FRESAMENTO CNC
62
FRESAMENTO CNC Sistemas de Coordenadas
Transcript of FRESAMENTO CNC

FRESAMENTO CNC
Sistemas de Coordenadas

Todas
as máquinas ferramentas CNC são comandadas por um sistema de coordenadas na elaboração de
qualquer perfil geométrico. Nos centros de usinagem, este sistema pode ser cartesiano (coordenadas cartesianas) ou polar
(coordenadas polares). Ambos os sistemas podem estar contidos em um
mesmo programa, não havendo necessidade de aviso prévio ao comando numérico, já que os sistemas de
coordenadas não são definidos por funções preparatórias

Sistema de Coordenadas Cartesianas

O
sistema de coordenadas cartesianas, é formado por 2 eixos no plano, como exemplo, as programações em
torneamento, e por 3 eixos no espaço, que é o sistema utilizado em
fresamento.

Em ambos os sistemas, os eixos são perpendiculares entre si e se
interceptam em um ponto único. Este ponto de intersecção dos eixos
é chamado de origem ou ponto zero, do sistema de coordenadas.

Os eixos no fresamento são identificados pelas letras X, Y e Z, que correspondem às direções de
movimentação da máquina (longitudinal, transversal e vertical respectivamente). Os sentidos de movimentação são determinados
pelos sinais + (positivo) e – (negativo).


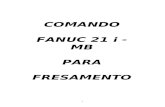
Identificação dos Eixos no Centro de Usinagem

Regra da Mão Direita

Regra da Mão Direita
Uma
forma prática de convencionar as direções de movimentação dos eixos dos centros de
usinagem, é adotar que apenas a ferramenta se movimenta, tendo em vista, que em
muitos centros de usinagem este fato não ocorra, devido sua estrutura mecânica,
porem em programação, este fato é irrelevante.

A regra da mão direita é simples e eficaz, ao fazer o gesto da figura
abaixo, as direções indicadas serão sempre positivas.

Ponto Zero

A
fim de evitar cálculos desnecessários, a origem (ponto zero) da peça deve ser
fixada nas faces de referencia (de onde todas as cotas partem no desenho).

Por motivos de segurança, o ponto zero no eixo Z (vertical - eixo da
ferramenta), quase sempre é fixado no ponto mais alto da peça, com o
objetivo de proporcionar maior segurança.

Funções Preparatórias G

As
funções G fazem com que as máquinas CNC se comportem de
uma forma especifica quando acionadas, ou seja, enquanto tal G estiver acionado o comportamento da máquina será de tal modo. Elas podem ser Modais ou Não Modais.

Uma função Modal estabelece um modo de operação que permanece
em efeito para os blocos subseqüentes. Esse efeito
permanece até que uma outra função G que a cancele seja
executada. A função Não Modal estabelece um modo de operação que permanece ativo apenas no bloco no qual foi programado.

Tipos de Funções G – Básicas


.M.Funções Auxiliares

Agem
como botões liga e desliga de certos dispositivos, como ligar ou desligar o
óleo refrigerante, etc.
Exemplo de ProgramaçãoFunções auxiliares
G1 Z -30 F100 M8 (liga a
refrigeração)


G90.
Coordenadas de Valores Absolutos

Cada
ponto da trajetória a ser programada, é dado, tomando-se como referência sempre o ponto zero peça. O sinal da coordenada depende em que quadrante está
situado o ponto a ser programado.

Exemplo de ProgramaçãoCoordenadas Absolutas – G90
G90
G0 X –9. Y 50. (ponto 1)X –28. Y 15. (ponto 2)X –60. Y 7. (ponto 3)
X –75. Y 45. (ponto 4)

G90G0 X –9. Y 50. (ponto 1)G0 X –28. Y 15. (ponto 2)G0 X –60. Y 7. (ponto 3)G0 X –75. Y 45. (ponto 4)

G91.
Coordenadas de Valores Incrementais

Coordenadas de Valores Incrementais
Cada
ponto da trajetória a ser programada, é dado tomando-se
como referência o ponto anterior de localização, não existindo assim um
ponto zero fixo, pois ele sempre estará localizado no ultimo ponto da
trajetória.

