III-094 - BVSDE Desarrollo Sostenible · 21º Congresso Brasileiro de Engenharia Sanitária e...
13
21º Congresso Brasileiro de Engenharia Sanitária e Ambiental ABES – Trabalhos Técnicos 1 III-094 – ALTERNATIVAS DE USOS E APLICAÇÕES DOS RESÍDUOS SÓLIDOS DAS INDÚSTRIAS INDEPENDENTES DE PRODUÇÃO DE FERRO- GUSA DO ESTADO DE MINAS GERAIS Marys Lene Braga Almeida (1) Graduada em Engenharia Química pela Universidade Federal de Minas Gerais (UFMG,1990); participação na Bolsa de Resíduos do Estado de Minas Gerais; diversos cursos de atualização da área ambiental; publicação técnica na revista de Farmácia e Bioquímica da UFMG. Experiência acadêmica em Química. Mestranda em Saneamento, Meio Ambiente e Recursos Hídricos, pela UFMG. Gilberto Caldeira Bandeira de Melo (2) Engenheiro Químico (UFMG, 1982), Mestre em Engenharia Sanitária e Ambiental (UFMG, 1990), Doutor (Universidade Kalsruhe, Alemanha, 1995). Pesquisador da Fundação Estadual do Meio Ambiente de Minas Gerais (FEAM, 1982-86), diretor da Secretaria Municipal de Meio Ambiente de Belo Horizonte (1986-90). Hoje, professor adjunto do DESA-UFMG, coordenador do Projeto "Minas Ambiente - GTZ", de cooperação técnica Brasil-Alemanha. Endereço (1) : Rua Zenite, 95/701 – Caiçara – Belo Horizonte – Minas Gerais – CEP: 30720-530 – Brasil - Telefone: ( 31 ) 9615-9698 – e-mail: [email protected] RESUMO O Estado de Minas Gerais é o maior produtor brasileiro de ferro-gusa, correspondendo a 70% da produção nacional. A produção de gusa constitui-se numa atividade de elevado potencial degradador do meio ambiente, devido às consideráveis gerações de materiais particulados e gases, efluentes líquidos e, principalmente, de resíduos sólidos. Os resíduos, apesar de apresentarem valor econômico e possibilidades variadas de aplicações enfrentam problemas sobre a sua forma de gerenciamento. Uma parte significativa das indústrias independentes de gusa não dispõe de dados relativos à quantidade e caracterização dos resíduos e, em geral, não existe uma preocupação quanto à destinação adequada levando em conta os aspectos ambientais. Para o gerenciamento dos resíduos siderúrgicos deve-se implementar medidas que contribuam para uma melhoria da qualidade ambiental e, portanto, que atendam ao princípio de desenvolvimento sustentável. No presente trabalho será realizado um estudo a respeito do gerenciamento dos resíduos sólidos das siderurgias independentes de ferro-gusa do estado de Minas Gerais na tentativa de diagnosticar as principais tecnologias de reaproveitamento destes resíduos que podem ser utilizadas por este setor e um estudo experimental da aplicação do resíduo siderúrgico pó de coletor na indústria cerâmica. PALAVRAS-CHAVE: siderurgia, ferro-gusa, carvão vegetal, resíduos sólidos, gerenciamento ambiental. INTRODUÇÃO O projeto de pesquisa apresenta resultados do projeto “Minas Ambiente”, que surgiu para contribuir com as micro, pequenas e médias indústrias do estado de Minas Gerais na busca de alternativas tecnológicas, podendo auxiliar, de forma mais expressiva, na qualidade do Meio Ambiente. O projeto “Minas Ambiente” é uma ação interinstitucional da qual participam instituições do estado atuantes nas áreas de ensino, pesquisa e controle ambiental, com a colaboração da Sociedade Alemã de Cooperação Técnica – Deutsche Gesellschaft fur Technische Zusammenarbeit (GTZ), dentro do Acordo de Cooperação Bilateral Brasil – Alemanha. No estado de Minas Gerais existem atualmente 38 siderurgias independentes de ferro-gusa a carvão vegetal. As indústrias independentes são siderúrgicas não integradas que reduzem o minério de ferro até o ferro primário, ferro-gusa, o qual pode ser destinado às aciarias, como complemento e/ou substituto de sucata, ou às fundições, responsáveis pela fabricação de peças, principalmente, para a indústria automobilística.
Transcript of III-094 - BVSDE Desarrollo Sostenible · 21º Congresso Brasileiro de Engenharia Sanitária e...

21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos 1
III-094 – ALTERNATIVAS DE USOS E APLICAÇÕES DOS RESÍDUOSSÓLIDOS DAS INDÚSTRIAS INDEPENDENTES DE PRODUÇÃO DE FERRO-
GUSA DO ESTADO DE MINAS GERAIS
Marys Lene Braga Almeida (1)
Graduada em Engenharia Química pela Universidade Federal de Minas Gerais(UFMG,1990); participação na Bolsa de Resíduos do Estado de Minas Gerais; diversoscursos de atualização da área ambiental; publicação técnica na revista de Farmácia eBioquímica da UFMG. Experiência acadêmica em Química. Mestranda em Saneamento,Meio Ambiente e Recursos Hídricos, pela UFMG.Gilberto Caldeira Bandeira de Melo(2)
Engenheiro Químico (UFMG, 1982), Mestre em Engenharia Sanitária e Ambiental(UFMG, 1990), Doutor (Universidade Kalsruhe, Alemanha, 1995). Pesquisador da Fundação Estadual doMeio Ambiente de Minas Gerais (FEAM, 1982-86), diretor da Secretaria Municipal de Meio Ambiente de BeloHorizonte (1986-90). Hoje, professor adjunto do DESA-UFMG, coordenador do Projeto "Minas Ambiente -GTZ", de cooperação técnica Brasil-Alemanha.
Endereço(1): Rua Zenite, 95/701 – Caiçara – Belo Horizonte – Minas Gerais – CEP: 30720-530 – Brasil -Telefone: ( 31 ) 9615-9698 – e-mail: [email protected]
RESUMO
O Estado de Minas Gerais é o maior produtor brasileiro de ferro-gusa, correspondendo a 70% da produçãonacional.A produção de gusa constitui-se numa atividade de elevado potencial degradador do meio ambiente, devido àsconsideráveis gerações de materiais particulados e gases, efluentes líquidos e, principalmente, de resíduossólidos.Os resíduos, apesar de apresentarem valor econômico e possibilidades variadas de aplicações enfrentamproblemas sobre a sua forma de gerenciamento. Uma parte significativa das indústrias independentes de gusanão dispõe de dados relativos à quantidade e caracterização dos resíduos e, em geral, não existe umapreocupação quanto à destinação adequada levando em conta os aspectos ambientais.Para o gerenciamento dos resíduos siderúrgicos deve-se implementar medidas que contribuam para umamelhoria da qualidade ambiental e, portanto, que atendam ao princípio de desenvolvimento sustentável.No presente trabalho será realizado um estudo a respeito do gerenciamento dos resíduos sólidos dassiderurgias independentes de ferro-gusa do estado de Minas Gerais na tentativa de diagnosticar as principaistecnologias de reaproveitamento destes resíduos que podem ser utilizadas por este setor e um estudoexperimental da aplicação do resíduo siderúrgico pó de coletor na indústria cerâmica.
