Engenharia de Fabricação Mecânica · das sequências, cadeias dimensionais, capacidades de cada...
28
Oswaldo Luiz AGOSTINHO Engenharia de Fabricação Mecânica
Transcript of Engenharia de Fabricação Mecânica · das sequências, cadeias dimensionais, capacidades de cada...

Oswaldo LuizAGOSTINHO
Engenharia de
FabricaçãoMecânica

Engenharia de
FabricaçãoMecânica

C0055.indd ii 21/07/18 5:24 PM

Oswaldo LuizAGOSTINHO
Engenharia de
FabricaçãoMecânica
© 2018, Elsevier Editora Ltda. Todos os direitos reservados e protegidos pela Lei 9.610 de 19/02/1998. Nenhuma parte deste livro, sem autorização prévia por escrito da editora, poderá ser reproduzida ou transmitida sejam quais forem os meios empregados: eletrônicos, mecânicos, fotográfi cos, gravação ou quaisquer outros.
ISBN: 978-85-352-8682-3 ISBN (versão digital): 978-85-352-8771-4
Copidesque: Augusto Coutinho Revisão tipográfi ca: Gabriel Pereira Editoração Eletrônica: Thomson Digital
Elsevier Editora Ltda. Conhecimento sem Fronteiras
Rua da Assembleia, n° 100 – 6° andar – Sala 601 20011-904 – Centro – Rio de Janeiro – RJ
Rua Quintana, 753 – 8° andar 04569-011 – Brooklin – São Paulo – SP
Serviço de Atendimento ao Cliente 0800 026 53 40 [email protected]
Consulte nosso catálogo completo, os últimos lançamentos e os serviços exclusivos no site www.elsevier.com.br
NOTA Muito zelo e técnica foram empregados na edição desta obra. No entanto, podem ocorrer erros de digitação, impressão ou dúvida conceitual. Em qualquer das hipóteses, solicitamos a comunicação ao nosso serviço de Atendimento ao Cliente para que possamos esclarecer ou encaminhar a questão.
Para todos os efeitos legais, a Editora, os autores, os editores ou colaboradores relacionados a esta obra não assumem responsabilidade por qualquer dano/ou prejuízo causado a pessoas ou propriedades envolvendo responsabilidade pelo produto, negligência ou outros, ou advindos de qualquer uso ou aplicação de quaisquer métodos, produtos, instruções ou ideias contidos no conteúdo aqui publicado.
A Editora
CIP-BRASIL. CATALOGAÇÃO NA PUBLICAÇÃOSINDICATO NACIONAL DOS EDITORES DE LIVROS, RJ
A221e
Agostinho, Oswaldo Luiz Engenharia de fabricação mecânica / Oswaldo Luiz Agostinho. - 1. ed. - Rio deJaneiro : Elsevier, 2018. : il. ; 28 cm.
Inclui índice ISBN 978-85-352-8682-3
1. Engenharia mecânica. 2. Processos de fabricação. I. Título.
18-51124 CDD: 621.8 CDU: 621.8
Meri Gleice Rodrigues de Souza - Bibliotecária CRB-7/6439
C0060.indd iv 21/07/18 5:47 PM

À minha esposa Terezinha, pelo apoio e compreensão que sempre demonstrou. A meus fi lhos Larissa, André e Rafael, pelo incentivo constante.
C0065.indd v 21/07/18 6:01 PM

C0065.indd vi 21/07/18 6:01 PM

Agradecimentos
Agradeço profundamente aos amigos e mestres que sempre me incentivaram na extensa jornada que resultou nesta obra.
Ao Professor Titular Rosalvo Tiago Ruffi no, que me orientou no caminho da precisão acadêmica necessária que resulta em rigor de conceitos.
Ao Engenheiro e Professor Antonio Carlos dos Santos Rodrigues, companheiro constante nos passos iniciais, tanto empresariais quanto acadêmicos, na direção da sistematização dos conceitos de Engenharia de Fabricação.
Ao Professor João Lirani, companheiro nos passos iniciais na direção da sis-tematização dos conceitos de Engenharia de Fabricação.
Ao Engenheiro Alberto Ferraz de Abreu, que nunca deixou de incentivar-me e lembrar-me da necessidade desta obra.
Aos profi ssionais da Engenharia de Processos de Equipamentos Clark Ltda., posteriormente Eaton Ltda., Divisão de Transmissões, que, com formação calcada no conhecimento prático (portanto tácito), iniciaram-me nesta parte do conhecimento da Engenharia.
C0070.indd vii 21/07/18 6:29 PM

