Estado del Arte: Termoplásticos conductores y … · Productos y aplicaciones que empleen...
59
FAELECTRIC – E1.1 1 / 59 Proyecto: Proceso de Fabricación Aditiva y activación ELÉCTRICa integrada de nuevos componentes plásticos piezoeléctricos para el desarrollo de sensores - FAELECTRIC Estado del Arte: Termoplásticos conductores y dieléctricos para uso en fabricación aditiva (FDM) Paquete de trabajo 1. Vigilancia Tecnológica, 1ª anualidad. Entregable E1.1, parcial año 2016
Transcript of Estado del Arte: Termoplásticos conductores y … · Productos y aplicaciones que empleen...

FAELECTRIC – E1.1 1 / 59
Proyecto: Proceso de Fabricación Aditiva y activación ELÉCTRICa integrada de nuevos
componentes plásticos piezoeléctricos para el desarrollo de sensores - FAELECTRIC
Estado del Arte: Termoplásticos conductores y dieléctricos para
uso en fabricación aditiva (FDM)
Paquete de trabajo 1. Vigilancia Tecnológica, 1ª anualidad.
Entregable E1.1, parcial año 2016
FAELECTRIC – E1.1 2 / 59
Índice de contenido
Índice de figuras 4
Índice de tablas 5
1. Introducción 6
2. Conductividad de los polímeros 8
2.1 Polímeros disipativos 9
2.2 Polímeros conductores 10
2.3 Aditivación con partículas conductoras 11
3. Cargas conductoras en base a carbono 11
3.1 Negro de humo 11
3.2 Grafito 12
3.3 Nanotubos de carbono 13
3.4 Grafeno 15
4. Elastómeros conductores 17
5. Dieléctricos flexibles 18
6. Tecnologías avanzadas en fabricación aditiva 20
6.1 Fused Deposition Modelling (FDM) 20
6.2 Stereolithography (SLA) 21
6.3 Selecting laser Sintering (SLS) 21
6.4 Polyjet photopolymer 22
7. Tecnología de proceso ‘Fused Deposition Modelling’ (FDM) 22
7.1 Filamentos FDM 22
7.1.1 Tipos de filamentos 23
7.1.1.1. PLA (Poliácido Láctico) 23
FAELECTRIC – E1.1 3 / 59
7.1.1.2. ABS (Acrilonitrilo Butadieno Stireno) 24
7.1.1.3. HIPS (Poliestireno de alto impacto) 25
7.1.1.4. PETG (Polietilentereftalato) 26
7.1.1.5. Flexible (Elastómero termoplástico o TPE) 27
7.1.1.6. Fibra de carbono 27
7.1.1.7. PLA conductivo Proto-Pasta 28
7.1.1.8. Grafeno 29
7.1.1.9. PLA con nanotubos de carbono, F-Electric de Funcionalize 33
7.1.1.10. Tinta de plata, Voxel8 34
7.1.2 Tabla resumen de tipos de filamentos 35
7.1.3 Materiales conductivos para FDM 36
7.2 Tipos de impresoras de tecnología FDM 37
7.3 Máquinas de impresión 3D y sus características 38
7.4 Estudios relacionados con la Fabricación Aditiva de materiales conductores 39
7.5 La Fabricación aditiva del futuro 40
7.6 Eventos de interés FA 41
7.7 Grupos de interés FA 44
7.8 Formación FA 44
7.9 Empresas e ingenierías relacionadas FA 45
7.10 Proyectos de interés FA 47
8. Productos y aplicaciones que empleen materiales piezoeléctricos 48
8.1 Tipos y tecnologías de piezoeléctricos (PZE) 48
8.2 Estado del arte, aplicaciones y productos actuales PZE 49
9. Conclusiones 55
10. Bibliografía 57
FAELECTRIC – E1.1 4 / 59
Índice de figuras Fig. 1: Estructura del documento. Fuente: ITE. ....................................................................................... 7 Fig. 2. Rangos de conductividad para diferentes aplicaciones. Fuente: AIMPLAS. .................................. 8 Fig. 3. Estructura química y molecular de PEBA. Fuente: AIMPLAS. ....................................................... 9 Fig. 4. Polímero intrínsecamente disipativo ........................................................................................... 9 Fig. 5. Microfotografias SEM de partículas aglomeradas de negro de humo. Fuente: AIMPLAS. .......... 11 Fig. 6. Curva de percolación del negro de humo en poliolefina. Fuente: AIMPLAS. .............................. 12 Fig. 7. Estructura del grafito. Fuente: AIMPLAS .................................................................................... 13 Fig. 8. Diferentes tipos de configuración de SWCNT. a) Tipo “Arm-chair”; b) Tipo “Zig-zag”; c) Tipo Quiral. Fuente: AIMPLAS. ..................................................................................................................... 13 Fig. 9. Nanotubo de pared simple (derecha) y de pared múltiple (izquierda). Fuente: AIMPLAS. ......... 14 Fig. 10. Relación de empresas con el número de patentes basadas en CNTs. Fuente: AIMPLAS. .......... 15 Fig. 11. Relación de empresas con el número de patentes basadas en CNTs. Fuente: AIMPLAS. .......... 15 Fig. 12. a) graphene, b) graphite, c) carbon nanotubes, d) fullerenes. Fuente: AIMPLAS. ..................... 16 Fig. 13. Producción del óxido de grafeno. Fuente: AIMPLAS. ............................................................... 16 Fig. 14. Microestructuta típica del PP espumado en los films electroactivos EMFi. Fuente: AIMPLAS. . 19 Fig. 15: Tecnologías de fabricación aditiva. Fuente: ITE ........................................................................ 20 Fig. 16: Diagrama tipos de filamentos en impresión 3D. Fuente: ITE .................................................... 22 Fig. 18: Ejemplo de conversión de una radiografía a diseño de impresión en 3D de estructuras médicas Fuente: M. C. Lee Ventola [38] ............................................................................................................. 41 Fig. 19: Características de material piezoeléctrico. Fuente: G. O. Braña [40] ....................................... 48 Fig. 20: Materiales poliméricos piezoeléctricos. Fuente: ITE ................................................................ 48 Fig. 21: Disposición simple de los cristales en el interior de la rueda. Fuente: D. S. S. A. Dinesh Kumar [41] ...................................................................................................................................................... 49 Fig. 22: Sensor piezoeléctrico para conteo de vehículos. Fuente: W.-D. H. Chung S. Leung [42] ........... 49 Fig. 23: Diagrama de bloques de la carga de un móvil a través de piezoeléctrico y la técnica de WPT. Fuente: S. D. T. R. K. R. W. M. J. V. Joses Paul P [43] ............................................................................ 50 Fig. 24: Diseño de secado mediante vibración generada por transductores piezoeléctricos. Fuente: O. R. N. Laboratory y P. G. E. appliances [44] ........................................................................................... 50 Fig. 25: Aplicación de sensores piezoeléctrico en barreras de seguridad en carreteras. Fuente: M. Plaezek [45] ......................................................................................................................................... 51 Fig. 26: Aplicación de sensor piezoeléctrico en el sector sanitario. Fuente: X. F. Bingwei Lu [46] ......... 51 Fig. 27: Plantilla de material piezoeléctrico para la generación de energía. Fuente: A. Casimiro [47] ... 52 Fig. 28: Camiseta con placa de material piezoeléctrico para cargar el móvil. Fuente: Orange [48] ....... 52 Fig. 29: Tratamientos fisioterapéuticos basados en aplicación de ondas de choque. Fuente: «Fisioterapia Online,» [49] .................................................................................................................. 53 Fig. 30: Monitorización de actividad nerviosa mediante piezoeléctricos. Fuente: The American Society Ceramic, 2016 [50] ............................................................................................................................... 53 Fig. 31: Aplicación de fenómeno piezoeléctrico en el sector textil. Fuente: T. Z. L. N. a. E. R. Konstantin Astafiev [51] ........................................................................................................................................ 54 Figura 34: Gráfico conductividad materiales. Fuente:ITE ..................................................................... 55

FAELECTRIC – E1.1 5 / 59
Índice de tablas Tabla 1: Relación de aditivos comerciales. Fuente: AIMPLAS. .............................................................. 10 Tabla 2: Relación de negros de humo comerciales. Fuente: AIMPLAS .................................................. 12 Tabla 3: Relación de grafitos comerciales. Fuente: AIMPLAS. .............................................................. 13 Tabla 4: Relación de nanotubos comerciales. Fuente: AIMPLAS. .................................................... 15 Tabla 5: Compuestos conductores encontrados en artículos técnicos. Fte: AIMPLAS. [26], [27], [28]. . 18 Tabla 6: Comparativa de materiales piezoeléctricos. Fuente: AIMPLAS. ........................................ 19 Tabla 7: Filamento conductor PLA Proto-Pasta. Fuente ITE .................................................................. 29 Tabla 8: Filamento conductivo de grafeno. Fuente: ITE ........................................................................ 33 Tabla 9: Filamento conductivo PLA con Nanotubos de Carbono. Fuente: ITE ....................................... 34 Tabla 10: Especificaciones técnica tinta de plata. Fuente: ITE .............................................................. 34 Tabla 11: Resumen tipos de filamentos utilizados en impresión 3D. Fuente: ITE ................................. 35 Tabla 14: Rangos de conductividad. Fuente: ITE .................................................................................. 55

FAELECTRIC – E1.1 6 / 59
1. Introducción
Este entregable E1.1 “Termoplásticos conductores y dieléctricos para uso en
fabricación aditiva (FDM)” se enmarca dentro del paquete de trabajo PT1
“Vigilancia Tecnológica”, que tiene por objeto la realización de una búsqueda y
análisis de publicaciones, patentes, información promocional de empresas,
documentación online, etc. Se focalizará en los aspectos claves y de utilidad para los
objetivos del proyecto: materiales, tecnologías, técnicas de caracterización,
especificaciones y aplicaciones.
En este caso para:
Polímeros conductores y dieléctricos (AIMPLAS)
En este apartado se recoge la información de mayor interés referente a materiales
termoplásticos conductores y dieléctricos, de potencial aplicación en procesos de
impresión 3D mediante tecnología FDM, que se ha recopilado durante la primera
anualidad del proyecto (abril-diciembre 2016).
Esta revisión del estado del arte se ha centrado en los aspectos claves para conseguir
los objetivos del proyecto, y para obtener un conocimiento avanzado que sirva de base
para el desarrollo de los paquetes de trabajo posteriores.
Para ello, la revisión se ha focalizado en las siguientes temáticas:
Cargas conductoras empleadas en matrices poliméricas.
Polímeros conductores basados en elastómeros termoplásticos.
Polímeros dieléctricos flexibles.
Tecnologías avanzadas Fabricación Aditiva y tipos de filamentos (ITE)
En este apartado se analizarán qué tecnologías de fabricación avanzada pueden ser
susceptibles de ser empleadas en los objetivos a alcanzar en el proyecto: impresión
3D con los nuevos materiales poliméricos adaptados necesarios, activación eléctrica
por medio de descarga de corona de esos materiales para conseguir un
comportamiento piezoeléctrico adecuado y modificación/creación de un nuevo proceso
productivo por medio de una máquina de fabricación aditiva que integre una activación
eléctrica del material producido in-situ.
Del mismo, se ha realizado un estudio de los diferentes tipos de filamentos existentes
en la actualidad para la tecnología ‘Fused Deposition Modelling’ (FDM), tanto
conductores como no conductores. Se han definido sus características y aplicaciones
más habituales.
Productos y aplicaciones que empleen materiales piezoeléctricos
En función del nuevo proceso productivo a desarrollar y nuevo material plástico con
propiedades piezoeléctricas integrado en plástico producido se realizará un análisis de
las posibles aplicaciones y productos en los que puede enfocarse su uso.
FAELECTRIC – E1.1 7 / 59
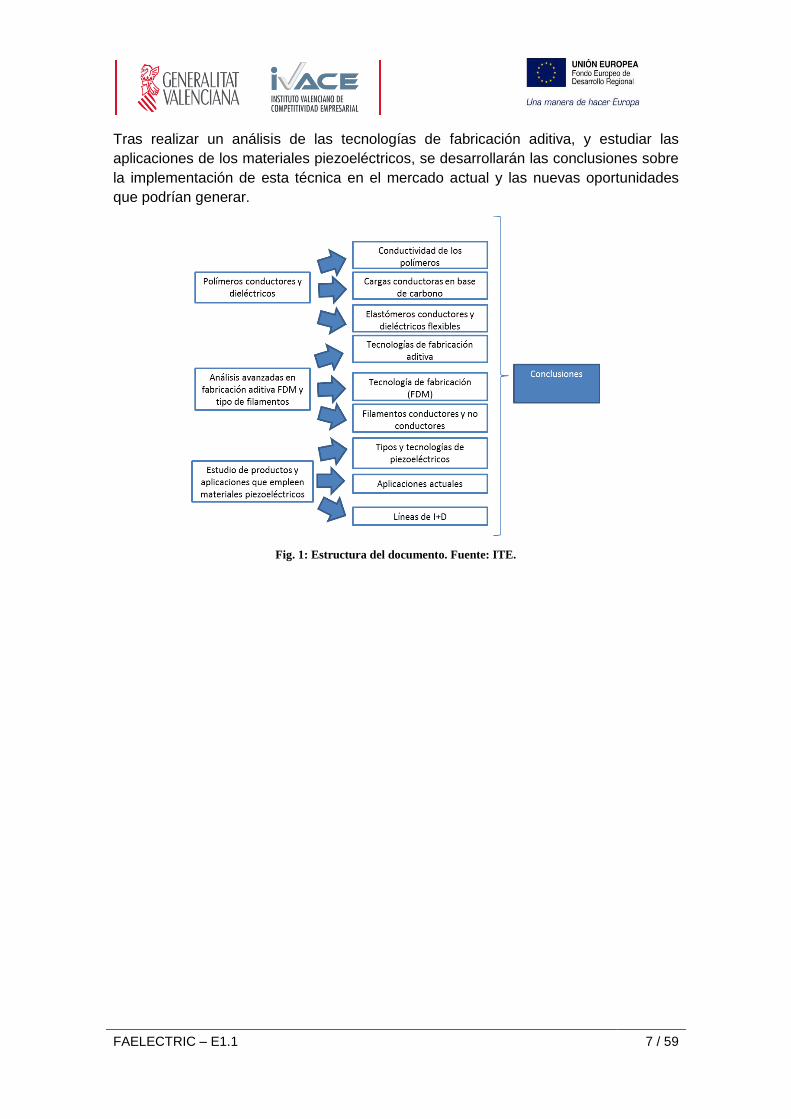
Tras realizar un análisis de las tecnologías de fabricación aditiva, y estudiar las
aplicaciones de los materiales piezoeléctricos, se desarrollarán las conclusiones sobre
la implementación de esta técnica en el mercado actual y las nuevas oportunidades
que podrían generar.
Fig. 1: Estructura del documento. Fuente: ITE.
FAELECTRIC – E1.1 8 / 59
2. Conductividad de los polímeros
Los polímeros son materiales intrínsecamente aislantes. Sin embargo, gracias a la
adición de aditivos conductores, pueden cambiar sus propiedades eléctricas pudiendo
sustituir a los metales en determinadas aplicaciones. Las ventajas de sustituir metales
por compuestos termoplásticos conductores son las siguientes:
Reducción de peso
Precio
Fabricación se fabrican formas complejas de forma económica – moldeo por
inyección
La formulación puede ser adaptada a cada aplicación
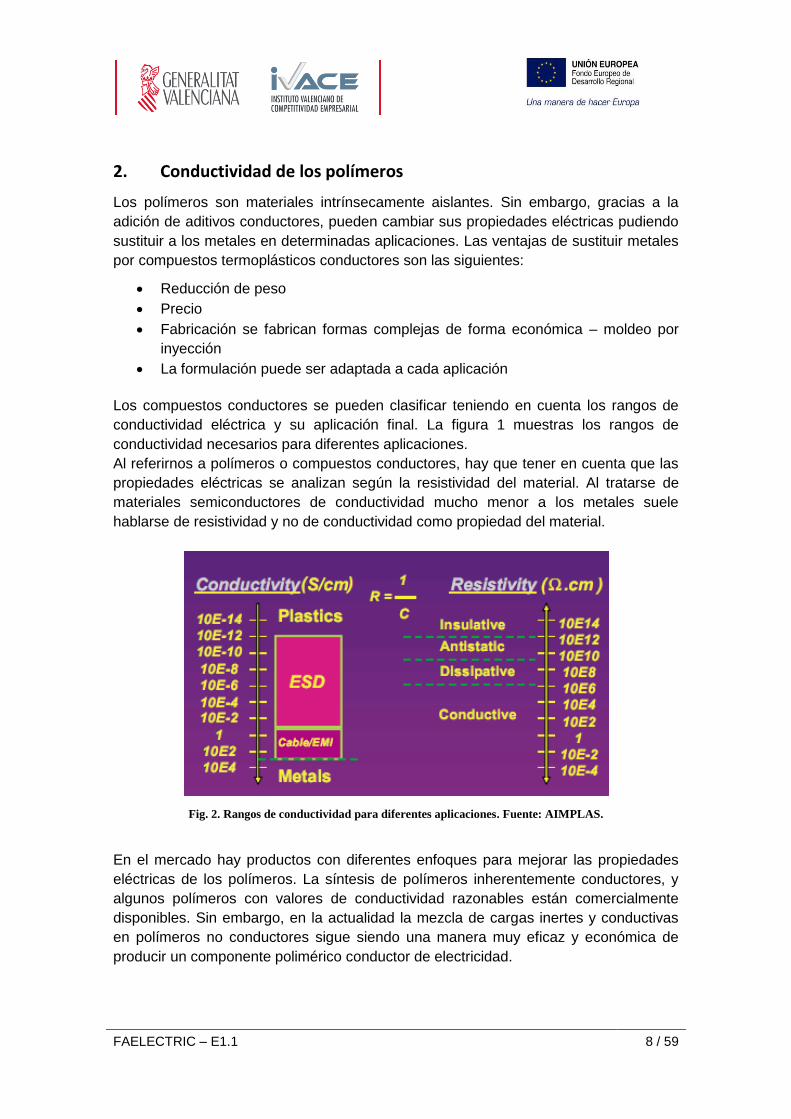
Los compuestos conductores se pueden clasificar teniendo en cuenta los rangos de
conductividad eléctrica y su aplicación final. La figura 1 muestras los rangos de
conductividad necesarios para diferentes aplicaciones.
Al referirnos a polímeros o compuestos conductores, hay que tener en cuenta que las
propiedades eléctricas se analizan según la resistividad del material. Al tratarse de
materiales semiconductores de conductividad mucho menor a los metales suele
hablarse de resistividad y no de conductividad como propiedad del material.
Fig. 2. Rangos de conductividad para diferentes aplicaciones. Fuente: AIMPLAS.
En el mercado hay productos con diferentes enfoques para mejorar las propiedades
eléctricas de los polímeros. La síntesis de polímeros inherentemente conductores, y
algunos polímeros con valores de conductividad razonables están comercialmente
disponibles. Sin embargo, en la actualidad la mezcla de cargas inertes y conductivas
en polímeros no conductores sigue siendo una manera muy eficaz y económica de
producir un componente polimérico conductor de electricidad.
FAELECTRIC – E1.1 9 / 59
2.1 Polímeros disipativos
Los polímeros intrínsecamente disipativos (IDP) se emplean como aditivos en
polímeros de mayor consumo, los “commodities” (PE, PP, PMMA, ABS, PVC).
Normalmente se añaden a otro polímero matriz en proporciones que varían entre un
10% hasta un 30%, obteniendo resistividades superficiales que pueden variar desde
109 a 1012 Ohms/sq.
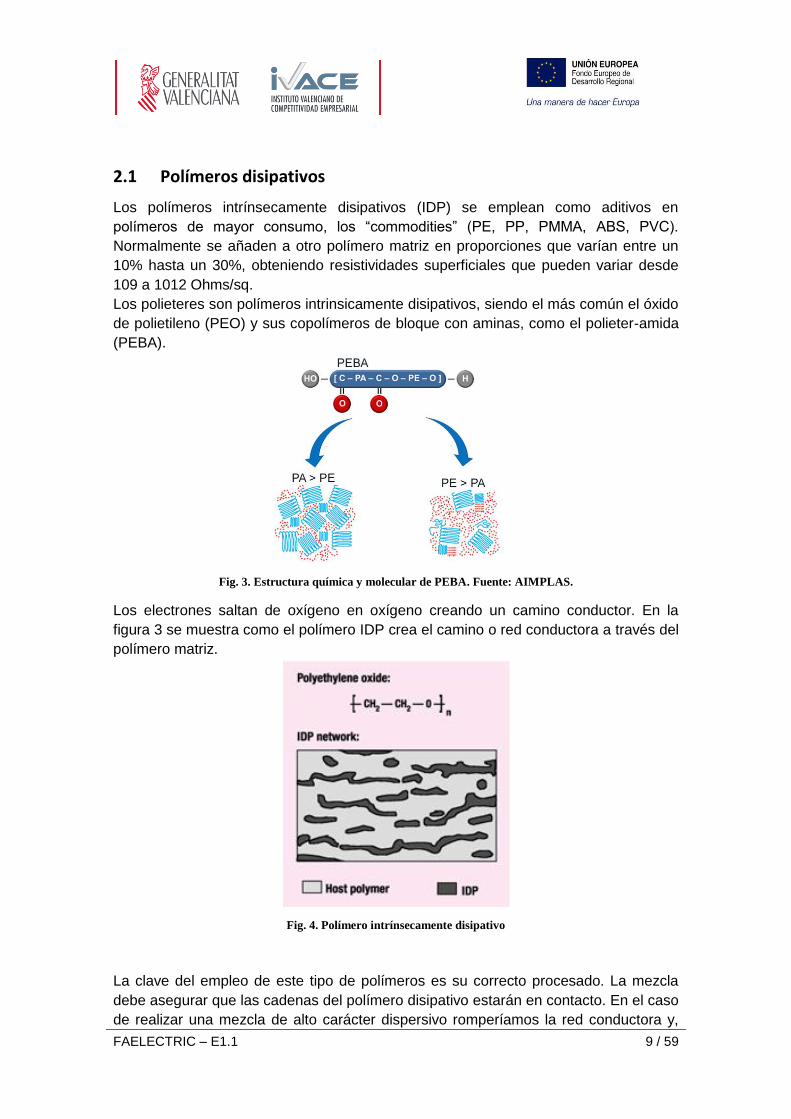
Los polieteres son polímeros intrinsicamente disipativos, siendo el más común el óxido
de polietileno (PEO) y sus copolímeros de bloque con aminas, como el polieter-amida
(PEBA).
Fig. 3. Estructura química y molecular de PEBA. Fuente: AIMPLAS.
Los electrones saltan de oxígeno en oxígeno creando un camino conductor. En la
figura 3 se muestra como el polímero IDP crea el camino o red conductora a través del
polímero matriz.
Fig. 4. Polímero intrínsecamente disipativo
La clave del empleo de este tipo de polímeros es su correcto procesado. La mezcla
debe asegurar que las cadenas del polímero disipativo estarán en contacto. En el caso
de realizar una mezcla de alto carácter dispersivo romperíamos la red conductora y,

