FABRICAÇÃO DE UMA PILHA A COMBUSTÍVEL DE ÓXIDO … · iii Agradecimentos Aos meus pais e aos...
99
FABRICAÇÃO DE UMA PILHA A COMBUSTÍVEL DE ÓXIDO SÓLIDO SUPORTADA PELO ANODO PARA UTILIZAÇÃO DIRETA COM METANO Natasha Li Vieira Projeto de Graduação apresentado ao Curso de Engenharia de Materiais da Escola Politécnica, da Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheira de Materiais. Orientador: Paulo Emílio V. Miranda Co-orientador: Selma A. Venâncio
Transcript of FABRICAÇÃO DE UMA PILHA A COMBUSTÍVEL DE ÓXIDO … · iii Agradecimentos Aos meus pais e aos...
FABRICAÇÃO DE UMA PILHA A COMBUSTÍVEL DE ÓXIDO SÓLIDO
SUPORTADA PELO ANODO PARA UTILIZAÇÃO DIRETA COM METANO
Natasha Li Vieira
Projeto de Graduação apresentado ao
Curso de Engenharia de Materiais da
Escola Politécnica, da Universidade
Federal do Rio de Janeiro, como parte
dos requisitos necessários à obtenção
do título de Engenheira de Materiais.
Orientador: Paulo Emílio V. Miranda
Co-orientador: Selma A. Venâncio

RIO DE JANEIRO, RJ – BRASIL SETEMBRO DE 2017
i

ii
Vieira, Natasha Li.
Fabricação de uma Pilha a Combustível de Óxido
Sólido Suportada pelo Anodo para Utilização Direta com
Metano / Natasha Li Vieira. – Rio de Janeiro: UFRJ /
Escola Politécnica, 2017.
XV, 83 p.: il.; 29,7 cm.
Orientadores: Paulo Emílio Valadão de Miranda /
Selma Aparecida Venâncio.
Projeto de graduação – UFRJ / Escola Politécnica /
Curso de Engenharia de Materiais, 2017.
Referências Bibliográficas: p. 77-83.
1. PaCOS 2. Suporte Poroso de Anodo 3. Colagem
de Fita 4. Serigrafia 5. Método de Impregnação com
Solução Aquosa. I. Miranda, Paulo Emílio Valadão de. II.
Universidade Federal do Rio de Janeiro, Escola
Politécnica, Curso de Engenharia de Materiais. III.
Fabricação de uma Pilha a Combustível de Óxido Sólido
Suportada pelo Anodo para Utilização Direta com
Metano.
iii
Agradecimentos
Aos meus pais e aos meus irmãos, responsáveis por me fornecerem todo o amor, os
conselhos e as condições necessárias para a minha formação.
Aos familiares e amigos que estiveram ao meu lado durante essa jornada.
Aos professores e profissionais do Departamento de Engenharia Metalúrgica e de
Materiais.
Aos meus orientadores Selma Aparecida Venâncio e professor Paulo Emílio Valadão
de Miranda, não apenas pela orientação, inspiração e ensinamentos, mas também por
terem despertado em mim o interesse e a paixão pela pesquisa.
Aos amigos do Laboratório de Hidrogênio, em especial, ao George Gomes e Bernardo
Sarruf, pela solicitude e companheirismo diários.
Ao meu primeiro mentor, Paulo Fernando Almeida Braga, pelo exemplo de profissional
a ser seguido.
Ao Gyeong Man Choi, Amir Madsoud Dayaghi e Kun Joong Kim pelos aprendizados e
experiências compartilhadas.
Ao Alexander Polasek e Ricardo Dias do CEPEL, pelo apoio e disponibilidade em me
ajudar com o trabalho.
A vocês, sou eternamente grata por terem participado ativamente do meu
desenvolvimento pessoal, profissional e na conclusão deste projeto.

iv
Resumo do Projeto de Graduação apresentado ao DEMM/EP/UFRJ como parte
integrante dos requisitos necessários para a obtenção do grau de Engenheira de
Materiais.
Fabricação de uma Pilha a Combustível de Óxido Sólido Suportada pelo Anodo
para Utilização Direta com Metano
Natasha Li Vieira
Setembro de 2017
Orientadores: Paulo Emílio Valadão de Miranda e Selma Aparecida Venâncio
A Pilha a Combustível de Óxido Sólido (PaCOS) é um dispositivo eletroquímico capaz
de converter energia eletroquímica em energia térmica e elétrica, apresentando
múltiplas vantagens de aplicação, por se tratar de uma fonte de energia sustentável,
alta eficiência e com potencial para minimizar a emissão de espécies poluentes na
atmosfera. Por exigir operação em altas temperaturas (500 a 1000°C), trata-se de uma
tecnologia que exige minucioso estudo dos materiais empregados em sua fabricação.
Neste trabalho buscou-se desenvolver uma PaCOS suportada pelo anodo,
concentrando-se na produção e caracterização de uma meia-PaCOS. Para esse
desenvolvimento, o anodo foi produzido através do método de impregnação de
solução aquosa sobre um suporte poroso, alternativo ao método tradicional de mistura
de pós. Foram exploradas as técnicas de processamento cerâmico de colagem de fita,
para a produção do suporte poroso de anodo, e o eletrólito foi produzido, também, por
colagem de fita e por serigrafia, tendo sua microestrutura e densidade avaliadas.
Inicialmente, produziu-se o suporte poroso de zircônia estabilizada com 8% em mol de
ítria (8ZEI) por colagem de fita, com deposição de uma camada de eletrólito por
serigrafia. Sequencialmente, para efeito de avaliação da densidade do eletrólito,
produziu-se o suporte poroso com o eletrólito por dupla colagem de fita. O suporte
poroso, em ambas as rotas de processamento, foi impregnado com uma solução
aquosa de material eletrocatalítico (LaAl0,5Mn0,5O3). A análise reológica das
suspensões cerâmicas produzidas apresentaram valores de viscosidade e
comportamentos pseudoplásticos distintos dependendo da técnica de processamento,
atingindo-se resultados satisfatórios. Ambos os eletrólitos, produzidos por colagem de
fita e por serigrafia, apresentaram boa densificação para aplicação em PaCOS.
Palavras-chave: PaCOS, Suporte Poroso de Anodo, Colagem de Fita, Serigrafia,
Método de Impregnação com Solução Aquosa.

v
Abstract of Undergraduate Project presented to DEMM/POLI/UFRJ as a partial
fulfillment of the requirements for the degree of Materials Engineer.
Fabrication of an Anode-Supported Solid Oxide Fuel Cell for Direct Utilization of
Methane
Natasha Li Vieira
September 2017
Advisors: Paulo Emílio Valadão de Miranda and Selma Aparecida Venâncio
The Solid Oxide Fuel Cell (SOFC) is an electrochemical device capable of converting
electrochemical energy into thermal and electrical energy, presenting multiple
application advantages, since it is a highly efficient and sustainable energy source with
the potential to minimize the emission of polluting species into the atmosphere. As it
requires operation at high temperatures (500 to 1000°C), it is a technology that
demands careful study of the materials used in its fabrication.
This work aimed to develop an anode-supported SOFC, focusing on the production
and characterization of a half-cell. For this development, the anode was produced
using the wet impregnation method on a porous support, alternatively to the traditional
method of powder mixing. The ceramic processing technique explored was tape
casting, for the production of the porous anode support, and the electrolyte, which was
also produced by tape casting and screen printing, having its microstructure and
density evaluated.
Initially, the porous 8% mol yttria stabilized zirconia (8YSZ) was produced by tape
casting, with a layer of electrolyte produced by screen printing. Sequentially, for the
purpose of evaluating the electrolyte density, the porous support with the electrolyte
was produced by double tape casting. The porous support, in both processing routes,
was impregnated with an aqueous solution of electrocatalytic material (LaAl0.5Mn0.5O3).
A rheological analysis of the ceramic suspensions produced showed different viscosity
values and pseudoplastic behavior, depending on the processing technique, resulting
in satisfactory results. Both electrolytes, produced by tape casting and screen printing,
showed good density for the application in PaCOS.
Keywords: SOFC, Porous Anode Support, Tape Casting, Screen Printing, Wet
Impregnation Method.

vi
ÍNDICE
1. INTRODUÇÃO....................................................................................................... 1
2. OBJETIVOS .......................................................................................................... 4
3. REVISÃO BIBLIOGRÁFICA................................................................................... 5
3.1. Economia do Hidrogênio ........................................................................................ 5
3.2. Pilhas a Combustível de Óxido Sólido ................................................................... 6
3.2.1. Princípio Básico de Funcionamento ................................................................ 6
3.3. Componentes da PaCOS ...................................................................................... 8
3.3.1. Eletrólito ......................................................................................................... 8
3.3.1.1. Materiais para Eletrólito: Estrutura Fluorita .................................................. 9
3.3.2. Catodo .......................................................................................................... 10
3.3.2.1. Materiais para Catodo: Estrutura Perovskita ............................................. 11
3.3.3. Anodo ........................................................................................................... 12
3.3.3.1. Materiais para Anodo: Estrutura Perovskita .............................................. 13
3.3.4. Regiões de Tripla Fase ................................................................................. 14
3.3.5. Perdas na Pilha a Combustível ..................................................................... 15
3.3.6. Configuração Estrutural ................................................................................ 17
3.3.7. Utilização Direta de Combustíveis Carbonosos ............................................ 19
3.3.8. Métodos de Fabricação dos Componentes das PaCOS ............................... 20
3.3.8.1. Colagem de Fita ........................................................................................ 20
3.3.8.2. Serigrafia ................................................................................................... 22
3.3.9. Processo de Fabricação de Anodos de PaCOS ........................................... 22
3.3.9.1. Processo Convencional ............................................................................. 22
3.3.9.2. Processo de Impregnação de Solução ...................................................... 22
4. MATERIAIS E MÉTODOS ................................................................................... 23
4.1. Fabricação do Suporte Poroso com Eletrólito (SP/Ele) ........................................ 23
4.1.1. Eletrólito Depositado por Serigrafia sobre o Suporte Poroso ........................ 24
4.1.2. Eletrólito Depositado por Colagem de Fita .................................................... 25
4.2. Fabricação do Suporte Poroso de ZEI (SPZEI).................................................... 25

vii
4.2.1. Produção da Suspensão Cerâmica .............................................................. 25
4.2.2. Colagem de Fita do Suporte Poroso ............................................................. 28
4.2.3. Calcinação e Sinterização ............................................................................ 28
4.3. Fabricação do Eletrólito de ZEI ............................................................................ 29
4.3.1. Produção da Suspensão Cerâmica para Colagem de Fita ............................ 29
4.3.2. Produção da Suspensão Cerâmica para Serigrafia ...................................... 30
4.3.3. Deposição do Eletrólito por Serigrafia ........................................................... 31
4.3.4. Co-Sinterização ............................................................................................ 33
4.4. Impregnação do Suporte Poroso ......................................................................... 33
4.5. Técnicas de Caracterização................................................................................. 34
4.5.1. Reologia ....................................................................................................... 34
4.5.2. Análise Termogravimétrica (ATG) ................................................................. 36
4.5.3. Porosimetria pelo Método de Arquimedes .................................................... 37
4.5.4. Microscopia Eletrônica de Varredura ............................................................ 40
5. RESULTADOS E DISCUSSÕES ......................................................................... 41
5.1. Suporte Poroso de ZEI – Processamento por Colagem de Fita ........................... 41
5.1.1. Reologia da Suspensão Cerâmica ................................................................ 41
5.1.2. Fita a Verde do Suporte Poroso .................................................................... 43
5.1.3. Análise Termogravimétrica da Fita a Verde .................................................. 44
5.1.4. Calcinação e Sinterização ............................................................................ 45
5.1.5. Microscopia Eletrônica de Varredura ............................................................ 47
5.1.6. Medida da Porosidade Aparente ................................................................... 48
5.2. Eletrólito de ZEI – Processamento por Serigrafia ................................................. 50
5.2.1. Reologia da Suspensão Cerâmica ................................................................ 50
5.2.2. Análise Termogravimétrica da Suspensão Cerâmica .................................... 52
5.3. Eletrólito de ZEI – Processamento por Dupla Colagem de Fita ............................ 52
5.3.1. Reologia da Suspensão Cerâmica ................................................................ 52
5.3.2. Medida da Porosidade Aparente ................................................................... 53
5.4. Conjunto Suporte Poroso/Eletrólito (SP/Ele) ........................................................ 54

viii
5.4.1. Eletrólito Depositado por Serigrafia sobre o Suporte Poroso ........................ 54
5.4.2. Eletrólito Depositado por Colagem de Fita sobre o Suporte Poroso – Dupla
Colagem de Fita ......................................................................................................... 61
5.5. Obtenção da Meia-Pilha a Combustível – Eletrólito por Serigrafia ....................... 67
5.6. Obtenção da Pilha a Combustível – Dupla Colagem de Fita ................................ 70
6. CONCLUSÕES.................................................................................................... 75
7. SUGESTÕES PARA TRABALHOS FUTUROS ................................................... 76
8. REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................... 77
ix
ÍNDICE DE FIGURAS
Figura 1 – Níveis de concentração em partes por milhão de CO2 na atmosfera
mapeados desde 2005 até os dias de hoje. Adaptado de [1]. ....................................... 1
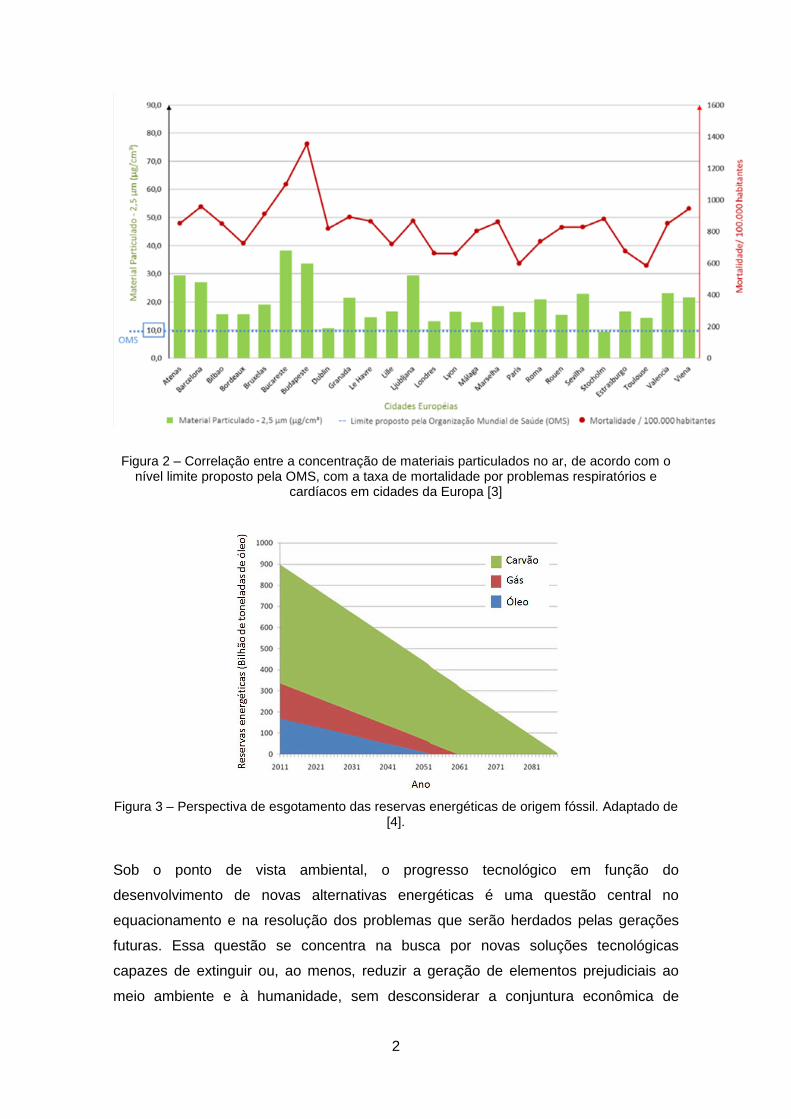
Figura 2 – Correlação entre a concentração de materiais particulados no ar, de acordo
com o nível limite proposto pela OMS, com a taxa de mortalidade por problemas
respiratórios e cardíacos em cidades da Europa [3] ..................................................... 2
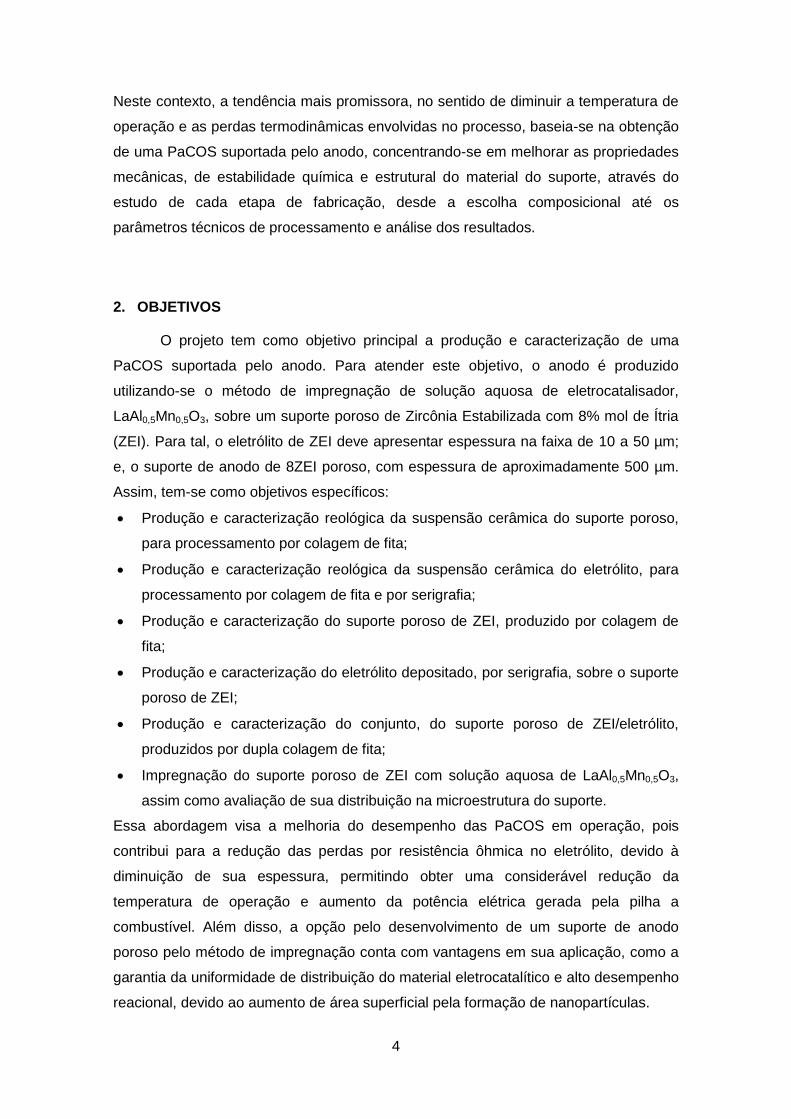
Figura 3 – Perspectiva de esgotamento das reservas energéticas de origem fóssil.
Adaptado de [4]. ........................................................................................................... 2
Figura 4 – Gráfico comparativo da eficiência energética em relação à geração de
potência das mais utilizadas fontes de energia [6]. ....................................................... 3
Figura 5 – Quadro comparativo da evolução dos combustíveis utilizados pela
humanidade desde a Revolução Industrial até uma projeção futura, apresentando a
progressiva descarbonização dos compostos e sua densidade energética. [8]............. 5
Figura 6 – Desenho esquemático do funcionamento de uma pilha a combustível do
tipo de óxido sólido. Adaptado de [10]. ......................................................................... 7
Figura 7 – Célula unitária da zircônia estabilizada com ítria (ZEI). Adaptado de [23]. . 10
Figura 8 – Condutividade iônica da ZEI em função da temperatura e da concentração
em mol de dopante Y2O3 com base em resultados da literatura. Adaptado de [25]. .... 10
Figura 9 - Célula unitária do tipo perovskita [22]. ........................................................ 12
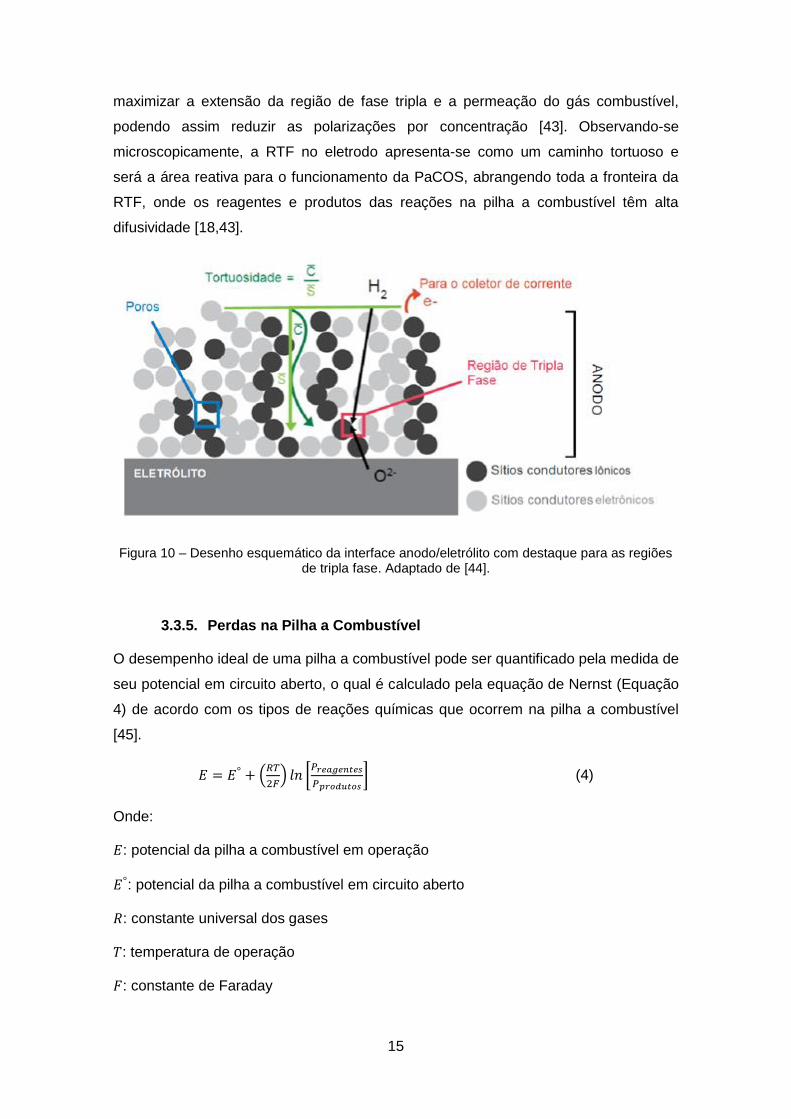
Figura 10 – Desenho esquemático da interface anodo/eletrólito com destaque para as
regiões de tripla fase. Adaptado de [44]. ..................................................................... 15
Figura 11 – Gráfico do potencial da pilha em função da densidade de corrente,
comparando-se o potencial teórico e real devido às perdas termodinâmicas. Adaptado
de [47]. ....................................................................................................................... 17
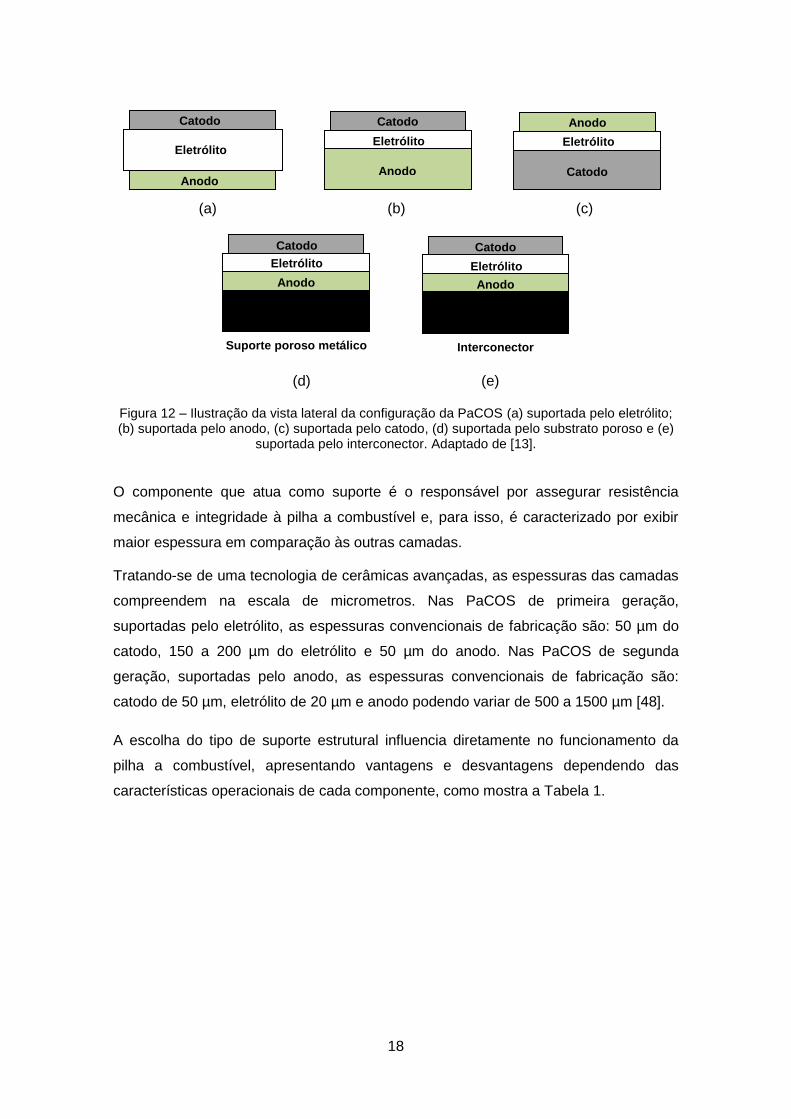
Figura 12 – Ilustração da vista lateral da configuração da PaCOS (a) suportada pelo
eletrólito; (b) suportada pelo anodo, (c) suportada pelo catodo, (d) suportada pelo
substrato poroso e (e) suportada pelo interconector. Adaptado de [13]. ..................... 18
Figura 13 – Desenho esquemático do equipamento utilizado na técnica de colagem de
fita. Adaptado de [51]. ................................................................................................. 21
Figura 14 – Representação da camada de nanopartículas de material catalisador
recobrindo os grãos de ZEI. ........................................................................................ 23
Figura 15 – Etapas de processamento da Fabricação Tipo II da SP/Ele-Ser. ............. 24
Figura 16 – Etapas de processamento da Fabricação Tipo I da SP/Ele-Ser. .............. 24
Figura 17 – Etapas de processamento da Fabricação Tipo III da SP/Ele-Ser. ............ 25
Figura 18 – Fluxograma das etapas de processamento da Fabricação Tipo I da
SP/Ele-Col. ................................................................................................................. 25