C0070.indd viii 21/07/18 6:29 PM

Prefácio
O desenvolvimento de uma nação contemporânea depende signifi cativamente de sua capacidade de transformar materiais básicos em produtos de qualidade. Da mesma forma, a efi ciência dos processos de transformação e sua articulação no ambiente de produção são fatores essenciais para o sucesso de um empreendimento industrial.
Claro que o sucesso de uma empresa industrial depende também de sua estratégia, desempenho comercial ou ainda de sua inserção em cadeias de suprimentos e das características funcionais dos produtos e sua qualidade.
Há, entretanto, um conjunto essencial de tecnologias que têm relação direta com a produtividade, qualidade e custos do produto acabado: são as tecnologias de fabricação ou tecnologias de manufatura. No Brasil há uma percepção relativamente pequena, e por vezes insufi ciente, sobre o valor desse conjunto de tecnologias e de sua articulação para a fabricação de produtos industriais mecânicos. A prova disso é que o tema era tratado entre os anos 1990 e 2010 (pelo então Ministério da Ciência e Tecnologia), como tecnologia industrial básica, ou seja, algo de nível mais técnico, com pouca percepção de seu potencial inovador no ganho de produtividade e consequente competitividade.
Hoje isso mudou. A manufatura agora é avançada e a prioridade do Governo, CNI e outros órgãos representativos passou a ser a Indústria 4.0 , que se propõe a associar grandes produtividades às desejadas variabilidades de tipos de produtos, explorando os benefícios das tecnologias de informação, big data , automação e robótica industrial: a chamada customização em massa. Mas a questão que permanece é: simplesmente aplicando essas tecnologias da indústria 4.0 aumentaríamos a competitividade de empresas industriais? A resposta para essa questão é naturalmente negativa.
Não é possível se obter produtividade apenas com a aplicação de automação, coletas e análises de dados, sistemas de monitoramento ou robótica colaborativa/inteligente, sem uma boa base de tecnologia de fabricação. Isso inclui processos adequados e capazes executados em máquinas confi áveis, articulados em sequências de fabricação otimi-zadas, que permitam garantir o desempenho da produção e a qualidade dos produtos.
Não adiantaria tentar aumentar a produtividade apenas implantando tecnologias 4.0 em um ambiente com sequências de fabricação mal formuladas ou não otimizadas. É altamente necessária uma base de conhecimento sólida na formulação das sequências de operações e processos de forma a garantir desempenho da produção com a quali-dade esperada no produto acabado, tornando-o competitivo. A indústria, de maneira geral e em especial no Brasil, é carente dessa base cujo escopo é altamente intenso de conhecimentos de engenharia e depende muito de experiências de aplicação. Trata-se de conhecimento que se acumula com a vivência no ambiente fabril e é formado de muito know how com pouca informação disponível em livros, normas ou internet.
Nesse contexto surge, a partir da experiência do ambiente industrial, a Engenharia de Fabricação e, mais especifi camente, a Engenharia de Processos de Fabricação. Os profi s-sionais dessa área, ou Engenheiros de Processos de Fabricação, foram normalmente sendo formados na prática, aprendendo e incorporando o status quo com limitada capacidade de criação no Brasil. Inovar nesse ambiente tem sido uma árdua tarefa para um jovem engenheiro, uma vez que a forma de trabalho existente é sempre fortemente enraizada na cultura histórica da organização com pouca fl exibilidade para mudanças.
C0075.indd ix 21/07/18 6:40 PM
x Prefácio
Mais crítico ainda é que a formulação das sequências de fabricação, operações, processos e equipamentos é o elemento básico do projeto da fábrica que precede ao projeto das linhas de produção e a base para a defi nição e realização dos investimentos industriais. Erros nessa etapa podem levar a excessos desnecessários de investimentos ou à frustração no resultado, com processos incapazes de oferecer a produtividade e/ou a qualidade necessários.
Apesar da relevância desse tema, muito pouco se ensina sobre ele nos cursos de enge-nharia no Brasil e no mundo. São raros os livros de engenharia que tratam dos temas relacionados com a Engenharia de Processos de Fabricação de forma integrada e que per-mitam ao estudante realmente compreender e formular sequências otimizadas de proces-sos. Os temas envolvidos são diversos e incluem a defi nição de sobremetais de usinagem entre operações, tolerâncias intermediárias de processos, sistemas de referência ao longo das sequências, cadeias dimensionais, capacidades de cada processo, entre diversos outros.
Há, entretanto, casos de sucesso. A Escola de Engenharia de São Carlos da USP e a Faculdade de Engenharia Mecânica da UNICAMP são bons exemplos de ensino nessa área, pois podem contar com o privilégio de ter em seus quadros engenheiros altamente competentes e dedicados simultaneamente à fábrica e ao ensino e pesquisa em engenharia.
Em ambas instituições se destaca o Prof. Oswaldo Luiz Agostinho, cuja carreira foi sempre permeada por um intenso trânsito entre ambientes industriais e acadêmicos. Graças a ele, há cursos que ensinam Engenharia de Processos de Fabricação e formam profi ssionais aptos a inovar na formulação de sequências robustas de fabricação, tanto na USP quanto na UNICAMP.
Mais que isso, O Prof. Agostinho agora nos presenteia com a formalização desses conhecimentos na presente obra. São cerca de 40 anos de experiência de fábrica e escola agora reunidos num texto de alta relevância para o sucesso de qualquer empreendi-mento industrial metal mecânico.
Este livro é o segundo de uma sequência. O primeiro é Tolerâncias, Ajustes, Desvios e Análise de Dimensões (ed. Blucher, 1977, 1ª edição). Tive o prazer de estudar por ele e o privilégio de ter o próprio Prof. Agostinho como mestre.
O conteúdo do presente livro adiciona mais um elemento formal e explícito à vasta con-tribuição deste professor com a Engenharia Brasileira. Nele, os engenheiros e estudantes de engenharia encontrarão os raciocínios, critérios, métodos e uma lógica para projetar o coração de um empreendimento de manufatura: a sequência de fabricação dos produtos com todos seus elementos, pilar principal para a especifi cação das máquinas, sistemas de automação, layout, simulações e projeto fi nal das linhas de produção.
Esse livro oferece o caminho para a construção de uma base tecnológica sólida em manufatura. Somente com ela será possível atingir os resultados desejados da indús-tria 4.0 ou da Manufatura Avançada. Para além disso, a presente obra torna possível disponibilizar seu rico conteúdo para os engenheiros encarregados de projetar ou de otimizar a produtividade de linhas de produção, bem como para o ensino das futuras gerações de profi ssionais da Engenharia de Processos de Fabricação, de forma a atuarem na dura tarefa de recuperar a competitividade da indústria Brasileira.
São Carlos, 14 de Abril de 2018
João Fernando Gomes de Oliveira Professor Titular da EESC – USP
Vice-Presidente da Academia Brasileira de Ciências
C0075.indd x 21/07/18 6:40 PM
Introdução
Eu acredito que aprendi as minhas canções com os pássaros da fl oresta brasileira.
Antonio Carlos Jobim
O progresso tecnológico e os futuros desenvolvimentos de setores da economia dependem dos avanços obtidos na fabricação de bens e no desenvolvimento de fabricação mais competitiva nas empresas de bens de capital e de consumo.
De maneira geral, pode-se afi rmar que a evolução tecnológica é caracterizada pela junção íntima entre projetos evoluídos de produtos e desenvolvimento de metodologias, métodos e modelos mais efetivos para sua fabricação. É condição necessária e sufi ciente que as especifi cações obtidas nos produtos físicos, após a sua fabricação, guardem relação biunívoca com as respectivas especifi cações constantes no seu desenho de produto, para mantê-lo competitivo e com quali-dade constante. Consequentemente, é preciso estabelecer o caminho lógico que, partindo das especifi cações do projeto de produto, gere o produto físico, manten-do-se biunivocamente as especifi cações do projeto do produto. A determinação estável desse caminho é imprescindível para que os produtos fabricados atendam ao Princípio da Intercambiabilidade, com qualidade fi nal estabelecida pelas especifi cações do projeto do produto, atendendo ao Princípio da Qualidade. Esse conhecimento é, na sua maioria, de natureza tácita, ou seja, provém da experiência acumulada e da vivência ao longo do tempo por pessoas que militam nesse campo de atividades. É necessário que o conhecimento seja explicitado através de normas, procedimentos e empoderamento de conhecimento, em substituição ao conhecimento tácito adquirido pelos funcionários ao longo do tempo de trabalho na organização. As difi culdades que se tem encontrado foram o motivo de se agrupar esses conceitos de modo a sistematizá-lo e, consequentemente, facilitar o seu uso, transformando-o em conhecimento explícito. O conhecimento explícito assim estruturado permite a formação de novos profi ssionais através de treinamento em empresas e cursos formais oferecidos pelas instituições de ensino.
Esse conjunto de conhecimentos será aqui denominado Engenharia de Proces-sos de Fabricação como parte de um conjunto de conhecimentos mais abran-gentes denominado Engenharia de Fabricação. A Engenharia de Processos de Fabricação emprega extensivamente ciências teóricas e aplicadas, sintetizando o seu conteúdo em conformidade com os problemas e difi culdades de fabricação de bens. Em adição a essa síntese, os princípios teóricos básicos são desenvolvidos pela sistematização e generalização da pesquisa e experiências de produção e fabricação. Soluções abrangentes são necessárias para problemas que aparecem no planejamento de processos, e são possíveis somente quando embasadas em estudos aprofundados dos métodos de fabricação e de materiais. Consequen-temente, o conhecimento de usinagem dos metais, conformação dos metais,
C0080.indd xi 23/07/18 11:21 AM

