Implementação do Sistema de Controle, Intertravamento...
71
UNIVERSIDADE FEDERAL DE SANTA CATARINA CURSO DE ENGENHARIA DE CONTROLE E AUTOMAÇÃO INDUSTRIAL Implementação do Sistema de Controle, Intertravamento, Operação e Supervisão da Plataforma de Re-bombeio Autônoma Petrobras PRA-1 Monografia submetida à Universidade Federal de Santa Catarina como requisito para a aprovação da disciplina: DAS 5511 Projeto de Fim de Curso Eduardo Valim Florianópolis, Outubro de 2006
-
Upload
duongduong -
Category
Documents
-
view
214 -
download
0
Transcript of Implementação do Sistema de Controle, Intertravamento...

UNIVERSIDADE FEDERAL DE SANTA
CATARINA CURSO DE ENGENHARIA DE CONTROLE E AUTOMAÇÃO INDUSTRIAL
Implementação do Sistema de Controle,
Intertravamento, Operação e Supervisão da Plataforma de Re-bombeio Autônoma Petrobras
PRA-1
Monografia submetida à Universidade Federal de Santa Catarina como requisito para a aprovação da disciplina:
DAS 5511 Projeto de Fim de Curso
Eduardo Valim
Florianópolis, Outubro de 2006

Agradecimentos Agradeço a Deus, companheiro fiel, sempre iluminando o belo caminho que percorri para chegar até aqui. Agradeço à minha família, meu alicerce. Força para superar os momentos difíceis, e os primeiros a festejarem as alegrias! Agradeço aos amigos, muitos já bem longe, que fizeram parte da minha história, e que continuarão, com maior ou menor freqüência, escrevendo alguns capítulos dela. Agradeço aos ótimos mestres que tive, que, por amarem o que fazem, me ensinaram a aprender. E também aos poucos péssimos mestres que tive, que, na exteriorização de suas frustrações, me ensinarem a abstrair e ignorar o que não me acrescenta, e mais ainda, a lutar pelos meus sonhos, pelo que me torne realizado. Agradeço à Chemtech pela oportunidade concedida. E não poderia deixar de agradecer especialmente ao Agustinho, Denise, Felipe, Luiz Antônio, Luiza e Gustavo, que dedicaram parte do seu precioso tempo para fornecerem sua importante contribuição para este trabalho. Agradeço ainda o apoio financeiro da Agência Nacional do Petróleo, Gás Natural e Biocombustíveis (ANP) e da Financiadora de Estudos e Projetos (FINEP), por meio do Programa de Recursos Humanos da ANP para o Setor do Petróleo e Gás PRH-34 ANP/MCT.
����������� �������������������������������������������������

Implementação do Sistema de Controle, Intertravamento, Operação e Supervisão da Plataforma de Re-bombeio
Autônoma Petrobras PRA-1
Eduardo Valim
Esta monografia foi julgada no contexto da disciplina DAS 5511: Projeto de Fim de Curso
e aprovada na sua forma final pelo Curso de Engenharia de Controle e Automação
Banca Examinadora:
Eng. Felipe Pereira Orientador da Empresa
Prof. Agustinho Plucenio Orientador do Curso
Prof. Augusto Humberto Bruciapaglia Responsável pela disciplina
Prof. Max Hering de Queiroz, Avaliador
Rafael Gonçalves d’Ávila da Silva, Debatedor
Rodolfo César Costa Flesch, Debatedor

ii
Resumo
Este trabalho apresenta as etapas da Implementação do Sistema de
Controle, Intertravamento, Operação e Supervisão - CIS e ECOS - da Plataforma de
Re-bombeio Autônoma Petrobras PRA-1. A Plataforma está sendo construída em
regime de EPCI, e a Chemtech foi a empresa contratada para a implementação
destes sistemas, a qual delegou uma equipe de projeto destinada a empregar uma
metodologia de desenvolvimento das atividades que aqui será apresentada,
explicitando a interface com as outras empresas envolvidas, a documentação com
os dados de entrada para o desenvolvimento das atividades, e a maneira como
estes dados são tratados. Após uma descrição geral da Plataforma, com os
processos envolvidos e suas características, é apresentada a área de
Instrumentação e Automação, que fundamenta a posterior descrição do CIS e
ECOS. São apresentadas algumas atividades desenvolvidas nas etapas de
implementação do software, testes integrados, FAT e comissionamento, finalizando
com uma avaliação destas atividades.

iii
Abstract
This work presents the steps for the Implementation of the Control,
Interlocking, Operation and Supervision System – CIS and ECOS – of the Petrobras
PRA-1 Autonomous Pumping Platform. PRA-1 is being constructed in an turnkey
ECPI contract, and the company elected to the implementation of this systems was
Chemtech, who delegated a project team to develop the activities based in a
methodology that will be presented in this work, showing the interfaces with other
involved companies, the documentation with input data for the project, and the way
these data are treated. After a general description of the Platform, with the
processes and their characteristics, it will be shown the Automation and
Instrumentation area, which introduces de full description of CIS and ECOS. Some
examples of developed activities in the software implementation, integrated tests,
FAT and commissioning phases are presented, ending with an evaluation of these
activities.

iv
Sumário
Agradecimentos................................................................................................. i
Resumo ............................................................................................................ ii
Abstract ........................................................................................................... iii
Sumário ........................................................................................................... iv
Simbologia...................................................................................................... vii
Capítulo 1 – Introdução ....................................................................................8
1.1 Objetivos e Justificativa.........................................................................13
1.2 Organização do Estudo ........................................................................14
1.3 Considerações ......................................................................................15
Capítulo 2 – Metodologia Empregada no Projeto...........................................16
2.1 Dados de Entrada .................................................................................16
2.1.1 Diagramas de Tubulação e Instrumentação – P&IDs (Piping and
Instrumentation Diagrams).................................................................................18
2.1.2 Lista de Entradas e Saídas (I/O) ....................................................18
2.1.3 Diagramas de Causa e Efeito ........................................................19
2.1.4 Diagramas Lógicos.........................................................................20
2.1.5 Folhas de Dados dos Instrumentos (Data Sheets).........................20
2.2 Metodologia ..........................................................................................21
2.2.1 Análise de documentos e verificação de consistência ...................21
2.2.2 Projeto do Software........................................................................21
2.2.3 Implementação do Software...........................................................22
2.2.4 Testes Integrados...........................................................................22
2.2.5 FAT – Factory Acceptance Test .....................................................24
2.2.6 Comissionamento...........................................................................24
v
Capítulo 3 – Descrição Geral da Plataforma ..................................................24
3.1 Topsides ...............................................................................................28
3.2 Jaqueta .................................................................................................29
3.3 Descrição Técnica dos Topsides ..........................................................30
3.3.1 Processo ........................................................................................30
3.3.1.1 Sistema de Bombeio de Petróleo Bruto...................................30
3.3.1.2 Filosofia de Controle do Sistema de Bombeio de Petróleo Bruto
.......................................................................................................................35
3.3.1.3 Gás Combustível .....................................................................38
3.3.1.4 Injeção Química de Gás ..........................................................39
3.3.1.5 Sistema de Vent ......................................................................39
3.3.1.6 Utilidades .................................................................................39
3.3.2 Instrumentação e Automação ........................................................44
3.3.2.1 RTUs (Remote Terminal Units, ou Unidades Terminais
Remotas) ........................................................................................................44
3.3.2.2 Circuito Fechado de TV (CFTV) ..............................................44
3.3.2.3 Painéis de Relés Inteligentes...................................................45
3.3.2.4 Painéis Locais dos Pacotes.....................................................45
3.3.2.5 AFDS – Sistema Endereçável de Detecção de Fogo
(Addressable Fire Detection System) .............................................................45
3.3.2.6 Sistema de Medição de Petróleo Bruto – COMS.....................45
3.3.2.7 Sistema de Medição de Vazão de Gás – GFMS .....................45
3.3.2.8 Equipamentos HART – Transmissores Inteligentes e
Posicionadores de Válvulas de Controle ........................................................46
3.3.2.9 Painéis de Controle dos Turbogeradores ................................46
3.3.2.10 Sistema de Detecção de Vazamentos...................................46
3.3.2.11 ENV - Environmental System ................................................46

vi
Capítulo 4 – O Projeto CIS/ECOS..................................................................47
4.1 A empresa.............................................................................................47
4.2 Organização do Projeto CIS/ECOS ......................................................48
4.3 Descrição do CIS/ECOS.......................................................................50
Capítulo 5 – Resultados .................................................................................54
5.1 Implementação .....................................................................................54
5.1.1 Tratamento de entradas .................................................................54
5.1.2 Típicos............................................................................................56
5.1.3 Desenho e Configuração das Telas ..............................................58
5.1.4 Calculation......................................................................................61
5.2 Testes Integrados .................................................................................62
5.3 FAT – Factory Acceptance Test ...........................................................64
5.4 Comissionamento .................................................................................65
Capítulo 6 – Análise dos Resultados e Conclusões .......................................67
Bibliografia:.....................................................................................................69

vii
Lista de Abreviaturas e Siglas
A&CA Arquitetura de Controle e Automação
AI Entrada Analógica (Analog Input)
AO Saída Analógica (Analog Output)
CFTV Circuito Fechado de TV
CIS Sistema de Controle e Intertravamento (Control and Interlocking System)
DI Entrada Digital (Digital Input)
DO Saída Digital (Digital Output)
ECOS Estação Central de Operação e Supervisão
MC&E Matrizes de Causa e Efeito
P&IDs Diagramas de Tubulação e Instrumentação (Piping and Instrumentation Diagrams)
PAS Sistema de Automação de Pacotes (Package Automation System)
PLC Computador Lógico Programável (Programmable Logic Computer)
RTUs Unidades Terminais Remotas (Remote Terminal Units)
tag Número de identificação de um instrumento ou equipamento de campo
Tpb Tonelada de porte bruto (DWT – deadweight tons).
VAC Ventiladores e Condicionadores de Ar