PALAVRAS-CHAVE: siderurgia, ferro-gusa, carvão vegetal, resíduos sólidos, gerenciamento ambiental.
INTRODUÇÃO
O projeto de pesquisa apresenta resultados do projeto “Minas Ambiente”, que surgiu para contribuir com asmicro, pequenas e médias indústrias do estado de Minas Gerais na busca de alternativas tecnológicas, podendoauxiliar, de forma mais expressiva, na qualidade do Meio Ambiente. O projeto “Minas Ambiente” é uma açãointerinstitucional da qual participam instituições do estado atuantes nas áreas de ensino, pesquisa e controleambiental, com a colaboração da Sociedade Alemã de Cooperação Técnica – Deutsche Gesellschaft furTechnische Zusammenarbeit (GTZ), dentro do Acordo de Cooperação Bilateral Brasil – Alemanha.
No estado de Minas Gerais existem atualmente 38 siderurgias independentes de ferro-gusa a carvão vegetal. Asindústrias independentes são siderúrgicas não integradas que reduzem o minério de ferro até o ferro primário,ferro-gusa, o qual pode ser destinado às aciarias, como complemento e/ou substituto de sucata, ou àsfundições, responsáveis pela fabricação de peças, principalmente, para a indústria automobilística.

21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos2
Segundo o SINDIFER - Sindicato da Indústria do Ferro no Estado de Minas Gerais no ano de 2000 a produçãode gusa das siderurgias independentes no Brasil foi de aproximadamente 6 milhões de t ,sendo que somente oestado de Minas Gerais produziu em torno de 4.300.000 t. O faturamento total foi estimado em 684.500milhões de dólares [14].
Figura 1 – Vista Parcial de um Alto Forno.
As principais matérias-primas para a produção do ferro-gusa são o minério de ferro e os fundentes,principalmente o calcário e a sílica. O carvão vegetal é utilizado como agente redutor do processo.
O carvão metalúrgico, transformado em coque, é o principal redutor em uso no mundo, mas o Brasil nãodispõe de reservas. Todas as siderurgias independentes de gusa do estado de Minas Gerais utilizam o carvãovegetal como combustível, pois no Brasil, além do clima ser favorável ao plantio de florestas de eucalipto paraa produção de carvão vegetal, existem áreas disponíveis para a plantação.
Atualmente 48% dos produtores independentes comercializam sua produção tanto para o mercado internocomo para o externo. Os principais clientes internacionais dos produtores independentes de gusa do estado deMinas Gerais são: Alemanha, Estados Unidos, Suíça, Inglaterra, Japão e Tailândia [4].
A questão ambiental assume cada vez mais destaque na sociedade moderna, repercutindo no setor produtivo dopaís. As agressões ao meio ambiente, se não forem evitadas ou minimizadas, em breve tornarão o processo dedegradação irreversível, acarretando o comprometimento da qualidade de vida das próximas gerações.
A fabricação de ferro-gusa constitui-se numa atividade de elevado potencial poluidor, sendo as siderúrgicas asprincipais responsáveis pelos problemas de poluição ambiental gerados nas regiões sob suas influências. Assiderurgias independentes do estado de Minas Gerais enfrentam graves conseqüências com as emissõesatmosféricas, os efluentes líquidos e principalmente com os resíduos sólidos.
A falta de gerenciamento de resíduos sólidos constitui um dos problemas ambientais mais graves com que osetor siderúrgico tem se deparado nos últimos tempos. Vários fatores têm contribuído para agravar a situação,tais como o aumento nos níveis de produção e o esgotamento das áreas de destinação final de rejeitos. Umagrande parte das Indústrias Independentes de gusa dispõe os seus resíduos sólidos a céu aberto, nos pátios dasempresas, possibilitando a contaminação do solo e dos corpos d’água locais.
21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos 3
O reaproveitamento dos resíduos e o melhor aproveitamento dos recursos naturais são as formas sustentáveispara a continuidade do processo tecnológico já implementado.
QUANTIFICAÇÃO E CARACTERIZAÇÃO DOS RESÍDUOS SÓLIDOS DAS SIDERURGIASINDEPENDENTES
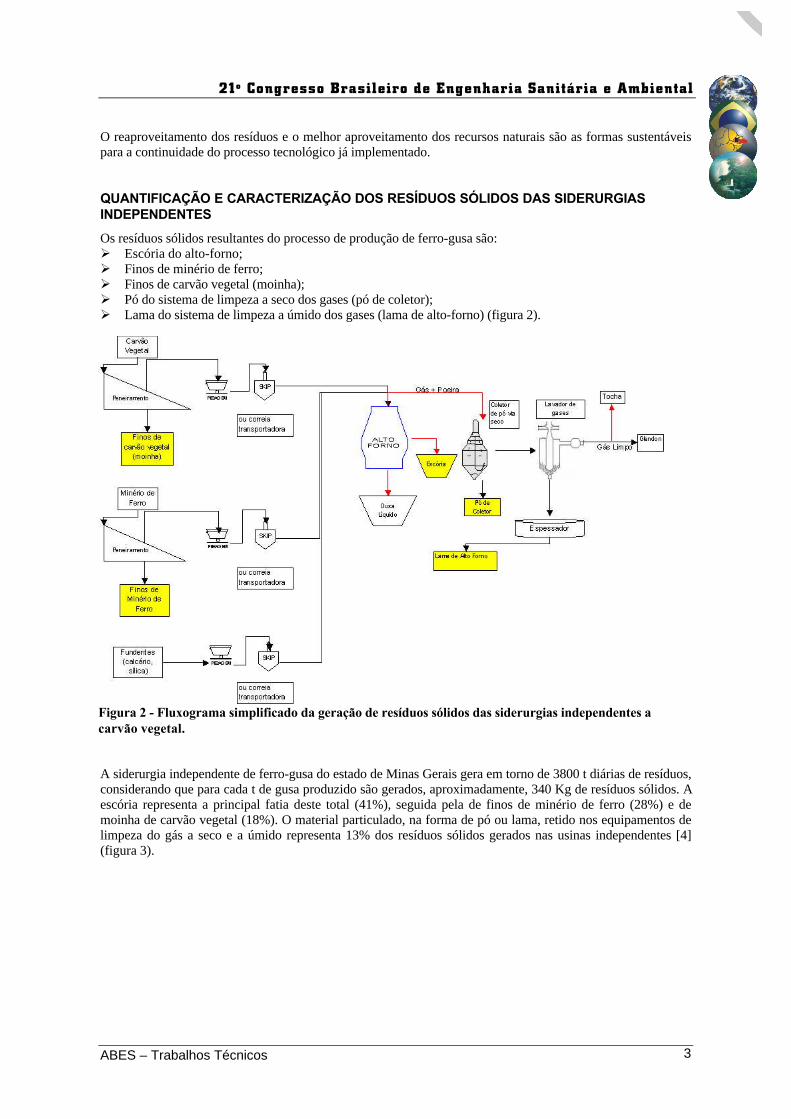
Os resíduos sólidos resultantes do processo de produção de ferro-gusa são:Ø Escória do alto-forno;Ø Finos de minério de ferro;Ø Finos de carvão vegetal (moinha);Ø Pó do sistema de limpeza a seco dos gases (pó de coletor);Ø Lama do sistema de limpeza a úmido dos gases (lama de alto-forno) (figura 2).
