
ESTUDO DA RESISTÊNCIA À CORROSÃO...
68
CAROLINA MARIANO ESTUDO DA RESISTÊNCIA À CORROSÃO NAFTÊNICA DE REVESTIMENTOS Nb/Mo DEPOSITADOS POR ASPERSÃO TÉRMICA CURITIBA 2014
Transcript of ESTUDO DA RESISTÊNCIA À CORROSÃO...

1
CAROLINA MARIANO
ESTUDO DA RESISTÊNCIA À CORROSÃO NAFTÊNICA DE REVESTIMENTOS Nb/Mo DEPOSITADOS POR
ASPERSÃO TÉRMICA
CURITIBA 2014

2
CAROLINA MARIANO
ESTUDO DA RESISTÊNCIA À CORROSÃO NAFTÊNICA DE REVESTIMENTOS Nb/Mo DEPOSITADOS POR
ASPERSÃO TÉRMICA
Tese apresentada como requisito parcial à obtenção do título de Doutor em Engenharia e Ciência dos Materiais do Programa de Pós Graduação em Engenharia e Ciência dos Materiais - PIPE da Universidade Federal do Paraná.
Orientador: Prof. Dr. Ramón Sigifredo Cortés Paredes.
CURITIBA 2014

3
À Deus e minha FAMILIA.
4
AGRADECIMENTOS Agradeço primeiramente a Deus pelo dom da vida, por ter me concedido saúde
e determinação para o desenvolvimento deste trabalho.
À minha família, por terem me encorajado em todas as horas.
Ao meu orientador Profª. Dr. Ramón Sigifredo Cortés Paredes.
À Universidade Federal do Paraná e ao Programa de Pós-Graduação em
Engenharia e Ciências dos Materiais – PIPE, pela oportunidade de realização
deste trabalho.
Ao apoio financeiro da Agência Nacional do Petróleo, Gás Natural e
Biocombustíveis (ANP), da Financiadora de Estudos e Projetos (FINEP) e
do Ministério da Ciência, Tecnologia e Inovação (MCTI) por meio do Programa
de Recursos Humanos da ANP para o Setor Petróleo e Gás – PRH-ANP/MCTI
Agradeço a todos que não foram incluídos nesta lista, mas contribuíram para a
conclusão deste trabalho.
5
LISTA DE FIGURAS
FIGURA 1 - TORRE DE DESTILAÇÃO ........................................................... 13 FIGURA 2 - ESTRUTURA GENÉRICA DE ÁCIDOS NAFTÊNICOS ............... 15 FIGURA 3 - ESQUEMA DE REGIÕES SUSCEPTÍVEIS À CORROSÃO EM UNIDADE DE DESTILAÇÃO ........................................................................... 16 FIGURA 4 - REPRESENTAÇÃO DOS PROCESSOS DE CORROSÃO NAFTÊNICA E POR SULFIDAÇÃO ................................................................. 18 FIGURA 5 - COMPONENTES DE EQUIPAMENTOS AFETADOS POR CORROSÃO NAFTÊNICA ............................................................................... 20 FIGURA 6 - CARACTERÍSTICAS DA FORMAÇÃO DA CAMADA DEPOSITADA POR AT E PERFIL TRANSVERSAL DE UM REVESTIMENTO ......................................................................................................................... 34 FIGURA 7 – CARACTERÍSTICAS MORFOLÓGICAS DE REVESTIMENTO TERMICAMENTE ASPERGIDO ...................................................................... 35 FIGURA 8 - ESQUEMA DO PROCESSO DE ASPERSÃO ............................. 35 FIGURA 9 - PISTOLA DE ASPERSÃO TÉRMICA A CHAMA ......................... 39 FIGURA 10 - EQUIPAMENTO DE ENSAIO DE DOBRAMENTO .................... 45 FIGURA 11 - CRITÉRIO VISUAL DE AVALIAÇÃO DA ADERÊNCIA DE REVESTIMENTOS ........................................................................................... 46 FIGURA 12 - SISTEMA DE AVALIAÇÃO DE CORROSÃO NAFTÊNICA. ....... 50 FIGURA 13 - ASPECTO VISUAL DO REVESTIMENTO DE NIÓBIO (A) APÓS ASPERSÃO ; (B) APÓS TESTE DE DOBRAMENTO ...................................... 51 FIGURA 14 - ASPECTO VISUAL DO REVESTIMENTO DE NB20MO (A) APÓS ASPERSÃO ; (B) APÓS TESTE DE DOBRAMENTO ..................................... 52 FIGURA 15 - ASPECTO VISUAL DO REVESTIMENTO DE NB30MO (A) APÓS ASPERSÃO ; (B) APÓS TESTE DE DOBRAMENTO ...................................... 52 FIGURA 16 - ASPECTO VISUAL DO REVESTIMENTO DE NB30MO (A) APÓS ASPERSÃO ; (B) APÓS TESTE DE DOBRAMENTO ...................................... 52 FIGURA 17 – MORFOLOGIA DO REVESTIMENTO DE NIÓBIO METÁLICO (A)SUPERFICIE, AUMENTO 500X (B) TRANSVERSAL, AUMENTO 1000X.53 FIGURA 18 – MORFOLOGIA DO REVESTIMENTO DE NB20MO (A) SUPERFÍCIE, AUMENTO 500X; (B) TRANSVERSAL, AUMENTO 1000X. .... 54 FIGURA 19 – MORFOLOGIA DO REVESTIMENTO DE NB30MO (A) SUPERFÍCIE, AUMENTO 1000X; (B) TRANSVERSAL, AUMENTO 1000X.... 54 FIGURA 20 – MORFOLOGIA DO REVESTIMENTO DE NB20MO (A) SUPERFÍCIE, AUMENTO 1000X; (B) TRANSVERSAL, AUMENTO 1000X.... 54 FIGURA 21 – ESPECTRO OBTIDO PELO REVESTIMENTO DE NIÓBIO ..... 56 FIGURA 22 – ESPECTRO OBTIDO PELO REVESTIMENTO DE NB20MO ... 57 FIGURA 23 – ESPECTRO OBTIDO PELO REVESTIMENTO DE NB30MO ... 57 FIGURA 24 – ESPECTRO OBTIDO PELO REVESTIMENTO DE NB40MO ... 58

6
LISTA DE TABELAS
TABELA 1 - CARACTERÍSTICAS DOS PROCESSOS DE ASPERSÃO ........ 37 TABELA 2 - COMPOSIÇÃO DAS MISTURAS DE PÓS UTILIZADOS ............ 41 TABELA 3 - COMPOSIÇÃO AÇO AISI316 – NORMA AISI ............................. 42 TABELA 4 - PARÂMETROS DE JATEAMENTO ............................................. 43 TABELA 5 - PARÂMETROS INICIAIS DE ASPERSÃO TÉRMICA A CHAMA . 44 TABELA 6 - CRITÉRIOS DE AVALIAÇÃO DO ENSAIO POR DOBRAMENTO. ......................................................................................................................... 46

7
SUMÁRIO
1. INTRODUÇÃO ........................................................................................... 10
1.1. OBJETIVO GERAL ............................................................................. 11
1.2. OBJETIVOS ESPECÍFICOS ............................................................... 11
2. REVISÃO BIBLIOGRÁFICA ...................................................................... 12
2.1. O PROCESSO DE DESTILAÇÃO ...................................................... 12
2.2. TORRE DE DESTILAÇÃO ATMOSFÉRICA ....................................... 13
2.3. TORRE DE DESTILAÇÃO A VÁCUO ................................................. 14
2.4. CORROSÃO NAFTÊNICA .................................................................. 14
2.5. MORFOLOGIA DA CORROSÃO ........................................................ 19
2.6. AVALIAÇÃO DA CORROSÃO ............................................................ 21
2.7. PROTEÇÃO DE EQUIPAMENTOS .................................................... 25
2.7.1. Métodos Utilizados na Indústria ....................................................... 25
2.7.2. Nióbio e Molibdênio ......................................................................... 27
2.7.3. Aspersão Térmica ............................................................................ 33
2.7.4. Aspersão Térmica a Chama – FS (Flame Spray) ............................ 38
3. MATERIAIS E PROCEDIMENTOS EXPERIMENTAIS.............................. 41
3.1. PREPARAÇÃO DOS PÓS DE REVESTIMENTO ............................... 41
3.2. PREPARAÇÃO DAS SUPERFÍCIES .................................................. 42
3.3. PROCESSO DE ASPERSÃO TÉRMICA A CHAMA – PREPARAÇÃO DO EQUIPAMENTO E DEFINIÇÃO DE PARÂMETROS ............................. 43
3.4. CARACTERIZAÇÃO DOS REVESTIMENTOS OBTIDOS .................. 44
3.5. ANÁLISE DE ASPECTO VISUAL ....................................................... 45
3.6. ENSAIO DE ADERÊNCIA POR DOBRAMENTO ............................... 45
3.7. TESTE DE ADERÊNCIA POR COLA ................................................. 46
3.8. MICROSCOPIA ÓTICA ....................................................................... 47
3.9. FRAÇÃO DE ÁREA DE ÓXIDOS E POROS ...................................... 47
3.10. MICROSCOPIA ELETRÔNICA DE VARREDURA .......................... 47
3.11. DIFRATOMETRIA DE RAIOS-X ...................................................... 48
3.12. TESTE DE MICRODUREZA VICKERS ........................................... 48
3.13. RESISTÊNCIA TÉRMICA ................................................................ 48
3.14. AVALIAÇÃO DA RESISTÊNCIA À CORROSÃO NAFTÊNICA ....... 49

8
4. RESULTADOS E DISCUSSÃO ................................................................. 51
4.1. CARACTERIZAÇÃO DOS REVESTIMENTOS ................................... 51
4.2. MICROSCOPIA ELETRÔNICA DE VARREDURA.............................. 53
4.3. - Análise Química por Energia Dispersiva de Raios (EDS) ................. 55
5. CONCLUSÃO ............................................................................................ 59
6. REFERÊNCIA BIBLIOGRÁFICA ............................................................... 60

9
RESUMO
O petróleo apresenta composição química bastante complexa, sendo
formado por hidrocarbonetos e por impurezas como compostos orgânicos
sulfurados, nitrogenados, oxigenados, organometálicos, água, sais minerais e
areia. Alguns desses elementos são responsáveis pela ação corrosiva do
petróleo, como os compostos naftênicos causadores da chamada corrosão
naftênica. Os equipamentos que apresentam susceptibilidade à corrosão
naftênica são componentes de unidades que processam petróleo em elevadas
temperaturas como é o caso das torres de destilação atmosférica e a vácuo,
unidade responsável pela separação do óleo cru. Por esse motivo, um dos
grandes desafios encontrados atualmente pela indústria petrolífera é o
desenvolvimento de tecnologias e materiais que forneçam maior tempo de vida
útil a esses equipamentos. A substituição do material de um determinado local
por outro que apresente maior resistência pode apresentar um custo elevado,
sendo assim os revestimentos que visam proteção por barreira podem ser uma
excelente alternativa para a redução de custos com manutenção e,
principalmente, aumento de vida útil de equipamentos. O presente trabalho
avalia a obtenção de revestimentos de misturas de Nióbio e Molibdênio pelo
processo de aspersão térmica. Este processo já é utilizado com êxito na
indústria para obtenção de revestimentos para proteção à corrosão, cavitação e
desgaste. Foram avaliados diferentes composições de pós de Nióbio,
Pentóxido de Nióbio e Molibdênio depositados pelo processo de Aspersão
Térmica a Chama-pó. A avaliação dos revestimentos obtidos foi realizada
através de caracterização morfológica, avaliação de resistência mecânica e de
resistência à corrosão. Com os resultados obtidos foi possível concluir que é
possível obter um revestimento através da mistura de Nióbio e Molibdênio com
excelente aderência e coesão com panquecas bem distribuídas. A boa
distribuição das panquecas e baixa porosidade residual são componentes que
conferem proteção por barreira ao revestimento formado.
Palavras Chave: compostos naftênicos; corrosão naftênica; Nióbio; Molibdênio;
aspersão térmica.
10
1. INTRODUÇÃO
As fontes de petróleo na América do Sul, incluindo o óleo brasileiro, estão
entre as mais ácidas do mundo. Tal acidez é responsável por muitas
dificuldades na utilização desta matéria-prima nas refinarias e no
aproveitamento de seus resíduos. O principal problema causado pela acidez é
conhecida como corrosão naftênica. [1]
A corrosão causada por ácidos naftênicos afeta equipamentos utilizados
em torres de destilação principalmente em regiões que operam entre 200ºC -
400ºC e velocidade de até 120m/s. Portanto, o problema de pesquisa é
determinar qual é a eficiência de revestimentos de Nióbio/Molibdênio
depositados por aspersão térmica a chama-pó na proteção de equipamentos
que trabalham na presença de óleos com elevado teor de compostos
naftênicos sob condições de elevada temperatura e elevada velocidade de
fluxo de petróleo processado.
Segundo Bernardes [12] e Baptista [13] os aços liga 5%Cr0,5%Mo ou
9%Cr1%Mo e aço inoxidáveis contendo molibdênio, como os aços AISI 316 e
317 podem ser empregados em regiões onde ocorre corrosão naftênica. WU et
al. [14] investigaram o comportamento de corrosão ácida naftênica de
revestimentos de aços inoxidáveis com 0-7% em peso de molibdênio
depositados por aspersão térmica de elevada velocidade (HVOF) concluindo
que aumentando o teor de molibdênio aumentou consideravelmente a
resistência à corrosão ácida dos aços inoxidáveis e dos revestimentos
depositados por HVOF. Carvalho [15] estudou revestimentos de nióbio e
Pentóxido de Nióbio mostrando que estes apresentam excelente resistência à
corrosão naftênica. Mariano [18] avaliou e comprovou resistência à corrosão
salina de revestimento de nióbio metálico e pentóxido de nióbio depositados
por aspersão térmica. Regis [17] comprovou a eficiência de revestimentos de
pentóxido de nióbio quando misturados com Cu, Ni e Al na proteção de
estruturas enterradas de torres de transmissão [1-7].

11
Com base em pesquisas realizadas é possível afirmar que há
possibilidade de se obter revestimentos de nióbio e molibdênio depositados por
aspersão térmica com potencial para aplicação em ambiente corrosivo.
1.1. OBJETIVO GERAL
O presente trabalho teve como objetivo obter misturas de pós de
Nióbio/Molibdênio com diferentes composições, realizar deposição por
aspersão térmica a chama e avaliar sua resistência à corrosão naftênica. Isto
foi realizado através da deposição de misturas de pós em substratos de aço
inoxidável austenítico AISI316 pela técnica de aspersão térmica a chama-pó.
Também foi realizada rigorosa caracterização morfológica dos revestimentos
formados, além da avaliação da resistência mecânica, térmica e à corrosão.
1.2. OBJETIVOS ESPECÍFICOS
• Depositar misturas de pós de nióbio/molibdênio nas condições puros e
misturados nas proporções 80%-20%, 70%-30% e 60%-40% em
substratos de aço inoxidável austenítico AISI316 utilizando o processo
de aspersão térmica a chama-pó;
• Realizar as deposições das misturas considerando as melhores
condições de preparação de superfície do aço inoxidável AISI316 e de
condições de pré aquecimento;
• Qualificar os revestimentos depositados através da avaliação das
propriedades mecânicas de aderência pelos ensaios de dobramento e
tração, e medição da microdureza;
• Realizar ensaios de corrosão;
• Realizar caracterização dos revestimento através de microscopia óptica
(MO), microscopia eletrônica de varredura (MEV), espectroscopia de
energia dispersiva (EDS) antes e depois dos testes de corrosão para
avaliação microestrutural, caracterizaçao da superfície e identificação de
produtos de corrosão;

