CONTROLE DE PROCESSO ESTATÍSTICO APLICADO A REVISÃO DE...
17
CONTROLE DE PROCESSO ESTATÍSTICO APLICADO A REVISÃO DE 10.000 KM DE UMA CONCESSIONÁRIA DE VEÍCULOS RICHARD ANTONI TELLES (PUCGO) [email protected] Paulo Henrique Borba Florencio (PUCGO) [email protected] Agenor Sousa Santos Neto (PUCGO) [email protected] Em um mercado cada vez mais competitivo, empresas buscam satisfazer seus clientes e melhorar seus procedimentos organizacionais, recorrendo aos menores custos e melhores padrões de qualidade para seus produtos e serviços. Entretanto, faz-se necessária a utilização de ferramentas que auxiliem nessa busca. O objetivo deste artigo é analisar o tempo de prestação do serviço referente à revisão programada de 10.000 Km de uma concessionária de veículos situada em Goiânia, por meio da utilização do Controle Estatístico de Processo (CEP). Constatou-se através dos gráficos de controle que o processo atende as especificações, no entanto, perde em eficiência devido ao elevado número de defeito. Palavras-chave: Qualidade, Serviços, Revisão de 10.000 Km; Controle Estatístico de Processo, CEP. XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
Transcript of CONTROLE DE PROCESSO ESTATÍSTICO APLICADO A REVISÃO DE...
CONTROLE DE PROCESSO
ESTATÍSTICO APLICADO A REVISÃO
DE 10.000 KM DE UMA
CONCESSIONÁRIA DE VEÍCULOS
RICHARD ANTONI TELLES (PUCGO)
Paulo Henrique Borba Florencio (PUCGO)
Agenor Sousa Santos Neto (PUCGO)
Em um mercado cada vez mais competitivo, empresas buscam
satisfazer seus clientes e melhorar seus procedimentos
organizacionais, recorrendo aos menores custos e melhores padrões de
qualidade para seus produtos e serviços. Entretanto, faz-se necessária
a utilização de ferramentas que auxiliem nessa busca. O objetivo deste
artigo é analisar o tempo de prestação do serviço referente à revisão
programada de 10.000 Km de uma concessionária de veículos situada
em Goiânia, por meio da utilização do Controle Estatístico de
Processo (CEP). Constatou-se através dos gráficos de controle que o
processo atende as especificações, no entanto, perde em eficiência
devido ao elevado número de defeito.
Palavras-chave: Qualidade, Serviços, Revisão de 10.000 Km; Controle
Estatístico de Processo, CEP.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
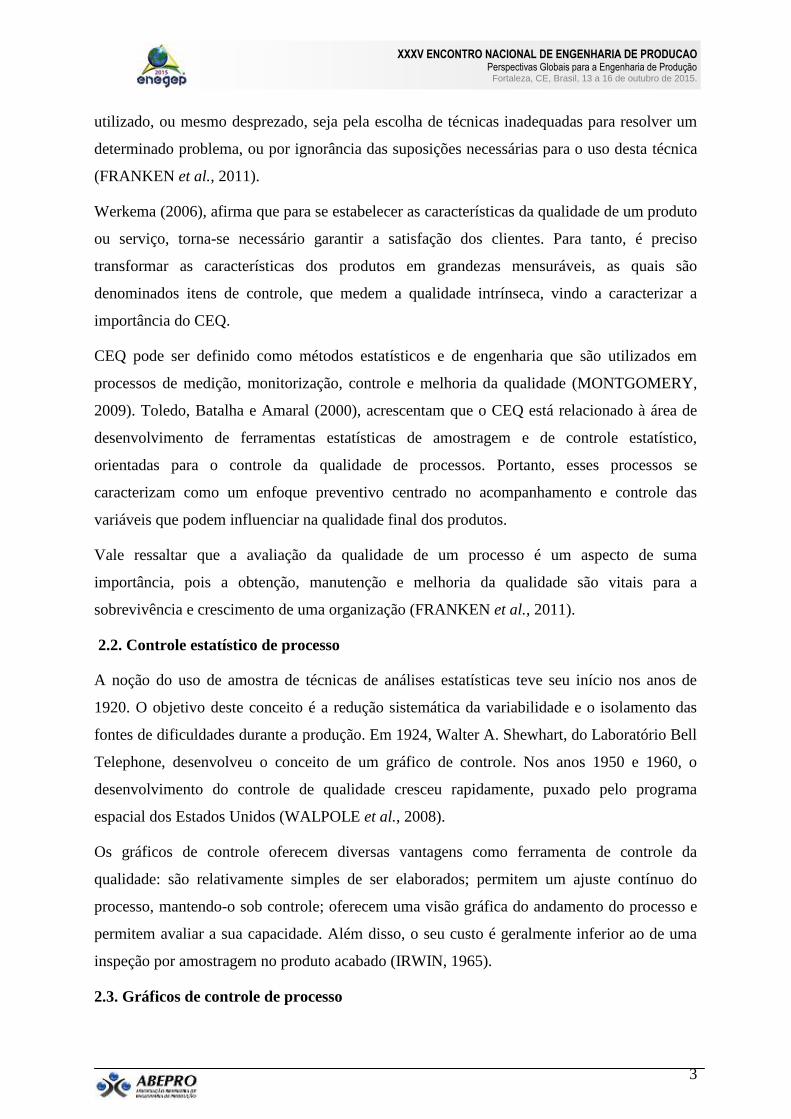
1. Introdução
Servir com qualidade é um dos grandes desafios das empresas prestadoras de serviço. Os
tempos de espera na fila, de atendimento e execução do serviço até sua conclusão são
exemplos típicos de variáveis que influenciam a satisfação dos consumidores.
Para Montgomery (2009) o objetivo primário do Controle Estatístico de Processo (CEP) é a
redução sistemática da variabilidade nas características-chave do produto, fornecendo as
ferramentas necessárias para avaliação e melhoria de processos, produtos e serviços de forma
robusta e abrangente.