A siderurgia independente de ferro-gusa do estado de Minas Gerais gera em torno de 3800 t diárias de resíduos,considerando que para cada t de gusa produzido são gerados, aproximadamente, 340 Kg de resíduos sólidos. Aescória representa a principal fatia deste total (41%), seguida pela de finos de minério de ferro (28%) e demoinha de carvão vegetal (18%). O material particulado, na forma de pó ou lama, retido nos equipamentos delimpeza do gás a seco e a úmido representa 13% dos resíduos sólidos gerados nas usinas independentes [4](figura 3).
Figura 2 - Fluxograma simplificado da geração de resíduos sólidos das siderurgias independentes acarvão vegetal.

21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos4
Diante desta considerável geração de resíduos é de suma importância a implantação de um sistema de gestãodos resíduos sólidos siderúrgicos.
Segundo análises realizadas por algumas empresas do setor, de acordo com a ABNT(Associação Brasileira deNormas Técnicas) NBR (Norma Brasileira) 10004 – Resíduos Sólidos – Classificação , a escória é um resíduoque varia de classe II (resíduo não inerte), por apresentar concentrações de alumínio superiores aos limitesmáximos pela legislação à classe III (resíduo inerte). Os resíduos finos de minério e a moinha são classe III(inertes), o pó de coletor e a lama de alto-forno são classe I (perigosos) por apresentarem teor de fenóis acimado limite permitido pela Norma[5].
OPÇÕES TECNOLÓGICAS PARA GERENCIAMENTO DOS RESÍDUOS
As possíveis aplicações da escória de alto-forno são: construção civil [1, 7], agregados, pavimentação deestradas, tijolos de escória de alto-forno, blocos de concreto, painéis de cimento de escória reforçados comfibras de vidro [7], indústria cimenteira [8], indústria de vidros [3] e agricultura [11].
Os finos de minério de ferro podem ser usados em pavimentação de estradas, em processos de sinterização[6] eprodução de bloquetes [10], para retorno ao alto-forno.
A sinterização é um processo metalúrgico no qual os resíduos e fundentes são aglomerados, possibilitandoobter, por fusão parcial, à temperatura de 1200-1400ºC, um produto, denominado sínter, com propriedadesfísico-químicas e metalúrgicas ideais para o alto-forno.
Os bloquetes consistem em um processo de aglomeração a frio sendo realizado com a mistura dos finos, água eligantes formando uma pasta que irá para um equipamento apropriado, onde um processo simultâneo decompressão e vibração gera bloquetes de dimensões definidas, que após amadurecimento estão prontos paraserem utilizados como matéria-prima no alto-forno [10].
O resíduo moinha de carvão, devido ao seu grande valor energético, pode ser utilizado como combustível nasindústrias cimenteiras e siderúrgicas.
O pó de coletor e a lama de alto-forno, apesar de terem sido classificados como resíduos perigosos,contaminados por fenóis, têm sido utilizados na agricultura e na indústria cerâmica.
Na agricultura há casos destes resíduos serem aplicados diretamente no solo para a plantação de milho, o qualserve de ração para gado leiteiro. Ainda não existem estudos sobre o comportamento do pó de coletor e da lamade alto-forno no solo, sendo de extrema importância uma avaliação mais completa desta aplicação.
No setor cerâmico os resíduos pó de coletor e lama de alto-forno são incorporados à massa da argila,auxiliando na coloração dos tijolos, devido à quantidade existente de óxidos de ferro nos resíduos, econtribuindo com um ganho energético de até 50% no processo. Como a temperatura na fabricação dosprodutos cerâmicos varia de 750 a 900ºC é provável que a utilização destes resíduos seja viável, podendo sermais uma alternativa de aplicação.
Apesar das possíveis aplicações para os resíduos sólidos, a disposição final a céu aberto ainda é uma práticasistemática dos setores independentes de ferro-gusa, gerando passivos ambientais cada vez mais relevantes.Diante disso, a investigação experimental do trabalho é avaliar a viabilidade técnica e ambiental da utilização doresíduo pó de coletor na indústria cerâmica.
Figura 3 - Distribuição percentual dageração total de resíduos sólidos.

21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos 5
APLICAÇÃO DO RESÍDUO PÓ DE COLETOR NA INDÚSTRIA CERÂMICA
O trabalho consiste em avaliar tecnicamente e ambientalmente a aplicação do resíduo siderúrgico a carvãovegetal, pó de coletor, no processo de fabricação de cerâmica vermelha, especialmente tijolos para alvenaria.
De acordo com o SINDICER – Sindicato das Indústrias Cerâmicas do Estado de Minas Gerais, o estado possuicerca de 2500 indústrias de cerâmicas vermelhas, incluindo as olarias. A maior parte delas são pequenas emédias empresas familiares.
As maiorias dessas indústrias não investem em programas de qualidade, atualização tecnológica ou em novosprodutos, dentre outras medidas, que se implementadas implicariam em aumentos de produtividade e reduçãode custos.
As principais etapas do processamento dos materiais cerâmicos incluem de uma forma geral a preparação damatéria-prima, a moldagem ou conformação das peças, a secagem e a queima.
O setor cerâmico mineiro busca alternativas em seu processo produtivo, principalmente quando se refere àredução do consumo de energia.
A energia tanto na forma elétrica como na de combustíveis, está presente em todas as etapas e em diversasoperações. O consumo de combustíveis é acentuado na fase de secagem e queima dos produtos cerâmicos.
A indústria de cerâmica vermelha é um dos setores que mais podem ser beneficiados com o uso decombustíveis alternativos, dentre eles, destacam-se o carvão vegetal, o óleo combustível, a lenha e a serragem.Além destes, o pó de coletor e o fercoque são também utilizados juntos aos combustíveis primários.