12
2. REVISÃO BIBLIOGRÁFICA
2.1. O PROCESSO DE DESTILAÇÃO
A destilação é um processo de separação e purificação muito antigo. A
separação dos componentes de uma mistura de líquidos miscíveis é baseada
na diferença dos pontos de ebulição dos seus componentes individuais. É um
processo tão importante para uma refinaria de petróleo que é usado na quase
totalidade dos seus processos de refino por que passa o petróleo e seus
derivados. Dentro de uma refinaria de petróleo a destilação é o único processo
que tem como carga o óleo crú. Dependendo do tipo de petróleo esta unidade
gera produtos finais e outros (intermediários) que servirão como cargas ou
serão misturados com produtos de outros processos em tanques ou em linhas.
Todos os processos na refinaria dependem, direta ou indiretamente, de alguma
saída da destilação. [1,8]
As torres de destilação funcionam de acordo com os princípios da
destilação fracionada, onde a separação de componentes se dá por intermédio
de vaporizações e condensações sucessivas que, devido às diferentes
volatilidades das substâncias, torna-se possível a obtenção de dois produtos,
um com teor elevado dos componentes mais voláteis e outro nos menos
voláteis. Cada estágio da destilação fracionada é constituído fisicamente por
uma chapa especial metálica denominada bandeja ou prato. Nestes pratos é
necessário dar condições ao vapor proveniente de um prato inferior para
borbulhar no líquido em ebulição, que escoa pelo prato considerado, e ao
líquido para escoar horizontalmente através de um gradiente hidráulico, ou
seja, um desnível entre o ponto de chegada e descida do líquido. A torre deve
ser dotada de dispositivos que permitam o escoamento do vapor e do líquido, o
que garantirá o contato entre eles e a consequente transferência de calor e
massa. Estes dispositivos podem ser dos seguintes tipos: pratos, recheios ou
enchimentos e chicanas.
A destilação se realiza em torres de dimensões variadas que possuem,
ao longo da coluna principal, uma série de pratos ou um recheio em várias
alturas. O petróleo é pré-aquecido em fornos e introduzido na região inferior da
13
torre. Como a parte de baixo da torre é mais quente, os hidrocarbonetos
gasosos tendem a subir e se condensar ao passarem pelos pratos ou recheio.
Nesta etapa são recolhidos como derivados da primeira destilação,
principalmente gás, GLP, nafta e querosene. Essas frações retiradas nas várias
alturas da coluna, ainda necessitam de novos processamentos e tratamentos
para se transformarem em produtos ou servirem de carga para outros
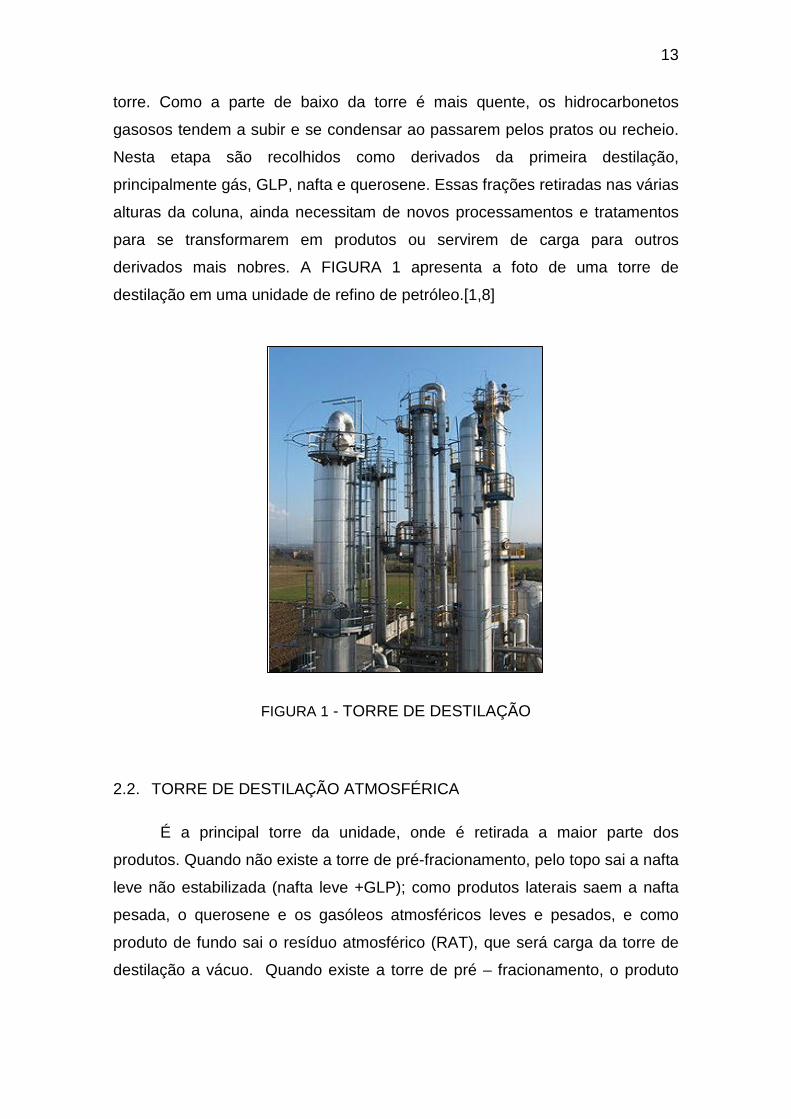
derivados mais nobres. A FIGURA 1 apresenta a foto de uma torre de
destilação em uma unidade de refino de petróleo.[1,8]
FIGURA 1 - TORRE DE DESTILAÇÃO
2.2. TORRE DE DESTILAÇÃO ATMOSFÉRICA
É a principal torre da unidade, onde é retirada a maior parte dos
produtos. Quando não existe a torre de pré-fracionamento, pelo topo sai a nafta
leve não estabilizada (nafta leve +GLP); como produtos laterais saem a nafta
pesada, o querosene e os gasóleos atmosféricos leves e pesados, e como
produto de fundo sai o resíduo atmosférico (RAT), que será carga da torre de
destilação a vácuo. Quando existe a torre de pré – fracionamento, o produto
14
de topo é a nafta pesada e os cortes laterais são o querosene e os gasóleos
atmosféricos leves e pesados.
2.3. TORRE DE DESTILAÇÃO A VÁCUO
É usada para retirar do petróleo as frações mais pesadas, conseguindo
fracionar o resíduo atmosférico (carga da torre), sem que haja craqueamento
térmico, o que pode ocorrer quando a temperatura alcança valores maiores que
370°C. Usando pressões absolutas da ordem de 2,7 kPa a 13,5kPa no ponto
gasóleos de vácuo, leve e pesado (GOL e GOP) que, normalmente constituem
a carga para a unidade de craqueamento catalítico.
2.4. CORROSÃO NAFTÊNICA
Entre os elementos agressivos presentes no petróleo encontram-se os
ácidos naftênicos, caracterizados como carboxílicos monobásicos com fórmula
geral do tipo RCOOH, onde R representa a porção naftênica consistindo de
derivados de ciclopentanos e de ciclohexanos. Apresentam ponto de ebulição
na faixa de 177 a 343ºC e pesos moleculares variando de 200 a 700g/mol. Um
único tipo petróleo pode conter uma grande quantidade de ácidos naftênicos,
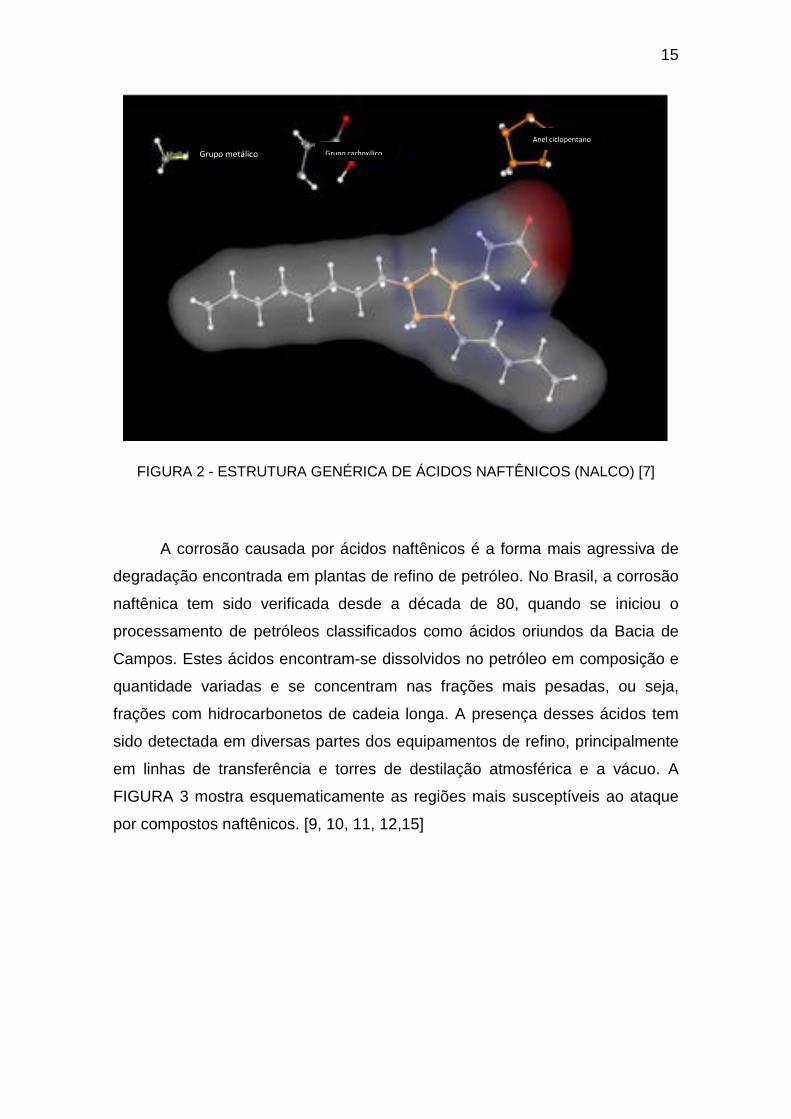
chegando a 1500 compostos diferentes. A FIGURA 2 apresenta a estrutura
genérica de ácido naftênicos. Quanto maior é o peso molecular destes ácidos,
maior é o ponto de ebulição, então eles estão distribuídos ao longo da
destilação conforme seu peso molecular e se concentram nas frações pesadas
com maior ponto de ebulição [7, 9, 10, 11, 12,15].
15
FIGURA 2 - ESTRUTURA GENÉRICA DE ÁCIDOS NAFTÊNICOS (NALCO) [7]
A corrosão causada por ácidos naftênicos é a forma mais agressiva de
degradação encontrada em plantas de refino de petróleo. No Brasil, a corrosão
naftênica tem sido verificada desde a década de 80, quando se iniciou o
processamento de petróleos classificados como ácidos oriundos da Bacia de
Campos. Estes ácidos encontram-se dissolvidos no petróleo em composição e
quantidade variadas e se concentram nas frações mais pesadas, ou seja,
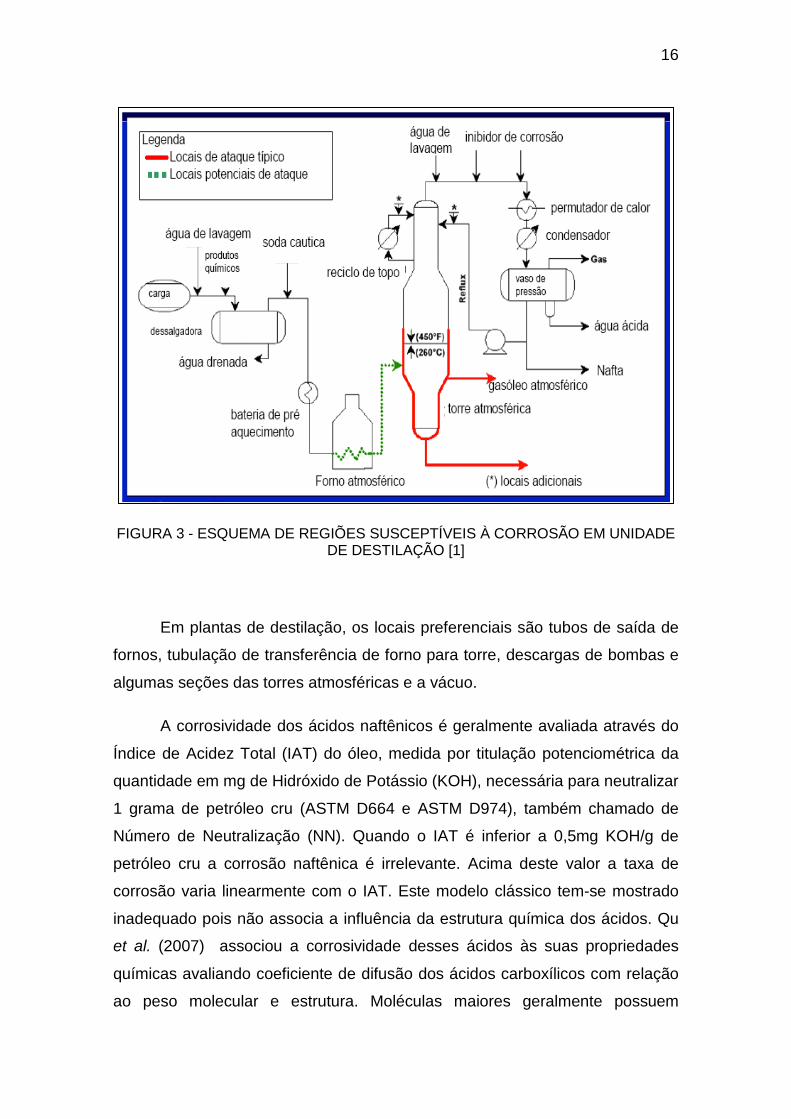
frações com hidrocarbonetos de cadeia longa. A presença desses ácidos tem
sido detectada em diversas partes dos equipamentos de refino, principalmente
em linhas de transferência e torres de destilação atmosférica e a vácuo. A
FIGURA 3 mostra esquematicamente as regiões mais susceptíveis ao ataque
por compostos naftênicos. [9, 10, 11, 12,15]
Grupo metálico Grupo carboxilico
Anel ciclopentano
16
FIGURA 3 - ESQUEMA DE REGIÕES SUSCEPTÍVEIS À CORROSÃO EM UNIDADE DE DESTILAÇÃO [1]
Em plantas de destilação, os locais preferenciais são tubos de saída de
fornos, tubulação de transferência de forno para torre, descargas de bombas e
algumas seções das torres atmosféricas e a vácuo.
A corrosividade dos ácidos naftênicos é geralmente avaliada através do
Índice de Acidez Total (IAT) do óleo, medida por titulação potenciométrica da
quantidade em mg de Hidróxido de Potássio (KOH), necessária para neutralizar
1 grama de petróleo cru (ASTM D664 e ASTM D974), também chamado de
Número de Neutralização (NN). Quando o IAT é inferior a 0,5mg KOH/g de
petróleo cru a corrosão naftênica é irrelevante. Acima deste valor a taxa de
corrosão varia linearmente com o IAT. Este modelo clássico tem-se mostrado
inadequado pois não associa a influência da estrutura química dos ácidos. Qu
et al. (2007) associou a corrosividade desses ácidos às suas propriedades
químicas avaliando coeficiente de difusão dos ácidos carboxílicos com relação
ao peso molecular e estrutura. Moléculas maiores geralmente possuem

