EXEMPLO DOE DESIGN OF EXPERIMENTS - wevsm.files.wordpress.com · 2h a 95ºC: + 40 peças de sexta...
45
EXEMPLO DOE – DESIGN OF EXPERIMENTS DOE e TAGUCHI WWW.VALUESTREAM.PT 1
-
Upload
vuongkhanh -
Category
Documents
-
view
213 -
download
0
Transcript of EXEMPLO DOE DESIGN OF EXPERIMENTS - wevsm.files.wordpress.com · 2h a 95ºC: + 40 peças de sexta...

EXEMPLO DOE – DESIGN OF EXPERIMENTS
DOE e TAGUCHI WWW.VALUESTREAM.PT 1
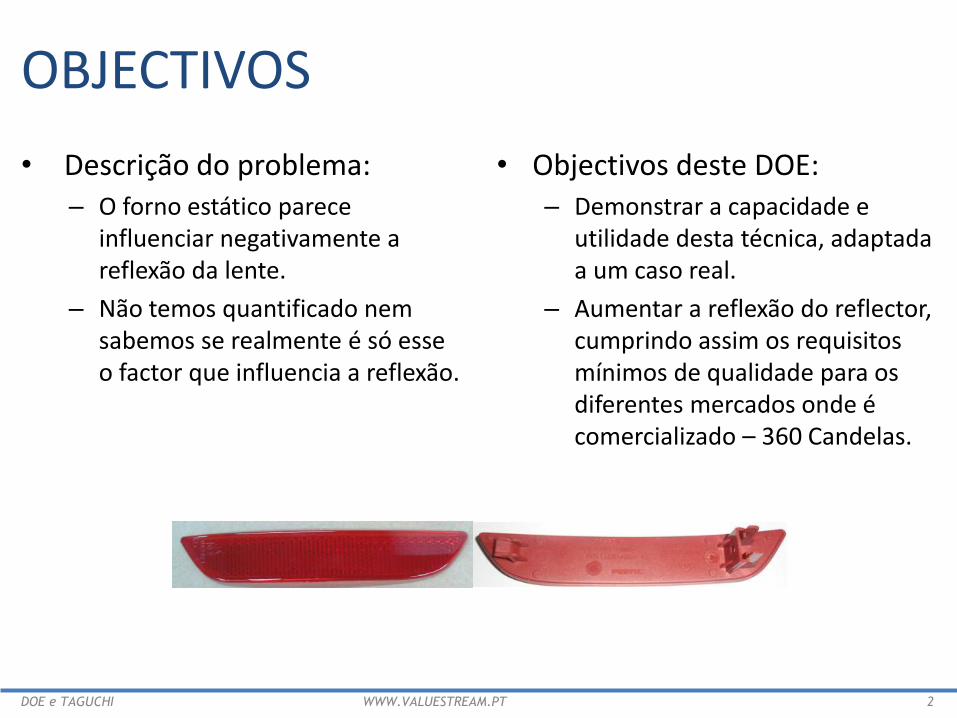
OBJECTIVOS
• Descrição do problema:– O forno estático parece
influenciar negativamente a reflexão da lente.
– Não temos quantificado nem sabemos se realmente é só esse o factor que influencia a reflexão.
• Objectivos deste DOE:– Demonstrar a capacidade e
utilidade desta técnica, adaptadaa um caso real.
– Aumentar a reflexão do reflector, cumprindo assim os requisitosmínimos de qualidade para osdiferentes mercados onde é comercializado – 360 Candelas.
DOE e TAGUCHI WWW.VALUESTREAM.PT 2

MEDIDOR DE REFLEXÃO
DOE e TAGUCHI WWW.VALUESTREAM.PT 3
FACTORES
• O grupo fez um brainstorming para decidir que factores a analisar.
DOE e TAGUCHI WWW.VALUESTREAM.PT 4
• Factores de controlo:A. Altura das peças no forno.
B. Temperatura do forno.
C. Tempo de residência.
D. Número de caixas no forno.
E. Perto ou longe da fonte de calor.
F. Peças de stock ou de produção.
• Factores de ruído:
– Posição no molde (lado e cavidade).

MOLDE
Dois lados
Cada lado com duas cavidades.
DOE e TAGUCHI WWW.VALUESTREAM.PT 5

MATRIZ ORTOGONAL L8
DOE e TAGUCHI WWW.VALUESTREAM.PT 6

MATRIZ ORTOGONAL L8
Factor A B C D E F G
Ensaio (1) (2) (3) (4) (5) (6) (7)
1 1 1 1 1 1 1 1
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
A. Altura dentro do forno.
B. Temperatura do forno.
C. Tempo no forno.
D. Número de caixas no forno.
E. Local dentro do forno.
F. Tipo de peças (produção ou stock).
G. Interacção CxE
DOE e TAGUCHI WWW.VALUESTREAM.PT 7

PLANO DE TRABALHO
DOE e TAGUCHI WWW.VALUESTREAM.PT 8
Otimização da Reflexão – Plano de trabalho status a 15/12
1. Avisar produção e qualidade no início e fim dos ensaios;
2. Retirar e selecionar as lentes (10 por cavidade);
3. Soldar as peças;
4. Medir a reflexão das peças antes do forno;
5. Colocar todas as peças numa caixa de RE051 (com alvéolos);
6. Colocar etiquetas (caso existam) dentro da caixa;
7. Levar a caixa ao forno (tendo em atenção a localização da mesma no forno –
avisar o Diogo!);
8. Retirar caixas do forno e medir a reflexão;
Na sexta é necessário retirar 160 peças (40 esquerda 1 + 40 esquerda 2 + 40 direita 1 +
40 direitas 2) e soldar (+- 1h) EXECUTADO
Para segunda: retirar 80 peças e soldar EXECUTADO (6 horas de forno)
1h a 85ºC: 40 peças retiradas da injeção (20 esquerdas cav 1 e 2+ 20 direitas cav 1 e 2 )
soldar (+- 1h EXECUTADO
1h a 85ºC + 40 peças de sexta (20 + 20) EXECUTADO
2h a 85ºC: 40 peças retiradas da injeção (20 esquerdas cav 1 e 2+ 20 direitas cav 1 e 2 )
– pode ir produção e soldar (+- 1h) EXECUTADO
2h a 85ºC + 40 peças de sexta (20 + 20) – pode ir produção EXECUTADO
Para terça: retirar 80 peças e soldar (6 horas de forno exclusivas)
1h a 95ºC: 40 peças retiradas da injeção (20 esquerdas + 20 direitas)e soldar (+- 1h)
nâo tem medidas nem antes nem depois do forno
1h a 95ºC + 40 peças de sexta (20 + 20) falta medir depois do forno
2h a 95ºC: 40 peças retiradas da injeção (20 esquerdas + 20 direitas) e soldar (+- 1h)
nâo tem medidas nem antes nem depois do forno
2h a 95ºC: + 40 peças de sexta (20 + 20) falta medir depois do forno
As pessoas que acompanham o ensaio: Arminda Correia, Paulo Araujo, André Pereira,
Nuno Marinho, André Soares, Jorge Lopes, Rita Josefino, Fernando Fernandes.
Já medidas
antes do
forno,. Falta
medir
depois do
forno
Já medidas
antes do
forno,. Falta
medir
depois do
forno
RUN
1
2
5
6
8
7
4
3
Otimização da Reflexão – Plano de trabalho status a 15/12
1. Avisar produção e qualidade no início e fim dos ensaios;
2. Retirar e selecionar as lentes (10 por cavidade);
3. Soldar as peças;
4. Medir a reflexão das peças antes do forno;
5. Colocar todas as peças numa caixa de RE051 (com alvéolos);
6. Colocar etiquetas (caso existam) dentro da caixa;
7. Levar a caixa ao forno (tendo em atenção a localização da mesma no forno –
avisar o Diogo!);
8. Retirar caixas do forno e medir a reflexão;
Na sexta é necessário retirar 160 peças (40 esquerda 1 + 40 esquerda 2 + 40 direita 1 +
40 direitas 2) e soldar (+- 1h) EXECUTADO
Para segunda: retirar 80 peças e soldar EXECUTADO (6 horas de forno)
1h a 85ºC: 40 peças retiradas da injeção (20 esquerdas cav 1 e 2+ 20 direitas cav 1 e 2 )
soldar (+- 1h EXECUTADO
1h a 85ºC + 40 peças de sexta (20 + 20) EXECUTADO
2h a 85ºC: 40 peças retiradas da injeção (20 esquerdas cav 1 e 2+ 20 direitas cav 1 e 2 )
– pode ir produção e soldar (+- 1h) EXECUTADO
2h a 85ºC + 40 peças de sexta (20 + 20) – pode ir produção EXECUTADO
Para terça: retirar 80 peças e soldar (6 horas de forno exclusivas)
1h a 95ºC: 40 peças retiradas da injeção (20 esquerdas + 20 direitas)e soldar (+- 1h)
nâo tem medidas nem antes nem depois do forno
1h a 95ºC + 40 peças de sexta (20 + 20) falta medir depois do forno
2h a 95ºC: 40 peças retiradas da injeção (20 esquerdas + 20 direitas) e soldar (+- 1h)
nâo tem medidas nem antes nem depois do forno
2h a 95ºC: + 40 peças de sexta (20 + 20) falta medir depois do forno
As pessoas que acompanham o ensaio: Arminda Correia, Paulo Araujo, André Pereira,
Nuno Marinho, André Soares, Jorge Lopes, Rita Josefino, Fernando Fernandes.
Já medidas
antes do
forno,. Falta
medir
depois do
forno
Já medidas
antes do
forno,. Falta
medir
depois do
forno
RUN
1
2
5
6
8
7
4
3
RESULTADOS
DOE e TAGUCHI WWW.VALUESTREAM.PT 9
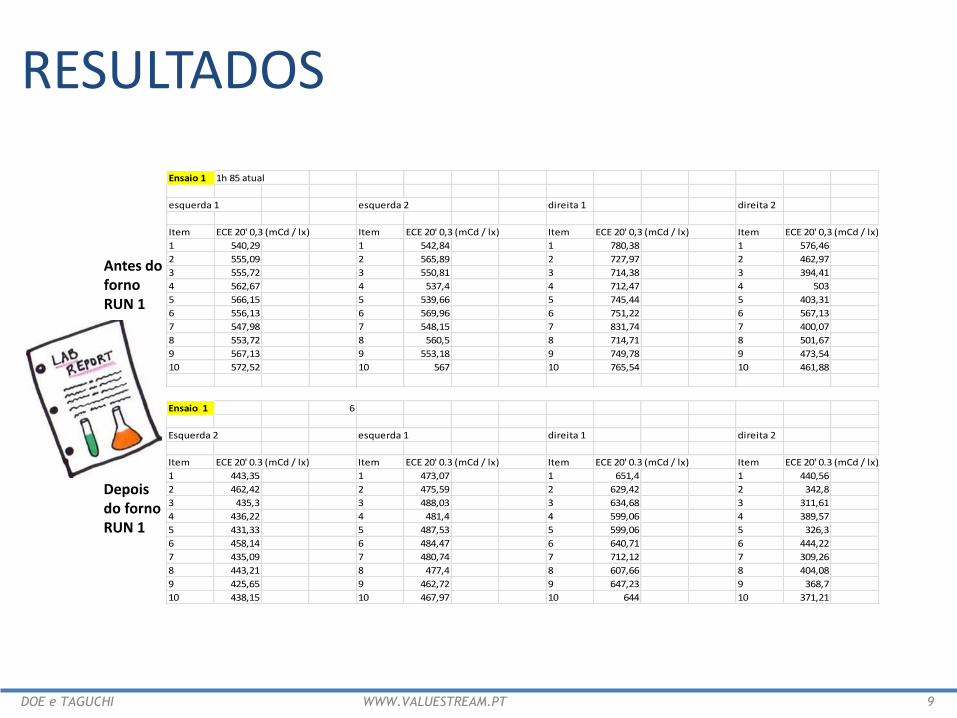
Ensaio 1 1h 85 atual
esquerda 1 esquerda 2 direita 1 direita 2
Item ECE 20' 0,3 (mCd / lx) Item ECE 20' 0,3 (mCd / lx) Item ECE 20' 0,3 (mCd / lx) Item ECE 20' 0,3 (mCd / lx)
1 540,29 1 542,84 1 780,38 1 576,46
2 555,09 2 565,89 2 727,97 2 462,97
3 555,72 3 550,81 3 714,38 3 394,41
4 562,67 4 537,4 4 712,47 4 503
5 566,15 5 539,66 5 745,44 5 403,31
6 556,13 6 569,96 6 751,22 6 567,13
7 547,98 7 548,15 7 831,74 7 400,07
8 553,72 8 560,5 8 714,71 8 501,67
9 567,13 9 553,18 9 749,78 9 473,54
10 572,52 10 567 10 765,54 10 461,88
Ensaio 1 6
Esquerda 2 esquerda 1 direita 1 direita 2
Item ECE 20' 0.3 (mCd / lx) Item ECE 20' 0.3 (mCd / lx) Item ECE 20' 0.3 (mCd / lx) Item ECE 20' 0.3 (mCd / lx)
1 443,35 1 473,07 1 651,4 1 440,56
2 462,42 2 475,59 2 629,42 2 342,8
3 435,3 3 488,03 3 634,68 3 311,61
4 436,22 4 481,4 4 599,06 4 389,57
5 431,33 5 487,53 5 599,06 5 326,3
6 458,14 6 484,47 6 640,71 6 444,22
7 435,09 7 480,74 7 712,12 7 309,26
8 443,21 8 477,4 8 607,66 8 404,08
9 425,65 9 462,72 9 647,23 9 368,7
10 438,15 10 467,97 10 644 10 371,21
Antes do fornoRUN 1
Depois do fornoRUN 1
TRATAMENTO DOS DADOS
• Os dados das 320 peças tiveram de ser ordenados e trabalhados com uma tabela dinâmica.
• Foram calculadas as médias e variâncias de cada um dos factores de controlo.
• O mesmo para os factores de ruído.
• Com estes resultados foram construídos gráficos para facilitar a análise.
• Foi calculada uma ANOVA para validar estatisticamente os resultados.
DOE e TAGUCHI WWW.VALUESTREAM.PT 10

REFLEXÃO ANTES E APÓS O FORNO
Rótulos de Linha Contagem de Reflex Soma de Reflex Média de Reflex Var de Reflex
Antes 320,00 186 473,46 582,73 54 959,22
Depois 320,00 133 717,74 417,87 22 030,88
Total Geral 640,00 320 191,20 500,30 45 240,28
Diferença entre médias 164,86
DOE e TAGUCHI WWW.VALUESTREAM.PT 11

REFLEXÃO ANTES E APÓS FORNO
As unidades ao passarem pelo forno perdem em média 164,86 candelas.
O que também se pode ver pelosresultados é que o forno ajuda a reduzir a variância entre as unidades.
DOE e TAGUCHI WWW.VALUESTREAM.PT 12
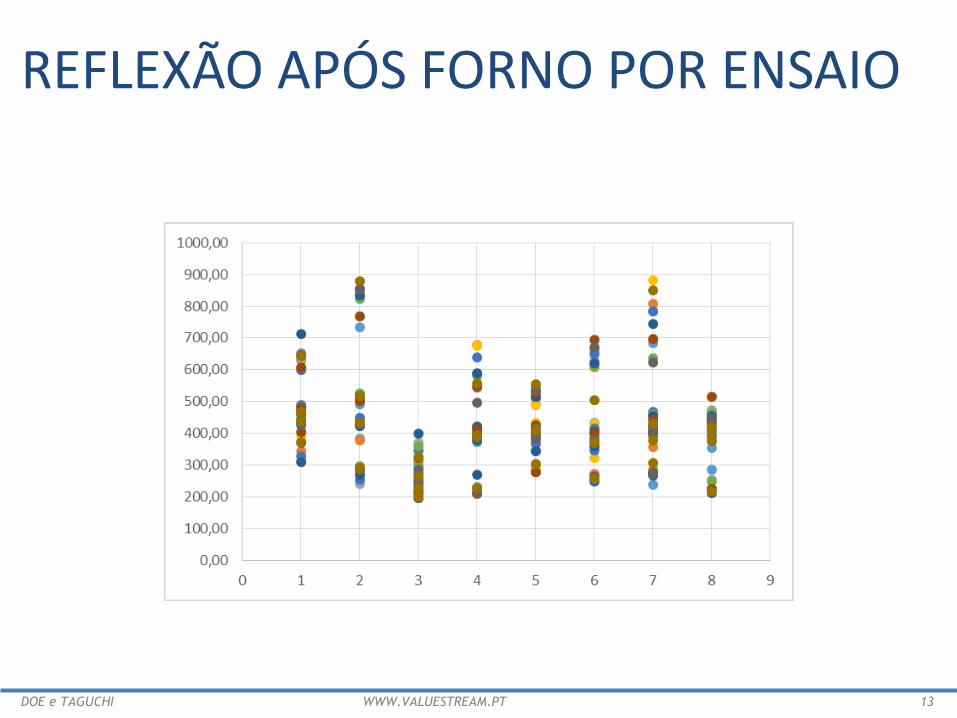
REFLEXÃO APÓS FORNO POR ENSAIO
DOE e TAGUCHI WWW.VALUESTREAM.PT 13

ANÁLISE GRÁFICA DAS MÉDIAS
DOE e TAGUCHI WWW.VALUESTREAM.PT 14

REFLEXÃO ANTES DO FORNO POR CAVIDADE E LADO
O lado esquerdo está constante ao longo das cavidades com uma média de 528,55.
O lado direito possui uma média de 636,91 mas depende da cavidade.
A cavidade 1 parece estar a “sugar” reflexão à cavidade 2.
DOE e TAGUCHI WWW.VALUESTREAM.PT 15
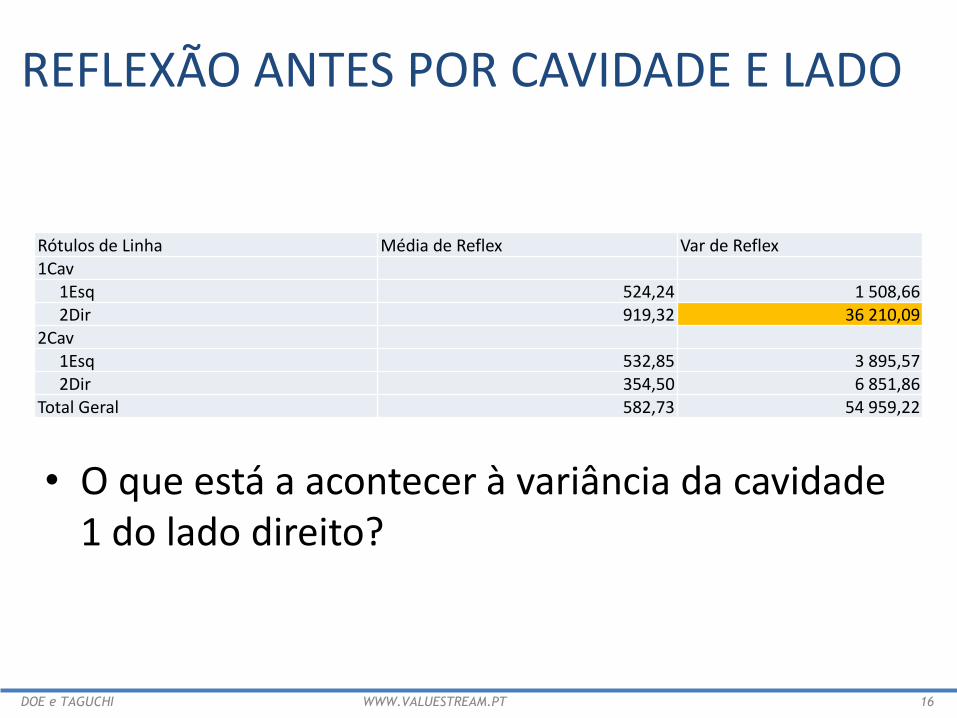
REFLEXÃO ANTES POR CAVIDADE E LADO
Rótulos de Linha Média de Reflex Var de Reflex1Cav
1Esq 524,24 1 508,662Dir 919,32 36 210,09
2Cav1Esq 532,85 3 895,572Dir 354,50 6 851,86
Total Geral 582,73 54 959,22
• O que está a acontecer à variância da cavidade 1 do lado direito?
DOE e TAGUCHI WWW.VALUESTREAM.PT 16

PERDA DE REFLEXÃO POR CAVIDADE E LADO
Qualquer que seja o lado ou a cavidade existe uma perda de reflexão após a passagem pelo forno.
DOE e TAGUCHI WWW.VALUESTREAM.PT 17

FACTOR A – GRÁFICO
A1
A2
DOE e TAGUCHI WWW.VALUESTREAM.PT 18

FACTOR A – ANOVA
Anova: factor único
SUMÁRIO Factor A
Grupos Contagem Soma Média Variância
1 160 66 638,35 416,49 27 102,02
2 160 67 079,39 419,25 17 094,46
-2,76
ANOVA
Fonte de variação SQ gl MQ F valor P F crítico
Entre grupos 607,86 1 607,86 0,03 0,87 3,87
Dentro de grupos 7 027 241,55 318 22 098,24
Total 7 027 849,42 319
DOE e TAGUCHI WWW.VALUESTREAM.PT 19
O Factor A – Altura dentro do forno. • Não influencia a reflexão .
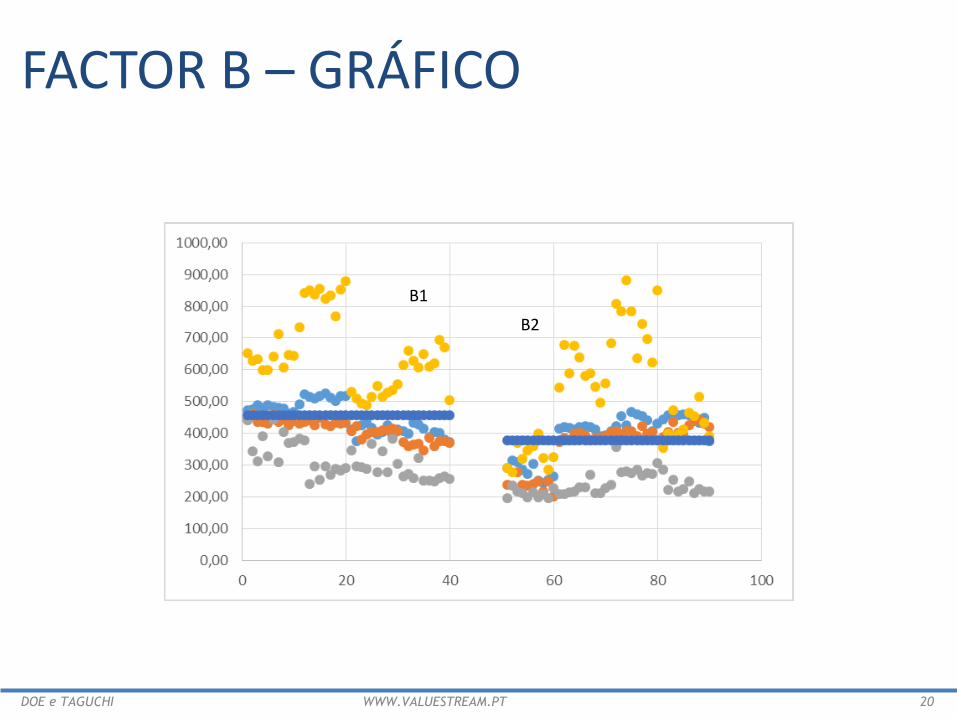
FACTOR B – GRÁFICO
B1
B2
DOE e TAGUCHI WWW.VALUESTREAM.PT 20

FACTOR B – ANOVA
Anova: factor único
SUMÁRIO Factor B
Grupos Contagem Soma Média Variância
1 160 73 139,22 457,12 20 436,93
2 160 60 578,52 378,62 20 662,53
78,50
ANOVA
Fonte de variação SQ gl MQ F valor P F crítico
Entre grupos 493 034,95 1 493 034,95 23,99 0,00 3,87
Dentro de grupos 6 534 814,47 318 20 549,73
Total 7 027 849,42 319
DOE e TAGUCHI WWW.VALUESTREAM.PT 21
O Factor B – Temperatura do forno.• Influencia a reflexão.• Quanto maior a temperatura menor a reflexão.

FACTOR C – GRÁFICO
C1
C2
DOE e TAGUCHI WWW.VALUESTREAM.PT 22

FACTOR C – ANOVA
Anova: factor único
SUMÁRIO Factor C
Grupos Contagem Soma Média Variância
1 160 73 901,69 461,89 25 026,88
2 160 59 816,05 373,85 15 273,95
ANOVA
Fonte de variação SQ gl MQ F valor P F crítico
Entre grupos 620 016,42 1 620 016,42 30,77 0,00 3,87
Dentro de grupos 6 407 833,00 318 20 150,42
Total 7 027 849,42 319
DOE e TAGUCHI WWW.VALUESTREAM.PT 23
O Factor B – Tempo no forno.• Influencia a reflexão.• Quanto mais tempo no forno menor a reflexão.

FACTOR D – GRÁFICO
D1 D2
DOE e TAGUCHI WWW.VALUESTREAM.PT 24

FACTOR D - ANOVA
Anova: factor único
SUMÁRIO Factor D
Grupos Contagem Soma Média Variância
1 160 65 062,54 406,64 20 206,11
2 160 68 655,20 429,10 23 740,52
-22,45
ANOVA
Fonte de variação SQ gl MQ F valor P F crítico
Entre grupos 40 335,02 1 40 335,02 1,84 0,18 3,87
Dentro de grupos 6 987 514,40 318 21 973,32
Total 7 027 849,42 319
DOE e TAGUCHI WWW.VALUESTREAM.PT 25
O Factor D – Número de caixas no forno.• Não influencia a reflexão.

FACTOR E – GRÁFICO
E1
E2
DOE e TAGUCHI WWW.VALUESTREAM.PT 26

FACTOR E – ANOVA
Anova: factor único
SUMÁRIO Factor E
Grupos Contagem Soma Média Variância
1 160 61 633,77 385,21 16 218,47
2 160 72 083,97 450,52 25 835,48
-65,31
ANOVA
Fonte de variação SQ gl MQ F valor P F crítico
Entre grupos 341 270,88 1 341 270,88 16,23 0,00 3,87
Dentro de grupos 6 686 578,54 318 21 026,98
Total 7 027 849,42 319
DOE e TAGUCHI WWW.VALUESTREAM.PT 27
O Factor E – Local dentro do forno.• Influencia a reflexão.• Quanto mais perto das fontes de calor menor a reflexão.

FACTOR F – GRÁFICO
F1
F2
DOE e TAGUCHI WWW.VALUESTREAM.PT 28

FACTOR F – ANOVA
Anova: factor único
SUMÁRIO Factor F
Grupos Contagem Soma Média Variância
1 160 67 140,58 419,63 12 045,17
2 160 66 577,16 416,11 32 148,90
3,52
ANOVA
Fonte de variação SQ gl MQ F valor P F crítico
Entre grupos 992,01 1 992,01 0,04 0,83 3,87
Dentro de grupos 7 026 857,41 318 22 097,04
Total 7 027 849,42 319
DOE e TAGUCHI WWW.VALUESTREAM.PT 29
O Factor F – Tipo de peças (stock ou produção).• Não influencia a reflexão.

FACTOR G – GRÁFICO
G1
G2
DOE e TAGUCHI WWW.VALUESTREAM.PT 30

FACTOR G – ANOVA
Anova: factor único
SUMÁRIO Factor G
Grupos Contagem Soma Média Variância
1 160 70 682,79 441,77 20 750,82
2 160 63 034,95 393,97 22 299,94
47,80
ANOVA
Fonte de variação SQ gl MQ F valor P F crítico
Entre grupos 182 779,55 1 182 779,55 8,49 0,00 3,87
Dentro de grupos 6 845 069,86 318 21 525,38
Total 7 027 849,42 319
DOE e TAGUCHI WWW.VALUESTREAM.PT 31
O Factor G – Interacção CxE (tempo no forno e local no forno).• Influencia a reflexão.

LADO E CAVIDADE
DC1
DC2
EC1
EC2
DOE e TAGUCHI WWW.VALUESTREAM.PT 32
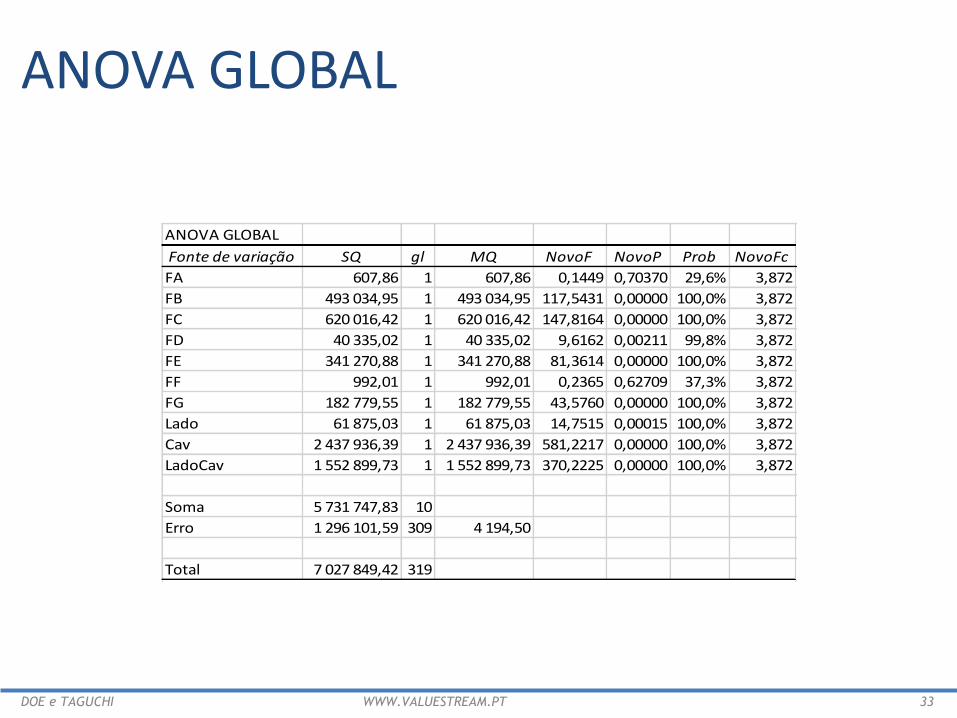
ANOVA GLOBAL
ANOVA GLOBAL
Fonte de variação SQ gl MQ NovoF NovoP Prob NovoFc
FA 607,86 1 607,86 0,1449 0,70370 29,6% 3,872
FB 493 034,95 1 493 034,95 117,5431 0,00000 100,0% 3,872
FC 620 016,42 1 620 016,42 147,8164 0,00000 100,0% 3,872
FD 40 335,02 1 40 335,02 9,6162 0,00211 99,8% 3,872
FE 341 270,88 1 341 270,88 81,3614 0,00000 100,0% 3,872
FF 992,01 1 992,01 0,2365 0,62709 37,3% 3,872
FG 182 779,55 1 182 779,55 43,5760 0,00000 100,0% 3,872
Lado 61 875,03 1 61 875,03 14,7515 0,00015 100,0% 3,872
Cav 2 437 936,39 1 2 437 936,39 581,2217 0,00000 100,0% 3,872
LadoCav 1 552 899,73 1 1 552 899,73 370,2225 0,00000 100,0% 3,872
Soma 5 731 747,83 10
Erro 1 296 101,59 309 4 194,50
Total 7 027 849,42 319
DOE e TAGUCHI WWW.VALUESTREAM.PT 33
CONCLUSÕES
• O Plano de Experiências permitiu-nos verificar que o forno influi negativamente, retirando cerca de 160 mCd de reflexão.
• Com alguma surpresa, verificamos também
que existe uma grande dispersão de valores
entre as cavidades direitas 1 e 2.
• Tal resultado indicia alguma anomalia no
molde.
DOE e TAGUCHI WWW.VALUESTREAM.PT 34
DOE e TAGUCHI WWW.VALUESTREAM.PT 35
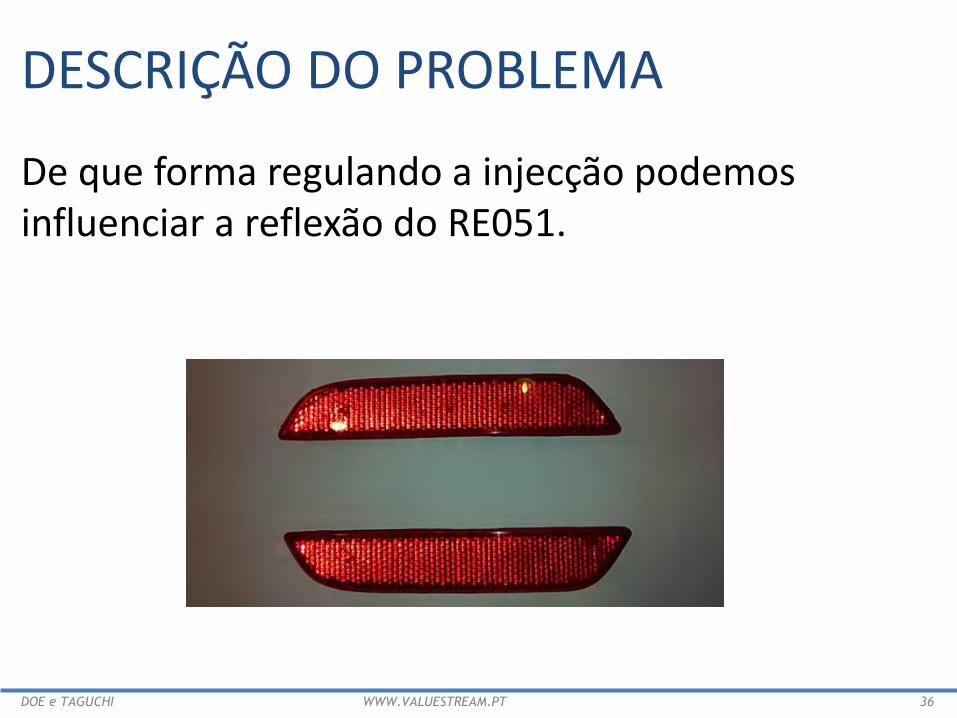
DESCRIÇÃO DO PROBLEMA
De que forma regulando a injecção podemos influenciar a reflexão do RE051.
DOE e TAGUCHI WWW.VALUESTREAM.PT 36
MÉTODO USADO – INTRODUÇÃO
O Plano de Experiências (em inglês Design ofExperiments, DOE) é uma técnica utilizada para se planearem experiências, ou seja, para definir que dados, em que quantidade e em que condições devem ser recolhidos durante uma determinada experiência.
Procura-se, com o plano de experiências, satisfazer dois grandes objectivos:
1. Determinar quais os factores que influenciam a reflexão.
2. Com o menor número de ensaios.
DOE e TAGUCHI WWW.VALUESTREAM.PT 37

MATRIZ USADA – L8
Basicamente no DOE analisamos:
• A variável de resposta que é o resultado que queremos analisar e melhorar, neste caso a reflexão do RE051.
• Factores de controlo que são parâmetros que regulamos e que influenciam a variável de resposta.
• Usamos uma matriz L8 onde relacionamos esses factores, com o objectivo de medir a variável de resposta e o seu comportamento.
DOE e TAGUCHI WWW.VALUESTREAM.PT 38
Factor A B C D E F G
Ensaio (1) (2) (3) (4) (5) (6) (7)
1 1 1 1 1 1 1 1
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
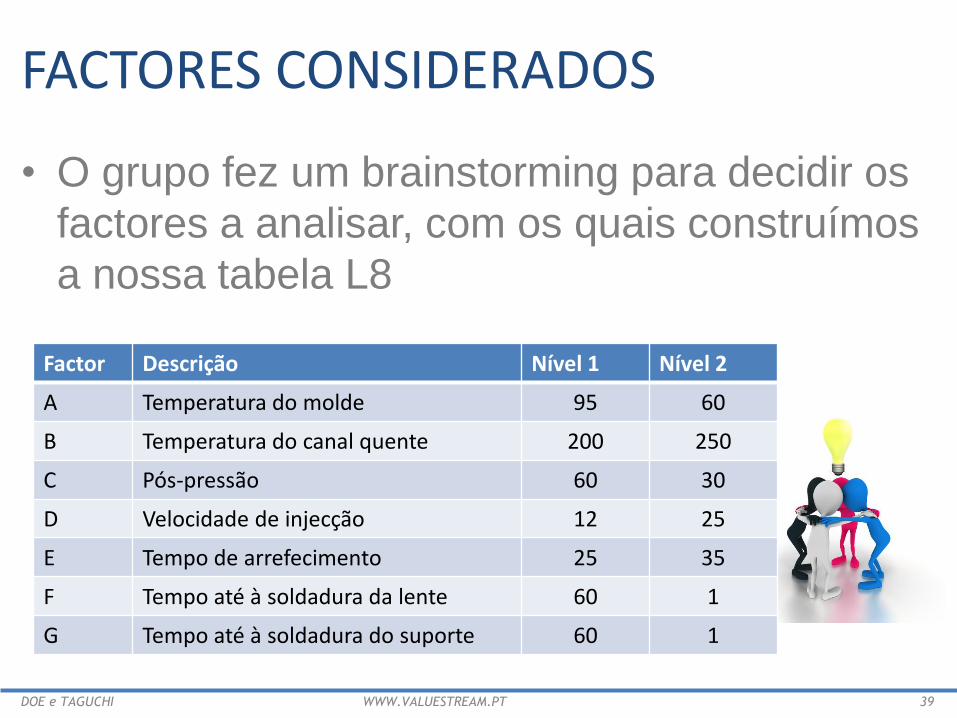
FACTORES CONSIDERADOS
• O grupo fez um brainstorming para decidir os
factores a analisar, com os quais construímos
a nossa tabela L8
DOE e TAGUCHI WWW.VALUESTREAM.PT 39
Factor Descrição Nível 1 Nível 2
A Temperatura do molde 95 60
B Temperatura do canal quente 200 250
C Pós-pressão 60 30
D Velocidade de injecção 12 25
E Tempo de arrefecimento 25 35
F Tempo até à soldadura da lente 60 1
G Tempo até à soldadura do suporte 60 1

PLANO DE TRABALHO
Run Tº moldeTº
Cquente
Pós-
pressãoVel Inj
Tempo
Arr
Tempo
até
Tempo
até
(Suporte)
1 95 220 60 12 25 60 60
2 95 220 60 25 35 1 1
3 95 250 30 12 25 1 1
4 95 250 30 25 35 60 60
5 60 220 30 12 35 60 1
6 60 220 30 25 25 1 60
7 60 250 60 12 35 1 60
8 60 250 60 25 25 60 1
DOE e TAGUCHI WWW.VALUESTREAM.PT 40

RESULTADOS NO FOTOCOMPARADOR
• As peças foram medidas e os resultados da reflexão são:
WWW.VALUESTREAM.PT 41
Ensaio
Cavidade 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2
1 598.30 585.54 674.31 582.30 905.49 954.28 584.42 468.88 566.80 669.28 628.65 514.12 908.09 540.76 559.66 485.14
2 595.57 573.79 725.32 579.73 855.13 878.93 586.47 448.01 579.84 688.88 597.30 533.40 900.06 536.08 545.92 467.62
3 584.35 550.14 765.98 541.88 872.85 902.86 568.47 483.70 581.95 689.17 605.07 546.48 889.76 541.29 550.95 476.01
4 591.32 553.83 721.52 570.54 931.93 906.08 568.94 503.73 652.61 648.75 600.42 537.31 915.73 544.75 530.77 479.86
5 588.80 581.09 683.21 522.22 991.19 955.56 580.03 481.48 527.55 651.27 602.81 555.65 897.67 546.51 577.09 490.68
Ensaio
Cavidade 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2
1 869.01 617.97 738.95 1050.68 1001.02 665.77 853.38 540.57 891.10 595.07 1010.18 530.78 1119.09 810.20 651.12 453.89
2 890.05 507.13 1089.81 728.54 944.68 647.93 886.04 439.40 799.80 657.61 1043.32 549.24 1160.96 1022.84 666.07 472.42
3 887.84 580.08 1113.45 743.46 975.98 657.00 854.07 456.27 785.02 560.47 969.28 567.87 1149.68 814.14 669.11 450.33
4 882.30 662.88 1034.94 674.14 1044.48 754.40 873.31 484.29 724.97 617.27 918.14 564.78 1147.53 804.59 705.49 457.89
5 897.66 467.19 1075.19 761.77 1083.90 647.87 879.26 481.52 794.30 578.67 944.72 615.27 1154.31 810.27 707.19 446.18
Peça
Teste
Peça
Teste
7 8
1 2 3 4 5 6 7 8
1 2 3 4 5 6
Direitas
Esquerdas

TRATAMENTO DOS DADOS
Os dados das 160 peças tiveram de ser ordenados e trabalhados com uma tabela dinâmica.
Foram calculadas as médias de cada um dos factores de controlo.
Foram ainda calculadas as médias para os factores de ruído: as cavidades.
Com estes resultados foram construídosgráficos para facilitar a análise.
WWW.VALUESTREAM.PT 42

REFLEXÃO – ANÁLISE GRÁFICA
Os factores de controlo mais significativos são:
1. Tempo até à soldadura da lente – factor F.
2. Velocidade de injecção – factor D.
WWW.VALUESTREAM.PT 43
Mas a cavidade tem mais influência que qualquer factor de controlo !?!
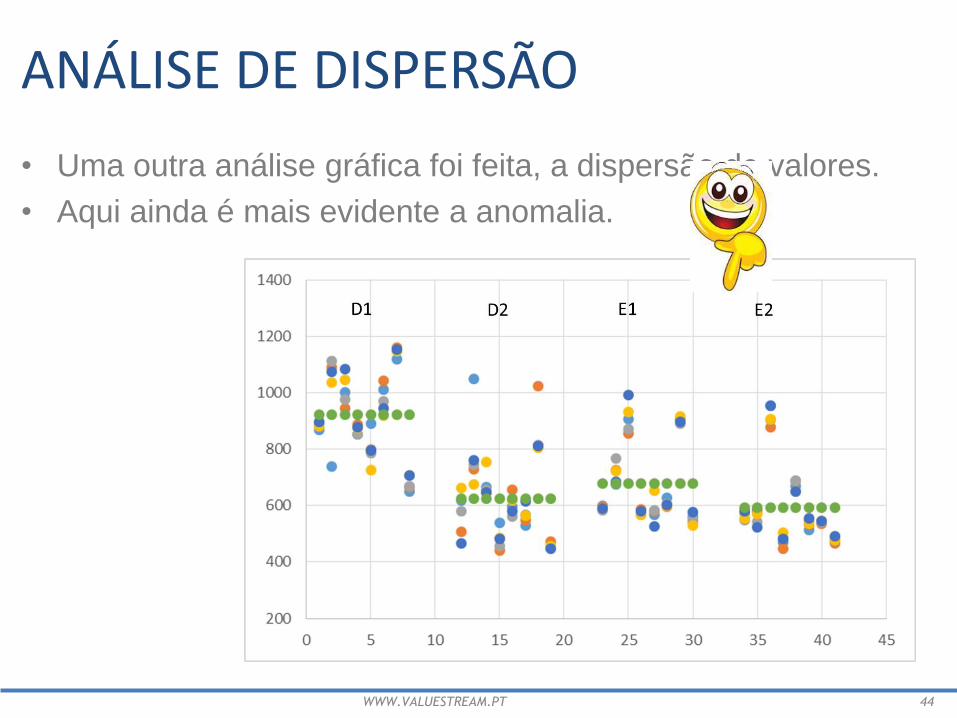
ANÁLISE DE DISPERSÃO
• Uma outra análise gráfica foi feita, a dispersão de valores.
• Aqui ainda é mais evidente a anomalia.
WWW.VALUESTREAM.PT 44

ANOVA – ANÁLISE DE VARIÂNCIA
• Usamos o excel e o minitab para fazer a análise de variância de todos os factores.
• Novamente a cavidade apresenta o maior valor.
WWW.VALUESTREAM.PT 45