Propostas Logísticas para o Suprimento de Estruturas...
151
Dissertação de Mestrado Propostas Logísticas para o Suprimento de Estruturas Metálicas Utilizando Ferramentas Lean Autor: Paulo Roberto Côrrea de Araújo Orientador: Cyro Alves Borges Junior, DSc Universidade do Estado do Rio de Janeiro - UERJ Centro de Tecnologia e Ciências - CTC Faculdade de Engenharia - FEN Programa de Pós-Graduação em Engenharia Civil - PGECIV Dezembro de 2005
-
Upload
trinhhuong -
Category
Documents
-
view
215 -
download
0
Transcript of Propostas Logísticas para o Suprimento de Estruturas...
Dissertação de Mestrado
Propostas Logísticas para o Suprimento de Estruturas Metálicas Utilizando Ferramentas Lean
Autor: Paulo Roberto Côrrea de Araújo
Orientador: Cyro Alves Borges Junior, DSc
Universidade do Estado do Rio de Janeiro - UERJ
Centro de Tecnologia e Ciências - CTC
Faculdade de Engenharia - FEN
Programa de Pós-Graduação em Engenharia Civil - PGECIV
Dezembro de 2005

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

AGRADECIMENTOS
Ao meu orientador, Prof. Cyro Alves Borges Junior por compartilhar os seus
conhecimentos sempre com presteza , pela paciência em momentos difíceis e
pela amizade desenvolvida durante o curso.
A Amanda Virgínio de Oliveira por todo o apoio e incentivo dado durante o curso,
sempre acreditando na realização deste trabalho.
Ao colega de Curso, Rodrigo Rodrigues Lyra da Silva pelas várias horas de
debates sobre o trabalho, pela contribuição técnica e pela amizade criada durante
o curso.
A Vanessa da Silva Azevedo pela contribuição ao trabalho.
Aos funcionários do LABBAS pela atenção e pelo apoio técnico em vários
momentos.
Aos Professores do programa PGECIV que ajudaram na minha formação.
Aos colegas de trabalho que sempre me incentivaram e torceram pela realização
deste trabalho.
Araujo, Paulo Roberto Corrêa ; Alves Borges, Cyro Jr. (Orientador). Propostas Logísticas para o Suprimento de Estruturas Metálicas Utilizando Ferramentas Lean . Rio de Janeiro, 2005. 148p. Dissertação de Mestrado –
Programa de Pós-Graduação em Engenharia Civil, Universidade do Estado do
Rio de Janeiro.
RESUMO
Este trabalho propõe uma organização para o processo de abastecimento de
estruturas metálicas na construção de um prédio comercial, correlacionando a
logística de suprimento do canteiro com a montagem das estruturas metálicas. A
proposta foi desenvolvida a partir dos conceitos da logística empresarial e da
concepção construtiva lean originário do Sistema Toyota de Produção e,
posteriormente, foram aplicados em outros setores como o da construção civil.
Para enfatizar problemas críticos do processo abastecimento de materiais e
identificar suas soluções, foi estudada uma proposta logística para o suprimento
das estruturas em uma obra localizada no Centro da cidade do Rio de Janeiro. A
sincronização entre a atividade logística e o processo de montagem das
estruturas seguiu a lógica lean de redução de tempos de espera, de eliminação
de estoques em canteiro, como condição para a melhoria de produtividade da
obra. Foi analisado o mapeamento da cadeia de valor do fluxo de materiais e
operações compreendidos entre o depósito de estruturas e a obra, verificando o
balanceamento de atividades de produção e os possíveis ganhos de
produtividade. Os resultados obtidos evidenciariam potencial de ganho na
medida em que fornece justificativas para a aplicação das atividades logísticas e
das ferramentas lean na proposta de suprimento de estruturas. A proposta
logística apresentada integra os fabricantes de estruturas com a obra e
principalmente reduz as esperas e estoques em processo, que são considerados
desperdícios na concepção construtiva lean. Conclui-se, portanto, que a logística
é fator decisivo na viabilidade de qualquer processo construtivo, e que,
especificamente, sob os conceitos do sistema de construção lean, reúne
v

condições para a melhoria de produtividade do processo construtivo e por
conseguinte aumento de competitividade.
Palavras-chave: Logística, Construção Civil; Construção Predial; Produção
Lean (Produção Enxuta); Construção Lean (Construção Enxuta); Mapeamento
da Cadeia de Valor; Estruturas Metálicas.
ABSTRACT
In this Work is proposed the organization for structural steel supply process in
the construction of a commercial building, correlating the supply logistic of the
site with the assembly of the steel structures. The proposal was developed using
the concepts of business logistic and of the original lean construction conception
that was developed by Toyota Production system and later applied in other
sections as the one of the building site. In order to emphasize critical problems of
the provisioning process of materials and to identify there the main solutions, it
was studied a logistic proposal for the supply of the structures in a located work
downtown of Rio de Janeiro.
The synchronization between the logistics activity and the structures assembly
process followed the lean logic of reduction of wait time, of elimination of stocks
in construction site, as condition for the improvement of the productivity of
construction. It was analyzed the value stream mapping of the materials flow and
operations understood between the structures warehouse and the construction
site, verifying the swinging of production activities and the possible productivity
gains.
The obtained results would evidence potential earnings in the measure that it
supplies justifications for the application of logistics activities and of the lean tools
for structural steel supply. The proposal presented logistic integrates the
manufacturers of structures with the work and mainly it reduces the waits and
stocks in process, that wastes are considered in lean constructive conception.
We can conclude that the logistic is a decisive factor in the viability of any
construction process, and that, specifically, under the concepts of lean
vi
construction system, it gathers conditions for the improvement of productivity of
the constructive process and consequently increase of competitiveness.
Key-words: logistic, civil construction, building construction, lean production,
lean construction, value stream mapping, steel structures
vii
SUMÁRIO
RESUMO v ABSTRACT vi
LISTA DE FIGURAS xi LISTA DE QUADROS xiii
1 INTRODUÇÃO 1 1.1 OBJETIVOS DO TRABALHO 4
1.1.1 Objetivo Geral 4 1.1.2 Objetivos Específicos 5
1.2 DELIMITAÇÃO DO ESTUDO 5 1.3 RELEVÂNCIA DO ESTUDO 5 1.4 ORGANIZAÇÃO DO TRABALHO 5
2 REVISÃO DA LITERATURA 7
2.1 LOGÍSTICA 7 2.1.1 Evolução do conceito de logística 7 2.1.2 O trabalho da logística 9 2.1.3 Atividades primárias e de apoio a logística 22 2.1.4 Níveis de administração da distribuição física 24 2.1.5 Integração da logística 25 2.1.6 A logística na construção 26
2.2 FERRAMENTAS LEAN 30 2.2.1 Princípios Lean 31 2.2.2 Definição de perdas ou desperdício 33 2.2.3 A ferramenta Just-in-Time - JTI 34 2.2.4 Mapeamento do fluxo de valor 38
2.3 A LOGÍSTICA COMO FERRAMENTA DE CONSTRUÇÃO LEAN 45
3 METODOLOGIA 48
3.1 ESTRUTURA DA PESQUISA 48 3.2 MOTIVADORES DA PESQUISA 52
3.3 MEIOS EMPREGADOS NA PESQUISA 52
viii
4 PROJETO LOGÍSTICO 54
4.1 CARACTERÍSTICAS GERAIS 54 4.1.1 Aspectos gerais do local da obra 54 4.1.2 Os materiais 57 4.1.3 Origem e forma de disponibilização das estruturas 59 4.1.4 O processo de construção 60 4.1.5 O modo de transporte 61
4.2 PLANEJAMENTO DA LOGÍSTICA BALANCEADA COM O PROCESSO PRODUTIVO 65
4.3 DEPÓSITO 67 4.3.1 Localização do depósito 68 4.3.2 Características do terreno 69 4.3.3 Armazenagem 70 4.3.4 Manuseio das estruturas 72
4.3.4.1 Escolha do equipamento de manuseio 74 4.3.4.2 Interpretação da tabela de carga do guin-
daste Grove RT525E 79 4.3.4.3 Plano de içamento e movimentação de carga 83 4.3.4.4 Amarração da carga 85
4.4 PLANEJAMENTO DOTRANSPORTE 88 4.4.1 Fatores externos que influenciam o transporte 88
4.4.1.1 Acessibilidade da carreta 89 4.4.1.2 Trânsito 90 4.4.1.3 Legislação sobre transporte de carga no
no centro da cidade 91 4.4.2 Definição da rota depósito / obra 93 4.4.3 Cálculo dos tempos de transporte 95 4.4.4 Fator de segurança 96 4.4.4 Cálculo do número de carretas 97
4.5 MAPEAMENTO DO FLUXO DE VALOR 100 4.6 ANÁLISE DOS RESULTADOS 103
ix
5 CONCLUSÕES 107 REFERÊNCIAS BIBLIOGRÁFCAS 110
ANEXOS 115 ANEXO 1 – ARTIGO PUBLICADO NO XII SIMPEP (2005) 116 ANEXO 2 – LISTA DE MATERIAL DO EDIFÍCIO 125 ANEXO 3 – LISTA DE MATERIAIS QUE COMPÕE OS LOTES 126 ANEXO 4 – DETALHAMENTO DO LOTES MAIS PESADO E
DO LOTE COM MAIOR NÚMERO DE PEÇAS 129 ANEXO 5 – CATÁLOGO DA CARRETA RANDON S/A 130 ANEXO 6 – ESTUDO DE MANOBRABILIDADE DA GUERRA S/A 131 ANEXO 7 – CATÁLOGOS DO CAMINHÃO VOLVO FM 12 132 ANEXO 8 – FORMULÁRIOS COM PLANEJAMENTO DE
SEPARAÇÃO DAS ESTRUTURAS NOS LOTES 133 ANEXO 9 – MANUAL TÉCNICO DO GUINDASTE GROVE 135 ANEXO 10 – PLANTA COM O POSICIONAMENTO DOS
EQUIPAMENTOS NO DEPÓSITO 143 ANEXO 11 – ÍNDICES DE MOBILIDADE 144 ANEXO 12 – ÍNCONES USADOS POR ROTHER E SHOOK (1999) NO MAPEAMENTO DO FLUXO DE VALOR 146
x

LISTA DE FIGURAS Figura 2.1 – Divisão da logística 9
Figura 2.2 – Divisão do trabalho da logística 10
Figura 2.3 – Funções do transporte 12
Figura 2.4 – Funções do estoque 15
Figura 2.5 – Tipos de estoque 18
Figura 2.6 – Divisão da atividade de manuseio dos materiais 21
Figura 2.7 – Relação entre as atividades primárias 23
Figura 2.8 – Relações entre as atividades logísticas 24
Figura 2.9 – Subdivisão da logística na construção civilr 27
Figura 2.10 – Comparativo dos trabalhos de logísticas com outros trabalhos 28
Figura 2.11 – Mapeamento do fluxo de valor no estado atual 40
Figura 2.12 – Mapeamento de fluxo de valor no estado futuro 41
Figura 4.1 – Detalhe da Rua Buenos Aires 54
Figura 4.2 – Posicionamento da carreta na obra 55
Figura 4.3 – Foto da localização prevista para a obra 56
Figura 4.4 – Croqui do centro da cidade com localização da obra,
bancos, ósgão públicos, metrô e estacionamentos 57
Figura 4.5 – Divisão das etapas de construção do prédio 58
Figura 4.6 – Verificação das secções de vigas e colunas utilizadas no projeto 59
Figura 4.7 – Formato dos lotes e vigas e colunas fornecidos pela fábrica 60
Figura 4.8 – Seqüência de montagem das estruturas 61
Figura 4.9 – Detalhe da carreta carga seca de três eixos 62
Figura 4.10 – Definição do raio mínimo para manobra da carreta
de três eixos 62
Figura 4.11 – Detalhe do caminhão 63
Figura 4.12 – Modo de fornecimento de estruturas da fábrica versus
necessidade da obra 66
Figura 4.13 – Atividade do guindaste, seus tempos e logística de suprimento 67
Figura 4.14 – Transporte das estruturas entre a fábrica, depósito e obra 68
xi
Figura 4.15 – Mapa com a rota do depósito / obra 69
Figura 4.16 – Foto do local do depósito 70
Figura 4.17 – Layout do depósito 71
Figura 4.18– Forma de armazenagem das estruturas no depósito 72
Figura 4.19 – Armazenagem das estruturas 72
Figura 4.20 – Guindaste sobre esteira treliçada 75
Figura 4.21 – Guindaste sobre chassi de lança telescópica 76
Figura 4.22 – Guindaste autopropelido 76
Figura 4.23 – Guindaste autopropelido Grove RTE 525 E 78
Figura 4.24 – Simbologia utilizada na tabela de cargas do guindaste
Grove RT525E 79
Figura 4.25 – Tabela de carga do guindaste Grove RT525E 83
Figura 4.26 – Planta com posicionamento do guindaste e carreta para a
movimentação de carga nos lotes 84
Figura 4.27 – Corte com posicionamento do guindaste e carreta para a
movimentação de carga nos lotes 33 a 47 85
Figura 4.28 – Corte com posicionamento do guindaste e carreta para a
movimentação de carga no lote 33 85
Figura 4.29 – Detalhe do pega chapa 86
Figura 4.30 – Formas de utilização do pega chapa 87
Figura 4.31 – Exemplo de acessório de amarração 88
Figura 4.30 – Exemplo de fatores de carga 85
Figura 4.32 – Estudo de acesso da carreta à rua Buenos Aires 89
Figura 4.33 – Índice de Mobilidade da Av. Brasil 91
Figura 4.34 – Planta com locação da Av. Presidente Vargas e da obra 92
Figura 4.35 – Croqui do Centro da cidade do Rio de Janeiro 93
Figura 4.36 – Mapa do centro da cidade com as opções de rotas 94
Figura 4.37 – Ponto intermediário entre o depósito e a obra 97
Figura 4.38 – Mapeamento do fluxo de valor das estruturas metálicas 100
xii

LISTA DE QUADROS Quadro 4.1 – Formulário de separação das peças da 1ª etapa 73
Quadro 4.2 – Resumo de configurações de movimentação e içamento
do prejeto B 83
Quadro 4.3 – Comparação das rotas A e B 95
Quadro 4.4 – Cálculo dos tempos de transporte 96
Quadro 4.5 – Detalhamento do tempo de ciclo das carretas 98
Quadro 4.6 – Detalhamento dos tempos de utilização das carretas 99
xiii

1 INTRODUÇÃO
Com a globalização, as empresas de todos os níveis se viram num ambiente
de intensa competitividade. Isto se refletiu num rápido processo de
desenvolvimento tecnológico, tanto para produtos quanto para processos
produtivos. As empresas avançaram em pesquisa, aplicação e melhoria da forma
de produção pretendendo atingir os novos padrões de competição.
Dentre as técnicas desenvolvidas, destacou-se o STP - Sistema Toyota de
Produção, que modificou a forma de produção da indústria automobilística,
trazendo melhoria significativa à produtividade. Daí surgiu uma nova concepção
de produção denominada Lean Production (Produção Enxuta), que é articulada
pela eliminação de desperdícios e sustenta-se no fluxo integrado dos processos
produtivos. Os processos são analisados em partes, requerendo balanceamento
com os demais processos a fim de promover uma cadeia produtiva uniforme.
Pode-se desta forma observar melhoria no processo como um todo.
Neste ambiente de melhoria de processos, a logística, que já existe há muito
tempo, passou a ter maior atenção no processo produtivo das empresas,
aumentando seu escopo e importância estratégica. A logística gerencia uma
variedade de funções empresariais díspares, como transporte, distribuição e
tecnologia de informações, visando à otimização da produção e da entrega de
produtos. A integração da cadeia de abastecimento de resposta rápida, e o
gerenciamento do inventário com o Kanban e Just-in-Time, revolucionaram não
somente a forma pela qual as empresas gerenciam suas atividades logísticas,
mas também o gerenciamento de todo o seu negócio. As estratégias logísticas
influenciam no projeto do produto, nas parcerias, nas alianças e na seleção de
fornecedores e outros processos vitais de negócios (MOURA, R., 2005).
Moura (2005), diz ainda que o principal papel da infra-estrutura logística será
integrar as funções logísticas e de manufatura num único sistema estratégico
focado no cliente. Movimentar produtos, serviços e informações é somente um
aspecto da logística de hoje. Seu novo papel mais amplo é o da integração e
coordenação de suas atividades. À medida que os recursos produtivos estão cada
1

vez mais dispersos, a logística torna-se a inteligência da empresa. Seu papel é
coordenar as competências e a distribuição num único recurso produtivo.
Resumindo, a logística é o que fará a produção funcionar.
A construção civil vem absorvendo os conhecimentos de produtividade
desenvolvidos pela indústria e feito adaptações para aplicação na construção.
Esse é o caso da Construção Lean, que evoluiu e se adaptou a partir da Produção
Lean. Já a logística na construção tem absorvido os conhecimentos da logística
empresarial. Conceitos de administração de logística e suas ferramentas têm um
grande valor para a construção civil, que está procurando maior produtividade e
melhoria de competitividade, visando redução de custos e maior satisfação do
cliente. Algumas observações podem ser notadas numa revisão preliminar da
literatura:
Silva (2000), desenvolveu um estudo sobre logística voltada para o setor de
construção de edifícios e o associou a diversas estratégias de construção. Seu
trabalho baseou-se em estudos de caso, em algumas empresas construtoras de
edifícios na cidade de São Paulo e redondezas. Concluiu que a logística exerce
importante papel na racionalização do processo de produção dos edifícios.
Observou ainda que as características dos fluxos logísticos encontrados envolvem
uma multiplicidade de agentes, entre engenheiros, arquitetos, projetistas,
subempreiteiros, fornecedores e clientes, e que sua interação ainda carece de
estudos mais aprofundados por construtoras e pesquisas acadêmicas.
Yin (2003), também fez um estudo enfocando a contribuição ao estudo da
logística no sub-setor de edificações. Lidou com estudos de caso em canteiros de
obra na cidade de Vitória-ES. Concluiu que os objetivos das estratégias
implantadas pelas empresas visam primordialmente incorporar vantagens
competitivas, não redundando em melhoria do desempenho logístico. As
empresas usam algum tipo de procedimento apropriado, porém, por falta de
sedimentação do conhecimento sobre o enfoque logístico, isto não é feito de
forma coordenada, sistematizada nem integrada.
A logística na construção é um tema que tem sido pouco explorado por
pesquisadores. Alguns dos trabalhos que abordam o assunto, como Silva (2000) e
2

Yin (2003), estão fortemente ligados à forma de construção lean. Já os trabalhos
de construção lean citam atividades logísticas sem se aprofundar em seus
conceitos, como é o caso do trabalho de Polat e Ballard (2003). Neste trabalho há
a abordagem da cadeia de provisão de componentes construtivos, analisando a
forma de produção das fábricas e não se detendo no trabalho logístico de levar os
materiais da fábrica até a obra.
Um outro estudo sobre construção lean, de Fotanini e Picchi (2004), sugere a
aplicação da mentalidade enxuta na cadeia de fornecedores de janelas de
alumínio para construção civil. Assim como Polat e Ballard (2005), não se
aprofunda nas questões logísticas. Os autores estabelecem diretrizes de análise e
um mapeamento do estado atual e futuro, eliminando desperdícios de fluxo.
Sobre lean, aquele que mais destacou a importância da aplicação da logística
como fator decisivo para o sucesso da construção, foi o estudo de Tommelein e
Weissemberger (1999). Neste trabalho foi sugerido um planejamento estratégico
para implantação de um depósito, objetivando um ajuste entre a forma de
produção industrial e a necessidade da construção lean. Eles sugerem a utilização
da ferramenta Just-In-Time para entrega de estruturas metálicas na obra. Uma vez
que esse tipo de construção geralmente é localizado em ambiente urbano e
freqüentemente não dispõe de muito espaço, não permite estoques na obra. As
entregas das estruturas se deparam com problemas de tráfego e com exigência
de licenças especiais de transporte. Todos esses problemas se acentuam com a
necessidade de entrega de lotes com componentes pré-definidos, num momento
específico, devido à atividade de içamento e montagem que, utilizando um
guindaste, é o que demanda mais recursos em todo processo: não pode ficar
ocioso.
Neste ambiente, que exige total controle das operações logísticas,
pretendendo-se garantir a chegada de materiais no momento certo, mesmo em
condições adversas, observou-se a oportunidade de demonstrar a importância da
logística no ambiente da construção civil. Decidiu-se então, elaborar um projeto
logístico de suprimento de estruturas metálicas para construção de um prédio
3
comercial no Centro da Cidade do Rio de Janeiro. Nesse local há necessidade de
novas construções, com interesse de bancos, do comércio, de escritórios, órgãos
públicos e serviços em geral. Soluções para essa situação apresenta aspecto de
generalidade em relação a outros centros urbanos.
Quanto ao depósito foi feito um estudo conjunto com Vanessa da Silva
Azevedo (Azevedo, 2006) como parte dos trabalhos de pesquisa na área de
construção. A aluna desenvolveu projeto de graduação com o título: Manual de
Procedimentos de Campo para Manuseio e Carregamento de Estruturas Metálicas
(rigging) em Depósito de Abastecimento de Construção Predial. O trabalho,
apesar de concluído, não foi apresentado. Sua defesa é prevista para o primeiro
semestre de 2006.
1.1 OBJETIVOS
1.1.1 Objetivo Geral
Verificar a aplicação dos conceitos, métodos, ferramentas e procedimentos
da logística no suprimento de materiais para construção predial. Verificar
melhorias no processo logístico com a aplicação de ferramentas lean, e finalmente
analisar a importância da logística na produtividade da construção, principalmente
quando se trata da forma de construção lean, que busca o aumento de
produtividade do processo construtivo por meio da eliminação de desperdícios
operacionais.
1.1.2 Objetivos Específicos
Os objetivos específicos estão associados à formulação de uma proposta
logística para movimentação de materiais entre a fábrica e a obra. Trata-se do
suprimento de estruturas metálicas para construção de um prédio comercial de
oito pavimentos, localizado no Centro da Cidade do Rio de Janeiro. Desta forma,
os objetivos específicos da dissertação compreendem:
4
• Apresentar soluções logísticas que superem os problemas de
movimentação de carga em centro urbano;
• Atender as necessidades de suprimento exigidas pela Construção Lean;
• Buscar alternativas que possam reduzir custos logísticos dentro do nível
de serviço exigido pela Construção Lean.
1.2 DELIMITAÇÃO DO ESTUDO
O estudo para elaboração do projeto logístico limitou-se a analisar as
atividades necessárias para o abastecimento e as atividades de içamento e de
montagem das estruturas metálicas. Para tal, estudou-se a articulação das
atividades logísticas com ferramentas da produção lean, como: Just-in-Time, fluxo
e, principalmente, do Mapeamento da Cadeia de Valor para balancear as etapas
analisadas e reduzir os desperdícios de espera e estoque.
1.3 RELEVÂNCIA DO ESTUDO
Pretende-se por meio dos resultados obtidos por esse estudo, facilitar
mudanças dos processos de suprimento de materiais permitindo o aumento da
produtividade na construção civil. Por outro lado, a importância deste estudo
reside também na não existência na literatura nacional, de uma quantidade
significativa de trabalhos publicados relacionados à adequação e aplicabilidade da
logística na construção civil. Este setor é caracterizado por trabalhos direcionados
à movimentação de produtos acabados da indústria e da logística empresarial.
Entretanto, a construção civil necessita evoluir nesse processo de suprimento,
acompanhando a melhoria de seus equipamentos e materiais. A possível
mudança do processo de suprimento, aplicando-se os conceitos de logística e
fazendo-se uso de novos equipamentos e materiais industriais, pode ser uma
solução para melhoria da produtividade, juntamente com a forma de construção
lean.
5
1.4 ORGANIZAÇÃO DO TRABALHO
Esta dissertação foi estruturada em cinco capítulos, sendo o Capítulo 1 este
da Introdução, que aborda a importância da logística apresentando trabalhos
voltados para a construção civil, apresenta os objetivos do trabalho, passa pela
delimitação e relevância do estudo e finaliza com esta parte.
O Capítulo 2 apresenta a Revisão da Literatura, onde a primeira parte
engloba os objetivos e conceitos da logística utilizada na indústria e o seu
direcionamento para aplicação na construção civil. A segunda parte apresenta os
conceitos lean e algumas ferramentas que interferem diretamente na logística.
O Capítulo 3 apresenta a Metodologia do trabalho, onde é feita uma
discussão sobre logística empresarial, conceitos lean e algumas de suas
ferramentas, como: Just-in-Time e Mapeamento do Fluxo de Valor. Toda
discussão leva a uma abordagem de como a logística voltada para a construção e
utilizando ferramentas lean no seu planejamento pode contribuir para a viabilidade
e elevação da produtividade da construção.
O Capítulo 4 define um problema logístico para aplicação da Metodologia
apresentada. Inicia-se com a apresentação da descrição da obra, identificando as
dificuldades e restrições de suprimento de estruturas. Segue com a apresentação
de uma proposta logística adequada à forma de construção, onde resgata
conhecimentos adquiridos na revisão da literatura e apresenta procedimentos
logísticos para o suprimento de estruturas metálicas à obra. O capítulo termina
com a avaliação dos resultados obtidos com o projeto logístico.
No Capítulo 5, são apresentadas as Conclusões, avaliando os principais
resultados obtidos com o estudo e aplicação da logística na construção predial
utilizando ferramentas lean.
6

2 REVISÃO DA LITERATURA
2.1 LOGÍSTICA
2.1.1 Evolução do conceito de logística
A logística é um termo que envolve questões estratégicas, há muito
tempo utilizado pelos militares com a finalidade de transportar, abastecer e
alojar tropas. Para Tixer et al. (1983), a logística é a aplicação prática da arte
de mover exércitos, compreendendo os meios e arranjos que permitem aplicar
os planos militares estratégicos e táticos.
A partir da década de 50, após a 2ª Guerra Mundial, a logística começou
a ganhar força e importância no ambiente empresarial, impulsionada por
diversos fatores tais como: alteração de padrões e atitudes na demanda dos
consumidores, pressão por diminuição dos custos na indústria, avanço na
tecnologia de computadores e influência da logística militar (BALLOU, 1993).
Devido ao aumento da competição nos mais diversos setores, as
empresas tiveram que se reorganizar internamente e melhorar a distribuição
dos produtos no mercado. A capacidade de abastecimento dos mercados não
estava adequada à capacidade de produção. No período do pós-guerra, houve
uma grande preocupação com os aspectos logísticos relacionados à
distribuição física dos materiais ou produtos.
Segundo Magee (1977), na década de 60, estimou-se que, devido,
principalmente, ao problema da inadequação dos instrumentos de distribuição
física,somente um terço da quantidade total de alimentos produzidos no mundo
era efetivamente consumida pelo homem.
Em meados da década de 60, os setores industriais tiveram que
aprimorar os aspectos logísticos relativos ao suprimento de materiais, devido à
escassez de matérias primas de boa qualidade, ao encarecimento do custo do
transporte com a crise do petróleo e ao crescimento da competição mundial
entre os bens manufaturados.
7

Silva (2000) apresenta a evolução da logística empresarial em três fases
(MASTERS; POHLEN; LA LONDE, 1994):
1) Gestão funcional (1960-1970) – nesta época, a maioria das empresas começou a fazer uma transição gradual da administração de processos individuais, tais como transporte, compras, armazenagem, controle de estoque, programação da produção e atendimento ao cliente, para uma integração da administração de funções correlatas convergindo para duas grandes áreas – gestão de materiais e distribuição física. Contribuíram para o avanço da logística nesta época; o início da utilização de computadores (sobretudo para auxiliar a gestão de materiais); a preocupação com o serviço de atendimento ao cliente e com o aumento da produtividade; a formação das funções de gestão dos materiais e distribuição física e a desregulamentação da indústria de transporte.
2) Integração interna (1980) – nessa fase, não houve grandes mudanças de caráter organizacional nas empresas, mas sim uma mudança de mentalidade na gestão dos fluxos de materiais. Promoveu-se, no âmbito interno das empresas, maior integração entre as atividades de aquisição, operação (ou produção) e distribuição. Foi nesta época que surgiu o termo logística integrada. Alguns fatores que contribuíram para que isso ocorresse, como: a desregulamentação e a expansão de serviços de transporte marítimo; o surgimento de empresas de logística de terceira parte; o início do desenvolvimento da Tecnologia da Informação (TI); aumento da importância do serviço de atendimento ao cliente e o desenvolvimento de novos princípios e ferramentas. de gestão como o JIT e o MRP.
3) Integração externa (1990) - foi nesta fase, pela qual ainda estamos passando, que surgiu o conceito de gestão da cadeia de suprimento. As empresas começaram a buscar a eficiência logística não somente internamente, mas também nas suas relações com os fornecedores, distribuidores, prestadores de serviço de terceira parte e clientes. A globalização, os movimentos demográficos e o desenvolvimento das TI influenciaram este novo comportamento.
A logística evoluiu em sua base conceitual, passando a considerar
atividades relacionadas aos fluxos físicos e de informações da cadeia de
suprimentos. Hoje é entendida tanto como a integração da administração de
materiais como de sua distribuição física (vide Figura 2.1). Sua incorporação
pela indústria redundou na ampliação do conceito, passando a significar a
forma de prover bens e serviços quanto, quando e onde, na condição desejada
pelos consumidores. Constituiu-se em uma função essencial na empresa, pois
envolve o gerenciamento do transporte, da distribuição física, do
8
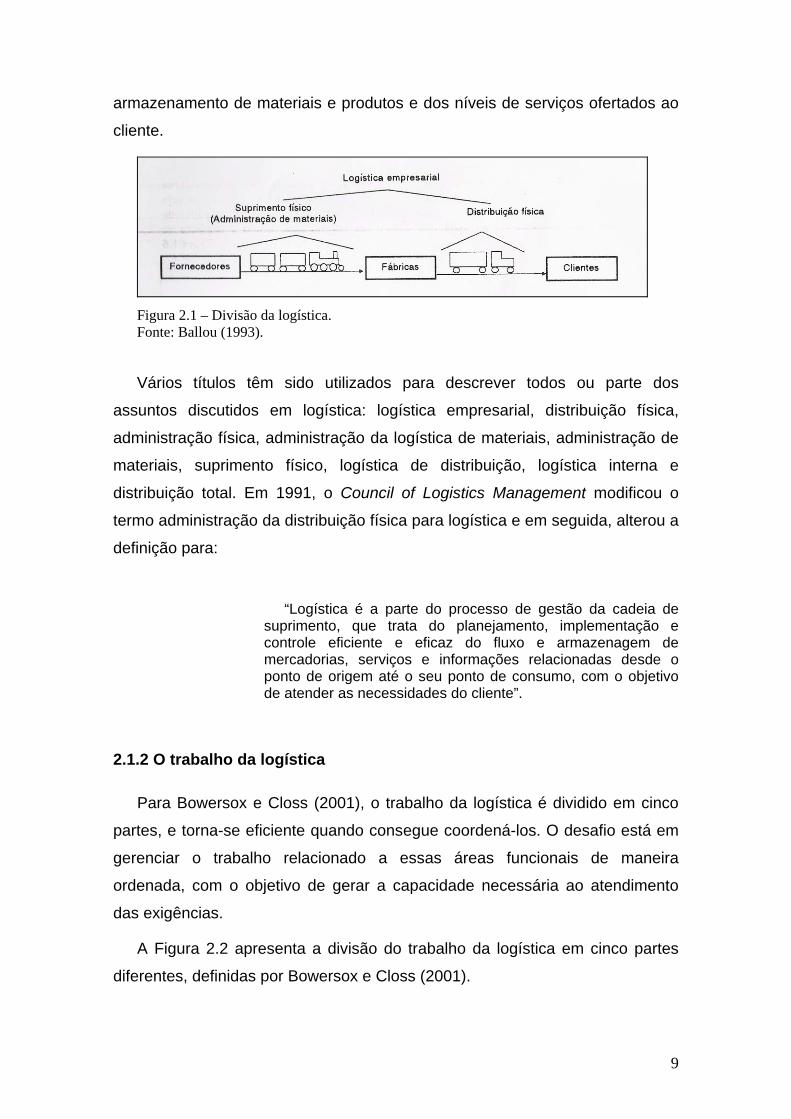
armazenamento de materiais e produtos e dos níveis de serviços ofertados ao
cliente.
Figura 2.1 – Divisão da logística. Fonte: Ballou (1993).
Vários títulos têm sido utilizados para descrever todos ou parte dos
assuntos discutidos em logística: logística empresarial, distribuição física,
administração física, administração da logística de materiais, administração de
materiais, suprimento físico, logística de distribuição, logística interna e
distribuição total. Em 1991, o Council of Logistics Management modificou o
termo administração da distribuição física para logística e em seguida, alterou a
definição para:
“Logística é a parte do processo de gestão da cadeia de suprimento, que trata do planejamento, implementação e controle eficiente e eficaz do fluxo e armazenagem de mercadorias, serviços e informações relacionadas desde o ponto de origem até o seu ponto de consumo, com o objetivo de atender as necessidades do cliente”.
2.1.2 O trabalho da logística
Para Bowersox e Closs (2001), o trabalho da logística é dividido em cinco
partes, e torna-se eficiente quando consegue coordená-los. O desafio está em
gerenciar o trabalho relacionado a essas áreas funcionais de maneira
ordenada, com o objetivo de gerar a capacidade necessária ao atendimento
das exigências.
A Figura 2.2 apresenta a divisão do trabalho da logística em cinco partes
diferentes, definidas por Bowersox e Closs (2001).
9
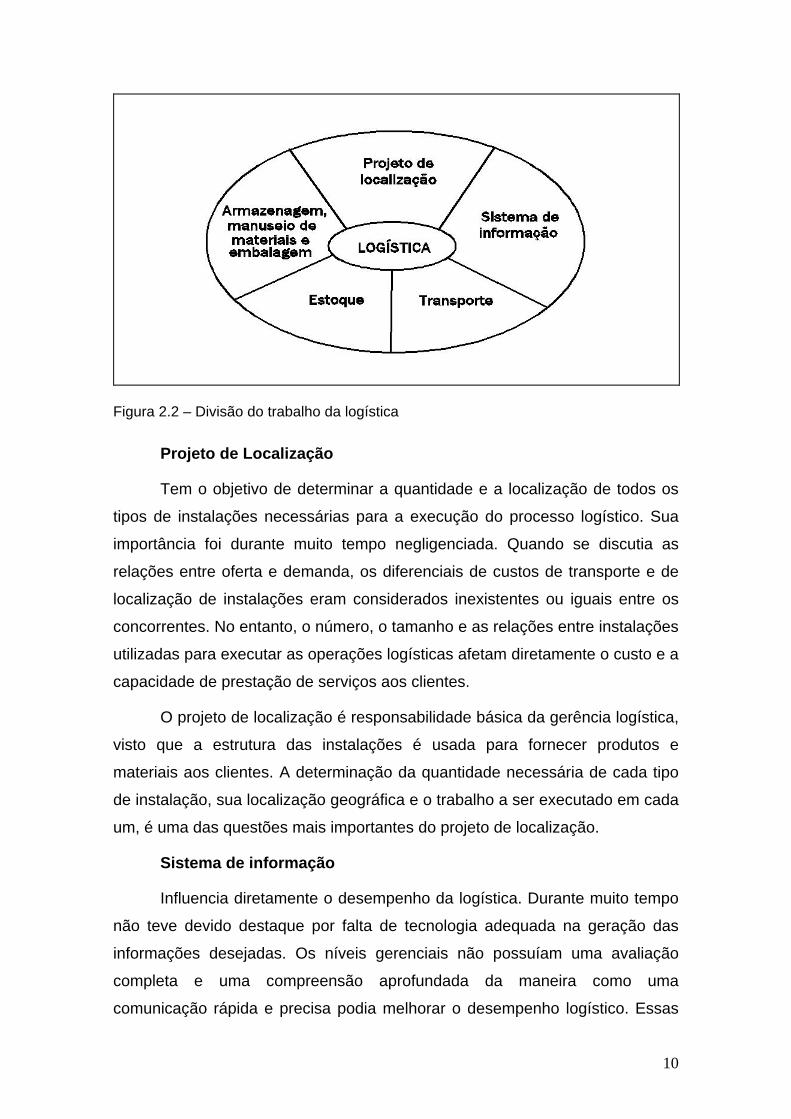
Figura 2.2 – Divisão do trabalho da logística
Projeto de Localização
Tem o objetivo de determinar a quantidade e a localização de todos os
tipos de instalações necessárias para a execução do processo logístico. Sua
importância foi durante muito tempo negligenciada. Quando se discutia as
relações entre oferta e demanda, os diferenciais de custos de transporte e de
localização de instalações eram considerados inexistentes ou iguais entre os
concorrentes. No entanto, o número, o tamanho e as relações entre instalações
utilizadas para executar as operações logísticas afetam diretamente o custo e a
capacidade de prestação de serviços aos clientes.
O projeto de localização é responsabilidade básica da gerência logística,
visto que a estrutura das instalações é usada para fornecer produtos e
materiais aos clientes. A determinação da quantidade necessária de cada tipo
de instalação, sua localização geográfica e o trabalho a ser executado em cada
um, é uma das questões mais importantes do projeto de localização.
Sistema de informação
Influencia diretamente o desempenho da logística. Durante muito tempo
não teve devido destaque por falta de tecnologia adequada na geração das
informações desejadas. Os níveis gerenciais não possuíam uma avaliação
completa e uma compreensão aprofundada da maneira como uma
comunicação rápida e precisa podia melhorar o desempenho logístico. Essas
10
deficiências históricas foram eliminadas. A tecnologia atual é capaz de atender
aos requisitos de informação necessários. Se desejado, a informação pode ser
obtida em tempo real. Hoje, podem ser utilizadas novas tecnologias de
informação para elaborar soluções logísticas únicas e inovadoras.
No entanto, o nível da tecnologia utilizada não é acompanhado pela
qualidade da informação. Deficiências na qualidade da informação podem criar
inúmeros problemas operacionais. Os mais comuns enquadram-se em duas
amplas categorias. Em primeiro lugar, as informações recebidas podem estar
incorretas quanto a tendências e acontecimentos, visto que uma grande parte
das atividades logísticas ocorre em antecipação a necessidades futuras. Uma
projeção ou avaliação imprecisa pode resultar em falta ou excesso de estoque.
Projeções excessivamente otimistas podem resultar no posicionamento
inadequado do estoque. Em segundo lugar, informações sobre o
processamento de pedidos podem estar imprecisas com respeito às exigências
de um cliente específico. O processamento incorreto de um pedido cria todos
os custos logísticos, mas normalmente não resulta consumo final. De fato, os
custos logísticos são freqüentemente aumentados em função de despesas de
devolução da mercadoria ao estoque e, se a oportunidade de consumo ainda
existir, são aumentados com o custo de uma nova tentativa de fornecimento.
Cada erro na composição das necessidades de informação cria uma provável
ruptura na cadeia.
O gerenciamento de pedidos e as projeções são duas áreas do processo
logístico que dependem de informação. A projeção, em logística, é um esforço
no sentido de calcular necessidades futuras. Nesse sentido, é usada para
orientar o posicionamento do estoque de modo a satisfazer as necessidades
futuras do cliente. Contudo, constata-se que o desempenho dos executivos de
logística, quanto a projeções, não tem sido dos melhores. Um dos principais
motivos pelos quais os executivos utilizam informação para a obtenção de um
controle efetivo das operações logísticas é o seu desejo de substituir a
imprecisão das projeções por uma resposta mais rápida às necessidades do
cliente.
11
Em resumo, fica claro que uma das principais atividades dos executivos
de logística é planejar e implementar a estratégia da empresa tendo como base
a combinação desejada entre controle operacional e projeções.
Quanto mais eficiente for o projeto do sistema logístico de uma empresa,
mais precisas deverão ser as informações. Sistemas logísticos bem
elaborados, baseados no tempo, não têm excesso de estoque para compensar
erros operacionais, pois os estoques de segurança são mantidos em um nível
mínimo. No entanto, informações incorretas e atrasos no processamento de
pedidos podem prejudicar o desempenho da logística. O fluxo de informações
torna um sistema logístico dinâmico. Assim, a disponibilidade de informação de
boa qualidade, em tempo hábil, é fator-chave para as operações logísticas.
Transporte
É a área operacional que posiciona geograficamente o estoque. É um
dos elementos mais visíveis das operações. Consumidores estão acostumados
a ver caminhões e trens transportando produtos ou estacionados em um
depósito de distribuição. Embora esta visão dê uma noção razoável da
natureza dos serviços de transporte, ela não propicia maior conhecimento
sobre o papel do transporte nas operações de logística.
O principal objetivo do transporte é movimentar produtos de um local de
origem até um determinado destino minimizando ao mesmo tempo os custos
financeiros, temporais e ambientais. As despesas de perdas e danos também
devem ser minimizadas. Ao mesmo tempo, a movimentação deve atender às
expectativas de clientes em relação ao desempenho das entregas e à
disponibilidade de informações relativas às cargas transportadas.
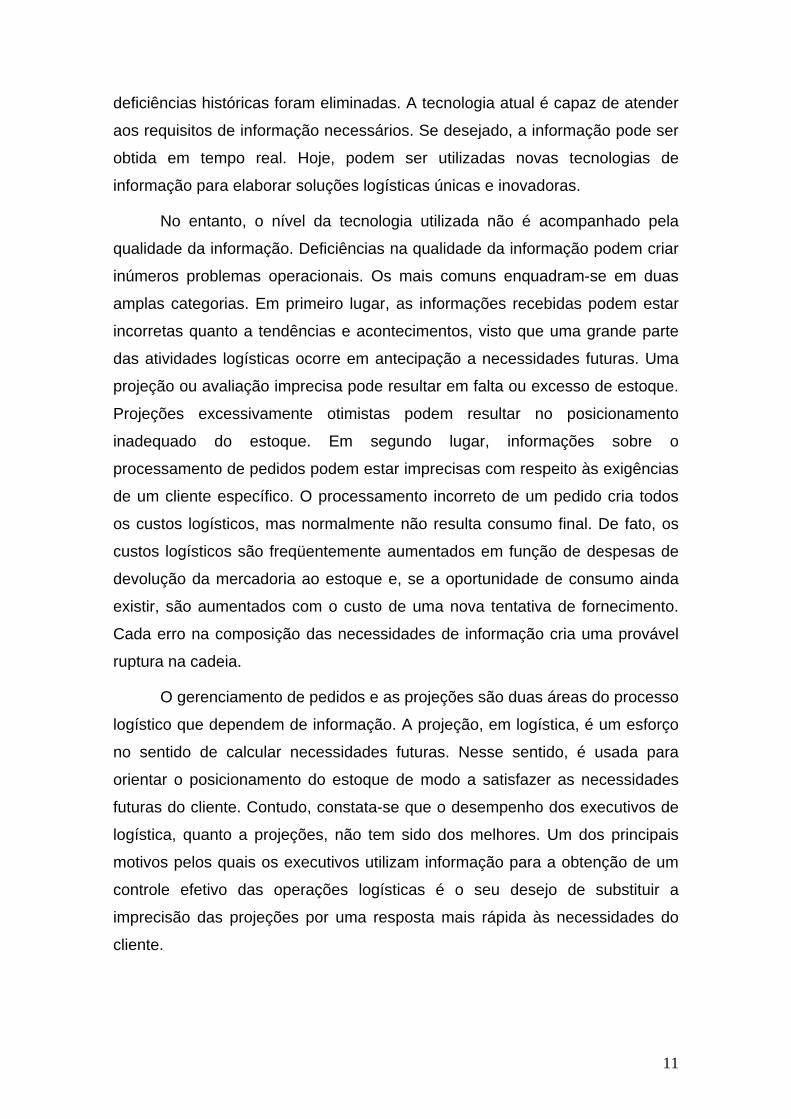
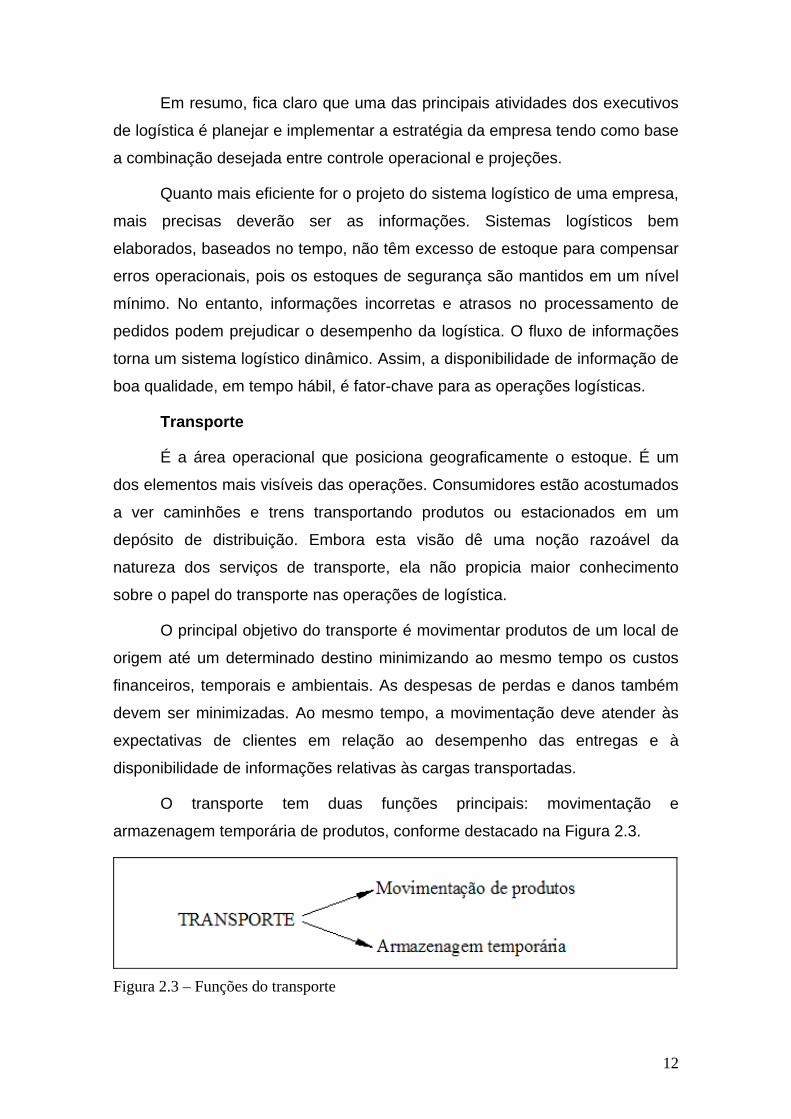
O transporte tem duas funções principais: movimentação e
armazenagem temporária de produtos, conforme destacado na Figura 2.3.
Figura 2.3 – Funções do transporte
12