Segundo Pinto et al. (2012), o CEP monitora as características de maior importância dentro de
um processo, assegurando o controle dentro dos limites de especificação e indicando quando
adotar ações de correção e melhoria, possibilitando grandes benefícios para toda a empresa.
O CEP permite analisar o comportamento de determinadas variáveis para verificar se há
desvios no processo, contribuindo para a insatisfação e fuga de clientes. Por meio de cartas de
Controle Estatístico é possível avaliar a experiência que os clientes têm em determinadas
atividades ou serviços prestados pelas empresas. As cartas podem indicar, por exemplo, se
determinado serviço está dentro dos limites de controle esperados ou se estão fora das
especificações aceitáveis.
Partindo desse princípio, a seguinte questão de pesquisa pode ser formulada: será possível
aplicar o Controle Estatístico de Processo para avaliar se os tempos de execução do serviço de
revisão de 10.000 km de uma concessionária de veículos estão dentro dos limites
especificados pela montadora?
Para responder a essa pergunta a pesquisa está organizada da seguinte forma: a sessão 2
apresenta um referencial teórico para alinhar os conceitos sobre CEP, cartas de controle e
estabilização do processo. A sessão 3 aponta a metodologia estatística utilizada e o modelo
computacional aplicado. A sessão 4 mostra os resultados obtidos, bem como suas análises. A
sessão 5 descreve as considerações finais dos autores.
2. Referencial teórico
2.1. Controle estatístico da qualidade
O Controle Estatístico da Qualidade (CEQ) tem contribuído para a melhoria da qualidade de
muitos produtos e serviços e apesar de sua importância, o CEQ, é frequentemente mal
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
utilizado, ou mesmo desprezado, seja pela escolha de técnicas inadequadas para resolver um
determinado problema, ou por ignorância das suposições necessárias para o uso desta técnica
(FRANKEN et al., 2011).
Werkema (2006), afirma que para se estabelecer as características da qualidade de um produto
ou serviço, torna-se necessário garantir a satisfação dos clientes. Para tanto, é preciso
transformar as características dos produtos em grandezas mensuráveis, as quais são
denominados itens de controle, que medem a qualidade intrínseca, vindo a caracterizar a
importância do CEQ.
CEQ pode ser definido como métodos estatísticos e de engenharia que são utilizados em
processos de medição, monitorização, controle e melhoria da qualidade (MONTGOMERY,
2009). Toledo, Batalha e Amaral (2000), acrescentam que o CEQ está relacionado à área de
desenvolvimento de ferramentas estatísticas de amostragem e de controle estatístico,
orientadas para o controle da qualidade de processos. Portanto, esses processos se
caracterizam como um enfoque preventivo centrado no acompanhamento e controle das
variáveis que podem influenciar na qualidade final dos produtos.
Vale ressaltar que a avaliação da qualidade de um processo é um aspecto de suma
importância, pois a obtenção, manutenção e melhoria da qualidade são vitais para a
sobrevivência e crescimento de uma organização (FRANKEN et al., 2011).
2.2. Controle estatístico de processo
A noção do uso de amostra de técnicas de análises estatísticas teve seu início nos anos de
1920. O objetivo deste conceito é a redução sistemática da variabilidade e o isolamento das
fontes de dificuldades durante a produção. Em 1924, Walter A. Shewhart, do Laboratório Bell
Telephone, desenvolveu o conceito de um gráfico de controle. Nos anos 1950 e 1960, o
desenvolvimento do controle de qualidade cresceu rapidamente, puxado pelo programa
espacial dos Estados Unidos (WALPOLE et al., 2008).
Os gráficos de controle oferecem diversas vantagens como ferramenta de controle da
qualidade: são relativamente simples de ser elaborados; permitem um ajuste contínuo do
processo, mantendo-o sob controle; oferecem uma visão gráfica do andamento do processo e
permitem avaliar a sua capacidade. Além disso, o seu custo é geralmente inferior ao de uma
inspeção por amostragem no produto acabado (IRWIN, 1965).
2.3. Gráficos de controle de processo
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
De acordo com Neufeld (2003), para que uma informação contida em um grande conjunto de
números faça sentido, é necessário resumi-los ou convertê-los em um quadro ou gráfico. A
ferramenta Excel® torna fácil a preparação de gráficos, principalmente quando trabalha em
conjunto com pacotes estatísticos adicionais, como é o caso do pacote Action® que possibilita
elaborar cartas de controle para avaliar a estabilidade do processo.
Walpole et al. (2008) descreve que o propósito do gráfico de controle de qualidade é
determinar se o desempenho de um processo está mantendo um nível de qualidade aceitável.
Um gráfico de controle tem a intenção de detectar os estados não aleatórios ou fora de
controle de um processo.
As causas de variação são classificadas em dois grupos: causas de variação comuns (não
assinaláveis) e especiais (assinaláveis). As causas comuns não podem ser evitadas, e quando o
processo apresenta somente causas de variação comuns, as variáveis do processo seguem uma
distribuição normal. Já as causas especiais podem ser eliminadas e são ocasionadas por
motivos claramente identificáveis e alteram os parâmetros do processo, média e desvio padrão
(CAMPOS; ROCHA, 2009).
Segundo as regras da Norma ISO 8258 (1991), um processo encontra-se fora de controle
estatístico quando se verifica uma das situações seguintes:
Regra 1 – Um ponto fora dos limites de controle.
Regra 2 – Nove pontos consecutivos de um mesmo lado da linha central.
Regra 3 – Seis pontos consecutivos em sentido ascendente ou descendente.
Regra 4 – Catorze pontos crescendo e decrescendo alternadamente.
Regra 5 – Dois de três pontos consecutivos na zona A, do mesmo lado da linha central.