x
Figura 19 – Etapas de processamento da Fabricação Tipo II da SP/Ele-Col. ............. 25
Figura 20 – Vista lateral do equipamento utilizado na técnica de serigrafia. ............... 32
Figura 21 – Vista frontal do equipamento utilizado na técnica de serigrafia. ............... 32
Figura 22 – Sequencial da produção do conjunto suporte poroso/eletrólito e a
impregnação ............................................................................................................... 33
Figura 23 – Reômetro utilizado para análise reológica das suspensões cerâmicas. ... 34
Figura 24 – Eixos utilizados para as análises de reologia no reômetro da Brookfield
DV-III Ultra. ................................................................................................................. 35
Figura 25 – Desenho esquemático do aparato experimental necessário para uma
balança de Arquimedes. Adaptado de [64]. ................................................................ 38
Figura 26 – (a) Aparato experimental utilizado para a saturação das amostras, (b)
adaptação da balança de Arquimedes e (c) porta-amostra de rede de cobre para o
método de porosimetria por imersão em água. ........................................................... 40
Figura 27 – Curva da viscosidade da suspensão de ZEI com grafite em função da
velocidade de rotação do spindle, obtida por análise com o reômetro. ....................... 42
Figura 28 - Curva do ensaio reológico da suspensão de ZEI com grafite, mostrando a
variação da viscosidade e da tensão de cisalhamento em função da taxa de
cisalhamento. ............................................................................................................. 43
Figura 29 – Fita a verde da ZEI com grafite obtida pela técnica de colagem de fita,
cortada em tamanho (a) botão e (b) quadrada. ........................................................... 44
Figura 30 – Curva da análise termogravimétrica da fita verde do suporte poroso de
ZEI. ............................................................................................................................. 45
Figura 31 – Suporte poroso de ZEI obtido pelo processamento de colagem de fita, (a)
fita a verde quadrada; (b) fita quadrada sinterizada e (c) fita botão a verde e
sinterizada. ................................................................................................................. 46
Figura 32 – Microscopia eletrônica de varredura da seção transversal do SPZEI-17com
aumentos de (a) 1000x, (b) 3000x, e do SPZEI-19, com aumentos de (c) 1000x e (d)
3000x. ......................................................................................................................... 48
Figura 33 - Curva da viscosidade da suspensão de ZEI com terpineol em função da
velocidade de rotação do spindle, obtida por análise com o reômetro. ....................... 51
Figura 34 – Curva do ensaio reológico da suspensão de ZEI com terpineol, mostrando
a variação da viscosidade e da tensão de cisalhamento em função da taxa de
cisalhamento. ............................................................................................................. 51
Figura 35 – Curvas de TG e DTG da suspensão cerâmica de pó de ZEI com terpineol,
para fabricação do eletrólito por serigrafia. ................................................................. 52

xi
Figura 36 – Resultado reológico da suspensão de ZEI para processamento por
colagem de fita, mostrando a variação da viscosidade e da tensão de cisalhamento em
função da taxa de cisalhamento. ................................................................................ 53
Figura 37 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Ser
Tipo I. ......................................................................................................................... 54
Figura 38 - Microscopia eletrônica de varredura da seção transversal do SP/Ele-Ser
Tipo I, com aumento de (a) 1000x; (b) 3000x da região do eletrólito. .......................... 55
Figura 39 - Microscopia eletrônica de varredura, com detector de elétrons secundários,
da seção transversal do SP/Ele-Ser Tipo II. Aumentos de (a) 1000x e (b) 5000x. ...... 55
Figura 40 – Microscopia eletrônica de varredura da seção transversal SP/Ele-Ser Tipo
II, com detector de elétrons retro-espalhados. ............................................................ 56
Figura 41 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-S do
Tipo III, com aumentos de 1000x. ............................................................................... 57
Figura 42 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-S
Tipo III, com aumentos de (a) 3000x e (b) 5000x na região das camadas de eletrólito.
................................................................................................................................... 57
Figura 43 – Desenho esquemático do processo de colagem de fita. Adaptado de [38].
................................................................................................................................... 58
Figura 44 – Imagens de microscopia eletrônica de varredura da superfície do eletrólito
depositado sobre a amostra SP/Ele-Ser após 1 etapa de co-sinterização, com
deposição de camada do eletrólito sobre a superfície da fita calcinada (índice S,
imagens à esquerda) e sobre a base da fita calcinada (índice B, imagens à direita),
com aumentos de (a) 1000x; (b) 3000x; (c) 5000x. ..................................................... 59
Figura 45 – Imagens de microscopia eletrônica de varredura da superfície do eletrólito
no SP/Ele-Ser após 1 etapa de co-sinterização (índice 1, imagens à esquerda) e 2
etapas de co-sinterização (índice 2, imagens à direita), com aumentos de (a) 1000x;
(b) 3000x; (c) 5000x. ................................................................................................... 60
Figura 46 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Col
Tipo I com aumento de 100x. ...................................................................................... 62
Figura 47 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Col
Tipo I, na região de interface entre o suporte poroso e o eletrólito, com aumentos de
(a) 1000x e (b) 3000x. ................................................................................................. 62
Figura 48 - Microscopia eletrônica de varredura do eletrólito no SP/Ele-Col Tipo I: (a)
da superfície, com aumento de 1000x, (b) 3000x, (c) 5000x, e (d) da seção transversal,
com aumento de 5000x. ............................................................................................. 63
Figura 49 – Microscopia eletrônica de varredura da superfície do suporte poroso no
SP/Ele-Col Tipo I, com aumento de (a) 100x, (b) 1000x, (c) 3000x, (d) 5000x. ........... 64
xii
Figura 50 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Col
Tipo II com aumento de 100x. ..................................................................................... 65
Figura 51 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Col
Tipo II, na região de interface entre o suporte poroso e o eletrólito, com aumento de (a)
1000x e (b) 3000x. ...................................................................................................... 65
Figura 52 – Microscopia eletrônica de varredura do eletrólito no SP/Ele-Col Tipo II: (a)
da superfície, com aumento de 1000x, (b) 3000x, (c) 5000x, e (d) da seção transversal,
com aumento de 5000x. ............................................................................................. 66
Figura 53 – Microscopia eletrônica de varredura da superfície da matriz porosa no
SP/Ele-Col Tipo II, com aumento de (a) 100x, (b) 1000x, (c) 3000x, (d) 5000x. .......... 67
Figura 54 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Ser
Tipo I, com aumentos de (a) 300x, (b) 1000x, (c) 5010x, (d) 10000x. ......................... 68
Figura 55 – Microscopia eletrônica de varredura da superfície do eletrólito no SP/Ele-
Ser Tipo I, com aumentos de (a) 100x, (b) 1000x, (c) 3000x e (d) 5000x. ................... 69
Figura 56 – Microscopia eletrônica de varredura da seção transversal do suporte
poroso impregnado com material catalítico no SP/Ele-Ser Tipo I, com aumentos de (a)
5000x, (b) 10000x, (c) 20000x, com o detector de elétrons secundários, e com
aumento de (d) 10000x, com o detector de elétrons retro espalhados. ....................... 70
Figura 57 – Imagem da superfície do eletrólito na meia PaCOS após impregnação
produzida pela Fabricação do Tipo II. ......................................................................... 71
Figura 58 – Microscopia eletrônica de varredura da seção transversal da pilha com
aumento de 900x. ....................................................................................................... 72
Figura 59 – Microscopia eletrônica de varredura da pilha na superfície do eletrólito,
com aumentos de (a) 1000x, (b) 4999x, (c) 10000x; e (d) da seção transversal do
eletrólito, com aumento de 10000x. ............................................................................ 73
Figura 60 – Microscopia eletrônica de varredura da seção transversal do anodo da
pilha a combustível com aumentos de (a) 5000x, (b) 10000x, (c) 21600x e (d) 40000x.
................................................................................................................................... 74
xiii
ÍNDICE DE TABELAS
Tabela 1 – Vantagens e desvantagens das diferentes configurações estruturais das
PaCOS de acordo com o tipo de suporte. Adaptado de [13]. ...................................... 19
Tabela 2 – Primeira composição e etapas de moagem para obtenção da suspensão
cerâmica de ZEI com grafite para fabricação do suporte poroso. ............................... 27
Tabela 3 – Segunda composição e etapas de moagem para obtenção da suspensão
cerâmica de ZEI com grafite para fabricação do suporte poroso. ............................... 27
Tabela 4 – Etapas do processo de calcinação da fita verde do suporte poroso de ZEI.
................................................................................................................................... 29
Tabela 5 – Etapas do processo de sinterização da fita verde do suporte poroso de ZEI.
................................................................................................................................... 29
Tabela 6 – Composição e etapas de moagem para obtenção da suspensão cerâmica
do eletrólito de ZEI para processamento por colagem de fita. ..................................... 30
Tabela 7 – Composição e etapas de moagem para obtenção da suspensão cerâmica
do eletrólito de ZEI para processamento por serigrafia. .............................................. 31
Tabela 8 – Dados do processo de sinterização do suporte poroso de ZEI com uma
camada de eletrólito de ZEI. ....................................................................................... 33
Tabela 9 – Conversão de unidades de propriedades reológicas do sistema CGS em SI.
................................................................................................................................... 35
Tabela 10 – Medição das massas das amostras SPZEI-17 preparadas para o teste de
porosimetria pelo método de Arquimedes. .................................................................. 49
Tabela 11 – Valores da densidade teórica, densidade de poros e a porcentagem de
porosidade aparente das amostras SPZEI-17 determinadas pelo método de
Arquimedes. ............................................................................................................... 49
Tabela 12 – Medição das massas das amostras SPZEI-19 preparadas para o teste de
porosimetria pelo método de Arquimedes. .................................................................. 49
Tabela 13 – Valores da densidade teórica, densidade de poros e a porcentagem de
porosidade das amostras SPZEI-19 determinadas pelo método de Arquimedes. ....... 49
Tabela 14 – Medição das massas das amostras de ZEI preparadas para o teste de
porosimetria pelo método de Arquimedes. .................................................................. 53
Tabela 15 – Valores da densidade teórica, densidade de poros e a porcentagem de
porosidade aparente das amostras de ZEI determinadas pelo método de Arquimedes.
................................................................................................................................... 54

xiv
ACRÔNIMOS, ABREVIATURAS E UNIDADES DE MEDIDA
𝛾: Taxa de Cisalhamento
Ƞ: Coeficiente de Fluidez
𝜌: Densidade
𝜏: Tensão de Cisalhamento
a: Aceleração da Gravidade
ASTM: American Society for Testing and Materials
ATG: Análise Termogravimétrica
BET: Isoterma de Brunauer, Emmet e Teller
CET: Coeficiente de Expansão Térmica
CGS: Centímetro-Grama-Segundo
CoF: Ajuste de Confiança
cP: Centipoise
DTA: Análise Térmica Diferencial
dyn: Dina
E: Empuxo
𝐸: Potencial da Pilha a Combustível em Operação
𝐸°: Potencial da Pilha a Combustível em Pressão Padronizada
𝐹: Constante de Faraday
IPC: Institute for Interconnecting and Packaging Eletronic Circuits
𝑘: Coeficiente de Consistência
LAMO: Aluminato de Lantânio Dopado com Manganês
LCM: Manganita de Lantânio Dopada com Cálcio
LSM: Manganita de Lantânio Dopado com Estrôncio
𝑚: Massa
MEV: Microscopia Eletrônica de Varredura

xv
Ni-ZEI: Níquel Metálico com Zircônia Estabilizada com Ítria
𝑃: Pressão Parcial
PaCOS: Pilha a Combustível de Óxido Sólido
PEG: Polietileno Glicol
PVB: Polivinil Butiral
SI: Sistema Internacional
SP/Ele: Suporte Poroso com Eletrólito
SP/Ele-Ser: Suporte Poroso com Eletrólito Depositado por Serigrafia
SP/Ele-Col: Suporte Poroso com Eletrólito Depositado por Colagem de Fita
SPZEI: Suporte Poroso de Zircônia Estabilizada com Ítria
𝑅: Constante Universal dos Gases
RPM: Rotação Por Minuto
𝑇: Temperatura
𝑉: Volume
ZEI: Zircônia Estabilizada com Ítria

1
1. INTRODUÇÃO
Nas últimas décadas, principalmente pelo advento de novas tecnologias, com o
crescimento exponencial da população e de seu consumo, a intensificação do uso de
combustíveis de origem fóssil como fonte de energia tem gerado grandes impactos
deletérios ao meio ambiente, pois:
Sua combustão libera altas taxas de dióxido de carbono na atmosfera, componente
chave de preocupantes mudanças climáticas, especialmente pelo aumento
descontrolado de seu nível de concentração na atmosfera (Figura 1);
Figura 1 – Níveis de concentração em partes por milhão de CO2 na atmosfera mapeados desde 2005 até os dias de hoje. Adaptado de [1].
Sua queima emite gases deletérios como SOx e NOx, prejudiciais à natureza, pois
são responsáveis pela chuva ácida e interferem negativamente na fotossíntese da
vegetação;
Além da emissão de materiais particulados finos e tóxicos na atmosfera, nocivos ao
ambiente e que podem ser facilmente inalados, podendo comprometer a saúde
humana, agravando problemas respiratórios, como pode ser observado na Figura 2;
Combinado à prospectiva escassez de sua disponibilidade [2], por se tratar de
armazenamentos geológicos que demandam longos períodos na escala do tempo
para sua formação (Figura 3).
2
Figura 2 – Correlação entre a concentração de materiais particulados no ar, de acordo com o nível limite proposto pela OMS, com a taxa de mortalidade por problemas respiratórios e
cardíacos em cidades da Europa [3]
Figura 3 – Perspectiva de esgotamento das reservas energéticas de origem fóssil. Adaptado de [4].
Sob o ponto de vista ambiental, o progresso tecnológico em função do
desenvolvimento de novas alternativas energéticas é uma questão central no
equacionamento e na resolução dos problemas que serão herdados pelas gerações
futuras. Essa questão se concentra na busca por novas soluções tecnológicas
capazes de extinguir ou, ao menos, reduzir a geração de elementos prejudiciais ao
meio ambiente e à humanidade, sem desconsiderar a conjuntura econômica de

3
investimento demandado, em termos de independência energética, aplicabilidade e
desenvolvimento industrial [5].
Com efeito, a tecnologia das pilhas a combustível ganha destaque como uma
promissora fonte de energia, pois traz incontáveis benefícios em sua utilização: trata-
se de uma energia limpa, sustentável, de alta eficiência em geração de potência
elétrica quando comparada a outras fontes (Figura 4), adaptável para abastecimento
residencial, industrial ou móvel, acompanhada de importante competitividade
comercial, minimiza a emissão de gases poluentes, contribui com a preservação do
meio ambiente, reverte os investimentos despendidos em melhoria do padrão de vida
da população e ainda propicia a geração de empregos pela nascente atividade
econômica [6].
Dentre suas vantagens, a versatilidade operacional e de fabricação das pilhas a
combustível são fatores que ampliam sua aplicação no campo da engenharia. Uma
integrante dessa tecnologia que atrai atenção é a pilha a combustível de óxido sólido
(PaCOS), a qual, por exigir operação em altas temperaturas (400 a 1000°C), demanda
constante avanço em termos de pesquisa, pois as técnicas utilizadas para sua
fabricação devem contemplar uma análise minuciosa do conjunto de materiais que são
empregados em cada componente. Essa tarefa é de intenso estudo e busca explorar a
gama de composições de óxidos cerâmicos e de processamentos possíveis para a
obtenção das cerâmicas avançadas, de forma a assegurar que a PaCOS opere nas
condições necessárias à geração de energia elétrica, assegurando-lhe a utilização de
materiais de baixo custo, diferentes de metais nobres, além da flexibilidade do
abastecimento com combustíveis hidrocarbonetos.
Figura 4 – Gráfico comparativo da eficiência energética em relação à geração de potência das mais utilizadas fontes de energia [6].
4
Neste contexto, a tendência mais promissora, no sentido de diminuir a temperatura de
operação e as perdas termodinâmicas envolvidas no processo, baseia-se na obtenção
de uma PaCOS suportada pelo anodo, concentrando-se em melhorar as propriedades
mecânicas, de estabilidade química e estrutural do material do suporte, através do
estudo de cada etapa de fabricação, desde a escolha composicional até os
parâmetros técnicos de processamento e análise dos resultados.
2. OBJETIVOS
O projeto tem como objetivo principal a produção e caracterização de uma
PaCOS suportada pelo anodo. Para atender este objetivo, o anodo é produzido
utilizando-se o método de impregnação de solução aquosa de eletrocatalisador,
LaAl0,5Mn0,5O3, sobre um suporte poroso de Zircônia Estabilizada com 8% mol de Ítria
(ZEI). Para tal, o eletrólito de ZEI deve apresentar espessura na faixa de 10 a 50 µm;
e, o suporte de anodo de 8ZEI poroso, com espessura de aproximadamente 500 µm.
Assim, tem-se como objetivos específicos:
Produção e caracterização reológica da suspensão cerâmica do suporte poroso,
para processamento por colagem de fita;
Produção e caracterização reológica da suspensão cerâmica do eletrólito, para
processamento por colagem de fita e por serigrafia;
Produção e caracterização do suporte poroso de ZEI, produzido por colagem de
fita;
Produção e caracterização do eletrólito depositado, por serigrafia, sobre o suporte
poroso de ZEI;
Produção e caracterização do conjunto, do suporte poroso de ZEI/eletrólito,
produzidos por dupla colagem de fita;
Impregnação do suporte poroso de ZEI com solução aquosa de LaAl0,5Mn0,5O3,
assim como avaliação de sua distribuição na microestrutura do suporte.
Essa abordagem visa a melhoria do desempenho das PaCOS em operação, pois
contribui para a redução das perdas por resistência ôhmica no eletrólito, devido à
diminuição de sua espessura, permitindo obter uma considerável redução da
temperatura de operação e aumento da potência elétrica gerada pela pilha a
combustível. Além disso, a opção pelo desenvolvimento de um suporte de anodo
poroso pelo método de impregnação conta com vantagens em sua aplicação, como a
garantia da uniformidade de distribuição do material eletrocatalítico e alto desempenho
reacional, devido ao aumento de área superficial pela formação de nanopartículas.

5
3. REVISÃO BIBLIOGRÁFICA
3.1. Economia do Hidrogênio
A partir dos anos 70, observa-se que alguns estudiosos impulsionaram os estudos
referentes às tecnologias abastecidas por hidrogênio, difundindo a ideia da “economia
do hidrogênio” com a criação de jornais e revistas sobre o seu estudo. Previa-se que
alguma fonte energética seria necessária para substituir as fontes de energia
convencionais, revelando uma tendência ascendente à procura por novos materiais,
novas técnicas de processamento e novas tecnologias, principalmente, em vias de
extinguir aquelas potencialmente degradantes ao meio ambiente, de forma a auxiliar
ou, ainda, substituir as existentes redes de distribuição elétrica [7].
Fazendo uma análise do cenário mundial de consumo energético desde a Revolução
Industrial, em que se intensificou o uso de combustíveis fósseis, até os dias de hoje,
observa-se que houve uma evolução da utilização de combustíveis, a qual se
desenvolveu com o refino gradual dos compostos, apresentando uma tendência de
progressiva descarbonização de sua composição, promovendo um aumento da
densidade energética, como mostra o quadro comparativo da Figura 5, que reúne
dados da literatura comprovando uma prospectiva adoção do hidrogênio como o vetor
energético no futuro.
Figura 5 – Quadro comparativo da evolução dos combustíveis utilizados pela humanidade desde a Revolução Industrial até uma projeção futura, apresentando a progressiva
descarbonização dos compostos e sua densidade energética. [8].

6
Sendo assim, o hidrogênio, bem como todos os combustíveis que o contém em alta
densidade, como o etanol e o metano, é avaliado como um forte candidato à
substituição dos combustíveis fósseis, pois apresenta múltiplas vantagens de
aplicação: é não poluente, gera alto potencial energético e pode ser facilmente
extraído da natureza [8]. Algumas complicações tecnológicas exigem cuidadosa
avaliação por se tratar de um combustível inflamável, o que demanda o uso de
containers específicos e meios de transporte em condições controladas. Por outro
lado, os ganhos de eficiência são marcantes. Por ser o elemento mais leve conhecido
na natureza, dispõe-se de densidade energética de 142700 kJ/kg em condições
ambientais, a qual é maior do que a maioria dos outros elementos [9]. Além disso,
trata-se de um composto estável que não tem suas propriedades alteradas com
facilidade quando armazenado por longos períodos de tempo. Dos aspectos
puramente técnicos que tornam sua utilização vantajosa, implicando em operações
diversas, o hidrogênio tem grande potencial ao ser utilizado para abastecer pilhas a
combustível.
3.2. Pilhas a Combustível de Óxido Sólido
3.2.1. Princípio Básico de Funcionamento
As pilhas a combustível são dispositivos eletroquímicos capazes de converter energia
química em energia elétrica e térmica pela combinação eletroquímica de um
combustível com um oxidante: o combustível mais utilizado é o hidrogênio, e o
oxidante é o oxigênio do ar. São basicamente compostas por um eletrólito entre dois
eletrodos, o catodo e o anodo. Assim como em uma bateria, o catodo é o polo positivo
e, o anodo, o negativo, conforme apresentado na Figura 6.

7
Figura 6 – Desenho esquemático do funcionamento de uma pilha a combustível do tipo de óxido sólido. Adaptado de [10].
O anodo é o componente que fica em contato direto com o gás combustível e, o
catodo, com o gás oxidante. Por isso, os eletrodos devem ser constituídos por
materiais com estrutura porosa para permitir a difusão desses gases e devem ser
condutores mistos (iônicos e eletrônicos), a fim de alocar as reações químicas
necessárias para o funcionamento da pilha a combustível. A geração de eletricidade
dá-se a partir de elétrons produzidos por reações eletroquímicas que são conduzidos
por um circuito externo, fluindo de um eletrodo para outro. Por fim, o eletrólito é um
componente que deve ser constituído por um material denso, de forma a impedir o
vazamento dos gases reagentes entre os eletrodos, além de ter o papel de conduzir
espécies químicas migrantes geradas de um eletrodo para outro, promovendo as
reações eletroquímicas que produzem os elétrons.
A pilha a combustível de óxido sólido (PaCOS) utiliza um eletrólito denso de óxido
cerâmico, o qual é capaz de conduzir íons de oxigênio que alavancam o processo de
circulação de elétrons como meio de geração de eletricidade.
De forma a obter-se geração elétrica, sua operação é realizada a altas temperaturas,
na faixa de 400 a 1000°C, permitindo ao processo atingir alta eficiência de ativação
para a ocorrência das reações químicas fundamentais nos componentes da pilha a
combustível, como a catálise do combustível. Por este motivo, a PaCOS é uma
tecnologia versátil que apresenta a maior eficiência energética entre todas as demais

8
tecnologias de pilhas a combustível e ainda permite a utilização de uma variedade de
combustíveis carbonosos como o metano, butano, etanol, entre outros [14,15].
Por se tratar de um processo independente do ciclo de Carnot, como é o caso dos
motores a combustão, a PaCOS fornece maior eficiência energética e emite menos
gases (SOX e NOX), nocivos ao meio ambiente e à saúde humana. Como sistemas
geradores de energia elétrica, são silenciosos e apresentam menos vibrações do que
os geradores convencionais e, portanto, são fontes de energia com potencial e
capacidade competitiva para substituir ou, ao menos, complementar as formas atuais
de geração elétrica e térmica estacionária [16].
3.3. Componentes da PaCOS
3.3.1. Eletrólito
O eletrólito é o componente responsável pela transferência de íons O2- no sentido do
catodo para o anodo. Para isso, ele deve apresentar determinados requisitos para
atingir um bom desempenho [17,18]:
Alta condutividade iônica, a qual é atingida em altas temperaturas, de 400 a
1000°C;
Deve ser um isolante eletrônico;
Densidade estrutural, sem a presença de poros, para impedir o vazamento e/ou
transferência de gases entre os eletrodos;
Fina espessura, da ordem de 10 a 150 µm, a fim de reduzir perdas por resistência
ôhmica;
Grande área superficial, para maximizar a capacidade de corrente produzida;
Alta resistência mecânica e térmica.
Como o eletrólito está simultaneamente exposto às atmosferas redutora e oxidante, é
fundamental que sua estrutura possua estabilidade química e condutividade iônica
suficientemente alta (deve exceder 10-2 S∙m-1 [19]) ao longo de uma faixa variável de
pressão parcial dos combustíveis [20].

9
3.3.1.1. Materiais para Eletrólito: Estrutura Fluorita
Os materiais atualmente mais utilizados são óxidos cerâmicos, como a zircônia
estabilizada com 8% em mol de ítria (8ZEI) e a céria dopada com gadolínio (CDG), os
quais apresentam boa compatibilidade e estabilidade para aplicação em PaCOS [21].
Estes óxidos, no estado puro, apresentam baixa concentração de lacunas de oxigênio,
as quais são necessárias para desempenhar a função do eletrólito em PaCOS.
A zircônia, à pressão atmosférica, apresenta três formas polimórficas: monoclínica,
tetragonal e cúbica. A fase monoclínica é estável até 1170°C, a partir da qual se
transforma em tetragonal, que é estável até 2370°C e, a partir dessa temperatura, a
fase estável é a cúbica tipo fluorita, que se mantém até o ponto de fusão, por volta de
até 2680°C.
𝑚 − 𝑍𝑟𝑂2𝑀𝑜𝑛𝑜𝑐𝑙í𝑛𝑖𝑐𝑎
1170°𝐶⇔
𝑡 − 𝑍𝑟𝑂2𝑇𝑒𝑡𝑟𝑎𝑔𝑜𝑛𝑎𝑙
2370°𝐶⇔
𝑐 − 𝑍𝑟𝑂2𝐶ú𝑏𝑖𝑐𝑎
Apesar de serem transformações reversíveis, no caso da transformação do
resfriamento da estrutura monoclínica para a tetragonal, esta transformação é
acompanhada por uma grande variação volumétrica, que pode levar à desintegração
do material cerâmico.
A fim de estabilizar as fases polimórficas de temperaturas elevadas em temperatura
ambiente, estabilizadores são adicionados à estrutura da zircônia, tais como: óxido de
magnésio (MgO), óxido de cálcio (CaO), óxido de ítrio (Y2O3), óxido de cério (CeO2),
óxido de escândio (Sc2O3), óxido de itérbio (Yb2O3) ou até mesmo uma mistura de
óxidos de terras raras. Estes óxidos exibem uma elevada solubilidade em ZrO2 e, em
temperatura ambiente, podem manter a estrutura cúbica tipo fluorita.
A estabilização da zircônia com ítria (Y2O3), por exemplo (Figura 8), é feita através da
substituição de parte dos cátions Zr4+ por cátions divalentes ou trivalentes. Deve-se
notar que a substituição de cada dois íons de Zr4+ por dois íons trivalentes (por
exemplo, Y3+) gera uma deficiência de 2 cargas positivas. De forma a compensar essa
instabilidade de carga, são criadas lacunas de oxigênio, de carga positiva. São essas
lacunas de oxigênio que permitem o transporte iônico nesses materiais. Assim, para
cada mol de dopante adicionado, é gerado um mol de lacunas de oxigênio. Essa
estrutura é denominada de zircônia estabilizada com ítria (ZEI), e pode ser descrita
pela Equação 1 com a notação de Kröger-Vink [22].
𝑌2𝑂3𝑍𝑟𝑂2→ 2𝑌𝑍𝑟
′′ + 𝑂𝑂× + 𝑉𝑂
∙∙ (1)

10
Figura 7 – Célula unitária da zircônia estabilizada com ítria (ZEI). Adaptado de [23].
Nota-se, então, que a dopagem de 8% de ítria é uma concentração ótima para
estabilizar a fase cúbica em temperatura ambiente [24], pois acima de 9 mol % de ítria
em zircônia, em altas temperaturas, observa-se uma degradação na condutividade
iônica (Figura 9). As razões para essa diminuição não é amplamente conhecida, mas
acredita-se que seja devido a repulsões iônicas provocadas pelo acúmulo do dopante
na estrutura [25-27].
Figura 8 – Condutividade iônica da ZEI em função da temperatura e da concentração em mol de dopante Y2O3 com base em resultados da literatura. Adaptado de [25].
3.3.2. Catodo
O catodo é o componente da pilha a combustível em contato com o ar atmosférico e,
por isso, deve ser constituído de um material capaz de adsorver o gás oxigênio do ar e
promover as reações de redução de O2 para íons O2-, como mostra a Equação 2.
1
2𝑂2 + 2𝑒
− → 𝑂2− (2)

11
Assim, baseando-se em literaturas anteriores [18, 28], as atribuições de um material
para catodo devem ser:
Alta condutividade mista (eletrônica e iônica): para promover a movimentação de
elétrons livres, o material deve possuir buracos eletrônicos em sua estrutura e,
simultaneamente, apresentar lacunas de oxigênio para conduzir íons O2- até a
interface catodo/eletrólito;
Porosidade: o material deve possuir micro poros homogeneamente distribuídos ao
longo de toda sua estrutura, oferecendo grande área de superfície favorável que
aumente a reatividade da interação sólido-gás, potencializando a adsorção e a
difusão do gás oxigênio até a interface catodo/eletrólito;
Integridade física e química em altas temperaturas de operação (acima de 500ºC) e
em variações cíclicas de temperatura: o catodo será submetido às altas
temperaturas de operação necessárias ao pleno desempenho e funcionamento da
PaCOS, logo, é essencial que o material apresente fases estáveis em faixas
variáveis de temperatura, sem apresentar deterioração térmica ou transformações
de fases que prejudiquem sua resistência física ou química;
Boa estabilidade e compatibilidade térmica e química com o eletrólito: como o
processo se dá em altas temperaturas, os componentes da PaCOS sofrem
variações térmicas que provocam alterações geométricas em sua estrutura. Sendo
assim, o material de catodo deve apresentar coeficiente de expansão térmica (CET)
o mais próximo possível do CET do material de eletrólito, pois, em se tratando de
escala micrométrica, qualquer diferença de CET pode resultar na formação de
micro trincas e de tensões internas na interface das estruturas, levando à
fragilização do material e até à sua fratura. Além disso, é crucial garantir que o
material de catodo seja quimicamente estável e não reaja com outros elementos
envolvidos no processo, para evitar a formação indesejável de fases intermediárias
na interface catodo/eletrólito, as quais podem prejudicar o sistema de
funcionamento da pilha a combustível.
3.3.2.1. Materiais para Catodo: Estrutura Perovskita
Os materiais mais utilizados são óxidos cerâmicos que apresentam estrutura
perovskita, como a manganita de lantânio dopada com estrôncio (LaSrMnO3, (LSM)), e
a manganita de lantânio dopada com cálcio, (LaCaMnO3, (LCM)), pois elas oferecem
excelente compatibilidade térmica com a ZEI e apresentam bom desempenho em altas
temperaturas de operação (acima de 800°C) [29].

