ic2008 apres fabio - LFS · aço AISI 8620. ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG) Tabela...
30
1 FZG-LASC Nome : Fábio Koda Orientador: Dr. Carlos Henrique da Silva ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Transcript of ic2008 apres fabio - LFS · aço AISI 8620. ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG) Tabela...
1
FZG-LASC
Nome : Fábio Koda
Orientador: Dr. Carlos Henrique da Silva
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
2
1. INTRODUÇÃO2. REVISÃO BIBRIOGRÁFICA (Movimentos das engrenagens e PHC)3. EQUIPAMENTO FZG 4. PROCEDIMENTO EXPERIMENTAL FZG-LASC5. RESULTADOS 6. CONCLUSÃO 7. REFERÊNCIAS BIBLIOGRÁFICAS’
SUMÁRIO
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)

3
�Os ensaios tribológicos de campo:
•se caracterizam por apresentar variáveis do sistema “pouco controladas”,
•elevado custo (interrupção de processo produtivo),
• representam exatamente o sistema estudado.
�Os ensaios de laboratório:
•excelente controle de variáveis,
• dificuldade na transferência de resultados, principalmente devido às simplificações inerentes aos ensaios de desgaste acelerados de bancada.
INTRODUÇÃO
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
4
�O modelamento matemático:
•Dificuldades na transferência dos resultados, •A inevitável escolha das condições de contorno e a complexidade da modelagem dos fenômenos que ocorrem nas superfícies dos materiais durante movimentos relativos, são as desvantagens desta técnica.(HUTCHINGS,1992)
Os FFNAs:
•Resistência quanto à utilização de engrenagens de FFNA
São materiais de grande interesse (cerca de 10% em relação ao aço)
• Apresentam elevada absorção de vibrações
• Uma resistência ao desgaste muito elevada em condições de funcionamento desfavoráveis, como falhas momentânea do sistema de lubrificação (HARDING, 1986).
INTRODUÇÃO
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)

5
INTRODUÇÃO
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Figura 1: Relação entre Custo e Limite de Escoamento
(CARMO,2000)
Figura 2- Comparação esquemática de custo entre peças sem ser fundidas e
fundidas (http://www.ductile.org.didata/index.htm -Ductile Iron Data for design
engineers)
6
REVISÃO BIBLIOGRÁFICA
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
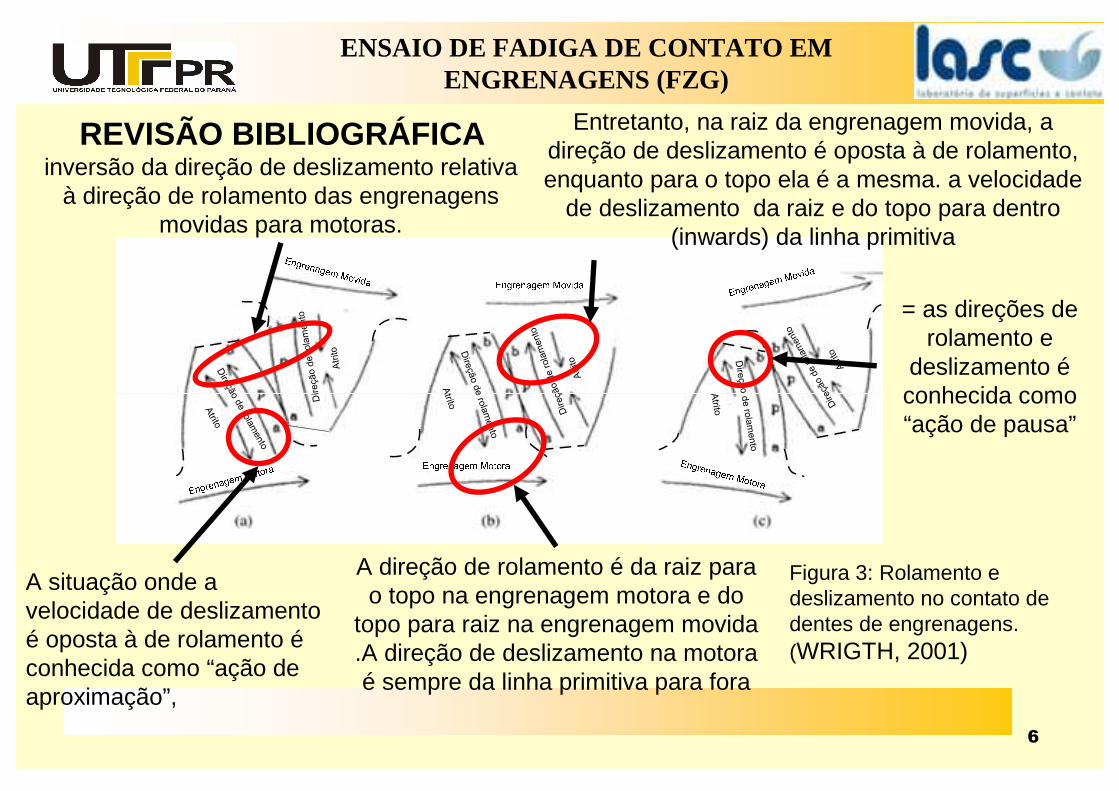
inversão da direção de deslizamento relativa à direção de rolamento das engrenagens
movidas para motoras.
