EFEITO DA TEMPERATURA E DA TAXA DE … · por todo apoio e conhecimento que, brilhantemente,...
111
PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESCOLA DE ENGENHARIA UNIVERSIDADE FEDERAL FLUMINENSE Tese de Doutorado EFEITO DA TEMPERATURA E DA TAXA DE DEFORMAÇÃO NO COMPORTAMENTO MECÂNICO DO PEAD RECICLADO LIVIA JÚLIO PACHECO NOVEMBRO DE 2014
Transcript of EFEITO DA TEMPERATURA E DA TAXA DE … · por todo apoio e conhecimento que, brilhantemente,...

PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESCOLA DE ENGENHARIA UNIVERSIDADE FEDERAL FLUMINENSE
Tese de Doutorado
EFEITO DA TEMPERATURA E DA TAXA DE
DEFORMAÇÃO NO COMPORTAMENTO
MECÂNICO DO PEAD RECICLADO
LIVIA JÚLIO PACHECO
NOVEMBRO DE 2014

LIVIA JULIO PACHECO
EFEITO DA TEMPERATURA E DA TAXA DE DEFORMAÇÃO NO COMPORTAMENTO MECÂNICO DO
PEAD RECICLADO
Tese de Doutorado apresentado ao Programa
Francisco Eduardo Mourão Saboya de Pós-
Graduação em Engenharia Mecânica da UFF
como parte dos requisitos para a obtenção do
título de Doutor em Ciências em Engenharia
Mecânica
Orientadores: João Marciano Laredo dos Reis, Ph.D. (PGMEC/UFF)
Heraldo Silva da Costa Mattos (D.Sc.). (PGMEC/UFF)
UNIVERSIDADE FEDERAL FLUMINENSE NITERÓI, 04 DE NOVEMBRO DE 2014

Ficha Catalográfica elaborada pela Biblioteca da Escola de Engenharia e Instituto de Computação da UFF
P116 Pacheco, Livia Julio
Efeito da temperatura e da taxa de deformação no comportamento
mecânico do pead recliclado / Livia Julio Pacheco. – Niterói, RJ :
[s.n.], 2014.
111 f.
Tese (Doutorado em Engenharia Mecânica) - Universidade
Federal Fluminense, 2014.
Orientadores: João Marciano Laredo dos Reis, Heraldo Silva da
Costa Mattos.
1. Propriedade mecânica. 2. Polietileno de alta densidade. 3.
Viscoelasticidade. 4. Modelo Matemático I. Título.
CDD 620.1

EFEITO DA TEMPERATURA E DA TAXA DE DEFORMAÇÃO NO COMPORTAMENTO MECÂNICO DO
PEAD RECICLADO
Esta Tese é parte dos pré-requisitos para a obtenção do título de
DOUTOR EM ENGENHARIA MECÂNICA
Área de concentração: Mecânica dos Sólidos
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Prof. João Marciano Laredo dos Reis (Ph.D.) Universidade Federal Fluminense - PGMEC/UFF
(Orientador)
Prof. Heraldo Silva da Costa Mattos (D.Sc.) Universidade Federal Fluminense - PGMEC/UFF
(Orientador)
Prof. Maria Laura Martins Costa (D.Sc.) Universidade Federal Fluminense
Prof. Luiz Carlos da Silva Nunes (D.Sc.) Universidade Federal Fluminense
Prof. Volnei Tita (D.Sc.) Universidade de São Paulo (USP)
Prof. Silvio Romero de Barros (D.Sc.) Centro Federal de Educação Tecnológica Celso Suckow da Fonseca (CEFET/RJ)

Aos Meus Pais

Agradecimentos
A Deus, por ser essencial em minha vida, presença incontestável e demonstração de
amor gratuito e infinito.
Aos meus pais Ernande e Eulália, o amor incondicional, o cuidado e dedicação me
deram esperança para seguir e ter certeza que não estou sozinha nessa caminhada.
Aos meus orientadores João Marciano Laredo dos Reis e Heraldo da Costa Mattos
por todo apoio e conhecimento que, brilhantemente, deram-me durante todo o curso e,
especialmente, pela confiança em mim depositada ao assumirem minha orientação.
Ao Mestre Rafael Chianelli, pelo suporte na confecção dos corpos de prova.
Aos meus irmãos e avós, que mesmo morando distante sempre estiveram ao meu
lado incentivando e motivando.
A Filipe Brandt que tanto amo, minha base, por seu apoio em todos os momentos da
minha vida.
A todos aqueles que, direta ou indiretamente, colaboraram para que este trabalho
conseguisse atingir os objetivos propostos.

Resumo
Devido sua versatilidade, o emprego de materiais poliméricos quer em novas
aplicações ou como substituto de materiais tradicionais tem apresentado um significativo
aumento e consequentemente o seu descarte ocorre em grandes volumes. Por este motivo, o
estudo sobre a reutilização de materiais poliméricos tem aumentado em proporção
considerável, devido à preocupação ambiental e econômica. O trabalho apresentado tem
como objetivo o desenvolvimento e apresentação de uma metodologia sistemática
fisicamente realista para a identificação experimental do comportamento mecânico do
Polietileno de Alta Densidade (PEAD) pós consumo advindo de embalagens de óleo
lubrificante, quando testado a diferentes temperaturas e a diferentes taxas de deformação.
Foram avaliadas duas fases experimentais. Na primeira parte do trabalho, corpos de prova
em acordo com a norma ASTM D638/08 foram testados a temperatura de 25°C; 50°C; 75°C
e 100°C e cinco diferentes arranjos de velocidades de ensaio: 0,5 mm/min; 1 mm/min;
5mm/min; 10 mm/min e 50 mm/min. Apresentou-se um modelo matemático com boa
concordância com os resultados experimentais. Numa segunda etapa propôs-se uma
metodologia alternativa variando a velocidade de ensaio em degraus para todas as
temperaturas estudadas com o intuito de diminuir a quantidade de ensaios. Os resultados
experimentais apresentaram-se similares aos resultados dos ensaios tradicionais. Também
apresentou-se um modelo matemático constitutivo conjugando características viscoelásticas
de forma que permitiu uma melhor compreensão do comportamento linear e não linear do
PEAD reciclado sob variação de deformação e temperatura, reduzindo significativamente a
quantidade de ensaios, apenas 3 testes.
Palavras chaves: PEAD, Propriedades Mecânicas, Ensaio de Tração, Viscoelasticidade,
Modelo Matemático

Abstract
Due to its versatility, the use of polymer materials either in new applications or as a
replacement for traditional materials has presented a significant increase and hence the
discarding occurs in large volumes. For this reason, the study on the reuse of polymeric
materials has increased to a considerable extent due to environmental and economic concern.
The presented work aims at the development and presentation of a physically realistic
systematic methodology for the experimental identification of the mechanical behavior of
high density polyethylene (HDPE) arising from post-consumer packaging of lubricating oil
when tested at different temperatures and at different deformation rates. Two experimental
phases were evaluated. In the first part of the working specimens in accordance with ASTM
D638/08 to 25 °C were tested; 50 °C; 75 °C and 100 °C and five different test arrangements
speed: 0.5mm/min; 1mm/min; 5mm/min; 10mm/min and 50mm/min. A mathematical model
with good concordance to experimental results was presented. In the second stage an
alternative approach has been proposed by varying the speed of test steps for all temperatures
studied in order to decrease the amount of assays. The experimental results showed similar
results to traditional tests. A constitutive mathematical model combining viscoelastic
properties so that allow a better understanding of the linear and nonlinear behavior of
recycled (HDPE) variation of deformation temperatures and significantly reducing the
number of trials was also presented, only three tests.
Keywords: HDPE, Mechanical Properties, Tensile Test, Viscoelasticity, Mathematical
Model.

SUMÁRIO
Lista de Tabelas ...................................................................................................................... xv
Lista de Símbolos .................................................................................................................. xvi
Capítulo 1 Introdução .......................................................................................................... 18
1.1 Contextualização ........................................................................................................ 18
1.2 Objetivos ..................................................................................................................... 20
1.3 Estrutura ..................................................................................................................... 21
Capítulo 2 Revisão Bibliográfica ......................................................................................... 22
2.1 Materiais Poliméricos ................................................................................................. 22
2.2 Polietileno ................................................................................................................... 24
2.2.1Classificação, Propriedades e Características do Polietileno de Alta Densidade 26
2.2.2Reciclagem do Polietileno de Alta Densidade ................................................... 27
2.3 Relação Tensão-Deformação Nos Materiais Poliméricos .......................................... 29
2.4 Influência Da Temperatura Em Ensaios De Materiais Poliméricos ........................... 31
2.5 Ensaio De Tração Nos Materiais Poliméricos ............................................................ 33
Capítulo 3 Materiais e Métodos .......................................................................................... 39
3.1 Ensaio Mecânico......................................................................................................... 43
3.1.1 Ensaio de tração do PEAD reciclado ................................................................. 44
Capítulo 4 Modelo Matemático ........................................................................................... 47
4.1 Modelagem Matemática ............................................................................................. 47
4.1.1Modelo Matemático para Comportamento Mecânico do PEAD reciclado em
diferentes temperaturas constantes e diferentes taxas de deformações constantes ................ 47
Capítulo 5 Resultados Experimentais ................................................................................. 57

5.1 Parâmetros de Identificação do Material Para Diferentes Temperaturas e Diferentes
Taxas de Deformação ............................................................................................................. 57
5.1.1 ResultadosObservados ....................................................................................... 59
5.1.2 Resultados Experimental e Teórico ................................................................... 63
Capítulo 6 Procedimento alternativo para caracterização do PEAD reciclado ............ 68
6.1 Modelo Matemático .................................................................................................... 68
6.2 Resultados dos ensaios diferentes temperaturas e taxas de deformação em escala.... 74
6.3 Resultados Experimentais em Escala Gradual ........................................................... 75
6.4 Resultado Experimental E Teórico em Escala Gradual.............................................. 80
Capítulo 7 Conclusões .......................................................................................................... 82
7.1 Análises Conclusivas .................................................................................................. 82
7.2 Sugestões Para Trabalhos Futuros .............................................................................. 83
Referências Bibliográficas ................................................................................................... 85

Lista de Abreviaturas e Siglas ABNT Associação Brasileira de Normas Técnicas
ACV Análise do Ciclo de Vida
ASTM Standard Test Method for Tensile Properties of Plastics
BTu British Thermal Unit
-CH2- Polietileno
CH2=CH2 Eteno
cp Corpo-de-prova
E Módulo de Young
EUA Estados Unidos da América
HDPE High-density polyethylene
L Região Elástica do Material
LAMCO Laboratório de Materiais de Construção da UFF
MPa MegaPascal
N Número de Variáveis
NAFTA Tratado Norte-Americano de Livre Comércio
PE Polietileno
PEAD Polietileno Linear de Alta Densidade
PIB Produto Interno Bruto
SEPAN Oficina Mecânica e Posto de Troca de Óleo Lubrificante
SQR Soma dos Quadrados dos Resíduos

SQReg Soma de Quadrados Devido à Regressão
SQT Soma dos Quadrados Total
Tg Temperatura de Transição Vítrea
Tm Temperatura de Fusão Cristalina
Ton Toneladas
UE União Européia
IUPAC União Internacional de Química Pura e Aplicada
UFF Universidade Federal Fluminense
σB Tensão Máxima do Material
σE Tensão de Escoamento
σL Tensão no Limite de Elástico
σp Tensão no Limite de Proporcionalidade
σR Tensão de Ruptura

Lista de Figuras
Figura 2.1 - Curvas tensão-deformação características para diferentes tipos de materiais
poliméricos: a, termorrígidos; b, termoplásticos; c, elastômeros [13]. ....................................... 29
Figura 2.2 - Efeitos da taxa de deformação e da temperatura sob a curva tensão- deformação
dos polímeros [13]. ................................................................................................................... 31
Figura 2.3 - Influência da variação de temperatura e de taxa de deformação sobre o
comportamento mecânico de materiais poliméricos termoplásticos [15]. ............................... 32
Figura 2.4- Tensão versus deformação para polímeros (a) frágeis, (b) plásticos, (c) elastômeros.
[18] ...................................................................................................................................... 35
Figura 2.5- Região elástica de um material [18] ...................................................................... 36
Figura 2.6- Região plástica [18] ............................................................................................... 36
Figura 2.7 - Curva Tensão-Deformação em Tração Esquemática Para um Polímero
Semicristalino [19]. .................................................................................................................. 37
Figura 3.1 - Embalagens de óleo lubrificante e aditivos automotivos [10]. ............................. 40
Figura 3.2 - Vazamento do resíduo de óleo das embalagens de óleo lubrificante [10]. ........... 40
Figura 3.3 - Material peletizado no Triturador Plastimax 5 cv [10]. ........................................ 41
Figura 3.4- Diagrama esquemático de moldagem por compressão [20]. ................................. 42
Figura 3.5 - Massa nos moldes para prensagem por compressão [10] ..................................... 43
Figura 3.6 - Corpo de prova tipo I (dimensões em mm). Fonte: ASTM D 638 (08). .............. 45
Figura 3.7 - Ensaio de Tração no PEAD reciclado em Câmara Termoestática [23] ................ 46
Figura 4.1 - Identificação experimental da variável auxiliar de D no ensaio de tração [24]. ... 52
Figura 4.2 - Identificação do ��, �e �θdos parâmetros da tensão verdadeira versus deformação
verdadeira ................................................................................................................................. 56

Figura 5.1 - Tensão Verdadeira X Deformação Verdadeira para diferentes temperaturas e
diferentes taxas de deformação................................................................................................. 60
Figura 5.2 - Influência da temperatura no PEAD reciclado no teste de tração com deformação
constante ( 141025.7 −−= sXε& ). ........................................................................................................... 63
Figura 5.3 - Tensão Verdadeira X Deformação Verdade do PEAD reciclado para diferentes
taxas de deformação e diferentes temperaturas. Comparação com resultados experimentais . 65
Figura 6.1 - Variação da Taxa de Deformação em uma curva de Tensão Verdadeira versus
Deformação Verdadeira plotado a uma temperatura específica. .............................................. 71
Figura 6.2 - Curva Tensão Verdadeira versus Deformação Verdadeira do PEAD reciclado a
partir de diferentes escalas de taxas de deformação e diferentes temperaturas. ....................... 77
Figura 6.3 - Curva de Tensão Verdadeira versus Deformação Verdadeira com variação da taxa
de deformação e diferentes temperaturas ................................................................................. 79
Figura 6.4 - Curva experimental e teórica da Tensão Verdadeira versus Deformação Verdadeira
do PEAD reciclado a partir de diferentes escalas de taxas de deformação e diferentes
temperaturas.............................................................................................................................. 81

Lista de Tabelas
Tabela 2.1 - Características Principais do PEAD Puro. Adaptado: Chianelli Jr. [10] ............. 27
Tabela 5.1 - Parâmetros do Material ........................................................................................ 57
Tabela 6.1 - Parâmetros do Material – Modelo Alternativo ..................................................... 74
Tabela 6.2 - Valores de e (MPa). Modelo e Resultados Experimentais. ................. 75
Lista de Símbolos
% Porcentagem
∆�� Variação da Taxa de deformação no ponto 1
∆� Variação da Taxa de deformação no ponto 2
�� Taxa de deformação
��á Limite da taxa de deformação máxima
���� Limite da taxa de deformação mínima
�� Taxa de deformação verdadeira
∆σi Variação da Tensão para a Mudança Gradual da Taxa de Deformação
°C Celsius
A0 Área Inicial
aij Parâmetros do material
bij Constantes do material
cij Parâmetros do material
cv Cavalo vapor
D Variável de Dano
Dcr Variável de Dano Crítico
dij Parâmetros do material
dεt Derivada da Deformação Verdadeira
dσt Derivada da tensão verdadeira
exp Exponencial
F Força

F(t) Força em função do tempo
h Hora
L Medida de comprimento
lim Limite
ln Logarítimo neperiano
t Tempo
∆L(t) Alongamento fixado
∆ε Variação de Deformação
∆σ Variação de Tensão
ε* Máxima Deformação
εa Máxima Deformação no ponto a
εb Máxima Deformação no ponto b
εt Deformação Verdadeira
θ Temperatura
θmax Temperatura Máxima
θmin Temperatura Mínima
σ Tensão de Engenharia
σi Tensão Verdadeira para a Mudança Gradual da Taxa de Deformação
σmax Tensão Máxima
σt Tensão Verdadeira
� Deformação de engenharia

18
Capítulo 1
1 Introdução
1.1 Contextualização
Aplicações com materiais poliméricos à base de Polietileno de Alta Densidade (PEAD) têm
ganhado notoriedade no cenário atual. Sua aplicação em escala industrial se intensificou ao longo
dos últimos 60 anos, devido principalmente às suas boas qualidades mecânicas. Esses materiais em
geral são utilizados para fabricação de produtos de uso diário, tanto para bens duráveis como não
duráveis, sendo que a maior parte da produção anual é utilizada para itens descartáveis ou produtos
de vida curta que são descartados após pouco tempo de utilização.
A problemática dos plásticos reside em seu longo tempo de vida útil, que resulta em um
aumento significativo de resíduos, como é o caso das embalagens. As embalagens são a principal
fonte de resíduos plásticos. Da produção anual de plásticos, a China vem como maior produtora
com 64 milhões de toneladas/ano, seguidas da União Europeia com 59 milhões de toneladas/ano e