Regra 6 – Quatro de cinco pontos consecutivos na zona B ou A, do mesmo lado da
linha central.
Regra 7 – Quinze pontos consecutivos na zona C.
Regra 8 – Oito pontos de ambos os lados da linha central, sem nenhum na zona C.
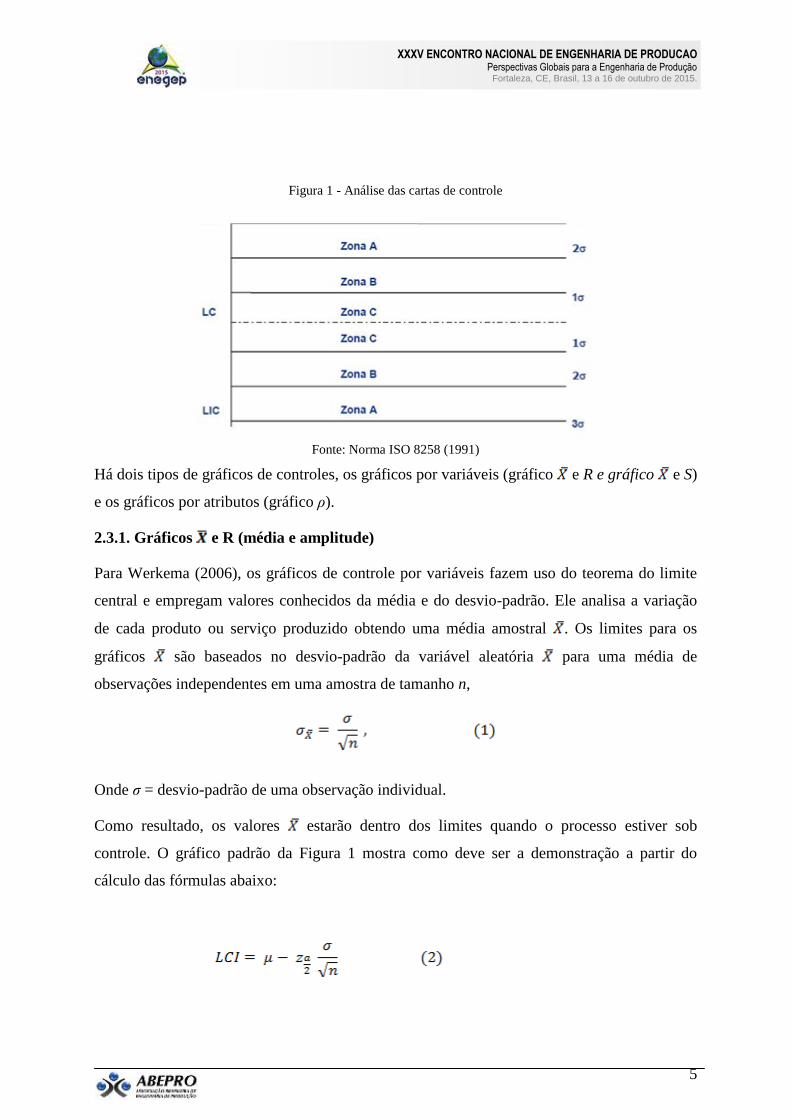
A Figura 1 demonstra o gráfico padrão para análise dos limites de controle, onde LCS é o
limite central superior, LCI é o limite central inferior, σ o desvio padrão, e LC o limite central.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
Figura 1 - Análise das cartas de controle
Fonte: Norma ISO 8258 (1991)
Há dois tipos de gráficos de controles, os gráficos por variáveis (gráfico e R e gráfico e S)
e os gráficos por atributos (gráfico ρ).
2.3.1. Gráficos e R (média e amplitude)
Para Werkema (2006), os gráficos de controle por variáveis fazem uso do teorema do limite
central e empregam valores conhecidos da média e do desvio-padrão. Ele analisa a variação
de cada produto ou serviço produzido obtendo uma média amostral . Os limites para os
gráficos são baseados no desvio-padrão da variável aleatória para uma média de
observações independentes em uma amostra de tamanho n,
Onde σ = desvio-padrão de uma observação individual.
Como resultado, os valores estarão dentro dos limites quando o processo estiver sob
controle. O gráfico padrão da Figura 1 mostra como deve ser a demonstração a partir do
cálculo das fórmulas abaixo:

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
A variabilidade do processo pode ser controlada por meio do uso de gráficos da amplitude
amostral, conhecido como gráfico R, que possui a mesma estrutura do gráfico . Como no
caso do gráfico , os limites 3σ são estabelecidos onde 3σ implica , sendo que
deve ser estimado com . Esta estimativa e o desvio padrão são baseados na distribuição da
amplitude relativa,
O desvio-padrão de W é uma função conhecida do tamanho da amostra e costuma ser
denotado por d3.
Portanto, as quantidades que definem o gráfico R são:
Onde as constantes D3 e D4 (dependendo somente de n) são:
2.3.2. Gráficos e S (média e desvio padrão)
Segundo Siqueira (1997), a amplitude é eficiente como um estimador σ, mas esta eficiência
decresce conforme o número de amostras. Tornou-se costumeiro corrigir S para aplicações
nos gráficos de controle. Sabe-se que:
No caso em que os X, são independentes, e normalmente distribuídas com média µ e variância
σ2,
(9)
Onde,

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
=
Γ(.) se refere à função gama. Além disso, a variância do estimador S é representada por:
As propriedades de S permitirão escrever os limites de controle para e S. Se a estatística S é
representada graficamente, os parâmetros óbvios do gráfico de controle são:
Linha central = (13)
(14)
A linha central se mantém em e os limites 3σ são meramente da forma , onde
é um estimador não viciado. Assim é suprimido como estimador de σ e, depois tem-
se:
A linha central = , onde .