8
Capítulo 1 – Introdução
Um presente a todo vapor e um futuro promissor. A indústria de petróleo
no Brasil acaba de estabelecer um marco: o país torna-se auto-suficiente em
petróleo. Apesar de ainda depender da importação de alguns de seus
derivados – por questões relativas ao tipo de petróleo predominante em suas
bacias sedimentares –, com esta conquista o Brasil torna-se menos vulnerável
ao mercado externo, e melhor protegido contra crises como as de 1973 e
1979.
Considerada a maior reserva petrolífera da Plataforma Continental
Brasileira, a Bacia de Campos atualmente possui em operação mais de 400
poços de petróleo e gás, mais de 30 plataformas de produção e 3.900
quilômetros de dutos submarinos. A Petrobras(1), líder nacional no segmento
de exploração de petróleo e gás natural, conquistou, em décadas de grandes
investimentos em tecnologia, posição de liderança mundial na exploração de
petróleo em águas profundas.
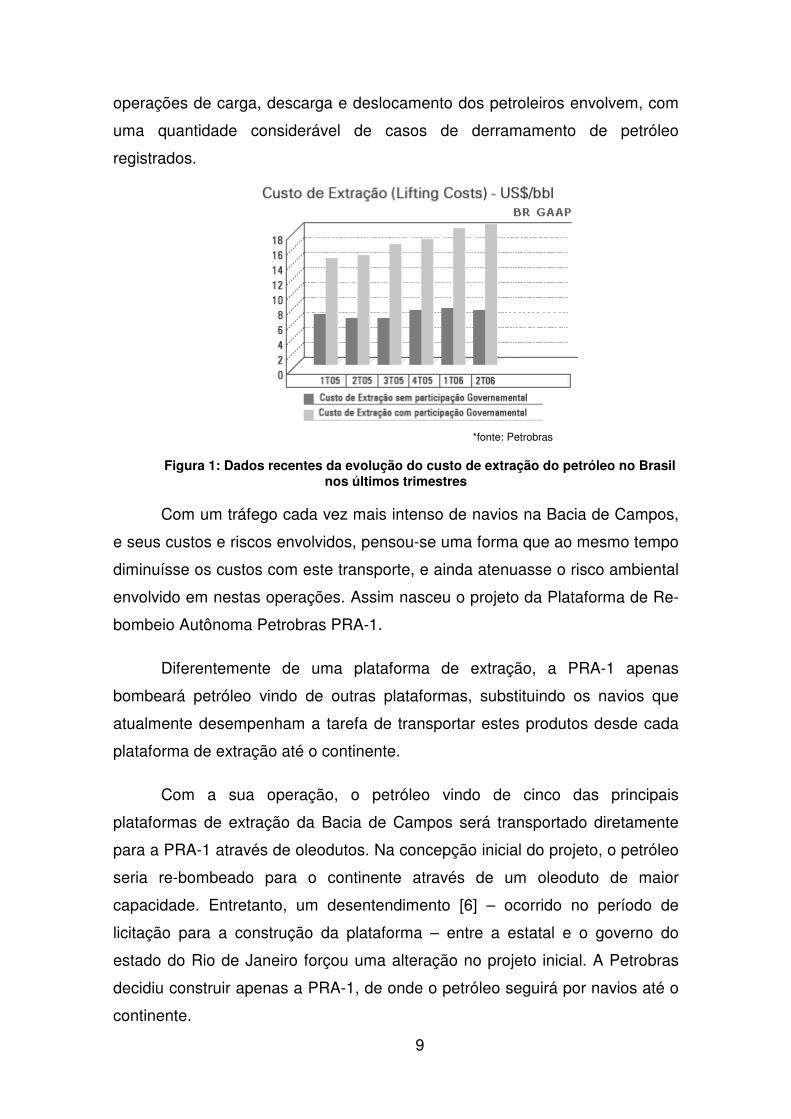
O avanço da exploração para águas cada vez mais profundas vem
resultando em um constante aumento da produção de petróleo na Bacia de
Campos. Entretanto este avanço é um dos fatores que contribui para um
crescente custo de extração – como pode ser observado na figura abaixo – e
todo esforço é válido no sentido de diminuir o impacto deste aumento no preço
final do petróleo.
Além das condições de extração, também os custos com transporte
representam uma parte importante do preço final do petróleo, já que para levá-
lo das plataformas de extração marítimas para o continente são utilizados
navios petroleiros, em sua maioria contratados de empresas terceirizadas.
Somado a isso, há que se considerar como agravante o perigo ambiental que
1 www.petrobras.com.br
9
operações de carga, descarga e deslocamento dos petroleiros envolvem, com
uma quantidade considerável de casos de derramamento de petróleo
registrados.
*fonte: Petrobras
Figura 1: Dados recentes da evolução do custo de extração do petróleo no Brasil nos últimos trimestres
Com um tráfego cada vez mais intenso de navios na Bacia de Campos,
e seus custos e riscos envolvidos, pensou-se uma forma que ao mesmo tempo
diminuísse os custos com este transporte, e ainda atenuasse o risco ambiental
envolvido em nestas operações. Assim nasceu o projeto da Plataforma de Re-
bombeio Autônoma Petrobras PRA-1.
Diferentemente de uma plataforma de extração, a PRA-1 apenas
bombeará petróleo vindo de outras plataformas, substituindo os navios que
atualmente desempenham a tarefa de transportar estes produtos desde cada
plataforma de extração até o continente.
Com a sua operação, o petróleo vindo de cinco das principais
plataformas de extração da Bacia de Campos será transportado diretamente
para a PRA-1 através de oleodutos. Na concepção inicial do projeto, o petróleo
seria re-bombeado para o continente através de um oleoduto de maior
capacidade. Entretanto, um desentendimento [6] – ocorrido no período de
licitação para a construção da plataforma – entre a estatal e o governo do
estado do Rio de Janeiro forçou uma alteração no projeto inicial. A Petrobras
decidiu construir apenas a PRA-1, de onde o petróleo seguirá por navios até o
continente.
10
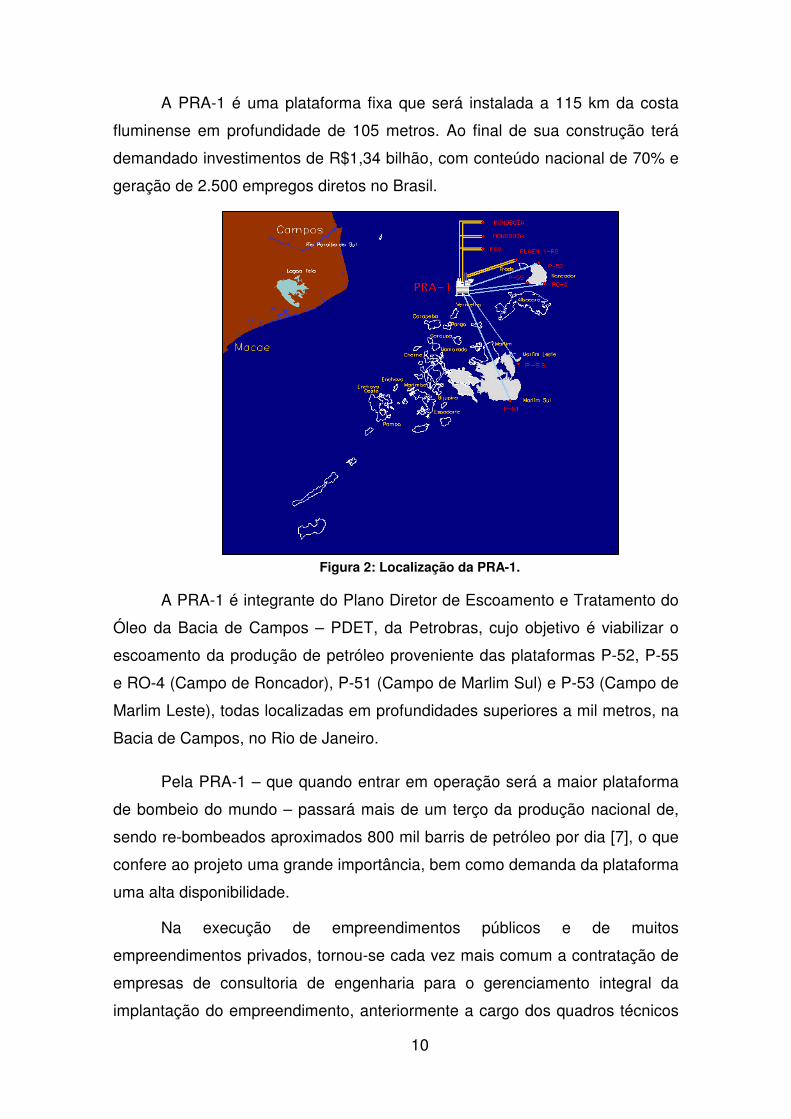
A PRA-1 é uma plataforma fixa que será instalada a 115 km da costa
fluminense em profundidade de 105 metros. Ao final de sua construção terá
demandado investimentos de R$1,34 bilhão, com conteúdo nacional de 70% e
geração de 2.500 empregos diretos no Brasil.
Figura 2: Localização da PRA-1.
A PRA-1 é integrante do Plano Diretor de Escoamento e Tratamento do
Óleo da Bacia de Campos – PDET, da Petrobras, cujo objetivo é viabilizar o
escoamento da produção de petróleo proveniente das plataformas P-52, P-55
e RO-4 (Campo de Roncador), P-51 (Campo de Marlim Sul) e P-53 (Campo de
Marlim Leste), todas localizadas em profundidades superiores a mil metros, na
Bacia de Campos, no Rio de Janeiro.
Pela PRA-1 – que quando entrar em operação será a maior plataforma
de bombeio do mundo – passará mais de um terço da produção nacional de,
sendo re-bombeados aproximados 800 mil barris de petróleo por dia [7], o que
confere ao projeto uma grande importância, bem como demanda da plataforma
uma alta disponibilidade.
Na execução de empreendimentos públicos e de muitos
empreendimentos privados, tornou-se cada vez mais comum a contratação de
empresas de consultoria de engenharia para o gerenciamento integral da
implantação do empreendimento, anteriormente a cargo dos quadros técnicos
11
e administrativos do proprietário. A gerenciadora, nesse caso, utiliza seus
quadros de profissionais para todas as atividades, cabendo ao proprietário o
poder decisório em cada evento, com base nos informes gerenciais que lhes
submete a empresa gerenciadora. [8]
Atualmente são freqüentes novas modalidades de contratação “turn-
key”, tomando como objeto o que se tem denominado “pacotes”: a partir de
estudos e projetos conceituais, com termos de referência e especificações
detalhadas, o proprietário contrata o empreendimento com uma única
organização capaz de desenvolver os projetos executivos, fornecer os
materiais e equipamentos, executar as obras e montagens, pôr em marcha o
empreendimento executado, preparar pessoal para a operação e outras
possíveis tarefas que podem incluir a sua própria operação e manutenção.
As organizações capazes de atender a esse tipo de demanda (EPCI(2))
são geralmente consórcios formados por empresas de consultoria de
engenharia (estudos, projetos, gerenciamento), de construções, fornecedores
de equipamentos e outros bens e serviços. Alguns desses parceiros muitas
vezes são subcontratados, não participando do consórcio.
A PRA-1 for construída em regime de EPCI “turn-key”, e o consórcio
vencedor da licitação para a construção da PRA-1 foi o MPV, formado pelas
empresas Odebrecht(3) e Ultratec(4), as quais subdividiram o projeto em áreas
menores, contratando empresas especializadas de cada área.
Para as áreas de Elétrica, Instrumentação e Automação a empresa
contratada foi a Siemens(5). Dentre os sistemas que compõem a área de
Automação estão o Sistema de Controle e Intertravamento (CIS – Control and
Interlocking System) e a Estação Central de Operação e Supervisão (ECOS), e
2 Do inglês Engineering, Procurement and Construction and Installation – Engenharia,
Suprimento e Construção e Instalação.
3www.odebrecht.com.br
4 www.utc.com.br
5 www.siemens.com
12
para a implementação destes sistemas, a Siemens contratou a Chemtech(6),
empresa onde foi realizado o Projeto de Fim de Curso no qual está inserida a
elaboração desta monografia.
Em instalações offshore, segurança, performance e confiabilidade são
fatores chave para assegurar o melhor retorno possível dos grandes
investimentos. Os sistemas de segurança e automação devem proteger vidas
humanas, o meio-ambiente e as instalações, e obviamente prover um controle
eficiente do processo. A habilidade dos sistemas de automação e segurança
de integrar diversos subsistemas em um ambiente homogêneo é de vital
importância para a instalação, operação diária e manutenção da planta. [3]
A competitividade e produtividade de uma instalação depende
diretamente do seu grau de automação. Daí a necessidade da concepção de
um completo Sistema de Controle, Intertravamento, Operação e Supervisão.
Na implementação do CIS e ECOS de uma plataforma como a PRA-1,
são contempladas as áreas de Controle, Automação e Informática do curso de
Engenharia de Controle e Automação Industrial. Dentre disciplinas diretamente
envolvidas estão: “Processos em Engenharia”, “Informática Industrial”,
“Metodologias para o Desenvolvimento de Sistemas” e “Redes de
Computadores para Automação Industrial”.
Outras disciplinas estão indiretamente evolvidas, como “Sinais e
Sistemas Lineares”, “Sistemas Realimentados”, “Acionamentos Elétricos para
Controle e Automação”, “Eletricidade Industrial”, “Medição de Grandezas
Mecânicas”, “Acionamentos Hidráulicos e Pneumáticos para Automação” e
“Instrumentação em Controle”.
Por fim, por se tratar de um projeto na área de petróleo e gás,
disciplinas de especialização oferecidas pelo PRH-34(7), confirmaram sua
6 www.chemtech.com.br
7 Programa de Formação de Recursos Humanos para a Indústria de Petróleo e Gás,
viabilizado pela Agência Nacional do Petróleo, e oferecido conjuntamente pelos Departamentos
de Engenharia de Controle e Automação Industrial e de Engenharia Química e Alimentos da
Universidade Federal de Santa Catarina.

13
grande importância, destacando-se “Fundamentos da Engenharia de Petróleo”,
“Tópicos Especiais em Informática Industrial”, “Análise e Controle de
Processos da Indústria de Petróleo e Gás” e “Instrumentação Aplicada à
Indústria de Petróleo e Gás”.
1.1 Objetivos e Justificativa
Questões relativas ao sigilo industrial que um projeto como este envolve,
com fortes restrições à divulgação de informações e detalhes técnicos,
limitariam a qualidade de um trabalho que buscasse apresentar uma
abordagem essencialmente técnica, já que exemplos de soluções
implementadas e detalhes específicos dos sistemas não poderiam constar
neste trabalho.
Desta forma, pensou-se como alternativa encarar o Projeto(8) sob um
ponto de vista gerencial, onde se pudesse acompanhar a evolução das suas
várias etapas, desde o recebimento da documentação inicial para a
implementação do sistema em questão, até o comissionamento do sistema no
campo.
Da decisão por esta abordagem surgiu um novo dilema: como encaixar
as atividades desempenhadas nesse contexto? A solução encontrada foi
apresentar, sim, o projeto sob um ponto de vista gerencial, porém enfatizando
os seus aspectos técnicos, convergindo da apresentação da Plataforma como
um todo para o seu CIS e ECOS e finalmente dando um enfoque especial às
fases em que houve a participação ativa do autor, abordando as suas
atividades desenvolvidas nas respectivas fases.
A opção por uma abordagem gerencial do Projeto foi motivada
principalmente pela possibilidade de se apresentar, sob um ponto de vista
diferente do essencialmente técnico, as peculiaridades de um projeto envolvido
em uma obra da complexidade e do porte da PRA-1.
8 A partir deste momento, quando apresentado com inicial em maiúscula, Projeto estará
fazendo referência à “Implementação do Sistema de Controle, Intertravamento, Operação e
Supervisão da PRA-1”

14
A construção da PRA-1 é um projeto pioneiro no país, que contribui para
o desenvolvimento de novos métodos e novas tecnologias, que servirão de
referência e incentivo a futuros empreendimentos.
Trata-se de um projeto que beneficia o país, pois além de contar com
conteúdo nacional de 70%, a maior parte das suas etapas do projeto foi
realizada em território nacional, contribuindo para a criação de novos
empregos, além da reforma e reativação de um canteiro de obras no estado da
Bahia, no distrito de São Roque do Paraguaçu, município de Maragogipe, que
estava ocioso havia mais de 10 anos.
A indústria naval é intensiva em mão-de-obra, e suas atividades
absorvem mão-de-obra não só na construção, que é algo sazonal, mas,
sobretudo, em trabalhos de manutenção e reparos, que são atividades
permanentes.
Obras como esta beneficiam seus principais envolvidos direta e
indiretamente (“stakeholders”), que são todos os habitantes das regiões
afetadas, independentemente de sua origem social ou posses financeiras. Os
royalties provenientes do petróleo, uma vez bem administrados, permitem
ganhos tanto a curto prazo, trazendo benefícios ao convívio diário da
população, como a médio prazo, através de obras com bom respaldo popular e
alicerces sólidos, o que a longo prazo se perpetua, mesmo após a onda de
prosperidade oriunda dos fundos originários da extração do petróleo, um
recurso finito.
1.2 Organização do Estudo
No Capítulo 1 é apresentado o contexto em que está inserida a
Implementação do Sistema de Controle, Intertravamento, Operação e
Supervisão da PRA-1, seguido do objetivo e justificativa desta monografia.
O Capítulo 2 trata da metodologia empregada no Projeto executado pela
Chemtech, explicitando a interface com as outras empresas envolvidas, a
documentação com os dados de entrada para o desenvolvimento das
atividades, e a maneira como estes dados são tratados.