Movimentação de produtos
O transporte é necessário para movimentar produtos até a fase seguinte
do processo de fabricação ou até um local fisicamente mais próximo do cliente
final, estejam os produtos na forma de materiais, componentes, subconjuntos,
produtos semi-acabados ou acabados. O transporte movimenta produtos para
frente e para trás na cadeia de agregação de valores. Como utiliza recursos
temporais, financeiros e ambientais, é importante que o movimento seja feito
apenas quando realmente há aumento do valor dos produtos.
O transporte utiliza recursos temporais (isto é, tempo), já que o produto
transportado torna-se inacessível durante o transporte. Produtos neste estágio,
normalmente conhecidos como estoque em trânsito, têm-se tornado uma
questão importante à medida que várias estratégias que envolvem a cadeia de
suprimento, como a prática Just-In-Time, visa reduzir os estoques das fábricas
e dos centros de distribuição.
O transporte utiliza recursos financeiros porque são necessários gastos
internos para manter uma frota própria ou externos, para a contratação de
terceiros. As despesas resultam do trabalho de motoristas, dos custos
operacionais de veículos e da eventual apropriação de custos gerais e
administrativos. Além disso, devem ser considerados outras despesas
decorrentes de possíveis perdas ou danos aos produtos.
O transporte utiliza recursos ambientais, tanto direta como
indiretamente. De forma direta, ele é um dos maiores consumidores de energia
(combustível e óleo lubrificante). Indiretamente, o transporte causa danos
ambientais em conseqüência de engarrafamentos, poluição do ar e poluição
sonora. Embora seja cada vez mais comum apurar os custos com o meio
ambiente, eles não cobrem todos os aspectos dessa questão.
Armazenagem temporária de produtos.
Uma função menos comum do transporte é a estocagem temporária. Os
veículos representam um local de estocagem bastante caro. Entretanto, se o
produto em trânsito precisa ser estocado para ser movimentado novamente em
curto período de tempo, o custo com a descarga e o recarregamento do
13
produto em um depósito pode exceder a taxa diária de uso do próprio veículo
de transporte.
Quando o espaço do depósito é limitado, a utilização dos veículos de
transporte para a guarda dos produtos pode tomar-se uma opção viável. Um
dos métodos é o transporte do produto por um itinerário mais longo até seu
destino, com maior tempo de trânsito ou alguma parada em um ponto
intermediário. Esta é uma opção quando o depósito de origem ou de destino
possui capacidade limitada de armazenagem. Nesse caso, o veículo de
transporte é utilizado como uma opção de armazenagem temporária. Em
alguns casos permanece em movimento; em outros, fica estacionado
aguardando as necessidades do fluxo de produção.
Em suma, embora a armazenagem de produtos em veículos de
transporte envolva um custo muito alto, ela pode ser justificada por uma
perspectiva de melhor desempenho ou pelo custo total, quando são
considerados os custos de carga e descarga, restrições de capacidade ou a
possibilidade de aumento dos tempos de viagem e de espera.
Estoque
Tem papel crítico para a produção. Falta de materiais podem parar a
produção ou alterar programações, o que aumenta os custos e a possibilidade
de falta de produto acabado. A falta de materiais pode prejudicar as operações
de produção, porém o estoque excessivo também gera problemas, pois
aumenta os custos e reduz a lucratividade em razão da armazenagem mais
longa, da imobilização do capital de giro, da deterioração do produto, do gasto
com seguro e do risco de obsolescência.
A formulação de políticas de estoque requer conhecimento de seu papel
na área de produção. A logística tem reduzido os níveis de estoque
operacional. Esta redução é devida à ênfase gerencial que o assunto tem
recebido e à adoção de estratégias baseadas em prazos, como o Just-in-Time,
por exemplo. Existem muitas oportunidades para melhorar a "produtividade" do
estoque. Elas derivam da capacidade que as cadeias de suprimento integradas
têm com o intercâmbio de informações e do esforço gerencial para reduzir
incertezas na demanda e nos tempos do ciclo de processamento. A
14

reestruturação de processos na cadeia de suprimento visando à redução de
estoque exige conhecimento de seus elementos e de sua dinâmica.
A política de estoques ideal seria aquela decorrente da fabricação de
produtos conforme as especificações de clientes, após a colocação de pedidos,
a chamada produção sob encomenda, característica de produtos
customizados. Este sistema não exige a formação de estoque de materiais ou
de produtos acabados em antecipação a vendas futuras. Embora um sistema
de produção e distribuição sem estoque nem sempre seja possível, é
importante considerar que o valor investido em estoque deve ser avaliado em
conjunto com outros recursos logísticos, para obtenção do menor custo total.
O estoque implica substancial investimento em ativos e, portanto, deve
proporcionar pelo menos algum retorno de capital. Os profissionais em logística
há muito reconheceram que existem problemas de apuração, já que os
demonstrativos de resultados não refletem adequadamente os verdadeiros
custos, nem mesmo as vantagens dos investimentos em estoque. A falta de
metodologias mais sofisticadas para a apuração dos custos torna difícil avaliar
o intercâmbio entre níveis de serviço, eficiência das operações e níveis de
estoque. A maioria das empresas mantém estoque médio que excede suas
necessidades normais. Essa afirmação pode ser mais claramente
compreendida por meio do exame cuidadoso das quatro principais funções
desempenhadas pelos estoques: especialização geográfica, estoques
intermediários, equilíbrio entre suprimento e demanda e gerenciamento de
incertezas. Estas funções esquematizadas na Figura 2.4 com o objetivo de
destacar a variedade de funções desempenhada pelo estoque.
Figura 2.4 – Funções do estoque
15

Especialização geográfica
É a função do estoque que se preocupa em permitir a produção de
alguns componentes em locais distantes, pois a disponibilidade de fatores de
produção, como energia elétrica, materiais, água e mão-de-obra está
freqüentemente distante dos principais mercados. A tecnologia e o
conhecimento especializado para cada um dos componentes de um produto
devem estar localizados nas proximidades das fontes dos respectivos
materiais, a fim de minimizar custos de transporte. Essa estratégia leva à
dispersão geográfica dos materiais e exige transferência de estoques para
integrar os componentes durante o estágio de montagem final. Produtos
manufaturados em vários locais são reunidos num único depósito e, em
seguida, combinados numa única carga, composta de diversos produtos.
Embora difíceis de avaliar, a economia proporcionada peIa especialização
geográfica pode compensar com folga os aumentos de custo de manutenção
de estoque e de transporte.
Estoques Intermediários
É a função do estoque que possibilita máxima eficiência operacional em
unidades de produção, pois a acumulação de produtos não acabados entre
operações de produção permite que cada produto seja fabricado e distribuído
em lotes maiores do que a demanda de mercado. A armazenagem de produtos
em antecipação à demanda permite sua distribuição em grandes quantidades,
com menores custos de transporte. Na comercialização, permite que os
produtos sejam paulatinamente fabricados e depois vendidos. O uso de
estoques intermediários tende a regular o fluxo das operações, amenizando as
incertezas. Diferente da especialização geográfica: o estoque intermediário
proporciona aumento de eficiência operacional num único local, enquanto a
especialização geográfica considera múltiplos locais.
Equilíbrio entre suprimento e demanda
É a função reguladora do estoque, concilia a disponibilidade de materiais
e produtos `a demanda, e está relacionada com o tempo decorrido entre
produção e consumo. Conciliar gerencialmente os aspectos referentes ao
tempo de produção e à demanda envolve difícil problema de planejamento.
16
Quando a demanda se concentra num curto período de tempo, fabricantes,
atacadistas e varejistas são forçados a formar estoques muito antes do período
crítico de vendas. A acumulação de estoque permite produção ou consumo em
massa, mesmo quando existe sazonalidade. A função reguladora do estoque
exige investimento em estoque sazonal, que é formado com a expectativa de
saída total dentro da estação. O problema crítico do planejamento é determinar
a quantidade de estoque que permitirá máximas vendas, sem o risco de arcar
com sobras para a estação seguinte.
Gerenciamento de incertezas
É a função que se preocupa com a segurança do estoque. Quando
existem incertezas é necessário proteger os níveis de estoque correntes, o que
gera a necessidade de estoque de segurança, também chamado estoque
regulador. O estoque de segurança ameniza variações de curto prazo e
protege a empresa contra dois tipos de incertezas. O primeiro é o de excesso
de demanda sobre as quantidades projetadas, durante o ciclo das atividades. O
segundo envolve tempos de espera no ciclo das atividades. Incerteza de
demanda seriam, por exemplo, pedidos de clientes em quantidades maiores ou
menores do que as planejadas. Incertezas no ciclo de atividades decorrem de
variações nos tempos de espera no recebimento e no processamento de
pedidos ou no transporte. São dedicados esforços consideráveis ao
planejamento e à determinação do estoque de segurança. Na realidade, a
maioria dos excessos de estoque é resultante de mau planejamento.
As funções de estoque devem ser capazes de cumprir os objetivos de
desempenho, que é gerado a partir do nível de serviço que se deseja dar ao
cliente. O nível de serviço pode ser definido em termos de tempo de ciclo de
pedido, de percentagem de quantidades atendidas, ou de combinação desses
objetivos. O ciclo de atividades compreende o período entre a entrega de
pedidos pelos clientes e o do recebimento das mercadorias correspondentes. A
percentagem de quantidades atendidas é a percentagem de quantidades
pedidas que é prontamente expedida de uma só vez. Uma percentagem de
95%, por exemplo, indica que, em média 95 caixas de cada lote de 100 podem
ser expedidas do estoque disponível. As cinco caixas restantes podem ser
entregues mais tarde ou canceladas.
17

Existem quatro tipos de estoques: estoque médio, estoque básico,
estoque de segurança e estoque em trânsito. O estoque médio é a soma dos
demais estoques. Conforme demonstrado na Figura 2.5.
Figura 2.5 – Tipos de estoque
Estoque Médio - compreende quantidade de materiais, componentes,
estoque em processo e produtos acabados. O nível de estoque adequado deve
ser determinado para cada instalação física.
Estoque Básico - é a porção do estoque médio que se recompõe pelo
processo de ressuprimento. No início de um ciclo de atividades, este estoque
está em seu nível máximo. O atendimento diário dos clientes vai reduzindo o
estoque até que seu nível chegue a zero. Antes disso, porém, é emitido um
pedido de ressuprimento, de forma que as mercadorias cheguem antes de
ocorrer a exaustão. O pedido de ressuprimento deve ser emitido quando o
estoque disponível ainda é maior ou igual à demanda de clientes a atender
durante o prazo de ressuprimento.
Estoque de segurança - é uma parte do estoque médio destinada a
armazenar o impacto de incertezas. O estoque de segurança é usado somente
no fim dos ciclos de ressuprimento, quando há demanda mais alta do que a
esperada ou os períodos de ressuprimento são mais longos. O princípio básico
do estoque de segurança é que uma parte do estoque médio deve ser
destinada a cobrir variações de curto prazo de demanda e de tempo de
ressuprimento.
Estoque em trânsito - representa o estoque que se encontra em viagem
ou aguardando transporte já sobre veículos. Estoque em trânsito é condição
necessária no processo de ressuprimento de estoque e está normalmente
associado a alto grau de incerteza, porque muitas vezes os embarcadores não
dispõem de informações sobre a localização dos veículos e sobre a data e hora
de sua chegada. Embora as comunicações por satélite tenham reduzido um
pouco essas incertezas, os expedidores, em geral, ainda têm acesso limitado a
18
essas informações. Atualmente, o estoque em trânsito tem representado uma
crescente proporção do estoque total, pela tendência de redução do tamanho
dos pedidos, do aumento de sua freqüência e da adoção de estratégias
baseadas no tempo (exemplo: Just-in-Time).
O gerenciamento de estoque é um fator importante que deve estar
integrado ao processo logístico para que os objetivos de serviço sejam
alcançados. A tática tradicional para prestar um nível de serviço superior é
aumentar os níveis de estoque; todavia, há outras abordagens, que incluem o
uso de modalidades mais rápidas de transporte, melhor gerenciamento de
informações para reduzir incertezas e fontes alternativas de suprimento. O
gerenciamento de estoque desempenha papel preponderante no conjunto de
esforços da operação logística necessários para atingir os objetivos de serviço
estabelecidos.
Armazenagem, manuseio de materiais e embalagem
Fazem parte de uma área da logística diferente das outras, pois o fato
de que as mercadorias necessitam ser armazenadas em momentos específicos
durante o processo logístico acarreta dependência entre estas etapas. Os
veículos de transporte exigem manuseio de materiais para carregá-los e
descarregá-los eficientemente. Por fim, os produtos são manuseados de uma
maneira mais eficiente quando embalados em quantidades certas e em tipos
de embalagens adequadas.
Antigamente, as empresas procuravam ter operações eficientes entre
locais de suprimento, fabricação e consumo, mas davam pouca atenção às
operações internas dos depósitos. A abertura de depósitos era essencial à
operação de fluxo logístico, porém pouca importância era dada a aspectos
como a melhoria da eficiência da estocagem e do manuseio. Os esforços de
engenharia concentravam-se em problemas pertinentes à produção. As
operações dos primeiros depósitos demonstravam a falta de atenção dada aos
princípios de manuseio de materiais. Geralmente, os depósitos recebiam
mercadorias por ferrovia ou caminhão. As mercadorias eram levadas
manualmente para áreas de estocagem, onde eram, também manualmente,
empilhadas no chão. Isso permitia extravios quando a mesma instalação
armazenava produtos diferentes. Pouca atenção era dada à rotação do
19
estoque. Quando eram recebidos pedidos de clientes, os produtos eram
separados manualmente, colocados em carrinhos manuais, e estes eram
empurrados até o ponto de embarque, onde, mais uma vez, eram
manualmente retirados e carregados em caminhões de entrega.
Após a 2ª Guerra Mundial, a atenção gerencial voltou-se para o aumento
da eficiência dos depósitos. Melhorias de eficiência de armazenagem entre
atacadistas, para servir os varejistas, logo foram adotadas pelas indústrias.
Para as empresas com múltiplos locais de produção, a armazenagem eficiente
ofereceu oportunidades de diminuição de estoque de materiais e peças, bem
como redução de custos de manuseio, resultando em melhoria da produção. A
armazenagem tornou-se parte integrante do Just-in-Time e de estratégias de
produção baseadas na eliminação de estoque.
A armazenagem requer a administração do espaço necessário à
manutenção dos estoques. Envolve problemas como localização,
dimensionamento de área, arranjo físico, recuperação do estoque, projeto de
docas e configuração do armazém. Não se enquadra em esquemas de
classificação específicos, por envolver muitos componentes logísticos, como no
caso de processamento de pedidos, estoque ou transporte.
Deve ser abordada de forma estratégica, englobando todo o sistema
logístico. As vantagens da armazenagem estratégica são de natureza
econômica e de eficiência de serviço, que advêm da redução direta de custos
logísticos em função da quantidade de instalações, que pode ser menor ou
maior desde que traga economia para o processo logístico como um todo. As
vantagens de serviço podem ser obtidas com a utilização de depósitos, que
advêm de melhorias ligadas a tempo e localização. Um depósito é considerado
um lugar onde são guardados materiais e produtos. No entanto, em muitos
projetos de sistemas logísticos, o depósito é considerado mais uma instalação
de processamento do que um local de guarda de mercadorias.
É difícil quantificar o retorno de investimento desse tipo de vantagem,
porque se trata de analisar relação entre custo e capacidade de prestação de
serviço.
20
A principal preocupação na etapa de manuseio dos materiais é o fluxo
de entrada e de saída de produtos, e não com a armazenagem em si. Apesar
disso, a armazenagem influencia a eficiência deste manuseio. O projeto e as
operações nos depósitos o afetam, podendo inclusive prejudicar o alcance do
seu objetivo que é a separação das cargas de acordo com as necessidades
dos clientes. Bowesox e Closs (2001), divide em três partes a atividade de
manuseio de materiais: recebimento, manuseio interno e expedição. Elas são
executadas numa seqüência lógica, conforme apresentada na Figura 2.6.
Figura 2.6 – Divisão da atividade de manuseio dos materiais
Recebimento - é a primeira atividade de movimentação de materiais.
Começa com a descarga de mercadorias dos veículos, que chegam
normalmente ao depósito em quantidades maiores do que as expedidas. Na
maioria dos depósitos, a descarga é manual. Entretanto, têm sido
desenvolvidos métodos mecanizados e parcialmente automatizados capazes
de adaptar-se às diferentes características dos produtos.
Manuseio interno - no processo logístico convencional existem pelo
menos dois tipos de transferência. No primeiro, as mercadorias são levadas
para dentro do depósito e colocadas no local previamente estipulado; no
segundo, as mercadorias são transferidas para área de separação ou seleção
na medida em que são processados os pedidos. A separação dos produtos é
uma função básica de armazenagem. O processo de separação agrupa
materiais, peças e produtos em função dos pedidos de clientes. Geralmente, a
área de separação é localizada em um ponto do depósito que minimiza as
distâncias a serem percorridas. Os processos de separação são normalmente
coordenados por sistemas de controle informatizado e têm sido o principal foco
das atenções do ponto de vista da automação de depósitos.
Expedição - consiste basicamente na verificação e no carregamento das
mercadorias nos veículos. Como o recebimento, a expedição é executada
21
manualmente na maioria dos sistemas. A expedição de cargas unitizadas
(arrumadas em um único lote) está tornando-se cada vez mais comum porque,
dessa forma, o tempo de carregamento de veículos pode ser reduzido
consideravelmente. Embalagens unitizadas contêm grupos de produtos,
enquanto cargas comuns consistem em volumes e caixas que devem ser
carregados diretamente da plataforma para o veículo. As conferências do
conteúdo são feitas quando as mercadorias trocam de dono, no ato da
expedição. A conferência consiste geralmente em contagens das caixas, mas,
em alguns casos, também são necessárias contagens de peças e verificação
das marcas, tamanhos, etc., para que se tenha total certeza de que todos os
itens solicitados pelo cliente estão sendo carregados.
O aumento de produtividade no depósito pode ser alcançado por meio
de investimentos em equipamentos de manuseio de materiais. Em logística, o
manuseio de materiais é uma atividade que não pode ser evitada, podendo, no
entanto, ser muito reduzida.
A embalagem influencia o manuseio dos materiais. Tem três funções
principais: eficiência de manuseio, proteção contra avarias e comunicação. O
custo de manuseio depende da capacidade de unitização e das técnicas
adotadas. Os custos de transporte e de armazenamento são influenciados
diretamente pelas dimensões e pela densidade das unidades embaladas. O
controle de estoques depende da precisão dos sistemas de identificação
manuais ou automatizados, os quais se baseiam em informações afixadas nas
embalagens dos produtos. Rapidez na separação de pedidos, precisão e
eficiência são influenciadas pela rápida identificação das embalagens, por meio
de configuração e facilidade de manuseio. A qualidade do serviço prestado ao
cliente depende da embalagem para manter as especificações de controle
durante a distribuição, transmitindo não apenas informação e conveniência ao
consumidor, mas também atendendo às legislações ambientais vigentes.
2.1.3 Atividades primárias e de apoio à logística
Ballou (1993), divide a logística em atividades primárias e de apoio.
22
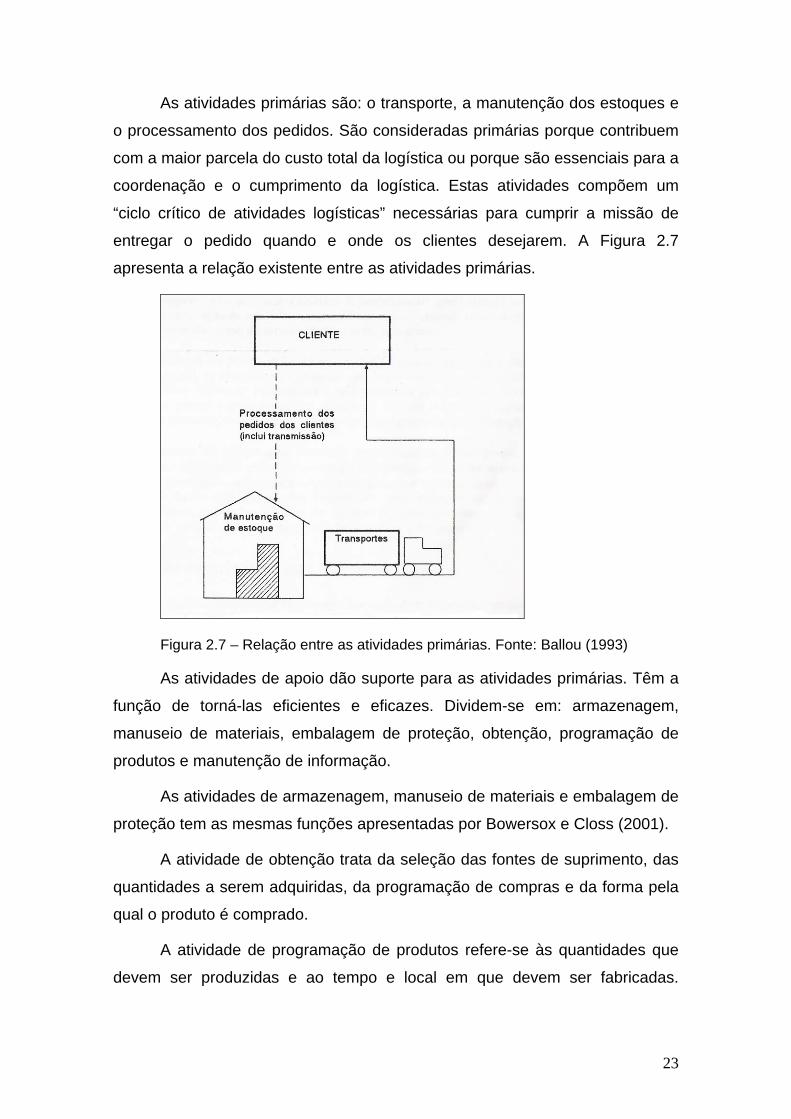
As atividades primárias são: o transporte, a manutenção dos estoques e
o processamento dos pedidos. São consideradas primárias porque contribuem
com a maior parcela do custo total da logística ou porque são essenciais para a
coordenação e o cumprimento da logística. Estas atividades compõem um
“ciclo crítico de atividades logísticas” necessárias para cumprir a missão de
entregar o pedido quando e onde os clientes desejarem. A Figura 2.7
apresenta a relação existente entre as atividades primárias.
Figura 2.7 – Relação entre as atividades primárias. Fonte: Ballou (1993)
As atividades de apoio dão suporte para as atividades primárias. Têm a
função de torná-las eficientes e eficazes. Dividem-se em: armazenagem,
manuseio de materiais, embalagem de proteção, obtenção, programação de
produtos e manutenção de informação.
As atividades de armazenagem, manuseio de materiais e embalagem de
proteção tem as mesmas funções apresentadas por Bowersox e Closs (2001).
A atividade de obtenção trata da seleção das fontes de suprimento, das
quantidades a serem adquiridas, da programação de compras e da forma pela
qual o produto é comprado.
A atividade de programação de produtos refere-se às quantidades que
devem ser produzidas e ao tempo e local em que devem ser fabricadas.
23

Enquanto a obtenção trata do suprimento (fluxo de entrada), a programação de
produto lida com a distribuição (fluxo de saída).
A última atividade de apoio, a manutenção de informação, tem a função
de manter atualizadas as informações de custo e desempenho do sistema,
essenciais para a operação eficiente do sistema logístico.
Segundo Ballou (2003), cada atividade de apoio influencia diretamente
uma determinada atividade primária, conforme representado na Figura 2.8.
Figura 2.8 Relações entre atividades logísticas.
Fonte: Adaptação de Ballou (1993).
2.1.4 Níveis de administração da distribuição física
Ballou (1993), divide a administração da distribuição física em três
níveis: estratégico, tático e operacional.
O nível estratégico decide qual deve ser a configuração global do
sistema de distribuição. Mais precisamente, qual a localização dos armazéns, a
seleção dos modos ou modais de transporte e o projeto do sistema de
processamento de pedidos.
24
O nível tático é o planejamento da utilização mais eficiente dos recursos
investidos no sistema logístico, como: caminhões, armazéns, equipamentos de
manuseio e dispositivos para transmissões de pedidos. É neste nível de
planejamento que é avaliada a necessidade de os equipamentos de transporte
movimentarem-se sempre completamente carregados, se a área dos armazéns
pode ficar totalmente ocupada e se o equipamento de transmissão de pedidos
está ocioso.
O nível operacional refere-se às tarefas diárias que devem ser
executadas para garantir que os produtos fluam através do canal de
distribuição até o último cliente. Inclui atividades como: carregamento, registro
dos níveis de estoque, pedidos para ressuprimento etc. O foco principal deste
nível de planejamento é a supervisão e realização das tarefas.
Estes planejamentos respondem às seguintes perguntas, de ordem
estratégica, tática e operacional, respectivamente:
Como deve ser nosso sistema de distribuição?
Como o sistema de distribuição pode ser utilizado da melhor forma
possível?
Como fazer as mercadorias saírem?
2.1.5 Integração da Logística
A logística tem tratado cada operação de maneira independente.
Segundo Bowersox e Closs (2001), o transporte e o estoque, por exemplo, têm
sido gerenciados por unidades organizacionais separadas, com pouca ou
nenhuma atenção às inter-relações. As metas do transporte podem resultar em
um estoque médio maior de modo a obter as vantagens econômicas do
movimento consolidado. Por outro lado, metas financeiras podem procurar
reduzir o estoque médio para obter uma alta rotação dos ativos. Em algum
ponto entre essas duas metas dicotômicas estará a melhor prática. Para
alcançá-la, é preciso integrar as operações e analisar o desempenho como um
todo. O desempenho isolado pode criar sérias barreiras à realização das metas
operacionais de logística integrada.
25
Na análise final, pouco importa quanto uma empresa gasta para
executar qualquer atividade individual com transporte, contanto que as metas
de todo o desempenho logístico possam ser realizadas pelo menor custo total.
O aperfeiçoamento da tecnologia de informação aumentou a
possibilidade de execução da logística integrada, despertando interesse
renovado na reengenharia de processos. Enquanto a análise tradicional de
sistemas costumava concentrar-se na integração de funções amplas, as
técnicas de reengenharia são aplicáveis a todos os aspectos da logística,
desde trabalhos específicos até o reprojeto do sistema inteiro.
Segundo Bowersox e Closs (2001), para a logística ser totalmente
eficaz, a empresa deve expandir sua abordagem de integração para incorporar
clientes e fornecedores.
2.1.6 A logística na construção
Na realidade da atividade de construção, pode-se dizer que a logística é
um processo multidisciplinar inserido no processo produtivo de um ou mais
empreendimentos que visa garantir o dimensionamento dos recursos (materiais
e humanos) necessários à produção, a disponibilização destes recursos nas
frentes de trabalho, a armazenagem de matérias-primas e bens processados, o
fluxo e a seqüência das atividades de produção e a gestão das informações
relacionadas aos fluxos físicos de produção (SILVA, 2000).
Este tema só recentemente tem sido abordado por pesquisadores. Um
marco inicial é um trabalho realizado por Koskela (1992), propondo a aplicação
de uma nova filosofia de produção da construção direcionada para adaptar-se
aos princípios Lean Production. Este trabalho traz importantes conceitos de
logística, principalmente quanto aos aspectos pertinentes aos fluxos de
produtos e de informações.
Os primeiros estudos sobre aplicação de logística nos sistemas de
produção de edifícios no Brasil foram publicados por Cardoso (1996), no I
Seminário Internacional Lean Construction - São Paulo. Neste trabalho é
apresentada uma subdivisão para logística aplicável as empresas construtoras,
26
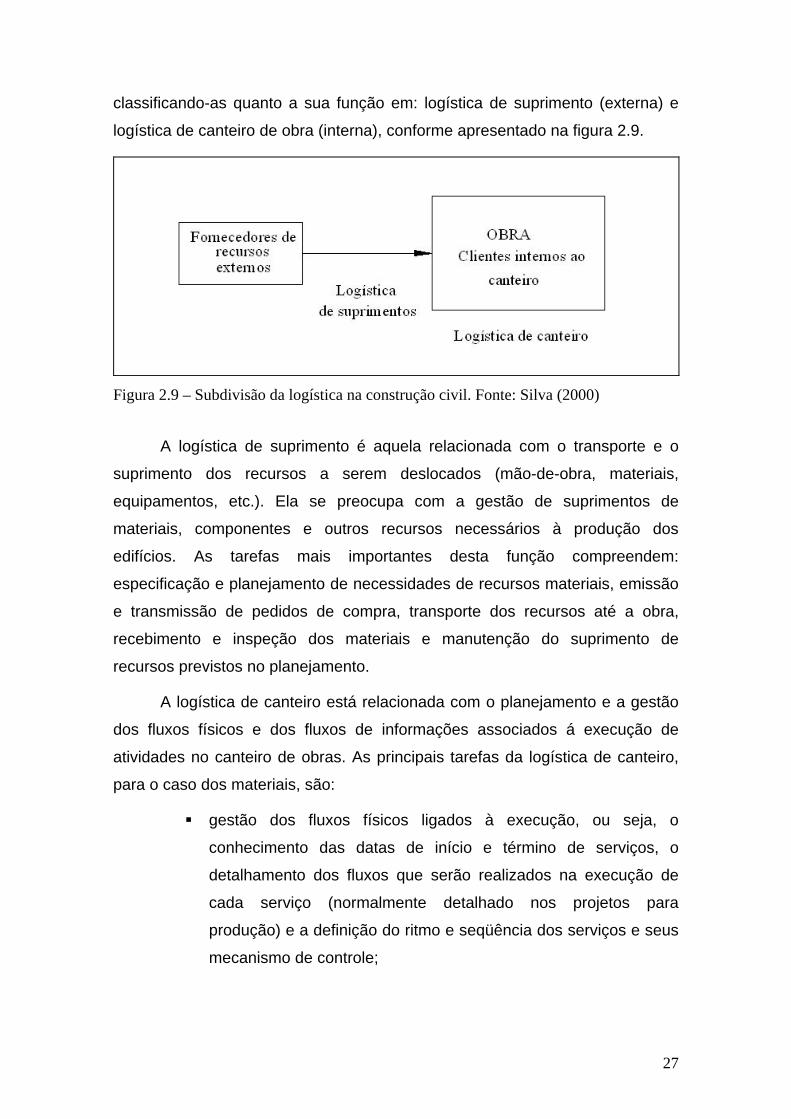
classificando-as quanto a sua função em: logística de suprimento (externa) e
logística de canteiro de obra (interna), conforme apresentado na figura 2.9.
Figura 2.9 – Subdivisão da logística na construção civil. Fonte: Silva (2000)
A logística de suprimento é aquela relacionada com o transporte e o
suprimento dos recursos a serem deslocados (mão-de-obra, materiais,
equipamentos, etc.). Ela se preocupa com a gestão de suprimentos de
materiais, componentes e outros recursos necessários à produção dos
edifícios. As tarefas mais importantes desta função compreendem:
especificação e planejamento de necessidades de recursos materiais, emissão
e transmissão de pedidos de compra, transporte dos recursos até a obra,
recebimento e inspeção dos materiais e manutenção do suprimento de
recursos previstos no planejamento.
A logística de canteiro está relacionada com o planejamento e a gestão
dos fluxos físicos e dos fluxos de informações associados á execução de
atividades no canteiro de obras. As principais tarefas da logística de canteiro,
para o caso dos materiais, são:
gestão dos fluxos físicos ligados à execução, ou seja, o
conhecimento das datas de início e término de serviços, o
detalhamento dos fluxos que serão realizados na execução de
cada serviço (normalmente detalhado nos projetos para
produção) e a definição do ritmo e seqüência dos serviços e seus
mecanismo de controle;
27
gestão da interface entre diferentes agentes no processo de
produção de uma edificação, ou seja, fornecimento das
informações necessárias para que exerçam suas atividades
dentro de padrões preestabelecidos e promoção da resolução de
interferências entre os serviços;
gestão física da praça de trabalho, incluindo a definição e
implantação dos elementos de canteiro, tais como: sistemas de
transportes, zonas de estoque, zonas de pré-fabricação e
equipamentos coletivos de segurança.
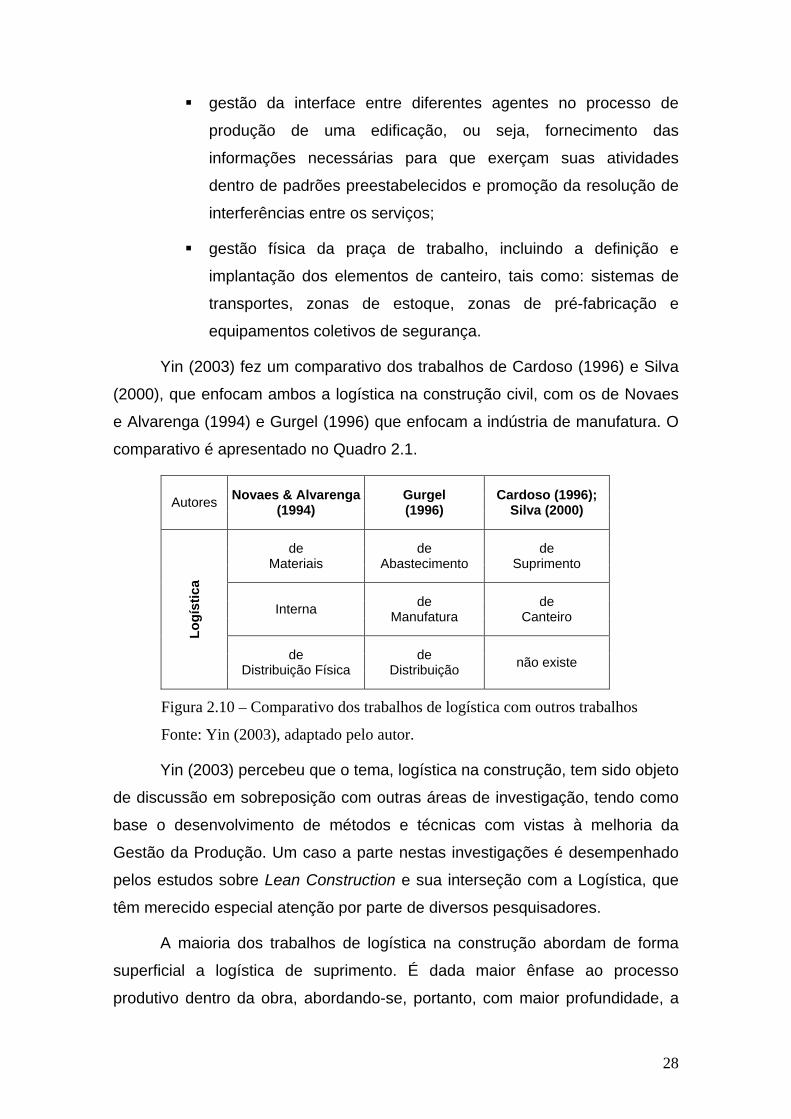
Yin (2003) fez um comparativo dos trabalhos de Cardoso (1996) e Silva
(2000), que enfocam ambos a logística na construção civil, com os de Novaes
e Alvarenga (1994) e Gurgel (1996) que enfocam a indústria de manufatura. O
comparativo é apresentado no Quadro 2.1.
Autores Novaes & Alvarenga (1994)
Gurgel (1996)
Cardoso (1996); Silva (2000)
de Materiais
de Abastecimento
de Suprimento
Interna de Manufatura
de Canteiro
Logí
stic
a
de Distribuição Física
de Distribuição não existe
Figura 2.10 – Comparativo dos trabalhos de logística com outros trabalhos
Fonte: Yin (2003), adaptado pelo autor.
Yin (2003) percebeu que o tema, logística na construção, tem sido objeto
de discussão em sobreposição com outras áreas de investigação, tendo como
base o desenvolvimento de métodos e técnicas com vistas à melhoria da
Gestão da Produção. Um caso a parte nestas investigações é desempenhado
pelos estudos sobre Lean Construction e sua interseção com a Logística, que
têm merecido especial atenção por parte de diversos pesquisadores.
A maioria dos trabalhos de logística na construção abordam de forma
superficial a logística de suprimento. É dada maior ênfase ao processo
produtivo dentro da obra, abordando-se, portanto, com maior profundidade, a
28

logística de canteiro. Desta forma foi o trabalho de: Silva (2000), apresentando
um estudo de caso detalhando o fluxo de materiais na obra; de Cruz (2002),
que abordou a logística empresarial em empresas do setor de edificações e
focalizou o fluxo dos materiais existentes nos canteiros desde sua origem, que
para o seu trabalho é a chegada de matéria-prima na obra e de Yin (2003), que
fez um estudo de caso em canteiros de obra na cidade de Vitória-ES.
Segundo Vieira (2005), a introdução da logística na construção civil pode
ser efetivada de uma forma bastante similar ao seu emprego numa indústria de
transformação seriada, dada a analogia existente entre um canteiro de obras e
uma unidade fabril. Prega que se deve definir, inicialmente, a cadeia de
suprimentos sob a ótica de uma indústria seriada: “é o conjunto de
organizações que se inter-relacionam, criando valor na forma de produtos e
serviços, desde o fornecedor da matéria-prima até o consumidor final”.
Esta definição sugere que ao longo de uma cadeia de suprimentos
exista uma sucessão de serviços, manuseios, movimentações e
armazenagens, possibilitando esta analogia, onde o canteiro de obras seria a
unidade fabril, com suas diversas organizações internas interdependentes
(relação de continuidade) e intervenientes (relação de qualidade). Estas
organizações internas seriam as diversas etapas e equipes constituintes de
uma obra, ou seja, equipes de infra-estrutura (sondagem, escavação, cravação
de estacas, confecção de blocos, etc.), equipes de supra-estrutura (formas,
ferragem, concretagem, alvenaria, pintura, hidráulica, elétrica, etc.),
apresentando numa extremidade os fornecedores externos e na outra o
consumidor do produto. Estas equipes nada mais são do que clientes internos
que necessitam serem supridos de frentes de serviço, mão-de-obra ou
materiais.
Vieira (2005), apresenta ainda algumas diferenças básicas entre a
construção civil e a indústria manufatureira seriada que devem ser
consideradas, uma vez que constituem barreira ou empecilho para introdução
da logística:
imobilidade do produto: a mão-de-obra é que se desloca ao longo do
produto;
29