xii Introdução
tratamentos térmicos, obtenção de peças plásticas e recobrimentos superfi ciais é parte importante da Engenharia de Processos.
Deve-se ressaltar, no entanto, que não é escopo da Engenharia de Processos de Fabricação desenvolver a essência dos processos de fabricação nos seus aspectos fenomenológicos. Ela trata das características comparativas dos diferentes processos usados na fabricação de peças e montagens, afi m de selecioná-los devidamente e empregá-los adequadamente em sequência de operações, sob condições defi nidas dos meios produtivos. Portanto, nesta obra, quando da referência a processos de fabricação, deve-se entender a sequência de operações encadeadas para se fabricar uma peça ou produto.
Caracterizando-se a Engenharia de Processos de Fabricação como aplicação dos conceitos de Engenharia nas práticas de fabricação de peças, deve-se observar que seu objetivo é o estudo de modelos e metodologias que viabilizem estavel-mente fabricar-se produtos dentro de qualidade especifi cada, em proporção pres-crita por volume de produção requerido, com quantidade factível de trabalho na forma de esforço humano ou automatizado .
A Engenharia de Processos de Fabricação é um recurso muito importante para a educação e o treinamento de especialistas de empresas fabricantes de bens. Ela provê conhecimento necessário não somente para o trabalho recorrente em suas atividades, mas também para atividades criativas nos campos de planejamento de novos métodos de fabricação de maneira progressiva, assim como no projeto de novos equipamentos e máquinas empregados na fabricação, usando-se métodos produtivos mais efi cientes.
Retrospectivamente, os conceitos apresentados nesta obra são considerados básicos para os projetos de roteiros e operações de fabricação. No entanto, eles são difíceis de serem encontrados na literatura especializada. A razão principal, acredito, foi que a pesquisa acadêmica se concentrou mais nos aspectos fenomenológicos das operações de usinagem, conformação, fundição, estampagem etc. A composição e o encadeamento desses processos de fabricação em operações de um roteiro ordenado foram deixados para os engenheiros e técnicos das organizações de fabricação. Uma boa parte deles militava e milita em empresas que receberam esses conceitos de suas matrizes, principalmente as internacionais. Eu, pessoalmente, junto com outros amigos engenheiros, aprendi na prática do dia a dia, com técnicos altamente especializados e experientes. A minha formação acadêmica de engenharia, aliada à minha segunda atividade de professor na escola de Engenharia de São Carlos da Universidade de São Paulo, e da Faculdade de Engenharia Mecânica levou-me a converter a prática industrial em teoria acadêmica, transportando o conhecimento tácito, provindo da experiência, para o conhecimento explícito, agora totalmente consolidado nesta obra. É preciso destacar que um dos arcabouços teóricos principais nessa jornada foram os livros editados pela Editora MIR Publishers, de autores professores pertencentes, em sua maioria, à Academia Soviética de Ciências. São livros publicados nas décadas de 1970 e 1980, que se mostram, até hoje, muito atuais.
O objetivo principal desta obra é criar condições de sistematizar o conhecimento existente na fabricação de bens, muitas vezes na forma de práticas acumuladas, experiências de tecnólogos e engenheiros que militam nessas áreas do conhecimento.
C0080.indd xii 23/07/18 11:21 AM