O fercoque é um resíduo proveniente do sistema de limpeza dos gases de alto-forno das siderúrgicas integradasque utilizam o coque como redutor. Este auxilia no processo de queima dos materiais cerâmicos juntamentecom o combustível principal.
Segundo uma empresa do setor, assim como o fercoque auxilia no processo de queima, o uso de uma pequenaquantidade de pó de coletor (10%), misturado à massa cerâmica, pode trazer uma economia de combustível naordem de até 50% durante a fase de queima. Este resultado é proveniente de uma economia de energiadecorrente da queima do resíduo no interior da peça cerâmica. O poder calorífico do resíduo libera calor nointerior da argila, diminuindo assim o consumo de combustível primário.
Porém, a quantidade de resíduo presente não pode ser aumentada indefinidamente, pois a qualidade do produtofinal diminui pelo aumento de sua porosidade, com conseqüente diminuição de sua resistência mecânica eaumento na absorção d’água. A indústria normalmente utiliza proporções da ordem de 10% de resíduo, emvolume, adicionado à argila.
A economia de combustível de queima é função, também, do tipo de forno utilizado pela indústria, do conteúdoenergético e da eficiência de queima do resíduo, além do tipo de argila empregada e do percentual de misturautilizado.
Como o pó de coletor é classificado como perigoso, o uso deste resíduo como insumo para a indústria sópoderá ocorrer após uma análise dos riscos ambientais, o que foi feito neste trabalho.
DESCRIÇÃO DO PROCESSO
A produção de cerâmica vermelha tem como base a argila. Outros insumos são utilizados apenas para compor amatéria-prima principal e ajudar no processo de queima, servindo também para acrescentar algumascaracterísticas específicas a cada produto.

21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos6
As argilas são transportadas da jazida para os galpões de estocagem, onde são dosadas em função dascaracterísticas cerâmicas desejadas para o produto.
Em seguida as matérias-primas são alimentadas num misturador onde é adicionada água até que a massacerâmica formada tenha a consistência e plasticidade necessárias a extrusão. Alcançada esta plasticidade, amassa cerâmica segue para os laminadores onde recebe um adensamento antes de ser levada às extrusoras.
Nas extrusoras ou marombas a massa recebe a forma desejada. A barra contínua de material extrudado é cortadaautomaticamente, com dimensões padronizadas logo após a saída da extrusora, tendo-se, então, o tijolo prontopara secagem.As peças cerâmicas, alojadas em vagonetas, seguem para o secador (Figura 4). Após a secagem estas sãotransportadas aos fornos, onde são queimadas a uma temperatura de, aproximadamente, 850ºC.
Ao final é feito o controle de qualidade e os produtos seguem para estocagem e expedição (Figura 5).
Quando o resíduo é utilizado no processo de fabricação dos produtos cerâmicos, este é adicionado junto àsargilas, sendo necessário fazer uma boa homogeneização da mistura.
Figura 5 – Fluxograma simplificado do processo defabricação da cerâmica vermelha.
Figura 4 – Vista interna de um secador de túnel.
21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos 7
ETAPAS EXPERIMENTAIS
O trabalho experimental contou com a colaboração de uma indústria cerâmica e uma siderúrgica no estado deMinas Gerais.
A indústria cerâmica é de médio porte, produz 12000 t/mês de tijolos furados para alvenaria, opera com fornosreversíveis tipo garrafão e utiliza serragem como combustível.
A siderúrgica produz 15000 t/mês de gusa e gera 300 t /mês de pó de coletor. Não há um reaproveitamentodeste resíduo pela empresa, tornando-se uma grande preocupação com a disposição final.
DESCRIÇÃO DO FORNO CERÂMICO
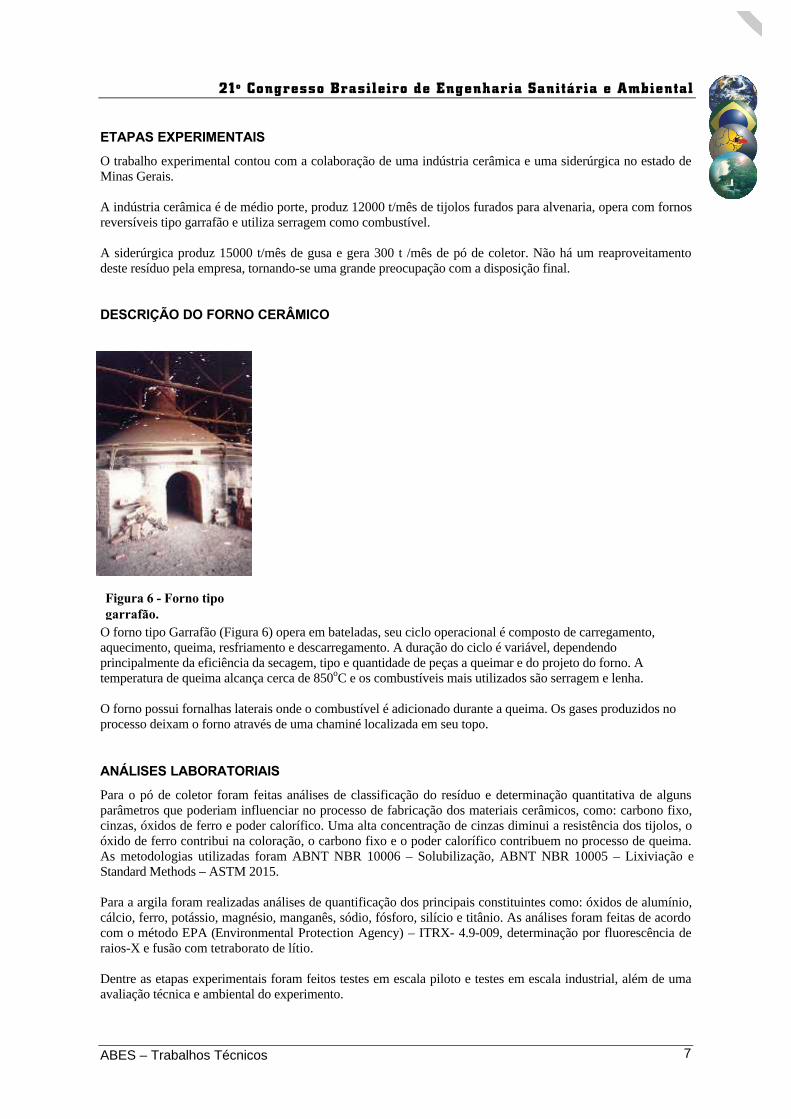
O forno tipo Garrafão (Figura 6) opera em bateladas, seu ciclo operacional é composto de carregamento,aquecimento, queima, resfriamento e descarregamento. A duração do ciclo é variável, dependendoprincipalmente da eficiência da secagem, tipo e quantidade de peças a queimar e do projeto do forno. Atemperatura de queima alcança cerca de 850oC e os combustíveis mais utilizados são serragem e lenha.
