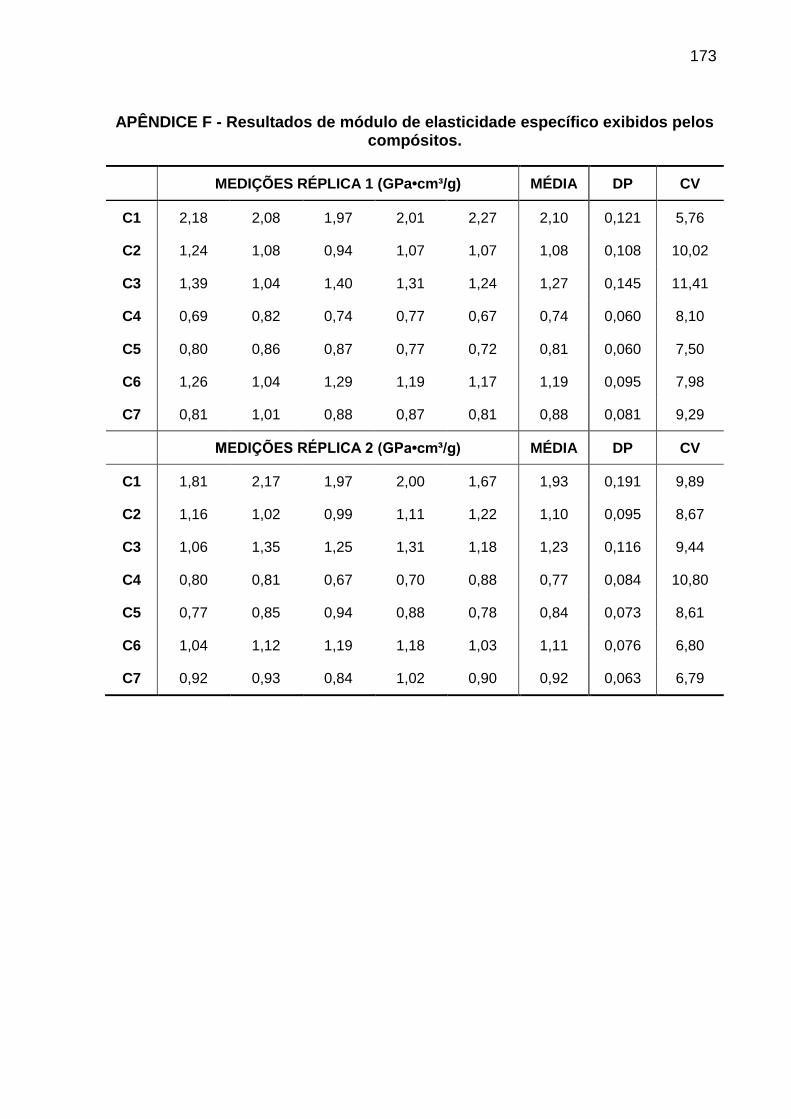
173
APÊNDICE F - Resultados de módulo de elasticidade específico exibidos pelos compósitos.
MEDIÇÕES RÉPLICA 1 (GPa•cm³/g) MÉDIA DP CV
C1 2,18 2,08 1,97 2,01 2,27 2,10 0,121 5,76
C2 1,24 1,08 0,94 1,07 1,07 1,08 0,108 10,02
C3 1,39 1,04 1,40 1,31 1,24 1,27 0,145 11,41
C4 0,69 0,82 0,74 0,77 0,67 0,74 0,060 8,10
C5 0,80 0,86 0,87 0,77 0,72 0,81 0,060 7,50
C6 1,26 1,04 1,29 1,19 1,17 1,19 0,095 7,98
C7 0,81 1,01 0,88 0,87 0,81 0,88 0,081 9,29
MEDIÇÕES RÉPLICA 2 (GPa•cm³/g) MÉDIA DP CV
C1 1,81 2,17 1,97 2,00 1,67 1,93 0,191 9,89
C2 1,16 1,02 0,99 1,11 1,22 1,10 0,095 8,67
C3 1,06 1,35 1,25 1,31 1,18 1,23 0,116 9,44
C4 0,80 0,81 0,67 0,70 0,88 0,77 0,084 10,80
C5 0,77 0,85 0,94 0,88 0,78 0,84 0,073 8,61
C6 1,04 1,12 1,19 1,18 1,03 1,11 0,076 6,80
C7 0,92 0,93 0,84 1,02 0,90 0,92 0,063 6,79
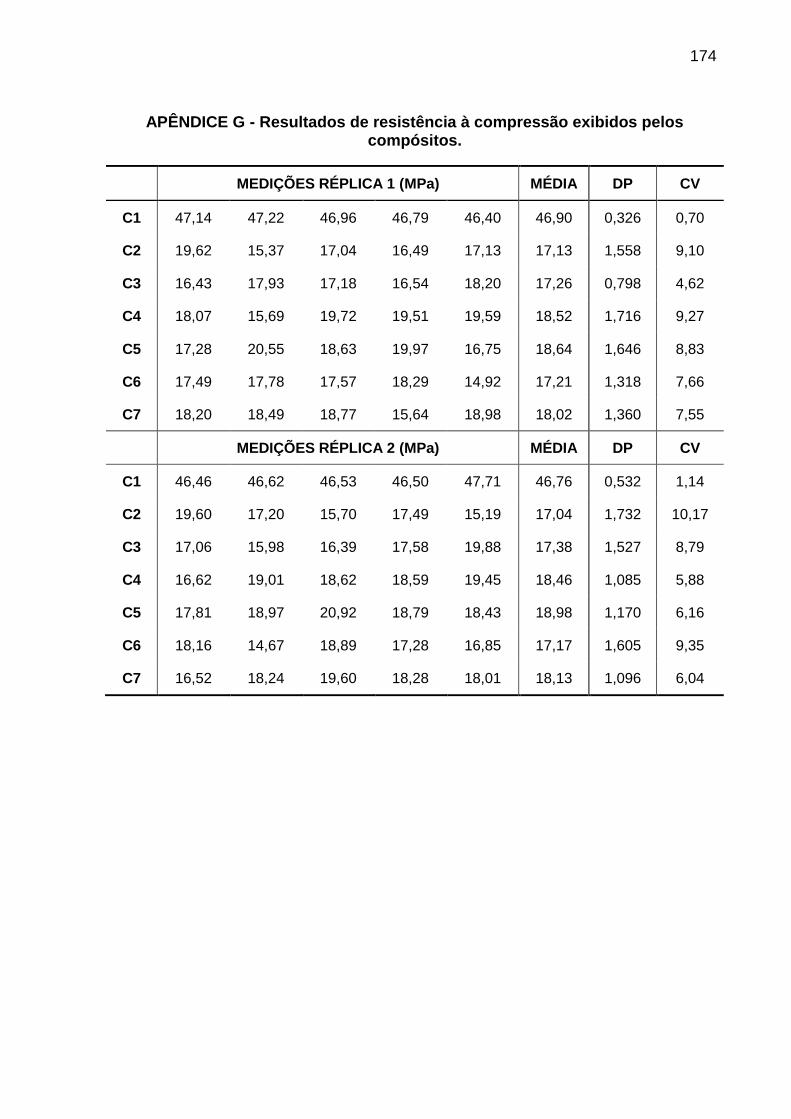