Introdução xiii
Atendendo a esse objetivo, este livro é composto por vários capítulos, a saber:
Capítulo 1. Fabricação: Princípios Tecnológicose Modelos Competitividade; Planejamento tecnológico como parte do planejamento da organização; Princípios de fabricação aplicados ao planejamento tecnológico; Princípios de organização dos sistemas de fabricação; e Fabricação: defi nição e modelos.
Capítulo 2. Planejamento de Processosde Fabricação Implicações organizacionais dos processos de fabricação; Processos de fabri-cação: objetivos, implicações e condições de dimensionamento; Roteiros de fabricação, operações do roteiro; Roteiro fundamental e roteiro completo; e Estruturação do roteiro de fabricação.
Capítulo 3. Fabricabilidade: Adequação de Projetosde Produto à Fabricação Análise do desenho da peça visando a fabricabilidade; Diretrizes para projetos dirigidos a facilidades de fabricação; Projetos para montagem; Projeto das peças componentes do conjunto; Seleção de especifi cações e tolerâncias; Escolha de materiais; Padronização; e Fatores que afetam os custos de produção.
Capítulo 4. Desdobramento do Roteiro Fundamental:Seleção de Peças em Bruto Peças não assimiláveis a sólidos de revolução: peças fundidas, soldadas, forjadas, estampadas e peças de material não metálico; Peças assimiláveis a sólidos de revolução; e Critérios de seleção de peças em bruto.
Capítulo 5. Desdobramento do Roteiro Fundamental:Sobremetal de Usinagem Defi nição e conceitos básicos; Classifi cação; Sobremetal mínimo necessário; Sobremetal mínimo operacional; Tolerâncias e sobremetais operacionais entre duas operações; Sobremetais e tolerâncias para superfícies externas, internas, entre faces, engrenagens e sobremetais totais; Tolerâncias operacionais; e Con-dições operacionais do roteiro de fabricação.
C0080.indd xiii 23/07/18 11:21 AM
xiv Introdução
Capítulo 6. Desdobramento do Roteiro Fundamental:Introdução do Sistema de Referência – Operações Iniciais Peças assimiláveis a sólidos de revolução com L/D maior que 1; Operações de faceamento e centragem; Peças assimiláveis a sólidos de revolução com L/D menor que 1; Peças não assimiláveis a sólidos de revolução; e Faceamento e cunhagem.
Capítulo 7. Desdobramento do Roteiro Fundamental:Operações de Fabricação Peças assimiláveis a sólidos de revolução: torneamento, brochamento, acaba-mento de dentes de engrenagem e retifi cação; Peças não assimiláveis a sólidos de revolução: faceamento por frezamento, furação e mandrilamento; Tratamentos térmicos; Tratamento térmico para usinabilidade; Tratamento térmico para propriedades mecânicas; e Consequências dos tratamentos térmicos.
Capítulo 8. Formação da Dispersão de Característicasde Qualidade: Determinação de Tolerâncias Dispersão das características de qualidade; Fatores que infl uenciam a formação de características de qualidade; Dispersão total: composição dos fatores de infl uência; Determinação da tolerância em aplicações fabris; e Relação entre a dispersão total e a tolerância da característica de qualidade.
Capítulo 9. Metodologia de Geração de Roteirose Processos de Fabricação Metodologia de geração de roteiros de fabricação; Regras de precedência; Relação dos passos da metodologia de ordenação das operações do roteiro com as regras de precedência; Ordenação das operações do roteiro de fabricação; Projeto do roteiro de fabricação; Roteiro de fabricação dos elementos de uma peça; Roteiro de fabricação consolidado para a peça; Roteiro de fabricação consolidado e otimizado para peça; Projeto das operações; Projeto das especifi ca-ções dos elementos de uma peça; Agrupamento das especifi cações dos elementos na operação do roteiro; Determinação da peça em bruto; Determinação da operação inicial; Introdução do sistema de referência; e Composição do processo de fabricação.
C0080.indd xiv 23/07/18 11:21 AM

Sobre as questões
O propósito de apresentar questões ao fi nal de cada capitulo é proporcionar ao leitor a possibilidade de rever conceitos desenvolvidos, e esclarecer dúvidas que apareceram durante a leitura e o estudo do capítulo.
Elas são formuladas por meio de perguntas que procuram aprofundar o leitor no assunto e nos conceitos correspondentes, assim como rever o texto apresentado com caráter mais crítico e detalhado.
As questões têm por objetivo aplicar os conhecimentos na forma de exercícios, abrindo a possibilidade de aplicá-los, assim como buscar valores numéricos nas diversas tabelas e quadros apresentados. Assim, tem-se a oportunidade de aumentar a sensibilidade prática das ideias e conceitos teóricos apresentados.
Espera-se, desse modo, aprofundar o conhecimento de fabricação apresentado no texto principal e aplicá-lo em exemplos práticos.
O autor
C0085.indd xv 23/07/18 11:50 AM

C0085.indd xvi 23/07/18 11:50 AM

Sumário
Agradecimentos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vii
Prefácio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ix
Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xi
Sobre as questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xv
Capítulo 1 Fabricação: Princípios Tecnológicos e Modelos . . . . . . . . . 11.1. Condições de Competitividade . . . . . . . . . . . . . . . . . . . . . . . . . 11.2. Planejamento Tecnológico como Parte do Planejamento da Organização . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.3. Princípios de Fabricação Aplicados ao Planejamento Tecnológico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.3.1 Planejamento tecnológico da fabricação . . . . . . . . . . . . . . 101.3.2 Conclusão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
1.4. Princípios de Organização dos Sistemas de Fabricação . . . . . . 111.4.1 Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111.4.2 Recursos dos sistemas de fabricação . . . . . . . . . . . . . . . . . 121.4.3 Complexidade nos sistemas de fabricação . . . . . . . . . . . . 131.4.4 Fluxo geral de informações . . . . . . . . . . . . . . . . . . . . . . . . 14
1.5. Fabricação: Defi nição e Modelos . . . . . . . . . . . . . . . . . . . . . . . 211.5.1 Modelo genérico do sistema de fabricação . . . . . . . . . . . . 211.5.2 Modelo do sistema de fabricação com aplicação de processos de negócio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 241.5.3 Modelo simplifi cado de fabricação . . . . . . . . . . . . . . . . . . 40
1.6. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 411.7 Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
Capítulo 2 Planejamento de Processos de Fabricação . . . . . . . . . . . . . . 452.1. Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 452.2. Infl uência do Sistema de Fabricação nos Processos de Negócio da Organização . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 472.3. Objetivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 482.4. Condições de Dimensionamento dos Processos de Fabricação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 492.5. Planejamento dos Processos de Fabricação . . . . . . . . . . . . . . . 52
2.5.1 Roteiro de Fabricação – defi nição e operações . . . . . . . . . 522.5.2 Roteiros de fabricação – Classifi cação . . . . . . . . . . . . . . . 61
2.6. Estruturação do Processo de Fabricação . . . . . . . . . . . . . . . . . 662.7. Conclusão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 702.8. Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Capítulo 3 Fabricabilidade: Adequação de Projetos de Produto à Fabricação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 753.1. Fabricabilidade: Defi nição e Metodologias . . . . . . . . . . . . . . . 753.2. Análise do Desenho da Peça Visando a Fabricabilidade . . . . . 76
C0090.indd xvii 23/07/18 4:15 PM