mão-de-obra com alta rotatividade e, geralmente, desqualificada: cria
produto único e não seriado;
alto custo e tempo elevado de produção;
não existe distribuição física.
Vieira (2005) sugere, ainda, a introdução de um operador logístico, que
gerencie o canteiro em harmonia com o engenheiro da obra, ou seja, uma
pessoa física com elevado conhecimento da tecnologia logística, associado a
uma experiência no setor construtivo, e não um operador nos moldes da
indústria seriada, com estrutura jurídica especializada em gerenciar as
atividades produtivas de uma determinada empresa contratante.
O operador logístico, segundo a sugestão de Vieira (2005), é a pessoa
física que irá materializar todo o processo, ou seja, a pessoa que irá planejar,
implementar e controlar todo o fluxo de materiais, serviços, mão-de-obra e
armazenagem com as respectivas informações associadas, sendo a ele
atribuída, portanto, a gestão da cadeia de suprimentos necessários à produção,
seja de materiais, serviços ou mão-de-obra. Cabe ao engenheiro de obras a
análise, o acompanhamento e o controle das especificações técnicas do
projeto. Depreende-se daí que numa obra existirão dois gestores: o gerente
técnico (engenheiro da obra) e o gerente de suprimentos (operador logístico).
Entende-se que este desmembramento gerencial trará benefícios significativos
ao processo produtivo como um todo, uma vez que cada gestor irá concentrar-
se apenas em sua atividade específica.
2.2 FERRAMENTAS LEAN
Algumas ferramentas do sistema Lean Production (Produção Lean)
como e Just-in-Time e Mapeamento do Fluxo de Valor influenciaram
diretamente as atividades da logística de hoje. Estas ferramentas foram
concebidas para auxiliar a Produção Lean na busca da produção sem perdas.
Para melhor entendimento destas ferramentas é necessário primeiramente o
conhecimento dos princípios lean e da definição de perda ou desperdício
tratado por esse processo produtivo.
2.2.1 Princípios lean
30
A concepção lean é uma filosofia de produção desenvolvida por Ohno e
Toyoda para o sistema Toyota de Produção - STP, no Japão de pós-guerra.
Apresenta conceitos e princípios para uma produção sem perdas. Foi difundida
no Ocidente por inúmeras publicações, tendo como destaque Womack et al
(1992).
Womack e Jones (1998) comenta que a difusão das técnicas de
produção lean é fruto de um processo de criação e desenvolvimento de novos
valores e premissas sobre como desenvolver, manufaturar e distribuir produtos.
Apresenta, ainda, cinco princípios do pensamento lean nas organizações, que
visam à eliminação de perdas:
Especificação do valor
Este é o ponto de partida da Produção Lean. É diferente do que muitos
pensam, pois não é a empresa que define valor, este deve ser feita pelo cliente
final do produto. É preciso que o produto satisfaça seus anseios, ao invés de
ser apenas entregue o resultado de um processo de produção perfeito, mas
que não lhe é atraente. O cliente deve ser atendido de forma eficaz, no
momento certo e com preço adequado. Para isso, não é suficiente apenas ter
um processo eficiente com um corpo técnico capacitado e meios produtivos
sofisticados, é preciso saber se o que se está produzindo está sendo
reconhecido pelo cliente. Em caso negativo, não estará agregando valor, e
todas as atividades executadas são consideradas perdas.
Identificação do fluxo de valor
A cadeia de valor consiste em ações necessárias à condução de um
produto através dos fluxos de planejamento e produção. Inicia-se na
concepção do produto, passa pelo fluxo de produção de matéria-prima ao
produto acabado, contempla as especificações detalhadas de projeto e os
prazos estabelecidos, e finaliza-se com a entrega do produto ao cliente final.
Durante cada uma dessas etapas, irão existir atividades agregadoras e não
agregadoras de valor ao produto. Por esse motivo, todos os envolvidos no
processo de produção devem buscar um entendimento destes conceitos
visando à eliminação de passos desnecessários em cada atividade e entre as
31
mesmas, ajustando assim toda a cadeia em torno de um objetivo comum, que
é a entrega do produto ao cliente com o valor por ele reconhecido.
Fluxo
O princípio do fluxo prega a fluidez de todas as atividades, geradoras ou
não de valor e condena as paradas dos materiais baseadas no conceito de
lotes em estoque, em que uma atividade só é iniciada quando se tem um
grande número de peças a serem processadas. Algumas abordagens são
consideradas no estudo do fluxo de valor:
Focalizar o produto do início ao fim do processo após a definição do
valor e da cadeia de valor;
Ignorar as fronteiras tradicionais, tais como divisões entre
departamentos e empresas e atribuições funcionais, eliminando os
obstáculos ao fluxo contínuo;
Repensar as práticas e ferramentas de trabalho específicas,
buscando eliminação de retrofluxos, sucata e paralisações de todos
os tipos;
Ao se utilizar estas abordagens, pode-se visualizar toda a cadeia
produtiva e identificar quais os passos e partes que necessitam ser revistos, a
fim de permitir um fluxo contínuo. O estudo do fluxo pode ser conduzido
através do mapeamento do fluxo de valor, através do qual analisa-se toda a
cadeia de valor e não apenas pontos isolados. Além disso, pode-se apontar as
fontes geradoras de perdas na cadeia de valor e, também as ligações entre os
fluxos de material e informação (ROTHER e SHOOK, 1999).
Produção Puxada
Este princípio prega que o cliente é quem deve puxar a produção, ou
seja, apenas o que for solicitado será fabricado. As empresas não mais
empurram os produtos para o consumidor através de descontos e promoções.
O consumidor passa a “puxar” a produção, eliminando estoque e dando valor
ao produto. Para tanto, deve-se ter flexibilidade e agilidade para que sejam
atendidos os desejos do cliente.
32
Perfeição
É o quinto e último princípio Lean, deve ser o objetivo constante de
todos envolvidos nos fluxos de valor. Ao se alcançar o sucesso na integração
dos princípios anteriores, parte-se então em busca da maior satisfação possível
do cliente, o qual receberá produtos mais próximos de suas necessidades. Os
autores comentam que o estímulo mais importante para o alcance da perfeição
pode ser a transparência, que possibilita que todos os envolvidos no processo
possam ver tudo, e contribuir para melhorar a agregação de valor ao produto
em toda a cadeia.
Portanto, observa-se que a utilização dos princípios apontados por
Womack e Jones (1998), têm como objetivo principal a eliminação das perdas
criando um fluxo contínuo de valor que alcance todas as etapas da cadeia
produtiva, visando à obtenção da perfeição no atendimento aos requisitos dos
clientes.
2.2.2 Definição de perda ou desperdício
De acordo com Campos (1996), o desperdício é todo e qualquer recurso
que se gasta na execução de um produto ou serviço além do estritamente
necessário (matéria-prima, materiais, tempo, energia, por exemplo). É um
dispêndio extra que aumenta os custos normais do produto ou serviço sem
trazer qualquer tipo de melhoria para o cliente.
Na visão de Shingo (1996), a base teórica do STP – Sistema Toyota de
Produção, é articulada sobre a eliminação do desperdício. Com base nesta
observação, ele se deteve a relacionar as perdas no processo produtivo, com
vistas a facilitar as ações necessárias à eliminação das mesmas. Sete perdas
foram destacadas.
1. SUPERPRODUÇÃO: produzir excessivamente ou cedo demais,
resultando em um excesso de produtos acabados;
2. ESPERA: longos períodos de ociosidade de pessoas, peças e
informação, resultando em um fluxo pobre, bem como em lead time longos;
33
3. TRANSPORTE EXCESSIVO: movimentação excessiva de pessoas,
informação ou peças resultando em dispêndio desnecessário de capital, tempo
e energia;
4. PROCESSOS INADEQUADOS: utilização do jogo errado de ferramentas,
sistemas ou procedimentos, geralmente quando uma aproximação mais
simples pode ser mais efetiva;
5. ESTOQUES DESNECESSÁRIOS: armazenamento excessivo de
componentes nas diferentes atividades do processo, resultando em custos
excessivos;
6. MOVIMENTAÇÃO DESNECESSÁRIA: desorganização do ambiente de
trabalho, com ações desnecessárias, resultando baixa performance dos
aspectos ergonômicos.
7. PRODUTOS DEFEITUOSOS: problemas freqüentes nas cartas de controle,
problemas de qualidade do produto, ou baixa performance na entrega.
2.2.3 A ferramenta Just-in-Time – JIT
O Just-in-Time – JIT - surgiu no Japão em meados da década de 70,
sendo sua idéia básica e desenvolvimento creditados a Toyota Motor
Company, que buscava um sistema de administração que pudesse coordenar a
produção com a demanda específica de diferentes modelos e cores de
veículos, com um mínimo de atraso.
A ferramenta surgiu ao se analisar que não era viável dispor recursos
para armazenar grandes quantidades de peças e/ou produtos acabados. Foi
examinado em suposição de contabilidade um outro método possível: redução
do tamanho do lote e conseqüentemente do espaço para armazenagem.
O Just-in-Time, que em português significa “no momento exato”, ou, na
linguagem cotidiana, “em cima da hora”, é um sistema de produção cuja idéia
principal é fabricar produtos na quantidade necessária e no momento exato em
que o item foi requisitado.
A exigência de um produto pode ter origem interna ou externa à fábrica.
No caso da exigência interna, ela é feita por uma estação de trabalho
34
subseqüente àquela em que o item é produzido, já a externa pode ser por parte
do mercado consumidor.
Um efeito da utilização do JIT na Toyota foi o aumento da velocidade de
produção dos veículos. Isto gerou satisfação do cliente pela melhora no
fornecimento do veículo dentro do prazo preestabelecido. Todo veículo
produzido já tinha, praticamente, a venda consumada eliminado o risco de
retorno da companhia.
Outro efeito da utilização do JIT foi melhoria da qualidade do produto.
Uma vez que não se tinha tempo nem opções de peças para escolher, cada
peça tinha que se encaixar perfeitamente. Para isso, a Toytota teve que testar
e treinar fornecedores de peças a fim de assegurar a qualidade da entrega.
O JIT é uma ferramenta que pode ser definida como “um sistema
sincronizado de produção em fluxo sem estoques” (FERRO apud SILVA,
2000). Baseia-se no princípio de que nenhuma atividade deve acontecer num
sistema sem que haja necessidade dela. Da mesma forma, nenhum material ou
produto em processo deve chegar ao local de processamento ou montagem
sem que ele seja necessário para aquele momento. Ou seja, a demanda (do
cliente final) é que deve “puxar” toda a produção na cadeia logística.
O sistema JIT tem como objetivo final a melhoria contínua do processo
produtivo, através da redução dos estoques intermediários e finais, partindo do
princípio de que estes servem para camuflar ineficiências e problemas no
processo produtivo (CORREA; GIANESI apud SILVA, 2000).
Segundo Yamashina (1988), a técnica Just-in-Time tem merecido
grande destaque em todo o mundo, em virtude da grande necessidade de
redução de custos na área de produção. Esta filosofia pode ser traduzida como
produção sem estoques, eliminação dos desperdícios ou sistema de melhoria
contínua do processo, entre outras denominações.
O sistema de puxar a produção a partir da demanda, produzindo
somente os itens necessários, nas quantidades necessárias e no momento
necessário é atribuído ao JIT. Porém, esta ferramenta é mais do que uma
técnica ou um conjunto de técnicas de administração da produção é
considerado como uma “filosofia”, a qual inclui aspectos de administração de
35
materiais, gestão da qualidade, arranjo físico, projeto do produto, organização
do trabalho e gestão de recursos humanos.
Para Schonberger (1988) e Monden (1984), a implementação do JIT
provoca uma redução gradual no nível de estoques, o que revela mais
problemas, e força os trabalhadores a buscarem soluções rapidamente,
tornando a multifuncionalidade uma qualificação essencial. Embora existam
opiniões que defendam que o sucesso do sistema de administração JIT esteja
calcado nas características culturais do povo japonês, mais e mais gerentes e
acadêmicos têm-se convencido de que essa filosofia é composta por práticas
gerenciais que têm aplicabilidade em qualquer parte do mundo. Algumas
expressões são geralmente usadas para traduzir aspectos da filosofia Just-in-
Time: eliminação de estoques, eliminação de desperdícios, manufatura de fluxo
contínuo, esforço contínuo na resolução de problemas, melhoria contínua dos
processos.
Esta filosofia diferencia-se da abordagem tradicional de administrar a
produção. As metas colocadas pelo JIT, em relação aos vários problemas de
produção, são: zero defeito, tempo zero de preparação (set-up), estoque zero,
movimentação zero, quebra zero, lote unitário (uma peça).
O sistema de produção que adota o JIT deve ter determinadas
características, as quais formam um corpo coerente. Dentre suas
características, são citadas:
A não adaptação à produção de muitos produtos diferentes, o que
requer extrema flexibilidade de faixa do sistema produtivo, em
dimensões que não são conseguidas com filosofia JIT;
O layout do processo de produção deve ser celular, dividindo-se os
componentes produzidos em famílias, conseguindo maior
produtividade;
A não aceitação de erros, paralisando-se a linha até que sejam
eliminados;
A produção é responsável pela qualidade. A redução de estoque e a
resolução dos problemas de qualidade formam um ciclo positivo de
aprimoramento contínuo;
36
A ênfase na redução dos tempos do processo de manter o foco no
valor agregado ao produto, de forma a maximizar a qualidade dos
produtos;
O fornecimento de materiais no sistema deve ser uma extensão dos
princípios aplicados dentro da fábrica, tendo como principais
objetivos os lotes de fornecimento reduzido, recebimentos freqüentes
e confiáveis, lead times de fornecimento reduzidos e altos níveis de
qualidade;
O planejamento da produção deve garantir uma carga de trabalho
diária estável, que possibilite o estabelecimento de um fluxo contínuo
de material. O sistema de programação e controle de produção está
baseado no uso de cartões (kanban), para a transmissão de
informações entre os centros produtivos.
As vantagens do sistema de administração da produção Just-in-Time
podem ser demonstradas por meio da análise de sua contribuição aos
principais critérios competitivos:
1. CUSTOS: dados os preços já pagos pelos equipamentos, materiais e
mão-de-obra, o JIT busca que o custo de cada um desses fatores seja
reduzido ao essencialmente necessário. As características do sistema
JIT, o planejamento e a responsabilidade dos encarregados da produção
pelo refinamento do processo produtivo favorecem a redução de
desperdícios. Existe também uma grande redução dos tempos de set-
up, interno e externo, além da redução dos tempos de movimentação,
dentro e fora da empresa;
2. QUALIDADE: o projeto do sistema evita que defeitos fluam ao longo do
fluxo de produção; o único nível aceitável de defeitos é zero. A pena
pela produção de itens defeituosos é alta. Isso motiva a busca das
causas dos problemas e das soluções para eliminá-las. Os
trabalhadores são treinados em todas as tarefas de suas respectivas
áreas, incluindo a verificação da qualidade. Sabem, portanto, o que é
uma peça com qualidade e como produzi-la;
Se um lote inteiro tiver peças defeituosas, o tamanho reduzido dos lotes
minimizará o número de peças afetadas. O aprimoramento de qualidade faz
37

parte da responsabilidade dos trabalhadores e da produção, estando incluído
na descrição de seus cargos.
3. FLEXIBILIDADE: o sistema just-in-time aumenta a flexibilidade de resposta
do sistema, pela redução do tempo envolvido no processo. Embora o
sistema não seja flexível com relação à faixa de produtos oferecidos ao
mercado, a flexibilidade dos trabalhadores contribui para que o sistema
produtivo seja mais flexível em relação às variações do mix de produtos.
Por meio da manutenção de estoques baixos, um modelo de produto
pode ser mudado sem que haja obsolescência de muitos componentes.
Como o projeto de componentes comprados é geralmente feito pelos
próprios fornecedores, a partir de especificações detalhadas e rígidas de
projeto, estes podem ser desenvolvidos de maneira consistente com o
processo produtivo do fornecedor;
4. VELOCIDADE: a flexibilidade, o baixo nível de estoques e a redução dos
tempos permitem que o ciclo de produção seja curto, e o fluxo, veloz. A
prática de diferenciar os produtos na montagem final, a partir de
componentes padronizados, de acordo com as técnicas de projeto
adequado de manufatura e projeto adequado à montagem, permite, em
muitos casos, entregar os produtos em prazos mais curtos;
5. CONFIABILIDADE: a confiabilidade das entregas também é aumentada por
meio da ênfase na manutenção preventiva e da flexibilidade dos
trabalhadores, o que torna o processo mais robusto. As regras do
kanban e o princípio da visibilidade permitem identificar rapidamente os
problemas que poderiam comprometer a confiabilidade, permitindo sua
imediata resolução.
2.2.4 – Mapeamento do fluxo de valor
Segundo Rother e Shook (1999), o fluxo de valor é toda a ação, que
agregue ou não valor, necessária para trazer um produto por todos os
processos essenciais a cada etapa de fabricação. Já o mapeamento do fluxo
de valor é uma ferramenta que utiliza recursos gráficos, com papel e lápis, para
esboçar as atividades de fluxo de valor. Estes recursos ajudam a enxergar e
38

entender o fluxo de materiais e de informações na medida em que o produto
segue na cadeia produtiva.
Ao considerar o fluxo de valor, deve-se levar em conta o quadro mais
amplo, não só os processo individuais. Deve-se melhorar o todo, não só
otimizar as partes (ROTHER E SHOOK, 1999).
Segundo Ferreira (2004), o mapeamento do fluxo de valor é uma
ferramenta capaz de olhar para os processos de agregação de valor
horizontalmente. Isso implica romper com a perspectiva tradicional de examinar
departamentos ou funções e enfatizar atividades, ações e conexões no sentido
de criar valor e fazê-lo fluir, desde os fornecedores até os clientes finais.
Para a correta abordagem da técnica, o fluxo de produção deve ser
coberto porta-a-porta dentro da planta, incluindo a entrega na planta do cliente
e o recebimento dos insumos de matéria-prima. Considerando o fluxo de
produção, o que normalmente vem à mente é o fluxo de material dentro da
fábrica. Mas há outro fluxo – o de informação – que diz para cada processo o
que fabricar ou fazer em seguida. Os fluxos de material e de informação devem
ser mapeados juntos (ROTHER e SHOOK, 1999).
Nessa abordagem é traçada uma visão do estado atual e projetada uma
idéia do estado futuro desejado. A partir daí, empregam-se várias ferramentas,
que são aplicadas sobre pontos críticos levantados pelo mapeamento do fluxo
do processo.
Rother e Shook (1999) apresenta dois mapeamentos de fluxo de valor
para a indústria TWI: O 1º é o estado atual e está representado na Figura 2.11.
O 2º é estado futuro e está representado na Figura 2.12.
No estado atual, o chão de fábrica está inundado com pedidos que
foram liberados muito antes do tempo e são arranjados e rearranjados para
otimizar as trocas e atender às necessidades mais urgentes dos clientes. Estas
atividades de rearranjo poderiam ser eliminadas se a TWI liberasse lotes
menores que atendesse a demanda de um pedido.
Os ícones utilizados no mapeamento do fluxo de valor desenvolvidos por
Rother e Shook (1999) e utilizados no mapeamento do estado atual e futuro
estão no Anexo 12.
39
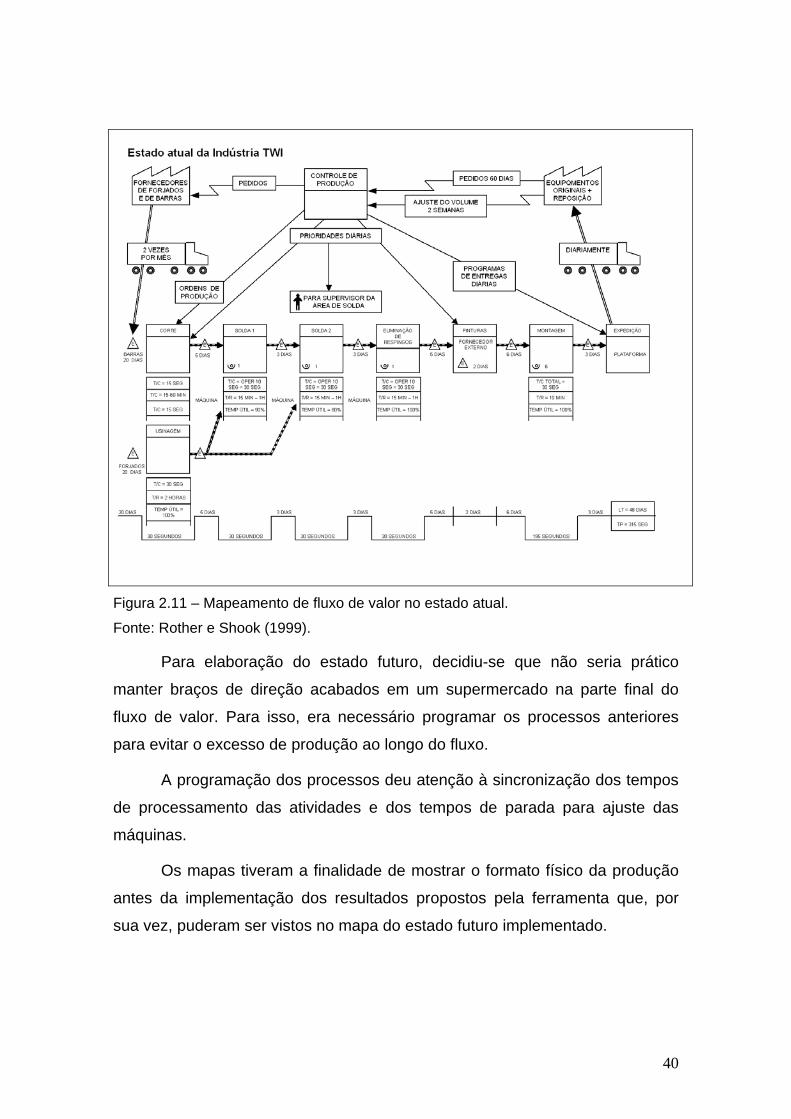
Figura 2.11 – Mapeamento de fluxo de valor no estado atual.
Fonte: Rother e Shook (1999).
Para elaboração do estado futuro, decidiu-se que não seria prático
manter braços de direção acabados em um supermercado na parte final do
fluxo de valor. Para isso, era necessário programar os processos anteriores
para evitar o excesso de produção ao longo do fluxo.
A programação dos processos deu atenção à sincronização dos tempos
de processamento das atividades e dos tempos de parada para ajuste das
máquinas.
Os mapas tiveram a finalidade de mostrar o formato físico da produção
antes da implementação dos resultados propostos pela ferramenta que, por
sua vez, puderam ser vistos no mapa do estado futuro implementado.
40

Figura 2.12 –Mapeamento de fluxo de valor no estado futuro.
Fonte: Rother e Shook (1999).
O Mapeamento do Fluxo de Valor é apenas um meio de melhorar o
desempenho de sua organização. Sugestões e dicas para compor o
mapeamento foram feitas pelo Lean Institute Brasil e por Rother e Shook
(1999).
As informações de estado atual, quando possível, devem ser
coletadas junto dos fluxos reais de materiais e informação;
Esforços devem ser focalizados nos fluxos de valor que exigem
melhorias substanciais sob uma perspectiva ampla, que tenha
como núcleo o objetivo do negócio;
É necessário entender claramente a situação atual – não só os
problemas (sintomas), mas também porque eles ocorrem. Uma
caminhada geral ao longo do fluxo deve ser feita, para a
compreensão do processo. Posteriormente informações de cada
fase deverão ser reunidas;
41

O trabalho de mapeamento deve começar pela expedição, ou
seja, do ponto mais próximo do cliente para o início da cadeia;
Os dados teóricos, como tempo de ciclo, devem ser medidos para
evitar falhas por falta de atualização de documentações;
O desenho do mapa deverá ser feito à mão e com lápis, para
facilitar as anotações e modificações necessárias, em campo.
Definir metas de melhoria para as famílias de produtos escolhidas
(ex. para algumas, a prioridade pode ser reduzir os custos com
menos retrabalho, maior ocupação das máquinas, etc, para
outras, ganhar espaço físico para viabilizar uma ampliação ou
reduzir lead time para aumentar a capacidade de resposta às
variações do mercado). O ideal é definir indicadores e metas
numéricas desde o começo. Uma alternativa pode ser definir
objetivos qualitativos, que posteriormente podem ser
quantitativos.
Definir e buscar o consenso sobre um estado futuro que possa
ser alcançado em um período de seis meses a um ano, com
poucos investimentos;
Definir e implementar um plano de ação com claras
responsabilidades, tarefas e metas a serem atingidas;
Uma vez implementado o estado futuro, recomeçar o
mapeamento, pois estados futuros implementados tornam-se
estados atuais. Essa deve ser a dinâmica da melhoria contínua.
Durante a observação na planta estudada, dados importantes poderão
ser coletados para definir como será o estado futuro. Para isso, a utilização de
ícones deve ser considerada como fundamental nesta coleta, quanto a: tempo
de ciclo (tempo que leva entre um componente e o próximo saírem do mesmo
processo); tempo de troca (tempo para mudar a produção de um tipo de
produto para o outro); número de pessoas necessárias para operar o processo,
que pode ser indicado com um ícone de operador; tempo disponível no turno
naquele processo; e outros dados que devem ser considerados se relevantes
para o estudo.
42

Ainda durante o trabalho de mapeamento, provavelmente serão
encontrados lugares onde o estoque se acumula. Estes pontos deverão ser
devidamente representados para serem avaliados, pois estoque representa
"dinheiro parado".
Posteriormente, um segundo aspecto deverá ser considerado no
mapeamento: o fluxo de informação, por meio do qual é dito o que fabricar e
quando, em cada processo. Nesta fase é importante um levantamento de como
as informações caminham pela fábrica, pois sua distorção ou falta pode
acarretar uma produção empurrada e ocasionar perdas.
Após a elaboração de um mapa de estado atual, poderão ser facilmente
observados os diversos desperdícios correntes, tendo-se oportunidades de
melhorias, para a elaboração do mapa futuro.
Para combater os potenciais desperdícios apresentados acima utilizam-
se algumas técnicas, descritas a seguir:
Equipamentos adequados: é extremamente importante que os
equipamentos à disposição dos operadores sejam o mais adequado
possível às necessidades de produção do produto em questão. As
“improvisações” que comumente estão presentes no dia-a-dia da
produção devem ser identificadas e eliminadas no sentido de prover aos
operadores as melhores condições de trabalho, eliminando assim
possíveis perdas de tempo com procura de dispositivos, ajustes etc;
Fluxo Contínuo: um fluxo contínuo de processo é importante por evitar
excesso de produção, como altos estoques entre operações, que muitas
vezes escondem diversos tipos de desperdício como má qualidade,
tempos de troca de produto (set-up) alta e baixa produtividade do
equipamento ocasionada por algum motivo de quebra constante, falta de
manutenção, entre outros;
Kanban: segundo Rother e Shook (1999), “a mais importante fonte de
desperdício é o excesso de produção, que significa produzir mais, antes,
ou mais rápido do que é requerido pelo processo seguinte”. O kanban
atua exatamente nesse ponto, limitando a produção de itens e
quantidades desnecessárias, por meio do uso de cartões sinalizadores
43

de produção e disciplinas dos operadores que recebem autoridade para
conduzir a produção.
Por meio do mapeamento do fluxo de valor os desperdícios podem
ser destacados e eliminados, sendo projetado este ganho potencial no
mapa do estado futuro que pode se tornar real em pequenos intervalos de
tempo, dependendo diretamente de decisões estratégicas.
O mapa do estado futuro visa à construção de uma cadeia de
produção em que os processos individuais sejam articulados aos seus
clientes por meio de fluxo contínuo ou puxado, sendo produzido apenas o
que o cliente precisa no momento certo. Adotam-se algumas regras para
que o sistema obtenha um melhor êxito em sua implantação:
Encontro do takt time para a cadeia de valor, pois ele mostrará o ritmo
em que a fábrica deverá trabalhar para a obtenção de peças focadas ao
fluxo contínuo, produzindo de acordo com a demanda do cliente. Desta
forma, muitos dos inventários de processo poderão ser minimizados ou
até mesmo eliminados;
Definição do local onde será usado o sistema de puxadas, geralmente
com a utilização de supermercados e kanban e a metodologia de
trabalho do mesmo. Esta definição dependerá de fatores como os
padrões de compra do cliente (interno ou externo), da confiabilidade dos
processos e das características do produto;
Introdução do nivelamento das atividades, permitindo que o operador
atue de forma multifuncional, executando sempre um trabalho padrão;
Desenvolvimento do comprometimento dos operadores para com os
cuidados de seu equipamento, incluindo lubrificação e algumas
pequenas manutenções. Este ponto é tido como base para o sucesso do
sistema, pois um sistema enxuto está diretamente relacionado com as
condições de seus equipamentos;
Projeção/operação com o uso de times multifuncionais para assegurar
que o sistema (não apenas o processo) seja otimizado. O maior
desperdício é a não utilização do raciocínio de uma equipe de trabalho.
44

Se o desejo é assegurar que o sistema seja otimizado, é necessário
envolver todas as pessoas que dão suporte ao sistema;
Manutenção da simplicidade nas atividades, evitando soluções
aparentemente fantásticas, mas complexas. Isso mantém as pessoas
comprometidas com o processo e capazes de melhorar o sistema e de
mantê-lo, e facilita o treinamento e o tempo de respostas às mudanças;
Uso dos recursos de informática para simulações. Uma simulação pode
avaliar vários layouts de processos e ajudar a determinar qual projeto
satisfaz melhor a necessidade do seu cliente. Fluxos de processos,
tempos de ciclo estimados, taxas de rejeição e tempo de conserto
fornecem a base para todos os modelos de simulação utilizados nesse
processo;
Prática de melhorias contínuas para eliminar desperdícios, que possam
ser observados somente após a instalação da planta, pois o
mapeamento da cadeia de valor é um documento “vivo” que pode ser
constantemente melhorado.
A representação do estado futuro também é feita com a utilização de
ícones que desenham uma nova cadeia de valor esperada, a qual foi projetada
a partir da identificação dos desperdícios do mapa de estado atual.
A projeção do estado futuro permitirá à equipe envolvida, uma
visualização rápida dos potenciais ganhos, porém para obter uma mensuração
exata torna-se necessária sua efetivação, pois as previsões podem ser muitas
vezes otimistas ou pessimistas em excesso.
2.3 A LOGÍSTICA COMO FERRAMENTA DE CONSTRUÇÃO LEAN
Segundo Vieira (2005), está começando a ocorrer um processo de
mudança radical na concepção produtiva da construção civil. Os métodos
construtivos sofreram evoluções consideráveis e novas técnicas de fabricação
de elementos estruturais passam a prevalecer, assim como, a montagem
passa a tomar lugar da produção in loco, a movimentação dos materiais nos
canteiros começa a se especializar através da unitização (acumulação de
45

várias peças em um lote para facilitar o manuseio) e utilização de
equipamentos compatíveis, ou seja, a construção civil está se aproximando
muito do processo de industrialização. Como o produto mudou, a tecnologia de
gestão terá que mudar. A única forma de colocar a construção civil em
patamares próximos aos da indústria é com o gerenciamento do fluxo de
suprimentos, principal responsável pela ineficiência, desperdícios e
improvisação no ambiente produtivo.
Nas empresas enxutas os componentes são entregues apenas no
momento exato que serão utilizadas na montagem (Womack et. al, 1992). Tal
procedimento está de acordo com o sistema Just-in-Time. Portanto, deve existir
um sistema logístico que consiga suprir as necessidades da obra somente
quando esta o requisitar.
Atualmente existe uma tendência em se integrar toda a cadeia de
suprimentos. Algumas organizações, como a Toyota Motor Company,
perceberam que cooperar com seus fornecedores é mais rentável do que forçá-
los a produzir segundo um padrão pré-estabelecido. Para que esta
disponibilidade e confiabilidade possam acontecer entre clientes e
fornecedores, é necessário existir um sistema logístico eficaz. Qualquer falha
no sistema de entregas leva as duas organizações a perdas não somente
financeiras, mas talvez ainda pior, de credibilidade entre elas e seus clientes
(SILVA, 2003).
Qualquer atraso, tanto na entrega ao cliente final quanto na entrega à
fábrica, aumentará o lead total de entrega ao cliente. Uma das formas que as
empresas se utilizam para precaver-se contra atrasos de entrega e
fornecimento são os estoques. Está provado que os custos com estoques são
elevados. Além disso, trabalhando num ambiente enxuto de produção os
estoques são levados a um patamar mínimo. Portanto, problemas de
fornecimento, tanto de matéria-prima como de entregas, irão se refletir no lead
time total de entrega ao cliente.
Quando se projeta um sistema enxuto, utilizando ferramentas como o
mapeamento de fluxo de valor, consegue-se reduzir o lead time de produção
na obra. Alguns podem pensar que uma redução no lead time de produção
resultará em uma diminuição no lead time total. Isto é verdade quando o
46
sistema logístico também está preparado para trabalhar de forma enxuta. Caso
contrário, se, por exemplo, as entregas ao cliente forem feitas de forma
ineficiente, todo o tempo ganho com a eliminação nos desperdícios na
produção será desperdiçado no sistema de entregas.
Trabalhando num sistema de produção enxuta, a obra será abastecida
com lotes menores e maior freqüência. Uma dúvida que pode surgir é: quando
se projeta um sistema logístico para atender à produção Just-in-Time, o custo
final do produto não aumentará devido a um aumento no gasto com
transportes? Segundo Silva (2003) a resposta é não. Os ganhos com a
redução nos custos com estoques são bem maiores do que os gastos
adicionais com transporte. Deve-se lembrar que existem muitos desperdícios e
custos relacionados com estoques como: manutenção de estoques, risco de
obsolescência, espaço ocupado, movimentação de materiais.
Num ambiente de produção enxuta, onde as entregas são realizadas
Just-in-Time, todo o sistema de produção Lean fica sujeito à eficiência do
sistema logístico em suprir a linha de produção no momento exato. Qualquer
atraso nas entregas pode representar uma paralisação de montagem.
O bom desempenho de um sistema de Produção Lean depende
diretamente da eficiência do sistema logístico da empresa. Nenhum sistema de
produção Lean consegue obter sucesso se houver falhas no setor de logística
da organização. O abastecimento de matérias-primas e a entrega Just-in-Time
ao cliente tornam-se viáveis quando o sistema logístico está qualificado para
fazer entregas constantes e em pequenos lotes (SILVA, 2003).
A produção enxuta fornece as ferramentas necessárias para se reduzir
custo, melhorar a qualidade e reduzir os tempos de desenvolvimento e entrega
de produtos. Mas esta depende da eficiência do sistema logístico. Uma
empresa dita enxuta, que não possui um sistema logístico enxuto, não
consegue atender aos seus clientes com eficiência e rapidez. Todos os
esforços em se reduzir os tempos de fabricação são perdidos na ineficiência do
sistema logístico. Portanto, a empresa enxuta deve contemplar um sistema
logístico que seja capaz de entregar eficientemente no tempo, na quantidade e
no local certo (SILVA, 2003).
47

3 METODOLOGIA
3.1 ESTRUTURA DA PESQUISA
Há dificuldade para estabelecer a metodologia de pesquisa quando se
estuda uma nova aplicação da logística voltada para uma concepção de
organização do processo construtivo, com mudança de procedimentos e de
critérios de solução dos problemas. É o caso da logística aplicada a construção
predial Lean. Na fase em que se encontra, quando os procedimentos ainda
estão sendo discutidos e não há ainda um histórico de resultados positivos, há
dificuldade em comprovar a melhoria de desempenho logístico com a
implantação dessa nova concepção de construção. Embora a logística tenha
ajudado diversos tipos de indústrias a se tornarem mais competitivas, as
experiências de mudança de procedimentos na construção civil ainda estão
iniciando. Os exemplos que se têm são pontuais, abordando levantamento de
dados sobre a movimentação de materiais dentro da obra. Não foi encontrada
nenhuma publicação abordando profundamente os conceitos de logística
aplicados à movimentação externa de materiais na construção civil. Boa parte
da literatura e dos exemplos ocorre fora do Brasil, sugerindo planejamento
estratégico da logística, sem entrar em detalhes de operações logísticas. Isto
dificulta a tomada de dados de acompanhamento para comprovar a eficiência
de performance do planejamento logístico utilizando ferramentas lean.
A discussão sobre a utilização da metodologia lean, na construção foi
apresentada no trabalho de Lyra da Silva (2005). Este trabalho não se ateve a
fazer a mesma discussão que Lyra da Silva (2005), e sim em analisar a
utilização das ferramentas lean no planejamento logístico voltado para o
suprimento de estruturas metálicas desde a fábrica até a obra.
A logística é a forma de prover bens e serviços quanto, quando e onde, na
condição desejada pelos consumidores (BALLOU, 1993). Já as ferramentas
lean, como Just-in-Time e Mapeamento do Fluxo de Valor atuam no
planejamento da movimentação dos materiais de forma a propiciar ganho de
produtividade, ou se analisarmos sob o ponto de vista lean, estas ferramentas
propiciam o fluxo dos materiais com o mínimo de desperdício possível.
48
A aplicação da ferramenta Just-in-Time leva ao planejamento de
movimentação dos materiais em pequenos lotes. Isto pode gerar algum conflito
quanto ao planejamento de aquisição dos produtos, pois sempre há vantagens
quando se negocia grandes quantidades de materiais. Este trabalho não
aborda as vantagens que podem ser obtidas com a negociação de grandes
lotes, ele se preocupa em atender as necessidades da obra e evitar
desperdícios durante o processo de movimentação. Se o processo de
negociação para aquisição dos materiais for em grande quantidade de peças,
principalmente aí, o planejamento logístico deverá ser muito importante.
Grandes quantidades de materiais são mais difíceis de se organizar e
manipular e podem gerar conturbações ao suprimento da obra, ainda mais em
condições desfavoráveis de movimentação e armazenagem.
As ferramentas Just-in-Time e Mapeamento do Fluxo de Valor foram
utilizadas no planejamento estratégico da logística. Ou seja, conforme Ballou
(1993), esta fase do planejamento responde a pergunta: Como deve ser o
sistema de distribuição? A resposta seria: Em pequenos lotes, com peças
específicas que serão utilizadas logo quando chegarem à obra, pois o local não
apresenta disponibilidade de armazenagem e tem restrições de acesso e
permanência dos veículos de carga.
Durante o estudo preliminar de localização da obra, encontrou-se um trecho
do Centro da cidade do Rio de Janeiro que apresentava potencial para
construção de um novo prédio, no quarteirão da Rua Buenos Aires com
Avenida Passos. Para essa área analisou-se a possibilidade de construção de
um prédio em aço de 8 pavimentos, utilizando um anteprojeto preparado por
Bellei (2004). Verificou-se que este anteprojeto se adaptava às condições do
terreno e com gabarito compatível com a região daquelas ruas.
O problema passou a ser em como construir (montar) as estruturas
metálicas em um local de difícil acesso, sem área de estocagem de material e
com dificuldade na movimentação e uso de guindastes. Se, de alguma
maneira, fosse apresentada uma alternativa de construção (montagem) das
estruturas que resolvesse as limitações impostas à obra, se teria como certo
que essa alternativa seria mais eficiente que a solução convencional em
concreto armado.
49