15
Uma descrição geral da Plataforma é apresentada no 2.2.5, iniciando
pelos processos envolvidos e suas características, e convergindo para a área
de Instrumentação e Automação, que faz a ligação com o capítulo seguinte
(Capítulo 4), onde é detalhado o Projeto CIS/ECOS desenvolvido pela
Chemtech.
O Capítulo 5 apresenta os resultados da aplicação da metodologia
(apresentada no Capítulo 2) na implementação do software dos sistemas
(apresentados no Capítulo 4), com ênfase nas etapas em que houve
participação do autor desta monografia.
O Capítulo 6 encerra este trabalho com uma análise e conclusão a
respeito das atividades desenvolvidas.
1.3 Considerações
Alguns termos técnicos presentes neste documento não foram
traduzidos, isto se devendo ao fato de serem comuns ao meio industrial, ou
porque a sua tradução não faria sentido. Quando pertinente, sua tradução e/ou
explicação constará em nota de rodapé na página correspondente.

16
Capítulo 2 – Metodologia Empregada no Projeto
Neste capítulo é apresentada a metodologia empregada no
desenvolvimento do projeto do CIS e ECOS.
2.1 Dados de Entrada
Os principais métodos de entrada de dados para implementação do
projeto do CIS e ECOS da PRA-1 são apresentados abaixo:
• Documentação de Projeto
o Especificação Técnica Geral da Plataforma: descreve os
requisitos para os trabalhos a serem realizados durante o
detalhamento, construção, edificação e instalação da
Plataforma
o Especificações Técnicas pertinentes aos subsistemas
envolvidos
o Especificações Técnicas de padrões e metodologias a serem
adotados no projeto
• Documentação de Engenharia
o Diagramas de Tubulação e Instrumentação – P&IDs (Piping
and Instrumentation Diagrams)
o Listas de Entradas e Saídas (I/O Lists)
o Diagramas Lógicos
o Matrizes de Causa & Efeito
o Outros documentos complementares
• Reuniões com representantes da Petrobras: cliente
o Equipe de Engenharia
o Equipe de Operação

17
o Equipe de Suporte Técnico
• Reuniões com representantes do MPV: consórcio responsável pela
construção da plataforma, formado pelas empresas Odebrecht e
Ultratec
• Reuniões com representantes da Siemens: empresa contratada pelo
Consórcio para a implementação dos sistemas EIT (Electrical,
Intrumentation and Telecomunications), englobando as áreas de
Elétrica, Instrumentação e Telecomunicações.
• Reuniões com representantes dos “pacoteiros”: empresas
contratadas para o projeto e implementação de “pacotes”: sistemas
dedicados, presentes em diversas áreas da Plataforma, com
finalidades específicas, e interpretados pelo sistema de controle
como “caixas pretas” receptoras de dados do campo e transmissoras
destes dados tratados para o CIS.
• Reunião com representantes da Bureau Veritas (BV), empresa
certificadora da plataforma e seus subsistemas.
A documentação de projeto terá por finalidade complementar a
interpretação da documentação de engenharia, norteando a implementação do
sistema e definindo regras e padrões a serem adotados.
É basicamente através da documentação de engenharia que a
implementação do CIS e ECOS tomará forma.
As reuniões com membros representantes das empresas citadas no
tópico anterior servirão para solucionar problemas de inconsistências entre
documentos, discutir mudanças de escopo, sanar dúvidas a respeito de
detalhes eventualmente não esclarecidos pela documentação de engenharia,
além de oficializar a passagem para uma nova etapa do projeto, o que será
detalhado no item 2.2.
Nas seções a seguir são apresentados maiores detalhes sobre a
documentação de engenharia, com o conteúdo mínimo que deve estar
presente em cada tipo de documento.

18
2.1.1 Diagramas de Tubulação e Instrumentação – P&IDs (Piping and
Instrumentation Diagrams)
P&IDs são a base de toda a engenharia de detalhamento. São
desenhos esquemáticos que mostram o arranjo funcional de todos os sistemas
e equipamentos de processo e utilidades, contendo informações sobre todos
os equipamentos, tubulações, controle de processo, instrumentação e inter-
relações entre estes elementos.
A filosofia de shutdown e intertravamento de todos os equipamentos
deverão ser claramente representadas em Diagramas de Tubulação e
Instrumentação. Nestes diagramas estão indicadas informações de operação
como set points de controladores, alarmes de nível e sinais de intertravamento.
Quando necessário, para um entendimento claro do processo, outros set
points de instrumentos poderão também estar indicados.
Fonte: Control Engineering
Figura 3: Exemplo de P&ID.
2.1.2 Lista de Entradas e Saídas (I/O)
Consistem de um índice de entradas e saídas, organizadas por número
de identificação (a partir deste ponto, referenciado como tag number, ou
19
simplesmente tag), e contendo todas as informações pertinentes a estes, tais
como a descrição do serviço, equipamento ou linha onde está instalado, P&ID
onde está indicado e subsistema do CIS a que está vinculado.
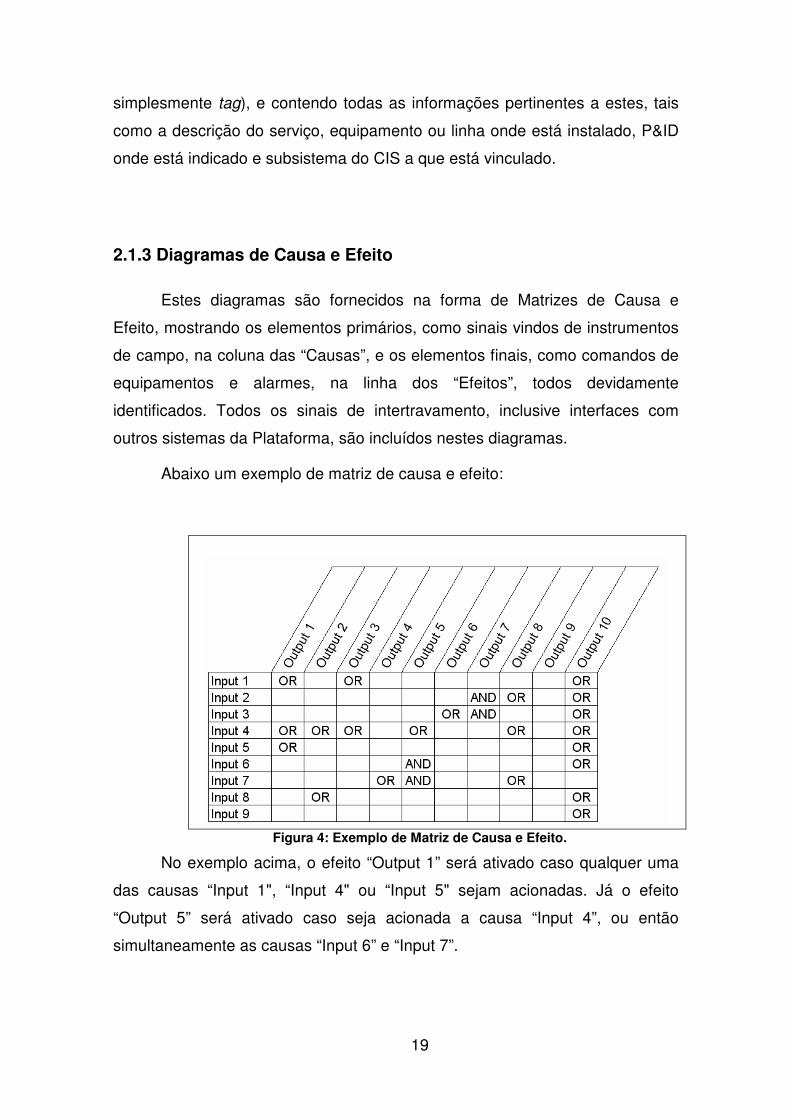
2.1.3 Diagramas de Causa e Efeito
Estes diagramas são fornecidos na forma de Matrizes de Causa e
Efeito, mostrando os elementos primários, como sinais vindos de instrumentos
de campo, na coluna das “Causas”, e os elementos finais, como comandos de
equipamentos e alarmes, na linha dos “Efeitos”, todos devidamente
identificados. Todos os sinais de intertravamento, inclusive interfaces com
outros sistemas da Plataforma, são incluídos nestes diagramas.
Abaixo um exemplo de matriz de causa e efeito:
Figura 4: Exemplo de Matriz de Causa e Efeito.
No exemplo acima, o efeito “Output 1” será ativado caso qualquer uma
das causas “Input 1", “Input 4" ou “Input 5" sejam acionadas. Já o efeito
“Output 5” será ativado caso seja acionada a causa “Input 4”, ou então
simultaneamente as causas “Input 6” e “Input 7”.

20
2.1.4 Diagramas Lógicos
São fornecidos diagramas com todas as lógicas de controle e
intertravamento da Plataforma, utilizando-se da simbologia definida no padrão
ISA S5.2.
Todas as lógicas representadas nas Matrizes de Causa e Efeito deverão
estar contempladas pelos Diagramas Lógicos, e vice-versa.
Abaixo um exemplo de diagrama lógico:
Figura 5: Exemplo de Diagrama Lógico.
2.1.5 Folhas de Dados dos Instrumentos (Data Sheets)
Para todos os instrumentos devem ser fornecidas folhas de dados
contendo todas as informações técnicas dos instrumentos, como identificação,
serviço, opções de operação, dados de performance, modelo, tipo e fabricante.
Deverão ser fornecidas em um dos formatos seguintes por ordem de
preferência:
• Formulários ISA, de acordo com o padrão ISA S.20;