19
o NAFTA com 56 milhões de toneladas/ano. O Brasil produz 6 milhões de toneladas/ano,
referentes a 2011 [1]
Por ser uma preocupação de âmbito mundial, são buscadas soluções para minimizar os
impactos causados pelo uso e descarte desses materiais, pois os mesmos geram vários problemas
ambientais [2]. Conforme estudo, a produção desses resíduos tem aumentado significativamente,
tornando um desafio para as potências mundiais em termos ambientais, econômicos e sociais [3].
Desse quantitativo cerca de 21,7% dos plásticos foram reciclados no Brasil em 2011, representando
aproximadamente 953 mil toneladas/ano.
O plástico é altamente combustível, com valor de 18.700 BTUs por quilo, para o caso do
polietileno. O lixo urbano como um todo tem poder combustível de 4.500 BTUs por quilo. No
Brasil, a reciclagem energética para a produção de energia não é praticada, como ocorre
principalmente nos países europeus [4].
No Brasil, são buscadas alternativas para o reprocessamento, inclusive, indicadores de
reciclagens de material plásticos pós-consumos estão avançando, por exemplo, em 2011 cresceram
cerca de 12%. Como as embalagens plásticas são a principal fonte de resíduos plásticos, existem
normas e diretrizes para sua destinação final. São exemplos: UE, Diretiva 94/62/CE e Diretiva
2004/12/CE relativas à gestão das embalagens e dos resíduos das embalagens, estabelecendo metas
a serem atingidas pelos membros participantes.
No Brasil existe a Lei 12.305/2010 que institui a Política Nacional de Resíduos Sólidos,
dispondo sobre seus princípios, objetivos e instrumentos, bem como sobre as diretrizes relativas à
gestão integrada e ao gerenciamento de resíduos sólidos, incluídos os perigosos, e às
responsabilidades dos geradores e do poder público e aos instrumentos econômicos aplicáveis.
Nos EUA, em 1965, foi editada a lei de Resíduos Sólidos (Federal Solid Waste Disposal
Act), complementada em 1976 pela lei de Conservação e Recuperação (Resource Conservation

20
and Recovery Act) e 1984 foram aprovadas emendas à Lei de conservação e Recuperação relativas
a resíduos sólidos e resíduos perigosos (Hazardous and Solid Waste Amendments to the Resource
Conservation and Recovery Act).
Percebe-se que embora essas normas tenham diferentes centralizações de enfoque, buscam
o mesmo objetivo, a redução de resíduos lançados ao meio ambiente.
Partindo desta premissa, torna-se atraente o estudo do Polietileno de Alta Densidade pós
consumo, para que seja traçado comparativos com as resinas virgens e compatibilizar o
comportamento da mesma através de modelagem matemática para adequar os fenômenos de
viscoelasticidade e dano causados a partir de ensaios realizados.
1.2 Objetivos
O objetivo deste trabalho é investigar experimentalmente o comportamento mecânico do
PEAD reciclado advindo de embalagens de óleo lubrificante pós consumo, quando testado a
diferentes temperaturas e a diferentes taxas de deformação.
Possuindo uma base de dados bem fundamentada a partir de ensaios realizados, fica
estabelecida uma sistemática alternativa da avaliação do fenômeno físico, para que se possa obter
o máximo de informações com o menor número de ensaios. A partir dessas informações será
possível traçar comparativos com os testes realizados a diferentes temperaturas e taxas de
deformações avaliando as equações do modelo matemático viscoelástico proposto. Os parâmetros
do material que aparecem no modelo, sendo facilmente identificado a partir dos testes realizados.
O modelo matemático apresentado modela o ensaio realizado para carregamento monótono e
ensaio uniaxial.

21
1.3 Estrutura
No primeiro capítulo é feita uma apresentação contextual sobre o assunto abordado e os
objetivos que o nortearam.
No segundo capítulo é descrita à fundamentação teórica formada através das informações
encontradas na literatura.
No terceiro capítulo, o estudo é apresentado de forma detalhada, mostrando os materiais e
métodos utilizados para análise do material.
No quarto capítulo é apresentado o teste experimental e o modelo matemático.
No quinto capítulo são apresentados os resultados experimentais à partir do proposto no
modelo matemático.
No sexto capítulo é apresentado um procedimento alternativo para caracterização do PEAD
reciclado.
No sétimo capítulo são apresentadas as conclusões e recomendações gerais do estudo e
sugestões para trabalhos futuros.

22
Capítulo 2
2 Revisão Bibliográfica
2.1 Materiais Poliméricos
Do ponto de vista conceitual sabe-se que os materiais poliméricos podem ser naturais,
originados de plantas e animais, como a borracha; os polissacarídeos, a celulose, ou podem ser
sintéticos como os plásticos, as borrachas e as fibras. Para que se possa classificar os polímeros os
métodos mais comuns são de acordo com sua estrutura química, método de preparação. As
características tecnológicas e seu comportamento mecânico. Nota-se que o comportamento
mecânico e termomecânico dos polímeros são determinados em acordo com sua microestrutura
[5].
Dependendo do seu método de polimerização, os polímeros podem ter suas cadeias sem
ramificações, admitindo conformação em zigue-zague - polímeros lineares – ou podem apresentar
ramificações, que se denomina polímero reticulado, ou polímero com ligações cruzadas ou
polímero tridimensional. Como consequência imediata, surgem propriedades diferentes do
produto, especialmente em relação à fusibilidade e solubilidade.

23
As tecnologias de transformação que impõem diferentes processos tecnológicos, são a base
da classificação dos polímeros termoplásticos e termorrígidos. Os polímeros lineares ou
ramificados, que permitem fusão por aquecimento e solidificação por resfriamento, são chamados
termoplásticos. Os polímeros que, por aquecimento ou outra forma de tratamento, assumem
estrutura tridimensional, reticulada, com ligações cruzadas, tornando-se insolúveis e infusíveis, são
chamados termorrígidos [6].
Após o resfriamento e o endurecimento os plásticos termorrígidos mantêm o formato e não
conseguem voltar à sua forma original. Os plásticos termorrígidos podem ser utilizados em peças
de automóveis, de aeronaves e de pneus. Alguns exemplos são: poliuretano, poliéster, resinas epóxi
e de fenol. Já os termoplásticos sob efeito de temperatura e pressão, amolecem assumindo a forma
de molde.
Com nova alteração de temperatura e pressão o processo pode ser reiniciado, sendo,
portanto recicláveis. Em nível molecular, à medida que a temperatura é elevada, as forças de
ligação secundárias são diminuídas (devido ao aumento do movimento molecular), de modo tal
que o movimento relativo de cadeias adjacentes é facilitado quando uma tensão é aplicada. Os
termoplásticos são dúcteis e compõem-se da maioria dos polímeros lineares e aqueles que possuem
algumas estruturas ramificadas com cadeias flexíveis, consequentemente, são menos rígidos do
que os termorrígidos, e podem ficar amolecidos com o aquecimento, voltando a sua forma original.
Este comportamento também é reflexo de uma microestrutura com macromoléculas em arranjos
mais aleatórios, com menos ligações cruzadas [5,7].
O comportamento mecânico é outra classificação de sumo interesse nos materiais
poliméricos. Os elastômeros (borrachas) são caracterizados pela baixa rigidez e longa faixa
elástica, praticamente com ausência de comportamentos plásticos. Isto ocorre em decorrência do
processo de vulcanização, no qual se induz a formação de ligações cruzadas entre as

24
macromoléculas, o que restringe a possibilidade de escoamento plástico. Já as fibras são uma classe
de polímeros com comportamento bastante diverso, com alta rigidez na direção longitudinal, muito
usadas em materiais compósitos. Nas fibras, as macromoléculas são altamente alinhadas,
oferecendo grande resistência à extensão. Por fim, os plásticos apresentam características
intermediárias entre fibras e elastômeros. Com arranjos de macromoléculas mais aleatórios, os
plásticos exibem menor rigidez que as fibras e uma larga faixa plástica, permitida pelo baixo
número de ligações cruzadas entre macromoléculas [5].
2.2 Polietileno
O polietileno foi sintetizado pela primeira vez pelo químico alemão Hans Von Pechmann,
que, acidentalmente, o preparou em 1898, enquanto aquecia diazometano. Quando seus colegas
Eugen Bamberger e Friedrich Tschirner caracterizaram a substância gasosa e branca criada,
descobriram grandes cadeias compostas por -CH2- e o denominaram "polietileno" [8].
Em 27 de Março de 1933, o polietileno foi sintetizado tal como o conhecemos atualmente,
por Reginald Gibson e Eric Fawcett, na Inglaterra. Isto foi possível aplicando-se uma pressão de
cerca de 1400 bar e uma temperatura de 170°C, onde foi obtido o material de alta viscosidade e cor
esbranquiçada que se conhece atualmente.
O polietileno é um polímero parcialmente cristalino, flexível, cujas propriedades são
acentuadamente influenciadas pela quantidade relativa das fases amorfa e cristalina. As menores
unidades cristalinas, lamelas, são planares e consistem de cadeias perpendiculares ao plano da
cadeia principal e dobradas em zig-zag para cada 5 a 15nm, embora haja defeitos que são pouco
frequentes [9].

25
Devido a sua alta produção mundial, é também o mais barato, sendo um dos tipos de plástico
mais comum. É quimicamente inerte. Obtém-se pela polimerização do etileno (de fórmula química
CH2=CH2, e chamado de eteno pela IUPAC), de que deriva seu nome.
Este polímero pode ser produzido por diferentes reações de polimerização, como por
exemplo, a polimerização por radicais livres, polimerização aniônica, polimerização por
coordenação de íons ou polimerização catiônica. Cada um destes mecanismos de reação produz
um tipo diferente de polietileno.
As cadeias de polietileno se rompem sob a temperatura de transição vítrea em regiões
amorfas e semi-cristalinas. Os polietilenos são inertes face à maioria dos produtos químicos
comuns, devido a sua natureza parafínica, seu alto peso molecular e sua estrutura parcialmente
cristalina. Em temperaturas abaixo de 60°C são parcialmente solúveis em todos os solventes [9]
Em tempo, Coutinho et al [9], relatam que interações com solventes, sofrem inchamento,
dissolução parcial, aparecimento de cor ou, com o tempo, completa a degradação do material. Sua
interação com agentes tensoativos, resulta na redução da resistência mecânica do material por efeito
de tenso-fissuramento1 superficial.
Em condições normais, os polímeros etilênicos não são tóxicos, podendo inclusive ser
usados em contato com produtos alimentícios e farmacêuticos, no entanto certos aditivos podem
ser agressivos. No passado, o polietileno era classificado pela sua densidade e pelo tipo de processo
usado em sua fabricação. Atualmente, os polietilenos são mais apropriadamente descritos como
polietilenos ramificados e polietilenos lineares [9].
1 Tenso-fissuramento: trinca interna ou externa num polímero causada por tração e não por tensões mecânicas de curta duração. O desenvolvimento destas fissuras frequentemente é acelerado pelo ambiente ao qual o polímero é exposto.

26
O polietileno pode ser produzido por diversos mecanismos de reações de polimerização.
Cada um dos mecanismos de reações de polimerização produz um tipo diferente de polietileno
[10].
Geralmente o polietileno é obtido por meio da polimerização do monômero gasoso etileno
(CH2 = CH2) em reator, sob condições de temperatura e pressão específicas. A produção de um
bom polietileno depende do catalizador. Alguns dos catalizadores modernos incluem o de Ziegler
Natta.
2.2.1 Classificação, Propriedades e Características do Polietileno de Alta Densidade
Segundo sua classificação, o Polietileno de Alta Densidade é resistente a altas temperaturas,
alta resistência à tensão, compressão, tração, baixa densidade em comparação com metais e outros
materiais, impermeável; inerte (ao conteúdo), baixa reatividade, atóxico e possui pouca
estabilidade dimensional [10].
Através de um processo de extrusão, é aplicado em isolamento de fios telefônicos, sacos
para congelados, revestimento de tubulações metálicas, polidutos, tubos para redes de saneamento
e de distribuição de gás, emissários de efluentes sanitários e químicos, dutos para mineração e
dragagem, barbantes de costura, redes para embalagem de frutas, fitas decorativas, sacos para lixo
e sacolas de supermercados.
As características peculiares ao Polietileno de Alta Densidade viabilizam a sua aplicação
em diversos setores da indústria. Como características do PEAD podem ser citadas:[10]

27
Tabela 2.1 - Características Principais do PEAD Puro. Adaptado: Chianelli Jr. [10]
CARACTERÍSTICAS VALORES
Grau de Cristalinidade 60-80%
Densidade 0,94 – 0,97g/cm3
Temperatura de Fusão 130-141°C
Alongamento na Ruptura (em placa) 860%
Tensão de Ruptura a Tração (em placa) 29 MPa
Módulo de Elasticidade à Tração 900 MPa
Tm 137°C
Tg -110°C
2.2.2 Reciclagem do Polietileno de Alta Densidade
A reciclagem do Polietileno de Alta Densidade consiste basicamente em coletar o lixo
descartado e convertê-lo em produto semelhante ao inicial. Os materiais são coletados, separados
e processados para serem usados como matéria-prima na manufatura de novos produtos [11].
Em tempo, Lontra 2011 aborda o estudo baseado em Análise do Ciclo de Vida (ACV) de
um produto, relatando que a quantidade de energia gasta para obtê-lo a partir da matéria-prima
virgem é maior que aquela gasta para produzi-lo com resíduos reciclados. A reciclagem é mais
econômica em aspectos de consumos de energia, água e materiais acessórios utilizados diretamente
na produção de um bem, quando comparada à produção a partir da matéria-prima virgem. Com a
28
reciclagem de plásticos, economiza-se até 88% de energia em comparação com a produção a partir
do petróleo e preserva-se esta fonte esgotável de matéria-prima.
O PEAD vem se tornando um dos plásticos mais reciclados dentre os termoplásticos, devido
às suas propriedades mecânicas e à significativa disponibilidade nos resíduos sólidos urbanos,
cerca de 30% do total de resíduos plásticos rígidos [10].O Brasil é um dos três principais países do
mundo em volume de plásticos reprocessado por reciclagem termomecânica.
O Polietileno de Alta densidade passa por reciclagem termomecânica para seu
reprocessamento. Neste tipo de reciclagem o plástico é transformado em grãos para serem
reaproveitados na fabricação de outros produtos, como sacos de lixo, solados, pisos, conduítes,
mangueiras, componentes de automóveis, fibras, embalagens não alimentícias entre outros.
O processo de reciclagem termomecânica envolve: separação, moagem, lavagem, a fusão,
o corte e a granulação de resíduos plásticos. As peças plásticas devem ser selecionadas em tipos
diferentes de materiais antes do início do processo. Após a seleção, o material selecionado é
fundido e moldado em uma nova forma ou cortado em pequenos grânulos (chamados de pellets)
que serão posteriormente utilizados como matéria-prima para praticamente qualquer finalidade,
excluindo-se hospitalar e alimentar. Um dos problemas da reciclagem de plásticos é ao fundir
polímeros diferentes, eles não se misturarem facilmente – como a água e o óleo. O PEAD, porém
se mostra bastante estável após diversos processamentos consecutivos [10].

29
2.3 Relação Tensão-Deformação Nos Materiais Poliméricos
Um dos principais pontos acerca da relação tensão-deformação em materiais poliméricos e
que vem sendo fonte de estudos é a sensibilidade dos polímeros com relação à taxa de deformação
e à temperatura. A nível microscópico, a deformação em polímeros envolve o estiramento e a
rotação das ligações moleculares. Usualmente, os mecanismos de deformação em polímeros são
classificados em frágeis, dúcteis (com ou sem estricção) e elastoméricos. Na Figura 2.1 mostram-
se as curvas tensão-deformação características para os diferentes comportamento dos materiais
poliméricos [12].
A Figura 2.1a, apresenta as curvas tensão-deformação típicas dos materiais termorrígidos
os quais são geralmente rígidos e frágeis. Este tipo de polímero é muito pouco sensível à taxa de
deformação e à variação da temperatura [13].
Figura 2.1 - Curvas tensão-deformação características para diferentes tipos de materiais poliméricos:
a, termorrígidos; b, termoplásticos; c, elastômeros [13].