174
APÊNDICE G - Resultados de resistência à compressão exibidos pelos compósitos.
MEDIÇÕES RÉPLICA 1 (MPa) MÉDIA DP CV
C1 47,14 47,22 46,96 46,79 46,40 46,90 0,326 0,70
C2 19,62 15,37 17,04 16,49 17,13 17,13 1,558 9,10
C3 16,43 17,93 17,18 16,54 18,20 17,26 0,798 4,62
C4 18,07 15,69 19,72 19,51 19,59 18,52 1,716 9,27
C5 17,28 20,55 18,63 19,97 16,75 18,64 1,646 8,83
C6 17,49 17,78 17,57 18,29 14,92 17,21 1,318 7,66
C7 18,20 18,49 18,77 15,64 18,98 18,02 1,360 7,55
MEDIÇÕES RÉPLICA 2 (MPa) MÉDIA DP CV
C1 46,46 46,62 46,53 46,50 47,71 46,76 0,532 1,14
C2 19,60 17,20 15,70 17,49 15,19 17,04 1,732 10,17
C3 17,06 15,98 16,39 17,58 19,88 17,38 1,527 8,79
C4 16,62 19,01 18,62 18,59 19,45 18,46 1,085 5,88
C5 17,81 18,97 20,92 18,79 18,43 18,98 1,170 6,16
C6 18,16 14,67 18,89 17,28 16,85 17,17 1,605 9,35
C7 16,52 18,24 19,60 18,28 18,01 18,13 1,096 6,04