ELABORAÇÃO DE UM PLANO DE MELHORIAS PARA O...
17
ELABORAÇÃO DE UM PLANO DE MELHORIAS PARA O SERVIÇO DE CONTRAPISO EM UMA CONSTRUTORA EM NATAL/RN: UM ESTUDO DE CASO UTILIZANDO O CONTROLE ESTATÍSTICO DO PROCESSO PARA DIAGNÓSTICO Mayara Alves Cordeiro (UFRN ) [email protected] Adeliane Marques Soares (UFRN ) [email protected] Na construção civil, no tocante a execução de serviços, a qualidade é um item bastante considerado, pois garantirá durabilidade e confiabilidade nas atividades realizadas. Dentro deste contexto, o presente estudo tem por objetivo realizar uum diagnóstico dentro do processo de execução de contrapiso em um empreendimento de uma construtora em Natal/RN. A pesquisa consiste em um estudo de caso, com natureza aplicada, objetivos exploratórios e normativos com uma abordagem combinada. Justificado pela necessidade de conhecer os valores das espessuras das camadas de contrapiso e identificar quais fatores ocasionaram o acréscimo nesta espessura. Buscando evidenciar a existência de problemas de controle, aplicou-se o Controle Estatístico do Processo (CEP), a matriz Gravidade, Urgência e Têndencia (GUT) e o brainstorming para diagnosticar e identificar problemas prioritários. Palavras-chave: Construção Civil, ferramentas da qualidade, controle estatístico do processo, matriz GUT, melhorias. XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
Transcript of ELABORAÇÃO DE UM PLANO DE MELHORIAS PARA O...

ELABORAÇÃO DE UM PLANO DE
MELHORIAS PARA O SERVIÇO DE
CONTRAPISO EM UMA CONSTRUTORA
EM NATAL/RN: UM ESTUDO DE CASO
UTILIZANDO O CONTROLE
ESTATÍSTICO DO PROCESSO PARA
DIAGNÓSTICO
Mayara Alves Cordeiro (UFRN )
Adeliane Marques Soares (UFRN )
Na construção civil, no tocante a execução de serviços, a qualidade é
um item bastante considerado, pois garantirá durabilidade e
confiabilidade nas atividades realizadas. Dentro deste contexto, o
presente estudo tem por objetivo realizar uum diagnóstico dentro do
processo de execução de contrapiso em um empreendimento de uma
construtora em Natal/RN. A pesquisa consiste em um estudo de caso,
com natureza aplicada, objetivos exploratórios e normativos com uma
abordagem combinada. Justificado pela necessidade de conhecer os
valores das espessuras das camadas de contrapiso e identificar quais
fatores ocasionaram o acréscimo nesta espessura. Buscando
evidenciar a existência de problemas de controle, aplicou-se o
Controle Estatístico do Processo (CEP), a matriz Gravidade, Urgência
e Têndencia (GUT) e o brainstorming para diagnosticar e identificar
problemas prioritários.
Palavras-chave: Construção Civil, ferramentas da qualidade, controle
estatístico do processo, matriz GUT, melhorias.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
Segundo Moreira (2002), a qualidade dos produtos e serviços não é o único critério
diferenciador entre as empresas, mas é um dos mais importantes, pois passou a ser um ponto
decisivo para as escolhas dos clientes.
Na construção civil, um serviço executado conforme procedimentos estabelecidos e
monitorado pela empresa pode ter menos custo de execução por reduzir os desperdícios,
sendo concluído com um mínimo de erros. Tomando este exemplo, um dos pontos cruciais
nesta área são os serviços de revestimento, fundamental para o acabamento de um imóvel e
implica diretamente na satisfação dos clientes.
A qualidade na execução dos serviços é bastante relevante para os clientes devido ao preço
pago pelo bem. Conforme o IBGE, o custo médio do metro quadrado de um imóvel no Brasil,
em junho/2015, obteve uma variação de 5,66%, comparado ao mesmo mês do ano anterior.
No estado do Rio Grande do Norte, o mesmo instituto verificou em janeiro de 2015 a variação
do metro quadrado em 5,07 comparado ao cenário do ano anterior.
Este estudo, visa conhecer os valores das espessuras das camadas de contrapiso e junto a
necessidade do setor da qualidade em identificar quais fatores ocasionaram o acréscimo dessa
espessura. Diante destes aspectos surge a seguinte problemática para o estudo: “Quais fatores
podem contribuir para o aumento da espessura de contrapiso?”.
Com o objetivo geral de realizar uma aplicação do CEP na atividade de execução de
contrapiso em um empreendimento na cidade de Natal/RN, visando diagnosticar e analisar os
fatores que interferem na atividade e indicar aspectos que demandam aprimoramentos. Fez-se
necessário coletar as medidas das espessuras, identificar ferramentas da qualidade que
auxiliarão a detectar as causas e propor melhorias. Elaborou-se um brainstorming visando
analisar fatores que interferem na atividade e, com o auxílio de uma matriz Gravidade,
Urgência e Tendência (GUT) foi possível identificar quais aspectos possuem mais influência
sobre o processo analisado.
O artigo é dividido em 5 partes, composto pela introdução, seguido pelo referencial teórico
que fundamentou a pesquisa do estudo, posteriormente a metodologia utilizada na seção 3. Na
fase 4, há o estudo de caso com informações da empresa, dados coletados, o emprego da
ferramenta CEP e as propostas de melhorias. Em seguinte, o estudo é encerrado com as
considerações e conclusões obtidas.
2. Referencial teórico
2.1. Qualidade
A qualidade é um conceito abrangente que, segundo Juran e Gryna (1991), fundamenta-se nas
características do produto que atendem as necessidades dos clientes de modo a gerar
satisfação em relação ao produto. Conforme Crosby (1994), qualidade é a correspondência
com as exigências e o atendimento aos requisitos, onde estes são determinados pelos clientes,
pela empresa ou regulamentos vigentes de acordo com as funcionalidades e características do
produto ou do serviço.
Para Slack (2009) a qualidade proporciona benefícios pois gera maior produtividade,
melhores economias de escala, menores custos de capital, aumenta o volume de vendas, pois
está atendendo as necessidades dos clientes, reduz os custos de operação e, como resultado
final, os benefícios da qualidade convergem para o aumento do lucro da empresa. Conforme
Carvalho e Paladini (2005), é necessário que a gestão da qualidade total ou TQM (Total
Quality Management) de uma empresa não faça parte apenas das atividades de controle, mas
seja frequente dentro do gerenciamento como um todo, inserindo-a à cultura da organização.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
Moreira (2012), alega que para alcançar esse objetivo é necessário a integração da gerência a
práticas que enfatizam a melhoria contínua, busca pelo atendimento das perspectivas dos
clientes, pensamento a longo prazo, eliminação de refugos e retrabalhos, trabalho em equipe,
a utilização do benchmarking, análise e solução de problemas pelos empregados, medida de
resultados e a aproximação com os fornecedores.
