estudo dos ganhos de produtividade e redução de custos com o uso ...
16
ESTUDO DOS GANHOS DE PRODUTIVIDADE E REDUÇÃO DE CUSTOS COM O USO DE SISTEMAS DE PRESETTING AUTOMÁTICO A LASER EM MÁQUINAS CNC Wilson Roberto Bergamin (FIEL ) [email protected] RAFAEL DE LIMA APOLINARIO (FIEL ) [email protected] Ivan Correr (FIEL ) [email protected] Milton Vieira Junior (UNINOVE ) [email protected] Andre Mauricio Zago (UNINOVE ) [email protected] Atualmente a concorrência no mercado tem se ampliado significativamente, logo para se destacar e tornar se mais competitiva, as empresas buscam alternativas para aumento da qualidade, flexibilidade e produtividade. Neste cenário, muitas emppresas são estimuladas a procurar novos métodos de produção. Nas empresas de manufatura, em especial na área de usinagem, as empresas utilizam-se de técnicas que permitem a redução de perdas e a produção de peças com níveis de qualidade cada vez maiores em seu sistema produtivo, e em especial nas técnicas que se refere a redução do tempo de preparação (setup). Neste contexto, o presente trabalho visa comparar os tempos de pré-ajustagem de ferramentas utilizando o método manual e automático (sistemas de presetting), em uma empresa de usinagem da cidade de Limeira/SP, e avaliar a melhoria da produtividade no que se refere ao aumento da disponibilidade das máquinas CNC e à redução dos custos de pré-ajustagem gerados no processo produtivo da empresa. Os dados utilizados nesse estudo foram coletados por meio de uma pesquisa experimental. O resultado obtido foi a redução do tempo médio de medição por ferramenta de 3m24seg pelo processo manual para 26seg processo automático, o que resulta em um aumento do tempo de disponibilidade de máquinas para produção de 556h40min, gerando uma redução de custos adicionais de R$68.000,00 anuais. Palavras-chave: Pré-ajustagem de ferramenta, Sistemas de presetting, Disponibilidade de máquinas, Produtividade XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
Transcript of estudo dos ganhos de produtividade e redução de custos com o uso ...

ESTUDO DOS GANHOS DE
PRODUTIVIDADE E REDUÇÃO DE
CUSTOS COM O USO DE SISTEMAS DE
PRESETTING AUTOMÁTICO A LASER
EM MÁQUINAS CNC
Wilson Roberto Bergamin (FIEL )
RAFAEL DE LIMA APOLINARIO (FIEL )
Ivan Correr (FIEL )
Milton Vieira Junior (UNINOVE )
Andre Mauricio Zago (UNINOVE )
Atualmente a concorrência no mercado tem se ampliado
significativamente, logo para se destacar e tornar se mais competitiva,
as empresas buscam alternativas para aumento da qualidade,
flexibilidade e produtividade. Neste cenário, muitas emppresas são
estimuladas a procurar novos métodos de produção. Nas empresas de
manufatura, em especial na área de usinagem, as empresas utilizam-se
de técnicas que permitem a redução de perdas e a produção de peças
com níveis de qualidade cada vez maiores em seu sistema produtivo, e
em especial nas técnicas que se refere a redução do tempo de
preparação (setup). Neste contexto, o presente trabalho visa comparar
os tempos de pré-ajustagem de ferramentas utilizando o método
manual e automático (sistemas de presetting), em uma empresa de
usinagem da cidade de Limeira/SP, e avaliar a melhoria da
produtividade no que se refere ao aumento da disponibilidade das
máquinas CNC e à redução dos custos de pré-ajustagem gerados no
processo produtivo da empresa. Os dados utilizados nesse estudo
foram coletados por meio de uma pesquisa experimental. O resultado
obtido foi a redução do tempo médio de medição por ferramenta de
3m24seg pelo processo manual para 26seg processo automático, o que
resulta em um aumento do tempo de disponibilidade de máquinas para
produção de 556h40min, gerando uma redução de custos adicionais de
R$68.000,00 anuais.