Coordenadas de Valores Incrementais
O sinal da coordenada depende da direção de movimentação, em
relação do ponto de partida ao de chegada

Coordenadas de Valores IncrementaisExemplo de Programação
Coordenadas Incrementais – G91
G1 X –9. Y 50. F300 (ponto 1)G91
X –19. Y –35. (ponto 2)X –32. Y –7. (ponto 3)X –15. Y 38. (ponto 4)
G90

Coordenadas de Valores Incrementais
O sinal da coordenada depende da direção de movimentação, em
relação do ponto de partida ao de chegada

G1 X –9. Y 50. F300 (ponto 1)G91 X –19. Y –35. (ponto 2)X –32. Y –7. (ponto 3)X –15. Y 38. (ponto 4)G90

Coordenadas de Valores Incrementais

G0
Avanço Rápido / Interpolação Linear

Avanço Rápido / Interpolação Linear

Avanço Rápido / Interpolação Linear

Avanço Rápido / Interpolação Linear

Velocidades de Avanço Rápido
curiosidade:Um avanço de 15 m/min equivale a 250
mm/seg.

G1.
Avanço Programável / Interpolação Linear

Avanço Programável / Interpolação Linear
G1
Ao contrário da função G0, a função G1 é usada
para execução de avanços lentos, isto é, avanços de usinagem programados de acordo com os parâmetros de corte da ferramenta e a
operação de usinagem desejada.Esta função realiza movimentos retilíneos.

. F .
Velocidade de Avanço

Velocidade de Avanço
O
avanço no fresamento é programado em mm/min (milímetros por minuto).
Por meio da função F é programado o valor da velocidade de avanço, que permanecerá em efeito, até um outro valor seja programado.

Velocidade de AvançoExemplo de Programação
Avanço programável – G01 e F
Deslocamento de 1 eixo
G1 X40. F500

Velocidade de AvançoExemplo de Programação
Avanço programável – G1 e FDeslocamento de 2 eixos
G1 X 30. Y 10. F500

Velocidade de AvançoExemplo de ProgramaçãoAvanço programável – G1
e FDeslocamento de 3 eixos
G1 X 20. Y 0. Z –5. F500

Estrutura de Programação Comando FANUC

Estrutura de Programação Comando

Estrutura de Programação Comando

Estrutura de Programação Comando

Seleção do Plano de Trabalho

Seleção do Plano de Trabalho
As
funções G17, G18 e G19 selecionam o plano no qual se pretende executar
interpolação circular ou compensação de ferramenta.

Seleção do Plano de Trabalho
G17.
Plano XY
No
plano XY, a compensação ocorre nos respectivos eixos, sendo assim, as profundidades (passes de
desbaste) são realizados no eixo Z.

Seleção do Plano de Trabalho
G18.
Plano XZ

Seleção do Plano de Trabalho
G19.
Plano YZ

Nos
planos G18 (XZ) e G19 (YZ), os incrementos não acontecem no eixo Z, sendo assim, neste tipo
de fresamento, as ferramenta utilizadas são de ponta esférica.
A compensação ocorrerá nos eixos correspondentes do plano escolhido.
Seleção do Plano de Trabalho

T Definição de Ferramentas

• A• função T defini as ferramentas no magazine, informando ao comando, a posição da ferramenta no magazine.
• Exemplo de Programação• Função T • G0 G28 G91 Z0 ;• G49 T1 M6 ;

H e DDefinição de Dimensões de
Ferramentas

H e D
Definição de Dimensões de Ferramentas
Asfunções D e H defini as dimensões das ferramentas no magazine, informando ao comando, os valores de zeramento (PRE-SET) e diâmetro da ferramenta.

H (ALTURA)
D (RAIO DA FERRAMENTA

O valor do diâmetro da ferramenta é necessário para a usinagem de perfis, já que estes necessitam de compensação do raio da ferramenta.
Que podem também, ser utilizados para compensar eventuais variações nas dimensões da peça usinada, causada por desgaste da ferramenta e outros fatores, sem modificação no programa.

Exemplo de ProgramaçãoFunções H e D G43 H1 ; Informa que o comprimento da
ferramenta encontra-se no corretor de n° 1M3 S3000 ; Sentido de rotação horário e valor
de RPM.D1 ; Informa que o raio da ferramenta encontra-
se no corretor de n°1