Portanto, conclui-se que a qualidade tem como base o cumprimento de critérios previamente
estabelecidos. Muitas vezes as empresas fazem com que as necessidades dos clientes sejam
inseridas nos requisitos de aceitação de um produto ou serviço, ou então como um critério de
segurança, dependendo muito do objetivo final deste. Pode-se afirmar que a qualidade
associada a um processo, visa atender requisitos para alcançar a satisfação de clientes internos
e/ou externos ao processo, pois um cliente externo satisfeito gera resultados para a
organização e, consequentemente, torna o cliente interno satisfeito.
2.2. Controle estatístico do processo (CEP)
O CEP consiste em um conjunto de ferramentas da engenharia da qualidade que atua
reduzindo a variabilidade, ou seja, melhorando a qualidade. Conforme Montgomery (2004),
um dos objetivos do CEP, além da redução da variabilidade do processo, é detectar
rapidamente a ocorrência de causas atribuíveis nas mudanças dos processos, de modo que a
investigação deste e a ação corretiva possam ser realizadas antes que muitas unidades não
conformes sejam fabricadas. O CEP é composto por:
Histogramas ou “ramo-e-folhas”;
Folha de controle;
Gráfico de Pareto;
Diagrama de causa-e-efeito;
Diagrama de concentração de defeito;
Diagrama de dispersão;
Gráfico de controle.
Das ferramentas mencionadas, o foco deste estudo estará no gráfico de controle.
2.2.1. Gráfico de controle
O gráfico de controle foi desenvolvido por Shewart (apud Souza 2009), no qual foram
inseridos conceitos de estatística, facilitando a utilização quando aplicado a uma produção e
tornando possível visualizar a variação existente no processo. Segundo Montgomery (2004) é
um artifício para descrever, de maneira concisa, o que se entende por controle estatístico. Em
algumas situações é usado para a vigilância on-line de processos, onde os dados amostrais são
coletados e utilizados para construir o gráfico. Se os valores amostrais de (x-barra) caem
entre os limites de controle e não exibem qualquer padrão sistemático, pode-se afirmar que o
processo está sob controle no nível indicado pelo gráfico.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
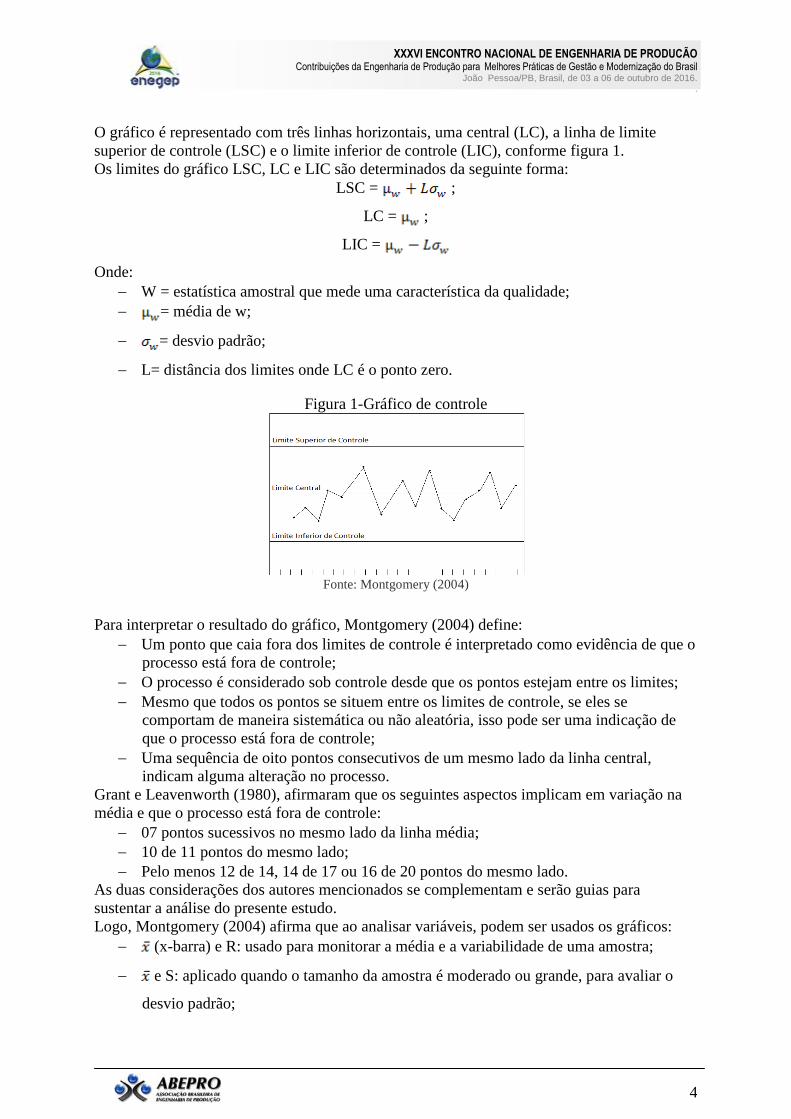
O gráfico é representado com três linhas horizontais, uma central (LC), a linha de limite
superior de controle (LSC) e o limite inferior de controle (LIC), conforme figura 1.
Os limites do gráfico LSC, LC e LIC são determinados da seguinte forma:
LSC = ;
LC = ;
LIC =
Onde:
W = estatística amostral que mede uma característica da qualidade;
= média de w;
= desvio padrão;
L= distância dos limites onde LC é o ponto zero.
Figura 1-Gráfico de controle
Fonte: Montgomery (2004)
Para interpretar o resultado do gráfico, Montgomery (2004) define:
Um ponto que caia fora dos limites de controle é interpretado como evidência de que o
processo está fora de controle;
O processo é considerado sob controle desde que os pontos estejam entre os limites;
Mesmo que todos os pontos se situem entre os limites de controle, se eles se
comportam de maneira sistemática ou não aleatória, isso pode ser uma indicação de
que o processo está fora de controle;
Uma sequência de oito pontos consecutivos de um mesmo lado da linha central,
indicam alguma alteração no processo.
Grant e Leavenworth (1980), afirmaram que os seguintes aspectos implicam em variação na
média e que o processo está fora de controle:
07 pontos sucessivos no mesmo lado da linha média;
10 de 11 pontos do mesmo lado;
Pelo menos 12 de 14, 14 de 17 ou 16 de 20 pontos do mesmo lado.
