Estudo de síntese e caracterização de pós Ni-25%atTa, Ni … · contribuem para os elevados...
37
Universidade Federal de Alfenas Departamento de Ciência e Tecnologia Campus Poços de Caldas BRUNA PEREIRA DA SILVA HANNA STEFANNI NUNES BENITES Estudo de síntese e caracterização de pós Ni-25%atTa, Ni-33%atTa, Ni50%atTa produzidos por moagem de alta energia Poços de Caldas/MG Junho de 2014
-
Upload
trinhnguyet -
Category
Documents
-
view
214 -
download
0
Transcript of Estudo de síntese e caracterização de pós Ni-25%atTa, Ni … · contribuem para os elevados...
Universidade Federal de Alfenas
Departamento de Ciência e Tecnologia
Campus Poços de Caldas
BRUNA PEREIRA DA SILVA
HANNA STEFANNI NUNES BENITES
Estudo de síntese e caracterização de pós
Ni-25%atTa, Ni-33%atTa, Ni50%atTa
produzidos por moagem de alta energia
Poços de Caldas/MG
Junho de 2014

BRUNA PEREIRA DA SILVA
HANNA STEFANNI NUNES BENITES
Estudo de síntese e caracterização de pós
Ni-25%atTa, Ni-33%atTa, Ni50%atTa
produzidos por moagem de alta energia
Relatório apresentado à disciplina Trabalho de
Conclusão de Curso II, do curso em Engenharia
Química como parte dos requisitos para a
obtenção do título de Bacharel em Engenharia
Química pela Universidade Federal de Alfenas,
campus Poços de Caldas. .
Orientador: Alfeu Saraiva Ramos
Poços de Caldas/MG
Junho de 2014


AGRADECIMENTO
Ao Instituto de Ciência e Tecnologia (ICT) da Universidade Federal de
Alfenas (UNIFAL), seu corpo docente, administração e coordenação do curso de
Engenharia Química pela oportunidade oferecida.
Ao Departamento de Engenharia de Materiais (DEMAR) da Escola de
Engenharia de Lorena (EEL) da Universidade de São Paulo (USP), pela
concessão do uso da biblioteca e ajuda na produção dos resultados deste
trabalho.
Ao Departamento de Materiais (DMT) e Tecnologia da Faculdade de
Engenharia de Guaratinguetá (FEG )da Universidade Estadual Paulista "Júlio de
Mesquita Filho" (UNESP) pelo empréstimo de equipamentos sem os quais a
realização deste trabalho não seria possível.
Ao Prof° Dr. Alfeu Saraiva Ramos, orientador, pela dedicação,
conhecimentos transmitidos e confiança depositada na realização deste trabalho.
À nossa família pelo amor, incentivo e apoio incondicional.
E a todos que direta ou indiretamente fizeram parte de nossa formação, o
nosso muito obrigado.
RESUMO
Superligas a base de níquel contendo tântalo apresentam requisitos mecânicos para
fabricação de componentes estruturais que operam sob carregamento cíclico em altas
temperaturas, como por exemplo em motores de foguetes. Nestas, as fases do sistema Ni-Ta
contribuem para os elevados níveis de propriedades mecânicas e de corrosão. Durante a
produção de superligas de níquel, materiais previamente ligados são usados para facilitar a
homogeneização dos elementos na liga. Dessa forma, este trabalho tem como objetivo avaliar
a possibilidade de obtenção dos compostos Ni3Ta, Ni2Ta e NiTa por moagem de alta energia.
Nesse sentido, misturas de pós de Ni-25Ta, Ni-33Ta e Ni-50Ta (%-at) foram processadas em
um moinho de bolas planetário Fritsch P-5, sob atmosfera de argônio, usando vasos e esferas
de aço inoxidável, velocidade de 300 rpm e uma relação de massas esferas-pós de 10:1, pois
esta relação se mostrou eficiente em processamentos semelhantes. Para minimizar a
contaminação atmosférica e uma ignição espontânea, os pós foram manipulados no interior de
uma câmara com luvas que opera sob fluxo de argônio. Foram retiradas amostras de 20min,
60min, 300min, 600min e 620min dos pós de Ni-25%atTa, 20min, 60min, 320min dos pós de
Ni-33%atTa e 20min e 630min para pós de Ni-50%atTa. Uma etapa adicional foi realizada em
meio liquido (álcool isopropílico) para aumentar a recuperação de pós no interior do vaso de
moagem. Para entender sobre as possíveis transformações de fases durante a moagem, os pós
de Ni-25Ta, Ni-33Ta e Ni-50Ta foram caracterizados com o auxílio de técnicas de difração de
raios X, microscopia eletrônica de varredura e espectrometria por dispersão de energia.
Estruturas metaestáveis foram formadas durante a moagem de misturas de pós de Ni-Ta
avaliadas nesse trabalho. O aumento da quantidade de Ta na mistura de pós reagentes
contribuiu para aumentar a aderência excessiva de partículas dúcteis sobre a superfície das
esferas e do vaso de moagem.

ABSTRACT
Nickel superalloys containing tantalum present mechanical requirements for
fabrication of structural components that operate under cyclic loading at high temperatures,
like rocket motors. In these superalloys, the phases of the Ni-Ta system contribute to the high
levels of mechanical properties and corrosion resistance. During production step of nickel
superalloys are normally used pre-alloyed materials to facilitate homogenization of alloying.
Thus, this study aims to evaluate the possibility of obtaining of the Ni3Ta, Ni2Ta and NiTa
compounds by high-energy ball milling. Accordingly, the elemental powders mixtures of Ni-
25Ta, Ni-33Ta and Ni-50Ta (at-%) will be prepared and processed in a planetary Fritsch P-5
ball mill under argon atmosphere using stainless steel vials (225mL) and balls (19 mm
diameter), speed of 300 rpm and a ball-to-powder weight ratio of 10:1, because this relation is
good in others equals process. To reduce the air pollution and spontaneous ignition, the dust
was manipulated in a chamber with gloves and argon atmosphere. Were withdrawn samples of
20min, 60min, 300min, 600min e 620min of dusts Ni-25%atTa, 20min, 60min, 320min of
dusts Ni-33%atTa e 20min e 630min of dusts Ni-50%atTa. By means of X-ray diffraction,
scanning electron microscopy and dispersive spectroscopy energy techniques. Metastable
structures were formed during milling of Ni-Ta poder mixtures evaluated in this work. The
increase on the Ta amount in the starting powder mixtures have contributed to increase the
excessive agglomeration on the balls and vial surfaces.