12
A perovskita é o nome dado a uma estrutura de óxidos cerâmicos do tipo ABO3, a qual
pode ter suas propriedades alteradas através da dopagem. É possível controlar a
estrutura para determinada aplicação alterando-se a proporção dos cátions das
posições A e B (Figura 10), uma vez que estes são os responsáveis pela
condutividade mista do material. Geralmente, a dopagem adequada do sítio A resulta
na geração de lacunas de oxigênio, aumentando a condutividade iônica; enquanto a
dopagem do sítio B resulta na geração de buracos na rede, promovendo maior
movimentação de elétrons e, consequentemente, aumenta a condutividade eletrônica
do material [30, 31].
Figura 9 - Célula unitária do tipo perovskita [22].
3.3.3. Anodo
O anodo é o componente em contato com o combustível e é onde ocorre a oxidação
do gás combustível, como o H2. O combustível é oxidado com íons O2- provenientes
do eletrólito, formando vapor de água e calor como sub-produtos (Equação 3) [29].
𝐻2 + 𝑂2− → 𝐻2𝑂 + 2𝑒
− (3)
Com base na literatura [18, 28, 32-34], outros requerimentos exigidos para o material
de anodo, similares aos do catodo, são:
Alta condutividade eletrônica e iônica (condutor misto): é importante que o anodo
seja formado pela combinação de um material condutor iônico, apresentando
lacunas de oxigênio para a condução dos íons de O2- oriundos do eletrólito, e um
material condutor eletrônico, para a circulação dos elétrons provenientes da
oxidação do combustível;
Porosidade: assim como no catodo, o material de anodo deve apresentar elevada
porosidade (20 a 40% [29, 35, 36]) com o propósito de aumentar a superfície
reativa para a adsorção e difusividade do gás combustível, promovendo sua
oxidação próxima à interface anodo/eletrólito;

13
Integridade física e química em altas temperaturas de operação (acima de 500ºC) e
em variações cíclicas de temperatura: a operação da PaCOS em alta temperatura
favorece a difusividade das moléculas do combustível, promovendo intensa
movimentação gasosa do combustível no eletrodo. Por isso, o anodo deve ser
constituído por um material que se mantenha quimicamente inerte e íntegro durante
o aumento da temperatura, sem perder sua capacidade catalítica;
Boa estabilidade e compatibilidade térmica e química com o eletrólito: se houver
diferença entre os CETs, pode introduzir defeitos na estrutura dos materiais e
comprometer a integridade mecânica da pilha a combustível. Além disso, é crucial
garantir que os elementos não sejam reativos com o material de eletrólito, pois a
formação de algum precipitado pode gerar efeitos indesejáveis no funcionamento
dos componentes.
No início do século XX, muitos materiais para anodo foram testados e levados em
consideração, como metais preciosos (platina e ouro), e os metais de transição (ferro e
níquel) [18][37]. No entanto, os metais preciosos demandam alto valor de
investimento, encarecendo o processo de fabricação, e nenhuma das opções
satisfazem completamente todos os requerimentos necessários para o anodo. Por
exemplo, observou-se que a platina não resiste a longos períodos de operação da
PaCOS, exibindo escamações da superfície do material após algumas horas de
operação [18]. O estado da arte de o material de anodo em PaCOS, atualmente, é a
utilização do cermet, um compósito de material cerâmico com metal formado por
partículas de ZEI dispersas em um suporte de níquel. A ZEI garante a condutividade
iônica e a compatibilidade térmica com o eletrólito, enquanto o níquel, compondo de
30 a 50% do compósito, é responsável por garantir as propriedades catalíticas e de
condutividade eletrônica. Fatalmente, essa alta capacidade catalítica também é um
significativo problema quando a pilha a combustível é alimentada por combustíveis
carbonosos puros [34]. Em contato com estes combustíveis, acima de 800°C, o níquel
é um forte catalisador da deposição do carbono presente no combustível, formando
fibras e fuligem, provocando a deterioração do anodo [15, 38, 39], resultando em uma
intensa fragilização da estrutura e incapacidade de suas funções, inibindo a difusão do
combustível no material, impossibilitando que os íons O2- oxide-o.
3.3.3.1. Materiais para Anodo: Estrutura Perovskita
Para aplicações de PaCOS em que se almeja a utilização direta de combustível
carbonoso sem que haja os efeitos da coqueificação, materiais novos têm sido

14
investigados, e os que tem se mostrado mais promissores são os óxidos com estrutura
perovskita.
Um exemplo é o aluminato de lantânio (LaAlO3), de estrutura perovskita, dopado com
óxido de manganês (MnO), que apresenta a formação de buracos eletrônicos para
aumentar a condutividade de elétrons no material. Além da dopagem, modificar a
quantidade de átomos disponíveis no sítio A ou no sítio B também pode alterar as
propriedades da perovskita. Por exemplo, uma estrutura apresentando uma deficiência
de cátions do sítio B, com fórmula A1.5B0.5O3, é chamada de perovskita não
estequiométrica e fornecerá maior condutividade eletrônica. Isso porque a natureza do
sítio B está intimamente relacionada com as propriedades catalíticas do material,
enquanto o sítio A está relacionado com a mobilidade de íons na estrutura [41].
Neste trabalho foi utilizado o aluminato de lantânio dopado com manganês (Mn) no
sítio B, de composição química LaAl0,5Mn0,5O3 (denominado de LAMO). Sua escolha
teve como base um projeto anteriormente realizado no Laboratório de Hidrogênio
(LabH2/COPPE/UFRJ) [42] em que foram estudados os eletrocatalisadores à base de
LaAlO3, parcialmente dopados com manganês (Mn) no sítio B e estrôncio (Sr) no sítio
A, onde o LAMO apresentou boas propriedades para aplicação em anodos com
utilização direta de metano, principalmente com relação à condutividade eletrônica,
resistência à coqueificação, estabilidade química e integridade física do material.
3.3.4. Regiões de Tripla Fase
As propriedades dos componentes de uma pilha a combustível não dependem apenas
da composição química de seus materiais, mas também de sua disposição
microestrutural, ou seja, de como os átomos de cada material se organizam entre si.
Isso porque as reações eletroquímicas que ocorrem nos eletrodos são reações
interfaciais (de superfície) e, portanto, são intrinsicamente mais lentas do que as
reações gás-gás no interior dos materiais, pois se tratam de regiões instáveis, de
contato e interação entre tipos distintos de materiais. Nas PaCOS, as reações
eletroquímicas serão efetivas apenas quando forem realizadas em um local onde
coexistem o material catalisador dos eletrodos porosos, o eletrólito e os gases
reativos, ou seja, os condutores eletrônico e iônico, assim como o gás combustível.
Esses locais são chamados de regiões de tripla fase (RTF) e estão espalhados ao
longo de toda a interface eletrólito/eletrodo e pelo próprio volume do catodo e anodo,
conforme a representação esquemática ilustrada na Figura 11. A distribuição de
tamanho e a geometria dos grãos e dos poros são de grande relevância para
15
maximizar a extensão da região de fase tripla e a permeação do gás combustível,
podendo assim reduzir as polarizações por concentração [43]. Observando-se
microscopicamente, a RTF no eletrodo apresenta-se como um caminho tortuoso e
será a área reativa para o funcionamento da PaCOS, abrangendo toda a fronteira da
RTF, onde os reagentes e produtos das reações na pilha a combustível têm alta
difusividade [18,43].
Figura 10 – Desenho esquemático da interface anodo/eletrólito com destaque para as regiões de tripla fase. Adaptado de [44].
3.3.5. Perdas na Pilha a Combustível
O desempenho ideal de uma pilha a combustível pode ser quantificado pela medida de
seu potencial em circuito aberto, o qual é calculado pela equação de Nernst (Equação
4) de acordo com os tipos de reações químicas que ocorrem na pilha a combustível
[45].
𝐸 = 𝐸° + (𝑅𝑇
2𝐹) 𝑙𝑛 [
𝑃𝑟𝑒𝑎𝑔𝑒𝑛𝑡𝑒𝑠
𝑃𝑝𝑟𝑜𝑑𝑢𝑡𝑜𝑠] (4)
Onde:
𝐸: potencial da pilha a combustível em operação
𝐸°: potencial da pilha a combustível em circuito aberto
𝑅: constante universal dos gases
𝑇: temperatura de operação
𝐹: constante de Faraday
16
𝑃: pressão parcial das espécies gasosas envolvidas na pilha a combustível
Na prática, o potencial real produzido em uma PaCOS unitária é menor do que o
potencial teórico calculado pela equação de Nernst [18, 46]. Isso acontece devido às
condições de funcionamento da pilha a combustível que apresentam perdas inerentes
ao processo e que são irreversíveis. Essas perdas resultam da conversão de parte da
energia elétrica gerada em calor, fazendo com que a potência obtida seja sempre
menor do que a potência ideal calculada. A essas perdas dá-se o nome de perdas por
polarização ou apenas polarizações.
Como pode ser observado na curva de potencial em função da densidade de corrente,
Figura 12, existem três polarizações predominantes que diminuem o potencial teórico
da pilha a combustível [18]:
I. Perda por ativação: é a perda de parte da energia necessária para as reações
químicas acontecerem nos eletrodos. Por exemplo, a reação de oxidação do H2
no anodo é mais rápida do que a de redução do O2 no catodo, devido à alta
difusividade das moléculas de H2. Portanto, a queda da polarização devido à
perda por ativação é dominada pelas reações no catodo;
II. Perda ôhmica: é a perda da energia necessária para movimentar espécies
migrantes no eletrólito, como, por exemplo, os íons de oxigênio no eletrólito de
uma PaCOS, e a energia para vencer a resistência da movimentação dos elétrons
dos eletrodos em direção aos coletores de corrente;
III. Perda por transporte de massa ou concentração: perda de energia devido à
variação da concentração de gases reativos durante a alimentação e o consumo
de combustível na interface dos eletrodos.

17
Figura 11 – Gráfico do potencial da pilha em função da densidade de corrente, comparando-se o potencial teórico e real devido às perdas termodinâmicas. Adaptado de [47].
Desta forma, é fundamental investigar e aperfeiçoar as técnicas de síntese,
processamento, fabricação e análise do material de cada componente da pilha a
combustível, com o propósito de reduzir os efeitos de polarização. Como pode ser
observada na Figura 12, a polarização ôhmica é a responsável pela maior parte da
queda de potencial com o aumento da densidade de corrente, destacando a influência
determinante do eletrólito no desempenho da pilha a combustível. Sendo assim, é de
suma importância que novas técnicas de fabricação e processamento sejam
investigadas, assim como diferentes configurações. Nas pilhas a combustível
suportadas pelo anodo, por exemplo, que é constituída por eletrólito de espessura
reduzida, terão, também, a minimização das perdas por polarização.
3.3.6. Configuração Estrutural
Com relação à configuração de fabricação, a PaCOS pode apresentar diferentes tipos
de arranjo estrutural, como mostra a Figura 13.
18
(a) (b) (c)
(d) (e)
Figura 12 – Ilustração da vista lateral da configuração da PaCOS (a) suportada pelo eletrólito; (b) suportada pelo anodo, (c) suportada pelo catodo, (d) suportada pelo substrato poroso e (e)
suportada pelo interconector. Adaptado de [13].
O componente que atua como suporte é o responsável por assegurar resistência
mecânica e integridade à pilha a combustível e, para isso, é caracterizado por exibir
maior espessura em comparação às outras camadas.
Tratando-se de uma tecnologia de cerâmicas avançadas, as espessuras das camadas
compreendem na escala de micrometros. Nas PaCOS de primeira geração,
suportadas pelo eletrólito, as espessuras convencionais de fabricação são: 50 µm do
catodo, 150 a 200 µm do eletrólito e 50 µm do anodo. Nas PaCOS de segunda
geração, suportadas pelo anodo, as espessuras convencionais de fabricação são:
catodo de 50 µm, eletrólito de 20 µm e anodo podendo variar de 500 a 1500 µm [48].
A escolha do tipo de suporte estrutural influencia diretamente no funcionamento da
pilha a combustível, apresentando vantagens e desvantagens dependendo das
características operacionais de cada componente, como mostra a Tabela 1.
Catodo
Eletrólito
Anodo
Catodo
Eletrólito
Anodo
Suporte poroso metálico Interconector
Catodo
Eletrólito
Anodo
Catodo
Eletrólito
Anodo
Anodo
Eletrólito
Catodo

19
Tabela 1 – Vantagens e desvantagens das diferentes configurações estruturais das PaCOS de acordo com o tipo de suporte. Adaptado de [13].
Suporte
estrutural Vantagens Desvantagens
Eletrólito
o Suporte com resistência estrutural
fornecida pelo eletrólito denso;
o Menos susceptível à falha devido a
uma re-oxidação do anodo (Ni/ZEI) e
redução do catodo (LSM).
o Resistência alta devido à baixa
condutividade do eletrólito;
o Devido às altas temperaturas de
operação, exige diminuição das
perdas ôhmicas.
Anodo
o Anodo altamente condutor;
o Menor a temperatura de operação,
pois permite o uso de eletrólitos
mais finos.
o Possível re-oxidação do anodo;
o Limitação do transporte de massa
devido à espessura do anodo.
Catodo
o Não há problemas de oxidação,
apenas a redução do catodo;
o Menor temperatura de operação,
pois permite o uso de eletrólitos
mais finos.
o Baixa condutividade;
o Limitação do transporte de massa
devido à espessura do catodo.
Interconector
o Menor temperatura de operação,
pois permite a fabricação de
camadas mais finas;
o Estrutura resistente fornecida pelo
interconector metálico.
o Oxidação do interconector;
o Limitação de montagem devido às
exigências específicas do
interconector.
Suporte
poroso
metálico
o Menor temperatura de operação,
pois permite a fabricação de
camadas mais finas;
o Uso de materiais para melhorar as
propriedades
o Aumento da complexidade devido
à adição de novos materiais;
o Possíveis curtos-circuitos no
suporte poroso metálico se este
apresentar superfície irregular.
3.3.7. Utilização Direta de Combustíveis Carbonosos
Abastecer as pilhas a combustível diretamente com combustíveis hidrocarbonetos
(metano, metanol, etanol, etc) é uma via que tem sido muito explorada, pois esses
combustíveis possuem rotas de obtenção bem estabelecidas e não implicam em
complexidades operacionais, permitindo eliminar o processo de reforma prévia do
hidrocarboneto, para produção de biogás (H2 + CO), permitindo a diminuição de
gastos e aumento da eficiência de todo o sistema.
Além disso, por ser considerado um gás deletério, juntamente ao CO2, na
intensificação do efeito estufa, o metano é um combustível interessante a ser utilizado,
desviando sua liberação na atmosfera para a alimentação das pilhas a combustível.
Embora o uso direto do combustível hidrocarboneto seja possível e promissor, por
outro lado, apresenta indesejável deposição de carbono quando submetido a
temperaturas acima de, aproximadamente, 500°C, resultando na fragilização dos
materiais da pilha a combustível. Isso ocorre, mais especificamente, quando são

20
fabricados anodos de composição convencional e tradicional de ZEI com níquel
metálico (Ni-ZEI), pois o níquel é um forte catalisador da deposição de carbono.
Ainda assim, recentemente, a fabricação de anodos multifuncionais com operação
direta de combustíveis hidrocarbonetos, tem conseguido operar em altas temperaturas
sem gerar a deposição de carbono [49].
3.3.8. Métodos de Fabricação dos Componentes das PaCOS
Os desafios relacionados à escolha do processamento para a fabricação das PaCOS
precisam satisfazer os critérios requisitados por cada um de seus componentes, a fim
de assegurar sua aplicabilidade no processo em termos de viabilidade econômica e
facilidade operacional.
Algumas alternativas de fabricação surgiram entre os anos 60 e 70, como a
prensagem do pó cerâmico, a deposição eletroquímica a vapor e processos de
extrusão [18]. No entanto, apesar de fornecerem eletrodos dentro das especificações,
eletrólitos com boa capacidade eletroquímica e finas espessuras, os processos eram
muito caros e introduziam defeitos na estrutura do material. Por isso, os processos de
colagem de fita e serigrafia tornaram-se mais recorrentes, pois se tratam de técnicas
que permitem a utilização de solventes orgânicos, de custo relativamente baixo, de
produção de grande área superficial e pequena espessura.
Sendo assim, neste projeto, seguiu-se a rota de fabricação de uma PaCOS suportada
pelo anodo utilizando estas duas técnicas de conformação.
3.3.8.1. Colagem de Fita
A colagem de fita consiste em um processo de conformação mecânica para a
fabricação de fitas cerâmicas planas de grande extensão e espessura micrométrica
controlada [51].
O material utilizado no processo é uma suspensão cerâmica com elevada carga de
sólidos, chamada de barbotina, obtida através da mistura de pós cerâmicos com uma
quantidade específica de aditivos orgânicos, como solventes, dispersantes, ligantes,
plastificantes e antiespumantes.
A técnica consiste basicamente em despejar a barbotina em um reservatório, de onde
será homogeneamente distribuída sobre a superfície de um substrato em movimento

21
sobre a mesa do equipamento, a qual está submetida a uma determinada
temperatura, como é ilustrado na Figura 14.
Figura 13 – Desenho esquemático do equipamento utilizado na técnica de colagem de
fita. Adaptado de [51].
A fita em movimento percorre por dentro de uma câmara de secagem que promove a
evaporação dos solventes da suspensão. A temperatura da mesa, a velocidade de
movimento da fita e a viscosidade da barbotina devem ser cuidadosamente
selecionadas, a fim de evitar a introdução de defeitos na microestrutura da fita.
A lâmina niveladora ou, em inglês, Doctor Blade, é o que determina a espessura da
fita, através da variação da altura das lâminas com o auxílio de um micrômetro.
Ao final do processo, essas fitas são chamadas de fitas verdes e apresentam-se com
comportamento pseudoplástico, permitindo seu fácil manuseio e armazenamento.
Após cortadas e submetidas a um tratamento térmico de sinterização, obtém-se fitas
cerâmicas com espessuras que variam entre 10 µm e 1 mm [52], dependendo da
aplicação requerida.
Essa técnica é amplamente utilizada devido à simples operação, custo relativamente
baixo e por possibilitar a fabricação contínua em larga escala [53].

22
3.3.8.2. Serigrafia
Serigrafia, ou screen-printing em inglês, é um processo de fabricação que utiliza uma
suspensão viscosa de pós cerâmicos para a obtenção de filmes homogêneos com
espessuras controladas que irão variar de acordo com a abertura de uma tela de aço e
com as características da suspensão produzida [54, 55]. Esse processo é adequado e
conveniente para a fabricação dos componentes das pilhas a combustível, pois é uma
técnica de fácil operação, baixo custo e que permite produzir filmes de espessuras
pequenas controladas, entre 10 e 20 µm [56].
Na preparação de filmes para componentes de pilhas a combustível em que é
desejável obter-se determinadas características - como alta densificação do eletrólito e
alta porosidade dos eletrodos - a suspensão preparada para o processo deve ser
constituída de 60 a 80% de material inorgânico, responsável pelas propriedades
condutoras (eletrônicas ou iônicas) e mecânicas ao filme; e de 20 a 40% de material
orgânico, que determina as propriedades reológicas da suspensão, garantindo uma
deposição homogênea no substrato [57].
3.3.9. Processo de Fabricação de Anodos de PaCOS
3.3.9.1. Processo Convencional
Na fabricação dos anodos convencionais, os cermets de Ni/ZEI, a metodologia mais
empregada consiste em preparar misturas do pó de NiO e ZEI em um fluido,
geralmente, de aditivo orgânico a base de terpineol, obtendo-se uma suspensão
cerâmica. Tanto para pilhas a combustível suportadas pelo eletrólito quanto para as
suportadas pelo anodo, esta suspensão pode ser depositada por serigrafia sobre o
eletrólito ou processada por colagem de fita, onde, neste caso, o anodo pode ser
sinterizado junto com o eletrólito.
3.3.9.2. Processo de Impregnação de Solução
O método de impregnação é um dos mais eficientes no desenvolvimento de anodos
avançados, pois permite um controle mais apurado da composição dos materiais
utilizados na fabricação de eletrodos com o objetivo de eliminar a incompatibilidade de
expansão térmica e a perda por ativação entre eletrólito e eletrodo [10], além de
eliminar as reações de estado sólido.
Nosso grupo de pesquisa [58] tem trabalhado com o método de impregnação para a
produção de anodos de PaCOS onde um filme de ZEI porosa é fabricado a partir da

23
mistura de pó de ZEI com o pó de formador de poros. A partir dessa mistura, produz-
se a suspensão cerâmica que é depositada sobre o eletrólito, com posterior
sinterização. Após a adição do catodo, o anodo de ZEI poroso é impregnado com
solução aquosa, de estequiometria controlada, do material catalítico do anodo,
passando em seguida por um processo de secagem e sinterização.
Por sua vez, Gorte et.al [15] realiza dupla colagem de fita para formar, primeiro, uma
camada de ZEI sem formadores de poros, sobre a qual é depositada uma segunda
camada de ZEI, com formadores de poros, sendo, em seguida, co-sinterizadas. Após
a adição do catodo, a camada porosa de ZEI é impregnada com uma solução aquosa
de interesse, seguida por secagem e sinterização.
A produção de eletrodo pelo método de impregnação com nanopartículas de material
catalisador promove a criação de fases ativas com alta área superficial, aumentando a
capacidade eletrocatalítica e eletroquímica do eletrodo, como mostra a Figura 15.
Figura 14 – Representação da camada de nanopartículas de material catalisador recobrindo os grãos de ZEI.
4. MATERIAIS E MÉTODOS
4.1. Fabricação do Suporte Poroso com Eletrólito (SP/Ele)
Para a obtenção do conjunto suporte poroso/eletrólito de ZEI, denominado de SP/Ele,
foram realizadas diferentes rotas de processamento:
1ª) Fabricação do suporte poroso de ZEI, por colagem de fita, com subsequente
deposição do eletrólito de ZEI por serigrafia;
2ª) Fabricação do suporte poroso de ZEI e do eletrólito por dupla colagem de fita.