FAELECTRIC – E1.1 10 / 59
por lo tanto, el compuesto final perdería sus propiedades antiestáticas. Así pues, el
procesado de estos polímeros es decisivo.
En la tabla 1 se detalla la relación de aditivos IDP comerciales antiestáticos no
permanentes.
Tabla 1: Relación de aditivos comerciales. Fuente: AIMPLAS.
2.2 Polímeros conductores
Los polímeros intrínsecamente conductores (ICP) están formados por una estructura
molecular conjugada, es decir, contiene enlaces simples y enlaces dobles C-C que se
alternan a lo largo de la molécula. De esta forma los electrones de los enlaces dobles
que quedan libres pueden moverse a través de toda la molécula confiriéndole un
carácter conductor.
La conductividad de estos polímeros se basa en dos factores:
Electrones extra
Movilidad
Grado de dopado
Los polímeros intrínsecamente conductores necesitan ser dopados con el fin de
conservar sus propiedades eléctricas en toda su estructura. Para el dopado se
emplean agentes oxidantes o reductores, con el fin de añadir o eliminar electrones de
la molécula. Por lo tanto, con la oxidación o reducción del polímero cambiamos su
estructura para hacerla conductora.
Los principales polímeros intrínsecamente conductores son:
Polianilina (PANI)
Polipirrol
Empresa Producto Página webResistividad
Ohms/sq.
Arkema Pebax www.arkema.com 108 - 1012
Ciba Irgastat www.ciba.com 109 - 1010
Dupont Entira Antistat www.dupont.com 107 - 109
Sanyo Chemicals Pelestatwww.sanyo-
chemical.co.jp109 - 1012

FAELECTRIC – E1.1 11 / 59
Politiofeno
La polianilina dejó de producirse como aditivo en polímeros en 2008 y la empresa
Panipol CX acotó su uso para tintas y circuitos impresos. El problema que presentaba
la polianilina es su baja resistencia a la temperatura, de modo que se degrada cuando
es procesada por extrusión o inyección.
2.3 Aditivación con partículas conductoras
Algunas de las partículas conductoras más utilizadas para la aditivación de polímeros
son: negro de humo, fibras de grafito, fibras de acero inoxidable, escamas de aluminio,
etc. Para potenciar su capacidad conductora, se pueden modificar recubriéndolas con
una fina capa de metales, p.e. plata, niquel, aluminio.
Los distintos tipos de cargas conductoras difieren en cuanto a eficiencia y por tanto
para conseguir el mismo grado de conductividad son añadidas al polímero matriz en
proporciones diferentes. Para una misma aplicación, un 15% de negro de fibras de
carbono, podría sustituirse por 5-6% de fibras de acero inoxidable o 6-8% de grafito
recubierto de níquel.
3. Cargas conductoras en base a carbono
3.1 Negro de humo
El negro de humo es un material inorgánico y coloidal producido por la combustión
incompleta de gas natural gas u otros productos del petróleo. Puede ser un polvo
amorfo intensamente negro o gránulos divididos finamente. Es insoluble en agua y
solventes. Tiene una densidad aparente de 1.8-2.1 g/cm3 y una alta relación
superficie-área-volumen.
Fig. 5. Microfotografias SEM de partículas aglomeradas de negro de humo. Fuente: AIMPLAS.
El negro de humo es un aditivo empleado en polímeros como pigmento o aditivo
conductor. Al igual que otras formas alotrópicas de carbono, la conductividad del negro
de humo es debida a la deslocalización de los electrones sobre y debajo de los planos
de los átomos de carbono.

FAELECTRIC – E1.1 12 / 59
La selección del negro de humo adecuado es muy importante para obtener
compuestos conductores. Las propiedades claves son el tamaño de partícula,
estructura y pureza.
En la figura 5 se muestra la curva de percolación del negro de humo típica para poliolefinas.
Fig. 6. Curva de percolación del negro de humo en poliolefina. Fuente: AIMPLAS.
Tabla 2: Relación de negros de humo comerciales. Fuente: AIMPLAS
3.2 Grafito
El grafito es una de las tres principales formas alotrópicas del carbono. Su estructura
se caracteriza por tener anillos de carbono organizados en planos paralelos, ver figura
6.
Las propiedades del grafito vienen determinadas por los siguientes parámetros:
1. Conductividad eléctrica y térmica: La conductividad está basada en los
electrones libres. Esta propiedad está determinada por el tamaño y la
ordenación de las cristalitas.
2. Propiedades lubricantes: El grafito tiene un efecto lubricante excelente debido
al deslizamiento de los planos cristalinos. Este efecto se ve potenciado a altas
temperaturas y presiones.
3. Alta resistencia al estrés térmico.
4. Resistencia a la oxidación y a agentes químicos.
Empresa Producto Página webResistividad
Ohms/sq.
VULCAN XC605
VULCAN XC72
SUPER P
Conductive CB
Cabot www.cabot-corp.com/
105 – 106
Timcal www.timcal.com
ENSACO
Conductive CB

FAELECTRIC – E1.1 13 / 59
Fig. 7. Estructura del grafito. Fuente: AIMPLAS
En la tabla 3 se detalla la relación empresas que suministran diferentes tipos de
grafitos.
Tabla 3: Relación de grafitos comerciales. Fuente: AIMPLAS.
3.3 Nanotubos de carbono
La quiralidad hace referencia a la orientación de las caras hexagonales, véase la figura
7, y determina la estabilidad del nanotubo y sus propiedades electrónicas [1]. La
lámina grafítica, de naturaleza semiconductora, enrollada como un nanotubo puede
tener propiedades dieléctricas e incluso metálicas.
Fig. 8. Diferentes tipos de configuración de SWCNT. a) Tipo “Arm-chair”; b) Tipo “Zig-zag”; c) Tipo Quiral.
Fuente: AIMPLAS.
Empresa Producto Página webResistividad
Ohms/sq.
Cond 5
Cond 8
Cond 20
MF2/99.5-99.9
RGMF5/99.5-99.9
RGMa –399,5 RG
Timcal Timrex www.timcal.com
Graphit
Kropfmühl AGwww.gk-graphite.com
105 – 10
6
NGS Naturgraphit
GmbHwww.graphit.de