SUMÁRIO
1. Introdução ........................................................................................................................................... 8
2. Objetivo ............................................................................................................................................... 9
2.1 Objetivos específicos .................................................................................................................... 9
3. Revisão Bibliográfica ....................................................................................................................... 10
3.1 Ligas Níquel e Tântalo .............................................................................................................. 10
3.2 Diagrama Ni-Ta .......................................................................................................................... 11
3.3 Moagem de alta energia ............................................................................................................. 12
3.4 Sinterização de Metais ............................................................................................................... 13
3.5 Caracterização ............................................................................................................................ 13
3.5.1 Difração de Raios X ............................................................................................................ 13
3.5.2 Microscopia eletrônica de varredura e espectrometria por dispersão de energia ....... 14
4. Metodologia ...................................................................................................................................... 15
5. Resultados e discussão ..................................................................................................................... 16
5.1 Sobre a preparação das misturas de pós de Ni-25%atTa ...................................................... 16
5.2 Sobre a preparação das misturas de pós de Ni-33%atTa ....................................................... 24
5.3 Sobre a preparação das misturas de pós de Ni-50%atTa ....................................................... 29
6. Conclusão .......................................................................................................................................... 32
7. Sugestão para trabalhos futuros ..................................................................................................... 33
REFERÊNCIAS ................................................................................................................................... 34
8
1. Introdução
As ligas de níquel vêm sendo muito pesquisadas para aplicações em altas
temperaturas, por possuírem uma elevada resistência à corrosão e um ponto de fusão alto,
bem como um balanço adequado entre resistência mecânica e ductilidade, em baixas e altas
temperaturas [BOOTH-MORRISON, 2002 ; ICZ,2010]. Em muitos ambientes industriais, a
combinação dessas propriedades se torna necessária. No caso de aplicações para altas
temperaturas como, por exemplo, rotores e componentes de turbinas a gás, algumas superligas
de níquel podem operar mediante carregamento cíclico, até temperaturas próximas de 1300°C
[SILVEIRA, 2009].
A elaboração de compósitos de matriz metálica permite melhorar algumas
propriedades mecânicas dos materiais e manter um balanço adequado diante dos requisitos
mecânicos [DONG-XU, 2013]. Nesse sentido, alguns tipos de superligas de níquel contém a
adição de diferentes elementos químicos como, o nióbio e o tântalo, com o objetivo de formar
fases intermetálicas que apresentam elevados níveis de dureza e de resistência à oxidação
[JAYARAM,2001].
Superligas à base de níquel são normalmente produzidas por diferentes técnicas, tais
como fusão a arco e metalurgia do pó [WOLFF, 2010]. No caso do uso de técnicas de fusão a
arco, materiais previamente ligados (chamadas de ligas-mães) são preferidos para adição aos
metais puros, para reduzir o tempo necessário para homogeneização química e estrutural dos
elementos ligantes [QIAO, 2012]. A rota de processamento de moagem de alta energia se
destaca pela possibilidade de obtenção de compostos intermetálicos, de compósitos metálicos
(matriz metálica) e de superligas à base de níquel, sendo de fácil operação permitindo a
produção de materiais particulados (muitas vezes em dimensões nanométricas) e homogêneos
(MOODY,1 993). Nesta etapa, a escolha do tipo de moinho e dos parâmetros de operação são
fundamentais para o controle e a manutenção da composição química e microestrutura
desejadas.
Da mesma forma, estudos de sinterização são importantes para o controle da
composição e da quantidade e distribuição dos poros, em produtos obtidos por metalurgia do
pó, pois essas características podem contribuir para reduzir a resistência mecânica dos
materiais. (SMUGERESKY et al.,1981; SCHAEFFER et al., 2001 )
9
2. Objetivo
Este trabalho visa verificar a possibilidade de obtenção dos compostos Ni3Ta, Ni2Ta e
NiTa por moagem de alta energia, a partir de misturas de pós elementares de Ni-25Ta, Ni-
33Ta e Ni-50Ta (%-at), respectivamente.
2.1 Objetivo Específico
Entender sobre as transformações de fases durante a moagem de alta energia de
misturas de pós elementares de Ni-25Ta, Ni-33Ta e Ni-50Ta (%-at). Isto foi feito retirando-se
amostras do interior do vaso de moagem e caracterizando-as através da caracterização por
difração de raios X, microscopia eletrônica de varredura e espectrometria por energia
dispersiva.
10
3. Revisão Bibliográfica
3.1 Superligas de Níquel
O níquel (Ni) é um metal de transição muito utilizado na cunhagem de moedas, é um
metal branco prateado, dureza maior que do ferro, dúctil, com boa resistência à oxidação e à
corrosão. Apresenta propriedades magnéticas, comportando-se como um imã em contato com
campos magnéticos. Ainda, o níquel pode melhorar as propriedades mecânicas da maioria dos
metais em que se associa. Podem ser encontradas mais de três mil ligas de níquel, com
aplicações que vão desde o ambiente doméstico até aplicações industriais muito importantes.
São usados principalmente para a proteção contra a corrosão de outros materiais, na
fabricação de pólos elétricos em cubas eletrolíticas, entre outros. [JAYARAM, 2001;
ICZ,2010]
Superligas à base de níquel constituem materiais que apresentam altos valores de
resistência mecânica, à fadiga e à fluência, além de boa resistência à corrosão. Dentre as
principais aplicações que envolvem a exposição em altas temperaturas, destaca-se o uso em
componentes de motores de foguetes, reatores nucleares, submarinos, usinas termoelétricas e
turbinas a gás de jatos de aviação.[BOOTH-MORRISON, 2002; ICZ, 2010; ZAPIRAIN,
2011]
As superligas de níquel contendo elevados teores de alumínio e titânio têm densidade
entre 7,79 e 9,32 g/cm3, enquanto que as superligas de níquel com altos teores de tungstênio e
tântalo chegam a ter densidades da ordem de 9,07g/c , sendo uma propriedade muito
importante, pois o aumento da densidade em um componente de turbina de jato acaba levando
a um aumento das tensões centrífugas, reduzindo a vida útil do mesmo.
A condutividade térmica das superligas à base de níquel é muito inferior à
condutividade térmica do níquel puro, cerca de 10%. Seria melhor que essas superligas
apresentassem uma condutividade térmica maior, para que o calor fosse melhor dissipado e as
tensões térmicas na peça fossem minimizadas, diminuindo o risco de ocorrer falha devido à
fadiga térmica. Por outro lado, apresentam expansão térmica inferior que nas ligas ferrosas
austeníticas, sendo um ponto importante, pois os componentes em turbinas de jatos são
projetados para trabalhar com estreitas tolerâncias dimensionais. Isso contribui para a
diminuição da ocorrência de tensões térmicas. [JAYARAM, 2001]
As superligas de níquel podem apresentar uma estrutura cristalina CFC ou CCC. A
estrutura CFC ocorre a partir de uma matriz austenítica, contendo elementos solubilizados,
sendo esta mais compacta, resultando em uma resistência à tração e à ruptura elevadas, assim
como boas propriedades de fluência, devido ao módulo de elasticidade e difusividade

11
elevados, quando comparado com superligas de níquel com estrutura CCC. Superligas com
estrutura CFC podem ser preparadas a partir do endurecimento por solução sólida, ou através
da formação de carbetos. [WANG, 2004; RÜSINGA, 2004]. Todavia, a maioria das superligas
apresenta altos valores de dureza e ao mesmo tempo, alta ductilidade, além de boa resistência
ao impacto, à fadiga de alto e de baixo ciclo e à fadiga térmica. [ICZ, 2010]
3.2 Diagrama de fases do sistema Ni-Ta
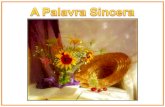
Os diagramas de fases são utilizados com o intuito de identificar as fases presentes em
um material, para uma dada temperatura. A Figura 1 mostra o diagrama de fases do sistema
Ni-Ta. As seguintes fases solidas estáveis podem ser identificadas: NiSS (ss – solução solida),
Ni8Ta, Ni3Ta, Ni2Ta, NiTi, NiTa2 e TaSS. A Tabela 1 mostra as reações encontradas em ligas
Ni-Ta. Os compostos Ni2Ta, NiTa e NiTa2 são formados pelas reações peritéticas
L+Ni3Ta↔Ni2Ta, L+Ta↔NiTa e L+Ta↔NiTa2, respectivamente. O composto Ni3Ta é
formado por transformação congruente, enquanto que o composto Ni8Ta por reação
peritetoide (Ni+Ni3Ta↔Ni8Ta, à 570oC). Ainda, todos os compostos são estequiométricos. De
acordo com o diagrama de fases, o níquel e o tântalo podem dissolver pequenas quantidades
(próximas de 1%-at) de tântalo e de níquel, respectivamente. Duas reações euteticas ocorrem
à 1360oC e 1320
oC para 16 e 38 %-at Ta, respectivamente (OKAMOTO et al., 1992

12
Figura 1: Diagrama de fases do sistema Ta-Ni ( MOFFATT et al., 1978)
Tabela 1: Reações do Diagrama Ni-Ta. [OKAMOTO et al, 1992]
Reação Temperatura (°C) Tipo de Reação
L ↔ Ni 1455 Ponto de fusão
L ↔ (Ni) + Ni3Ta 1360 Eutética
(Ni) + Ni3Ta ↔ Ni8Ta 1330 Peritétoide
L + Ni3Ta ↔ Ni2Ta 1405 Peritética
L ↔ Ni2Ta + NiTa 1350 Eutética
L + NiTa2 ↔ NiTa 1570 Peritética
L ↔ Ni3Ta 1550 Congruente
L + (Ta) ↔ NiTa2 1788 Peritética
L ↔ Ta 3020 Ponto de fusão
3.3 Moagem de alta energia
Técnicas de moagem de alta energia, ou “mechanical alloying”, foram inicialmente
desenvolvidas pela “International Nickel Corporation” (INCO), para a produção de superligas
à base de níquel. Na sequência, vários outros estudos foram realizados mostrando que tais
técnicas podem ser úteis para o processamento de outros materiais metálicos, cerâmicos e
poliméricos [MOODY, 1993]
Normalmente realizadas a seco, o uso de técnicas de moagem de alta energia pode
contribuir para aumentar a homogeneidade química e estrutural dos materiais. Dependendo do
tipo de moinho, dos parâmetros de moagem (como, por exemplo, atmosfera de moagem,
relação de massas esferas-pós, velocidade de rotação, tempo, e densidade e diâmetro da
esfera) e da composição química adotada, os mecanismos de impacto ou de fratura podem
ficar mais acentuados. Fases estáveis e metaestáveis (solução sólida estendida e estruturas
amorfas) podem ser formadas durante o processo de moagem de alta energia
[SURYANARAYANA, 2001].
Dependendo das características dos componentes iniciais, do tipo dúctil-dúctil, dúctil-
frágil ou frágil-frágil, diferentes mecanismos de “mechanical alloying” estão presentes
durante o processamento dos materiais. No caso de componentes do tipo dúctil-dúctil, os
mecanismos de soldagem a frio entre as partículas acontecem de forma excessiva e os
tamanhos das partículas tendem a aumentar com o aumento do tempo de moagem. Além