24
4.1.1. Eletrólito Depositado por Serigrafia sobre o Suporte Poroso
As amostras de SP/Ele – deposição do eletrólito de ZEI, por serigrafia, sobre o suporte
poroso –, são aqui nomeadas de SP/Ele-Ser. Para essas amostras foram estudados
três tipos de fabricação que se diferenciam pelas etapas de processamento
empregadas:
Fabricação do Tipo I:
A preparação da SP/Ele-Ser, tipo II, consistiu na produção, por colagem de fita, de
uma camada de ZEI com formadores de poros, com subsequente calcinação. Sobre o
suporte poroso calcinado depositou-se, por serigrafia, uma camada de ZEI sem
formador de poros, sendo portando, co-sinterizados. O processo de fabricação é
mostrado esquematicamente no fluxograma da Figura 17.
Figura 15 – Etapas de processamento da Fabricação Tipo II da SP/Ele-Ser.
Fabricação do Tipo II:
A preparação da SP/Ele-Ser, tipo I, consistiu na produção, por colagem de fita, de um
suporte poroso de ZEI sinterizado, seguido pela deposição, por serigrafia, de uma
camada de ZEI sem formador de poros; sendo o conjunto submetido a uma
sinterização. Todo o processo de fabricação é mostrado no fluxograma da Figura 16.
Figura 16 – Etapas de processamento da Fabricação Tipo I da SP/Ele-Ser.
Fabricação do Tipo III: A preparação da SP/Ele-Ser, tipo III, consistiu, inicialmente,
na produção, por colagem de fita, do suporte poroso de ZEI calcinado.
Subsequentemente, depositou-se, por serigrafia, uma camada do eletrólito de ZEI.
Imediatamente após isso, o conjunto foi sinterizado. Após esse processo, depositou-se
sobre o eletrólito uma nova camada do mesmo, com posterior sinterização. Todo o
processo é mostrado esquematicamente no fluxograma da Figura 18.
Obtenção da Fita a Verde do Suporte
Poroso de ZEI Calcinação
Deposição do Eletrólito de ZEI
por Serigrafia Co-Sinterização
Obtenção da Fita a Verde do Suporte
Poroso de ZEI Sinterização
Deposição do Eletrólito de ZEI
por Serigrafia Sinterização

25
Figura 17 – Etapas de processamento da Fabricação Tipo III da SP/Ele-Ser.
4.1.2. Eletrólito Depositado por Colagem de Fita
As amostras de SP/Ele – deposição do eletrólito e do suporte poroso, por colagem de
fita (dupla colagem de fita) –, são aqui nomeadas de SP/Ele-Col. Para essas
amostras, estudaram-se dois tipos de produção, as quais foram desenvolvidas
alterando-se, somente, a ordem de processamento dos componentes, como mostram
os fluxogramas das Figuras 19 e 20.
Figura 18 – Fluxograma das etapas de processamento da Fabricação Tipo I da SP/Ele-Col.
Figura 19 – Etapas de processamento da Fabricação Tipo II da SP/Ele-Col.
4.2. Fabricação do Suporte Poroso de ZEI (SPZEI)
4.2.1. Produção da Suspensão Cerâmica
Para a fabricação do suporte poroso de ZEI, baseou-se em literatura [59, 60] para o
desenvolvimento da composição inicial das suspensões cerâmicas. A partir daí,
Obtenção da Fita a Verde do Suporte Poroso de ZEI
Calcinação 1ª Camada do
Eletrólito de ZEI por Serigrafia
Co-Sinterização 2ª Camada do Eletrólito
de ZEI por Serigrafia Sinterização
Colagem da Fita a Verde do Suporte
Poroso de ZEI
Secagem, no equipamento, da fita verde
Colagem de fita do Eletrólito de ZEI sobre a fita a verde do Suporte
Poroso
Co-Sinterização
Colagem da Fita a Verde do Eletrólito
de ZEI
Secagem, no equipamento, da fita verde
Deposição do Suporte Poroso sobre a fita a verde do Eletrólito
Co-Sinterização
26
realizaram-se diversas variações, até atingirem-se resultados de processamentos
satisfatórios. Para esse desenvolvimento, utilizou-se o pó cerâmico de zircônia
estabilizada com 8% molar de itria (ZEI) da empresa Tosoh Corporation; com área
superficial (BET) de 13,5 m2/g e tamanho de cristalito de 22 nm.
Na primeira etapa, o pó cerâmico de ZEI e grafite (formador de poros) juntamente com
aditivos orgânicos, tais como, dispersante e solvente, foram cominuídos por 3 horas a
200 rpm em um moinho planetário de bolas de alta energia (RETSCH PM400). Esses
aditivos são importantes nessa etapa uma vez que os solventes ajudam a promover a
homogeneização dos pós-cerâmicos com o dispersante, este tem como objetivo
distribuir uniformemente as partículas dos pós, impedindo a formação de aglomerados.
Na segunda etapa, adicionou-se à mistura: plastificante, ligante e mais solvente. A
mistura foi novamente homogeneizada em moinho planetário de bolas de alta energia,
a 200 rpm, por mais 18 horas. Os solventes são responsáveis por dissolver os novos
aditivos e homogeneizá-los com os pós-cerâmicos. A adição do ligante tem como
objetivo oferecer resistência mecânica, flexibilidade, tenacidade e durabilidade da fita
verde que será produzida; da mesma forma, a adição de plastificante é feita para
assegurar as propriedades viscoelásticas necessárias ao processamento [51].
Foram utilizados corpos moedores e potes de moagem de zircônia para prevenir
qualquer tipo de contaminação da suspensão cerâmica. A quantidade de corpos
moedores empregados foi de 15 para cada copo de 500 mL.
Após serem homogeneizadas no moinho planetário, as suspensões foram
armazenadas em béqueres e colocadas para desaeração em um dessecador,
eliminando assim a presença de bolhas antes de seguir para o equipamento de
colagem de fita.
As composições produzidas, assim como os aditivos utilizados na preparação das
suspensões, estão detalhadas nas Tabelas 2 e 3.
Primeiramente, trabalhou-se com a composição apresentada na Tabela 2, no entanto,
a fim de aperfeiçoar a porosidade do suporte poroso, fez-se um ajuste na porcentagem
dos elementos constituintes da suspensão cerâmica, aumentando a quantidade de
formador de poros, Tabela 3. Como observado, nesse caso, foi necessária uma
terceira etapa para o ajuste do solvente.
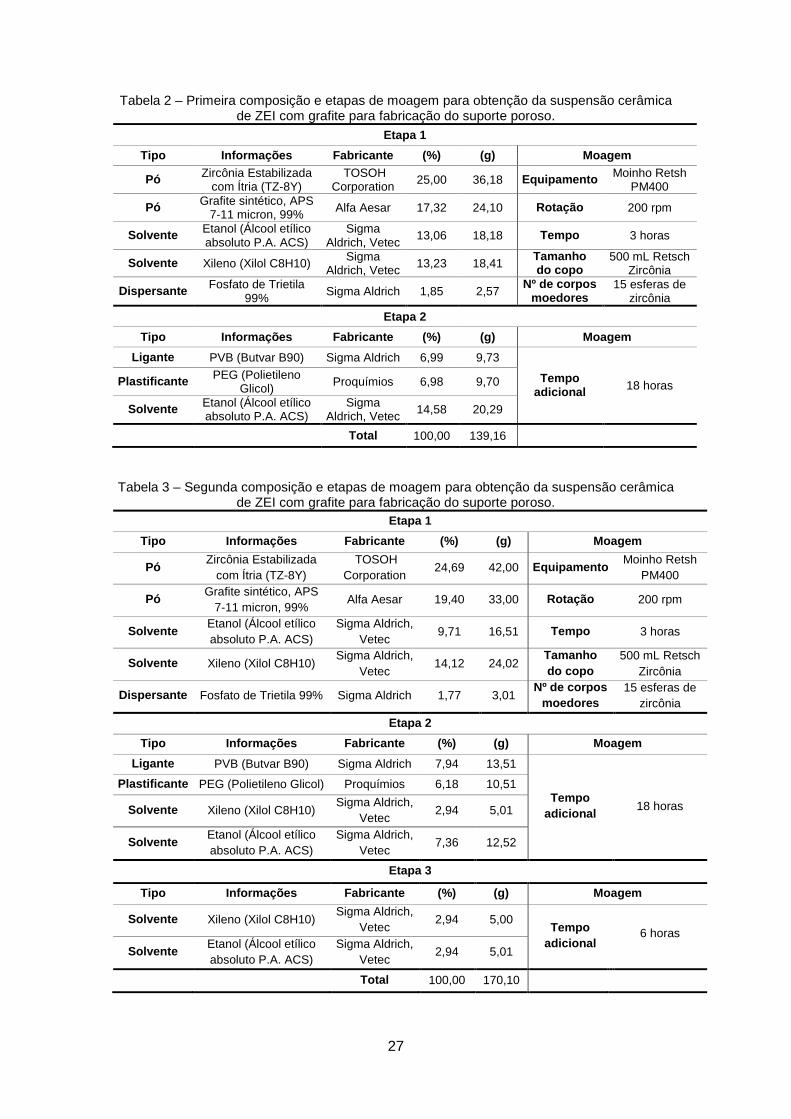
27
Tabela 2 – Primeira composição e etapas de moagem para obtenção da suspensão cerâmica de ZEI com grafite para fabricação do suporte poroso.
Etapa 1
Tipo Informações Fabricante (%) (g) Moagem
Pó Zircônia Estabilizada
com Ítria (TZ-8Y) TOSOH
Corporation 25,00 36,18 Equipamento
Moinho Retsh PM400
Pó Grafite sintético, APS
7-11 micron, 99% Alfa Aesar 17,32 24,10 Rotação 200 rpm
Solvente Etanol (Álcool etílico absoluto P.A. ACS)
Sigma Aldrich, Vetec
13,06 18,18 Tempo 3 horas
Solvente Xileno (Xilol C8H10) Sigma
Aldrich, Vetec 13,23 18,41
Tamanho do copo
500 mL Retsch Zircônia
Dispersante Fosfato de Trietila
99% Sigma Aldrich 1,85 2,57
Nº de corpos moedores
15 esferas de zircônia
Etapa 2
Tipo Informações Fabricante (%) (g) Moagem
Ligante PVB (Butvar B90) Sigma Aldrich 6,99 9,73
Tempo adicional
18 horas Plastificante PEG (Polietileno
Glicol) Proquímios 6,98 9,70
Solvente Etanol (Álcool etílico absoluto P.A. ACS)
Sigma Aldrich, Vetec
14,58 20,29
Total 100,00 139,16
Tabela 3 – Segunda composição e etapas de moagem para obtenção da suspensão cerâmica de ZEI com grafite para fabricação do suporte poroso.
Etapa 1
Tipo Informações Fabricante (%) (g) Moagem
Pó Zircônia Estabilizada
com Ítria (TZ-8Y)
TOSOH
Corporation 24,69 42,00 Equipamento
Moinho Retsh
PM400
Pó Grafite sintético, APS
7-11 micron, 99% Alfa Aesar 19,40 33,00 Rotação 200 rpm
Solvente Etanol (Álcool etílico
absoluto P.A. ACS)
Sigma Aldrich,
Vetec 9,71 16,51 Tempo 3 horas
Solvente Xileno (Xilol C8H10) Sigma Aldrich,
Vetec 14,12 24,02
Tamanho
do copo
500 mL Retsch
Zircônia
Dispersante Fosfato de Trietila 99% Sigma Aldrich 1,77 3,01 Nº de corpos
moedores
15 esferas de
zircônia
Etapa 2
Tipo Informações Fabricante (%) (g) Moagem
Ligante PVB (Butvar B90) Sigma Aldrich 7,94 13,51
Tempo
adicional 18 horas
Plastificante PEG (Polietileno Glicol) Proquímios 6,18 10,51
Solvente Xileno (Xilol C8H10) Sigma Aldrich,
Vetec 2,94 5,01
Solvente Etanol (Álcool etílico
absoluto P.A. ACS)
Sigma Aldrich,
Vetec 7,36 12,52
Etapa 3
Tipo Informações Fabricante (%) (g) Moagem
Solvente Xileno (Xilol C8H10) Sigma Aldrich,
Vetec 2,94 5,00
Tempo
adicional 6 horas
Solvente Etanol (Álcool etílico
absoluto P.A. ACS)
Sigma Aldrich,
Vetec 2,94 5,01
Total 100,00 170,10

28
4.2.2. Colagem de Fita do Suporte Poroso
O processo de colagem de fita foi realizado no equipamento modelo TTC1200 Tape
Casting Specialists da Richard E. Mistler Inc. As suspensões foram depositadas sobre
uma fita de mylar com a velocidade de rotação máxima do equipamento, 10 mm/s. A
abertura do Doctor blade foi ajustada a uma distância de 2,7 mm (abertura dos
micrômetros), variável de acordo com a viscosidade da suspensão e da espessura
final desejada. A temperatura da mesa de aquecimento foi mantida a 40°C. A
operação foi realizada com um sistema de exaustão e uma tampa de acrílico sobre a
mesa, as quais protegem a superfície da fita de contaminação externa e também evita
que o operador inale gases voláteis eliminados durante o processo. Após a completa
deposição de cada fita, ela foi mantida na mesa do equipamento para a secagem lenta
de parte de seus orgânicos, garantindo sua secagem e conformação em forma plana.
Como exemplo, uma produção de fitas de ZEI com grafite foi mantida por 48 horas a
40°C, seguida de 3 a 4 horas a 70°C e, finalmente, de 3 a 4 horas a 90°C.
Por fim, todas as fitas verdes foram cortadas com vazadores metálicos de aço
inoxidável austenítico em forma quadrada, com dimensões de 6,3 x 6,3 cm, e em
forma de botões, com 3 cm de diâmetro.
4.2.3. Calcinação e Sinterização
Os tratamentos térmicos aos quais os materiais cerâmicos são submetidos visam
atingir a temperatura necessária para a obtenção de um corpo contínuo, promovendo
a ligação entre as partículas, fornecendo resistência mecânica, integridade física e
adequação operacional para a execução das etapas subsequentes do processo de
fabricação.
No processo de colagem de fita, o produto que se obtém é chamado de corpo verde,
isto é, aquele que ainda não foi submetido ao processo de sinterização e, por isso,
apresenta estrutura flexível e maleável, devido à presença remanescente de
compostos orgânicos que não atingiram a temperatura suficiente para serem
completamente eliminados durante a técnica de processamento. Sendo assim, os
compostos orgânicos, incluindo o grafite, são eliminados através de um ciclo térmico
de calcinação, onde se leva o material a uma temperatura inferior à temperatura de
sinterização e superior à temperatura de completa eliminação de todos os compostos
orgânicos.
Como detalhado anteriormente, algumas amostras de fitas a verde de suporte poroso
de ZEI foram submetidas somente a tratamento de calcinação antes da deposição do

29
eletrólito de ZEI. Esse tratamento foi realizado em atmosfera oxidante de ar
atmosférico a 1 atm, seguindo as rampas de aquecimento apresentadas na Tabela 4.
Tabela 4 – Etapas do processo de calcinação da fita verde do suporte poroso de ZEI.
Rampa Temperatura (°C) Taxa (°C/min) Permanência (min) Tempo total (min) Tempo total (h)
1 650 0,4 0 1625 27,08
2 950 2 0 150 2,50
3 1300 1 240 590 9,83
4 200 2 0 550 9,17
Total 2915 48,58
Já as amostras que foram submetidas diretamente ao processo de sinterização,
seguiu-se todo o procedimento de aquecimento apresentado na Tabela 5. Como
observado, acrescentou-se à etapa de calcinação uma terceira rampa, em que se
atinge a temperatura de sinterização da ZEI a 1500°C.
Tabela 5 – Etapas do processo de sinterização da fita verde do suporte poroso de ZEI.
Rampa Temperatura (°C) Taxa (°C/min) Permanência (min) Tempo total (min) Tempo total (h)
1 650 0,4 0 1625 27,08
2 950 2 0 150 2,50
3 1500 1 240 790 13,17
4 200 2 0 650 10,83
Total 3215 53,58
4.3. Fabricação do Eletrólito de ZEI
4.3.1. Produção da Suspensão Cerâmica para Colagem de Fita
A suspensão para obtenção do eletrólito de ZEI, produzida para o processamento por
colagem de fita, foi fabricada, também, com o pó comercial de ZEI misturado com a
mesma base de aditivos orgânicos usados na suspensão do suporte poroso. Com
processamento, também realizado em duas etapas, chegou-se à composição
apresentada na Tabela 6.

30
Tabela 6 – Composição e etapas de moagem para obtenção da suspensão cerâmica do eletrólito de ZEI para processamento por colagem de fita.
Etapa 1
Tipo Informações Fabricante (%) (g) Moagem
Pó Zircônia
Estabilizada com Ítria (TZ-8Y)
TOSOH Corporation
43,22 60,1834 Equipamento
Moinho Retsh PM400
Rotação 200 rpm
Solvente Etanol (Álcool etílico absoluto P.A. ACS)
Sigma Aldrich, Vetec
13,17 18,3421 Tempo 3 horas
Solvente Xileno (Xilol C8H10) Sigma Aldrich,
Vetec 13,34 18,5788
Tamanho do copo
500 mL Retsch Zircônia
Dispersante Fosfato de Trietila
99% Sigma Aldrich 1,88 2,6148
Nº de corpos moedores
15 esferas de zircônia
Etapa 2
Tipo Informações Fabricante (%) (g) Moagem
Ligante PVB (Butvar B90) Sigma Aldrich 6,92 9,6326
Tempo adicional
18 horas Plastificante PEG (Polietileno
Glicol) Proquímios 6,91 9,6256
Solvente Etanol (Álcool etílico absoluto P.A. ACS)
Sigma Aldrich, Vetec
14,56 20,2793
Total 100,00 139,2566
4.3.2. Produção da Suspensão Cerâmica para Serigrafia
A suspensão cerâmica para produção do eletrólito, por serigrafia, foi fabricada a partir
da mistura do pó ZEI, da empresa Tosoh Corporation, e um aditivo orgânico à base de
terpineol. A mistura foi processada em moinho planetário de bolas (RETSCH PM 400),
através de cominuição a 200 RPM por 7 horas e 40 minutos, ocasionando a dispersão
das partículas por mecanismo de quebra mecânica e estabilização coloidal da
suspensão. As condições de processamento, assim como a quantidade de material
presente na suspensão, são apresentadas na Tabela 7. Como observado, o
processamento foi realizado em duas etapas, onde a segunda foi estabelecida a fim
de ajustar a quantidade de aditivo orgânico, até atingir a viscosidade adequada.

31
Tabela 7 – Composição e etapas de moagem para obtenção da suspensão cerâmica do eletrólito de ZEI para processamento por serigrafia.
Etapa 1
Tipo Informações Fabricante Qtd. Moagem
Pó Zircônia
Estabilizada com Ítria (TZ-8Y)
TOSOH Corporation
29,76 g
Equipamento Moinho Retsh
PM 400
Rotação 200 rpm
Tempo 1 hora
Aditivo orgânico
Terpineol Ink Vehicle
Fuel Cell Materials
Lot. #R0035 16 mL
Tamanho do copo
125 mL Retsch Zircônia
Nº de corpos moedores
15 esferas de zircônia
Etapa 2
Tipo Informações Fabricante (mL) Moagem
Aditivo orgânico
Terpineol Ink Vehicle
Fuel Cell Materials
Lot. #R0035 10 mL Tempo adicional 6 horas
Aditivo orgânico
Terpineol Ink Vehicle
Fuel Cell Materials
Lot. #R0035 1 mL Tempo adicional 10 minutos
Aditivo orgânico
Terpineol Ink Vehicle
Fuel Cell Materials
Lot. #R0035 3 mL Tempo adicional 30 minutos
4.3.3. Deposição do Eletrólito por Serigrafia
Os eletrólitos de ZEI que foram depositados, por serigrafia, sobre o suporte poroso de
ZEI foram desenvolvidos utilizando-se o equipamento Aurel Automation Screen Printer
modelo 900 PA. Detalhes do equipamento podem ser visualizados nas Figuras 21 e
22.
As amostras calcinadas e/ou sinterizadas de suporte poroso de ZEI foram
posicionadas na mesa de suporte (como indica a Figura 22) sobre uma saída de
sucção de ar, mantendo a amostra afixada. Ajustando-se a posição da amostra a ser
pintada com o auxílio de micrômetros, a mesa do suporte foi acionada para dentro do
equipamento, posicionando-se logo abaixo da tela de pintura, sobre a qual os rodos de
pintura se movimentam e realizam a deposição da suspensão que é colocada sobre
ela.
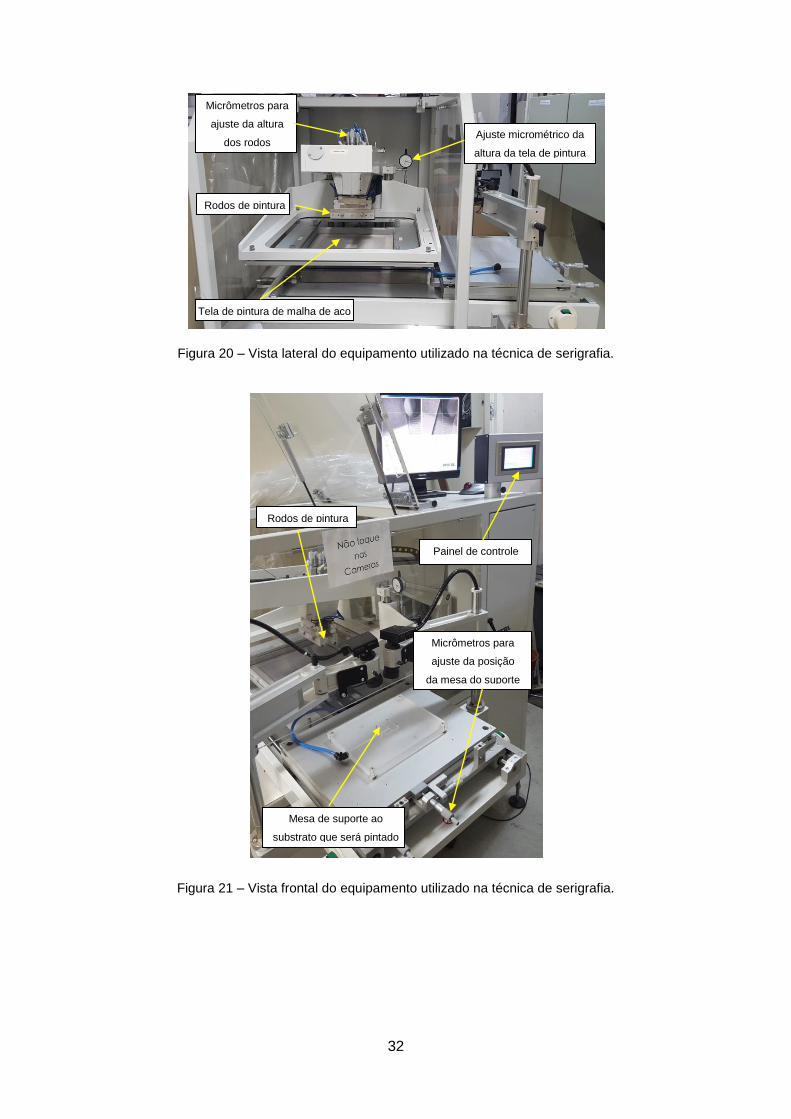
32
Figura 20 – Vista lateral do equipamento utilizado na técnica de serigrafia.
Figura 21 – Vista frontal do equipamento utilizado na técnica de serigrafia.
Tela de pintura de malha de aço
Micrômetros para
ajuste da altura
dos rodos
Rodos de pintura
Mesa de suporte ao
substrato que será pintado
Painel de controle
Rodos de pintura
Micrômetros para
ajuste da posição
da mesa do suporte
Ajuste micrométrico da
altura da tela de pintura
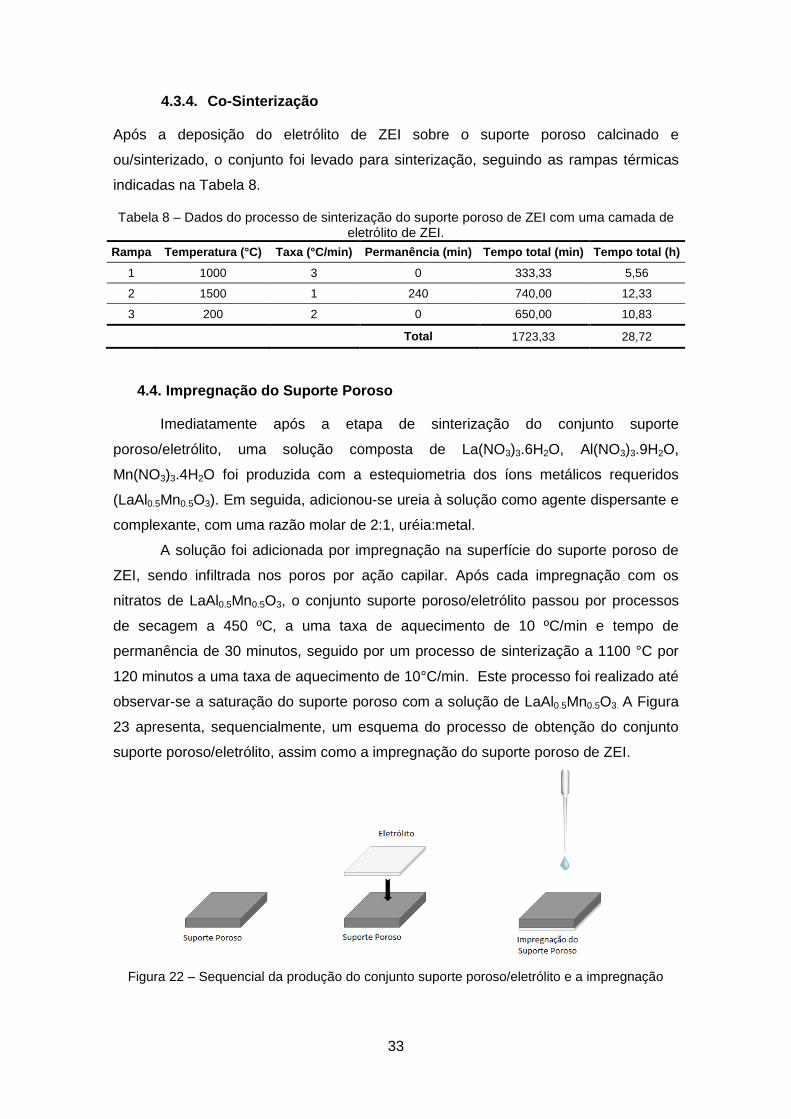
33
4.3.4. Co-Sinterização
Após a deposição do eletrólito de ZEI sobre o suporte poroso calcinado e
ou/sinterizado, o conjunto foi levado para sinterização, seguindo as rampas térmicas
indicadas na Tabela 8.
Tabela 8 – Dados do processo de sinterização do suporte poroso de ZEI com uma camada de eletrólito de ZEI.
Rampa Temperatura (°C) Taxa (°C/min) Permanência (min) Tempo total (min) Tempo total (h)
1 1000 3 0 333,33 5,56
2 1500 1 240 740,00 12,33
3 200 2 0 650,00 10,83
Total 1723,33 28,72
4.4. Impregnação do Suporte Poroso
Imediatamente após a etapa de sinterização do conjunto suporte
poroso/eletrólito, uma solução composta de La(NO3)3.6H2O, Al(NO3)3.9H2O,
Mn(NO3)3.4H2O foi produzida com a estequiometria dos íons metálicos requeridos
(LaAl0.5Mn0.5O3). Em seguida, adicionou-se ureia à solução como agente dispersante e
complexante, com uma razão molar de 2:1, uréia:metal.
A solução foi adicionada por impregnação na superfície do suporte poroso de
ZEI, sendo infiltrada nos poros por ação capilar. Após cada impregnação com os
nitratos de LaAl0.5Mn0.5O3, o conjunto suporte poroso/eletrólito passou por processos
de secagem a 450 ºC, a uma taxa de aquecimento de 10 ºC/min e tempo de
permanência de 30 minutos, seguido por um processo de sinterização a 1100 °C por
120 minutos a uma taxa de aquecimento de 10°C/min. Este processo foi realizado até
observar-se a saturação do suporte poroso com a solução de LaAl0.5Mn0.5O3. A Figura
23 apresenta, sequencialmente, um esquema do processo de obtenção do conjunto
suporte poroso/eletrólito, assim como a impregnação do suporte poroso de ZEI.
Figura 22 – Sequencial da produção do conjunto suporte poroso/eletrólito e a impregnação
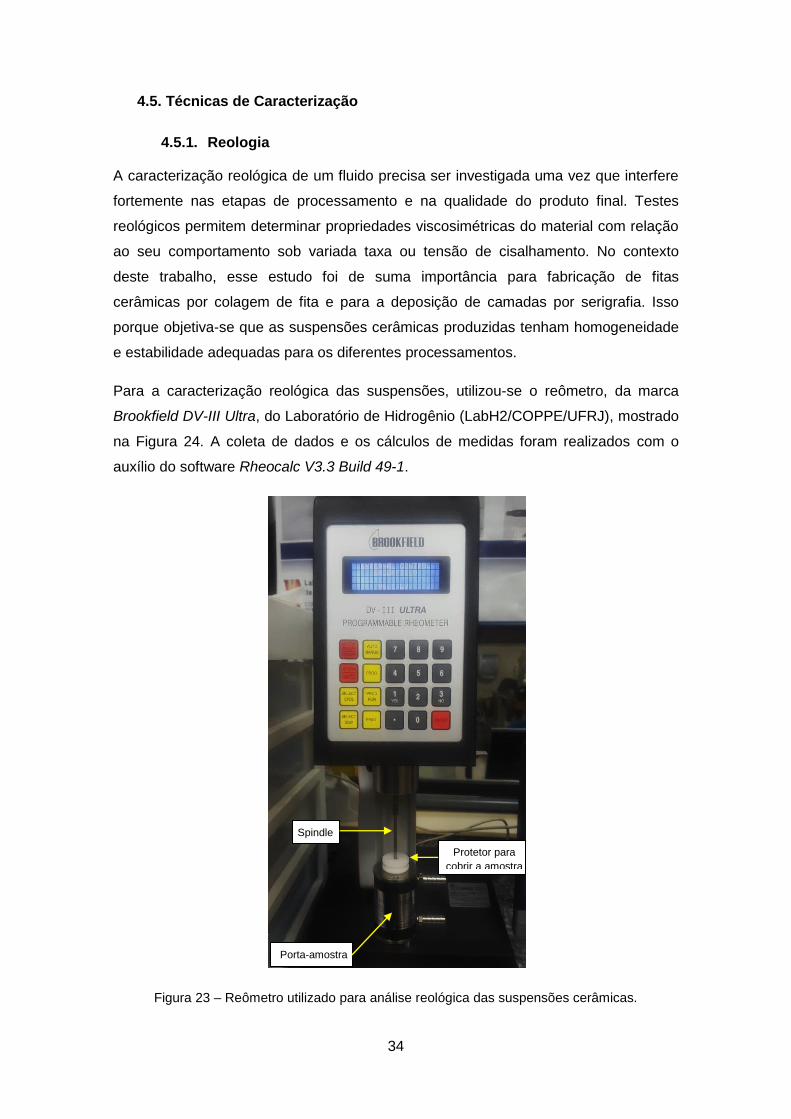
34
4.5. Técnicas de Caracterização
4.5.1. Reologia
A caracterização reológica de um fluido precisa ser investigada uma vez que interfere
fortemente nas etapas de processamento e na qualidade do produto final. Testes
reológicos permitem determinar propriedades viscosimétricas do material com relação
ao seu comportamento sob variada taxa ou tensão de cisalhamento. No contexto
deste trabalho, esse estudo foi de suma importância para fabricação de fitas
cerâmicas por colagem de fita e para a deposição de camadas por serigrafia. Isso
porque objetiva-se que as suspensões cerâmicas produzidas tenham homogeneidade
e estabilidade adequadas para os diferentes processamentos.
Para a caracterização reológica das suspensões, utilizou-se o reômetro, da marca
Brookfield DV-III Ultra, do Laboratório de Hidrogênio (LabH2/COPPE/UFRJ), mostrado
na Figura 24. A coleta de dados e os cálculos de medidas foram realizados com o
auxílio do software Rheocalc V3.3 Build 49-1.
Figura 23 – Reômetro utilizado para análise reológica das suspensões cerâmicas.
Spindle
Porta-amostra
Protetor para
cobrir a amostra
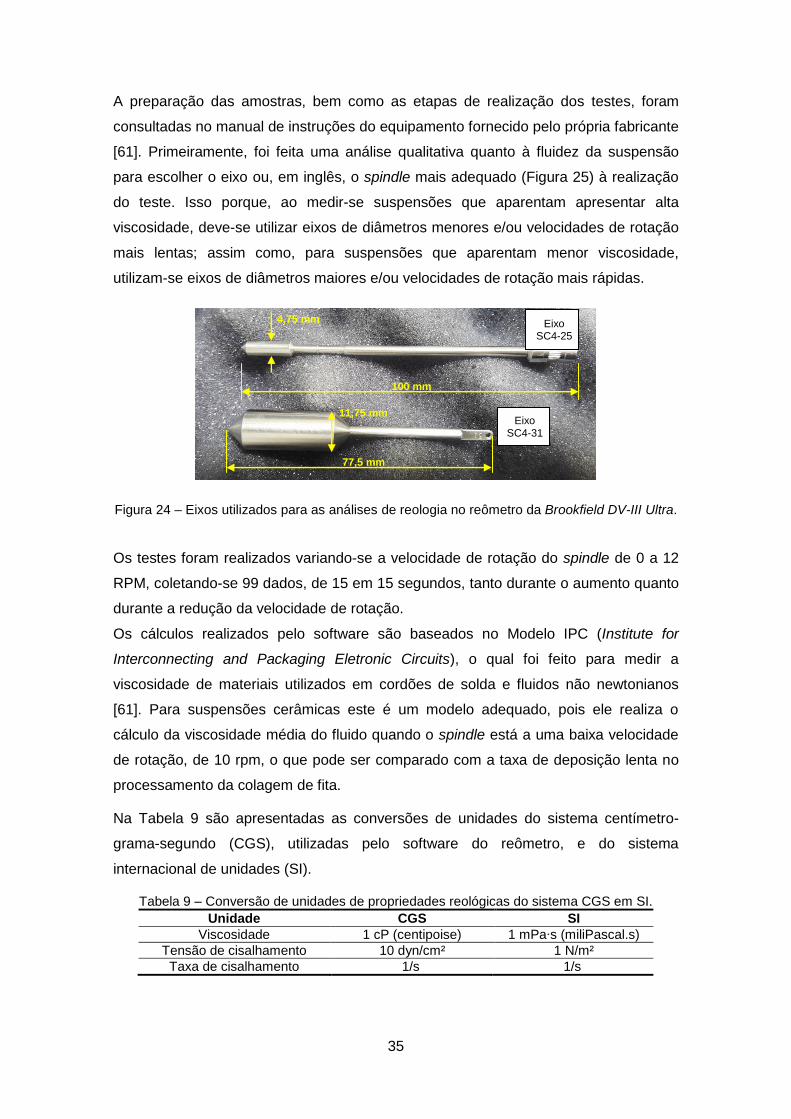
35
A preparação das amostras, bem como as etapas de realização dos testes, foram
consultadas no manual de instruções do equipamento fornecido pelo própria fabricante
[61]. Primeiramente, foi feita uma análise qualitativa quanto à fluidez da suspensão
para escolher o eixo ou, em inglês, o spindle mais adequado (Figura 25) à realização
do teste. Isso porque, ao medir-se suspensões que aparentam apresentar alta
viscosidade, deve-se utilizar eixos de diâmetros menores e/ou velocidades de rotação
mais lentas; assim como, para suspensões que aparentam menor viscosidade,
utilizam-se eixos de diâmetros maiores e/ou velocidades de rotação mais rápidas.
Figura 24 – Eixos utilizados para as análises de reologia no reômetro da Brookfield DV-III Ultra.
Os testes foram realizados variando-se a velocidade de rotação do spindle de 0 a 12
RPM, coletando-se 99 dados, de 15 em 15 segundos, tanto durante o aumento quanto
durante a redução da velocidade de rotação.
Os cálculos realizados pelo software são baseados no Modelo IPC (Institute for
Interconnecting and Packaging Eletronic Circuits), o qual foi feito para medir a
viscosidade de materiais utilizados em cordões de solda e fluidos não newtonianos
[61]. Para suspensões cerâmicas este é um modelo adequado, pois ele realiza o
cálculo da viscosidade média do fluido quando o spindle está a uma baixa velocidade
de rotação, de 10 rpm, o que pode ser comparado com a taxa de deposição lenta no
processamento da colagem de fita.
Na Tabela 9 são apresentadas as conversões de unidades do sistema centímetro-
grama-segundo (CGS), utilizadas pelo software do reômetro, e do sistema
internacional de unidades (SI).
Tabela 9 – Conversão de unidades de propriedades reológicas do sistema CGS em SI.
Unidade CGS SI
Viscosidade 1 cP (centipoise) 1 mPa∙s (miliPascal.s)
Tensão de cisalhamento 10 dyn/cm² 1 N/m²
Taxa de cisalhamento 1/s 1/s
Eixo SC4-31
Eixo SC4-25
100 mm
4,75 mm
77,5 mm
11,75 mm