30
A figura 2.1b mostra a forma típica das curvas tensão versus deformação dos polímeros
termoplásticos cristalinos e semicristalinos. Estes são muito sensíveis a variações de temperatura e
a taxas de deformação. Geralmente o estrangulamento e estiramento destes começa nas seções mais
frágeis. A deformação final nesses tipos de materiais podem atingir até 700 %. A zona onde surge
o pescoço não sofre ruptura imediatamente quando o fluxo de tensões aumenta devido à orientação
das cadeias moleculares. Antes da fratura, a seção transversal do corpo-de-prova diminui
uniformemente [13]. Para elastômeros e termoplásticos muito dúcteis que não fazem pescoço a
curva de tensão-deformação características é mostrada na figura 2.1c [13].
Conforme mencionado fatores como taxa de deformação e temperatura afetam a forma das
curvas de tensão-deformação, sendo muito mais visível em polímeros que em cerâmicos e metais.
Esse fato é devido à viscoelasticidade desses materiais, ou seja, o comportamento tensão-
deformação é dependente do tempo. Já a temperatura e a taxa de deformação causam efeito
contrário. Ao aumentar a taxa de deformação (ou diminuir a temperatura) se obtêm níveis maiores
de tensão, porém valores menores de deformação. Polímeros (em especial aqueles lineares e
semicristalinos), de uma maneira grosseira parecida com os metais, podem apresentar os
fenômenos de escoamento e estricção [14].
Na Figura 2.2 [13] podem-se apreciar as variações que acontecem no comportamento dos
polímeros devido às mudanças na taxa de deformação e na temperatura. A estricção ocorre quando
a taxa de encruamento ������
atinge um valor igual a σt. Nesse ponto, a resistência devido ao
encruamento não pode ser compensada pela perda em resistência devido à diminuição da área
transversal do corpo, e assim, a estricção ocorre [14].

31
Figura 2.2 - Efeitos da taxa de deformação e da temperatura sob a curva tensão- deformação dos
polímeros [13].
As linhas contínuas mostram as curvas tensão-deformação para taxa de deformação
constante e diferentes temperaturas ou para temperatura constante e diferentes taxas de
deformação. Pode-se observar que para grandes taxas de deformação e para baixas temperaturas
os materiais poliméricos apresentam um comportamento vítreo[12,14].
2.4 Influência da Temperatura em Ensaios de Materiais Poliméricos
Ao analisar a influência da temperatura e da taxa de deformação sobre o comportamento
mecânico dos materiais poliméricos, a curva de tensão deformação pode apresentar informações
significativas. Para os materiais polímeros termoplásticos pode-se afirmar que existe uma
equivalência de efeitos entre variações de temperatura e de taxa de deformação. A figura 2.3,
apresentada, indica o comportamento de diferentes materiais e suas curvas características.

32
Figura 2.3 - Influência da variação de temperatura e de taxa de deformação sobre o comportamento
mecânico de materiais poliméricos termoplásticos [15].
A baixas temperaturas e altas taxas de deformação, verifica-se uma tensão crescente
aproximadamente linear com a deformação até a ruptura. Esta característica aponta para um
material de características frágeis conforme indicado na curva (a) da Figura 2.3. Temperaturas
altas, conforme curva (b) da Figura 2.3, é verificado um ponto de máxima tensão que o material
suporta ainda no regime elástico, conhecida como tensão de escoamento σe, logo, as tensões
diminuem devido ao aparecimento da redução da área da seção transversal, conhecida como
estricção, e posteriormente o material se rompe de modo dúctil, porém, com baixas deformações.
Em temperatura ainda mais elevada, conforme apresentada na curva (c) da Figura 2.3,
superado o regime elástico, a zona de estricção se estabiliza e se estende a todo corpo de prova até

33
que o material avaliado atinja alongamentos muito elevados. As macromoléculas se rearranjam e a
tensão de ruptura a tração torna-se mais alta que a tensão necessária para a propagação da estricção.
Este fenômeno é conhecido como encruamento. Em caso de grandes áreas sob a curva tensão-
deformação, o material apresenta comportamento dúctil [15,16]. Quando se trabalha com
temperaturas ainda maiores, não se observa escoamento nem estricção, a deformação se torna
homogênea em todo o comprimento do corpo de prova e a ruptura acontece a grandes deformações,
conforme curva (d) da Figura 2.3. Este comportamento é típico dos elastômeros. De maneira geral,
o módulo de elasticidade e a tensão de escoamento σe diminuem com o aumento da temperatura e
crescem com o aumento da taxa de deformação [15].
Assumindo o ensaio do polímero em estudo, faz-se necessário delinear adequadamente o
seu comportamento termomecanicamente acoplado a partir de seus processos de confecção por
conformação termomecânica.
2.5 Ensaio de Tração nos Materiais Poliméricos
O ensaio de tração consiste na aplicação de carga de tração uniaxial crescente em um corpo
de prova específico até a ruptura. Trata-se de um ensaio amplamente utilizado na indústria de
componentes mecânicos, devido às vantagens de fornecer dados quantitativos das características
mecânicas dos materiais [17].
Com esse tipo de ensaio, pode-se afirmar que praticamente as deformações promovidas no
material são uniformemente distribuídas em todo o seu corpo, pelo menos até ser atingida uma
carga máxima próxima do final do ensaio e, como é possível fazer com que a carga cresça numa

34
velocidade razoavelmente lenta durante todo o teste, o ensaio de tração permite medir
satisfatoriamente a resistência do material.
A uniformidade termina no momento em que é atingida a carga máxima suportada pelo
material, quando começa a aparecer o fenômeno da estricção ou da diminuição da secção do corpo
de prova, no caso de material com certa ductilidade. A ruptura sempre se dá na região mais estreita
do material, a menos que um defeito interno no material, fora dessa região, promova a ruptura do
mesmo, o que raramente acontece.
A precisão de um ensaio de tração depende, evidentemente, da precisão dos aparelhos de
medida que se dispõe. Mesmo no início do ensaio, se esse não for bem conduzido, grandes erros
podem ser cometidos, como por exemplo, se o corpo de prova não estiver bem alinhado, os esforços
assimétricos que aparecerão levarão a falsas leituras das deformações para uma mesma carga
aplicada. Deve-se, portanto centrar bem o corpo de prova na máquina para que a carga seja
efetivamente aplicada na direção do seu eixo longitudinal [17].
A partir das medidas de cargas e os respectivos alongamentos, constrói-se a curva tensão-
deformação, como mostra a Figura 2.4, que apresenta a curva característica para diferentes tipos
de polímeros.

35
Figura 2.4- Tensão versus deformação para polímeros (a) frágeis, (b) plásticos, (c) elastômeros.
[18]
Um material tem comportamento elástico se, uma vez removido o esforço, as dimensões
retornam àquelas antes da aplicação do mesmo, isto é, não há deformações permanentes. O trecho
0-L da Figura 2.5, é a região elástica do material, ou seja, o comprimento retorna ao valor L0 se o
ensaio for interrompido nessa região. A tensão máxima na mesma é o limite de elasticidade σL do
material. Dentro da região elástica, no trecho 0P, a tensão é proporcional à deformação, isto é, o
material obedece à lei de Hooke [18].

36
Figura 2.5- Região elástica de um material [18]
Segundo, Mendes et al. 2007 [18], a partir do ponto L têm-se o início da região plástica ou
escoamento do material, em que as deformações são permanentes. É usual considerar início ou
limite de escoamento σE a tensão que produz uma deformação residual ε = 0,002 ou 0,2% (ponto
E conforme Figura 2.6).
Depois do limite de escoamento há uma significativa redução da área da seção transversal
e a tensão real segue algo como a curva tracejada da Figura 2.6. Mas a convenção é usar tensão
aparente, em relação à área inicial.
Figura 2.6- Região plástica [18]

37
Na região de B da Figura 2.6 tem-se a tensão máxima e, em R, a ruptura do corpo de prova.
A tensão σB é a tensão máxima, também denominada resistência à tração do material. A tensão em
R é a tensão de ruptura.
A curva do gráfico tensão-deformação a seguir ilustra o comportamento da deformação
macroscópica de materiais poliméricos semicristalinos fonte do estudo.
Figura 2.7 - Curva Tensão-Deformação em Tração Esquemática Para um Polímero Semicristalino
[19].
No ponto 1 da Figura 2.7 [19], é apresentando o corpo de prova antes do ensaio de tração
conforme padrão normalizado. No ponto 2, o limite de escoamento superior, o pequeno pescoço se
forma na seção útil do corpo de prova. A partir do momento que o corpo de prova passa para o
ponto 3 é apresentada a continuidade da deformação e o alongamento do corpo de prova prossegue
com a propagação da estricção.
σ
σ
Propagação
Propagação
Estricção

38
No ponto superior de escoamento, forma-se um pequeno pescoço dentro da seção de
extensão da amostra onde as cadeias ficam orientadas, o que conduz ao fortalecimento (pico).
Consequentemente existe uma resistência à continuada deformação neste ponto, e o alongamento
do corpo de prova por propagação desta região ao longo do comprimento de extensão; o fenômeno
de orientação da cadeia acompanha esta extensão. E, faz-se notar que, uma vez formado o pescoço,
toda a subsequente deformação é estabelecida dentro da região.

39
Capítulo 3
3 Materiais e Métodos
Os ensaios descritos neste capítulo foram realizados no Laboratório de Ensaios em Dutos
(LED) pertencente ao Laboratório de Mecânica Teórica e Aplicada (LMTA) da Universidade
Federal Fluminense (UFF). As amostras dos materiais foram recebidas e preparadas no Laboratório
de Materiais de Construção da Universidade Federal Fluminense (LAMCO), para a confecção dos
corpos de prova (CP), e posterior ensaio dos mesmos, objetivando determinar as propriedades
mecânicas do PEAD reciclado puro.
As embalagens de óleo lubrificante Figura 3.1, doadas pela oficina mecânica e posto de
troca de óleo lubrificante SEPAN (Rua Dr. Paulo Cesar, n° 249, Santa Rosa, Niterói-RJ) foram
acondicionadas no laboratório de Materiais de Construção (LAMCO). Posteriormente, foi efetuado
a lavagem dos frascos com água e detergente biodegradável com a finalidade de se retirar o máximo
possível do resquício de óleo que porventura ainda estivesse aderido em suas paredes conforme
Figura 3.2. Por conseguinte, foi retirado o rótulo e tampas para a lavagem dos recipientes.

40
Figura 3.1 - Embalagens de óleo lubrificante e aditivos automotivos [10].
Figura 3.2 - Vazamento do resíduo de óleo das embalagens de óleo lubrificante [10].
Com o recipiente de óleo lubrificante limpo, as embalagens foram preparadas para o corte
em pequenos pellets para futura moldagem dos corpos de prova. Nesta fase de preparação, foi
utilizado o Triturador Plastimax de 5cv, conforme Figura 3.3. Depois que a embalagens foram
41
picotadas em pequenos pellets (6mm), estes foram acondicionados em bandejas metálicas e levados
para secagem na Estufa de Bancada Fabber Primar a 90°C por um período de 24h.
Figura 3.3 - Material peletizado no Triturador Plastimax 5 cv [10].
Com os pellets secos, deu-se início a confecção dos corpos de prova. No molde
confeccionado a partir das medidas estabelecidas pela norma ASTM D638-08 o PEAD picotado
foi espalhado sobre o molde metálico para a prensagem. Em seguida, o polímero foi prensado
contra chapas metálicas aquecidas na Prensa térmica hidráulica MA098/A até 15t. com
aquecimento elétrico e ajuste independente de temperatura das placas inferior e superior, bem
como, do controle da pressão aplicada. A essa técnica de moldagem para a conformação do
Polietileno de Alta Densidade (PEAD) dá-se o nome de conformação por compressão sendo
exemplificado na Figura 3.4.

42
Figura 3.4- Diagrama esquemático de moldagem por compressão [20].
Para cada quantidade de material picotado, foram realizadas duas prensagens em moldes
metálicos já no formato e dimensões dos corpos de prova segundo as normas ASTM D 638/08,
gerando cinco corpos de prova para o ensaio de Tração.
As misturas foram dispostas nos moldes no sentido longitudinal, conforme Figura 3.5 e
colocadas na prensa com temperatura pré-ajustada em 190°C. Iniciou-se a prensagem de maneira
gradativa até que a temperatura estabilizasse em 190°C. A seguir, em cada prensagem efetuou-se
quatro etapas de degasagem (retirada de bolhas e umidade):
• Primeira degasagem – 2 ton
• Segunda degasagem – 3 ton
• Terceira degasagem – 4 ton
• Quarta degasagem – 6 ton
Após as quatro degasagens manteve-se a pressão em 6 toneladas. O resfriamento para a
desmoldagem foi realizado sobre a pressão da quarta degasagem com o equipamento desligado.
Punção
Cavidade
Pino de ejecção
Metade Superior do Molde
Metade Inferior do
Molde
Peça Obtida

43
Figura 3.5 - Massa nos moldes para prensagem por compressão [10]
Com a confecção do corpo de prova concluído, os mesmos foram desmoldados para que
desse início a etapa de caracterização física do material, ou seja, o corpo de prova foi testado através
do ensaio de tração utilizando a Máquina Universal de Ensaio SHIMADZU AG-X 100kN.
Posteriormente foi realizado a interpretação dos resultados obtidos.
3.1 Ensaio Mecânico
Para o ensaio mecânico em um projeto de engenharia, é de suma importância o
conhecimento do comportamento do material empregado no projeto, isto é, suas propriedades
mecânicas, em diversas condições de uso. Estas condições de uso envolvem uma gama de
variáveis, tais como a temperatura, tipo de carga aplicada e sua frequência de aplicação, desgaste,
deformabilidade, atmosfera corrosiva, entre outros. Apesar de existirem tabelas com os valores de
propriedades dos materiais utilizados na engenharia, é importante ter conhecimento da metodologia

44
da execução desses ensaios, bem como o que significa cada parâmetro para que este possa ser
comparado.
3.1.1 Ensaio de tração do PEAD reciclado
No ensaio de tração do PEAD reciclado, foram definidos como parâmetros básicos do
experimento diferentes temperaturas e taxas de deformação constantes, ou seja, para cada
temperatura avaliada eram realizados testes com diferentes velocidades de deformação. Para a
realização do estudo foram executados ensaios utilizando a máquina universal Shimadzu® AG-X
ligada a uma câmara termoestática com sensores eletromecânicos para controle da tensão
longitudinal na zona ativa do teste das amostras.
Para os ensaios foram utilizadas as seguintes temperaturas isotérmicas: 25°C; 50°C; 75°C
e 100°C e cinco diferentes velocidades de ensaio: 0,5mm/min., 1 mm/min., 5mm/min., 10 mm/min.
e 50 mm/min. O conhecimento do comportamento mecânico do material a diferentes taxas de
carregamento irá garantir qual a melhor velocidade de deformação será aplicada no processo de
conformação do material. Para cada teste foram utilizados 5 (cinco) corpos de prova, com
dimensões de acordo com as da norma ASTM D 638/08 (Standard Test Method for Tensile
Properties of Plastics) [21] resultando em um total de 100 corpos de prova ensaiados. Os testes
foram realizados para que se pudesse quantificar a dependência da temperatura no comportamento
mecânico do PEAD reciclado quando fosse testado a diferentes velocidades de ensaio. A
dependência da velocidade de ensaio à temperatura ambiente foi confirmada de acordo com os
trabalhos anteriormente apresentados em [22],[23].

45
Para complementação dos testes, foi realizado ensaio de tração com base na mudança na
taxa de deformação em escalas. O teste foi iniciado com uma velocidade de deformação de 50
mm/min. e, em seguida mudado para 5 mm/min. e por último a 0,5 mm/min. A escolha de forma
decrescente da velocidade da deformação é pela facilidade do controle do processo, mais fácil que
da forma crescente que vai contra a gravidade. As velocidades de deformação foram escolhidas
com base na norma ASTM D 638-08. Sensores eletromecânicos foram usados para controlar a
tensão longitudinal na zona ativa dos corpos de prova. Além disso, foram realizados testes no
PEAD reciclado em quatro diferentes temperaturas de 25ºC, 50ºC, 75ºC e 100ºC, utilizando uma
câmara termoestática anexada à máquina universal de ensaios Shimadzu ® AG-X [24].Com este
procedimento, o PEAD reciclado foi avaliado e foi totalmente projetado com menos testes, ou seja,
nesse lote de ensaios foram utilizados 3 corpos de prova para cada ensaio, resultando num total de
12 corpos de prova ensaiados. Para validar a metodologia, 4 lotes foram usados em quatro
diferentes temperaturas de 25ºC, 50ºC, 75ºC e 100ºC, com 3 corpos de prova para cada lote. A
Figura 3.6 mostra as dimensões do corpo de corpo de prova segundo norma e a Figura 3.7 mostra
o ensaio de tração do PEAD reciclado dentro da câmara termoestática.
Figura 3.6 - Corpo de prova tipo I (dimensões em mm). Fonte: ASTM D 638 (08).
Adaptado: Candian & Dias 2009 [25]

46
Figura 3.7 - Ensaio de Tração no PEAD reciclado em Câmara Termoestática [23]

47
Capítulo 4
4 Modelo Matemático
4.1 Modelagem Matemática
4.1.1 Modelo Matemático para Comportamento Mecânico do PEAD reciclado em diferentes
temperaturas constantes e diferentes taxas de deformações constantes
Comparando o experimento realizado por Reis et al. [22], [23], a modelagem matemática
que segue faz uma complementação dos parâmetros anteriormente analisados pelo teste de tração
em temperatura ambiente a diferentes taxas de deformação. Os vários detalhes do modelo existente
e motivações para o seu desenvolvimento podem ser encontrados no trabalho anterior [22], mas as
características essenciais do modelo serão revistos para apresentar o acréscimo da dependência da
temperatura no modelo.