No aprofundamento das soluções construtivas baseadas na concepção lean
de construção, verificou-se a necessidade de análise da seqüência de
montagem. Estabeleceu-se que as estruturas deveriam ser fornecidas em
pequenos lotes, imediatamente içadas e montadas, o que contornaria as
principais limitações de localização da obra. A implantação do Just-in-Time,
tanto no fornecimento de peças como na operação do guindaste, reduziria os
transtornos de acesso à obra e admitiria a inexistência de área de depósito.
Para tornar viável o processo, identificando gargalos e ajustando a
movimentação em uma seqüência Just-in-Time, houve a necessidade de
representar o encaminhamento das peças em um Mapeamento de Fluxo de
Valor. O mapeamento iniciaria na chegada da batelada de peças fornecidas
pelo fabricante de estruturas metálicas em um depósito fora dos limites da
cidade. Nesse depósito seriam rearrumadas as peças em lotes a serem
transportados, içados e montados, numa seqüência e num ritmo determinado
pela torre de montagem da obra. Ou seja, a montagem tem uma demanda
seqüencial de peças e uma produtividade que é estendida à logística de
abastecimento, determinando uma rotina de fornecimento que é atendida pelo
carregamento no depósito.
O Mapeamento de Fluxo de Valor descreve o enquadramento dessas
atividades: desde o carregamento de lotes nas carretas, transportando até a
obra, seguido das operações de içamento e de montagem de peças. Havendo
sincronismo, não ocorrem “gargalos” ou esperas, a movimentação se faz em
fluxo e estabelece-se um Just-in-Time nas operações. O planejamento do fluxo,
nessas condições exige o balanceamento das atividades em um ritmo
estabelecido pelo Takt Time.
O mapeamento é usado para retratar o estado “ideal” no processo de
desenvolvimento dos planos de implantação dos sistemas lean. Neste trabalho
é usado para retratar a proposta de movimentação das estruturas pelas várias
etapas do processo logístico, como: movimentação dentro do depósito,
transporte dos materiais do depósito até a obra e movimentação dentro da
obra.
Este trabalho não aborda a atividade de manuseio na fábrica, nem dá
ênfase no transporte dos materiais da fábrica até o depósito, pois estas
50
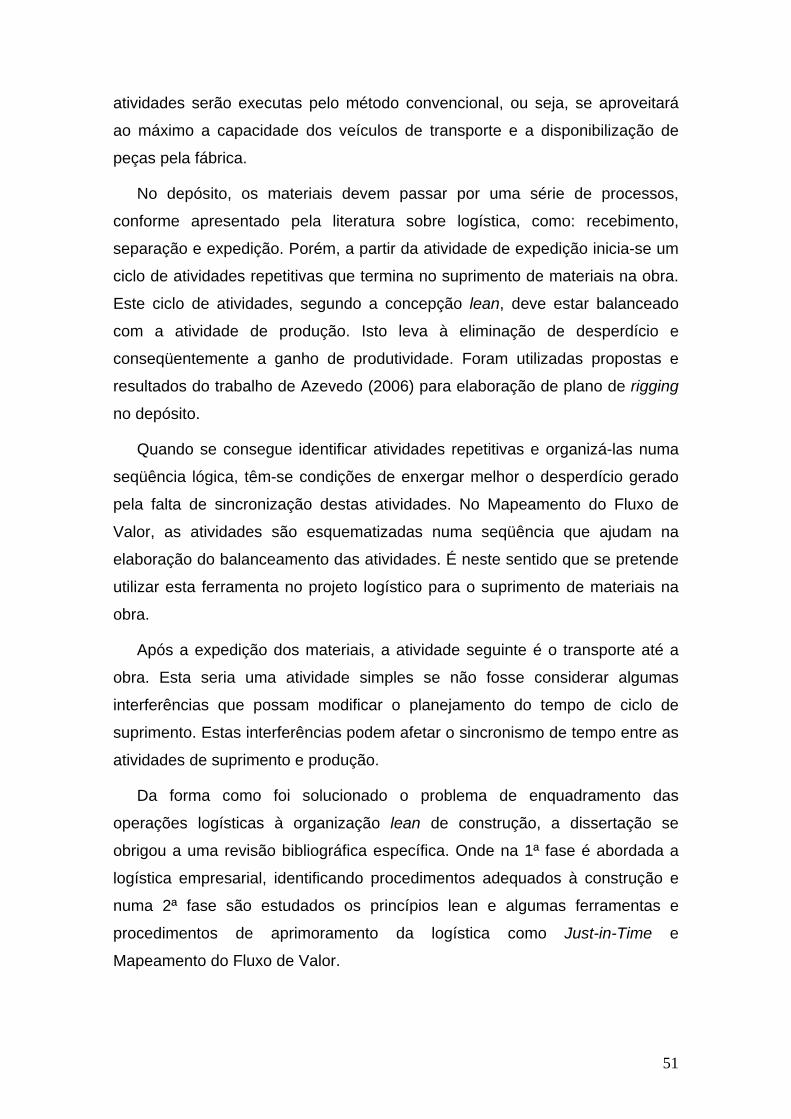
atividades serão executas pelo método convencional, ou seja, se aproveitará
ao máximo a capacidade dos veículos de transporte e a disponibilização de
peças pela fábrica.
No depósito, os materiais devem passar por uma série de processos,
conforme apresentado pela literatura sobre logística, como: recebimento,
separação e expedição. Porém, a partir da atividade de expedição inicia-se um
ciclo de atividades repetitivas que termina no suprimento de materiais na obra.
Este ciclo de atividades, segundo a concepção lean, deve estar balanceado
com a atividade de produção. Isto leva à eliminação de desperdício e
conseqüentemente a ganho de produtividade. Foram utilizadas propostas e
resultados do trabalho de Azevedo (2006) para elaboração de plano de rigging
no depósito.
Quando se consegue identificar atividades repetitivas e organizá-las numa
seqüência lógica, têm-se condições de enxergar melhor o desperdício gerado
pela falta de sincronização destas atividades. No Mapeamento do Fluxo de
Valor, as atividades são esquematizadas numa seqüência que ajudam na
elaboração do balanceamento das atividades. É neste sentido que se pretende
utilizar esta ferramenta no projeto logístico para o suprimento de materiais na
obra.
Após a expedição dos materiais, a atividade seguinte é o transporte até a
obra. Esta seria uma atividade simples se não fosse considerar algumas
interferências que possam modificar o planejamento do tempo de ciclo de
suprimento. Estas interferências podem afetar o sincronismo de tempo entre as
atividades de suprimento e produção.
Da forma como foi solucionado o problema de enquadramento das
operações logísticas à organização lean de construção, a dissertação se
obrigou a uma revisão bibliográfica específica. Onde na 1ª fase é abordada a
logística empresarial, identificando procedimentos adequados à construção e
numa 2ª fase são estudados os princípios lean e algumas ferramentas e
procedimentos de aprimoramento da logística como Just-in-Time e
Mapeamento do Fluxo de Valor.
51
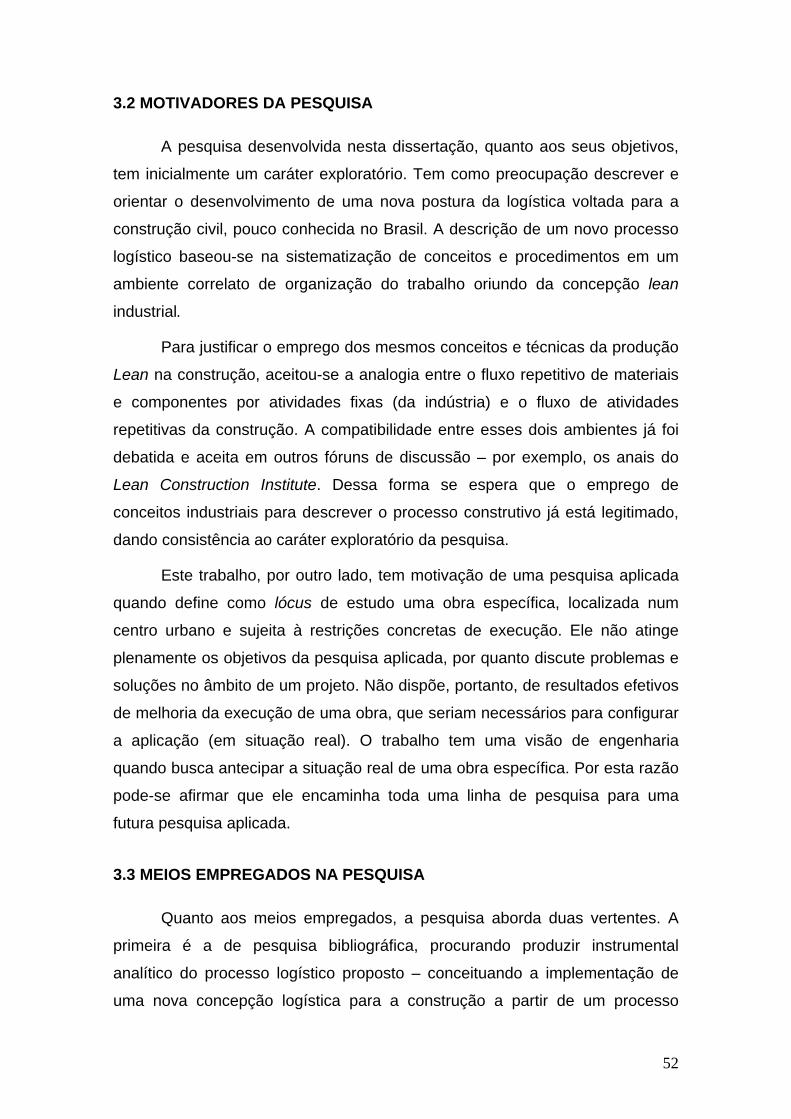
3.2 MOTIVADORES DA PESQUISA
A pesquisa desenvolvida nesta dissertação, quanto aos seus objetivos,
tem inicialmente um caráter exploratório. Tem como preocupação descrever e
orientar o desenvolvimento de uma nova postura da logística voltada para a
construção civil, pouco conhecida no Brasil. A descrição de um novo processo
logístico baseou-se na sistematização de conceitos e procedimentos em um
ambiente correlato de organização do trabalho oriundo da concepção lean
industrial.
Para justificar o emprego dos mesmos conceitos e técnicas da produção
Lean na construção, aceitou-se a analogia entre o fluxo repetitivo de materiais
e componentes por atividades fixas (da indústria) e o fluxo de atividades
repetitivas da construção. A compatibilidade entre esses dois ambientes já foi
debatida e aceita em outros fóruns de discussão – por exemplo, os anais do
Lean Construction Institute. Dessa forma se espera que o emprego de
conceitos industriais para descrever o processo construtivo já está legitimado,
dando consistência ao caráter exploratório da pesquisa.
Este trabalho, por outro lado, tem motivação de uma pesquisa aplicada
quando define como lócus de estudo uma obra específica, localizada num
centro urbano e sujeita à restrições concretas de execução. Ele não atinge
plenamente os objetivos da pesquisa aplicada, por quanto discute problemas e
soluções no âmbito de um projeto. Não dispõe, portanto, de resultados efetivos
de melhoria da execução de uma obra, que seriam necessários para configurar
a aplicação (em situação real). O trabalho tem uma visão de engenharia
quando busca antecipar a situação real de uma obra específica. Por esta razão
pode-se afirmar que ele encaminha toda uma linha de pesquisa para uma
futura pesquisa aplicada.
3.3 MEIOS EMPREGADOS NA PESQUISA
Quanto aos meios empregados, a pesquisa aborda duas vertentes. A
primeira é a de pesquisa bibliográfica, procurando produzir instrumental
analítico do processo logístico proposto – conceituando a implementação de
uma nova concepção logística para a construção a partir de um processo
52

logístico industrial já conhecido. Vale ressaltar que este novo comportamento
da logística está atrelado à concepção de construção Lean. A regra adotada
para caracterização desse novo comportamento tem por base o instrumental
mediato: revisando as definições e procedimentos da logística empresarial e da
concepção Lean.
Outro meio de pesquisa empregado, que estabelece a segunda vertente
de trabalho, diz respeito ao caráter experimental da pesquisa. Apesar de não
lidar com um estudo de caso propriamente, o estudo de projeto logístico de um
prédio comercial se reveste de sentido prático quando, por regra de ofício,
assinala as condições gerais de suprimento de materiais que podem interferir
na realização da obra. Omissões que porventura tenham ocorrido são
facilmente identificadas, dado o aspecto descritivo das operações estudadas.
Dessa maneira o trabalho permite, a qualquer tempo, uma revisão das suas
estimativas e previsões de performance, se ajustando cada vez mais à situação
real. Vale esclarecer, contudo, que os dados apresentados estão correntes
com estimativas e previsões de profissionais da área de logística e construção
– entrevistados, mas não citados no trabalho.
Há de se perceber que o projeto logístico apresentado, apesar de ser
totalmente vinculado à forma de construção lean não estabelece restrições
quanto a procedimentos logísticos adotados pelos diversos setores. O fluxo
proposto e estudado é o ponto essencial para a atuação da logística de
suprimento na construção Lean. A proposta de montagem das estruturas
sugerida, enseja uma base para a implementação subseqüente de frentes
simultâneas de serviços (de fechamento dos andares). Dessa forma, a
integração da logística de abastecimento, das atividades de içamento e
montagem e a abertura de frentes simultâneas de serviço, com redução de
desperdícios de espera e de estoques, estabelecem condições de aumento de
produtividade que são o foco do conceito lean de construção. Por essa razão, o
objeto de estudo ganha generalidade como instrumento amplo de discussão da
construção predial.
53
54
4 PROJETO LOGÍSTICO
4.1 CARACTERÍSTICAS GERAIS
As características mais relevantes do empreendimento que influenciam
diretamente a elaboração do modelo logístico são: local da obra, os materiais
utilizados, a origem dos materiais, o modo de construção, o modo de transporte
e a sua relação com o processo construtivo. Pretende-se colher dados para a
elaboração do projeto logístico buscando atender às necessidades do cliente
de forma mais eficiente. Vale relembrar que o cliente neste caso é o construtor
da obra e que a missão da logística é colocar produtos e serviços certos, no
lugar e instante corretos e na condição que o cliente deseja (BALLOU, 1993).
4.1.1 Aspectos gerais do local da obra
A obra está localizada na Rua Buenos Aires, no Centro da Cidade do
Rio de Janeiro, entre os números 190 e 210. Neste logradouro, a
movimentação de veículos de carga gera conturbações para o tráfego local.
Apesar da legislação que regulamenta a movimentação e permanência dos
veículos no Centro, com destaque para a portaria Nº 11.708 e o decreto Nº
14.188, que serão apresentados em 4.4.1.3, o congestionamento é quase
permanente, conforme observado na foto da Figura 4.1.
Figura 4.1 – Detalhe da Rua Buenos Aires

55
A dificuldade quanto ao trânsito já caracteriza um problema para o
projeto logístico que deseja proceder a entregas no momento certo. A falta de
espaço para a permanência da carreta na obra durante o descarregamento
agrava este problema. A carreta deverá permanecer em frente à obra, na
calçada e/ou na rua durante o descarregamento. Este procedimento deverá ser
o mais rápido possível, a fim de minimizar os transtornos para o trânsito local.
A Figura 4.2 apresenta uma proposta de posicionamento da carreta em
frete a obra.
Figura 4.2 – Posicionamento da carreta na obra
Para se conseguir fazer com que a carreta chegue no momento certo,
deve-se tentar prever o tempo gasto com o congestionamento. O trânsito é
muito variável, havendo risco da carreta chegar antes ou depois do horário
previsto. Chegando antes, terá que permanecer na rua. Isto complicaria ainda
mais o trânsito local. Se chegar depois, passa a existir desperdício com a
espera da mão-de-obra e do guindaste.
Outra característica relevante para o projeto logístico é a acessibilidade
das carretas até o local da obra. No Centro, as ruas são estreitas e as carretas
necessitam de um raio mínimo para fazer a curva. Este aspecto será discutido
56
neste capítulo, no item 4.1.5, quando será feita a escolha da carreta para o
transporte dos materiais.
O local escolhido para a construção do prédio apresenta características
iguais a de outros grandes centros, como: dificuldade de acesso de veículos
longos devido a ruas estreitas, grande movimentação de veículos e pedestres,
comércio ambulante e restrições de leis quanto ao tempo e horário de
permanência de veículos de carga. Podem-se detectar algumas dessas
características na Figura 4.3.
Figura 4.3 – Foto da localização prevista para a obra.
Apesar das dificuldades para com as atividades logísticas e com o fato
de que o local só possua prédios antigos, há muitas vantagens que possam
atrair empreendimento novos, como:
Próximo ao metrô: a 250 m da Estação Uruguaiana e a 400 m da
Estação Presidente Vargas;

57
Próximo de diversos órgãos públicos como: DETRAN (200 m), DNER
(750 m), DER-RJ (450 m), Ministério Público (650 m), Prefeitura (800
m), FORUM (800 m) e outros;
Próximo de vários bancos, que estão em sua maioria na Avenida
Presidente Vargas e Avenida Rio Branco. Ex. Banco Central (340 m),
CEF (160 m), Banco do Brasil (200 m) e vários outros bancos
privados;
Próximo de várias atividades logísticas e centros comerciais;
Essas vantagens podem ser melhor visualizadas na Figura 4.4.
Figura 4.4 – Croqui do centro da cidade com localização da obra, bancos, órgãos públicos, metrô e estacionamentos .
Fonte: PMRJ (2005), adaptado pelo autor.
A escolha do local considerou o possível interesse de grupos
econômicos em construir em um local com atributos técnicos para um prédio
comercial, porém com dificuldades no suprimento e armazenamento de
materiais construtivos.
4.1.2 Os materiais
Os materiais utilizados para a construção de um prédio comercial de oito
pavimentos são estruturas metálicas, que consistem em: colunas, vigas, bases,

58
chumbadores, chapas de ligação, parafusos e outros. Para este planejamento
logístico foram consideradas apenas as colunas e vigas, pois representam o
maior volume de materiais. As demais peças terão o mesmo tratamento de
separação e montagem.
O projeto foi dividido em três etapas, conforme apresentada na Figura
4.5:
1ª etapa – 1º e 2º pavimentos;
2ª etapa – 3º, 4º e 5º pavimentos;
3ª etapa – 6º, 7º e 8º pavimentos.
Figura 4.5 – Divisão das etapas de construção do prédio.
Fonte: Bellei (2004), adaptado pelo autor.
A divisão é em função do tamanho das colunas. Por exemplo: na 1ª etapa,
elas são de 6 m e completam apenas dois pavimentos, na 2ª e 3ª elas são de 9
m e completam 3 pavimentos. O projeto foi retirado do livro Edifícios de
Múltiplos Andares em Aço, de Bellei at alli (2004). A lista de material com
dimensões, peso e quantidades estão no Anexo 2.
Além da variação de tamanho, há grande variação de seções das
colunas e das vigas. Esta variação pode ser melhor identificada na Figura 4.6,
que mostra algumas das seções de colunas e vigas deste projeto.
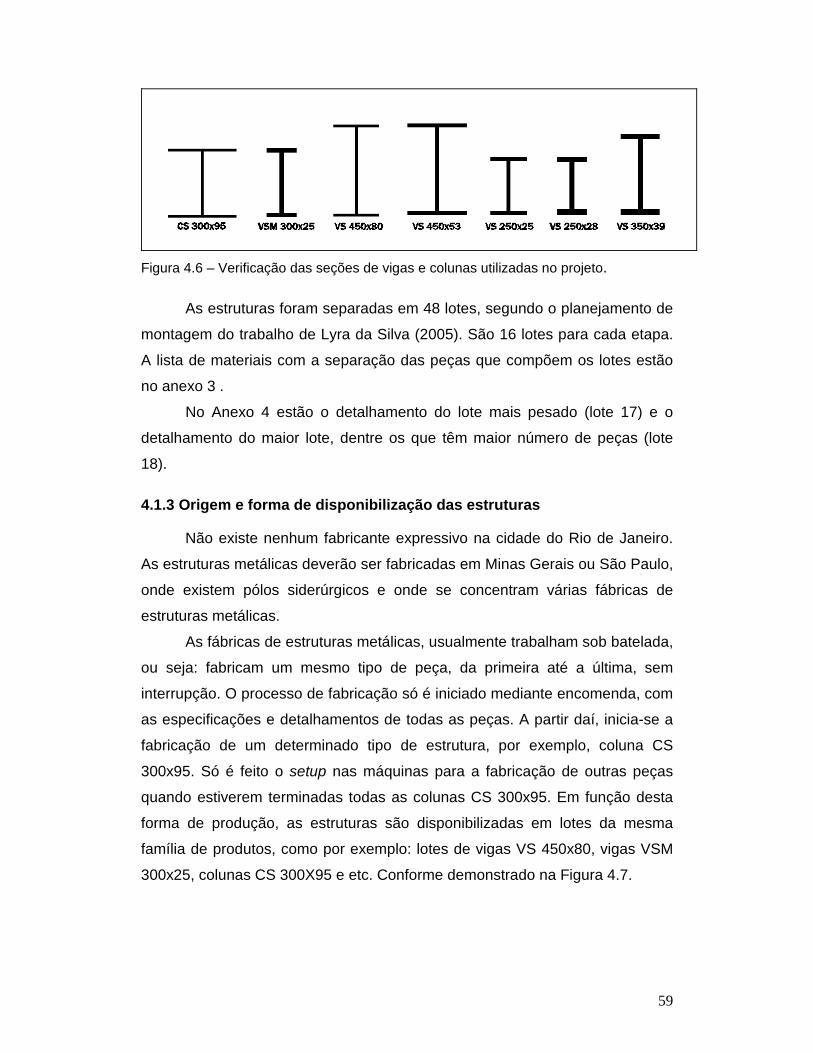
59
Figura 4.6 – Verificação das seções de vigas e colunas utilizadas no projeto.
As estruturas foram separadas em 48 lotes, segundo o planejamento de
montagem do trabalho de Lyra da Silva (2005). São 16 lotes para cada etapa.
A lista de materiais com a separação das peças que compõem os lotes estão
no anexo 3 .
No Anexo 4 estão o detalhamento do lote mais pesado (lote 17) e o
detalhamento do maior lote, dentre os que têm maior número de peças (lote
18).
4.1.3 Origem e forma de disponibilização das estruturas
Não existe nenhum fabricante expressivo na cidade do Rio de Janeiro.
As estruturas metálicas deverão ser fabricadas em Minas Gerais ou São Paulo,
onde existem pólos siderúrgicos e onde se concentram várias fábricas de
estruturas metálicas.
As fábricas de estruturas metálicas, usualmente trabalham sob batelada,
ou seja: fabricam um mesmo tipo de peça, da primeira até a última, sem
interrupção. O processo de fabricação só é iniciado mediante encomenda, com
as especificações e detalhamentos de todas as peças. A partir daí, inicia-se a
fabricação de um determinado tipo de estrutura, por exemplo, coluna CS
300x95. Só é feito o setup nas máquinas para a fabricação de outras peças
quando estiverem terminadas todas as colunas CS 300x95. Em função desta
forma de produção, as estruturas são disponibilizadas em lotes da mesma
família de produtos, como por exemplo: lotes de vigas VS 450x80, vigas VSM
300x25, colunas CS 300X95 e etc. Conforme demonstrado na Figura 4.7.
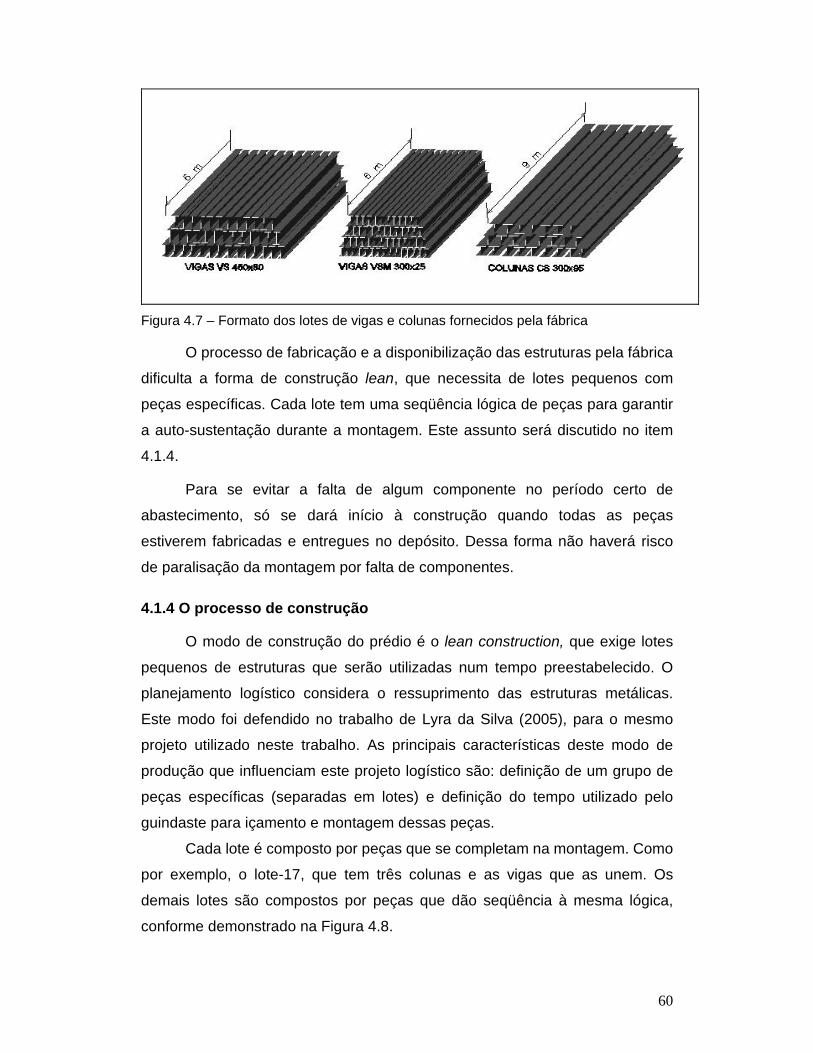
60
Figura 4.7 – Formato dos lotes de vigas e colunas fornecidos pela fábrica
O processo de fabricação e a disponibilização das estruturas pela fábrica
dificulta a forma de construção lean, que necessita de lotes pequenos com
peças específicas. Cada lote tem uma seqüência lógica de peças para garantir
a auto-sustentação durante a montagem. Este assunto será discutido no item
4.1.4.
Para se evitar a falta de algum componente no período certo de
abastecimento, só se dará início à construção quando todas as peças
estiverem fabricadas e entregues no depósito. Dessa forma não haverá risco
de paralisação da montagem por falta de componentes.
4.1.4 O processo de construção
O modo de construção do prédio é o lean construction, que exige lotes
pequenos de estruturas que serão utilizadas num tempo preestabelecido. O
planejamento logístico considera o ressuprimento das estruturas metálicas.
Este modo foi defendido no trabalho de Lyra da Silva (2005), para o mesmo
projeto utilizado neste trabalho. As principais características deste modo de
produção que influenciam este projeto logístico são: definição de um grupo de
peças específicas (separadas em lotes) e definição do tempo utilizado pelo
guindaste para içamento e montagem dessas peças.
Cada lote é composto por peças que se completam na montagem. Como
por exemplo, o lote-17, que tem três colunas e as vigas que as unem. Os
demais lotes são compostos por peças que dão seqüência à mesma lógica,
conforme demonstrado na Figura 4.8.

61
Figura 4.8 – Seqüência de montagem das estruturas. Fonte: Lyra da Silva (2005)
Os componentes construídos (fabricados e montados) têm
características estruturais e dimensionais únicas, tendo posicionamento
particularizado no ambiente construído: cada peça tem seu tamanho e lugar
certo. Para garantir que esta variedade de peças chegue na seqüência certa e
no tempo adequado, este projeto logístico deverá ter um planejamento
detalhado das atividades de separação, movimentação e transporte, para que
não haja erro que gere desperdício ao empreendimento como um todo.
4.1.5 O modo de transporte
A escolha do modal de transporte entre rodoviário, ferroviário ou misto é
baseada no confronto entre a análise do custo e as características do serviço.
Segundo Figueiredo e Fleury (2003), o preço do transporte rodoviário no Brasil
é 1,25 vezes o ferroviário. Na análise de cinco características de serviços:
velocidade, consistência, capacitação, disponibilidade e freqüência, o modo
rodoviário tem vantagem em quatro, perdendo apenas para a capacitação,
onde o ferroviário possibilita o transporte de maior quantidade de peças.
Optou-se pelo transporte rodoviário, pois tem pequena diferença de
custo e grande vantagem de serviço. A única desvantagem com relação ao
transporte ferroviário é a capacitação, que apesar de possibilitar uma maior
quantidade de peças, não tem valor para o cliente que deseja lotes pequenos.
A carreta escolhida foi a do tipo carga-seca de três eixos, com 12.40 m
de comprimento e 2.60 m de largura, conforme Figura 4.9. Esta carreta pode

62
transportar a maior peça do projeto de Bellei et alli (2004), utilizado neste
trabalho, que é a coluna CS 300x62 com 11.78 m.
Figura 4.9 – Detalhe da carreta tipo carga seca de três eixos.
Fonte: RANDON S.A. Implementos e Sistemas Automotivos (2005), adaptado pelo autor.
Pode-se utilizar também a carreta de dois eixos, desde que tenha as
dimensões de 12.4 x 2.6 m. Geralmente a diferença está na capacidade de
carga, que é menor. Este fator não trará problemas, pois o lote de maior peso
tem 5,5 toneladas, conforme mostrado no Anexo 5. A capacidade da carreta de
dois eixos é de vinte e sete toneladas.
A análise de manobrabilidade foi feita com a carreta de três eixos, cuja
manobra requer mais espaço.
A Figura 4.10 apresenta alguns raios mínimos necessário para manobra
da carreta de três eixos em curva.
Figura 4.10 – Definição do raio mínimo para manobra da carreta de três eixos.
Fonte: GUERRA S.A. Implementos Rodoviários (2005), adaptado pelo autor.

63
Onde:
R1 é o raio que define o ponto de tangência do cavalo;
R2 é o raio que define o ponto de tangência da roda traseira interna do
cavalo;
R3 é o raio que define o ponto de tangência da roda traseira interna da
carreta.
O estudo da GUERRA S.A prevê um cavalo com cabine pequena, e na
pesquisa observou-se que o caminhão da VOLVO S.A, modelo FM 12 6x4
apresentado na Figura 4.11, se adequou a esta medidas.
Figura 4.11 – Detalhes do caminhão VOLVO FM 12 6X4.
Fonte: VOLVO S.A. Implementos Rodoviários (2005), adaptado pelo autor.
O Volvo FM 12 6x4 é um veículo que incorpora vários itens necessários
a um caminhão que opera no transporte de carga. Nele, a sobrecarga é apenas
mais um detalhe, pois possui motor eletrônico com 420 Cv de potência, cabine
avançada que tem vantagens para circulação em área urbana, além de outros
itens que tornam o modelo bem-sucedido.
De acordo com Geraldo (2005), está se tornando cada vez mais comum
ouvir falar em especialização do transporte rodoviário de cargas, produto
específico para cada aplicação, custo-benefício e valorização do profissional do
volante, entre outros itens diretamente ligados à atividade. Cada vez mais, as
particularidades e características inerentes a cada tipo de transporte
determinam o perfil técnico do caminhão, de acordo com o trabalho em que ele
vai ser aplicado a fim de se obter maior produtividade.
64
O Volvo FM 6X4 é um veículo que oferece várias aplicações, nas quais
proporciona melhores resultados, devido a suas características técnicas, tais
como:
• Fácil acesso à cabine, na qual o motorista entra e sai várias vezes
durante uma jornada de trabalho, sendo que esta operação é facilitada pelo
fato de haver apenas dois degraus;
• Vem equipado com ar condicionado, trava e levantadores de vidros
elétricos, que são fatores que contribuem para a produtividade do motorista;
• Apresenta baixo nível de ruído do motor;
• A boléia balança pouco quando o caminhão está em operação,
apesar de trafegar em estradas sem pavimentação;
• A cabine avançada apresenta vantagens na operação para ambiente
de canteiro de obra, pois o motorista trabalha num ponto mais alto e tem maior
visão ao seu redor, facilitando assim, o desvio de obstáculos durante as
manobras.
Todos estes itens, não somente valorizam o trabalho do motorista como
também o preservam, deixando-o em melhores condições para o desempenho
de seu trabalho no dia-a-dia.
A caixa de marchas é a SR 1900 Volvo, de 12 marchas (6+6), cujos
engates não exigem nenhum esforço. A transmissão tem o botão split que
diminui o número de trocas movimentando a alavanca. O motorista conta,
ainda, com um banco de amortecimento pneumático que dispensa a regulagem
pelo trilho na troca de motoristas. Dispõe também de regulagem lombar, um
item importante para quem fica sentado por longo período. A coluna de direção
tem várias regulagens de altura e de profundidade.
O motor de 420 Cv de potência arrasta com eficiência a composição (um
caminhão rígido pode arrastar até dois semi-reboques). Mesmo nos trechos de
aclive é possível parar e arrancar com o veículo carregado, tal é a performance
do seu engenho propulsor. Um computador de bordo monitora diversas
funções do caminhão e possibilita sempre uma checagem para verificar se há
algum tipo de falha no veículo.

65
Para os trechos de descida, o sistema de freio motor VEB, utilizado
pelos caminhões da marca, chega a desenvolver 390 Cv de potência no
segundo estágio para segurar o conjunto na descida. O equipamento, com
botão no painel, é eficiente e transmite segurança, além de evitar o
aquecimento e desgaste das lonas de freio.
É possível utilizar o cavalo com dois eixos e de outras marcas, desde
que possa transportar carga acima de 5,5 toneladas e que possa se acoplar a
carreta especificada. A manobrabilidade é maior que a do caminhão que tem
três eixos.
4.2 PLANEJAMENTO DA LOGÍSTICA BALANCEADA COM O PROCESSO PRODUTIVO
O objetivo deste item é analisar as características gerais do
empreendimento e propor um planejamento logístico que atenda às
necessidades do cliente, dentro da coerência que os pesquisadores de
logística propõem.
A obra será executada no sistema Lean Construction e necessitará de
lotes pequenos, compostos por vários tipos de peças que possam ser utilizadas
em sua totalidade, logo que chegarem à obra. O tamanho dos lotes e o tempo
de operação (içamento e montagem) foram definidos no trabalho de Lyra da
Silva (2005). A definição dos lotes está no anexo 1 e o tempo de operação dos
guindastes para cada lote é de 5 horas.
A fábrica de estruturas fornece as peças em bateladas, ou seja: um
grande fornecimento com todas as vigas de mesma característica, por
exemplo, VS 450x60, um outro fornecimento em batelada com todas as
colunas CS 300x95, e assim sucessivamente.
As estruturas necessitam passar por um processo de separação e
conferência antes de serem encaminhadas para a obra, conforme questionado
na Figura 4.12. Estas atividades serão executadas num depósito. A discussão
sobre o melhor lugar e layout do depósito será feita no item 4.3.

66
Figura 4.12 – Modo de fornecimento de estruturas da fábrica versus necessidade da
obra.
O importante para o planejamento logístico é estabelecer um ritmo de
abastecimento dos lotes balanceado com o ritmo de trabalho na obra. Para a
concepção lean, isto é proporcionar fluxo aos materiais. Deveria ser feito desde
a etapa de fabricação até a utilização final, porém, esta ainda não é a realidade
da construção civil. O planejamento do fluxo dos materiais será feito a partir do
depósito, onde se receberão as estruturas com o devido controle sobre sua
movimentação.
A referência para o planejamento do ritmo de abastecimento da obra é a
produtividade do guindaste. Segundo o trabalho de Lyra da Silva (2005), as
peças de cada lote serão içadas e dispostas próximo ao local de montagem,
sendo que a última peça do lote será içada e, aproveitando o seu
carregamento, será montada imediatamente. Depois serão montadas as outras
peças já içadas. Quando terminar a montagem desse lote, o guindaste estará
disponível para o içamento de um novo lote. O tempo de içamento e montagem
de cada lote foram calculados em cinco horas.
A Figura 4.13 apresenta o mapeamento quando da chegada das estruturas
na obra, não indicando o mapeamento das atividade de carregamento e
transporte Os tempos de operação foram baseados no trabalho de Lyra da
Silva (2005), e são assinalados em centésimos de hora.
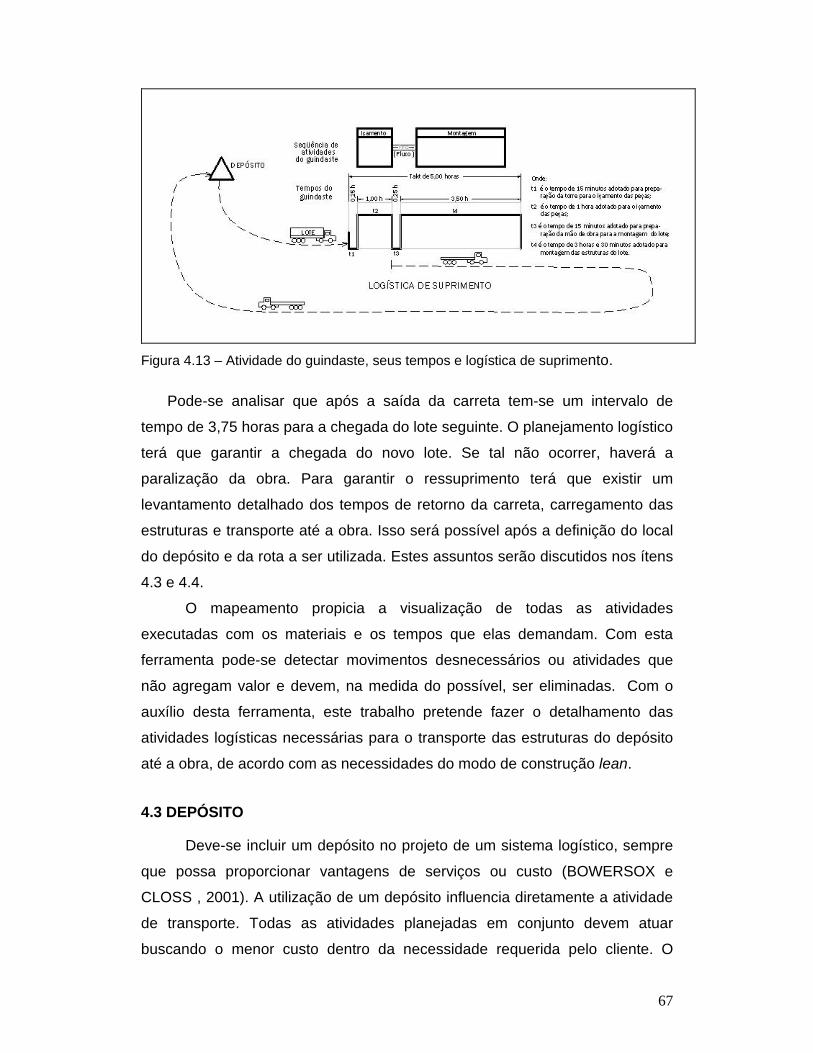
67
Figura 4.13 – Atividade do guindaste, seus tempos e logística de suprimento.
Pode-se analisar que após a saída da carreta tem-se um intervalo de
tempo de 3,75 horas para a chegada do lote seguinte. O planejamento logístico
terá que garantir a chegada do novo lote. Se tal não ocorrer, haverá a
paralização da obra. Para garantir o ressuprimento terá que existir um
levantamento detalhado dos tempos de retorno da carreta, carregamento das
estruturas e transporte até a obra. Isso será possível após a definição do local
do depósito e da rota a ser utilizada. Estes assuntos serão discutidos nos ítens
4.3 e 4.4.
O mapeamento propicia a visualização de todas as atividades
executadas com os materiais e os tempos que elas demandam. Com esta
ferramenta pode-se detectar movimentos desnecessários ou atividades que
não agregam valor e devem, na medida do possível, ser eliminadas. Com o
auxílio desta ferramenta, este trabalho pretende fazer o detalhamento das
atividades logísticas necessárias para o transporte das estruturas do depósito
até a obra, de acordo com as necessidades do modo de construção lean.
4.3 DEPÓSITO
Deve-se incluir um depósito no projeto de um sistema logístico, sempre
que possa proporcionar vantagens de serviços ou custo (BOWERSOX e
CLOSS , 2001). A utilização de um depósito influencia diretamente a atividade
de transporte. Todas as atividades planejadas em conjunto devem atuar
buscando o menor custo dentro da necessidade requerida pelo cliente. O
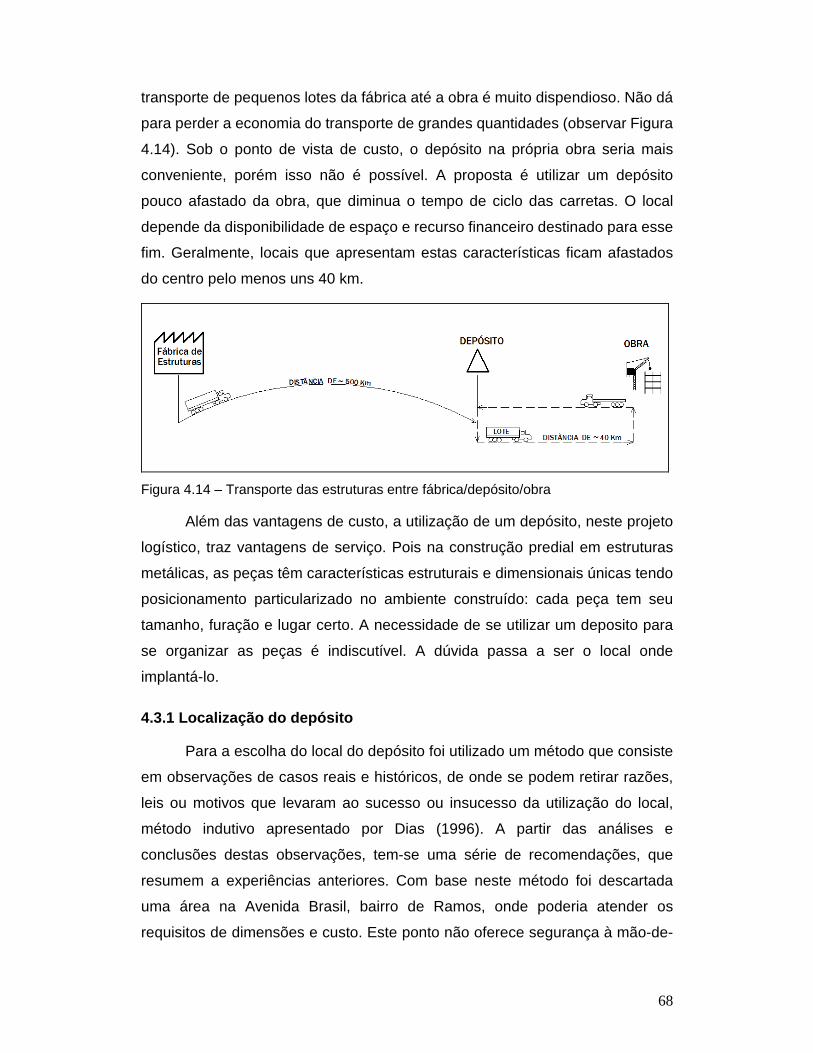
68
transporte de pequenos lotes da fábrica até a obra é muito dispendioso. Não dá
para perder a economia do transporte de grandes quantidades (observar Figura
4.14). Sob o ponto de vista de custo, o depósito na própria obra seria mais
conveniente, porém isso não é possível. A proposta é utilizar um depósito
pouco afastado da obra, que diminua o tempo de ciclo das carretas. O local
depende da disponibilidade de espaço e recurso financeiro destinado para esse
fim. Geralmente, locais que apresentam estas características ficam afastados
do centro pelo menos uns 40 km.
Figura 4.14 – Transporte das estruturas entre fábrica/depósito/obra
Além das vantagens de custo, a utilização de um depósito, neste projeto
logístico, traz vantagens de serviço. Pois na construção predial em estruturas
metálicas, as peças têm características estruturais e dimensionais únicas tendo
posicionamento particularizado no ambiente construído: cada peça tem seu
tamanho, furação e lugar certo. A necessidade de se utilizar um deposito para
se organizar as peças é indiscutível. A dúvida passa a ser o local onde
implantá-lo.
4.3.1 Localização do depósito
Para a escolha do local do depósito foi utilizado um método que consiste
em observações de casos reais e históricos, de onde se podem retirar razões,
leis ou motivos que levaram ao sucesso ou insucesso da utilização do local,
método indutivo apresentado por Dias (1996). A partir das análises e
conclusões destas observações, tem-se uma série de recomendações, que
resumem a experiências anteriores. Com base neste método foi descartada
uma área na Avenida Brasil, bairro de Ramos, onde poderia atender os
requisitos de dimensões e custo. Este ponto não oferece segurança à mão-de-

69
obra e possui risco de subtração de algumas peças, como já ocorrido com
empresas que ali se instalaram.
Outro método, também apresentado por Dias (1996), consiste em
estabelecer um modelo representativo da realidade, passível de tratamento
matemático, é o método dedutivo. Este método faz uma análise de custo, e
apesar deste trabalho não se aprofundar na análise de custo, serviu para
descartar a possibilidade do depósito ficar em algum terreno no centro ou
proximidades, uma vez que, naquela área, haveria alto custo do terreno.
Decidiu-se, então, por uma área na Rodovia Washington Luiz, no
Município de Duque de Caxias-RJ, ou na Rodovia Presidente Dutra no
Município de Belford Roxo-RJ, conforme apresentado na Figura 4.15. Os dois
lugares apresentam distâncias parecidas e possuem áreas livres que possam
atender os requisitos de tamanho. A decisão de qual dos dois lugares será
utilizado dependerá da escolha do fornecedor. Usualmente, se posiciona o
depósito na rota Fábrica / Obra.
Figura 4.15 – Mapa com a rota depósito/obra.
Fonte: PMRJ (2005), adaptado pelo autor.
Outras opções, que possam surgir e que satisfaçam os pré-requisitos
apresentados, poderão ser utilizadas.
4.3.2 Características do terreno
Algumas características do terreno do depósito podem influenciar nas
atividades de manuseio dos materiais, como: a topografia do terreno e o tipo de
solo.