17
menores coeficientes de difusão alcançando a superfície do metal mais
lentamente que as moléculas menores. Para moléculas com mesmo peso
molecular a corrosividade é afetada pela isomeria dos compostos. Ácidos
menos ramificados possuem maiores coeficientes de difusão, sendo mais
corrosivos. [9-19]. Para TEBBAL, mesmo com o NAT (numero de acidez total)
de um corte sendo baixo, durante a condensação pode ocorrer uma
concentração alta de ácido na superfície do metal. Nas temperaturas
intermediárias da coluna, correspondendo às condições de condensação de
um corte de alto NAT, a corrosão atinge seu máximo. Assim nas colunas a
vácuo, há pouco efeito da velocidade. A corrosão ocorre na fase líquida e é
principalmente uma corrosão por condensado diretamente relacionada ao
conteúdo, peso molecular e ponto de ebulição dos ácidos naftênicos.
A agressividade da corrosão naftênica pode ser influenciada pela
temperatura de processamento do petróleo, aumentando continuamente com a
temperatura acima de 230-250ºC. Acima de 400ºC os ácidos naftênicos se
decompõem produzindo compostos neutros. A velocidade de fluxo de petróleo
durante processo de refino também é um dos fatores que mais influenciam o
ataque naftênicos, pois quanto maior a velocidade, maior a possibilidade de
remoção de produtos de corrosão que podem se formar com características
protetoras. O aço carbono apresenta corrosão com velocidades acima de
25m/s, enquanto que nos aços inoxidáveis AISI316 a corrosão é evidenciada
em velocidades superiores a 120m/s. A velocidade é diretamente proporcional
ao grau de vaporização, que é uma função da taxa de carga, da temperatura,
da densidade do óleo e da taxa de vapor. A presença de vapor também
favorece a degradação de materiais por corrosão naftênica, pois na fase vapor
e na interface vapor-líquido há maior concentração de ácidos naftênicos [9-19].
Para Tandy, a fase vapor apresenta uma corrosividade muito maior que a fase
líquida. Para Scattergood a corrosão é mais severa na interface líquido-vapor.
Segundo Carvalho a experiência industrial mostra que as corrosões mais
severas ocorrem em condições de fluxo bifásico (50% líquido – 50% vapor),
principalmente em saídas de fornos e linhas de transferência.
A presença de compostos de enxofre também influencia na
corrosividade do petróleo, pois devido à presença concomitante de compostos
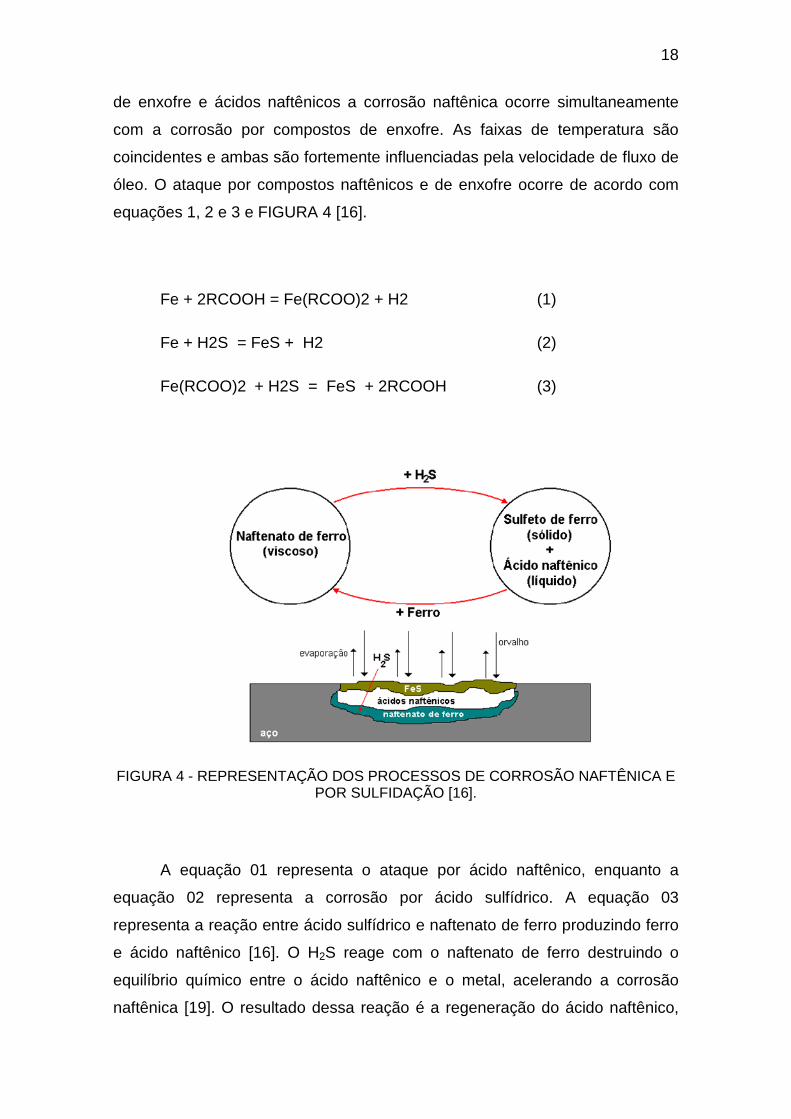
18
de enxofre e ácidos naftênicos a corrosão naftênica ocorre simultaneamente
com a corrosão por compostos de enxofre. As faixas de temperatura são
coincidentes e ambas são fortemente influenciadas pela velocidade de fluxo de
óleo. O ataque por compostos naftênicos e de enxofre ocorre de acordo com
equações 1, 2 e 3 e FIGURA 4 [16].
Fe + 2RCOOH = Fe(RCOO)2 + H2 (1)
Fe + H2S = FeS + H2 (2)
Fe(RCOO)2 + H2S = FeS + 2RCOOH (3)
FIGURA 4 - REPRESENTAÇÃO DOS PROCESSOS DE CORROSÃO NAFTÊNICA E POR SULFIDAÇÃO [16].
A equação 01 representa o ataque por ácido naftênico, enquanto a
equação 02 representa a corrosão por ácido sulfídrico. A equação 03
representa a reação entre ácido sulfídrico e naftenato de ferro produzindo ferro
e ácido naftênico [16]. O H2S reage com o naftenato de ferro destruindo o
equilíbrio químico entre o ácido naftênico e o metal, acelerando a corrosão
naftênica [19]. O resultado dessa reação é a regeneração do ácido naftênico,

19
deixando-o livre para atacar de novo. Assim, quando se tem presente no meio,
tanto ácidos naftênicos quanto ácido sulfídrico, se tem um processo combinado
de corrosão onde as duas reações corrosivas competem entre si.
Segundo Laredo, presença de enxofre no meio é capaz de inibir o
processo corrosivo por ácidos naftênicos, uma vez que a formação de uma
camada de sulfeto de ferro aderente ao metal protegeria a matriz metálica.
Para formar a camada protetora, os óleos crus precisam conter entre 2% a 3%
de enxofre e este filme protetor formado não pode ser removido por outros
fatores, como o fluxo das correntes. Um óleo cru com um número relativamente
alto de ácidos naftênicos e baixo enxofre parece ser mais corrosivo à alta
temperatura que um óleo cru com o mesmo conteúdo de ácidos naftênicos e
alto conteúdo de enxofre.
Para Kane, a corrosão naftênica é diferenciada da corrosão sulfídrica
pelo mecanismo de corrosão e pela morfologia do ataque. A corrosão sulfídrica
é geralmente conhecida pela perda geral de massa da superfície exposta e
pela formação de uma camada de sulfeto de ferro como produto de corrosão. A
corrosão naftênica é tipicamente caracterizada por possuir um ataque mais
localizado, principalmente em áreas de alta velocidade, e em alguns casos,
onde ocorre a condensação dos vapores ácidos concentrados. O ataque é
frequentemente conhecido por deixar a superfície metálica sem produtos de
corrosão, isto é, a matriz metálica fica exposta.
2.5. MORFOLOGIA DA CORROSÃO
Dependendo de onde ocorre e das condições de serviço de onde ocorre
a corrosão naftênica ela se apresentada de diferentes formas:
- corrosão generalizada: com aspecto superficial uniforme lembrando uma
“casca de laranja”. Este tipo de corrosão pode ser observado nos lados de
baixo das bandejas onde altas concentrações de ácido condensam do vapor.
Áreas mais finas também ocorrem quando o ácido condensado escorre na
parede de um vaso.

20
- corrosão por pite: ocorre geralmente em tubulações ou em soldas. Pites
possuem normalmente bordas acentuadas e semi-esféricas, podem estar
agrupados, ou associados ao formato das soldas ou outras características
geométricas da superfície. Normalmente o metal ao redor dos pites é coberto
por uma camada espessa escura de sulfito, enquanto a superfície dos pites
apresentam apenas uma fina camada de cobertura;
- processo combinado de erosão-corrosão: relacionado à velocidade do
fluido.
A regra derivada dessas observações é que quanto mais complexa a
corrosão: desde o filme uniforme pite erosão-corrosão, mais baixo é o
valor do IAT no qual o processo corrosivo é iniciado.
A FIGURA 5 mostra exemplos de componentes de equipamentos
atacados por corrosão naftênica.
FIGURA 5 - COMPONENTES DE EQUIPAMENTOS AFETADOS POR CORROSÃO NAFTÊNICA [1,33]

21
Segundo Deyab [33], quando o ataque corrosivo acontece por
escoamento (tubos de fornos e tubulações), e é localizado, o aspecto da
superfície é liso, sem produto de corrosão e com alvéolos de bordas aguçadas.
Para LAREDO [7] et al a temperatura de condensação de alguns ácidos
específicos está associada com a corrosão naftênica, pois é característica
dessa corrosão ser mais severa no ponto de condensação, onde o vapor se
torna líquido sobre o metal [33].
Com o estudo da composição naftênica do petróleo é possível relacionar
as taxas de corrosão com as estruturas moleculares dos ácidos naftênicos.
Mas como essa composição muda com o óleo como a própria composição de
um poço de extração muda com o tempo, e como as técnicas para se
quantificar os ácidos naftênicos quanto a sua estrutura molecular são
dispendiosas e inviáveis de se utilizar em campo, outras opções devem ser
preferidas para o estudo das taxas de corrosão. Os trabalhos realizados na
área de corrosão naftênica se concentram na tentativa caracterizar os ácidos
naftênicos encontrados no petróleo, entender o mecanismo de corrosão
causado por estes ácidos, no efeito sinérgico dos compostos de enxofre e
ácidos naftênicos e em procurar um método eficiente para proteger
equipamentos que operam na presença destes.
2.6. AVALIAÇÃO DA CORROSÃO
A avaliação da corrosão naftênica normalmente utilizada é realizada em
sistema de ensaio composto por autoclave, suportes giratórios para os corpos
de prova instalados na região de líquido, suporte fixo para corpo de prova para
a região de vapor, tanques de alimentação e descarte, balança de precisão,
sistema de bombeio e sistema de controle e aquisição de dados. Este sistema
possibilita simular as principais condições de unidades de processos de
refinarias como torres, linhas de transferência e equipamentos. A autoclave
utilizada é fabricada em Hastelloy C-276 com capacidade para 10 litros e
permite trabalhar com temperaturas da ordem de 350°C e pressões superiores
a 1000psi. Acoplado à autoclave é instalado um controlador de temperatura
para assegurar que as condições operacionais do ensaio sejam mantidas. Este
ensaio é baseado na norma ASTM G1.05.04 e consiste na imersão de cupons
22
dos materiais a serem estudados em óleo de elevado IAT, e submetê-los a
condições pré-estabelecidas de pressão e temperatura. Antes do início do
ensaio os corpos de prova são retificados, desengordurados com acetona,
pesados em balança analítica com precisão de 0,1mg e a área dos cupons
calculada e então colocados na autoclave. O tempo de ensaio pode variar entre
60 a 120 horas. Após ensaio durante período de até 72 horas os cupons são
removidos da autoclave para limpeza. Para a remoção do óleo da superfície o
clorofórmio é o que apresenta melhores resultados. Após registro fotográfico os
filmes são removidos por raspagem e decapagem e então pesados para
cálculo de perda de massa. Os produtos de corrosão são analisados
quimicamente. A expressão genérica aplicada ao cálculo da taxa de corrosão
generalizada é dada por:
𝑇𝑥 =∆𝑀.𝐾𝜌.𝐴.∆𝑇
Onde:
Tx= taxa de corrosão
∆M= massa inicial- massa final
ρ= densidade do material
A= área do corpo de prova
∆T= tempo de imersão
K= constante ajustada em função das unidades utilizadas.[4,5]
Por ser composto por equipamentos de elevado custo e por exigir
grande atenção na manutenção das condições de ensaio este teste é realizado
apenas no Centro de Pesquisa e Desenvolvimento Leopoldo Américo Miguez
de Mello – CENPES/RJ. Há também uma planta de pesquisa de corrosão
naftênica na unidade de pesquisa da Petrobras de São Mateus do Sul/PR –
Petrosix.

23
Ensaios eletroquímicos também podem ser utilizados na avaliação da
corrosividade de ácidos naftênicos. A avaliação da corrosividade de um fluido
não aquoso por técnica eletroquímica constitui desafio considerável, pois a alta
resistividade (baixa condutividade) do meio dificulta a determinação dos
parâmetros quantitativos de corrosão. Porém as técnicas eletroquímicas são
fundamentais na caracterização dos mecanismos de corrosão [57].
Polarização Linear e a Voltametria Cíclica são métodos eletroquímicos
que podem ser empregados na avaliação da corrosão naftênica. Tais técnicas
permitem a aplicação do Método de Extrapolação de Tafel, que fornece
parâmetros importantes sobre o processo estudado.
Estes métodos fazem uso de propriedades elétricas mensuráveis
(corrente elétrica, diferenças de potencial, acumulo interfaciais de carga, entre
outros) a partir de fenômenos nos quais uma espécie redox interage física e/ou
quimicamente com demais componentes do meio. Tais interações são
observadas quando se aplicam perturbações controladas ao sistema, como por
exemplo uma diferença de potencial entre eletrodos de uma célula
eletroquímica. Essas medidas podem ser relacionadas com algum parâmetro
químico intrínseco da espécie. Varias técnicas eletroanalíticas têm sido
utilizadas para várias aplicações como monitoramento ambiental e controle de
qualidade de produtos e processos industriais.
A voltametria é uma técnica eletroanalítica que se baseia nos fenômenos
que ocorrem na interface entre a superfície do eletrodo de trabalho e a camada
fina de solução adjacente a essa superfície. Essa técnica é classificada como
dinâmica, pois a célula eletroquímica é operada na presença de corrente
elétrica (i>0) que, por sua vez, é medida em função da aplicação controlada de
um potencial. As informações sobre o analito são obtidas por meio da medição
da magnitude da corrente elétrica que surge entre o eletrodo de trabalho e o
eletrodo auxiliar ao se aplicar uma diferença de potencial entre eletrodo de
trabalho e eletrodo de referência. As células eletroquímicas utilizadas em
voltametria podem ser compostas por dois, três ou quatro eletrodos. Os mais
comuns são células com dois ou três eletrodos. O parâmetro ajustado é o
potencial (E) e o parâmetro medido é a corrente resultante (i), ou seja i=F(E). O
24
registro da corrente em função do potencial é denominado voltamograma e a
magnitude da corrente obtida pela transferência de elétrons durante o processo
de oxirredução pode ser relacionada com a quantidade de analito presente na
interface do eletrodo e consequentemente na célula eletroquímica.
A voltametria cíclica é a técnica mais comumente usada para adquirir
informações qualitativas sobre processos eletroquímicos. A eficiência desta
técnica resulta de sua característica de rapidamente fornecer informações
sobre a termodinâmica de processos redox, da cinética de reações
heterogêneas de transferência de elétrons sobre reações químicas acopladas a
processos adsortivos. Em um experimento voltamétrico, inicia-se a aplicação
do potencial em um valor no qual nenhuma redução ocorre. Com a variação de
potencial para regiões mais negativas (catódica) ocorre a redução do composto
em solução, gerando um pico de corrente proporcional à concentração deste
composto. Quando o potencial atinge um valor no qual nenhuma reação de
redução ocorre, o potencial é varrido no sentido inverso até o valor inicial. No
caso de uma reação reversível, os produtos que tiverem sido gerados no
sentido direito serão oxidados, gerando um pico simétrico ao pico de redução.
O tipo de voltamograma gerado depende do tipo de mecanismo redox que o
composto em questão sofre no eletrodo, o que faz da voltametria cíclica uma
ferramenta valiosa no estudo de mecanismos.
Segundo Deyab et al [33], poucos trabalhos têm sido desenvolvidos na
avaliação eletroquímica de metais em meio aquoso com ácidos naftênicos. Em
pesquisa desenvolvida, eles avaliaram o comportamento do aço carbono na
presença de diferentes soluções de ácidos naftênicos através das técnicas de
voltametria cíclica e polarização potenciodinâmica. Foram utilizados platina
como eletrodo auxiliar, calomelano saturado como eletrodo de referência e aço
carbono como eletrodo de trabalho. Todos os experimentos consideraram
temperatura constante de 30°C e taxa de varredura de 10mV/s. A relação E/i
foi obtida pela mudança linear do potencial do eletrodo de -2,0V até região
positiva. O voltamograma mostra que a varredura anódica exibe uma transição
ativa-passiva e a densidade de corrente de pico anódico e catódico ficam
melhor definidos com aumento da concentração e ácidos naftênicos. A
presença de região passiva está relacionada com a formação e precipitação de

25
filme óxido na superfície do eletrodo. Verificou-se a direta dependência da taxa
de corrosão com os tipos de ácidos naftênicos, aumentando a taxa com
aumento da massa molar dos ácidos. Através de medidas de polarização
potenciodinâmica pôde-se verificar o efeito protetor de ácido graxos.
Hass et al. sugere método para facilitar monitoramento da corrosão
naftênica através da técnica de Ruído eletroquímico em meio oleoso. Este
método é recente e tem-se mostrado apropriado para soluções de elevada
resistividade iônica . Ruídos eletroquímicos são flutuações espontâneas de
corrente e potencial presente em um sistema devido a processos corrosivos.
Essa flutuação, se registrada, pode ser estudada e gerar um meio para estimar
a taxa de corrosão, assim como avaliar o tipo de corrosão que está ocorrendo.
Estudos mostram que a técnica é hábil para distinguir corrosão generalizada e
localizada, resultando em estimativa da taxa de corrosão sem perturbação
externa [77, 78, 79].
Estudos conduzidos por Hass et al. [34] foram realizados em um reator
eletroquímico cilíndrico de liga de alumínio 6351. Foram utilizados três
eletrodos de trabalho idênticos de aço AISI316, um eletrodo de referencia e um
eletrodo auxiliar. Esses eletrodos foram submersos em solução naftênica de
óleo mineral com adição de diferentes concentrações de ácido. Dados foram
obtido por potenciostato e morfologia foi analisada por EDS. Avaliou-se a
concentração de ácido (0,5; 1,5 e 2,5 mgKOH/g) e temperatura (25, 65 e
120°C). Concluiu-se que a técnica é efetiva para estimar condições para
desenvolver corrosão generalizada e localizada. Técnica também demonstrou
sensibilidade para identificar mudanças no processo corrosivo mesmo em
condições onde a taxa de corrosão aparece muito pequena [77].
2.7. PROTEÇÃO DE EQUIPAMENTOS
Algumas ações podem ser realizadas com a finalidade de diminuir os
efeitos provocados pela presença de ácidos naftênicos tais como: extração dos
ácidos naftênicos, Blend (mistura de petróleos crus) com diferentes valores de
IAT (Índice de Acidez Total), injeção de inibidores de corrosão, substituição de
2.7.1. Métodos Utilizados na Indústria