36
Outra informação importante é determinar o tipo de comportamento reológico da
suspensão, que pode ser avaliado através do modelo Ostwald (Equação 5), pois ele
calcula o quão distante a amostra está do comportamento linear newtoniano,
comparando-se a função linear com a curva de taxa de cisalhamento versus tensão de
cisalhamento obtida experimentalmente [61].
𝜏 = 𝑘 ∙ (𝛾)ƞ (5)
Onde:
𝜏: tensão de cisalhamento
𝑘: coeficiente de consistência
𝛾: taxa de cisalhamento
Ƞ: coeficiente de fluidez
De acordo com este modelo, pontuam-se as seguintes análises:
Quando Ƞ<1, a suspensão é fluida e apresenta comportamento
pseudoplástico, isto é, a viscosidade aparente deve diminuir com o aumento da
taxa de cisalhamento;
Quanto mais próximo Ƞ está de zero, mais fluida é a suspensão;
Quando Ƞ>1 a suspensão é viscosa e apresenta comportamento dilatante, isto
é, a viscosidade aparente aumenta com o aumento da taxa de cisalhamento.
4.5.2. Análise Termogravimétrica (ATG)
Denari [62] descreveu a ATG como uma "técnica termoanalítica que acompanha a
variação da massa da amostra em função da programação de temperatura". A análise
fornece um gráfico da variação de massa da amostra em função do tempo ou da
temperatura. Fazendo-se uso de uma termobalança, é possível identificar essa perda
de massa da amostra com o aumento de temperatura in situ, permitindo prever a que
faixa de temperatura o material irá degradar-se, decompor-se ou eliminar aditivos
presentes em sua composição. No experimento, é possível controlar a programação
do equipamento para atingir determinadas temperaturas em diferentes taxas de
aquecimento, podendo reproduzir as condições de trabalho.
Em análise de materiais cerâmicos, mais especificamente na produção de
componentes para PaCOS, a ATG é interessante na caracterização das fitas
cerâmicas a verde. Através dessa técnica é possível determinar a que temperatura
elas perdem seus aditivos orgânicos, formadores de poros e as possíveis

37
transformações de fase que podem ocorrer em elevadas temperaturas, permitindo
definir a melhor rota de processamento térmico necessária para uma efetiva
calcinação ou sinterização do material, sem deteriorar as propriedades do material
[43].
Para caracterização das fitas cerâmicas verdes, produzidas neste trabalho, utilizou-se
o equipamento TGA-50 da Shimadzu do Laboratório Multiusuário de Caracterização
de Materiais (LMCM) do Programa de Engenharia Metalúrgica e de Materiais
(PEMM/COPPE/UFRJ). A análise foi realizada em uma rampa a taxa de 5°C/min até
900°C.
4.5.3. Porosimetria pelo Método de Arquimedes
Esse método baseia-se no princípio de Arquimedes, o qual afirma que um corpo em
equilíbrio hidrostático desloca um volume de água igual ao volume ocupado por sua
massa, sendo então submetido a uma força, de sentido oposto ao seu peso, chamada
de empuxo (E). Como o ensaio é realizado em água (𝜌á𝑔𝑢𝑎 = 1 𝑔/𝑐𝑚3) pode-se
assumir que a massa do corpo em imersão será numericamente igual ao seu volume,
como demonstram as equações abaixo de cálculo da força de empuxo através da
resultante de forças hidrostáticas atuantes sobre um corpo imerso.
𝐸 = 𝑚 ∙ 𝑎 = 𝜌 ∙ 𝑎 ∙ 𝑉 (6)
𝑚 ≡ 𝑉 (7)
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠: [𝑔 ∙𝑚
𝑠2] = [𝑔] ∙ [
𝑚
𝑠2] = [
𝑔
𝑐𝑚3] ∙ [
𝑚
𝑠2] ∙ [𝑐𝑚3] (8)
∴ [𝑔] ≡ [𝑐𝑚3] (9)
Diante destes conceitos, o procedimento experimental do método de Arquimedes
consiste em realizar três medições do mesmo corpo de amostra, na seguinte
sequência:
1ª) Massa seca, 𝑚𝑠𝑒𝑐𝑎: medir a massa da amostra seca após submetê-la a um
processo térmico de secagem ao forno, para evaporação de qualquer eventual
umidade presente em sua estrutura;
2ª) Massa saturada, 𝑚𝑠𝑎𝑡: medir a massa da amostra saturada com água em seus
poros. Condiciona-se o corpo da amostra seca por um tempo determinado em água
deionizada fervente (ponto em que se observa a formação de bolhas) e, em seguida, a
amostra é mantida nessa mesma água deionizada a temperatura ambiente, de forma a
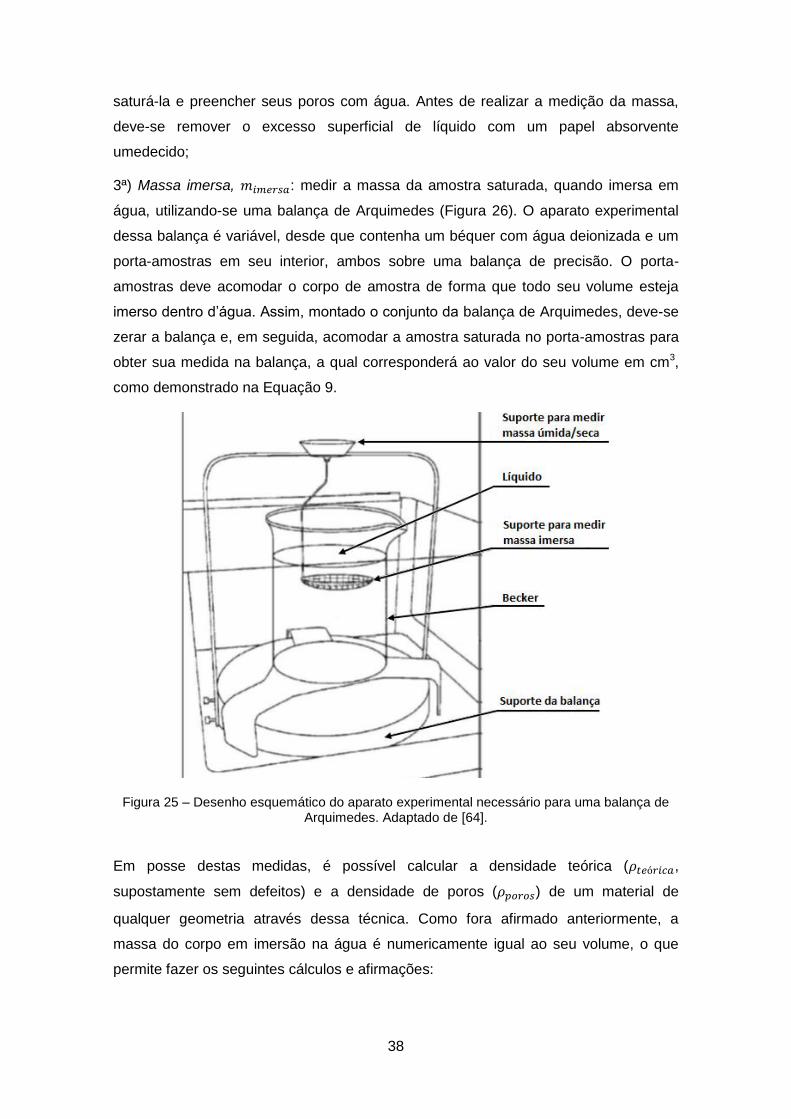
38
saturá-la e preencher seus poros com água. Antes de realizar a medição da massa,
deve-se remover o excesso superficial de líquido com um papel absorvente
umedecido;
3ª) Massa imersa, 𝑚𝑖𝑚𝑒𝑟𝑠𝑎: medir a massa da amostra saturada, quando imersa em
água, utilizando-se uma balança de Arquimedes (Figura 26). O aparato experimental
dessa balança é variável, desde que contenha um béquer com água deionizada e um
porta-amostras em seu interior, ambos sobre uma balança de precisão. O porta-
amostras deve acomodar o corpo de amostra de forma que todo seu volume esteja
imerso dentro d’água. Assim, montado o conjunto da balança de Arquimedes, deve-se
zerar a balança e, em seguida, acomodar a amostra saturada no porta-amostras para
obter sua medida na balança, a qual corresponderá ao valor do seu volume em cm3,
como demonstrado na Equação 9.
Figura 25 – Desenho esquemático do aparato experimental necessário para uma balança de Arquimedes. Adaptado de [64].
Em posse destas medidas, é possível calcular a densidade teórica (𝜌𝑡𝑒ó𝑟𝑖𝑐𝑎,
supostamente sem defeitos) e a densidade de poros (𝜌𝑝𝑜𝑟𝑜𝑠) de um material de
qualquer geometria através dessa técnica. Como fora afirmado anteriormente, a
massa do corpo em imersão na água é numericamente igual ao seu volume, o que
permite fazer os seguintes cálculos e afirmações:

39
O volume de poros equivale numericamente à diferença entre a massa da
amostra saturada com água e a massa seca:
𝑚𝑝𝑜𝑟𝑜𝑠 = 𝑚𝑠𝑎𝑡 −𝑚𝑠𝑒𝑐𝑎 ≡ 𝑉𝑝𝑜𝑟𝑜𝑠 = 𝑉𝑠𝑎𝑡 − 𝑉𝑠𝑒𝑐𝑎 (10)
A massa da amostra saturada com água é numericamente igual ao volume da
amostra saturada com água que, por sua vez, é igual ao volume teórico da amostra
densa;
Assim, a densidade teórica do material da amostra é igual à razão entre a massa
da amostra saturada e o volume da amostra saturada com água:
𝜌𝑡𝑒ó𝑟𝑖𝑐𝑎 =𝑚𝑠𝑎𝑡
𝑉𝑠𝑎𝑡 (11)
A densidade de poros no material é igual à razão entre a massa de poros
presentes na amostra e o volume da amostra saturada com água:
𝜌𝑝𝑜𝑟𝑜𝑠 =𝑚𝑝𝑜𝑟𝑜𝑠
𝑉𝑠𝑎𝑡 (12)
A porosidade aparente da amostra é a porcentagem da razão entre a sua
densidade de poros e a densidade teórica do material:
𝑃𝑜𝑟𝑜𝑠𝑖𝑑𝑎𝑑𝑒 𝑎𝑝𝑎𝑟𝑒𝑛𝑡𝑒 (%) =𝜌𝑝𝑜𝑟𝑜𝑠
𝜌𝑡𝑒ó𝑟𝑖𝑐𝑎∙ 100 (13)
Essa técnica consiste na preparação da amostra em três etapas, obtendo-se valores
de massa em cada uma delas, com o objetivo final de calcular a porosidade aparente
do material. A abordagem da técnica foi conduzida com base na norma ASTM C20, a
qual, em tradução livre, é direcionada para “métodos de medição de porosidade
aparente, absorção de água e densidade de tijolos refratários de diferentes geometrias
quando em água fervente”.
Nesse trabalho, essa técnica foi utilizada para análise da porosidade aparente do
suporte poroso de ZEI. Os dispositivos experimentais utilizados para essa
caracterização podem ser observados na Figura 27. Antes de medir a massa seca, a
amostra foi submetida a um processo térmico de secagem com uma taxa de
aquecimento de 1°C/min até 110°C, permanecendo nessa temperatura por 30
minutos, sendo resfriado até a temperatura ambiente desligando-se o forno. Após
medir a massa seca, o mesmo corpo de amostra foi alocado em um béquer contendo
água deionizada em quantidade suficiente para cobrir toda a superfície da amostra. O
conjunto foi colocado sobre uma placa de aquecimento e aquecido até a água
deionizada levantar fervura, estado em que se observou a formação de bolhas, em
aproximadamente 80°C, mantendo-se nessa temperatura por 1 hora e meia. Em
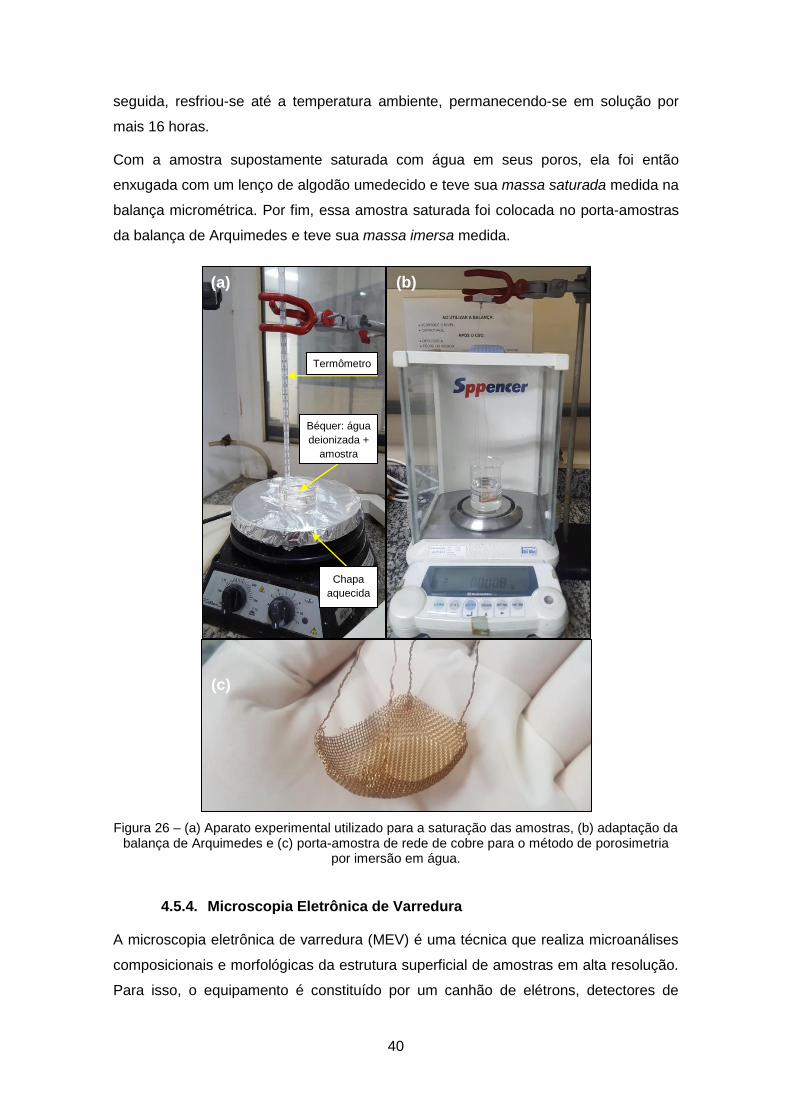
40
seguida, resfriou-se até a temperatura ambiente, permanecendo-se em solução por
mais 16 horas.
Com a amostra supostamente saturada com água em seus poros, ela foi então
enxugada com um lenço de algodão umedecido e teve sua massa saturada medida na
balança micrométrica. Por fim, essa amostra saturada foi colocada no porta-amostras
da balança de Arquimedes e teve sua massa imersa medida.
Figura 26 – (a) Aparato experimental utilizado para a saturação das amostras, (b) adaptação da balança de Arquimedes e (c) porta-amostra de rede de cobre para o método de porosimetria
por imersão em água.
4.5.4. Microscopia Eletrônica de Varredura
A microscopia eletrônica de varredura (MEV) é uma técnica que realiza microanálises
composicionais e morfológicas da estrutura superficial de amostras em alta resolução.
Para isso, o equipamento é constituído por um canhão de elétrons, detectores de
(a) (b)
(c)
Termômetro
Béquer: água
deionizada +
amostra
Chapa
aquecida

41
elétrons e uma câmera ligada a um software de análise e exibição de imagens, todos
acoplados a uma câmara de vácuo que acomoda a amostra [65].
O tipo de detector é uma importante ferramenta no MEV que pode ser selecionado e
alterado durante a análise de acordo com a imagem que se deseja obter. O detector
de elétrons secundários é ideal para visualizar a morfologia superficial, enquanto o de
elétrons retro espalhados gera uma imagem de perspectiva bidimensional com pixels
mais claros e, portanto, sem detalhe morfológico.
Para as análises em MEV foi utilizado o equipamento JEOL modelo JSM-6460LV, com
sonda EDS e Noram System Six 200 acoplado, e o equipamento da TESCAN modelo
VEGA3. Por se tratarem de amostras cerâmicas, foi necessário prepara-las realizando
uma metalização através de recobrimento com ouro no equipamento da Emitech,
modelo K550, tornando a superfície de cada amostra condutora de elétrons e
habilitada para a caracterização.
Ambos os equipamentos foram disponibilizados pelo Núcleo Multiusuário de
Microscopia (NMM) do Programa de Engenharia Metalúrgica e de Materiais
(PEMM/COPPE/UFRJ)
5. RESULTADOS E DISCUSSÕES
5.1. Suporte Poroso de ZEI – Processamento por Colagem de Fita
5.1.1. Reologia da Suspensão Cerâmica
Para o processamento adequado, através da técnica de colagem de fita, é esperado
que a viscosidade da suspensão cerâmica diminua quando forem impostas tensões de
cisalhamento e aumente quando não houver ações externas sendo aplicadas [43, 51],
assim, garantindo que a suspensão seja distribuída de maneira uniforme durante o
despejo com o movimento do substrato de mylar e, ao mesmo tempo, não se espalhe
além da área útil de deposição.
O comportamento desejado é chamado de pseudoplástico e é caracterizado pela
capacidade de alinhamento das partículas da suspensão cerâmica quando submetidas
a um aumento da taxa de cisalhamento. Por isso, a velocidade de deposição no
substrato durante o processamento não deve ser demasiadamente alta, pois pode
provocar o aumento da taxa de cisalhamento sobre a suspensão e,
consequentemente, fará com que as partículas se orientam e aumentem a sua
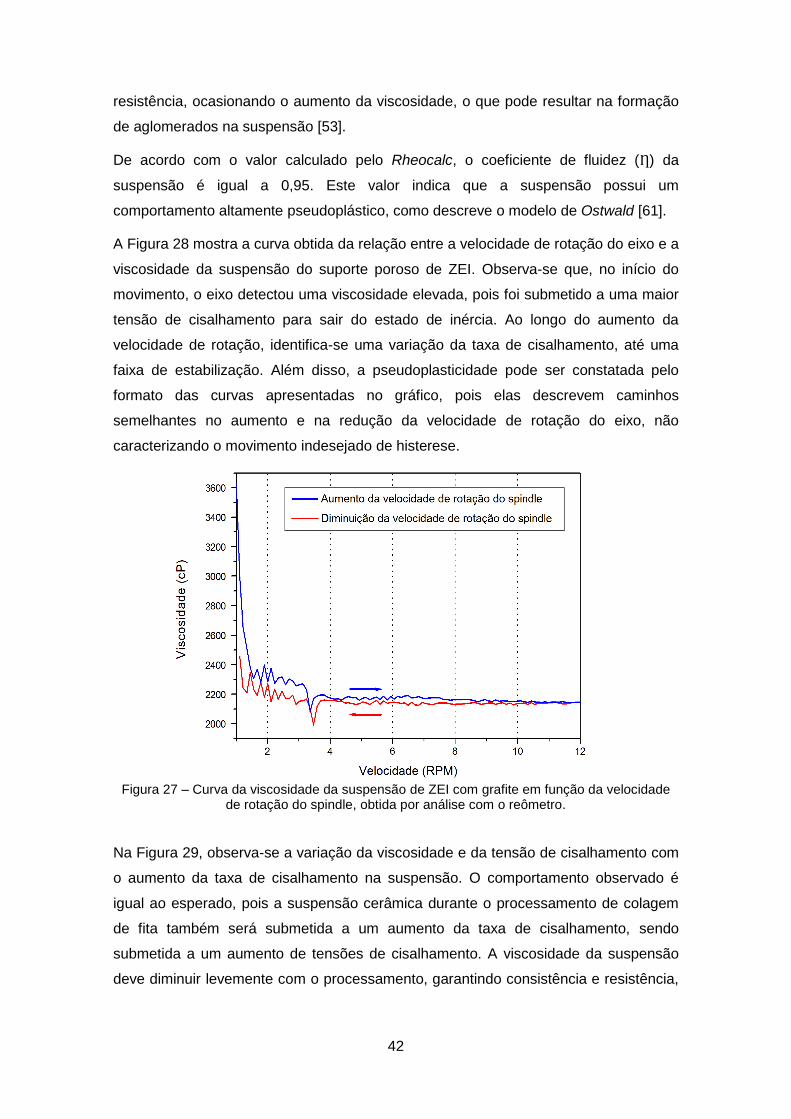
42
resistência, ocasionando o aumento da viscosidade, o que pode resultar na formação
de aglomerados na suspensão [53].
De acordo com o valor calculado pelo Rheocalc, o coeficiente de fluidez (Ƞ) da
suspensão é igual a 0,95. Este valor indica que a suspensão possui um
comportamento altamente pseudoplástico, como descreve o modelo de Ostwald [61].
A Figura 28 mostra a curva obtida da relação entre a velocidade de rotação do eixo e a
viscosidade da suspensão do suporte poroso de ZEI. Observa-se que, no início do
movimento, o eixo detectou uma viscosidade elevada, pois foi submetido a uma maior
tensão de cisalhamento para sair do estado de inércia. Ao longo do aumento da
velocidade de rotação, identifica-se uma variação da taxa de cisalhamento, até uma
faixa de estabilização. Além disso, a pseudoplasticidade pode ser constatada pelo
formato das curvas apresentadas no gráfico, pois elas descrevem caminhos
semelhantes no aumento e na redução da velocidade de rotação do eixo, não
caracterizando o movimento indesejado de histerese.
Figura 27 – Curva da viscosidade da suspensão de ZEI com grafite em função da velocidade
de rotação do spindle, obtida por análise com o reômetro.
Na Figura 29, observa-se a variação da viscosidade e da tensão de cisalhamento com
o aumento da taxa de cisalhamento na suspensão. O comportamento observado é
igual ao esperado, pois a suspensão cerâmica durante o processamento de colagem
de fita também será submetida a um aumento da taxa de cisalhamento, sendo
submetida a um aumento de tensões de cisalhamento. A viscosidade da suspensão
deve diminuir levemente com o processamento, garantindo consistência e resistência,
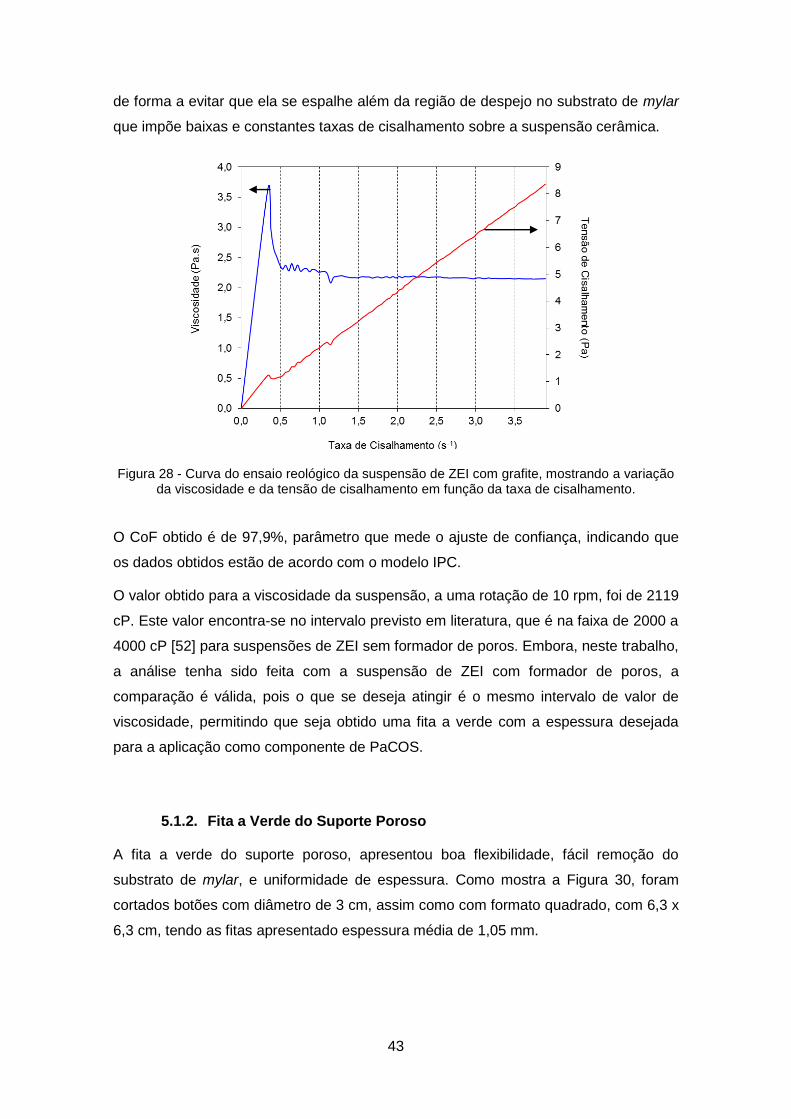
43
de forma a evitar que ela se espalhe além da região de despejo no substrato de mylar
que impõe baixas e constantes taxas de cisalhamento sobre a suspensão cerâmica.
Figura 28 - Curva do ensaio reológico da suspensão de ZEI com grafite, mostrando a variação da viscosidade e da tensão de cisalhamento em função da taxa de cisalhamento.
O CoF obtido é de 97,9%, parâmetro que mede o ajuste de confiança, indicando que
os dados obtidos estão de acordo com o modelo IPC.
O valor obtido para a viscosidade da suspensão, a uma rotação de 10 rpm, foi de 2119
cP. Este valor encontra-se no intervalo previsto em literatura, que é na faixa de 2000 a
4000 cP [52] para suspensões de ZEI sem formador de poros. Embora, neste trabalho,
a análise tenha sido feita com a suspensão de ZEI com formador de poros, a
comparação é válida, pois o que se deseja atingir é o mesmo intervalo de valor de
viscosidade, permitindo que seja obtido uma fita a verde com a espessura desejada
para a aplicação como componente de PaCOS.
5.1.2. Fita a Verde do Suporte Poroso
A fita a verde do suporte poroso, apresentou boa flexibilidade, fácil remoção do
substrato de mylar, e uniformidade de espessura. Como mostra a Figura 30, foram
cortados botões com diâmetro de 3 cm, assim como com formato quadrado, com 6,3 x
6,3 cm, tendo as fitas apresentado espessura média de 1,05 mm.