48
Os ensaios de tração foram realizados a diferentes temperaturas e diferentes taxas de
deformação, segundo a norma D638/08, no qual a amostra tem um medidor de comprimento L e
seção transversal submetida a um alongamento prescrito �� submetido a um alongamento fixado
∆L(t). A força necessária para impor tal alongamento em um dado instante t é conhecida F(t). A
deformação de engenharia ε e a tensão de engenharia σ, são classicamente definidas da seguinte
maneira:
ε�t�=∆l(t)
L; ���� = ����
�� (4.1)
A deformação verdadeira �� e tensão verdadeira �� são definidas como:
�� = ln�1 + ��; �� = ��1 + �� (4.2)
Das definições (2) e (3) é possível obter as seguintes relações:
�� = ln�1 + �� ⇒ exp���� = exp�ln�1 + ��� ⇒ � = exp���� − 1 ⇒ � = exp���� ��; ε� = +��,+�
(4.3)
Foi proposta a seguinte equação para o modelo de ensaios de tração do PEAD reciclado
com uma variação de temperatura (θ) e taxa de deformação ( ε& ).
)]])(exp(1)[,([ tt ba εθθεσ −−= & (4.4)

49
Onde σt e εt são denominados tensão verdadeira e deformação verdadeira.
Do exposto na equação (4.4), foram considerados dois parâmetros do material sendo a
parâmetro a em função da taxa de deformação e da temperatura, e o parâmetro b do material sendo
influenciado pela temperatura. As seguintes relações para determinação de ),( θε&a e )(θb foram
consideradas:
2)(),( 1a
aa εθθε && = (4.5)
Sendo que o valor para a1 deriva da relação dos parâmetros do material a11 e a12 logo para
se obter )(1 θa foi proposto:
12111 )()( aaa −= θθ (4.6)
E a relação para )(θb decorre dos parâmetros do material b1 e b0 logo para se obter )(θb que
deverá ser maior que zero, têm-se a seguinte relação:
01)( bbb −= θθ (4.7)
Neste momento, depois dos parâmetros do material estabelecidos, o modelo proposto pode
representar até a máxima tensão σmax do PEAD reciclado.
O modelo proposto até o momento só é adequado até a máxima tensão. Para prever o
comportamento pós-tensão máxima do PEAD reciclado, uma variável auxiliar D, denominada
variável de dano é introduzida. Notou-se que, ao incrementar os valores experimentais, não era

50
possível achar uma razão ideal para a falha do material. É importante salientar que, no sentido
mecânico para materiais sólidos, o dano é a criação e o crescimento de microtrincas e
microcavidades, as quais são descontinuidades num meio considerado como contínuo em grande
escala [12].
A mecânica do dano é estudada por meio de variáveis mecânicas dos mecanismos
envolvidos na deterioração do material, quando este é submetido a carregamentos. Em microescala,
é a acumulação de micro-deformações na vizinhança de defeitos ou interface na ruptura de ligação,
ambos danificando o material [12].
Esta variável auxiliar é tal que:
• 0 ≤ D ≤ 1: supostamente relacionada com a perda de resistência mecânica do
sistema devido ao dano (isto é, descontinuidades geométricas como microvazios
ou microfissuras induzidas por deformação mecânica).
• D=0: a barra é considerada "virgem". Estado não danificado.
• D=1: "falha" (a barra não suporta mais o carregamento mecânico).
Nota-se que os materiais poliméricos demonstram comportamento elástico no escoamento
e alguma forma de plasticidade a deformação irreversível, anisotropia2 induzida pelas deformações,
dano por carregamento e crescimento de trincas sob cargas estáticas ou dinâmicas. Esta é a
principal razão que permite explicar suficientemente com a mecânica do meio contínuo e a
termodinâmica dos processos irreversíveis, que modelam o material sem detalhes referentes à
complexidade de sua microestrutura física [12].
2 Anisotropia: tendência do material a apresentar valores distintos de uma determinada propriedade em diferentes
direções cristalográficas.

51
Todos os materiais são compostos por átomos que se juntam por ligações resultantes das
interações de campos eletromagnéticos. A elasticidade é diretamente relacionada ao movimento
relativo dos átomos. Quando há desligamento dos átomos tem início o processo de dano [12].
O dano, neste caso, acontece quando há ruptura de ligações que existem entre longas cadeias
moleculares. Este mecanismo cria deformações permanentes. A elasticidade é influenciada pelo
dano, a diminuição do número de ligações atômicas é responsável pelo decréscimo da elasticidade
com o aumento do dano. Este acoplamento, que acontece com a deformação elástica e o dano do
material, é chamado de estado de acoplamento [12].
A plasticidade é diretamente relacionada com o escorregamento. Nos polímeros isso
acontece devido ao reordenamento das moléculas poliméricas. Isto pode induzir mudanças de
volumes. A influência plástica do dano e deformação irreversível acontece porque a área de
resistência diminui assim como o número de ligações. O dano não é diretamente influenciado pelo
mecanismo de escorregamento, que não é um estado de acoplamento [12].
O dano dúctil, acontece simultaneamente com a deformação plástica. Resultante da
nucleação de cavidades devido à separação das inclusões e o rearranjo seguindo seu crescimento e
sua coalescência, através do fenômeno de instabilidade plástica. Como consequência, o grau de
localização do dano dúctil é comparável ao da deformação plástica [12].
O cálculo do dano é baseado na influência do dano sobre uma propriedade mecânica do
material, por exemplo a tensão do material. Este método é analisado à partir dos ensaios dos corpos
de prova assumindo como uniforme e homogêneo na seção de trabalho [12].
O dano variável pode ser obtido experimentalmente e descreve a degradação das
propriedades mecânicas do material com o aumento da deformação plástica estando diretamente
relacionado ao fenômeno de amolecimento presente em um ensaio de tração. Para uma determinada
tensão, a variável de dano é definida do seguinte modo:

52
−=⇒=−
maxmax 1)1(
σ
σσσ DD (4.8)
A figura 4.1 representa o argumento para a variável de dano.
Figura 4.1 - Identificação experimental da variável auxiliar de D no ensaio de tração [24].
Da equação proposta em (4.4) é apresentada a complementação, prevendo o comportamento
pós-tensão máxima do PEAD reciclado.
)]])(exp(1)[,(][,,(1[ ttt baD εθθεθεεσ −−−= && (4.9)
Deformação
Ten
são
(MP
a)

53
Para o cálculo da variável D que é dependente da deformação verdadeira, taxa de
deformação e temperatura é apresentada a seguinte relação:
>−<+>−<=*2* ),(),(),,( εεθεεεθεθεε ttt dcD &&& (4.10)
Foram definidas matematicamente as seguintes relações para determinação das variáveis
))(( θε&c e ))(( θε&d :
)()()()())(( 12
23
3 θεθεθεθθε bcccc ++−= &&&& (4.11)
)()())(( 01 θεθθε ddd −= && (4.12)
O valor para ))(( θε&c deriva da relação dos parâmetros do material em c representados por
)(1 θc , )(2 θc e )(3 θc ,por definição, considera-se:
(4.13)
θθ 212 )( cc = (4.14)
12111 )( ccc += θθ (4.15)
32313 )()( ccc += θθ

54
A relação para ))(( θε&d decorre dos parâmetros do material d1 e d0, logo para se obter
))(( θε&d , têm-se a seguinte relação:
12111 )( ddd += θθ (4.16)
02010 )( ddd += θθ (4.17)
Para o cálculo de ),,( θεε &tD é necessário calcular a máxima deformação definida por:
)02.0ln(),(
1),(*
θεθεε
&&
a−= (4.18)
Sendo que a variável *ε está condicionada à seguinte relação:
>−<*
εε t (4.19)
e
⟨ε − ε∗⟩ = max5�ε − ε∗�, 06 (4.20)
Os termos a��, a�, a,b�, b�, c9�, c9, c�, c��, c�, d��, d�, d��ed� são parâmetros do
material. É importante ressaltar que:

55
ε = ε� exp�ε�). (4.21)
A equação (4.8) e as equações auxiliares (4.5-4.7) e (4.10-4.18) formam um conjunto
completo de equações constitutivas.
Este modelo foi idealizado para um determinado intervalo de temperatura ���� ≤ � ≤
��; e das taxas de deformação ���� ≤ � ≤ ��; . É difícil apresentar uma definição precisa do
limite de temperatura. Na ausência de uma definição física precisa, sugere-se adotar os seguintes
intervalos: 25°C a 100°C e 7.25x 10-5s-1 a 7.25x10-3s-1 para a temperatura e taxa de deformação,
respectivamente.
Existem algumas considerações a serem feitas, como por exemplo, na parte inicial do teste,
a uma temperatura constante, a amostra exibe encruamento, portanto, por definição a variável de
dano é zero.
É possível verificar a partir da equação 4.8 o seguinte:
lim��DE
����=���, �� (4.22)
Consequentemente, a�ε , θ�é o valor máximo da tensão σ� para uma dada temperatura
constante e taxa de deformação, conforme Figura 4.2.
56
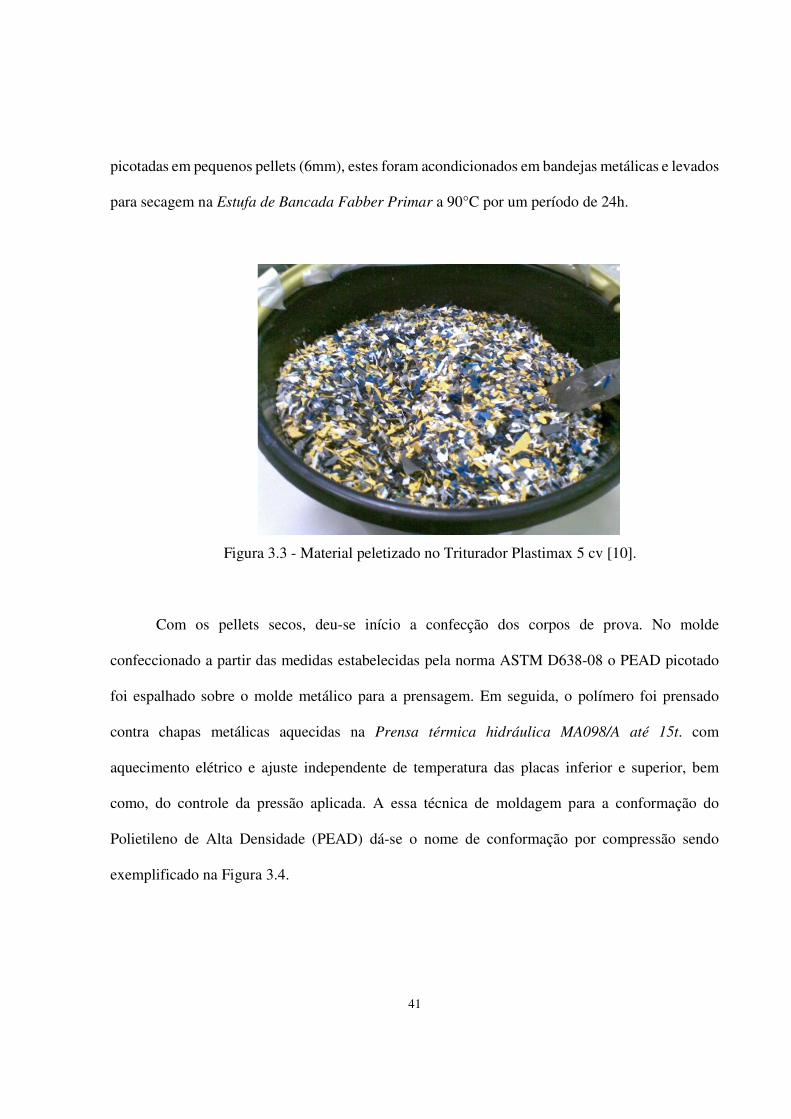
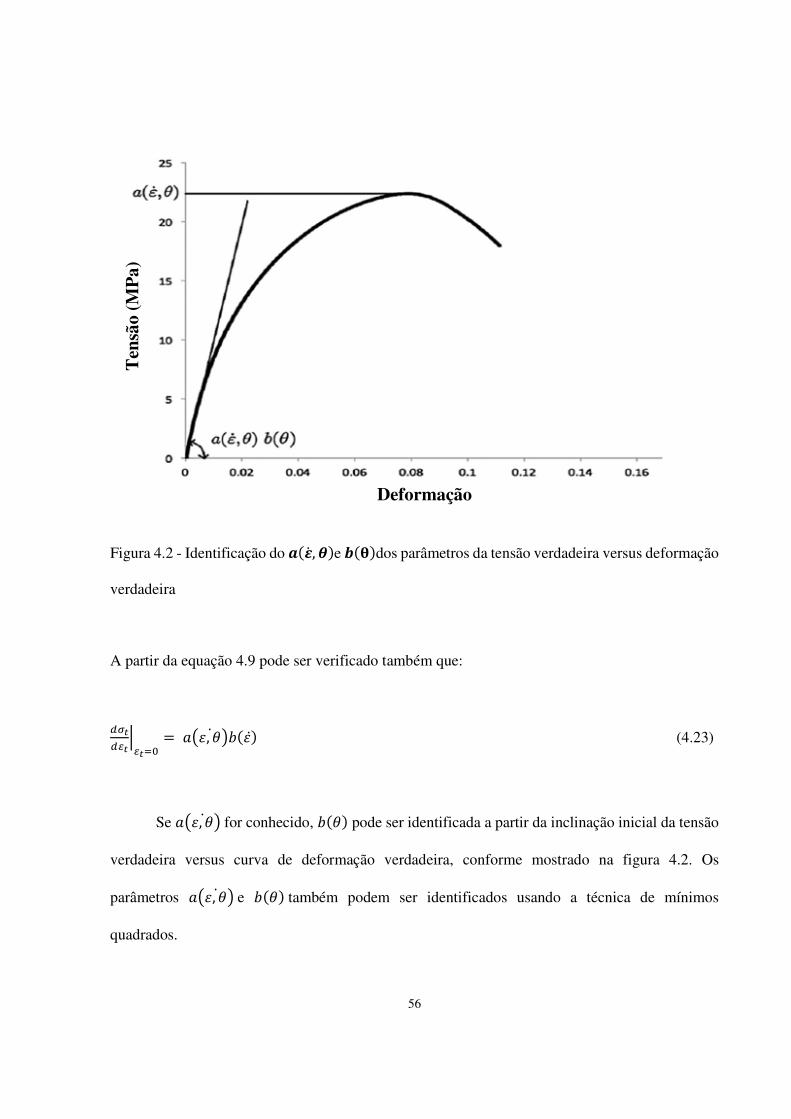
Figura 4.2 - Identificação do G�H , I�e J�K�dos parâmetros da tensão verdadeira versus deformação
verdadeira
A partir da equação 4.9 pode ser verificado também que:
������
L��M�
= �N�, � O���� (4.23)
Se �N�, � Ofor conhecido, ���� pode ser identificada a partir da inclinação inicial da tensão
verdadeira versus curva de deformação verdadeira, conforme mostrado na figura 4.2. Os
parâmetros �N�, � Oe ����também podem ser identificados usando a técnica de mínimos
quadrados.
Deformação
Ten
são
(MP
a)

57
Capítulo 5
5 Resultados Experimentais
5.1 Parâmetros de Identificação do Material para Diferentes Temperaturas e Diferentes Taxas de
Deformação
A tabela 5.1 mostra os valores de todas os 14 parâmetros do material
a��, a�, a,b�, b�, c9�, c9, c�, c��, c�, d��, d�, d��ed� que aparecem no modelo teórico.
Tabela 5.1 - Parâmetros do Material
a11 a12 a2 b1 b0 c31 c32 c21 c11
-0.35 46.27 0.2 -0.095 -44.3 3x108 -2x1010 -1x106 1478.6
c12 d11 d12 d01 d02
-117.528 -8.23 591.96 0.04 2.92

58
Os parâmetros do material foram determinados a partir de ensaios de tração a temperatura
constante. Os parâmetros de dependência da temperatura são obtidos em duas etapas. Na primeira
etapa, as primeiras partes das curvas de tensão-deformação, onde a amostra exibe encruamento e,
por definição, a variável de dano é zero, são utilizadas. Na segunda etapa, as porções das curvas de
tensão deformação, onde a amostra exibe tensão de amolecimento são utilizadas.
Foi encontrado através do ajuste da máxima tensão verdadeira pela taxa deformação
verdadeira os valores para a1 e a2 do material pelo método de mínimos quadrados. Por conseguinte,
através de regressão linear foram definidos os parâmetros relacionados a temperatura e a constante
a1 apresentando dois novos parâmetros do material a11 e a12. Pela relação da temperatura o
parâmetro a2 do material foi apresentado através de regressão obtendo uma nova constante do
material a2.
Por regressão não linear foi acrescido mais um parâmetro do material, o parâmetro b da
relação da tensão verdadeira ajustada pela deformação aplicada ao material em teste. Da constante
b proposta para cada temperatura, foi feita mais uma regressão linear que apresentou duas novas
constantes em função de b, b1 e b0.
A descrição da degradação das propriedades mecânicas no material ensaiado, é analisado
através da relação da força com a taxa de deformação pelo método de mínimos quadrados por
ajuste polinomial, surgindo os parâmetros de c1, c2 e c3 do material. Os parâmetros do material, são
relacionados com a temperatura de teste e pôr regressão linear sendo relacionados os seguintes
parâmetros: P9�, P9, P�, P��, P�. Por mínimos quadrados através do ajuste polinomial foi acrescido
mais uma constante d do material da relação do dano pela deformação verdadeira ajustada. Da
constante d pela taxa de deformação por regressão linear temos duas constantes d0 e d1. Fazendo a

59
relação das constantes do material d0 e d1 pela temperatura dos ensaios são relacionadas mais
quatros constantes Q��, Q�, Q��eQ�. Esses valores são apresentados na tabela 5.1.
5.1.1 Resultados Observados
A partir dos ensaios observados na figura 5.1 a apresentação da tensão verdadeira versus
curvas de deformação para o PEAD reciclado obtido quando o mesmo é ensaiado a diferentes
temperaturas 25°C; 50°C;75°C e 100°C e cinco diferentes taxas de deformação: 151 1025.7 −−
= sXε& ;
142 1045.1 −−
= sXε& ; 143 1025.7 −−
= sXε& ; 134 1045.1 −−
= sXε& ; 135 1025.7 −−
= sXε& .