13
disso, essas partículas dúcteis tendem a ficar aderidas sobre a superfície das esferas e do vaso,
o que diminui a recuperação final dos materiais no interior do vaso. Por outro lado, a
formação de uma fina camada do material que está sendo processado contribui para reduzir
possível contaminação proveniente do vaso e das esferas. Contudo, os mecanismos de fratura
podem ficar mais acentuados se ocorrer a formação de uma fase frágil durante a moagem, o
que contribui para reduzir a aglomeração excessiva e os tamanhos das partículas
(SURYANARAYANA, 2001; PINTO, 2008)
3.4 Caracterização Estrutural
3.4.1 Difração de Raios X
Os raios X se propagam em linhas retas, têm ação sobre as emulsões fotográficas,
produzem fluorescência e fosforescência em certas substâncias, não são afetados por campos
elétricos e magnéticos e produzem velocidade de propagação característica. [BLEICHER,
2000]. Em outras palavras, o átomo espalha o feixe incidente de raios X em todas as direções.
Quando os átomos estão regularmente espalhados em um reticulado cristalino e a radiação
incidente tem um comprimento de onda da ordem deste espaçamento, ocorrerá uma
interferência construtiva em certas direções e interferência destrutiva em outras, de acordo
com a Lei de Bragg. [BLEICHER, 2000]:
n=2dsen
Onde n é um número inteiro, é o comprimento de onda da radiação utilizada, d o
distância interplanar e é o ângulo de difração.
Na área de materiais, o uso da técnica de difração de Raios X pelo método do pó é de
grande importância na análise microestrutural, pois fornece informações sobre a natureza e os
parâmetros do reticulado, assim como detalhes do tamanho, da perfeição e da orientação dos
cristais.
3.4.2 Microscopia eletrônica de varredura e espectrometria por dispersão de energia
A microscopia eletrônica de varredura é uma técnica muito utilizada para
caracterização microestrutural, podendo ser aplicada em diversas áreas de conhecimento, tais
como: engenharia e ciência dos materiais, engenharia metalúrgica, engenharia de minas,
geociências, ciências biológicas, entre outras. Ocorre por meio da interação de um feixe de
14
elétrons sobre um determinado volume da amostra, gerando uma série de sinais que são
utilizados para caracterizar propriedades da amostra. Dentre os diferentes tipos de detectores
que podem ser acoplados e utilizados, se destacam aqueles para medição dos elétrons
secundários e dos elétrons retroespalhados para a obtenção de imagens com detalhes
topográficos e baseados na diferença composicional, respectivamente [MALISKA,2007]
O Microscópio Eletrônico de Varredura (MEV) tem resolução superior aos
equipamentos utilizados em microscopia óptica. Possui elevada profundidade de foco,
produzindo imagens tridimensionais, e possibilita combinar análise estrutural com
microanálise química por EDS (“Energy Dispersive Spectromery”) e/ou WDS (“Wavelength-
dispersive X-ray spectroscopy”). [MALISKA,2007]
Normalmente, os elementos em maior quantidade na amostra são identificados com
maior facilidade e precisão, desde que a bandas de energia desse elemento não coincidam com
a de outros elementos contidos na amostra. No caso de elementos com número atômico
abaixo de 16, a energia liberada é baixa e pode dificultar a medição e reduzir a precisão da
medida [MALISKA,2007].
No caso de materiais metálicos particulados e superfícies de fratura, sua análise em
MEV independe de uma previa preparação, enquanto que para materiais maciços, a
preparação da amostra envolve o uso de técnicas convencionais de metalografia, isto é, corte,
lixamento e polimento da superfície.
15
4. Metodologia
Foram utilizados pós comerciais para a preparação das misturas de pós de Ni-25Ta,
Ni-33Ta e Ni-50Ta (%-at). Estes pós foram pesados e apresentavam as seguintes
características: Ni (min. 99.8%-peso, esférico, <200mesh) e Ta (min. 99.8%-peso, irregular,
<325 mesh).
O processo de moagem de alta energia foi realizado em um moinho de bolas planetário
Fritsch P-5, sob atmosfera de argônio, usando vasos (225 mL) e esferas (19 mm de diâmetro)
de aço inoxidável velocidade de 300 rpm e uma relação de massas esferas-pós de 10:1. Para
minimizar a contaminação atmosférica e riscos de uma ignição espontânea, os materiais foram
manipulados no interior de uma câmara que opera sob fluxo de argônio. Para entender sobre
as possíveis transformações de fases durante o processo de moage., Foram retiradas amostras
de 20min, 60min, 300min, 600min e 620min dos pós de Ni-25%atTa, 20min, 60min, 320min
dos pós de Ni-33%atTa e 20min e 630min para pós de Ni-50%atTa. Essa etapa foi realizada em
equipamentos disponíveis no DMT-FEG-UNESP.
Os materiais moídos foram caracterizados com o auxílio de técnicas de difração de
raios X (DRX), microscopia eletrônica de varredura (MEV) e espectrometria por dispersão de
energia (EDS). Os experimentos de difração de raios X foram realizados em um equipamento
Shimadzu XRD-6000, instalado no DEMAR-EEL-USP, usando voltagem de 40 kV,
amperagem de 40 mA, varredura do ângulo de difração entre 20° e 90°, radiação de cobre e
um filtro de níquel. Para a obtenção dessas medidas, as amostras estavam na forma de pós.
Para auxiliar na identificação das fases presentes nos difratogramas de raios X das amostras
moídas, foram usadas as fichas JCPDS e o programa de computador Powdercell. Para
identificação da morfologia e da variação dos tamanhos das partículas moídas, imagens foram
obtidas no modo elétrons secundários no microscópio eletrônico de varredura marca LEO
modelo 1450-VP, instalado no DEMAR-EEL-USP, enquanto que imagens foram obtidas
através de elétrons retroespalhados, para identificação das possíveis fases formadas durante a
moagem. Os teores de Ni, Ta e Fe foram medidos por análises de EDS, usando padrões
internos.

16
0,07
0,07
0,07
0,07
0,07
0,07
5. Resultados e discussão
5.1 Sobre a preparação das misturas de pós de Ni-25%atTa
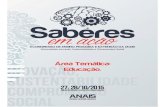
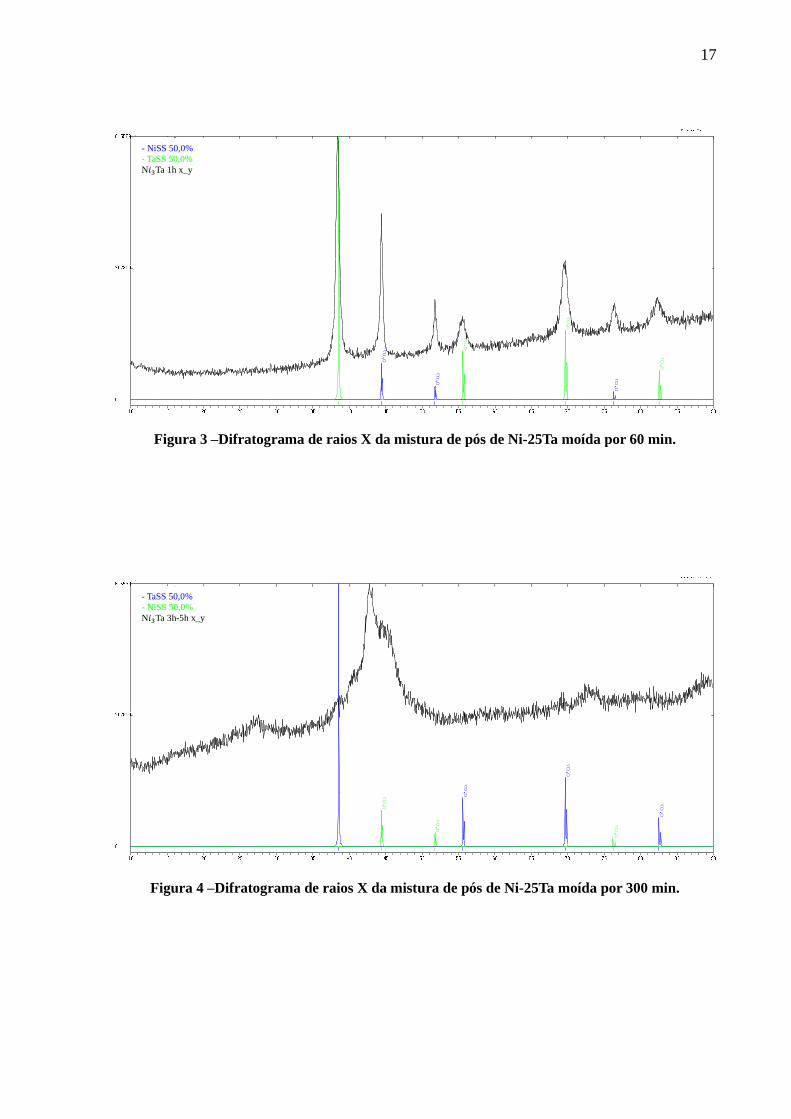
As Figuras 2 a 7 mostram os resultados de difração de raios X da mistura de pós de Ni-
25Ta processada por diferentes tempos de moagem. Somente picos de níquel e de tântalo
podem ser observados em pós moídos por 20 min e 60 min. Contudo, a intensidade relativa
dos picos de tântalo parece ser maior do que aquela relacionada com a quantidade de tântalo
na liga devida a sua maior massa atômica e fator de estrutura. Pode ser notado que a
intensidade dos picos foi reduzida com o aumento do tempo de moagem até 60 min. Com o
prosseguimento da moagem, apenas os picos principais de níquel foram identificados após
moagem por 300 min, sugerindo que os átomos de tântalo foram dissolvidos na estrutura
cristalina do níquel para formar uma solução sólida supersaturada. Esse efeito pode ser
melhor visualizado quando os difratogramas são apresentados na forma de camadas (ver
Figura 6). Contudo, os resultados sugerem que pode ter sido formado uma outra fase após
moagem por 300 min.
Figura 2 –Difratograma de raios X da mistura de pós de Ni-25Ta moída por 20 min.
- NiSS 50,0%
- TaSS 50,0%
N Ta 20 min x_y
17
Figura 3 –Difratograma de raios X da mistura de pós de Ni-25Ta moída por 60 min.
Figura 4 –Difratograma de raios X da mistura de pós de Ni-25Ta moída por 300 min.
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,070
,07
0,07
0,07
- NiSS 50,0%
- TaSS 50,0%
N Ta 1h x_y
- TaSS 50,0%
- NiSS 50,0%
N Ta 3h-5h x_y