70
Foi escolhido um terreno na cidade de Belford Roxo, Rodovia Presidente
Dutra, conforme discutido no item 4.3.1. O terreno é nivelado, porém podem
aparecer pequenas deformações (buracos) causadas pela circulação de
veículos de carga no período de chuvas, devido ao menor grau de estabilidade
do solo quando molhado.
Figura 4.16 – Foto do local do depósito
Fonte: Google Earth
O solo do depósito é argiloso. É composto por grãos muito finos que se
aderem firmemente um a outro. Ou seja, o solo possui baixa granulometria,
com espaços vazios entre as partículas muito pequenos. Este tipo de solo é
denominado solo coesivo. Devido à sua estrutura apresenta resistência à
penetração de água, absorvendo-a muito lentamente. Ao receber água, tendem
a tornar-se plástico (lamacento). Apresenta maior grau de estabilidade quando
seco.
4.3.3 Armazenagem
No depósito serão executadas atividades de armazenagem e manuseio
de materiais que fazem parte de uma área da logística diferente das outras
áreas. Elas têm uma dependência entre si, pois as mercadorias (estruturas)
necessitam ser armazenada em momentos específicos durante o processo
logístico. A forma de armazenar influencia o manuseio eficiente das estruturas.
Para descarregar as peças no depósito e carregá-las na carreta para
serem encaminhadas á obra é necessário uma forma de armazenagem que

71
facilite o manuseio das estruturas. O layout apresentado na Figura 4.17 atende
a este requisito. A eficiência é alcançada quando há planejamento do acesso
da carreta, do acesso do equipamento de descarregamento/carregamento, do
local onde serão dispostas às estruturas e da forma como as estruturas são
armazenadas.
A armazenagem diz respeito ao espaço e forma de acomodar os
materiais no depósito com o objetivo de dar melhor eficiência à atividade de
manuseio no depósito. Para isso, propôs-se uma área para cada lote onde as
estruturas seriam descarregadas em suas posições certas assim que
chegassem da fábrica.
Figura 4.17 – Layout do depósito
As estruturas serão armazenadas no chão sobre caibros de madeira. O
espaço reservado para cada lote tem a largura da prancha da carreta (mais
folga de 0,60m), com o objetivo de facilitar a movimentação do ajudante na
hora de descarregar e carregar as estruturas.
A proposta do layout da Figura 4.17 possibilita o acesso da carreta e do
equipamento de movimentação (guindaste que será discutido no item 4.3.4.1)
em cada área reservada para o lote. A facilidade de acesso destes
equipamentos dentro do depósito foi considerada, deixando o espaço para
manobra da carreta e do guindaste, conforme apresentado nas Figuras 4.18 e
4.19.

72
Figura 4.18 – Forma de armazenagem das estruturas no depósito
Figura 4.19 – Armazenagem das estruturas.
Fonte: Court et all (1997)
As peças sobre os caibros facilitam o manuseio das estruturas, pois o
espaço entre o chão e a estrutura facilitará o trabalho de colocação e retirada
dos cabos de aço, caso seja necessário este procedimento. Os caibros
também servem para proteger as estruturas, evitando o contato direto com o
solo.
4.3.4 Manuseio das estruturas
A atividade de manuseio tem como principal preocupação o fluxo de
entrada e de saída de produtos. Para isso busca a utilização de equipamentos
adequados, que possibilite um rendimento de trabalho compatível com o

73
rendimento das demais etapas do projeto logístico.
O manuseio dos materiais, normalmente, se divide em: recebimento,
manuseio interno e expedição. Porém, pela proposta de armazenagem, onde
as estruturas serão recebidas e colocadas no local preestabelecido, não
existirá a etapa de manuseio interno..
As estruturas chegarão em bateladas de mesmo tipo de peças e serão
descarregadas em suas devidas posições nos espaços reservados para cada
lote. Dessa forma a atividade de separação estará sendo feita junto com o
descarregamento das estruturas. Para eficiência no manuseio, foi elaborado
um formulário apresentado no Quadro 4.1.
Quadro 4.1 – Formulário de separação das peças para a 1ª etapa.
QUANTIDADE DE PEÇAS POR LOTE DESIGNATIVO
DAS PEÇAS
Lote
-1
Lote
-2
Lote
-3
Lote
-4
Lote
-5
Lote
-6
Lote
-7
Lote
-8
Lote
-9
Lote
-10
Lote
-11
Lote
-12
Lote
-13
Lote
-14
Lote
-15
Lote
-16
CS 300x 95 (6,32 m) 1 1 1 1CS 300x 62 (6,32m) 1 1 1 1 1 1 1 1 CS 300x115 (6,32 m) 2 2 CS 300x 102 (6,32 m) 3 1 2 2 CS 300x 95 (9,00 m) CS 300x 62 (9,00 m) CS 300x115 (9,00 m) CS 300x 102 (9,00 m) CS 300x 62 (11,78 m)
CO
LUN
AS
CS 300x 62 (8,73 m) VSM 300x 25 2 2 2 2 2 2 2 2 2 2VSM 350x 31 VS 250x 25 VSM 300x 30 6 6 2 2 2 2 2 2 6 2 2 6 2 2VSM 250x 28 VSM 350x 38 VS 450x 51 2 2 2 2 2 2VS 350x 38 2 2 2 2 2 2 2 2 2 2 2 2VS 350x 39
VIG
AS
VS 450x 80

74
O planejamento do recebimento e separação das peças baseou-se na
proposta de agrupamento de estruturas em lotes pequenos, apresentada no
trabalho de Lyra da Silva (2005). Foi desenvolvido um formulário, cuja
finalidade é auxiliar na separação das peças durante o descarregamento.
O formulário para o planejamento de separação das peças da 1ª etapa
da obra é apresentado no Quadro 4.1. Nele, se especifica o local onde cada
peça deve ser armazenada. Este formulário facilita o trabalho do operador do
guindaste e o encarregado pelo manuseio durante a separação das estruturas,
pois quando chega um grande lote de peças iguais, o operador do guindaste de
posse do formulário de separação saberá onde colocar cada peça. Os
formulários de separação dos trechos 2 e 3 estão no Anexo 8.
4.3.4.1 Escolha do equipamento de manuseio
O equipamento para manuseio das estruturas interfere diretamente na
produtividade no depósito. Devido às características de dimensões e tipo de
solo do depósito, alguns requisitos iniciais devem ser considerados:
♦ O equipamento deve ser “leve”, ou seja, seu peso próprio deve
permitir que sua locomoção seja ágil;
♦ O equipamento deve ter condições de se locomover caso ocorra
alagamento ou afundamento do terreno devido à chuva;
♦ O equipamento deve ter dimensões tais que permita uma
confortável trabalhabilidade do mesmo, ou seja, raios de manobra
coerentes com os da carreta utilizada para o transporte dos lotes da
indústria ao depósito.
A análise dos equipamentos fornecidos pelo mercado depara-se com
imensa variedade, contudo sob o enfoque das dimensões física dos materiais,
da forma proposta para o manuseio e de informações colhidas com
profissionais experientes do setor de movimentação de cargas encontra-se
uma solução respaldada em fatores técnicos e econômicos que levam em
consideração a modernização dos equipamentos.
O processo de escolha foi baseado em uma série de questões técnicas,
tais como: o peso e dimensões da carga a ser içada, o posicionamento da

75
carga em relação ao guindaste, o tipo de terreno em que se dará o içamento e
a movimentação da carga e a existência de interferências entre a carreta e o
local de armazenagem.
Observadas as restrições acima, que envolvem uma pré-analise dos
parâmetros envolvidos no estudo de logística e as demais considerações,
conclui-se que há três tipos básicos de guindastes que viabilizam este estudo:
guindaste sobre esteira e de lança treliçada, guindaste sobre chassi móvel e de
lança telescópica e guindaste autopropelidos.
GUINDASTES SOBRE ESTEIRA E DE LANÇA TRELIÇADA (Figura 4.20) – este
tipo de guindaste tem peso próprio elevado. Atualmente são dimensionados
para grandes cargas (acima de 50 t). Os de menor capacidade de carga que
ainda atuam no mercado saiu da linha de fabricação. Seu estado de
conservação depende diretamente de seu proprietário. As peças de reposição
estão praticamente extintas. Por ser de lança treliçada, tem extensão fixa, e em
uma eventual necessidade não poderia ser estendida ou recolhida com
tamanha agilidade de uma lança telescópica. Para sua locomoção, o terreno
necessita estar devidamente nivelado e compactado. Locomovê-lo em terreno
alagado ou com afundamentos requer calçamento com pranchões, dormentes
e, em alguns casos, se torna impraticável.
Figura 4.20 – Guindaste sobre esteira de lança treliçada.
Fonte: Azevedo (2005 - trabalho em fase de conclusão)
GUINDASTES SOBRE CHASSI MÓVEL E DE LANÇA TELESCÓPICA (Figura 4.21)
– também conhecidos como truck cranes. São guindastes mais modernos,
capazes de se locomover com agilidade em rodovias, pois possuem chassi de
caminhão. Devido a essa composição de sua superestrutura, seu peso próprio
não é tão elevado como os guindastes sobre esteira, contudo assim como
estes, em caso de afundamento ou alagamento do terreno, necessita-se o
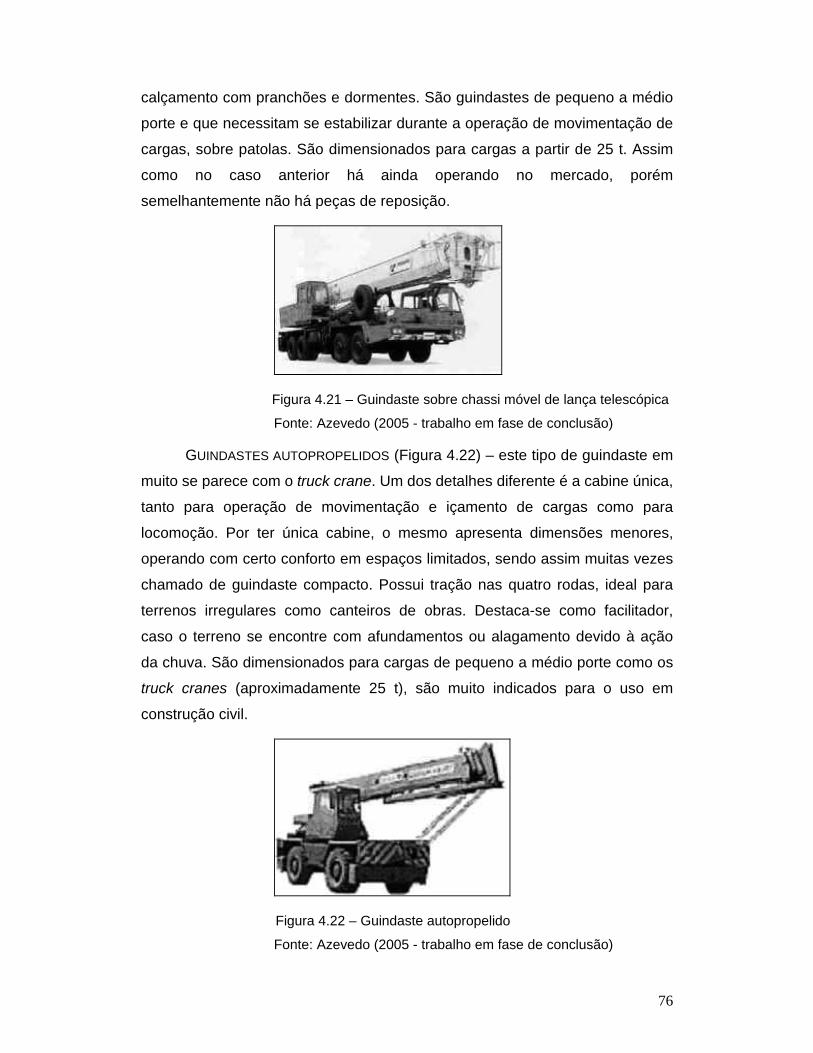
76
calçamento com pranchões e dormentes. São guindastes de pequeno a médio
porte e que necessitam se estabilizar durante a operação de movimentação de
cargas, sobre patolas. São dimensionados para cargas a partir de 25 t. Assim
como no caso anterior há ainda operando no mercado, porém
semelhantemente não há peças de reposição.
Figura 4.21 – Guindaste sobre chassi móvel de lança telescópica
Fonte: Azevedo (2005 - trabalho em fase de conclusão)
GUINDASTES AUTOPROPELIDOS (Figura 4.22) – este tipo de guindaste em
muito se parece com o truck crane. Um dos detalhes diferente é a cabine única,
tanto para operação de movimentação e içamento de cargas como para
locomoção. Por ter única cabine, o mesmo apresenta dimensões menores,
operando com certo conforto em espaços limitados, sendo assim muitas vezes
chamado de guindaste compacto. Possui tração nas quatro rodas, ideal para
terrenos irregulares como canteiros de obras. Destaca-se como facilitador,
caso o terreno se encontre com afundamentos ou alagamento devido à ação
da chuva. São dimensionados para cargas de pequeno a médio porte como os
truck cranes (aproximadamente 25 t), são muito indicados para o uso em
construção civil.
Figura 4.22 – Guindaste autopropelido
Fonte: Azevedo (2005 - trabalho em fase de conclusão)
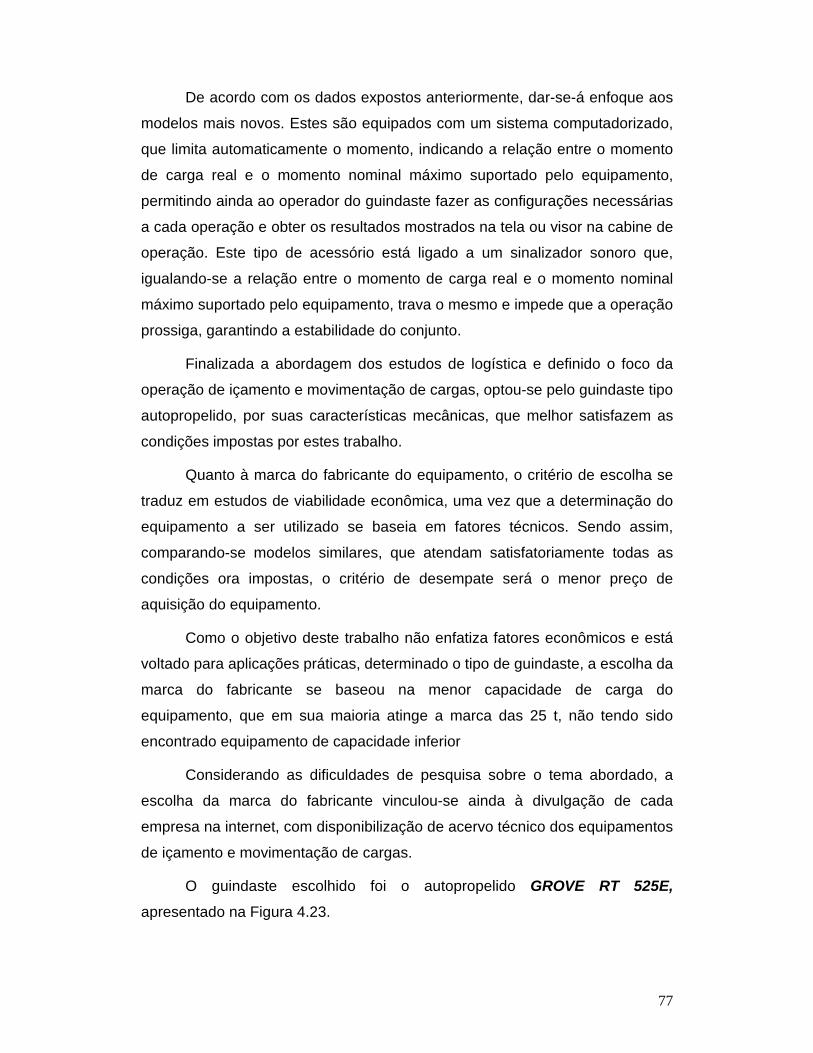
77
De acordo com os dados expostos anteriormente, dar-se-á enfoque aos
modelos mais novos. Estes são equipados com um sistema computadorizado,
que limita automaticamente o momento, indicando a relação entre o momento
de carga real e o momento nominal máximo suportado pelo equipamento,
permitindo ainda ao operador do guindaste fazer as configurações necessárias
a cada operação e obter os resultados mostrados na tela ou visor na cabine de
operação. Este tipo de acessório está ligado a um sinalizador sonoro que,
igualando-se a relação entre o momento de carga real e o momento nominal
máximo suportado pelo equipamento, trava o mesmo e impede que a operação
prossiga, garantindo a estabilidade do conjunto.
Finalizada a abordagem dos estudos de logística e definido o foco da
operação de içamento e movimentação de cargas, optou-se pelo guindaste tipo
autopropelido, por suas características mecânicas, que melhor satisfazem as
condições impostas por estes trabalho.
Quanto à marca do fabricante do equipamento, o critério de escolha se
traduz em estudos de viabilidade econômica, uma vez que a determinação do
equipamento a ser utilizado se baseia em fatores técnicos. Sendo assim,
comparando-se modelos similares, que atendam satisfatoriamente todas as
condições ora impostas, o critério de desempate será o menor preço de
aquisição do equipamento.
Como o objetivo deste trabalho não enfatiza fatores econômicos e está
voltado para aplicações práticas, determinado o tipo de guindaste, a escolha da
marca do fabricante se baseou na menor capacidade de carga do
equipamento, que em sua maioria atinge a marca das 25 t, não tendo sido
encontrado equipamento de capacidade inferior
Considerando as dificuldades de pesquisa sobre o tema abordado, a
escolha da marca do fabricante vinculou-se ainda à divulgação de cada
empresa na internet, com disponibilização de acervo técnico dos equipamentos
de içamento e movimentação de cargas.
O guindaste escolhido foi o autopropelido GROVE RT 525E, apresentado na Figura 4.23.

78
Figura 4.23 – Guindaste autopropelido Grove RTE 525 E
♦ Capacidade máxima de içamento: 25,00 t
♦ Comprimento de lança totalmente entendida: 22,90 m
♦ Comprimento de lança totalmente recolhida: 9,40 m
♦ Motor: 113 kW
♦ Tração / Direção: 4x4x4
♦ Velocidade Máxima: 39 km / h
Definido o tipo de guindaste a ser utilizado para o içamento e a
movimentação de cargas, determinar-se-á a capacidade de carga limite
aplicada ao equipamento, ou seja, a maior capacidade de carga a que o
guindaste deve estar submetido quando posicionado em situação mais
desfavorável prevista pelo plano de içamento e movimentação de carga de
forma segura e eficaz.
Toda a operação de içamento e movimentação de cargas é antes
verificada de acordo com a tabela de cargas do equipamento a ser utilizado,
sendo todo o Plano de Içamento e Movimentação de Cargas baseado nos
dados que a mesma fornece. Logo, a interpretação da mesma é um dos
principais objetos fatores do Plano de Rigging.

79
4.3.4.2 Interpretação da tabela de carga do guindaste Grove RT525E
A tabela de carga do guindaste Grove RT525E utiliza uma simbologia
para apresentação dos elementos estruturais, como: lança telescopia, JIB,
estabilizadores, pneus, giro da lança sobre o chassi, contrapeso, raio de
operação e extensão da lança, conforme Figura 4.24.
Lança telescópica Extensão da Lança JIB
Estabilizadores Contrapeso Pneus
Giro da lança Raio de operação
Figura 4.24– Simbologia utilizada na tabela de carga do guindaste Grove RT525E.
Fonte: Azevedo (2006), adaptado pelo autor.
Lança telescópica
Informa a variação do comprimento da lança, ou seja, informa o
comprimento mínimo de lança em sua posição totalmente recolhida e o
comprimento máximo de extensão da lança, em sua posição totalmente
entendida.
Comprimento da lança totalmente recolhida: 9,40 m
Comprimento da lança totalmente entendida: 22,90
JIB
JIB é uma extensão treliçada para a lança telescópica. Ela é fixa,
portanto é utilizada com freqüência para ganho de altura ou de raio, dado que a
tabela de cargas prevê a inclinação máxima a qual este tipo de acessório pode
ser utilizado.
Estabilizadores
Estabilizadores ou patolas tem a função de dissipar para o solo as
tensões atuantes no guindaste quando este está em operação, tanto no
içamento como na movimentação de cargas.
80
Normalmente um mesmo equipamento exibe tabelas de cargas
configuradas para estabilizadores totalmente entendidos, estabilizadores
totalmente recolhidos e operações realizadas sobre pneus.
Operações realizadas com patolas totalmente recolhidas garantem que
as mesmas toquem o solo em lugar dos pneus. Os esforços suportados pelo
equipamento serão transferidos para o solo unicamente através das patolas.
Entretanto, operações realizadas sobre pneus conferem que os mesmos
toquem o solo e a transferência dos esforços se dê através destes, por isso a
necessidade de mantê-lo sempre calibrados de acordo com o manual do
fabricante.
Pneus
Este símbolo indica que os dados da tabela de carga são referentes a
operações de içamento e movimentação de carga realizada sobre pneus. Não
sendo permitido que o equipamento se locomova enquanto a carga estiver
suspensa pela lança.
Giro da Lança sobre o Chassi
Alguns equipamentos possuem tabelas específicas para operações
realizadas sobre a frente, lateral ou traseira do guindaste. Em outros casos
fabricante restringe a área de operação de movimentação e içamento de
cargas. Na tabela de carga do guindaste está sinalizado 360º ao lado do
símbolo, indicando que a tabela de cargas será a mesma para qualquer
posicionamento da lança sobre o chassi do guindaste, não havendo
necessidade de um prévio planejamento determinando a posição da lança no
momento da operação.
Contrapeso
O contrapeso do equipamento é o acessório que confere o equilíbrio ao
sistema carga x equipamento além de seu peso próprio. Visa garantir
estabilidade durante o giro do conjunto formado pela cabine de operação e
lança telescópica.
O contrapeso utilizado no equipamento é 3.810 Kg.
81
Raio de Operação
Entende-se por raio de operação a distância compreendida entre o
centro de giro do guindaste e o centro da carga.
A tabela de carga prevê o raio mínimo de operação que pode haver
entre equipamento e carga, levando em consideração o raio próprio do
guindaste, que é a distância do centro de giro do guindaste até o chassi, que é
o corpo físico que impede uma maior aproximação da carga a ser içada e o
centro de giro.
Caso haja um valor intermediário de raio de operação entre os valores
fornecidos pela tabela de cargas, adota-se o raio de operação de maior valor, o
que reduzirá a capacidade de carga, fazendo que se trabalhe sempre a favor
da segurança.
Extensão de Lança
Toda tabela de cargas indica a relação entre o raio de operação e o
comprimento de extensão de lança. Conforme se aumenta o raio de operação
se aumenta à abertura de lança. A tabela de cargas simplifica essa relação
fornecendo-a, para que o usuário não tenha que calculá-la.
Antes do uso da tabela, algumas considerações devem destacadas:
a) As capacidades de elevação foram estabelecidas de acordo com 85%
da capacidade de tombamento do guindaste. Ou seja, este equipamento está
dimensionado de forma a operar apenas no regime de tombamento, não
prevendo limites de carga para a resistência do material a 75%.
b) As capacidades de carga estabelecidas nas tabelas em 85% contra o
tombamento do equipamento são normalizadas internacionalmente, além de
preverem as condições de estabilizadores 100% estendidos, no intervalo 50%
a 100% estendidos, o qual deverá se utilizar a tabela para estabilizadores 50%
entendidos e intervalo de 0% a 50% entendidos, o que se deverá utilizar a
tabela para estabilizadores 0% entendidos.
c) As cargas indicadas não incluem o peso dos ganchos e equipamentos
auxiliares e aparelhos de elevação. Seus pesos devem ser adicionados ao
peso da carga a ser içada ao consultarmos a tabela de cargas. Quando se
82
utiliza um número de pernas de cabo superior ao necessário, o peso adicional
do cabo deve ser considerado como parte da carga.
d) Todas as capacidades correspondem ao guindaste situado sobre
terreno firme nivelado e uniforme. A natureza do terreno pode fazer necessário
colocar embaixo dos apoios dos estabilizadores calços como pranchões e
dormentes fazendo com que os elementos estruturais dos estabilizadores
distribuam a carga sobre uma maior superfície de apoio.
e) Quando se trabalha com extensão de lança e raios de carga, valores
intermediários entre os valores fornecidos na tabela, devem ser consideradas
da seguinte forma: considerar-se-á a carga imediatamente inferior à indicada
pelo raio e à imediatamente superior indiada pela extensão de lança. Para
valores intermediários aos fornecidos pela tabela de cargas, a situação
escolhida será sempre a mais desfavorável, o maior raio e a maior extensão de
lança.
f) Para operações realizadas sobre estabilizadores: todos os
estabilizadores devem estar totalmente entendidos e os pneus sem tocar o solo
antes de se estender a lança ou içar cargas. Operações sobre patolas devem
ser previstas com as mesmas totalmente entendidas. Neste caso os pneus não
devem tocar o solo. Em qualquer outra configuração dos estabilizadores, deve-
se consultar a tabela adequada ao içamento ou movimentação de carga.
g) Os pneus devem estar calibrados de acordo com precisão
recomendada antes de se içar cargas sobre pneus. O fabricante prevê uma
tabela de cargas apenas para operações sobre pneus, onde a distribuição de
tensões para o solo se fará exclusivamente pelos mesmos.
Seguindo as configurações estabelecidas por este estudo e tendo em
vista que o espaço físico do terreno permite a abertura total de patolas, adotar-
se-á a tabela de cargas a qual prevê estabilizadores 100% estendidos.
No conjunto de tabelas fornecido pelo fabricante pode se identificar esta
tabela através do símbolo que representa os estabilizadores do guindaste, ele
possui uma indicação de 100%, o que confirma o uso da tabela de cargas para
estabilizadores 100% estendidos, ou na linguagem usada em campo, patolas
100% abertas, ou totalmente abertas.
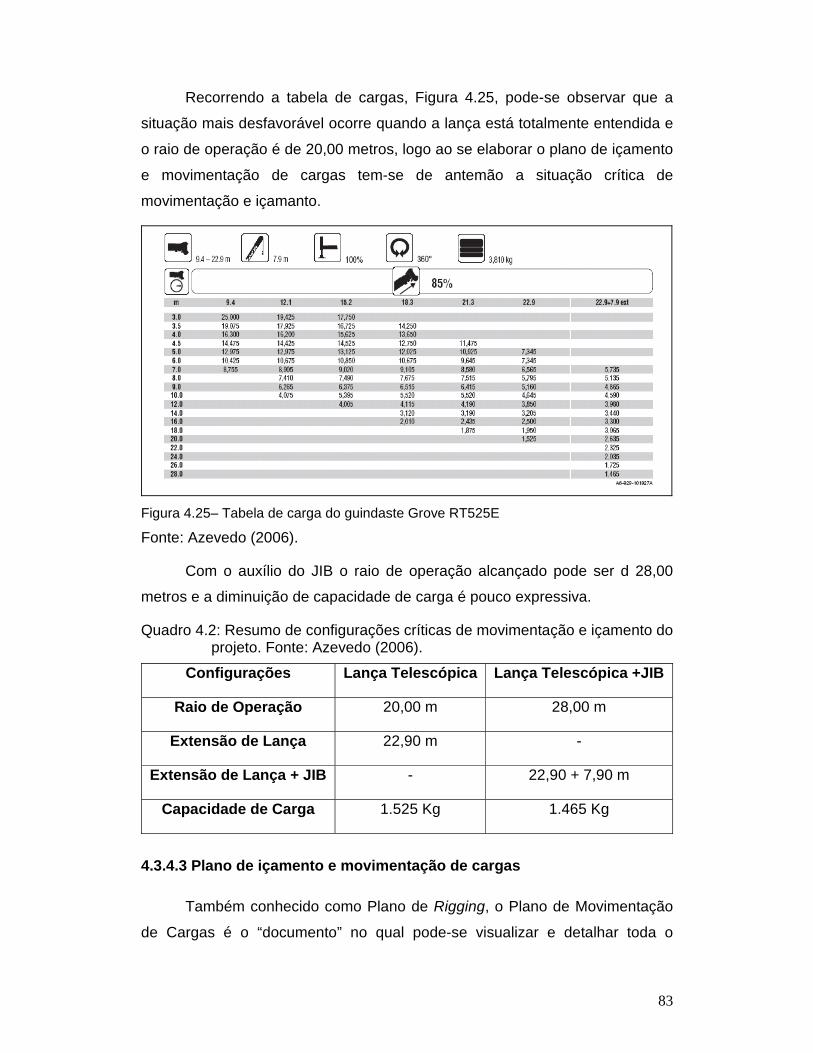
83
Recorrendo a tabela de cargas, Figura 4.25, pode-se observar que a
situação mais desfavorável ocorre quando a lança está totalmente entendida e
o raio de operação é de 20,00 metros, logo ao se elaborar o plano de içamento
e movimentação de cargas tem-se de antemão a situação crítica de
movimentação e içamanto.
Figura 4.25– Tabela de carga do guindaste Grove RT525E
Fonte: Azevedo (2006).
Com o auxílio do JIB o raio de operação alcançado pode ser d 28,00
metros e a diminuição de capacidade de carga é pouco expressiva.
Quadro 4.2: Resumo de configurações críticas de movimentação e içamento do projeto. Fonte: Azevedo (2006).
Configurações Lança Telescópica Lança Telescópica +JIB
Raio de Operação 20,00 m 28,00 m
Extensão de Lança 22,90 m -
Extensão de Lança + JIB - 22,90 + 7,90 m
Capacidade de Carga 1.525 Kg 1.465 Kg
4.3.4.3 Plano de içamento e movimentação de cargas
Também conhecido como Plano de Rigging, o Plano de Movimentação
de Cargas é o “documento” no qual pode-se visualizar e detalhar toda o

84
operação com o equipamento e a carga, antes da mesma ser executada. É um
planejamento prévio, onde se determinará a forma mais eficaz e segura de se
executar o serviço.
Antes do início de qualquer operação de içamento e movimentação de
cargas se faz necessário uma discução entre as pessoas envolvidas na
operação, ou seja, é necessário que todos os profissionais envolvidos na
operação estejam inteirados das circunstâncias em que a mesma ocorrerá,
seja dentro dos padrões técnicos ou dos padrões de segurança. Isso faz com
que o operador do guindaste e o encarregado da operação estejam
sintonizados para o desenvolvimento e segurança da operação.
As Figuras 4.26 e 4.27 mostram o posicionamento do guindaste e da
carreta durante a movimentação de cargas dos lotes 33 até o 47. Este
planejamento ajuda a detectar algum problema de interferência que possa
ocorrer durante o manuseio.
No Anexo 10 são apresentados plantas e cortes para a movimentação
das estruturas para os 1º e 2º trechos.
Figura 4.26– Planta com o posicionamento do guindaste e carreta para a movimenta-
ção de carga nos lotes 33 a 47.
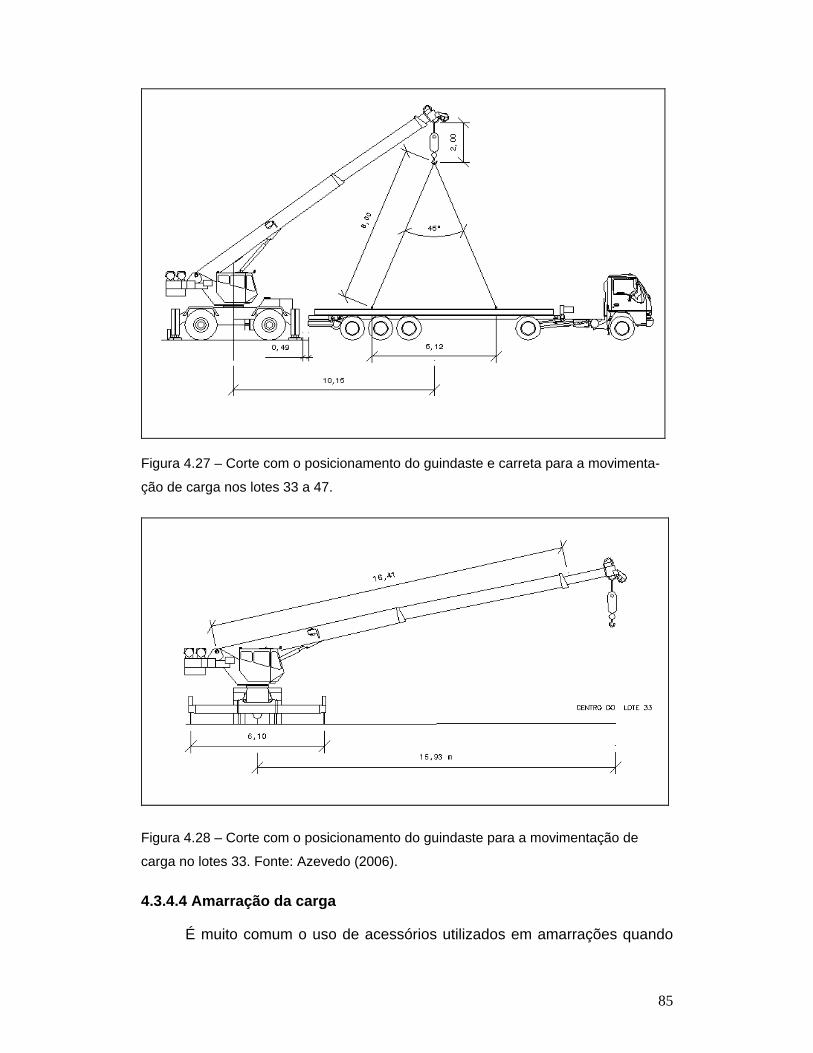
85
Figura 4.27 – Corte com o posicionamento do guindaste e carreta para a movimenta-
ção de carga nos lotes 33 a 47.
Figura 4.28 – Corte com o posicionamento do guindaste para a movimentação de
carga no lotes 33. Fonte: Azevedo (2006).
4.3.4.4 Amarração da carga
É muito comum o uso de acessórios utilizados em amarrações quando

86
se trata de movimentação de cargas. São também chamados de acessórios de
lingar. Eles se apresentam em uma grande variedade, e para se fazer a
escolha do acessório adequado deve-se saber, primeiramente, as
características do material a ser movimentado.
Todas as peças são perfis do tipo I, a amarração destas para o
descarregamento no depósito é determinada em função de sua posição sobre
o caminhão quando este chega ao depósito. Isso quer dizer que é necessário
conhecermos o posicionamento do perfil no momento do descarregamento, se
ele se encontra na posição de formato I ou na posição de formato H.
Para ambas as posições podem-se usar os mesmos acessórios de
amarração e de lingar, apenas seu posicionamento durante o içamento será
diferente.
Existem vário tipos de acessórios e equipamentos de lingar, no entanto
enfocaremos neste manual os cabos estropos, cintas, ganchos, clips, manilhas
e um acessório especial para içamento de vigas I ou H, conforme detalhado
nas Figuras 4.29 e 4.30.
Este acessório normalmente é dimensionado de acordo com a carga a
ser movimentada e pode ser elaborado em campo, pois não é uma peça
industrializada, apenas um artifício visando facilitar o içamento da carga.
Normalmente este acessório é chamado de pega-chapa e pode ser
usado sozinho ou aos pares, conforme a necessidade durante o içamento.
Figura 4.29 – Detalhe do pega chapa.