60
Figu
ra 5
.1 -
Ten
são
Ver
dade
ira
X D
efor
maç
ão V
erda
deir
a pa
ra d
ifer
ente
s te
mpe
ratu
ras
e di
fere
ntes
taxa
s de
def
orm
ação
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)

61
É observado à temperatura de 25°C que o PEAD reciclado ensaiado apresenta tensão
próxima à tensão da amostra virgem, quando o corpo de prova é ensaiado a uma maior taxa de
deformação. O polímero é bastante flexível à 25°C, tenaz e bastante dúctil devido aos valores
elevados de deformação e alongamento antes da ruptura dos corpos de prova. Além da grande
deformação, o perfil de curva quando máxima apresenta boa compatibilidade com a literatura de
amostra virgem.
Como mostrado na figura 5.1, a uma temperatura de 50°C e um elevado valor de
deformação, nota-se uma diminuição significativa do valor da tensão do material, valor este de
quase 40% comparado ao mesmo ensaio só que à temperatura de 25°C, uma significativa redução
no módulo de elasticidade também é evidenciada. Percebe-se no entanto a influência da
temperatura e da taxa de deformação nos valores da amostra quando comparados com a amostra
virgem em literatura. Essa influência é devida ao rearranjo de sua estrutura molecular nos vazios
quando o mesmo é deformado passando de um estado de ordenação para um estado onde sua
ordenação é comprometida.
Quanto maior a temperatura de ensaio do teste de tração, a uma maior velocidade de
deformação, nota-se uma menor tensão no material estudado, essa característica tem relação direta
com a temperatura e a taxa de deformação, ficando evidenciado a uma menor taxa de deformação
e maior temperatura a tensão do material decai abruptamente. Em relação ao teste a temperatura de
25°C há um decaimento da ordem de 50% se comparado ao teste a 75°C (mostrado na figura 5.1),
em uma maior taxa de deformação. Note que, dependendo da aplicação do material estudado, não
existem maiores complicações com sua utilização. Neste parâmetro é válido ressaltar o decaimento
do módulo do material e o decaimento da ductilidade do material.
No corpo de prova ensaiado a uma temperatura de 100°C (apresentado na figura 5.1) e uma
maior taxa de deformação se comparado com o mesmo teste à temperatura de 25°C, observa-se o

62
decaimento de quase 80% da tensão do material. E a uma taxa de deformação menor a tensão do
material é próxima a zero. A temperatura do teste é próxima à temperatura de fusão do polímero
estudado, logo ocorre um rearranjo das moléculas em sua transformação, o tipo de material, o peso
molecular, o tipo de ramificação e sua cristalinidade são fatores que influenciam o seu
comportamento mecânico, ocorre um rearranjo desordenado para que se complete os vazios, sem
que haja degradação do material pois o ponto de pico ainda não foi alcançado e quanto menor for
a velocidade de deformação maior será o rearranjo molecular para o empacotamento das cadeias
do polímero.
Fazendo um comparativo das médias dos ensaios a diferentes temperaturas é verificado que
as curvas exibem uma dependência significativa da temperatura e também uma dependência da
taxa de deformação em que a máxima resistência e o módulo de elasticidade diminuem com o
aumento da temperatura. Observa-se também que os resultados onde utiliza-se a maior taxa de
deformação resulta em maior rigidez e máxima resistência a 25°C sendo válido salientar que com
o aumento da taxa de deformação, a ductilidade diminui. Aumentando a temperatura para 50°C,
75°C e 100°C também atua para aumentar o limite da extensibilidade (moldabilidade) do PEAD
reciclado. A Figura 5.2 apresenta a influência da temperatura na performance do teste de tração em
taxa de deformação constante de 141025.7 −−= sXε& de acordo com a ASTM D638-08.

63
Figura 5.2 - Influência da temperatura no PEAD reciclado no teste de tração com taxa deformação
constante ( 141025.7 −−= sXε& ).
Conforme a figura 5.2, para 141025.7 −−= sXε& , uma forte dependência da temperatura é
observada. Uma diminuição da rigidez e da resistência à tração é observada com o aumento da
temperatura. O aspecto desse comportamento é observado com o resultado dos efeitos concorrentes
do contínuo amolecimento térmico e o início do encruamento que está ocorrendo devido a evolução
da cadeia com o alongamento plástico
5.1.2 Resultados Experimental e Teórico
Os valores dos parâmetros do modelo proposto ���, ��e ���� podem ser determinados
usando pelo menos dois ensaios de tração com diferentes temperaturas, assim, a primeira parte do
modelo pode ser calculada.
Deformação
Ten
são
(MP
a)
64
Conforme especificação do projeto, nenhum material ultrapassara a sua máxima resistência.
Além disso, temos visto que, de acordo com a Figura 5.2, o valor do aumento do dano variando
lentamente e, portanto, decidiu-se modelar o comportamento do material, até atingir 20%, ou seja,
o valor máximo para variável é Dcr=0,2. Tal valor de dano crítico pode ser adotado como limite de
qualidade para qualquer parte do projeto.
Para determinar a precisão do modelo, as amostras dos resultados experimentais foram
apresentadas com o modelo analítico proposto.
A figura 5.3 apresentam a tensão verdadeira versus deformação verdadeira experimental e
teórica para diferentes temperaturas e taxa de deformação.

65
Fi
gura
5.3
- T
ensã
o V
erda
deir
a X
Def
orm
ação
Ver
dade
do
PEA
D r
ecic
lado
par
a di
fere
ntes
tax
as d
e de
form
ação
e d
ifer
ente
s
tem
pera
tura
s. C
ompa
raçã
o co
m r
esul
tado
s ex
peri
men
tais
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa) D
efor
maç
ão
Tensão (MPa)
Def
orm
ação
Tensão (MPa)

66
A figura 5.3, mostra que o modelo analítico proposto foi capaz de prever muito bem a
resposta de dependência da temperatura no PEAD reciclado durante todo o intervalo de
extensibilidade do material. A dependência da temperatura no limite de escoamento está bem
caracterizada para o intervalo de respostas testadas, assim como a resposta do amolecimento
isotérmico e o encruamento.
Todas as propriedades dos materiais necessárias para o modelo constitutivo podem ser
determinadas a partir de dois testes experimentais do PEAD reciclado. Quando os resultados
experimentais são comparados com as previsões do modelo, pequenas discrepâncias são
observadas, devido à complexidade do polímero estudado. É importante ressaltar que, apesar de
resultados do teste para 4 temperaturas diferentes e 5 diferentes taxas de deformação serem
apresentadas; apenas dois ensaios a diferentes temperaturas e três diferentes taxas de deformação
são suficientes para prever o comportamento mecânico do PEAD reciclado.
Ao estudar a influência de diferentes temperaturas em diferentes taxas de deformação no
comportamento mecânico do PEAD reciclado, foi levantado o seguinte questionamento: - Seria
possível realizar o mesmo teste com o mínimo de experimentos possíveis, obtendo os mesmos
resultados?
Diante deste questionamento foi realizada mais uma série de testes a diferentes temperaturas
porém, variando a velocidade de ensaio de maneira gradual. Para que pudesse haver o controle do
experimento foram utilizadas três velocidades de ensaio somente, velocidades estas tidas como
principais, para que fosse realizado o teste de forma a garantir o limite elástico do material. Foram
utilizadas as seguintes velocidades de ensaio em escala: 0,5 mm/min., 5 mm/min e 50 mm/min à
temperatura de 25°C, 50°C, 75° e 100°C. Note que o objetivo do experimento é substituir os testes
de tração realizados em diferentes taxas de deformação e temperatura constantes. Logo, com este

67
procedimento experimental, o número de ensaios utilizados para avaliar as propriedades mecânicas
do PEAD reciclado é significativamente reduzido.

68
Capítulo 6
6 Procedimento alternativo para caracterização do PEAD reciclado
6.1 Modelo Matemático
A partir da análise experimental para o comportamento mecânico do PEAD reciclado com
taxas de deformação em etapas a diferentes temperaturas, uma metodologia alternativa é
apresentada para identificar experimentalmente que aparecem vários parâmetros dos itens do
modelo constitutivo do PEAD reciclado que é proposto em [23].
Este modelo foi concebido para explicar a dependência da taxa de deformação de PEAD
reciclado, a diferentes temperaturas. O conceito básico é o processo de identificação dos
parâmetros que podem ser simplificados usando somente uma mudança gradual na taxa de
deformação no ensaio de tração no lugar dos três testes em tração em diferentes taxas de
deformação constantes.
A equação a seguir é proposta para modelar os ensaios de tração de PEAD reciclado em
temperatura ( ) e taxa de deformação variável ( ). Esta equação é semelhante ao proposto por

69
Reis et al. [23], porém, as expressões para os parâmetros do material a1 e a2 na eq. (6.2) são
diferentes do apresentado no modelo anterior. Ver equações 6.3 e 6.4.
(6.1)
De acordo com a equação 6.1, foram considerados dois parâmetros do material, sendo o
parâmetro ),,( θεε &ta em função da deformação verdadeira, taxa de deformação verdadeira e
temperatura, e o parâmetro )(θb do material sendo influenciado somente pela temperatura. Foram
definidas as seguintes relações para determinação de ),,( θεε &ta e )(θb :
(6.2)
É importante notar que os parâmetros do material para )(1 θa e )(2 θa são expressos em
função dos parâmetros do material definidos através do ajuste da máxima tensão verdadeira pela
taxa deformação verdadeira. Estes novos parâmetros serão utilizados nas seguintes relações:
(6.3)
(6.4)
Para o valor de )(θb têm-se a seguinte relação:

70
(6.5)
É importante ressaltar que a��, a�, a�9,a�, a, a9,b�eb�são parâmetros do material que
podem ser identificados experimentalmente. No item 4.1.1 o parâmetro ����� é uma função linear
da temperatura e ���� é uma constante. Na expressão proposta, ���� permanece com a mesma
definição apresentada no modelo anterior.
Embora tenha sido feita uma escolha de expressões polinomiais de segunda ordem para os
parâmetros ����� e ���� que podem parecer mais complexos e requerer a identificação de seis
parâmetros para o material, esses parâmetros podem ser identificados a partir de um único ensaio
de tração com mudança gradual da taxa de deformação a uma temperatura constante.
A Figura 6.1 apresenta a variação da taxa de deformação em um gráfico de tensão
verdadeira versus deformação verdadeira, traçada a uma temperatura específica.

71
Figura 6.1 - Variação da Taxa de Deformação em uma curva de Tensão Verdadeira versus
Deformação Verdadeira plotado a uma temperatura específica.
Na prática e na figura 6.1, o procedimento experimental é o mesmo, o teste começa com a
taxa de deformação em 7.25 x 10-3 s-1. Em seguida, a taxa de deformação é alterada para
7.25 x 10-4s-1 e, por último é modificada para 7.25 x 10-5s-1. A tensão representa a
tensão verdadeira onde a taxa de deformação é alterada para uma taxa mais lenta, e representa o
início da tensão verdadeira da nova taxa de deformação, sendo proposta como:
(6.6)
e
Deformação
Ten
são
(MP
a)

72
(6.7)
onde a variação de 1σ∆ é dada pela seguinte relação:
(6.8)
É proposta também a seguinte relação para o 1σ∆ :
(6.9)
Observe que em 1σ∆ (6.9) é inserida a constante ),( 1 θε&∆a em função da variação da taxa
de deformação e temperatura dada pela relação:
(6.10)
A relação de 1ε&∆ é dada pela diferença da taxa de deformação definida por:.
(6.11)
As equações e representam a tensão verdadeira para a mudança gradual da taxa de
deformação.
(6.12)
e
(6.13)

73
Existe uma variação de 2σ∆ determinada seguinte correlação:
(6.14)
Onde 2σ∆ pode ser expressa como:
(6.15)
Observe que em 2σ∆ (6.15) é inserida a constante ),( 2 θε&∆a em função da variação da taxa
de deformação e temperatura definida por:
(6.16)
A relação de 2ε&∆ é definida pela diferença da taxa de deformação proposta de acordo com
a equação:
(6.17)
O modelo proposto pode descrever o comportamento da tensão verdadeira versus a
deformação verdadeira do PEAD reciclado até a máxima tensão .
A modelagem matemática foi concebida para um determinado intervalo de temperatura

74
���� ≤ � ≤ ��á e das taxas de deformação ���� ≤ � ≤ ��á . Como é difícil apresentar uma
definição precisa do limite de temperatura, sugere-se adotar os seguintes intervalos: 25°C a 100°C
e 7.25x 10-5s-1 a 7.25x10-3s-1 para a temperatura e taxa de deformação respectivamente.
6.2 Resultados dos ensaios diferentes temperaturas e taxas de deformação em escala
Os valores de todos os 8 parâmetros do material a11, a12, a13, a21, a22, a23, b1 e b0 que
aparecem no modelo teórico podem ser determinados a partir de apenas um ensaio de tração em
uma temperatura constante. Eles são mostrados na tabela 6.1.
Tabela 6.1 - Parâmetros do Material – Modelo Alternativo
5 x 10-4 -0.063 2.7 8 x 10-5 -0.006 0.007 -0.095 -44.3
Para determinar a precisão do modelo proposto, os valores de 1σ∆ e 2σ∆ são apresentados
e comparados com os resultados experimentais de acordo com a tabela 6.2.

75
Tabela 6.2 - Valores de e (MPa). Modelo e Resultados Experimentais.
Temperatura (MPa) (MPa)
(ºC) Modelo Experimental Modelo Experimental
25 1,26 1,26 2,31 2,32
50 0,70 0,70 1,24 1,24
75 0,45 0,45 0,70 0,70
100 0,27 0,27 0,26 0,26
A Tabela 6.2, mostra claramente que, o modelo analítico apresentado prediz a dependência
da temperatura de PEAD reciclado em uma mudança gradual de taxa de deformação. A
dependência da temperatura no limite elástico está bem caracterizada para o intervalo de respostas
testadas assim como as respostas isotérmicas do amolecimento e encruamento. Todas as
propriedades necessárias podem ser determinadas no modelo constitutivo a partir de apenas um
teste experimental para o PEAD reciclado.
6.3 Resultados Experimentais em Escala Gradual
A Figura 6.2 apresenta a curva de tensão verdadeira versus deformação verdadeira do
PEAD reciclado sendo obtido através de diferentes escalas de taxa de deformação de engenharia:

76
�� = 7.25S10T9UT�, � = 7.25S10TVUT� e �9 = 7.25S10TWUT�para temperatura de 25ºC,
50ºC, 75ºC e 100ºC.

77
Fi
gura
6.2
- C
urva
Ten
são
Ver
dade
ira
vers
us D
efor
maç
ão V
erda
deir
a do
PE
AD
rec
icla
do a
par
tir d
e di
fere
ntes
esc
alas
de
taxa
s de
defo
rmaç
ão e
dif
eren
tes
tem
pera
tura
s.
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)

78
Pode ser observado a partir da figura 6.2 uma dependência significativa da temperatura e
também uma dependência da taxa de deformação, que diminui o módulo de elasticidade, com o
decaimento da taxa de deformação e o aumento da temperatura.
A Figura 6.3 mostra a sobreposição da curva tensão verdadeira versus deformação
verdadeira para o PEAD reciclado referenciando o teste com variação gradual da taxa de
deformação juntamente com o teste anteriormente aplicado realizado em uma única taxa de
deformação constante em diferentes temperaturas. Uma diminuição da rigidez e da resistência à
tração é observada à medida que a temperatura aumenta e a taxa de deformação diminui. Este
aspecto do comportamento observado é o resultado de efeitos concorrentes do amolecimento
térmico contínuo e o início de encruamento, que ocorre devido à evolução da orientação da cadeia
com alongamento plástico. Estes resultados de teste mostram que a variação da taxa de deformação
ao longo do teste de tração podem ser realizados para minimizar o número de testes e pode,
portanto, ser utilizado menos material para fabricação das amostras.