21
• Formulários próprios dos fabricantes/fornecedores, para casos em
que formulários ISA não estiverem disponíveis.
2.2 Metodologia
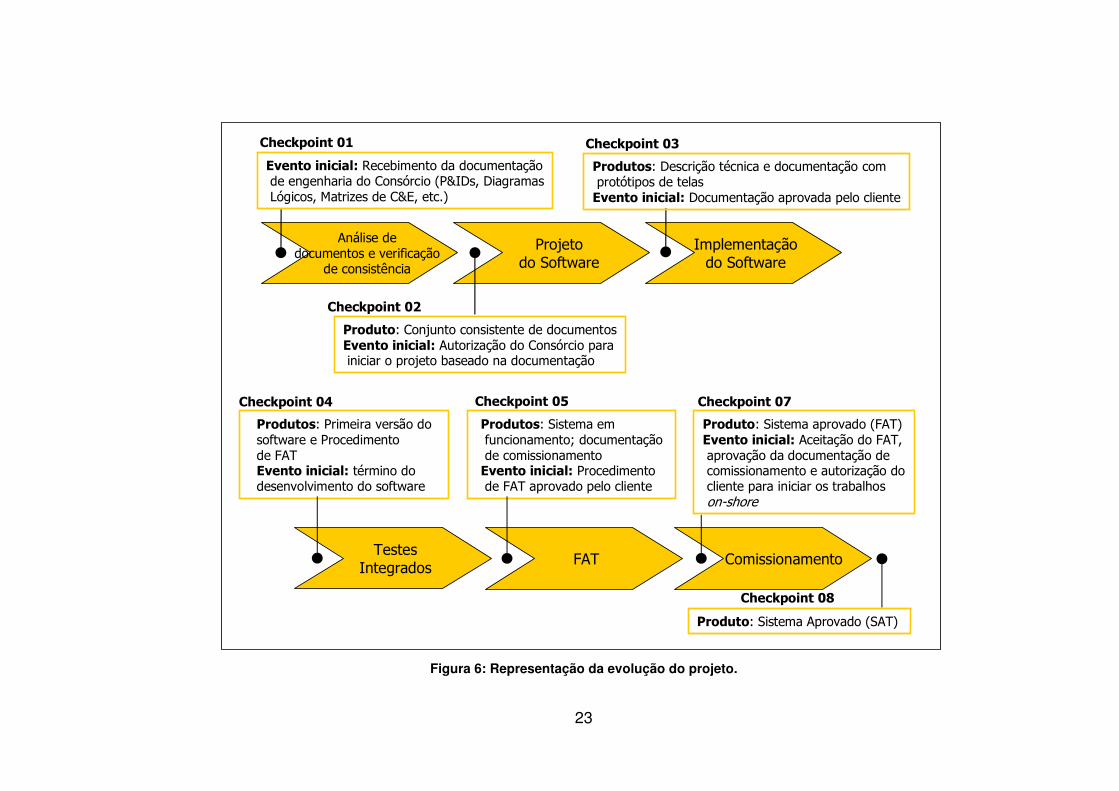
O tratamento dos dados de entrada pode ser observado na Figura 6,
onde estão representadas as etapas que definem o ciclo de vida do projeto.
Esta metodologia é descrita nos tópicos a seguir, e será complementada
através de exemplos no Capítulo 5 – Resultados.
2.2.1 Análise de documentos e verificação de consistência
Esta fase inicia-se com o recebimento da documentação de projeto e
engenharia do Consórcio.
Conforme apresentado no item 2.1, existem informações redundantes
em diversos tipos de documentos, faz-se necessária uma análise de
consistência entre eles, por exemplo: todas as lógicas representadas nas
Matrizes de Causa e Efeito devem estar contempladas nos Diagramas Lógicos,
todos os pontos presentes dos Diagramas Lógicos, Matrizes e P&IDs devem
constar na lista de I/O, etc.
Após ter-se um conjunto consistente de documentos, a próxima etapa
pode ser iniciada.
2.2.2 Projeto do Software
Depois de recebida a autorização do Consórcio, é iniciado o projeto do
software baseado na documentação de projeto e de engenharia.
Como produtos são gerados uma descrição técnica do sistema e uma
documentação com protótipos de telas.
22
2.2.3 Implementação do Software
A etapa de Implementação pode ser definida como a fase em que
ocorre a tradução de uma complexa documentação de engenharia em uma
linguagem de fácil manutenção e operação.
De forma mais clara, é nesta fase que P&IDs, Diagramas Lógicos,
Matrizes de Causa e Efeito e todos os outros documentos de engenharia
tomam forma de códigos de PLCs e telas de estações supervisórias. Uma
linguagem prática para a futura equipe de manutenção do sistema, e intuitiva
para os operadores da plataforma.
Ao final da etapa de implementação, tem-se a primeira versão do
software, bem como o Procedimento de FAT – Factory Acceptance Test.
2.2.4 Testes Integrados
Esta etapa inicia-se assim que concluído o desenvolvimento do
software, e tem por finalidade a validação da implementação realizada, para
posterior apresentação do sistema ao cliente. O sistema é testado em sua
totalidade, com o propósito de eliminar todos os possíveis erros, de maneira
que a aprovação do software pelo cliente, na próxima etapa, seja alcançada
tão breve quanto possível.
De maneira geral, os testes devem verificar:
• a correta configuração dos softwares;
• a performance do sistema;
• a configuração de entradas e saídas internamente nos softwares;
• a funcionalidade dos sistemas de acordo com a documentação
pertinente;
• a interface homem-máquina.
Ao fim desta etapa, considera-se o software como operacional, pronto
para o FAT. Paralelamente aos testes é elaborada a documentação de
comissionamento, para avaliação pelo cliente.
23
Implementaçãodo Software
TestesIntegrados
FAT
Projetodo Software
Comissionamento
Evento inicial: Recebimento da documentaçãode engenharia do Consórcio (P&IDs, DiagramasLógicos, Matrizes de C&E, etc.)
Checkpoint 01
Análise dedocumentos e verificação
de consistência
Produto: Conjunto consistente de documentosEvento inicial: Autorização do Consórcio parainiciar o projeto baseado na documentação
Checkpoint 02
Produtos: Descrição técnica e documentação comprotótipos de telasEvento inicial: Documentação aprovada pelo cliente
Checkpoint 03
Produtos: Primeira versão do software e Procedimentode FATEvento inicial: término do desenvolvimento do software
Checkpoint 04
Produtos: Sistema emfuncionamento; documentaçãode comissionamentoEvento inicial: Procedimentode FAT aprovado pelo cliente
Checkpoint 05
Produto: Sistema aprovado (FAT)Evento inicial: Aceitação do FAT, aprovação da documentação decomissionamento e autorização docliente para iniciar os trabalhos on-shore
Checkpoint 07
Produto: Sistema Aprovado (SAT)
Checkpoint 08
Figura 6: Representação da evolução do projeto.
24
2.2.5 FAT – Factory Acceptance Test
O FAT, ou Teste de Aceitação de Fábrica, tem por objetivo a validação do
software pelo cliente, demonstrando que o sistema fornecido é funcional e
operacional, iniciando pelos testes das funções elementares, e evoluindo para
operações mais complexas. O FAT visa demonstrar a correta operação do software
de acordo com as especificações e requerimentos previamente acordados.
Os pontos não são testados em sua totalidade, porém são de livre escolha do
cliente.
Após a aceitação do FAT, dá-se início às atividades de comissionamento.
2.2.6 Comissionamento
Após a aprovação da documentação de comissionamento e autorização do
cliente para iniciar os trabalhos on-shore, inicia-se a etapa de comissionamento.
O Comissionamento, é realizado em campo, e segue praticamente todos os
procedimentos dos Testes Integrados e do FAT, entretanto todos os pontos que
anteriormente eram simulados (forçados) na memória do PLC, agora são
efetivamente ligados aos sinais de campo reais.
Ao final desta etapa, também chamada de SAT (Site Acceptance Test) tem-
se o sistema aprovado e apto para o funcionamento.

25
Capítulo 3 – Descrição Geral da Plataforma
A plataforma fixa PRA-1 consiste de uma Jaqueta e dos Topsides(9).
Os Topsides constituem uma estrutura integrada que consiste dos cinco
Módulos seguintes:
Módulos 01 e 02 – Bombas de Petróleo Bruto, incluindo todo um sistema de
dutos, lançadores e recebedores de pig(10) e estações de medição.
Módulo 03 – Utilidades, incluindo vários sistemas de utilidades, salas de
eletricidade, geração auxiliar e de emergência, bombas de incêndio, oficinas,
armazéns, salas de CO2, sistema de ventilação e sala de equipamentos de
segurança.
Módulo 04 – Módulo de Geração, constituído de três conjuntos de
turbogeradores e uma Sala de Controle Local.
Módulo 05 – Acomodações e Heliponto, compreendendo hospedagens para
90 pessoas, uma Sala de Controle Central, uma Sala de Baterias, uma Sala de VAC
(Ventiladores e Condicionadores de Ar), um Heliponto e uma Torre de
Comunicações.
Os Topsides da PRA-1 estão sendo construídos em regime de EPIC
(engenharia, aquisição, instalação e comissionamento), inédito no Brasil. Em São
Roque do Paraguaçu, na Bahia, o consórcio Odebrecht/Ultratec está construindo os
Módulos 01, 02, 03 e 05. A jaqueta foi construída pela Techint Pontal do Sul, no
Paraná, e a Rolls-Royce construiu o Módulo 04, no Rio de Janeiro. [7]
Na Figura 7 pode-se observar a vista geral da plataforma e uma
representação dos Módulos.
9 Parte da plataforma que fica acima do nível do mar.
10 Pig instrumentado: sistema utilizado na inspeção de oleodutos e gasodutos para avaliar o
estado das tubulações.

26
A PRA-1 será instalada na Bacia de Campos, litoral do estado do Rio de
Janeiro, Brasil, em lâmina d’água de 106 metros, há 115 km da costa. A Plataforma
foi projetada para operar por 30 anos.
Fonte: Odebrecht
Figura 7: Vista geral da plataforma à esquerda, e representação dos Módulos à direita.
Os oleodutos provenientes das cinco Unidades de Produção que alimentarão
a PRA-1 com petróleo bruto, o FSO(11) que pode tanto receber petróleo bruto da
PRA-1 quanto alimentá-la, o gasoduto que irá transportar gás natural para a
Unidade de Geração da Plataforma e as Monobóias, que irão receber a maior parte
do petróleo bruto exportado pela PRA-1, estão representados na Figura 8.
Com uma capacidade de bombeio de 130.600 m3 de petróleo por dia, a PRA-
1, conjuntamente com o FSO associado a ela, será capaz de operar como um
terminal de petróleo bruto offshore, com o FSO podendo receber petróleo bruto de
11 Floating Storage and Offloading, ou Unidade Flutuante de Armazenamento e Transferência
de petróleo, construída a partir de um navio.[11]

27
um VLCC(12) e armazená-lo. O petróleo bruto importado armazenado pelo FSO, com
características compatíveis com a capacidade de bombeio da PRA-1, será
finalmente bombeado para as Monobóias via PRA-1.
Figura 8: Esquema simplificado do fluxo do petróleo
Um total de 14 risers(13) rígidos de importação/exportação, de diferentes
diâmetros, serão apoiados na Jaqueta e conectados aos Topsides da PRA-1. O
petróleo bruto recebido será exportado para as Monobóias, ou alternativamente para
o FSO.
O FSO será instalado em uma lâmina d’água de aproximadamente 95
metros, e será capaz de receber até 630 mil barris de petróleo por dia, com uma
capacidade total de armazenamento de aproximados 2.200 mil barris. Tanto o FSO
12 Very Large Crude Carrier: navio-tanque para transporte de petróleo com capacidade
superior a 180 mil Tbp. [11]
13 Porção vertical de uma linha de escoamento para transporte de petróleo ou gás
natural. [11]
Plataformas de Extração
PRA-1 FSO
Monobóia 2
Monobóia 1
Petróleo Bruto
Gás Natural
28
quanto os petroleiros que serão abastecidos pelas Monobóias serão de propriedade
de empresas terceirizadas, e por estas operados.
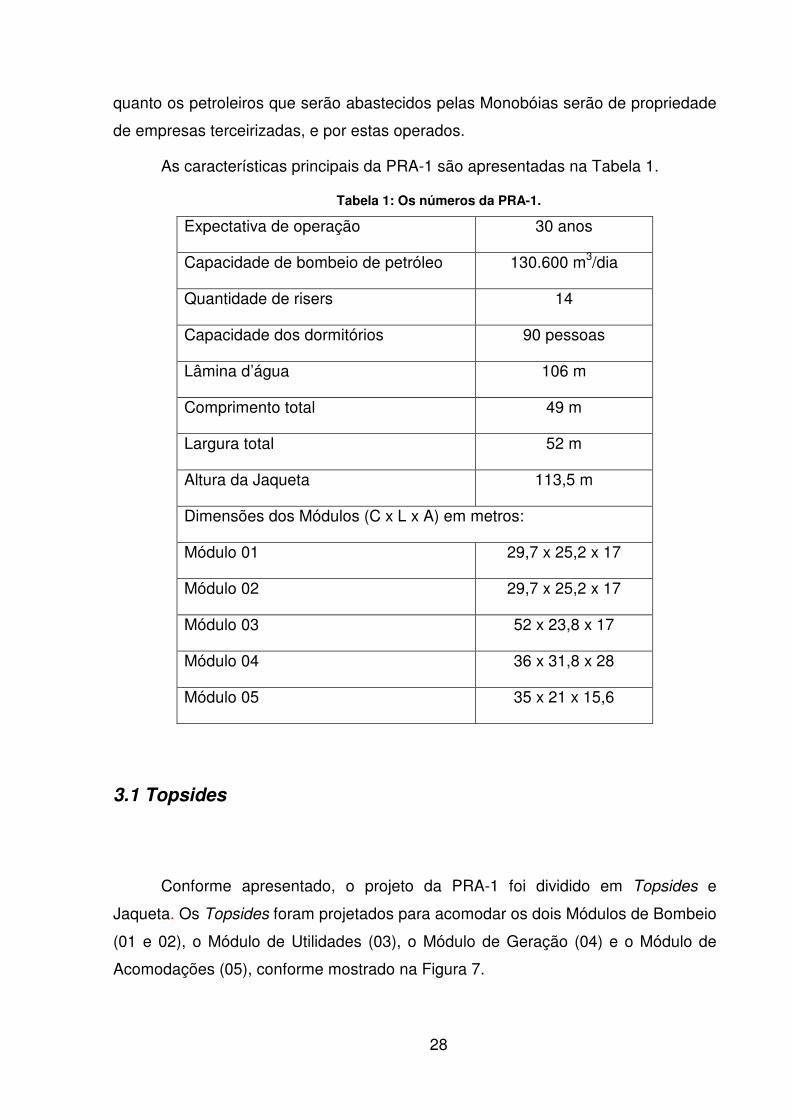
As características principais da PRA-1 são apresentadas na Tabela 1.
Tabela 1: Os números da PRA-1.
Expectativa de operação 30 anos
Capacidade de bombeio de petróleo 130.600 m3/dia
Quantidade de risers 14
Capacidade dos dormitórios 90 pessoas
Lâmina d’água 106 m
Comprimento total 49 m
Largura total 52 m
Altura da Jaqueta 113,5 m
Dimensões dos Módulos (C x L x A) em metros:
Módulo 01 29,7 x 25,2 x 17
Módulo 02 29,7 x 25,2 x 17
Módulo 03 52 x 23,8 x 17
Módulo 04 36 x 31,8 x 28
Módulo 05 35 x 21 x 15,6
3.1 Topsides
Conforme apresentado, o projeto da PRA-1 foi dividido em Topsides e
Jaqueta. Os Topsides foram projetados para acomodar os dois Módulos de Bombeio
(01 e 02), o Módulo de Utilidades (03), o Módulo de Geração (04) e o Módulo de
Acomodações (05), conforme mostrado na Figura 7.

29
O Módulo de Geração, no topo dos Módulos de Bombeio 01 e 02, abriga três
conjuntos de turbogeradores do tipo sem escovas, bi-combustíveis (gás e diesel),
com uma potência de 31.250 kVA (25.000 kW) cada. A tensão de saída é de 13,8
kV, 3 fases e 60 Hz. Este módulo possui uma sala de controle local.
O Módulo de Acomodações, localizado no topo do Módulo de Utilidades,
consiste de uma estrutura de quatro andares, sustentando a Torre de
Comunicações e o Heliponto. Os Módulos de Acomodações e Utilidades são
divididos por Decks (andares), conforme descrito a seguir:
• Módulo de Utilidades:
o Cellar Deck, localizado a uma elevação de 9.400mm
o Deck 1, a uma elevação de 15.000mm, e o Mezanino, a uma
elevação de 18.800mm, para as salas de VAC;
o Deck 2 a uma elevação de 21.500mm / 20.000mm;
o Deck 3 24.500mm / 27.000mm;
o Top Deck a uma elevação de 32.000mm
• Módulo de Acomodações
o Acomodações Nível 1
o Mezanino das Acomodações
o Acomodações Nível 2
o Acomodações Nível 3
o Heliponto
Cada Deck é ainda dividido em zonas, totalizando mais de 130 zonas entre
os Decks.
3.2 Jaqueta
A Jaqueta é uma estrutura tubular de 113,5 metros, com quatro pernas
fixadas no fundo do mar por 14 estacas auxiliares, e 8 vigas no topo, para suportar
os Módulos.