26
materiais de componentes dos equipamentos e neutralização dos ácidos do
petróleo.
A diluição dos petróleos mais ácidos com petróleos menos ácidos nos tanques
de armazenamento (blending), a inspeção e a adequação metalúrgica são os
métodos mais utilizados nas refinarias brasileiras. A seleção adequada dos
materiais é o método mais adequado para controlar a corrosão naftênica em
longo prazo. Em tubulações e seções das torres de destilação, onde a
temperatura está abaixo de 220ºC e não há condensação, o aço carbono ainda
é usado. Os revestimentos cladeados em aços inoxidáveis ferríticos AISI 405 e
410S, encontrados em algumas regiões de torres de destilação atmosférica e à
vácuo, foram selecionados originalmente para resistir à corrosão por
compostos de enxofre em condições de temperaturas mais altas. Estes aços
apresentam resistência à corrosão naftênica maior que o aço carbono, porém,
em regiões onde há condensação ácida de ácidos orgânicos os aços ferríticos
sofrem corrosão.
Vários metais e ligas têm sido avaliados com a finalidade de encontrar
materiais que suportem condições agressivas de operação, porém é difícil
chegar a resultados conclusivos devido à grande quantidade de compostos
naftênicos diferentes que podem existir em um único tipo de petróleo. Segundo
Abreu et. al. atualmente os equipamentos são protegidos por “clad” de aço AISI
405/410S. Essas estruturas são atacadas por corrosão naftênica sendo
recuperadas pela aplicação de “linings” de aço inoxidável AISI316L ou 317L. O
revestimento com tiras soldadas strip lining ou lining é constituído de chapas
finas, resistentes à corrosão, soldadas diretamente no costado dos
equipamentos. Sua aplicação é relativamente simples e atualmente é o
revestimento mais utilizado na manutenção de torres de destilação. Embora
ofereçam boa resistência à corrosão naftênica, surgem durante a operação
trincas na zona afetada pelo calor (ZAC) da solda pela diferença de coeficiente
de dilatação térmica entre o metal base (ferrítico) e o material de “lining”
(austenítico). Segundo pesquisa, o material adequado seria um aço ferrítico
com teor de molibdênio elevado, para aumentar a resistência à corrosão
naftênica. Neste trabalho fundiu-se o aço 444 em lingotes com teores
27
diferentes de Mo e Cr e realizou-se teste de dureza e análise microestrutural.
Aço com maior teor de Cr+Mo (7%Mo15%Cr) apresentou dureza mais elevada.
Huang et al. estudou o efeito sinérgico de ácidos naftênicos e compostos
de enxofre em aço carbono-manganês Q235 e aço inoxidável 316. Foi avaliado
o comportamento desses aços em meio corrosivo contendo diferentes
concentrações de enxofre (0,5 a 5% em peso) e diferentes valores de acidez (3
a 15 mg KOH/g) a 280ºC. Alterando os teores de enxofre ou os valores de
acidez o comportamento dos aços foi semelhante. O aço 316 apresentou
menores taxas de corrosão devido à formação de um filme protetor de sulfeto
de cromo e sulfeto de molibdênio estáveis que evitam o contato do enxofre e
dos ácidos naftênicos com o metal base [19].
Guimarães et al. avaliou a resistência à corrosão naftênica em elevada
temperatura de corpos de prova de aço inoxidável austenítico AISI 316 e
inoxidável ferrítico AISI444 soldados sobre chapas de aço ASTM A516 Gr60. A
resistência foi avaliada por perda de massa. O aço AISI444 foi o que
apresentou menores taxas de corrosão [20].
2.7.2. Nióbio e Molibdênio
Dos elementos de liga presentes em aços avaliados o molibdênio tem
grande influencia na resistência à corrosão naftênica. Quanto maior seu teor,
maior a resistência à corrosão. Ele é um dos elementos que atuam como
estabilizador da fase ferrita e possui grande influência na passividade e na
resistência química dos aços inoxidáveis, sobretudo na presença de cloretos, à
qual o filme de óxido de cromo é pouco estável. Sendo assim o molibdênio, em
associação ao cromo, influencia beneficamente na estabilidade do filme de
passivação na presença de cloretos e é especialmente efetivo no aumento da
resistência ao início da corrosão por pite e corrosão por fresta. Metal refratário
amplamente utilizado na indústria da aspersão térmica para aplicação em
resistência ao desgaste em adesivos, rolamentos, eixos e revestimentos para
prevenção da degradação superficial em componentes que estão em contato.
Possui excepcional resistência e rigidez em altas temperaturas, boa
condutividade térmica, baixa expansão térmica. As características específicas

28
do Mo e suas ligas são a combinação de propriedades de engenharia
superiores a outras ligas convencionais. A combinação de propriedades e
características aumenta a usabilidade do Mo em aplicações em turbinas,
ferramentas, motores a jato e aplicações em elevadas temperaturas. [19, 20,
21,27, 29,30].
O molibdênio é considerado como um dos principais elementos de liga
dos aços inoxidáveis pois aumenta a resistência à corrosão por pite e expande
a região passiva em ácido sulfúrico, fazendo os aço AISI 316 e 317 suportarem
até 90%H2SO4 em temperatura ambiente. Diversas teorias têm sido propostas
para identificar a presença e natureza do molibdênio como espécie dissolvida,
componente de filme passivo e/ou elemento em matriz metálica. As ligas
pesquisadas na proteção à corrosão naftênica são: aço carbono; 5Cr0,5Mo;
9Cr1Mo; aços inoxidáveis 304L; 321; 347; 316; 317; 410 [69].
Sugimoto e Sawada mostram que a adição de Mo em aços austeníticos
promove a formação de um filme passivo constituído de solução sólida de Mo6+
em rede de hidróxido de cromo, o que reduz a densidade de corrente de
corrosão na região ativa para solução ácida. Para Hashimoto et al. o principal
efeito do Mo é diminuir a taxa de dissolução em zonas ativas pela formação e
retenção de hidróxido de Mo ou molibdatos. Ogawa et al. sugere que o
molibdênio é primeiro dissolvido no substrato em solução e então oxidado a
molibdato. Em concordância com isso, MoO42- foi detectado em todos os filmes
passivos formados em ligas forjadas de Mo em soluções ácidas. Outra teoria
inclui enriquecimento de Mo no estado metálico na liga logo abaixo do filme
passivo, enriquece de cromo a camada oxida por dissolução seletiva de Mo,
espessamento do filme passivo e estabilização dos óxidos de Cromo pela
presença de Mo6+ [69]
Trabalho desenvolvido por Pardo et al. avaliou o efeito do Molibdênio e
Manganês na resistência à corrosão dos aços 304 e 316 em H2SO4 30%.Após
imersão em H2SO4 a 25° e 50°C as taxas de corrosão para 316 foram menores
que para 304. A adição de 2,7% de Mo inibe o processo corrosivo a 25°C. A
formação de óxido estável rico em Mo na região ativa do aço inoxidável pode
agir como barreira ativa contra a difusão de espécies através do filme,

29
diminuindo a taxa de dissolução. Mo aumenta a resistência à corrosão
generalizada pela modificação da composição do filme passivo. O manganês
não apresenta a mesma eficiência em meio ácido devido à pequena tendência
a formar compostos insolúveis [69].
Vaidya et al [62] estudou a deposição de Molibdênio pelo processo de
Aspersão Térmica a Plasma. Neste trabalho foram avaliados a morfologia do
pó, distribuição granulométrica e parâmetros de aspersão. Segundo os autores,
partículas menores e maior energia (velocidade e temperatura) produzem
revestimentos com maior espessura e lamelas mais homogêneas com maior
aderência devido à fusão parcial entre as lamelas e substrato, com maiores
valores de módulo elástico e dureza.
Santana et al [63] estudou a resistência a corrosão de liga Co-Mo
depositados por eletrodeposição. A liga com melhor resistência à corrosão foi a
com maior teor de Molibdênio (62%Co38%Mo) com boa aderência e
resistência à corrosão em substrato de Cobre. De acordo com os autores as
ligas metálicas com Molibdênio são bastante conhecidas devido às suas boas
propriedades, elevada resistência à corrosão e ao desgaste e dureza. Para
avaliação da resistência à corrosão foram utilizadas medidas de polarização
potenciodinâmica linear (PPL) e espectroscopia de impedância eletroquímica
(EIE) em meio corrosivo 0,1M NaCl a 30°C. Para análise dos resultados
utilizou-se o processo de Planejamento Fatorial Experimental.
Park et al [64] estudaram soluções sólidas de Molibdênio e Titânio
preparados por “sputter deposition”. A resistência a corrosão do Mo/Ti em 12M
HCl é extremamente alta, sendo superior aos metais Mo e Ti,
espontaneamente passivadas. O potencial de corrosão dessa composição é
levemente menor que o Mo. Analise por XPS revelou que há gradiente de
composição no filme passivo, íons de Mo se concentram na parte exterior do
filme enquanto o Ti aumenta no interior.
Nishimura [65] avaliou o comportamento corrosivo do Titânio e de ligas
de Titânio com 5-25% em massa de Molibdênio em 10-20%NaCl a 100°C.
Encontrou-se que a resistência ao ataque por fresta foi dependente do teor de
30
Molibdênio pela presença de filme óxido estável na superfície de Mo-Ti. Usou-
se os métodos de polarização potenciodinâmica e espectroscopia por
impedância eletroquímica. Medidas de polarização mostraram aumento na
densidade de corrente catódica com o aumento de Mo. Teores de Mo em torno
de 10% o potencial de corrosão ficou dentro da região passiva, menos em
soluções altamente ácidas. 15-20%TiMo tem mais habilidade em manter-se na
região passiva em soluções ácidas a 100°C.
Saboia et al [68] confirmaram o efeito de elemento endurecedor do
Molibdênio. Eles testaram o efeito de diferentes teores de Mo (5, 7 e 9%) em
aços ferríticos com 9% de Cromo. A composição com 9% de Molibdênio
apresentou maiores valores de dureza, limite de escoamento, modulo de
elasticidade, limite de resistência à tração e limite de ruptura.
Comparando o comportamento do aço carbono com as ligas 5Cr1Mo,
9Cr1Mo, 410, 316 em óleo com IAT igual a 4,95mgKOH/g de petróleo cru,
Baptista [13] observou que os aços 410 e 316 apresentaram as menores taxas
de corrosão com valores inferiores a 0,2mm/ano. Qu et al. estudaram o
comportamento das ligas Q235 e 5Cr0,5Mo em petróleo contendo ácidos
naftênicos e compostos sulfurosos. O ensaio foi realizado em meio estático,
com numero de acidez total (NAT) de 10 a 15mgKOH/g em temperaturas da
faixa de 260 a 320ºC por 8horas. A avaliação feita por perda de massa. O aço
5Cr0,5Mo apresentou as menores taxas de corrosão para mesmo valor de NAT
(numero de acidez total). Segundo o NACI (“Naphtenic Acid Corrosion Index”) a
vantagem do aço com adição de molibdênio é a formação de um pseudo filme
passivo de Sulfeto de Cromo (Cr5S8). O molibdênio forma óxido deixando o
cromo livre para formação do filme. A taxa de corrosão em meio contendo
ácidos naftênicos e enxofre foi maior que em meio com apenas ácidos
naftênicos, porém foi menor que em meio contendo apenas enxofre.
Wu et al. avaliou a resistência à corrosão e à erosão- corrosão de
revestimento de aços com diferentes teores de molibdênio (0 a 7% em peso)
depositados por aspersão térmica de elevada velocidade-HVOF. Os testes de
corrosão foram realizados com ensaio estático autoclave e os testes de
corrosão-erosão foram realizados na entrada de alimentação da coluna da torre

31
de destilação atmosférica por 700 dias. Após os testes as amostras foram
submetidas à limpeza e decapagem e avaliação por perda de massa. Os
testes conduzidos em laboratório e em campo mostraram a eficiência dos
revestimentos em meio ácido. Quanto maior o teor de molibdênio menor a taxa
de corrosão. O teor de molibdênio sugerido pelos autores é de 4 a 6% em
peso.[2, 3, 13,14]
Considerando a influência da velocidade de fluxo de petróleo, quanto
maior a velocidade maior deve ser o teor de molibdênio na liga. Utiliza-se ligas
com pequenos teores de molibdênio em velocidades baixas (menos de 1m/s).
Para velocidades críticas (acima de 40m/s) recomenda-se o uso dos aços
inoxidáveis 316 e 317 que apresentam teores de molibdênio entre 2-4%. Não
considerando a influencia da velocidade recomenda-se a utilização das ligas
5Cr0,5Mo ou 9Cr1Mo em regiões onde há corrosão moderada [1, 11, 18]
Em condições de elevada temperatura a utilização de ligas com maiores
teores de molibdênio conferem maior resistência aos equipamentos. Testes
realizados mostram a influência do molibdênio em tais condições. Em mistura
óleo/ácido com IAT igual a 47mgKOH/MG de petróleo cru a 235ºC os cupons
de aço inoxidável AISI 316 apresentaram taxas de 0,018mm/ano enquanto que
amostras de aço carbono apresentaram taxas de 3,1mm/ano.[15]
Pesquisas também têm considerado a influência do nióbio na proteção à
corrosão naftênica. O nióbio, como outros metais reativos, tem sua resistência
proveniente da rápida formação de um filme óxido passivo composto por NbO,
NbO2, Nb2O5 ou pela mistura de deles. A reação do Nióbio com o oxigênio
pode conferir aumento na resistência à tração e dureza. São poucos os
trabalhos desenvolvidos na análise deste material com potencial protetor.
Hsieh avaliou o comportamento eletroquímico de um revestimento de
Nióbio sobre o aço 316L em meio aerado de 3%NaCl a temperatura ambiente.
Destaca-se a ausência de pites a aumento da faixa de passivação para o
revestimento de Nb na varredura de potencial [78].
Asselin et al [49]. estudou as ligas 625, 316, Ni-20Cr e Nb em reator
com solução 1,6m total NH3, 0,2mSO4-2, pH10 (2,4wt%NH3 e 2wt%H2SO4).

32
Três ligas apresentaram perda de massa indicando taxa de corrosão positiva
(20 – 40mm/ano). A liga 625 apresentou maior resistência (18mm/ano)
enquanto que o aço AISI316 apresentou a maior taxa (39mm/ano). As taxas de
corrosão dos cupons de Nióbio foram insignificantes.
Tavares [30] avaliou, através de dados obtidos em campo,
equipamentos revestimentos com Nb2O5 depositados por aspersão térmica a
chama. A avaliação foi realizada por inspeção visual. O revestimento
permaneceu íntegro após dois anos de campanha dos equipamentos em meio
contendo ácidos naftênicos, sulfetos, cloretos e atmosfera industrial. Quando
se comparou corpos de prova revestidos com corpos de prova pintados com
tinta epóxi observou-se superior resistência à corrosão por fresta em amostras
aspergidas, porém houve oxidação devido à porosidade.
Ligas de Nióbio, como a C103 (Nb-10Hf) são amplamente utilizadas na
indústria aeroespacial devido à sua alta resistência mecânica em elevadas
temperaturas (1095-1370°C). A liga Nb-1Zr é empregada na indústria nuclear
por sua boa resistência à corrosão e danos causados por radiação Quando
depositados por vaporização em aço ASI316 a liga aumenta consideravelmente
a resistência à corrosão [ASTM vol02, 2002].
Testes em câmara de névoa salina mostraram eficácia de revestimentos
de nióbio para aplicação em meio marinho. Testes de corrosão naftênica
realizados em laboratório e em campo com revestimentos de óxido de nióbio
depositados por aspersão térmica indicaram taxas de corrosão inexpressivas
quando comparados com aço carbono, AISI410, 9Cr-1Mo que chegaram a
apresentar taxa de 0,8mm/ano (aço carbono). Estudos realizados com ensaios
de corrosão em autoclave em temperaturas elevadas mostraram o
desempenho do nióbio comparativamente a alguns aços de uso em refinarias
de petróleo. O meio corrosivo foi um óleo cru com elevado índice de acidez
total (1,3 mgKOH/g). Os resultados mostraram a formação de um filme óxido
sobre o nióbio (NbO), cujas características foram a alta aderência, proteção e
inércia química ao meio. As taxas de corrosão (0,001mm/ano) foram, no
mínimo 300 vezes inferiores às do aço que obteve o melhor resultado (AISI 410
e 9Cr) comprovando o comportamento protetor do nióbio. Há também uma