79
Fi
gura
6.3
- C
urva
de
Ten
são
Ver
dade
ira
vers
us D
efor
maç
ão V
erda
deir
a co
m v
aria
ção
da ta
xa d
e de
form
ação
e d
ifer
ente
s te
mpe
ratu
ras
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa) Tensão (MPa)
Def
orm
ação
Tensão (MPa)
Def
orm
ação

80
6.4 Resultado Experimental e Teórico em Escala Gradual
A Figura 6.4 apresenta as curvas de tensão verdadeira versus a deformação verdadeira
experimental e teórica para mudança gradual da taxa de deformação em diferentes temperaturas.
Quando os resultados experimentais são comparados com as previsões do modelo, pequenas
diferenças são observadas devido à complexidade do polímero estudado. É importante ressaltar
que, embora os resultados dos testes para as quatro diferentes temperaturas são apresentados,
apenas um teste a uma temperatura específica e taxa de deformação em mudanças graduais é
suficiente para prever o comportamento mecânico de PEAD reciclado.

81
Fi
gura
6.4
- C
urva
exp
erim
enta
l e te
óric
a da
Ten
são
Ver
dade
ira
vers
us D
efor
maç
ão V
erda
deir
a do
PE
AD
reci
clad
o a
part
ir d
e di
fere
ntes
esca
las
de ta
xas
de d
efor
maç
ão e
dif
eren
tes
tem
pera
tura
s.
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)
Def
orm
ação
Tensão (MPa)

82
Capítulo 7
7 Conclusões
7.1 Análises Conclusivas
Neste trabalho foram analisadas a dependência da temperatura e da taxa de deformação no
comportamento mecânico do PEAD reciclado. Foi observado que a temperatura e a taxa de
deformação influenciam significativamente a rigidez, a resistência à tração e a ductilidade do
material analisado.
Foi proposto um modelo viscoelástico unidimensional capaz de realizar uma descrição
física da sensibilidade do PEAD observada em ensaios de tração.
Além disso, foi proposto um modelo matemático analítico simples baseado na teoria da
mecânica do dano que propõe descrever o comportamento tensão-deformação PEAD sob tensão.
Como observado anteriormente para a dependência da taxa de deformação [24], a temperatura
influencia significativamente a rigidez, resistência à tração e a ductilidade do PEAD. O modelo

83
prevê a dependência da temperatura durante condições isotérmicas e a dependência da taxa de
deformação durante o comportamento tensão versus deformação. Todos os parâmetros do modelo
podem ser estimados por simples equações, permitindo a previsão do comportamento do PEAD
com apenas 3 testes.
O modelo proposto para a dependência da temperatura a diferentes taxas de deformação
pode ser visto como um passo decisivo para o desenvolvimento de avançados modelos
constitutivos para a descrição da solicitação da resposta mecânica de polímeros termoplásticos sob
uma ampla faixa de temperaturas e taxas de deformação e a metodologia proposta pode ser um
ponto determinante para minimizar a caracterização experimental e para o desenvolvimento de
modelos constitutivos de materiais poliméricos.
7.2 Sugestões para Trabalhos Futuros
Como sugestão para trabalhos futuros é recomendável a título de complementação do
estudo, analisar o PEAD reciclado, oriundo das embalagens de óleo lubrificante/aditivos
automotivos do ponto de vista do material processado em extrusora monorrosca, extrusora de rosca
dupla e a moldagem dos corpos de prova através de injetora, para fazer uma análise das
propriedades mecânicas a partir do resultado final da moldagem por estes métodos e não somente
por compressão a quente.
Outra proposta para trabalhos futuros é a realização do teste com o PEAD virgem
incorporando diferentes porcentagens de cargas e/ou aditivos para que seja analisado a influência
no comportamento mecânico do polímero estudado em diferentes temperaturas e taxas de
deformação para futura reanálise da modelagem matemática.

84
Para a continuação do estudo realizar ensaios de relaxação. Fazer ensaios com ciclos de
carregamento-descarregamento utilizando strain-gages. Fazer testes físico-químicos nos materiais
investigados. Fazer análise do material com MEV (Microscópio Eletrônico de Varredura) em
amostras fraturadas, ou em determinadas fases do ensaio. Utilizar a técnica de correlação de
imagens digitais, para auxiliar na determinação da energia de fratura em corpos de prova. Fazer
gráficos comparativos de deslocamento versus tempo e tensão/deformação versus tempo Avaliar a
questão da variação do volume durante o regime de plastificação do PEAD.

85
Referências Bibliográficas:
[1] Abiplast, “Perfil 2012 - Indústria Brasileira de Transformação de Material Plastico,”
Abiplast, 2013. [Online]. Available:
http://file.abiplast.org.br/download/estatistica/perfil2012_versao_eletronica.pdf.
[Accessed: 01-Feb-2014].
[2] CRUZ, S.A, ZANIN, M., Evaluation and Identification of Degrative Processes in Post-
consumer Recycled High-density Polyethylene. Polymer Degradation and Stability,
Elsevier, vol. 80, Issue 1, 2003, p. 31-37.
[3] SIMÕES, C.L.; PINTO, L.M.C.; BERNARDO, C.A. Environmental and Economic
Assessment of a Road Safety Product Made With Virgin and Recycled HDPE: A
Comparative Study. Journal of Environmental Management. Volume 114, p.: 209–215,
Janeiro 2013.
[4] A. R. S. Brasil, “CEMPRE - Compromisso Empresarial para Reciclagem,” CEMPRE, 2014.
[Online]. Available: http://www.cempre.org.br/ft_plastico.php. [Accessed: 01-Feb-2014].
[5] SELKE, A.E. Modelo Constitutivo Variacional De Viscoplasticidade Em Regime De
Grandes Deformações Para Um Problema Adiabático Termomecanicamente Acoplado.
Universidade Federal de Santa Catarina Dissertação de Mestrado. Florianópolis, 2009.
[6] PEREIRA, F.S.G. Polímeros - Fundamentos Científicos e Tecnológicos. Instituto Federal
de Pernambuco. Recife, 2009.

86
[7] BARROS, C. Apostila de Polímeros: Materiais de Construção Edificações. Instituto Federal
de Educação, Ciência e Tecnologia Sul-Rio-Grandense. Campus Pelotas. Pelotas, 2011.
[8] SUZUKI, K.C., “Investigação do uso de Polietileno de Ultra Alto Peso Molecular como
Matriz em Compósitos reforçados com Fibras de Vidro”, Trabalho de Conclusão para
obtenção de título em Engenharia de Materiais, Universidade Federal do Rio Grande do
Sul, Porto Alegre, 2009.
[9] COUTINHO, F.M. B.; MELLO, I. L.; DE SANTA MARIA, L.C. Polietileno: Principais
Tipos, Propriedades e Aplicações. Polímeros: Ciência e Tecnologia, Rio de Janeiro, V. 13,
nº1, 2003, p. 1-13.
[10] CHIANELLI JUNIOR, R. Processamento de Material Compósito de PEAD Reciclado e
Fibra de Sisa. Dissertação (Mestrado) – Universidade Federal Fluminense, Niterói, 2011.
[11] LONTRA, B.G.F. Reciclagem Mecânica de Polietileno de Alta Densidade obtido a partir
de Sacolas Plásticas. Trabalho de Conclusão de Curso (Graduação em Engenharia de
Materiais) – Universidade Federal do Rio de Janeiro, Rio de Janeiro, Brasil, 2011.
[12] OLVIVER, N.C. Análise de Falha da Camada Polimérica Externa de Cabos Umbilicais.
Universidade de São Paulo. Tese de Doutorado. São Paulo, 2007.
[13] NIELSEN, L.; LANDEL, R.F. Mechanical Properties of Polymers and Composites. 2ª Ed.
Ed. M. Dekker, Nova York, EUA. 1994.

87
[14] MARQUES JR, L.U. Aplicação de Técnicas de Otimização para Caracterização Mecânica
de Materiais não Lineares. Escola Politécnica da Universidade de São Paulo. Departamento
De Engenharia Mecânica. São Paulo, 2008.
[15] VASSOLER, J.M., Modelos Constitutivos Variacionais de Viscoelasticidade e
Viscoplasticidade para Materiais Termoplásticos Submetidos a Deformações Finitas.
Dissertação (Mestrado) - Universidade Federal de Santa Catarina, Florianópolis, 2007.
[16] CALLISTER JUNIOR, W. D. "Ciência e Engenharia de Materiais: Uma Introdução." 7ª
Ed. Nova York: Ed. LTC, 2008.
[17] DALCIN, G.B., Ensaios dos Materiais. Curso Engenharia Industrial Mecânica, URI -
Universidade Regional Integrada do Alto Uruguai e das Missões, Santo Ângelo, Rio Grande
do Sul, Brasil, 2007, p. 1-41.
[18] Mendes, A. M; Rossini, G. H.;. Simon, H. J. B. D; Lahr. M. e Pacioni, T. R. “Resistência
dos Materiais Trabalho : Relatório de ensaio de tração com materiais poliméricos.”
Faculdade de Engenharia Mecânica - UNICAMP, Campinas, 2007, p. 19.
[19] Miranda, P. E. V. “Introdução - Classificação dos Polímeros.” [Online]. Available:
http://www.labh2.coppe.ufrj.br/disciplinas/pcm/pcm11.2/documentos/Polimeros.pdf.
[Accessed: 06-Feb-2014].
[20] PIRES, I.; GONÇALVES V. - Processamento de Materiais não-metálicos (Compósitos e
Plásticos). Processos de Ligação por Adesivos e Soldocolagem. Mestrado em Engenharia
de Concepção - Programa Detalhado - Instituto Superior Técnico - Primeira Edição
2003/2004.

88
[21] American Society For Testing And Materials. D638-08: Standard Test Method for Tensile
Properties of Plastics, West Conshohocken, PA, USA, 2008.
[22] REIS, J.M.L; PACHECO, L.J.; MATTOS, H.S. C. Tensile Behavior Of Post-Consumer
Recycled High-Density Polyethylene At Different Strain Rates. Polymer Testing Volume
32, Issue 2, April 2013, p. 338–342
[23] REIS, J.M.L; PACHECO, L.J.; MATTOS, H.S. C. Influence of the Temperature and Strain
Rate on the Tensile Behavior of Post-Consumer Recycled High-Density Polyethylene.
Polymer Testing Volume 32, Issue 8, December 2013, p. 1576–1581.
[24] REIS, J.M.L; PACHECO, L.J.; MATTOS, H.S. C. Temperature And Variable Strain Rate
Sensitivity In Recycled HDPE. Polymer Testing, JCR, v. 1, p. 1, 2014.
[25] CANDIAN, L.M.; DIAS, A.A. Estudo do Polietileno de alta densidade reciclado para uso
em elementos estrutural. Cadernos de Engenharia de Estruturas, São Carlos, Vol. 11, n. 51,
2009, p. 1-16.

89
APÊNDICE I: ARTIGOS PUBLICADOS

Material behaviour
Influence of the temperature and strain rate on the tensilebehavior of post-consumer recycled high-densitypolyethylene
J.M.L. Reis*, L.J. Pacheco, H.S. da Costa MattosTheoretical and Applied Mechanics Laboratory – LMTA, Mechanical Engineering Post-Graduate Program – PGMEC, Universidade FederalFluminense – UFF, Rua Passo da Pátria 156, Niteroi, RJ, Brazil
a r t i c l e i n f o
Article history:Received 4 September 2013Accepted 11 October 2013
Keywords:High-density polyethyleneTemperatureTensile testsElasto-viscoplasticityContinuum damage mechanics
a b s t r a c t
The tensile behavior of post-consumer recycled high-density polyethylene (HDPE) wasstudied. The experiments were conducted under a wide range of temperatures (from 25 �Cto 100 �C) and strain rates (7.25 � 10�5 s�1 up to 7.25 � 10�3 s�1). Temperature and strainrate greatly influence the mechanical response of the recycled HDPE. In particular, thestiffness and the ultimate tensile strength are found to increase with decreasing temper-ature and with increasing strain rate. Also, a one-dimensional viscoelastic phenomeno-logical model able to yield a physically realistic description of temperature sensitivity anddamage observed in tensile tests that can be used in engineering problems is proposed.Just three tests performed at different constant temperatures are needed to identify thematerial parameters that appear in the model. The experimental results are presented andcompared to model estimations of damage progression and show good agreement.
� 2013 Published by Elsevier Ltd.
1. Introduction
Over the last two decades, the developments in scienceand technology have increased the amount of syntheticpolymers produced worldwide. Polymers have substantialbenefits in terms of their low weight, durability and lowercost relative to many other material types [1,2]. Worldwidepolymer productionwas estimated to be 280millionmetrictonnes per annum in the year 2011 for all polymersincluding thermoplastics, thermoset plastics, adhesivesand coatings [3]. China is the biggest manufacturer, 23% ofthe production worldwide, followed by Europe with 21%and NAFTA countries with 20%. Latin America countriescomprise 5% of the total production.
Approximately 50 per cent of plastics are used forsingle-use disposable applications, such as packaging,agricultural films and disposable consumer items, between
20 and 25% for long-term infrastructure such as pipes, cablecoatings and structural materials, and the remainder fordurable consumer applications with intermediate lifespan,such as in electronic goods, furniture, vehicles, etc. Post-consumer plastic waste generation across the EuropeanUnion (EU) was 25.1 million tons [3] and in the US was 32million tons in 2011 [4].
This confirms that packaging is themain source of wasteplastics. The main polymer used for packing is high-densitypolyethylene (HDPE) [3]. After use, polymer containers aredisposed of in landfill and only 14.9 millions tons wererecovered in the EU and 2.6 million tons in the US [4].Recycling of plastics is one method of reducing environ-mental impact and resource depletion. Fundamentally,high levels of recycling, as with reduction in use, reuse andrepair or re-manufacturing can allow for a given level ofproduct service with lower material input than wouldotherwise be required. Recycling can, therefore, decreaseenergy and material usage per unit of output and so yieldimproved eco-efficiency.
* Corresponding author. Tel.: þ55 21 26295588; fax: þ55 21 26295585.E-mail address: [email protected] (J.M.L. Reis).
Contents lists available at ScienceDirect
Polymer Testing
journal homepage: www.elsevier .com/locate/polytest
0142-9418/$ – see front matter � 2013 Published by Elsevier Ltd.http://dx.doi.org/10.1016/j.polymertesting.2013.10.008
Polymer Testing 32 (2013) 1576–1581