44
Figura 29 – Fita a verde da ZEI com grafite obtida pela técnica de colagem de fita, cortada em tamanho (a) botão e (b) quadrada.
5.1.3. Análise Termogravimétrica da Fita a Verde
Através da análise termogravimétrica foi possível identificar a temperatura em que
ocorre a eliminação dos aditivos da fita a verde, observando-se a faixa de temperatura
em que é verificada a maior perda de massa da amostra. Essa informação teve como
objetivo adaptar os tratamentos térmicos que foram empregados nas fitas verdes do
suporte poroso logo após sua fabricação por colagem de fita, e antes de serem
submetidas a processos subsequentes, como o de deposição da camada de eletrólito.
Através da Figura 31 é possível observar que a maior queda observada na curva de
DTA (análise térmica diferencial) vai de, aproximadamente, 285 a 375°C, indicando a
faixa de temperatura em que ocorre a evaporação dos compostos orgânicos presentes
na fita: solventes, ligante e plastificante.
(a) (b)
Ø 3 cm 6,3 x 6,3 cm
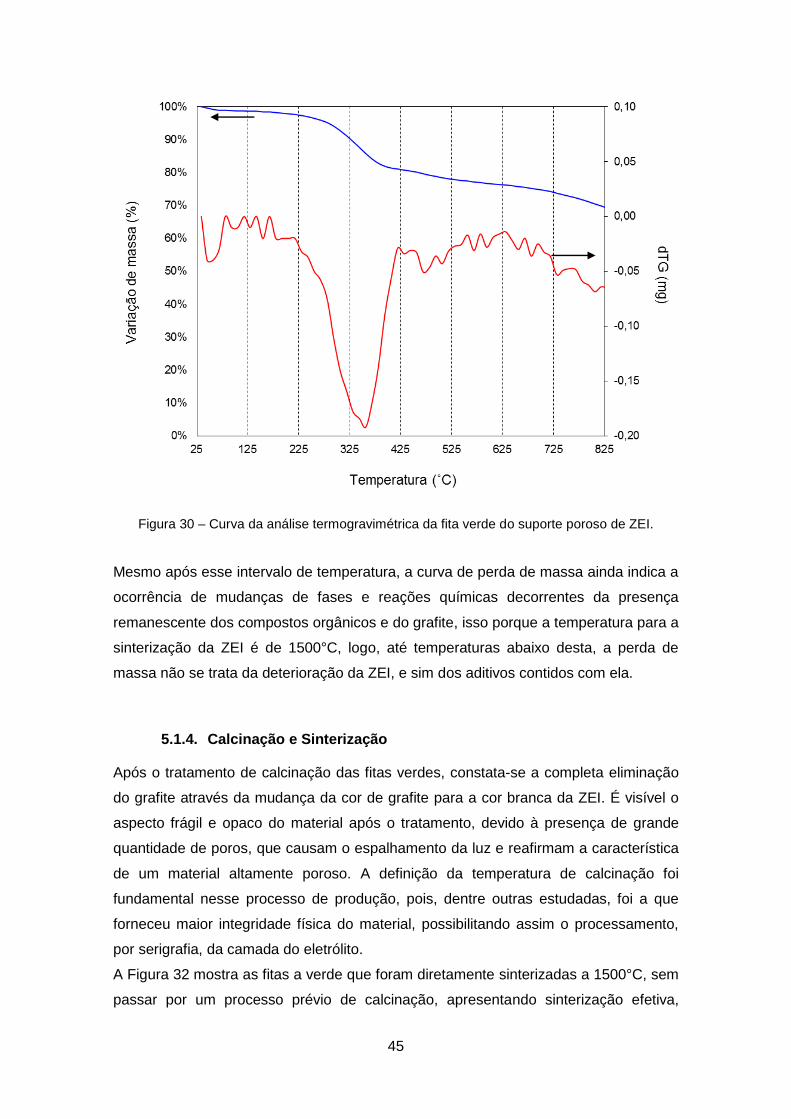
45
Figura 30 – Curva da análise termogravimétrica da fita verde do suporte poroso de ZEI.
Mesmo após esse intervalo de temperatura, a curva de perda de massa ainda indica a
ocorrência de mudanças de fases e reações químicas decorrentes da presença
remanescente dos compostos orgânicos e do grafite, isso porque a temperatura para a
sinterização da ZEI é de 1500°C, logo, até temperaturas abaixo desta, a perda de
massa não se trata da deterioração da ZEI, e sim dos aditivos contidos com ela.
5.1.4. Calcinação e Sinterização
Após o tratamento de calcinação das fitas verdes, constata-se a completa eliminação
do grafite através da mudança da cor de grafite para a cor branca da ZEI. É visível o
aspecto frágil e opaco do material após o tratamento, devido à presença de grande
quantidade de poros, que causam o espalhamento da luz e reafirmam a característica
de um material altamente poroso. A definição da temperatura de calcinação foi
fundamental nesse processo de produção, pois, dentre outras estudadas, foi a que
forneceu maior integridade física do material, possibilitando assim o processamento,
por serigrafia, da camada do eletrólito.
A Figura 32 mostra as fitas a verde que foram diretamente sinterizadas a 1500°C, sem
passar por um processo prévio de calcinação, apresentando sinterização efetiva,

46
exibindo maior resistência mecânica em comparação com o suporte calcinado e boa
planicidade do material. Sobretudo, após a sinterização, embora se tratem de fitas a
verde de mesma composição, observa-se o encolhimento de 41,27% das dimensões
superficiais da fita quadrada e 30% da fita botão, mantendo a proporção e geometria
do corte a verde. Essa diferença de porcentagem de encolhimento deve-se à
distribuição diferenciada da quantidade de peso sobre as placas de sinterização, que
acomodam as amostras dentro do forno. Esse peso é importante para assegurar a
planicidade da amostra e impedir que ela se deforme durante o tratamento térmico. No
entanto, qualquer aumento de peso tende a influenciar a sinterização, dificultando o
encolhimento do material, o que pode ter acontecido com as fitas em formato de
botão, uma vez que elas foram sinterizadas separadamente das quadradas. Sendo
assim, é necessário um estudo mais detalhado da relação dos pesos utilizados
durante a sinterização com a porcentagem de encolhimento.
De acordo com a literatura [66], a partir de 1027°C, a ZEI sinterizada com qualquer
tipo de formador de poros encolhe uma porcentagem média de 26%, independente do
aumento da quantidade de formador de poros. No entanto, os autores não fornecem
informações detalhadas sobre a composição da suspensão cerâmica, como a
porcentagem de sólidos utilizada, tendo em vista que, neste trabalho, utilizou-se uma
suspensão com 51,43% de sólidos. Logo, comparando-se os resultados obtidos neste
trabalho com os da literatura, pode-se supor que o encolhimento em maior grau das
amostras é devido à diferente distribuição de peso durante a sinterização e/ou às
diferenças de porcentagem de sólidos na composição da suspensão cerâmica
utilizada pelos autores.
Figura 31 – Suporte poroso de ZEI obtido pelo processamento de colagem de fita, (a) fita a verde quadrada; (b) fita quadrada sinterizada e (c) fita botão a verde e sinterizada.
Ø 2,1 cm
Ø 3 cm
(b) (a)
3,7 x 3,7 cm 6,3 x 6,3 cm
(c)

47
5.1.5. Microscopia Eletrônica de Varredura
Na micrografia do suporte poroso de ZEI é desejável observar uma microestrutura com
alta porosidade, com poros interligados, bem distribuídos, de tamanhos e formatos
uniformes ao longo de todo o material.
Foram analisadas duas amostras de suporte poroso de ZEI (SPZEI) sinterizadas, uma
com 17% em peso de formador de poros de grafite (SPZEI-17) e outra com 19%
(SPZEI-19), como mostram as composições das Tabelas 2 e 3, respectivamente.
Embora a diferença da porcentagem em peso entre ambas seja pequena, de 2%, a
proporção em massa dos pós é mais significativa. Enquanto na SPZEI-17 tem-se
24,43g de grafite para 36,30g de pó de ZEI, na SPZEI-19 tem-se 33g de grafite para
42g de ZEI. Isto é, a quantidade em massa de formador de poros sobre a quantidade
de ZEI representa, respectivamente, 67,28% na SPZEI-17 contra 78,58% na SPZEI-
19.
Realizando-se aumentos de 1000 e 3000 vezes da seção transversal dos suportes
porosos, Figura 34, observa-se a formação de poros em formato de lâminas no SPZEI-
17 e poros mais arredondados no SPZEI-19. O formato de lâminas ocorre devido ao
modo de fratura por cisalhamento dos aglomerados de grafite. Quanto aos poros
arredondados, provavelmente, isso se deve ao maior tempo de moagem e à etapa
adicional de processamento da suspensão cerâmica do SPZEI-19, o que deve ter
diminuído o tamanho das partículas. Assim, comparando-se as Figuras 33 (a) e (c),
observa-se que a microestrutura do SPZEI-17 possui poros maiores e mais alongados,
enquanto os poros do SPZEI-19 são menores, mais arredondados e em maior
quantidade. Logo, conclui-se que o aumento da porcentagem em peso de formador de
poros implica em aumento da quantidade e distribuição dos poros, bem como o
aumento de uma etapa de processamento e do tempo de moagem implica em
diminuição do tamanho dos poros. Este fator é importante, pois melhora a capacidade
reativa do suporte poroso, uma vez que o aumento do número de poros oferece maior
área superficial disponível, aumentando as RTF.

48
Figura 32 – Microscopia eletrônica de varredura da seção transversal do SPZEI-17com aumentos de (a) 1000x, (b) 3000x, e do SPZEI-19, com aumentos de (c) 1000x e (d) 3000x.
5.1.6. Medida da Porosidade Aparente
Para a quantificação da porosidade dos materiais empregados nas PaCOS, o método
de Arquimedes é mais adequado do que o de porosimetria por intrusão de mercúrio,
pois os materiais cerâmicos constituem poros na escala micrométrica, e como o
mercúrio apresenta tensão superficial muito superior a da água (𝛾á𝑔𝑢𝑎25°𝐶 = 71,97
𝑑𝑦𝑛
𝑐𝑚 e
𝛾𝑚𝑒𝑟𝑐ú𝑟𝑖𝑜25°𝐶 = 485,5
𝑑𝑦𝑛
𝑐𝑚 [63]), dificultaria sua penetração nos micro poros [64].
Foram analisadas duas partes de um mesmo corpo de amostra SPZEI-17 e duas
partes do SPZEI-19 sinterizadas, seguindo os procedimentos descritos pelo método de
Arquimedes, para medição de porosidade aparente por imersão em água.
As medições realizadas em cada etapa dessa técnica, juntamente aos cálculos finais
para a determinação da porosidade aparente do material, estão expressas nas
Tabelas 11 e 12 para o SPZEI-17, e Tabelas 13 e 14, para o SPZEI-19.
(a) (b)
(c) (d)

49
Tabela 10 – Medição das massas das amostras SPZEI-17 preparadas para o teste de porosimetria pelo método de Arquimedes.
Amostra nº m seca (g) m saturada (g) m imersa (g) m poros (g)
1 1,254 1,4616 0,4227 0,2076
2 1,3235 1,5436 0,4481 0,2201
Tabela 11 – Valores da densidade teórica, densidade de poros e a porcentagem de porosidade aparente das amostras SPZEI-17 determinadas pelo método de Arquimedes.
Amostra nº ρ teórica ρ poros Porosidade aparente (%)
1 3,4578 0,4911 14,20%
2 3,4448 0,4912 14,26%
Média 3,4513 0,4912 14,23%
Tabela 12 – Medição das massas das amostras SPZEI-19 preparadas para o teste de porosimetria pelo método de Arquimedes.
Amostra nº m seca (g) m saturada (g) m imersa (g) m poros (g)
1 0,0536 0,0650 0,0175 0,0475
2 0,2228 0,2697 0,0524 0,2173
Tabela 13 – Valores da densidade teórica, densidade de poros e a porcentagem de porosidade das amostras SPZEI-19 determinadas pelo método de Arquimedes.
Amostra nº ρ teórica ρ poros Porosidade aparente (%)
1 3,7143 2,7143 73,08%
2 5,1469 4,1469 80,57%
Média 4,43 3,43 76,83%
Para apresentar desempenho como anodo funcional, a porosidade do material deve
ser em torno de 30%, um valor empírico tipicamente utilizado em fabricação de
PaCOS suportadas pelo anodo, mostrando-se comprovadamente eficiente em termos
de difusividade e reatividade do combustível [35]. Logo, a porosidade aparente
calculada pelo método de Arquimedes, de aproximadamente 14,23% para o SPZEI-17,
indica que esse suporte produzido apresenta baixa quantidade de poros. A principal
abordagem consistiu em aumentar a quantidade de formador de poros utilizada. Para
isso, a amostra SPZEI-19 foi desenvolvida, a qual apresentou um grande aumento de
porosidade aparente, do valor de 76,82%. Este valor é inconsistente com o observado
nas imagens de MEV (Figura 33 (c) e (d)) e, portanto, será reavaliado. É importante
frisar que, embora, os dados coletados não apresentem consistência e confiabilidade
estatística, o ensaio foi realizado apenas como uma primeira análise sobre a
porosidade do suporte. Os resultados ainda não são conclusivos e serão, futuramente,
reavaliados.

50
5.2. Eletrólito de ZEI – Processamento por Serigrafia
5.2.1. Reologia da Suspensão Cerâmica
Através da análise reológica, foi medido que o coeficiente de fluidez (Ƞ) da suspensão
cerâmica do eletrólito de ZEI é de 0,64. Segundo o modelo de Ostwald, detalhado no
item 4.5.1., quanto mais próximo o coeficiente está de 1, a suspensão cerâmica é mais
pseudoplástica e, quanto mais próximo de zero, mais fluido é o seu comportamento. O
resultado obtido mostra que a suspensão cerâmica apresenta comportamento
intermediário entre a pseudoplasticidade e a fluidez. Comparando-se o resultado de
Villardo [51], Ƞ=0,84, em que foi preparada uma suspensão cerâmica de ZEI para
fabricação por colagem de fita, com o do presente trabalho, Ƞ=0,64, observa-se
importante diferença entre os valores dos coeficientes de fluidez de cada suspensão
cerâmica de ZEI. Para a técnica de colagem de fita, deseja-se que a suspensão de
ZEI apresente Ƞ com valor mais próximo de 1; enquanto, para deposição por
serigrafia, deseja-se que a suspensão seja mais fluida,
logo, Ƞ𝑠𝑒𝑟𝑖𝑔𝑟𝑎𝑓𝑖𝑎 < Ƞ𝑐𝑜𝑙𝑎𝑔𝑒𝑚 𝑑𝑒 𝑓𝑖𝑡𝑎.
Sendo assim, neste trabalho, a suspensão cerâmica do eletrólito de ZEI apresenta o
coeficiente de fluidez adequado para prosseguir ao processo de fabricação por
serigrafia, pois possibilita os dois comportamentos esperados em processamento: 1)
comportamento pseudoplástico, resistindo às tensões de cisalhamento que são
impostas pelos rodos de pintura do equipamento, mantendo-se aderida ao substrato
em que é depositada; 2) comportamento fluido o suficiente para atravessar a tela de
pintura, sem formar aglomerados ou acumular-se na malha de aço.
Interpretando-se o gráfico obtido na Figura 34, o fato das curvas de aumento e
diminuição da velocidade de rotação do eixo descreverem caminhos parecidos indica
que não há padrão de histerese, atestando a presença da característica
pseudoplástica na suspensão. Observa-se também que, apesar de apresentar
comportamento intermediário entre o fluido e pseudoplástico, a suspensão cerâmica
apresenta altos valores de viscosidade quando é submetida ao movimento inicial do
eixo, da ordem de 2,3 x 106 cP. Estes altos valores de viscosidade medidos, tanto no
início quanto no final do movimento do eixo, provavelmente, são devidos à alta
concentração de sólidos da suspensão, exigindo que maior tensão de cisalhamento
seja imposta em suas partículas para que sejam retiradas do estado de inércia e
ganhem movimento. Neste ensaio, o Rheocalc detectou que a viscosidade da
suspensão cerâmica a uma rotação de 10 RPM é de 228,313 Pa.s e CoF de 84,4%.

51
Figura 33 - Curva da viscosidade da suspensão de ZEI com terpineol em função da velocidade de rotação do spindle, obtida por análise com o reômetro.
Segundo Somalu et al. [67], a viscosidade das suspensões de ZEI com terpineol, para
processamento por serigrafia, devem estar na faixa de 15 a 45 Pa.s, a uma taxa de
cisalhamento de 100s-1. No entanto, o reômetro utilizado para a análise neste projeto
não pode atingir taxas de cisalhamento dessa magnitude, devido às limitações do
modelo do equipamento, chegando-se a apenas 0,175s-1 neste teste. Sendo assim, o
que se pode concluir é que há uma tendência do comportamento da suspensão
cerâmica em orientar a movimentação das partículas com o aumento da taxa de
cisalhamento, de forma a diminuir o valor da sua viscosidade. Essa tendência pode ser
prevista e confirmada pelo comportamento decrescente da curva, na Figura 35, a partir
de taxa de cisalhamento igual a 0,05s-1.
Figura 34 – Curva do ensaio reológico da suspensão de ZEI com terpineol, mostrando a variação da viscosidade e da tensão de cisalhamento em função da taxa de cisalhamento.

52
5.2.2. Análise Termogravimétrica da Suspensão Cerâmica
Através das curvas obtidas pela análise termogravimétrica da suspensão cerâmica de
ZEI, mostradas na Figura 36, observa-se o perfil de decomposição do aditivo orgânico
a base de terpineol. Verifica-se, entre 100 e 225°C, uma perda de massa de 50%,
indicando que a proporção de em massa de pó de ZEI para terpineol é de quase
50:50. A decomposição do terpineol se encerra por volta de 425°C, quando não se
observam reações e nem maiores perdas de massa na suspensão.
Figura 35 – Curvas de TG e DTG da suspensão cerâmica de pó de ZEI com terpineol, para fabricação do eletrólito por serigrafia.
5.3. Eletrólito de ZEI – Processamento por Dupla Colagem de Fita
5.3.1. Reologia da Suspensão Cerâmica
Da mesma forma que fora citado na análise reológica da suspensão de ZEI com
formador de poros, pode-se fazer uma comparação dos valores aqui obtidos com a
literatura [52], em que, para o processamento por colagem de fita, a viscosidade da
suspensão de ZEI deve estar na faixa de 2000 a 4000 cP. No presente trabalho,
obteve-se uma suspensão com viscosidade superior, de 6105 cP, superior ao da
literatura, mas que não prejudicou o escoamento da suspensão, sendo possível
produzir a fita a verde no processo subsequente de colagem de fita.
Na Figura 37, observa-se o comportamento desejável de uma leve diminuição da
viscosidade da suspensão cerâmica com o aumento da taxa de cisalhamento, mais
especificamente, a partir de 0,2s-1.

53
Os dados calculados estão de acordo com o modelo IPC, apresentando um ajuste de
confiança (CoF) de 94%.
Figura 36 – Resultado reológico da suspensão de ZEI para processamento por colagem de fita, mostrando a variação da viscosidade e da tensão de cisalhamento em função da taxa de
cisalhamento.
5.3.2. Medida da Porosidade Aparente
Para análise da porosidade aparente do eletrólito de ZEI, fabricado pelo
processamento de dupla colagem de fita, realizou-se a sinterização da fita a verde
separadamente. Com três partes da mesma amostra sinterizada, foram realizas as
etapas de medição descritas pelo método de Arquimedes, obtendo-se os resultados
apresentados nas Tabelas 15 e 16. Como citado anteriormente, as medidas de
porosidade não são conclusivas, pois não foi feita uma amostragem adequada para
chegar a conclusões estatísticas válidas. No entanto, pode-se afirmar que a
porosidade aparente do suporte poroso é desprezível, pois apresentou valores
menores do que zero, logo, em termos de densificação do material, o eletrólito é
perfeitamente adequado para a aplicação em PaCOS.
Tabela 14 – Medição das massas das amostras de ZEI preparadas para o teste de porosimetria pelo método de Arquimedes.
Amostra nº m seca (g) m saturada (g) m imersa (g) m poros (g)
1 0,0545 0,0546 0,01 0,0001
2 0,0662 0,0664 0,0112 0,0002
3 0,0822 0,0824 0,0102 0,0002

54
Tabela 15 – Valores da densidade teórica, densidade de poros e a porcentagem de porosidade aparente das amostras de ZEI determinadas pelo método de Arquimedes.
Amostra nº ρ teórica ρ poros Porosidade aparente(%)
1 5,4600 0,0100 0,1832
2 5,9286 0,0179 0,3012
3 8,0784 0,0196 0,2427
Média 6,4890 0,0158 0,2424
5.4. Conjunto Suporte Poroso/Eletrólito (SP/Ele)
5.4.1. Eletrólito Depositado por Serigrafia sobre o Suporte Poroso
A Figura 38 mostra a micrografia da seção transversal do SP/Ele-Ser Tipo I, através
da qual foi possível medir a espessura do suporte poroso e do eletrólito de ZEI. Com
um eletrólito de 16,5 µm e um suporte poroso de aproximadamente 500 µm de
espessura, esse conjunto apresenta as condições dimensionais que configuram uma
PaCOS suportada pelo anodo.
Figura 37 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Ser Tipo I.
Além disso, observa-se na Figura 39 que a superfície mais externa do material
sinterizou de maneira diferente, formando uma microcamada visivelmente mais densa,
de aproximadamente 3 µm de espessura. Esse efeito pode ser devido ao contato
direto da superfície do material com a atmosfera de sinterização no forno, o que
resulta em melhor densificação na camada mais externa. Além disso, como se trata de
uma camada de deposição extremamente fina, e o suporte poroso ainda está apenas
calcinado, haverá uma interação entre as camadas durante a co-sinterização do
conjunto, o que pode interferir na densificação da camada do eletrólito.
Suporte Poroso
de ZEI
16,5392 µm
Eletrólito de ZEI
499,485 µm

