Engrenagem Furadeira Impacto Skil 6552
10
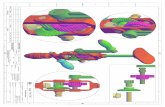
Furadeira Impacto Skil 6552 Figura 1 - Vista explodida. Peça escolhida: Nº 837 - Engrenagem Denomina-se engrenagem o elemento dotado de dentadura externa ou interna, cuja finalidade é transmitir movimento sem deslizamento e potência, multiplicando os esforços com a finalidade de gerar trabalho. Possuem formato cilíndrico (engrenagem cilíndrica), cônico (engrenagem cônica), helicoidal (engrenagens helicoidais) ou reta (cremalheira). Formato: Engrenagem cilíndrica de dentes retos Aplicações: geralmente são usadas em motores elétricos no acionamento de dispositivos como bombas, misturadores de líquido, abertura de porta de garagem, compressor de ar,
-
Upload
fernando-queiroz -
Category
Documents
-
view
97 -
download
0
Transcript of Engrenagem Furadeira Impacto Skil 6552

Furadeira Impacto Skil 6552
Figura 1 - Vista explodida.
Peça escolhida: Nº 837 - Engrenagem
Denomina-se engrenagem o elemento dotado de dentadura externa ou interna, cuja finalidade
é transmitir movimento sem deslizamento e potência, multiplicando os esforços com a
finalidade de gerar trabalho. Possuem formato cilíndrico (engrenagem cilíndrica), cônico
(engrenagem cônica), helicoidal (engrenagens helicoidais) ou reta (cremalheira).
Formato: Engrenagem cilíndrica de dentes retos
Aplicações: geralmente são usadas em motores elétricos no acionamento de dispositivos
como bombas, misturadores de líquido, abertura de porta de garagem, compressor de ar,
sistemas de refrigeração, misturadores de concreto em caminhões, eletrodomésticos.
Características:
As engrenagens deste setor trabalham em relativa baixa potência e baixa velocidade;
Em altas velocidades apresenta problema de ruído;
As cargas transmitidas aos eixos são apenas radiais;

Exige, portanto, mancais que suportem apenas esse tipo de carregamento;
Admitem grandes relações de transmissão;
Alto rendimento, podendo chegar a 98-9%.
Muito utilizada na transmissão entre eixos paralelos. O dimensionamento, fabricação,
montagem e manutenção desse tipo de engrenagem é mais simples, em relação às cônicas,
helicoidais e hipoidais.
Tipicamente velocidades tangenciais variam em torno de 0.5m/s a 20m/s, as potências vão
de menos de 1kw a algumas centenas de KW. As rotações de acionamento são as comuns aos
motores elétricos, como 1800,1500,1200 e 1000 rpm. Nesse campo, exige-se engrenagens
com vida razoavelmente longa e boa confiabilidade.
Estes elementos estão presentes em quase todos os sistemas que transmitam potência de
uma unidade motora para uma unidade consumidora. Uma característica extremamente
importante é o fato que em função da configuração ou arranjo destes elementos, podemos
variar (aumentar ou reduzir) variáveis da transmissão, como por exemplo: a rotação,
velocidade angular e principalmente o torque.
Materiais para engrenagens: normalmente se utiliza materiais metálicos resistentes na
produção de engrenagens tais como o aço de baixo ou médio carbono laminados a frio ou a
quente, Ferro fundido nodular, Bronze e aço inoxidável. Dentro os principais aços padrão
SAE/AISI utilizados, estão o 1020, 1040, 1050, 3145, 3150, 4320, 4340, 8620 e 8640.
Qualidade das engrenagens: a norma DIN especifica doze qualidades em função da
tolerância:
01 a 04- engrenagens de precisão (laboratórios e radares);
05- engrenagens para máquinas operatrizes, turbinas e instrumentos de medidas;
06-07- engrenagens comuns utilizadas em veículos;
08 e 09-Máquinas em geral, pois não são retificadas;
10 e 12-engrenagens rústicas, utilizadas em máquinas agrícolas.
Processos de Fabricação

Podem ser divididos em duas categorias:
A) Conformação:
• Todos os dentes são feitos ao mesmo tempo em um molde;
• Precisão do dente dependente da qualidade da matriz;
• Ferramentas de alto custo;
• Produção de altas quantidades;
• Em geral menos preciso que usinagem;
Tabela 1 – Processos de conformação e sua descrição.
Processos de Conformação
Descrição
Fundição
Em areia ou matrizes fundidas de vários materiais;
Baixo custo;
Normalmente não tem operação de acabamento;
Baixa precisão e para aplicações não críticas (brinquedos, eletrodomésticos , betoneiras,..);
Fundição em areia
Baixa precisão;
Acabamento superficial pobre;
Fabricabilidade baixa;
Custo ferramental razoável.
Fundição em moldes
Melhor acabamento superficial e precisão;
Custo ferramental mais elevado;
Requer volume de produção maior.
Sinterização
Metais em pó são prensado em cavidade metálicas e pré-aquecidos (sinterizados) para aumentar a resistência;
Para engrenagens de pequeno tamanho;
Propriedades controladas pela mistura de vários pós metálicos;
Precisão similar as engrenagens de moldes fundidos.