2.3.3. Gráficos ρ (controle de atributos)
Walpole et al. (2008), mostra que em muitas aplicações, o controle de qualidade deseja
apenas saber se um item está ou não em conformidade, ou seja, não há medições contínuas
que sejam cruciais para o desempenho do item. Este tipo de amostragem é chamado de
amostragem para atributos.
Suponha que para todos os itens, a probabilidade de um item defeituoso seja p e que todos os
itens sejam produzidos independentemente. Então, em uma amostra aleatória de n itens
produzidos, considerando X o número de itens defeituosos, temos:
, x = 0,1,2,...,n (18)
Um estimador não viciado de p é a fração de defeituosos ou a proporção de defeitos, , na
qual,
Sabendo-se que,
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
Aplica-se os mesmos princípios 3σ usados nos gráficos de variáveis. Sendo p conhecido, a
estrutura dos gráficos envolverá o uso de limite 3σ, com
Portanto, para uma dada amostra, cada uma das n observações é relatada „defeituosa‟ ou „não
defeituosa‟. Em resultado, os limites de controle são:
A linha central = , onde é a proporção de defeituosos na i-ésima amostra.
2.4. Estabilidade do processo e índice de capacidade
A análise dos gráficos de controle permite determinar se um processo é estável, ou seja, se
não há presença de causas especiais de variação atuando sobre o mesmo. Para um processo ser
considerado estatisticamente estável, os pontos nos gráficos de controle devem distribuir-se
aleatoriamente em torno da linha média sem que haja padrões estranhos do tipo, tendências
crescentes ou decrescentes, ciclos, estratificações ou misturas, pontos fora dos limites de
controle.
Um processo estável ou sob controle estatístico apresenta previsibilidade, todavia é possível
que mesmo com variabilidade, produza itens defeituosos ou não conformes. Depois da
estabilização de um processo, a análise sobre a capacidade do mesmo proporcionará as
diretrizes para as tomadas de decisão como a mudança ou não do sistema produtivo, de acordo
com o caso constatado (LIMA et al., 2006).
Os limites de especificação medem a tolerância permitida da variabilidade de uma
característica importante do produto ou processo. Esses limites são conceitualmente diferentes
e na prática independentes dos limites de controle. A tolerância é calculada pelo desenhista do
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
processo ou produto na hora de sua concepção antes de qualquer tentativa de fabricação. Em
outras palavras, tolerância é um conceito teórico.
Segundo Caruso e Heleno (2009) a medida padrão da conformidade aos requisitos é a
capacidade do processo (Cpk). Esta é uma medida quantitativa, que demonstra o quanto de
variação existe em um produto ou em um processo qualquer, com respeito às exigências e/ou
especificações. À manufatura, em seguida, relata as “características-chave” Cpk aos seus
clientes finais. Tal como acontece com a Análise de Modo e Efeitos de Falha (FMEA),
qualquer parâmetro com uma capacidade inferior a um determinado índice linear exige ações
corretivas.
Os limites de controle, por outro lado, são valores calculados dos dados observados no chão
de fábrica e são valores práticos e não teóricos. Tolerância mede o que deve ser, enquanto os
limites de controle medem os resultados reais. O índice de capacidade é uma medida da
relação numérica entre os dois conceitos. Para processos centrados (Cp), é a distância entre o
limite de especificação superior (LES) e o limite de especificação inferior (LEI) dividida pela
variabilidade natural do processo igual a 6 desvios-padrão, conforme a equação 25
(SAMOHYL, 2006).
Onde:
Cp = índice de capacidade para processo centrado.
Para processos não centrados (Cpk), é calculado com a distância entre a média do processo e
um dos limites de especificação, conforme a equação 25.
Onde:
Cpk = índice de capacidade para processo não centrado;
σ = desvio-padrão;
X = média;
LEI = limite de especificação inferior;
LES = limite de especificação superior.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
O valor (LCS – LCI) é chamado muitas vezes de 6 sigmas, sendo uma distância de 6 desvios-
padrão. Quando o processo é capaz, os limites de controle ficam inteiramente dentro dos
limites de especificação, e o valor do índice é maior que 1,0. Um índice igual a 1,0 significa
que a taxa de rejeição de produto fica em 27 itens a cada 10.000 produzidos. Geralmente, as
indústrias buscam índices maiores que 1,33, e, se for chegar ao valor fantástico de 2,0,
significa que a tolerância está em 12 desvios-padrão da distância, ou 6 desvios-padrão da linha
central. Com o índice igual a 2,0, a taxa de rejeição é de 2 itens defeituosos para uma
produção de 10 bilhões (SAMOHYL, 2006).
3. Metodologia
Esta pesquisa foi realizada através da coleta de dados de 60 dias das ordens de serviço de
revisão de 10.000 km de uma concessionária de veículos automotores, situada na cidade de
Goiânia/GO, nos meses de Agosto e Setembro de 2014. Os dados foram exportados para uma
planilha eletrônica Excel® e tratados com um pacote estatístico denominado Action® com o
qual é possível elaborar cartas de controle para avaliar a estabilidade do processo.
Portanto, a metodologia utilizada para este artigo é o estudo de caso do tipo exploratório,
podendo ser utilizada para desenvolver ideias e perguntas de investigação (SOUSA, 2005).
O estudo de caso é um estudo de caráter empírico que investiga um fenômeno atual no
contexto da vida real, geralmente considerando que as fronteiras entre o fenômeno e o
contexto onde se insere não são claramente definidas (YIN, 2001).
Como benefício, um estudo de caso tem a possibilidade de desenvolver novas teorias e
aumentar o entendimento sobre eventos reais e contemporâneos. Isto faz com que esta
abordagem metodológica seja frequentemente utilizada na área de Engenharia de Produção e
Operações no Brasil. (MIGUEL, 2012).