55
(a) (b)
Figura 38 - Microscopia eletrônica de varredura da seção transversal do SP/Ele-Ser Tipo I, com aumento de (a) 1000x; (b) 3000x da região do eletrólito.
Na tentativa de melhorar a densificação do eletrólito, prosseguiu-se com o
procedimento de desenvolvimento da amostra SP/Ele-Ser do Tipo II. Como observado
na sua micrografia de seção transversal (Figura 40), o eletrólito densificou de forma
mais eficaz, ainda com a presença de poros fechados (diâmetros de ≈ 0,5 µm), mas
em menor quantidade quando comparado com o SP/Ele-Ser do Tipo I. Isso pode estar
relacionado, justamente, ao fato da deposição da camada de eletrólito ter sido
realizada sobre o suporte poroso já sinterizado, evidenciando que dessa forma a
sinterização do eletrólito resulta em uma estrutura com menor presença de poros.
Figura 39 - Microscopia eletrônica de varredura, com detector de elétrons secundários, da seção transversal do SP/Ele-Ser Tipo II. Aumentos de (a) 1000x e (b) 5000x.
3,14245 µm
Eletrólito de ZEI
Suporte Poroso de ZEI
(a)
(b)
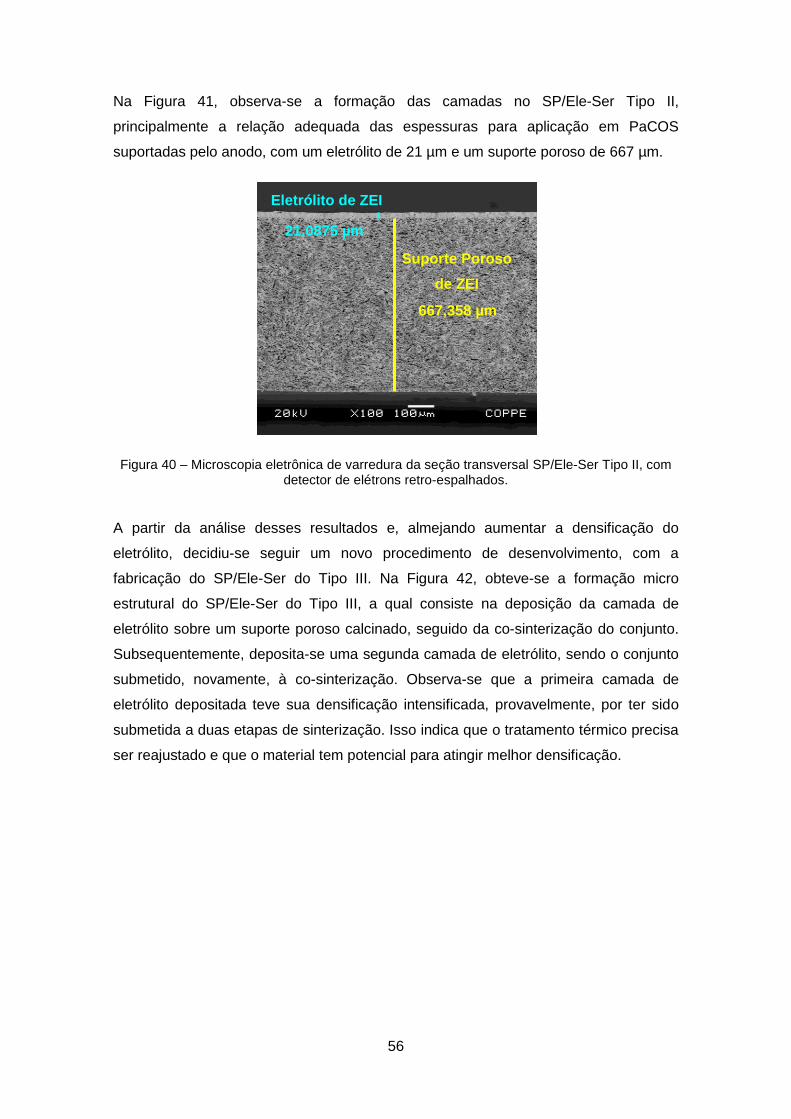
56
Na Figura 41, observa-se a formação das camadas no SP/Ele-Ser Tipo II,
principalmente a relação adequada das espessuras para aplicação em PaCOS
suportadas pelo anodo, com um eletrólito de 21 µm e um suporte poroso de 667 µm.
Figura 40 – Microscopia eletrônica de varredura da seção transversal SP/Ele-Ser Tipo II, com detector de elétrons retro-espalhados.
A partir da análise desses resultados e, almejando aumentar a densificação do
eletrólito, decidiu-se seguir um novo procedimento de desenvolvimento, com a
fabricação do SP/Ele-Ser do Tipo III. Na Figura 42, obteve-se a formação micro
estrutural do SP/Ele-Ser do Tipo III, a qual consiste na deposição da camada de
eletrólito sobre um suporte poroso calcinado, seguido da co-sinterização do conjunto.
Subsequentemente, deposita-se uma segunda camada de eletrólito, sendo o conjunto
submetido, novamente, à co-sinterização. Observa-se que a primeira camada de
eletrólito depositada teve sua densificação intensificada, provavelmente, por ter sido
submetida a duas etapas de sinterização. Isso indica que o tratamento térmico precisa
ser reajustado e que o material tem potencial para atingir melhor densificação.
667,358 µm
21,0875 µm
Eletrólito de ZEI
Suporte Poroso
de ZEI

57
Figura 41 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-S do Tipo III, com aumentos de 1000x.
A segunda camada de eletrólito, em contato com o ar, apresenta estrutura com maior
quantidade de poros, como mostra a Figura 43, em que se observa uma falha
resultante do momento de fratura na preparação da amostra, exibindo uma região
mais interna da camada com aparente porosidade.
Como as camadas apresentam uma interface de difícil precisão de início e fim de cada
uma delas, as medidas de espessura foram aferidas pelo software SIM
Metallographica [68] em nove pontos diferentes, obtendo-se uma média aritmética de
cada uma das espessuras.
(a) (b)
Figura 42 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-S Tipo III, com aumentos de (a) 3000x e (b) 5000x na região das camadas de eletrólito.
Durante o processamento de colagem de fita da suspensão do suporte poroso, Figura
44, observou-se que, imediatamente após a deposição da suspensão, é formada uma
10,1 µm
10,42 µm
1ª camada de eletrólito
2ª camada de eletrólito

58
película na superfície superior da fita (em contato com o ar), sendo constatado que
esta superfície seca antes que o seu interior. O efeito desse fenômeno na porosidade
do suporte poroso foi analisado por microscopia eletrônica de varredura. Dessa forma,
pode-se comprovar que a superfície da fita (em contato com o ar) apresenta-se com
menos poros com relação à superfície em contato com o mylar.
Figura 43 – Desenho esquemático do processo de colagem de fita. Adaptado de [38].
A partir dessa análise, decidiu-se avaliar o efeito da densificação do eletrólito quando
depositado, por serigrafia, em ambas as faces do suporte poroso. Sendo assim, dois
experimentos comparativos da superfície do eletrólito de ZEI foram realizados:
Análise I – Avaliação do efeito da densificação do eletrólito quando depositado em
ambas as faces do suporte poroso de ZEI calcinado;
Análise II – Avaliação do efeito de densificação do eletrólito, quando depositado sobre
a base da fita do suporte calcinado, comparando-se sua microestrutura quando
submetido a uma ou duas etapas de sinterização;
Análise I
Considerando que a superfície da fita de suporte poroso é mais densa, é esperado
que ela contribuísse positivamente na sinterização da camada de eletrólito, resultando
em melhor densificação. De fato, verifica-se nas micrografias apresentadas nas
Figuras 45 (a-S), (b-S) e (c-S) uma melhor densificação da superfície do eletrólito
depositado na amostra SP/Ele-Ser, após 1 etapa de co-sinterização, com deposição da
camada do eletrólito sobre a superfície do suporte poroso calcinado (índice S, imagens
à esquerda), quando comparado com a estrutura do eletrólito depositado sobre a base
do suporte poroso calcinado (índice B, imagens à direita), Figuras 45 (a-B), (b-B) e (c-
B).
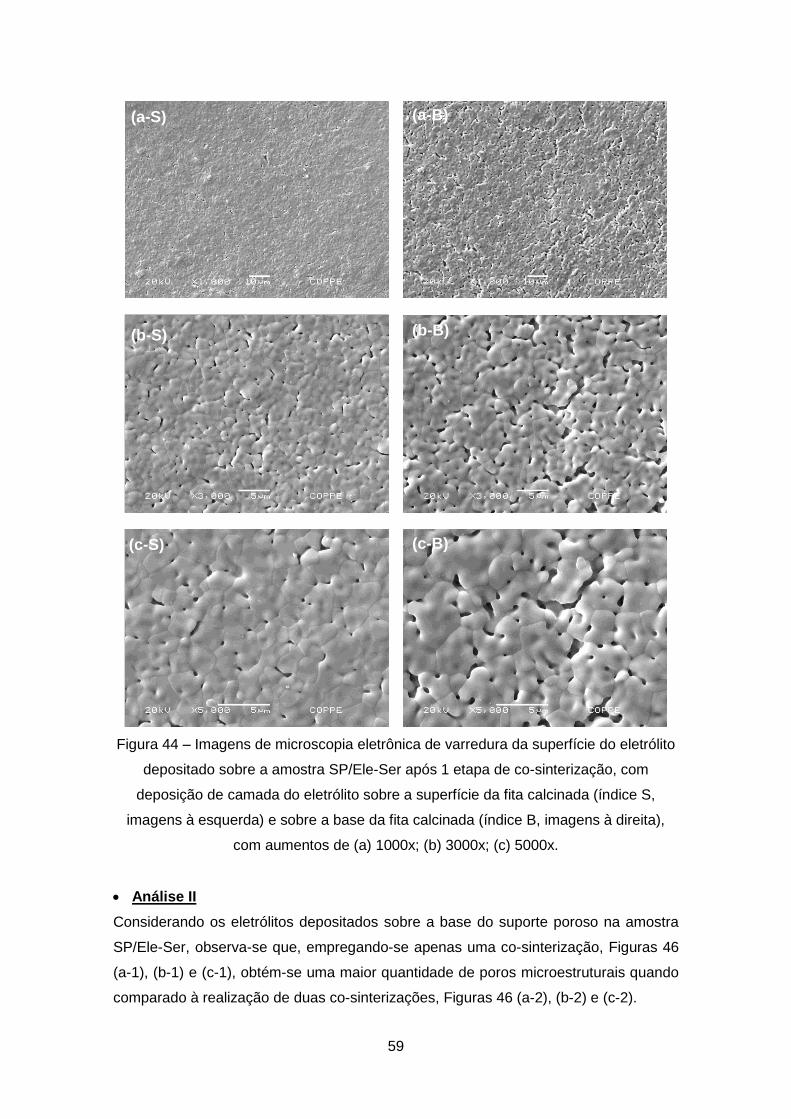
59
Figura 44 – Imagens de microscopia eletrônica de varredura da superfície do eletrólito
depositado sobre a amostra SP/Ele-Ser após 1 etapa de co-sinterização, com
deposição de camada do eletrólito sobre a superfície da fita calcinada (índice S,
imagens à esquerda) e sobre a base da fita calcinada (índice B, imagens à direita),
com aumentos de (a) 1000x; (b) 3000x; (c) 5000x.
Análise II
Considerando os eletrólitos depositados sobre a base do suporte poroso na amostra
SP/Ele-Ser, observa-se que, empregando-se apenas uma co-sinterização, Figuras 46
(a-1), (b-1) e (c-1), obtém-se uma maior quantidade de poros microestruturais quando
comparado à realização de duas co-sinterizações, Figuras 46 (a-2), (b-2) e (c-2).
(b-S)
(c-S)
(a-S) (a-B)
(c-B)
(b-B)

60
Figura 45 – Imagens de microscopia eletrônica de varredura da superfície do eletrólito
no SP/Ele-Ser após 1 etapa de co-sinterização (índice 1, imagens à esquerda) e 2
etapas de co-sinterização (índice 2, imagens à direita), com aumentos de (a) 1000x;
(b) 3000x; (c) 5000x.
Esse resultado é, provavelmente, devido à deposição de uma camada muito fina que
pode ter penetrado por entre os poros do suporte poroso, dificultando sua
homogeneidade de cobertura e distribuição para a obtenção de uma camada densa.
Como estas camadas de eletrólitos, depositadas por serigrafia, são pouco espessas e
não se sustentam, não foi possível obter análise quantitativa de sua porosidade. Desta
forma, as discussões aqui apresentadas são somente baseadas em análise visual de
(b-1)
(c-1)
(a-1) (a-2)
(c-2)
(b-2)
61
sua microestrutura. Isso permite concluir que o material não atingiu sua densificação
superficial adequada para aplicação como eletrólito de uma PaCOS. Acredita-se que
parâmetros como mesh da tela de serigrafia, deposição com inversão da tela e, até
mesmo, a temperatura de sinterização devem ser avaliados para atingir a densificação
do eletrólito por serigrafia.
Tendo em vista a não completa densificação do eletrólito produzido pela técnica de
serigrafia, decidiu-se utilizar a técnica de colagem de fita para a produção, também, do
eletrólito, utilizando nesse caso uma dupla colagem de fita para a produção do
conjunto suporte poroso/eletrólito.
5.4.2. Eletrólito Depositado por Colagem de Fita sobre o Suporte Poroso
– Dupla Colagem de Fita
Para as amostras de SP/Ele-Col (SPZEI-19), produzidas por dupla colagem de fita,
foram analisados dois tipos de processamento empregados em sua produção:
Tipo I – colagem da fita a verde do suporte poroso deposição da suspensão do
eletrólito sobre a fita a verde do suporte poroso co-sinterização;
Tipo II – colagem da fita a verde do eletrólito secagem da fita a verde deposição
da suspensão do suporte poroso sobre a fita a verde do eletrólito co-sinterização.
Tipo I
Analisando a deposição da suspensão cerâmica do eletrólito sobre a fita verde do
suporte poroso, verifica-se, Figura 47, que a camada de eletrólito sinterizou com
grande espessura, enquanto o suporte poroso ficou com espessura muito baixa,
impedindo que este obtenha desempenho para suporte.
Mesmo com o controle da abertura do Dr. Blade para obter-se um eletrólito de fina
espessura, observou-se que existe uma forte interação entre a suspensão do eletrólito
com a fita verde do suporte poroso. Como a fita verde se comporta como um substrato
ao processo de colagem de fita, ela apresenta maior resistência ao escoamento da
suspensão do eletrólito, impedindo que esta seja adequadamente espalhada para a
formação de uma fina camada.

62
Figura 46 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Col Tipo I com aumento de 100x.
Na Figura 48 observa-se que a interface entre as camadas não possui microestrutura
plana e contínua, provavelmente, devido à interação entre a suspensão viscosa do
eletrólito sobre a fita verde do suporte durante o processamento, o qual ainda não
havia sido completamente seco, ou seja, sua parte interna ainda estava no estado
líquido.
Figura 47 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Col
Tipo I, na região de interface entre o suporte poroso e o eletrólito, com aumentos de
(a) 1000x e (b) 3000x.
No entanto, analisando a micrografia de superfície do eletrólito (Figura 49 (a), (b) e (c))
da amostra SP/Ele-Col Tipo I, observa-se que sua estrutura atingiu boa densificação.
Todavia, quando é feita a análise de sua seção transversal (Figura 49 (d)), constata-se
a presença de poros fechados. Embora os microporos não pareçam estar interligados,
Suporte Poroso de ZEI
43,9 µm
Eletrólito de ZEI
473,6 µm
(a) (b)

63
eles podem gerar instabilidade e fragilidade ao material, mas que não impedem sua
função estrutural às PaCOS.
Figura 48 - Microscopia eletrônica de varredura do eletrólito no SP/Ele-Col Tipo I: (a)
da superfície, com aumento de 1000x, (b) 3000x, (c) 5000x, e (d) da seção transversal,
com aumento de 5000x.
A Figura 50 mostra as micrografias do suporte poroso SPZEI-19, da amostra de
SP/Ele-Col Tipo I, depositado sobre o eletrólito. De acordo com o observado, sua co-
sinterização com o eletrólito manteve aparente alta porosidade e uniformidade de
distribuição dos poros.
(a) (b)
(c) (d)

64
Figura 49 – Microscopia eletrônica de varredura da superfície do suporte poroso no SP/Ele-Col Tipo I, com aumento de (a) 100x, (b) 1000x, (c) 3000x, (d) 5000x.
Na tentativa de reduzir a espessura do eletrólito do conjunto suporte poroso/eletrólito,
trabalhou-se no procedimento tipo II.
Tipo II
Utilizando-se a mesma composição das suspensões cerâmicas do Tipo I, porém,
alterando-se a ordem das etapas de deposição. Como mostrado na micrografia da
Figura 51, ao realizar-se a colagem de fita do suporte poroso sobre a fita verde do
eletrólito, obteve-se a formação de um eletrólito com menor espessura que o do Tipo I.
Embora, ainda, seja um eletrólito muito espesso e um suporte poroso pouco espesso
para a fabricação de uma PaCOS suportada pelo anodo, atingiu-se uma boa formação
microestrutural, com planicidade e interface contínua entre as duas camadas.
(a) (b)
(c) (d)
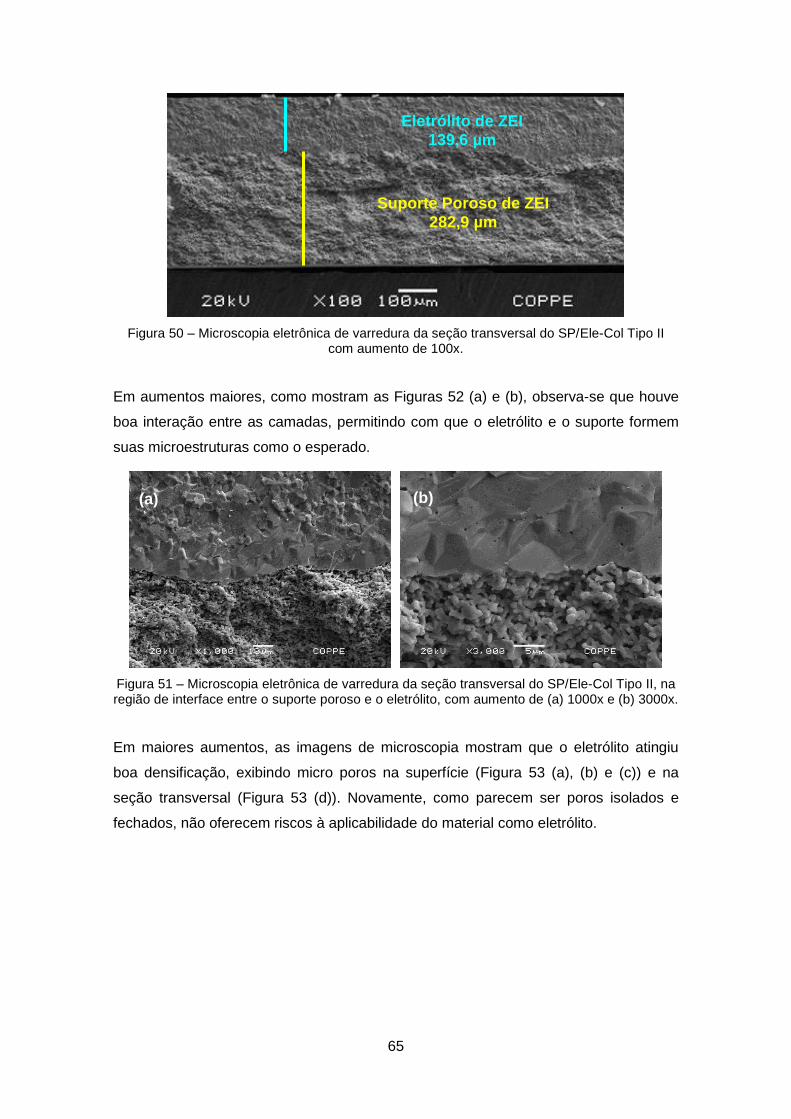
65
Figura 50 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Col Tipo II com aumento de 100x.
Em aumentos maiores, como mostram as Figuras 52 (a) e (b), observa-se que houve
boa interação entre as camadas, permitindo com que o eletrólito e o suporte formem
suas microestruturas como o esperado.
Figura 51 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Col Tipo II, na região de interface entre o suporte poroso e o eletrólito, com aumento de (a) 1000x e (b) 3000x.
Em maiores aumentos, as imagens de microscopia mostram que o eletrólito atingiu
boa densificação, exibindo micro poros na superfície (Figura 53 (a), (b) e (c)) e na
seção transversal (Figura 53 (d)). Novamente, como parecem ser poros isolados e
fechados, não oferecem riscos à aplicabilidade do material como eletrólito.
Suporte Poroso de ZEI
282,9 µm
Eletrólito de ZEI
139,6 µm
(a) (b)

66
Figura 52 – Microscopia eletrônica de varredura do eletrólito no SP/Ele-Col Tipo II: (a) da superfície, com aumento de 1000x, (b) 3000x, (c) 5000x, e (d) da seção transversal, com
aumento de 5000x.
Tendo em vista as análises mostradas anteriormente, da variação de porosidade entre
as duas superfícies do suporte poroso, fez-se necessário analisar a superfície do
suporte poroso na amostra SP/Ele-Col Tipo II, uma vez que o suporte poroso foi
depositado sobre o eletrólito. Através da Figura 54, pode-se confirmar que a superfície
do suporte poroso teve sua porosidade influenciada, apresentando menor distribuição
de poros na superfície do que na interface e no centro da amostra, como mostradas
nas Figuras 51 e 52.
(a) (b)
(c) (d)
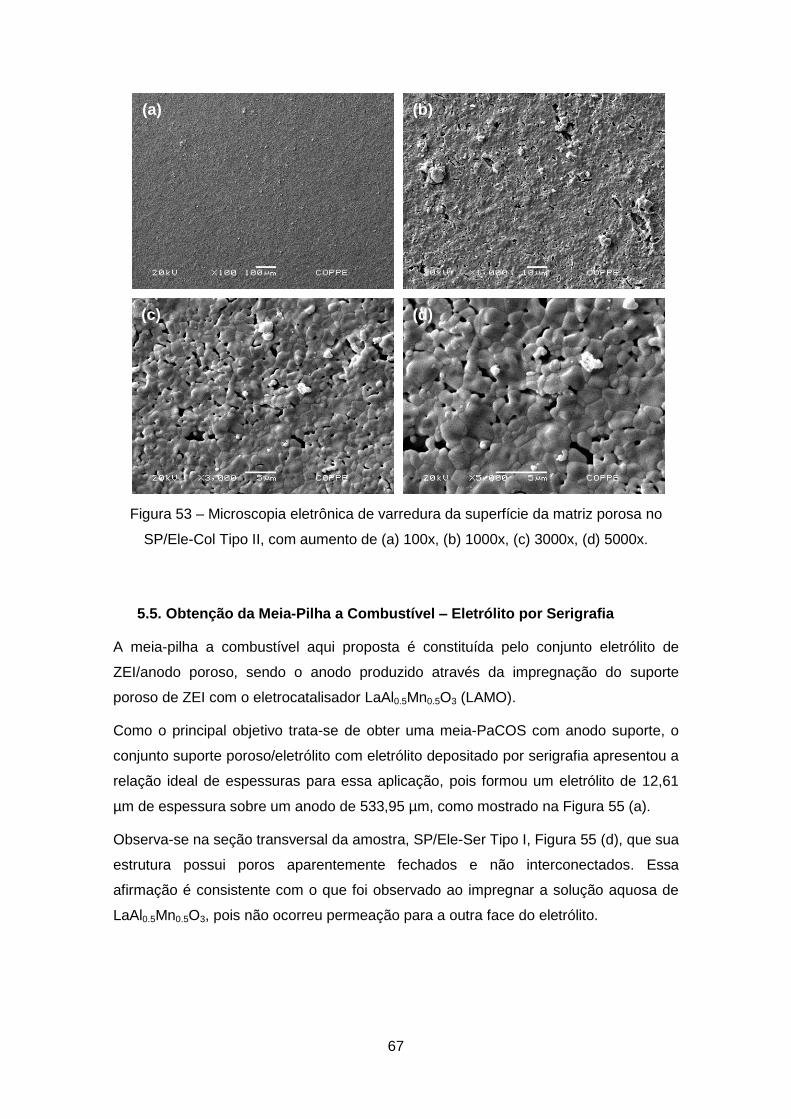
67
Figura 53 – Microscopia eletrônica de varredura da superfície da matriz porosa no
SP/Ele-Col Tipo II, com aumento de (a) 100x, (b) 1000x, (c) 3000x, (d) 5000x.
5.5. Obtenção da Meia-Pilha a Combustível – Eletrólito por Serigrafia
A meia-pilha a combustível aqui proposta é constituída pelo conjunto eletrólito de
ZEI/anodo poroso, sendo o anodo produzido através da impregnação do suporte
poroso de ZEI com o eletrocatalisador LaAl0.5Mn0.5O3 (LAMO).
Como o principal objetivo trata-se de obter uma meia-PaCOS com anodo suporte, o
conjunto suporte poroso/eletrólito com eletrólito depositado por serigrafia apresentou a
relação ideal de espessuras para essa aplicação, pois formou um eletrólito de 12,61
µm de espessura sobre um anodo de 533,95 µm, como mostrado na Figura 55 (a).
Observa-se na seção transversal da amostra, SP/Ele-Ser Tipo I, Figura 55 (d), que sua
estrutura possui poros aparentemente fechados e não interconectados. Essa
afirmação é consistente com o que foi observado ao impregnar a solução aquosa de
LaAl0.5Mn0.5O3, pois não ocorreu permeação para a outra face do eletrólito.
(d)
(b) (a)
(c)
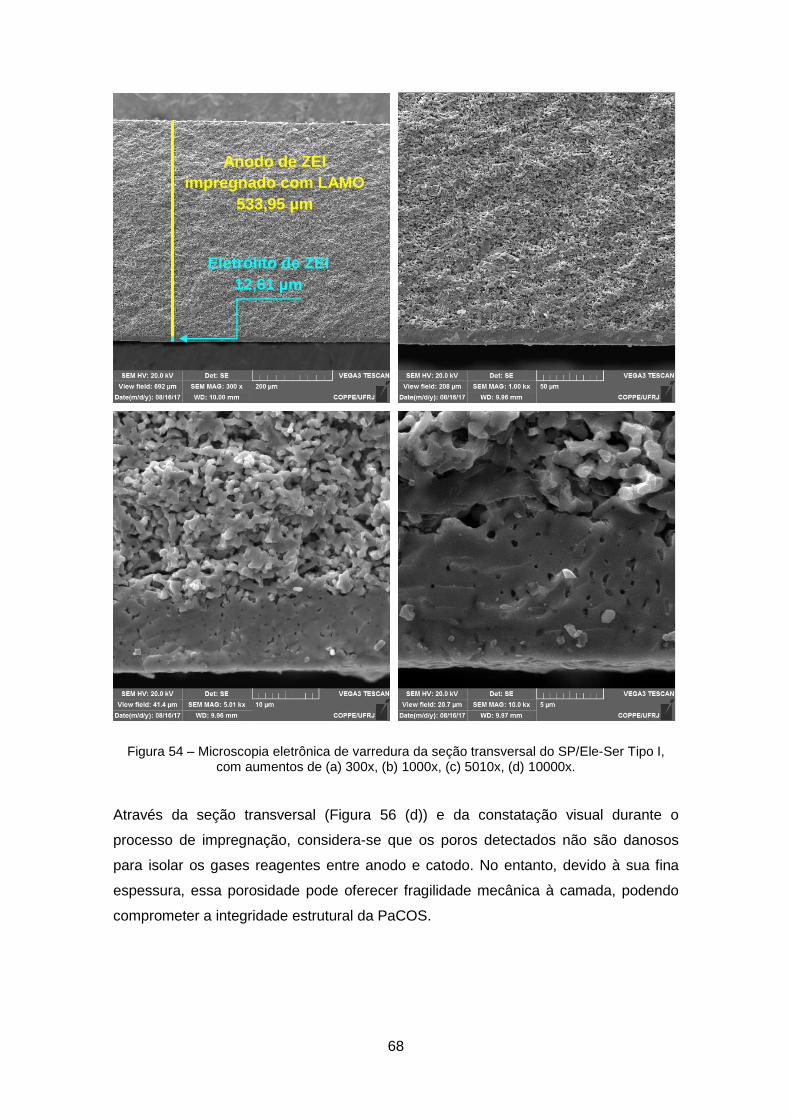
68
Figura 54 – Microscopia eletrônica de varredura da seção transversal do SP/Ele-Ser Tipo I, com aumentos de (a) 300x, (b) 1000x, (c) 5010x, (d) 10000x.
Através da seção transversal (Figura 56 (d)) e da constatação visual durante o
processo de impregnação, considera-se que os poros detectados não são danosos
para isolar os gases reagentes entre anodo e catodo. No entanto, devido à sua fina
espessura, essa porosidade pode oferecer fragilidade mecânica à camada, podendo
comprometer a integridade estrutural da PaCOS.
Anodo de ZEI
impregnado com LAMO
533,95 µm
Eletrólito de ZEI
12,61 µm

69
Figura 55 – Microscopia eletrônica de varredura da superfície do eletrólito no SP/Ele-Ser Tipo I, com aumentos de (a) 100x, (b) 1000x, (c) 3000x e (d) 5000x.
As micrografias da Figura 57 evidenciam a microestrutura do LaAl0.5Mn0.5O3
impregnado no suporte poroso, mostrando uma boa distribuição do material
eletrocatalisador ao redor dos grãos de ZEI. Nota-se que as nanopartículas de
LaAl0.5Mn0.5O3 não se formam isoladamente, mas sim como uma camada “granulada”
de nanopartículas com geometria esférica, umas muito próximas das outras, não
sendo possível distinguir seus contornos.