Molde de injeção
Para engrenagens não metálicas (vários termoplásticos: nylon,..);
Baixa precisão e engrenagens de tamanho pequeno;
Baixo custo;
Movidas sem lubrificação com cargas pequenas.
Extrusão
Fazer dentes em eixos longos (cortados em tamanhos utilizáveis);
Metais não ferrosos (AL e ligas de cobre) extrudados no lugar dos aços.
Repuxe a frio
Forma dentes em barras de aço ao puxá-las através de guias endurecidos;
Trabalho a frio aumenta resistência e reduz ductilidade.
Estampagem
Laminas metálicas estampadas com as formas dos dentes;
Baixa precisão e baixo custo;
Grandes quantidades;
Acabamento superficial pobre.

B) Usinagem:
Técnicas de remoção de material para cortar ou polir a forma do dente na temperatura
ambiente;
Quando requerido alta precisão e funcionamento silencioso;
Dentes suaves e precisos;
Dividido em dois tipos de processos: Grosseiros e de acabamento.
Tabela 2 – Processos Grosseiros/Desbaste - Usinagem.
Processos de Usinagem Descrição
Grosseiros/Desbaste
Fresamento de Forma
Requer cortador de fresa de forma; Feito para a forma do vão, para a geometria e para o número de dentes de cada engrenagem
em particular;Corta um dente de cada vez;
Custo de ferramenta alto (cortador para cada tamanho de engrenagem);
É o método menos preciso dos métodos grosseiros.
Geração de engrenagem
Usa ferramenta cortante na forma de engrenagem;
Engrenagem cortante movida para frente e para trás axialmente através do disco, enquanto o
disco roda ao redor da ferramenta;
Precisão boa, mas qualquer erro em algum dente é transferido para a engrenagem;
Engrenagens internas podem ser cortadas com este método.
Geração por Fresa Caracol
Seus dentes são feitos para igualar o vão de dente e são interrompidos com ranhuras para
permitir as superfícies cortantes;
Roda ao redor de um eixo perpendicular àquele do disco de engrenagem;
É o método mais preciso dos processos grosseiros;
Nenhum reposicionamento da ferramenta ou disco é preciso;
Cada dente é cortado por múltiplos de dentes do caracol;
Excelente acabamento;Um dos mais amplamente usados.

Geração por Cremalheira
Um cortador de cremalheira para qualquer passo de involuta facilmente construído;
Forma do dente é um trapézio;Cremalheira endurecida e afiada;
Movimento alternado (para frente e para trás) ao longo do eixo do disco da engrenagem, e avança
sobre ele ao mesmo tempo;
Menos preciso que métodos de geração de engrenagem e por fresa de caracol.
Processos de acabamento
Quando requer alta precisão;
Operações secundarias podem ser feitas nas engrenagens;
Operações de acabamento tipicamente removem pouco ou nenhum material;
Melhoram a precisa dimensional, o acabamento superficial e/ou a dureza.
Tabela 3 – Processos de acabamento – Usinagem.
Processos de Usinagem
Descrição
Processos de Acabament
o
PolimentoUtiliza ferramentas precisas para remover pequenas
quantidades de material de uma engrenagem bruta para corrigir erros de perfil e melhorar o acabamento.
Retificação
Usa uma roda de retificação de contorno que e passada sobre a superfície usinada dos dentes da engrenagem,
tipicamente controlada pelo computador, para remover pequenas quantidades de material e melhorar o
acabamento.
Brunimento
Faz-se girar a engrenagem de usinagem grosseira contra uma outra engrenagem especialmente endurecida,
melhorando o acabamento e endurecendo a superfície.
LapidaçãoUso de material abrasivo, afim de se obter um processo
acelerado e controlado, melhorando o acabamento superficial e a precisão.

Processo recomendado: Compactação e sinterização do pó
Características:
Maior economia do material, com mínimas perdas de matéria-prima;
Custos barateados pela facilidade em união de pecas, sem comprometer sua qualidade;
Alto custo ferramental, indicado para grandes produções.
Etapas:
Uma certa quantidade de pó é colocada na cavidade de uma matriz montada em uma
prensa de compressão. A Prensagem é ocasionada pela movimentação dos pulsões superior e
inferior simultaneamente e a temperatura ambiente.
Sinterização é a etapa de consolidação final da peça, o compactado é aquecido, mas
sem chegar ao ponto de fusão do metal base (principal). Feitas em fornos contínuos, reduz a
porosidade da peça, transformando-a em um corpo coerente. Pode-se passar por processos
subsequentes em busca de melhorar seu acabamento superficial ou readequá-lo.
Referencial Teórico
Disponível em:
<
http://www.iem.unifei.edu.br/gorgulho/eme005/EME005_2013_Aula_05_Fresamento_05.pdf
> acesso em Dezembro de 2013;
Disponível em: <http://graduacao.mecanica.ufrj.br/pdf/4_-_Engrenagens_dentes_retos.pdf> acesso em Dezembro de 2013;
Disponível em: <http://www.fem.unicamp.br/~lafer/em618/pdf/Apostila%20Engrenagens%204.pdf> acesso em Dezembro de 2013;
Disponível em: <http://www.madeira.ufpr.br/disciplinasalan/AT102-Aula03.pdf> acesso em
Dezembro de 2013;
Disponível em: <http://pt.scribd.com/doc/63750516/Apresentacao-15-Aula-sobre-fabricacao-
de-engrenagens-V-20101230#download> acesso em Dezembro de 2013;
Disponível em: <http://www.ebah.com.br/content/ABAAABjtoAB/captulo-01-introducao-
engrenagens?part=2> acesso em Dezembro de 2013.