O forno possui fornalhas laterais onde o combustível é adicionado durante a queima. Os gases produzidos noprocesso deixam o forno através de uma chaminé localizada em seu topo.
ANÁLISES LABORATORIAIS
Para o pó de coletor foram feitas análises de classificação do resíduo e determinação quantitativa de algunsparâmetros que poderiam influenciar no processo de fabricação dos materiais cerâmicos, como: carbono fixo,cinzas, óxidos de ferro e poder calorífico. Uma alta concentração de cinzas diminui a resistência dos tijolos, oóxido de ferro contribui na coloração, o carbono fixo e o poder calorífico contribuem no processo de queima.As metodologias utilizadas foram ABNT NBR 10006 – Solubilização, ABNT NBR 10005 – Lixiviação eStandard Methods – ASTM 2015.
Para a argila foram realizadas análises de quantificação dos principais constituintes como: óxidos de alumínio,cálcio, ferro, potássio, magnésio, manganês, sódio, fósforo, silício e titânio. As análises foram feitas de acordocom o método EPA (Environmental Protection Agency) – ITRX- 4.9-009, determinação por fluorescência deraios-X e fusão com tetraborato de lítio.
Dentre as etapas experimentais foram feitos testes em escala piloto e testes em escala industrial, além de umaavaliação técnica e ambiental do experimento.
Figura 6 - Forno tipogarrafão.
21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos8
TESTE EM ESCALA PILOTO
O resíduo foi incorporado à massa da argila em diferentes proporções, em volume: 8, 10 e 12% (Figura 7).Estas quantidades foram selecionadas por serem a faixa normalmente utilizada pelas indústrias cerâmicas.
Para cada proporção foram feitas análises qualitativas dos tijolos, dentre elas, análises de resistência àcompressão e absorção d’água. Os tijolos fabricados somente com argila foram também testados para observarse houve alteração na qualidade dos produtos utilizando o resíduo.
As análises realizadas foram as mesmas de rotina da empresa sendo objetivo do trabalho comparar a qualidadedo tijolo fabricado em estudo com o tijolo fabricado em linha de série na indústria.
TESTE EM ESCALA INDUSTRIAL
Após a definição da melhor porcentagem do resíduo que deve ser utilizada à massa da argila foi feito o teste emescala industrial, tendo por objetivo uma análise ambiental do experimento.
Foram produzidos 11000 tijolos, com a mistura de 10% de resíduo incorporado à massa, os quais foramqueimados em um forno tipo garrafão a uma temperatura de, aproximadamente, 800ºC. O ciclo operacional doprocesso de queima foi de 20 horas e durante este período foi feito um acompanhamento térmico do forno.
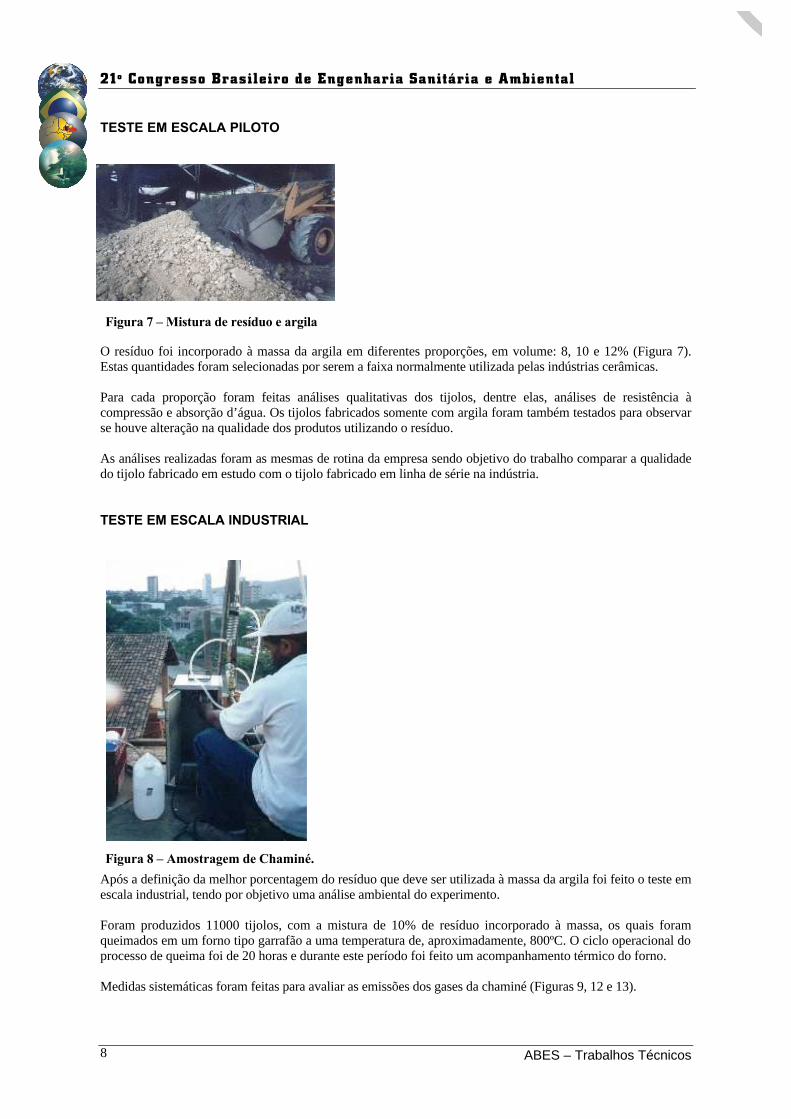
Medidas sistemáticas foram feitas para avaliar as emissões dos gases da chaminé (Figuras 9, 12 e 13).
Figura 7 – Mistura de resíduo e argila
Figura 8 – Amostragem de Chaminé.
21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos 9
Neste tempo de queima foram realizadas amostragens na chaminé do forno cerâmico para identificação doshidrocarbonetos totais e a quantidade do contaminante fenol que poderia estar sendo eliminado junto aos gases(figura 8). Para cada parâmetro analisado foram feitas 3 amostragens isocinéticas, sendo que a 1ª e 2ª tiveram aduração de 240 minutos e a 3ª de 420 minutos. A metodologia utilizada foi de acordo com o ensaio CETESB(Companhia de Tecnologia de Saneamento Ambiental) – L29.232, que prescreve a determinação daconcentração e da taxa de emissão de compostos orgânicos semivoláteis no fluxo gasoso de dutos e chaminésde fontes estacionárias. Os fenóis são absorvidos através de uma resina polimérica porosa e a amostra enviadapara análise em laboratório. As análises foram realizadas seguindo as metodologias do EPA – 8041, extraçãolíquido-líquido e 8270, cromatografia gasosa e espectrometria de massa.