30
3.3 Descrição Técnica dos Topsides
O objetivo desta seção é descrever áreas da Plataforma que se encaixam no
escopo de “Processo” e “Instrumentação e Automação”. Outras áreas, como a
arquitetura e infra-estrutura mecânica e elétrica dos módulos, tubulação,
telecomunicações, ventilação e condicionamento de ar, dentre outros, não serão
detalhados, sendo eventualmente abordados quando necessários para
complementar a descrição das áreas de processo, instrumentação e automação.
3.3.1 Processo
As instalações da PRA-1 compreendem os seguintes sistemas principais, a
serem detalhados nas seções a seguir:
• Sistema de Bombeio de Petróleo Bruto (Sistemas de Recebimento e
Exportação)
• Sistema de Gás Combustível
• Sistema de Injeção Química de Gás
• Sistema de Vent
• Sistema de Utilidades
3.3.1.1 Sistema de Bombeio de Petróleo Bruto
O Sistema de Bombeio de Petróleo Bruto da PRA-1 é capaz de bombear uma
mistura do petróleo bruto vindo de diferentes plataformas de produção. As
características do petróleo proveniente de cada unidade de produção que abastece
a PRA-1 são apresentados nas tabelas abaixo:
Tabela 2: Característica do petróleo bruto dos campos Marlim Sul e Marlim Leste
Campos Marlim Sul e Marlim Leste P-51 P-53

31
API (º) (14) 19 19
H2S (mg/l) (UOP-163) 0 0
CO2 (% molar) 0 0
Enxofre (% m/m) (D-4294) 0,68 0,68
Enxofre mercaptídico (mg/kg) (UOP-163) 22 9
Nitrogênio Básico (% mg/kg) (UOP-269) 0,173 0,15
Nitrogênio (% mg/kg) (UOP-384) 0,54 0,45
Acidez (% mg KOH/g) (D-664) 3,01 1,59
BSW (%) (15) < 1% < 1%
Salinidade (mg NaCl/l) < 570 < 570
Viscosidade (cP) 20 ºC 97 a 164 370 a 461
Viscosidade (cP) 40 ºC 33 a 52 106 a 128
Temperatura na entrada PRA-1 (ºC) 21 19
Tabela 3: Característica do petróleo bruto do campo Roncador
Campo Roncador P-55 / RO-4 P-52
API (º) 18,05 28,9
H2S (mg/l) (UOP-163) 0 0
CO2 (% molar) 0 0
Enxofre (% m/m) (D-4294) 0,76 0,55
Enxofre mercaptídico (mg/kg) (UOP-163) 21 9,5
14 Função matemática da densidade do óleo em condições específicas de temperatura e
pressão, definida pelo American Petroleum Institute. Em geral, maiores índices são considerados
melhores.
15 Saturação de água em volume (Bulk Saturation Water).

32
Nitrogênio Básico (% mg/kg) (UOP-269) 0,12 0,104
Nitrogênio (% mg/kg) (UOP-384) 0,36 0,28
Acidez (% mg KOH/g) (D-664) 1,36 0,1
BSW (%) < 1% < 1%
Salinidade (mg NaCl/l) < 570 < 570
Viscosidade (cP) 20 ºC 243 a 499 40,3
Viscosidade (cP) 40 ºC 64,7 a 127 13,4 @ 50ºC
Temperatura na entrada PRA-1 (ºC) 20 22
As características esperadas da mistura de petróleo bruto são apresentadas
a seguir:
Tabela 4: Característica mistura esperada resultante do petróleo bruto proveniente dos campos Marlim Sul, Marlim Leste e Roncador
Mistura esperada resultante dos campos Marlim Sul, Marlim Leste e Roncador
PRA-1
API (º) 21
H2S (mg/l) (UOP-163) <1
CO2 (% molar) 0
Enxofre (% m/m) (D-4294) 0,67
Enxofre mercaptídico (mg/kg) (UOP-163) 15,2
Nitrogênio Básico (% mg/kg) (UOP-269) 0,13
Nitrogênio (% mg/kg) (UOP-384) 0,40
Acidez (% mg KOH/g) (D-664) 1,16
BSW (%) < 1%
Salinidade (mg NaCl/l) < 570
Viscosidade (cP) 20 ºC 220
Viscosidade (cP) 40 ºC 66
Temperatura de exportação (ºC) 20
33
A viscosidade da mistura de petróleo bruto pode variar, visto que se deve
levar em conta que a vazão de petróleo fornecida por qualquer das plataformas
pode variar de 0 a 100% da capacidade planejada. Assim, a PRA-1 será capaz de
operar recebendo e bombeando petróleo bruto simultaneamente de todas as
unidades de produção, bem como de uma única unidade de produção, ou ainda
qualquer possível combinação das 5 unidades.
O petróleo bruto que abastece a PRA-1 será bombeado para as Monobóias
e/ou para o FSO.
O petróleo bruto importado armazenado no FSO, com características
compatíveis com a capacidade de bombeio da PRA-1, será bombeado para As
Monobóias via PRA-1.
O Sistema de Bombeio de Petróleo Bruto compreende os seguintes itens:
• Recebedores de pig associados às linhas de abastecimento da PRA-1;
• Recebedores de pig associados às linhas de exportação;
• Sistema de Medição de Petróleo Bruto para as linhas de importação;
• Sistema de Medição de Petróleo Bruto para a linha de exportação para o
FSO;
• Sistema de Medição de Petróleo Bruto para as linhas de exportação para
as Monobóias;
• Manifold de Sucção do FSO e Manifold de Sucção de Exportação;
• Manifold de Descarga do FSO e Manifold Intermediário de Exportação;
• Manifold de Descarga de Exportação;
• Bombas Booster de Petróleo Bruto, cada uma equipada com um sistema
de variação de velocidade;
• Bombas de Exportação de Petróleo Bruto, cada uma equipada com um
sistema de variação de velocidade.
A PRA-1, juntamente com o FSO, possui uma capacidade de bombeio de
130.000 m3/d, conforme a tabela abaixo:
Tabela 5: Capacidade de Bombeio da PRA-1
34
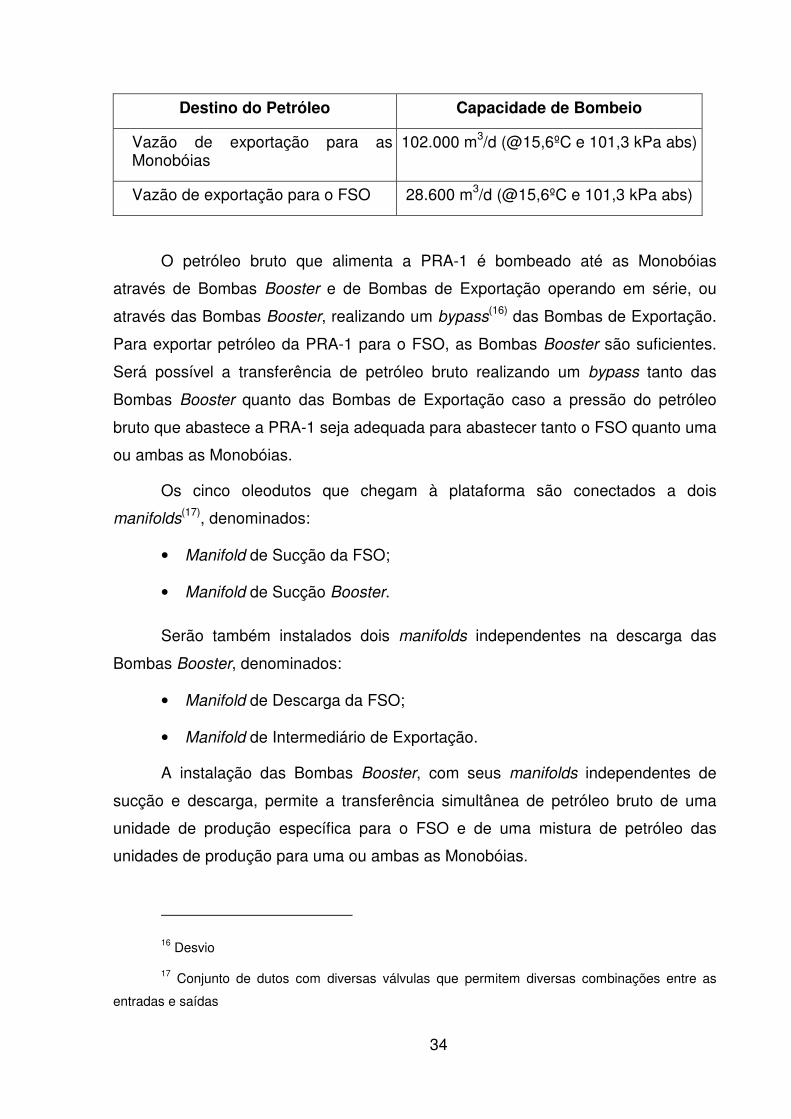
Destino do Petróleo Capacidade de Bombeio
Vazão de exportação para as Monobóias
102.000 m3/d (@15,6ºC e 101,3 kPa abs)
Vazão de exportação para o FSO 28.600 m3/d (@15,6ºC e 101,3 kPa abs)
O petróleo bruto que alimenta a PRA-1 é bombeado até as Monobóias
através de Bombas Booster e de Bombas de Exportação operando em série, ou
através das Bombas Booster, realizando um bypass(16) das Bombas de Exportação.
Para exportar petróleo da PRA-1 para o FSO, as Bombas Booster são suficientes.
Será possível a transferência de petróleo bruto realizando um bypass tanto das
Bombas Booster quanto das Bombas de Exportação caso a pressão do petróleo
bruto que abastece a PRA-1 seja adequada para abastecer tanto o FSO quanto uma
ou ambas as Monobóias.
Os cinco oleodutos que chegam à plataforma são conectados a dois
manifolds(17), denominados:
• Manifold de Sucção da FSO;
• Manifold de Sucção Booster.
Serão também instalados dois manifolds independentes na descarga das
Bombas Booster, denominados:
• Manifold de Descarga da FSO;
• Manifold de Intermediário de Exportação.
A instalação das Bombas Booster, com seus manifolds independentes de
sucção e descarga, permite a transferência simultânea de petróleo bruto de uma
unidade de produção específica para o FSO e de uma mistura de petróleo das
unidades de produção para uma ou ambas as Monobóias.
16 Desvio
17 Conjunto de dutos com diversas válvulas que permitem diversas combinações entre as
entradas e saídas

35
O Manifold de Exportação pode também receber petróleo bruto através do
oleoduto do FSO, tornando possível a exportação para as Monobóias.
3.3.1.2 Filosofia de Controle do Sistema de Bombeio de Petróleo Bruto
3.3.1.2.1 Startup (Arranque)
Durante o startup, a transferência do petróleo é realizada efetuando-se o
bypass tanto das Bombas Booster quanto das Bombas de Exportação. O bypass
deve permanecer enquanto a pressão do petróleo bruto for adequada para
abastecer o FSO e/ou as Monobóias.
A decisão pelo startup das Bombas Booster deve partir do operador, de
acordo com a vazão de exportação do petróleo e requisitos de pressão.
Operação das Bombas Booster:
Em condições normais de operação, uma das Bombas Booster abastecerá o
FSO, enviando o petróleo de uma fonte específica.
A vazão da bomba será definida com base na Curva de Produção do FSO e
será ajustada por um sistema de controle de velocidade variável.
Três outras bombas serão capazes de operar transferindo petróleo para as
Monobóias, seja bombeando diretamente, ou ainda em série com as Bombas de
Exportação.
O número de Bombas Booster em operação para a exportação de petróleo
para as Monobóias – uma única bomba, duas bombas em paralelo, ou mesmo as
três bombas em paralelo – será uma função da vazão de exportação de petróleo e
da pressão necessária baseada na Curva de Produção de cada Monobóia, havendo
também o ajuste através de um sistema de controle de velocidade variável.
Também a opção pela operação das Bombas Booster em série com as
Bombas de Exportação dependerá da vazão de exportação de petróleo e da
pressão necessária baseada na Curva de Produção.
Uma quinta bomba permanecerá em condição de stand-by, e uma sexta será
armazenada no depósito.