Atrito
Dire
ção d
e ro
lam
ento
Atrito
Dire
ção d
e ro
lam
ento
Atrito
Dire
ção d
e ro
lam
ento
Atr
ito
Direção d
e r
ola
mento
Atr
itoD
ireção d
e r
ola
mento
Atrito
Direçã
o d
e rola
mento
A direção de rolamento é da raiz para o topo na engrenagem motora e do
topo para raiz na engrenagem movida .A direção de deslizamento na motora é sempre da linha primitiva para fora
Entretanto, na raiz da engrenagem movida, a direção de deslizamento é oposta à de rolamento, enquanto para o topo ela é a mesma. a velocidade
de deslizamento da raiz e do topo para dentro (inwards) da linha primitiva
A situação onde a velocidade de deslizamento é oposta à de rolamento é conhecida como “ação de aproximação”,
= as direções de rolamento e
deslizamento é conhecida como “ação de pausa”
Figura 3: Rolamento e deslizamento no contato de dentes de engrenagens. (WRIGTH, 2001)
7
REVISÃO BIBLIOGRÁFICA
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
• A ação de aproximação é algumas vezes considerada ser mais danosa do que a ação de pausa e consequentemente, modificações para perfis de engrenagens tem sido tentada em ordem de aumentar a proporção do ciclo de engrenamento (meshing) o qual é sujeito a ação de pausa.
•Se a ação de aproximação é mais danosa, deveria esperar a encontrar um grande desgaste na região da raiz das engrenagens motoras do que o topo.
•No contato de rolamento puro, os campos de tensões sub superficiais são criados ao redor do ponto de contato. No caso do contato não conforme forma-se uma linha de contato, como são encontradas nas engrenagens engrenadas estas tensões podem ser aproximadas usando o modelo do contato por cilindros [1] primeiramente proposto por HERTZ.
8
� PHCA teoria de Hertz, para a determinação de tensões que ocorrem em superfíciesem contato, se baseia nas seguintes condições:
• Os materiais em contato são homogêneos e as tensões não excedem a de escoamento
• As tensões de contato são causadas por uma força a qual é normal ao plano de contato o que efetivamente significa que não há forças atuando entre os sólidos (cilindros).
• A área de contato é muito pequena comparada com a área de contato entre os sólidos (cilindros).
• Os sólidos em contato estão em repouso e equilíbrio.
• O efeito da rugosidade superficial é desconsiderado.
Como no caso da engrenagem podemos considerar que o contato se dá por dois cilindros na região do diâmetro primitivo aonde haverá somente rolamento daremos enfoque somente o contato entre dois cilindros paralelos.
REVISÃO BIBLIOGRÁFICA
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
9
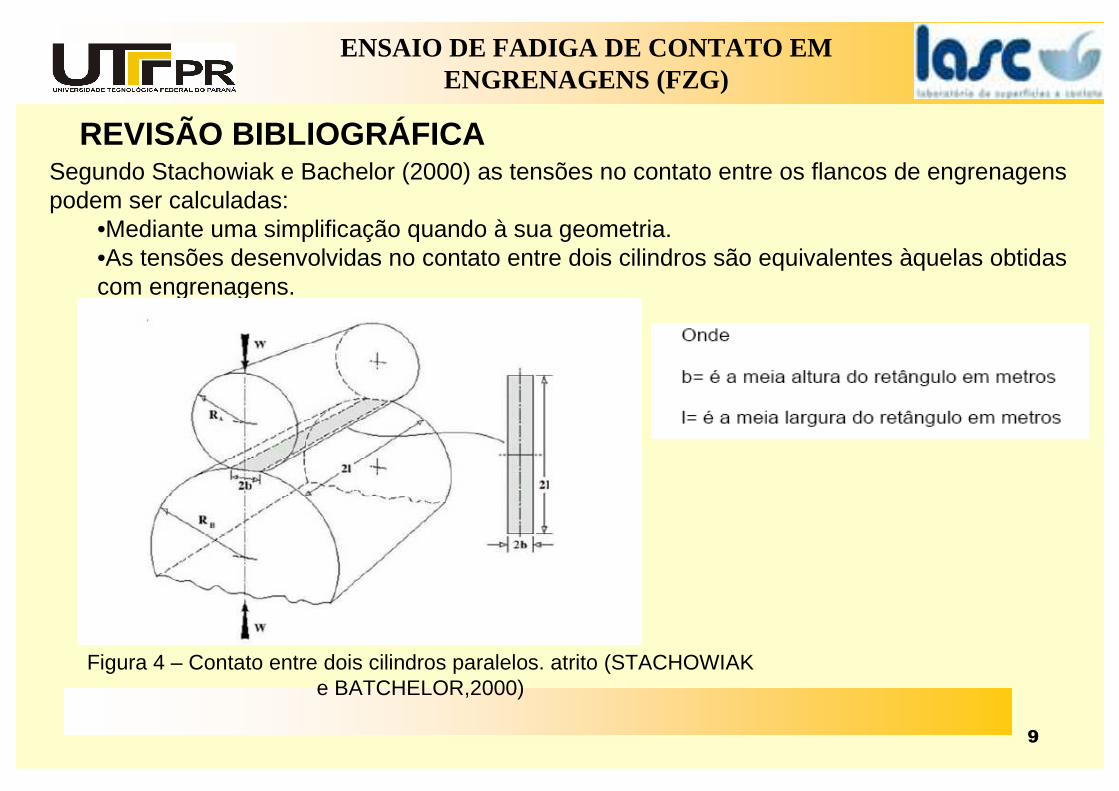
Segundo Stachowiak e Bachelor (2000) as tensões no contato entre os flancos de engrenagens podem ser calculadas:
•Mediante uma simplificação quando à sua geometria. •As tensões desenvolvidas no contato entre dois cilindros são equivalentes àquelas obtidas com engrenagens.