FAELECTRIC – E1.1 14 / 59
Fig. 9. Nanotubo de pared simple (derecha) y de pared múltiple (izquierda). Fuente: AIMPLAS.
La longitud y el diámetro de los nanotubos determinan las propiedades mecánicas de
los nanotubos, consideradas sobresalientes, siendo las fibras más resistentes que
(teóricamente) se pueden fabricar hoy día. Esto se debe a la robustez y estabilidad de
los enlaces que unen los átomos de carbono.
Mediante medidas indirectas se ha establecido el módulo elástico máximo en 1,8 TPa.
Se han medido resistencias a tracción de nanotubos individuales en un rango de
valores entre 11 y 63 GPa con elongaciones a rotura cercanas al 12% [2]. Para mayor
información y una recopilación de los valores de diferentes propiedades mecánicas
consúltese el artículo publicado por N. Coleman et al. [3] en 2006.
Al margen de las propiedades mecánicas sin precedentes de los CNTs, destacan las
propiedades electrónicas de los mismos. El comportamiento electrónico de los CNTs
depende de la estructura y del número de defectos en la misma.
Se han medido resistividades de diferentes nanotubos de carbono encontrándose en
el rango de 0,05 Ohm·m a 10 mOhm·m. Estos valores son del mismo orden de
magnitud a los de un cristal grafítico (0,4 Ohm·m) y a los del cobre (0,017 Ohm·m)
[4].
El uso de partículas nanométricas en el campo de los materiales compuestos de
matriz polimérica ha demostrado un potencial único en la mejora de las propiedades
de los materiales poliméricos, incluyendo la conductividad eléctrica. Esto se debe
básicamente a la elevada relación de aspecto que poseen este tipo de nanopartículas
que favorece la interacción entre polímero y partícula, permitiendo la obtención de las
propiedades deseadas con pequeñas fracciones volumétricas de nanocargas (0.5-5
%).
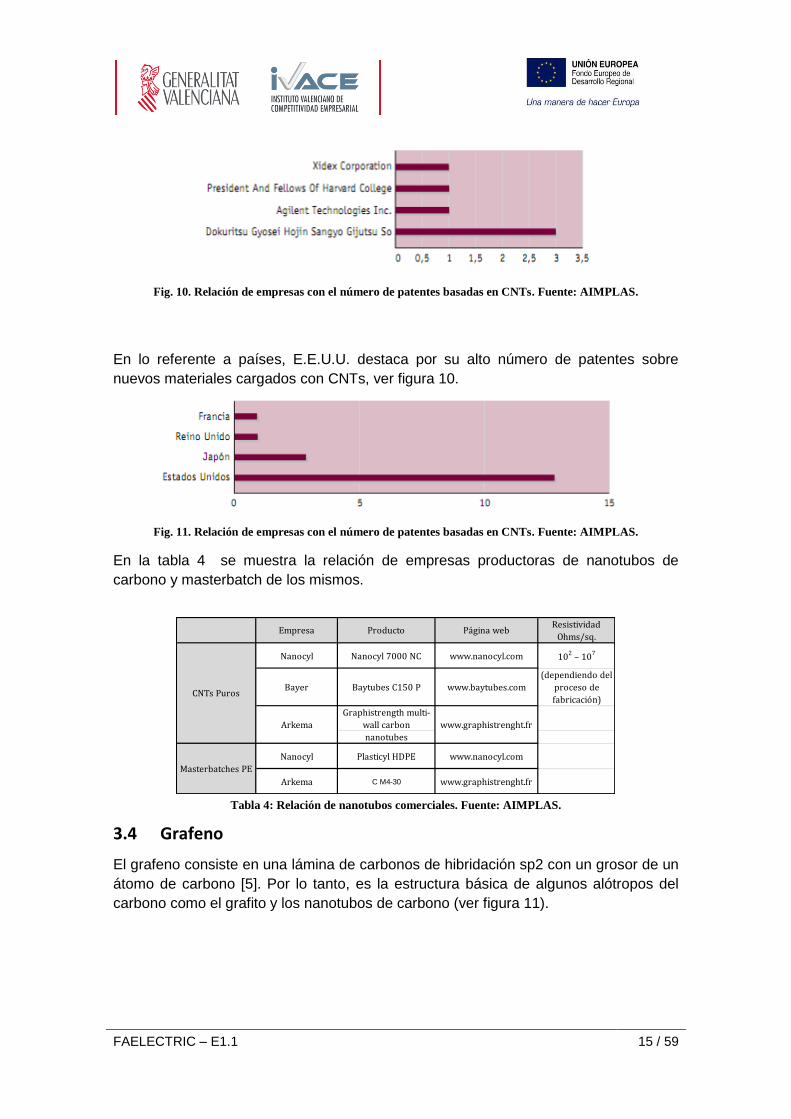
La siguiente figura muestra la relación de empresas que más han invertido en patentes
referentes al desarrollo de nuevos materiales basados en nanotubos de carbono.
FAELECTRIC – E1.1 15 / 59
Fig. 10. Relación de empresas con el número de patentes basadas en CNTs. Fuente: AIMPLAS.
En lo referente a países, E.E.U.U. destaca por su alto número de patentes sobre
nuevos materiales cargados con CNTs, ver figura 10.
Fig. 11. Relación de empresas con el número de patentes basadas en CNTs. Fuente: AIMPLAS.
En la tabla 4 se muestra la relación de empresas productoras de nanotubos de
carbono y masterbatch de los mismos.
Tabla 4: Relación de nanotubos comerciales. Fuente: AIMPLAS.
3.4 Grafeno
El grafeno consiste en una lámina de carbonos de hibridación sp2 con un grosor de un
átomo de carbono [5]. Por lo tanto, es la estructura básica de algunos alótropos del
carbono como el grafito y los nanotubos de carbono (ver figura 11).
Resistividad
Ohms/sq.
Nanocyl Nanocyl 7000 NC www.nanocyl.com 102 – 107
Bayer Baytubes C150 P www.baytubes.com
(dependiendo del
proceso de
fabricación)
Graphistrength multi-
wall carbon
nanotubes
Nanocyl Plasticyl HDPE www.nanocyl.com
Arkema C M4-30 www.graphistrenght.fr
CNTs Puros
Arkema www.graphistrenght.fr
Masterbatches PE
Empresa Producto Página web
FAELECTRIC – E1.1 16 / 59
Fig. 12. a) graphene, b) graphite, c) carbon nanotubes, d) fullerenes. Fuente: AIMPLAS.
El grafeno se puede obtener por diferentes rutas:
Crecipiento por chemical vapor deposition (CVD) [6]
Exfoliación del graffito mecánicamente [7]
Exfoliación química del grafito [8]
Crecimiento en cristales de carburo de silicio [9]
Estudios recientes aseguran que la producción del grafeno es más económica que la
de los nanotubos de carbono. [10]
Tipos de grafeno:
Oxido de grafeno (GO)
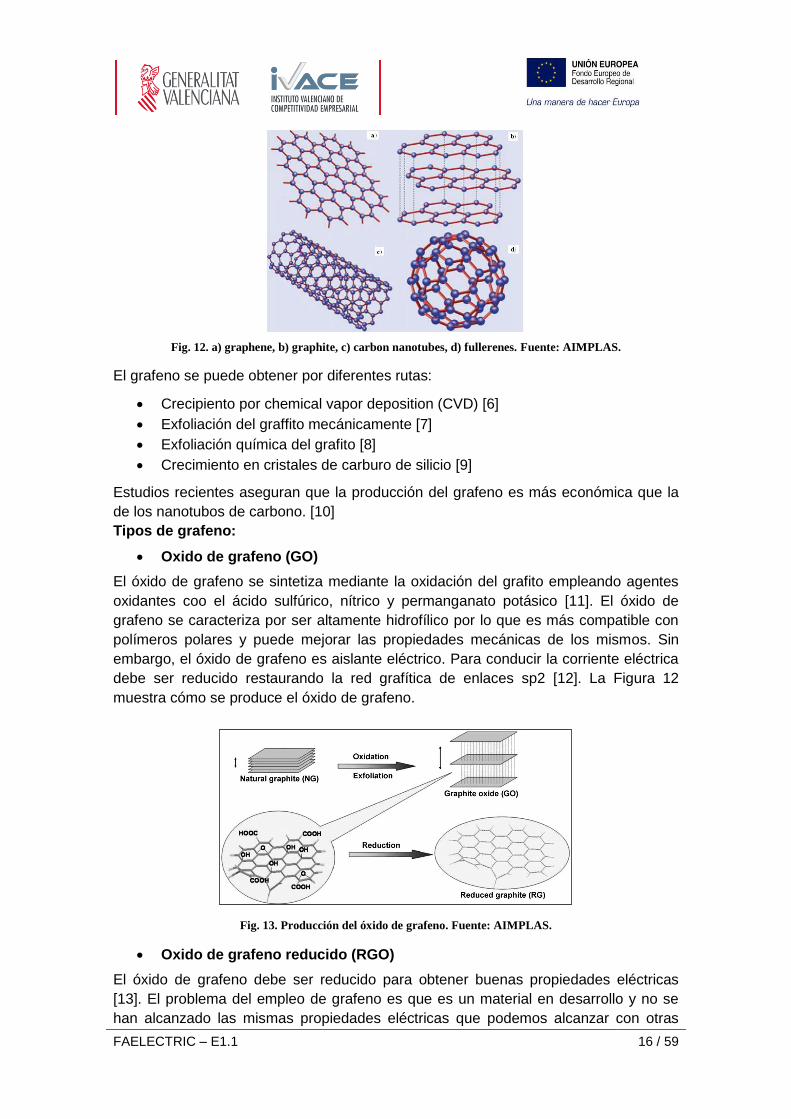
El óxido de grafeno se sintetiza mediante la oxidación del grafito empleando agentes
oxidantes coo el ácido sulfúrico, nítrico y permanganato potásico [11]. El óxido de
grafeno se caracteriza por ser altamente hidrofílico por lo que es más compatible con
polímeros polares y puede mejorar las propiedades mecánicas de los mismos. Sin
embargo, el óxido de grafeno es aislante eléctrico. Para conducir la corriente eléctrica
debe ser reducido restaurando la red grafítica de enlaces sp2 [12]. La Figura 12
muestra cómo se produce el óxido de grafeno.
Fig. 13. Producción del óxido de grafeno. Fuente: AIMPLAS.
Oxido de grafeno reducido (RGO)
El óxido de grafeno debe ser reducido para obtener buenas propiedades eléctricas
[13]. El problema del empleo de grafeno es que es un material en desarrollo y no se
han alcanzado las mismas propiedades eléctricas que podemos alcanzar con otras
FAELECTRIC – E1.1 17 / 59
nanopartículas. Además, su precio es muy elevado (alrededor de 300$/kg para los
grafenos de la empresa XGScience). Por el momento los mejores serultados se han
conseguido trabajando con grandes láminas de grafeno producidas por CVD. En lo
referente a composites, los mejores resultados se obtienen trabajando en disolución
(resinas termoestables).
4. Elastómeros conductores
Los elastómeros también conocidos como ‘cauchos’ son materiales de base polimérica
(polisopreno o caucho natural, el polibutadieno, el polisobutileno, y los poliuretanos),
dotados de gran elasticidad, con capacidad de ser estirados de ser estirado a
alargamientos moderados y, tras la eliminación del esfuerzo, volver aproximadamente
a su forma original.
La durabilidad y elasticidad de estos materiales se consigue mediante procesos de
entrecruzamiento por enlaces químicos covalentes entre las cadenas moleculares.
Este proceso es conocido como vulcanización. El entrecruzamiento molecular los
convierte en materiales termostables, incapaces de fundir, fluir y ser moldeados bajo
presión y temperatura. La reticulación es un factor crítico estructural que contribuye a
impartir altas propiedades elásticas [14].
Sin embargo, también existen los elastómeros termoplásticos (TPE) [15], a veces
referidos como cauchos termoplásticos, que son copolímeros o mezclas físicas de
polímeros los cuales tienen una elasticidad similar a las de los elastómeros
entrecruzados pero que se comportan como termoplásticos, capaces de fundir y de
fluir con la temperatura, debido a que la reticulación del polímero es debida a un débil
enlace dipolo o enlace por puente de hidrógeno o tiene lugar en una de las fases del
material.
Tipos de elastómeros termoplásticos son:
Estirénicos (SBCs O TPE-S)
Olefínicos (TPOs o TPE-O)
Vulcanizados termoplásticos (TPVs o TPE-V)
Poliuretano termoplástico (TPUs o TPE-U)
Copoliésteres (COPEs o TPE-E)
Copoliamidas (COPAs o TPE-A)
Los elastómeros termoplásticos son materiales que ofrecen un gran atractivo a medida
que la demanda de dispositivos deformables (stretchable) ha ido creciendo en los
nuevos campos de la tecnología electrónica extensible, la robótica inteligente, los
dispositivos portátiles y los dispositivos adaptables al cuerpo humano (wearable). Lo
que ha ocasionado la búsqueda de nuevos materiales que pueden permitir una alta
conductividad eléctrica y también una buena elasticidad mecánica [16], [17], [18].
Los polímeros intrínsecamente conductores, tales como poliacetileno (PA), polianilina
(PANI), polipirrol (PPY) y poli (3,4-etilen dioxitiofeno) (PEDOT) tienen, una alta
conductividad eléctrica hasta 1000 S / cm, sin embargo son muy rígidos y frágiles,
siendo su tensión de ruptura inferior al 10%.
Por el contrario, los elastómeros tales como caucho natural (NR), caucho de estireno
butadieno (SBR), monómero de etileno-propileno-dieno (EPDM), poliuretano (PU) y
FAELECTRIC – E1.1 18 / 59
poli (dimetilsiloxano) (PDMS) se caracterizan por una alta deformación reversible (>
200%) pero una baja conductividad [19], [20], [21], [22].
Tradicionalmente las cargas conductoras de carbono, como los negros de carbono,
grafitos y nanotubos de carbono (CNT) se han utilizado para transformar la resina de
un aislante a un conductor [23], [24], [25]
Sin embargo, este enfoque requiere que se añada una cantidad significativa carga,
provocando una drástica pérdida de elasticidad del material, aunque la degradación de
la elasticidad puede minimizarse para compuestos CNT-elastómero, donde pueden
formarse redes de percolación CNT conductivas mediante la adición de sólo una
pequeña cantidad de CNTs.
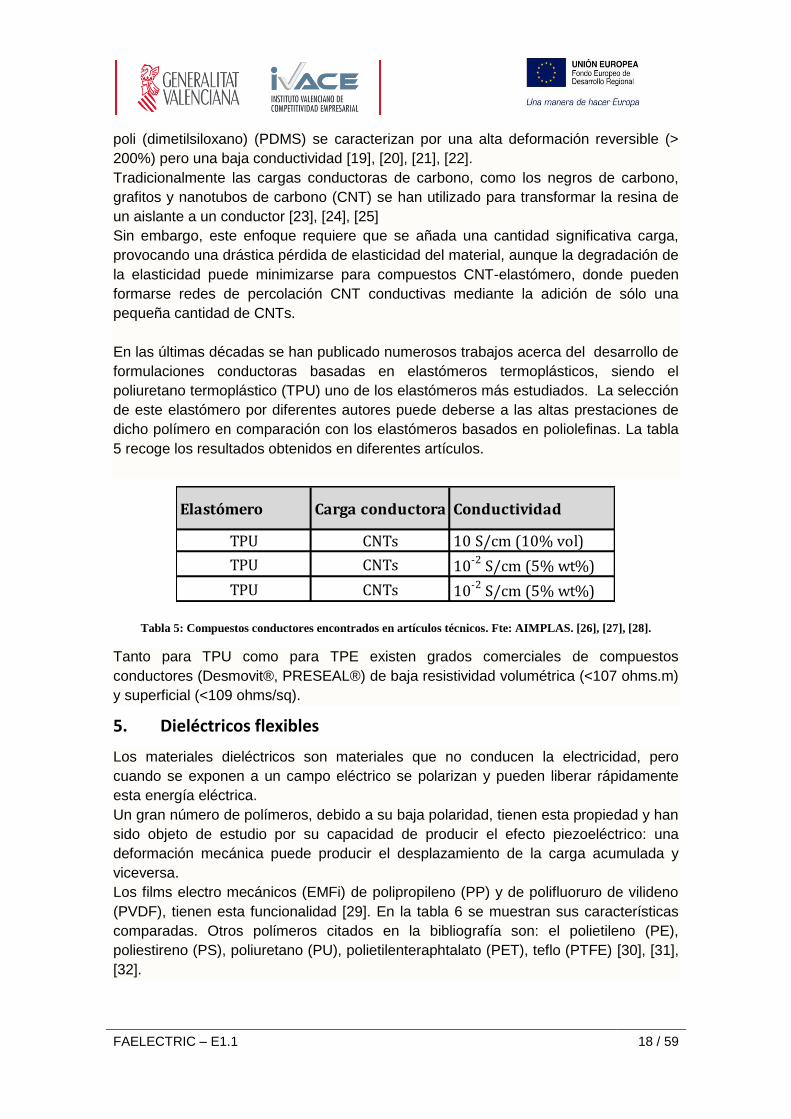
En las últimas décadas se han publicado numerosos trabajos acerca del desarrollo de
formulaciones conductoras basadas en elastómeros termoplásticos, siendo el
poliuretano termoplástico (TPU) uno de los elastómeros más estudiados. La selección
de este elastómero por diferentes autores puede deberse a las altas prestaciones de
dicho polímero en comparación con los elastómeros basados en poliolefinas. La tabla
5 recoge los resultados obtenidos en diferentes artículos.
Tabla 5: Compuestos conductores encontrados en artículos técnicos. Fte: AIMPLAS. [26], [27], [28].
Tanto para TPU como para TPE existen grados comerciales de compuestos
conductores (Desmovit®, PRESEAL®) de baja resistividad volumétrica (<107 ohms.m)
y superficial (<109 ohms/sq).
5. Dieléctricos flexibles
Los materiales dieléctricos son materiales que no conducen la electricidad, pero
cuando se exponen a un campo eléctrico se polarizan y pueden liberar rápidamente
esta energía eléctrica.
Un gran número de polímeros, debido a su baja polaridad, tienen esta propiedad y han
sido objeto de estudio por su capacidad de producir el efecto piezoeléctrico: una
deformación mecánica puede producir el desplazamiento de la carga acumulada y
viceversa.
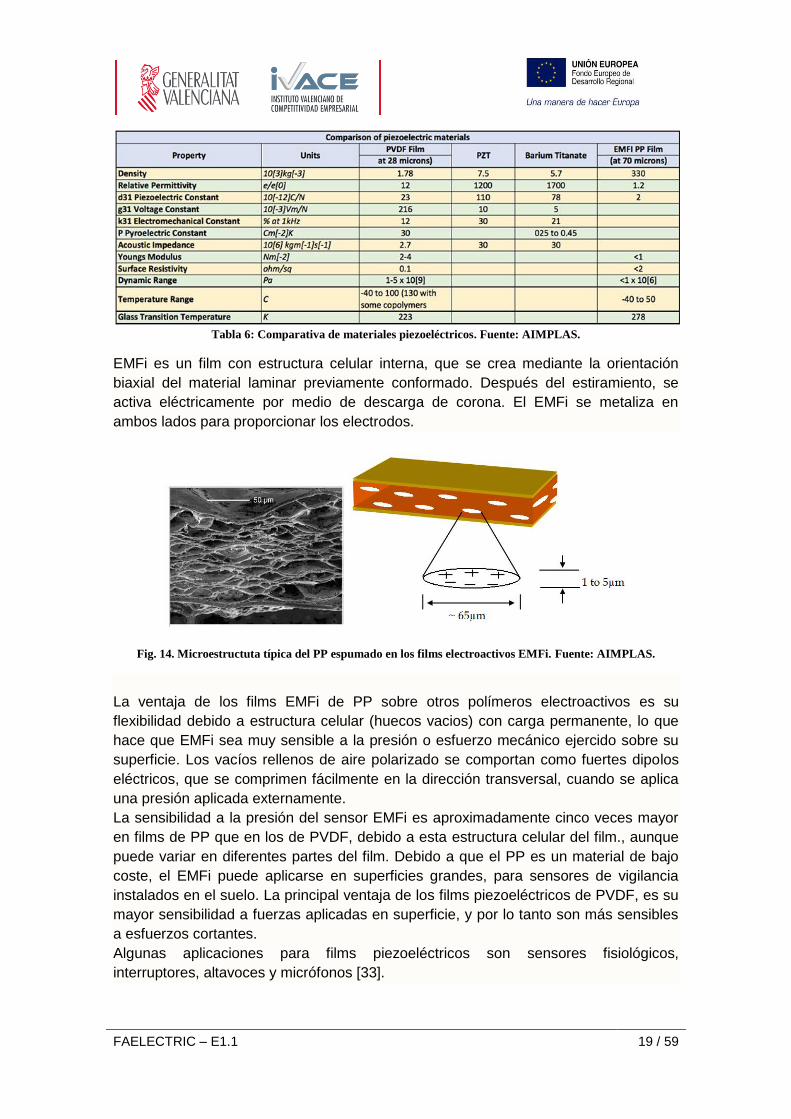
Los films electro mecánicos (EMFi) de polipropileno (PP) y de polifluoruro de vilideno
(PVDF), tienen esta funcionalidad [29]. En la tabla 6 se muestran sus características
comparadas. Otros polímeros citados en la bibliografía son: el polietileno (PE),
poliestireno (PS), poliuretano (PU), polietilenteraphtalato (PET), teflo (PTFE) [30], [31],
[32].
Elastómero Carga conductora Conductividad
TPU CNTs 10 S/cm (10% vol)
TPU CNTs 10-2 S/cm (5% wt%)
TPU CNTs 10-2
S/cm (5% wt%)
FAELECTRIC – E1.1 19 / 59
Tabla 6: Comparativa de materiales piezoeléctricos. Fuente: AIMPLAS.
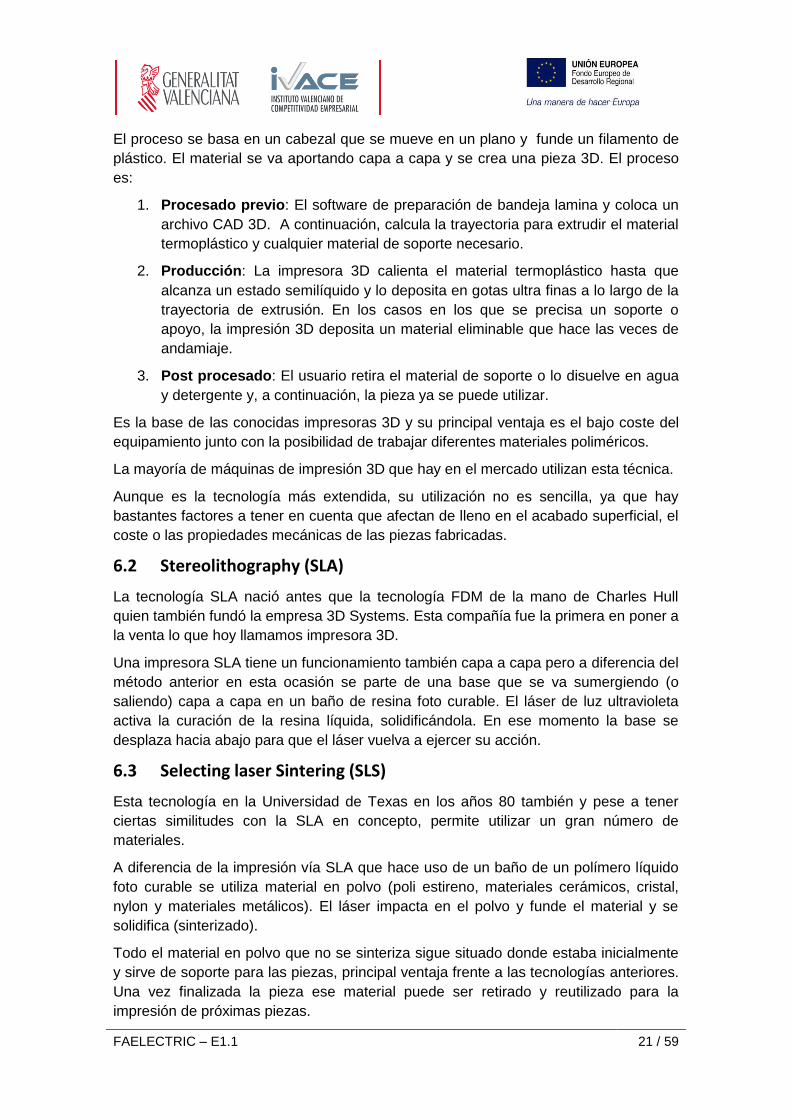
EMFi es un film con estructura celular interna, que se crea mediante la orientación
biaxial del material laminar previamente conformado. Después del estiramiento, se
activa eléctricamente por medio de descarga de corona. El EMFi se metaliza en
ambos lados para proporcionar los electrodos.
Fig. 14. Microestructuta típica del PP espumado en los films electroactivos EMFi. Fuente: AIMPLAS.
La ventaja de los films EMFi de PP sobre otros polímeros electroactivos es su
flexibilidad debido a estructura celular (huecos vacios) con carga permanente, lo que
hace que EMFi sea muy sensible a la presión o esfuerzo mecánico ejercido sobre su
superficie. Los vacíos rellenos de aire polarizado se comportan como fuertes dipolos
eléctricos, que se comprimen fácilmente en la dirección transversal, cuando se aplica
una presión aplicada externamente.
La sensibilidad a la presión del sensor EMFi es aproximadamente cinco veces mayor
en films de PP que en los de PVDF, debido a esta estructura celular del film., aunque
puede variar en diferentes partes del film. Debido a que el PP es un material de bajo
coste, el EMFi puede aplicarse en superficies grandes, para sensores de vigilancia
instalados en el suelo. La principal ventaja de los films piezoeléctricos de PVDF, es su
mayor sensibilidad a fuerzas aplicadas en superficie, y por lo tanto son más sensibles
a esfuerzos cortantes.
Algunas aplicaciones para films piezoeléctricos son sensores fisiológicos,
interruptores, altavoces y micrófonos [33].