87
Figura 4.30 – Formas de utilização do pega chapa.
Devido a grande variedade de acessórios de lingar encontrada no
mercado, decidiu-se apresentar os mais usuais: estropos, cintas, manilhas e
ganchos. De forma abrangente pode-se dizer que estes acessórios tem as
seguintes definições:
• Estropos – São cabos de aço de tamanhos pré-definidos que podem ser
trançados a mão ou prensados mecanicamente. De baixa flexibilidade
podem apresentar elevado peso dependendo da bitola utilizada para sua
confecção.
• Cintas – Mais leves e maleáveis que os cabos estropos, preservam as
mesmas propriedades que estes, além de evitar que o atrito com a carga
danifique a mesma, pois não formam a carga os chamados “cantos
vivos”.
• Manilhas – Unem os cabos estropos ou cintas às peças a serem içadas
ou a outro acessório de içamento, possuindo trava roscável.
• Ganchos – Assim como as manilhas auxiliam no içamento, porém com o
objetivo de dar mais agilidade à operação.
A Figura 4.31 apresenta os alguns exemplos de acessórios de
amarração.
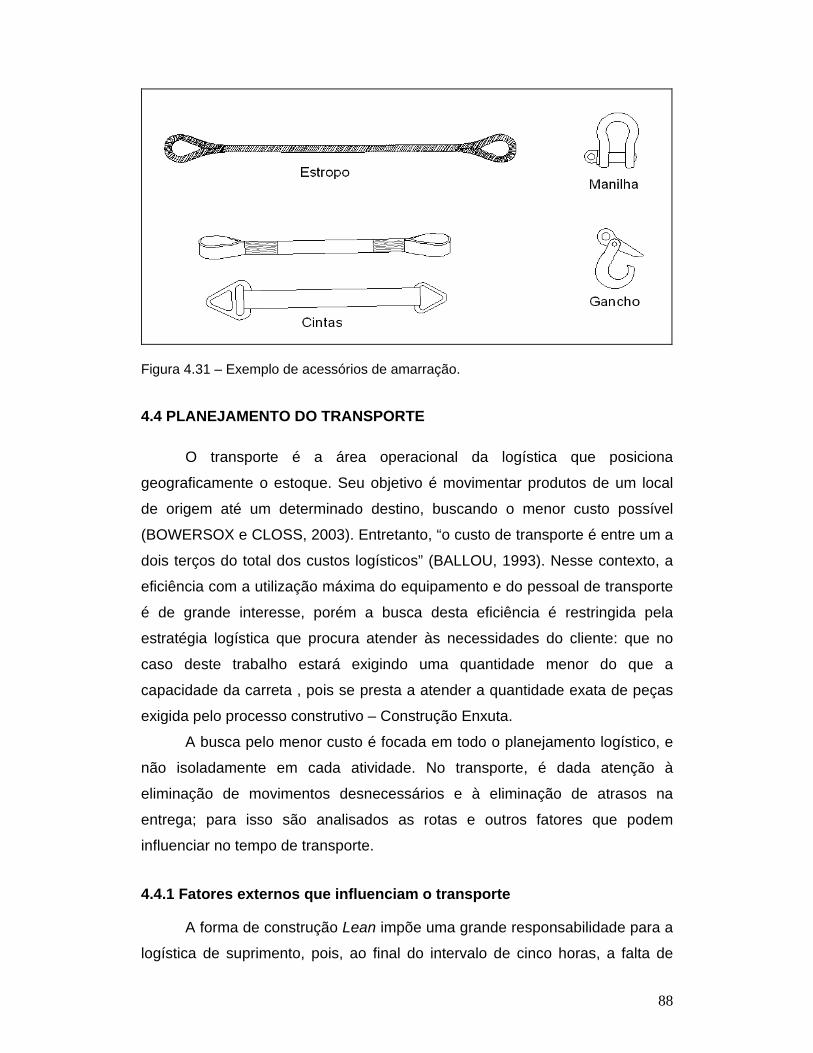
88
Figura 4.31 – Exemplo de acessórios de amarração.
4.4 PLANEJAMENTO DO TRANSPORTE
O transporte é a área operacional da logística que posiciona
geograficamente o estoque. Seu objetivo é movimentar produtos de um local
de origem até um determinado destino, buscando o menor custo possível
(BOWERSOX e CLOSS, 2003). Entretanto, “o custo de transporte é entre um a
dois terços do total dos custos logísticos” (BALLOU, 1993). Nesse contexto, a
eficiência com a utilização máxima do equipamento e do pessoal de transporte
é de grande interesse, porém a busca desta eficiência é restringida pela
estratégia logística que procura atender às necessidades do cliente: que no
caso deste trabalho estará exigindo uma quantidade menor do que a
capacidade da carreta , pois se presta a atender a quantidade exata de peças
exigida pelo processo construtivo – Construção Enxuta.
A busca pelo menor custo é focada em todo o planejamento logístico, e
não isoladamente em cada atividade. No transporte, é dada atenção à
eliminação de movimentos desnecessários e à eliminação de atrasos na
entrega; para isso são analisados as rotas e outros fatores que podem
influenciar no tempo de transporte.
4.4.1 Fatores externos que influenciam o transporte
A forma de construção Lean impõe uma grande responsabilidade para a
logística de suprimento, pois, ao final do intervalo de cinco horas, a falta de

89
estruturas trará prejuízos para a produtividade do empreendimento, uma vez
que toda a mão-de-obra e equipamentos estarão aguardando a chegada de um
lote específico para dar seqüência à montagem das estruturas.
O planejamento do transporte objetiva evitar falhas no fluxo dos
materiais. Contudo, alguns fatores estão além da capacidade de controle, como
por exemplo, o trânsito. Quanto a este fato, o posicionamento da logística é o
de estudar o comportamento dos fatores externos existentes e tomar
procedimentos que minimizem seus impactos no fluxo desejado. Neste trabalho
destacaram-se três fatores externos: a acessibilidade da carreta, o trânsito e a
legislação que regulamenta o transporte de carga em centro de cidade.
4.4.1.1 Acessibilidade da carreta
A acessibilidade de veículos grandes em centro antigo, onde a maioria
das ruas é estreita, é um problema que pode impedir a chegada dos materiais.
Com base nesta preocupação, a análise de acessibilidade do conjunto
cavalo/carreta se fez necessário, sendo apresentada na Figura 4.32.
A análise baseou-se no estudo da empresa GUERRA S/A, apresentado
em 4.1.5, aplicado para o acesso à Rua Buenos Aires pela Av. Passos.
Analisou-se a trajetória da carreta na curva utilizando-se o software Auto Cad
com os dados de larguras das ruas, dimensões do conjunto carreta/cavalo e do
raio mínimo fornecido pela GUERRA S/A.
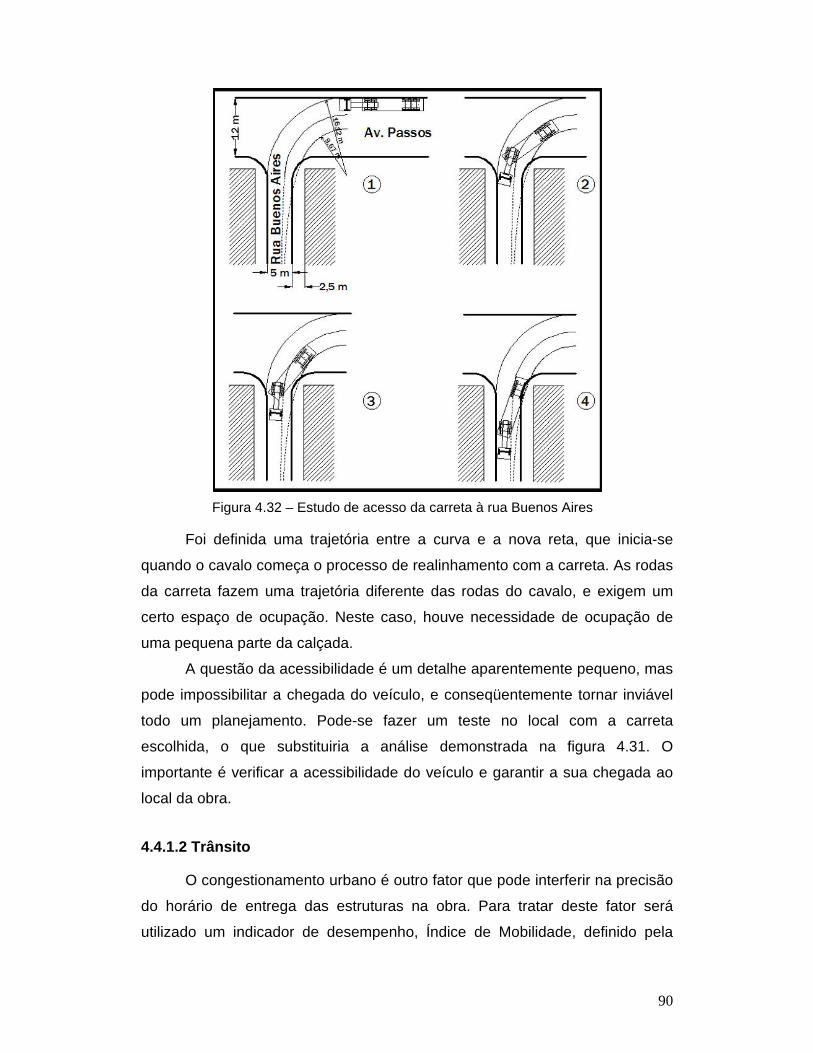
90
Figura 4.32 – Estudo de acesso da carreta à rua Buenos Aires
Foi definida uma trajetória entre a curva e a nova reta, que inicia-se
quando o cavalo começa o processo de realinhamento com a carreta. As rodas
da carreta fazem uma trajetória diferente das rodas do cavalo, e exigem um
certo espaço de ocupação. Neste caso, houve necessidade de ocupação de
uma pequena parte da calçada.
A questão da acessibilidade é um detalhe aparentemente pequeno, mas
pode impossibilitar a chegada do veículo, e conseqüentemente tornar inviável
todo um planejamento. Pode-se fazer um teste no local com a carreta
escolhida, o que substituiria a análise demonstrada na figura 4.31. O
importante é verificar a acessibilidade do veículo e garantir a sua chegada ao
local da obra.
4.4.1.2 Trânsito
O congestionamento urbano é outro fator que pode interferir na precisão
do horário de entrega das estruturas na obra. Para tratar deste fator será
utilizado um indicador de desempenho, Índice de Mobilidade, definido pela

91
Gerência de Informações de Tráfego – GIT, que é o setor da Prefeitura
Municipal do Rio de Janeiro responsável pelas informações de indicadores de
trânsito.
Mobilidade foi definida por Lomax et al (1997) no estudo “Quantifying
Congestion” como “a capacidade de movimentação de pessoas e mercadorias
de forma rápida, fácil e econômica para o destino desejado a uma velocidade
de fluxo livre ou comparavelmente melhor em condições de alta qualidade”.
Esta definição, inadequada para análises, como salientado por pesquisadores
da Universidade do Texas, foi modificada para: “mobilidade é a capacidade de
alcançar um destino num tempo e custo satisfatórios”. O indicador apresentado pela GIT, o Índice de Mobilidade - IM, expressa
a relação da velocidade praticada por um veículo num determinado trecho em
relação à velocidade de fluxo livre (velocidade máxima permitida na via).
IM = (Equação 4.1)
A Figura 4.33 apresenta o Índice de Mobilidade da Av. Brasil, para o pico
da tarde, no primeiro semestre de 2004, ou seja: fluxo de veículos do Centro da
Cidade para o subúrbio.
Figura 4.33 –Índice de Mobilidade da Av. Brasil
Fonte: Gerência de Informação de Tráfego da PMRJ (2005)
Velocidade Práticada
Velocidade de Fluxo

92
Observa-se que quando o veículo está com a velocidade praticada igual
à velocidade máxima permitida o IM é 1, mas, se parado, o IM é 0. O Anexos
11 mostra os gráficos com os IMs da Av. Brasil no pico da manhã e os IMs da
Av. Francisco Bicalho nos picos da manhã e da tarde.
4.4.1.3 Legislação sobre transporte de carga no centro da cidade
A regulamentação da circulação, operação de carga e descarga e a
permanência de veículos de carga no Centro da Cidade do Rio de Janeiro é
feita pela PORTARIA TR/SUB/CRV nº 11.708, de 02/06/99 e pelo DECRETO
nº 14188, de 01/09/1995.
A PORTARIA nº11.708 estabelece corredores de tráfego para restrições
de operação de carga e descarga. Desta portaria, o que mais afeta este projeto
logístico é a proibição da circulação de veículos de carga com tara acima de
2,2 toneladas, no período compreendido entre 8h e 19h (dias úteis), na pista de
tráfego lateral da Av. Presidente Vargas, sentido Zona Norte/Centro, conforme
apresentado na Figura 4.34.
Figura 4.34 – Planta com locação da Av. Presidente Vargas e da obra.
Para se contornar a restrição imposta por esta portaria, pode-se optar
por uma rota que não utilize a Av. Presidente Vargas, sentido Zona
Norte/Centro.
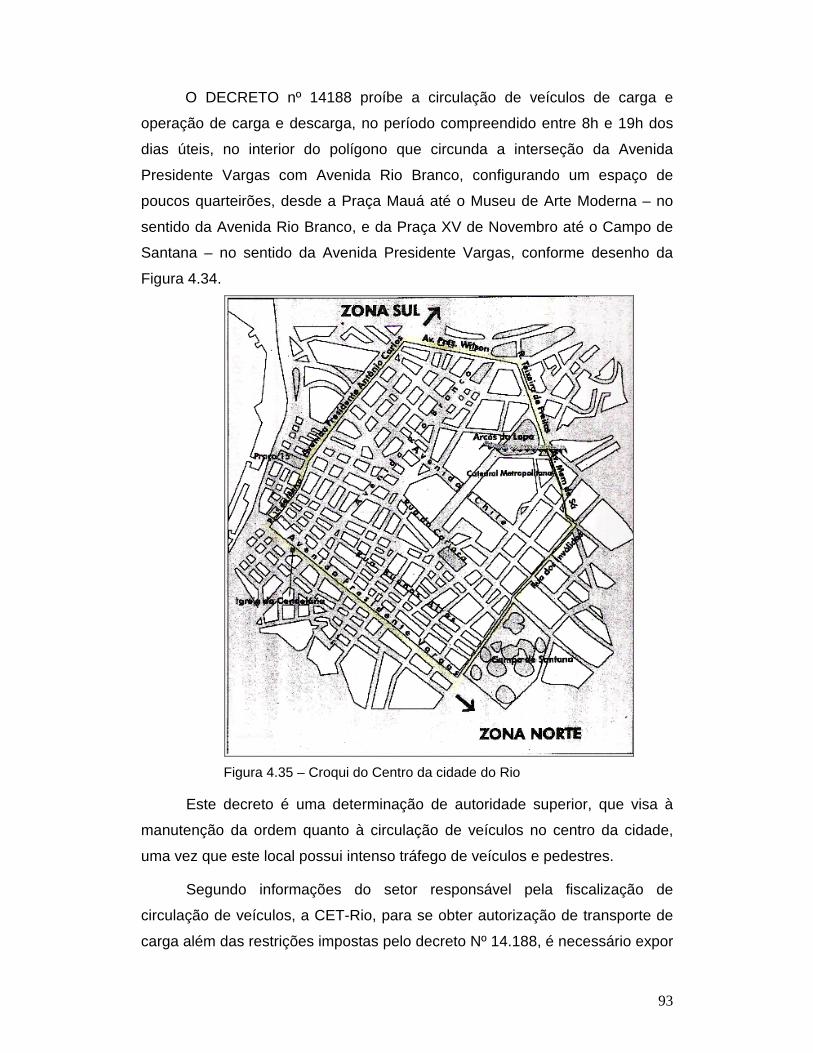
93
O DECRETO nº 14188 proíbe a circulação de veículos de carga e
operação de carga e descarga, no período compreendido entre 8h e 19h dos
dias úteis, no interior do polígono que circunda a interseção da Avenida
Presidente Vargas com Avenida Rio Branco, configurando um espaço de
poucos quarteirões, desde a Praça Mauá até o Museu de Arte Moderna – no
sentido da Avenida Rio Branco, e da Praça XV de Novembro até o Campo de
Santana – no sentido da Avenida Presidente Vargas, conforme desenho da
Figura 4.34.
Figura 4.35 – Croqui do Centro da cidade do Rio
Este decreto é uma determinação de autoridade superior, que visa à
manutenção da ordem quanto à circulação de veículos no centro da cidade,
uma vez que este local possui intenso tráfego de veículos e pedestres.
Segundo informações do setor responsável pela fiscalização de
circulação de veículos, a CET-Rio, para se obter autorização de transporte de
carga além das restrições impostas pelo decreto Nº 14.188, é necessário expor
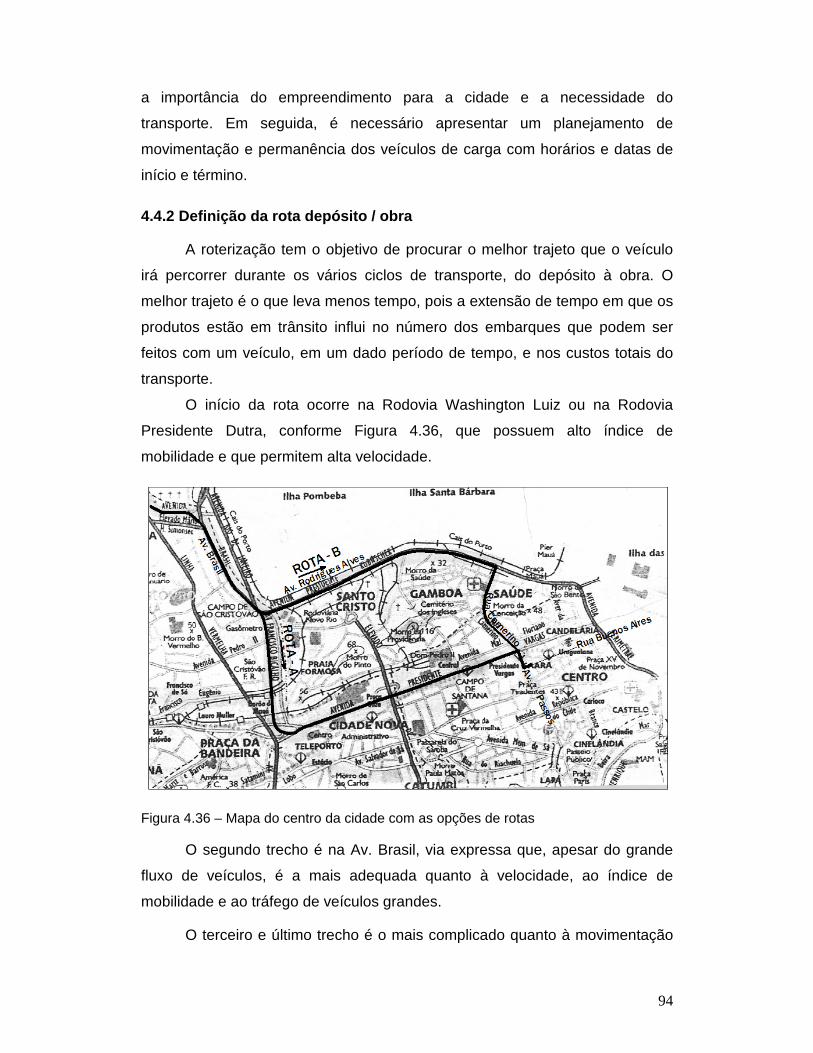
94
a importância do empreendimento para a cidade e a necessidade do
transporte. Em seguida, é necessário apresentar um planejamento de
movimentação e permanência dos veículos de carga com horários e datas de
início e término.
4.4.2 Definição da rota depósito / obra
A roterização tem o objetivo de procurar o melhor trajeto que o veículo
irá percorrer durante os vários ciclos de transporte, do depósito à obra. O
melhor trajeto é o que leva menos tempo, pois a extensão de tempo em que os
produtos estão em trânsito influi no número dos embarques que podem ser
feitos com um veículo, em um dado período de tempo, e nos custos totais do
transporte.
O início da rota ocorre na Rodovia Washington Luiz ou na Rodovia
Presidente Dutra, conforme Figura 4.36, que possuem alto índice de
mobilidade e que permitem alta velocidade.
Figura 4.36 – Mapa do centro da cidade com as opções de rotas
O segundo trecho é na Av. Brasil, via expressa que, apesar do grande
fluxo de veículos, é a mais adequada quanto à velocidade, ao índice de
mobilidade e ao tráfego de veículos grandes.
O terceiro e último trecho é o mais complicado quanto à movimentação

95
de veículos de carga pois acessa a região do centro da cidade, onde existem
dificuldades quanto a: manobras em ruas estreitas, trânsito intenso e restrições
de leis sobre movimentação de veículos de carga. Dois trajetos foram
analisados: Av. Francisco Bicalho / Av. Presidente Vargas – denominado Rota
A; e outro pela Av. Rodrigues Alves / Rua Camerino – denominado Rota B.
Foram analisados quatro fatores para a tomada de decisão entre as
Rotas A ou B: acessibilidade da carreta pelas ruas, legislação sobre o trânsito
de veículos de cargas no centro de cidade, congestionamento e distância.
Quadro 4.3 – Comparação das Rotas A e B
Rota A Rota B
Acessibilidade * Boa boa
Legislação com restrição sem restrição
Congestionamento Ruim regular
Distância (Km) 4,35 3,81
A acessibilidade diz respeito à largura das ruas e a facilidade de
manobra até a chegada a obra.
Quanto à legislação, a Rota A apresenta restrição na Av. Presidente
Vargas, conforme apresentado em 4.4.1.3.
No fator congestionamento, a Rota-A apresenta as piores condições,
pois percorre a Av. Presidente Vargas quase em sua totalidade, com baixo
índice de mobilidade.
Decidiu-se pela Rota-B por apresentar-se sem restrição quanto à
legislação, menor distância e vantagem em relação à característica de
possibilidade de congestionamentos.
4.4.3 Cálculo dos tempos de transporte
Os tempos para o transporte das estruturas serão calculados em função
da distância e da velocidade média dos trechos percorridos. A velocidade
média foi determinada com base nos índices de mobilidade divulgado pela GIT,
conforme explicado em 4.4.1.2 e apresentado seus valores no Anexo 11. O

96
índice de mobilidade utilizado foi o mais baixo dentre os apresentados pelo
estudo da GIT, para cada trecho utilizado.
Com a Equação 4.1 temos:
Velocidade Práticada = IM x Velocidade de Fluxo Livre
Aplicando a velocidade praticada calculada na Equação 4.2 pode-se
calcular o tempo de deslocamento.
Velocidade Praticada = (Equação 4.2)
∴ Tempo = ·
Quadro 4.4 – Cálculo dos tempos de transporte
Distância(Km)
Índice de Mobilidade
Velocidade de Fluxo Livre (Km/h)
Velocidade Praticada (Km/h)
Tempo (min)
Rodovia Washington Luiz
7,0 0,32 100 32 13
Rodovia Presidente Dutra
14,0 0,35 100 35 24
Av. Brasil
13,5 0,20 90 18 45
Av. Rodrigues Alves
2,5 0,25 90 22 7
Rua Camerino e Av. Passos
1,3 0,25 70 17 5
Na Rodovia Washington Luiz e na Rodovia Presidente Dutra, por falta de
dados da GIT, foram considerados os índices de mobilidade dos trechos da Av.
Brasil que cruzam as referidas rodovias. O mesmo tratamento foi atribuído ao
dado da Rua Camerino e Av. Passos, considerando-se o índice da Av.
Rodrigues Alves.
DistânciaTempo
DistânciaVelocidade Práticada
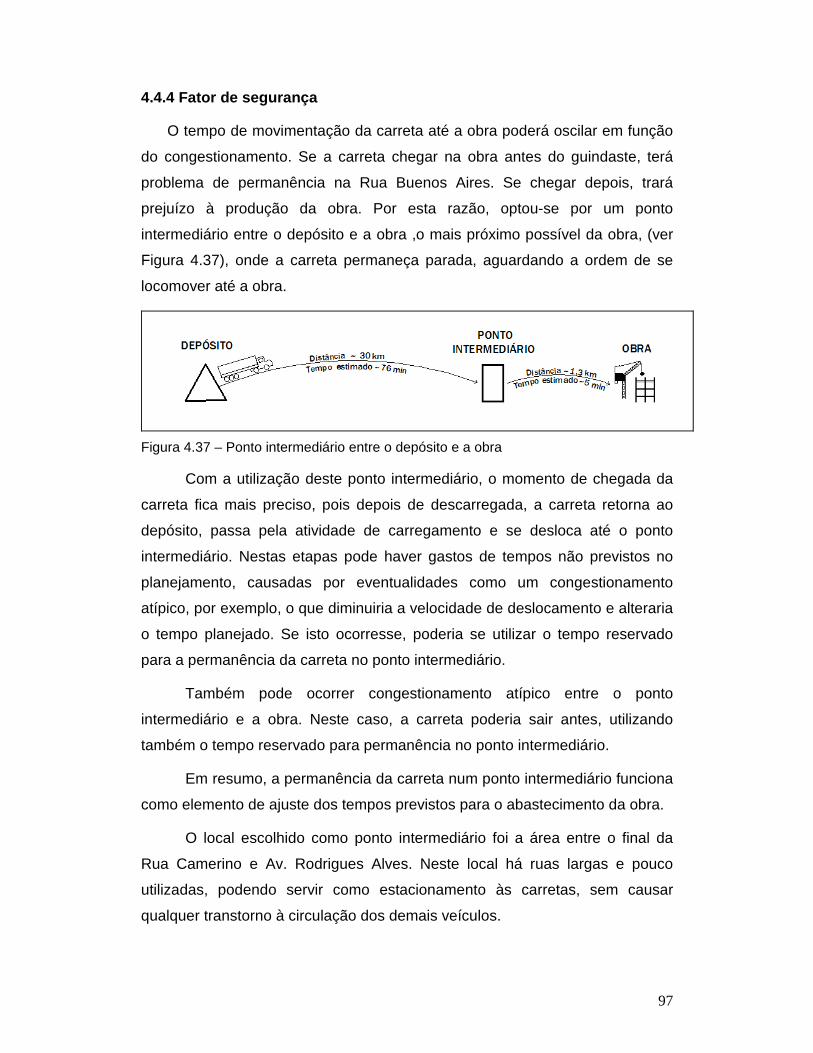
97
4.4.4 Fator de segurança
O tempo de movimentação da carreta até a obra poderá oscilar em função
do congestionamento. Se a carreta chegar na obra antes do guindaste, terá
problema de permanência na Rua Buenos Aires. Se chegar depois, trará
prejuízo à produção da obra. Por esta razão, optou-se por um ponto
intermediário entre o depósito e a obra ,o mais próximo possível da obra, (ver
Figura 4.37), onde a carreta permaneça parada, aguardando a ordem de se
locomover até a obra.
Figura 4.37 – Ponto intermediário entre o depósito e a obra
Com a utilização deste ponto intermediário, o momento de chegada da
carreta fica mais preciso, pois depois de descarregada, a carreta retorna ao
depósito, passa pela atividade de carregamento e se desloca até o ponto
intermediário. Nestas etapas pode haver gastos de tempos não previstos no
planejamento, causadas por eventualidades como um congestionamento
atípico, por exemplo, o que diminuiria a velocidade de deslocamento e alteraria
o tempo planejado. Se isto ocorresse, poderia se utilizar o tempo reservado
para a permanência da carreta no ponto intermediário.
Também pode ocorrer congestionamento atípico entre o ponto
intermediário e a obra. Neste caso, a carreta poderia sair antes, utilizando
também o tempo reservado para permanência no ponto intermediário.
Em resumo, a permanência da carreta num ponto intermediário funciona
como elemento de ajuste dos tempos previstos para o abastecimento da obra.
O local escolhido como ponto intermediário foi a área entre o final da
Rua Camerino e Av. Rodrigues Alves. Neste local há ruas largas e pouco
utilizadas, podendo servir como estacionamento às carretas, sem causar
qualquer transtorno à circulação dos demais veículos.

98
4.4.5 Cálculo do número de carretas
O cálculo do número de carretas necessárias para o transporte de
estruturas é feito em função do tempo de trabalho diário, do tempo que leva a
carreta para fazer um ciclo completo e do tempo que a torre leva para içar e
montar um lote de estruturas, conforme descrito na Equação 4.3.
O tempo de trabalho diário da obra é de quinze horas, ou seja: na obra
serão içados e montados diariamente três lotes de estruturas, gastando-se
cinco horas para cada lote.
A carreta terá cinco horas para descarregar e retornar ao depósito. Mais
cinco horas para carregar e se deslocar até a obra. Define-se assim, um tempo
de ciclo de dez horas.
D T = c n (Equação 4.3)
Onde:
D é o tempo de trabalho demandado pela obra por dia – 15 horas; T é a relação do tempo de ciclo da carreta sobre D – 10 horas /15
horas; c é o tempo de trabalho da torre para içar e montar todas as
peças do lote – 5 horas; e n é o número de ‘’carretas .
n = = = 2 carretas
O tempo de içamento e de retorno da carreta foi considerado o mesmo
do tempo de ida até a obra, a fim de se balancear as atividades. Porém, na
análise detalhada do tempo de retorno, observa-se que o tempo de ciclo da
carreta poderá ser menor, conforme apresentado no Quadro 4.4.
c D T
15 . 10
5 15
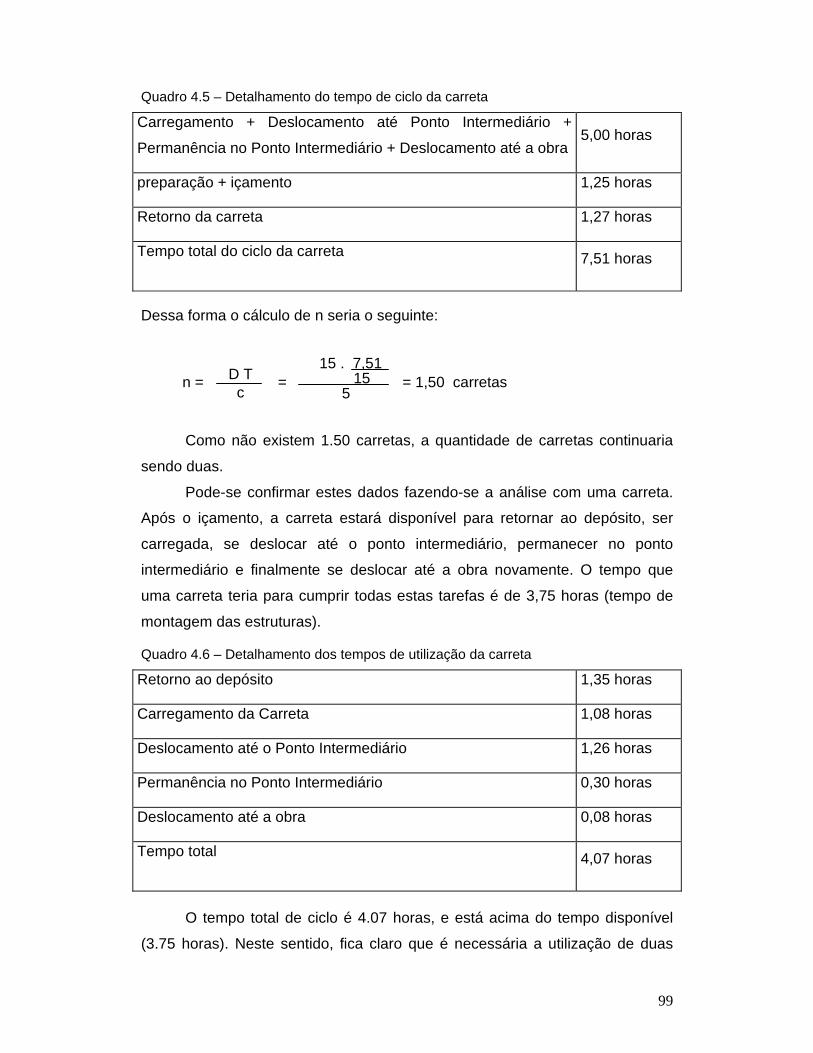
99
Quadro 4.5 – Detalhamento do tempo de ciclo da carreta
Dessa forma o cálculo de n seria o seguinte:
n = = = 1,50 carretas
Como não existem 1.50 carretas, a quantidade de carretas continuaria
sendo duas.
Pode-se confirmar estes dados fazendo-se a análise com uma carreta.
Após o içamento, a carreta estará disponível para retornar ao depósito, ser
carregada, se deslocar até o ponto intermediário, permanecer no ponto
intermediário e finalmente se deslocar até a obra novamente. O tempo que
uma carreta teria para cumprir todas estas tarefas é de 3,75 horas (tempo de
montagem das estruturas).
Quadro 4.6 – Detalhamento dos tempos de utilização da carreta
O tempo total de ciclo é 4.07 horas, e está acima do tempo disponível
(3.75 horas). Neste sentido, fica claro que é necessária a utilização de duas
Carregamento + Deslocamento até Ponto Intermediário +
Permanência no Ponto Intermediário + Deslocamento até a obra5,00 horas
preparação + içamento 1,25 horas
Retorno da carreta 1,27 horas
Tempo total do ciclo da carreta 7,51 horas
Retorno ao depósito 1,35 horas
Carregamento da Carreta 1,08 horas
Deslocamento até o Ponto Intermediário 1,26 horas
Permanência no Ponto Intermediário 0,30 horas
Deslocamento até a obra 0,08 horas
Tempo total 4,07 horas
c D T
15 . 7,51
5 15
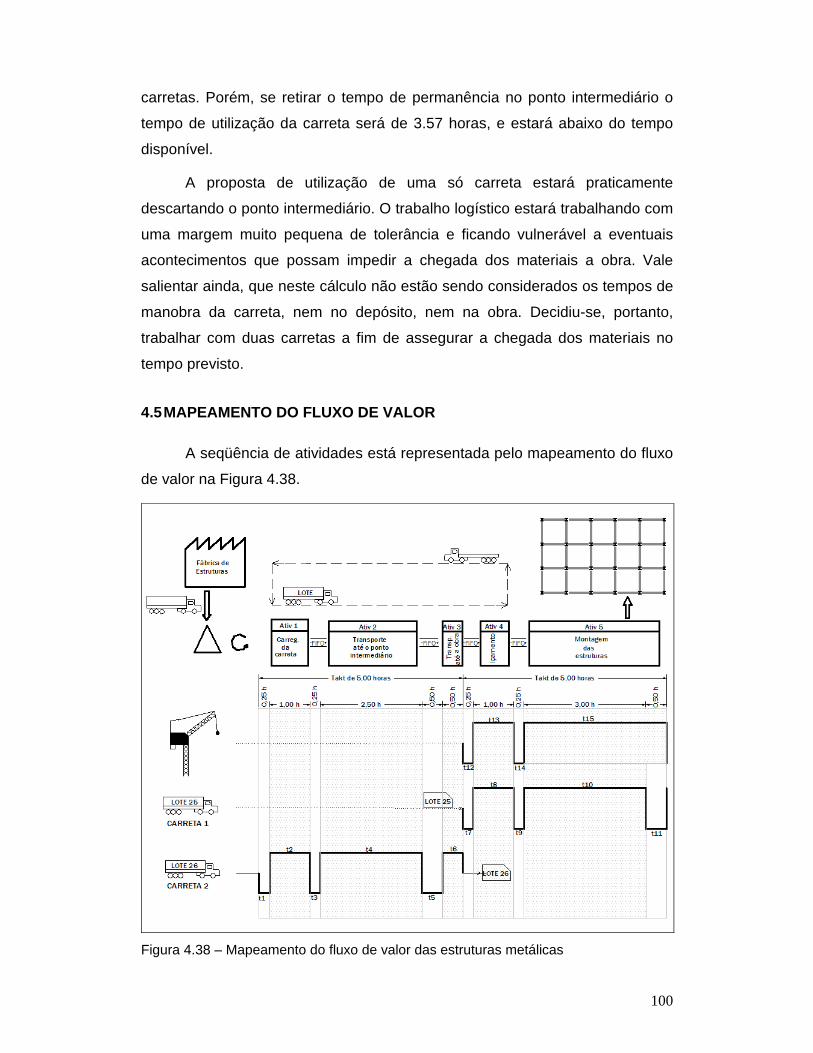
100
carretas. Porém, se retirar o tempo de permanência no ponto intermediário o
tempo de utilização da carreta será de 3.57 horas, e estará abaixo do tempo
disponível.
A proposta de utilização de uma só carreta estará praticamente
descartando o ponto intermediário. O trabalho logístico estará trabalhando com
uma margem muito pequena de tolerância e ficando vulnerável a eventuais
acontecimentos que possam impedir a chegada dos materiais a obra. Vale
salientar ainda, que neste cálculo não estão sendo considerados os tempos de
manobra da carreta, nem no depósito, nem na obra. Decidiu-se, portanto,
trabalhar com duas carretas a fim de assegurar a chegada dos materiais no
tempo previsto.
4.5 MAPEAMENTO DO FLUXO DE VALOR
A seqüência de atividades está representada pelo mapeamento do fluxo
de valor na Figura 4.38.
Figura 4.38 – Mapeamento do fluxo de valor das estruturas metálicas
101
A seqüência relaciona o recebimento das estruturas em um depósito, o
carregamento dos lotes, o transporte das carretas até um ponto intermediário
de espera para movimentação até a obra, o transporte até a obra, o içamento
das peças e a montagem das estruturas metálicas que compõem os lotes.
Como houve necessidade de utilização de duas carretas, a fim de dar
maior segurança à logística de suprimento, passou a existir uma folga, logo
distribuída nas atividades de transporte, onde não se tem controle das
condições de tráfego que possam prejudicar o fluxo.
Os tempos de operação são assinalados em centésimos de hora.
Observa-se na Figura 4.37 a representação de 2 lotes da 2ª etapa. São
os lotes 25 e 26, como exemplo da aplicação da ferramenta de mapeamento.
Os tempos (t) em centésimos de hora foram dimensionados para
cumprirem as seguintes tarefas:
t1 é o tempo de 15 minutos, adotado para a preparação da mão-de-obra e
do equipamento no depósito para o carregamento do lote 26;
t2 é o tempo de 1 hora, adotado para o carregamento do lote 26 na carreta
no depósito;
t3 é o tempo de 15 minutos adotado, para a verificação e recebimento da
documentação da carga (lote 26);
t4 é o tempo de aproximadamente 2 horas e 30 minutos, adotado com
margem de segurança devido às incertezas e riscos existentes no trajeto,
para movimentação da carreta do lote 26 até o ponto intermediário;
t5 é o tempo de aproximadamente 30 minutos, o qual, dependendo da
necessidade, pode ser nulo, ou seja, se o tempo de movimentação da
carreta até o ponto intermediário (t4) levar 3 horas, ela deve ir direto para a
obra, não havendo necessidade de parar no ponto intermediário. Este
tempo seria um desperdício, mas é necessário para reduzir-se a
possibilidade de atraso na chegada à obra, o que implicaria em
desperdício na utilização da torre;
102
t6 é o tempo de aproximadamente 30 minutos, adotado com margem de
segurança devido às incertezas e riscos existentes no trajeto, para
movimentação da carreta do lote 26 até a obra;
t7 é o tempo de 15 minutos, adotado para a preparação da mão-de-obra no
térreo da obra para o içamento do lote 25;
t8 é o tempo de 1 hora, adotado para o içamento das peças do lote 25;
t9 é o tempo de 15 minutos, adotado para que a carreta seja preparada
para retornar vazia ao depósito, e carregar o lote 27;
t10 é o tempo de aproximadamente 3 horas, adotado com margem de
segurança devido às incertezas e riscos existentes no trajeto, para retorno
da carreta vazia ao depósito, para carregar o lote 27;
t11 é o tempo de aproximadamente 30 minutos, adotado para a carreta
ficar em espera no depósito. Este tempo seria um desperdício, mas pode
ser utilizado para manutenção da carreta;
t12 é o tempo de 15 minutos, adotado para a preparação da torre para o
içamento das peças do lote 25, onde ocorre simultaneamente a preparação
da mão-de-obra (t7);
t13 é o tempo de 1 hora, adotado para o içamento das peças do lote 25;
t14 é o tempo de 15 minutos, adotado na preparação da mão-de-obra do
pavimento em execução da obra, para a montagem do lote 25;
t15 é o tempo de 3 horas e 30 minutos, adotado para a montagem do lote
25.
Em uma descrição preliminar, verifica-se que a seqüência de atividades
da torre basculante tem a duração total de cinco horas por lote içado e
montado, e é o que define o takt time, conforme indicado na figura 4.36. Duas
carretas são suficientes para abastecer a obra. A cada cinco horas, uma
carreta é carregada no depósito, depois movimentada até o ponto intermediário
(distante poucos minutos da obra) e espera o deslocamento para a obra, em
função da disponibilidade da torre. Nesse mesmo período, a outra carreta de
abastecimento estaciona na obra para iniciar o descarregamento e o içamento
das peças, numa atividade que tem a duração de uma hora e trinta minutos,
103
retornando em seguida ao depósito. Constata-se que todas as operações de
movimentação de carretas atendem à demanda da torre basculante, que é de
um lote a cada cinco horas, conforme proposto por Lyra da Silva (2005).
O ajustamento da atividade logística das carretas à capacidade de
operação da torre, em uma produção puxada, é a característica de fluxo da
construção lean: a carga de cada atividade é sincronizada no ritmo de
demanda da torre basculante, estabelecendo-se o cadenciamento no
mapeamento da cadeia de valor.
Este mapeamento baseou-se no mapeamento adotado pela indústria
automobilística. Algumas adaptações foram feitas promovendo algumas
diferenças, como por exemplo:
• para facilitar o entendimento da linha de fluxo a mesma foi feita
em três partes: a primeira mostra as atividades da torre de
içamento; a segunda mostra as atividade da carreta-1 e a terceira
mostra as atividade da carreta-2. Todas as três linhas estão em
fluxos simultâneos e sincronizados;
• estas mesmas linhas de fluxo foram apresentadas em escala
facilitando a relação rápida do tempo com a atividade, evitando
falhas na interpretação do mesmo;
• as linhas na parte superior (t13, t15, entre outras) representam as
atividades que agregam valor ao produto final para o cliente, ou
que, se não agregam valor, são, como as primeiras (t2, t4, entre
outras), fundamentais no processo;
• as linhas na parte inferior, como os t1, t3, t7, t9, t12 e t14
simbolizam tempos de atividades que não agregam valor ao
produto final para o cliente, logo, foram reduzidas ao máximo e
devem ser eliminadas quando possível;
• as linhas na parte inferior, como os t5 e t11, significam tempo de
atividades. Além de não agregarem valor ao produto final para o
cliente, também podem e devem ser eliminadas, pois são
esperas, logo, desperdícios. Num próximo estudo, por meio de
uma melhor configuração do mapeamento pelo tamanho dos lotes
104
será possível a eliminação de parte deste desperdício ou de sua
totalidade.
4.6 ANÁLISE DOS RESULTADOS
Desde o começo do planejamento houve a preocupação em estabelecer
o fluxo de materiais em pequenos lotes, adequados à capacidade de operação
da torre basculante e às equipes de montagem. Desta forma, procurou-se
reduzir esperas e formação de estoques em processo. A ocorrência de fluxo,
integrando a logística de suprimento (externa) à logística de canteiro (interna),
diminui ao mínimo a espera de veículos no local de descarregamento da obra.
O planejamento do transporte em tempo a mais do que o calculado
valeu-se da utilização de duas carretas para a distribuição da folga existente na
atividade mais vulnerável às interferencias externas: o transporte. Se fosse
possível utilizar uma única carreta, com margem de segurança para o
abastecimento, os tempos de transporte seriam mais próximos dos tempos
calculados. Esta possibilidade poderá ocorrer no caso de se conseguir diminuir
os tempos de carregamento e transporte. Para isso, deve-se melhorar os
procedimentos de carregamento e/ou encontrar, mais próximo à obra, um local
para o depósito.
A organização do fluxo de estruturas metálicas até sua entrega à obra
obedeceu a uma seqüência de operações, onde a atividade anterior só é
executada a partir da necessidade manifestada pela atividade posterior. Há,
portanto, o estabelecimento de um sistema Kanban (sem cartões), feito por
rádio ou telefone entre o depósito, os motoristas das carretas e o operador da
torre, em que a movimentação de cargas é realizada pela autorização do
movimento modal. Há, em conseqüência, um seqüenciamento Just-in-Time das
cargas, sincronizando todas as operações. Como resultado, com a estrita
observância dessa concepção de produção, tem-se a produção puxada,
inerente à execução de uma construção Lean.
O mapeamento do fluxo de valor é uma ferramenta Lean, que foi
fundamental para o balanceamento das atividades logísticas, visto que a
mesma descreve toda a cadeia de valor em estudo, facilitando a visualização
105
das atividades. Com o mapeamento pôde se dosar os tempos de folga para as
atividades que realmente necessitassem. Ele possibilita um melhor arranjo das
atividades na tentativa de eliminar ou reduzir ao máximo as que não agregam
valor ao produto final.
Conceitualmente, o mapeamento deveria ser feito antes do seu estado
atual, para depois dimensionar o estado futuro. Porém, na proposta logística
apresentada, o mapeamento foi elaborado como forma de planejamento, ou
seja, no seu estado futuro. Deste modo resolveu-se desenvolver uma
alternativa diretamente no mapeamento do estado futuro, considerando que
uma obra de centro de cidade (sem espaço físico excedente) só apresentaria
um aumento da produtividade pela aplicação da construção lean e com uma
logística de suprimento adequada ao processo construtivo.
O mapeamento mostrou que sem a utilização do depósito não haveria o
fluxo e conseqüentemente não se poderia utilizar a ferramenta Just-in-Time.
Isto se deve ao fato de que a fábrica das estruturas, a princípio, não trabalha
em processo de produção Lean, ou seja, produz peças por batelada. O
depósito é que dará condições para as estruturas seguirem na forma requerida
pela Construção Lean (pequenos lotes). Com o depósito foi possível a
implantação de fluxo para a estocagem das peças, apesar da falta de espaço
físico na obra.
A logística foi tratada como uma etapa essencial deste novo processo
construtivo. A proposta logística apresentada procurou dar suporte às demais
etapas construtivas, buscando a sincronização de todas a etapas. Dessa
forma, a determinação do ganho de produtividade gerado pela logística está
vinculado ao ganho de produtividade da obra. Não é possível determinar os
ganhos de produtividade da logística sem analisar o processo construtivo como
um todo.
Para se apresentar justificativas no ganho de produtividade da obra,
mesmo sem medir indicadores numéricos de acompanhamento e comparação,
há necessidade de se considerar dois aspectos na implantação da construção
lean:
a) Não é usual na construção a ocorrência de situações de antes da
implantação e depois da implantação de nova forma de organização da
106
produção, como é comum no setor industrial de produção seriada. Quando tal
ocorre, existe um tempo de aprendizado e acomodação que não justificariam
tal tipo de análise.
b) a comparação entre obras não é comum, já que nesse setor não é
usual a existência de duas ou mais construções iguais. Ocorrem
particularizações de projeto, diferenças de local, períodos de execução
diferentes que estão sujeitos a variações climáticas. Todos esses fatores
interferem no rendimento da obra e o conhecimento adquirido privilegia obras
posteriorese. Dessa forma são criadas situações que sempre distinguem uma
obra de outra, mesmo que semelhantes.
Por ser muito difícil avaliar o aumento de produtividade da obra,
comparando uma construção lean com uma construção convencional, este
trabalho não apresenta este tipo de resultado.
Pode-se, portanto, avaliar os ganhos de produtividade gerados pela
proposta logística através do mapeamento do fluxo de valor. Com esta
ferramenta lean é possível analisar melhor a integração das atividades e
buscar a redução de desperdícios. É possível também detectar atividades
repetitivas e padronizá-las. Isto induz ao aumento de produtividade da
construção lean quando se considera que:
a) O uso de concepções e procedimentos lean para eliminação de
desperdícios de processo foi bastante eficiente em diferentes setores
industriais. É possível imaginar que o mesmo ocorra em uma organização de
produção da construção predial;
b) o planejamento de um fluxo de operações, integrando a logística de
suprimento as atividades de içamento e montagem das estruturas metálicas,
preocupou-se em eliminar “gargalos”, balanceando as atividades, o que
significa a estrita eliminação de desperdícios de processos. Essa
sistematização na identificação e eliminação de desperdícios induziu ao
aumento de produtividade em outros setores de produção, possibilitando o
aumento da produtividade da construção.
5 CONCLUSÕES
Este trabalho apresentou uma proposta de suprimento de estruturas
metálicas para a construção de um prédio em centro de cidade. Aprofundou os
estudos de Tommelein e Weissmberger (1999) na parte do planejamento
logístico para o suprimento das estruturas metálicas, apesar do trabalho
enfocar o tema - construção lean.
A logística foi tratada como uma etapa essencial deste novo processo
construtivo. A proposta logística apresentada procurou dar suporte às demais
etapas construtivas, buscando a sincronização de todas a etapas. Dessa
forma, a determinação do ganho de produtividade gerado pela logística está
vinculado ao ganho de produtividade da obra. Não e possível determinar os
ganhos de produtividade da logística sem analisar o processo construtivo como
um todo.
Para se apresentar justificativas no ganho de produtividade da obra,
mesmo sem medir indicadores numéricos de acompanhamento e comparação,
há necessidade de se considerar dois aspectos na implantação da construção
lean:
a) Não é usual na construção a ocorrência de situações de antes da
implantação e depois da implantação de nova forma de organização da
produção, como é comum no setor industrial de produção seriada. Quando tal
ocorre, exite um tempo de aprendizado e acomodação que não justificariam tal
tipo de análise.
b) a comparação entre obras não e comum, já que nesse setor não é
usual a existência de duas ou mais construções iguais. Ocorrem
particularizações de projeto, diferenças de local, períodos de execução
diferentes que estão sujeitos a variações climáticas. Todos esses fatores
interferem no rendimento da obra, e o conhecimento adquirido privilegia obras
executadas posteriormente. Dessa forma são criadas situações que sempre
distinguem uma obra de outra, mesmo que semelhantes.
107