Palavras-chave: Pré-ajustagem de ferramenta, Sistemas de presetting,
Disponibilidade de máquinas, Produtividade
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
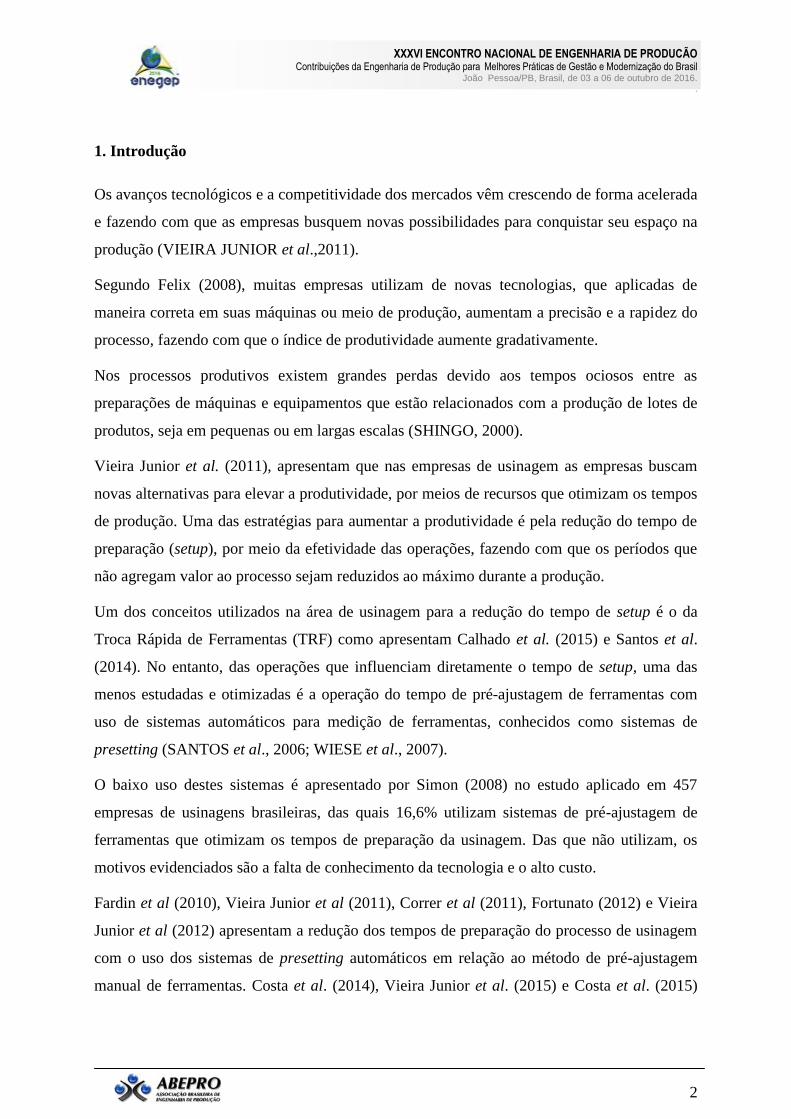
1. Introdução
Os avanços tecnológicos e a competitividade dos mercados vêm crescendo de forma acelerada
e fazendo com que as empresas busquem novas possibilidades para conquistar seu espaço na
produção (VIEIRA JUNIOR et al.,2011).
Segundo Felix (2008), muitas empresas utilizam de novas tecnologias, que aplicadas de
maneira correta em suas máquinas ou meio de produção, aumentam a precisão e a rapidez do
processo, fazendo com que o índice de produtividade aumente gradativamente.
Nos processos produtivos existem grandes perdas devido aos tempos ociosos entre as
preparações de máquinas e equipamentos que estão relacionados com a produção de lotes de
produtos, seja em pequenas ou em largas escalas (SHINGO, 2000).
Vieira Junior et al. (2011), apresentam que nas empresas de usinagem as empresas buscam
novas alternativas para elevar a produtividade, por meios de recursos que otimizam os tempos
de produção. Uma das estratégias para aumentar a produtividade é pela redução do tempo de
preparação (setup), por meio da efetividade das operações, fazendo com que os períodos que
não agregam valor ao processo sejam reduzidos ao máximo durante a produção.
Um dos conceitos utilizados na área de usinagem para a redução do tempo de setup é o da
Troca Rápida de Ferramentas (TRF) como apresentam Calhado et al. (2015) e Santos et al.
(2014). No entanto, das operações que influenciam diretamente o tempo de setup, uma das
menos estudadas e otimizadas é a operação do tempo de pré-ajustagem de ferramentas com
uso de sistemas automáticos para medição de ferramentas, conhecidos como sistemas de
presetting (SANTOS et al., 2006; WIESE et al., 2007).
O baixo uso destes sistemas é apresentado por Simon (2008) no estudo aplicado em 457
empresas de usinagens brasileiras, das quais 16,6% utilizam sistemas de pré-ajustagem de
ferramentas que otimizam os tempos de preparação da usinagem. Das que não utilizam, os
motivos evidenciados são a falta de conhecimento da tecnologia e o alto custo.
Fardin et al (2010), Vieira Junior et al (2011), Correr et al (2011), Fortunato (2012) e Vieira
Junior et al (2012) apresentam a redução dos tempos de preparação do processo de usinagem
com o uso dos sistemas de presetting automáticos em relação ao método de pré-ajustagem
manual de ferramentas. Costa et al. (2014), Vieira Junior et al. (2015) e Costa et al. (2015)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
apresentam os benefícios obtidos com o uso de sistemas de presetting automáticos no que se
refere ao aumento de produtividade e qualidade dimensional da peça.
Portanto, o presente trabalho visa comparar os tempos de pré-ajustagem de ferramentas
utilizando o método manual e automático (sistemas de presetting), em uma empresa de
usinagem da cidade de Limeira/SP, e avaliar o aumento da produtividade no que se refere ao
aumento da disponibilidade das máquinas-ferramentas CNC e a economia gerada no processo
produtivo da empresa.