FAELECTRIC – E1.1 20 / 59
6. Tecnologías avanzadas en fabricación aditiva
Existen diferentes tecnologías que pueden ser susceptibles de ser empleadas en los
objetivos a alcanzar en el proyecto: impresión 3D con los nuevos materiales
poliméricos adaptados necesarios, activación eléctrica por medio de descarga de
corona de esos materiales para conseguir un comportamiento piezoeléctrico adecuado
y modificación/creación de un nuevo proceso productivo por medio de una máquina de
fabricación aditiva que integre una activación eléctrica del material producido in-situ.
En la siguiente tabla encontramos las diferentes tecnologías de fabricación aditiva
existentes, teniendo en cuenta el material a partir del cual se trabaja con cada una de
ellas:
Fig. 15: Tecnologías de fabricación aditiva. Fuente: ITE
En los siguientes puntos se han definido las principales características de las
tecnologías de fabricación aditiva más importantes y más utilizadas actualmente, para
así poder entender las diferencias existentes entre cada uno de los diferentes
métodos.
6.1 Fused Deposition Modelling (FDM)
Es la tecnología que ha popularizado este método de impresión de piezas y figuras,
fue inventada y patentada a finales de los 80 por Scott Crump, que la empezó a
comercializar mediante la empresa que formo con su mujer, Stratasys.
FAELECTRIC – E1.1 21 / 59
El proceso se basa en un cabezal que se mueve en un plano y funde un filamento de
plástico. El material se va aportando capa a capa y se crea una pieza 3D. El proceso
es:
1. Procesado previo: El software de preparación de bandeja lamina y coloca un
archivo CAD 3D. A continuación, calcula la trayectoria para extrudir el material
termoplástico y cualquier material de soporte necesario.
2. Producción: La impresora 3D calienta el material termoplástico hasta que
alcanza un estado semilíquido y lo deposita en gotas ultra finas a lo largo de la
trayectoria de extrusión. En los casos en los que se precisa un soporte o
apoyo, la impresión 3D deposita un material eliminable que hace las veces de
andamiaje.
3. Post procesado: El usuario retira el material de soporte o lo disuelve en agua
y detergente y, a continuación, la pieza ya se puede utilizar.
Es la base de las conocidas impresoras 3D y su principal ventaja es el bajo coste del
equipamiento junto con la posibilidad de trabajar diferentes materiales poliméricos.
La mayoría de máquinas de impresión 3D que hay en el mercado utilizan esta técnica.
Aunque es la tecnología más extendida, su utilización no es sencilla, ya que hay
bastantes factores a tener en cuenta que afectan de lleno en el acabado superficial, el
coste o las propiedades mecánicas de las piezas fabricadas.
6.2 Stereolithography (SLA)
La tecnología SLA nació antes que la tecnología FDM de la mano de Charles Hull
quien también fundó la empresa 3D Systems. Esta compañía fue la primera en poner a
la venta lo que hoy llamamos impresora 3D.
Una impresora SLA tiene un funcionamiento también capa a capa pero a diferencia del
método anterior en esta ocasión se parte de una base que se va sumergiendo (o
saliendo) capa a capa en un baño de resina foto curable. El láser de luz ultravioleta
activa la curación de la resina líquida, solidificándola. En ese momento la base se
desplaza hacia abajo para que el láser vuelva a ejercer su acción.
6.3 Selecting laser Sintering (SLS)
Esta tecnología en la Universidad de Texas en los años 80 también y pese a tener
ciertas similitudes con la SLA en concepto, permite utilizar un gran número de
materiales.
A diferencia de la impresión vía SLA que hace uso de un baño de un polímero líquido
foto curable se utiliza material en polvo (poli estireno, materiales cerámicos, cristal,
nylon y materiales metálicos). El láser impacta en el polvo y funde el material y se
solidifica (sinterizado).
Todo el material en polvo que no se sinteriza sigue situado donde estaba inicialmente
y sirve de soporte para las piezas, principal ventaja frente a las tecnologías anteriores.
Una vez finalizada la pieza ese material puede ser retirado y reutilizado para la
impresión de próximas piezas.
FAELECTRIC – E1.1 22 / 59
6.4 Polyjet photopolymer
Desarrollada por Object (adquirida por Stratasys) y que se asemeja a la manera en la
que las impresoras de tinta depositan la tinta. Un fotopolímero líquido se expulsa y
entonces se solidifica gracias a una luz ultravioleta. Tal y como sucede con el resto de
tecnologías 3D la impresión se realiza capa por capa.
7. Tecnología de proceso ‘Fused Deposition Modelling’ (FDM)
La elección de esta tecnología, se basa en que es el método de mayor potencial para
la fabricación directa de piezas a partir de polímeros termoplásticos comparándolo con
los métodos de moldeo tradicionales.
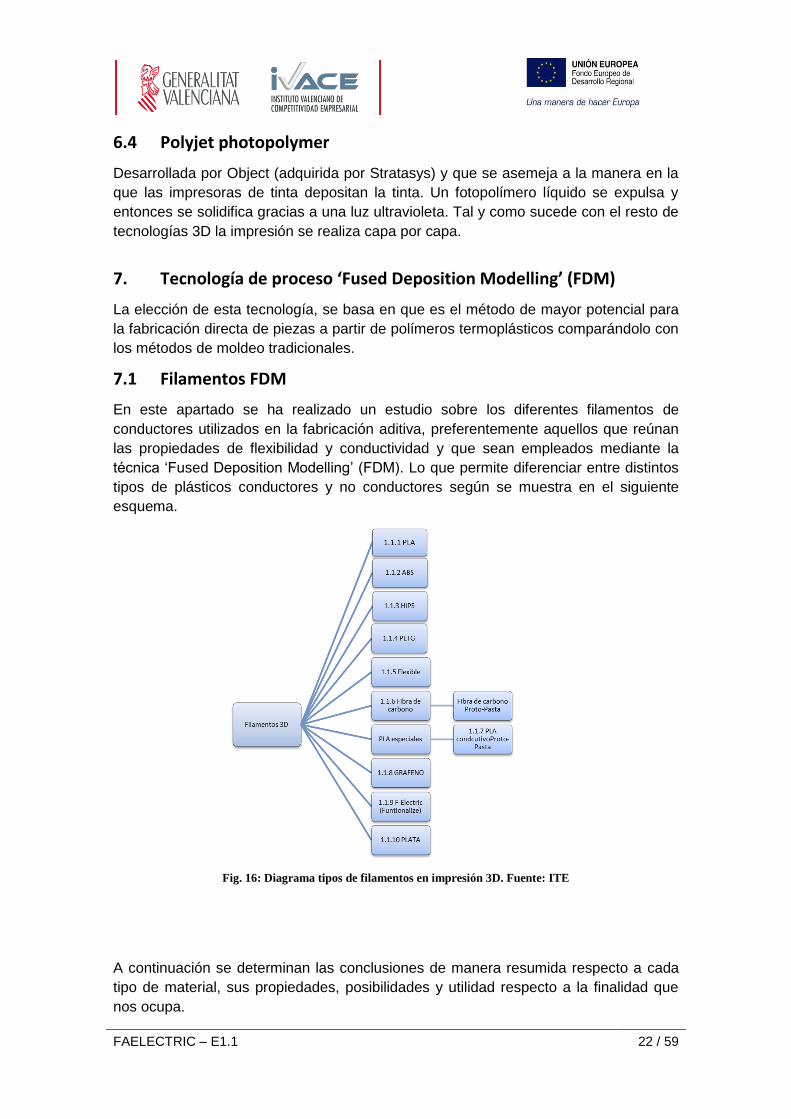
7.1 Filamentos FDM
En este apartado se ha realizado un estudio sobre los diferentes filamentos de
conductores utilizados en la fabricación aditiva, preferentemente aquellos que reúnan
las propiedades de flexibilidad y conductividad y que sean empleados mediante la
técnica ‘Fused Deposition Modelling’ (FDM). Lo que permite diferenciar entre distintos
tipos de plásticos conductores y no conductores según se muestra en el siguiente
esquema.
Fig. 16: Diagrama tipos de filamentos en impresión 3D. Fuente: ITE
A continuación se determinan las conclusiones de manera resumida respecto a cada
tipo de material, sus propiedades, posibilidades y utilidad respecto a la finalidad que
nos ocupa.
FAELECTRIC – E1.1 23 / 59
Destacar que se ha profundizado en el análisis de los materiales que cumplen de una
manera más aproximada determinados requisitos de conductividad y flexibilidad.
La mayoría de filamentos conductores los podemos encontrar con diámetro de 3mm
o de 1.75mm. El filamento de 3mm es en realidad de 2.85mm y durante mucho tiempo
ha sido considerado el estándar para impresoras 3D. Actualmente este grosor está
empezando a desaparecer y muchos fabricantes ya no fabrican todos sus colores o
materiales en 3mm. El filamento de 1.75mm se puede utilizar en cualquier impresora
3D sin ningún problema mecánico, simplemente habría que experimentar con los
valores de flujo y velocidad de alimentación del filamento en las configuraciones de tu
impresora. El material de 1.75mm es más flexible y menos quebradizo, lo que facilita
su inserción en la impresora. Este último grosor se está convirtiendo en el estándar
para impresoras 3D.
Otro parámetro importante a la hora de elegir un filamento u otro es la utilización o no
de cama caliente. Algunos materiales necesitan que la base de impresión este
caliente y cuando el material es depositado en ella tiene que estar en torno a 70ºC.
Para conseguir calentar la cama a la temperatura de 70ºC, es necesaria la aplicación
de una corriente elevada, lo que generará un consumo energético muy alto. Por eso
que se debe asegurar la necesidad o no de su utilización.
Otros dos parámetros a considerar son la temperatura del extrusor (hotend), la cual
debe estar en el valor que nos indica el fabricante, y la utilización o no de un ventilador
de capa para que el material de enfríe muy rápido y dotar así a la pieza de una gran
definición.
7.1.1 Tipos de filamentos
7.1.1.1. PLA (Poliácido Láctico)
Material biodegradable, uno de los más utilizados en impresión 3D.
Ventajas:
- Facilidad de impresión.
- No necesita cama caliente.
- Muy estable.
- Velocidad de impresión más rápida que otros materiales.
- Procede de materia orgánica (maíz, trigo,..) por lo que ofrece capacidad de
biodegradación bajo condiciones adecuadas “material ecológico”.
- Se obtiene de recursos renovables.
- Material reciclable.
Desventajas:
- Poca resistencia térmica (se vuelve endeble a partir de los 60º).
- Material más frágil que otros materiales (poca resistencia mecánica).

FAELECTRIC – E1.1 24 / 59
- Sensible a la humedad (conservarlo al vacío o lejos de zonas húmedas).
Aplicaciones
Especialmente para elementos decorativos, figuras, maquetas, prototipos…
Consejos de impresión
A la hora de imprimir el material, lo más conveniente es:
- Establecer una temperatura de extrusor de aproximadamente (198ºC).
- Para piezas pequeñas y piezas finas se recomienda utilizar ventiladores de
capa (evita que la pieza se deforme o presente un mal acabado).
- Usar adhesivos en la base para evitar que la pieza se despegue de la base.
- Para filamentos con colores oscuros, aumentar la temperatura 3ºC ó 5ºC
respecto a la temperatura óptima.
Existen filamentos de PLA mezclados con bronce o aluminio. Esta mezcla aumenta la
rigidez del material facilitando la rotura al doblarse.
7.1.1.2. ABS (Acrilonitrilo Butadieno Stireno)
Este material plástico procedente del petróleo, es muy utilizado en la industria.
Ventajas
- Muy estable a altas temperaturas (Apróx. 80ºC-90ºC).
- Conserva la tenacidad a temperaturas extremas (-40ºC hasta 90 C). La
mayoría de los plásticos no tienen esta capacidad.
- Alta capacidad de mecanizado: se puede lijar, perforar…
- Resistente a ataques químicos.
- Muy resistente a los impactos.
Desventajas
- Es necesaria cierta experiencia en impresión 3D.
- Dificultad de impresión media “dependiendo del objeto que se trate”.
- Contracción entre capas más rápida que el PLA, pudiendo resquebrajarse la
pieza si las condiciones del entorno son demasiado frías.
- Pueden producirse el efecto warping fácilmente.
Aplicaciones
Elementos mecánicos, piezas de automoción, piezas industriales en general, entre
otros. Como no, también se puede utilizar para elementos decorativos y muchas más
aplicaciones.
Consejos de impresión
- Establecer una temperatura de extrusor de 235ºC.

FAELECTRIC – E1.1 25 / 59
- Establecer una temperatura de cama de 60ºC (piezas pequeñas) y de 80ºC
(piezas grandes).
- No es posible utilizar ventiladores de capa.
- La impresión se aconseja hacerse en ambientes acalefactados o que la propia
impresora 3D sea el cerramiento hermético.
- La impresión debe de hacerse en zonas bien ventiladas ya que desprende
gases nocivos para la salud.
- Para filamentos con colores oscuros, aumentar la temperatura 3ºC o 5ºC
respecto de la temperatura óptima.
Podemos encontrar en el mercado FILAMENTOS CONDUCTIVOS ABS:
- Polímero muy resistente al impacto aunque posee cierta flexibilidad
- Gran resistencia a temperaturas extremas y poco absorbentes.
- Es muy receptivo a los baños de metales.
- Es indicado para piezas que requieran cierta conductividad eléctrica, ya que
contiene partículas de grafito que le proporcionan esta característica.
- El color del material es negro opaco.
- El rango típico de temperaturas de impresión es de 220 – 230ºC con
plataforma temperada a 100ºC.
7.1.1.3. HIPS (Poliestireno de alto impacto)
Se trata de un polímero mezclado con estructuras repetitivas de estireno y butadieno,
generando alta capacidad de resistencia a impactos.
Ventajas
- Ofrece resistencia elevada, incluso a bajas temperaturas.
- Material reciclable.
- No necesita cama caliente.
- Excelente estabilidad térmica.
- Resistente a ácidos y bases.
- Alta capacidad de mecanizado.
- Inexistencia de pandeo o contracción (Warping) y de grietas entre capas.
- No desprende gases nocivos.
- Resistente al agua.
- Buen aislante térmico.
Desventajas
FAELECTRIC – E1.1 26 / 59
- No se puede utilizar para fabricar piezas destinadas a estar a la intemperie.
- Temperatura a la cual empieza a deformarse: 80ºC.
Aplicaciones
- Este material se usa con bastante frecuencia como envases alimenticios
(yogur, quesos, dulces,…).
- Fabricación de cubiertos y vajillas.
- Fabricación de juguetes, calzados, separadores de frutas, entre otros y muchos
más.
Consejos de impresión
- Rango de temperatura de impresión de 180 a 260ºC.
- Temperatura óptima de impresión 238ºC.
- No necesita cama caliente.
7.1.1.4. PETG (Polietilentereftalato)
Esta variedad de plástico es muy utilizado como material de uso alimenticio como
pueden ser: envases de alimentos, botellas, etc.
Ventajas
- Presenta alta transparencia, incluso siendo el filamento de color.
- Alta resistencia al desgaste y corrosión.
- Buena resistencia química y térmica.
- Resistente a impactos.
- Es impermeable.
- Resiste a esfuerzos permanentes (flexibilidad).
- Baja absorción de humedad.
- En el uso doméstico, permite ''cocción en microondas''.
- Alta capacidad de mecanizado.
- Resistente a ácidos, bases y grasas.
Desventajas
- Levemente tóxico.
- No es biodegradable.
- Se vuelve endeble a partir de 70ºC aproximadamente.
Aplicaciones
FAELECTRIC – E1.1 27 / 59
Cualquier tipo de objeto y envases de uso alimenticio que esté en contacto humano
(vasos, cucharas, cepillos…), elementos decorativos que aporten transparencia.
Este tipo de material se ha utilizado también en aplicaciones farmacéuticas. Por
ejemplo, en el libro ‘European Journal of Pharmaceutics and Biopharmaceutics’,
Elsevier, podemos encontrar un estudio [Goepferich A.,2016, ”European Journal and
Biopharmaceutics”, Elsevier] relacionado con el desarrollo de mezclas de polímeros
plásticos con el objetivo de mejorar las dispersiones sólidas de fármacos utilizando la
impresión 3D.
7.1.1.5. Flexible (Elastómero termoplástico o TPE)
El material flexible consiste en una combinación de plástico (termoplástico) y caucho
(elastómero), el cual, ofrece las mejores propiedades de cada tipo.
Ventajas
- Amortiguan muy bien los impactos.
- Gran resistencia a rotura del material por fatiga.
- Capacidad de estiramiento moderados y recuperación de su forma una vez que
se deje de estirar.
- Material reciclable.
- Material muy suave.
Desventajas
- Poca resistencia a agentes químicos y al calor.
- Pérdida de elasticidad si se funden a una temperatura por encima de lo
establecido.
- Con el paso del tiempo, pierden la capacidad elástica conforme su uso.
Aplicaciones
Partes táctiles suaves de herramientas, elementos protectores, pulseras, collares,
elementos decorativos, juguetes flexibles…
Consejos de impresión
Se trata de un material muy delicado, por lo tanto hay que usar velocidades bajas de
impresión, de 10 a 20mm/s.
7.1.1.6. Fibra de carbono
Uno de los materiales más usados y más famoso en todas las ramas de la industria,
ingeniería y en otros campos. Posee dos salientes características: Súper resistente y
ultra ligero.
FAELECTRIC – E1.1 28 / 59
Ventajas
- Ofrece gran resistencia mecánica y gran ligereza.
- Gran adhesión y un gran esfuerzo entre capas por las fibras que contiene.
- Buen aislante térmico.
- Material muy estable a altas temperaturas.
- Fácil de imprimir.
- Grandes acabados con aspecto fibroso.
- Gran resistencia la impacto.
Desventajas
- Temperaturas de impresión elevadas.
- Material muy abrasivo.
Aplicaciones
Material muy usado en todas las ramas de la industria y en muchos otros campos.
Este material se puede aplicar para la fabricación de piezas de: bicicletas,
motocicletas, vehículos en general, aeromodelismo, modelismo…
Consejos de impresión
No necesita cama caliente. Importante usar boquillas de acero inoxidable con orifico
de salida igual o superior a 0.4mm.
7.1.1.7. PLA conductivo Proto-Pasta
El filamento PLA conductivo de Proto-Pasta está compuesto por:
- Un polímero PLA,
- Un dispersante
- Carbono conductivo.
Es un material bastante flexible y compatible con cualquier impresora 3D de escritorio
FDM/FFF.
Este filamento PLA conductivo es ideal para ser utilizado en circuitos de baja tensión,
teclados digitales que requieran baja conductividad como placas de control, sensores
táctiles, robótica y en electrónica. El Filamento PLA conductivo es factible para
controlar cualquier elemento a través de una resistencia de 1Kohm.
El filamento PLA conductivo Proto-Pasta es más flexible que el PLA y presenta una
menor adhesión entre capas.
Además presenta una temperatura de ablandamiento similar al PLA, en torno a los
50ºC. En cuanto a su rigidez es baja; se puede considerar un material semiflexible, se
produce fractura al doblar las piezas repetidas veces.

FAELECTRIC – E1.1 29 / 59
En caso de imprimir con doble cabezal se recomienda utilizarlo conjuntamente con el
PLA.
Consejos de impresión
Imprimir el Filamento PLA conductivo Proto-Pasta es prácticamente igual de sencillo
que imprimir con el PLA estándar. No es necesario disponer de una impresora 3D con
cama caliente para imprimir el filamento PLA conductivo, aunque en caso de disponer
de una impresora 3D con cama caliente se recomienda utilizarla a 50-60º C ya que se
obtiene una adherencia mayor.
Material interesante para el proyecto debido a su capacidad de conducción su
flexibilidad, condiciones requeridas para los prototipos a fabricar.
Tabla 7: Filamento conductor PLA Proto-Pasta. Fuente ITE
7.1.1.8. Grafeno
El filamento conductivo de grafeno es un material fabricado por Graphene 3D Lab,
está diseñado específicamente para permitir a cualquier usuario de impresión 3D con
casi cualquier impresora 3D de escritorio del mercado realizar componentes
conductores de electricidad.
Las principales propiedades de este filamento son:
- Conductividad eléctrica
El Filamento conductivo de grafeno ofrece una resistividad volumétrica de 0,6
ohm-cm. El volumen de resistividad es la medida de la resistencia de un
material al paso de la electricidad dentro de un centímetro cúbico de material.
Con el fin de determinar si el material va a cumplir las funciones en su
DISTRIBUIDORES PROTO-PASTA, fabricado por Protoplant.
Compuesto por un polimero (PLA), un dispersante y por carbono conductivo.
· Resistividad volumétrica del filamento antes de ser fundido: 15 ohm- cm
·Resistividad volumétrica de partes impresas perpendicular a las capas: 30 ohm- cm
·Resistividad de volumen de partes impresas a través de capas(a lo largo del eje Z):
115 ohm-cm
·Resistencia de una longitud de 10 cm de filamento 1.75mm: 1.8Kohm
·Resistencia de una longitud de 10 cm de filamento de 2,85mm: 0,6Kohm.
· Material flexible y compatible con cualquier impresora 3D.
·Temperatura de ablandamiento en torno a los 50ºC
El filamento PLA conductivo es ideal para ser utilizado en circuitos de baja tensión,
teclados digitales que requieran baja conductividad, arduino, sensores táctiles,
robótica y en electrónica. El Filamento PLA conductivo es factible para controlar
cualquier elemento a través de una resistencia de 1Kohm.
Similares a los de imprimir con PLA. No es necsario la utilización de cama caliente,
enc aso de disponer se recomienda entre 50ºC y 60ºC.
Filamento conductor PLA Proto-Pasta
PLA Proto-Pasta
COMPOSICIÓN
PROPIEDADES
APLICACIONES
CONSEJOS DE IMPRESIÓN
(para máquians
FILAMENT2PRINT
FAELECTRIC – E1.1 30 / 59
proyecto, se tendrá que tener en cuenta que la resistencia va a cambiar
dependiendo de su impresión.
- Alta Resistencia
El Filamento conductivo de grafeno también puede ser usado para aplicaciones
que requieren una resistencia superior que el ABS y PLA.
Las principales aplicaciones de este filamento son:
- Sensores
El filamento conductivo de grafeno se puede utilizar para crear sensores
capacitivos (touch) utilizados en una amplia gama de productos electrónicos
que son utilizados en el día a día. Así es un material excelente para el diseño
de dispositivos de interfaz humana como lápices-punteros para móviles y
tabletas.
Los sensores capacitivos de detección también se pueden utilizar para medir la
proximidad, la posición, la humedad, los niveles de líquido y la aceleración.
Proyectos realizados:
Controladores de juego
Teclados digitales
Almohadillas táctiles
Baterías electrónicas
Controladores MIDI
- Pistas conductoras
Otra aplicación del filamento conductivo de grafeno está en la creación de
circuitos conductores de electricidad para usos en electrónica.
Tradicionalmente, los entusiastas de la impresión 3D para poder agregar
circuitos conductores a sus creaciones tenían que diseñar las piezas con los
surcos necesarios para una vez finalizada la impresión añadir hilo de cobre.
Con el filamento conductivo de grafeno se puede imprimir el cableado
simultáneamente al proceso de construcción de la pieza.
Proyectos realizados:
Interfaz computadoras, placas de control electrónico y otros
componentes.
Alimentación de LED´s.
Electrónica Wearable
Nota: La resistencia eléctrica de un circuito se debe considerar con el fin de
utilizar con éxito el filamento conductivo de grafeno en aplicaciones de
electrónica; específicamente, el filamento está diseñado para aplicaciones de
baja corriente.
FAELECTRIC – E1.1 31 / 59
- Electromagnética y apantallamiento de radiofrecuencia
La alta conductividad ofrecida por el filamento conductivo de grafeno no sólo es
excelente para circuitos impresos en 3D y sensores; También es útil para su
uso en EMI (interferencia electromagnética) y en aplicaciones de
apantallamiento de RF (Radiofrecuencia) muy importante en una amplia gama
de industrias, incluyendo:
Telecomunicaciones.
Equipamiento de hospital.
Dispositivos médicos.
Carcasas y embalajes.
Aeroespacial y Automotriz
El apantallamiento EMI / RF se utiliza para bloquear el campo electromagnético
y la radiación electromagnética de radiofrecuencia dentro de un espacio; es
importante utilizar EMI y protección de RF en un hospital, laboratorio, o en
configuraciones de la industria aeroespacial para proteger contra las señales
de la competencia, ya que pueden conducir al equipamiento propio a dar falsas
mediciones.
El apantallamiento EMI/RF logra esto mediante el bloqueo de AM, FM, TV,
servicios de emergencia, y las señales celulares. El filamento conductivo de
grafeno es ideal para el diseño de escudos de RF / EMI utilizados en elementos
altamente personalizados.
- Partes mecánicas y funcionales de alta resistencia
El filamento de grafeno es mecánicamente más fuerte que el ABS y PLA.
Puede ser usado para piezas funcionales de impresión 3D tales como ganchos,
herramientas de mano, y las partes que requieren utillaje, incluyendo la
perforación.
Consejos de impresión
El filamento de grafeno conductor reblandece a altas temperaturas, ~50°C, y está
diseñado para ser utilizado en aplicaciones a temperatura ambiente; y en proyectos de
bajo voltaje y baja corriente. No se puede exceder de 12 voltios y se debe evitar el uso
del filamento para el suministro de energía que exceda de 100mA.