Por ser muito difícil avaliar o aumento de produtividade da obra,
comparando uma construção lean com uma construção convencional, este
trabalho não apresenta este tipo de resultado.
Com relação à avaliação isolada dos procedimentos da logística de
suprimento voltada para construção lean em comparação com a logística
convencional, não faz sentido, pois os focos são diferentes:
- a logística de suprimento para construção lean trata as questões de
quantidade de material e tempo de entrega de forma detalhada e prioritária.
Busca a economia de custo dentro da necessidade do cliente e é regida pela
forma de construção;
- já a logística convencional dá prioridade a sua atividade isoladamente.
Tenta aumentar seu rendimento utilizando ao máximo os seus equipamentos.
Pode influenciar o modo de construção, mas não parte dele para se planejar.
Pode-se, portanto, avaliar os ganhos de produtividade gerados pela
logística na construção lean através do mapeamento do fluxo de valor. Com
esta ferramenta lean é possível analisar melhor a integração das atividades e
buscar a redução de desperdícios. É possível também detectar atividades
repetitivas e padronizá-las. Isto induz ao aumento de produtividade da
construção lean quando se considera que:
a) O uso de concepções e procedimentos lean para eliminação de
desperdícios de processo foi bastante eficiente em diferentes setores
industriais. É possível imaginar que o mesmo ocorra em uma organização de
produção da construção predial, principalmente se for em estrutura metálica;
b) o planejamento de um fluxo de operações, integrando a logística de
suprimento as atividades de içamento e montagem das estruturas metálicas,
preocupou-se em eliminar “gargalos”, balanceando as atividades, o que
significa a estrita eliminação de desperdícios de processos. Essa
sistematização na identificação e eliminação de desperdícios induziu ao
aumento de produtividade em outros setores de produção, possibilitando o
aumento da produtividade da construção.
108
Este trabalho buscou a generalização da logística em um tipo de
construção predial, e contribuiu para a discussão sobre a importância da
logística no ambiente construtivo. Isto pode ser observado no detalhamento do
planejamento da cadeia de valor, onde foram identificadas todas as atividades
necessárias para o abastecimento de estruturas metálicas na obra.
Este trabalho não questionou a programação de içamento e montagem
feita por Lyra da Silva (2005) para o mesmo projeto utilizado neste trabalho. Ele
se ateve a dar soluções logísticas que atendesse a proposta seguida. Caso o
ritmo fosse outro, para o mesmo projeto, com a utilização de outro guindaste,
as atividades logísticas se ajustariam ao novo tackt-time. Nesse sentido, o
conjunto de soluções, tanto do projeto logístico como a proposta feita por Lyra
da Silva (2005), pode não ser a melhor. O ritmo da construção pode ser outro,
de acordo com necessidades e oportunidades no momento da construção.
As pesquisas sobre logística na construção precisam de maior
aprofundamento. É comum a construção civil tratar da movimentação dos
materiais a partir das fábricas ou representantes de venda. É necessário
estender um pouco mais o estudo sobre a cadeia produtiva dos materiais
construtivos. À medida que a forma de produção de componentes evolui, como
aconteceu na indústria, a logística também evolui, se adequando a novas
necessidades.
Finalmente pode-se identificar o posicionamento da logística na
construção sob dois aspectos: um quando é subordinado a forma de
construção e outro quando viabiliza a forma de construção e assume parte da
responsabilidade da produtividade. As duas posturas se correlacionam na
análise final, pois uma proposta logística atenderá tecnicamente as exigências
da forma de produção, mas pode ser inviável economicamente. Uma nova
proposta deve ser feita para atender todos os requisitos. Neste sentido a
logística pode interferir na forma de construção, que é questionada quando se
esgota as possibilidades logísticas.
109
REFERÊNCIAS BIBLIOGRÁFICAS
ALVES, T. C. L. Diretrizes para a Gestão dos Fluxos Físicos em Canteiros de
Obras – Proposta Baseada em Estudos de Caso. Dissertação (Mestrado em
Engenharia Civil). Porto Alegre: Universidade Federal do Rio Grande do Sul,
2000.
AZEVEDO, V.S.. Manual de Procedimentos de Campo para Manuseio e Carregamento de Estruturas Metálicas. (prevista conclusão para 1º semestre
de 2006). Monografia (Trabalho de conclusão do curso de Engenharia Civil),
UERJ, Rio de Janeiro.
BALLOU, Ronald H. Logística empresarial: trasnportes, administração de
materiais e distribuição física. Trad. YOSHIZAKI, Hugo T. São Paulo: Editora
Atlas, 1993.
BELLEI, I. H., Pinho F. O., Pinho M. O. – Edifícios de Múltiplos Andares em Aço.
1 ed. São Paulo, Editora Pini, 2004.
BOWERSOX, D. J., Closs D. J. Logística Empresarial – O Processo de
Integração da Cadeia de Suprimento. São Paulo, Editora Atlas, 2001. 1 ed.
CARDOSO, Francisco F. Importância dos estudos de preparação e da logistica
na organização dos sistema de produção de edifiícios. In: 1º SEMINÁRIO
INTERNACIONAL : Lean Construction. Anais. São Paulo, 1996.
CAMPOS, V. F. Gerenciamento pelas diretrizes. 2. ed. Belo horizonte: Fundação
Christiano Otoni, Escola de Engenharia da Universidade Federal de Minas
Gerais, 1996.
CORRÊA, H. L.; GIANESI, I. G. N. Just-In-Time, MRP II e OPT: um enfoque
estratégico. 2 ed . São Paulo: Atlas, 1993.
COURT P., HIGHFIELD D., WEST D., et al. A guide to rigging. WorkCover
Authority of NSW and the Victorian WorkCover Authority. 2 ed, 1997.
110
DIAS, Marco A. P. Administração de materiais – uma abordagem logística. 2 ed
São Paulo, Editora Atlas, 1986.
FERREIRA, F. P. Análise da Implantação de um Sistema de Manufatura Enxuta
em uma Empresa de Autopeças. Dissertação (Mestrado em Gestão de Recursos
Socioprodutivos). Universidade de Taubaté, 2004.
FERRO, José R. Aprendendo com o “ohnoísmo” (produção flexível em massa):
lições para o Brasil. Revista de administração de empresas, jul/set, 1990.
FIGUEIREDO, K. F., Fleury P. F., Wanke P. Logística e Grenciamento da
Cadeia de Suprimentos – Planejamento do Fluxo de Produtos e dos Recursos.
São Paulo: Editora Atlas, 2003.
FONTANINI, P. e PICCHI, F. (2004) – Value Stream Macro Mapping – A Case
Study of Aluminum Windows For Construction Supply Chain – IGLC12:
Proceedings of The 12th Annual Conference of The International Group for Lean
Construction, Copenhagen, August 2-6, 2004.
GERALDO. Detalhes que fazem a diferença. Ficha técnica do caminhão Volvo
FM 12. http://www.revistaocarreteiro.com.br.
GURGEL, Floriano C. A. Administração dos fluxos de materiais e produtos. São
Pauo, Editora Atlas, 1996.
KOSKELA, L. Application of the New Production Philosophy in Construction.
Technical Report 72. Technical Research Centre of Finland, 1992.
LA LONDE, Bernad J. L. Evolution of the integrated concept. The logistics
handbook. Editores: J.F. Robenson & William C. Capacino, New York, The Free
Presas, 1994.
LOMAX T. Quantifying congestion. Universidade do Texas – TTI Texas
Transportation Institute's, 1997.
111

LYRA DA SILVA, R. R. Construção Predial Lean – Mapeamento da Cadeia de Valor das Estruturas Metálicas.2005. Dissertação (Mestrado em Engenharia
Civil), UERJ, Rio de Janeiro.
MAGEE, Jhon F. Logística Industrial; análise e administração dos sistemas de
suprimento e distribuição. São Paulo, Pioneira, 1997.
MASTERS, James M. ; POHLEN, Terrence L. Evolution of the logistics
profession. The logistictics handbook. Editores: J.F. Robenson & William C.
Capacino, New York, The Free Presas, 1994.
MOURA R.A. Logística: uma forma diferente de pensar. Site do IMAM –
Inovação e Melhoramento da Administração Moderna: http://www.imam.com.br.
Em agosto de 2005.
MONDEN, Y. Produção Sem Estoques: uma Abordagem Prática do Sistema de
Produção Toyota. São Paulo: IMAM, 1984.
NOVAES, Antonio G.; ALVARENGA, Antonio C. Logística Aplicada: suprimento
e distribuição física. 2 ed., São Paulo, Pioneira, 1994.
POLAT, G., and BALLARD, G. (2003) – Construction Supply Chains: Turkish
Supply Chain Configurations For Cut And Bent Rebar – IGLC11: Proceedings of
The 11th Annual Conference of The International Group for Lean Construction,
Blacksburg, VA, July 22-24, 2003.
ROTHER, M.; HARRIS, R. Criando Fluxo Contínuo. Lean Institute Brasil, 2002.
ROTHER, M.; SHOOK, J. Aprendendo a Enxergar: Mapeando o Fluxo de Valor
para Agregar Valor e Eliminar o Desperdício.Lean Institute Brasil, 1999.
SANTOS, A.; ISATTO, E. L.; HINKS, J. Benchmarking: Uma Ferramenta para
Aumentar a Competitividade na Construção Civil. In: Métodos e Ferramentas
para a Gestão da Qualidade e Produtividade na Construção Civil. NORIE –
Universidade Federal do Rio Grande do Sul, 1997.
112

SCHONBERGER, R. J. Técnicas Industrias Japonesas: Nove lições Ocultas
Sobre Simplicidade. São Paulo: Pioneira, 1988.
SECRETARIA MUNICIPAL DE TRANSPORTES; COMPANHIA DE
ENGENHARIA DE TRÁFEGO (CET-RIO). Folheto de Carga e Descarga no
Centro do Rio de Janeiro.
SILVA, Fred Borges da. Conceitos e diretrizes para a gestão da logística no processo de produção de edifícios. Dissertação (Mestrado em Engenharia
Civil). São Paulo: EPUSP, 2000.
SILVA, A. L. e GANGA, G. M. D. A importância da logística num ambiente de lean production. In: EESC / NUMA / Transformação e Qualidade Dissertação.
São Carlos: EESC-USP, 2004.
SHINGO, S. O Sistema Toyota de Produção: do Ponto de Vista da Engenharia
de Produção. Porto Alegre: Bookman, 1996. 291 p.
TIXIER, Daniel; MATHE, Herve; COLIN, Jacques. Logistique au service de
L’Entreprise. Paris, Dunok, 1983.
TOMMELEIN, I. and WEISSENBERGER, M. (1999 b) – More Just-in-Time:
Location of Buffers in Structural Steel Supply and Construction Processes -
IGLC7: Proceedings of The 7th Annual Conference of The International Group for
Lean Construction, Berkeley, CA, July 26-28, 1999.
VIEIRA, Hélio Flávio. Operador logístico no sistema construtivo. Site Inter Obras.
http://www.interobras.com.br/artigos. Em 12 de setembro de 2005.
WOMACK, J.P.; JONES, D.T.; ROOS, D. A Máquina que Mudou o Mundo. São
Paulo: Editora Campus, 1992.
WOMACK, J.P.; JONES, D.T. A Mentalidade Enxuta nas Empresas: Elimine o
Desperdício e Crie Riqueza. Editora Campus, 1998.
113

YAMASHINA, H. Just-In-Time. São Paulo: IM & C International, 1988.
YIN, Nelton Martins. Uma contribuição ao Estudo da logística no subsetor de edificações: estudos de caso em canteiros de obra de Vitória-ES.Dissertação (Mestrado em Engenharia Civil). Vitória: UFES, 2003.
114

ANEXOS
115

ANEXO 1 – ARTIGO PUBLICADO NO XII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO (SIMPEP) 2005
Alternativa de abastecimento de estruturas metálicas em
construção predial Lean
Rita de Cássia da Silveira Marconcini Bittar (UERJ) [email protected]
Paulo Roberto Corrêa de Araujo (UERJ) [email protected]
Cyro Alves Borges Jr (UERJ) [email protected]
José Glenio Medeiros de Barros (UERJ) [email protected] Resumo
Este trabalho propõe um modelo de organização logística para o abastecimento das estruturas metálicas em obra predial de concepção Lean. O Modelo de Processo da Construção Lean consiste em um fluxo de materiais, desde a matéria prima até o produto final, sendo o mesmo constituído por atividades de transporte, espera, processamento e inspeção. O local da construção que foi estudado, o Centro da cidade do Rio de Janeiro, tem características de generalidade com relação a outras metrópoles brasileiras, dadas as dificuldades de acessibilidade dos transportes e de armazenagem na obra. As atividades logísticas, principalmente as de transporte e manuseio dos materiais, têm atenção especial neste trabalho, pois no processo produtivo que obedece à concepção Lean adquiriram papel decisivo. A utilização de procedimentos Just-in-Time exige lotes pequenos para garantir o fluxo contínuo de materiais. Neste contexto, as atividades produtivas são diretamente dependentes umas das outras e devem estar sincronizadas, pois qualquer interrupção do fluxo de materiais prejudica todo o processo. O objetivo deste trabalho é propor uma alternativa de abastecimento de estruturas metálicas para construção predial Lean, de forma que haja balanceamento entre as atividades logísticas e o processo de montagem das estruturas. Palavras chave: Logística; Construção Predial; Construção Lean; Estruturas Metálicas. 1. Introdução O fluxo de materiais é uma das principais preocupações das empresas que organizam a produção sob a concepção Lean. A designação construção Lean foi adotada neste trabalho por ter sido considerada mais adequada ao contexto do que a expressão construção “enxuta”. O termo Lean se refere à idéia de esbelto e sem excessos, o que não se depreende da palavra “enxuta”. De um modo geral, a indústria, principalmente a automobilística, trata deste problema interferindo em toda a cadeia produtiva: desde os fornecedores de matéria-prima, passando pelos produtos semi-acabados até a entrega dos automóveis aos clientes finais. Na construção predial em estruturas metálicas, a maioria dos projetos não tem escala para interferir na cadeia produtiva. Por facilidade de planejamento e programação de produção, as fábricas de estruturas metálicas adotam usualmente uma rotina de fabricação por batelada. Ou seja, com a colocação da encomenda no programa da fábrica, primeiro são fabricadas as colunas, depois as vigas e
116
finalmente as peças menores, seguindo uma ordenação de famílias de componentes fabricados. Este critério de fabricação por batelada, apesar de conveniente aos interesses do fabricante de estruturas, é a antítese da concepção Lean e contraria por completo a forma de abastecimento Just-in-Time da obra.
A construção predial em estruturas metálicas que optar pelo modelo Lean de construção poderá ordenar o fluxo de estruturas a partir da fábrica, até que esta esteja ajustada ao mesmo modelo. O objetivo é garantir a chegada das estruturas certas na hora exata da utilização. A logística assume uma responsabilidade muito grande, pois o sucesso do empreendimento depende de suas atividades de separação, manuseio e transporte. A mão-de-obra e demais equipamentos, alguns muito dispendiosos, como os guindastes, não poderão ficar ociosos por falta de peças. O desafio é ajustar a forma de fabricação às necessidades da obra, estudando todos os detalhes que possam interferir na entrega das estruturas necessárias no tempo certo, a saber: acessibilidade das carretas na obra e no depósito, interferência do trânsito e restrições públicas para veículos de cargas em centro de cidade.
A concepção Lean busca o fluxo pleno dos materiais. Para isso, procura a remoção de perdas e desperdícios. Sete tipos de desperdícios foram identificados por Shingo (1996) para o Sistema Toyota de Produção:
1. Superprodução: produzir excessivamente ou cedo demais, resultando em um excesso de produtos acabados;
2. Espera: longos períodos de ociosidade de pessoas, peças e informação, resultando em um fluxo pobre, bem como em lead time longos;
3. Transporte excessivo: movimentação excessiva de pessoas, informação ou peças resultando em dispêndio desnecessário de capital, tempo e energia;
4. Processos inadequados: utilização do jogo errado de ferramentas, sistemas ou procedimentos, geralmente quando uma aproximação mais simples pode ser mais efetiva;
5. Estoques desnecessários: armazenamento excessivo de componentes nas diferentes atividades do processo, resultando em custos excessivos;
6. Movimentação desnecessária: desorganização do ambiente de trabalho, com ações desnecessárias, resultando baixa performance dos aspectos ergonômicos.
7. Produtos defeituosos: problemas freqüentes nas cartas de controle, problemas de qualidade do produto, ou baixa performance na entrega.
O planejamento logístico, sob a ótica desta concepção, pode atuar diretamente em três desperdícios: espera, transporte excessivo e movimentação desnecessária. Os desperdícios com processos inadequados, estoque desnecessário e produtos defeituosos, ficam mais fáceis de serem detectados quando da aplicação da concepção Lean, ao passo que o desperdício de superprodução poderá ser eliminado. Observa-se que o planejamento do abastecimento das estruturas metálicas é o primeiro passo para o trabalho com esta concepção.
2. A lógica de montagem das estruturas
117
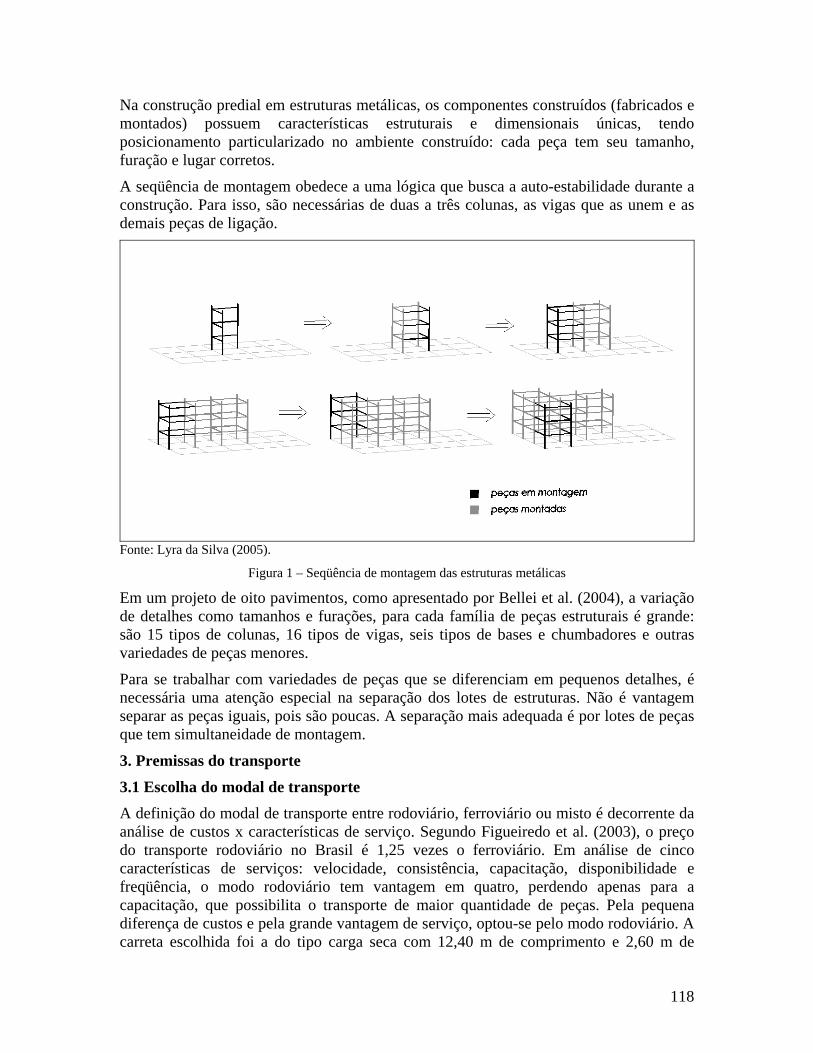
Na construção predial em estruturas metálicas, os componentes construídos (fabricados e montados) possuem características estruturais e dimensionais únicas, tendo posicionamento particularizado no ambiente construído: cada peça tem seu tamanho, furação e lugar corretos.
A seqüência de montagem obedece a uma lógica que busca a auto-estabilidade durante a construção. Para isso, são necessárias de duas a três colunas, as vigas que as unem e as demais peças de ligação.
Fonte: Lyra da Silva (2005).
Figura 1 – Seqüência de montagem das estruturas metálicas
Em um projeto de oito pavimentos, como apresentado por Bellei et al. (2004), a variação de detalhes como tamanhos e furações, para cada família de peças estruturais é grande: são 15 tipos de colunas, 16 tipos de vigas, seis tipos de bases e chumbadores e outras variedades de peças menores.
Para se trabalhar com variedades de peças que se diferenciam em pequenos detalhes, é necessária uma atenção especial na separação dos lotes de estruturas. Não é vantagem separar as peças iguais, pois são poucas. A separação mais adequada é por lotes de peças que tem simultaneidade de montagem.
3. Premissas do transporte
3.1 Escolha do modal de transporte A definição do modal de transporte entre rodoviário, ferroviário ou misto é decorrente da análise de custos x características de serviço. Segundo Figueiredo et al. (2003), o preço do transporte rodoviário no Brasil é 1,25 vezes o ferroviário. Em análise de cinco características de serviços: velocidade, consistência, capacitação, disponibilidade e freqüência, o modo rodoviário tem vantagem em quatro, perdendo apenas para a capacitação, que possibilita o transporte de maior quantidade de peças. Pela pequena diferença de custos e pela grande vantagem de serviço, optou-se pelo modo rodoviário. A carreta escolhida foi a do tipo carga seca com 12,40 m de comprimento e 2,60 m de
118
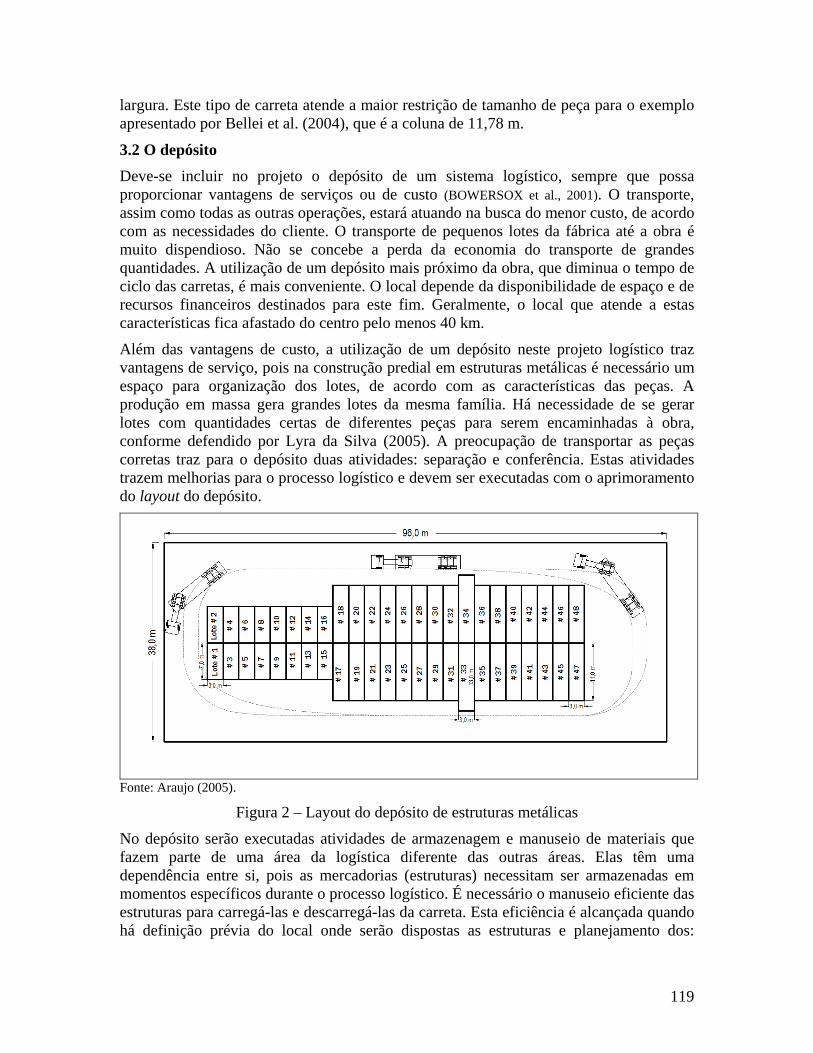
largura. Este tipo de carreta atende a maior restrição de tamanho de peça para o exemplo apresentado por Bellei et al. (2004), que é a coluna de 11,78 m.
3.2 O depósito Deve-se incluir no projeto o depósito de um sistema logístico, sempre que possa proporcionar vantagens de serviços ou de custo (BOWERSOX et al., 2001). O transporte, assim como todas as outras operações, estará atuando na busca do menor custo, de acordo com as necessidades do cliente. O transporte de pequenos lotes da fábrica até a obra é muito dispendioso. Não se concebe a perda da economia do transporte de grandes quantidades. A utilização de um depósito mais próximo da obra, que diminua o tempo de ciclo das carretas, é mais conveniente. O local depende da disponibilidade de espaço e de recursos financeiros destinados para este fim. Geralmente, o local que atende a estas características fica afastado do centro pelo menos 40 km.
Além das vantagens de custo, a utilização de um depósito neste projeto logístico traz vantagens de serviço, pois na construção predial em estruturas metálicas é necessário um espaço para organização dos lotes, de acordo com as características das peças. A produção em massa gera grandes lotes da mesma família. Há necessidade de se gerar lotes com quantidades certas de diferentes peças para serem encaminhadas à obra, conforme defendido por Lyra da Silva (2005). A preocupação de transportar as peças corretas traz para o depósito duas atividades: separação e conferência. Estas atividades trazem melhorias para o processo logístico e devem ser executadas com o aprimoramento do layout do depósito.
Fonte: Araujo (2005).
Figura 2 – Layout do depósito de estruturas metálicas
No depósito serão executadas atividades de armazenagem e manuseio de materiais que fazem parte de uma área da logística diferente das outras áreas. Elas têm uma dependência entre si, pois as mercadorias (estruturas) necessitam ser armazenadas em momentos específicos durante o processo logístico. É necessário o manuseio eficiente das estruturas para carregá-las e descarregá-las da carreta. Esta eficiência é alcançada quando há definição prévia do local onde serão dispostas as estruturas e planejamento dos:
119
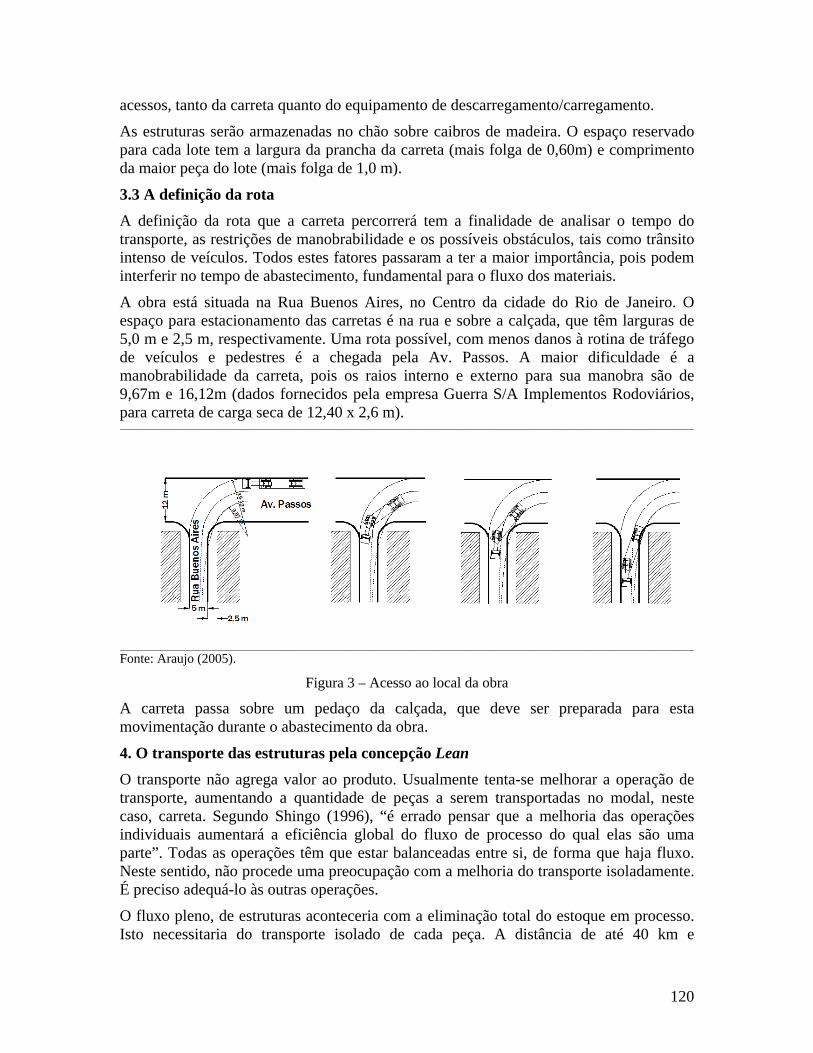
acessos, tanto da carreta quanto do equipamento de descarregamento/carregamento.
As estruturas serão armazenadas no chão sobre caibros de madeira. O espaço reservado para cada lote tem a largura da prancha da carreta (mais folga de 0,60m) e comprimento da maior peça do lote (mais folga de 1,0 m).
3.3 A definição da rota A definição da rota que a carreta percorrerá tem a finalidade de analisar o tempo do transporte, as restrições de manobrabilidade e os possíveis obstáculos, tais como trânsito intenso de veículos. Todos estes fatores passaram a ter a maior importância, pois podem interferir no tempo de abastecimento, fundamental para o fluxo dos materiais.
A obra está situada na Rua Buenos Aires, no Centro da cidade do Rio de Janeiro. O espaço para estacionamento das carretas é na rua e sobre a calçada, que têm larguras de 5,0 m e 2,5 m, respectivamente. Uma rota possível, com menos danos à rotina de tráfego de veículos e pedestres é a chegada pela Av. Passos. A maior dificuldade é a manobrabilidade da carreta, pois os raios interno e externo para sua manobra são de 9,67m e 16,12m (dados fornecidos pela empresa Guerra S/A Implementos Rodoviários, para carreta de carga seca de 12,40 x 2,6 m).
Fonte: Araujo (2005).
Figura 3 – Acesso ao local da obra
A carreta passa sobre um pedaço da calçada, que deve ser preparada para esta movimentação durante o abastecimento da obra.
4. O transporte das estruturas pela concepção Lean O transporte não agrega valor ao produto. Usualmente tenta-se melhorar a operação de transporte, aumentando a quantidade de peças a serem transportadas no modal, neste caso, carreta. Segundo Shingo (1996), “é errado pensar que a melhoria das operações individuais aumentará a eficiência global do fluxo de processo do qual elas são uma parte”. Todas as operações têm que estar balanceadas entre si, de forma que haja fluxo. Neste sentido, não procede uma preocupação com a melhoria do transporte isoladamente. É preciso adequá-lo às outras operações.
O fluxo pleno, de estruturas aconteceria com a eliminação total do estoque em processo. Isto necessitaria do transporte isolado de cada peça. A distância de até 40 km e
120
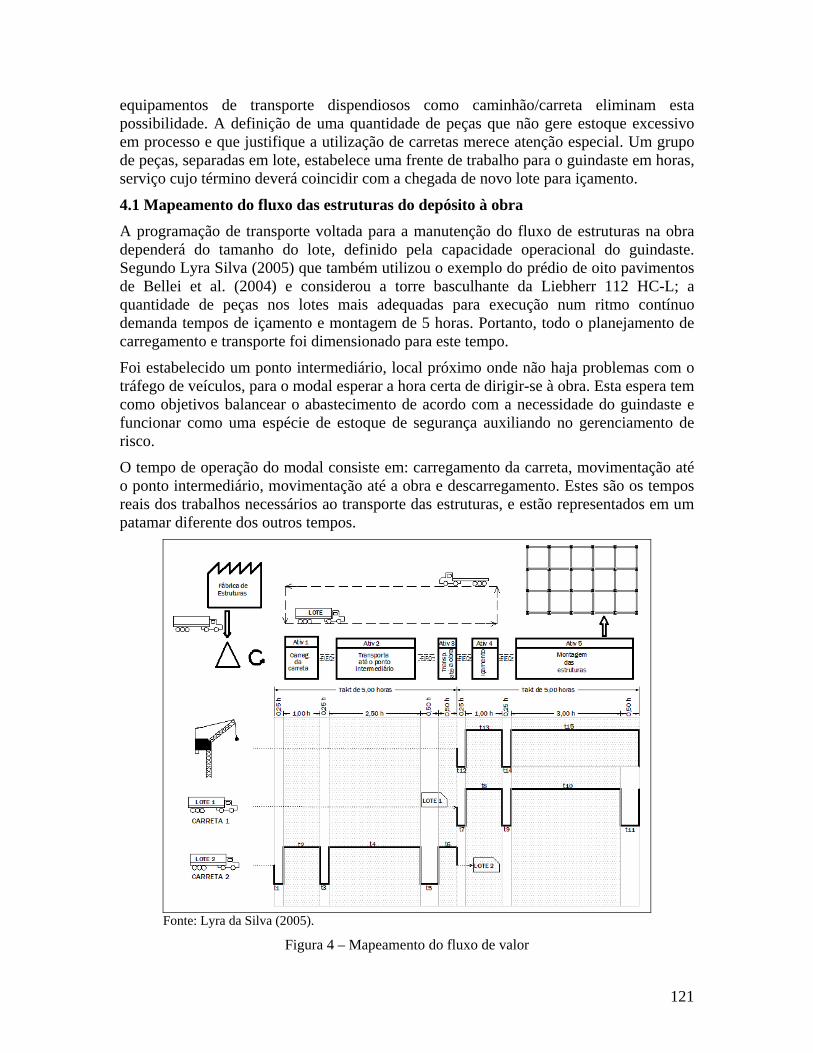
equipamentos de transporte dispendiosos como caminhão/carreta eliminam esta possibilidade. A definição de uma quantidade de peças que não gere estoque excessivo em processo e que justifique a utilização de carretas merece atenção especial. Um grupo de peças, separadas em lote, estabelece uma frente de trabalho para o guindaste em horas, serviço cujo término deverá coincidir com a chegada de novo lote para içamento.
4.1 Mapeamento do fluxo das estruturas do depósito à obra A programação de transporte voltada para a manutenção do fluxo de estruturas na obra dependerá do tamanho do lote, definido pela capacidade operacional do guindaste. Segundo Lyra Silva (2005) que também utilizou o exemplo do prédio de oito pavimentos de Bellei et al. (2004) e considerou a torre basculhante da Liebherr 112 HC-L; a quantidade de peças nos lotes mais adequadas para execução num ritmo contínuo demanda tempos de içamento e montagem de 5 horas. Portanto, todo o planejamento de carregamento e transporte foi dimensionado para este tempo.
Foi estabelecido um ponto intermediário, local próximo onde não haja problemas com o tráfego de veículos, para o modal esperar a hora certa de dirigir-se à obra. Esta espera tem como objetivos balancear o abastecimento de acordo com a necessidade do guindaste e funcionar como uma espécie de estoque de segurança auxiliando no gerenciamento de risco.
O tempo de operação do modal consiste em: carregamento da carreta, movimentação até o ponto intermediário, movimentação até a obra e descarregamento. Estes são os tempos reais dos trabalhos necessários ao transporte das estruturas, e estão representados em um patamar diferente dos outros tempos.
Fonte: Lyra da Silva (2005).
Figura 4 – Mapeamento do fluxo de valor
121