33
patente obtida pelo desenvolvimento de uma tinta anticorrosiva a base de
nióbio como alternativa barata e eficaz contra corrosão em equipamentos
industriais.[4, 5, 7, 22, 23,24,26, 37]
As pesquisas realizadas mostram que a utilização de molibdênio como
elemento de liga em equipamentos que trabalham na presença de ácidos
naftênicos e em condições severas de operação é eficaz, pois a taxa de
corrosão das amostras testadas diminui à medida que aumentou o teor de
molibdênio nos aços. Para alguns autores o teor mínimo de molibdênio
sugerido foi 2,5%, para outros autores, com adição de 1,75% de molibdênio já
é suficiente para obter um material resistente. Todos concordam que quanto
maior é o teor de molibdênio em uma liga menor é a taxa de corrosão
apresentada. Estudos realizados com o nióbio também revelam sua eficiência
na proteção à corrosão naftênica.
Porém as pesquisas limitam-se a dizer se a adição desses metais
promove maior proteção ao aço utilizado em equipamentos. O mecanismo de
formação da camada protetora das ligas estudadas ainda não é entendido. O
comportamento dos elementos nióbio e molibdênio como elementos puros ou
como solução sólida na presença de petróleo com elevado teor de compostos
naftênicos também não é conhecido. Faz-se necessária a continuação de
pesquisas para completo entendimento do comportamento protetor desses
materiais.
2.7.3. Aspersão Térmica
Consiste em um grupo de processos por meio dos quais se deposita,
sobre uma superfície previamente preparada, camadas de materiais metálicos
ou não metálicos. Nos processos de aspersão térmica, os materiais de
deposição são fundidos ou aquecidos em uma fonte de calor gerada no bico de
uma pistola apropriada por meio de combustão de gases, de arco elétrico ou
por plasma. Imediatamente após a fusão, o material finamente atomizado é
acelerado por gases sob pressão contra a superfície a ser revestida, atingindo-
a no estado fundido ou semi-fundido. Ao se chocarem contra a superfície, as
partículas achatam-se e aderem ao material base e na sequência sobre as

34
partículas já existentes, originando-se assim uma camada de estrutura típica e
diferente de qualquer outra forma metalúrgica. [7, 44, 45, 46, 49, 50]
Essas camadas são constituídas de pequenas partículas deformadas em
direção paralela ao substrato (como observado na FIGURAURA 6), com
estrutura típica lamelar contendo inclusões de óxidos, vazios e porosidade. É
usado para depositar uma variedade de camadas protetoras anti-corrosão, de
resistência ao desgaste e outras aplicações. Essas camadas são geralmente
menores do que 1 mm de espessura.
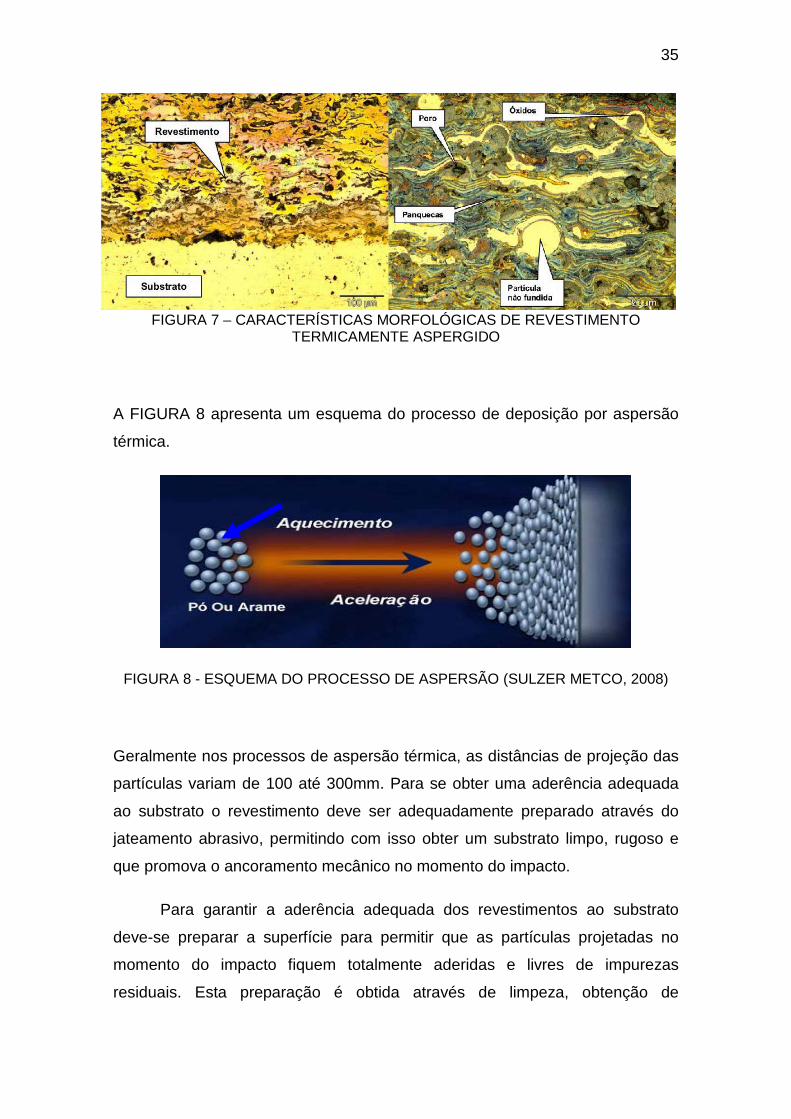
As principais características de um revestimento aspergido e a seção
transversal de revestimentos depositados são apresentadas nas FIGURAS 6 e
7.
FIGURA 6 - CARACTERÍSTICAS DA FORMAÇÃO DA CAMADA DEPOSITADA POR AT E PERFIL TRANSVERSAL DE UM REVESTIMENTO (ADAPTADO, SITE
THERMAL SPRAY SOLUTIONS)
Partícula Inclusões Poros Partículas não fundidas ou óxidos
Microscopia da seção
Cerâmica - ASP
Carbeto - HVOF
Metal – arco elétrico Esquema seção transversal da camada aspergida
35
FIGURA 7 – CARACTERÍSTICAS MORFOLÓGICAS DE REVESTIMENTO TERMICAMENTE ASPERGIDO
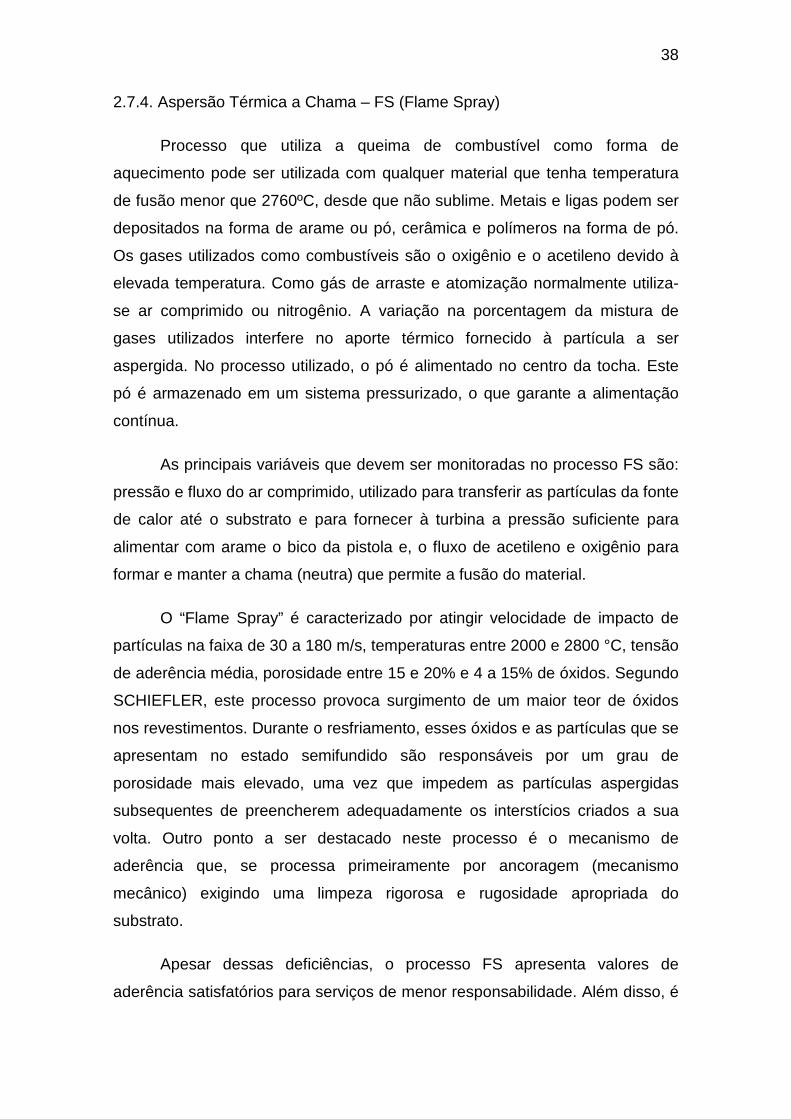
A FIGURA 8 apresenta um esquema do processo de deposição por aspersão
térmica.
FIGURA 8 - ESQUEMA DO PROCESSO DE ASPERSÃO (SULZER METCO, 2008)
Geralmente nos processos de aspersão térmica, as distâncias de projeção das
partículas variam de 100 até 300mm. Para se obter uma aderência adequada
ao substrato o revestimento deve ser adequadamente preparado através do
jateamento abrasivo, permitindo com isso obter um substrato limpo, rugoso e
que promova o ancoramento mecânico no momento do impacto.
Para garantir a aderência adequada dos revestimentos ao substrato
deve-se preparar a superfície para permitir que as partículas projetadas no
momento do impacto fiquem totalmente aderidas e livres de impurezas
residuais. Esta preparação é obtida através de limpeza, obtenção de

36
rugosidade adequada por jateamento abrasivo e pré aquecimento obtido pela
chama da própria pistola de aspersão.
Os processos de aspersão térmica podem ser classificados em dois
grupos básicos, de acordo com o método de geração de calor:
- Grupo I ou de combustão: chama (chama convencional e oxicombustivel de
alta velocidade) e detonação; Utiliza gases combustíveis como fonte de calor.
- Grupo II ou elétrico: plasma de arco não-transferido (PSP ou Plasma Spray),
plasma de arco transferido (PTA, Plasma Transfered Arc) e arco elétrico.
Utilizam a energia elétrica como fonte de calor.
Os processos apresentados tem a identificação por meio de siglas, que
são:
FS – Flame Spraying (aspersão a chama oxi-gas com material de adição na
forma de pó ou arame);
AS – Arc Spraying (aspersão a arco elétrico);
HVOF – High Velocity Oxy-Fuel flame spraying (aspersão a chama de alta
velocidade com material de adição na forma de pó)
HVCW – High Velocity Combustion Wire flame spraying (aspersão a chama de
alta velocidade com material de adição na forma de arame);
PS – Plasma Spraying (aspersão a plasma);
D-Gun – Detonation-Gun spraying (aspersão por detonação);
LS – Laser Spraying (aspersão a laser);
CS – Cold Spraying (aspersão a frio).
No processo de AT são utilizados vários gases industriais, cada um com
uma finalidade, podendo conferir ao revestimento características distintas. Os
principais gases utilizados são:

37
Gases de combustão – fornecem energia térmica para o aquecimento e
ativação térmica do material a ser aspergido;
Gases de arraste – conduzem o material a ser aspergido até o fluxo de gás
aquecido ou plasma;
Gases de resfriamento – fazem o resfriamento do substrato ou do próprio
revestimento durante/após o processo de aspersão;
Gases de proteção – empregados na formação de uma cortina gasosa de
proteção durante o processo, evitando, por exemplo, o acesso de oxigênio
proveniente da atmosfera.
Os parâmetros característicos de alguns desses processos e algumas
propriedades são apresentados na tabela---.
TABELA 1 - CARACTERÍSTICAS DOS PROCESSOS DE ASPERSÃO
Processos Fs HVOF Arco Elétrico
Pó Arame Pó Arame
Temperatura da
Chama/ Arco(°C)
2800-3200 2800-3200 2700-3100 4000-6000
Velocidade das
partículas(m/s)
30-150 180-250 600-1200 100-250
Atmosfera da
Chama/ Arco
CO-CO2-H2O N2-CO-CO2-H2O N2-CO-CO2-H2O N2-O2
Aderência (Mpa) 4-20 70-100 10-36
Teor de Oxido
(%)
6-15 4-15 0,2-5 10-20
Porosidade (%) 5-15 5-15 0-2 10-15
38
2.7.4. Aspersão Térmica a Chama – FS (Flame Spray)
Processo que utiliza a queima de combustível como forma de
aquecimento pode ser utilizada com qualquer material que tenha temperatura
de fusão menor que 2760ºC, desde que não sublime. Metais e ligas podem ser
depositados na forma de arame ou pó, cerâmica e polímeros na forma de pó.
Os gases utilizados como combustíveis são o oxigênio e o acetileno devido à
elevada temperatura. Como gás de arraste e atomização normalmente utiliza-
se ar comprimido ou nitrogênio. A variação na porcentagem da mistura de
gases utilizados interfere no aporte térmico fornecido à partícula a ser
aspergida. No processo utilizado, o pó é alimentado no centro da tocha. Este
pó é armazenado em um sistema pressurizado, o que garante a alimentação
contínua.
As principais variáveis que devem ser monitoradas no processo FS são:
pressão e fluxo do ar comprimido, utilizado para transferir as partículas da fonte
de calor até o substrato e para fornecer à turbina a pressão suficiente para
alimentar com arame o bico da pistola e, o fluxo de acetileno e oxigênio para
formar e manter a chama (neutra) que permite a fusão do material.
O “Flame Spray” é caracterizado por atingir velocidade de impacto de
partículas na faixa de 30 a 180 m/s, temperaturas entre 2000 e 2800 °C, tensão
de aderência média, porosidade entre 15 e 20% e 4 a 15% de óxidos. Segundo
SCHIEFLER, este processo provoca surgimento de um maior teor de óxidos
nos revestimentos. Durante o resfriamento, esses óxidos e as partículas que se
apresentam no estado semifundido são responsáveis por um grau de
porosidade mais elevado, uma vez que impedem as partículas aspergidas
subsequentes de preencherem adequadamente os interstícios criados a sua
volta. Outro ponto a ser destacado neste processo é o mecanismo de
aderência que, se processa primeiramente por ancoragem (mecanismo
mecânico) exigindo uma limpeza rigorosa e rugosidade apropriada do
substrato.
Apesar dessas deficiências, o processo FS apresenta valores de
aderência satisfatórios para serviços de menor responsabilidade. Além disso, é

39
um processo ainda muito utilizado pela sua versatilidade, baixo custo, fácil
manutenção e Obtenção de altas taxas de deposição.
Neste processo as partículas podem oxidar, pelo oxigênio contido no ar,
prejudicando a aderência do revestimento. Para minimizar a oxidação utiliza-se
gases inertes, como nitrogênio ou argônio, para o transporte de partículas. A
FIGURA 9 apresenta uma pistola de aspersão térmica a chama, a ser utilizada
nesta pesquisa. [6, 7, 44, 46, 49, 50]
FIGURA 9 - PISTOLA DE ASPERSÃO TÉRMICA A CHAMA – LABATS/UFPR.
A densidade do revestimento depositado depende do tipo de material e
do processo utilizado. As propriedades do revestimento são determinadas pela
espessura, temperatura e velocidade de aspersão, que podem ser modificadas
de acordo com o processo escolhido. As propriedades físicas e mecânicas
normalmente são diferentes do material original. A estrutura resultante é de
forma lamelar e não homogênea, apresentando normalmente baixa ductilidade
e porosidade [70].
As menores velocidades de propulsão do processo FS, quando comparadas
a outros processos de aspersão, tendem a expor as partículas aspergidas a um
“tempo de vôo” mais longo no percurso entre o bico da pistola e o substrato. De

40
acordo com essa situação provoca o surgimento de um maior teor de óxidos
nos revestimentos. Durante o resfriamento, esses óxidos, bem como as
partículas que se apresentam no estado semi-fundido, são responsáveis por
um grau de porosidade mais elevado, uma vez que impede as partículas
aspergidas subsequentes de preencherem adequadamente os interstícios
criados a sua volta. Na interface revestimento/substrato, o mecanismo de
aderência ocorre principalmente por meio de ancoragem mecânica, o que exige
rigorosa limpeza prévia e uma rugosidade apropriada da superfície do
substrato [17,26].