Generally, waste polymer packaging is recovered whenit is diverted from landfill or littering. Polymer packages, ofboth flexible and rigid plastics, are by nature lightweight,and are particularly noticeable as litter. Many actions can bemade to reduce the use of virgin materials in products and,therefore, reduce the amount of material going into thewaste-management system. Designing products to enablereusing, repairing or re-manufacturing will result in fewerproducts entering the waste stream.
The use of recycled HDPE is a reality nowadays and,therefore, a better understanding of the behavior of thismaterial is necessary. Many researchers have studied thebehavior of recycled HDPE [5–11].
The purpose of this study is to experimentally inves-tigate the behavior of recycled HDPE when tested atdifferent temperatures and strain rates. Also, to propose aone-dimensional phenomenological damage model fordescribing the elasto-viscoplastic behavior of recycledHDPE in tensile tests at different temperatures and strainrates. The model equations combine enough mathemat-ical simplicity to allow their application to engineeringproblems with the capability of describing complexnonlinear mechanical behavior. The material constantsthat appear in the model can be easily identified fromjust three stress-strain curves obtained at two differenttemperatures and three prescribed strain rates. Previouswork performed by da Costa Mattos et al. [12–14] de-scribes the thermodynamic context displayed in themodel equations.
2. Material and methods
2.1. Materials
Post-consumer HDPE motor oil containers were ob-tained from SEPAN Services (Niterói, RJ, BR). The containerswere drained and washed with biodegradable soap toeliminate any residue. The containers were dried at 90 �Cfor 3 hours and then shredded into pellets to produce therecycled HDPE test specimens.
The shredded recycled HPDE was compression moldedin a steel frame according to ASTM D 638-08 [15].
2.2. Methods
Mechanical tensile tests at different temperatures andstrain rates were performed using a Shimadzu� AG-Xuniversal testing machine with an attached thermostaticchamber and electro-mechanical sensors for the control oflongitudinal strain in the active zone of the test specimens.Tensile tests at 4 different constant isothermal tempera-tures, 25 �C, 50 �C, 75 �C and 100 �C and five differentprescribed engineering strain rates, _31 ¼ 7.25 � 10�5 s�1,_32 ¼ 1.45 � 10�4 s�1, _33 ¼ 7.25 � 10�4 s�1,_34 ¼ 1.45 � 10�3 s�1 and _35 ¼ 7.25 � 10�3 s�1, were per-formed to quantify the temperature dependency whenrecycled HDPE was tested at different strain rates. Thestrain rate dependency at room temperature was evaluatedand confirmed according to previous work by the authors[16]. Fig. 1 displays the recycled HDPE tensile test inside thethermostatic chamber.
3. Results and discussion
3.1. Experiments
Fig. 2 presents the true stress vs. strain curves forrecycled HDPE obtained from the controlled-strain tensiletests at different temperatures, 25 �C, 50 �C, 75 �C and100 �C and constant engineering strain rates:_31 ¼ 7.25 � 10�5 s�1, _32 ¼ 1.45 � 10�4 s�1,_33 ¼ 7.25 � 10�4 s�1, _34 ¼ 1.45 � 10�3 s�1 and_35 ¼ 7.25 � 10�3 s�1.
The curves display a significant temperature de-pendency and also strain rate dependency in which themaximum strength and modulus of elasticity decrease astemperature increases. It is also observed that higher strainrate results in higher stiffness and maximum strength. At25 �C, as strain rate increases, ductility decreases.Increasing temperature to 50 �C, 75 �C and 100 �C alsoserves to increase the limiting extensibility (formability) ofthe recycled HDPE. Fig. 3 presents the temperature influ-ence on the tensile tests performed at constant strain rateaccording to an ASTM standard [15], _3¼ 7.25 � 10�4 s�1.
According to Fig. 3, at _3¼ 7.25 � 10�4 s�1, a strongtemperature dependency can be seen. A decrease in thestiffness and in the tensile strength is observed as tem-perature increases. This aspect of the observed behavior isthe result of the competing effects of continued thermalsoftening and the commencement of strain hardening,which is occurring due to the evolution of chain orientationwith plastic stretch.
3.2. Modeling
The experiments of the previous section carefullyidentified the important effects of temperature and strainrate. Below, we modify a previously studied constitutivemodel of the strain rate dependency of recycled HDPE atroom temperature [16]. The various details of the existingmodel and motivations for its development can be found inthis earlier work, but the essential features of the modelwill be reviewed here to introduce the addition of tem-perature dependency to the model.
The following equation is proposed to model tensiletests of recycled HDPE at a variable temperature (q) andstrain rate (_3):
st ¼ ½að_3; qÞ½1� expð � bðqÞ 3tÞ�� (1)where st and 3t are termed true stress and true strain stressdefined as follows:
st ¼ sð1þ 3Þ; 3t ¼ lnð1þ 3Þ (2)and s and 3are classically designated engineering stressand engineering strain. The functions að_3; qÞ and b(q) aredefined as:
að_3; qÞ ¼ a1ðqÞ_3a2 (3)
where
a1ðqÞ ¼ a11q� a22 (4)
and
J.M.L. Reis et al. / Polymer Testing 32 (2013) 1576–1581 1577

Fig. 1. Recycled HDPE tensile test.
Fig. 2. True stress vs. true strain experimental curves for different temperatures and strain rates.
J.M.L. Reis et al. / Polymer Testing 32 (2013) 1576–15811578

bðqÞ ¼ b1q� bo (5)
At this point, the proposed model can represent therecycled HDPE up to the maximum stress smax.
To predict recycled HDPE behavior post-maximum stress,an auxiliary variable D, termed damage variable, is intro-duced. This auxiliary variable is associated with the loss ofmechanical strength of the system and can vary from 0 (nodamage occurred) to 1 (the system is broken). This damagevariable can be experimentally obtained and is directlyrelated to the softening phenomenonpresent in a tensile test.For a given stress, the damage variable is defined as follows
ð1� DÞsmax ¼ s0D ¼ 1��
s
smax
�(6)
Fig. 4 represents the damage variable context.smax is the ultimate or maximum stress, which is
dependent on the strain rate. From definition (4), it can beverified that during a tensile test D ¼ 0 if the specimenexhibits strain hardening, and 0 < D � 1 if the specimenexhibits strain softening.
Hence, the proposed equation (1) can be now expressedas
st ¼ ½1� Dð 3t ; _3; qÞ�½að_3; qÞ½1� expð�bðqÞ 3tÞ�� (7)
where
Dð 3t ; _3; qÞ ¼ cð_3; qÞ� 3t � 3��2 þ dð_3; qÞ� 3t � 3
��(8)
with
cð_3ðqÞÞ ¼ c3ðqÞ_33 � c2ðqÞ_32 þ c1ðqÞ_3þ bðqÞ (9)
dð_3; qÞ ¼ d1ðqÞ_3� doðqÞ (10)
3� ð_3; qÞ ¼ � 1
að_3; qÞ lnð0:02Þ (11)
and
c3ðqÞ ¼ c31qþ c32; c2ðqÞ ¼ c21q; c1ðqÞ ¼ c11qþ c12;
d1ðqÞ ¼ d11qþ d12; d0ðqÞ ¼ d01qþ d02
(12)
h 3� 3� i ¼ maxfð 3� 3
� Þ;0g, a11, a12, a12, b1, b2, c31, c32, c21,c11, c12, d11, d12, d01 and d02 are positive material constants.It is important to note that _3¼ _3texpð 3tÞ. Equation (6) andauxiliary equations (3)–(5) and (8)–(12) form a completeset of constitutive equations.
Thismodel is conceived for a given range of temperatureqmin � q � qmax and strain rates _3min � _3� _3max. It is difficultto present a precise definition of the limiting temperature.In the absence of a precise physical definition, it is sug-gested that a range from 25 �C to 100 �C and 7.25�10�5 s�1
to 7.25 � 10�3 s�1 be considered for the temperature andstrain rate, respectively.
3.3. Parameter identification
The values of all 14 of the material constants a11, a12, a2,b1, b0, c31, c32, c21, c11, c12, d11, d12, d01 and d02 that appear inthe theoretical model can be determined from just twotensile tests at constant temperature. The material pa-rameters concerning the strain rate dependency are notwithin the scope of this study and were previously pre-sented in [16]. The temperature dependency parametersare obtained in 2 steps. In the first step, the initial parts ofthe stress-strain curves, where the specimen exhibits strainhardening and, by definition, the damage variable is zero,are used. In the second step, the portions of the stress-strain curves where the specimen exhibits strain soft-ening are used (Table 1).
In the initial part of the test at a constant temperature,the specimen exhibits strain hardening; therefore, bydefinition, the damage variable is zero.
It is possible to verify the following from equation (6)that
limðstÞ3t ¼0
¼ að_3; qÞ (13)
Fig. 3. Temperature influence on the recycled HDPE tensile tests at constantstrain rate ( _3¼ 7.25 � 10�4 s�1).
Fig. 4. Experimental identification of the auxiliary variable D in a tensiletest.
Table 1Material parameters.
a11 a12 a2 b1 b0 c31 c32�0.35 46.27 0.2 �0.095 �44.3 3 � 108 �2 � 1010
c21 c11 c12 d11 d12 d01 d02�1 � 106 1478.6 �117,528 �8.23 591.96 0.04 2.92
J.M.L. Reis et al. / Polymer Testing 32 (2013) 1576–1581 1579

Hence, að_3; qÞ is the maximum value of the stress st for agiven constant temperature and strain rate, see Fig. 5.
From equation (7), the following can be verified:
dst
d 3t
����3t¼0
¼ að_3; qÞbðqÞ (14)
Hence, if að_3; qÞ is known, b(q) can be identified from theinitial slope of the true stress vs. true strain curve, as shownin Fig. 5. The parameters að_3; qÞ and b(q) can also be iden-tified using the least squares technique.
The values of the proposed model parametersað_3; qÞ bðqÞ can be determined using at least two tensiletests with different temperatures; thus, the first part of themodel can be calculated.
As design specification, nomaterial will perform beyondits maximum strength. Also, we have seen that, accordingto Fig. 3, the value of the damage variable increases slowlyand, therefore, it was decided to model the materialbehavior until it reaches 20%, i.e. the maximum value forthe variable is Dcr ¼ 0.2. Such a critical damage value can beadopted as a quality limit for any design part.
To determine the accuracy of the model, samples ofexperimental results were plotted with the proposedanalytical model.
Fig. 6 presents the experimental and theoretical truestress vs. true strain curves for different temperatures andstrain rates.
Clearly, Fig. 6 shows that the analytical model is found topredictwell the temperature dependent response of recycledHDPE throughout the full range of extensibility of the mate-rial. The temperature dependent yield stress is well charac-terized for the rangeof responses tested, asare the isothermalsoftening and hardening responses. All material propertiesrequired of the constitutive model can be determined from
Fig. 5. Identification of að _3; qÞ and bð _3Þ parameters from the true stress vs.true strain curve.
Fig. 6. Recycled HDPE true stress vs. true strain model curves for temperature and different strain rates. Comparison with experimental results.
J.M.L. Reis et al. / Polymer Testing 32 (2013) 1576–15811580

two experimental tests for recycled HDPE. When the exper-imental results are compared to themodel predictions, smalldiscrepancies are observed due to the complexity of thepolymer studied. It is important to emphasize that, althoughtest results for 4 different temperatures and 5 strain rates arepresented; just 2 tests at different temperatures and 3 atdifferent strain rates are sufficient to predict the mechanicalbehavior of recycled HDPE.
4. Conclusions
In this researchwork, recycled high-density polyethylene(HDPE) temperature dependency is analyzed. Also, a simpleanalytical mathematical model based on continuum damagetheory is proposed to describe the stress-strain behavior ofHDPE in tension. As previously observed for strain rate de-pendency [16], temperature significantly influences stiff-ness, tensile strength and ductility of HDPE. The model isfound to be predictive of the temperature dependent re-sponses of HDPE during isothermal conditions at varioustemperatures, and for predicting isothermal and thermo-mechanically coupled stress-strain responses. All materialtemperature dependent parameters can be estimated bylinear equations demonstrating the model’s mathematicalsimplicity, allowing prediction of HDPE temperaturebehavior with just 2 tests. This proposed model can be seenas a decisive step towards the development of advancedconstitutive models for the description of the mechanicalresponse of thermoplastic polymers solicited under a widerange of temperatures and strain rates.
Acknowledgements
The financial support of Rio de Janeiro State Funding,FAPERJ, and the Research and Teaching National Council,CNPq, is gratefully and acknowledged.
References
[1] J. Hopewell, R. Dvorak, E. Kosior, Plastics recycling: challenges andopportunities, Phil. Trans. R. Soc. B 364 (2009) 2115.
[2] R.C. Thompson, S.H. Swan, C.J. Moore, F.S. vom Saal, Our plastic age,Phil. Trans. R. Soc. B 364 (2009) 1973.
[3] Plastics Europe, Plastics – the Facts: an Analysis of European PlasticsProduction, Demand and Waste Data for 2011, Plastics Europe,Brussels, Belgium, 2012.
[4] http://www.epa.gov/osw/conserve/materials/plastics.htm#facts.[5] M.K. Loultcheva, M. Proietto, N. Jilov, F.P. La Mantia, Recycling of
high density polyethylene containers, Polym. Degrad. Stab. 57(1997) 77.
[6] S.A. Cruz, M. Zanin, Evaluation and identification of degradativeprocess in post-consumer recycled high-density polyethylene,Polym. Degrad. Stab. 80 (2003) 31.
[7] B. Aldousiri, M. Alajmi, A. Shalwan, Mechanical properties of palmfibre reinforced recycled HDPE, Adv. Mater. Sci. Eng. 2013 (2013).
[8] A. Parada-Soria, H.F. Yao, B. Alvarado-Tenorio, L. Sanchez-Cadena,A. Romo-Uribe, Recycled HDPE-tetrapack composites. Isothermalcrystallization, light scattering and mechanical properties, MRSSymp. Proc. 1485 (2013) 77.
[9] M. _Zenkiewicz, M. Kurcok, Effects of compatibilizers and electronradiation on thermomechanical properties of composites consistingof five recycled polymers, Polym. Test 27 (2008) 420.
[10] S.K. Najafi, Use of recycled plastics in wood plastic composites – areview, Waste Manage. 33 (2013) 1898.
[11] N. Lu, S. Oza, A comparative study of the mechanical properties ofhemp fiber with virgin and recycled high density polyethylenematrix, Compos. Part B 45 (2013) 1651.
[12] H.S. da Costa Mattos, G. Minak, F. DiGioacchino, A. Soldà, Modelingthe superplastic behavior of Mg alloy sheets under tension using acontinuum damage theory, Mater. Design 30 (2009) 1674.
[13] H.S. da Costa Mattos, I.N. Bastos, J.A.C.P. Gomes, A simple model forslow strain rate and constant load corrosion tests of austeniticstainless steel in acid aqueous solution containing sodium chloride,Corros. Sci. 50 (2008) 2858.
[14] L.C.S. Nunes, F.W.R. Dias, H.S. da Costa Mattos, Mechanical behaviorof polytetrafluoroethylene in tensile loading under different strainrates, Polym. Test 30 (2011) 791.
[15] ASTM D638-10, Standard Test Method for Tensile Properties ofPlastics, 2010.
[16] J.M.L. Reis, L.J. Pacheco, H.S. da Costa Mattos, Tensile behavior ofpost-consumer recycled high-density polyethylene at differentstrain rates, Polym. Test 32 (2013) 338.
J.M.L. Reis et al. / Polymer Testing 32 (2013) 1576–1581 1581

Short communication: test method
Temperature and variable strain rate sensitivity in recycledHDPE
J.M.L. Reis*, L.J. Pacheco, H.S. da Costa MattosTheoretical and Applied Mechanics Laboratory e LMTA, Mechanical Engineering Post-Graduate Program e PGMEC, Universidade FederalFluminense e UFF, Rua Passo da P�atria, 156, Niteroi, RJ, Brazil
a r t i c l e i n f o
Article history:Received 27 June 2014Accepted 15 July 2014Available online 24 July 2014
Keywords:High-density polyethyleneTemperatureStrain rateTensile testsElasto-viscoplasticityConstitutive modeling
a b s t r a c t
The recycling of post-consumer plastics and their utilization as raw materials to developvalue-added products has become an important goal worldwide. The present work isconcerned with the thermo-mechanical analysis of recycled high-density polyethylene(HDPE) under uniaxial tensile loading. The main focus is to propose a one-dimensionalphenomenological model able to describe the influence of temperature and strain rateon the mechanical behavior. Tensile tests were performed over a wide range of temper-atures (from 25�C to 100�C). Each experiment was performed under controlled strain ratevarying from 7.25 � 10�5 s�1 to 7.25 � 10�3 s�1 in steps. It is shown that only one tensiletest performed at three different temperatures is necessary to fully identify experimentallyall material parameters that arise in the theory. Thus, with this experimental procedure,the number of tests used to evaluate the mechanical properties of recycled HDPE issignificantly reduced. The experiments are compared with the model predictions andshow good agreement.
© 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Applications of high-density polyethylene (HDPE)polymeric-based materials have recently gained in impor-tance. Their application on an industrial scale has beenintensified over the last 60 years, primarily because of goodmechanical qualities [1,2]. These materials are generallyused for the manufacture of daily use products for bothdurables and non-durables. The annual majority is used fordisposable items or for products with a relatively short lifethat are discarded after a short time of use [2].
The main issue with polymers lies in their long lifetime,which results in a significant increase of waste, such aspackaging. Packaging is the main source of plastic waste. Interms of the annual production of plastic, China is thelargest producer, with 64 million tons/year, followed by the
European Union with 59 million tons/year and NAFTA with56 million tons/year [3]. Brazil produces 6 million tons peryear according to [4], which refers to 2011.
Because it is a worldwide concern, solutions aresearched to minimize the impacts caused by the use anddisposal of these materials because they generate severalenvironmental problems [5]. According to Sim~oes et al. [6],the production of this waste has increased significantly,making it a challenge for the world's wealthiest countriesin environmental, economic and social terms. The envi-ronmental impact is reduced, as is the consumption ofvirgin plastics, when post-consumed polymeric materialsare reused. The majority of the petroleum-based singlepolymer plastics have an easy recycling process. Therefore,with an efficient collection, separation and recycling sys-tem, discarded plastics can be recycled into new productswith only the addition of energy [7].
The present work is concerned with the thermo-mechanical analysis of recycled high-density polyethylene
* Corresponding author. Tel.: þ55 21 26295588; fax: þ55 21 26295585.E-mail address: [email protected] (J.M.L. Reis).
Contents lists available at ScienceDirect
Polymer Testing
journal homepage: www.elsevier .com/locate/polytest
http://dx.doi.org/10.1016/j.polymertesting.2014.07.0110142-9418/© 2014 Elsevier Ltd. All rights reserved.
Polymer Testing 39 (2014) 30e35

