DIAGRAMA D

of 8
description
SCHA
Transcript of DIAGRAMA D
Na soldagem do aluminio recomendado a soldagem por aerossol. Por curto circuito, tomar cuidado com limpeza superficial. Normalmente usa-se argnio puro.
soldagem de um ao inoxidvel com adio.Pode-se ter um exemplo de utilizao do diagrama de Schaeffler, soldando-se um ao carbono com 2% de Creq e 4% de Nieq a um ao inoxidvel com 32% de Creq e 9% de Nieq e metal de adio com 30% de Creq e 22% de Nieq Para realizar a soldagem preciso definir a faixa de diluio ideal, situada entre 50 e 80%, aproximadamente, segundo a colocao dos pontos no diagrama de Schaeffler. Como se trata de uma faixa de diluio bastante elevada, nem todos os processos de soldagem conseguem atingir o valor desejado. Deve- se, ento, procurar uma outra adio com flexibilidade maior em relao diluio dos processos de soldagem. Mudando-se para uma adio com 24% Creq e 18% Nieq, a faixa de diluio fica entre aproximadamente 20 e 80%.
O diagrama de Schaeffler bastante til para analisar o que pode ocorrer na soldagem de um ao inoxidvel, mas pode no ser suficiente no caso da soldagem dos aos inoxidveis austenticos. Neste caso deve-se levarem conta a presena de elementos residuais, como o enxofre e o fsforo, que favorecem a formao da trinca de solidificao e de liquao. Geralmente recomenda-se um teor de fsforo e enxofre mximo de 0,04%, combinados com um teor de ferrita no cordo de solda ao redor de 10%. A ferrita tem a funo de dissolver parte desses elementos, aliviar as tenses residuais durante o resfriamento e aumentar o nmero de interfaces para distribuir o eventual lquido formado durante a solidificao.Apesar de sua grande utilidade, o diagrama de Schaeffler pode trazer eventuais problemas de corroso em aos inoxidveis. Um exemplo importante asensitizao na zona afetada pelo calor dos aos inoxidveis austenticos e ferrticos. Em ambos os aos ocorre a precipitao de carbetos de cromo nos contornos de gro, diminuindo o teor de cromo em volta e favorecendo a corroso intergranular. A sensitizao minimizada utilizando-se metal de base e de adio com teores baixos de carbono ou com elementos de liga formadores de carbetos como titnio e nibio.
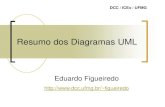
revestidos, as diferenas devidas velocidades de resfriamento podem ser ignoradas para a maioria das aplicaes. a) ESCOLHA DA COMPOSIO TIMA PARA A ZONA FUNDIDAFoi Bystram que aps Schaeffler delimitou no diagrama os campos que mostram as regies de problemas caractersticos. As composies qumicas das soldas que carem dentro desses campos podem apresentar outros problemas tambm, mas os principais so os indicados. Assim, ao se executar a soldagem, deve-se levar em conta primeiramente a preveno contra o problema indicado (vide figura 10). CAMPO 1: Abrange a regio dos aos inoxidveis ferrticos, ao cromo, com baixo teor de carbono. O problema o crescimento irreversvel dos gros quando o ao est aquecido a temperaturas maiores que 1100 C. Esse crescimento irreversvel dos gros mais acentuado na zona termicamente afetada, resultando em fragilizao que normalmente no resiste nem mesmo aos esforos de contrao da junta soldada. Por esta razo procura-se evitar a soldagem de aos inoxidveis ferrticos.CAMPO 2 :Esse campo abrange as estruturas martensticas e parte das estruturas mistas martenstica-austentica e martenstica-ferrtica. So normalmente os aos temperados ou temperados e revenidos, com teores mais altos de carbono (ex. 0,3%), que so sujeitos aos problemas desse campo. A fissurao a frio (abaixo de 400C) o que ocorre nesses aos, devido ocorrncia simultnea dos trs fatores: martensita, tenses e hidrognio. A fissurao se d normalmente na zona afetada termicamente da junta soldada, mas pode ocorrer tambm no cordo de solda.CAMPO 3 :Este campo engloba todas as composies de ligas que tm possibilidade de dar, aps longo tempo de permanncia em temperaturas da faixa de 500 - 900C, aparecimento a uma fase chamada fase sigma, basicamente Fe-Cr, que tem como principal caracterstica uma grande fragilidade temperatura ambiente. A fase sigma, sendo formada basicamente por ferro e cromo, tem mais facilidade de se formar a partir da ferrita. Entretanto ligas austenticas tambm formam fase sigma.