41
3. MATERIAIS E PROCEDIMENTOS EXPERIMENTAIS
3.1. PREPARAÇÃO DOS PÓS DE REVESTIMENTO
Na confecção dos revestimentos foram utilizados pós de Nióbio,
Pentóxido de Nióbio e Molibdênio preparados seguindo as composições
(porcentagem em peso) apresentadas na tabela---.
O pó de Nióbio e de Pentóxido de Nióbio foram obtidos por doação pela
Companhia Brasileira de Metalurgia e Mineração – CBMM/MG. Como a faixa
granulométrica do pó obtido era muito grande, foi necessário realizar
peneiramento para separação da faixa granulométrica necessária para o
processo de aspersão. O molibdênio 99,5% de pureza com granulometria 325
mesh de foi adquirido na Var Insumos/SP.
TABELA 2 - COMPOSIÇÃO DAS MISTURAS DE PÓS UTILIZADOS
1 2 3 4 5 6 7 8 9
Nb 100% --- --- 80% 70% 60% --- --- ---
Nb2O5 --- 100% --- --- --- --- 80% 70% 60%
Mo --- --- 100% 20% 30% 40% 20% 30% 40%
A etapa de preparação dos pós iniciou-se colocando-se os pós em
estufa a 100°C durante dois dias para total eliminação de umidade para
garantir eficiência durante peneiramento. Os pós foram peneirados utilizando-
se peneira vibratória Vibrotech – Modelo CT- 025 e peneira de 250-325 mesh
Tyler . Esta faixa granulométrica foi escolhida, pois não obstrui o sistema de
alimentação do pó da pistola de aspersão. Após peneiramento os pós ficaram
em estufa até momento da deposição, sendo retirados apenas para pesagem e
mistura das composições.
A pesagem dos pós foi realizada em balança de precisão de acordo com
a TABELA 2 totalizando 300g de cada composição, quantidade suficiente para
fazer os corpos de prova. A mistura dos pós, objetivando homogeneização das
composições foi realizado em misturador tipo Y acoplado à um torno com
rotação de 50 RPM por período de duas horas.
42
3.2. PREPARAÇÃO DAS SUPERFÍCIES
As amostras revestidas foram de aço inoxidável austenítico AISI316 com
composição apresentada na TABELA 3. A escolha do material de substrato
deve-se ao fato deste ser um dos materiais utilizados atualmente para
fabricação e recuperação por lining de equipamentos que operam em
condições críticas de refino.
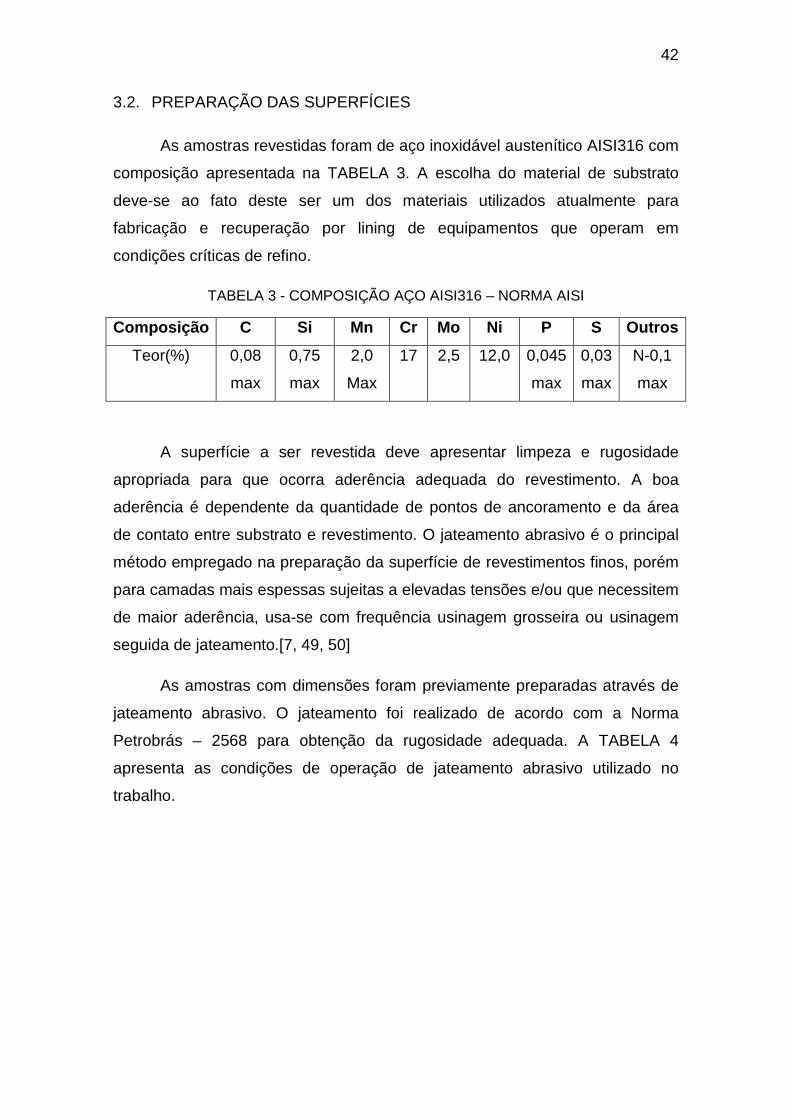
TABELA 3 - COMPOSIÇÃO AÇO AISI316 – NORMA AISI
Composição C Si Mn Cr Mo Ni P S Outros
Teor(%) 0,08
max
0,75
max
2,0
Max
17 2,5 12,0 0,045
max
0,03
max
N-0,1
max
A superfície a ser revestida deve apresentar limpeza e rugosidade
apropriada para que ocorra aderência adequada do revestimento. A boa
aderência é dependente da quantidade de pontos de ancoramento e da área
de contato entre substrato e revestimento. O jateamento abrasivo é o principal
método empregado na preparação da superfície de revestimentos finos, porém
para camadas mais espessas sujeitas a elevadas tensões e/ou que necessitem
de maior aderência, usa-se com frequência usinagem grosseira ou usinagem
seguida de jateamento.[7, 49, 50]
As amostras com dimensões foram previamente preparadas através de
jateamento abrasivo. O jateamento foi realizado de acordo com a Norma
Petrobrás – 2568 para obtenção da rugosidade adequada. A TABELA 4
apresenta as condições de operação de jateamento abrasivo utilizado no
trabalho.

43
TABELA 4 - PARÂMETROS DE JATEAMENTO
Parâmetros Valores
Abrasivo Óxido de alumínio #36 mesh
Tipo de jato Jato por pressão
Pressão 80-90 psi
Distância 120-150 mm
Rugosidade mínima 4,0mmRa
As medições de rugosidade foram realizadas através de rugosímetro
portátil com apalpador mecânico, marca Mitutoyo, modelo SJ201 com
capacidade de medição entre 0,05 e 15mm Ra. Após o jateamento as
amostras permaneceram em estufa a 110ºC por 24 horas até o momento da
deposição.
3.3. PROCESSO DE ASPERSÃO TÉRMICA A CHAMA – PREPARAÇÃO DO
EQUIPAMENTO E DEFINIÇÃO DE PARÂMETROS
Para a deposição das misturas de pós de Nb/Mo e Nb2O5/Mo foi utilizado
uma pistola de Aspersão Térmica a Chama Oxiacetilenica do tipo 6P-II da
Sulzer Metco seguindo norma Petrobras N-2568 – Revestimentos
Anticorrosivos Aplicados por Aspersão Térmica. Como gás de arraste foi
utilizado e ar comprimido e os parâmetros monitorados foram fluxo de oxigênio,
acetileno e gás de arraste, taxa de alimentação, número de passes e distância
pistola/ corpo de prova.
Os parâmetros de deposição dos revestimentos estão apresentados na
TABELA 5. Esses valores foram baseados em trabalhos anteriores de
desenvolvimento de revestimentos anticorrosivos [6, 7, 5].
Foi avaliado a influência do pré aquecimento das amostras revestidas,
pois superfícies pré aquecidas ajudam a garantir melhor aderência do
revestimento ao substrato. O pré-aquecimento de 250-300°C foi realizado com
a queima de gases de combustão da pistola de aspersão a chama.

44
TABELA 5 - PARÂMETROS INICIAIS DE ASPERSÃO TÉRMICA A CHAMA
Parâmetros Valores
Pré aquecimento 250 - 300ºC
Distância pistola-substrato 100mm
Fluxo de Oxigênio 45
Fluxo de Acetileno 35
Fluxo de gás de arraste 15
Taxa de alimentação 45g/min
Número de passes
A deposição foi realizada com ângulo de 90° em relação à superfície,
reduzindo a formação de salpicos no revestimento depositado, procurando
estabelecer uma espessura média de 200µm.
Para otimização do processo de aspersão térmica foi desenvolvido um
sistema que permite revestir até quatro corpos de prova planos para
caracterização e três corpos de prova utilizados em teste de aderência por
cola. Com auxilio de um torno o suporte com as peças giram 360° sendo
possível ao operador da pistola manter a mesma imóvel. Os passes são
realizados através do movimento do suporte. Com esta técnica é possível obter
revestimento mais homogêneos e com maior quantidade de corpos de prova
em apenas um processo.
3.4. CARACTERIZAÇÃO DOS REVESTIMENTOS OBTIDOS
Para caracterização dos revestimentos foram utilizadas as seguintes
técnicas: teste de aderência por dobramento e por cola. Caracterização
morfológica por análise de aspecto visual, microscopia ótica(MO), microscopia
eletrônica de varredura(EDS), difratometria de Raios-X(DRX) e Espectroscopia
por Energia Dispersiva(EDS) . Através dessas técnicas serão analisados: a
composição, a espessura e a topografia do revestimento, o tamanho e o
aspecto das lamelas, a quantificação e a distribuição dos poros, óxidos e
vazios. Também foram realizados teste de microdureza Vickers e ensaio
eletroquímico de corrosão em meio ácido.
45
3.5. ANÁLISE DE ASPECTO VISUAL
A avaliação inicial dos revestimentos foi em relação ao acabamento
superficial por inspeção visual, para a identificação de defeitos macroscópicos
como trincas, desplacamento e falta de aderência.
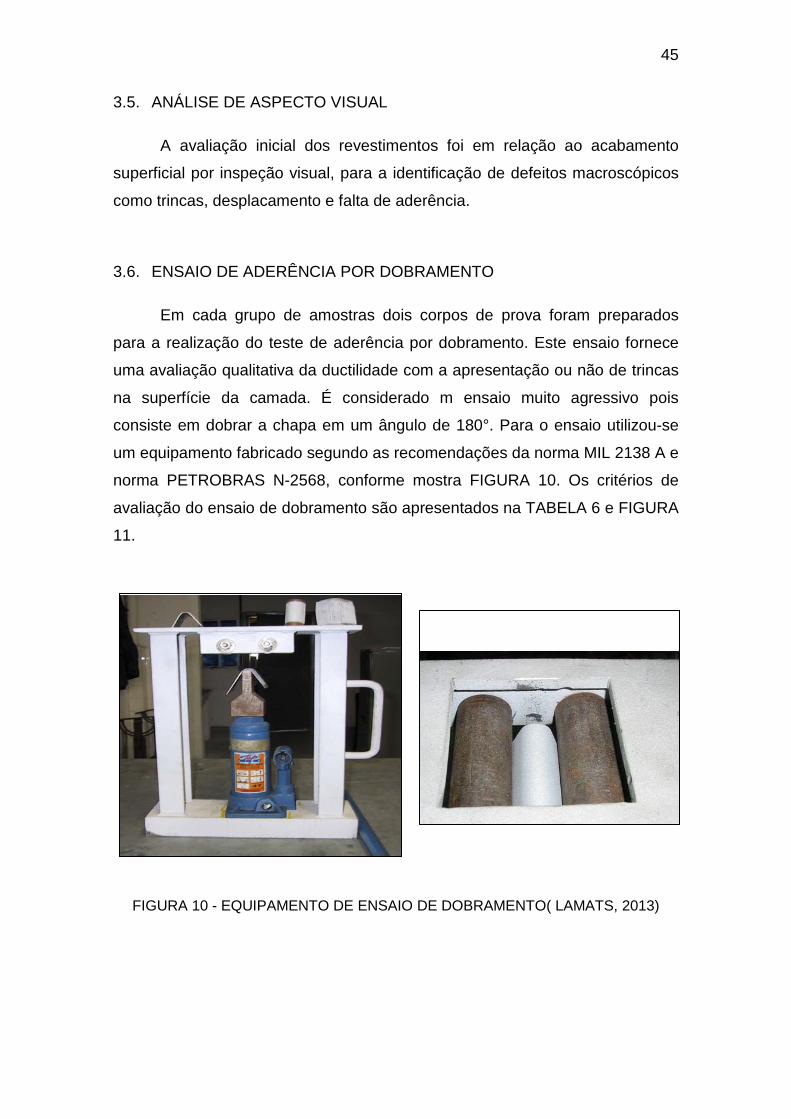
3.6. ENSAIO DE ADERÊNCIA POR DOBRAMENTO
Em cada grupo de amostras dois corpos de prova foram preparados
para a realização do teste de aderência por dobramento. Este ensaio fornece
uma avaliação qualitativa da ductilidade com a apresentação ou não de trincas
na superfície da camada. É considerado m ensaio muito agressivo pois
consiste em dobrar a chapa em um ângulo de 180°. Para o ensaio utilizou-se
um equipamento fabricado segundo as recomendações da norma MIL 2138 A e
norma PETROBRAS N-2568, conforme mostra FIGURA 10. Os critérios de
avaliação do ensaio de dobramento são apresentados na TABELA 6 e FIGURA
11.
FIGURA 10 - EQUIPAMENTO DE ENSAIO DE DOBRAMENTO( LAMATS, 2013)
46
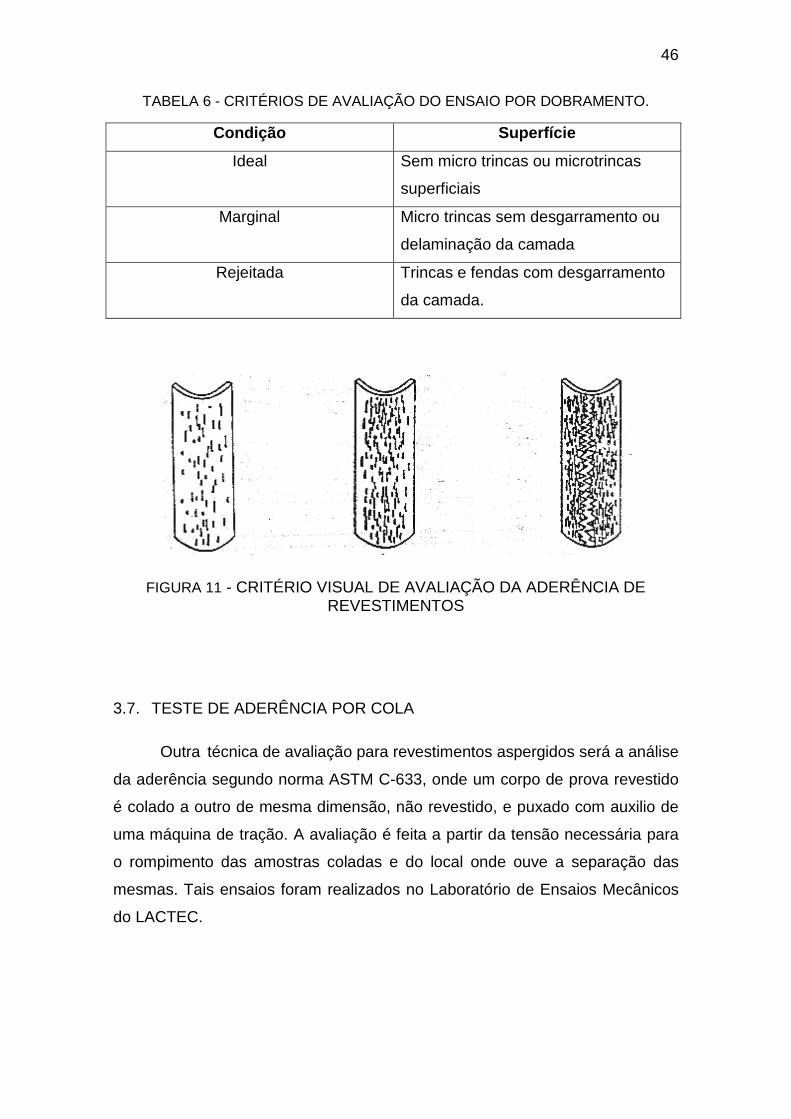
TABELA 6 - CRITÉRIOS DE AVALIAÇÃO DO ENSAIO POR DOBRAMENTO.
Condição Superfície
Ideal Sem micro trincas ou microtrincas
superficiais
Marginal Micro trincas sem desgarramento ou
delaminação da camada
Rejeitada Trincas e fendas com desgarramento
da camada.
FIGURA 11 - CRITÉRIO VISUAL DE AVALIAÇÃO DA ADERÊNCIA DE REVESTIMENTOS
3.7. TESTE DE ADERÊNCIA POR COLA
Outra técnica de avaliação para revestimentos aspergidos será a análise
da aderência segundo norma ASTM C-633, onde um corpo de prova revestido
é colado a outro de mesma dimensão, não revestido, e puxado com auxilio de
uma máquina de tração. A avaliação é feita a partir da tensão necessária para
o rompimento das amostras coladas e do local onde ouve a separação das
mesmas. Tais ensaios foram realizados no Laboratório de Ensaios Mecânicos
do LACTEC.