Com relação aos dados e métodos empregados, este é um trabalho quantitativo, começando
pelo tipo de dados analisados e pelas questões formuladas a respeito deles. (SANTOS, 1991)
Com respeito a sua função, pode ser enquadrado como uma pesquisa exploratória já que um
tipo específico Controle Estatístico de Processo foi aplicado na busca do conhecimento sobre
os tempos empregados na revisão de 10.000 km nos veículos automotores. Conforme
apresentado por Richardson (1989, p. 281) “a pesquisa exploratória procura conhecer as
características de um fenômeno para encontrar explicações das causas e consequências do dito

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
SERVIÇO: REVG10 - REVISÃO DE 10.000 KM 46,20 Minutos
Tempo Padrao = 42,00 minutos 27,30 Minutos
SequenciaNr. OS Servico Produtivo Inicio Inicio Final Final Tempo Gasto HORA MINUTO
1 174078 REVG10 214 01/08/2014 10:38 01/08/2014 11:20 00:42 - 42,00
2 174164 REVG10 261 04/08/2014 10:19 04/08/2014 11:00 00:41 - 41,00
3 174195 REVG10 262 04/08/2014 10:29 04/08/2014 11:12 00:43 - 43,00
4 174199 REVG10 241 04/08/2014 13:58 04/08/2014 14:41 00:43 - 43,00
5 174218 REVG10 241 04/08/2014 14:08 04/08/2014 14:50 00:42 - 42,00
6 174223 REVG10 261 04/08/2014 14:26 04/08/2014 15:08 00:42 - 42,00
7 174256 REVG10 261 05/08/2014 09:18 05/08/2014 09:58 00:40 - 40,00
8 174288 REVG10 261 05/08/2014 10:59 05/08/2014 11:40 00:41 - 41,00
9 174307 REVG10 241 05/08/2014 09:56 05/08/2014 10:40 00:44 - 44,00
10 174313 REVG10 238 05/08/2014 10:23 05/08/2014 11:04 00:41 - 41,00
Limite Superior:
Limite Inferior:
141 178683 REVG10 238 30/09/2014 10:56 30/09/2014 11:36 00:40 - 40,00
142 178696 REVG10 261 30/09/2014 14:14 30/09/2014 14:55 00:41 - 41,00
143 178700 REVG10 241 30/09/2014 10:20 30/09/2014 11:00 00:40 - 40,00
144 178726 REVG10 241 30/09/2014 12:10 30/09/2014 12:51 00:41 - 41,00
145 178731 REVG10 214 30/09/2014 10:26 30/09/2014 11:07 00:41 - 41,00
fenômeno”. Segundo Santos (1991) a pesquisa exploratória é o contato inicial com o tema a
ser analisado, com os sujeitos a serem investigados e com as fontes secundárias disponíveis.
Os dados foram submetidos ao teste de normalidade de Shapiro-Wilk, para saber se estes
seguem uma distribuição normal. Em seguida foi efetuado o cálculo do índice de capacidade.
As variáveis de tempo padrão, limite superior e inferior são determinados pela fabricante dos
veículos, fornecedora da concessionária, conforme demonstrado no Quadro 1, sendo 10% de
limite superior (46,20 min.) e 65% de limite inferior (27,30 min.) em relação ao tempo padrão
(42 min.).
O modelo estabelecido por Shewart utiliza a média aritmética dos valores resultantes das
medições realizadas de forma amostral, como medida de posição do processo. Admite-se três
desvios - padrões acrescidos à média, definindo o Limite Superior de Controle (LSC) e três
desvios – padrões decrescidos à média, definindo o Limite Inferior de Controle (LIC) do
processo (ARAÚJO et al., 2010).
4. Resultados e discussões
Os dados da coleta estão demonstrados do Quadro 1 que contém o registro das ordens de
serviço da revisão de 10.000 km dos veículos.
Quadro 1 - Ordens de serviços de revisão 10.000 km