As duas considerações dos autores mencionados se complementam e serão guias para
sustentar a análise do presente estudo.
Logo, Montgomery (2004) afirma que ao analisar variáveis, podem ser usados os gráficos:
(x-barra) e R: usado para monitorar a média e a variabilidade de uma amostra;
e S: aplicado quando o tamanho da amostra é moderado ou grande, para avaliar o
desvio padrão;

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
: utilizado para analisar a variância amostral;
Medidas individuais: seu uso ocorre quando a amostra possui apenas uma unidade
individual.
2.3 Técnicas de suporte a qualidade
Além das técnicas da qualidade que compõem o CEP, existem outras que auxiliam no
diagnóstico ou na solução de problemas em uma organização, contribuindo para a melhoria
contínua dos processos. Alguns exemplos dessas técnicas estão nos tópicos que seguem.
2.3.1 Brainstorming
Brainstorming é uma palavra de origem inglesa que significa “tempestade de ideias” e,
consiste em um processo de grupo onde os indivíduos emitem ideias de forma livre, em
grande quantidade, sem críticas e no menor espaço de tempo possível (KHANNA, 2009;
BAMFORD; GREATBANKS, 2005). Já Aguiar (2002), afirma que esta ferramenta auxilia na
descoberta das causas que geram um problema utilizando o conhecimento das pessoas sobre o
assunto em análise. O ideal é que seja obtido o máximo de ideias sobre uma situação para
reunir diversas opiniões e, ao analisar as informações de acordo com a situação estudada, será
possível determinar as afirmações que mais se aplicam ao estudo. Essa ferramenta pode
identificar tanto causas quanto soluções para problemas.
2.3.2 Matriz gravidade, urgência e tendência (GUT)
A matriz GUT auxilia na priorização dos problemas identificados em um estudo, contribuindo
no momento de estabelecer as ações corretivas, corrigindo os problemas mais críticos. Após o
levantamento das causas para um determinado problema, esta matriz permite quantificar cada
um dos aspectos de acordo com sua gravidade (G), urgência (U) e tendência (T) (GOMES,
2006). Para essa quantificação, são atribuídos valores de 1 a 5, conforme o quadro 1.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
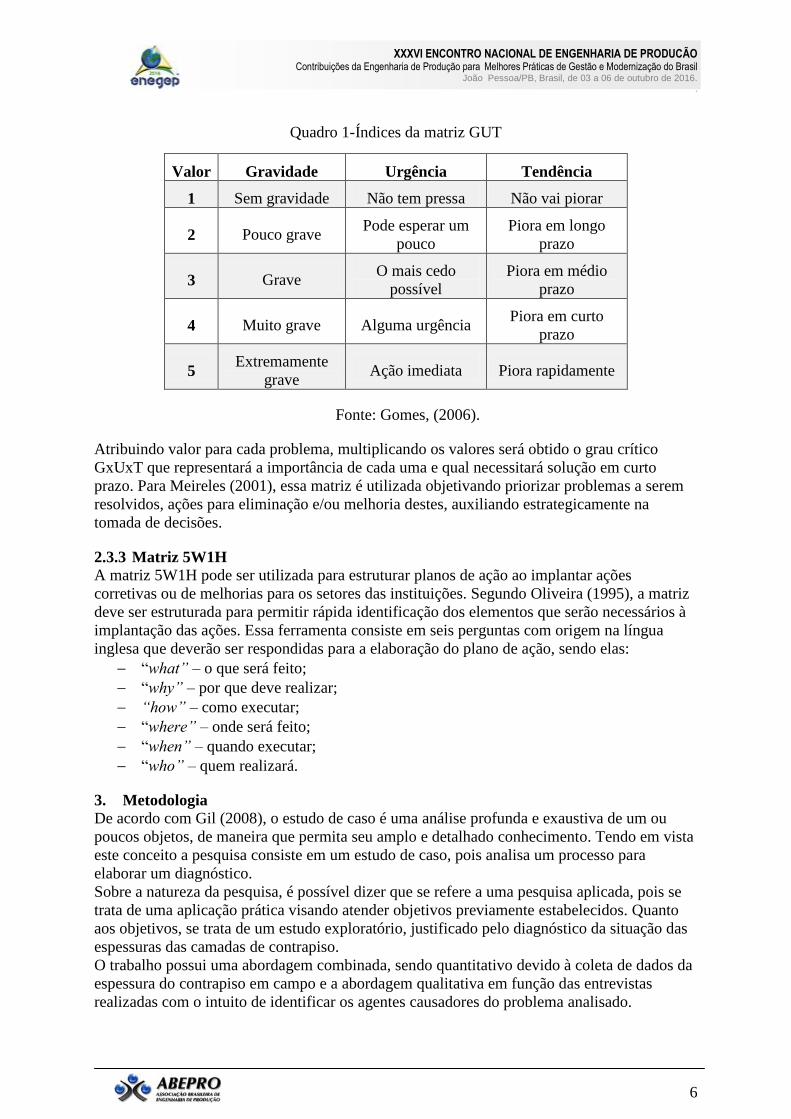
Quadro 1-Índices da matriz GUT
Valor Gravidade Urgência Tendência
1 Sem gravidade Não tem pressa Não vai piorar
2 Pouco grave Pode esperar um
pouco
Piora em longo
prazo
3 Grave O mais cedo
possível
Piora em médio
prazo
4 Muito grave Alguma urgência Piora em curto
prazo
5 Extremamente
grave Ação imediata Piora rapidamente
Fonte: Gomes, (2006).
Atribuindo valor para cada problema, multiplicando os valores será obtido o grau crítico
GxUxT que representará a importância de cada uma e qual necessitará solução em curto
prazo. Para Meireles (2001), essa matriz é utilizada objetivando priorizar problemas a serem
resolvidos, ações para eliminação e/ou melhoria destes, auxiliando estrategicamente na
tomada de decisões.
2.3.3 Matriz 5W1H
A matriz 5W1H pode ser utilizada para estruturar planos de ação ao implantar ações
corretivas ou de melhorias para os setores das instituições. Segundo Oliveira (1995), a matriz
deve ser estruturada para permitir rápida identificação dos elementos que serão necessários à
implantação das ações. Essa ferramenta consiste em seis perguntas com origem na língua
inglesa que deverão ser respondidas para a elaboração do plano de ação, sendo elas:
“what” – o que será feito;
“why” – por que deve realizar;
“how” – como executar;
“where” – onde será feito;
“when” – quando executar;
“who” – quem realizará.