REVISÃO BIBLIOGRÁFICA
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Figura 4 – Contato entre dois cilindros paralelos. atrito (STACHOWIAK e BATCHELOR,2000)
10
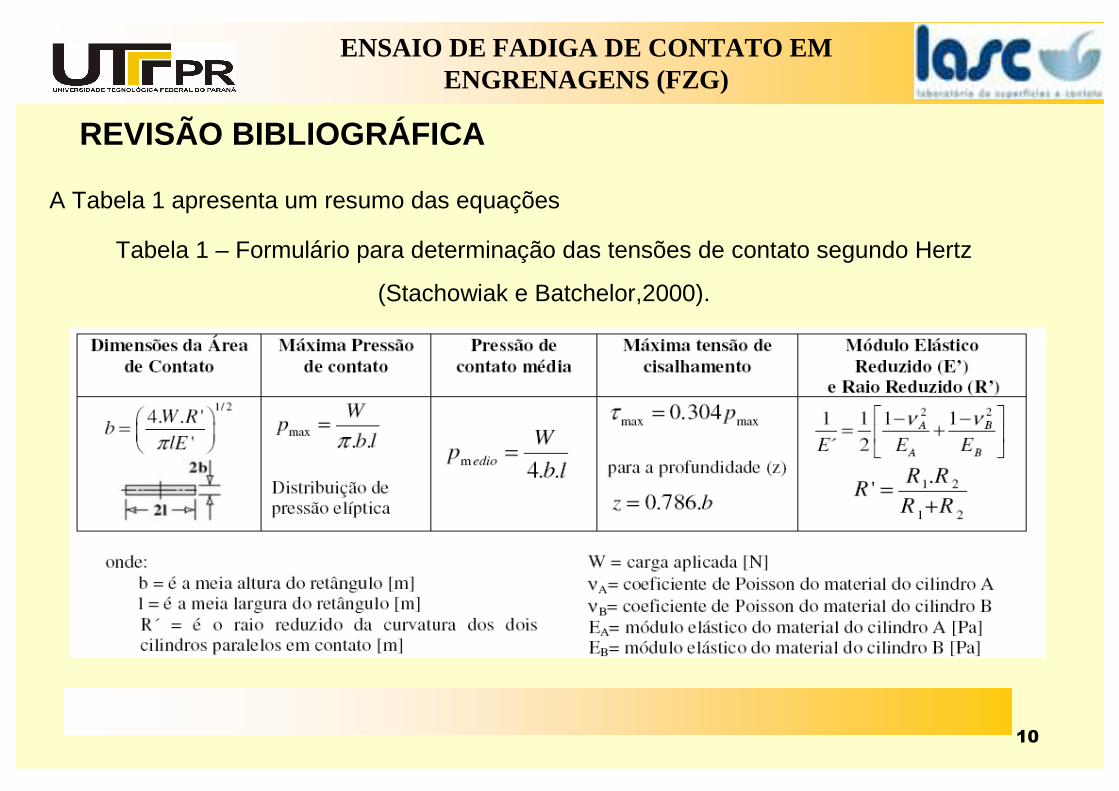
A Tabela 1 apresenta um resumo das equações
REVISÃO BIBLIOGRÁFICA
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Tabela 1 – Formulário para determinação das tensões de contato segundo Hertz
(Stachowiak e Batchelor,2000).