36
Cada Bomba Booster possuirá uma estação individual de controle de fluxo
mínimo, capaz de garantir um fluxo mínimo necessário para operação contínua,
evitando danos à bomba.
Operação das Bombas de Exportação:
Três bombas operarão em paralelo transferindo petróleo para as Monobóias,
e uma permanecerá em condição de stand-by.
A vazão de cada bomba será uma função da vazão de exportação de
petróleo e da pressão necessária baseada na Curva de Produção das Monobóias,
havendo também o ajuste através de um sistema de controle de velocidade variável.
Cada Bomba de Exportação também possuirá uma estação individual de
controle de fluxo mínimo, capaz de garantir um fluxo mínimo necessário para
operação contínua, evitando danos à bomba.
3.3.1.2.2 Exportação para as Monobóias – Filosofia de Controle e Operação
Para esta condição de operação é necessária a atuação de dois sistemas de
controle distintos:
• Controle da velocidade das bombas;
• Malhas das válvulas de controle de pressão, instaladas no Manifold de
Sucção de Exportação, Manifold Intermediário de Exportação e Manifold
de Descarga de Exportação.
O primeiro irá modular a vazão da Bomba Booster de acordo com a pressão
do Manifold de Sucção de Exportação, sendo que a cada bomba será imposta a
mesma rotação.
Para as Bombas de Exportação, a vazão será modulada de acordo com a
pressão no Manifold Intermediário de Exportação. A rotação das bombas aumentará
caso a pressão aumente, e vice-versa.
O set-point do controle de pressão será uma função:
• da rotação das bombas;

37
• da pressão de descarga das bombas (pressão no Manifold Intermediário
de Exportação para o caso de apenas as Bombas Booster estarem
operando, ou a pressão no Manifold Intermediário de Exportação e
também no Manifold de Descarga de Exportação quando tanto as Bombas
Booster quanto as Bombas de Exportação estiverem operando);
• da Curva de Exportação da PRA-1 para as Monobóias.
Existe uma malha de controle de recirculação para as Bombas Booster, de
maneira a evitar a cavitação em caso de pressão baixa na sucção das bombas. Esta
vazão de recirculação deve ser maior que o fluxo mínimo individual considerando a
operação de uma única bomba e a operação das três bombas em paralelo. A
descarga desta estação de controle de recirculação é interconectada ao Manifold de
Sucção de Exportação.
Há também outra válvula de controle de pressão, instalada no Manifold
Intermediário de Exportação, que permite o desvio de parte do fluxo de petróleo
para o FSO na ocorrência de problemas que gerem alta pressão no Manifold
Intermediário de Exportação.
Os Manifolds de Sucção (o do FSO e o de Exportação) são interconectados,
e em caso de alta pressão em um deles, uma válvula de controle abrirá de maneira
a minimizar os efeitos da alta pressão, evitando a interrupção do fluxo de entrada de
petróleo na PRA-1.
3.3.1.2.3 Exportação para o FSO – Filosofia de Controle e Operação
Para esta condição de operação é necessária a atuação de dois sistemas de
controle distintos:
• Controle da velocidade das bombas;
• Malhas das válvulas de controle de pressão, instaladas no Manifold de
Sucção do FSO e nas linhas individuais de descarga do FSO.
O primeiro irá modular a vazão da Bomba Booster de acordo com a pressão
de entrada do petróleo no Manifold de Sucção do FSO, sendo imposta a cada
bomba a mesma rotação.
O set-point do controle de pressão será uma função:

38
• da rotação das bombas;
• da pressão de descarga das bombas no Manifold de Descarga do FSO;
• da Curva de Exportação da PRA-1 para o FSO.
Há uma malha de controle de recirculação para o sistema de exportação do
FSO, de maneira a evitar a cavitação das Bombas Booster em caso de pressão
baixa na sucção destas. Esta vazão de recirculação deve ser maior que o fluxo
mínimo individual considerando a operação de uma ou mais bombas. A descarga
desta estação de controle de recirculação é interconectada ao Manifold de Sucção
do FSO.
O petróleo encaminhado para o FSO passa através de um Sistema de
Medição de Petróleo Bruto para o Oleoduto de Exportação para o FSO. Este
sistema de medição será responsável pela medição de hidrocarboneto líquido,
emulsão de água em óleo e densidade.
Todas as válvulas de controle de pressão do sistema de exportação para o
FSO serão instaladas a montante do Oleoduto de Exportação para o FSO.
Quando a PRA-1 estiver recebendo petróleo pelo oleoduto do FSO para
exportação para as Monobóias, este petróleo também passará pelo Sistema de
Medição de Petróleo Bruto.
3.3.1.3 Gás Combustível
O Módulo de Geração conta com turbogeradores bi-combustíveis (gás e
diesel), com uma potência de 31.250 kVA (25.000 kW) cada.
O sistema de Gás Combustível é projetado para prover 20,417 m3/h (a 20 ºC
e 101.3 kPa abs) de gás combustível a alta pressão (4,501 kPa abs).
O gás combustível será obtido do PLAEM18 Roncador, e então conduzido
para o sistema de Gás Combustível, sendo que qualquer excesso de gás será
levado novamente até o PLAEM – Roncador através de um gasoduto.
18 Pipeline Almost End Manifold, ou Manifold Próximo ao Final do Oleoduto.
39
O gás é inicialmente aquecido, e em seguida resfriado. Qualquer condensado
é removido e reinjetado no gasoduto através de uma bomba de condensado. O gás
resfriado e adequado às condições dos turbogeradores abastecerá o Sistema de
Gás Combustível dos Turbogeradores.
3.3.1.4 Injeção Química de Gás
A PRA-1 é equipada com um Sistema de Injeção Química de Gás, utilizado
para melhorar as condições de operação dos equipamentos, dutos, oleodutos e
gasodutos.
Este sistema consiste de tanques de armazenamento e bombas para os
produtos químicos: inibidor de corrosão e inibidor de hidratos.
3.3.1.5 Sistema de Vent
A PRA-1 será equipada com dois Sistemas Atmosféricos de Vent.
Um sistema é dedicado a coletar e expelir de forma segura gases liberados
pelas válvulas de pressão de segurança, válvulas de alívio térmico, vents puntuais,
entre outros. O outro sistema é dedicado aos Vasos de Slop.
A posição da saída de gás é definida de forma a evitar misturas inflamáveis
ar-gás sobre os equipamentos, e adicionalmente garantir um máximo de 20% para o
L.E.L.19 em qualquer posição a menos de 2 metros do ponto mais alto dos
equipamentos. Adicionalmente, as linhas de vent são providas de dispositivos de
contenção de chama.
3.3.1.6 Utilidades
Os principais equipamentos e subsistemas que compõem o sistema de
Utilidades são:
19 Low Explosive Limit, ou Limite Inferior de Explosão, caracterizado pela menor concentração
que permita a ignição da mistura

40
3.3.1.6.1 Sistema de Elevação de Água do Mar
Um Sistema de Elevação de Água do Mar fornece água para o Sistema de
Refrigeração a Água, Sistema de Água Potável e Sistema de Esgoto.
3.3.1.6.2 Sistema de Refrigeração a Água
Um circuito fechado de água doce fornece água de refrigeração para as
Bombas Booster e Bombas de Exportação, Unidade de Compressão de Ar,
Turbogeradores, Unidades Hidráulicas, Bombas de Condensado de Gás
Combustível, Sistemas de VAC e Gerador Auxiliar.
Este sistema possui três bombas de água de refrigeração, dois trocadores de
calor e dois tanques de expansão de água de refrigeração.
3.3.1.6.3 Sistema de Água Potável e Água Doce
Pode ser obtida água doce através de conexões externas localizadas nas
estações de abastecimento e/ou através de Unidades de Produção de Água Doce,
sendo armazenadas em tanques de água doce. A água doce é então bombeada
para tanques de distribuição de água doce, de onde a água é distribuída por
gravidade para os consumidores principais ou para a Unidade de Esterilização por
Ultravioleta.
O tratamento da água doce será através de Cloração e Esterilização por
Ultravioleta, produzindo assim água potável.
A água potável é também distribuída por gravidade para os seguintes
consumidores principais:
• Estações de Utilidades;
• Tanques de expansão de água de refrigeração;
• Oficina;
• Acomodações;
• Lavanderia;
• Áreas de mergulho;

41
• Hospital;
• Banheiros públicos;
• Laboratório.
É fornecida água aquecida para as Acomodações, através de aquecedores
específicos operando em circuito fechado.
3.3.1.6.4 Sistema de Compressão de Ar
O Sistema de Compressão de Ar consiste do Sistema de Ar de
Serviço/Instrumentação e do Sistema de Ar de Partida.
O Sistema de Ar de Serviço/Instrumentação fornece ar comprimido para as
saídas de ar de serviço, instrumentos e controles. O ar deve ser limpo, seco e livre
de óleo. Este sistema compreende duas Unidades de Compressão equipadas com
secadores de ar.
O Sistema de Ar de Partida inclui duas Unidades de Compressão, uma
movida a eletricidade, e outra a diesel.
A tubulação de ar comprimido é inclinada, para evitar retenção de
condensado, o qual é automaticamente removido através de traps instalados na
tubulação.
As seções principais da tubulação possuem válvulas de bloqueio para permitir
um bloqueio parcial do sistema, para fins de manutenção.
3.3.1.6.5 Sistema de Óleo Diesel
Um Sistema de Óleo Diesel tem a finalidade de suprir os seguintes
consumidores principais:
• Turbogeradores;
• Gerador auxiliar;
• Gerador de emergência;
• Bombas de Incêndio;
• Oficinas mecânicas;

42
• Compressor de ar de start-up;
• Guindastes.
As linhas de suprimento de diesel para os Turbogeradores são pressurizadas
por duas bombas controladas com base no nível dos tanques de diesel, podendo
ainda ser acionadas ou desligadas manualmente.
Existem conexões nos lados norte e sul da Plataforma, as quais permitem
receber óleo diesel de navios de abastecimento. O diesel é filtrado e medido antes
de ser enviado para os tanques de armazenamento. De lá, passa por um dos dois
purificadores centrífugos, e então é enviado para os tanques de distribuição de
diesel, de onde estará disponível para o consumo.
3.3.1.6.6 Sistema de Esgoto
Um Sistema de Esgoto coleta os rejeitos de toda a tripulação e funciona em
conjunto com uma Unidade de Tratamento de Esgoto do tipo eletro-catatalítica.
Todo o Sistema opera automaticamente.
3.3.1.6.7 Sistema de Limpeza com Água Doce a Alta Pressão
Um Sistema de Água Doce a Alta Pressão para serviços de limpeza industrial
é disponibilizado para os motores, equipamentos em geral, e sistemas de utilidades,
através de uma rede de distribuição equipada com conectores rápidos para
mangueiras de alta pressão e válvulas de bloqueio a cada saída.
3.3.1.6.8 Sistema de Drenagem
Sistema de Drenagem Aberta
O sistema de drenagem aberta consiste de um grupo de coletores e
tubulação para áreas não classificadas e outro grupo para áreas classificadas.
Todos os coletores levam ao mesmo dreno, o qual contem uma câmara de óleo de
onde o fluido é bombeado para o Vaso de Slop. A água separada é liberada para o
mar, após o monitoramento do conteúdo de óleo, com uma quantidade máxima de
óleo de 20ppm.

43
Um coletor de hidrocarbonetos independente é conectado ao Tanque de
Dreno Aberto de Hidrocarbonetos, sendo os hidrocarbonetos também bombeados
para o Vaso de Slop.
Um coletor de diesel independente coleta toda a drenagem do Sistema de
Óleo Diesel, bem como qualquer derramamento de diesel.
O header principal de dreno aberto de diesel está interconectado ao Tanque
de Dreno Aberto de Diesel, que também coleta qualquer transbordo ou vazamento
no manuseio dos equipamentos a diesel.
O transbordo deste tanque e dos drenos fechados é direcionado para a
câmara de óleo do Tanque de Dreno Aberto. A drenagem de diesel contida no
Tanque de Dreno Aberto de Diesel é bombeada para o Vaso de Slop.
Sistema de Drenagem Fechada
Cada equipamento de processo que manuseia hidrocarbonetos líquidos é
capaz de ser esvaziado quando necessário através de uma rede de drenagem
fechada, e os hidrocarbonetos são direcionados para o Vaso de Slop. O fluido do
Vaso de Slop é bombeado para o Manifold de Sucção das Bombas Booster de
Petróleo Bruto.
3.3.1.6.9 Estações de Utilidades
Estão dispostas nos Módulos da PRA-1 25 Estações de Utilidades:
• Módulo 01: 8 estações;
• Módulo 02: 9 estações
• Módulo 03: 8 estações;
Cada Estação de Utilidade possui os seguintes fluidos de serviço:
• Linha de Água de Limpeza a Alta Pressão com válvulas e conectores
rápidos;
• Linha de Água Doce com válvulas e conectores rápidos;
• Linha de Ar de Serviço com válvulas e conectores rápidos.

44
3.3.2 Instrumentação e Automação
A Arquitetura de Controle e Automação (AC&A) é baseada em um Sistema
Integrado de Operação e Supervisão (ECOS – Estação Central de Operação e
Supervisão), e consiste de um campo de instrumentos e sistemas de automação e
controle integrados por canais de comunicação digital redundantes, via redes de
comunicação ópticas e elétricas.
Os sistemas de AC&A relevantes para as funções de controle,
intertravamento e aquisição de dados são:
• ECOS: Estação Central de Operação e Supervisão;
• CIS: Sistema de Controle e Intertravamento (Control and Interlocking
System);
• PAS: Sistema de Automação de Pacotes (Package Automation System).
Nos tópicos a seguir são apresentados os principais subsistemas que
compõem a Arquitetura de Controle e Automação da PRA-1:
3.3.2.1 RTUs (Remote Terminal Units, ou Unidades Terminais Remotas)
As RTUs da plataforma são as unidades remotas do Sistema de Controle e
Intertravamento, instaladas pelos módulos da Plataforma, contendo os cartões de
Entrada/Saída (I/O), interconectando os equipamentos e instrumentos de campo ao
CIS. As RTUs serão conectadas via cabos ópticos blindados ao painel do CIS,
instalado no módulo de Acomodações (Sala de Controle Central).
3.3.2.2 Circuito Fechado de TV (CFTV)
Existem na Plataforma um CFTV que é interconectado à Sala de Controle
Central via fibra óptica blindada. A distribuição das Câmeras de CFTV é baseada
nas recomendações de um estudo de HAZOP(20).
20 HAZOP: Hazard and Operability Study, metodologia comum em indústrias químicas e
instalações offshore, empregada para realização de estudo de segurança e operabilidade.