3. Metodologia De acordo com Gil (2008), o estudo de caso é uma análise profunda e exaustiva de um ou
poucos objetos, de maneira que permita seu amplo e detalhado conhecimento. Tendo em vista
este conceito a pesquisa consiste em um estudo de caso, pois analisa um processo para
elaborar um diagnóstico.
Sobre a natureza da pesquisa, é possível dizer que se refere a uma pesquisa aplicada, pois se
trata de uma aplicação prática visando atender objetivos previamente estabelecidos. Quanto
aos objetivos, se trata de um estudo exploratório, justificado pelo diagnóstico da situação das
espessuras das camadas de contrapiso.
O trabalho possui uma abordagem combinada, sendo quantitativo devido à coleta de dados da
espessura do contrapiso em campo e a abordagem qualitativa em função das entrevistas
realizadas com o intuito de identificar os agentes causadores do problema analisado.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
4. Estudo de caso
4.1. Apresentação da empresa
A empresa Y Construções Ltda. atua na indústria da construção civil no estado do Rio Grande
do Norte e é Certificada pela ISO 9001:2008 e PBQP-h no nível “A”.
O empreendimento estudado é um condomínio residencial popular de alvenaria estrutural,
formado por 16 blocos de 4 andares, com 16 apartamentos em cada bloco, totalizando 256
unidades habitacionais no empreendimento. Sua execução foi dividida em dois módulos, o
primeiro já foi executado e, o segundo, em construção, consiste em 09 blocos e a quadra de
esportes.
4.2. O processo de contrapiso
O serviço avaliado é a camada de contrapiso que antecede a colocação do revestimento
cerâmico. É executada sobre uma base, no caso a laje maciça de concreto, e a argamassa que
compõe o contrapiso deve ser constituída de cimento e areia média úmida, na proporção 1:6
(uma parte de cimento para seis de areia média úmida), ou por uma argamassa de cimento, cal
hidratada e areia média úmida na proporção 1:0, 25:6 (uma parte de cimento, 0,25 de cal
hidratada e seis de areia média úmida).
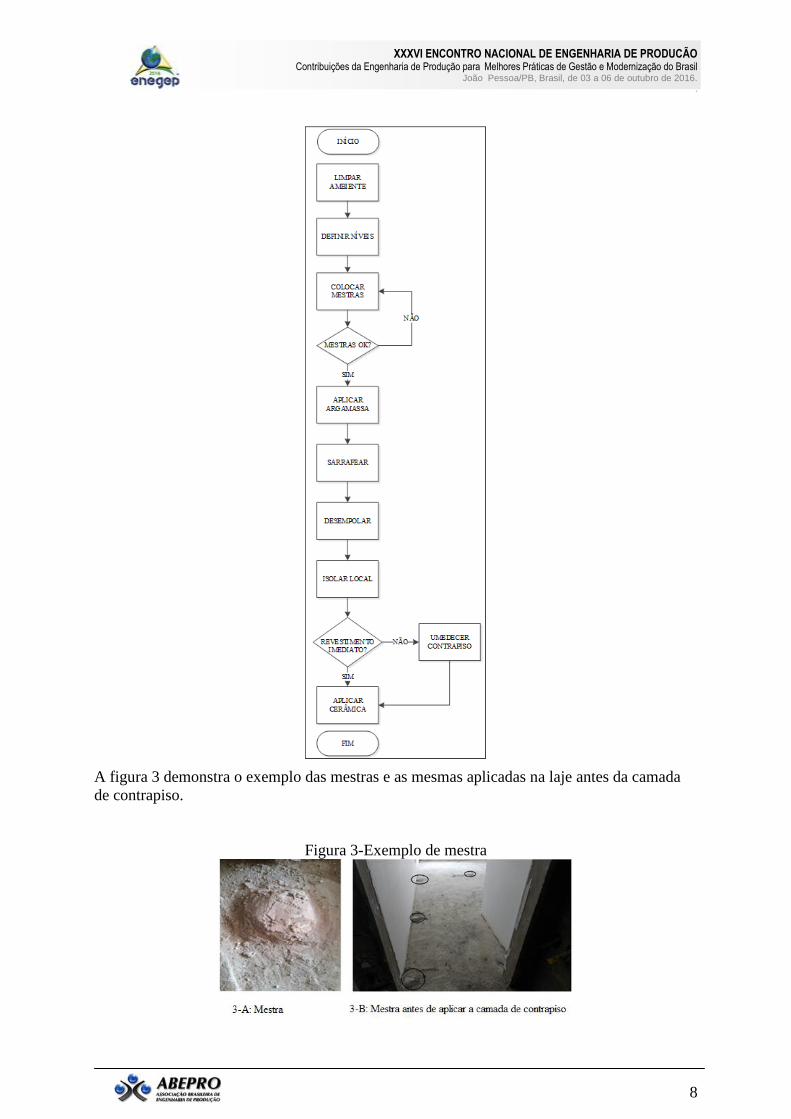
O processo inicia com a limpeza do local onde será o contrapiso, removendo partículas soltas
existentes na superfície. Define-se os níveis que devem ser demarcados escolhendo-se o ponto
mais baixo do ambiente para tomá-lo como padrão para todos os outros locais; nessa
demarcação utiliza-se uma linha de nylon. Em seguida, executa-se as mestras (figura 3A e
3B), pontos de argamassa de cimento e uma parte de cerâmica quebrada, inseridos a altura do
nível e que ficam espalhados no ambiente. Avalia-se a atividade efetuada anteriormente, se
verificado algum erro o procedimento é refeito. Posteriormente, o local deve ser molhado até
sua saturação e aplicado a argamassa até a altura das mestras. A argamassa é sarrafeada com
auxílio da régua de alumínio, espalhando o material por toda a superfície até atingir o nível
das mestras. Por fim, o pedreiro desempolará a superfície deixando-a plana e áspera; se o
revestimento não for executado de imediato é necessário manter a superfície úmida e isolada.
Caso contrário, deixa a superfície isolada até a aplicação da cerâmica. Esse processo pode ser
verificado na figura 2.
Figura 2-Processo de Contrapiso
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
A figura 3 demonstra o exemplo das mestras e as mesmas aplicadas na laje antes da camada
de contrapiso.
Figura 3-Exemplo de mestra
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Conforme diretrizes da norma técnica brasileira NBR 13753:1996 – Revestimento de piso
interno ou externo com placas cerâmicas e com utilização de argamassa colante – a espessura
da camada do contrapiso deve estar entre 1,5cm e 2,5cm. Após o conhecimento das
tolerâncias contidas na norma, o diretor da empresa propôs uma tolerância de erro de 5
milímetros, logo, o valor máximo considerado para o estudo é de 3cm.