47
3.8. MICROSCOPIA ÓTICA
A caracterização por microscopia foi realizada em microscópio ótico com
aquisição de imagens através de câmera digital. As imagens obtidas foram
analisadas com software de análise de imagens Image Express. Para tal
análise microestrutural as amostras com corte transversal foram embutidas em
baquelite a quente e suas superfícies lixadas em lixas d’água de carboneto de
silício com a seguinte sequencia: 180, 220, 320, 400, 600 e 1200. Após o
lixamento as amostras foram polidas em solução de alumina 1 e 0,4µm e água
destilada. Através da técnica de microscopia ótica é possível realizar medições
das espessuras das camadas aspergidas, análise de porosidade e fração da
área de óxidos e poros.
3.9. FRAÇÃO DE ÁREA DE ÓXIDOS E POROS
A análise da fração em área dos óxidos será realizada pela conversão
das imagens de tons de cinza para cores RGB (red, green, blue). Nesta técnica
utilizam-se imagens da seção transversal com ampliações de 200x e 500x,
verificando-se a melhor condição para a identificação de poros na estrutura. A
caracterização ocorre pelos tons de cinza dos poros, óxidos e fase metálica,
possibilitando assim calcular a fração em área e cada microconstituinte na
imagem. Para este procedimento utiliza-se o software de análise de imagens
“Clemex Professional”.
3.10. MICROSCOPIA ELETRÔNICA DE VARREDURA
Através da microscopia eletrônica é possível observar a morfologia e
integridade dos revestimentos obtidos e fazer análise da composição química
semi-quantitativa por EDS (Espectroscopia de Energia Dispersiva) nos
revestimentos e no metal base para avaliação da influência do processo de
deposição. As análises semi-quantitativas de composição química por EDS
foram realizadas juntamente com o MEV considerando os elementos Nióbio,

48
NB2O5, Mo e oxigênio. Estas análises foram realizadas no laboratório de
materiais do LACTEC e no LAMIR.
3.11. DIFRATOMETRIA DE RAIOS-X
Com esta técnica é possível analisar qualitativamente as fases
presentes no metal base e no revestimento. Analisou-se a formação ou não de
óxidos protetores. Foram realizados ensaios de difração por Raio-X (Cu Kα) na
face dos revestimentos para identificar as fases presentes em cada
composição.
3.12. TESTE DE MICRODUREZA VICKERS
O penetrador utilizado neste ensaio é uma pirâmide de diamante de
base quadrada aplicável a todos os matérias metálicos, principalmente duros
ou corpos de prova finos, pequenos ou irregulares. A impressão de um losango
regular cujas diagonais são medidas por um microscópio acoplado à maquina
de teste. A medida das diagonais fornecem a dureza por tabela. As medições
foram realizadas transversalmente ao revestimento com carga de até 400g
segundo norma ASTM E384, Standard Test Method for Microindentation
Hardness of Materials, para avaliação da homogeneidade da microestrutura,
influência da composição química na microestrutura e na formação dos
óxidos.[50]
3.13. RESISTÊNCIA TÉRMICA
A estabilidade térmica é uma característica de fundamental importância
no desempenho de componentes que operam em altas temperaturas. Na
indústria petroquímica operações a elevadas temperaturas são bastante
comuns exigindo maior resistência dos materiais utilizados em seus
componentes. Dentre os mecanismos extrínsecos de degradação de
49
revestimentos expostos a elevadas temperaturas, podem ser citados: desgaste,
oxidação, corrosão, erosão, delaminação e fadiga termomecânica.[7, 49, 50]
No presente trabalho foram realizados testes de ciclagem térmica em
forno tubular onde os corpos de prova foram submetidos a ciclos de
aquecimento de 200° e 400ºC durante seis horas e resfriadas em agua com
posterior avaliação microestrutural e das propriedades mecânicas. Tais
temperaturas foram adotadas por ser nesta faixa em que ocorre corrosão por
ácidos naftênicos em componentes de torres de destilação. As amostras foram
cortadas com dimensões de aproximadamente 1cm2 para serem avaliadas
quanto à oxidação a elevada temperatura em função do número de ciclos
térmicos. O equipamento utilizado foi um forno tubular com dispositivo porta
amostras automatizado que permite colocar e retirar amostras em tempos pré-
definidos.
3.14. AVALIAÇÃO DA RESISTÊNCIA À CORROSÃO NAFTÊNICA
Com os parâmetros de processo e composição que resultaram em
revestimentos com morfologia adequada e maior aderência foram
confeccionadas amostras para os testes de corrosão eletroquímica por
voltametria cíclica e corrosão naftênica em reator contendo solução naftênica.
O ensaio de voltametria cíclica é um método de análise dinâmica, pois a
célula eletroquímica é operada na presença de corrente elétrica que, por sua
vez, é medida em função da aplicação controlada de um potencial. As
informações sobre o analito são obtidas por meio da medição da magnitude da
corrente elétrica que surge entre o eletrodo de trabalho e o eletrodo auxiliar.
Para o estudo da morfologia da corrosão naftênica foi empregado um
reator eletroquímico de formato cilíndrico, do tipo vaso fechado de liga de
alumínio 6351. Usa-se o alumínio como material de construção devido ao fato
do alumínio ser inerte à corrosão por ácidos naftênicos e não apresentar cobre
em sua composição, uma vez que o cobre catalisa a decomposição de ácidos
naftênicos de alto peso molecular.

50
Na região central da tampa, a entrada é maior para que a sonda de
corrosão se encaixe. Ao redor desta, cinco entradas menores, chamadas de
entradas auxiliares, estão distribuídas. As entradas auxiliares foram projetadas
para a saída de gases e para a entrada de um termopar. O reator possui 33,6
cm de altura, com 12 cm de diâmetro interno, e um volume interno de 3,52
litros.
A FIGURA 12 apresenta sistema o sistema montado de reator e sistema
de aquecimento.
FIGURA 12 - SISTEMA DE AVALIAÇÃO DE CORROSÃO NAFTÊNICA.

51
4. RESULTADOS E DISCUSSÃO
4.1. CARACTERIZAÇÃO DOS REVESTIMENTOS
As FIGURAS 13 a 16 apresentam o aspecto visual dos revestimentos
obtidos com as misturas de Nióbio e Molibdênio e o teste de aderência por
dobramento. Observa-se que há formação de revestimento homogêneo com
boa aderência.
(a) (b)
FIGURA 13 - ASPECTO VISUAL DO REVESTIMENTO DE NIÓBIO (A) APÓS ASPERSÃO ; (B) APÓS TESTE DE DOBRAMENTO

52
(a) (b) FIGURA 14 - ASPECTO VISUAL DO REVESTIMENTO DE NB20MO (A) APÓS
ASPERSÃO ; (B) APÓS TESTE DE DOBRAMENTO
(a) (b) FIGURA 15 - ASPECTO VISUAL DO REVESTIMENTO DE NB30MO (A) APÓS
ASPERSÃO ; (B) APÓS TESTE DE DOBRAMENTO
(a) (b) FIGURA 16 - ASPECTO VISUAL DO REVESTIMENTO DE NB30MO (A) APÓS
ASPERSÃO ; (B) APÓS TESTE DE DOBRAMENTO
As FIGURAS 13 a 16 mostram que o revestimento formado apresenta
aspecto visual adequado, com homogeneidade da espessura em toda a
superfície. Através do teste de dobramento comprova-se que a superfície

53
suporta grande tensão de cisalhamento, o que mostra sua elevada aderência.
Observa-se que nas amostras com Nióbio metálico e 30% e 40% molibdênio
há presença de trincas e pequenos desplacamentos de revestimento apenas
na margem dos corpos de prova o que não descaracteriza o revestimento, por
ser esta uma região de elevada energia. Considera-se integridade da região
central do revestimento.
4.2. MICROSCOPIA ELETRÔNICA DE VARREDURA
As FIGURAS 17 a 20 apresentam a morfologia da superfície e corte
transversal dos revestimentos formados com Nióbio e Molibdênio obtidos por
microscopia eletrônica de varredura. Através desta análise é possível verificar
se houve obtenção de estrutura lamelar coesa sem poros passantes.
(a) (b) FIGURA 17 – MORFOLOGIA DO REVESTIMENTO DE NIÓBIO METÁLICO (A)SUPERFICIE, AUMENTO 500X (B) TRANSVERSAL, AUMENTO 1000X.

54
(a) (b) FIGURA 18 – MORFOLOGIA DO REVESTIMENTO DE NB20MO (A) SUPERFÍCIE,
AUMENTO 500X; (B) TRANSVERSAL, AUMENTO 1000X.
(a) (b) FIGURA 19 – MORFOLOGIA DO REVESTIMENTO DE NB30MO (A) SUPERFÍCIE,
AUMENTO 1000X; (B) TRANSVERSAL, AUMENTO 1000X.
(a) (b) FIGURA 20 – MORFOLOGIA DO REVESTIMENTO DE NB20MO (A) SUPERFÍCIE,
AUMENTO 1000X; (B) TRANSVERSAL, AUMENTO 1000X.

55
Nessas FIGURAS 17 a 20 é possível observar a estrutura das camadas
formadas por lamelas e poros. Podem-se visualizar os elementos que
constituem o compósito aspergido como poros, vazios em pequenas
quantidades (25%), trincas (que aparecem após o corte dos corpos de prova).
A espessura do revestimento e a estrutura lamelar evita o acesso de
substâncias corrosivas ao substrato a ser protegido. Os poros são
caracterizados por pequenas erupções que ocorrem nas lamelas, causadas
pela presença de gás entre duas lamelas e não são interconectadas. Nas
figuras apresentadas das superfícies aspergidas, obtidas por MEV, observa-se
a existência de espaços vazios, salpicos e lamelas deformadas. Os salpicos
são partículas que se resfriam antes do impacto com a superfície do substrato,
não adquirindo desta maneira, o formato de lamelas, podendo reduzir a
aderência e a coesão entre as lamelas, afetando as propriedades dos
revestimentos. De acordo com as imagens obtidas por MEV é possível
observar que não houve grande alteração na morfologia do revestimento com a
adição de molibdênio. Observou-se a diferença entre o tamanho das lamelas
de Nióbio e de Molibdênio, já que o tamanho das partículas de molibdênio eram
bem menores que as do pó de nióbio. Pode-se observar também, através da
morfologia do revestimento, que houve somente superaquecimento dos pós, o
que permite a obtenção de panquecas, o que mostra a excelente
molhabilidade que as partículas adquirem no momento do impacto com o
substrato. Isto pode ser comprovado com as análises por EDS.
4.3. - Análise Química por Energia Dispersiva de Raios (EDS)
Em conjunto com a análise microanálise realizada pelo EDS foram
obtidos os espectros das composições após a aspersão (revestimento). As
FIGURAS 21 a 24 representam os revestimento das composições de Nióbio e
Nb/Mo. Pelos espectros observa-se e disposição dos elementos na superfície
aspergida.

56
FIGURA 21 – ESPECTRO OBTIDO PELO REVESTIMENTO DE NIÓBIO

57
FIGURA 22 – ESPECTRO OBTIDO PELO REVESTIMENTO DE NB20MO
FIGURA 23 – ESPECTRO OBTIDO PELO REVESTIMENTO DE NB30MO
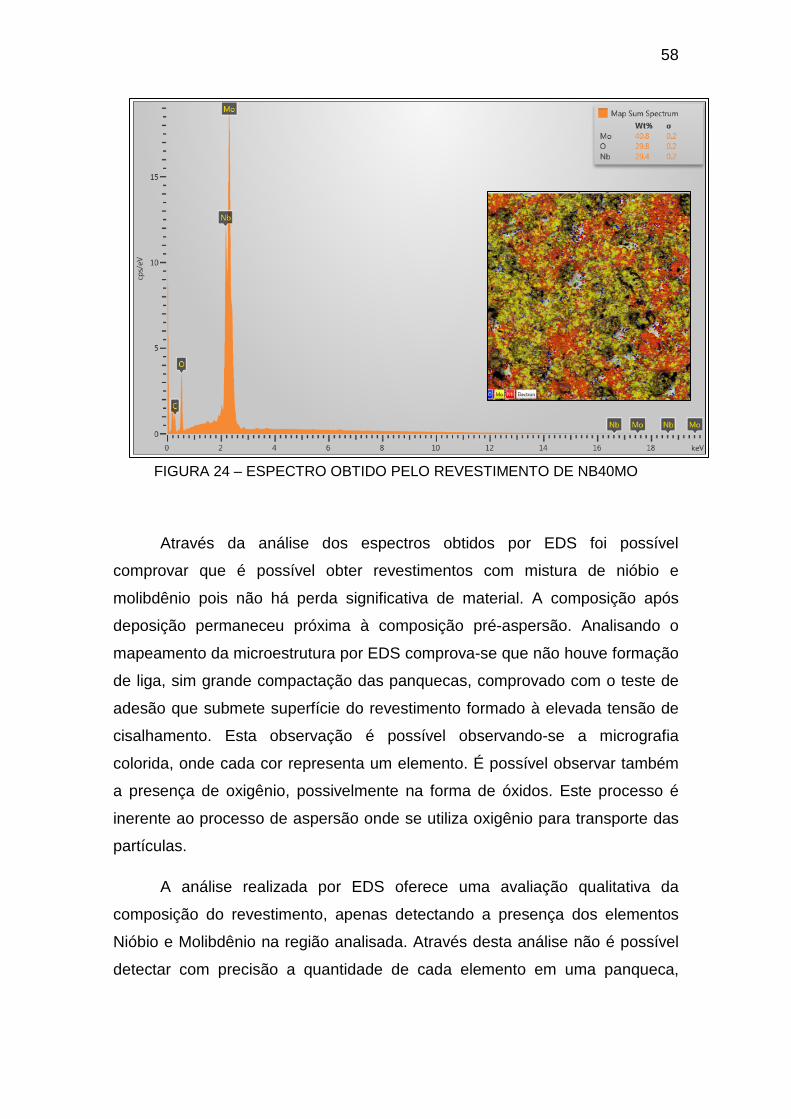
58
FIGURA 24 – ESPECTRO OBTIDO PELO REVESTIMENTO DE NB40MO
Através da análise dos espectros obtidos por EDS foi possível
comprovar que é possível obter revestimentos com mistura de nióbio e
molibdênio pois não há perda significativa de material. A composição após
deposição permaneceu próxima à composição pré-aspersão. Analisando o
mapeamento da microestrutura por EDS comprova-se que não houve formação
de liga, sim grande compactação das panquecas, comprovado com o teste de
adesão que submete superfície do revestimento formado à elevada tensão de
cisalhamento. Esta observação é possível observando-se a micrografia
colorida, onde cada cor representa um elemento. É possível observar também
a presença de oxigênio, possivelmente na forma de óxidos. Este processo é
inerente ao processo de aspersão onde se utiliza oxigênio para transporte das
partículas.
A análise realizada por EDS oferece uma avaliação qualitativa da
composição do revestimento, apenas detectando a presença dos elementos
Nióbio e Molibdênio na região analisada. Através desta análise não é possível
detectar com precisão a quantidade de cada elemento em uma panqueca,

59
sendo indicado para este caso realização de FRX. Porém é possível afirmar
que há presença de nióbio e molibdênio em uma mesma lamela.
5. CONCLUSÃO
Com os resultados obtidos foi possível concluir que é possível obter um
revestimento através da mistura de Nióbio e Molibdênio com excelente
aderência e coesão com panquecas bem distribuídas. A boa distribuição das
panquecas e baixa porosidade residual são componentes que conferem
proteção por barreira ao revestimento formado. Tal conclusão é o fator principal
na comprovação da tese.