2. Referencial teórico
2.1. Produtividade nos processos de usinagem
Desde o surgimento de novas máquinas-ferramentas CNC na década de 1970, a referência da
produção passou a ser avaliada pelos lotes produzidos, ou seja, o tamanho do lote era o
parâmetro da produção, tendo em vista que os lotes eram cada vez menores. Por meio disso,
tornou-se o uso de várias ferramentas, algo de grande importância em operações de usinagem
empresarial com o intuito de manter o tempo de ociosidade da máquina o menor possível
(SMITH, 2008).
Segundo Antunes et al. (2008), as perdas que fazem parte dos sistemas de produção tem como
origem a caracterização em alguns processos, dentre esses destacam-se: processo por
superprodução; transporte; processamento de materiais; defeitos e estoques. Também existem
as perdas em operação, que são: movimentos desnecessários de operadores e fila ou a espera
dos lotes. Todos as perdas relacionadas com as operações de setup, influenciam diretamente
nas perdas de processo e operação.
Pereira (2007) apresenta que a adequação de técnicas, sistemas, ferramentas e máquinas pelas
empresas de usinagem, auxiliam no alcance de melhores índices de produtividade, reduzindo
as paradas de máquinas e aumentando a produção sem desperdício de tempo e recursos
existentes na fabricação.
A redução do tempo de máquina parada e conseqüentemente aumento da disponibilidade da
máquina para produção nas empresas de usinagem, segundo Sandvik (2012) é influenciada
por diversos fatores: Seleção do método de usinagem; Definição do tipo de ferramenta;
Redução do número de troca de ferramentas; Disponibilidade de produto; e especialmente
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
redução do tempo de setup, sendo que em muitos casos o tempo de setup é maior que o tempo
de usinagem.
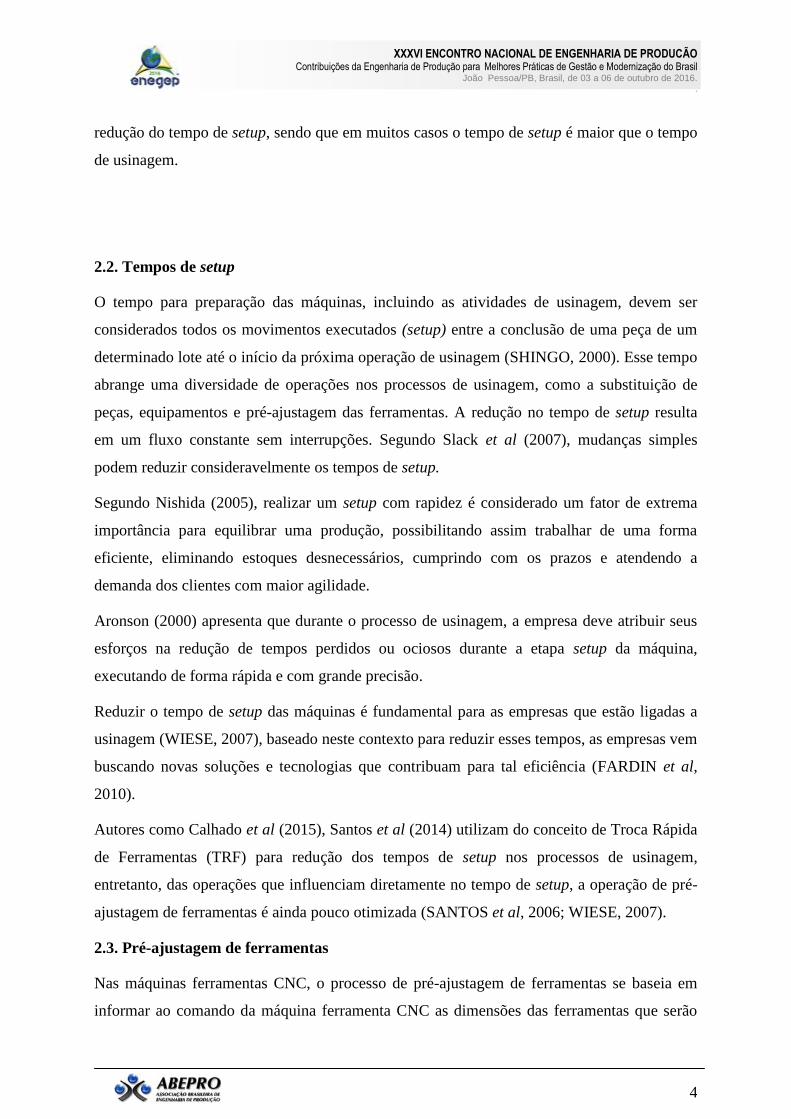
2.2. Tempos de setup
O tempo para preparação das máquinas, incluindo as atividades de usinagem, devem ser
considerados todos os movimentos executados (setup) entre a conclusão de uma peça de um
determinado lote até o início da próxima operação de usinagem (SHINGO, 2000). Esse tempo
abrange uma diversidade de operações nos processos de usinagem, como a substituição de
peças, equipamentos e pré-ajustagem das ferramentas. A redução no tempo de setup resulta
em um fluxo constante sem interrupções. Segundo Slack et al (2007), mudanças simples
podem reduzir consideravelmente os tempos de setup.