O excesso na espessura pode gerar riscos estruturais, entretanto mas após realizar testes de
resistência nos blocos existentes nos edifícios, o risco foi descartado. Então, os demais
problemas decorrentes são uma redução no pé direito (altura) do apartamento e os custos com
consumo dos materiais para a construtora.
4.3. Coleta de dados
Para obter os valores das espessuras foi solicitado ao setor de qualidade o acompanhamento
desses dados em campo, à medida que o serviço era realizado e dentro das possibilidades do
setor.
As informações referem-se aos seis blocos do empreendimento, a quantidade de dados obtidos
e os ambientes analisados podem ser evidenciados conforme tabela abaixo.
Tabela 1-Dados obtidos Ambiente Total de dados
Banheiro 81
Cozinha 83
Quarto 01 76
Quarto 02 84
Salas 84
Com base nos dados coletados foram realizadas as análises do presente estudo, buscando
verificar no ponto de vista do CEP se a atividade está ou não fora do controle.
4.4. Gráficos de controle
Os gráficos de controle utilizados para auxiliar a análise do desvio padrão das amostras foram
o e o S, plotados utilizando o software Action, versão 2.8, o qual consiste em uma aplicação
que opera junto com o Microsoft Excel. As subseções seguintes mostram as análises
realizadas.
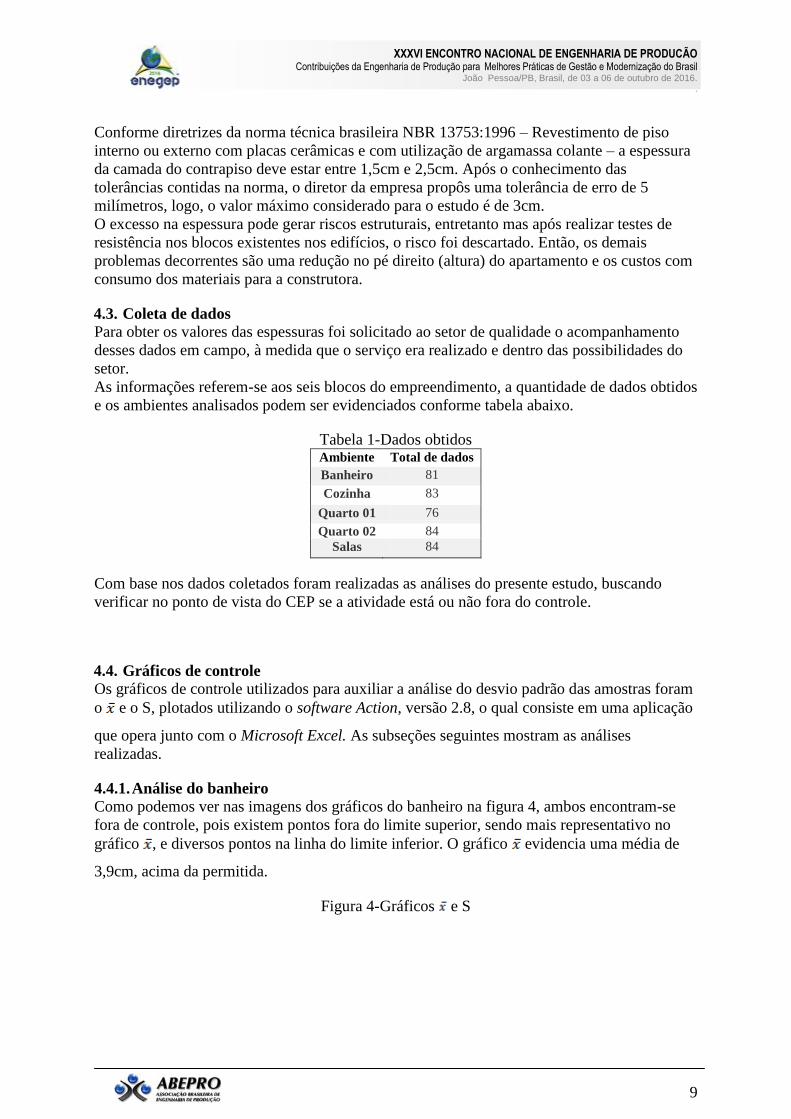
4.4.1. Análise do banheiro Como podemos ver nas imagens dos gráficos do banheiro na figura 4, ambos encontram-se
fora de controle, pois existem pontos fora do limite superior, sendo mais representativo no
gráfico , e diversos pontos na linha do limite inferior. O gráfico evidencia uma média de
3,9cm, acima da permitida.
Figura 4-Gráficos e S
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
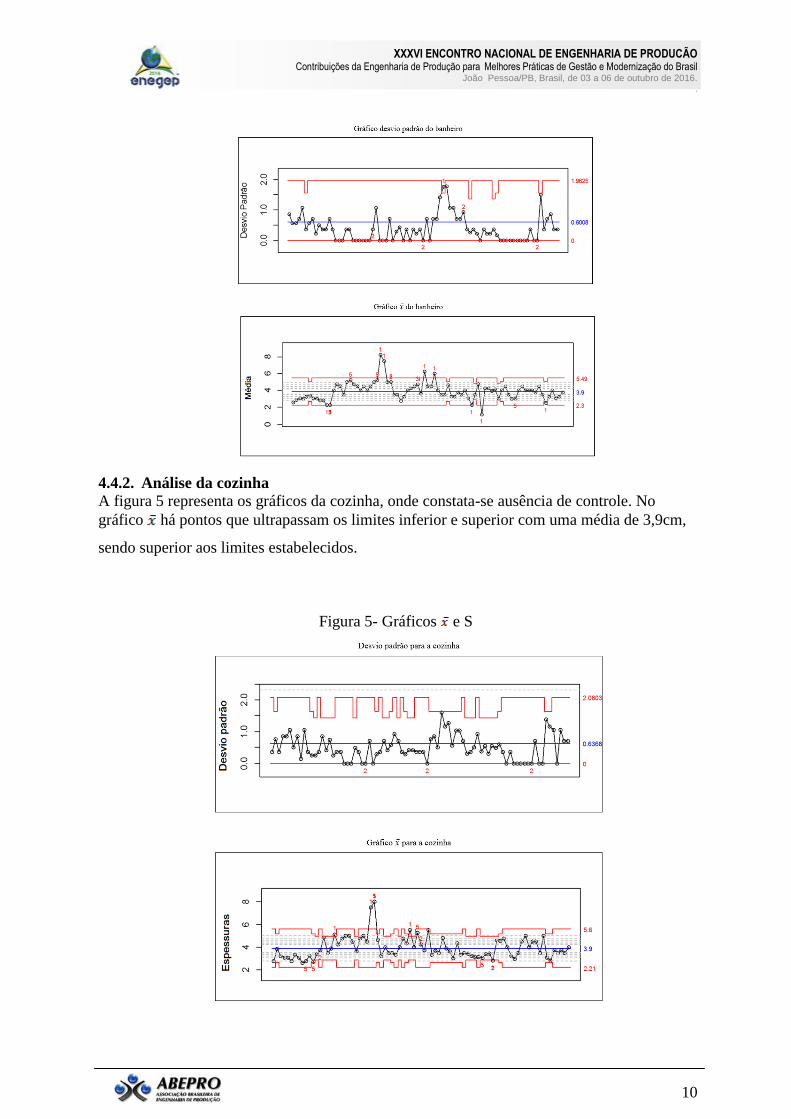
4.4.2. Análise da cozinha
A figura 5 representa os gráficos da cozinha, onde constata-se ausência de controle. No
gráfico há pontos que ultrapassam os limites inferior e superior com uma média de 3,9cm,
sendo superior aos limites estabelecidos.