45
3.3.2.3 Painéis de Relés Inteligentes
Três painéis de relés inteligentes reúnem dados dos principais motores,
geradores e painéis da Plataforma. Os dados disponibilizados pelos relés são
reunidos por PLCs concentradores, instalados nos próprios painéis, que serão
interligados ao CIS.
3.3.2.4 Painéis Locais dos Pacotes
Todos os painéis dos Pacotes (sistemas dedicados) são interconectados à
ECOS (Sala de Controle Central), via fibra óptica blindada, e também possuem
pontos conectados aos cartões de I/O das RTUs do CIS.
3.3.2.5 AFDS – Sistema Endereçável de Detecção de Fogo (Addressable Fire
Detection System)
Todos os detectores de fogo da Plataforma são interconectados ao Sistema
Endereçável de Detecção de Fogo, um painel instalado na Sala de Controle Central
e dedicado exclusivamente a reunir todas as informações dos detectores e
disponibilizá-las ao CIS.
3.3.2.6 Sistema de Medição de Petróleo Bruto – COMS
O Sistema de Medição de Petróleo Bruto, ou COMS (Crude Oil Metering
System) é um sistema dedicado para cálculo e correção de vazão, composto por
dois computadores de vazão, disponibilizando estas informações ao CIS.
3.3.2.7 Sistema de Medição de Vazão de Gás – GFMS
O Sistema de Medição de Vazão de Gás, ou GFMS (Gas Flow Metering
System), como o COMS, é também um sistema dedicado para cálculo e correção de
vazão, composto por dois computadores de vazão que disponibilizam estas
informações ao CIS.

46
3.3.2.8 Equipamentos HART – Transmissores Inteligentes e Posicionadores de
Válvulas de Controle
A Sala de Controle Central é equipada com um Microcomputador de
Manutenção, que troca informações de diagnóstico e manutenção com os
equipamentos compatíveis com a tecnologia HART(21).
3.3.2.9 Painéis de Controle dos Turbogeradores
Juntamente com o Módulo de Geração serão fornecidas duas estações de
supervisão, a serem instaladas na Sala de Controle Central, interconectadas via
fibra óptica blindada ao Painel de Controle Local dos Turbogeradores.
3.3.2.10 Sistema de Detecção de Vazamentos
A Plataforma dispõe de um sistema de Detecção de Vazamentos, que recebe
informações de medições de vazão, pressão e temperatura das extremidades de
todos os dutos.
O sistema realiza a simulação dinâmica em tempo real do escoamento e
compara as medições com os valores simulados de modo que quando esses
valores têm uma diferença estatisticamente alta é feita a detecção de um
vazamento.
3.3.2.11 ENV - Environmental System
Diversos sensores ambientais são instalados e interconectados (ponto a
ponto) ao rack de ENV, localizado na Sala de Controle Central, que é acessado
diretamente pela ECOS.
21 O protocolo de comunicação HART® é mundialmente reconhecido como um padrão da
indústria para comunicação de instrumentos de campo inteligentes 4-20mA, microprocessados. O uso
dessa tecnologia vem crescendo rapidamente e hoje virtualmente todos os maiores fabricantes de
instrumentação mundiais oferecem produtos dotados de comunicação HART®. O protocolo HART®
permite a sobreposição do sinal de comunicação digital aos sinais analógicos de 4-20mA, sem
interferência, na mesma fiação. [5]
47
Capítulo 4 – O Projeto CIS/ECOS
Neste capítulo será apresentada a empresa responsável pela implementação
do CIS e ECOS da PRA-1, e a maneira como o projeto foi organizado e conduzido.
Posteriormente será apresentada a arquitetura do CIS e ECOS, e suas interfaces
com outros sistemas.
4.1 A empresa
Fundada no Rio de Janeiro em 1989 por três engenheiros químicos formados
pelo IME (Instituto Militar de Engenharia), a Chemtech é uma empresa especializada
em serviços e em soluções de TI para indústrias de processo (petróleo e gás,
petroquímica e química, metais e mineração, papel e celulose, alimentos e bebidas).
Em março de 2001, a empresa passou a fazer parte do grupo Siemens e hoje está
inserida na divisão IP (Industrial Plants) do grupo I&S (Industrial Solutions and
Services). A partir deste acordo, a Chemtech começou a interagir com outras
divisões da Siemens, oferecendo aos clientes soluções ainda mais completas e
sofisticadas.
A Chemtech tem sede no Rio de Janeiro e escritórios em São Paulo, Belo
Horizonte, Salvador, Porto Alegre e Houston (EUA).
Entre os clientes estão a Petrobras, Ambev, Nestlé, Monsanto, ExxonMobil,
Saudi Aramco, Shell e ChevronTexaco. Trabalha ainda com as 10 maiores
empresas químicas e petroquímicas do Brasil, com as 5 maiores papeleiras, as 4
maiores mineradoras, 3 das 5 maiores siderúrgicas e 4 das 6 maiores indústrias de
produtos para consumidores, de acordo com ranking da revista Exame.
Em 2006, foi eleita a 3ª melhor empresa para se trabalhar no Brasil, uma das
30 melhores para as mulheres e uma das três melhores no quesito camaradagem
pelo Great Place to Work Institute e pela Revista Época. Classificou-se também,
pelo terceiro ano consecutivo, entre as 150 melhores pelo Guia Exame – Você S/A,
que ainda elegeu a Chemtech como a 3ª melhor empresa em tecnologia.
48
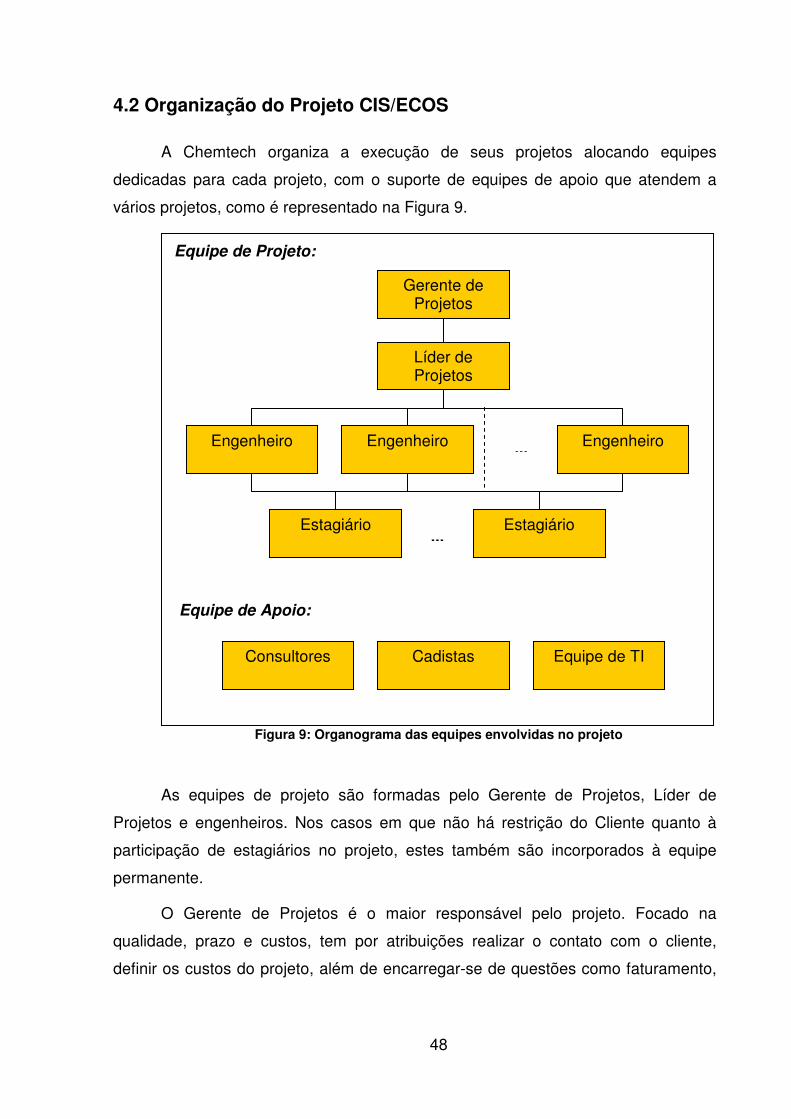
4.2 Organização do Projeto CIS/ECOS
A Chemtech organiza a execução de seus projetos alocando equipes
dedicadas para cada projeto, com o suporte de equipes de apoio que atendem a
vários projetos, como é representado na Figura 9.
Figura 9: Organograma das equipes envolvidas no projeto
As equipes de projeto são formadas pelo Gerente de Projetos, Líder de
Projetos e engenheiros. Nos casos em que não há restrição do Cliente quanto à
participação de estagiários no projeto, estes também são incorporados à equipe
permanente.
O Gerente de Projetos é o maior responsável pelo projeto. Focado na
qualidade, prazo e custos, tem por atribuições realizar o contato com o cliente,
definir os custos do projeto, além de encarregar-se de questões como faturamento,
Gerente de Projetos
Líder de Projetos
Engenheiro Engenheiro Engenheiro ...
Estagiário Estagiário
Consultores Cadistas Equipe de TI
...
Equipe de Projeto:
Equipe de Apoio:

49
renegociações em casos de adições contratuais ou mudanças de escopo, gestão de
pessoas, dentre outros.
O Líder de Projetos é o responsável técnico pelo projeto. É quem elabora e
acompanha o cronograma de tarefas executadas por toda a equipe. Por estar em
contato direto com as tarefas executadas por cada membro da equipe, é atento às
necessidades de recursos materiais e humanos.
O volume de atividades costuma variar durante a execução de um projeto, o
que faz com que o tamanho da equipe principal varie, com a incorporação de novos
membros em períodos de maior demanda, ou a realocação de membros em outros
projetos em períodos de menor demanda.
Os engenheiros são os responsáveis pela realização das atividades técnicas
do projeto. Participam ativamente das fases de análises de documentação, projeto
do software, implementação e testes.
Os estagiários são alunos de graduação em engenharia que, em fase de
conclusão de seus cursos, são orientados pelo líder e pelos engenheiros, de forma a
preparar-se para assumir futuramente responsabilidades de engenheiros.
Engenheiros e estagiários participam de treinamentos em ferramentas a
necessárias ao projeto, que no caso do projeto do CIS e ECOS foram os softwares
de programação do sistema supervisório e do sistema de controle.
A Equipe de Projeto conta com o suporte de Equipes de Apoio, formadas por
consultores, cadistas(22) e uma Equipe de TI (Tecnologia da Informação). As equipes
de apoio geralmente prestam assistência a vários projetos paralelamente, e por este
motivo não fazem parte das Equipes de Projeto. Os consultores são profissionais
com vasta experiência em determinada área de atuação, e fornecem o suporte a
questões técnicas mais críticas dos projetos. As atividades que requerem as
habilidades dos cadistas geralmente são sazonais, como foi no projeto do CIS e
ECOS o desenho das telas do sistema supervisório, que se concentraram na fase
de projeto e implementação do software, e demandaram posteriores atividades
22 Com origem na sigla CAD (Computer Aided Design, ou desenho auxiliado por computador),
cadistas elaboram desenhos de arquitetura e engenharia utilizando softwares específicos para
desenho técnico.
50
puntuais. Da mesma forma, todo o funcionamento das redes informatizadas,
servidores e todos os outros recursos computacionais é gerenciado pela equipe de
TI.
4.3 Descrição do CIS/ECOS
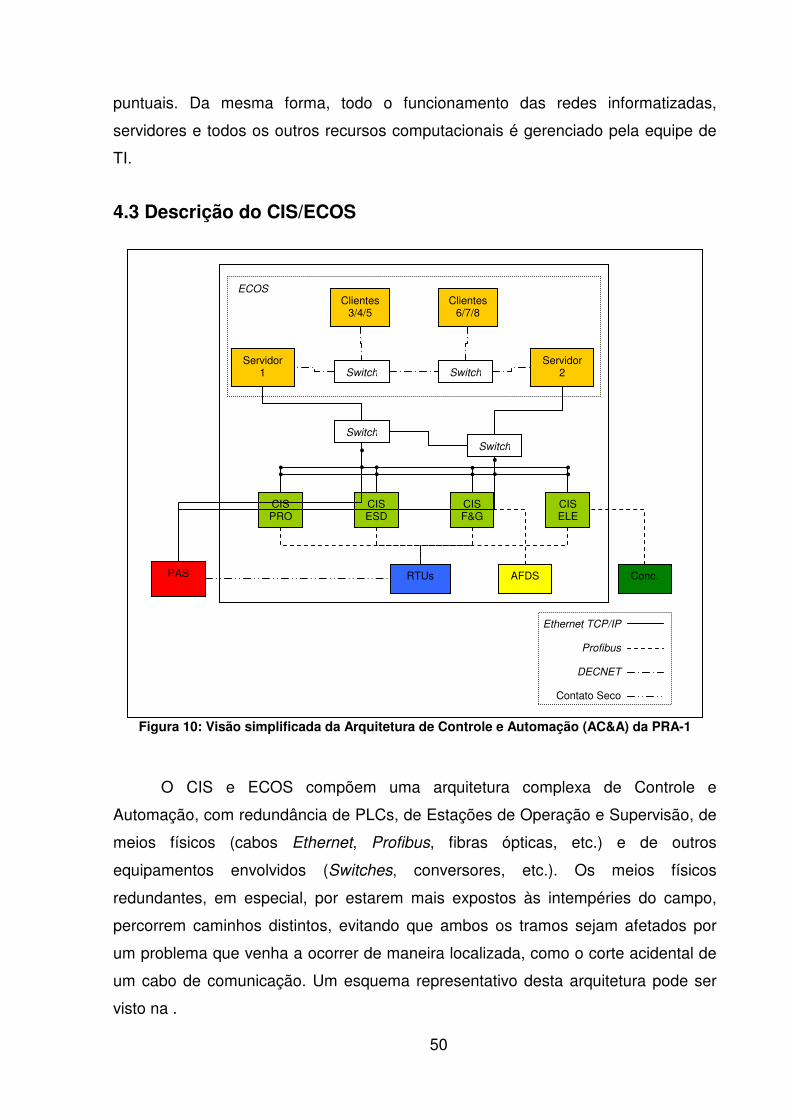
Figura 10: Visão simplificada da Arquitetura de Controle e Automação (AC&A) da PRA-1
O CIS e ECOS compõem uma arquitetura complexa de Controle e
Automação, com redundância de PLCs, de Estações de Operação e Supervisão, de
meios físicos (cabos Ethernet, Profibus, fibras ópticas, etc.) e de outros
equipamentos envolvidos (Switches, conversores, etc.). Os meios físicos
redundantes, em especial, por estarem mais expostos às intempéries do campo,
percorrem caminhos distintos, evitando que ambos os tramos sejam afetados por
um problema que venha a ocorrer de maneira localizada, como o corte acidental de
um cabo de comunicação. Um esquema representativo desta arquitetura pode ser
visto na .
ECOS
CIS PRO
CIS ESD
Switch Switch
Clientes 3/4/5
Clientes 6/7/8
Servidor 1
Servidor 2
Switch
Switch
CIS F&G
CIS ELE
• •
• •
• • •
• • •
RTUs PAS AFDS Conc.
Ethernet TCP/IP
Profibus
DECNET
Contato Seco
• •