18
Figura 5 –Difratograma de raios X da mistura de pós de Ni-25Ta moída por 600 min.
Figura 6 –Difratograma de raios X da mistura de pos de Ni-25Ta moída por 620 min.
0,07
0,07
0,070
,07
0,07
0,07
0,07
0,07
0,070
,07
0,07
0,07
- TaSS 50,0%
- NiSS 50,0%
N Ta 10h x_y
- TaSS 50,0%
- NiSS 50,0%
N Ta 10-20h x_y
19
20 40 60 80
0
6000
12000
Inte
nsid
ad
e (
cp
s)
2 (o)
620 min
600 min
300 min
60 min
20 min
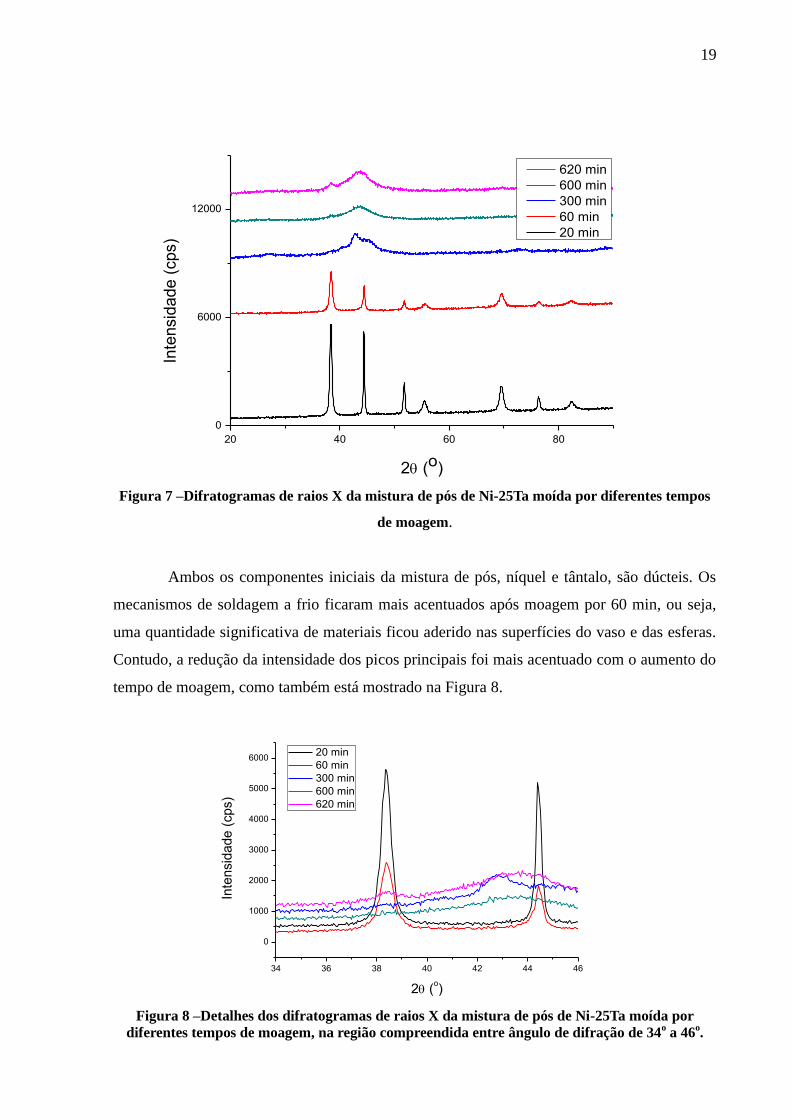
Figura 7 –Difratogramas de raios X da mistura de pós de Ni-25Ta moída por diferentes tempos
de moagem.
Ambos os componentes iniciais da mistura de pós, níquel e tântalo, são dúcteis. Os
mecanismos de soldagem a frio ficaram mais acentuados após moagem por 60 min, ou seja,
uma quantidade significativa de materiais ficou aderido nas superfícies do vaso e das esferas.
Contudo, a redução da intensidade dos picos principais foi mais acentuado com o aumento do
tempo de moagem, como também está mostrado na Figura 8.
34 36 38 40 42 44 46
0
1000
2000
3000
4000
5000
6000
Inte
nsid
ade (
cps)
2 (o)
20 min
60 min
300 min
600 min
620 min
Figura 8 –Detalhes dos difratogramas de raios X da mistura de pós de Ni-25Ta moída por
diferentes tempos de moagem, na região compreendida entre ângulo de difração de 34o a 46
o.
20
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
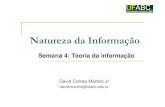
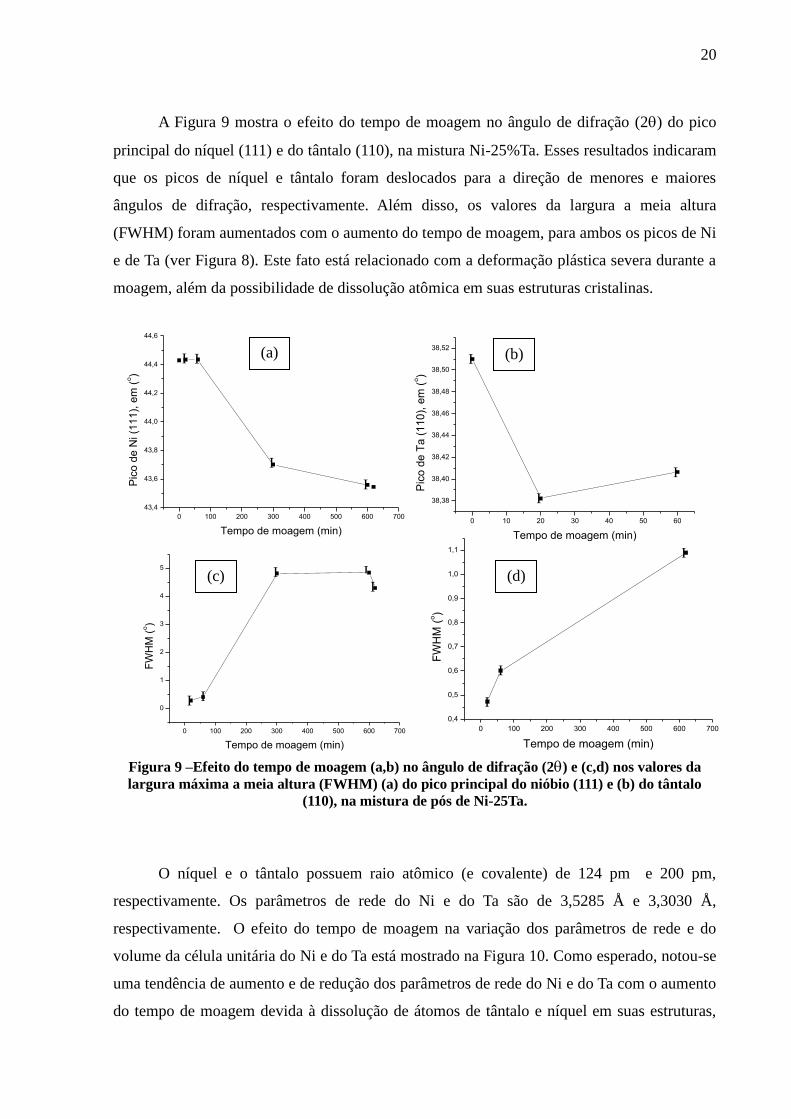
A Figura 9 mostra o efeito do tempo de moagem no ângulo de difração (2) do pico
principal do níquel (111) e do tântalo (110), na mistura Ni-25%Ta. Esses resultados indicaram
que os picos de níquel e tântalo foram deslocados para a direção de menores e maiores
ângulos de difração, respectivamente. Além disso, os valores da largura a meia altura
(FWHM) foram aumentados com o aumento do tempo de moagem, para ambos os picos de Ni
e de Ta (ver Figura 8). Este fato está relacionado com a deformação plástica severa durante a
moagem, além da possibilidade de dissolução atômica em suas estruturas cristalinas.
Figura 9 –Efeito do tempo de moagem (a,b) no ângulo de difração (2) e (c,d) nos valores da
largura máxima a meia altura (FWHM) (a) do pico principal do nióbio (111) e (b) do tântalo
(110), na mistura de pós de Ni-25Ta.
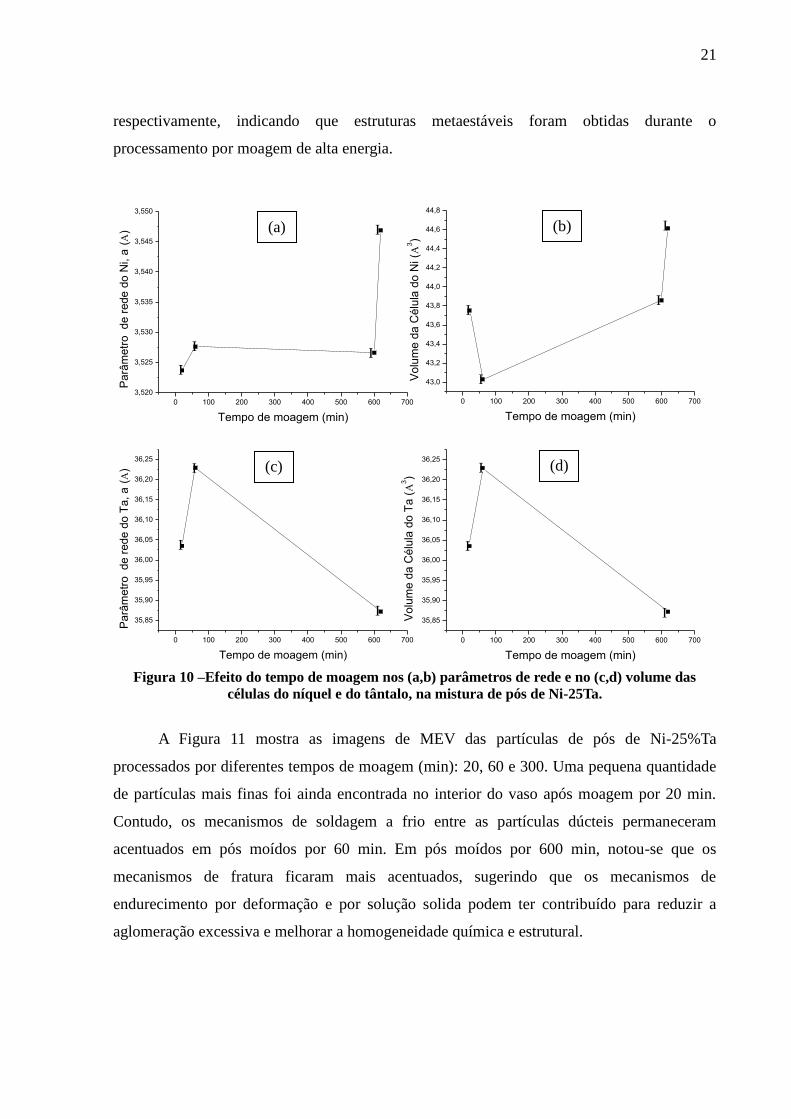
O níquel e o tântalo possuem raio atômico (e covalente) de 124 pm e 200 pm,
respectivamente. Os parâmetros de rede do Ni e do Ta são de 3,5285 Å e 3,3030 Å,
respectivamente. O efeito do tempo de moagem na variação dos parâmetros de rede e do
volume da célula unitária do Ni e do Ta está mostrado na Figura 10. Como esperado, notou-se
uma tendência de aumento e de redução dos parâmetros de rede do Ni e do Ta com o aumento
do tempo de moagem devida à dissolução de átomos de tântalo e níquel em suas estruturas,
0 100 200 300 400 500 600 700
43,4
43,6
43,8
44,0
44,2
44,4
44,6
Pic
o d
e N
i (1
11),
em
(o)
Tempo de moagem (min)
0 100 200 300 400 500 600 700
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
FW
HM
(o)
Tempo de moagem (min)
0 100 200 300 400 500 600 700
0
1
2
3
4
5
FW
HM
(o)
Tempo de moagem (min)
0 10 20 30 40 50 60
38,38
38,40
38,42
38,44
38,46
38,48
38,50
38,52
Pic
o d
e T
a (
11
0),
em
(o)
Tempo de moagem (min)
(a) (b)
(c) (d)
21
I
I
I
I
I
I
I
I
I
I
I
I
I
I
respectivamente, indicando que estruturas metaestáveis foram obtidas durante o
processamento por moagem de alta energia.
Figura 10 –Efeito do tempo de moagem nos (a,b) parâmetros de rede e no (c,d) volume das
células do níquel e do tântalo, na mistura de pós de Ni-25Ta.
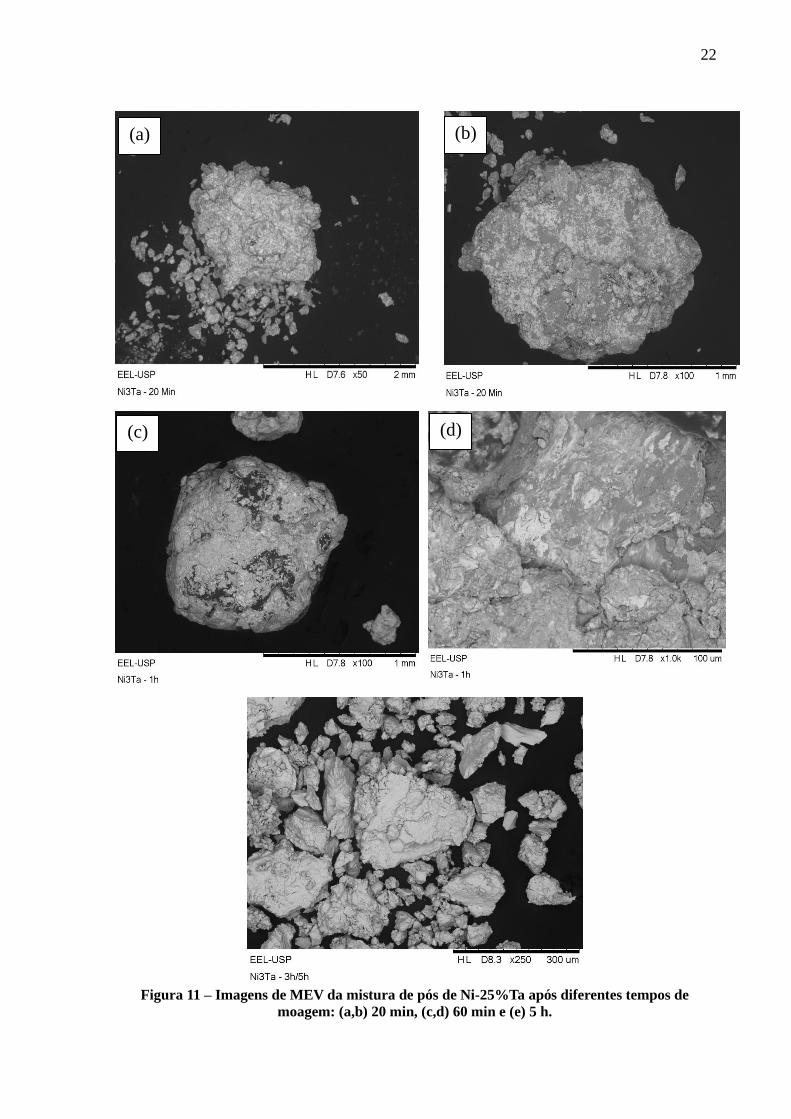
A Figura 11 mostra as imagens de MEV das partículas de pós de Ni-25%Ta
processados por diferentes tempos de moagem (min): 20, 60 e 300. Uma pequena quantidade
de partículas mais finas foi ainda encontrada no interior do vaso após moagem por 20 min.
Contudo, os mecanismos de soldagem a frio entre as partículas dúcteis permaneceram
acentuados em pós moídos por 60 min. Em pós moídos por 600 min, notou-se que os
mecanismos de fratura ficaram mais acentuados, sugerindo que os mecanismos de
endurecimento por deformação e por solução solida podem ter contribuído para reduzir a
aglomeração excessiva e melhorar a homogeneidade química e estrutural.
0 100 200 300 400 500 600 700
43,0
43,2
43,4
43,6
43,8
44,0
44,2
44,4
44,6
44,8
Vo
lum
e d
a C
élu
la d
o N
i (
3)
Tempo de moagem (min)
0 100 200 300 400 500 600 700
35,85
35,90
35,95
36,00
36,05
36,10
36,15
36,20
36,25
Vo
lum
e d
a C
élu
la d
o T
a (
3)
Tempo de moagem (min)
0 100 200 300 400 500 600 700
35,85
35,90
35,95
36,00
36,05
36,10
36,15
36,20
36,25
Pa
râm
etr
o
de
re
de
do
Ta
, a
(
)
Tempo de moagem (min)
0 100 200 300 400 500 600 700
3,520
3,525
3,530
3,535
3,540
3,545
3,550
Pa
râm
etr
o
de
re
de
do
Ni, a
(
)
Tempo de moagem (min)
(a) (b)
(c) (d)
22
Figura 11 – Imagens de MEV da mistura de pós de Ni-25%Ta após diferentes tempos de
moagem: (a,b) 20 min, (c,d) 60 min e (e) 5 h.
(a) (b)
(c) (d)
23
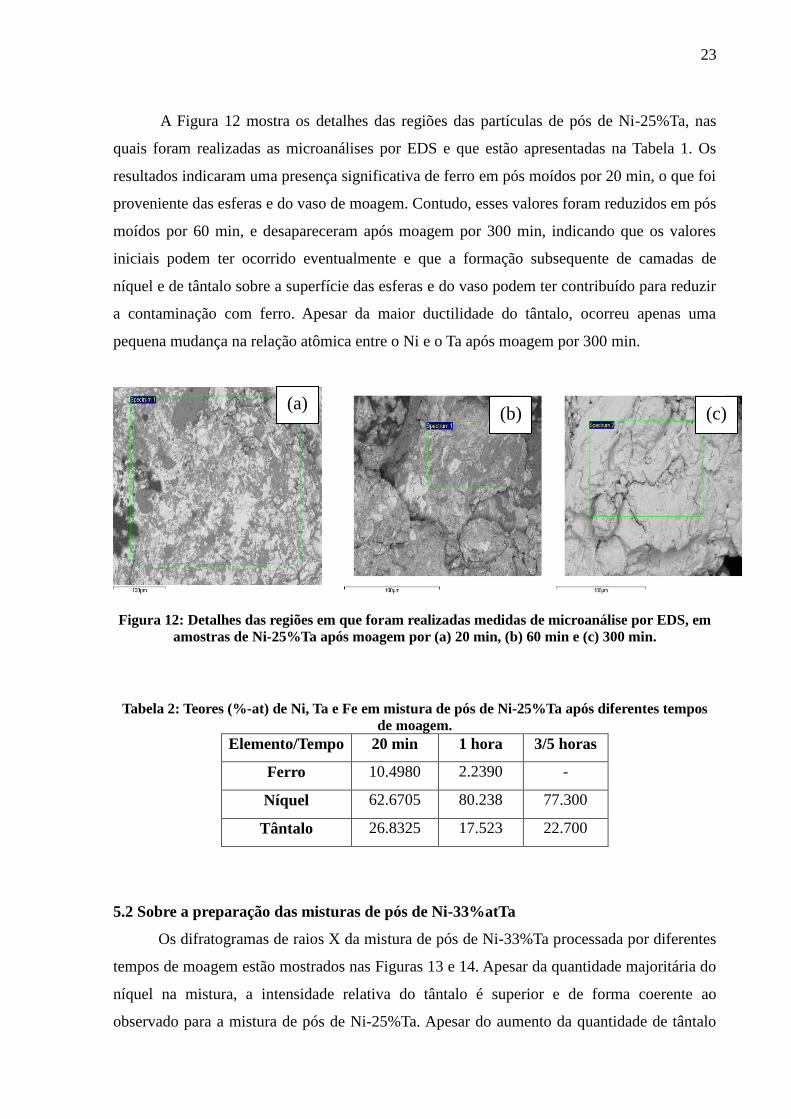
A Figura 12 mostra os detalhes das regiões das partículas de pós de Ni-25%Ta, nas
quais foram realizadas as microanálises por EDS e que estão apresentadas na Tabela 1. Os
resultados indicaram uma presença significativa de ferro em pós moídos por 20 min, o que foi
proveniente das esferas e do vaso de moagem. Contudo, esses valores foram reduzidos em pós
moídos por 60 min, e desapareceram após moagem por 300 min, indicando que os valores
iniciais podem ter ocorrido eventualmente e que a formação subsequente de camadas de
níquel e de tântalo sobre a superfície das esferas e do vaso podem ter contribuído para reduzir
a contaminação com ferro. Apesar da maior ductilidade do tântalo, ocorreu apenas uma
pequena mudança na relação atômica entre o Ni e o Ta após moagem por 300 min.
Figura 12: Detalhes das regiões em que foram realizadas medidas de microanálise por EDS, em
amostras de Ni-25%Ta após moagem por (a) 20 min, (b) 60 min e (c) 300 min.
Tabela 2: Teores (%-at) de Ni, Ta e Fe em mistura de pós de Ni-25%Ta após diferentes tempos
de moagem.
Elemento/Tempo 20 min 1 hora 3/5 horas
Ferro 10.4980 2.2390 -
Níquel 62.6705 80.238 77.300
Tântalo 26.8325 17.523 22.700
5.2 Sobre a preparação das misturas de pós de Ni-33%atTa
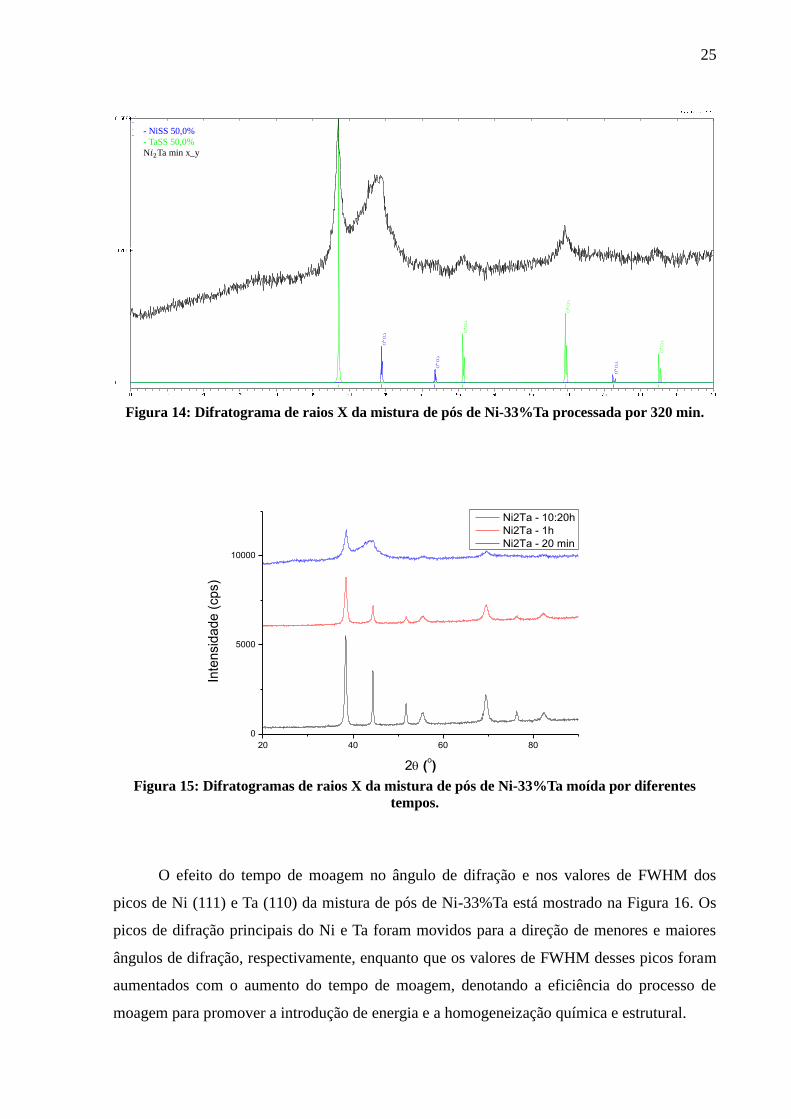
Os difratogramas de raios X da mistura de pós de Ni-33%Ta processada por diferentes
tempos de moagem estão mostrados nas Figuras 13 e 14. Apesar da quantidade majoritária do
níquel na mistura, a intensidade relativa do tântalo é superior e de forma coerente ao
observado para a mistura de pós de Ni-25%Ta. Apesar do aumento da quantidade de tântalo
(a) (b) (c)