Figura 5- Gráficos e S

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
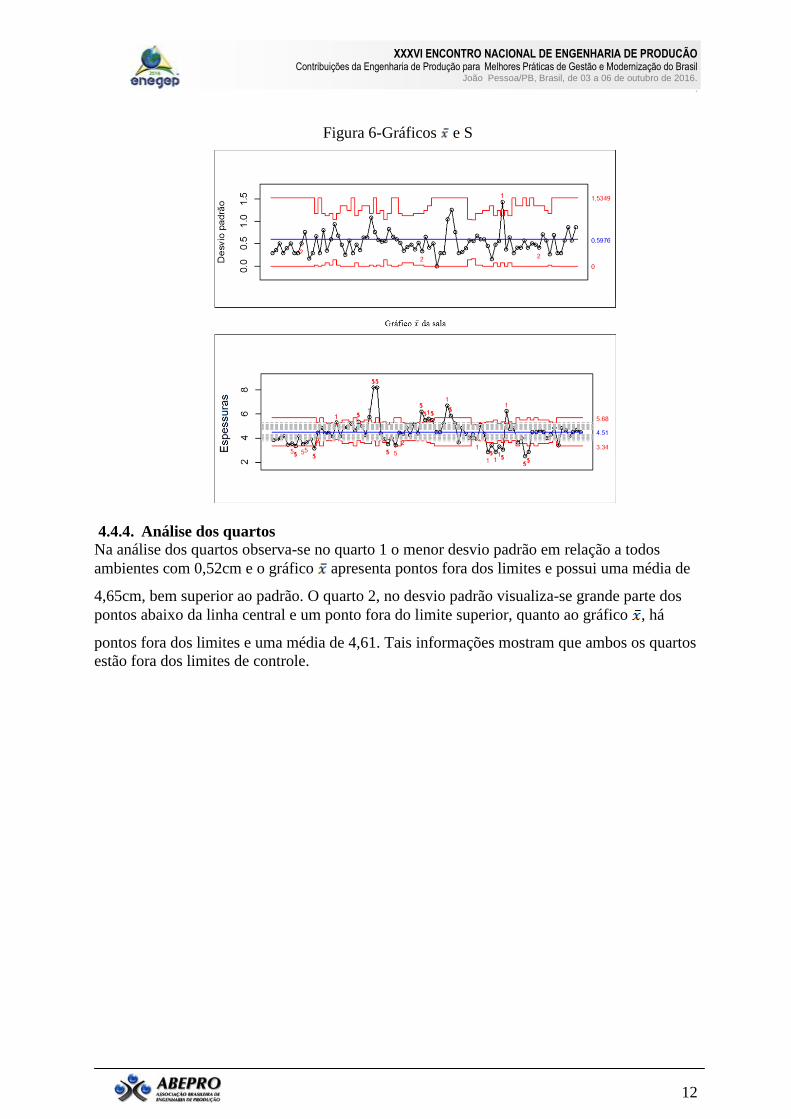
4.4.3. Análise da sala
A figura 6 representa a sala, na análise do desvio padrão a maior parte dos pontos está
próximo a linha central, também há um ponto acima dos limites. No gráfico , vários pontos
excedem os limites e a média obtida é de 4,51cm. Ambos estão fora de controle.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Figura 6-Gráficos e S
4.4.4. Análise dos quartos
Na análise dos quartos observa-se no quarto 1 o menor desvio padrão em relação a todos
ambientes com 0,52cm e o gráfico apresenta pontos fora dos limites e possui uma média de
4,65cm, bem superior ao padrão. O quarto 2, no desvio padrão visualiza-se grande parte dos
pontos abaixo da linha central e um ponto fora do limite superior, quanto ao gráfico , há
pontos fora dos limites e uma média de 4,61. Tais informações mostram que ambos os quartos
estão fora dos limites de controle.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Figura 7-Gráficos e S
Por fim, entende-se que o processo precisa do estabelecimento de melhorias para todos os
ambientes averiguados.