Segundo Nishida (2005), realizar um setup com rapidez é considerado um fator de extrema
importância para equilibrar uma produção, possibilitando assim trabalhar de uma forma
eficiente, eliminando estoques desnecessários, cumprindo com os prazos e atendendo a
demanda dos clientes com maior agilidade.
Aronson (2000) apresenta que durante o processo de usinagem, a empresa deve atribuir seus
esforços na redução de tempos perdidos ou ociosos durante a etapa setup da máquina,
executando de forma rápida e com grande precisão.
Reduzir o tempo de setup das máquinas é fundamental para as empresas que estão ligadas a
usinagem (WIESE, 2007), baseado neste contexto para reduzir esses tempos, as empresas vem
buscando novas soluções e tecnologias que contribuam para tal eficiência (FARDIN et al,
2010).
Autores como Calhado et al (2015), Santos et al (2014) utilizam do conceito de Troca Rápida
de Ferramentas (TRF) para redução dos tempos de setup nos processos de usinagem,
entretanto, das operações que influenciam diretamente no tempo de setup, a operação de pré-
ajustagem de ferramentas é ainda pouco otimizada (SANTOS et al, 2006; WIESE, 2007).
2.3. Pré-ajustagem de ferramentas
Nas máquinas ferramentas CNC, o processo de pré-ajustagem de ferramentas se baseia em
informar ao comando da máquina ferramenta CNC as dimensões das ferramentas que serão

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
utilizadas durante a operação de usinagem, este processo é também conhecido como
“referenciamento” das ferramentas (CORRER, 2006).
Este processo de pré-ajustagem de ferramentas para centros de usinagem CNC, segundo
Correr (2006) e Simon (2008) pode ser realizado pelo sistema de medição manual, externo, e
interno (Quadro 1).
Quadro 1 – Sistemas de medição: manual, externo, interno
Fonte: Autores
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
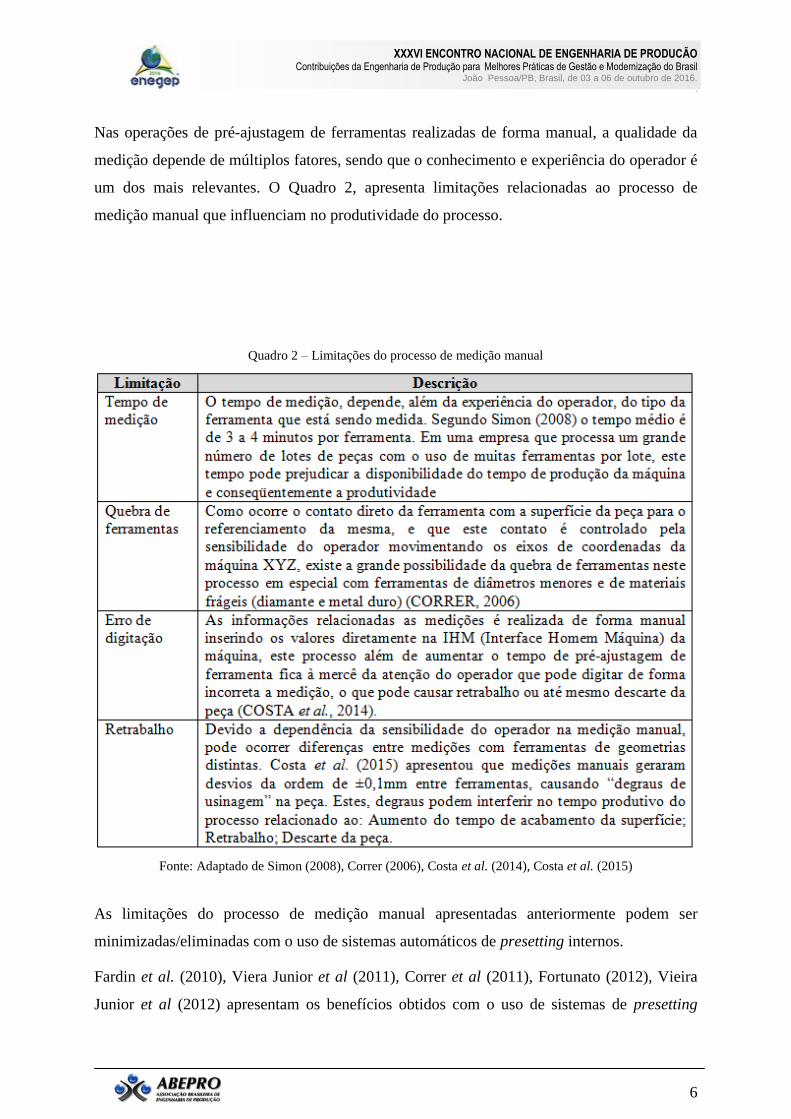
Nas operações de pré-ajustagem de ferramentas realizadas de forma manual, a qualidade da
medição depende de múltiplos fatores, sendo que o conhecimento e experiência do operador é
um dos mais relevantes. O Quadro 2, apresenta limitações relacionadas ao processo de
medição manual que influenciam no produtividade do processo.