....
Fonte: Autores (2014)
Dos dados da tabela foi extraída a média dos valores da coluna MINUTO e obtemos =
41,21. O tempo esperado para realização do serviço é de 42 minutos.
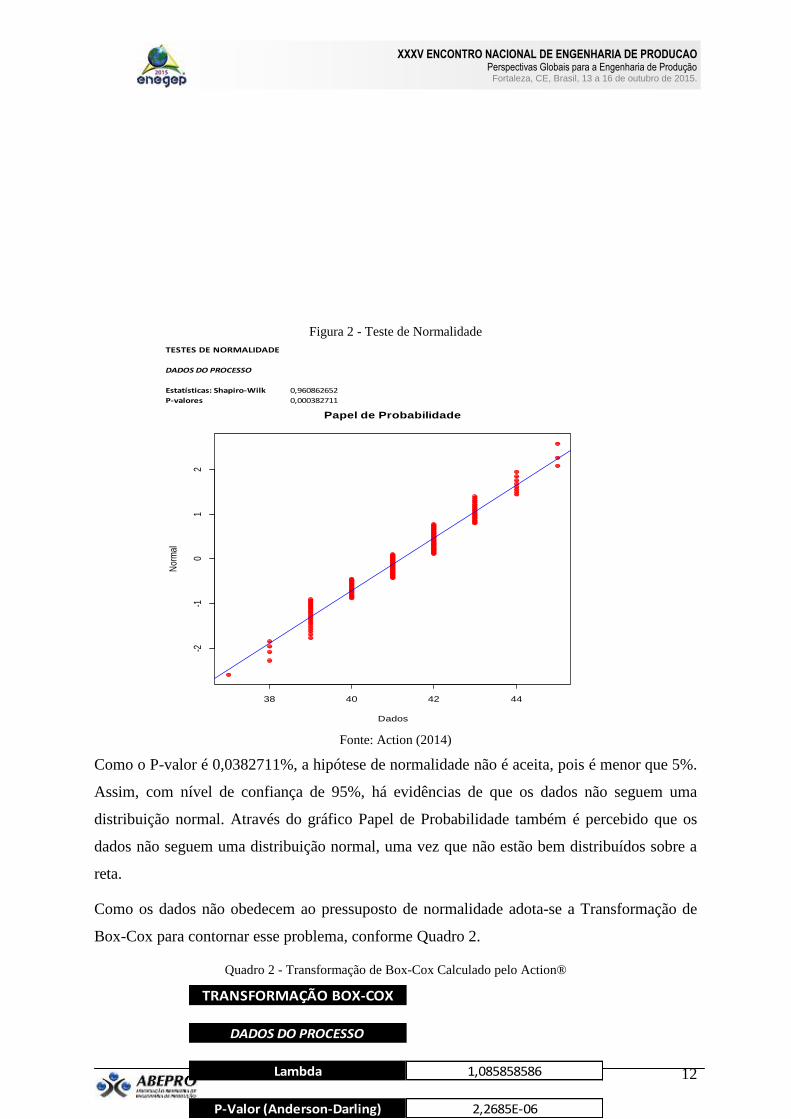
O primeiro passo é submeter o conjunto de dados ao teste de normalidade de Shapiro-Wilk
para saber se estes obedecem a uma Distribuição Normal, como é mostrado na Figura 2.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
TESTES DE NORMALIDADE
DADOS DO PROCESSO
Estatísticas: Shapiro-Wilk 0,960862652
P-valores 0,000382711
38 40 42 44
-2-1
01
2
Papel de Probabilidade
Dados
Nor
mal
TRANSFORMAÇÃO BOX-COX
DADOS DO PROCESSO
Lambda 1,085858586
P-Valor (Anderson-Darling) 2,2685E-06
Figura 2 - Teste de Normalidade
Fonte: Action (2014)
Como o P-valor é 0,0382711%, a hipótese de normalidade não é aceita, pois é menor que 5%.
Assim, com nível de confiança de 95%, há evidências de que os dados não seguem uma
distribuição normal. Através do gráfico Papel de Probabilidade também é percebido que os
dados não seguem uma distribuição normal, uma vez que não estão bem distribuídos sobre a
reta.
Como os dados não obedecem ao pressuposto de normalidade adota-se a Transformação de
Box-Cox para contornar esse problema, conforme Quadro 2.
Quadro 2 - Transformação de Box-Cox Calculado pelo Action®

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
0,994683924
1,902725532
2,800106575
1,005344488
1,005344488
POTENTIAL (WITHIN) CAPABILITY
Capacidade
CP
CPI
CPS
CPK
Fonte: Action (2014)
Após a Transformação de Box-Cox, o P-valor ao invés de melhorar, sofre uma redução ainda
maior, atingindo o valor de 0,000022685%, o que não permite a aceitação da hipótese de
normalidade, já que o valor é menor que 5%. Assim, com nível de confiança de 95%, há
evidências de que os dados não seguem uma distribuição normal. Serão utilizados os dados
iniciais da Tabela 1, pois mesmo não sendo normais, aproximam-se mais do valor de 5% se
comparados com os dados da Transformação de Box-Cox.
Figura 3 - Gráfico Transformação de Box-Cox
Fonte: Action (2014)
No Quadro 2 e na Figura 3 é possível perceber que o valor que maximiza a função de Box-
Cox é aproximadamente λ = 1,09.
A capacidade/performance do processo do tempo de atendimento para revisões de veículos de
10.000 km, como visto na Tabela 1, segue as especificações LSE = 46,20 e LIE = 27,30,
sendo a unidade de medida em minutos. Assim, pelo Quadro 3, tem-se:
Quadro 3 - Índice de Capacidade Calculado pelo Action®
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
36
38
40
42
44
46
48
Gráfico de Valores Individuais
Peças
Va
lore
s In
div
idu
ais
36.24
41.21
46.17
2
2
2
0
2
4
6
8
Gráfico de Amplitude Móvel
Peças
Am
plitu
de
Mó
ve
l
0
1.868056
6.102937
1 1
2
2
Fonte: Action (2014)
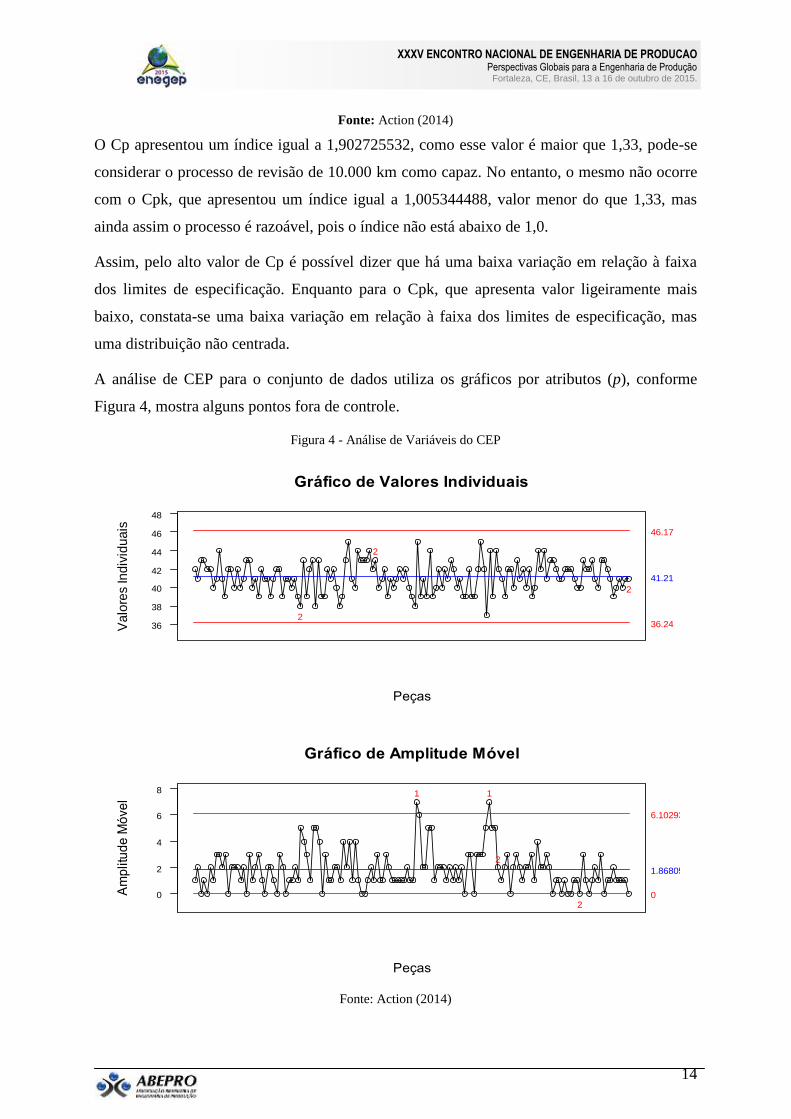
O Cp apresentou um índice igual a 1,902725532, como esse valor é maior que 1,33, pode-se
considerar o processo de revisão de 10.000 km como capaz. No entanto, o mesmo não ocorre
com o Cpk, que apresentou um índice igual a 1,005344488, valor menor do que 1,33, mas
ainda assim o processo é razoável, pois o índice não está abaixo de 1,0.