Na terceira amostragem um dos frascos com o líquido extratante foi quebrado no laboratório, e, portanto aconcentração pode ter sido maior que a medida.
Além das amostragens foram realizadas análises dos tijolos cru, secos e queimados, com a proporção de 10%de resíduo, para identificar a quantidade de fenol inicial e remanescente. A análise utilizada foi de acordo com ametodologia do Standard Methods for the Examination of Water and Wastewater – 5530 C – 20ª edição.
DISCUSSÃO DOS RESULTADOS
ANÁLISE TÉCNICA
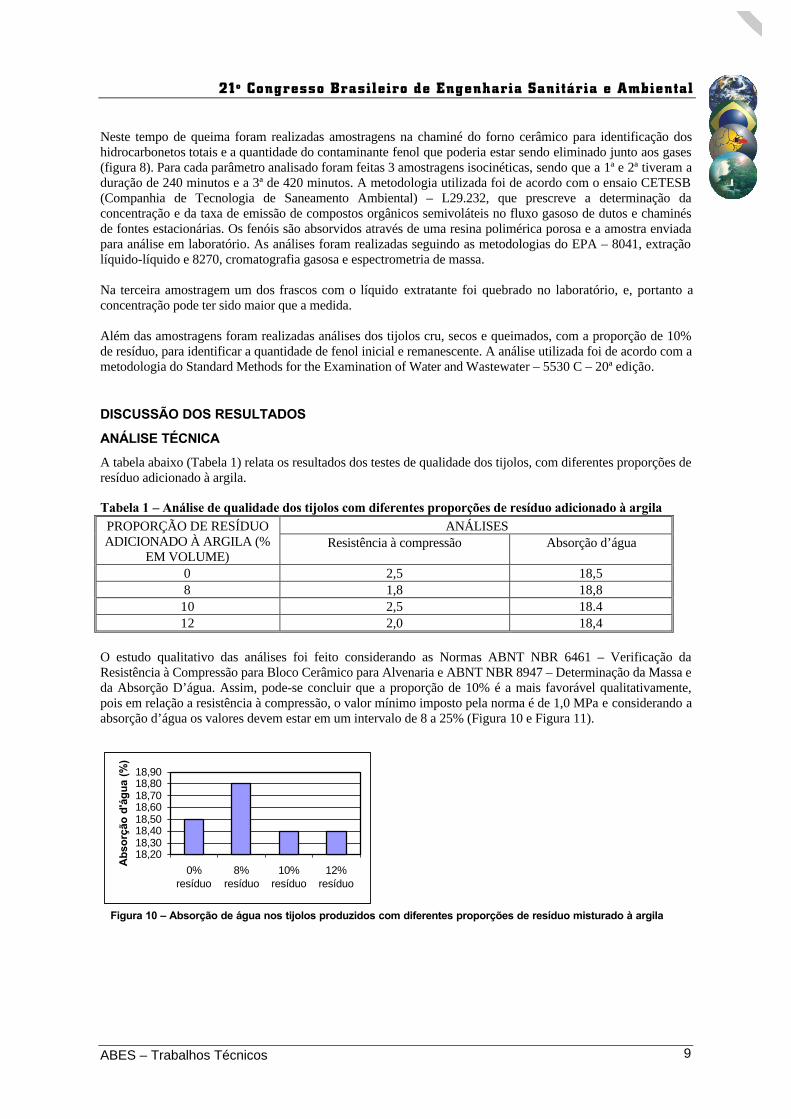
A tabela abaixo (Tabela 1) relata os resultados dos testes de qualidade dos tijolos, com diferentes proporções deresíduo adicionado à argila.
O estudo qualitativo das análises foi feito considerando as Normas ABNT NBR 6461 – Verificação daResistência à Compressão para Bloco Cerâmico para Alvenaria e ABNT NBR 8947 – Determinação da Massa eda Absorção D’água. Assim, pode-se concluir que a proporção de 10% é a mais favorável qualitativamente,pois em relação a resistência à compressão, o valor mínimo imposto pela norma é de 1,0 MPa e considerando aabsorção d’água os valores devem estar em um intervalo de 8 a 25% (Figura 10 e Figura 11).
Tabela 1 – Análise de qualidade dos tijolos com diferentes proporções de resíduo adicionado à argilaANÁLISESPROPORÇÃO DE RESÍDUO
ADICIONADO À ARGILA (%EM VOLUME)
Resistência à compressão Absorção d’água
0 2,5 18,58 1,8 18,810 2,5 18.412 2,0 18,4
18,2018,3018,4018,5018,6018,7018,8018,90
0%resíduo
8%resíduo
10%resíduo
12%resíduo
Ab
sorç
ão d
'ág
ua
(%)
Figura 10 – Absorção de água nos tijolos produzidos com diferentes proporções de resíduo misturado à argila
21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos10
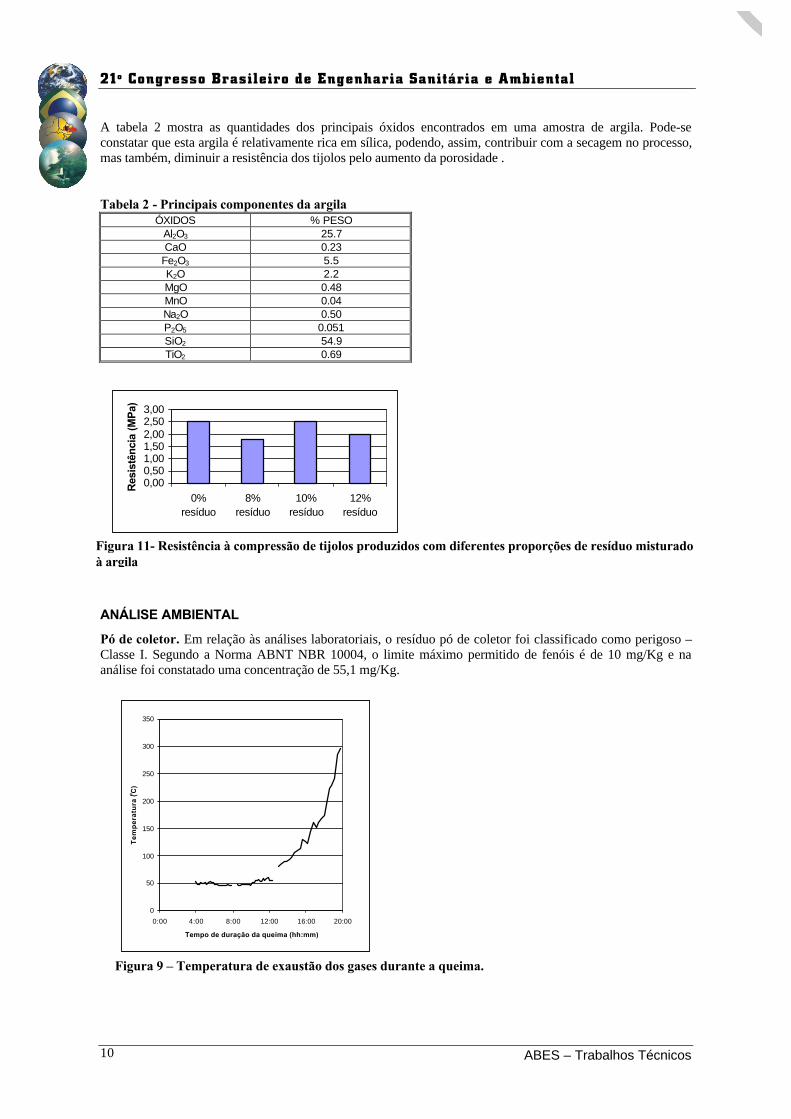
A tabela 2 mostra as quantidades dos principais óxidos encontrados em uma amostra de argila. Pode-seconstatar que esta argila é relativamente rica em sílica, podendo, assim, contribuir com a secagem no processo,mas também, diminuir a resistência dos tijolos pelo aumento da porosidade .