xviii Sumário
3.3. Diretrizes para Projetos Dirigidas a Facilidades de Fabricação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
3.3.1 Reduzir complexidade dos produtos: Buscar simplicidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 793.3.2 Projetar peças que sejam fabricadas com maior facilidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 793.3.3 Procurar as soluções tecnológicas com menor custo . . . . 793.3.4 Empregar tolerâncias dimensionais e geométricas maiores possíveis, desde que sejam aceitáveis durante a concepção do projeto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
3.4. Projetos para Montagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 803.4.1 Facilidade de montagem . . . . . . . . . . . . . . . . . . . . . . . . . . 803.4.2 Localização e alinhamento . . . . . . . . . . . . . . . . . . . . . . . . . 83
3.5. Projeto das Peças Componentes do Conjunto . . . . . . . . . . . . . 853.5.1 Detalhamento das peças componentes . . . . . . . . . . . . . . . 86
3.6. Seleção de Especifi cações e Tolerâncias . . . . . . . . . . . . . . . . . . 1033.6.1 Tolerâncias dimensionais . . . . . . . . . . . . . . . . . . . . . . . . . . 1033.6.2 Rugosidade superfi cial . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
3.7. Escolha de Materiais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1083.8. Padronização . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1103.9. Fatores que Afetam os Custos de Produção . . . . . . . . . . . . . . . 1133.10. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1143.11. Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
Capítulo 4 Desdobramento do Roteiro Fundamental: Seleção de Peças em Bruto . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1174.1. Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1174.2. Classifi cação de Peças em Bruto . . . . . . . . . . . . . . . . . . . . . . . . 119
4.2.1 Peças não assimiláveis a sólidos de revolução . . . . . . . . . . 1194.2.2 Peças assimiláveis a sólidos de revolução . . . . . . . . . . . . . 1264.2.3 Peças assimiláveis a sólidos de revolução com l/d menor que 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1344.2.4 Forjamento em prensas . . . . . . . . . . . . . . . . . . . . . . . . . . . 1414.2.5 Engrenagens soldadas e fundidas . . . . . . . . . . . . . . . . . . . 141
4.3. Critérios de Seleção e Utilização de Peças em Bruto . . . . . . . . 1414.3.1 Peças não assimiláveis a sólidos de revolução . . . . . . . . . . 1494.3.2 Peças assimiláveis a sólidos de revolução . . . . . . . . . . . . . 149
4.4. Máquinas Especiais e/ou Disponibilidade de Máquinas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1514.5. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1524.6. Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153
Capítulo 5 Desdobramento do Roteiro Fundamental: Sobremetal de Usinagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1555.1. Defi nição e Conceitos Básicos . . . . . . . . . . . . . . . . . . . . . . . . . . 1555.2. Classifi cação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156
5.2.1 Sobremetal total ST . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1565.2.2 Sobremetal intermediário ou operacional Si . . . . . . . . . . . 1565.2.3 Sobremetal unilateral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1575.2.4 Sobremetal bilateral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1575.2.5 Sobremetal nominal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1575.2.6 Sobremetal real . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1585.2.7 Sobremetal verifi cado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158
C0090.indd xviii 23/07/18 4:15 PM

Sumário xix
5.3. Sobremetal Mínimo Necessário . . . . . . . . . . . . . . . . . . . . . . . . 1585.3.1 Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1585.3.2 Composição do Sobremetal Minimo Necessário . . . . . . . 1605.3.3 Sobremetal mínimo necessário Sn entre operações de um roteiro de fabricação – Equação geral . . . . . . . . . . . . . . . 163
5.4. Sobremetal Mínimo Operacional Sm . . . . . . . . . . . . . . . . . . . . 1705.4.1 Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1705.4.2 Defi nição . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1715.4.3 Relação entre Sm e Sn . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 171
5.5. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1725.6. Tolerâncias e Sobremetais Operacionais entre Duas Operações . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173
5.6.1 Superfi cies externas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1745.6.2 Superfi cies internas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175
5.7. Tolerâncias e Sobremetais Operacionais de um Roteiro de Fabricação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 176
5.7.1 Sobremetais e tolerâncias para superfícies externas . . . . . 1765.7.2 Sobremetais e tolerâncias para superfícies internas . . . . . 1785.7.3 Sobremetal e tolerâncias para dimensões horizontais entre faces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1805.7.4 Sobremetal e tolerâncias para fabricação de engrenagens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1825.7.5 Sobremetais totais para todas as operações do roteiro de fabricação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184
5.8. Condições Operacionais do Roteiro de Fabricação . . . . . . . . . 1855.8.1 Tolerâncias operacionais . . . . . . . . . . . . . . . . . . . . . . . . . . 186
5.9. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1875.10. Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 188
Capítulo 6 Desdobramento do Roteiro Fundamental: Introdução do Sistema de Referência – Operações Iniciais . . . . . . . . . . 1916.1. Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1916.2. Sistemas de Referência em Peças Assimiláveis a Sólidos de Revolução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192
6.2.1 Peças com comprimento L maior que o maior diâmetro D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1926.2.2 Operações iniciais para peças com L/D menor que 1 . . . . 204
6.3. Sistemas de Referência em Peças Não Assimiláveis a Sólidos de Revolução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 208
6.3.1 Operações de faceamento . . . . . . . . . . . . . . . . . . . . . . . . . 2096.3.2 Operações de cunhagem . . . . . . . . . . . . . . . . . . . . . . . . . . 211
6.4. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2126.5. Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 212
Capítulo 7 Desdobramento do Roteiro Fundamental: Operações de Fabricação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2157.1. Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2157.2. Peças Assimiláveis a Sólidos e Revolução . . . . . . . . . . . . . . . . . 216
7.2.1 Operação de Torneamento . . . . . . . . . . . . . . . . . . . . . . . . . 2167.2.2 Peças assimiláveis a sólidos de revolução com L/D < 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2247.2.3 Operação de Brochamento . . . . . . . . . . . . . . . . . . . . . . . . 2307.2.4 Operação de Acabamento de Dentes de Engrenagem . . . 233
C0090.indd xix 23/07/18 4:15 PM