11
REVISÃO BIBLIOGRÁFICA
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
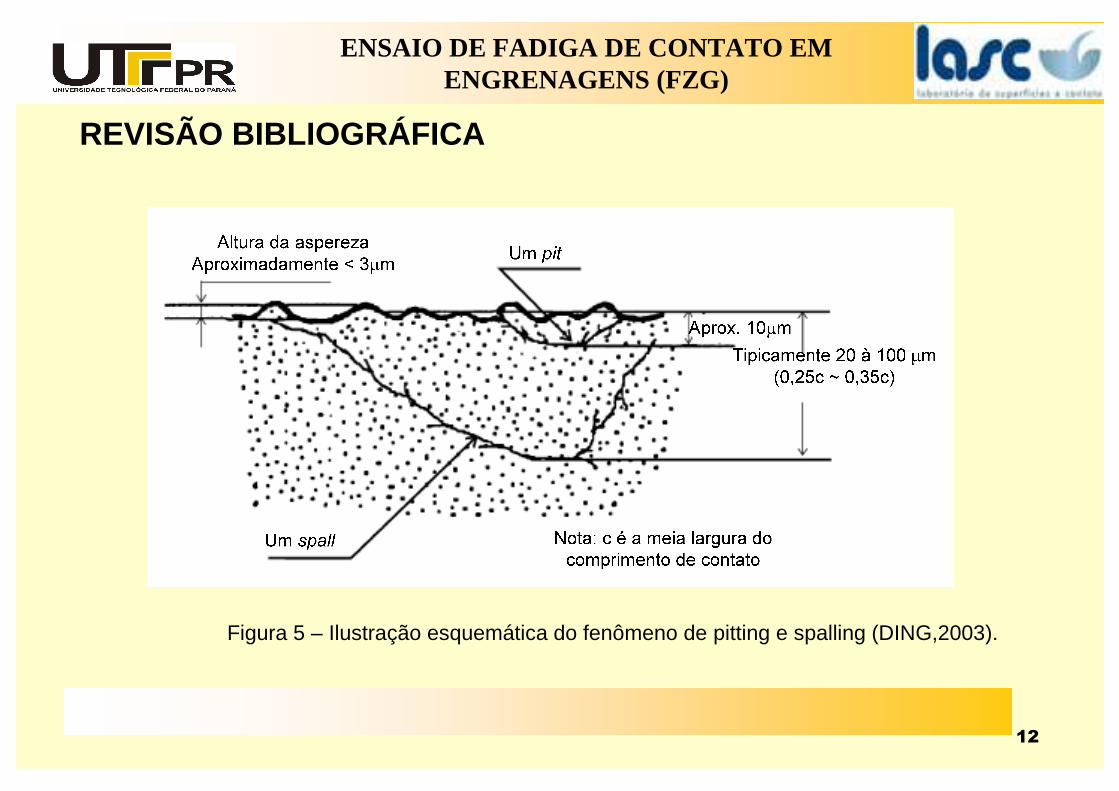
Geralmente, há dois tipos de fadiga de contato superficial:
� pitting : Pitting aparece como crateras rasas em superfícies de contato. A profundidade máxima de um pit é aproximadamente a espessura da camada encruada (10 mm).
�spalling: spalling aparece como cavidades mais profundas (tipicamente 20-100 mm) das superfícies em contato com uma profundidade de 0.25 a 0.35 da meia largura de contato (denotada geralmente como "c" na literatura da mecânica da fratura).
A Figura 5 ilustra os fenômenos de pitting e spalling
12
REVISÃO BIBLIOGRÁFICA
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Figura 5 – Ilustração esquemática do fenômeno de pitting e spalling (DING,2003).
13
FOTOS DA MÁQUINA
EQUIPAMENTO FZG
Figura 6–FZG Figura 7–FZG
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
14
FOTOS DA MÁQUINA
EQUIPAMENTO FZG
Figura 8–FZG Figura 9–FZG
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)

15
•CARACTERIZAÇÃO DOS CORPOS-DE-PROVA
Propriedades mecânicas, dureza e parâmetros de fabricação
PROCEDIMENTO EXPERIMENTAL FZG-LASC
Tabela 02- Parâmetros e resultados das medições de dureza
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Tabela 03- Propriedades mecânicas dos materiais ensaiados (Matweb, 2008)
•Dureza
•Propriedades Mecânicas

16
•TRATAMENTO TÉRMICO DOS CORPOS-DE-PROVA
PROCEDIMENTO EXPERIMENTAL FZG-LASC
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
MATERIAL
Ferro fundido nodular no estado
bruto de fundição
AUSTENITIZAÇÃO
Temperatura = 890ºC
Tempo = 2 horas
AUSTÊMPERA
Temperatura = 270ºC
Tempo = 2 horas
Meio = banho de sais
RESFRIAMENTO
Ao ar
MATERIAL FINAL
Ferro Fundido Nodular
austemperado (FNA) com matriz
bainítica
MATERIAL
Aço AISI 8620 estado bruto de
fornecimento
CEMENTAÇÃO
Austenitização = 880ºC
Tempo = 16 horas
Têmpera
Temperatura do óleo = 130ºC
Tempo = 5 minutos
MATERIAL FINAL
Aço 8620 cementado e
temperado
(a)
(b)
Figura 10 – (a) Tratamento Térmico para FNA, (b) Tratamento Térmico para o aço AISI 8620.