(recycled HDPE obtained from discharged lubricating oilcontainers) under uniaxial tensile loading. The main focusis to propose a one-dimensional phenomenological modelable to describe the influence of temperature and strainrate on the mechanical behavior. Tensile tests were per-formed over a wide range of temperatures (from 25�C to100�C). Each experiment was performed under controlledstrain using three different constant strain rates varyingfrom 7.25 � 10�5s�1 to 7.25 � 10�3s�1 in steps. Due to theviscoplastic nature of the recycled HDPE, it is shown thatonly 3 tests performed at 3 different temperatures arenecessary to fully identify experimentally all material pa-rameters that arise in the theory. Thus, with this experi-mental procedure, the number of tests used to evaluate themechanical properties of recycled HDPE is significantlyreduced. Recycled HDPE was previously characterized at 3different temperatures and 3 different strain rates [8,9]. Inthose studies, it was necessary to use at least an experi-mental 3�3 matrix with 9 batches of test samples.
2. Material and methods
2.1. Materials
The HDPE waste was obtained from post-consumermotor oil containers from SEPAN Services (Niter�oi, RJ, BR).The containers were cleaned of any oil residue and washedwith biodegradable soap. The containers were dried at 90�Cfor 3 hours and then shredded into pellets to produce therecycled HDPE test material.
The shredded recycled HPDE was compression moldedin a steel frame according to ASTM D 638-08 [10].
2.2. Methods
Tensile tests were performed based at variable strainrates. Tests started at a strain rate of _ε1 ¼ 7.25�10�3s�1 andthen changed to _ε2 ¼ 7.25 � 10�4s�1, and lastly to_ε3 ¼ 7.25 � 10�5s�1. The strain rates were chosen based onASTM D 638-08 and the previous work performed by theauthors [8]. Electro-mechanical sensors were used to con-trol the longitudinal strain in the active zone of the testspecimens. Additionally, recycled HDPE tests were per-formed at 4 different constant isothermal temperatures of25�C, 50�C, 75�C and 100�C using a thermostatic chamberattached to a Shimadzu® AG-X universal testing machine[9]. With this procedure, recycled HDPE was evaluated andwas fully designed with fewer tests. Using a traditionaldesign of experiment matrix, it was necessary to have atleast 9 batches of recycled HDPE. With this methodology,the same information can be obtained from only 3 batches.Nevertheless, to validate our methodology, 4 batches wereused at 4 different constant temperatures of 25�C, 50�C,75�C and 100�C with 5 specimens for each batch.
3. Results and discussion
3.1. Experiments
Considering that the specimen has an initial gaugelength l0 and an initial cross section area A0 that is subject
to a prescribed elongation Dl(t) and experimentallymeasured force F(t), the engineering stress and engineeringstrain can be defined as follows:
st ¼ FðtÞA0
; ε
�t� ¼ DlðtÞ
l0(1)
The true stress st and the true strain εt are defined asfollows:
st ¼ sð1þ εÞ; εt ¼ lnð1þ εÞ (2)
From definitions (1) and (2), it is possible to obtain thefollowing relations:
εt ¼ ln�1þ ε
�0exp
�εt� ¼ exp
�ln�1þ ε
��0ε
¼ exp�εt�� 10 _ε ¼ exp
�εt�_εt ; _εt ¼ _ε
ð1þ εÞ (3)
Fig. 1 presents the true stress vs. the strain curves forrecycled HDPE and is obtained using variable strain rate insteps: _ε1 ¼ 7.25 � 10�3 s�1, _ε2 ¼ 7.25 � 10�4s�1 and_ε3 ¼ 7.25 � 10�5s�1 at the temperatures of 25�C, 50�C, 75�Cand 100�C.
It can be seen from Fig. 1 that there is a significanttemperature dependency and also a strain rate dependencyin which the modulus of elasticity decreases as the strainrate decreases and as the temperature increases. Fig. 2displays the true stress vs. the true strain curves for recy-cled HDPE with the strain rate variation and the tensiletests performed at a single constant strain rate at differenttemperatures [9].
Fig. 2 illustrates that each segment of the true stress vs.the true strain curve that is obtained in a variable strain ratetest coincides with the curve obtained in an equivalentconstant strain rate test. A decrease in the stiffness and inthe tensile strength is observed as the temperature in-creases and as the strain rate decreases. This aspect of theobserved behavior is the result of the competing effects ofcontinued thermal softening and the commencement ofstrain hardening, which occurs due to the evolution of thechain orientation with plastic stretch. These test resultsshow that the variation of the strain rate throughout thetensile test can be performed to minimize the number oftests and can, therefore, use less material to manufacturethe test specimens.
3.2. Modeling
In this section, an alternative methodology is presentedto experimentally identify the material parameters thatappear in the constitutive model for recycled HDPE thatwas proposed in [8,9]. This model was conceived to accountfor the strain rate dependency of recycled HDPE at differenttemperatures. The basic idea is that the identification pro-cedure can be simplified using only one variable strain ratetensile test in the place of three tensile tests performed atdifferent constant strain rates.
The various details for the existing model and the mo-tivations for its development can be found in this earlierwork, but the essential features of the model will be
J.M.L. Reis et al. / Polymer Testing 39 (2014) 30e35 31

reviewed here to make it easier to follow the presentationof the experimental procedure.
The following equation is proposed to model the tensiletests of recycled HDPE at a variable temperature (q) andstrain rate ( _ε). This equation is similar to the one proposedby the authors in [9], but the expressions for the parame-ters a1 and a2 in Eq. (5) are different (Eqs. (6), (7)):
st ¼ aðεt ; _εt ; qÞ½1� expð � bðqÞεtÞ� (4)
wherea�εt ; _εt ; q
� ¼ a1�q�ðexpðεtÞ _εtÞa2ðqÞ0a
�_ε; q
� ¼ a1�q�_εa2ðqÞ
(5)
witha1�q� ¼ a11q2 þ a12qþ a13 (6)
a2�q� ¼ a21q2 þ a22qþ a23 (7)
and,bðqÞ ¼ b1q� bo (8)
a11, a12, a13, a21, a22, a23, b1 and bo are the materialconstants that must be identified experimentally. In [9], theparameter a1 is a linear function of the temperature, and a2is a constant. The expression proposed for b(q) remains thesame. Although the choice of the second-order polynomialexpressions for the parameters a1 and a2 may seem morecomplex and may require the identification of six materialconstants, it will be shown that these constants can beidentified from only one variable strain rate tensile test at aconstant isothermal temperature. Using the equations
proposed in [9], three tensile tests at constant strain rateswould be necessary to identify the material constants.
Fig. 3 presents the strain rate variation context in atensile true stress vs. true strain plot at a specifictemperature.
In Fig. 3, the test starts at _ε1 ¼ 7.25 � 10�3 s�1. Then, thestrain rate is changed to _ε2 ¼ 7.25 � 10�4s�1 and is lastlychanged to _ε3 ¼ 7.25�10�5s�1. sa represents the true stresswhere the strain rate is shifted to a slower rate, and sastands for the starting true stress of the new strain rate.
sa ¼ að _ε1; qÞ½1� expð � bðqÞ εaÞ� (9)
andsb ¼ að _ε2; qÞ½1� expð � bðqÞ εaÞ� (10)
where sa � sb ¼ Ds1Ds1 ¼ aðD _ε1; qÞ½1� expð � bðqÞ εaÞ� (11)
wherea�D _ε1; q
� ¼ a1ðqÞ ðD _ε1Þa2ðqÞ (12)
See Eq. (5) with
D _ε1 ¼ _ε1 � _ε2 (13)
sc and sd represent the true stress at the following strainrate variation.
sc ¼ að _ε2; qÞ½1� expð � bðqÞεbÞ� (14)
andsd ¼ að _ε3; qÞ½1� expð � bðqÞεbÞ� (15)
where sc � sd ¼ Ds2
Fig. 1. True stress vs. true strain experimental curves varying the strain rate in steps at different temperatures.
J.M.L. Reis et al. / Polymer Testing 39 (2014) 30e3532

Ds2 ¼ aðD _ε2; qÞ½1� expð � bðqÞ εbÞ� (16)
where a�D _ε2; q
� ¼ a1�q� ðD _ε2Þa2ðqÞ (17)
See Eq. (5) with
D _ε2 ¼ _ε2 � _ε3 (18)
At this point, the proposed model can describe thetrue stress vs. the true strain behavior of recycled HDPEup to the maximum stress smax. To predict the recycledHDPE behavior at post-maximum stress, an auxiliaryvariable D, referred to as the damage variable, is intro-duced into the model. This auxiliary variable was previ-ously described in [8,9] and was introduced in theanalytical model. With this proposed model for the initialbehavior of the stress-strain curve, the procedure toinclude the softening behavior that is induced by thedamage is exactly the same as that described by the au-thors in [8,9], and will not be presented in this workbecause it is not the focus of the study.
Thismodel is conceived for a given range of temperatureqmin � q � qmax and for strain rates _εmin � _ε � _εmax. It isdifficult to present a precise definition of the limitingtemperature. In the absence of a precise physical definition,it is suggested that a range from 7.25 � 10�5 s�1 to7.25 � 10�3 s�1 and from 25�C to 100�C be considered forthe strain rate and temperature, respectively.
3.3. Parameters identification
The values of all 8 material constants a11, a12, a13, a21, a22,a23, b1 and b0 that appear in the theoretical model can bedetermined from just one tensile test at a constant tem-perature. The material parameters for the constant strain
Fig. 3. Strain rate variation context in the tensile true stress vs. true strain ofrecycled HDPE.
Fig. 2. True stress vs. true strain curves for recycled HDPE with the strain rate variation and with a single constant strain rate at different temperatures.
J.M.L. Reis et al. / Polymer Testing 39 (2014) 30e35 33

rate dependency are not within the scope of this study andwere previously presented in [8,9] (Table 1).
To determine the accuracy of the proposed model, thevalues of Ds1 and Ds2 are presented and compared withexperimental results in Table 2.
Table 2 clearly shows that the presented analyticalmodel predicts the temperature dependency of recycledHDPE at a variable strain rate sufficiently. The temperaturedependent yield stress is well characterized for the range ofresponses tested, as are the isothermal softening andhardening responses. All material properties required of
the constitutive model can be determined from only oneexperimental test for recycled HDPE.
Fig. 4 presents the experimental and theoretical truestress vs. true strain curves for the variable strain rate atdifferent temperatures.
When the experimental results are compared to themodel predictions, small discrepancies are observedbecause of the complexity of the polymer studied.
4. Conclusions
In the present study, the mechanical behavior of recy-cled HDPE obtained after discharged lubricating oil con-tainers was investigated. A simple modification of a modelpreviously proposed by the authors allows an adequatedescription of the tensile behavior for this type of materialunder different strain rates and temperatures.
In the model presented in [9], it was necessary to use atleast an experimental 3�3 matrix to fully design the recy-cled HDPE. In this research, the experimental matrix wasreduced to one test at three different constant tempera-tures with variable strain rate during the tensile test.
Table 1Material parameters.
a11 a12 a13 a21 a22 a23 b1 b0
5 � 10�4 �0.063 2.7 8 � 10�5 �0.006 0.007 �0.095 �44.3
Table 2Values of Ds1 and Ds2 (MPa). Model and experimental results.
Temperature (�C) Ds1 (MPa) Ds2 (MPa)
Model Experimental Model Experimental
25 1.26 1.26 2.31 2.3250 0.70 0.70 1.24 1.2475 0.45 0.45 0.70 0.70100 0.27 0.27 0.26 0.26
Fig. 4. Stress-strain curves at different temperatures. Comparison between experiments and model predictions.
J.M.L. Reis et al. / Polymer Testing 39 (2014) 30e3534

In addition, the model sufficiently predicts the tem-perature and strain rate dependency of recycled HDPE. Allmaterial parameters can simply be estimated, and themathematical model is fairly accurate for closely capturingall of the important features observed for this experimentalarrangement. This simplified experimental methodologyand proposed model are a decisive step for minimizing themechanical experimental characterization and for devel-oping advancedmaterial constitutive models for the designof tensile derived thermoplastic polymers under a widerange of strain rates and temperatures.
Acknowledgments
The financial support of the Rio de Janeiro State Funding,FAPERJ, and the Research and Teaching National Council,CNPq, is gratefully acknowledged.
References
[1] J. Hopewell, R. Dvorak, E. Kosior, Plastics recycling: challenges andopportunities, Philosophical Transactions of the Royal Society B 364(2009) 2115.
[2] R.C. Thompson, S.H. Swan, C.J. Moore, F.S. vom Saal, Our plastic age,Philosophical Transactions of the Royal Society B 364 (2009) 1973.
[3] Plastics Europe, Plastics e The Facts: An Analysis of EuropeanPlastics Production, Demand and Waste Data for 2011, PlasticsEurope, Brussels, Belgium, 2012.
[4] http://file.abiplast.org.br/download/estatistica/perfil2012_versao_eletronica.pdf.
[5] S.A. Cruz, M. Zanin, Evaluation and identification of degradativeprocess in post-consumer recycled high-density polyethylene,Polymer Degradation and Stability 80 (2003) 31.
[6] C.L. Sim~oes, L.M.C. Pinto, C.A. Bernardo, Environmental and eco-nomic assessment of a road safety product made with virgin andrecycled HDPE: a comparative study, Journal of EnvironmentalManagement 114 (15 January 2013) 209e215.
[7] K. Jayaraman, D. Bhattacharya, Mechanical performance of woodfibree waste plastic composite materials, Resources, Conservationand Recycling 41 (2004) 307e319.
[8] J.M.L. Reis, L.J. Pacheco, H.S. da Costa Mattos, Tensile behaviorof post-consumer recycled high-density polyethylene atdifferent strain rates, Polymer Testing 32 (2) (April 2013)338e342.
[9] J.M.L. Reis, L.J. Pacheco, H.S. da Costa Mattos, Influence of the tem-perature and strain rate on the tensile behavior of post-consumerrecycled high-density polyethylene, Polymer Testing 32 (8)(December 2013) 1576e1581.
[10] ASTM D638-10 Standard Test Method Tensile Properties of Plastics,2010.
J.M.L. Reis et al. / Polymer Testing 39 (2014) 30e35 35

102
APÊNDICE II: PROCESSO DE IDENTIFICAÇÃO DOS PARÂMETROS DO MODELO

Processo de Identificação dos Parâmetros: Modelo 1
temp a1 a2 b
25 37,849 0,0947 42,3
50 26,698 0,1021 39
75 23,159 0,1432 37
100 9,9573 0,1007 35


c0 c1 c2 c3 d0 d1
42,3 98853 -3,00E+07 2,00E+09 -1,71 443,93
39 -365274 -3,00E+07 -3,00E+10 -0,8588 61,232
37 98473 -1,00E+08 1,00E+10 -0,1584 39,71
35 67487 -9,00E+07 1,00E+10 1,5693 -234,82
y = 1478,6x - 117528
R² = 0,0441
-400000
-300000
-200000
-100000
0
100000
200000
0 20 40 60 80 100 120
c1
Série1
Linear (Série1)

y = 0,0422x - 2,9241
R² = 0,955
-2,5
-2
-1,5
-1
-0,5
0
0,5
1
1,5
2
0 20 40 60 80 100 120
d0
Série1
Linear (Série1)

Processo de Identificação dos Parâmetros: Modelo 2
Temperatura a1 a2
25 1,43 -0,101384
50 0,932041 -0,07907
75 0,84634 -0,017761
100 1,64 0,204875
y = -8,2311x + 591,96
R² = 0,9067
-300
-200
-100
0
100
200
300
400
500
0 20 40 60 80 100 120
d1
Série1
Linear (Série1)

108
APÊNDICE III: VALORES DAS TENSÕES MÉDIAS EXPERIMENTAIS PARA TAXA DE DEFORMAÇÃO CONSTANTE E VARIAÇÃO DE
TEMPERATURA

Tabela 1. Valores da Tensão Média à partir da taxa de carregamento e temperatura ambiente.
Temperatura Ε σmáx (MPa)
25°C 0,5 12,96±0,68
25°C 1 14,83±1,12
25°C 5 15,3±2,37
25°C 10 20,1±1,16
25°C 50 20,3 ±0,96
Tabela 2. Valores da Tensão Média à partir da taxa de carregamento e Variação da Temperatura.
Temperatura Ε σmáx (MPa)
50°C 0,5 9,41±0,24
50°C 1 10,96±0,16
50°C 5 12,28±0,34
50°C 10 14,11±0,19
50°C 50 15,43±0,23
Temperatura Ε σmáx (MPa)
75°C 0,5 5,53±0,30
75°C 1 7,02±0,67
75°C 5 7,57±0,64
75°C 10 9,29±0,28
75°C 50 11,39±2,36
Temperatura Ε σmáx (MPa)
100°C 0,5 3,81±0,46
100°C 1 4,16±0,12
100°C 5 4,09±0,63
100°C 10 5,13±0,13
100°C 50 6,12±0,02

110
APÊNDICE IV: VALORES DAS TENSÕES MÉDIAS EXPERIMENTAIS COM VARIAÇÃO DA TAXA DE
DEFORMAÇÃO E VARIAÇÃO DA TEMPERATURA

Tabela 1. Valores da Tensão Média à partir da variação da taxa de carregamento e Variação de Temperatura.
Temperatura Ε σmáx (MPa)
25°C 0,5/5/50 13,16±0,01
50°C 0,5/5/50 7,91±1,12
75°C 0,5/5/50 5,24±0,54
100°C 0,5/5/50 3,76±0,77