xx Sumário
7.3. Peças Não Assimiláveis a Sólidos de Revolução . . . . . . . . . . . 2587.3.1 Fabricação de carcaças . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259
7.4. Tratamentos Térmicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2727.4.1 Tratamentos térmicos para usinabilidade . . . . . . . . . . . . . 2727.4.2 Recozimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2727.4.3 Consequências dos tratamentos térmicos . . . . . . . . . . . . . 279
7.5. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2847.6. Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 285
Capítulo 8 Formação da Dispersão de Características de Qualidade: Determinação de Tolerâncias . . . . . . . . . . . . . . . . . . . . . . . . . . 2878.1. Introdução – Sistema MFDP . . . . . . . . . . . . . . . . . . . . . . . . . . . 2878.2. Dispersões das Características de Qualidade . . . . . . . . . . . . . . 289
8.2.1 Desvios externos a operação . . . . . . . . . . . . . . . . . . . . . . . 2898.2.2 Desvios que ocorrem durante a operação . . . . . . . . . . . . . 2918.2.3 Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 297
8.3. Fatores que Infl uenciam a Formação da Dispersão de Características de Qualidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . 297
8.3.1 Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2978.3.2 Forças que ocorrem durante a operação . . . . . . . . . . . . . . 2988.3.3 Infl uência das forças Pc, Pa e Pp sobre o sistema MFDP . . . 3008.3.4 Dispersão total – Composição dos fatores de infl uência . 3108.3.5 Determinação da tolerância em aplicações fabris . . . . . . . 3128.3.6 Infl uência dos fatores aleatórios . . . . . . . . . . . . . . . . . . . . 313
8.4. Relação entre a Dispersão Total e a Tolerância da Característica de Qualidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3188.5. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3248.6. Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 325
Capítulo 9 Metodologia de Geração de Roteiros e Processos de Fabricação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3279.1. Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3279.2. Metodologia para Ordenação de Roteiros de Fabricação . . . . 3299.3. Regras de Precedência . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3309.4. Relação dos Passos da Metodologia de Ordenação das Operações do Roteiro com as Regras de Precedência . . . . . . . 3429.5. Ordenação das Operações de Roteiros de Fabricação . . . . . . . 345
9.5.1 Detalhamento das operações – Determinação de dimensões fi nais e intermediárias e sobremetal entre operações . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 349
9.6. Projeto do Roteiro de Fabricação . . . . . . . . . . . . . . . . . . . . . . . 3539.6.1 Roteiro de fabricação dos elementos de uma peça . . . . . . 3539.6.2 Roteiro de fabricação consolidado para peça . . . . . . . . . . 3589.6.3 Roteiro de fabricação consolidado e otimizado para peça . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 362
9.7. Projeto das Operações . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3659.7.1 Projeto das especifi cações dos elementos da peça . . . . . . . 3659.7.2 Agrupamento das especifi cações dos elementos na operação do roteiro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 372
9.8. Determinação da Peça em Bruto . . . . . . . . . . . . . . . . . . . . . . . . 3759.9. Determinação da Operação Inicial – Introdução do Sistema de Referência . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 379
C0090.indd xx 23/07/18 4:15 PM

Sumário xxi
9.10. Composição do Processo de Fabricação . . . . . . . . . . . . . . . . 3829.11. Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3879.12. Questões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 387
Bibliografi a . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 391
Índice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395
C0090.indd xxi 23/07/18 4:15 PM