FAELECTRIC – E1.1 32 / 59
El valor de una resistencia es directamente proporcional a la longitud e inversamente
proporcional a la sección del mismo. Las propiedades intrínsecas del filamento de
grafeno son tales que no se debe dejar material en el elemento extrusor de la
impresora 3D (mientras no se está imprimiendo), ya que podría expandirse y causar la
obstrucción de la boquilla. Después de la impresión debe retirarse el filamento lo antes
posible.
Se debe evitar al máximo la posible contaminación del filamento de grafeno, por
ejemplo suciedad de las manos o el polvo del ambiente. Se recomienda tratar el
filamento con guantes, lavado de manos y utilizar limpiador de filamentos.
Para realizar una impresión con doble extrusión, se recomienda utilizar en
combinación con PLA. Para la impresión de filamento de grafeno, se recomienda una
boquilla de al menos 0,5mm.
El filamento de grafeno debe ser almacenado en un lugar seco y alejado del polvo y
otras partículas. El usuario debe evitar la exposición prolongada a la humedad. La
boquilla de la impresora 3D siempre debe lavarse antes y después de usar el filamento
de grafeno para evitar complicaciones en la impresión.
Para la utilización de este tipo de filamento en máquinas de impresión 3D
convencionales, es recomendable seguir los consejos de impresión:
- Temperatura de extrusión: 50ºC aprox.
- Aplicaciones a temperatura ambiente con bajo voltaje y baja corriente. No
pueden exceder los 12V ni los 100mA.
- No dejar el material inactivo en el extrusor, puede obstruir el nozzle.
- Utilizar guantes y limpiador de filamentos para evitar su contaminación.
- Recomendable utilizar este filamento con PLA.
- Almacenar en lugar seco y alejado del polvo.
- Lavar la boquilla de impresión antes y después de su utilización.
Distribuidores de filamento de grafeno:
- Filament2print, Black Magic 3D: http://filament2print.com/es/grafeno/653-
filamento-conductivo-de-grafeno-175mm.html#tab-tabla_de_especificaciones
- Color plus: https://www.colorplus3d.com/producto/filamento-3d-pla-conductivo-
1-75-mm/

FAELECTRIC – E1.1 33 / 59
Tabla 8: Filamento conductivo de grafeno. Fuente: ITE
7.1.1.9. PLA con nanotubos de carbono, F-Electric de Funcionalize
Con este material llamado F-Electric (filamento de alta conductividad), fabricado por
Funcionalize, se pueden imprimir en 3D de manera sencilla circuitos, botones,
sensores, conectores de potencia y cualquier tipo de componentes electrónicos sin
ningún tipo de deformación.
CONDUCTIVIDAD
ELÉCTRICAResistividad Volumétrica de 0,6 ohm-cm.
ALTA RESISTENCIA Resistencia superior al ABS y PLA.
SENSORES
Sensores capacitivos touch y diseño de dispositivos de
interfaz humana (lápices-puntero).
-Controladores de juego
-Teclados digitales
-Trackpads
-Baterías electrónicas
-Controladores MIDI
PISTAS
CONDUCTORAS
Circuitos conductores de electricidad para uso en
elctrónica. Se puede imprimir el cableado
simultaneamente al proceso de construcción de la pieza. -
Interfaz computadoras, placas Arduino y otros
componentes.
-Alimentación de LED´s.
-Electrónica Wearable
ELECTROMAGNÉTICA
Y APANTALLAMIENTO
DE RADIOFRECUENCIA
Se utuliza también en campos como:
-Telecomunicaciones.
-Equipamiento de hospital.
-Dispositivos médicos.
-Carcasas y embalajes.
-Aeroespacial y Automotriz
PARTES MECÁNICAS Y
FUNCIONALES DE
ALTA RESISTENCIA
El filamento de grafeno conductico es mecánicamente
más fuerte que el ABS y PLA. Puede ser usado para piezas
funcionales de impresión 3D tales como ganchos,
herramientas de mano, y las partes que requieren
utillaje, incluyendo la perforación.
COLOR PLUS
El Filamento 3d PLA Conductivo 1.75 mmconductivo de
grafeno ofrece una resistividad volumétrica de 0,6 ohm-
cm. El filamento conductico es mecánicamente más
fuerte que el ABS y PLA. Puede ser usado para piezas
funcionales de impresión 3D como: microcircuitos y
piezas de alta tensión.
FABRICANTE
Empresa líder en el desarrollo, fabricación y
comercialización de grafeno y materiales compuestos por
este material.
PROPIEDADES
APLICACIONES
CONSEJOS DE IMPRESIÓN
(para máquians
convencioanles)
DISTRIBUIDORES
FILAMENT2PRINT
Temperatura de extrusión de 50ºC aproximadamente.
Aplicaciones a temperatura ambiente, bajo voltaje y baja corriente. No exceder
los 12 voltios ni los 100 mA.
No dejar el material inactivo en el extrusor, puede obstruir el nozzle.
Utilizar guantes y limpiador de filamentos para evitar su contaminación.
BLACKMAGIC 3D
Almacenar en lugar seco y alejado del polvo.
Lavar la boquilla de impresión antes y después de su utilización.
GRAFENO
GRAPHENE 3D LAB
Recomendable utilizar este filamento con PLA.
Filamento conductor de GRAFENO
FAELECTRIC – E1.1 34 / 59
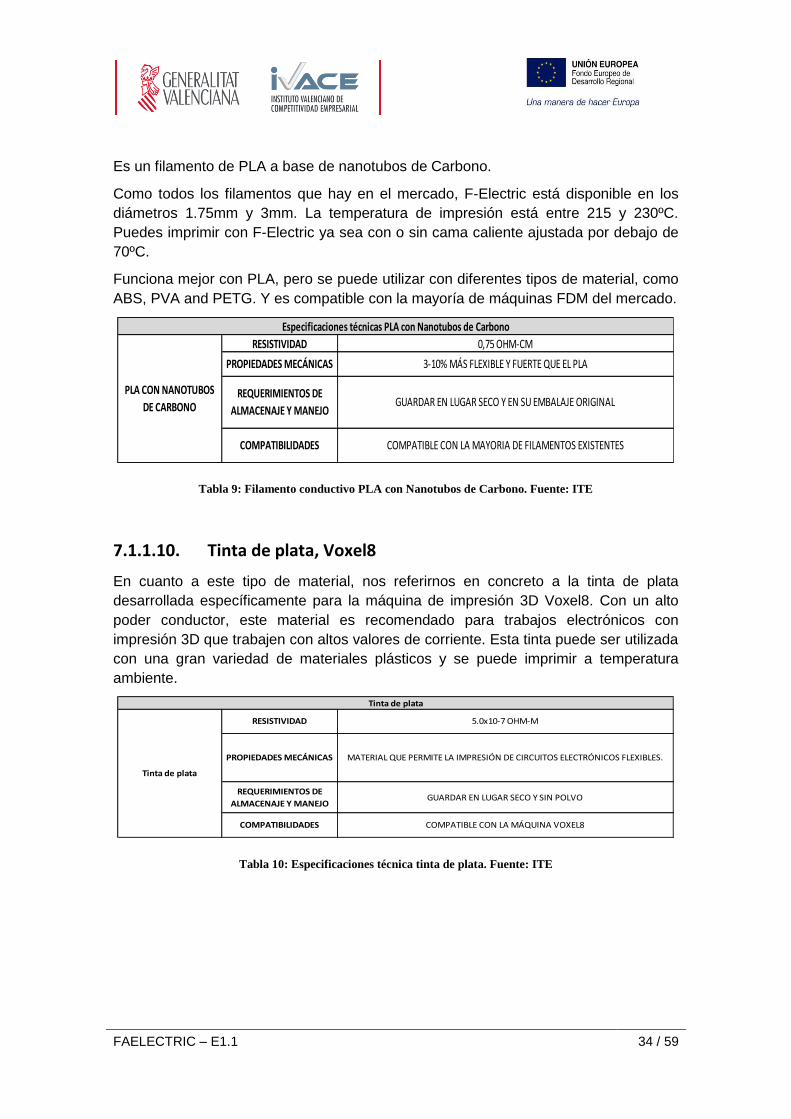
Es un filamento de PLA a base de nanotubos de Carbono.
Como todos los filamentos que hay en el mercado, F-Electric está disponible en los
diámetros 1.75mm y 3mm. La temperatura de impresión está entre 215 y 230ºC.
Puedes imprimir con F-Electric ya sea con o sin cama caliente ajustada por debajo de
70ºC.
Funciona mejor con PLA, pero se puede utilizar con diferentes tipos de material, como
ABS, PVA and PETG. Y es compatible con la mayoría de máquinas FDM del mercado.
Tabla 9: Filamento conductivo PLA con Nanotubos de Carbono. Fuente: ITE
7.1.1.10. Tinta de plata, Voxel8
En cuanto a este tipo de material, nos referirnos en concreto a la tinta de plata
desarrollada específicamente para la máquina de impresión 3D Voxel8. Con un alto
poder conductor, este material es recomendado para trabajos electrónicos con
impresión 3D que trabajen con altos valores de corriente. Esta tinta puede ser utilizada
con una gran variedad de materiales plásticos y se puede imprimir a temperatura
ambiente.
Tabla 10: Especificaciones técnica tinta de plata. Fuente: ITE
Especificaciones técnicas PLA con Nanotubos de Carbono
PLA CON NANOTUBOS
DE CARBONO
RESISTIVIDAD 0,75 OHM-CM
PROPIEDADES MECÁNICAS 3-10% MÁS FLEXIBLE Y FUERTE QUE EL PLA
REQUERIMIENTOS DE
ALMACENAJE Y MANEJOGUARDAR EN LUGAR SECO Y EN SU EMBALAJE ORIGINAL
COMPATIBILIDADES COMPATIBLE CON LA MAYORIA DE FILAMENTOS EXISTENTES
Tinta de plata
Tinta de plata
RESISTIVIDAD 5.0x10-7 OHM-M
PROPIEDADES MECÁNICAS MATERIAL QUE PERMITE LA IMPRESIÓN DE CIRCUITOS ELECTRÓNICOS FLEXIBLES.
REQUERIMIENTOS DE
ALMACENAJE Y MANEJOGUARDAR EN LUGAR SECO Y SIN POLVO
COMPATIBILIDADES COMPATIBLE CON LA MÁQUINA VOXEL8

FAELECTRIC – E1.1 35 / 59
7.1.2 Tabla resumen de tipos de filamentos
Tabla 11: Resumen tipos de filamentos utilizados en impresión 3D. Fuente: ITE
· Material biodegradable, unos de los más utilizados.
· Especialmente para elementos decorativos, figuras…
· Material procedente del petróleo, muy utlizado en la
industria.
· Elementos mecánicos, piezas de automoción, piezas
industriales, entre otros. También elementos decorativos
· Polímero mezclado con Estireno y Butadieno. Alta
capacidad de resistencia a impactos.
· Se usa en la fabricación de envases alimenticios,
cubiertos y vajillas, juguetes y calzados, entre otros.
· Plástico utilizado como material de uso alimenticio
(envases y botellas).
· Cualquier tipo de envase de uso alimenticio que esté en
contacto con humanos (vasos, cucharas, cepillos..)
· Combinación de plástico (Termoplástico) y caucho
(Elastómero).
· Partes táctiles de herramientas, pulseras, collares,
juguetes flexibles, elementos protectores y decorativos.
· Uno de los materiales más usados en las ramas de la
ingenieria y la industria. Súper resistente y ultra ligero.· Piezas de bicicletas, motocicletas, vehículos,
aeromodelismo, modelismo..
· Muy resistente al impacto aunque posee cierta
flexibilidad.
· Material fabricado por Graphene 3D Lab diseñado
especificamente para imprmir componentes conductores
de electricidad.
· Desarrollada especificamente para la máquina de
impresión Voxel8.
· Material compuesto por un polímero (PLA), un
dispersante y por carbono conductivo.
· Creado por Mike Toutonghi en 2013, es el filamento más
conductor de la electricidad.
· Es el primer material termoplástico que permite
imprimir en 3D circuitos eléctricos completos, tomas de
corriente, interruptores, conectores y botones.
· Material flexible e ideal para utilizarse en circuitos de
baja tensión, teclados digitales, sensores táctiles,
arduino, robótica y en electrónica.
· Indicado para piezas que requieran de cierta
conductividad eléctrica, ya que contiene grafito.
· Sus principales aplicaciones son sensores y pistas
conductoras.
· Alto poder conductor, recomendado para trabajos
electrónicos con impresión 3D que trabajen con altos
valores de corriente.
ABS Conductor
Grafeno
Tinta de Plata
PLA Proto-Pasta
Funtionalize
PLA
ABS
HIPS
PETG
Flexible
Fibra Carbono
TIPOS DE FILAMENTOS
UTILIZADOS EN
IMPRESIÓN 3D
NO CONDUCTORES
CONDUCTORES
Filamentos Impresión 3D
FAELECTRIC – E1.1 36 / 59
7.1.3 Materiales conductivos para FDM
En el mercado
- Filamento conductivo ABS: Polímero muy resistente al impacto aunque
posee cierta flexibilidad, gran resistencia a temperaturas extremas y poco
absorbente. Indicado para piezas que requieran de cierta conductividad
eléctrica, ya que contiene partículas de grafito que le proporciona esta
característica. El precio de 1kg está alrededor de los 50€. Resistividad: 10,000
ohm/cm.
Distribuidor: 3DCPI (http://www.3dcpi.com/es/filamentos-especiales-3d/110391-
abs-conductivo-3dcpi.html)
- PLA Conductivo Proto-Pasta: Material semi-flexible (se produce rotura
después de doblarlo repetidas veces) y compatible con cualquier impresora 3D
que utilice la tecnología FDM, la mejor opción es utilizarlo con PLA.
Recomendado por los fabricantes para circuitos de baja tensión y sensores,
entre otras aplicaciones electrónicas. El precio de la bobina de 500gr está
alrededor de 72€.
Resistividad volumétrica del filamento antes de ser fundido: 15 ohm.cm
Resistividad volumétrica de partes impresas perpendicular a capas:30 ohm.cm
Resistividad de volumen de partes impresas a través de capas (eje Z): 115
ohm.cm
Distribuidor: Filament2print (http://filament2print.com/es/pla-especial/654-pla-
conductivo-proto-pasta.html#/217-diametro-1_75_mm/280-formato-
bobina_500gr)
- Compuesto de grafeno: Material rígido y compatible con casi cualquier
impresora 3D que utilice la tecnología FDM. Conductividad (no se puede
exceder de 12V), utilizado para muchas aplicaciones electrónicas, desde
sensores a pistas conductoras. El precio para 100gr de grafeno es de 96€.
Resistividad: 0,6 ohm.cm.
Distribuidor: Filament2print (http://filament2print.com/es/grafeno/653-filamento-
conductivo-de-grafeno-175mm.html)
- PLA con nanotubos de carbono, Functionalize: Es entre un 3-10% más
flexible y fuerte que el PLA. Después de la impresión, este material es bastante
rígido y fuerte. Alta conductividad. Compatible con PLA y otros tipos de
filamentos más comunes. El precio para 500gr es de 142 $. Resistividad: 0,75
ohm.cm.
Distribuidor: functionalize(http://functionalize.com/product-category/conductive/)
- Tinta de plata: Material compatible con la máquina de impresión 3D Voxel8.
Alta conductividad. La Voxel8 dispone de 1 cabezal de extrusión y otro para la
FAELECTRIC – E1.1 37 / 59
deposición de este compuesto. El precio de la máquina + tinta, licencia
profesional, ronda los 12.000€. Resistividad: 5.0x10-7 ohm-m.
Distribuidor: Voxel8 (http://www.voxel8.com/product-catalog/standard-silver-ink-
3-cc)
En desarrollo
- Estaneno: Un grupo de científicos del Laboratorio de Aceleración de Partículas
SLAC, y la Universidad de Stanford creen que puede existir un material incluso
mejor que el grafeno que sirva como conductor de la electricidad. Se llama
Estaneno y está compuesto de estaño. La existencia de este posible material
fue publicada en la revista Nature Materials [Shou-Cheng Z., 2015, “Epitaxial
growth of two-dimensional stanene”, Nature Materials].
Se examinaron diferentes sustancias sin éxito hasta que se probó (de momento
sólo en teoría) con el estaño. Los cálculos indican que podría funcionar al
100% en los rangos de temperatura en los que funcionan actualmente nuestros
equipos electrónicos. La viabilidad de este planteamiento está siendo testeada
en laboratorio.
7.2 Tipos de impresoras de tecnología FDM
Dentro de la tecnología que nos ocupa en este proyecto, podemos encontrar
diferentes tipos de máquinas dependiendo del tipo de aplicación que vayamos a
desarrollar con ellas:
Impresoras 3D de escritorio, pensadas para utilizarse en oficinas e incluso en la
casa del propio usuario, ya que sus dimensiones son reducidas y solamente
necesitan de instalación eléctrica o de fontanería. Al mismo tiempo,
actualmente, muchas de estas máquinas no desprenden ningún tipo de gas y
tampoco es necesario sellar el lugar de trabajo. Se utilizan normalmente para la
fabricación de prototipos o piezas de prueba, del tamaño que permita la
máquina. Estás impresoras no tienen la capacidad de producir piezas a mucha
velocidad, por lo tanto no se recomienda utilizarlas para la producción.
Lógicamente, este tipo de impresoras son también más económicas, aunque
hay algunas excepciones.
La comunicación con este tipo de impresoras suele establecerse mediante USB
o SD Card, aunque existen ya en el mercado algunos modelos con
conectividad wifi. Los sistemas operativos compatibles suelen ser Windows,
Mac, y Linux.
La mayoría de este tipo de impresoras utiliza la tecnología FDM, obteniendo
mejores resultados con los materiales PLA y ABS (los más comunes). Aunque
la mayoría de materias primas son compatibles para todo tipo de máquinas y
cada vez se pueden utilizar más.
Impresoras 3D industriales, de mayores dimensiones a las comentadas
anteriormente y pensadas para otro tipo de desarrollos. Impresoras con un
mayor coste económico y que permiten fabricar piezas a una mayor velocidad y
FAELECTRIC – E1.1 38 / 59
con mejores acabados. Estas máquinas permiten también el uso de una amplia
variedad de materiales plásticos para la producción.
7.3 Máquinas de impresión 3D y sus características
La impresión 3D mediante la técnica FDM ha llegado a tal de punto de desarrollo que
lo que permite marcar las diferencias hoy en día es el tipo de máquina utilizada y la
especialización de esta en algo que las diferencia de las demás. Aquí tenemos varios
ejemplos de máquinas que aportan un valor añadido ya sea por su funcionalidad,
material utilizado o diseño de máquina:
Voxel8: Esta máquina utiliza una tinta conductora de plata en uno de sus
cabezales. Además de poseer 2 cabezales de impresión está máquina nos
permite imprimir material no conductor y conductor a la vez. Esta tinta ha sido
desarrollada para esta máquina en concreto, con lo cual el comportamiento de
la misma es óptimo.
MarkForged: El material que elaboran las máquinas de este fabricante, en
concreto la “The Mark X”, es el más robusto. Esta impresora combina el uso de
la fibra MarkForged, tan fuerte como el metal, con un sistema de sensores
único y un acabado muy definido [36].
Voltera: Imprime circuitos impresos utilizando una pasta basada en plata que
una vez depositada necesita ser curada para posteriormente poder utilizarla en
un horno de reflow.
Minimetalmaker: Impresora 3d de metal, que utiliza cartuchos de bronce. Esta
impresora funciona de forma similar a las impresoras en plástico, sólo que
utiliza una arcilla metálica. Una vez impresa la pieza deseada, ésta debe
secarse antes de colocarla en un horno a una temperatura entre 600 y 900
grados. El calor derrite el material de unión de la arcilla dejando únicamente las
partículas de metal, las cuáles se funden en un objeto sólido.
Metal Vader MK1: La tecnología que utiliza la impresora Vader está pendiente
de patente, está basada en el estudio Magneto Hydro Dynamics (MHD), o más
simple, la manipulación de metal líquido por medio del magnetismo.
Integrex i-400AM: Ésta impresora funde polvo metálico utilizando calor de
láser de fibra óptica. Cabezales de revestimiento, o boquillas aditivas de
fabricación aplican el material fundido capa por capa, cada una de las cuales
se solidifica a medida que crece la forma deseada.
Newton 3D: La impresora 3D Newton utiliza metal líquido como oro, plata.
Bronce, cobre o acero, los cuáles necesitan ser calentados para finalizar su
proceso de curación. Más tarde, también se puede mecanizar. Las piezas
necesitan ser curadas después de ser impresas.