Figura 10 - Diagramas de Schaeffler com demarcao das regies problemticasCAMPO 4 :O campo engloba basicamente as composies austenticas. O problema que pode ocorrer nas soldagens de ligas cuja composio esteja neste campo a fissurao a quente, que ocorre em temperaturas elevadas. Este fenmeno acontece devido principalmente formao de fases segregadas e pr-fusveis, aliado s tenses de contrao oriundas de uma soldagem.REGIO CENTRAL :Ao centro do diagrama existe uma regio que no pertence a nenhum dos quatro campos. As composies qumicas que pertencem a essa regio dizem que a liga est livre dos quatro defeitos anteriormente citados. O objetivo ento tentar fazer com que a composio qumica da zona fundida caia dentro dessa regio, embora esse procedimento no resolva a situao para a zona termicamente afetada, cuja composio qumica a do metal de base. b) APLICAO DO DIAGRAMA DE SCHAEFFLERO diagrama de Schaeffler, dentro de suas limitaes no somente til para prever a estrutura da zona fundida de uma solda de ao inoxidvel, como prever a estrutura da zona fundida de soldas heterogneas, de metais diferentes, ou mesmo de um mesmo metal com eletrodo diferente. Como todo diagrama de fases, a regra da alavanca vlida e, conhecendo-se ou mesmo estimando-se a porcentagem da mistura, pode-se estimar a composio resultante e em consequncia sua estrutura e propriedades esperadas.Vejamos como aplicao os casos prticos envolvendo aos inoxidveis, situando no diagrama as composies qumicas envolvidas e, como consequncia a estrutura esperada e os problemas caractersticos.Exemplo 1:Soldagem de chapas de ao AISI 304 para vasos de presso e equipamentos de indstria qumica utilizando eletrodo AWS E309-16. Considerar diluio de 20%, que o percentual do metal de base no metal de solda. Composio qumica do metal depositado com eletrodo E309-16 a seguinte:C = 0,06% Mn = 0,84% Cr = 23,1% Ni = 12,5% Si = 0,54% Mo = 0,01%Composio qumica do ao AISI 304:C = 0,06% Mn = 1,46% Cr = 18,2% Ni = 8,37% Si = 0,44% Mo = 0,074%Calculando os valores de cromo e nquel equivalentes para o metal de base e o metal depositado temos:a) Creq = %Cr + %Mo + 1,5 %Si + 0,5 %NbMetal depositado: Creq = 23,1 + 0,01 + 1,5 . 0,54 = 23,92%Metal de base: Creq = 18,2 + 0,074 + 1,5 . 0,44 = 18,93%b) Nieq = %Ni + 30 %C + 0,5 %MnMetal depositado: Nieq = 12,5 + 30 . 0,06 + 0,5 . 0,84 = 14,72%Metal de base: Nieq = 8,37 + 30 . 0,06 + 0,5 . 1,46 = 10,87%Localizando no diagrama as composies qumicas relativas ao metal de base e ao eletrodo, encontramos dois pontos equivalentes ao metal depositado e metal de base. Unindo-os e considerando a diluio de 20% vemos que a zona fundida ser formada por austenita e ferrita, com o teor desta ltima da ordem de 8%. Nesta regio, a liga est livre dos quatro defeitos citados, ou seja, a solda poder ser executada sem problemas.Exemplo 2:Soldagem de chapas de ao AISI 430 com ao AISI 304L, utilizando eletrodo AWS ER308LSi. Considerar diluio de 25%.Dados:Material%C%Si%Mn%Cr%Ni%MoCreqNieq
304L0,030,901,0019,009,500,0020,3510,90
4300,040,440,2516,480,250,0217,161,57
308LSi0,020,881,7120,359,640,0221,6911,09
Plotando os valores de cromo e nquel equivalentes no diagrama verifica-se que a microestrutura da zona fundida ser formada por austenita + ferrita com aproximadamente 14,9% ferrita. Como a composio final do metal fundido caiu na regio central do diagrama, no h problemas de fragilizao ou fissuramento devido soldagem.c) A FERRITAAtualmente h uma procura muito grande pelos aos austenticos com pequeno teor de ferrita delta. Dessa forma, a ferrita assume um papel de grande importncia e o diagrama de Schaeffler original j no atende s condies desejadas. A partir da descoberta da importncia da ferrita delta na estrutura, surgiram vrios mtodos de determinao do seu teor, pretendendo ser mais precisos ou facilmente aplicveis que a metalografia. Dentre eles o mais utilizado tem sido o mtodo magntico com calibrao