Assim, pelo alto valor de Cp é possível dizer que há uma baixa variação em relação à faixa
dos limites de especificação. Enquanto para o Cpk, que apresenta valor ligeiramente mais
baixo, constata-se uma baixa variação em relação à faixa dos limites de especificação, mas
uma distribuição não centrada.
A análise de CEP para o conjunto de dados utiliza os gráficos por atributos (p), conforme
Figura 4, mostra alguns pontos fora de controle.
Figura 4 - Análise de Variáveis do CEP
Fonte: Action (2014)
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
Análise de Performance do Processo
Valores
De
nsid
ad
e
30 35 40 45
0.0
00
.05
0.1
00
.15
0.2
00
.25
0.3
0
LIE Alvo LSE
Os pontos fora de controle sugerem uma investigação dos processos para corrigir as não
conformidades.
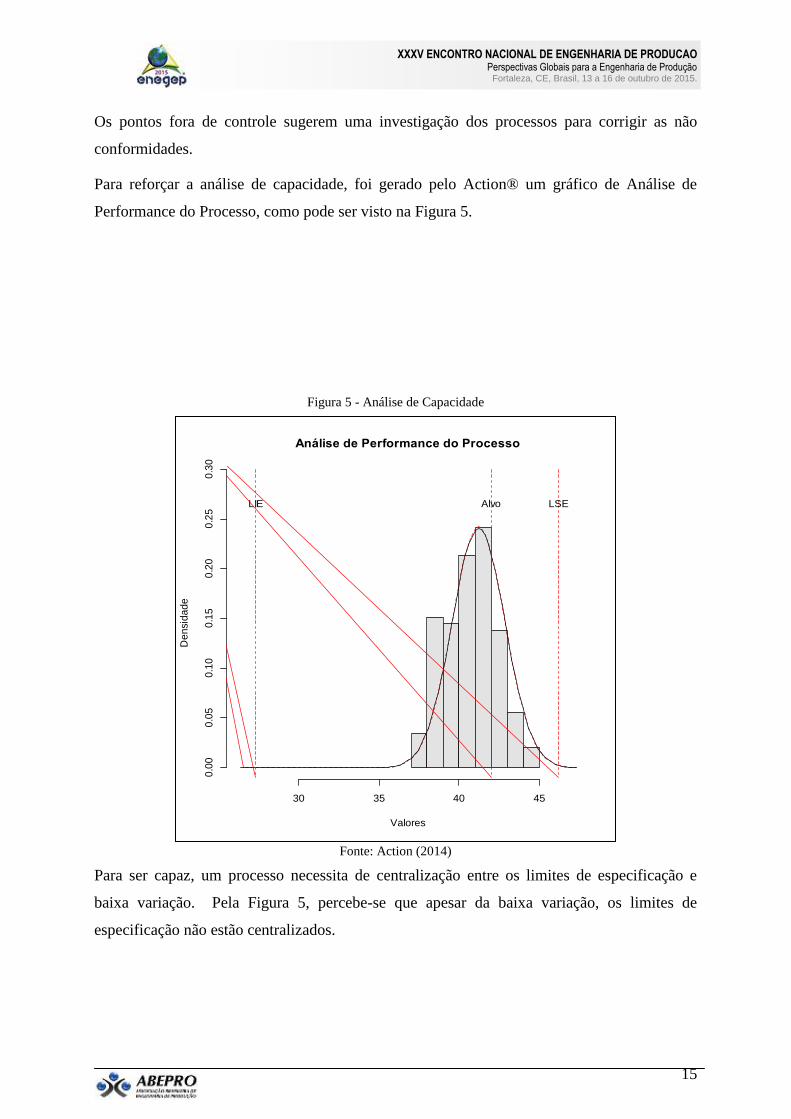
Para reforçar a análise de capacidade, foi gerado pelo Action® um gráfico de Análise de
Performance do Processo, como pode ser visto na Figura 5.
Figura 5 - Análise de Capacidade
Fonte: Action (2014)
Para ser capaz, um processo necessita de centralização entre os limites de especificação e
baixa variação. Pela Figura 5, percebe-se que apesar da baixa variação, os limites de
especificação não estão centralizados.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
O tempo de atendimento do processo pesquisado vem sendo cumprido sem grandes
problemas, embora esse tempo de atendimento tenda a se aproximar do limite superior, o que
requer certo cuidado para que futuramente a margem máxima de tempo não seja ultrapassada.