Quadro 2 – Limitações do processo de medição manual
Fonte: Adaptado de Simon (2008), Correr (2006), Costa et al. (2014), Costa et al. (2015)
As limitações do processo de medição manual apresentadas anteriormente podem ser
minimizadas/eliminadas com o uso de sistemas automáticos de presetting internos.
Fardin et al. (2010), Viera Junior et al (2011), Correr et al (2011), Fortunato (2012), Vieira
Junior et al (2012) apresentam os benefícios obtidos com o uso de sistemas de presetting

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
internos relacionados ao ganho e produtividade em função da redução do tempo de pré-
ajustagem de ferramentas comparado ao sistema manual.
Costa et al. (2015) demonstram o ganho de produtividade e redução de perdas com o uso de
sistema de presetting de ferramentas interno a laser em uma empresa de usinagem que
trabalha com produção em pequenos e grande lotes.
Vieira Junior et al. (2015), apresentam um comparativo das variações na qualidade
dimensional causadas pelo método manual e automático de pré-ajustagem de ferramentas em
centro de usinagem, na qual as variações foram de ±0,1mm para o processo manual e de
±0,01mm para o processo automático.
3. Metodologia do desenvolvimento da pesquisa
O presente artigo possui abordagem quantitativa de caráter exploratório e natureza aplicada,
uma vez que o local que a pesquisa foi realizada serviu como fonte de coleta de dados, análise
do efeito das ações e avaliação dos resultados. Por meio do aprimoramento do conceito do
objeto de estudo (revisão bibliográfica), os conhecimentos adquiridos foram aplicados na
prática, voltados à resolução do problema (LACERDA et al., 2007; GIL, 2002).
O método aplicado foi a pesquisa experimental e se baseou-se no procedimento apresentado
por Turrioni e Mello (2012): (i) Planejamento do experimento; (ii) Operacionalização das
variáveis; (iii) Estabelecimento das relações causais; (iv) Definição das técnicas de análise
dos dados dos experimento; (v) Especificação da unidade de análise do banco de ensaio; (vi)
Especificação do tempo para condução do experimento; (vii) Projeto do experimento; (viii)
Realização do experimento e coleta de dados; (ix) Análise dos resultados; (x) Conclusão.
3.1 Pesquisa experimental
O método experimental foi utilizado para avaliar os tempos gastos nas operações de pré-
ajustagem de ferramentas em máquinas CNC em uma empresa prestadora de serviço de
usinagem da região de Limeira/SP que trabalha com a fabricação de moldes para injeção de
alumínio.
Foram realizados dois grupos de ensaios, na qual foram analisados os tempos envolvidos na
operação manual de pré-ajustagem de ferramentas e com o uso do sistema de presetting a
laser, para avaliar o ganho de produtividade.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
O maquinário utilizado para os ensaios foi um centro de usinagem CNC modelo Discovery
1250, dentro de um grupo de 9 máquinas que a empresa possui com as mesmas
características.
O produto selecionado é fabricado em aço ABNT 1045 e foi utilizado o seguinte ferramental:
fresa de topo de haste paralela nos diâmetros de Ø40mm, Ø25mm, Ø12mm, Ø6mm, Ø4mm;
fresa esférica de haste paralela nos diâmetro de Ø2mm; broca de haste paralela nos diâmetros
de Ø8mm.
Os instrumentos de medição utilizados para os ensaios foram: Sistema Automático a Laser
para Medição de Ferramentas, da fabricante GeoTecno, modelo TSG-130, com repetibilidade
de 2µm e acuracidade de 2µm; Relógio apalpador, da fabricante Mitutoyo, 0,8mm, resolução
0,01mm; Paquímetro digital, da fabricante Mitutoyo, na faixa de 0-150mm, resolução
0,01mm.
3.2 Ensaios
3.2.1 Ensaio com pré-ajustagem manual
Para o ensaio com pré-ajustagem manual foi utilizado as condições normais para usinagem
para o produto selecionado (Figura 1), na qual os meios utilizados para a pré-ajustagem
manual das ferramentas são adotados pela empresa como norma prática para produção, por
meio da experiência dos operadores.
Figura 1 – Produto selecionado

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Fonte: Autores
Foi realizada a fixação da peça selecionada na mesa do centro de usinagem com o uso de
grampos de fixação e realizado o alinhamento da mesma com o uso de relógio apalpador.
Posteriormente a fixação da peça na mesa do centro de usinagem, foi realizada a indexação
das ferramentas no magazine da máquina e realizado a pré-ajustagem manual de cada
ferramenta utilizada no processo (9 ferramentas).
A pré-ajustagem manual para cada ferramenta foi realizada pelo operador, com a aproximação
manual da ferramenta no sentido do eixo Z até a face de um calço retificado de 10mm,
posicionado na face plana da peça. O operador definia o comprimento da ferramenta quando a
mesma encostava no calço retificado baseando-se na sua sensibilidade de detecção do contato
ferramenta/calço (Figura 2a). Posteriormente era realizada a medição do diâmetro e do
batimento da ferramenta com o uso do relógio apalpador rotacionando manualmente a
ferramenta (Figura 2b). Para cada procedimento apresentado o operador insere os dados das
medições manualmente na IHM (Interface Homem Máquina) da máquina e realiza as
correções necessárias.