Tabela 2 - Principais componentes da argilaÓXIDOS % PESO
Al2O3 25.7CaO 0.23
Fe2O3 5.5K2O 2.2MgO 0.48MnO 0.04Na2O 0.50P2O5 0.051SiO2 54.9TiO2 0.69
ANÁLISE AMBIENTAL
Pó de coletor. Em relação às análises laboratoriais, o resíduo pó de coletor foi classificado como perigoso –Classe I. Segundo a Norma ABNT NBR 10004, o limite máximo permitido de fenóis é de 10 mg/Kg e naanálise foi constatado uma concentração de 55,1 mg/Kg.
0
50
100
150
200
250
300
350
0:00 4:00 8:00 12:00 16:00 20:00
Tempo de duração da queima (hh:mm)
Tem
per
atu
ra (o C
)
Figura 9 – Temperatura de exaustão dos gases durante a queima.
0,000,501,001,502,002,503,00
0%resíduo
8%resíduo
10%resíduo
12%resíduo
Res
istê
ncia
(M
Pa)
Figura 11- Resistência à compressão de tijolos produzidos com diferentes proporções de resíduo misturadoà argila
21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos 11
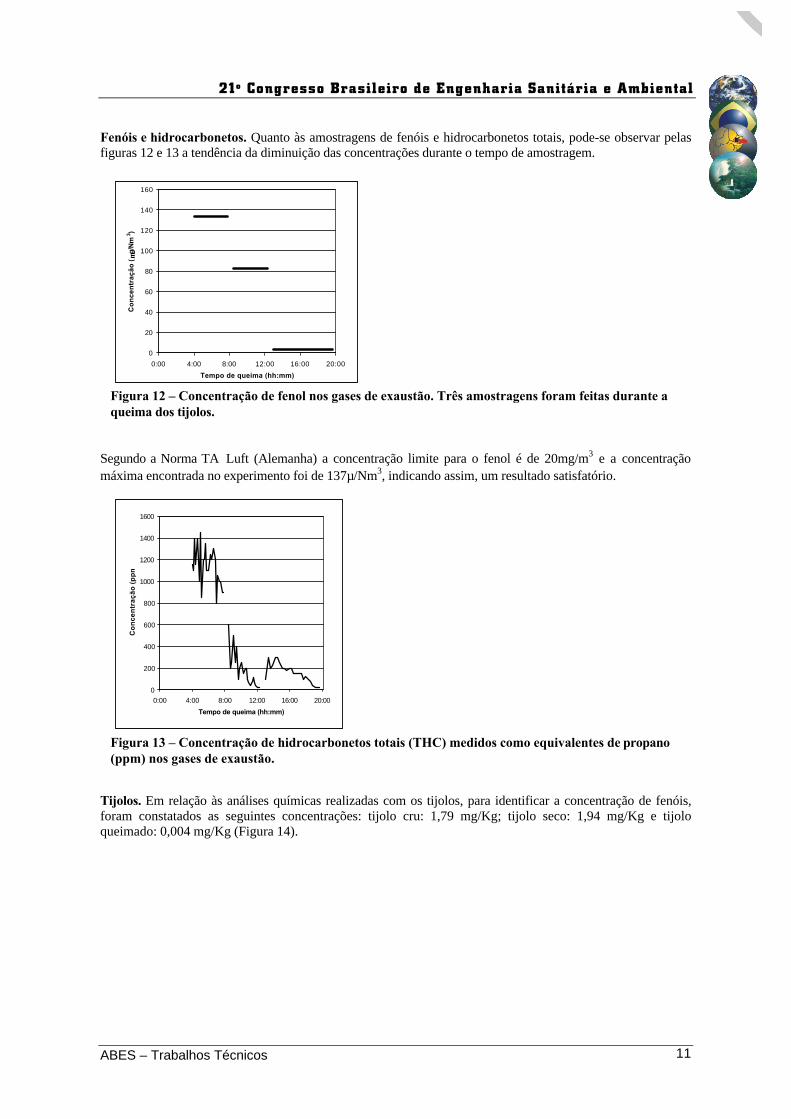
Fenóis e hidrocarbonetos. Quanto às amostragens de fenóis e hidrocarbonetos totais, pode-se observar pelasfiguras 12 e 13 a tendência da diminuição das concentrações durante o tempo de amostragem.
Segundo a Norma TA Luft (Alemanha) a concentração limite para o fenol é de 20mg/m3 e a concentraçãomáxima encontrada no experimento foi de 137µ/Nm3, indicando assim, um resultado satisfatório.
Tijolos. Em relação às análises químicas realizadas com os tijolos, para identificar a concentração de fenóis,foram constatados as seguintes concentrações: tijolo cru: 1,79 mg/Kg; tijolo seco: 1,94 mg/Kg e tijoloqueimado: 0,004 mg/Kg (Figura 14).
0
20
40
60
80
100
120
140
160
0:00 4:00 8:00 12:00 16:00 20:00
Tempo de queima (hh:mm)
Co
nce
ntr
ação
(µµ
g/N
m3 )
Figura 12 – Concentração de fenol nos gases de exaustão. Três amostragens foram feitas durante aqueima dos tijolos.
0
200
400
600
800
1000
1200
1400
1600
0:00 4:00 8:00 12:00 16:00 20:00
Tempo de queima (hh:mm)
Co
nce
ntr
ação
(p
pm
)
Figura 13 – Concentração de hidrocarbonetos totais (THC) medidos como equivalentes de propano(ppm) nos gases de exaustão.

21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos12
O limite máximo descrito pela ABNT NBR 10004 é de 10mg/Kg, concluindo, assim, que a quantidade de fenolincorporado ao tijolo está inferior ao valor imposto pela Norma.