24
na mistura de pós, foi notado um comportamento similar durante a moagem, isto é, uma
redução da intensidade e um alargamento dos picos de níquel e tântalo (Figura 14). Ao
contrário, o pico principal do tântalo ficou mais pronunciado em pós de Ni-33%Ta moídos por
620 min (ver Figura 13).
Figura 13: Difratogramas de raios X da mistura de pos de Ni-33%Ta processada por (a) 20 min
e (b) 60 min.
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
- NiSS 50,0%
- TaSS 50,0%
N Ta 20min x_y
- NiSS 50,0%
- TaSS 50,0%
N Ta 1h x_y
25
Figura 14: Difratograma de raios X da mistura de pós de Ni-33%Ta processada por 320 min.
20 40 60 80
0
5000
10000
Inte
nsid
ade (
cps)
2 (o)
Ni2Ta - 10:20h
Ni2Ta - 1h
Ni2Ta - 20 min
Figura 15: Difratogramas de raios X da mistura de pós de Ni-33%Ta moída por diferentes
tempos.
O efeito do tempo de moagem no ângulo de difração e nos valores de FWHM dos
picos de Ni (111) e Ta (110) da mistura de pós de Ni-33%Ta está mostrado na Figura 16. Os
picos de difração principais do Ni e Ta foram movidos para a direção de menores e maiores
ângulos de difração, respectivamente, enquanto que os valores de FWHM desses picos foram
aumentados com o aumento do tempo de moagem, denotando a eficiência do processo de
moagem para promover a introdução de energia e a homogeneização química e estrutural.
0,07
0,07
0,07
0,07
0,07
0,07
- NiSS 50,0%
- TaSS 50,0%
N Ta min x_y