5. Considerações finais
Após aplicar os conceitos de controle estatístico de processo para avaliar o tempo de
atendimento de revisões de 10.000 km em veículos automotores, o tempo de serviço mostrou-
se controlado estatisticamente, apresentando um padrão comum de tempo de atendimento,
porém que aproxima-se muitas vezes do limite superior definido pela montadora, oferecendo
margem para futuros atrasos.
Conforme apontado por Campos e Rocha (2009), o estudo evidencia que para melhorar esse
serviço não é apenas necessárias alterações pontuais, mas, melhorias em questões amplas, pois
não são causas especiais que devem ser sanadas, mas sim, causas comuns, isso quer dizer que
são intrínsecas ao processo de revisão preconizado pela montadora. Para tais melhorias, são
recomendados estudos na área de planejamento e controle do processo como um todo,
analisando as deficiências em cada etapa para conseguir identificar as falhas e corrigi-las,
quando possível.
Para tal estudo recomenda-se a utilização de outras ferramentas da qualidade como Gráficos
de Pareto e Diagrama de Ishikawa. Assim torna-se possível melhorar o serviço prestado a
partir das informações fornecidas pelo próprio setor de revisão automotiva da concessionária.
Como é possível perceber, a aplicação de tal ferramenta torna-se de grande importância para
aferição do desempenho, não só individual de cada mecânico como de toda a concessionária,
pois atualmente o grande diferencial em qualidade está exatamente na prestação dos serviços
que cada montadora oferece no pós-vendas.
REFERÊNCIAS
ARAÚJO, P. C., BORGES, C. D.; LIMA; M. D. F.; GURGEL, R. F. Aplicação do Controle Estatístico do
Processo no Tempo de Espera da Urgência Clínica Hospitalar: um Estudo de Caso. VI Congresso Nacional de Excelência em Gestão, Niterói-RJ, 2010.
CAMPOS, R. V. M.; ROCHA, R. P. O Controle Estatístico de Processos (CEP) para o Monitoramento da
Qualidade do Farelo Lex no Processo do Óleo de Soja na Empresa CAC. IV EPCT – Encontro de Produção Científica e Tecnológica. 2009.
CARUSO, A. M. D.; HELENO, L. A. Seis Sigma: uma Abordagem Conceitual como Metodologia de Gestão
ou Ferramenta para Melhoria da Qualidade. In: XXIX Encontro Nacional de Engenharia de Produção - ENEGEP, Salvador, Bahia, 2009.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
FRANKEN, D. A.; HAMMES, J.; POLACINSKI, E.; DAL MOLIN, A. Controle Estatístico de Processos:
uma Aplicação em uma Empresa de Negócios. In: XI Semana de Engenharia de Produção Sul-Americana - SEPROSUL, Santa Maria, Rio Grande do Sul, 2011.
ISO - International Organization for Standardization; ISO/TC 69. Applications of Statistical Methods -
Shewhart Control Charts - ISO 8258:1991. Ed. ISO, 1991. IRWIN, R. D. Quality Control and Industrial Statistics. Illinois: Library of Congress, Homewood, 1965. LIMA, A. A. N. ; LIMA, J. R.; SILVA, J. L.; ALENCAR, J. R. B.; SOARES SOBRINHO, J. L; LIMA; L. G.;
ROLIM NETO, P. J. Aplicação do Controle Estatístico de Processo na Indústria Farmacêutica. Revista de
Ciências Farmacêuticas Básica Aplicada, v.27, n.3, p. 177-187, 2006.
MIGUEL, P. A. C. Metodologia de Pesquisas em Engenharia da Produção e Gestão de Operações. 2 ed. Rio de Janeiro: Ed. Campus, 2012.
MONTGOMERY, D. C. Introduction to Statistical Quality Control. 6ª ed. Editora John Wiley & Sons, Inc. New Jersey, 2009.
NEUFELD, J. L. Estatística Aplicada à Administração – Usando Excel. Editora Pearson Prentice Hall. São Paulo, 2003.
PINTO, R. S.; MORAIS, I. K. L.; ABREU JÚNIOR, F. R.; REBOUÇAS, M. S. C.; OLIVEIRA, A. J. Controle
Estatístico do Processo: um Estudo de Caso em uma Confecção. In: VII Simpósio de Engenharia de Produção Nordeste – SEPRONE, Mossoró, RN, 2012.
RICHARDSON, R. Pesquisa Social: Métodos e Técnicas. São Paulo: Atlas, 1989.
SAMOHYL, R. W. Controle Estatístico de Processo e Ferramentas da Qualidade. In: MONTEIRO, Marly (Coord.). Gestão da Qualidade, Teoria e Casos. Rio de Janeiro: Elsevier; Campus, 2006.
SANTOS, J. V. T. A Construção da Viagem Inversa. Cadernos de Sociologia. Porto Alegre, v. 3, n. 3, p. 55-88, jan./jul. 1991.
SIQUEIRA, L. G. P. Controle Estatístico do Processo. São Paulo: Pioneira, 1997.
SOUSA, R. Case Research in Operations Management. EDEN Doctoral Seminar on Research Methodology in Operations Management. Bruxelas, 2005. TOLEDO, J. C.; BATALHA, M. O.; AMARAL, D. C. Qualidade Agroalimentar: Situação Atual e Perspectivas.
Revista de Administração de Empresas, v. 40, n. 2, p. 90-101, 2000.
WALPOLE, R. E.; MYERS, R. H.; MYERS, S. L.; YE, K. Probabilidade & Estatística para Engenharia e
Ciências. 8ª ed. Editora Pearson Prentice Hall. São Paulo, 2008.
WERKEMA, M. C. C. Ferramentas Estatísticas Básicas para o Gerenciamento de Processos. Belo Horizonte: Werkema, 2006.
YIN, R. K. Estudo de Caso: Planejamento e Método. 2 ed. São Paulo: Bookman, 2001.