FAELECTRIC – E1.1 39 / 59
7.4 Estudios relacionados con la Fabricación Aditiva de materiales
conductores
En este punto se pueden encontrar varios estudios realizados o que se están
realizando actualmente referentes a procesos de fabricación aditiva por deposición con
materiales conductores.
Destacar el estudio realizado por K. Blake Perez y Christopher B. Williams referente a
las consideraciones de diseño para la hibridación de las tecnologías de fabricación
aditiva y las tecnologías de impresión directa [35]. En este estudio los autores exploran
las tecnologías de impresión directa y los materiales para identificar aquellos que son
más compatibles con la fabricación aditiva. En concreto, analizan los diferentes
materiales conductores que pueden ser utilizados para la impresión, utilizando
métodos de impresión directa como la extrusión o el método inkjet.
También encontramos nuevas tecnologías interesantes referentes a materiales
conductores e impresión de circuitos mediante fabricación aditiva y nuevos logros
relacionados con la impresión de piezas y materiales, los cuáles no se había impreso
todavía con una impresora 3D:
Estudio realizado por la UTEP (Universidad de Texas El Paso)
La Universidad de Texas el Paso trabaja en una impresora 3D, el sistema será capaz
de imprimir refacciones industriales de calidad, incluyendo electrónicos formados de
plásticos, y de ensamblar metales y electrónicos durante el proceso de fabricación.
Adicionalmente a imprimir múltiples materiales, incluyendo una variedad de plásticos
para formar virtualmente cualquier figura, tendrá la habilidad de imprimir e instalar
cables, láminas, tintas conductivas y otros componentes electrónicos.
La empresa Agic a desarrollado unos cartuchos de tinta de conductiva de
plata
La empresa Japonesa Agic ha desarrollado unos cartuchos de tinta conductiva basada
en extractos de plata que puede utilizarse en impresoras de inyección de tinta.
La continuidad de este proyecto, aparte de facilitar las cosas a gente que puede querer
imprimir sus propios proyectos caseros, puede servir para agilizar el prototipado de
proyectos y ahorrar tiempo y dinero sin desperdiciar PCB’s con errores de diseño. Es
un proyecto que está en fase de experimentación.
Primeros objetos impresos en 3D con celulosa
Un grupo de investigadores de la Universidad Tecnológica de Chalmers, Suecia, ha
logrado imprimir por vez primera objetos tridimensionales hechos enteramente de
celulosa. Podrían usarse para fabricar, por ejemplo, sensores integrados en
empaquetados, tejidos que conviertan el calor del cuerpo en electricidad o apósitos
para heridas que puedan comunicarse con los médicos. Además se agregaron
nanotubos de carbono a estas estructuras, para hacerlas conductoras de electricidad.
Este agregado podría hacer que la celulosa y otras materias primas basadas en la
madera puedan competir con los plásticos, que es lo que más se usa en fabricación
aditiva.

FAELECTRIC – E1.1 40 / 59
La impresión en 4D permite que las piezas fabricadas en 3D cambien de
forma
La cuarta dimensión es el tiempo: el cambio de forma, de hecho, y el Centro ARC de
Excelencia para la Ciencia de Electro materiales de la Universidad de Wollongong
(Australia) está ayudando a marcar el paso de la próxima revolución en la fabricación
aditiva. Así como las extraordinarias capacidades de la impresión en 3D han
comenzado a infiltrarse en la industria y los hogares, los investigadores han
comenzado a desarrollar materiales impresos en 3D que se transforman en nuevas
estructuras, en post-producción, bajo la influencia de estímulos externos como el agua
o el calor; de ahí el nombre: impresión en 4D.
Investigadores de la Universidad de Colorado en Boulder (EE.UU.) ya desarrollaron en
2013 una cuarta dimensión en la tecnología de impresión, también para aplicaciones
biomédicas.
7.5 La Fabricación aditiva del futuro
Desde su aparición, las impresoras 3D han sido de gran ayuda para la medicina
utilizada desde prótesis funcionales hasta huesos a la medida. El nuevo desafío de las
impresoras 3D va a ser crear órganos humanos que se puedan imprimir en máquinas
especiales. Con esto se terminaría no solo con las grandes listas de espera para
trasplantes, sino con la mayoría de los casos de rechazo e incluso con el tráfico ilegal
de órganos.
La impresión de órganos humanos tiene varias etapas, primero se toman muestras de
tejido o células madre del paciente y se cultivan esperando a que se multipliquen.
Estas células se transforman en una especie de tinta biológica. Se imprime un modelo
con estas células para luego implantarlo en el cliente esperando a que se fundan con
las células ya existentes.
No se imprime un órgano tal como lo conocemos, sino que se hace con conjuntos
celulares que son capaces de realizar los procesos que no están funcionando como
deben, por el fallo del órgano encargado.
FAELECTRIC – E1.1 41 / 59
Fig. 17: Ejemplo de conversión de una radiografía a diseño de impresión en 3D de estructuras médicas Fuente:
M. C. Lee Ventola [38]
7.6 Eventos de interés FA
A continuación se puede ver un listado de diferentes eventos de interés relacionados
con fabricación aditiva e impresión 3D:
ADDIT3D, primera feria profesional de fabricación aditiva y 3D
Fecha: 30/5/16 al 4/6/16, lugar: Bilbao Exhibition Center.
ADDIT3D fue la primera feria de fabricación aditiva y 3D en nuestro país de carácter
profesional, organizado por Bilbao Exhibition Center y Addimat.
En ella se produjo un intercambio de información, de análisis de las tecnologías y
mercados, de su estudio de oportunidades, de internacionalización y promoción. En
esta feria se ofrece a las empresas la posibilidad de contactar con potenciales clientes
de un amplio colectivo de sectores de alto interés.
Es el mayor encuentro de Fabricación Avanzada, dirigido a empresas que desean
iniciarse en fabricación aditiva o que están incorporando la fabricación aditiva en sus
procesos de fabricación o que buscan soluciones individualizadas y a medida de sus
necesidades de producción.
Sectores expositores:
Sistemas y maquinaria para tecnologías de FA e impresión 3D:
o Fusión de lecho en polvo
o Deposición de energía dirigida
o Foto polimerización
o Laminación de chapa
o Extrusión de materiales
o Inyección de materiales
FAELECTRIC – E1.1 42 / 59
o Celdas de fabricación híbrida
o Otros sistemas
Aplicaciones industriales de la FA para:
o Tecnología aeroespacial
o Automoción
o Construcción ligera
o Ingeniería mecánica
o Fabricación de moldes y prototipos
o Tecnología médica
o Productos domésticos
o Otras industrias
Software de fabricación aditiva:
o CAD/CAM
o Software de simulación
o Software de control de máquinas
o Software de control de calidad
o Otros
Materias primas para la FA:
o En polvo
o Filamentos
o Fotopolímeros
o Otros
Consumibles:
o Abastecimiento de gas
o Fluidos dieléctricos
o Lubricantes
Escáner para la fabricación aditiva:
o Escáner 3D
o Servicios de escaneado 3D
Servicios de impresión:
o Servicios de impresión 3D
o Diseño para impresión 3D
Investigación y desarrollo sobre fabricación aditiva
FAELECTRIC – E1.1 43 / 59
Formación y capacitación sobre fabricación aditiva
Asociaciones profesionales y publicaciones
Debido al éxito de la edición de este año, ya hay fecha para la realización de la edición
2017, la cual se realizará del 6 al 8 de Junio [39].
“De la Impresión 3D a la Ingeniería Aditiva” EVENTO DE EDDM EN
CAMPUS MADRID DE GOOGLE “DE LA IMPRESIÓN 3D A LA INGENIERÍA
ADITIVA”
Evento realizado el 15 de septiembre de 2016 en Campus Madrid, el espacio de
Google dirigido a la innovación y el emprendimiento.
Participaron destacados expertos de la impresión 3D a nivel profesional, que
ofrecieron las claves de esta innovadora tecnología mientras se realizaron
demostraciones en tiempo real.
EDDM organizó este evento con el objetivo de profundizar en las claves,
oportunidades y realidad de esta tecnología de vanguardia, participando profesionales
de referencia de la Fabricación Aditiva en España.
El evento estuvo dirigido a profesionales, estudiantes de disciplinas técnicas,
emprendedores y apasionados de la tecnología. Se ofrecieron charlas con un enfoque
profesional y práctico sobre la “nueva ciencia” de la que todo el mundo habla pero muy
pocos conocen. Durante el transcurso de las mismas se fabricaron piezas por
deposición de hilo fundido (FDM), estereolitografía (SLA), y sinterizado láser selectivo
(SLS).
Los encargados de las charlas fueron profesionales con más de 10 años de
experiencia en el sector aeroespacial: Santiago Martín Iglesias, coordinador de
Fabricación Avanzada en la Subdirección de Investigación y Programas del INTA y
coordinador de Ingeniería Aditiva de EDDM y Alfonso Denia Alonso, director de
EDDM.
Fira de Barcelona lanza In(3D)ustry, el nuevo evento que avanza el futuro
de la impresión 3D
Del 21 al 23 de Junio del 2016 se realizó este nuevo evento de ámbito internacional
con el fin de analizar el presente y el futuro de la fabricación avanzada y aditiva.
Esta primera edición de In(3D)ustry contó con la presencia de las 30 mejores
compañías del mundo especializadas en fabricación aditiva con el objetivo de
interrelacionarse con 20 empresas líderes de diversos sectores industriales a los que
ofrecieron soluciones a sus necesidades.
En In(3D)ustry participaron firmas de cuatro industrias usuarias (health care,
transporte, automóvil y arquitectura) que lanzaron sus retos retos de futuro a los
expositores del certamen, grandes expertos en impresión 3D que, a su vez, mostraron
sus casos de éxito y desvelaron cómo esta tecnología puede er aplicada, de manera
exitosa, por estos cuatro sectores.
FAELECTRIC – E1.1 44 / 59
Próximos eventos relacionados con fabricación aditiva:
3D Industry tour ( del 1 al 8 de Noviembre2016)
Maker Faire Bilbao ( del 18 al 20 de Noviembre 2016)
Bogotá Mini Maker Faire (del 10 al 11 de Diciembre 2016)
7.7 Grupos de interés FA
Advanced Manufacturing Technologies (AFM)
Asociación Española de fabricantes de máquinas-herramienta, Accesorios y
herramientas, que representa al 90% de empresas de máquina-herramienta y
tecnologías de fabricación avanzadas en España.
Trabaja para la internacionalización y la innovación, a través de INVEMA (Fundación
de la investigación de la máquina herramienta), de las tecnologías de las empresas
asociadas.
Asociación Española de Tecnologías de Fabricación Aditiva y 3D
(ADDIMAT)
Esta asociación está formada por empresas y agrupaciones interesadas en el
desarrollo y la promoción de la fabricación aditiva y 3D.
La gestión de ADDIMAT se encuentra ubicada en las instalaciones del Parque
tecnológico y Científico de Guipúzcoa, apoyada en el equipo profesional de AFM, que
incluye internacionalización, tecnología, comunicación y personas.
Asociación Española de Rapid Manufacturing (ASERM)
El Rapid Manufacturing (RM) se entiende para ASERM, como el conjunto de técnica,
tecnologías y métodos que permiten la fabricación rápida, flexible y competitiva de
piezas, ya sean prototipos, moldes, matrices o productos finales, directamente a partir
de información digital.
Esta asociación se encuentra ubicada en Cerdanyola del Vallés (España).
7.8 Formación FA
En cuanto a las posibilidades que existen referentes a la formación en fabricación
aditiva, aparte de diferentes cursos impartidos por algunos centros especializados,
existe la posibilidad de aprender de forma autónoma con la ayuda de videos-tutoriales
que se pueden encontrar en la red:
Zona Maker: En esta página web se puede encontrar un manual completo, con
videos e imágenes, sobre como montar tu impresora 3D desde el inicio hasta la
primera impresión. También se dan algunos consejos y trucos para conseguir
un funcionamiento óptimo.
FAELECTRIC – E1.1 45 / 59
Esta quizá sea la mejor manera de formarse en cuanto a fabricación aditiva e
impresión 3D, conociendo las partes que tiene una impresora, como funcionan
y como ajustarlas. Esto también te permite la posibilidad de hacer tus propias
pruebas y modificaciones.
Como comentado, también existen centros que ofrecen la posibilidad de realizar
cursos formativos parciales en fabricación aditiva. Como ejemplos:
EDDM: ‘Curso Profesional de Ingeniería Aditiva’. Con una duración de 20h, el
objetivo del curso es cubrir, no solamente la disciplina de diseño mecánico,
sino todas aquellas necesarias para poder explotar la tecnología aditiva al
máximo, y con el imprescindible criterio tecnológico.
Universidad Politécnica de Valencia (UPV): ‘Master en Tecnologías Interactivas
y Fabricación Digital’. Con una duración de 600 horas y un coste de 4800€,
está dirigido a diseñadores, creativos y a emprendedores. Ofrece un
conocimiento integral en diseño, producción y gestión de proyectos en el
ámbito de las tecnologías de la comunicación y la fabricación digital.
Laboratorio de fabricación: ‘Cursos de verano Tecnológicos’. Con una duración
de 15 días o un mes, y un coste de 80€ o 150€. Ofrece la posibilidad de
formarse en impresión 3D, escaneado 3D, realidad virtual, hologramas y otros
temas. Ubicado en Benimaclet (Valencia), admite edades comprendidas entre 9
y 14 años.
Centre Tecnològic de Catalunya: ‘Diseño de piezas orientado a tecnologías de
fabricación aditiva’. Con una duración de 10h y un coste de 440€, el objetivo
del curso es dar a conocer las tecnologías existentes en el ámbito de la
fabricación aditiva tanto de materiales poliméricos como metálicos, el estado de
aplicación de dichas tecnologías a nivel industrial y aplicaciones de cada una
de ellas.
También hay centros como ADDIMAT y EDDM que ofrecen el Máster en Ingeniería y
Fabricación Aditiva (MIFA). El programa MIFA cubre todos los aspectos de la
fabricación e ingeniería aditiva a nivel profesional: diseño profesional y cálculo
estructural orientado a la fabricación aditiva, profundización en las diferentes
tecnologías y materiales, y multitud de casos prácticos que incluyen el diseño, cálculo,
fabricación y ensayo de piezas bajo cumplimiento de requisitos específicos.
7.9 Empresas e ingenierías relacionadas FA
A nivel internacional:
STRATASYS: Esta empresa nace en 1988 cuando Scott Trump inventa la
tecnología de fabricación aditiva ‘Fudge Deposition Modeling’ al mezclar cera y
plástico en su cocina. Desde entonces ha sido un referente en cuanto a
innovación en este campo. En 1994 presentó el primer termoplástico para la
impresión 3D. Actualmente, posee una amplia variedad de máquinas con
tecnología FDM y Polyjet.
FAELECTRIC – E1.1 46 / 59
VOXELJET: Empresa fundada en 1995, es una de las empresas punteras
actualmente, ofreciendo varias máquinas con diferentes tecnologías, que se
caracterizan por su rápida velocidad de impresión.
Otras empresas que debemos conocer son:
3D-Systems (Impresora de color Multijet 3D)
EOS-GmbH(Electro Optical System, utilización comercial de la tecnología láser
generando capas 3D capa por capa directamente desde datos CAD)
SolidScape
LC Printing MachineFactory Limited
Mcor technologies (Impresora 3D de papel)
ExOne(Impresora 3D para el prototipado de herramientas y partes metálicas)
Optomec(Impresora 3D para el prototipado de herramientas y partes metálicas)
Envisiontec
Ultimaker
A nivel nacional y regional:
Repro3D: Es una innovadora start-up valenciana, capaz de imprimir cualquier
objeto en cualquier material; madera, acero, oro, plata, titanio, plástico,
materiales bio compatibles e incluso ropa y alimentación. Es posible imprimirlo
todo con sus modernas máquinas capaces de crear incluso piezas a todo color.
Lupeon3D: Nace a principios del año 2013 con el objetivo de poner la
Impresión 3D al alcance de cualquier empresa. La empresa ha sido fundada
por dos jóvenes Ingenieros Industriales de la Universidad de Vigo.
Disponen de múltiples tecnologías de impresión 3D, por lo que pueden ofrecer
la posibilidad de fabricar desde un primer prototipo de bajo coste de un
producto o proyecto, hasta un prototipo final de alta resolución y calidad con
propiedades similares a las que tendrá el producto final. Es decir, se puede
llegar a obtener piezas totalmente funcionales. Estas múltiples técnicas de
impresión 3D les permiten ofrecer una gran variedad de materiales de
impresión, desde plásticos termoplásticos, poliamidas, resinas flexibles o
diferentes tipos de metales.
Destacar también el apoyo de la UPV en el lanzamiento del siguiente proyecto:
‘Una 'spin-off' de la UPV presenta la impresión 3D en frío con materiales
polímero-cerámicos’
La Universitat Politècnica de València (UPV) ha puesto en marcha Ikasia
Technologies, una nueva spin off (empresa emergente) de base tecnológica
impulsada por Jose Luis Gómez Ribelles, catedrático de la UPV y director del
Centro de Biomateriales e Ingeniería Tisular.
FAELECTRIC – E1.1 47 / 59
Ikasia Technologies centra su actividad en un novedoso sistema de fabricación,
desarrollado por la propia compañía, que permite aprovechar y mejorar todas
las ventajas de la impresión 3D con el uso de materiales compuestos polímero-
cerámicos de última tecnología.
7.10 Proyectos de interés FA
La fabricación aditiva ahorrará mucho material a la industria aeronáutica
El proyecto europeo Merlin, en el que participan el consorcio vasco IK4 y la
empresa ITP, busca cómo aprovechar los avances en fabricación aditiva de
metales en la industria aeronáutica. Eso reducirá el material necesario y dará
una gran libertad de diseño. En los procesos de sustracción utilizados
actualmente se desperdicia el 75% del material utilizado.
Reducir los costes ambientales en la fabricación de las piezas de los motores
de aviación, incrementar la libertad de su diseño y disminuir el consumo de
combustibles y las emisiones de gases contaminantes son algunos de los
beneficios derivados de la aplicación de las modernas técnicas de fabricación
aditiva en la industria aeronáutica.
NASA firma un acuerdo con la universidad de Auburn para estudiar la
impresión 3D en el espacio y otro con Planetary Resources y 3D Systems
para desarrollar sistemas de propulsión y estructurales para cubesats
fabricados por impresión 3D.
El acuerdo proporcionará a los estudiantes la oportunidad de participar en las
misiones de la NASA, investigar y desarrollar tecnologías y compartir
instalaciones y conocimientos técnicos.
El Centro Marshall ha utilizado la impresión en 3D, o la fabricación de aditivos,
para construir y probar componentes de cohetes y fabricar las primeras piezas
impresas en 3D a bordo de la Estación Espacial Internacional. Estas partes
están actualmente siendo probadas en el Centro Marshall.
La compañía de Shenzhen eSUN lanza un filamento resistente al fuego
pero que puede ser empleado en una impresora doméstica
Shenzhen eSun Industrial Co., Ltd [6] ha lanzado su ePC, un material ignífugo y
respetuoso del medio ambiente para la impresión 3D.
Establecida en 2002 en la Zona Económica Especial de Shenzhen, Shenzhen
eSun Industrial se especializa en la investigación, el desarrollo y la producción
de materiales poliméricos como PLA y Polymorph a través de sus tres centros
de I + D. En 2007, eSUN comenzó a investigar y desarrollar materiales de
impresión en 3D, y desde entonces la compañía ha creado una línea de
filamentos PLA, ABS, PVA, HIPS, PA, Polymorph y PC.
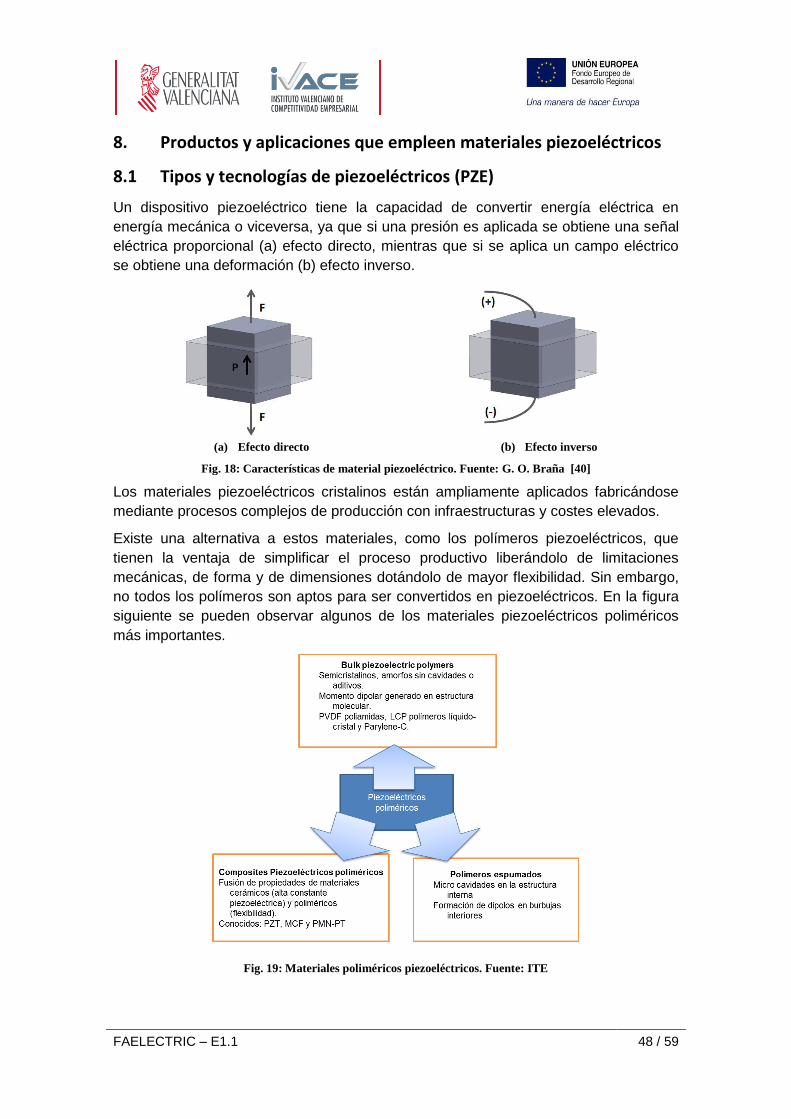
FAELECTRIC – E1.1 48 / 59
8. Productos y aplicaciones que empleen materiales piezoeléctricos
8.1 Tipos y tecnologías de piezoeléctricos (PZE)
Un dispositivo piezoeléctrico tiene la capacidad de convertir energía eléctrica en
energía mecánica o viceversa, ya que si una presión es aplicada se obtiene una señal
eléctrica proporcional (a) efecto directo, mientras que si se aplica un campo eléctrico
se obtiene una deformación (b) efecto inverso.
(a) Efecto directo (b) Efecto inverso
Fig. 18: Características de material piezoeléctrico. Fuente: G. O. Braña [40]
Los materiales piezoeléctricos cristalinos están ampliamente aplicados fabricándose
mediante procesos complejos de producción con infraestructuras y costes elevados.
Existe una alternativa a estos materiales, como los polímeros piezoeléctricos, que
tienen la ventaja de simplificar el proceso productivo liberándolo de limitaciones
mecánicas, de forma y de dimensiones dotándolo de mayor flexibilidad. Sin embargo,
no todos los polímeros son aptos para ser convertidos en piezoeléctricos. En la figura
siguiente se pueden observar algunos de los materiales piezoeléctricos poliméricos
más importantes.
Fig. 19: Materiales poliméricos piezoeléctricos. Fuente: ITE