Figura 2 – Medição do comprimento da ferramenta (a) e Medição do diâmetro e batimento da ferramenta (b)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
a)
b)
Fonte: Autores
A coleta do tempo das medições das ferramentas foi realizada durante o processo de
fabricação do produto estudado, com o acompanhamento de um dos autores do presente
artigo, sem interferência, e cronometrada. O Quadro 3 apresenta todos os tempos envolvidos
no processo de fabricação e os tempos de medição de ferramentas.
Quadro 3 – Tempo de operações de usinagem

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Fonte: Autores
3.2.2 Ensaio com pré-ajustagem automática
Para o ensaio com o uso da pré-ajustagem automática de ferramentas, foram seguidos os
mesmos parâmetros utilizados no ensaio anterior: programa, parâmetros de usinagem, centro
de usinagem, produto a ser usinado. Foi alterado apenas o processo de medição das
ferramentas (fases 14 e 15 do Quadro 3).
Inicialmente foi realizada a instalação do Sistema Automático a Laser Para Medição de
Ferramentas - TSG-130 (Figura 3) com a fixação do equipamento na mesa do centro de
usinagem. Posteriormente foi realizada a referenciação do equipamento com o comando da
máquina-ferramenta em conformidade com o manual do fabricante.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Figura 3 – Sistema Automático a Laser Para Medição de Ferramentas (TSG-130)
Fonte: Autores
Após a rotina de referenciação, a posição do feixe laser é reconhecida pelo comando da
máquina como referência padrão para todas as ferramentas. A partir disso todas as
ferramentas são medidas e suas informações são inseridas automaticamente no comando da
máquina-ferramenta.
4. Análise dos resultados e discussões
A Tabela 1 apresenta os resultados obtidos na realização dos ensaios descritos anteriormente.
Tabela 1 – Comparação dos tempos de pré-ajustagem de ferramentas (manual e automática)
Fonte: Autores
Como pode ser observado, a somatória das 9 operações realizadas para a pré-ajustagem das
ferramentas, pelo método manual somou 34:22 (minutos), já para o processo automático,
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
somou 03:52 (minutos), o que representa uma economia no tempo de medição de 30:30
(minutos). Ou seja, o tempo médio para medição de cada ferramenta girou em torno de 03:50
(minutos) para medição manual e de 00:26 (minutos) para medição automática.
Com base nos históricos das ordens de produção e do Registro de Não Conformidades
(RNCs) no ano de 2015, disponibilizados pela empresa estudada, foi realizado um
levantamento e identificado que a mesma realiza uma média de 125 construções (conjunto
montado com peças usinadas) com o uso médio de 80 ferramentas para cada construção.
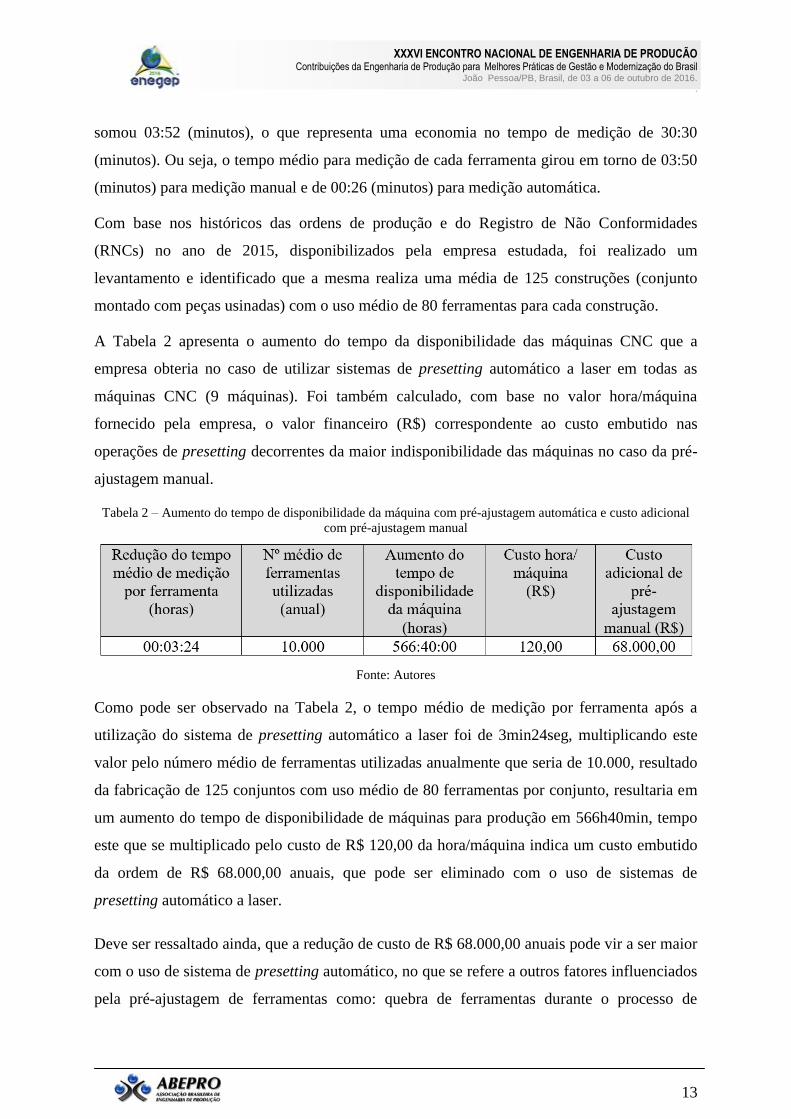
A Tabela 2 apresenta o aumento do tempo da disponibilidade das máquinas CNC que a
empresa obteria no caso de utilizar sistemas de presetting automático a laser em todas as
máquinas CNC (9 máquinas). Foi também calculado, com base no valor hora/máquina
fornecido pela empresa, o valor financeiro (R$) correspondente ao custo embutido nas
operações de presetting decorrentes da maior indisponibilidade das máquinas no caso da pré-
ajustagem manual.