• t1 é o tempo de 15 minutos adotado para a preparação da mão-de-obra e do equipamento no depósito para o carregamento do lote 2;
• t2 é o tempo de 1 hora adotado para o carregamento do lote 2 ,na carreta, no depósito;
• t3 é o tempo de 15 minutos adotado para a verificação e recebimento da documentação da carga;
• t4 é o tempo de aproximadamente 2 horas e 30 minutos adotado, com margem de segurança devido às incertezas e riscos existentes no trajeto, para movimentação da carreta até o ponto intermediário;
• t5 é o tempo de aproximadamente 30 minutos, o qual, dependendo da situação, pode ser nulo, ou seja, se o tempo de movimentação da carreta até o ponto intermediário (t4) levar 3 horas, a carreta deve ir direto para a obra, não havendo necessidade de parar no ponto intermediário. Este tempo é um desperdício, mas é necessário para reduzir a possibilidade de atraso na chegada à obra, o que implicaria em desperdício na utilização da torre;
• t6 é o tempo de aproximadamente 30 minutos adotado para movimentação da carreta até a obra;, com margem de segurança devido às incertezas e riscos existentes no trajeto,
• t7 é o tempo de 15 minutos adotado para a preparação da mão-de-obra no térreo da obra para o içamento;
• t8 é o tempo de 1 hora adotado para o içamento das peças do lote na carreta;
• t9 é o tempo de 15 minutos adotado para a preparação da carreta para retornar vazia ao depósito, para carregamento de outro lote;
• t10 é o tempo de aproximadamente 3 horas adotado para retorno da carreta vazia para o depósito, com margem de segurança devido às incertezas e riscos existentes no trajeto,
• t11 é o tempo de aproximadamente 30 minutos adotado para a carreta ficar em espera no depósito. Este tempo é um desperdício, mas pode ser utilizado para manutenção da carreta;
• t12 é o tempo de 15 minutos adotado para a preparação da torre para o içamento das peças do lote , onde ocorre simultaneamente a preparação da mão-de-obra (t7);
• t13 é o tempo de 1 hora adotado para o içamento das peças do lote;
• t14 é o tempo de 15 minutos adotado a preparação da mão-de-obra no pavimento em execução da obra, para a montagem do lote;
• t15 é o tempo de 3 horas e 30 minutos adotado para a montagem do lote.
O mapeamento do fluxo de estruturas ajuda a planejar as operações de forma balanceada. Pode-se observar que as operações que envolvem as carretas estão vinculadas às
122
operações da torre. O tempo de içamento e montagem de um lote de estruturas definem o tempo de reabastecimento do novo lote.
4.2 Cálculo do número de carretas O cálculo do número de carretas necessárias para o transporte de estruturas será em função do tempo de trabalho diário, do tempo que leva a carreta para completar um ciclo e do tempo que a torre leva para içar e montar um lote de estruturas:
D T = c n
Onde:
D é o tempo de trabalho demandado pela obra por dia – 15 horas;
T é a relação do tempo de ciclo da carreta sobre D – 10 horas /15 horas;
c é o tempo de trabalho da torre para içar e montar todas as peças do lote – 5 horas;
n é o número de carretas – 2 carretas.
5. Conclusão Pode-se concluir que é possível uma alternativa logística para o abastecimento de construção predial na concepção Lean mesmo em condições adversas de centro de cidade. Este modelo de construção exige da logística um fluxo contínuo de peças. A alternativa de abastecimento proposta neste trabalho garante este fluxo, assumindo grande responsabilidade no processo produtivo, afinal, a falta de estruturas no tempo previsto pode interferir nas atividades de içamento e montagem. A forma de construção Lean influencia o planejamento da logística. A atividade de transporte de estruturas metálicas fica subordinada à capacidade de operação do guindaste, que não poderá ficar ocioso por falta de materiais. Todas as atividades são importantes, não podendo ser deixadas em segundo plano. É preciso atentar para que as estruturas estejam trabalhando balanceadas e em fluxo contínuo. Se houver necessidade de sub-utilização de alguma, é preciso considerar a opção de menor dispêndio possível de recursos financeiros, como no caso das carretas em relação ao guindaste.
Referências
ARAUJO, R. C. A. Proposições Logísticas para o Abastecimento de Estruturas Metálicas em Obra Predial de Centro de Cidade.2005. Dissertação em fase de conclusão (Mestrado em Engenharia Civil), UERJ, Rio de Janeiro.
BELLEI, I. H., Pinho F. O., Pinho M. O. Edifícios de Múltiplos Andares em Aço. 1 ed. São Paulo: Editora Pini, 2004. 454 p.
BOWERSOX, D. J., Closs D. J. Logística Empresarial – O Processo de Integração da Cadeia de Suprimento. 1 ed. São Paulo: Editora Atlas, 2001. 594 p.
FIGUEIREDO, K. F., Fleury P. F., Wanke P. Logística e Grenciamento da Cadeia de Suprimentos – Planejamento do Fluxo de Produtos e dos Recursos. São Paulo: Editora Atlas, 2003. 483 p.
123
LYRA DA SILVA, R. Construção Predial Lean – Mapeamento da Cadeia de Valor das Estruturas Metálicas.2005. Dissertação em fase de conclusão (Mestrado em Engenharia Civil), UERJ, Rio de Janeiro.
SHINGO, S. O Sistema Toyota de Produção: do Ponto de Vista da Engenharia de Produção. Porto Alegre: Bookman, 1996. 291 p.
124
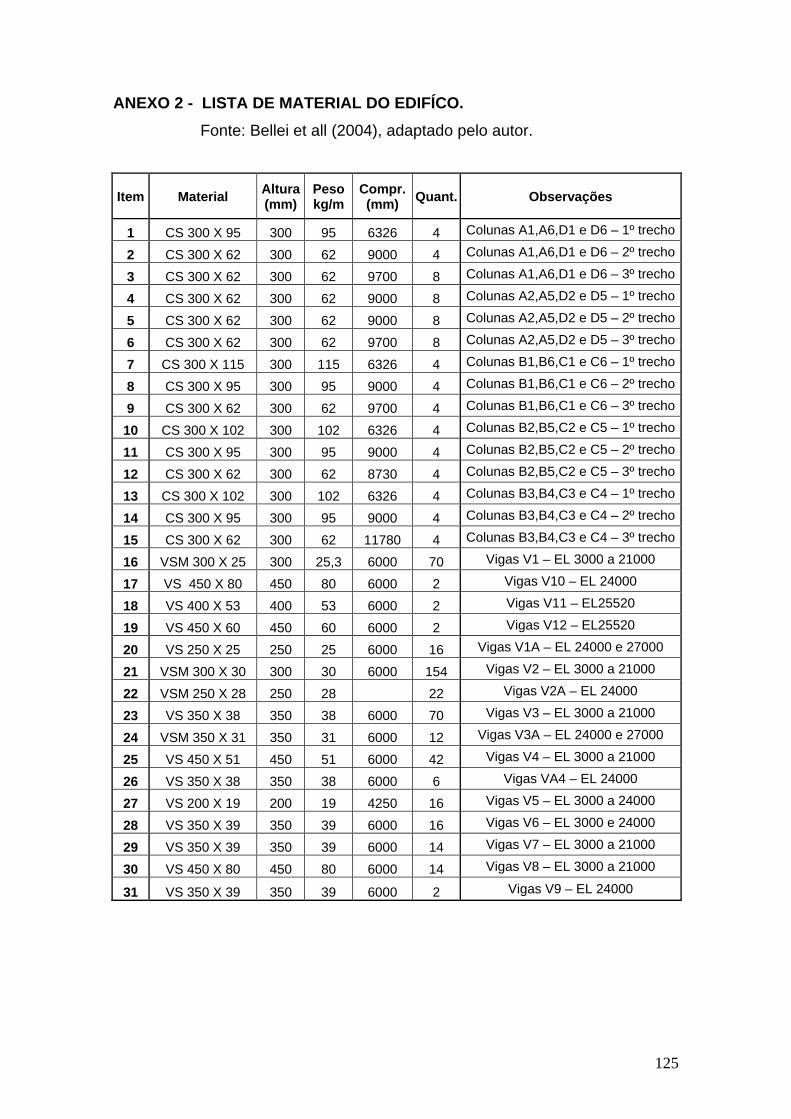
ANEXO 2 - LISTA DE MATERIAL DO EDIFÍCO. Fonte: Bellei et all (2004), adaptado pelo autor.
Item Material Altura (mm)
Peso kg/m
Compr. (mm) Quant. Observações
1 CS 300 X 95 300 95 6326 4 Colunas A1,A6,D1 e D6 – 1º trecho
2 CS 300 X 62 300 62 9000 4 Colunas A1,A6,D1 e D6 – 2º trecho
3 CS 300 X 62 300 62 9700 8 Colunas A1,A6,D1 e D6 – 3º trecho
4 CS 300 X 62 300 62 9000 8 Colunas A2,A5,D2 e D5 – 1º trecho
5 CS 300 X 62 300 62 9000 8 Colunas A2,A5,D2 e D5 – 2º trecho
6 CS 300 X 62 300 62 9700 8 Colunas A2,A5,D2 e D5 – 3º trecho
7 CS 300 X 115 300 115 6326 4 Colunas B1,B6,C1 e C6 – 1º trecho
8 CS 300 X 95 300 95 9000 4 Colunas B1,B6,C1 e C6 – 2º trecho
9 CS 300 X 62 300 62 9700 4 Colunas B1,B6,C1 e C6 – 3º trecho
10 CS 300 X 102 300 102 6326 4 Colunas B2,B5,C2 e C5 – 1º trecho
11 CS 300 X 95 300 95 9000 4 Colunas B2,B5,C2 e C5 – 2º trecho
12 CS 300 X 62 300 62 8730 4 Colunas B2,B5,C2 e C5 – 3º trecho
13 CS 300 X 102 300 102 6326 4 Colunas B3,B4,C3 e C4 – 1º trecho
14 CS 300 X 95 300 95 9000 4 Colunas B3,B4,C3 e C4 – 2º trecho
15 CS 300 X 62 300 62 11780 4 Colunas B3,B4,C3 e C4 – 3º trecho
16 VSM 300 X 25 300 25,3 6000 70 Vigas V1 – EL 3000 a 21000
17 VS 450 X 80 450 80 6000 2 Vigas V10 – EL 24000
18 VS 400 X 53 400 53 6000 2 Vigas V11 – EL25520
19 VS 450 X 60 450 60 6000 2 Vigas V12 – EL25520
20 VS 250 X 25 250 25 6000 16 Vigas V1A – EL 24000 e 27000
21 VSM 300 X 30 300 30 6000 154 Vigas V2 – EL 3000 a 21000
22 VSM 250 X 28 250 28 22 Vigas V2A – EL 24000
23 VS 350 X 38 350 38 6000 70 Vigas V3 – EL 3000 a 21000
24 VSM 350 X 31 350 31 6000 12 Vigas V3A – EL 24000 e 27000
25 VS 450 X 51 450 51 6000 42 Vigas V4 – EL 3000 a 21000
26 VS 350 X 38 350 38 6000 6 Vigas VA4 – EL 24000
27 VS 200 X 19 200 19 4250 16 Vigas V5 – EL 3000 a 24000
28 VS 350 X 39 350 39 6000 16 Vigas V6 – EL 3000 e 24000
29 VS 350 X 39 350 39 6000 14 Vigas V7 – EL 3000 a 21000
30 VS 450 X 80 450 80 6000 14 Vigas V8 – EL 3000 a 21000
31 VS 350 X 39 350 39 6000 2 Vigas V9 – EL 24000
125
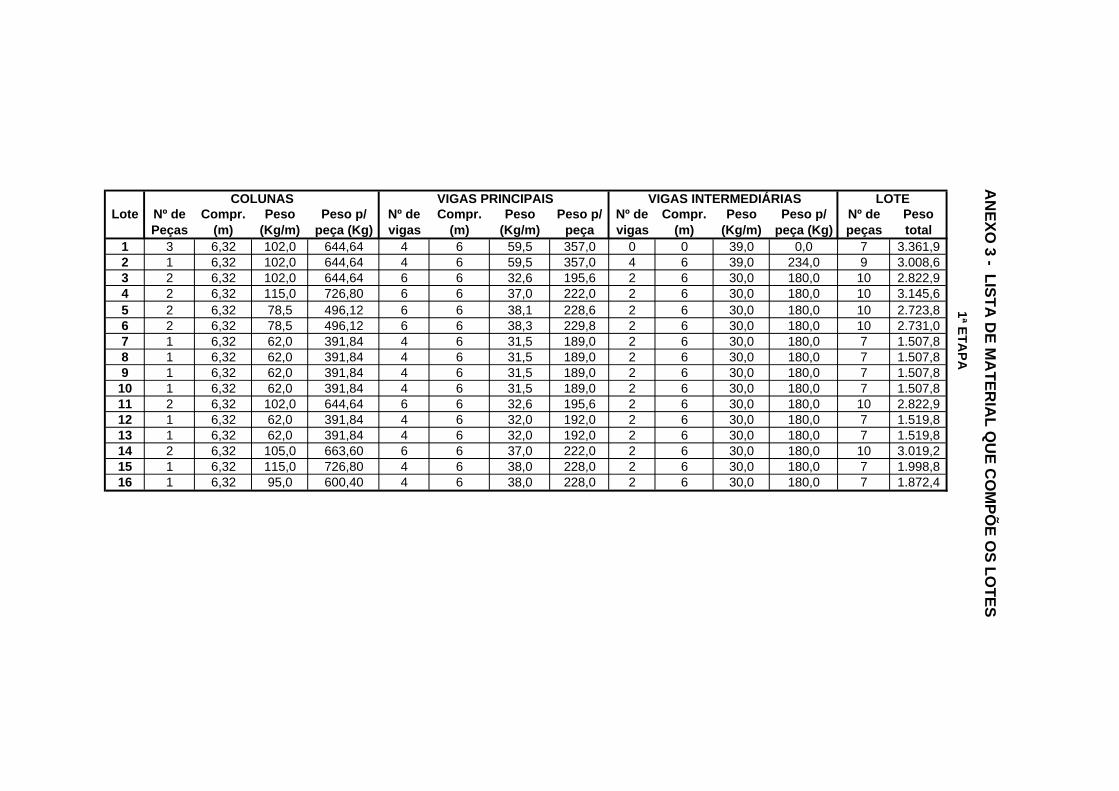
AN
EXO 3 - LISTA
DE M
ATER
IAL Q
UE C
OM
PÕE O
S LOTES
LoteCOLUNAS VIGAS PRINCIPAIS VIGAS INTERMEDIÁRIAS LOTE
1ª ETAPA
Nº de Peças
Compr. (m)
Peso (Kg/m)
Peso p/ peça (Kg)
Nº de vigas
Compr. (m)
Peso (Kg/m)
Peso p/ peça
Nº de vigas
Compr. (m)
Peso (Kg/m)
Peso p/ peça (Kg)
Nº de peças
Peso total
1 3 6,32 102,0 644,64 4 6 59,5 357,0 0 0 39,0 0,0 7 3.361,92 1 6,32 102,0 644,64 4 6 59,5 357,0 4 6 39,0 234,0 9 3.008,63 2 6,32 102,0 644,64 6 6 32,6 195,6 2 6 30,0 180,0 10 2.822,94 2 6,32 115,0 726,80 6 6 37,0 222,0 2 6 30,0 180,0 10 3.145,65 2 6,32 78,5 496,12 6 6 38,1 228,6 2 6 30,0 180,0 10 2.723,86 2 6,32 78,5 496,12 6 6 38,3 229,8 2 6 30,0 180,0 10 2.731,07 1 6,32 62,0 391,84 4 6 31,5 189,0 2 6 30,0 180,0 7 1.507,88 1 6,32 62,0 391,84 4 6 31,5 189,0 2 6 30,0 180,0 7 1.507,89 1 6,32 62,0 391,84 4 6 31,5 189,0 2 6 30,0 180,0 7 1.507,810 1 6,32 62,0 391,84 4 6 31,5 189,0 2 6 30,0 180,0 7 1.507,811 2 6,32 102,0 644,64 6 6 32,6 195,6 2 6 30,0 180,0 10 2.822,912 1 6,32 62,0 391,84 4 6 32,0 192,0 2 6 30,0 180,0 7 1.519,813 1 6,32 62,0 391,84 4 6 32,0 192,0 2 6 30,0 180,0 7 1.519,814 2 6,32 105,0 663,60 6 6 37,0 222,0 2 6 30,0 180,0 10 3.019,215 1 6,32 115,0 726,80 4 6 38,0 228,0 2 6 30,0 180,0 7 1.998,816 1 6,32 95,0 600,40 4 6 38,0 228,0 2 6 30,0 180,0 7 1.872,4
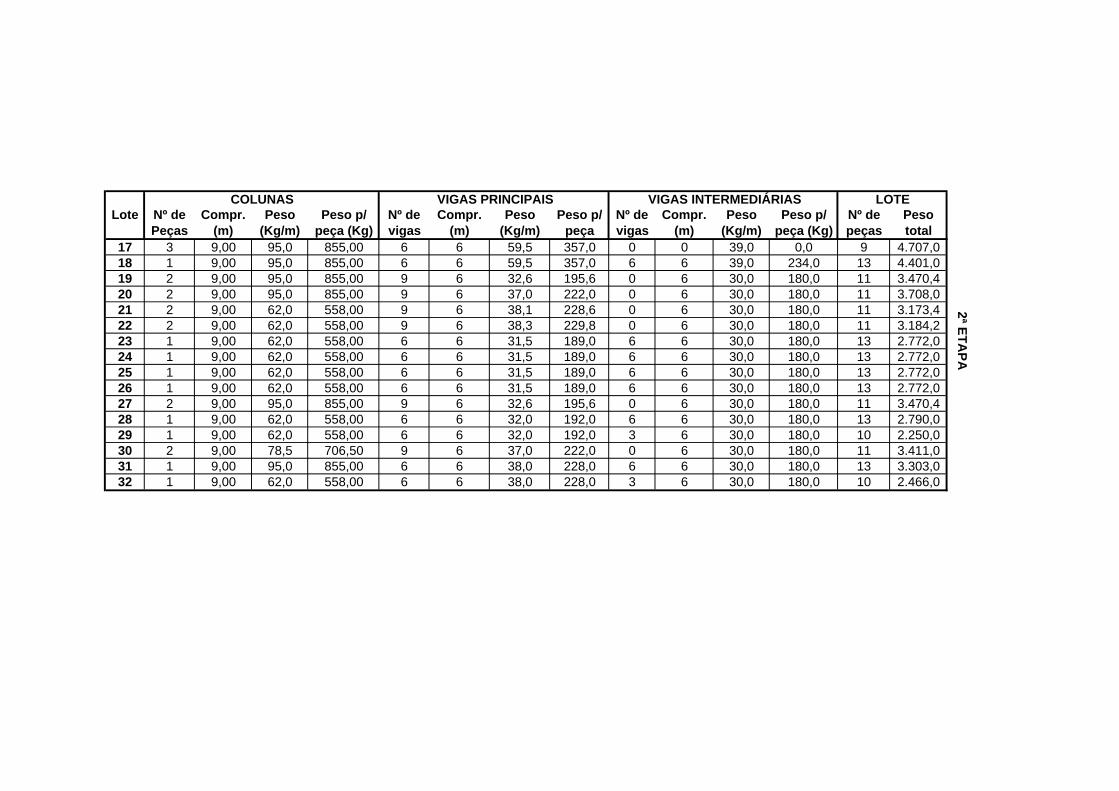
LoteCOLUNAS VIGAS PRINCIPAIS VIGAS INTERMEDIÁRIAS LOTE
2ª ETAPA
Nº de Peças
Compr. (m)
Peso (Kg/m)
Peso p/ peça (Kg)
Nº de vigas
Compr. (m)
Peso (Kg/m)
Peso p/ peça
Nº de vigas
Compr. (m)
Peso (Kg/m)
Peso p/ peça (Kg)
Nº de peças
Peso total
17 3 9,00 95,0 855,00 6 6 59,5 357,0 0 0 39,0 0,0 9 4.707,018 1 9,00 95,0 855,00 6 6 59,5 357,0 6 6 39,0 234,0 13 4.401,019 2 9,00 95,0 855,00 9 6 32,6 195,6 0 6 30,0 180,0 11 3.470,420 2 9,00 95,0 855,00 9 6 37,0 222,0 0 6 30,0 180,0 11 3.708,021 2 9,00 62,0 558,00 9 6 38,1 228,6 0 6 30,0 180,0 11 3.173,422 2 9,00 62,0 558,00 9 6 38,3 229,8 0 6 30,0 180,0 11 3.184,223 1 9,00 62,0 558,00 6 6 31,5 189,0 6 6 30,0 180,0 13 2.772,024 1 9,00 62,0 558,00 6 6 31,5 189,0 6 6 30,0 180,0 13 2.772,025 1 9,00 62,0 558,00 6 6 31,5 189,0 6 6 30,0 180,0 13 2.772,026 1 9,00 62,0 558,00 6 6 31,5 189,0 6 6 30,0 180,0 13 2.772,027 2 9,00 95,0 855,00 9 6 32,6 195,6 0 6 30,0 180,0 11 3.470,428 1 9,00 62,0 558,00 6 6 32,0 192,0 6 6 30,0 180,0 13 2.790,029 1 9,00 62,0 558,00 6 6 32,0 192,0 3 6 30,0 180,0 10 2.250,030 2 9,00 78,5 706,50 9 6 37,0 222,0 0 6 30,0 180,0 11 3.411,031 1 9,00 95,0 855,00 6 6 38,0 228,0 6 6 30,0 180,0 13 3.303,032 1 9,00 62,0 558,00 6 6 38,0 228,0 3 6 30,0 180,0 10 2.466,0
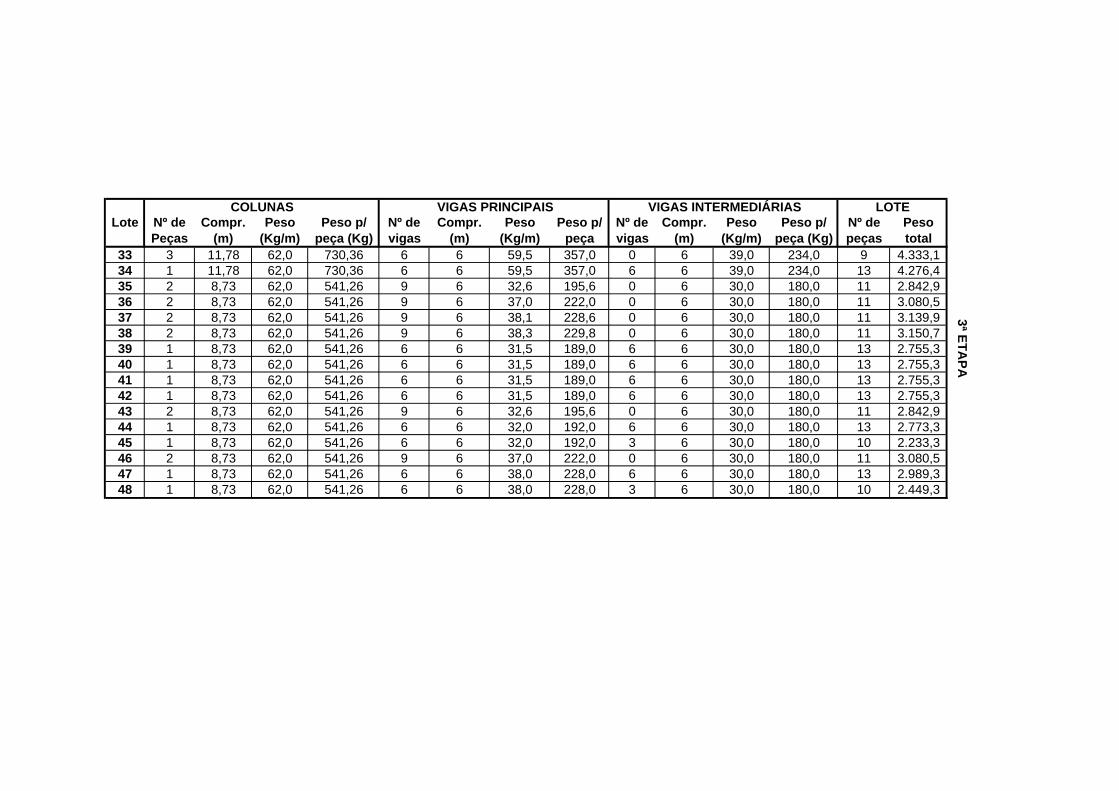
LoteCOLUNAS VIGAS PRINCIPAIS VIGAS INTERMEDIÁRIAS LOTE
3ª ETAPA
Nº de Peças
Compr. (m)
Peso (Kg/m)
Peso p/ peça (Kg)
Nº de vigas
Compr. (m)
Peso (Kg/m)
Peso p/ peça
Nº de vigas
Compr. (m)
Peso (Kg/m)
Peso p/ peça (Kg)
Nº de peças
Peso total
33 3 11,78 62,0 730,36 6 6 59,5 357,0 0 6 39,0 234,0 9 4.333,134 1 11,78 62,0 730,36 6 6 59,5 357,0 6 6 39,0 234,0 13 4.276,435 2 8,73 62,0 541,26 9 6 32,6 195,6 0 6 30,0 180,0 11 2.842,936 2 8,73 62,0 541,26 9 6 37,0 222,0 0 6 30,0 180,0 11 3.080,537 2 8,73 62,0 541,26 9 6 38,1 228,6 0 6 30,0 180,0 11 3.139,938 2 8,73 62,0 541,26 9 6 38,3 229,8 0 6 30,0 180,0 11 3.150,739 1 8,73 62,0 541,26 6 6 31,5 189,0 6 6 30,0 180,0 13 2.755,340 1 8,73 62,0 541,26 6 6 31,5 189,0 6 6 30,0 180,0 13 2.755,341 1 8,73 62,0 541,26 6 6 31,5 189,0 6 6 30,0 180,0 13 2.755,342 1 8,73 62,0 541,26 6 6 31,5 189,0 6 6 30,0 180,0 13 2.755,343 2 8,73 62,0 541,26 9 6 32,6 195,6 0 6 30,0 180,0 11 2.842,944 1 8,73 62,0 541,26 6 6 32,0 192,0 6 6 30,0 180,0 13 2.773,345 1 8,73 62,0 541,26 6 6 32,0 192,0 3 6 30,0 180,0 10 2.233,346 2 8,73 62,0 541,26 9 6 37,0 222,0 0 6 30,0 180,0 11 3.080,547 1 8,73 62,0 541,26 6 6 38,0 228,0 6 6 30,0 180,0 13 2.989,348 1 8,73 62,0 541,26 6 6 38,0 228,0 3 6 30,0 180,0 10 2.449,3

ANEXO 4 - DETALHAMENTO DO LOTE MAIS PESADO E DO LOTE E DO LOTE COM MAIOR NÚMERO DE PEÇAS
DETALHAMENTO DO LOTE MAIS PESADO LOTE - 17
Nº peças Altura (mm) Compr.
(m)Peso
(Kg/m)Peso por
peça (Kg)
Coluna 300x95 3 300 9,0 95 855,00Viga 450x80 3 450 6,0 80 480,00Viga 350x39 3 350 6,0 39 234,00
Nº total de peças 9 Peso total do lote: 4.707,00
.
DETALHAMENTO DO LOTE COM MAIOR Nº DE PEÇAS LOTE - 18
Quantidade (und)
Altura (mm)
Comprimento
Peso (Kg/m)
Peso da unid (Kg)
Coluna 300x95 1 300 9,0 95 855,00Viga 450x80 3 450 6,0 80 480,00Viga 350x39 9 350 6,0 39 234,00
Nº total de peças 13 Peso total do lote: 4.401,00

ANEXO 5 – ESPECIFICAÇÕES TÉCNICAS DO SEMI-REBOQUE CARGA SECA DA RANDON SA IMPLEMENTOS E PARTICIPAÇÕES
COTA Denominação Dimensão Unidade
A Comprimento Externo 12.395 13.020 13.510 14.000 mm B Comprimento Interno 12.305 12.930 13.420 13.910 mm C Larqura externa 2.600 2.600 2.600 2.600 mm D Larqura interna 2.440 2.440 2.440 2.440 mm E Altura total com laterais 2.070 2.070 2.070 2.070 mm F Bitola do rodado 1.830 1.830 1.830 1.830 mm G Altura do piso à mesa de acoplamento 1.280 1.280 1.280 1.280 mm H Altura da plataforma de carqa 1.520 1.520 1.520 1.520 mm I Altura das laterais 550 550 550 550 mm J Balanco dianteiro para veículo 4X2 800 800 800 800 mm
J1 Balanco dianteiro para veículo 6X2 1.415 1.415 1.415 1.415 mm
K Dist. pino-rei ao aparelho de levant. veículo 4X2 2.300 2.300 2.300 2.300 mm
K1 Dist. pino-rei ao aparelho de levant. veículo 6X2 2.300 2.300 2.300 2.300 mm
L Distância entre eixos 1.250 1.250 1.250 1.250 mm Aros 8:25X22,5" 8:25X22,5" 8:25X22,5" 8:25X22.5" pol.
Pneus 295/80R22,5 295/80R22,5 295/80R22,5 295/80R22,5 pol. Capacidade de carga técnica 35.000 35.000 35.000 35.000 kgf Tara aproximada com 13 pneus 7.200 7.350 7.500 7.650 kgf
Fonte: RANDON S.A. Implementos e Sistemas Automotivos.
130
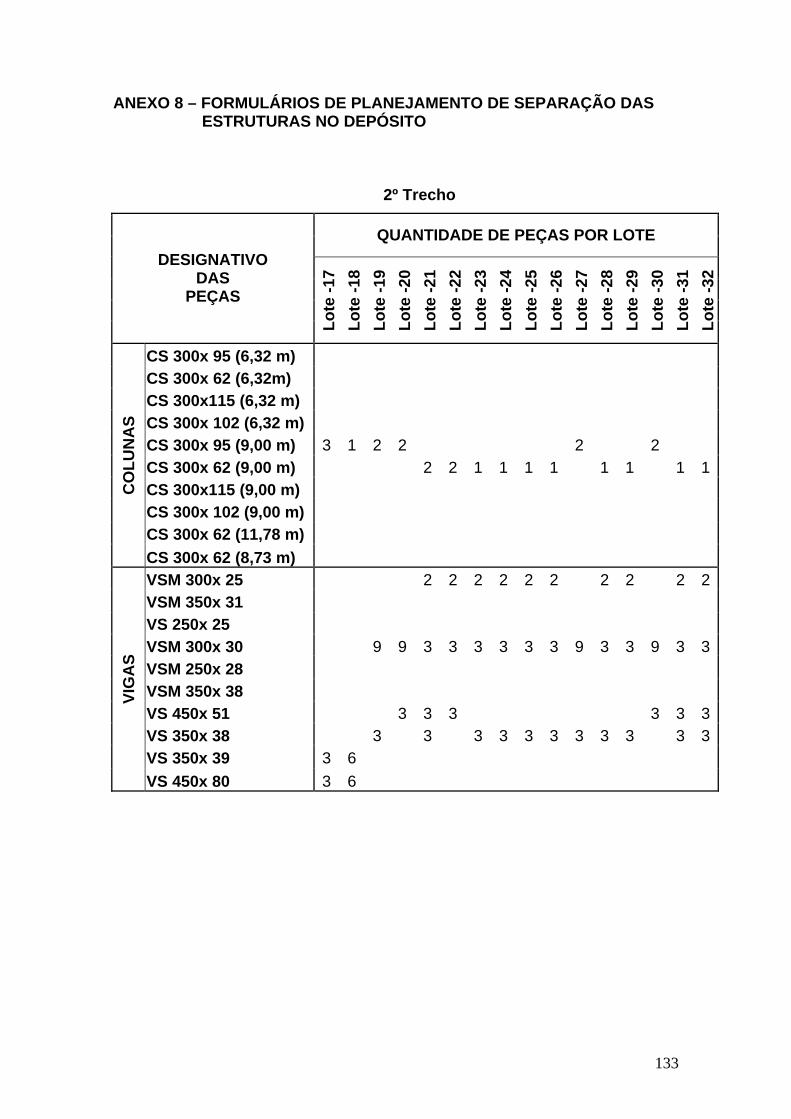
ANEXO 8 – FORMULÁRIOS DE PLANEJAMENTO DE SEPARAÇÃO DAS ESTRUTURAS NO DEPÓSITO
2º Trecho
QUANTIDADE DE PEÇAS POR LOTE DESIGNATIVO
DAS PEÇAS
Lote
-17
Lote
-18
Lote
-19
Lote
-20
Lote
-21
Lote
-22
Lote
-23
Lote
-24
Lote
-25
Lote
-26
Lote
-27
Lote
-28
Lote
-29
Lote
-30
Lote
-31
Lote
-32
CS 300x 95 (6,32 m) CS 300x 62 (6,32m) CS 300x115 (6,32 m) CS 300x 102 (6,32 m) CS 300x 95 (9,00 m) 3 1 2 2 2 2 CS 300x 62 (9,00 m) 2 2 1 1 1 1 1 1 1 1CS 300x115 (9,00 m) CS 300x 102 (9,00 m) CS 300x 62 (11,78 m)
CO
LUN
AS
CS 300x 62 (8,73 m) VSM 300x 25 2 2 2 2 2 2 2 2 2 2VSM 350x 31 VS 250x 25 VSM 300x 30 9 9 3 3 3 3 3 3 9 3 3 9 3 3VSM 250x 28 VSM 350x 38 VS 450x 51 3 3 3 3 3 3VS 350x 38 3 3 3 3 3 3 3 3 3 3 3VS 350x 39 3 6
VIG
AS
VS 450x 80 3 6
133
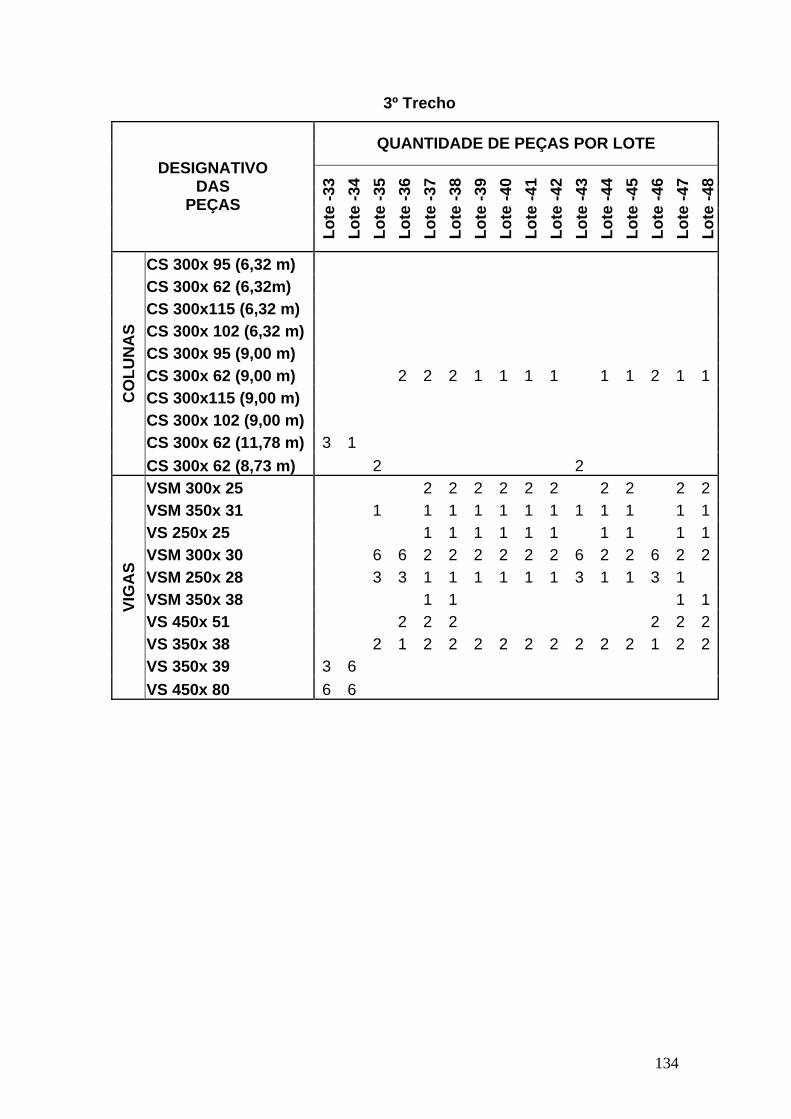
3º Trecho
QUANTIDADE DE PEÇAS POR LOTE DESIGNATIVO
DAS PEÇAS
Lote
-33
Lote
-34
Lote
-35
Lote
-36
Lote
-37
Lote
-38
Lote
-39
Lote
-40
Lote
-41
Lote
-42
Lote
-43
Lote
-44
Lote
-45
Lote
-46
Lote
-47
Lote
-48
CS 300x 95 (6,32 m) CS 300x 62 (6,32m) CS 300x115 (6,32 m) CS 300x 102 (6,32 m) CS 300x 95 (9,00 m) CS 300x 62 (9,00 m) 2 2 2 1 1 1 1 1 1 2 1 1CS 300x115 (9,00 m) CS 300x 102 (9,00 m) CS 300x 62 (11,78 m) 3 1
CO
LUN
AS
CS 300x 62 (8,73 m) 2 2 VSM 300x 25 2 2 2 2 2 2 2 2 2 2VSM 350x 31 1 1 1 1 1 1 1 1 1 1 1 1VS 250x 25 1 1 1 1 1 1 1 1 1 1VSM 300x 30 6 6 2 2 2 2 2 2 6 2 2 6 2 2VSM 250x 28 3 3 1 1 1 1 1 1 3 1 1 3 1 VSM 350x 38 1 1 1 1VS 450x 51 2 2 2 2 2 2VS 350x 38 2 1 2 2 2 2 2 2 2 2 2 1 2 2VS 350x 39 3 6
VIG
AS
VS 450x 80 6 6
134

ANEXO 10 – PLANTAS COM O POSICIONAMENTO DOS EQUIPAMENTOS NO DEPÓSITO
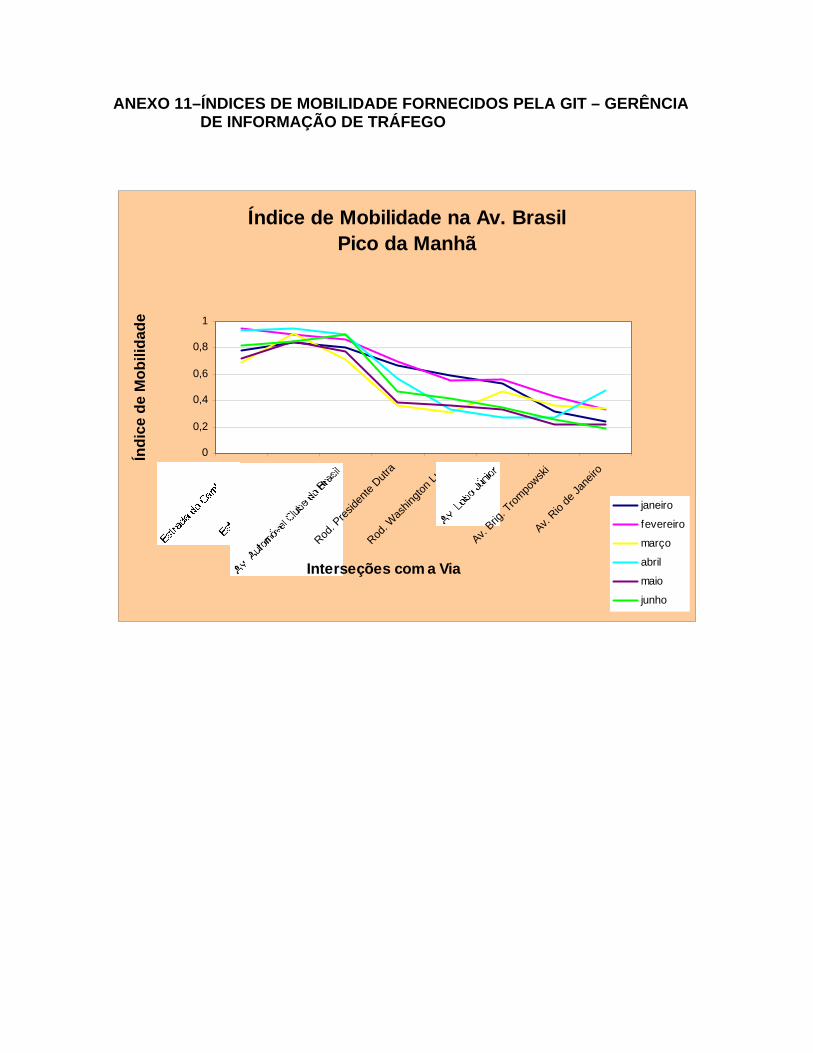
ANEXO 11–ÍNDICES DE MOBILIDADE FORNECIDOS PELA GIT – GERÊNCIA DE INFORMAÇÃO DE TRÁFEGO
Índice de Mobilidade na Av. Brasil Pico da Manhã
0
0,2
0,4
0,6
0,8
1
Rod. P
reside
nte D
utra
Rod. W
ashin
gton L
uis
Av. Brig
. Trom
powsk
i
Av. Rio
de Ja
neiro
Interseções com a Via
Índi
ce d
e M
obili
dade
janeiro
fevereiro
março
abril
maio
junho
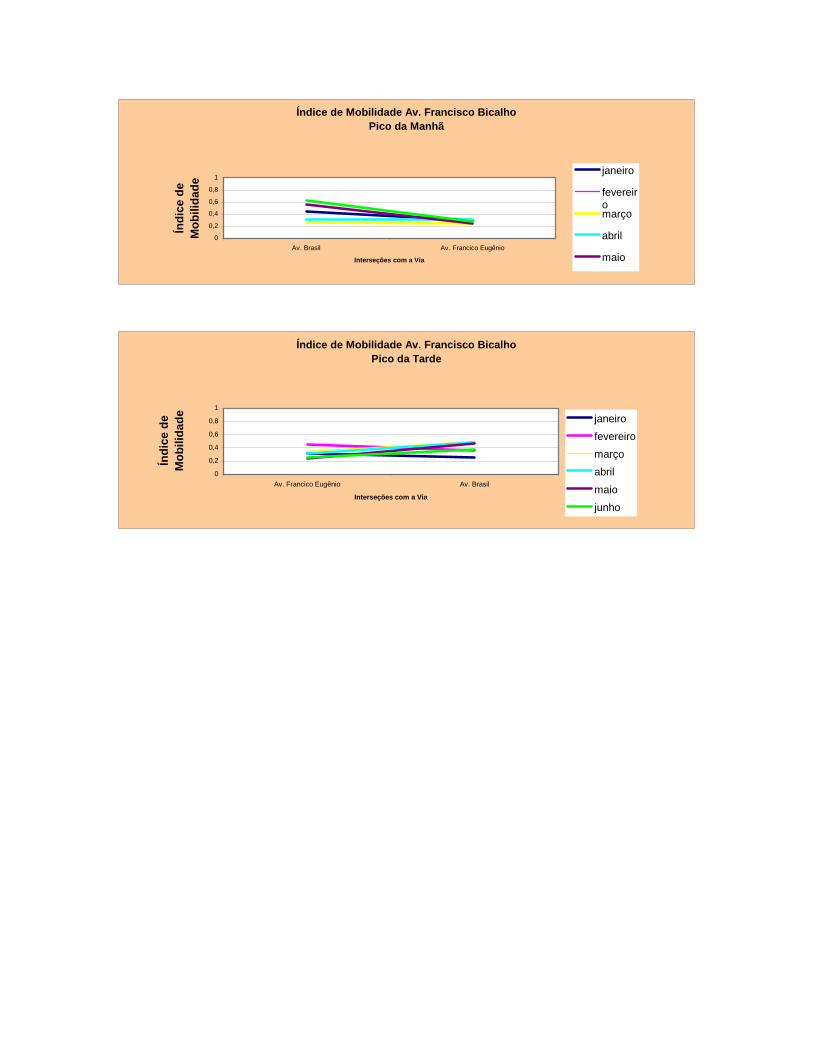
Índice de Mobilidade Av. Francisco Bicalho Pico da Manhã
0
0,2
0,4
0,6
0,8
1
Av. Brasil Av. Francico Eugênio
Interseções com a Via
Índi
ce d
e M
obili
dade
janeiro
fevereiromarço
abril
maio
Índice de Mobilidade Av. Francisco Bicalho Pico da Tarde
0
0,2
0,4
0,6
0,8
1
Av. Francico Eugênio Av. Brasil
Interseções com a Via
Índi
ce d
e M
obili
dade janeiro
fevereiromarçoabril
maiojunho
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo