
Fabricação de um Protótipo de Aerogerador de Savonius por ... · by virtual geometry modeling....
46
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO ESCOLA POLITÉCNICA CLARA CATABRIGA ROCHA Fabricação de um Protótipo de Aerogerador de Savonius por Impressão 3D Prof. Anna Carla Monteiro de Araújo Orientador Rio de Janeiro, Agosto de 2017
Transcript of Fabricação de um Protótipo de Aerogerador de Savonius por ... · by virtual geometry modeling....
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
ESCOLA POLITÉCNICA
CLARA CATABRIGA ROCHA
Fabricação de um Protótipo de
Aerogerador de Savonius por
Impressão 3D
Prof. Anna Carla Monteiro de Araújo
Orientador
Rio de Janeiro, Agosto de 2017

Fabricação de um Protótipo de Aerogerador de Savonius por Impressão 3D
Clara Catabriga Rocha
Projeto Final de Curso submetido ao Departamento de Engenharia Mecânica da Es-
cola Politécnica da Universidade Federal do Rio de Janeiro como parte dos requisitos
necessários para obtenção do grau de Engenheira Mecânica.
Aprovado por:
Prof. Anna Carla Monteiro de Araújo
Prof. Rossana Mara da Silve Moreira Thiré
Prof. Fabio da Costa Figueiredo
RIO DE JANEIRO, RJ - BRASIL
Agosto de 2017
Agradecimentos
Agradeço a todos que de alguma forma fizeram parte da minha jornada univer-
sitária. Aos meus amigos, pelo companheirismo e ajuda. À minha família, pelo
suporte, incentivo e exemplo. Aos meus professores, pela inspiração e pelo conheci-
mento transmitido e à minha orientadora, pela paciência e constante incentivo.
i

RESUMO
Fabricação de um Protótipo de Aerogerador de Savonius por Impressão 3D
Clara Catabriga Rocha
Agosto/2017
Orientador: Anna Carla Monteiro de Araújo
A manufatura aditiva, também chamada de impressão 3D, é uma tecnologia de
fabricação baseada na sobreposição de camadas finas de material, o que permite
a construção de peças com geometrias complexas cujas dimensões e especificações
podem ser definidas por modelagem virtual da geometria. A impressão 3D pode ser
realizada por máquinas que podem estar localizadas nos mais diversos ambientes,
como laboratórios, hospitais e residências, pois são portáteis e não oferecem riscos,
oferecendo um acesso rápido, simples, seguro e eficaz. Neste trabalho é realizado
um projeto de um aerogerador de eixo vertical do tipo Savonius para uso pessoal ou
para pequenos estabelecimentos, para aplicação em locais remotos onde não existe
ou existe acesso limitado a pontos de energia. Para fabricar o protótipo foi usada
a máquina Projet460Plus, que fabrica por manufatura aditiva com base em pó de
gesso. As propriedades mecânicas do material foram medidas experimentalmente
e foram usadas para fazer uma simulação do funcionamento, na qual foi concluído
que o aerogerador seria capaz de suportar os esforços exigidos na sua condição de
funcionamento. Uma análise aproximada determinou que esse aerogerador seria
capaz de oferecer a energia necessária para carregar um smartphone em 9 horas.
ii

ABSTRACT
Fabricação de um Protótipo de Aerogerador de Savonius por Impressão 3D
Clara Catabriga Rocha
Agosto/2017
Advisor: Anna Carla Monteiro de Araújo
Additive manufacturing, also called 3D printing, is a manufacturing technology
based on the superimposition of thin layers of material, which allows the construction
of parts with complex geometries whose dimensions and specifications can be defined
by virtual geometry modeling. 3D printing machines can be located in a variety of
environments, such as laboratories, hospitals and homes, because they are portable
and offer no risk, providing quick, simple, safe, and effective access. In this work a
project of a vertical axis wind turbine of the Savonius type was made, meant for per-
sonal use or for small establishments, for application in remote places where it does
not exist or there is limited access to points of energy.The machine Projet460Plus,
which manufactures by additive manufacturing based on powder with plaster, was
used to manufacture the prototype. The mechanical properties of the material were
measured experimentally and were used to simulate the operation, in which it was
concluded that the wind turbine would be capable of withstanding the required loads
in its operating condition. A rough analysis determined that this wind turbine would
be able to provide the power needed to charge a smartphone in 9 hours.
iii
Lista de Figuras
Figura 1.1: Aplicações da manufatura aditiva . . . . . . . . . . . . . . . . . . 2
Figura 2.1: Etapas do processo de manufatura aditiva . . . . . . . . . . . . . 4
Figura 2.2: Esquema do processo SLS. Adaptado de [10] . . . . . . . . . . . . 6
Figura 2.3: Esquema do processo FDM [8] . . . . . . . . . . . . . . . . . . . . 8
Figura 3.1: Rotor de Savonius [5] . . . . . . . . . . . . . . . . . . . . . . . . . 10
Figura 3.2: Dimensões rotor de Savonius . . . . . . . . . . . . . . . . . . . . . 12
Figura 3.3: Forças agindo sobre o rotor de Savonius, adaptado de [9] . . . . . 13
Figura 3.4: (a) Coeficiente de arrasto associado à força Fx (b) Coeficiente de
arrasto associado à força Fy, adaptado de [9] . . . . . . . . . . . 14
Figura 4.1: Projet 460Plus [1] . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Figura 4.2: Tabela 1 da Norma C1684-13 [7] . . . . . . . . . . . . . . . . . . 17
Figura 4.3: Tabela 2 da Norma C1684-13 [7] . . . . . . . . . . . . . . . . . . 17
Figura 4.4: Tabela 3 da Norma C1684-13 [7] . . . . . . . . . . . . . . . . . . 17
Figura 4.5: Configuração do ensaio de flexão em 4 pontos, adaptado de [7] . . 18
Figura 4.6: Desenho do suporte superior . . . . . . . . . . . . . . . . . . . . . 19
Figura 4.7: Desenho do suporte inferior . . . . . . . . . . . . . . . . . . . . . 19
iv
Figura 4.8: Aparato experimental . . . . . . . . . . . . . . . . . . . . . . . . 20
Figura 4.9: Gráficos Tensão x Deformação para os Corpos de Prova 1, 2 e 3 . 21
Figura 4.10: Regressão linear da região elástica da curva Tensão x Deformação
para o CP1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Figura 4.11: Regressão linear da região elástica da curva Tensão x Deformação
para o CP2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Figura 4.12: Regressão linear da região elástica da curva Tensão x Deformação
para o CP3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Figura 4.13: Resultado da simulação na situação 1 . . . . . . . . . . . . . . . . 27
Figura 4.14: Resultado da simulação na situação 2 . . . . . . . . . . . . . . . . 27
Figura 5.1: Base e eixo do protótipo . . . . . . . . . . . . . . . . . . . . . . . 29
Figura 5.2: Modelo tridimensional feito no SolidWorks . . . . . . . . . . . . . 30
Figura 5.3: Arquivo .STL gerado a partir do modelo tridimensional . . . . . . 30
Figura 5.4: Peça sendo retirada do equipamento . . . . . . . . . . . . . . . . 31
Figura 5.5: Montagem final do protótipo . . . . . . . . . . . . . . . . . . . . 32
v
Sumário
Agradecimentos i
Resumo ii
Abstract iii
Lista de Figuras iv
1 Introdução 1
2 Manufatura Aditiva 3
2.1 Etapas do Processo de Manufatura Aditiva . . . . . . . . . . . . . . . 3
2.2 Principais Técnicas de Manufatura Aditiva . . . . . . . . . . . . . . . 5
2.2.1 Sinterização Seletiva à Laser (SLS) . . . . . . . . . . . . . . . 6
2.2.2 Impressão Tridimensional (3DP) . . . . . . . . . . . . . . . . . 7
2.2.3 Estereolitografia . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2.4 Deposição de Material Fundido (FDM) . . . . . . . . . . . . . 8
2.3 Limitações da Manufatura Aditiva . . . . . . . . . . . . . . . . . . . . 9
3 Rotor de Savonius 10
vi

3.1 Aplicação do Rotor Savonius . . . . . . . . . . . . . . . . . . . . . . . 11
3.2 Dimensionamento do Rotor . . . . . . . . . . . . . . . . . . . . . . . 12
4 Identificação das Propriedades Mecânicas de Elementos Produzidos
por 3DP 15
4.1 Equipamento de Fabricação . . . . . . . . . . . . . . . . . . . . . . . 15
4.2 Ensaio de Flexão em 4 Pontos . . . . . . . . . . . . . . . . . . . . . . 16
4.2.1 Fabricação dos Corpos de Prova . . . . . . . . . . . . . . . . . 17
4.3 Resultados do Ensaio de Flexão em 4 Pontos . . . . . . . . . . . . . . 21
4.3.1 Análise Estatística . . . . . . . . . . . . . . . . . . . . . . . . 22
4.4 Simulação dos Esforços na Peça . . . . . . . . . . . . . . . . . . . . . 25
4.4.1 Parâmetros da Simulação . . . . . . . . . . . . . . . . . . . . . 25
4.4.2 Resultados da Simulação . . . . . . . . . . . . . . . . . . . . . 26
5 Fabricação do Protótipo 29
5.1 Análise Quantitativa da Capacidade de Geração de Energia do Pro-
tótipo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
5.2 Custos Envolvidos na Fabricação . . . . . . . . . . . . . . . . . . . . 33
6 Conclusão 34
6.1 Considerações Finais . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.2 Estudos Futuros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Referências 36
vii
Capítulo 1
Introdução
A fabricação de peças mecânicas é um dos grandes desafios enfrentados pela hu-
manidade. As suas principais soluções estão na fundição e na usinagem, técnicas que
requerem ambientes e conhecimento específicos e, muitas vezes, maquinário pesado.
A fundição requer a construção de moldes, materiais que possam ser fundidos e ma-
quinário capaz de aquecer o material, além disso nem todas as técnicas de fundição
oferecem um resultado com acabamento preciso. Já a usinagem é uma técnica que
retira material de uma peça inicial para obter a geometria desejada, oferece aca-
bamentos melhores e mais precisos, no entanto, requer vários tipos de máquinas e
ferramentas de corte. A manufatura aditiva é uma técnica de fabricação baseada em
sobrepor camadas bem finas de material, criando a geometria desejada. O modelo
da peça é feito em software de CAD, convertido para o formato STL e lido direto
pela máquina. É uma tecnologia que permite a fabricação de geometrias complexas,
que podem ter baixo custo e usa diversos tipos de material. Todas as etapas do pro-
cesso de fabricação podem ser feitos por uma única pessoa, que inclusive pode ser o
consumidor final. Além disso os equipamentos de manufatura aditiva são pequenos
e podem ser utilizadas dentro de qualquer local, como residências, hospitais e uni-
versidades, pois não oferecem riscos e são portáteis. Alguns exemplos de aplicação
de peças fabricadas por ou com auxílio de manufatura aditiva, como uma estrutura
óssea artificial, uma célula de combustível, um bloco de motor e uma lâmina de
turbina estão representados na figura 1.1

2
Figura 1.1: Aplicações da manufatura aditiva
A motivação principal deste projeto é estudar a possibilidade de se fabricar peças
mecânicas úteis através do método de impressão 3D, e a motivação para a escolha
da peça fabricada neste projeto vem do desafio da geração de energia. A energia
eólica é uma solução renovável, limpa e de baixo custo e o aerogerador de Savonius
permite dimensões portáteis e pode ser utilizado em ventos com baixas velocidades
e em locais urbanos. A proposta deste trabalho é fabricar uma máquina portátil
e que possa ser utilizada em locais remotos para fornecer energia suficiente para
carregar objetos de uso pessoal, como lanternas e smartphones. O objetivo deste
trabalho é identificar as propriedades mecânicas do material e estudar a viabilidade
de se fabricar um aerogerador de Savonius através do método de impressão 3D.
Capítulo 2
Manufatura Aditiva
A manufatura aditiva é um método de fabricação que consiste na adição de ca-
madas de material cuja geometria é definida a partir de um sólido computacional,
que é dividido em camadas bidimensionais. O sólido pode ser construído computa-
cionalmente ou obtido através de um sólido real através de um scanner. Por essa
razão, o método é popularmente conhecido como impressão 3D.
Existem diversos métodos de manufatura aditiva, os mais populares são FDM
(fused deposition modeling), sinterização de laser seletivo (SLS), impressão tridimen-
sional (3DP) e estereolitografia.
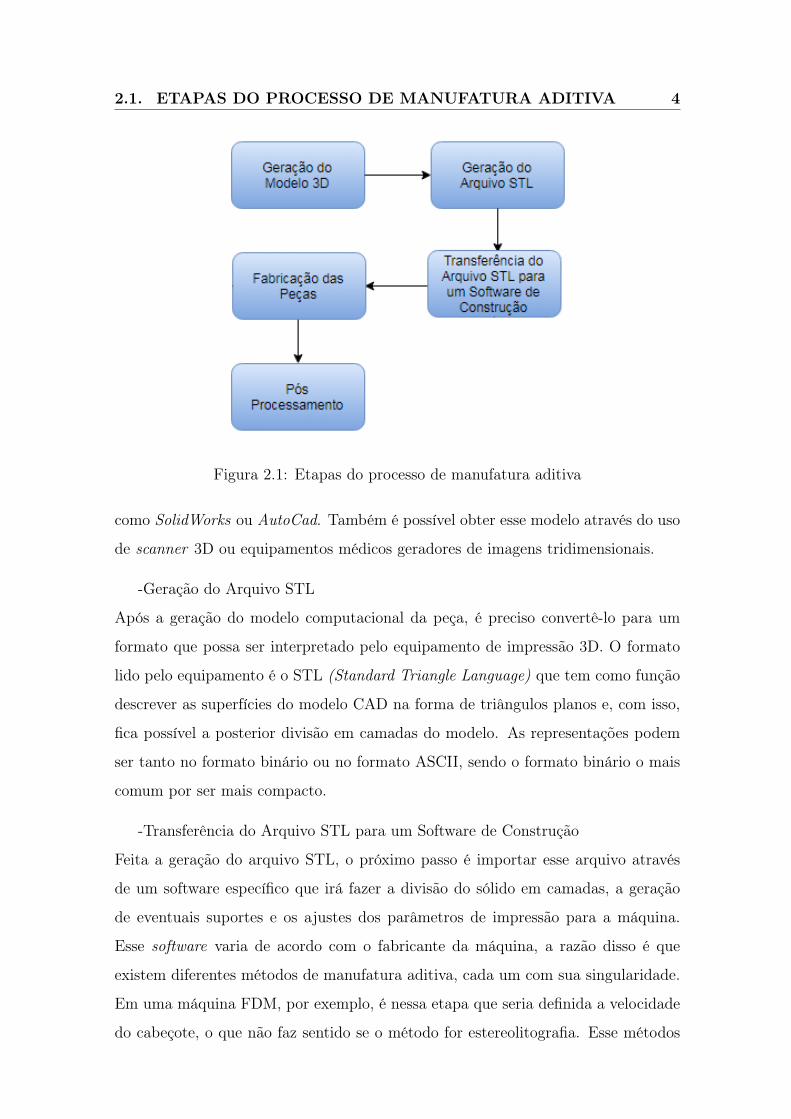
2.1 Etapas do Processo de Manufatura Aditiva
O processo de fabricação de qualquer sólido por um método de manufatura adi-
tiva é composto por várias etapas. O primeiro passo é a geração do modelo 3D,
que é seguida pela geração do arquivo STL. Posteriormente é necessário que se faça
a transferência do arquivo STL para um software de construção e finalmente, tudo
estará pronto para que seja feita a fabricação das peças.
- Geração do Modelo 3D
O modelo tridimensional da peça pode ser gerado de variadas formas. O mais
comum é que seja feito através de um Software de CAD (Computer Aided Design)
2.1. ETAPAS DO PROCESSO DE MANUFATURA ADITIVA 4
Figura 2.1: Etapas do processo de manufatura aditiva
como SolidWorks ou AutoCad. Também é possível obter esse modelo através do uso
de scanner 3D ou equipamentos médicos geradores de imagens tridimensionais.
-Geração do Arquivo STL
Após a geração do modelo computacional da peça, é preciso convertê-lo para um
formato que possa ser interpretado pelo equipamento de impressão 3D. O formato
lido pelo equipamento é o STL (Standard Triangle Language) que tem como função
descrever as superfícies do modelo CAD na forma de triângulos planos e, com isso,
fica possível a posterior divisão em camadas do modelo. As representações podem
ser tanto no formato binário ou no formato ASCII, sendo o formato binário o mais
comum por ser mais compacto.
-Transferência do Arquivo STL para um Software de Construção
Feita a geração do arquivo STL, o próximo passo é importar esse arquivo através
de um software específico que irá fazer a divisão do sólido em camadas, a geração
de eventuais suportes e os ajustes dos parâmetros de impressão para a máquina.
Esse software varia de acordo com o fabricante da máquina, a razão disso é que
existem diferentes métodos de manufatura aditiva, cada um com sua singularidade.
Em uma máquina FDM, por exemplo, é nessa etapa que seria definida a velocidade
do cabeçote, o que não faz sentido se o método for estereolitografia. Esse métodos

2.2. PRINCIPAIS TÉCNICAS DE MANUFATURA ADITIVA 5
serão especificados na seção 2.2.
O software irá corrigir também quaisquer erros que tornem o arquivo ilegível para
o equipamento e, por fim, será feita a transmissão da informação de um computador
para o equipamento de manufatura aditiva.
- Fabricação das Peças
Para o processo de fabricação das peças existem diversos métodos, alguns serão
vistos com maior profundidade na seção 2.2. Muitas coisas diferem entre os métodos,
como a natureza e estado da matéria prima, a precisão da peça final, o custo e a
tecnologia usada em si. Porém o que é comum a todos eles é que é um processo, como
o nome já diz, aditivo, e não subtrativo. Isso significa que se adiciona material e
se forma o sólido já na sua geometria final, sem necessidade de retirada de material
posteriormente. O que permite geometrias mais complexas que outros métodos.
Todos os métodos adicionam material camada por camada.
-Pós Processamento
O pós processo é a etapa na qual a peça produzida pelo método de manufatura adi-
tiva se transformará no produto final. As etapas do pós processo variam de acordo
com o método de manufatura aditiva. O pós processo pode incluir a remoção do pó
não sinterizado ou não aglutinado, no caso dos métodos de SLS e 3DP, respectiva-
mente. Pode incluir um processo de cura, no caso do método de estereolitografia,
pode incluir remoção dos suportes, no caso do método FDM, entre outros processos.
2.2 Principais Técnicas de Manufatura Aditiva
Todos os métodos existentes de manufatura aditiva estão baseados na adição de
material, e não remoção. Em todos eles serão formadas camadas bidimensionais que
irão se sobrepor para formar um sólido. O processo de fabricação das camadas e o
material utilizado variarão com o método.
2.2. PRINCIPAIS TÉCNICAS DE MANUFATURA ADITIVA 6
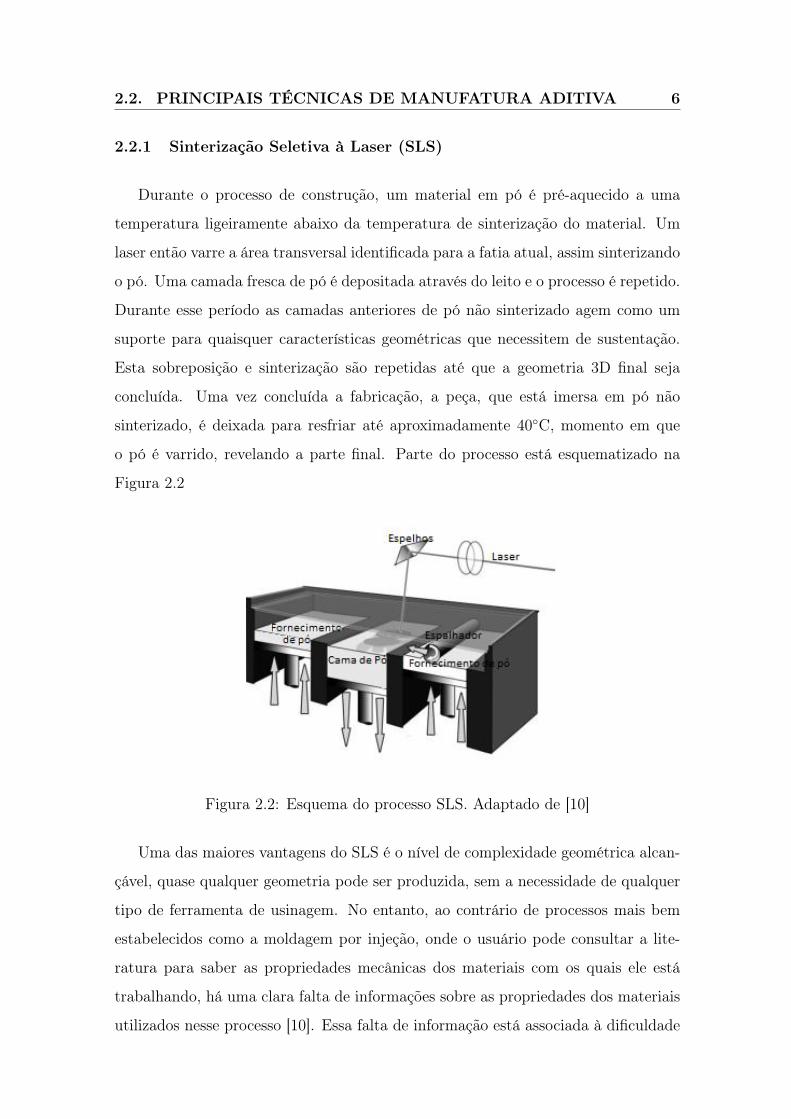
2.2.1 Sinterização Seletiva à Laser (SLS)
Durante o processo de construção, um material em pó é pré-aquecido a uma
temperatura ligeiramente abaixo da temperatura de sinterização do material. Um
laser então varre a área transversal identificada para a fatia atual, assim sinterizando
o pó. Uma camada fresca de pó é depositada através do leito e o processo é repetido.
Durante esse período as camadas anteriores de pó não sinterizado agem como um
suporte para quaisquer características geométricas que necessitem de sustentação.
Esta sobreposição e sinterização são repetidas até que a geometria 3D final seja
concluída. Uma vez concluída a fabricação, a peça, que está imersa em pó não
sinterizado, é deixada para resfriar até aproximadamente 40◦C, momento em que
o pó é varrido, revelando a parte final. Parte do processo está esquematizado na
Figura 2.2
Figura 2.2: Esquema do processo SLS. Adaptado de [10]
Uma das maiores vantagens do SLS é o nível de complexidade geométrica alcan-
çável, quase qualquer geometria pode ser produzida, sem a necessidade de qualquer
tipo de ferramenta de usinagem. No entanto, ao contrário de processos mais bem
estabelecidos como a moldagem por injeção, onde o usuário pode consultar a lite-
ratura para saber as propriedades mecânicas dos materiais com os quais ele está
trabalhando, há uma clara falta de informações sobre as propriedades dos materiais
utilizados nesse processo [10]. Essa falta de informação está associada à dificuldade
2.2. PRINCIPAIS TÉCNICAS DE MANUFATURA ADITIVA 7
em se estabelecer um padrão para esses materiais, pois o método de fabricação por
manufatura aditiva possui muitas variantes que podem influenciar nas propriedades
mecânicas das peças finais, como a direção de fabricação, a precisão do modelo e
possíveis variações no pós processo.
2.2.2 Impressão Tridimensional (3DP)
O método de impressão tridimensional (3DP), é muito similar ao método SLS.
Neste método a matéria prima é um pó cerâmico, o pó é depositado em uma fina
camada e um cabeçote se move no plano XY depositando um aglutinante no formato
desejado para formar cada camada do sólido, a plataforma se move no eixo Z. Da
mesma forma do método SLS, não são necessários suportes, pois as camadas estão
sempre sobre uma cama de pó.
Quando a construção da geometria é concluída a peça está imersa em pó não
sinterizado então é preciso retirar esse pó cuidadosamente, pois a peça ainda não
passou pelo processo de aplicação da resina, que fornecerá mais rigidez. Para essa
etapa geralmente são usados pincéis, um tubo de sucção de pó acoplado ao próprio
equipamento, e um jato de ar, que também pode estar acoplado ao equipamento.
Quando a peça já estiver fora do equipamento e limpa, aplica-se a resina. Esta parte
do processo requer o uso de luvas e óculos de proteção pelo operador, para evitar o
contato direto da pele e dos olhos com a resina. A peça então deve ser deixada para
secar em uma superfície não aderente para enfim poder ser manuseada e utilizada.
2.2.3 Estereolitografia
Na tecnologia de estereolitografia a matéria prima é uma resina que se poli-
meriza sob a ação da luz UV. Toda impressora 3D SLA possui um recipiente (em
geral de acrílico) onde você coloca a quantidade necessária de resina. Essa resina
é um fotopolímero, que modifica sua estrutura em contato com luz ultravioleta, ou
seja, quando o laser da máquina passa por ele, ele passa de líquido para sólido. No
processo de fabricação um laser percorre uma rota traçada pelo software de gerenci-
amento. Onde o laser toca na resina o polímero endurece, após terminada a camada
2.2. PRINCIPAIS TÉCNICAS DE MANUFATURA ADITIVA 8
inicial a plataforma da impressora sobe. Depois disso a peça está pronta. Junto
com a peça, se necessário, é impresso um suporte para que a peça resista inteira
ao processo de impressão, esse suporte é facilmente removido com um alicate. Para
remover o excesso de resina a peça impressa deve ser lavada em álcool isopropílico
e depois deixada ao sol para secagem [3]. Peças produzidas por estereolitografia
possuem um bom acabamento.
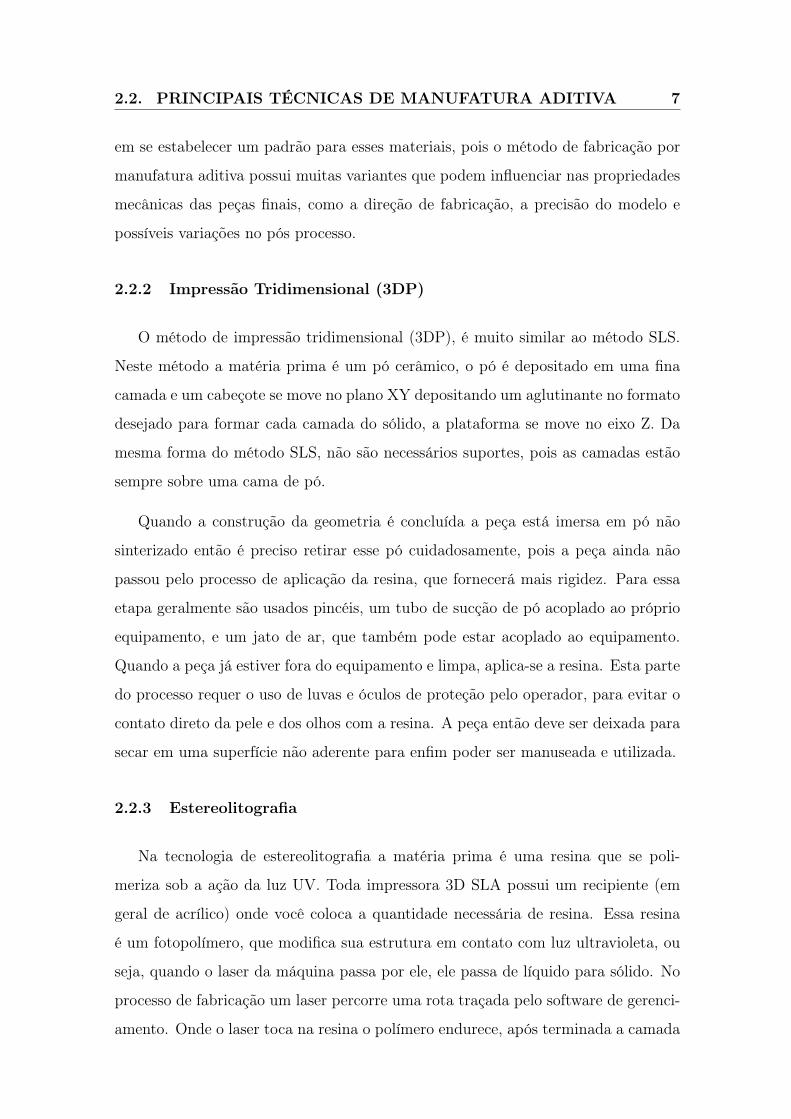
2.2.4 Deposição de Material Fundido (FDM)
No método de deposição de material fundido (fused deposition modeling), a ma-
téria prima é um filamento polimérico. A ponta do filamento é encaixada em um
cabeçote que aquece e funde o material, o cabeçote se movimenta no plano XY de-
positando o material na geometria desejada em uma mesa de vidro, que pode ou não
ser aquecida. Quando a camada é finalizada ocorre um movimento no eixo Z, que
pode ser realizado pela mesa ou pelo cabeçote, esse movimento terá a magnitude da
espessura da camada, e então uma nova camada será depositada.
Nesse método pode ser necessário o uso de suportes, os suportes podem ser do
mesmo material da peça ou de material distinto, nesse caso se usaria um segundo
cabeçote apenas para os suportes. A figura 2.3 mostra um esquema do método
FDM.
Figura 2.3: Esquema do processo FDM [8]

2.3. LIMITAÇÕES DA MANUFATURA ADITIVA 9
2.3 Limitações da Manufatura Aditiva
Os principais problemas relacionados às tecnologias de manufatura aditiva são a
precisão das peças, a variedade limitada de materiais e o desempenho mecânico das
peças fabricadas [8].
A precisão das peças se torna limitada devido a erros matemáticos, erros relaci-
onados ao processo e erros relacionados ao material. Os erros matemáticos podem
surgir por conta de aproximações de superfícies de peças e diferença entre a espes-
sura da camada virtual e a espessura da camada real, por exemplo. A divisão em
fatias pode causar o efeito de degraus onde a superfície deveria ser suave. Os erros de
processo podem afetar a forma de cada camada e a conexão entre elas, este tipo de
erro está relacionado diretamente com os diferentes métodos de manufatura aditiva.
Existem também as limitações específicas de cada método, a esteriolitografia,
por exemplo, só é capaz de fabricar peças a partir de polímeros fotossensíveis. Os
materiais utilizados em processos de manufatura aditiva, em sua maioria, são menos
robustos que os utilizados em outros métodos de fabricação, tendo os produtos finais
fabricados por esse método um desempenho mecânico limitado.
Capítulo 3
Rotor de Savonius
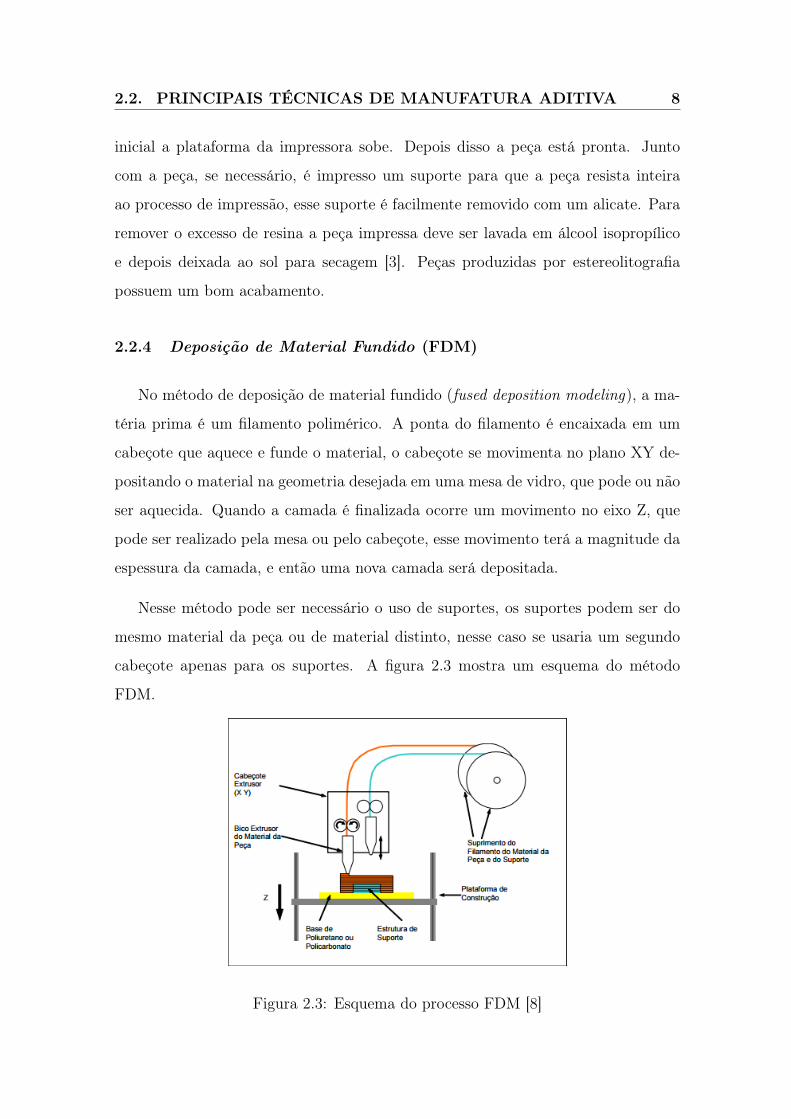
O rotor do tipo Savonius é um dos mais simples aerogeradores. Este modelo é
movido principalmente pela força de arrasto do ar, os esforços exercidos pelo vento
em cada uma das faces do corpo oco são de intensidades diferentes, resultando um
binário responsável pelo movimento rotativo do conjunto. Sua geometria consiste em
dois semi-cilindros colocadas entre dois discos horizontais que tiveram seus centros
deslizados simetricamente, representado na Figura 3.1
Figura 3.1: Rotor de Savonius [5]
3.1. APLICAÇÃO DO ROTOR SAVONIUS 11
3.1 Aplicação do Rotor Savonius
O rotor de Savonius é um aerogerador de eixo vertical (AEV). Os AEVs tendem
a ser mais seguros, mais fáceis de construir, podem ser montados mais perto do
solo e lidam muito melhor com condições de turbulência. Possuem torres baixas,
entre 0,1 e 0,5 vezes a altura do próprio rotor, o que permite a colocação de todo
o dispositivo de conversão de energia (gerador, caixa de velocidades, etc) na base
do aproveitamento, o que facilita as operações de manutenção. Além disso, neste
tipo de aerogerador não é necessário o dispositivo de orientação da turbina face ao
vento, tal como acontece nos aerogeradores de eixo horizontal. Possuem também
uma velocidade de arranque mais baixa do que a dos aerogeradores de eixo hori-
zontal, o que lhes dá vantagem em condições de vento reduzido. Por outro lado,
eles não são tão eficientes como os aerogeradores de eixo horizontal. Isso acontece
porque o vento junto ao solo é de mais fraca intensidade, o que implica um me-
nor rendimento deste tipo de aerogeradores e a torre fica sujeita a elevados esforços
mecânicos. Devido a essas razões, os construtores atualmente privilegiam os aero-
geradores de eixo horizontal. Este tipo de aerogeradores é especialmente indicado
para meios urbanos porque além de ser silencioso, aproveita o vento mesmo que a
direção deste não seja constante e haja a formação de turbilhões, o que acontece
frequentemente em áreas com edifícios, árvores e outros obstáculos. Aerogeradores
de eixo vertical são difíceis de se encontrar à venda. Isso acontece porque apesar de
terem vantagens em algumas circunstâncias, perdem claramente em rentabilidade
quando as condições de vento são boas. Por isso nunca veremos um parque eólico
com AEVs, resumindo-se o seu uso a pequenos projetos e a algumas instalações em
ambiente urbano. Os rotores de eixo vertical são geralmente mais baratos que os
de eixo horizontal, pois o gerador não gira seguindo a direção do vento, apenas o
rotor gira enquanto o gerador fica fixo. Porém, como já foi dito, seu desempenho é
inferior [2].

3.2. DIMENSIONAMENTO DO ROTOR 12
3.2 Dimensionamento do Rotor
As dimensões, diâmetro (D) e altura (H), ideais de um rotor de Savonius seguem
a seguinte relação [6]:
H/D = 1
E o diâmetro da base é 10% maior que o do rotor.
Figura 3.2: Dimensões rotor de Savonius
O rotor de Savonius é um dispositivo que funciona principalmente pela ação da

3.2. DIMENSIONAMENTO DO ROTOR 13
força de arrasto (Fa) e a potência (Ps) gerada por ele é determinada pela lei de Betz:
Fa =Ca
0.5ρv2A(3.1)
Ps =1
2.ρ.A.v3.Cp (3.2)
Sendo Ca o coeficiente de arrasto, ρ a densidade do ar, v a velocidade do ar, A
a área varrida pelo rotor, A a área projetada e Cp o coeficiente de Betz
Rogowski e Maroński [9], definem as forças agindo sobre o rotor de Savonius
como representado na Figura 3.3.
Figura 3.3: Forças agindo sobre o rotor de Savonius, adaptado de [9]
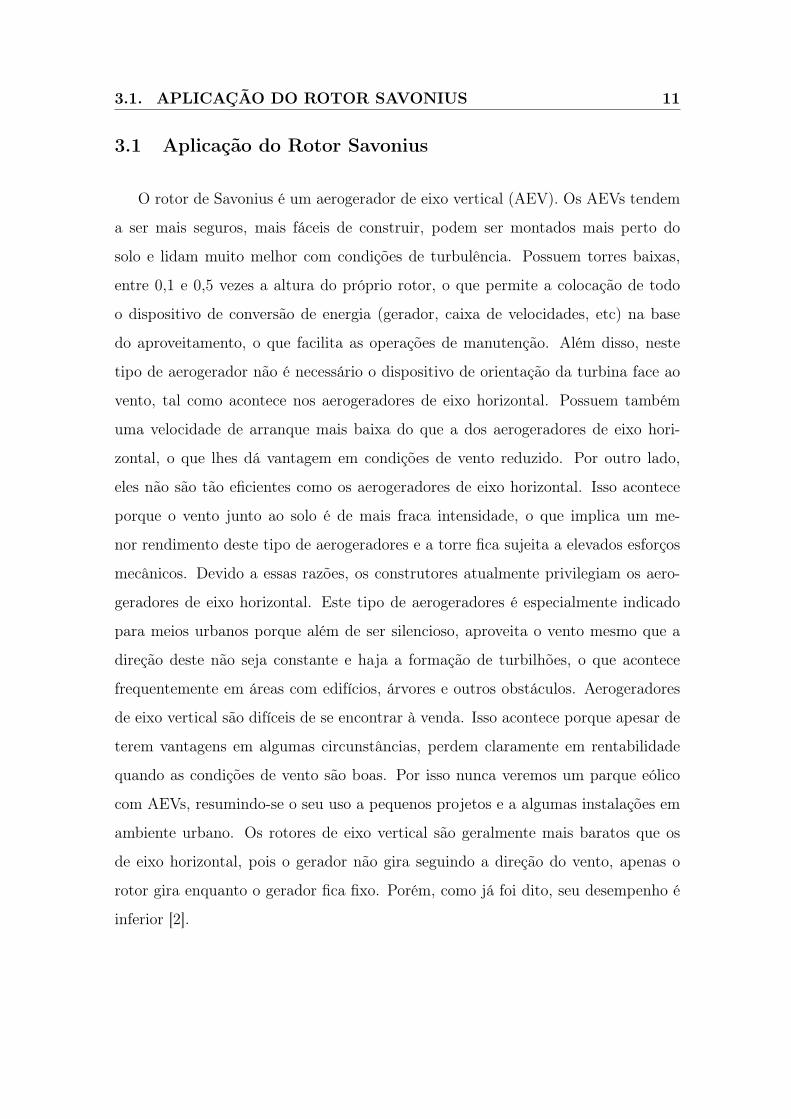
Para definir essas forças necessitamos dos coeficientes de arrasto. O coeficiente
de arrasto é uma grandeza de complexa obtenção numérica, Rogowski e Maroński
obtiveram os coeficientes de arrasto, CFx e CFy associados às forças Fx e Fy em
relação ao ângulo do rotor e a razão de velocidades na ponta das lâminas (Tip Speed
Ratio - TSR), apresentados na Figura 3.4. A razão das velocidades na ponta das
lâminas (TSR) é definida como:
TSR =ωD
2v(3.3)
3.2. DIMENSIONAMENTO DO ROTOR 14
Sendo ω a velocidade de rotação e v a velocidade do vento.
Figura 3.4: (a) Coeficiente de arrasto associado à força Fx (b) Coeficiente de arrasto
associado à força Fy, adaptado de [9]
Por fim, a quantidade de energia (E) em Joules que um aerogerador de Savonius
será capaz de gerar está associada à potência (Ps) gerada por ele e ao tempo (t) de
trabalho, segundo a equação 3.4:
E = Pt (3.4)
Capítulo 4
Identificação das Propriedades
Mecânicas de Elementos Produzidos
por 3DP
Ométodo utilizado para a fabricação do protótipo de um aerogerador de Savonius
será a impressão 3D em gesso. Pouco se conhece das propriedades mecânicas e do
comportamento do material por esse equipamento, e para a finalidade deste trabalho
é essencial conhecer tais propriedades, por isso foram feitos ensaios mecânicos afim
de determiná-las.
4.1 Equipamento de Fabricação
A Projet460Plus, figura 4.1, é um equipamento de impressão tridimensional que
faz impressões em gesso, o volume máximo para fabricação é de 254 x 381 x 203 mm
e a espessura da camada varia entre 0,089mm e 0,102 mm.

4.2. ENSAIO DE FLEXÃO EM 4 PONTOS 16
Figura 4.1: Projet 460Plus [1]
4.2 Ensaio de Flexão em 4 Pontos
O procedimento experimental apropriado para determinar as propriedades mecâ-
nicas do material estudado, de acordo com a norma C1684-13 da ASTM [7] (Standard
Test Method for Flexural Strength of Advanced Ceramics at Ambient Temperature-
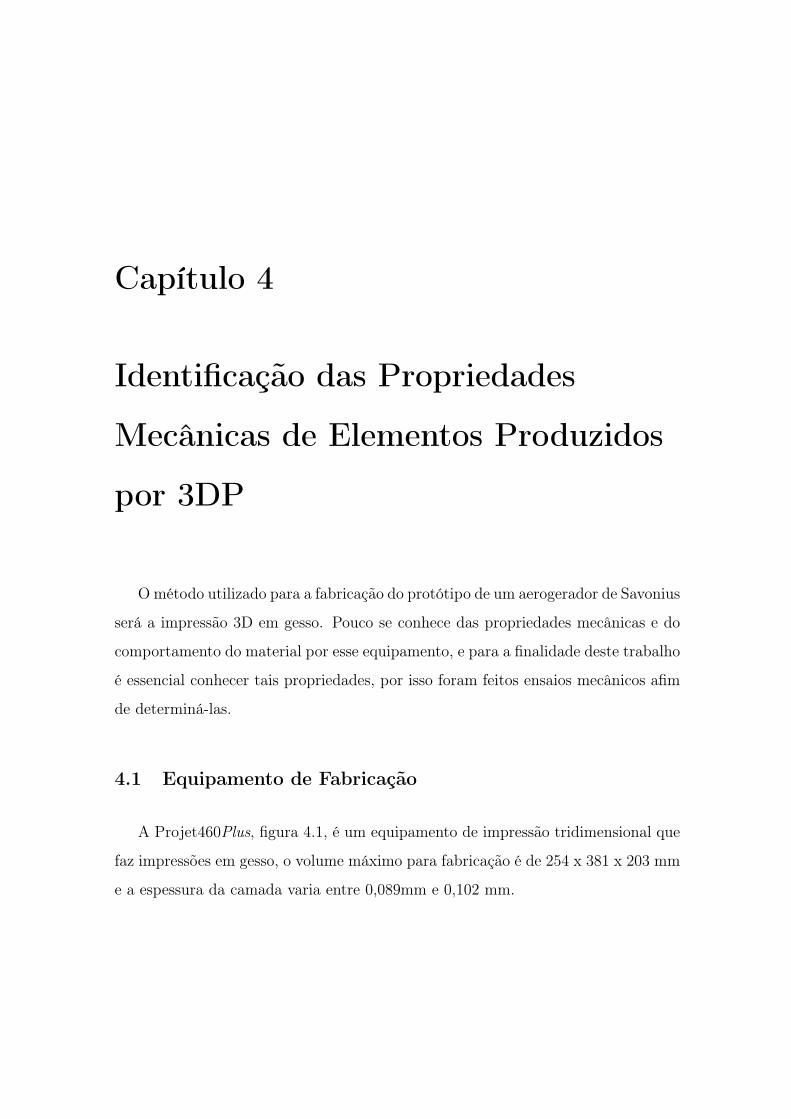
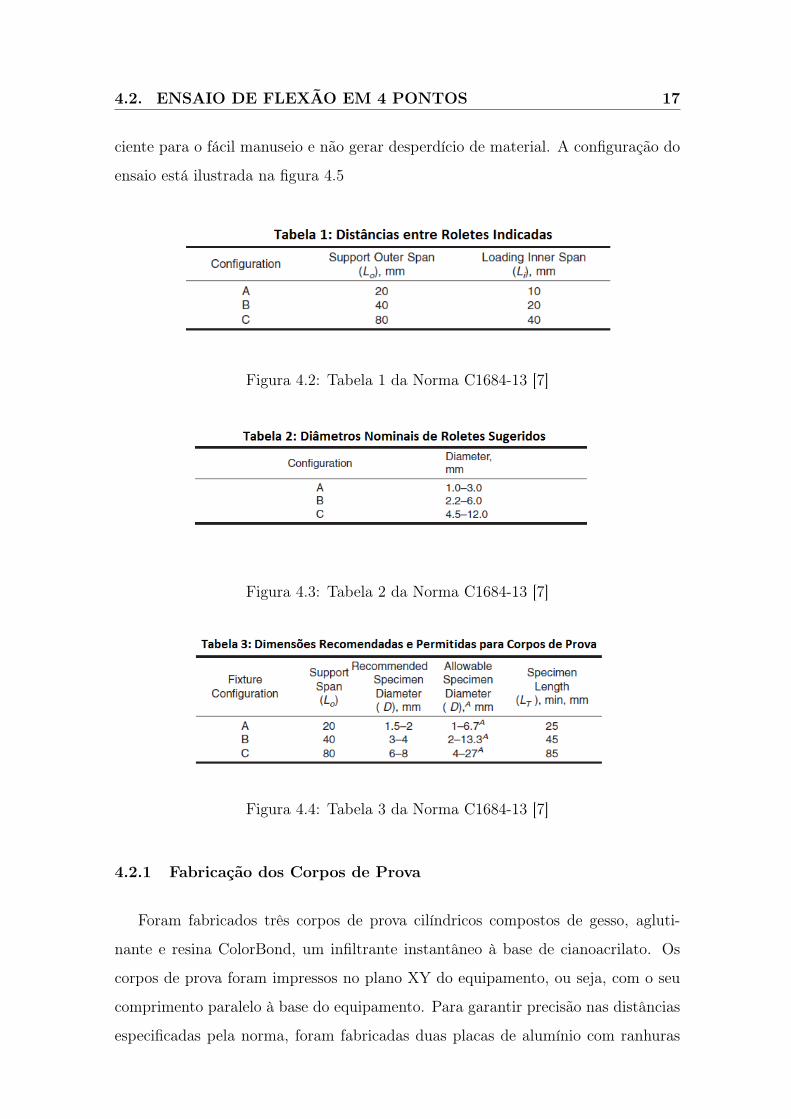
Cylindrical Rod Strength), é um ensaio de flexão em quatro pontos. Os parâmetros
do ensaio foram definidos de acordo com as configurações B das Tabelas 1, 2 e 3
de [7], mostradas nas figuras 4.2, 4.3 e 4.4.
Em resumo, os parâmetros definidos para o ensaio de flexão em quatro pontos
são os seguintes:
• Diâmetro dos corpos de prova: 3 mm
• Comprimento dos corpos de prova: 45 mm
• Diâmetro dos roletes: 3 mm
• Distância entre os roletes inferiores (L0): 40 mm
• Distância entre os roletes superiores (Li): 20 mm
Tais parâmetros foram escolhidos afim de proporcionar elementos de tamanho sufi-
4.2. ENSAIO DE FLEXÃO EM 4 PONTOS 17
ciente para o fácil manuseio e não gerar desperdício de material. A configuração do
ensaio está ilustrada na figura 4.5
Figura 4.2: Tabela 1 da Norma C1684-13 [7]
Figura 4.3: Tabela 2 da Norma C1684-13 [7]
Figura 4.4: Tabela 3 da Norma C1684-13 [7]
4.2.1 Fabricação dos Corpos de Prova
Foram fabricados três corpos de prova cilíndricos compostos de gesso, agluti-
nante e resina ColorBond, um infiltrante instantâneo à base de cianoacrilato. Os
corpos de prova foram impressos no plano XY do equipamento, ou seja, com o seu
comprimento paralelo à base do equipamento. Para garantir precisão nas distâncias
especificadas pela norma, foram fabricadas duas placas de alumínio com ranhuras
4.2. ENSAIO DE FLEXÃO EM 4 PONTOS 18
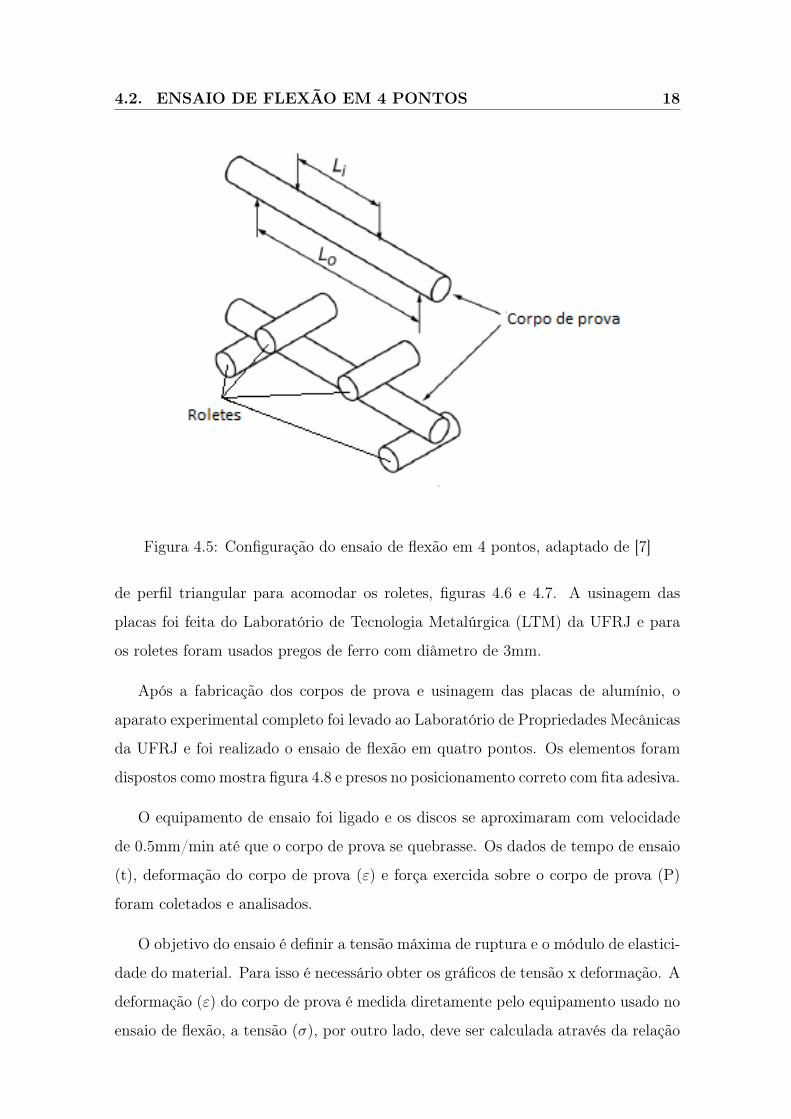
Figura 4.5: Configuração do ensaio de flexão em 4 pontos, adaptado de [7]
de perfil triangular para acomodar os roletes, figuras 4.6 e 4.7. A usinagem das
placas foi feita do Laboratório de Tecnologia Metalúrgica (LTM) da UFRJ e para
os roletes foram usados pregos de ferro com diâmetro de 3mm.
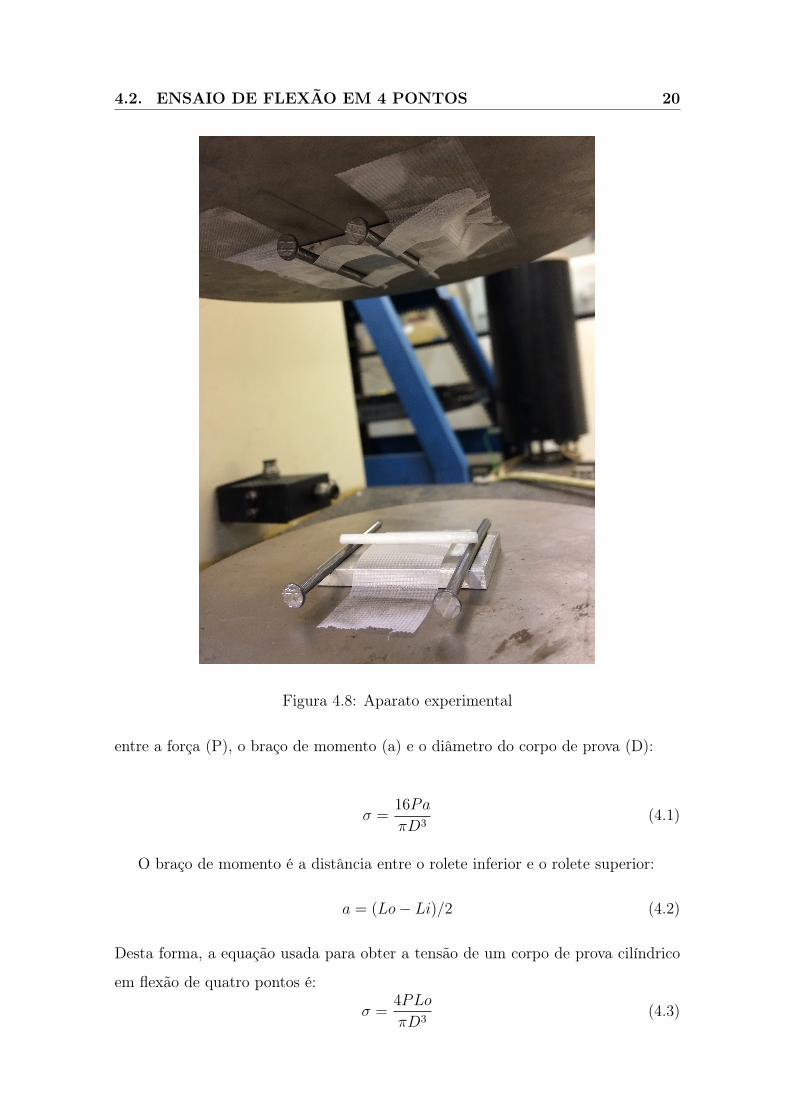
Após a fabricação dos corpos de prova e usinagem das placas de alumínio, o
aparato experimental completo foi levado ao Laboratório de Propriedades Mecânicas
da UFRJ e foi realizado o ensaio de flexão em quatro pontos. Os elementos foram
dispostos como mostra figura 4.8 e presos no posicionamento correto com fita adesiva.
O equipamento de ensaio foi ligado e os discos se aproximaram com velocidade
de 0.5mm/min até que o corpo de prova se quebrasse. Os dados de tempo de ensaio
(t), deformação do corpo de prova (ε) e força exercida sobre o corpo de prova (P)
foram coletados e analisados.
O objetivo do ensaio é definir a tensão máxima de ruptura e o módulo de elastici-
dade do material. Para isso é necessário obter os gráficos de tensão x deformação. A
deformação (ε) do corpo de prova é medida diretamente pelo equipamento usado no
ensaio de flexão, a tensão (σ), por outro lado, deve ser calculada através da relação

4.2. ENSAIO DE FLEXÃO EM 4 PONTOS 19
Figura 4.6: Desenho do suporte superior
Figura 4.7: Desenho do suporte inferior
4.2. ENSAIO DE FLEXÃO EM 4 PONTOS 20
Figura 4.8: Aparato experimental
entre a força (P), o braço de momento (a) e o diâmetro do corpo de prova (D):
σ =16Pa
πD3(4.1)
O braço de momento é a distância entre o rolete inferior e o rolete superior:
a = (Lo− Li)/2 (4.2)
Desta forma, a equação usada para obter a tensão de um corpo de prova cilíndrico
em flexão de quatro pontos é:
σ =4PLo
πD3(4.3)
4.3. RESULTADOS DO ENSAIO DE FLEXÃO EM 4 PONTOS 21
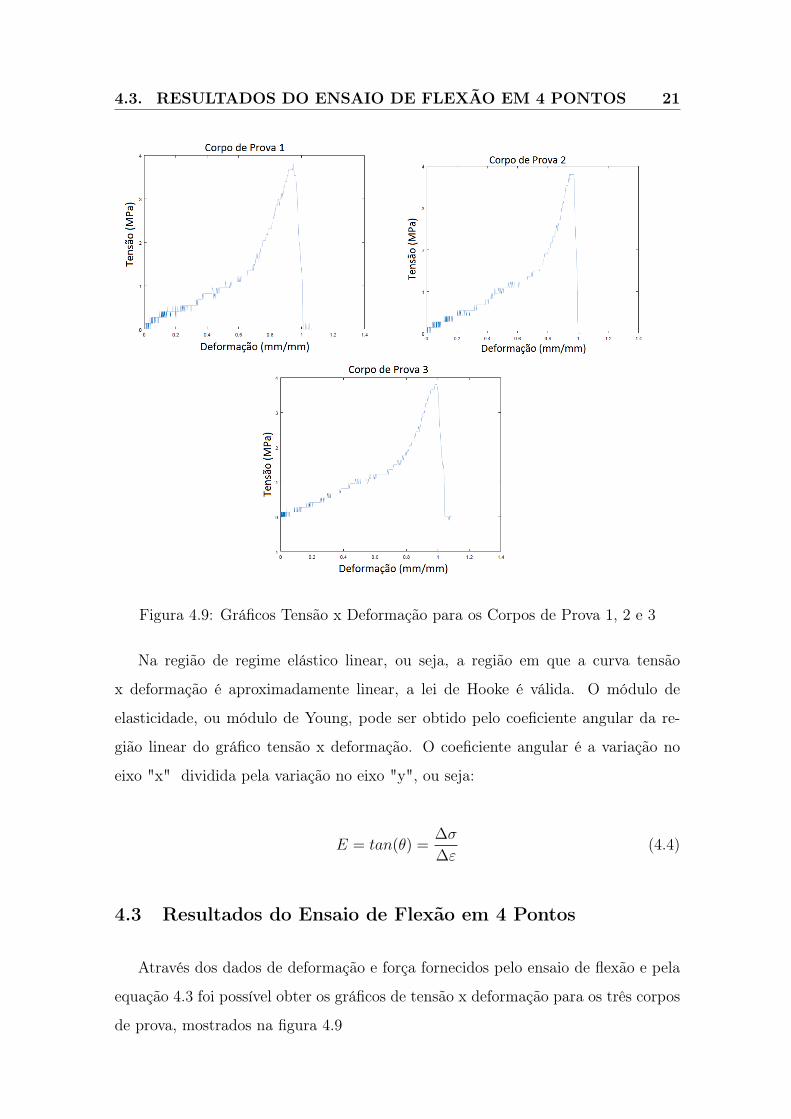
Figura 4.9: Gráficos Tensão x Deformação para os Corpos de Prova 1, 2 e 3
Na região de regime elástico linear, ou seja, a região em que a curva tensão
x deformação é aproximadamente linear, a lei de Hooke é válida. O módulo de
elasticidade, ou módulo de Young, pode ser obtido pelo coeficiente angular da re-
gião linear do gráfico tensão x deformação. O coeficiente angular é a variação no
eixo "x" dividida pela variação no eixo "y", ou seja:
E = tan(θ) =∆σ
∆ε(4.4)
4.3 Resultados do Ensaio de Flexão em 4 Pontos
Através dos dados de deformação e força fornecidos pelo ensaio de flexão e pela
equação 4.3 foi possível obter os gráficos de tensão x deformação para os três corpos
de prova, mostrados na figura 4.9

4.3. RESULTADOS DO ENSAIO DE FLEXÃO EM 4 PONTOS 22
Para determinar a região onde a lei de Hooke é válida foi traçada uma reta
passando pelos pontos da região elástica das curvas obtidas experimentalmente,
representadas nas figuras 4.10, 4.11 e 4.12
A partir dessas aproximações e da equação 4.4 foram calculados os módulos de
elasticidade (E1, E2 e E3) para cada ensaio:
E1 = 9, 6258MPa, E2 = 9, 7632MPa, E3 = 8, 8077MPa
Figura 4.10: Regressão linear da região elástica da curva Tensão x Deformação para
o CP1
4.3.1 Análise Estatística
A análise estatística da tensão de ruptura seria feita em cima da variação do
valor obtido nos 3 ensaios, no entanto, o valor para a tensão de ruptura foi o mesmo
4.3. RESULTADOS DO ENSAIO DE FLEXÃO EM 4 PONTOS 23
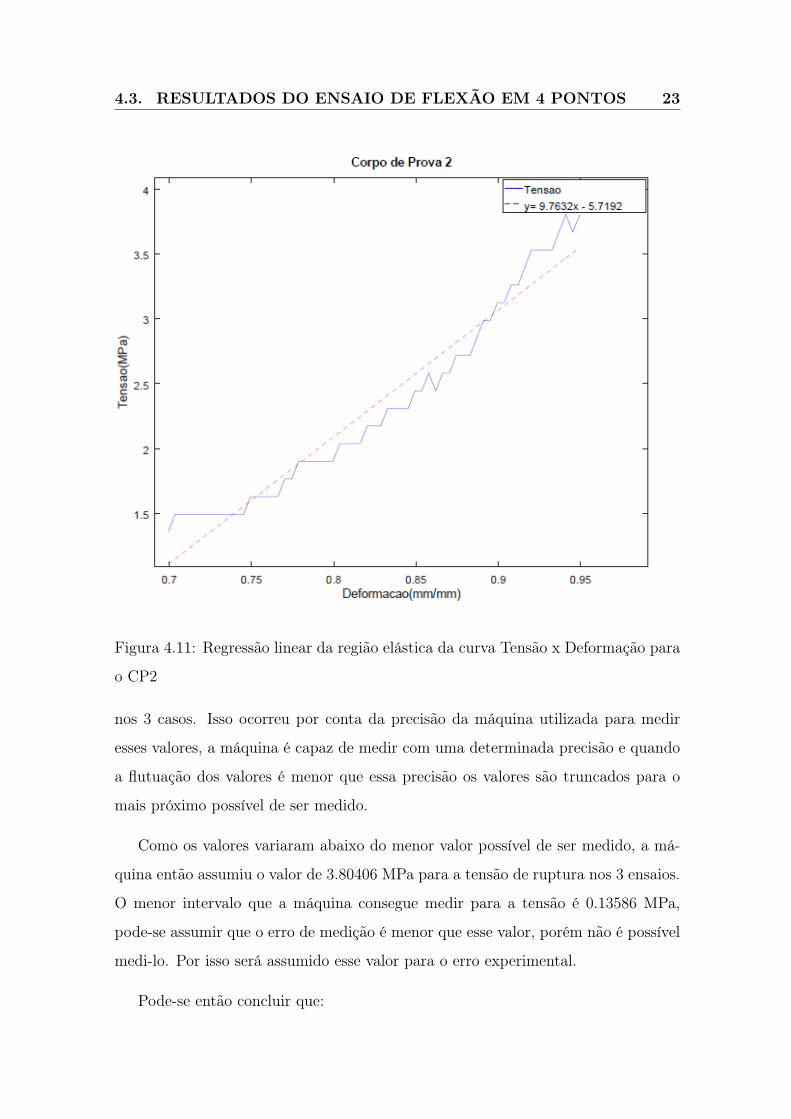
Figura 4.11: Regressão linear da região elástica da curva Tensão x Deformação para
o CP2
nos 3 casos. Isso ocorreu por conta da precisão da máquina utilizada para medir
esses valores, a máquina é capaz de medir com uma determinada precisão e quando
a flutuação dos valores é menor que essa precisão os valores são truncados para o
mais próximo possível de ser medido.
Como os valores variaram abaixo do menor valor possível de ser medido, a má-
quina então assumiu o valor de 3.80406 MPa para a tensão de ruptura nos 3 ensaios.
O menor intervalo que a máquina consegue medir para a tensão é 0.13586 MPa,
pode-se assumir que o erro de medição é menor que esse valor, porém não é possível
medi-lo. Por isso será assumido esse valor para o erro experimental.
Pode-se então concluir que:
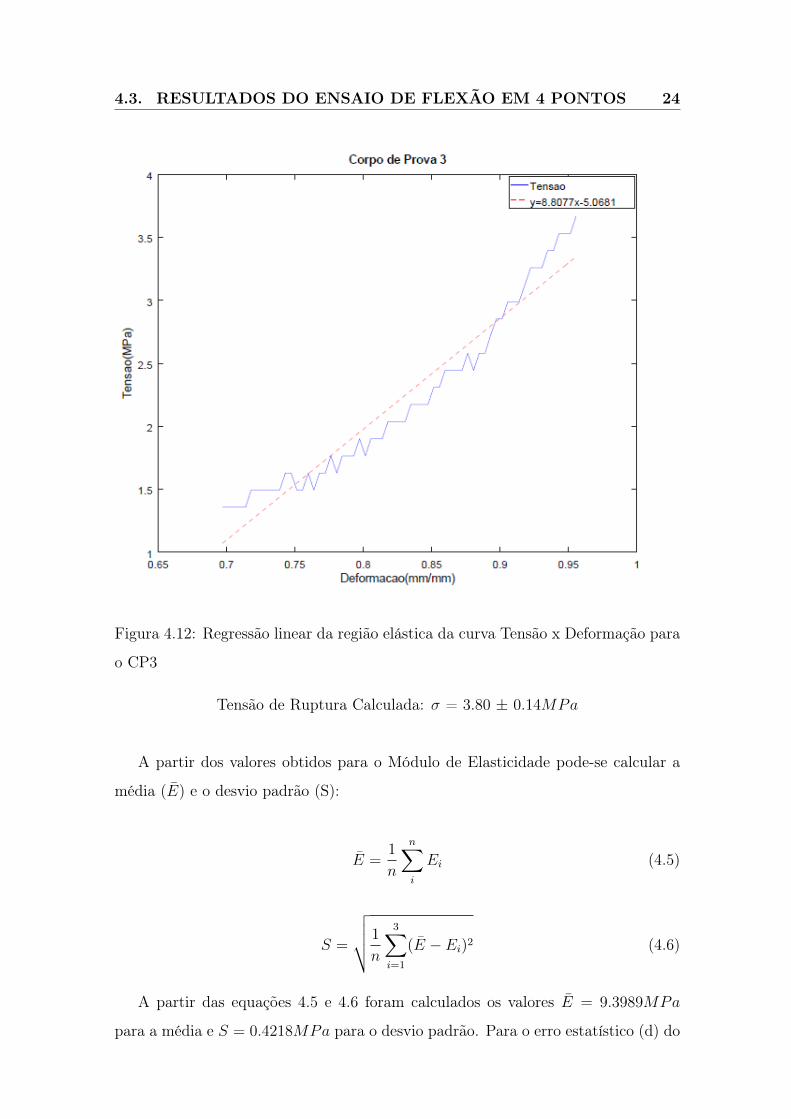
4.3. RESULTADOS DO ENSAIO DE FLEXÃO EM 4 PONTOS 24
Figura 4.12: Regressão linear da região elástica da curva Tensão x Deformação para
o CP3
Tensão de Ruptura Calculada: σ = 3.80 ± 0.14MPa
A partir dos valores obtidos para o Módulo de Elasticidade pode-se calcular a
média (E) e o desvio padrão (S):
E =1
n
n∑i
Ei (4.5)
S =
√√√√ 1
n
3∑i=1
(E − Ei)2 (4.6)
A partir das equações 4.5 e 4.6 foram calculados os valores E = 9.3989MPa
para a média e S = 0.4218MPa para o desvio padrão. Para o erro estatístico (d) do

4.4. SIMULAÇÃO DOS ESFORÇOS NA PEÇA 25
módulo de elasticidade considerou-se uma confiabilidade de 95% em uma distribuição
t de student. A partir da relação apresentada em [11], obtêm-se a equação:
d =S√n.t (4.7)
O parâmetro t, obtido de uma tabela t de student, para uma confiabilidade de
95% e n = 3 (corpos de prova), vale:
t = 2, 353
Dessa forma, substituindo os valores experimentais, obtêm-se:
d = 0,4218√3.2, 353 = 0, 5730
Chegando ao valor final para o módulo de elasticidade que é:
E = 9, 4± 0, 6MPa
4.4 Simulação dos Esforços na Peça
Para garantir a integridade do rotor nas suas condições de operação foi feita uma
simulação em Ansys das forças agindo sobre ele usando método de elementos finitos.
A malha é composta por 2111 elementos triangulares.
4.4.1 Parâmetros da Simulação
A velocidade do vento (v) foi estabelecida sendo 6 m/s, de acordo com os dados
apresentados no Atlas do Potencial Eólico Brasileiro (2001), e a velocidade angular
(ω) foi estabelecida sendo 100 rad/s. Inserindo esses parâmetros na equação 3.3
tem-se:
TSR = 100×0,066
= 1

4.4. SIMULAÇÃO DOS ESFORÇOS NA PEÇA 26
Nesses parâmetros pode-se obter da figura 3.4 o ângulo onde o módulo do coefi-
ciente da arrasto é máximo, e o valor desse coeficiente. Pode-se, então, observar as
situações em que os coeficientes atingem seu valor máximo:
- Situação 1: ângulo das lâminas: 135◦, CFx = 1,8, CFy = -1,3
- Situação 2: ângulo das lâminas: 90◦, CFx = 1,0, CFy = -2,0
Aplicando esses valores dos coeficientes e os valores referentes às áreas projetadas
nas angulações especificadas na equação 3.1 teremos os seguintes resultados para as
forças Fx e Fy, que serão usados nas simulações computacionais:
Situação 1:
Fx = 1,80.5×1,2×62×0,0111 = 7,5N, Fy = −1,3
0.5×1,2×62×0,0111 =-5.4N,
Situação 2:
Fx = 1,00,5×1.2×62×0,0072 = 6,4N, Fy = −2,0
0,5×1,2×62×0,0072 = -12,9N
4.4.2 Resultados da Simulação
Os valores obtidos no Capítulo 4 na Seção 4.4.1 foram utilizados para fazer
uma simulação no Ansys, afim de estudar o comportamento da peça fabricada nas
suas condições de trabalho. Segundo os resultados obtidos, as tensões equivalentes
máximas (σ1 e σ2) nas situações 1 e 2 seriam:
σ1 = 28kPa
σ2 = 41kPa
Ambos valores muito abaixo do limite de ruptura, σ = 3, 8± 0, 14 MPa, encon-
trado na seção 4.3.1.
Os valores encontrados nas primeiras simulações resultam em um fator de se-
gurança muitíssimo elevado, igual a 93,75. Por isso foram feitas novas simulações
alterando a geometria da peça. A espessura das lâminas foi reduzida em 75% e a
espessura dos discos foi reduzida em 80%, ambas ficando com a espessura igual a
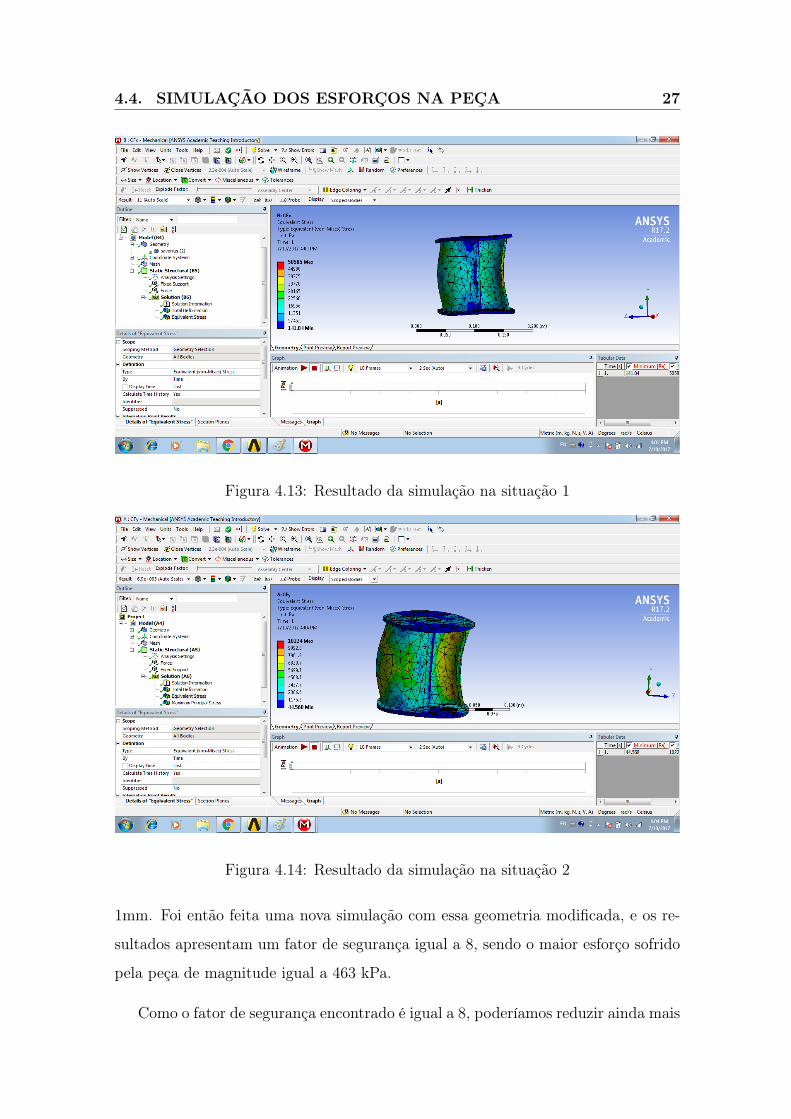
4.4. SIMULAÇÃO DOS ESFORÇOS NA PEÇA 27
Figura 4.13: Resultado da simulação na situação 1
Figura 4.14: Resultado da simulação na situação 2
1mm. Foi então feita uma nova simulação com essa geometria modificada, e os re-
sultados apresentam um fator de segurança igual a 8, sendo o maior esforço sofrido
pela peça de magnitude igual a 463 kPa.
Como o fator de segurança encontrado é igual a 8, poderíamos reduzir ainda mais

4.4. SIMULAÇÃO DOS ESFORÇOS NA PEÇA 28
as espessuras, porém isso aumentaria a probabilidade de danos durante o manuseio,
fabricação e armazenamento da peça.

Capítulo 5
Fabricação do Protótipo
O primeiro passo da construção do protótipo foi a fabricação da base e do eixo.
Para essas duas entidades foi usado o material MDF, e a união entre elas é feita por
um rolamento de esferas, Figura 5.1.
Figura 5.1: Base e eixo do protótipo

30
Em seguida foi feita a modelagem computacional da lâmina do rotor no So-
lidWorks, Figura 5.2. A dimensão adotada para o diâmetro (D), foi de 120 mm,
com base no trabalho de Burcin Deda Altan, Gurkan Altan e Volkan Kovan [6].
Essa dimensão dá origem às outras através das relações apresentadas na seção 3.2,
implicando em H = 120mm e D0 = 132mm. O furo central teve o diâmetro definido
em 10.5 mm, determinado a partir do diâmetro do eixo.
O modelo foi então exportado no formato STL, figura 5.3, para que a impressora
pudesse fazer a leitura do arquivo. Finalmente foi usado o programa da 3DSystems
e a impressora Projet460Plus, para construir as lâminas do protótipo.
Figura 5.2: Modelo tridimensional feito no SolidWorks
Figura 5.3: Arquivo .STL gerado a partir do modelo tridimensional
5.1. ANÁLISE QUANTITATIVA DA CAPACIDADE DE GERAÇÃODE ENERGIA DO PROTÓTIPO 31
Após a fabricação da peça, ela foi cuidadosamente retirada do equipamento,
figura 5.4, e o pó não sinterizado foi devolvido para uso posterior através da sucção.
Após ser retirada ela foi banhada com a resina ColorBond e deixada para fazer a
cura.
Figura 5.4: Peça sendo retirada do equipamento
Após a secagem da peça, foi feita a montagem dos elementos para construir o
rotor, figura 5.5. A união de todos os elementos foi feita por folga, nos casos onde
houve necessidade utilizou-se cola para garantir a união.
5.1 Análise Quantitativa da Capacidade de Geração de Ener-
gia do Protótipo
Afim de estudar a capacidade de geração de energia do protótipo foi feita uma
análise quantitativa considerando a possibilidade de carregar a bateria de um smartphone
com esse rotor. A potência (Ps) foi definida pela Lei de Betz, equação 3.2, usando
os valores ρ = 1.2kg/m3, A = 0.0144m2, v = 6m/s e Cp = 0.593.
Podemos então concluir que o protótipo seria capaz de gerar uma potência Ps =
1.107W e considerando uma eficiência mecânica η = 0.5, a potência final gerada
seria Ps = 0.5533W .

5.1. ANÁLISE QUANTITATIVA DA CAPACIDADE DE GERAÇÃODE ENERGIA DO PROTÓTIPO 32
Figura 5.5: Montagem final do protótipo
Como a bateria de um smartphone carrega cerca de 18.000 Joules, usando a
equação 3.4, podemos concluir que esse protótipo seria capaz de fornecer energia
suficiente para carregar a bateria de um smartphone em aproximadamente 9 horas,
considerando uma velocidade do vento constante de 6m/s.
5.2. CUSTOS ENVOLVIDOS NA FABRICAÇÃO 33
5.2 Custos Envolvidos na Fabricação
Para determinar o custo da matéria prima, foi levado em consideração o peso do
protótipo, que foi comparado ao peso da embalagem fechada. A embalagem de pó
de gesso pesa 14kg e custa R$ 14.000,00. O peso do protótipo é de 390 g, resultando
então em um custo de R$ 390,00. Para concluir a impressão do protótipo foram
necessárias 6 horas de trabalho da máquina, considerando um potência de 120V e
amperagem de 6A, teremos um consumo de 4,32kW. Considerando o preço do kWh
como R$/kWh = 0.84752 [4], o gasto de energia é de R$ 3,60. Assim pode-se concluir
o custo de R$393,60. Como não foi levado em consideração o custo do aglutinante
e da resina, sabemos que na realidade o custo é superior a esse valor.

Capítulo 6
Conclusão
6.1 Considerações Finais
O protótipo desenvolvido nesse trabalho suporta bem os esforços necessários para
o seu funcionamento. A tecnologia de manufatura aditiva é uma solução interessante
para geometrias modificadas desse tipo de aerogerador, que seriam de difícil obten-
ção através de outros métodos. Já existem estudos de modificações da geometria
que aumentam significativamente o rendimento da máquina, como por exemplo o
estudo feito por Altan, Altan e Kovan [6], que propõe modificações alcançáveis pe-
los métodos de manufatura aditiva. É uma máquina pequena, leve e portátil, ideal
para campings e viajantes que vão à locais remotos com pouco acesso a pontos de
energia. As simulações feitas na seção 4.4.2 indicam que as espessuras das lâminas
e dos discos poderiam ser reduzidas para 1 mm sem comprometer a performance
do protótipo. Assim a massa do protótipo e seu custo poderiam ser reduzidos. As
principais limitações do método são o tempo de fabricação, aproximadamente 6 ho-
ras para finalizar a impressão, o acesso à matéria prima, que não é comercializada
por muitos fabricantes, e o custo da matéria prima que para esse protótipo está em
torno de R$394.
6.2. ESTUDOS FUTUROS 35
6.2 Estudos Futuros
Uma continuação interessante deste estudo seria testar o protótipo em um tú-
nel de vento para observar se o seu comportamento corresponde ao previsto pelas
simulações. Outra proposta interessante seria acoplar o conversor de energia e levar
o equipamento para a natureza para testar sua performance.
Referências
[1] Disponível em: https://br.3dsystems.com/3d-printers/projet-cjp-460plus.
Acesso em 24 ago 2017 .
[2] Disponível em: https://evolucaoenergiaeolica.wordpress.com/aerogerador-de-
eixo-horizontal/gerador-eolico-de-eixo-vertical/. Acesso em 24 ago 2017 .
[3] Disponível em: https://www.cliever.com/pt-br/blog/post/15/como-funciona-
uma-impressora-3d-sla-estereolitografia-. Acesso em 29 ago 2017 .
[4] Disponível em: http://www.light.com.br/para-residencias/sua-
conta/composicao-da-tarifa.aspx. Acesso em 24 ago 2017 .
[5] Disponível em: http://www.solar.excluss.com/wind-power/savonius-rotor.jpg.
Acesso em 24 ago 2017 .
[6] Altan, B. D., Altan, G., e Kovan, V. Investigation of 3d printed savonius
rotor performance. Renewable Energy 99 (2016), 584 – 591.
[7] ASTM. C1684-13 standard test method for flexuralstrength of advanced cera-
mics at ambient temperature-cylindrical rod strength.
[8] GROOVER, P. M. introdução aos processo de fabricação. LTC 1 ed. (2014).
[9] Krzysztof Rogowski, R. M. Cfd computation of the savonius rotor. JOUR-
NAL OF THEORETICAL AND APPLIED MECHANICS 53, 1 (2015), 37–45.
[10] MAJEWSKI, C., Z. H. T. D. e. a. The use of of line part production
to predict the tensile properties of parts produced by selective laser sintering.
Journal of Materials Processing Technology 209, 6 (2009), 2855–2863.
REFERÊNCIAS 37
[11] Pinheiro, Da Cunha, C. G. Estatística básica a arte de trabalhar com
dados. 180.


