17
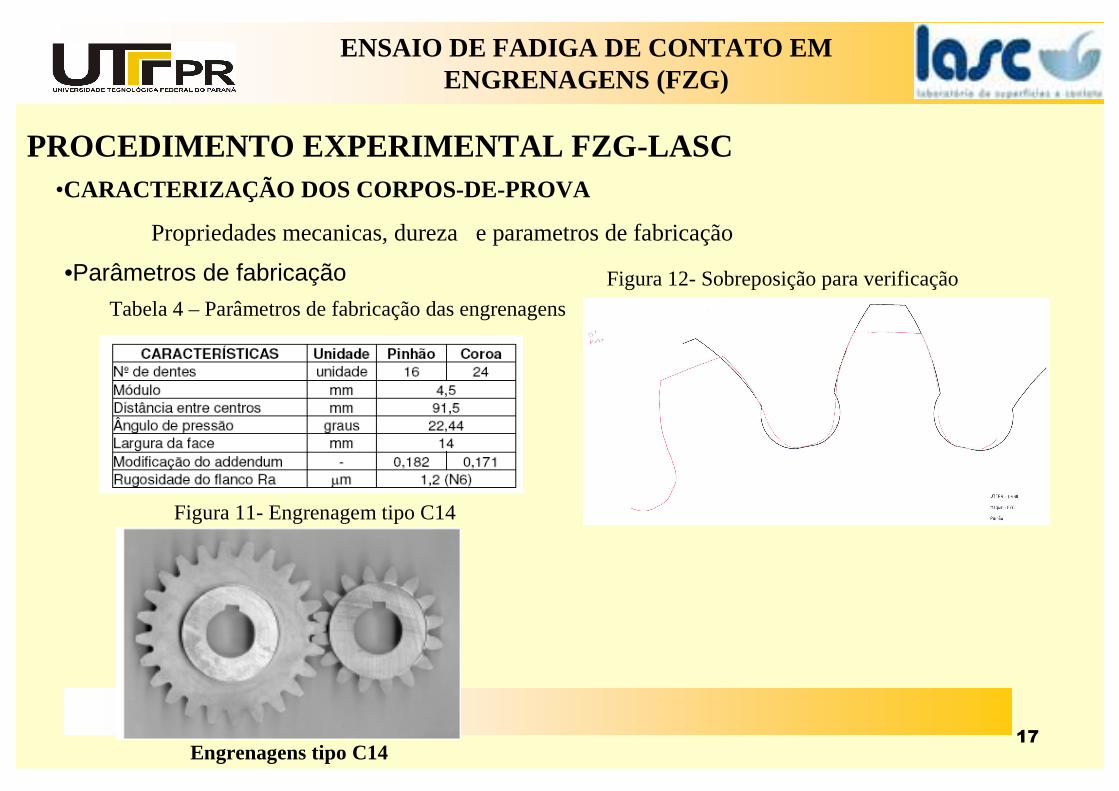
•CARACTERIZAÇÃO DOS CORPOS-DE-PROVA
Propriedades mecanicas, dureza e parametros de fabricação
PROCEDIMENTO EXPERIMENTAL FZG-LASC
Tabela 4 – Parâmetros de fabricação das engrenagens
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
•Parâmetros de fabricação
Engrenagens tipo C14
Figura 11- Engrenagem tipo C14
Figura 12- Sobreposição para verificação
18
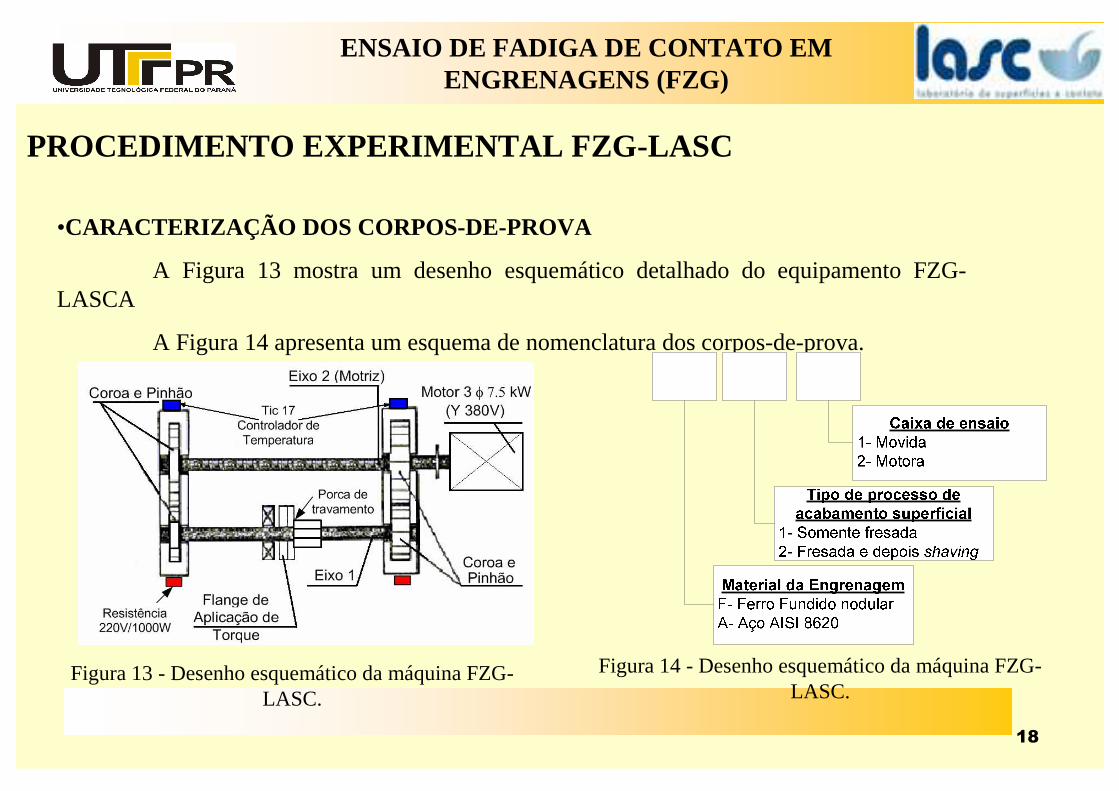
•CARACTERIZAÇÃO DOS CORPOS-DE-PROVA
A Figura 13 mostra um desenho esquemático detalhado do equipamento FZG-LASCA
A Figura 14 apresenta um esquema de nomenclatura dos corpos-de-prova.
PROCEDIMENTO EXPERIMENTAL FZG-LASC
Figura 13 - Desenho esquemático da máquina FZG-LASC.
Figura 14 - Desenho esquemático da máquina FZG-LASC.
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)

19
•ENSAIOS
A Figura 15 mostra os ensaios realizados
A Tabela 5 e 6 as condições dos ensaios
Obs velocidade das coroas 967 rpm.
PROCEDIMENTO EXPERIMENTAL FZG-LASC
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
FFNA
EN
SA
IOS
Pitting 6 hrs
Pitting 10 hrs
AÇO
Pitting 6 hrs
Pitting 14 hrs
Pitting 28 hrs
Pitting 56 hrs
Pitting 84 hrs
AÇO FFNARunning-in
2 hrs
Figura 15: Etapas do ensaio
Tabela 5: Parâmetros para o amaciamento
Tabela 6: Condições de Ensaio
20
PROCEDIMENTO EXPERIMENTAL FZG-LASC
Figura 16–FZG Figura 17–FZG
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)

21
•ACABAMENTO SUPERFÍCIAL
Os dados de rugosidade foram coletados seguindo as direções mostradas na Figura 18 tanto para as medições no Surtronic 25 e no Form Taly Surf Series 2.
PROCEDIMENTO EXPERIMENTAL FZG-LASC PARA RUGOSIDADE
Figura 18 - Desenho esquemático da máquina FZG-LASC.
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
22
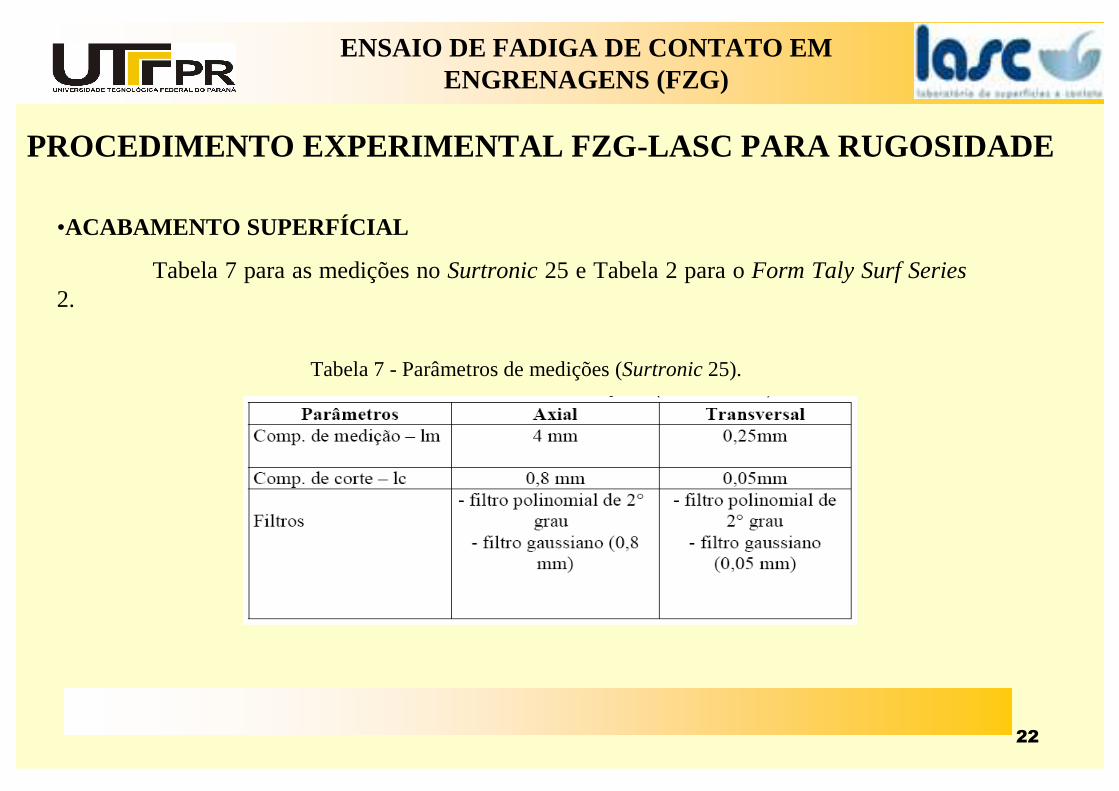
•ACABAMENTO SUPERFÍCIAL
Tabela 7 para as medições no Surtronic 25 e Tabela 2 para o Form Taly Surf Series2.
PROCEDIMENTO EXPERIMENTAL FZG-LASC PARA RUGOSIDADE
Tabela 7 - Parâmetros de medições (Surtronic 25).
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
23
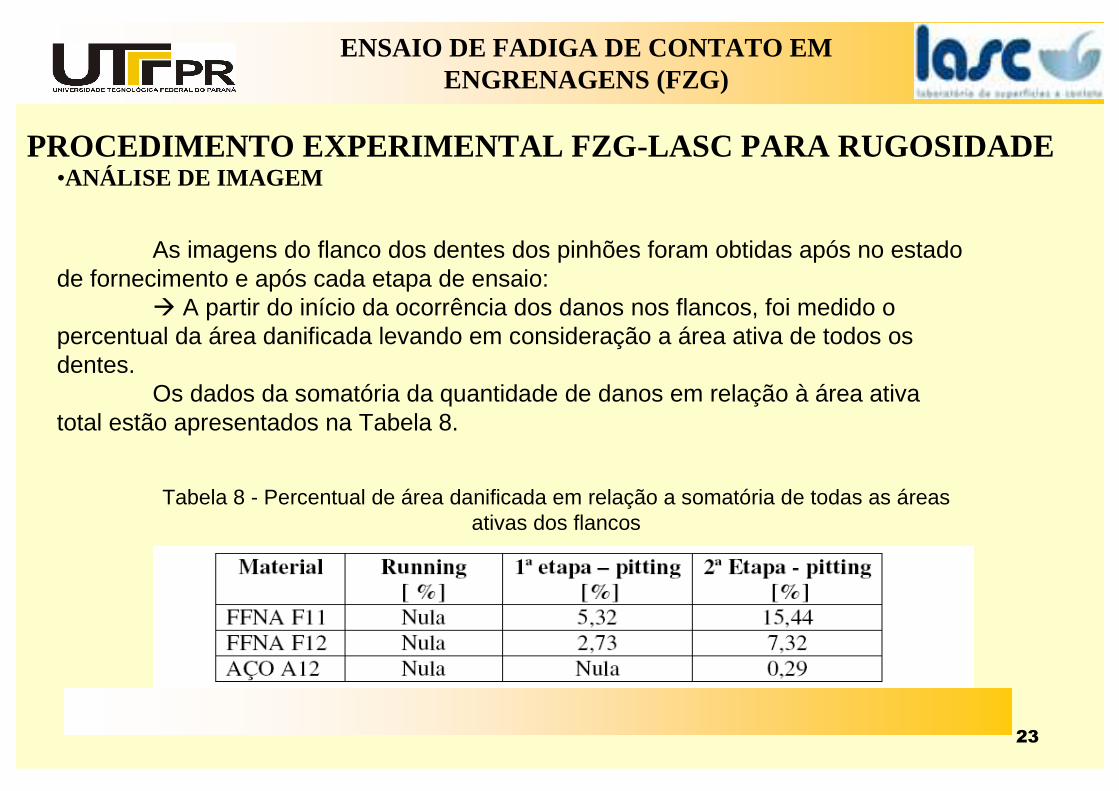
•ANÁLISE DE IMAGEM
As imagens do flanco dos dentes dos pinhões foram obtidas após no estado de fornecimento e após cada etapa de ensaio:
� A partir do início da ocorrência dos danos nos flancos, foi medido o percentual da área danificada levando em consideração a área ativa de todos os dentes.
Os dados da somatória da quantidade de danos em relação à área ativa total estão apresentados na Tabela 8.
PROCEDIMENTO EXPERIMENTAL FZG-LASC PARA RUGOSIDADE
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Tabela 8 - Percentual de área danificada em relação a somatória de todas as áreas ativas dos flancos
24
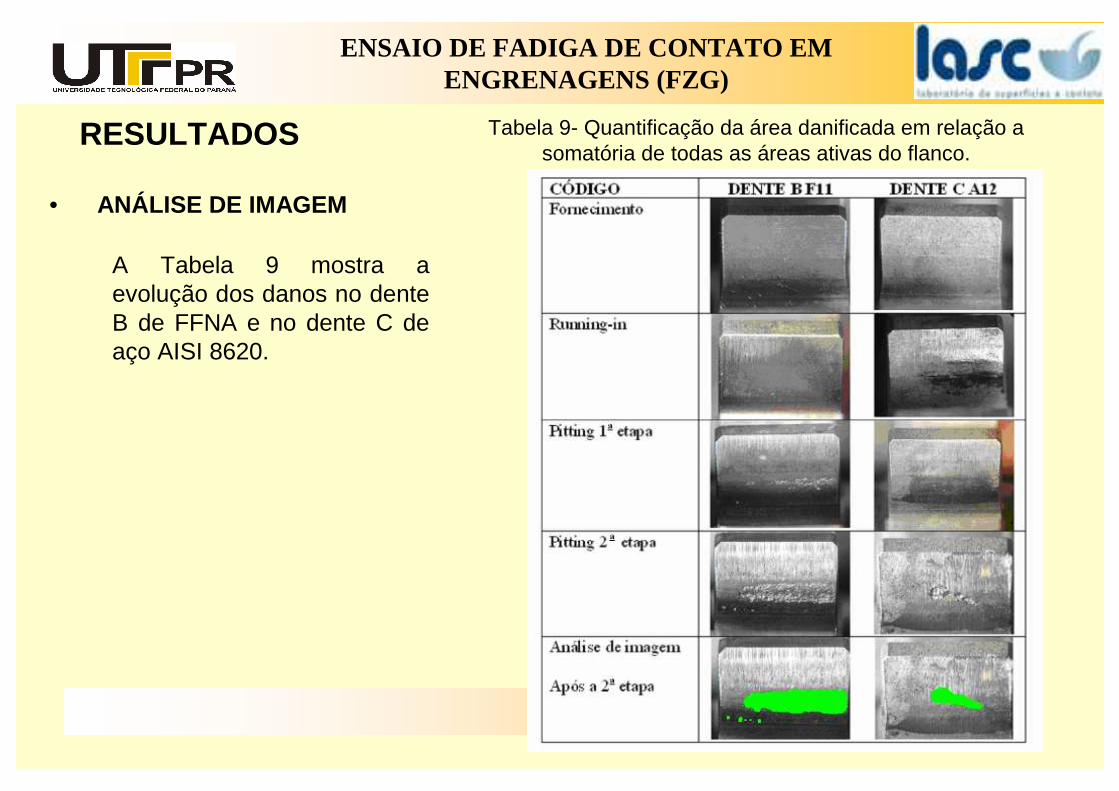
• ANÁLISE DE IMAGEM
RESULTADOS
A Tabela 9 mostra a evolução dos danos no dente B de FFNA e no dente C de aço AISI 8620.