26
I I
I
I
I
I
I
I
I
I
I
I I
Figura 16 –Efeito do tempo de moagem (a,b) no ângulo de difração (2 ) e (c,d) nos valores da
largura máxima a meia altura (FWHM) (a) do pico principal do níquel (111) e (b) do tântalo
(110), na mistura de pós de Ni-33%Ta.
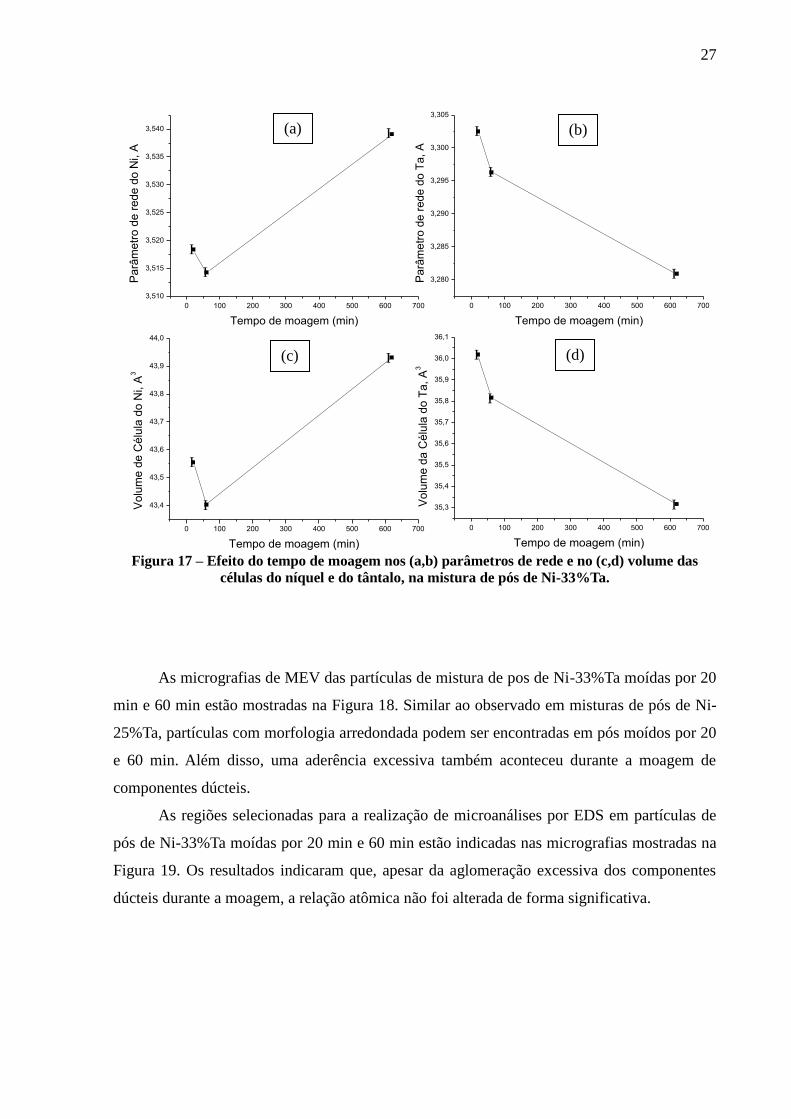
Os parâmetros de rede e o volume da célula unitária do Ni e do Ta foram variados
durante a moagem da mistura de pós de Ni-33%Ta, conforme está mostrado na Figura 17.
Devida a diferença de tamanho atômico entre o Ni e o Ta e a dissolução recíproca e
progressiva durante a moagem, os parâmetros de rede desses elementos foram aumentados e
reduzidos, respectivamente. Como consequência, o volume da célula unitária seguiu a mesma
tendência, indicando que foram formadas estruturas de soluções sólidas estendidas.
0 100 200 300 400 500 600 700
43,2
43,4
43,6
43,8
44,0
44,2
44,4
44,6
Pic
o d
o N
i (1
11),
(o
)
Tempo de moagem (min)
0 100 200 300 400 500 600 700
38,38
38,40
38,42
38,44
38,46
38,48
38,50
38,52
Pic
o d
o T
a (
11
0),
(o)
Tempo de moagem (min)
0 100 200 300 400 500 600 700
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
FW
HM
(o)
Tempo de moagem (min)
0 100 200 300 400 500 600 700
0
1
2
3
4
5
FW
HM
(o)
Tempo de moagem (min)
(a) (b)
(c) (d)
27
I
I
I I
I
I
I
I
I I
I
I
Figura 17 – Efeito do tempo de moagem nos (a,b) parâmetros de rede e no (c,d) volume das
células do níquel e do tântalo, na mistura de pós de Ni-33%Ta.
As micrografias de MEV das partículas de mistura de pos de Ni-33%Ta moídas por 20
min e 60 min estão mostradas na Figura 18. Similar ao observado em misturas de pós de Ni-
25%Ta, partículas com morfologia arredondada podem ser encontradas em pós moídos por 20
e 60 min. Além disso, uma aderência excessiva também aconteceu durante a moagem de
componentes dúcteis.
As regiões selecionadas para a realização de microanálises por EDS em partículas de
pós de Ni-33%Ta moídas por 20 min e 60 min estão indicadas nas micrografias mostradas na
Figura 19. Os resultados indicaram que, apesar da aglomeração excessiva dos componentes
dúcteis durante a moagem, a relação atômica não foi alterada de forma significativa.
0 100 200 300 400 500 600 700
3,280
3,285
3,290
3,295
3,300
3,305
Pa
râm
etr
o d
e r
ede d
o T
a,
A
Tempo de moagem (min)
0 100 200 300 400 500 600 700
3,510
3,515
3,520
3,525
3,530
3,535
3,540P
arâ
me
tro
de
re
de
do
Ni, A
Tempo de moagem (min)
0 100 200 300 400 500 600 700
35,3
35,4
35,5
35,6
35,7
35,8
35,9
36,0
36,1
Volu
me d
a C
élu
la d
o T
a, A
3
Tempo de moagem (min)
0 100 200 300 400 500 600 700
43,4
43,5
43,6
43,7
43,8
43,9
44,0
Volu
me d
e C
élu
la d
o N
i, A
3
Tempo de moagem (min)
(a) (b)
(c) (d)