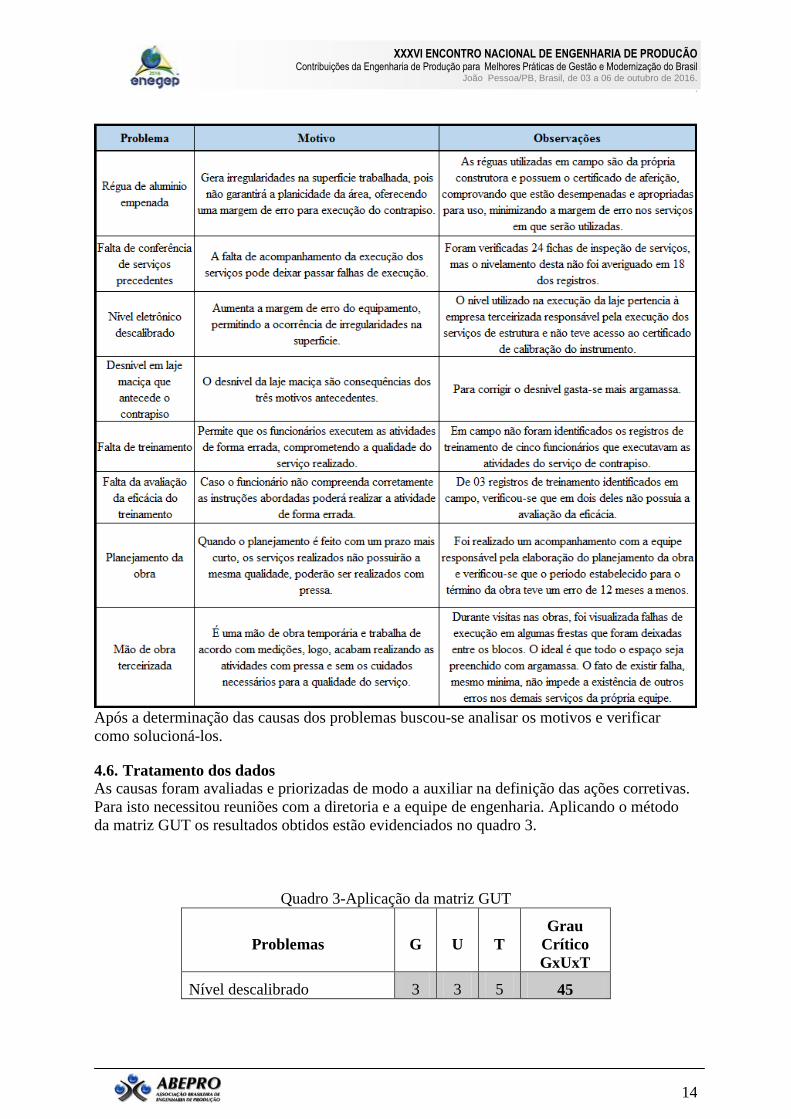
4.5. Avaliação das causas
Realizando entrevistas com a engenheira civil do empreendimento, elaborou-se um
brainstorming para evidenciar as causas que contribuem no aumento da espessura do
contrapiso durante a execução das atividades, os dados estão no quadro 2.
Quadro 2-Avaliação das Causas
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Após a determinação das causas dos problemas buscou-se analisar os motivos e verificar
como solucioná-los.
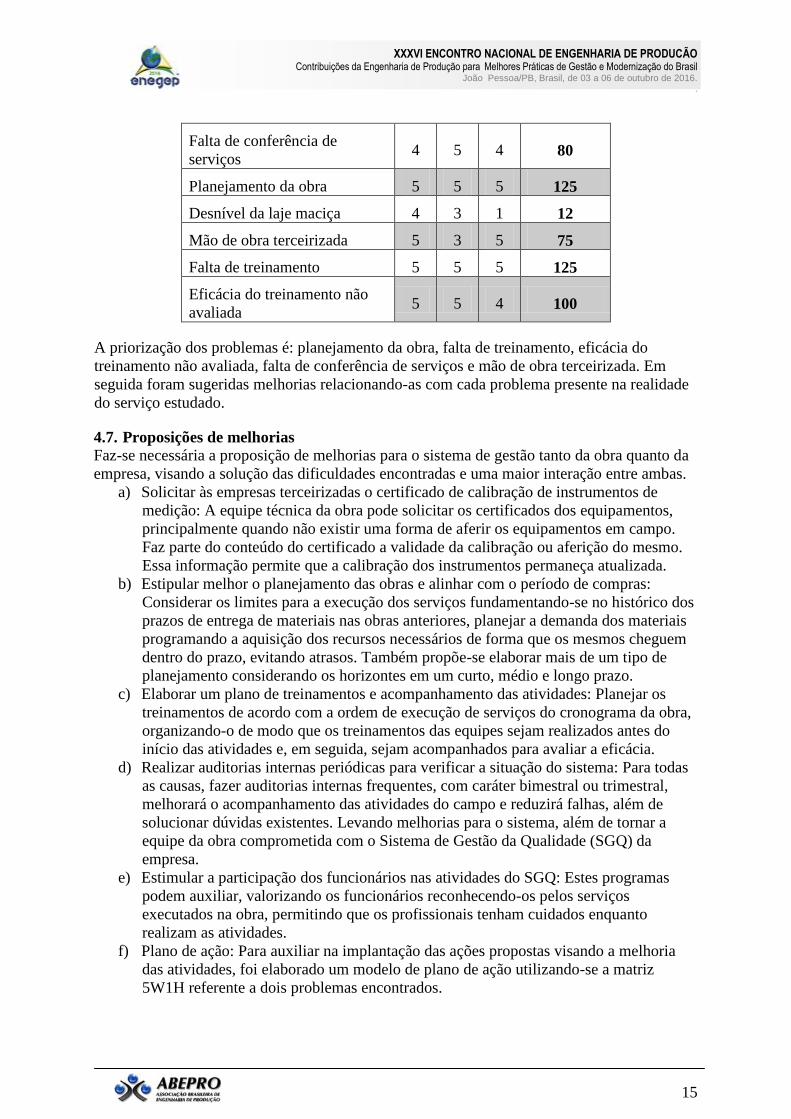
4.6. Tratamento dos dados
As causas foram avaliadas e priorizadas de modo a auxiliar na definição das ações corretivas.
Para isto necessitou reuniões com a diretoria e a equipe de engenharia. Aplicando o método
da matriz GUT os resultados obtidos estão evidenciados no quadro 3.
Quadro 3-Aplicação da matriz GUT
Problemas G U T
Grau
Crítico
GxUxT
Nível descalibrado 3 3 5 45
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
Falta de conferência de
serviços 4 5 4 80
Planejamento da obra 5 5 5 125
Desnível da laje maciça 4 3 1 12
Mão de obra terceirizada 5 3 5 75
Falta de treinamento 5 5 5 125
Eficácia do treinamento não
avaliada 5 5 4 100
A priorização dos problemas é: planejamento da obra, falta de treinamento, eficácia do
treinamento não avaliada, falta de conferência de serviços e mão de obra terceirizada. Em
seguida foram sugeridas melhorias relacionando-as com cada problema presente na realidade
do serviço estudado.
4.7. Proposições de melhorias
Faz-se necessária a proposição de melhorias para o sistema de gestão tanto da obra quanto da
empresa, visando a solução das dificuldades encontradas e uma maior interação entre ambas.
a) Solicitar às empresas terceirizadas o certificado de calibração de instrumentos de
medição: A equipe técnica da obra pode solicitar os certificados dos equipamentos,
principalmente quando não existir uma forma de aferir os equipamentos em campo.
Faz parte do conteúdo do certificado a validade da calibração ou aferição do mesmo.