Tabela 2 – Aumento do tempo de disponibilidade da máquina com pré-ajustagem automática e custo adicional
com pré-ajustagem manual
Fonte: Autores
Como pode ser observado na Tabela 2, o tempo médio de medição por ferramenta após a
utilização do sistema de presetting automático a laser foi de 3min24seg, multiplicando este
valor pelo número médio de ferramentas utilizadas anualmente que seria de 10.000, resultado
da fabricação de 125 conjuntos com uso médio de 80 ferramentas por conjunto, resultaria em
um aumento do tempo de disponibilidade de máquinas para produção em 566h40min, tempo
este que se multiplicado pelo custo de R$ 120,00 da hora/máquina indica um custo embutido
da ordem de R$ 68.000,00 anuais, que pode ser eliminado com o uso de sistemas de
presetting automático a laser.
Deve ser ressaltado ainda, que a redução de custo de R$ 68.000,00 anuais pode vir a ser maior
com o uso de sistema de presetting automático, no que se refere a outros fatores influenciados
pela pré-ajustagem de ferramentas como: quebra de ferramentas durante o processo de

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
medição manual e desvios dimensionais (formação de degraus na peça) causados pela
medição manual, que podem refletir em retrabalho e descarte da peça.
A título de informação, baseando-se nos históricos das ordens de produção e do Registro de
Não Conformidades (RNCs) no ano de 2015, os problemas relacionados aos desvios
dimensionais causados pela pré-ajustagem manual giram em torno de 10% das peças
fabricadas e que posteriormente devem ser retrabalhadas, bem como problemas relacionados a
quebra de ferramentas durante pré-ajustagem manual, que giram em torno de 2% das
ferramentas, nesse caso devendo realizar a substituição da ferramenta danificada. Isso indica
que novas pesquisas e estudos futuros relacionados aos benefícios gerados pelo uso de
sistemas de presetting, não apenas relacionados a redução do tempo de medição, são
necessárias para a identificação completa dos ganhos de produtividade resultantes do uso de
sistemas de presetting automático a laser.
5. Considerações Finais
Com base nos objetivos propostos do presente artigo e diante dos ensaios realizados conforme
a metodologia definida e dos resultados obtidos, pode se concluir que:
a) O uso do sistema de presetting automático a laser, permite a redução do tempo de
medição de ferramentas se comparado ao processo de pré-ajustagem de ferramentas
pelo método manual, conforme apresentado na Tabela 1;
b) O uso do sistema de presetting automático a laser, possibilita o aumento da
disponibilidade da máquina-ferramenta CNC e redução de custo adicional de pré-
ajustagem de ferramentas, conforme apresentado na Tabela 2.
Adicionalmente, outros ganhos de produtividade, não comprovados, no presente trabalho,
podem ser obtidos, bem como ganhos de qualidade das peças usinadas, também não estudados
neste artigo. Sugere-se que esses temas sejam objetos de estudo em trabalhos futuros.
REFERÊNCIAS
ANTUNES, J. et al. Sistemas de Produção: conceitos e práticas para projeto e gestão da produção enxuta.
Ed. Bookman, Porto Alegre, 2008, 328p
ARONSON, R. B. Presetting: Prelude to Perfection. Manufacturing Engineering, v. 124, n. 2, p.86-91,
2000.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
CALHADO, M. P. et al. Implantação do método de troca rápida de ferramentas no setor de usinagem em
uma indústria de autopeças. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 35.; 2015,
Fortaleza. Anais... Fortaleza: 2015. P 1-17
CORRER, Ivan. Projeto e construção de um sistema de pré-ajustagem de ferramentas interno a LASER
para uso em máquinas-ferramenta CNC. 2006. 161 f. Dissertação (Mestrado em Engenharia de Produção) –
Universidade Metodista de Piracicaba, Santa Barbara D’ Oeste.