28
Figura 18- Micrografias de MEV da mistura de pós de Ni-33%Ta moída por (a) 20 min e (b) 60
min.
Figura 19 – Micrografias de MEV da mistura de pós de Ni-33%Ta moída por (a) 20min e (b) 60
min.
29
Tabela 3: Teores de Ni e Ta obtidos em microanálises por EDS de partículas de pós de Ni-33%Ta
moídas por 20 min e 60 min.
Elemento/Tempo 20 min 1 hora
Níquel 67.061 68.388
Tântalo 32.939 31.612
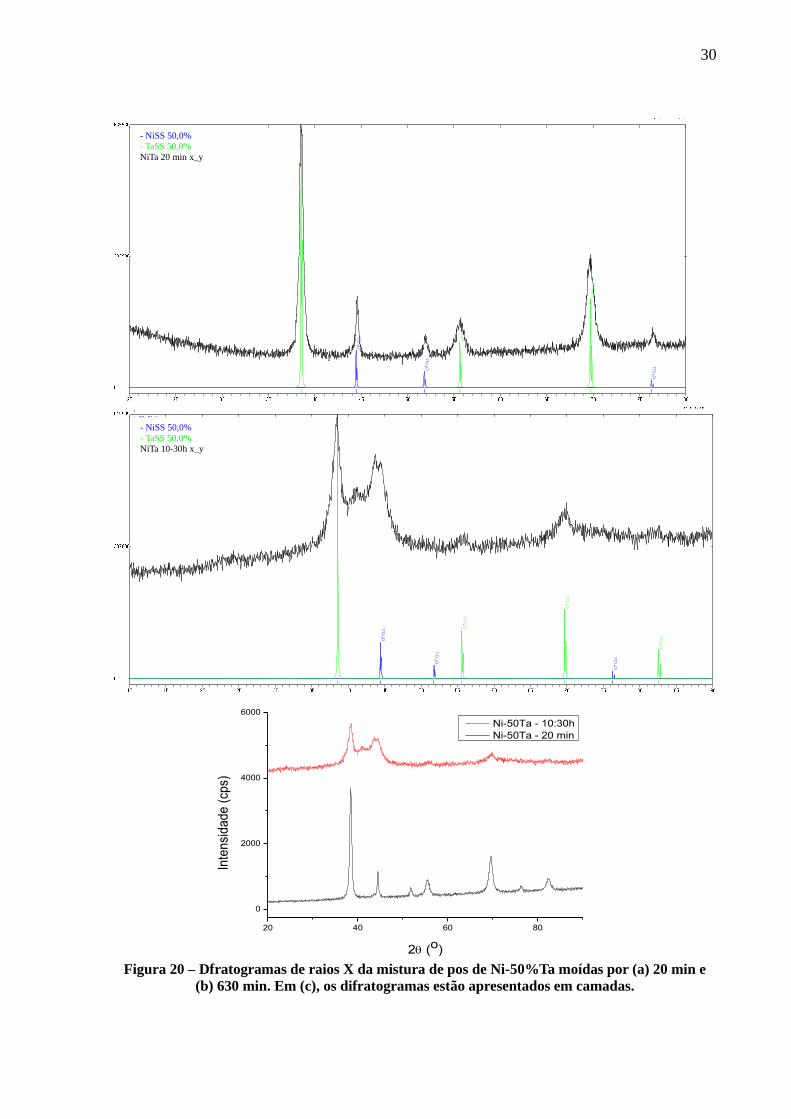
5.3 Sobre a preparação das misturas de pós de Ni-50%atTa
A Figura 20 mostra os difratogramas de raios X da mistura de pós de Ni-50%Ta após
moagem por 20 min e 630 min. Diante da aderência excessiva de pós dúcteis sobre as
superfícies das esferas e do vaso, não foi possível coletar amostras no interior do vaso para
tempos intermediários até 600 min devido a uma maior aderência durante a moagem, o que
foi relacionado com o aumento da quantidade de tântalo na mistura de pós reagentes.
Entretanto, uma quantidade significativa de material foi recuperada após moagem, em meio
líquido. Como esperado, picos de Ni e Ta podem ser identificados em ambas as misturas de
pós. Contudo, picos de uma outra fase desconhecida pode ser, também, observado em pós
moídos por 630 min. Quando apresentados em camadas, nota-se a presença de um halo na
região próxima do pico do níquel, o que sugere que uma estrutura amorfa pode ter sido
formada durante a moagem.
A Figura 21 mostra o efeito do tempo de moagem no ângulo de difração e nos valores
de FWHM dos picos principais do níquel e do tântalo, da mistura de pós de Ni-50%Ta. Os
picos principais do tântalo e do níquel foram variados de 38,41496o e 44,46545
o, em pós de
Ni-50%Ta moídos por 20 min, para 38,41374 o
e 43,91262 o
, em pós moídos por 630 min,
respectivamente. Ainda, os valores de FWHM desses picos de niquel e tântalo foram variados
de 0,33809 o
e 0,53653 o
, em pós de Ni-50%Ta moídos por 20 min, para 2,86058 o
e 1,05707 o
após moagem por 630 min.
O parâmetro de rede da célula unitária do níquel e do tântalo variou de 3,5468 Å e
3,3003 Å, em pós de Ni-50%Ta moídos por 20 min, para 3,5255 Å e 3,3084 Å, após moagem
por 630 min. Consequentemente, o volume foi variado de 44,618 Å e 35,947 Å para 43,815 Å
e 36,215 Å, respectivamente. De forma coerente ao observado durante as misturas de pós de
Ni-25%Ta e Ni-33%Ta, os resultados indicaram que estruturas metaestáveis foram formadas
durante a moagem.
30
Figura 20 – Dfratogramas de raios X da mistura de pos de Ni-50%Ta moídas por (a) 20 min e
(b) 630 min. Em (c), os difratogramas estão apresentados em camadas.
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
20 40 60 80
0
2000
4000
6000
Inte
nsi
da
de
(cp
s)
2 (o)
Ni-50Ta - 10:30h
Ni-50Ta - 20 min
- NiSS 50,0%
- TaSS 50,0%
NiTa 20 min x_y
- NiSS 50,0%
- TaSS 50,0%
NiTa 10-30h x_y
31
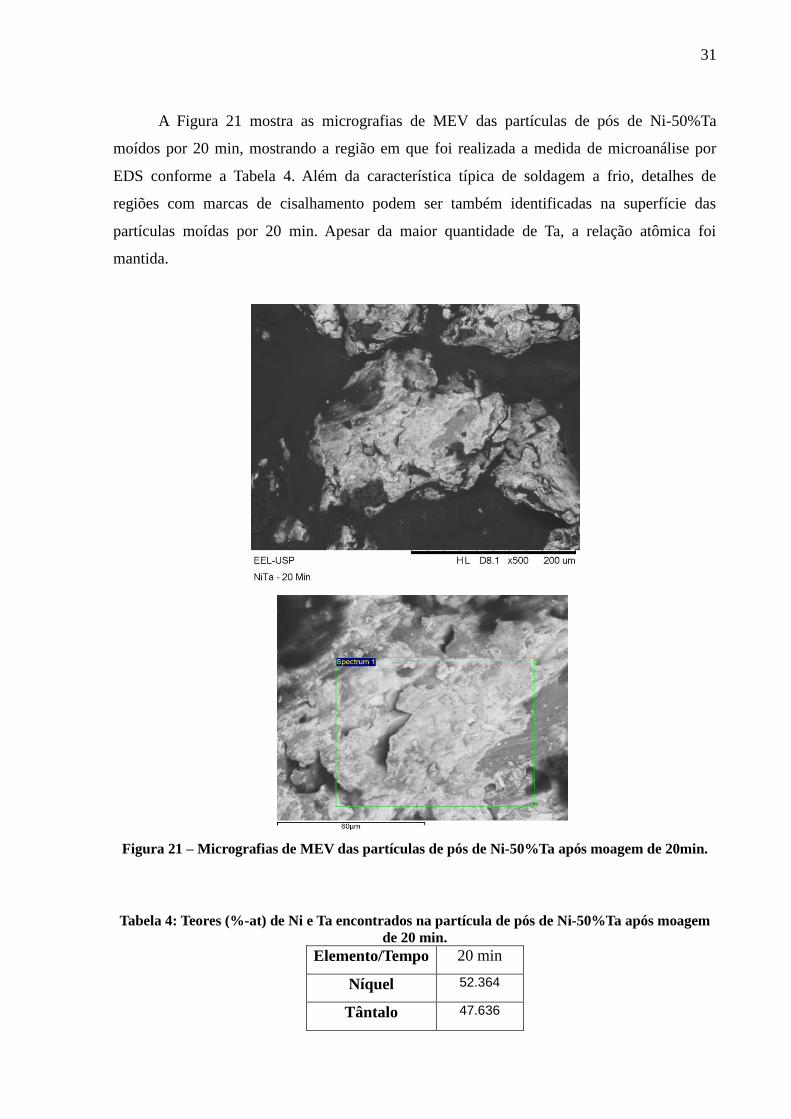
A Figura 21 mostra as micrografias de MEV das partículas de pós de Ni-50%Ta
moídos por 20 min, mostrando a região em que foi realizada a medida de microanálise por
EDS conforme a Tabela 4. Além da característica típica de soldagem a frio, detalhes de
regiões com marcas de cisalhamento podem ser também identificadas na superfície das
partículas moídas por 20 min. Apesar da maior quantidade de Ta, a relação atômica foi
mantida.
Figura 21 – Micrografias de MEV das partículas de pós de Ni-50%Ta após moagem de 20min.
Tabela 4: Teores (%-at) de Ni e Ta encontrados na partícula de pós de Ni-50%Ta após moagem
de 20 min.
Elemento/Tempo 20 min
Níquel 52.364
Tântalo 47.636
32
6. Conclusão
O processo de moagem de alta energia possibilitou a obtenção de materiais
homogêneos. O uso de uma etapa adicional de moagem em meio liquido (álcool isopropílico)
foi fundamental para aumentar a recuperação de pós no interior do vaso.
O aumento da adição de Ta na mistura de pós reagentes contribuiu para aumentar a
aglomeração excessiva de partículas dúcteis sobre as superfícies das esferas e do vaso de
moagem. No entanto, a formação de uma camada inicial de pós sob as esferas de moagem
contribuiu para minimizar a contaminação do ferro das mesmas com a amostra durante a
moagem.
Soluções sólidas estendidas foram formadas durante a moagem de misturas de pós de
Ni-25%Ta, Ni-33%Ta e Ni-50%Ta.
33
7. Sugestão para trabalhos futuros
Sinterização dos pós de Ni-25%Ta, Ni-33%Ta e Ni-50%Ta produzidos por moagem de
alta energia;
Caracterização microestrutural dos produtos sinterizados;
Avaliação da Resistencia a oxidação de ligas Ni-Ta