60
6. REFERÊNCIA BIBLIOGRÁFICA
[1] TEBBAL, S. 1999. Critical review of naphthenic acid corrosion. Corrosion, Paper No. 380. NACE.
[2] YÉPEZ, Omar. On the chemical reaction between carboxylic acids iron, including the special case of naphthenic acid. Fuel 86, 1162-1168. Canadá,
2006
[3] GRUBER, L.D.A et al. Ácidos Naftênicos no Petróleo. Química Nova,
Vol.35, n.07
[4] TANDY, F.H. Inspection Of Petroleum Refinery Equipament Corrosion,
vol.10, N.5, 161
[5] SCARTTERGOOD, G.L. et al. Naphthenic Acid Corrosion An Update Of Control Method. Corrosion/87, San Francisco, NACE,1987.
[6] KANE, R. D.; CAYARD, M. S. A Comprehensive Study On Naphthenic Acid Corrosion. Corrosion, Paper No. 02555.2002
[7] LAREDO, G.C. et al. Naphthenic acids, total acid number and sulfur content profile characterization in Isthmus and Maya crude oils. Fuel, Vol.
83, p. 1689-1695.2004
[8] Qu, D.R. et al. Correlation Between The Corrosivity Of Naphthenic Acids And Their Chemical Structures. Anti-Corrosion Methods and Materials
54/4, 211-218. China.2007
[9] ZEINALOV, E.B.; ABBASOV, V.M. ALIEVA, L.I. Petroleum Acids and Corrosion. Petroleum Chemistry vol.49, pp185-192. Azerbaijan, 2009.
[10] PACHECO, W.F.; SEMAAN, F.S; ALMEIDA, V.G.K.; RITTA, A.G.S.L.;
AUCELIO, R.Q.. Voltametrias: Uma breve revisão sobre os conceitos. Rev.
Virtual Quim., 2013, 5 (4), 516-537. 2013

61
[11] DEYAB, M.A. Electrochemical Investigations Of Naphthenic Acid Corrosion For Carbon Steel And The Inhibitive Effect By Some Ethoxylated Fatty Acids. Electrochemical Acta 52, 8105-8110. Cairo, Egypt.
2007.
[12] BERNARDES, Renato. Comportamento de aços inoxidáveis comerciais e inconel na resistência à corrosão naftênica de petróleos nacionais: uma análise fenomenológica. Dissertação, UFRJ. Rio de Janeiro,
2005.
[13] BAPTISTA, I.P. Comportamento do aço carbono, 5%Cr-1/2%Mo, 9% Cr-1%Mo, AISI 410, AISI 316 na Presença de Óleos Contendo Ácidos Naftênicos. Dissertação, COPPE/UFRJ, Rio de Janeiro, 2004.
[14] Wu, X.Q., H.M. Jing, Y.G. Zheng, Z.M. Yao, W. Ke. Resistance of Mo-bearing stainless steels and Mo-bearing stainless-steel coating to naphthenic acid corrosion and erosion–corrosion. Corrosion Science 46,
1013–1032. 2004
[15] CARVALHO, L.J. de. Estudo do Comportamento de revestimentos a base de Nióbio em presença de petróleo com elevado índice de acidez. Dissertação (Mestrado em Ciências e Engenharia Metalúrgica e de Materiais) –
Universidade Federal do Rio de Janeiro. Rio de Janeiro, 1998.
[16] CARVALHO, L.J. de. Estudo do comportamento de revestimentos à base de Nióbio aplicados por Aspersão Térmica a Chama, na corrosão de aços ao carbono em presença de ácidos naftênicos e sulfetos em altas temperaturas. Tese (Doutorado em Ciências e Engenharia Metalúrgica e de
Materiais) – Universidade Federal do Rio de Janeiro. Rio de Janeiro, 2004.
[17] REGIS JR, O. Viabilidade dos revestimentos anticorrosivos com Nb2O5/Cu, Nb2O5/Ni, e Nb2O5/Al aplicados por aspersão térmica para estruturas enterradas de linhas de transmissão. Tese (Doutorado em
Engenharia e Ciência dos Materiais) – Universidade Federal do Paraná.
Curitiba, 2011.
62
[18]] MARIANO, C. Obtenção de revestimentos de nióbio depositados por aspersão térmica para proteção à corrosão marinha. Dissertação (Mestrado
em Engenharia e Ciência dos Materiais) – Universidade Federal do Paraná.
Curitiba, 2008.
[19] BRASIL, Nilo I. Destilação de petróleo. Programa de Formação
Petrobrás. Rio de Janeiro, 2005.
[20] ALVISI, Paulo P.; LINS, VanessaF.C. An overview of naphthenic acid corrosion in a vacuum distillation plant. Engineering Failure Analysis (2011),
doi: 10.1016/j.engfailanal.2011.03.019
[21] SLAVCHEVA, E.; SHONE,B.; TURNBULL,A. Review of naphthenic acid corrosion in oil refining. British Corrosion Journal, vol.34, n.02, 1999.
[22] AMERICAN PETROLEUM INSTITUTE. Damage mechanisms affecting fixed equipment in the refining industry. Recommended practice 571, 1st
edition, 2003.
[23] TUMBULL, A.; SLAVCHEVA, E.; SHONE, B. Factors controlling naphtenic acid corrosion. Corrosion, Nov1998.
[24] QU, D.R., ZHENG, Y.G., FIANG, X., KE, W. Correlation between the corrosivity of naphthenic acids and their chemical structures. Anti-
Corrosion Methods and Materials, n.54/4, pp211-218. 2007
[25] YU, Fianfei; FIANG, Li; GAN, Fuxing. High temperature naphthenic acid corrosion of steel in high TAN refining media. Anti-Corrosion Methods and
Materials, v.55, n.5, pp257-263, 2008.
[26] GUTZEIT, J. Naphthenic acid corrosion in oil refineries, Materials
Performance, 16/10, pp24-35, 1977.
[27] TORRES, Gláucia A.S. Corrosão naftênica em unidades de destilação de petróleo. Rio de Janeiro, 2004.
[28] YE’PEZ, Omar. Influence of different sulfur compounds on corrosion due to naphthenic acid. Fuel 84, 97-104. 2005.

63
[29] HIRATA, Fausto. Avaliação da ocorrência da corrosão naftênica na bateria de pré-aquecimento de carga de uma unidade de hidrotratamento de diesel. Dissertação, UFRS, Porto Alegre, 2009.
[30] TAVARES, R.C. Caracterização do Nb2O5 como alternative na proteção anticorrosiva na indústria do petróleo. Dissertação de mestrado,
Universidade Federal do Rio Grande do Sul. Porto Alegre, 2009
[31] HUANG, B.S., YIN, W.F., SANG, D.H., JIANG, Z.Y. Synergy effect of naphthenic acid corrosion and sulfur corrosion in crude oil distillation unit. Applied Surface Science, n.259, pp.664-670. 2012
[32] GUIMARÃES, R.F et al. Avaliação da resistência à corrosão de aços inoxidáveis submetidas a ciclos de fadiga térmica. 3ºCongresso Brasileiro
de P&D em petróleo e gás.
[33] DEYAB, M.A. et al. Electrochemical Investigations Of Naphthenic Acid Corrosion For Carbon Steel And The Inhibitive Effect By Some Ethoxylated Fatty Acids. Electrochimica Acta 52, 8105-8110. Egito, 2007
[34] HASS, F.; ABRANTES, A.C.T.; DIOGENES, A.N.; PONTE, H.A.
Evaluation Of Naphthenic Acidity Number And Temperature On The Corrosion Behavior Of Stainless By Using Electrochemical Noise Technique. Electrochimica Acta 124, 206-210. Brasil, 2014
[35] Qu, D.R.; et al. High temperature naphthenic acid corrosion and sulphidic corrosion of Q235 and 5Cr1/2Mo steels in synthetic refining media. Corrosion Science 48, 1960-1985. China, 2006.
[36] LYAKISHEV, N.P. Niobium in steels and alloys: Metallurgical aspects of niobium from mineral deposits to alloy production and applications.
São Paulo, CBMM, 1984.
[37] GRAHAM, Ronald A.; SUTHERLIN, Richard C. Wah Chang. Niobium and Niobium Alloys in Corrosive Applications. Niobium Science and Technology,
pp 337 – 355.TMS, 2001

64
[38] MIRANDA, L.R.M.;CARVALHO, L.J.; PAIVA, G.J.M.; FONTES, R.G.M.
Estudo do comportamento do nióbio em presença de petróleo com elevado índice de acidez.ABRACO. Resumo
[39] SHARGAY, Cathleen; MOORE, Karly; COLWELL, Richard. Survey of Materials in Hydrotreater Units Processing High TAN Feeds. Paper07573.
NACE international Conference, 2007.
[40] INOUYE, Henry. Niobium in high temperature applications. Metals and
Ceramics Division Oak Ridge National Laboratory, Tennessee. USA
[41] G.O. Ilevbare, G.T. Burstein. The role of alloyed molybdenum in the inhibition of pitting corrosion in stainless steels. Corrosion Science 43 485-
513. Cambridge, 2001.
[42] GOSWAMI, R. et al. Plasma sprayed Mo-Mo oxide nanocomposites: synthesis and characterization. Surface and Coatings Technology 141 220-
226. 2001
[43] H. Buscail, S. El Messki, F. Riffard, S. Perrier, R. Cueff, E. Caudron, C.
Issartel. Characterization of the oxides formed at 1000 ◦C on the AISI 316L stainless steel—Role of molybdenum. Materials Chemistry and Physics.
2008.
[44] Y.L. Chou, J.W. Yeh, H.C. Shih. The effect of molybdenum on the corrosion behaviour of the high-entropy alloys Co1.5CrFeNi1.5Ti0.5Mox in aqueous environments. Corrosion Science 52 2571–2581. Taiwan, 2010.
[45] PORTU, G. et al. Wear Behaviour of Al2O3-Mo and Al2O3-Nb Composites. Science Direct. Wear 262 1346-1352. Italy, 2007.
[46] KARAMIS, M.B.; YILDIZLI, K. CAKIRER, H. Wear Behaviour of Al-Mo-Ni Composite Coating at elevated Temperature. Wear 258 744-751. Turkey,
2005.
[47] ARNONI, E.A.B. et al. Sistemas de revestimentos de tubos dos fornos de destilação atmosférica contra a corrosão marinha. 8º COTEQ, 2005

65
[48] YAO, M.X.; WU, J.B.C.; XIE, Y. Wear, Corrosion and Cracking Resistance of Some W or Mo Containing Stellite Hardfacing Alloys. Materials Science and Engineering A 407 234-244. Canada, 2005.
[49] ASSELIN, Edouard; ALFANTAZI, Akram; ROGAK, Steven. Corrosion of Nickel-Chromium Alloys, Stainless Steel and Niobium at Supercritical Water Oxidation Conditions. Corrosion Science 52 118-124. Canada, 2010
[50] Marisa V. Capela, Heloisa A. Acciari, Jorge Manuel V. Capela, Thaisa M.
Carvalho, Maria Cecilia S. Melin. Repeatability of corrosion parameters for titanium–molybdenum alloys in 0.9% NaCl solution. Journal of Alloys and
Compounds 465, 479–483. Araraquara, 2008.
[51] GUERRERO-PÉREZ, M. Olga; BANARES, Miguel A. Niobium as Promoting agent for Selective Oxidation Reactions. Catalysis Today 142,
245-251. Spain, 2009
[52] C.L. Ma, J.G. Li, Y. Tan, R. Tanaka, S. Hanada. Microstructure and mechanical properties of Nb/Nb5Si3 in situ composites in Nb–Mo–Si and Nb–W–Si system. Materials Science and Engineering A 386, 375–383. 2004
[53] ZOITA, C.N.; BRAIC, L.; KISS, A.; BRAIC, M. Characterization of NbC Coatings Deposited by Magnetron Sputtering Method. Surface & Coatings
Technology 204. Romania, 2010.
[54] MOTTA, F.P. Propriedades De Revestimentos De Nióbio Obtidos Por Aspersão Térmica A Plasma Sobre Aço API5LX65. Dissertação de
mestrado. Universidade Federal do Rio Grande do Sul. Porto Alegre, 2010.
[55] MAJUNDAR, S.; SHARMA, I.G.; SURI, A.K. Development of Oxidation Resistant Coating on Mo-30W Alloy. International Journal of Refractory
Metals & Hard Materials 26, India, 2008.
[56] MORICCA, Maria del Pilar; VARMA, S.K. High Temperature Oxidation Characterisitics of Nb-10W-XCr Alloys. Journal of Alloys and Compounds.
USA, 2010.
66
[57] Alam, Md. Zafir; et al. MoSi2 Coating on Mo Substrate for Short –Term Oxidation Protection in Air. Journal of Alloys and Compounds 487. India,
2009
[58] Wei Xiong, Yong Du∗, Yong Liu, B.Y. Huang, H.H. Xu, H.L. Chen, Zhu Pan.
Thermodynamic assessment of the Mo–Nb–Ta system. Computer Coupling
of Phase Diagrams and Thermochemistry 28, 133–140. China, 2004
[59] SCHIEFLER Fo., M. F. O. Estudo Microestrutural e Eletroquímico de Revestimentos Metálicos depositados por Aspersão Térmica. Tese de
Doutorado –Programa de Pós-Graduação em Engenharia Mecânica, UFSC,
Florianópolis/SC, 2004.
[60] HOWES, JR., C. P. Thermal Spraying: l de 2004. Processes, Preparation, Coatings and Applications. Welding Journal, AWS, V. 73, No. 4,
1994
[61] PAREDES, R. S. C. Estudo de revestimentos de alumínio depositados por três processos de aspersão térmica para a proteção do aço contra corrosão marinha . Tese (Doutorado em Engenharia Mecânica) Universidade
Federal de Santa Catarina. Florianópolis, 1998.
[62] VAIDYA, A. et al. An integrated study of thermal spray process – structure- property correlations: a case study for plasma sprayed molybdenum coatings. Materials Science and Engineering A (403) 191-
204.2005
[63] SANTANA, R.A.C. et.al. Otimização das Condições Operacionais para eletrodeposição da liga Co-Mo, utilizando planejamento experimental. Revista Eletrônica de Materiais e Processos, v.2,1 01-09. Paraíba,2007.
[64] PARK, P.Y. et al. The corrosion Behavior of Aputter-Deposited Mo-Ti Alloys in Concentrated Hydrochloric Acid. Institute for Materials Research,
Tohoku University, Japão, 1997.
[65] NISHIMURA, Toshiyasu. Corrosion Resistance of Molybdenum- Containing Titanium Alloy for Overpack in Simulating Underground Environment. Journal of Nuclear Materials 385, 495-503. Japáo, 2009.

67
[66] MAJUMDAR, S.; SHARMA, I.G.; SURI, A.K. Development of Oxidation Resistant Coatings on Mo-30W Alloy. International Journal of Refractory
Metals & Hard Materials 26, 549-554. India, 2008
[67] ABREU, H.F.G. et al. Efeito da Temperatura de Recozimento na Microestrutura em aços Inoxidáveis Ferríticos com Alto Teor de Mo. 17°CBECIMat. Foz do Iguaçu, Brasil, 2006
[68] SABOIA, F.H.C. et al. Efeito Dos Diferentes Teores De Molibdênio Nas Propriedades Mecânicas De Ligas Ferríticas Com 9% De Cr. Conex.Ci. e
Tecnol. V.6, n.2, p.30-39. Fortaleza, 2012.
[69] PARDO, A. et al. Effect of Mo and Mn additions on the corrosion behavior of AISI 304 e 316 stainless steels in H2SO4. Corrosion Science 50,
780-794. Espanha, 2008.
[70] CHOU, Y.L.; YEH, J.W.; SHIH, H.C. The Effect Of Molybdenum On The Corrosion Behavior Of The High-Entropy Alloys Co1,5CrFeNi1,5Ti0,5Mox In Aqueous Environment. Corrosion Science 52, 2571-2581. Taiwan, 2010
[71] PARDO, A et al. Pitting Corrosion Behavious Of Austenitc Stainless Steels – Combining Effects Of Mn And Mo Additions. Corrosion Science 50,
1796-1806. Espanha, 2008.
[72] SAMPATH, S. et al. Development of process maps for plasma spray: case study for molybdenum. Materials Science and Engineering A348 54-66.
2003
[73] PUKASIEWICZ, A.G.M. Desenvolvimento de revestimentos Fe-Mn-Cr-Si-Ni resistentes á cavitação depositados por aspersão térmica. Tese
(Doutorado em Engenharia e Ciência dos Materiais) – Universidade Federal do
Paraná. 2008
[74] SUCHARSKI, G.B. Desenvolvimento, caracterização e avaliação de desempenho em elevada temperatura de revestimentos de barreira térmica depositados por aspersão térmica. Dissertação (Mestrado em
Engenharia Mecânica) – Universidade Federal do Paraná. Curitiba, 2012.

68
[ 7 5 ] P A I V A , G . J . M . , As Técnicas De Perda De Massa e de Resistência Elétrica Na Análise Da Corrosão Naftênica Em Laboratório e em Campo. T e s e d e m e s t r a d o C O P P E / U F R J , R i o d e J a n e i r o , 1 9 9 9 .
[ 7 6 ] S I L V A , C . C . ; F A R I A S , J . P . ;
S A N T ’ A N A . Avaliação Da Resistência À Corrosão Causada Por Petróleo Pesado Em Chapas Soldadas Utilizadas Em “Linings” De Torres De Destilação. B o l e t i m t é c n i c o P e t r o b r á s ,
v . 5 1 , n . 1 / 3 , p . 0 9 - 3 5 . R i o d e J a n e i r o ,
2 0 0 8
[ 7 7 ] LARIBI, M.; MESRATI, N.; VANNES, A.B., TREHEUX, D. Adhesion And Residual Stresses Determination Of Thermally Sprayed Molybdenum On Steel. Surface and coatings Technology, 166, p.206-212. França, 2003
[78] COTTIS, R.A. An Evaluation Of Electrochemical Noise For The Estimation Of Corrosion Rate On Type. Corrosion, paper n.06432. NACE,
2006


