CORRER, Ivan et al. Statement of losses caused by the presetting of tools by the manual method. In: 22nd
Annual Conference of the Production and Operations Management Society, 2011, Reno. Annals of the 22nd
Annual Conference of the Production and Operations Management Society, 2011. p. 1-15.
COSTA, F.S et al. Ganhos de produtividade e redução de perdas com o uso de sistemas toolsetter laser. In:
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 34.; 2014, Curitiba. Anais... Curitiba: UP,
2014. P 1-14.
COSTA, F. S. et al. Produtividade e redução de perdas com uso de toolsetter a laser. Maquinas e Metais, v.
51, p. 52-61, 2015.
FARDIN, E. L. et al. Avaliação dos tempos de pré-ajustagem de ferramentas em máquinas CNC:
vantagens e ganhos possíveis com o uso de equipamentos de presetting. In: ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO, 30.; 2010, São Carlos. Anais... São Carlos: UFSCar, 2010. p. 1-10.
FELIX, C., Reducing downtime with tool presetting. Production Machining; v.8 n., p.40-44, 2008.
FORTUNATO, F. A. P. S. Medição do Desgaste de Brocas Helicoidais de Aço Rápido Por Meio do Uso de
um Dispositivo a LASER. 2012. 142 f. Dissertação (Mestrado em Engenharia de Produção) – Diretoria de
Ciências Exatas, Universidade Nove de Julho, São Paulo.
GIL, Antônio Carlos. Como elaborar projetos de pesquisa. 4.ed. São Paulo: Atlas, 2002.
LACERDA, Daniel Pacheco et al. Algumas caracterizações dos métodos científicos em engenharia de
produção: uma análise de periódicos nacionais e internacionais. In: ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO. Foz do Iguaçu, 2007
NISHIDA, LANDO T. Como Determinar Metas para Tempo de Setup. Artigo publicado no site do
LeanInstitute Brasil (www.lean.org.br), 2005.
PEREIRA, S. Melhoria da produtividade no processo de usinagem de uniões em ferro fundido maleável
preto: um estudo de caso. Florianópolis, 2007. 118p. PROGRAMA DE PÓS-GRADUAÇÃO (Mestrado
Engenharia Mecânica) - Universidade Federal de Santa Catarina.
SANDVIK COROMANT. “Manual Técnico de Usinagem”, 2012.
SIMON, A. T. Panorama do parque nacional de máquinas CNC de usinagem. In: CONGRESSO DE
USINAGEM. 08.; 2008, Expo Center Norte, São Paulo
SMITH, G. T. Cutting tool technology: industrial handbook. 1ª ed. London: Ed. Springer, 2008.
SHINGO, S. Sistema de Troca Rápida de Ferramenta: Uma Revolução nos Sistemas Produtivos. Porto
Alegre: Bookman, 2000. 327p.
SLACK, NIGEL et al. Administração da produção. São Paulo: Atlas, 2º Ed. 2007.
SANTOS, T. A. F. et al. Estudo do nível de utilização do sistema de presetting de ferramentas em empresas
da região de Santa Bárbara D’Oeste e Piracicaba. In: ENCONTRO NACIONAL DE ENGENHARIA DE
PRODUÇÃO, 26.; 2006, Fortaleza. Anais... Fortaleza: UFC, 2006. p. 1-7.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
SANTOS, T. S. et al. Implantação da troca rápida de ferramentas no setor de usinagem de uma indústria
metal mecânica. In ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 34.; 2014, Curitiba.
Anais... Curitiba: UP, 2014. P 1-14.
TURRIONI, J. B.; MELLO, C. H. P. Metodologia de pesquisa em engenharia de produção: estratégias,
métodos e técnicas para condução de pesquisas quantitativas e qualitativas. 2012. Programa de Pós-
graduação em Engenharia de Produção, Universidade Federal de Itajubá, Itajubá, 2012.
VIEIRA JUNIOR, M. et al. Losses caused by the presetting of tools by the manual method. IEEE
International Conference on Industrial Engineering and Engineering Management, v. 1, p. 565-569, 2011.
VIEIRA JUNIOR, M. et al. Comparação de tempos entre o método manual e sistemas a laser. Maquinas e
Metais, v. 48, p. 108-121, 2012.
VIEIRA JUNIOR, M. et al. Variações na qualidade dimensional causadas pelo método de pré-ajustagem de
ferramentas em centros de usinagem. In: CONGRESSO BRASILEIRO DE ENGENHARIA DE
FABRICAÇÃO, 8.; 2015, Salvador. Anais... Salvador:, 2015. p. 1-10.
WIESE, D. Implantação do conceito de troca rápida de ferramentas no setor de usinagem em uma
empresa produtora de peças automobilísticas. Joinvile, 2007. 72p. Trabalho de conclusão de curso
(Graduação em Engenharia de Produção e Sistemas) - Universidade do Estado de Santa Catarina
Agradecimentos
Os autores agradecem o apoio da empresa Modelação Wibra, local da realização dos
experimentos, e da empresa GeoTecno Soluções em Automação, que cedeu equipamentos
para a realização desta pesquisa.