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Tabela 9- Quantificação da área danificada em relação a somatória de todas as áreas ativas do flanco.

25
• RUGOSIDADE↓
RESULTADOS
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
•↑ Rvk and Rz depois do estagio de running-in para ADI indicando a presença de vales profundos (micro ou pittings).
•Os parâmetros de rugosidade após running-in só aumentaram para FFNA.
•Depois de 6 horas de pitting os parâmetros tendem a aumentar devido a presença de alguns danos
•Continuando os experimentos, os parâmetros aumentam significativamente devido a gradual evolução dos danos (fig. 9 c e d)
Figura 19 – Rugosidade em cada etapa dos ensaios: (a) fornecimento, (b) running-in, (c) 6 horas do ensaio de pitting para FNA e aço, (d) 10 horas da etapa de pitting para
o FNA e 14 horas para o aço.

26
• PHC
RESULTADOS
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Tabela 10 - Resultados das tensões de Hertz para o contato entre engrenagens de FFNA e aço AISI 8620.

27
RESULTADOS
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
Figura 20 - Trincas subsuperficiais na região de pitting, em engrenagens de FNA (a, b) e de aço 8620 cementado (c, d)
28
CONCLUSÃO
� O equipamento de ensaio de engrenagem FZG-LASC proporciona o dano desejado, com formação de pitting em ensaios de até 14 h.
� A avaliação do dano por medidas de rugosidade se mostrou adequada, porém a análise de imagem possui algumas vantagens como quantificação da área danificada. Os parâmetros Rz e Rvk de rugosidade tendem a diminuir sua magnitude, porém quando a ocorrência de um dano seus valores aumentam evidenciando que um dano está prestes a aparecer ou que ele já esta aparente e os valores aumentam abruptamente.
� A quantificação da ocorrência de pitting por análise de imagem da superfície do dente, mostrou bons resultados, e foi então empregada para comparar a resistência ao desgaste dos materiais das engrenagens.
� Comprovou-se que as engrenagens cementadas de aço 8620, apresentaram maiorresistência a pitting que as engrenagens de Ferro Nodular Austemperado (classe 4 ASTM).
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
29
CONCLUSÃO
� Exames em seções ortogonais à superfície de desgaste mostraram que, no FNA, forma-se um grande número de trincas subsuperficiais, e que as trincas originam-se na matriz junto a nódulos, e crescem conectando nódulos, resultando em grande remoção de material. Já na engrenagem de aço 8620 cementado, as trincas nucleiam-se junto à superfície, e seu crescimento restringe-se à camada cementada, resultando no destacamento de pequenas porções de material.
� O de atrito que não é considerada pelo equacionamento de Hertz para o cálculo das tensões de contato. HAMILTON e GOODMAN (1966) mostraram que com a presença de atrito no contato não-conforme, a posição da tensão cisalhante máxima se aproxima da superfície com o aumento do coeficiente de atrito.
� Estes resultados são importantes no sentido de abrir a possibilidade de buscar melhorias no desempenho dos FNAs, seja por alterações na composição química, ou por outras rotas de tratamentos térmicos, podendo assim melhorar a sua competitividade.
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)
30
REFERÊNCIAS BIBLIOGRÁFICAS
• Hutchings, I.M., 1992, Tribology: friction and wear of engineering materials, Edward Arnold, Great Britain.
• Harding, R.A,1986, “The use of austempered ductile iron for gears”, Proceedings of the 2nd World Gear Congress, Paris.
• CARMO Denilson J. Situação e Perspectiva do ADI no Brasil, Trabalho Apresentadono 55o Congresso da ABM, Julho de 2000.
• DING, Yan; RIEGER, Neville F. Spalling formation mechanism for gears, Wear• Vol. 254, pp 1307-1317, 2003.• Ductile Iron Data for design engineerss. Disponivel em:
<http://www.ductile.org.didata/index.htm> - Acesso em:12 abril de 2007.• Hamilton G.M. and Goodman L.E, 1966. The stress field created by a circular sliding
contact. J. Appl. Mech. 88, 371-376.• WRIGHT, N.A; KUKUREKA, S.N. Wear testing and measurement techniques for
polymer composite gears. Wear, Vol 51, p.1567-1578, 2001. • STACHOWIAK, G. W. BATCHELOR A. W., Engineering Tribology, 2nd
ed.(Butterworth-Heinemann, Boston, 2000)• Material Property Data. Disponível em: <http://www.matweb.com> - Acesso em: 15
fevereiro de 2008.
ENSAIO DE FADIGA DE CONTATO EM ENGRENAGENS (FZG)


![[Tutorial] Recuperar arquivos de HDs ou partições danificada](https://static.fdocumentos.com/doc/165x107/55cf9b23550346d033a4e023/tutorial-recuperar-arquivos-de-hds-ou-particoes-danificada.jpg)