CONCLUSÕES
As indústrias independentes de ferro-gusa demonstram a necessidade de viabilizar o aproveitamento adequadode seus resíduos, levando-se em consideração os aspectos técnicos, econômicos e ambientais.
O resultado deste trabalho poderá ser utilizado como subsídio para a implementação de uma alternativa quecontribua para uma melhoria da qualidade do meio ambiente.
Um resíduo pode ser caracterizado como um subproduto, ou até mesmo como um produto, à medida que éutilizado como matéria-prima ou insumo para outro processo produtivo. O descarte de um resíduo poderáaumentar o potencial de contaminação ambiental e promover a exploração de recursos naturais que ele poderiaestar substituindo.
A aplicação do resíduo siderúrgico, pó de coletor, no processo de fabricação de cerâmica vermelha pode serviável do ponto de vista econômico, técnico e ambiental.
Quanto ao aspecto econômico, já comprovado pelas empresas que utilizam o resíduo, é possível um ganho deredução no consumo de combustível primário em até 50%.
Considerando a viabilidade técnica, há um ganho de resistência mecânica e coloração dos tijolos, ao utilizaruma proporção de 10%, em volume, do resíduo misturado à argila.
Em relação aos riscos ambientais conclui-se que a quantidade de fenóis, responsável pela classificação doresíduo como perigoso, são destruídos no processo de queima dentro do forno cerâmico e os gases emitidospelo forno não são afetados por este poluente. Após a queima, a quantidade de fenóis incorporados aos tijolosestá inferior ao limite aceitável pela legislação. Portanto, as condições ambientais para o uso do resíduo naprodução de cerâmica vermelha podem ser consideradas seguras.
AGRADECIMENTOS
Para o desenvolvimento deste trabalho, contribuíram de forma técnica e financeira a Sociedade Alemã deCooperação Técnica – Deutsch Gesellschaft für Technische Zusammenarbeit (GTZ), Sindicato da Indústria doFerro no Estado de Minas Gerais – SINDIFER, Fundação de Amparo à Pesquisa de Minas Gerais – FAPEMIG,Fundação Centro Tecnológico de Minas Gerais – CETEC e Centro de Desenvolvimento da Tecnologia Nuclear– CDTN.
Concentração de Fenol
55,1
1,79 1,94
0,004
0,0010,010,1110100
Pó
deC
olet
or
Tijo
lo C
ru
Tijo
loS
eco
Tijo
loQ
ueim
ado
Con
cent
raçã
o (m
g/kg
)
Figura 14 – Concentração de fenol no resíduo utilizado (pó de coletor), e nos tijolos cru, seco e queimado, comadição de 10% de resíduo à argila.

21º Congresso Brasileiro de Engenharia Sanitária e Ambiental
ABES – Trabalhos Técnicos 13
REFERÊNCIAS BIBLIOGRÁFICAS
1. AGOPYAN, V.; SILVA, M. G.; JOHN, V. M.; OLIVEIRA, C.T.A . Projeto Cooperativo: Exemplo deDesenvolvimento de Novo Mercado para a Escória. In: Encontro Regional sobre Meio Ambiente naIndústria Siderúrgica. Vitória, 1995.
2. AUBOURG, P. F., WOLF, W. W. Commercial Glasses – Glass Fibers. The American Ceramic SocietyInc., vol 18, p. 51-63, 1986.
3. CLÁUDIO, V. R. Preparação e Caracterização de Vidros à base de Escória de Alto-Forno. Ouro Preto ,124 p., Dissertação de Mestrado em Engenharia de Materiais, Universidade Federal de Ouro Preto.Novembro, 1998.
4. JACOMINO, V.F.; MOTA BATISTA,A; RIBEIRO, E.D.R.;L0PES, L.E.F.; ANDRADE de CASTRO,L.F. eBATISTA, W.C. Ensino e Desenvolvimento Tecnológico para Controle Ambiental na Indústria, PesquisaTecnológica para Controle Ambiental em Unidades Independentes de Produção de Ferro-Gusa deMinas Gerais. Volume II- Estado da Arte. Relatório Técnico, Belo Horizonte, 140 p., 2000.
5. JACOMINO, V.F.; MOTA BATISTA,A; RIBEIRO, E.D.R.;L0PES, L.E.F.; ANDRADE de CASTRO,L.F;LOPES, L.E.F. Usos da Escória de Alto-Forno – Alternativas para a Melhoria da QualidadeAmbiental. In: XXXI Seminário de Redução de Minério de Ferro, ABM. Santos, Novembro, 2000.
6. FONSECA, M.; FIGUEIRA, R. M.; VALERO, M. S. Reciclagem de Resíduos de uma Usina SiderúrgicaIntegrada a Base de Redução Direta Através da Mini sinterização SKP: O Caso da Hylsa/ México. In: ISeminário de Reciclagem e Resíduos. Vitória, Maio, 1997.
7. GEYER, R.M.T.; MOLIN,D.C.C.D.; VILELA, A C.F. Caracterização e Aplicações das EscóriasSiderúrgicas na Indústria da Construção Civil. In: V Encontro Regional sobre Meio Ambiente naIndústria Siderúrgica e Seminário sobre Gestão Ambiental e Qualidade Ambiental na Siderurgia. Vitória,Novembro, 1995.
8. LITTLE, ARTHUR D., LTD. e SETEPLA TECNOMETAL ENGENHARIA LTDA. Estudo SobreAplicações de Escórias Siderúrgicas. Instituto Brasileiro de Siderurgia – IBS eEmpresas Siderúrgicas Associadas, Setembro, 1999.
9. MORELLATO, A P., CASTRO, L. F. A Proteção Ambiental numa Indústria Siderúrgica. Monografia doPrograma Especial de Treinamento. Departamento de Engenharia Metalúrgica da UFMG. Belo Horizonte,Fevereiro, 1999.
10. PAIXÃO, J. M. et al. Processo e Equipamento para Reciclagem de Resíduos da Indústria Metalúrgica.Belo Horizonte, 1997.
11. PIAU, C. W. Efeitos de Escórias de Siderurgia em Atributos Químicos de Solos e na Cultura do Milho.São Paulo. Dezembro, 1995.
12. REZENDE, M. E. et al. Competitividade e Perspectivas da Indústria Mineira de Ferro-Gusa. Sindifer,Belo Horizonte, 1997.
13. SANTOS, P.S. (1989). Ciência e Tecnologia de Argilas, V. 1, 2ª edição, p.373-378.14. SINDIFER – Sindicato da Indústria do Ferro no Estado de Minas Gerais – Anuário Estatístico, Belo
Horizonte, 2001.15. TABET, F. F. A Criação de uma Política Nacional de Resíduos Sólidos . Aspectos Jurídicos
Fundamentais. São Paulo, Maio, 2000.