C0090.indd xxii 23/07/18 4:15 PM

Capítulo 2
Planejamento de Processos de Fabricação
2.1 . Introdução O Processo de Produção é defi nido como o conjunto dos processos de negócio utilizado pelo Chão de Fábrica (Processo de 1 o nível – Fabricar) para converter materiais em bruto ou produtos semiacabados em um produto fi nal . Em empre-sas de fabricação de bens, o Processo de Produção inclui preparação dos meios de produção e a organização dos locais de trabalho; recebimento e estocagem de materiais em bruto, semiacabados e prontos para uso; todas as fases de fabricação das peças, unidades e montagem de produtos; manuseio e estocagem e expedição de materiais, peças em bruto, peças e unidades e de peças acabadas; embalagem dos produtos; inspeção nas diversas fases de fabricação.
O Processo de Fabricação é defi nido como a parte do Processo de Produção que é diretamente ligado às mudanças consecutivas do estado do produto sendo fabricado . Consequentemente, o processo de fabricação para operações de usinagem, conformação, tratamentos térmicos e superfi ciais é uma parte do processo de produção diretamente envolvido com a mudança consecutiva no estado de uma peça em bruto, ou seja, no seu formato geométrico, dimensão e qualidade de superfície, até a obtenção da peça acabada que atende aos reque-rimentos especifi cados no projeto do produto. Nos processos de tratamentos térmicos ocorrem transformações estruturais na composição dos materiais, com mudanças de propriedades do material da peça.
A peça em bruto deve ser adequadamente localizada e fixada na máqui-na-ferramenta. Após efetuada a operação, a peça deve liberada e removida da máquina-ferramenta. Estas ações – localização e remoção da peça, além do ligar e desligar a máquina – não são diretamente envolvidas na mudança da forma, dimensões e qualidade da superfi cie da peça; entretanto, elas são tão intimamante ligadas ao procedimento seguido na operação que não podem ser separadas do processo de fabricação.
De maneira análoga, o processo de montagem é parte do processo produtivo, diretamente relacionado com a adição de peças componentes em unidades (unidade de montagem), e de montagens separadas e peças no produto fi nal (montagem geral).
C0010.indd 45 20/07/18 3:02 PM
46 Engenharia de Fabricação Mecânica
Neste capítulo, serão desenvolvidos os conceitos que permitem o dimensiona-mento dos roteiros e processos de fabricação, tanto sob o aspecto tecnológico quanto sob o aspecto e organizacional e sua infl uência na organização dos sis-temas de fabricação.
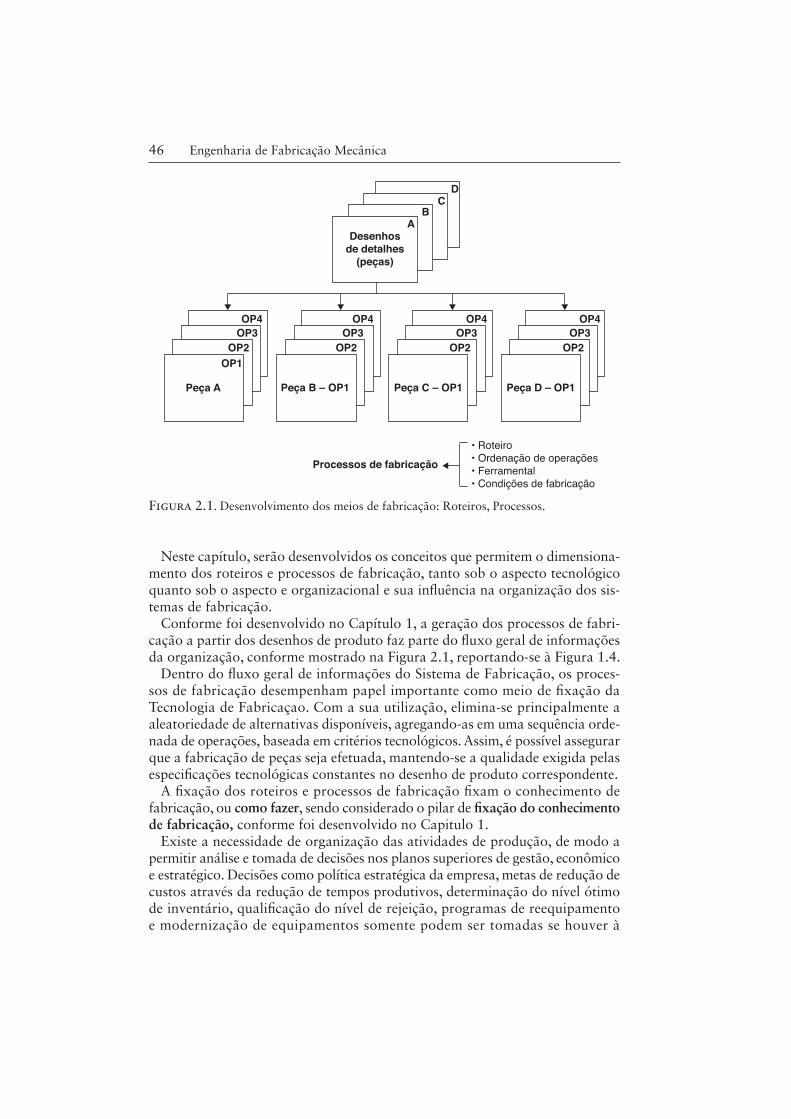
Conforme foi desenvolvido no Capítulo 1 , a geração dos processos de fabri-cação a partir dos desenhos de produto faz parte do fl uxo geral de informações da organização, conforme mostrado na Figura 2.1 , reportando-se à Figura 1.4 .
Dentro do fl uxo geral de informações do Sistema de Fabricação, os proces-sos de fabricação desempenham papel importante como meio de fi xação da Tecnologia de Fabricaçao. Com a sua utilização, elimina-se principalmente a aleatoriedade de alternativas disponíveis, agregando-as em uma sequência orde-nada de operações, baseada em critérios tecnológicos. Assim, é possível assegurar que a fabricação de peças seja efetuada, mantendo-se a qualidade exigida pelas especifi cações tecnológicas constantes no desenho de produto correspondente.
A fi xação dos roteiros e processos de fabricação fi xam o conhecimento de fabricação, ou como fazer , sendo considerado o pilar de fi xação do conhecimento de fabricação, conforme foi desenvolvido no Capitulo 1.
Existe a necessidade de organização das atividades de produção, de modo a permitir análise e tomada de decisões nos planos superiores de gestão, econômico e estratégico. Decisões como política estratégica da empresa, metas de redução de custos através da redução de tempos produtivos, determinação do nível ótimo de inventário, qualifi cação do nível de rejeição, programas de reequipamento e modernização de equipamentos somente podem ser tomadas se houver à
Processos de fabricação
• Roteiro• Ordenação de operações• Ferramental• Condições de fabricação
Peça A
OP2
OP4
Peça B – OP1
OP2OP3OP3
OP4
Peça C – OP1
OP2OP3
OP4
Peça D – OP1
OP2OP3
OP4
Desenhosde detalhes
(peças)
AB
CD
OP1
Figura 2.1 . Desenvolvimento dos meios de fabricação: Roteiros, Processos.
C0010.indd 46 20/07/18 3:02 PM
Planejamento de Processos de Fabricação 47
disposição dados provenientes de uma organização de fabricação bem estrutu-rada. A maioria dos dados gerados para essas análises provém dos conceitos e práticas constantes do Plano de Infraestrutura Tecnológica.
Os Processos de Fabricação, em sua forma documental, têm por objetivo fi xar as práticas e tecnologias de fabricação através de metodologia estruturada, de modo a eliminar a aleatoriedade que caracterizava a produção de bens antes do advento da Revolução Industrial, no século XIX. As principais informações que são disponibilizadas pelos Processos de Fabricação são: • roteiro de fabricação das peças; • máquinas utilizadas na fabricação destas peças; • caminho da peças pela fábrica, determinado pelo roteiro de fabricação; • ferramental adequado para cada operação, seja de produçao ou controle; • especifi cações dimensionais, geométricas, metalúrgicas e de revestimentos quimi-cos, a serem adotadas nas diversas operações, com previsão de desvios de forma, posição, tolerâncias dimensionais nas dimensões, previsão de sobremetal etc.
Essas informações são transmitidas aos processos de Fabricar no Chão de Fábrica. Os Processos de Fabricação compõem as informações tecnológicas através de inter-relação interna entre o conjunto de processos de Gerar Produtos e Meios de Fabricação e os processos de Fabricar. Eles são gerados no sub-conjunto de processos – Gerar os meios de fabricação – em um dos setores da Engenharia de Fabricação, cujo nome varia de organização para organização, sendo mais comuns os de Setor de Processos de Fabricação, Planejamento Técnico, entre outras denominações.
2.2 . Infl uência do Sistema de Fabricação nos Processos de Negócio da Organização Os processos de fabricação, além de fi xarem o conhecimento da fabricação de bens, também têm implicações em outros processos de negócio que compõem o Sistema de Fabricação, a saber: • Na produção de bens realizada por procedimentos ou processos de Fabricar efetivados no Chão de Fábrica, através da fi xação dos processos de fabricação, executados nos equipamentos e máquinas do chão de fábrica. Os processos de fabricação fornecem elementos e informações tecnológicas necessárias para a execução correta da fabricação e manutenção da qualidade dos produtos fabricados, atendendo as especifi cações dos desenhos das peças correspondentes. Fornecem também os ferramentais de fi xação e controle dimensional para cada operação do roteiro. A Figura 2.2 mostra esquematicamente essa relação. • No Projeto do Produto , através de feedbacks para projetistas de produto, com recomendações sobre a fabricabilidade do projeto e suas peças componentes, tais como tolerâncias possíveis das máquinas-ferramenta disponíveis, alteração de formas para facilitar a fabricação, escolha econômica de materiais etc. • No Planejamento e Controle da Produção , através dos roteiros de fabrica-ção, que em conjunto com os tempos padrões para cada peça/operação, são
C0010.indd 47 20/07/18 3:02 PM