34
REFERÊNCIAS
- BLEICHER L., SASAKI J. M. Introdução à Difração de Raios X em Cristais.
Universidade Federal do Ceará. Fortaleza. 2000
- BOOTH-MORRISON C., NOEBE R. D., SEIDMAN D N. Effects on Tantalum on the
Temporal Evolution of a Model Ni-Al-Cr Superalloy Suring Phase Decomposition.
Department of Materials Science and Engineering, Northwestern University. NASA Glenn
Research Center. Northwestern University Center for Atom-Probe Tomography (NUCAPT),
2002.
- DONG-XU WEN. LIN Y. C., HONG-BIN LIC, XIAO-MIN CHENA, JIAO DENGA, LEI-
TING LIA. Hot deformation behavior and processing map of a typical Ni-based
superalloy. School of Mechanical and Electrical Engineering, State Key Laboratory of High
Performance Complex Manufacturing, College of Metallurgy and Energy, China, 2013.
- ICZ. Instituto de Metais não Ferrosos. Portal do Níquel. Superligas, acessado em 05 de
novembro de 2013.
- JAYARAM R., HREN J. J., MILLER M. K. APFIM/TEM characterization of solute
partitioning in a model Ni-Mo- Ta superalloy. Department of Materials Science and
Engineering. North Carolina State University; Metals and Ceramics Division. Oak Ridge
National Laboratory. USA, 1991.
- MALISKA. A. M. Microscopia Eletrônica de Varredura. Laboratório de
Caracterização Microestrutural e Análise de Imagens - LCMA. Laboratório de Materiais -
LABMAT. Departamento de Engenharia Mecânica - EMC. Universidade de Santa Catarina -
UFSC. Santa Catarina, 2007.
- MOFFATT, W.G.; The Handbook of Binary Phase Diagrams. Schenectady, NY, p.6/80,
1978.
- MOODY, N.R.; GARRISON Jr., W.M.; SMUGERESKY, J. E.: COSTA, J. E.; The role of
inclusion and pore content on the fracture toughness of powder-processed blended
elemental titanium alloys. In.Metallurgical and Materials Transactions A. v.24, 1993.
- OKAMOTO, H.; HENRY, S.D.; DAVIDSON, G.M.; FLEMING, M.A.; KACPRZAK, L.;
Alloy Phase Diagrams. Ohio, v.3, 1992.

35
- PINTO C. F., SRASOLA .M, BAUMGAERTNER F., DOUGAN M., MITCHELL S. LIPP
K., BENDER H, COFFIN C., DUNKELY J. Alloying and Sintering Behaviour od Selected
Iron-Graphite-Master Alloy Power Mistures. Praga. 2005
- QIAO Z., MA X., ZHAO W., TANG H., CAI S., ZHAO B. Fabrication, Microstructure
and Mechanical Properties of Novel Cemented Hard Alloy Obtained by Mechanical
Alloying and Hot-Pressing Sintering. Changchun Institute of Applied Chemistry. Chinese
Academy of Sciences, Changchun. Graduate School of the Chinese Academy of Sciences.
China, 2012.
- RÜSINGA J., WANDERKAA N., CZUBAYKOA N., NAUNDORFA V., MUKHERJIB D.,
RÖSLERB J. Rhenium Distribution in the Matrix and Near the Particle-matrix Interface
in a Model Ni-Al-Ta-Re Superalloy. Hahn-Meitner-Institut Berlin GmbH, Glienicker.
Technische Universität Braunschweig, IfW. Berlin, 2004.
- SCHAEFFER L. Estudo descreve a obtenção da curva de escoamento do alumínio por
ensaios de compressão. In:_________. Forjamento – Uma introdução ao processo. Porto
alegre: Ed. Imprensa Livre, 1ª edição, 2001.
- SILVEIRA E., ATXAGA G., IRISARRI A. M. Influence of the level od Damage on the
High Temperature Fatigue Lige of An Aircfraft Turbine Disc. Tecnalia, Mikeletegi
Pasealekua 2. San Sebastian, Spain. 2009.
- SURYANARAYANA C. Mechanical Alloying and Miling. Department of Metallurgical
and Materials Engineering. USA
- SMUGERESKY, J. E.; DAWSON, D. B.;New titanium alloys for blended elemental
powder processing. In:_________.Powder Technology. v.30, 1981.
- ZAPIRAINA F., ZUBIRIA F., GARCIANDÍAA F., TOLOSAA I., CHUECAB S., GOIRIAB
A. Development of Laser Welding of Ni based Superalloys for Aeronautic Engine
Applications (Experimental Process and Obtained Properties). Spain. 2011
- WANG N., LIU L., GAO S., ZHAO X., HUANG T., SHANG J., FU H. Simulation of
Graind Election During Single Crystal Casting of a Ni-base superalloy. Northwestern
Polytechnical University. CHALCO Research Institute of Science and Technology. School of
Metallurgical Engineering. Xi’an University of Architecture and Technology.Thermal Power
Research Institute. Beijing
- WOLFF C., MERCIER S., COUQUE H., MOLINARI A. Modeling of conventional hot
compaction and Spark Plasma Sintering based on modified micromechanical models of
porous materials. Laboratoire d’Etude des Microstructures et de Mécanique des Matériaux.
Université Paul Verlaine Metz, Ile du Saulcy. France

36