Essa informação permite que a calibração dos instrumentos permaneça atualizada.
b) Estipular melhor o planejamento das obras e alinhar com o período de compras:
Considerar os limites para a execução dos serviços fundamentando-se no histórico dos
prazos de entrega de materiais nas obras anteriores, planejar a demanda dos materiais
programando a aquisição dos recursos necessários de forma que os mesmos cheguem
dentro do prazo, evitando atrasos. Também propõe-se elaborar mais de um tipo de
planejamento considerando os horizontes em um curto, médio e longo prazo.
c) Elaborar um plano de treinamentos e acompanhamento das atividades: Planejar os
treinamentos de acordo com a ordem de execução de serviços do cronograma da obra,
organizando-o de modo que os treinamentos das equipes sejam realizados antes do
início das atividades e, em seguida, sejam acompanhados para avaliar a eficácia.
d) Realizar auditorias internas periódicas para verificar a situação do sistema: Para todas
as causas, fazer auditorias internas frequentes, com caráter bimestral ou trimestral,
melhorará o acompanhamento das atividades do campo e reduzirá falhas, além de
solucionar dúvidas existentes. Levando melhorias para o sistema, além de tornar a
equipe da obra comprometida com o Sistema de Gestão da Qualidade (SGQ) da
empresa.
e) Estimular a participação dos funcionários nas atividades do SGQ: Estes programas
podem auxiliar, valorizando os funcionários reconhecendo-os pelos serviços
executados na obra, permitindo que os profissionais tenham cuidados enquanto
realizam as atividades.
f) Plano de ação: Para auxiliar na implantação das ações propostas visando a melhoria
das atividades, foi elaborado um modelo de plano de ação utilizando-se a matriz
5W1H referente a dois problemas encontrados.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
Quadro 4-Modelo de matriz 5W1H
Causa O Que? Por que? Como? Onde? Quando
? Quem?
Nível
eletrônic
o
descalibr
ado
Solicitar às
empresas
terceirizadas
o certificado
de
calibração
dos
equipament
os de
medição
Evitar
equipament
os sem
calibração
ou aferição
Solicitar a
documentação aos
donos de empresas
terceirizadas
sempre que iniciar
as atividades na
obra
Obra
Técnica
em
edificaçõ
es
Falta de
Treiname
nto
Planejar
treinamento
s e
acompanha
mentos das
atividades
Garantir o
treinament
o dos
funcionário
s e a
avaliação
da eficácia
Verificar no
cronograma físico
a data inicial de
execução das
atividades e
elaborar o
planejamento dos
treinamentos das
equipes
programando as
datas com base na
ordem de execução
dos serviços
Obra
Técnica
em
edificaçõ
es
5. Considerações finais Na empresa estudada as atividades são predominantemente artesanais e estão suscetíveis à
falha humana, fazendo com que os processos necessitem de maiores controles e inspeções.
Em alguns casos, estes erros são fruto de problemas culturais da organização e devem ser
corrigidos com a alteração no desenvolvimento de alguma atividade.
Nesse contexto, o CEP possui ferramentas como o gráfico de controle que ao ser combinadas
com outras técnicas, permitem a obtenção do grau de importância das causas, para identificar
as atividades mais críticas na determinação das medidas de tratamento e saber quais ações são
necessárias para aprimorá-las.
Com base nestas informações, conclui-se que o estudo respondeu a problemática apresentada,
identificou quais fatores podem contribuir para o aumento da espessura de contrapiso e aplicar
o CEP para identificar se o processo encontra-se sob controle. As respostas foram obtidas
após elaborar os gráficos de controle, realizar um brainstorming selecionando as causas e
aplicar a matriz GUT determinando as causas prioritárias do problema estudado.
Por fim, propõe-se que a empresa adote em sua cultura filosofias concretas sobre qualidade
para estimular a participação de todos e todas as partes da organização, visando a melhoria
dos processos, redução de custos, eliminação de desperdícios, para ser um diferencial no
mercado, além de satisfazer as necessidades dos clientes internos e externos à organização.
REFERÊNCIAS
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR ISO 9001:2008.
Sistemas de Gestão da Qualidade – Requisitos. Rio de Janeiro: ABNT 2008.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 13753:1996.
Revestimento de piso interno e externo com placas cerâmicas e com utilização de argamassa
colante – Procedimento. Rio de Janeiro: ABNT 1996.
AGUIAR, S.: Integração das Ferramentas da qualidade ao PDCA e ao Programa Seis
Sigmas. Minas Gerais: Editora DG, 2002.
CARVALHO, Marly Monteiro, PALADINI, Edson Pacheco (coord.). Gestão da qualidade:
teoria e casos. Rio de Janeiro: Elsevier, 2005.
CROSBY, Philip. B. Qualidade sem lágrimas. 3. ed. Rio de Janeiro: Jose Olympio, 1994.
GIL, A. C. Como elaborar projetos de pesquisa. São Paulo: Atlas, 2008.
GOMES, L.G.S. Reavaliação e melhoria dos processos de beneficiamento de não tecidos com
base em reclamações de clientes. Revista FAE, Curitiba, v. 6. n. 2, p. 1-26, 2006. Disponível
em: <http://www.producaoonline.org.br/rpo/article/viewFile/290/366>. Acesso em: 3 jul.
2015.
IBGE – INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Banco de dados
agregados. Disponível em:
<http://www.sidra.ibge.gov.br/bda/const/default.asp?z=t&o=14&i=P>. Acesso em: 3 jul.
2015.
JURAN, Joseph Moses, GRYNA, Frank M. Controle da qualidade: handbook. 4. ed. São
Paulo: Makron, McGraw-Hill, 1991. v. 1.
KHANNA, V. K. 5 “S” and TQM status in Indian organizations. The TQM Journal, v. 21,
n. 5, p. 486-501, 2009. Disponível em: <http://dx.doi.org/10.1108/17542730910983407>.
Acesso em: 3 jul. 2015.
MEIRELES, M. Ferramentas administrativas para identificar, observar e analisar
problemas nas organizações com foco no cliente. São Paulo: Arte e Ciência, 2001.
MONTGOMERY, Douglas C. Introdução ao controle estatístico da qualidade. Rio de
Janeiro: LTC, 2004.
MOREIRA, Daniel Augusto. Administração da produção e operações. 2.ed. rev. e ampl.
São Paulo: Cengage Learning, 2012.
OLIVEIRA, S. T. Ferramentas para o aprimoramento da qualidade. São Paulo. Pioneira,
1995.
PBQP-H – Programa Brasileiro da Qualidade e Produtividade do Habitat. Sistema de
avaliação da conformidade de empesas de serviços e obras da construção civil.
Disponível em: <http://www.cidades.gov.br/pbqp-h/> acesso em: 30 abr. 2016.
SLACK, Nigel, CHAMBERS, Stuart; JOHNSTON, Robert. Administração da produção. 3.
ed. São Paulo: Atlas, 2009.
SOUZA, Dayse da Mata Oliveira. Visões clássicas da qualidade. Natal, 2009. (Apostila).