70
Figura 56 – Microscopia eletrônica de varredura da seção transversal do suporte poroso impregnado com material catalítico no SP/Ele-Ser Tipo I, com aumentos de (a) 5000x, (b)
10000x, (c) 20000x, com o detector de elétrons secundários, e com aumento de (d) 10000x, com o detector de elétrons retro espalhados.
5.6. Obtenção da Pilha a Combustível – Dupla Colagem de Fita
Tendo em vista todos os resultados obtidos, decidiu-se produzir uma PaCOS unitária a
partir do conjunto Tipo II da SP/Ele-Col, seguido pela impregnação do suporte poroso
com o eletrocatalisador LaAl0.5Mn0.5O3 e, por fim, com a deposição por serigrafia de
uma camada funcional de catodo ZEI/La0,8Sr0,2MnO3.
A Figura 58 mostra fotografia da meia-PaCOS com vista da superfície do eletrólito,
antes da introdução do catodo. Pode-se constatar, através de análise visual, que o
Material eletrocatalisador
ZEI

71
eletrólito ficou denso, pois não se observou indícios de permeação da solução do
material do eletrocatalisador na camada do eletrólito ao longo de toda a área ativa.
Figura 57 – Imagem da superfície do eletrólito na meia PaCOS após impregnação produzida pela Fabricação do Tipo II.
A Figura 59 mostra a micrografia da seção transversal da PaCOS com as medidas de
espessura de cada camada. Comparando com a Figura 47, observa-se que as
camadas formaram-se com espessuras diferentes, devido ao ajuste da ordem de
deposição das camadas no processo de dupla colagem de fita.
Embora o anodo tenha atingido apenas 148,67 µm de espessura, a qual não é ideal
para aplicação em PaCOS suportada pelo anodo, observa-se que o suporte poroso
manteve alta porosidade, com boa distribuição dos poros e uma boa interface com o
eletrólito denso, mesmo após ser impregnado. Por outro lado, com o ajuste da altura
do Doctor Blade, foi possível obter um eletrólito fino, com 44,15 µm de espessura.
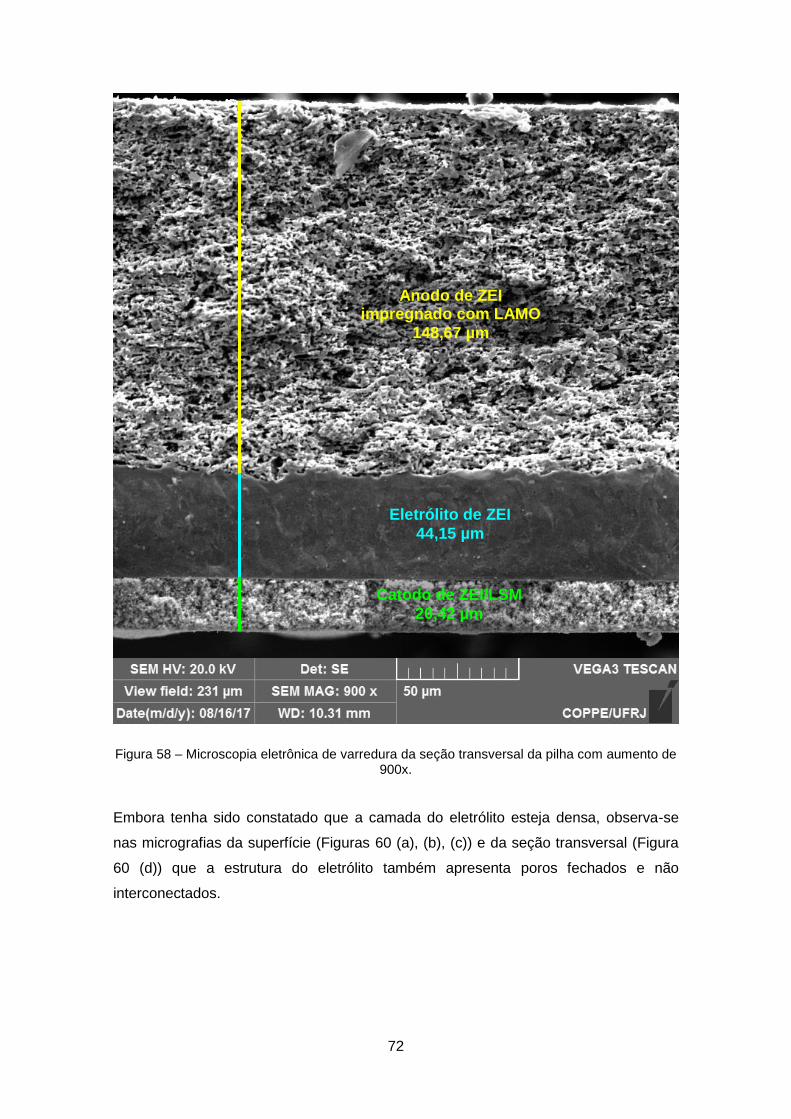
72
Figura 58 – Microscopia eletrônica de varredura da seção transversal da pilha com aumento de 900x.
Embora tenha sido constatado que a camada do eletrólito esteja densa, observa-se
nas micrografias da superfície (Figuras 60 (a), (b), (c)) e da seção transversal (Figura
60 (d)) que a estrutura do eletrólito também apresenta poros fechados e não
interconectados.
Anodo de ZEI impregnado com LAMO
148,67 µm
Eletrólito de ZEI
44,15 µm
Catodo de ZEI/LSM
20,42 µm

73
Figura 59 – Microscopia eletrônica de varredura da pilha na superfície do eletrólito, com aumentos de (a) 1000x, (b) 4999x, (c) 10000x; e (d) da seção transversal do eletrólito, com
aumento de 10000x.
Através das micrografias da seção transversal do suporte poroso impregnado,
mostradas na Figura 61, observa-se que se atingiu uma boa distribuição do
eletrocatalisador, LaAl0,5Mn0,5O3, ao redor dos grãos do suporte de ZEI. Observa-se
também em aumentos maiores (Figuras 61 (c) e (d)) que as partículas do
eletrocatalisador formaram-se como uma camada granulada de nanopartículas com
diâmetros variando entre 45 e 75 nm, uniformemente recobertas sobre os grãos do
suporte poroso. Pode-se, portanto, prever que a impregnação com o eletrocatalisador
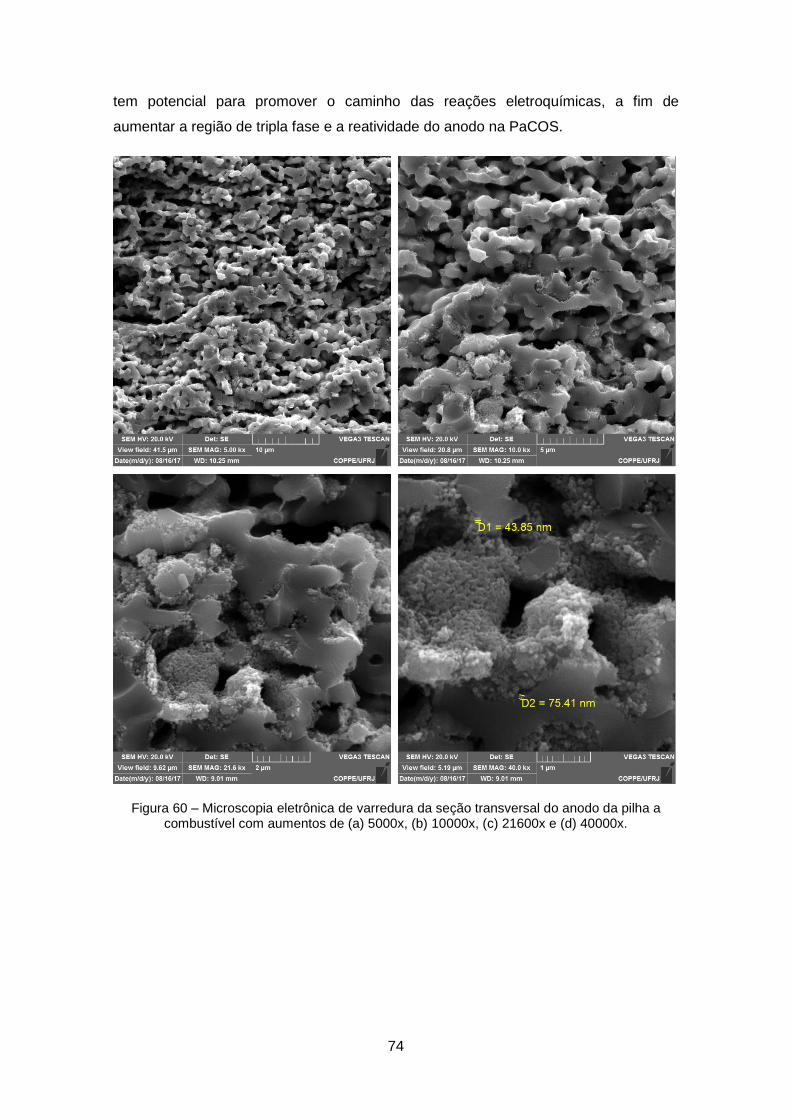
74
tem potencial para promover o caminho das reações eletroquímicas, a fim de
aumentar a região de tripla fase e a reatividade do anodo na PaCOS.
Figura 60 – Microscopia eletrônica de varredura da seção transversal do anodo da pilha a combustível com aumentos de (a) 5000x, (b) 10000x, (c) 21600x e (d) 40000x.

75
6. CONCLUSÕES
Como o objetivo do trabalho consistia na obtenção de uma PaCOS suportada pelo
anodo poroso, com espessura de aproximadamente 500 µm, e um eletrólito denso,
com espessura entre 10 e 50 µm, atingiram-se resultados diferentes de acordo com a
escolha do processo de fabricação. Através da técnica de dupla colagem de fita,
embora o suporte poroso tenha apresentado uma espessura inferior à esperada, com
148,67 µm, atingiu-se o melhor resultado de densificação do eletrólito, com 44,15 µm
de espessura. Enquanto, através da fabricação do eletrólito por serigrafia, embora o
eletrólito não tenha apresentado densificação tão boa quanto à obtida por dupla
colagem de fita, obtiveram-se o eletrólito e o suporte poroso com as espessuras
desejadas, com 533,95 µm e 12,61 µm, respectivamente.
Além disso, concluiu-se que:
O estudo reológico das suspensões cerâmicas ofereceu um resultado
quantitativo importante a ser analisado antes de prosseguir às técnicas de
processamento;
Atingiu-se melhor densificação do eletrólito quando produzido pela técnica de
dupla colagem de fita com o suporte poroso;
Com a técnica de serigrafia, embora tenha se obtido um eletrólito com
espessura mais fina, a análise por MEV identificou uma densificação inferior
com relação ao processo por colagem de fita. Embora não tenha sido possível
quantificar a densidade do material, pode-se dizer que a porosidade observada
não é interconectada, pois, não ocorreu permeação de solução do
eletrocatalisador;
A fabricação da meia-PaCOS por dupla colagem de fita é mais eficiente e
consome menos tempo para produção quando comparada com a fabricação
que inclui o processo de deposição do eletrólito por serigrafia;
A microestrutura do anodo mostrou uma distribuição homogênea de
nanopartículas do eletrocatalisador, LaAl0,5Mn0,5O3, ao redor dos grãos do
suporte de ZEI;
Foram obtidos resultados satisfatórios para dar continuidade ao projeto em vias
de concluir a PaCOS suportada pelo anodo e realizar testes eletroquímicos.
76
7. SUGESTÕES PARA TRABALHOS FUTUROS
Fazer um estudo mais detalhado sobre a influência da viscosidade das
suspensões cerâmicas com o tipo de técnica de processamento e a
microestrutura dos corpos sinterizados;
Estudar a influência da superfície da fita a verde, da suspensão de ZEI com
grafite, no processo de densificação do eletrólito quando este é depositado no
suporte poroso;
Controlar e variar as rampas do tratamento térmico de sinterização, com o
objetivo de obter uma camada de eletrólito densa;
Controlar e variar os pesos sobre as placas de sinterização, observando a
influência na porcentagem de encolhimento das amostras;
Controlar e variar as técnicas de processamento, depositando-se o eletrólito
por serigrafia ou realizando-se a laminação a quente de fitas verdes
preparadas por colagem de fita;
Realizar a produção do eletrólito por serigrafia, analisando a influência na
microestrutura ao fazer a deposição virando a malha de pintura em 90 graus a
cada deposição;
Aumentar a porosidade do suporte de anodo alterando-se a composição da
suspensão cerâmica, aumentando a concentração em peso e variando os tipos
de formadores de poros;
Realizar a caracterização das nanopartículas de material eletrocatalisador no
suporte poroso, avaliando se houve a formação da fase desejada.

77
8. REFERÊNCIAS BIBLIOGRÁFICAS
[1] NASA, “Global Climate Change - Carbon Dioxide” [Online]. Available:
https://climate.nasa.gov/vital-signs/carbon-dioxide/. [Acesso em 18/08/2017].
[2] D. HELM, “The future of fossil fuels—is it the end?,” Oxford Review of Economic Policy,
vol. 32, p. 191–205, 2016.
[3] P. MIRANDA, “Materiais Particulados: Produtos Ameaçadores Resultantes da Queima de
Combustíveis,” Revista Matéria, vol. 18, 2013.
[4] Ecotricity, “The End Of Fossil Fuels,” [Online]. Available: https://www.ecotricity.co.uk/our-
green-energy/energy-independence/the-end-of-fossil-fuels. [Acesso em 16/08/2017].
[5] T. COVERT, M. GREENSTONE e C. KNITTEL, “Will We Ever Stop Using Fossil Fuels?,”
Journal of Economic Perspectives, vol. 30, p. 117–138, 2016.
[6] P. MIRANDA, L. BUSTAMANTE, M. CERVEIRA e J. BUSTAMANTE, “Análise Prospectiva
da Introdução de Tecnologias Alternativas de Energia no Brasil,” Interciência, Rio de
Janeiro, 2003.
[7] T. VEZIROGLU, TWENTY YEARS OF THE HYDROGEN MOVEMENT 1974-1994,
International Journal of Hydrogen Energy, vol. 20, p. 1-7, Elsevier, 1995.
[8] P. MIRANDA, “Combustíveis – materiais essenciais para prover energia à nossa
sociedade,” Revista Matéria, vol. 18, 2013.
[9] E. E. S. MICHAELIDES, Alternative Energy Sources, Springer Science & Business Media,
2012.
[10] S. JIANG, “Nanoscale and nano-structured electrodes of solid oxide fuel cells by infiltration:
Advances and challenges,” International Journal of Hydrogen Energy, 2011.
[11] D. GINLEY e D. CAHEN, Fundamentals of Materials for Energy and Environmental
Sustainability, Cambridge University Press, 2012, p. 637-674.
[12] S. BASU, Recent Trends in Fuel Cell Science and Technology, Springer, 2007.
[13] N. MINH, “Solid oxide fuel cell technology - features and applications,” Solid State Ionics,

78
2004.
[14] S. PARK, J. VOHS e R. GORTE, “Direct oxidation of hydrocarbons in a solid-oxide fuel
cell,” Nature, vol. 404, 2000.
[15] R. GORTE e H. V. J. KIM, “Novel SOFC anodes for the direct electrochemical oxidation of
hydrocarbon,” Journal of Power Sources, p. 10-15, 2002.
[16] K. HUANG e J. GOODENOUGH, Solid Oxide Fuel Cell Technology: Principles,
Performance and Operations, Elsevier, 2009.
[17] P. SINGH e N. MINH, “Solid Oxide Fuel Cells: Technology Status,” International Journal of
Applied Ceramic Technology, vol. 1, p. 5-15, 2004.
[18] S. SINGHAL e K. Kendall, High-temperature Solid Oxide Fuel Cells: Fundamentals, Design
and Applications, Elsevier Science, 2003.
[19] B. STEELE e A. HEINZEL, “Materials for fuel-cell technologies,” Nature, vol. 414, 2001.
[20] Z. SHAO e M. TADE, Intermediate-Temperature Solid Oxide Fuel Cells: Materials and
Applications, Springer, p. 266, 2016.
[21] E. IVERS-TIFFEE, A. WEBER e D. HERBSTRITT, “Materials and technologies for SOFC-
components,” Journal of the European Ceramic Society, p. 1805-1811, 2001.
[22] M. BARSOUM, Fundamentals of Ceramics, CRC Press, 2002.
[23] R. RAMPRASAD, Institute of Materials Science, [Online]. Available:
http://electronicstructure.wikidot.com/predicting-the-ionic-conductivity-of-ysz-from-ab-initio-
calc. [Acesso em 01/11/2016].
[24] J. FERGUS, R. HUI, X. LI, D. WILKINSON e J. ZHANG, Solid Oxide Fuel Cells: Materials
Properties and Performance, CRC Press, p. 298, 2016.
[25] B. BUTZ, Yttria-Doped Zirconia as Solid Electrolyte for Fuel-Cell Applications,
Suedwestdeutscher Verlag fuer Hochschulschriften, p. 164, 2011.
[26] D. STRICKLER e W. CARLSON, “Ionic Conductivity of Cubic Solid Solutions in the System
CaO—Y2O3—ZrO2,” Journal of the American Society, p. 122-127, 1964.

79
[27] R. E. W. CASSELTON, “Low field DC conduction in yttria-stabilized zirconia,” Physica
Status Solidi(a) - Applications and Materials Science, 1970.
[28] D. STOLTEN e B. EMONTS, Fuel Cell Science and Engineering: Materials, Processes,
Systems and Technology, vol. 1, John Wiley & Sons, p. 1242, 2012.
[29] A. STAMBOULI e E. TRAVERSA, “Solid oxide fuel cells (SOFCs): a review of an
environmentally clean and efficient source of energy,” Renewable and Sustainable Energy
Reviews, p. 433–455, 2002.
[30] W. PENWELL. M.Sc. Thesis: “Doped Perovskite Materials for Solid Oxide Fuel Cell
(SOFC) Anodes and Electrochemical Oxygen Sensors”, Department of Chemistry,
University of Ottawa, 2014.
[31] P. SLATER, “Doping Studies of Perovskite-related Materials for Potential Applications as
Fuel Cell Cathodes,” Surrey, 2013.
[32] P. MIRANDA, “Synthesis of Ceramic Nanometric electrocatalysts,” Revista Matéria, vol. 20,
p. V-VIII, 2015.
[33] W. ZHU e S. DEEVI, “A review on the status of anode materials for solid oxide fuel cells,”
Materials Science and Engineering, p. 228–239, 2003.
[34] A. ATKINSON, S. BARNETT, R. GORTE, J. IRVINE, A. MCEVOY, M. MOGENSEN, S.
SINGHAL e J. VOHS, “Advanced anodes for high-temperature fuel cells,” Nature Materials,
vol. 3, p. 17-27, 2004.
[35] E. HECHT, G. GUPTA, H. ZHU, A. DEAN, R. M. L. KEE e O. DEUTCHMANN, “Methane
reforming kinetics within a Ni–YSZ SOFC anode support,” Applied Catalysis A: General
295, 2005.
[36] F. ZHAO e A. VIRKAR, “Dependence of polarization in anode-supported solid oxide fuel
cells on various cell parameters,” Journal of Power Sources, p. 79–95, 2005.
[37] S. JIANG e S. CHAN, “A review of anode materials development in solid oxide fuel cells,”
JOURNAL OF MATERIALS SCIENCE, p. 4405-4439, 2004.
[38] J. GORTE, S. PARK, J. VOHS e C. WANG, “Anodes for direct oxidation of dry
hydrocarbons in a solid-oxide fuel cell,” Advanced Materials, vol. 12, 2000.

80
[39] S. VENÂNCIO e P. MIRANDA, “Solid oxide fuel cell anode for the direct utilization of
ethanol as a fuel,” Scripta Materialia, p. 1065–1068, Setembro 2011.
[40] P. KOFSTAD e T. NORBY, Compendium for the advanced level course: Defect Chemistry
and Reactions, Department of Chemistry, University of Oslo, 2010.
[41] Y. ZENGA, Y. LIN e S. SWARTZ, “Perovskite-type ceramic membrane: synthesis, oxygen
permeation and membrane reactor performance for oxidative coupling of methane,” Journal
of Membrane Science, pp. 87-98, 1998.
[42] C. SILVA, Tese de doutorado: Desenvolvimento de Anodo para Conversão Eletroquímica
de Metano em Hidrocarbonetos C2 para Utilização em Pilhas a Combustível de Óxido
Sólido. PEMM/COPPE, Rio de Janeiro, 2015.
[43] F. GARCIA FILHO, Monografia de graduação: Preparação de suporte poroso para
utilização em pilhas a combustível de óxido sólido pela técnica de colagem de fita.
Departamento de Engenharia Metalúrgica e de Materiais, Escola Politécnica, UFRJ, 2013.
[44] R. BOVE e S. UBERTINI, “Modeling solid oxide fuel cell operation: Approaches, techniques
and results,” Journal of Power Sources, pp. 543-559, 2006.
[45] “Fuel Cell Handbook,” EG&G Services, Morgantown, 2000.
[46] J. LARMINIE e A. DICKS, Fuel Cell Systems Explained, 2 ed., Wiley, 2003.
[47] R. JAIN e B. MANDAL, “altenergymag.com,” 2007. [Online]. Available:
http://www.altenergymag.com/content.php?issue_number=07.02.01&article=solar_polymer.
[Acesso em 16/11/2016].
[48] L. BLUM, W. MEULENBERG e H. W. R. NABIELEK, “Worldwide SOFC Technology
Overview and Benchmark,” International Journal of Applied Ceramic Technology, p. 482-
492, 2005.
[49] E. MURRAY, T. TSAI e S. BARNETT, “A direct-methane fuel cell with a ceria-based
anode,” Nature, vol. 400, p. 649-651, 1999.
[50] C. CHEN e M. NACK, “The Thermal Decomposition of Methane. I. Kinetics of the Primary
Decomposition to C2H6+H2; Rate Constant for the Homogeneous Unimolecular
Dissociation of Methane and its Pressure Dependence”, 1975. [Online]. Available:

81
http://www.nrcresearchpress.com/. [Acesso em 24/05/2017].
[51] N. VILLARDO, Monografia de graduação: Preparação de eletrólito por colagem de fita para
aplicação em pilha a combustível de óxido sólido. Departamento de Engenharia
Metalúrgica e de Materiais, Escola Politécnica, UFRJ, 2015.
[52] T. DIAS e D. SOUZA, “Placas cerâmicas obtidas por colagem de fita,” Revista Matéria, vol.
13, n. 3, 2008.
[53] A. MUKHERJEE, B. MAITI, A. DAS SHARMA, R. BASU e H. MAITI, Correlation between
slurry rheology, green density and sintered density of tape cast YSZ, Ceramics
International, vol. 27, 2001.
[54] A. FERNANDES, Tese de mestrado: Uso da técnica de serigrafia para deposição de filmes
de catodo de Pilha a Combustível de Óxido Sólido. Departamento de química, UFMG,
2012.
[55] G. TRINDADE, P. VILLALOBOS e P. MIRANDA, “Fabricação de Suspensões Cerâmicas
para Anodos de PaCOS Suportadas pelo Eletrólito,” Revista Matéria, vol. 12, 2007.
[56] S. BARNETT e P. DOLLEN, “A Study of Screen Printed Yttria-Stabilized Zirconia Layers for
Solid Oxide Fuel Cells,” J. Am. Ceram. Soc., vol. 88, 2005.
[57] H. DEBEDA-HICKEL, C. LUCAT e F. MENIL, “Influence of the densification parameters on
screen-printed component properties,” Journal of the European Ceramic Society , vol. 25,
2005.
[58] S. VENÂNCIO, Tese de doutorado: Desenvolvimento de anodo funcional para a utilização
direta de etanol em pilha a combustível de óxido sólido. PEMM/COPPE, Rio de Janeiro,
2011.
[59] N. H. MENZLER, J. MALZBENDER, P. SCHOEDERBOCK, R. KAUERT e H.
BUCHKREMER, “Sequential Tape Casting of Anode-Supported Solid Oxide Fuel Cells,”
Fuel Cells, pp. 96-106, 4 Novembro 2013.
[60] W. SCHAFBAUER, N. MENZLER e H. BUCHKREMER, “Tape Casting of Anode Supports
for Solid Oxide Fuel Cells at Forschungszentrum Julich,” International Journal of Applied
Ceramic Technology, vol. 11, p. 125-135, 2014.

82
[61] B. E. L. I. Programmable Rheometer Operating Instructions.
[62] G. DENARI e E. CAVALHEIRO, Material de apoio: Princípios e aplicações de análise
térmica. Instituto de química, UFSCar, 2012.
[63] Wikimedia Foundation, Inc., “Surface-tension values,” Wikipedia - The Free Encyclopedia,
[Online]. Available: https://en.wikipedia.org/wiki/Surface-tension_values. [Acesso em
25/07/2017].
[64] SILVA, V.C; DINIZ, M.G.; CAMPOS, J.B.; NETO, C.A.C. Medida de Porosidade em SiC
Através de Processamento Digital de Imagens. Acta Scientiae & Technicae, 2015.
[65] Manual do Usuário Hitachi High-Technologies.
[66] M. BOARO, J. VOHS e R. GORTE, “Synthesis of Highly Porous Yttria-Stabilized Zirconia
by Tape-Casting Methods,” Journal of the American Ceramic Society, vol. 86, n. 3, Março
2003.
[67] M. SOMALU, A. MUCHTAR, W. DAUD e N. BRANDON, “Screen-printing inks for the
fabrication of solid oxide fuel cell films: A review”, Renewable and Suitable Energy
Reviews, p. 426-439, 2017.
[68] SIM Metallographica, SIM Consultoria em Tecnologia Ltda, [Online]. Available:
http://www.metallographica.com/.
[69] S. P. JIANG, “A review of wet impregnation - An alternative method for the fabrication of
high performance and nano-structured electrodes of solid oxide fuel cells,” Materials
Science and Engineering: A, vol. 418, p. 199-210, 2006.
[70] S. VENÂNCIO, U. ICARDI e P. MIRANDA, “Multifunctional macroporous solid oxide fuel
cell anode with active nanosized ceramic electrocatalyst,” Revista Matéria, 2016.
[71] S. VENÂNCIO e P. MIRANDA, “Synthesis of CeAlO3/CeO2–Al2O3 for use as a solid oxide
fuel cell functional anode material,” Ceramics International, vol. 37, n. 8, p. 3139-3152,
2011.
[72] C. SILVA e P. MIRANDA, Síntese e caracterização de anodo a base de LaAlO3 para
utilização direta de metano em pilha a combustível de óxido sólido, Rio de Janeiro, 2012.

83
[73] K. OK, H. PARK e S. YOON, “Preparation and characterization of high purity Zn-doped
(La0.8Sr0.2)AlO2.9 electrolyte for intermediate temperature solid oxide fuel cells,” Materials
Science and Engineering B, 2004.
[74] M. LEVY, “Atomistic Simulation Group,” [Online]. Available:
http://abulafia.mt.ic.ac.uk/publications/theses/levy/Chapter3.pdf. [Acesso em 27/10/2016].
[75] J. LEE, J. HEO, L. D.S., J. KIM, G. KIM, H. SONG e J. MOON, “The impact of anode
microstructure on the power generating characteristics of SOFC,” Solid State Ionics, vol.
158, p. 225-232, 2003.
[76] G. SILVA, Estudo de modelos em regime permanente de uma célula a combustível de
membrana polimérica, 2007.
[77] D. LIU e B. LIPTAK, “Environmental Engineers' Handbook,” CRC Press, 1999.
[78] C. WINTER, International Journal of Hydrogen Energy, vol. 34, 2009.
[79] L. BARRETO, A. MAKIHIRA e K. RIAHI, The hydrogen economy in the 21st century: a
sustainable development scenario, vol. 28, 2003.
[80] TOSOH Corporation, “Advanced Ceramics, Zirconia Powders,” 20 04 2017. [Online].
Available: http://www.tosoh.com/our-products/advanced-materials/zirconia-powders.
[81] M. KAUR, “Mesoporous Materials,” M. Tech NST, Maio 2015. [Online]. Available:
https://www.slideshare.net/MannuMaken92/mesoporous-material. [Acesso em 13/07/2017].
[82] D. STOLTEN e B. EMONTS, Fuel Cell Science and Engineering: Materials, Processes,
Systems and Technology, vol. 1, John Wiley & Sons, p. 1242, 2012.
[83] J. DIXON, L. LaGrange, U. Merten, C. Miller e J. PORTER II, “Electrical Resistivity of
Stabilized Zirconia at Elevated Temperatures,” Journal of the Electrochemical Society,
1962.