FAELECTRIC – E1.1 49 / 59
8.2 Estado del arte, aplicaciones y productos actuales PZE
El presente proyecto abarca un sector en continua investigación y desarrollo de
nuevos productos mediante la aplicación de sensores piezoeléctricos de nuevos
materiales o incluso de la caracterización y rediseño con materiales cerámicos
comúnmente conocidos. A continuación se describen líneas de trabajo en este sentido:
Investigación
ARTÍCULO / FUENTE DESCRIPCIÓN
[41] Esta aplicación de piezoeléctricos se centra en la obtención de
electricidad para las baterías de vehículos híbridos.
Se trata de ubicar piezoeléctricos en las cubiertas de las ruedas de
los coches para aprovechar la presión de los neumáticos durante
el trayecto y convertirla en electricidad.
La ubicación de los mismos es en el borde interno de las ruedas y
el funcionamiento es el siguiente: cuando el coche comienza a
avanzar, la fuerza aplicada en los materiales los cristales del
piezoeléctrico se ponen en vibración.
Cada piezoeléctrico se conecta a un condensador que almacena y
descarga la energía. Es necesario conectar varios piezoeléctricos
en serie, ya que uno solo proporciona un voltaje bajo.
Fig. 20: Disposición simple de los cristales en el interior de la rueda. Fuente: D. S. S.
A. Dinesh Kumar [41]
[42] Los sensores piezoeléctricos se emplean en este caso para
controlar el movimiento en la superficie de un aeropuerto. El
sensor permite, por un lado, reducir el consumo de potencia a un
nivel aceptable y por otro disponer de una detección del
movimiento de objetos basada en un impulso de tensión creado
por la presión que ejercen los objetos en movimiento. Así mismo
permite realizar una clasificación automática de los objetos en
función de su peso, velocidad y dirección del movimiento.
Fig. 21: Sensor piezoeléctrico para conteo de vehículos. Fuente: W.-D. H. Chung S.
Leung [42]
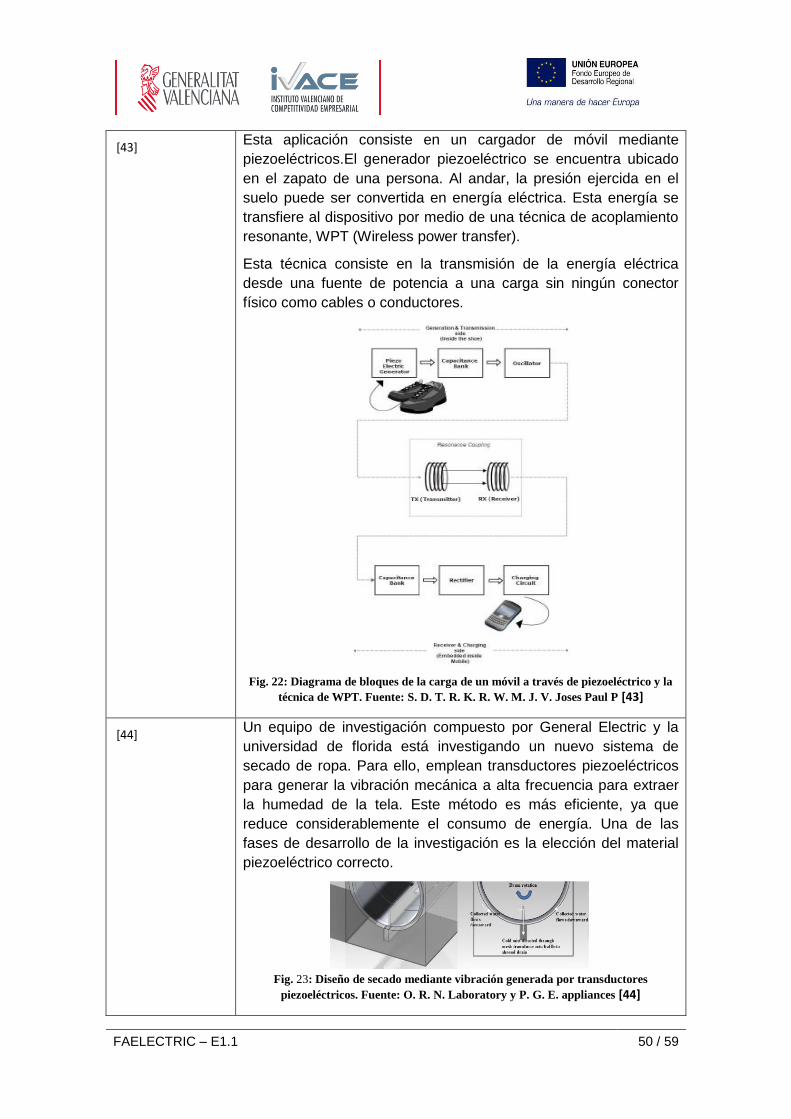
FAELECTRIC – E1.1 50 / 59
[43] Esta aplicación consiste en un cargador de móvil mediante
piezoeléctricos.El generador piezoeléctrico se encuentra ubicado
en el zapato de una persona. Al andar, la presión ejercida en el
suelo puede ser convertida en energía eléctrica. Esta energía se
transfiere al dispositivo por medio de una técnica de acoplamiento
resonante, WPT (Wireless power transfer).
Esta técnica consiste en la transmisión de la energía eléctrica
desde una fuente de potencia a una carga sin ningún conector
físico como cables o conductores.
Fig. 22: Diagrama de bloques de la carga de un móvil a través de piezoeléctrico y la
técnica de WPT. Fuente: S. D. T. R. K. R. W. M. J. V. Joses Paul P [43]
[44] Un equipo de investigación compuesto por General Electric y la
universidad de florida está investigando un nuevo sistema de
secado de ropa. Para ello, emplean transductores piezoeléctricos
para generar la vibración mecánica a alta frecuencia para extraer
la humedad de la tela. Este método es más eficiente, ya que
reduce considerablemente el consumo de energía. Una de las
fases de desarrollo de la investigación es la elección del material
piezoeléctrico correcto.
Fig. 23: Diseño de secado mediante vibración generada por transductores
piezoeléctricos. Fuente: O. R. N. Laboratory y P. G. E. appliances [44]
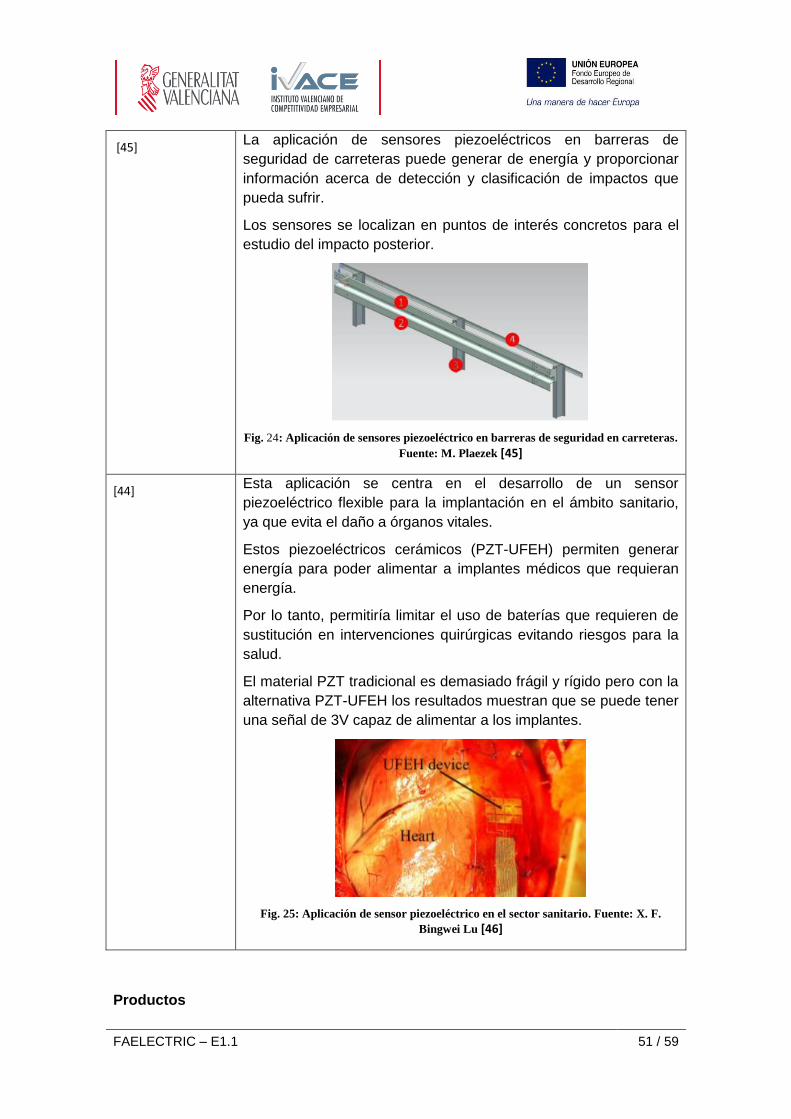
FAELECTRIC – E1.1 51 / 59
[45] La aplicación de sensores piezoeléctricos en barreras de
seguridad de carreteras puede generar de energía y proporcionar
información acerca de detección y clasificación de impactos que
pueda sufrir.
Los sensores se localizan en puntos de interés concretos para el
estudio del impacto posterior.
Fig. 24: Aplicación de sensores piezoeléctrico en barreras de seguridad en carreteras.
Fuente: M. Plaezek [45]
[44] Esta aplicación se centra en el desarrollo de un sensor
piezoeléctrico flexible para la implantación en el ámbito sanitario,
ya que evita el daño a órganos vitales.
Estos piezoeléctricos cerámicos (PZT-UFEH) permiten generar
energía para poder alimentar a implantes médicos que requieran
energía.
Por lo tanto, permitiría limitar el uso de baterías que requieren de
sustitución en intervenciones quirúrgicas evitando riesgos para la
salud.
El material PZT tradicional es demasiado frágil y rígido pero con la
alternativa PZT-UFEH los resultados muestran que se puede tener
una señal de 3V capaz de alimentar a los implantes.
Fig. 25: Aplicación de sensor piezoeléctrico en el sector sanitario. Fuente: X. F.
Bingwei Lu [46]
Productos