48 Engenharia de Fabricação Mecânica
considerados como dados de entrada nos sistemas de planejamento e controle de produção. Através dos roteiros de fabricação e dos tempos padrões, além das quantidades e prazos para cada peça, dimensiona-se o planejamento de produção com quantidades, prazos e encaminhamento das peças para as máquinas do chão de fábrica. Além disso, facilita o controle de produção das peças sendo fabricadas, comparando as quantidades planejadas e produzidas, resultando nos processos de controle de inventários. • Nos procedimentos de qualidade na fabricação , através dos padrões e folhas de inspeção, atendimento aos padrões de qualidade, como as normas ISO 9000/QS 9000. • Nos projetos de dimensionamento da fábrica , os processos e roteiros de fabricação viabilizam os projetos de otimização dos fl uxos de produção, deter-minação de máquinas gargalo, dimensionamento do arranjo físico, além do dimensionamento de células de fabricação, conjunto de células etc. • No dimensionamento e controle dos custos de produção , onde os roteiros e os tempos padrões de cada peça são dados necessários nos calculos dos custos corres-pondentes, juntamente com os materiais, depreciação, processos indiretos etc. • No Planejamento Estratégico , na determinação de novas necessidades a partir de novos produtos, do aumento de participação de mercado, para projetos de novas instalações, novas máquinas e equipamentos, na previsão de novos inves-timentos para os próximos anos (2 a 5) e informações necessárias para a política econômica da organização.
A Figura 2.3 mostra esquematicamente essas relações.
2.3 . Objetivos O objetivo principal de um processo de fabricação de um produto e de suas respectivas peças componentes é assegurar que a produção deste seja feita se mantendo as especifi cações constantes no desenho de conjunto e suas peças com-ponentes. Deve-se, ainda, atender, as iniciativas de redução de custo através de
Sequência de operações ordenadas segundo regras de precedência
Concepção Desenhos
Projeto deproduto
Fabricação
Chão defábrica
Operações doprocesso
Processo defabricação
Figura 2.2 . Inter-relação entre o projeto do produto e a sua fabricação, através dos Processos de Fabricação.
C0010.indd 48 20/07/18 3:02 PM

Planejamento de Processos de Fabricação 49
redução de tempos de fabricação e de remoção de material sob forma de cavacos nas operações de usinagem constantes do roteiro de fabricação, e redução do número de operações onde for viável. Em outras palavras, um processo de fabricação deve garantir a fabricação de peças que atendam as especifi cações do produto a um mínimo custo, viabilizando a competitividade daquele produto nos mercados onde a Organização atua.
Os processos de fabricação são o documento formal que estabelece as condi-ções de fabricação das peças no ambiente de Chão de Fábrica. Seu uso viabiliza a implantação das condições seguintes: • estabelecimento do caminho percorrido pelas peças dentro dos diversos setores do Chão de Fábrica e o fl uxo dessas mesmas peças; • defi nição das máquinas e equipamentos a serem utilizadas nas diversas operações; • determinação de tempos padrões para cada operação, para todas as peças que compõem o produto fi nal; • determinação da utilização e produtividade de cada máquina, após a deter-minação dos respectivos tempos padrões por operação; • determinação da capacidade instalada, defi nindo-se a carga de trabalho de cada máquina ou equipamento expressa em tempos padrões; • defi nição de arranjo físico da fábrica, a partir dos tempos padrões por operação; • possibilidade de programação das peças, através da determinação dos tempos de fabricação.
2.4 . Condições de Dimensionamento dos Processos de Fabricação Devido ao processo de fabricação direcionar tecnologicamente a fabricação de peças e o atendimento de suas especifi cações fi nais, a sua escolha tem infl uência
Planejamento de Processo de Fabricação
PCP Produção Qualidade
Organizaçãoda produção
Custos industriais Planejamentoestratégico
Utilização de máquinasProgramação corretaControle da produção
Garantia da qualidadeApoio ao operador/preparador
Redução de custos
PadrõesInspeção
ProcedimentosISO/QS 9000
Fluxo/layoutCélulas/minifábricas
Cálculo de custoComparação-custoAnálise de custos
Necessidades/investimentosProgramação de expansão
Política de pessoal
Figura 2.3 . Inter-relações entre o Planejamento de Processos e outras funções do Sistema de Fabricação.
C0010.indd 49 20/07/18 3:02 PM














![aula 01 new.ppt [Modo de Compatibilidade] - ufjf.br · PDF fileVetores e Álgebra Vetorial Escalares Vetores Álgebra vetorial Bi-dimensionais Tri-dimensionais N-dimensionais Quatro](https://static.fdocumentos.com/doc/165x107/5a8ea9627f8b9af27f8d037a/aula-01-newppt-modo-de-compatibilidade-ufjfbr-e-lgebra-vetorial-escalares.jpg)