FAELECTRIC – E1.1 52 / 59
PRODUCTO/ FUENTE DESCRIPCIÓN
[47] El invento consiste en una plantilla que se coloca en el
calzado y aprovecha la fuerza de cada paso para generar
energía (para cargar el teléfono móvil, entre otras cosas),
gracias a los cristales “piezoeléctricos” con los que está
hecha.
Inventor: Angelo Casimiro, adolescente filipino de 15 años.
Fig. 26: Plantilla de material piezoeléctrico para la generación de energía.
Fuente: A. Casimiro [47]
[48] La compañía de telefonía Orange aplicó el fenómeno
piezoeléctrico a una camiseta para aprovechar las ondas de
sonido producidas durante un festival de música para cargar la
batería de un teléfono Smartphone.
La camiseta tiene una película en la parte frontal compuesta
por piezoeléctricos de cristal.
Fig. 27: Camiseta con placa de material piezoeléctrico para cargar el móvil.
Fuente: Orange [48]
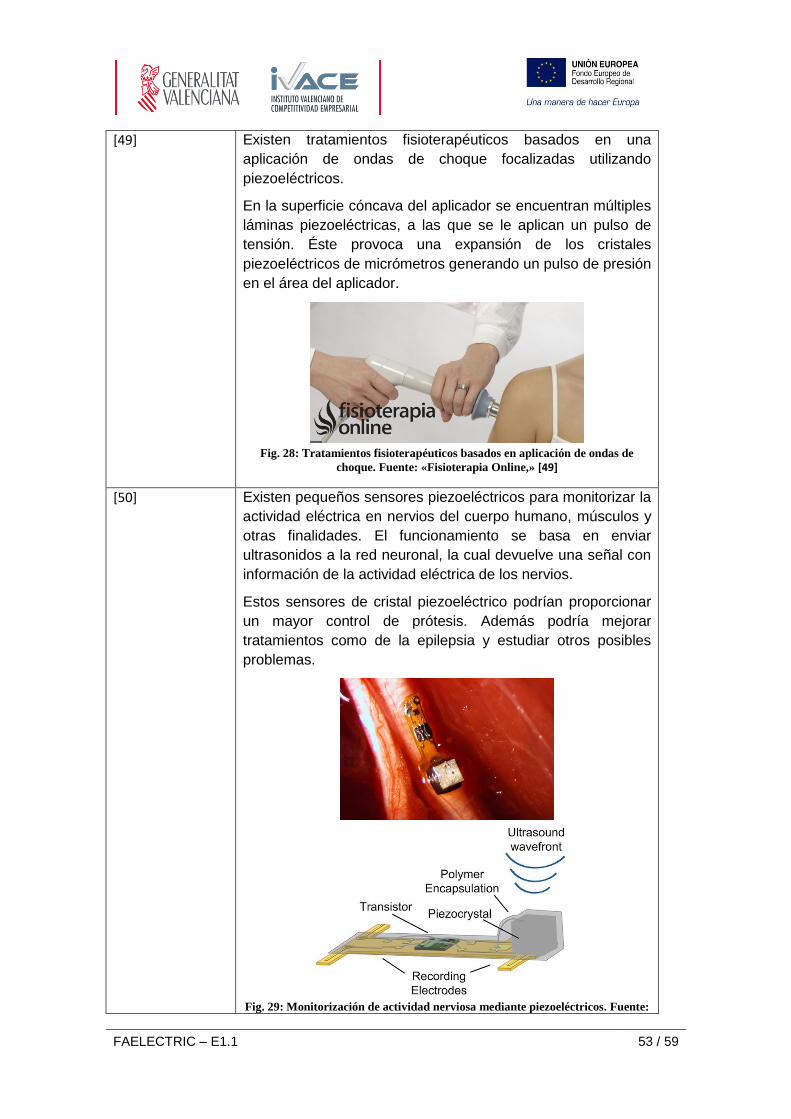
FAELECTRIC – E1.1 53 / 59
[49] Existen tratamientos fisioterapéuticos basados en una
aplicación de ondas de choque focalizadas utilizando
piezoeléctricos.
En la superficie cóncava del aplicador se encuentran múltiples
láminas piezoeléctricas, a las que se le aplican un pulso de
tensión. Éste provoca una expansión de los cristales
piezoeléctricos de micrómetros generando un pulso de presión
en el área del aplicador.
Fig. 28: Tratamientos fisioterapéuticos basados en aplicación de ondas de
choque. Fuente: «Fisioterapia Online,» [49]
[50] Existen pequeños sensores piezoeléctricos para monitorizar la
actividad eléctrica en nervios del cuerpo humano, músculos y
otras finalidades. El funcionamiento se basa en enviar
ultrasonidos a la red neuronal, la cual devuelve una señal con
información de la actividad eléctrica de los nervios.
Estos sensores de cristal piezoeléctrico podrían proporcionar
un mayor control de prótesis. Además podría mejorar
tratamientos como de la epilepsia y estudiar otros posibles
problemas.
Fig. 29: Monitorización de actividad nerviosa mediante piezoeléctricos. Fuente:
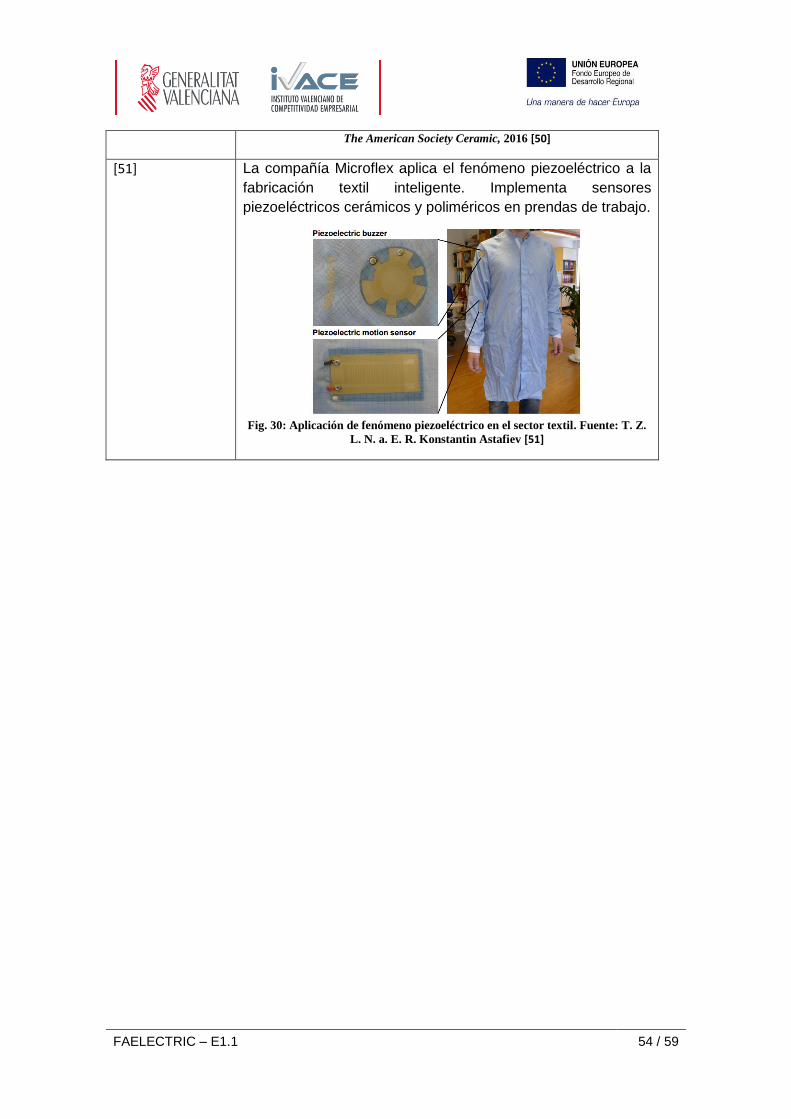
FAELECTRIC – E1.1 54 / 59
The American Society Ceramic, 2016 [50]
[51] La compañía Microflex aplica el fenómeno piezoeléctrico a la
fabricación textil inteligente. Implementa sensores
piezoeléctricos cerámicos y poliméricos en prendas de trabajo.
Fig. 30: Aplicación de fenómeno piezoeléctrico en el sector textil. Fuente: T. Z.
L. N. a. E. R. Konstantin Astafiev [51]

FAELECTRIC – E1.1 55 / 59
9. Conclusiones
Dentro de las diferentes tecnologías que se han visto en cuanto a la fabricación
aditiva, la tecnología Fused Deposition Modelling (FDM), es una de las más
establecidas y de las más desarrolladas. La mayoría de fabricantes disponen de
máquinas con este tipo de tecnología. Además, se dispone de cierta variedad de
materiales de uso general para la fabricación de piezas con esta tecnología. Esto
permite poder producir piezas de características diferentes e ir ajustando en la
composición y en la estructura idónea de los productos de cara a optimizar las
posibilidades de conseguir resultados adecuados en cuanto a la activación eléctrica
del material. Sobre todo a nivel de plásticos no conductivos, donde existen materiales
con condiciones muy diferentes que nos aportan cosas muy distintas, dependiendo de
que vayamos a fabricar.
En el campo de los filamentos conductivos, no existen muchas opciones en el
mercado, y las que hay no están al alcance de todos los usuarios. Como se ha podido
constatar, se sigue investigando dentro de este campo para conseguir materiales
conductores con mejores propiedades que los existentes y que nos permitan acceder
a un mejor producto. Los rangos de conductividad de las distintas posibilidades que
existen son:
Tabla 12: Rangos de conductividad. Fuente: ITE
Figura 31: Gráfico conductividad materiales. Fuente:ITE
Resistividad volumétrica del filamento antes de ser fundido: 15 ohm-cm
Resistividad volumétrica de partes impresas perpendicular a las capas:30ohm-cm
Resistividad de volumen de partes impresas a través de capas (eje Z): 115 ohm-cm
0,6 ohm-cm
0,75 ohm-cm
5.0x10-7 ohm-m
Rangos de conductividad
Filamento conductivo ABS
PLA conductivo Proto-pasta
Compuesto de grafeno
Pla con nanotubos de carbono
Tinta de Plata
10,000 ohm/cm
0
20
40
60
80
100
120
140
160
180
200
ABSConductivo
PLAconductivoproto-pasta
Compuestode grafeno
PLA connanotubosde carbono
Tinta deplata
Conductividad (s/m)
Conductividad tinta de plata: 2.000.000 s/m
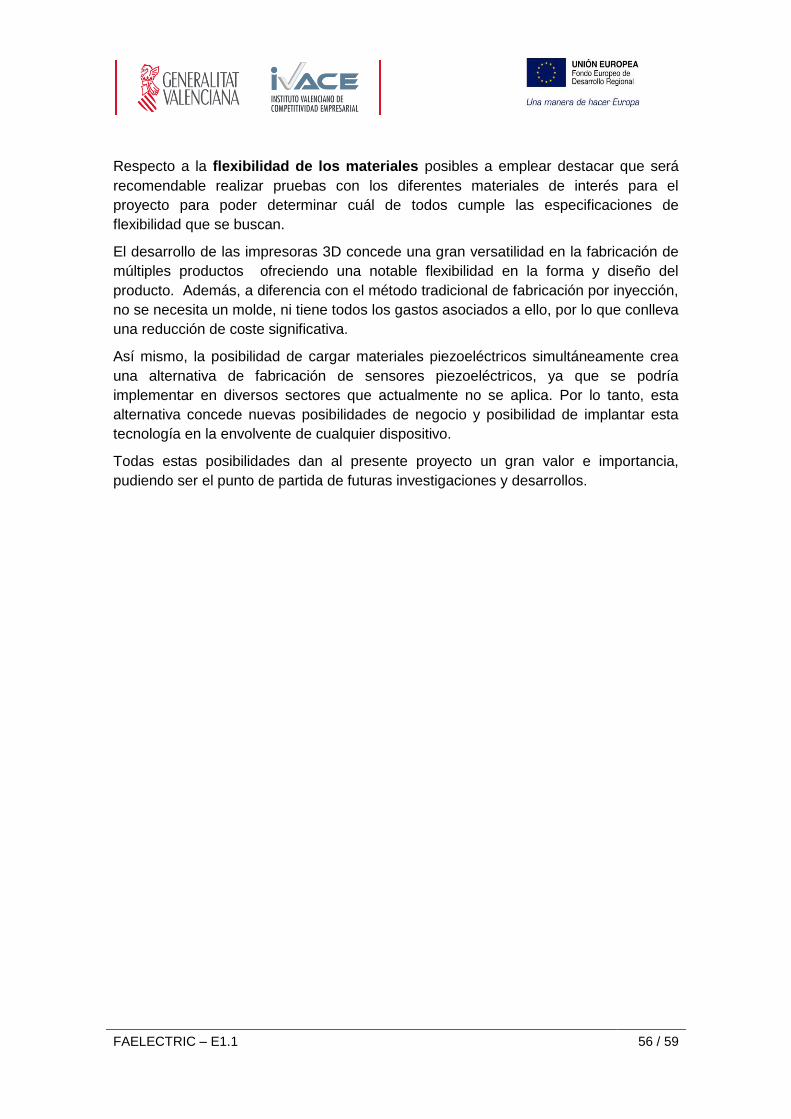
FAELECTRIC – E1.1 56 / 59
Respecto a la flexibilidad de los materiales posibles a emplear destacar que será
recomendable realizar pruebas con los diferentes materiales de interés para el
proyecto para poder determinar cuál de todos cumple las especificaciones de
flexibilidad que se buscan.
El desarrollo de las impresoras 3D concede una gran versatilidad en la fabricación de
múltiples productos ofreciendo una notable flexibilidad en la forma y diseño del
producto. Además, a diferencia con el método tradicional de fabricación por inyección,
no se necesita un molde, ni tiene todos los gastos asociados a ello, por lo que conlleva
una reducción de coste significativa.
Así mismo, la posibilidad de cargar materiales piezoeléctricos simultáneamente crea
una alternativa de fabricación de sensores piezoeléctricos, ya que se podría
implementar en diversos sectores que actualmente no se aplica. Por lo tanto, esta
alternativa concede nuevas posibilidades de negocio y posibilidad de implantar esta
tecnología en la envolvente de cualquier dispositivo.
Todas estas posibilidades dan al presente proyecto un gran valor e importancia,
pudiendo ser el punto de partida de futuras investigaciones y desarrollos.
FAELECTRIC – E1.1 57 / 59
10. Bibliografía
[1] T. W. E. J. M. G. M. M. J. Treacy, Nature, pp. 381, 678, 1996.
[2] O. L. M. J. D. K. M. T. F. K. R. S. R. Min-Feng Yu, Science, vol. 287, p. 637, 2000.
[3] U. K. Y. K. G. A. M. 1. 6.-7. (. J. N. Coleman, Advanced Materials, vol. 16, pp. 689-706, 2066.
[4] H. J. L. H. H. J. W. B. H. F. G. T. T. T. W. Ebbesen, Nature, nº 382, pp. 54-56, 1996.
[5] G. A. Movoselov KS, « “Electric field effect in automatically thin carbon films”,» Science, nº 22, pp. 66-669, 2006.
[6] B. J. Eizemberg M, «“Carbon monolayer phase condensation on Ni (III)”,» iSurf Sc, nº 82, pp. 228-236, 1979.
[7] Y. M. H. H. Lu X, «“Tailoring graphite with the goal of achieving single sheets”,» Nanotechnology, nº 10, pp. 768-771, 1990.
[8] R. W. A. B. C.G.Navarro, Nano Lett, nº 7, p. 349, 2007.
[9] M. M. G. S. Li D, « “Processable aqueous dispersions of graphene nanosheets”,» Nanotechnology, nº 3, pp. 637-640, 2007.
[10] S. W. Jungjing Qui, «“Enhancing performance through grapheme sheets",» Applied Polymer Science, nº 119, pp. 3670-3674, 2010.
[11] H. W. OR, «“Preparation of graphite oxide”,» J,Am Chem Soc, nº 80, p. 1339, 1958.
[12] D. D. Stankovich S, « “Graphene-based composite materials”,» Nature, nº 442, pp. 282-286, 2006.
[13] E. R. Erickson K, « “Determination of the local chemical structure of graphene oxide and reduced graphene oxide”,» Advanced materials, nº 22, p. 4467, 2010.
[14] I. FRANTA, « "Elastomers and Rubber Compounding Materials",» nº 607, 1989.
[15] J. NICAUD, « "Thermoplastic elastomers (tpe) - structure, properties, processing, applications - bibliographic synthesis .1 ",» pp. 245 -261, 1989.
[16] T. Tamai, « Electrical properties of conductive elastomer as electrical contact material. IEEE Trans,» Compon. Hybrids Manuf. Technol., nº 5, p. 56–61, 1982.
[17] R. Faez, R. Schuster y M. de Paoli, «A conductive elastomer based on EPDM and polyaniline II. Effect of the crosslinking method. Eur. Polym. J,» nº 38, p. 2459–2463, 2002.
[18] A. Saleem, L. Frormann y A. Soever, «Fabrication of extrinsically conductive silicone rubbers with high elasticity and analysis of their mechanical and electrical characteristics.,»
FAELECTRIC – E1.1 58 / 59
Polymers, nº 2, p. 200–210, 2010.
[19] S. Sadhu y A. J. Bhowmick, «Preparation and properties of nanocomposites based on acrylonitrile–butadiene rubber, styrene–butadiene rubber, and polybutadiene rubber.,» Polym. Sci. B Polym. Phys. , nº 42, p. 1573–1585, 2004.
[20] P. Ghosh y C. A., « Conducting carbon black filled EPDM vulcanizates: Assessment of dependence of physical and mechanical properties and conducting character on variation of filler loading.,» Eur. Polym. J., nº 36, p. 1043–1054, 2000.
[21] K. Kojio, M. Furukawa, Y. Nonaka y S. Nakamura, «Control of mechanical properties of thermoplastic polyurethane elastomers by restriction of crystallization of soft segment.,» Materials, nº 3, p. 5097–5110, 2010.
[22] T. Kim, J. Kim y O. Jeong, «Measurement of nonlinear mechanical properties of PDMS elastomer.,» Microelectron. Eng., nº 88, p. 1982–1985, 2011.
[23] L. Chen, L. Lu, D. Wu y G. Chen, «Silicone rubber/graphite nanosheet electrically conducting nanocomposite with a low percolation threshold.,» Polym. Compos. , nº 28, p. 493–498, 2007.
[24] S. Araby, Q. Meng, L. Zhang, H. Kang, P. Majewski, Y. Tang y J. Ma, «Electrically and thermally conductive elastomer/graphene nanocomposites by solution mixing.,» Polymer , nº 55, p. 201–210, 2014.
[25] L. Perez, M. Zuluaga, T. Kyu, J. Mark y B. Lopez, «Preparation, characterization, and physical properties of multiwall carbon nanotube/elastomer composites.,» Polym. Eng. Sci., nº 49, p. 866–874, 2009.
[26] H. Koerner, Polymer , nº 46 , p. 4405–4420, 2005.
[27] R. Zhang, Composites Science and Technology, nº 69 , p. 1499–1504, 2009.
[28] L. S. D. R. G. S. L. ,. 1. a. t. 7. F.-R.-C. H. G. N. P.Pötschke, «“Thermoplastic Polyurethane Filled with Carbon Nanotubes for Electrical Dissipative and Conductive Application”».
[29] A. Pye., «Piezoelectric Materials,» Prospector Knowledge Center., 2015.
[30] G. S. Ed., «Electrets,» Topics in Applied Physics, vol. 33, 1980.
[31] J. M. B. Hilczer, «Electrets, Studies in Electrical and Electronic Engineering,» Elsevier, vol. 14, 1986.
[32] J. v. Turnhout, « Thermally Stimulated Discharge of Polymer Electrets,» Elsevier, 1975.
[33] J. L. K. K. ElectroMechanical Film EMFi — a new multipurpose electret material. Mika Paajanen, «Sensors and Actuators,» nº 84 , p. 95–102, 2000 .
[34] «Markforged,» [En línea]. Available: https://markforged.com/.
[35] C. B. W. K. Blake Perez, «Design considerations for hybridizing additive manufacturing and direct write technologies,» Agosto 2014.
FAELECTRIC – E1.1 59 / 59
[36] M. C. L. Ventola, «Medical Applications for 3D Printing: Current and Projected Uses,» Pharmacy and Therapeutics, Octubre 2014.
[37] «ADDIT3D,» [En línea]. Available: http://addit3d.bilbaoexhibitioncentre.com/.
[38] G. O. Braña, «Tesis doctoral Optimización de la activación eléctrica y de la respuesta piezoeléctrica de polímeros espumados y modelización de los procesos electrostáticos internos,» Enero 2016.
[39] D. S. S. A. D. Kumar, «Renewable Energy Source Piezo Electric Harvesters in Cars Tyres,» de IEE, 2015.
[40] W.-D. H. C. S. Leung, «Piezo Electric Sensors for Monitoring Airport Surface Movement- A Sustainable Airport Ground Traffic Management System,» de IEEE, 2011.
[41] S. D. T. R. K. R. W. M. J. V. J. P. P, «Project Power Shoe: Piezoelectric Wireless Power Transfer- A Mobile Charging Technique,» de IEE, 2015.
[42] O. R. N. L. y. P. G. E. appliances., «Novel Ultra- Low Energy consumption ultrasonic clothes dryer.».
[43] M. Plaezek, «Conception of the system for traffic measurements based on piezoelectric foils,» IOPSCIENCE, 2016.
[44] Y. C. D. O. H. C. L. D. W. Z. J. Z. W. M. L. S. &. X. F. B. Lu., «Ultra-flexible Piezoelectric Devices Integrated with Heart to Harvest the Biomechanical Energy,» Scientific Reports, 2014.
[45] A. Casimiro, «Excelsior,» 2014. [En línea]. Available: http://www.excelsior.com.mx/hacker/2014/08/30/978948..
[46] Orange, «NewAtlas- Sound Charge t-shirt tops up mobile devices using sound,» 2011. [En línea]. Available: http://newatlas.com/orange-and-gotwind-announce-sound-charge-device-charging-tshirt/18994/..
[47] F. Online. [En línea]. Available: https://www.fisioterapia-online.com/..
[48] «Sand-sized sensors use piezoelectric crystals to monitor electrical activity of nerves, muscles and more,» The American Society Ceramic, 2016.
[49] T. Z. L. N. a. E. R. Konstantin Astafiev, «Flexible piezoelectric materials for smart textile application,» Microflex MEGGITT.
[50] «voxel8,» [En línea]. Available: http://www.voxel8.com/.
[51] I. Instituto Tecnológico de la Energía, «E11_EoA_Filamentos_FA_PZE_ite_VF,» 2016.