51
A ECOS é composta por oito Estações de Operação e Supervisão (Figura
11), sendo duas servidoras – uma principal e uma secundária – e seis clientes. As
Estações comunicam-se entre si através do protocolo DECNET sobre uma rede
Ethernet redundante, contendo dois switches, sendo que em cada um está
conectada um Estação servidora e três clientes. Os switches são ainda ligados
diretamente entre si. Desta forma todas as estações clientes podem estabelecer
comunicação com ambas as servidoras, e em caso de falha de um dos switches,
metade da rede permanece operando normalmente. Em caso de uma falha como
esta, a operabilidade de toda a plataforma é mantida, uma vez que todas as
Estações, sejam elas clientes ou servidoras, possuem as mesmas funcionalidades
de operação e supervisão, o que permite o acesso a todo o sistema.
Figura 11: Gabinete de uma Estação de Operação e Supervisão. À direita, o detalhe das
duas placas de rede, para Ethernet-TCP/IP e DECNET.
O CIS é composto por quatro principais subsistemas, cada um composto por
um par redundante de PLCs (Figura 12):
• Subsistema de Processo – PRO
• Subsistema de Emergência e Shutdown – ESD
• Subsistema de Fogo & Gás / Ventiladores & Ar Condicionado – F&G
• Subsistema de Elétrica – ELE
Em cada subsistema, os PLCs mestre e escravo comunicam-se entre si
através de um protocolo proprietário via fibra óptica, realizando a sincronização dos
dados de memória.
Já os subsistemas comunicam-se entre si através do protocolo Profibus via
RS-485. A rede Profibus é redundante, e cada um dos 8 PLCs conecta-se a ambas.
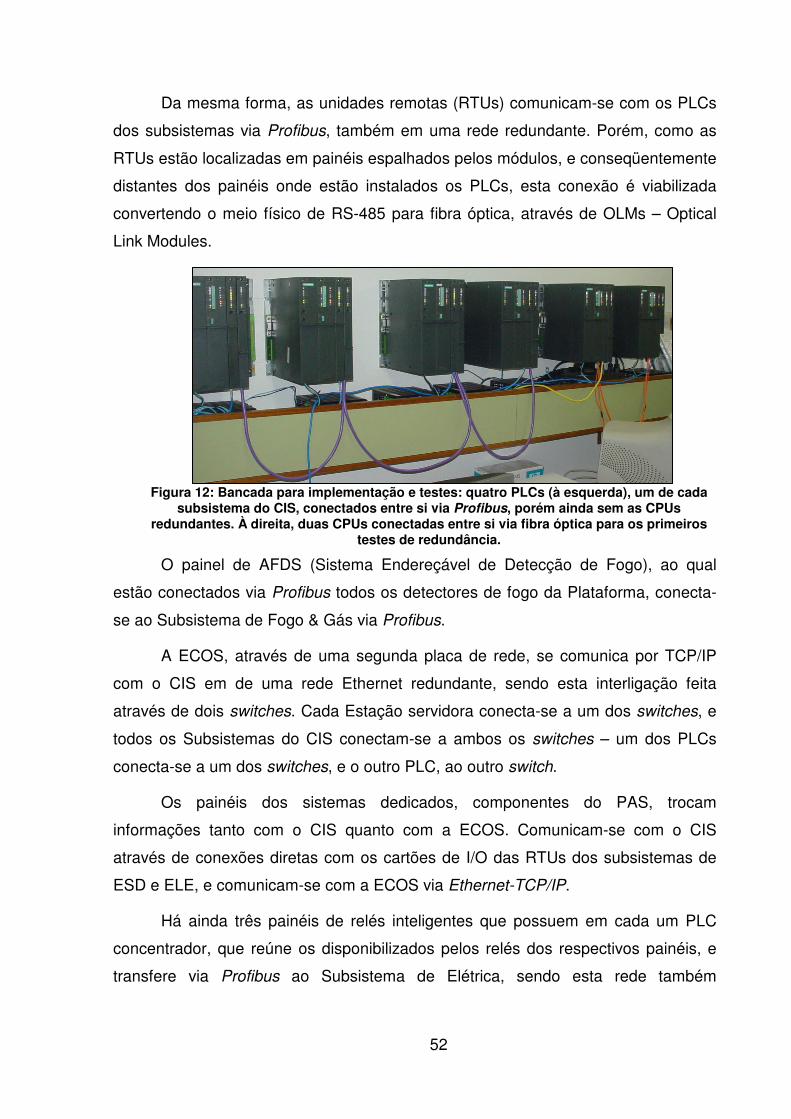
52
Da mesma forma, as unidades remotas (RTUs) comunicam-se com os PLCs
dos subsistemas via Profibus, também em uma rede redundante. Porém, como as
RTUs estão localizadas em painéis espalhados pelos módulos, e conseqüentemente
distantes dos painéis onde estão instalados os PLCs, esta conexão é viabilizada
convertendo o meio físico de RS-485 para fibra óptica, através de OLMs – Optical
Link Modules.
Figura 12: Bancada para implementação e testes: quatro PLCs (à esquerda), um de cada
subsistema do CIS, conectados entre si via Profibus, porém ainda sem as CPUs redundantes. À direita, duas CPUs conectadas entre si via fibra óptica para os primeiros
testes de redundância.
O painel de AFDS (Sistema Endereçável de Detecção de Fogo), ao qual
estão conectados via Profibus todos os detectores de fogo da Plataforma, conecta-
se ao Subsistema de Fogo & Gás via Profibus.
A ECOS, através de uma segunda placa de rede, se comunica por TCP/IP
com o CIS em de uma rede Ethernet redundante, sendo esta interligação feita
através de dois switches. Cada Estação servidora conecta-se a um dos switches, e
todos os Subsistemas do CIS conectam-se a ambos os switches – um dos PLCs
conecta-se a um dos switches, e o outro PLC, ao outro switch.
Os painéis dos sistemas dedicados, componentes do PAS, trocam
informações tanto com o CIS quanto com a ECOS. Comunicam-se com o CIS
através de conexões diretas com os cartões de I/O das RTUs dos subsistemas de
ESD e ELE, e comunicam-se com a ECOS via Ethernet-TCP/IP.
Há ainda três painéis de relés inteligentes que possuem em cada um PLC
concentrador, que reúne os disponibilizados pelos relés dos respectivos painéis, e
transfere via Profibus ao Subsistema de Elétrica, sendo esta rede também

53
redundante, e a conexão realizada convertendo o RS-485 para fibra óptica através
de OLMs.
Como citado na Descrição Geral da Plataforma, a Sala de Controle Central é
equipada com um Microcomputador de Manutenção, que troca informações de
diagnóstico e manutenção com os equipamentos compatíveis com a tecnologia
HART. Para os casos em que estes equipamentos estejam conectados aos cartões
de I/O dos RTUs do CIS da Plataforma, existem conversores HART/Modbus no
interior dos painéis, que possibilitam a transferência destas informações via fibra
óptica blindada até o Microcomputador de Manutenção.

54
Capítulo 5 – Resultados
Este capítulo tem como objetivo apresentar os resultados da aplicação da
metodologia apresentada no Capítulo 2 na implementação do software dos sistemas
apresentados no Capítulo 4.
As etapas iniciais de Verificação de Consistência de Documentação e de
Projeto do Software não serão abordadas nos resultados, pois nelas não houve
participação do autor, que foi integrado à equipe do Projeto CIS/ECOS já na sua
etapa de Implementação.
5.1 Implementação
Conforme apresentado no item 2.2.3, é nesta etapa que ocorre a tradução de
uma complexa documentação de engenharia – P&IDs, Diagramas Lógicos, Matrizes
de Causa e Efeito - em uma linguagem de fácil manutenção e operação – códigos
de PLCs e telas de estações supervisórias.
A seguir são apresentados exemplos de implementações realizadas no CIS e
na ECOS. Devido a restrições de sigilo industrial, estes exemplos não são expostos
com a intenção de detalhar a sua implementação, mas sim de passar uma idéia
geral sobre algumas atividades envolvidas nesta etapa, através de uma abordagem
superficial.
5.1.1 Tratamento de entradas
Para que um sinal de campo seja corretamente interpretado pelo CIS e
devidamente apresentado na ECOS, todos os sinais de entrada recebem um
tratamento.
Citando como exemplo uma entrada digital (vide Figura 13), inicialmente o
sinal necessita ser polarizado, ou seja, deve ser verificada a necessidade de inverter
o sinal digital vindo do campo.

55
Em seguida, deverá passar por um filtro de primeira ordem, ou mesmo um
temporizador, para evitar que possíveis interferências na comunicação que gerem
falsos pulsos ativem a lógica associada ao sinal.
Após estes passos, a Entrada Polarizada e Filtrada já estará apta a ser
enviada à ECOS.
Se o operador optar por ignorar o sinal vindo de campo, ele poderá ativar o
bypass da entrada, e esta Entrada Após Bypass prevalecerá sobre a Entrada
Polarizada e Filtrada.
Há ainda casos em que será necessário o reconhecimento, pelo operador, da
ocorrência de um pulso na entrada em questão. A Entrada Polarizada e Filtrada
poderá retornar à condição inicial, entretanto a Entrada Memorizada permanecerá
ativa enquanto não houver o reconhecimento na ECOS.
Figura 13: Esquema simplificado do tratamento de entradas digitais pelo CIS.
Polarização
Entrada Digital
(Campo)
Filtro
Lógica de Bypass Bypass (ECOS)
Lógica de Alarme Reconhecimento
(ECOS)
Entrada após Bypass
Entrada Polarizada e Filtrada
Entrada Memorizada
56
Da mesma forma, também as entradas analógicas e quaisquer outras, como
entradas de pulso, recebem um tratamento particular pelo CIS.
Como contribuição para esta atividade, foi realizado um estudo completo
sobre determinado cartão de entradas por pulso, onde se identificou suas
particularidades e se implementou a sua lógica de tratamento das entradas por
pulso, para a leitura de instrumentos de campo que, dotados de geradores de
pulsos, realizam medições contínuas de vazão.
5.1.2 Típicos
A idéia de típicos, ou blocos padrão, surge para eliminar a repetição
desnecessária de trechos de programa, a partir do momento em que se tem na
Plataforma vários equipamentos e sistemas com características semelhantes.
Por exemplo, há uma grande variedade de válvulas de bloqueio instaladas
por todo o campo. Entretanto, pode-se agrupá-las em três grandes grupos: válvulas
fail-open, fail-close e fail-let, que se diferenciam basicamente pela maneira como os
solenóides se comportam em caso de falha na válvula. As fail-open acionam o
solenóide para abrir a válvula, as fail-close para fechar, e as fail-let mantém-se no
estado em que se encontram, abertas ou fechadas. Exceto por esta diferença, todas
possuem chaves de fim de curso, entram em falha sob as mesmas condições,
podem ser comandadas tanto pelo operador quanto pelo resultado de uma lógica
interna ao CIS, etc.
Assim, o software STEP 7, utilizado para a programação dos PLCs Siemens,
possibilita que sejam aproveitadas as características semelhantes dos
equipamentos, e sejam criados blocos padrão, que se comportarão como caixas
pretas, as quais serão diferenciadas umas das outras pela configuração das
entradas e saídas particulares de cada equipamento.
Para se ter uma idéia, praticamente todas as lógicas de funcionamento dos
equipamentos são implementadas através de típicos, dentre válvulas de controle,
válvulas de bloqueio, detectores de gás, detectores de fogo, controladores, motores,
ventiladores, compressores, exaustores, entre outros, além de muitas outras
aplicações.

57
Para ilustrar o caso dos típicos, pode-se continuar o raciocínio apresentado
no item anterior, quando se falava do tratamento de entradas digitais. Não é
necessário que se programe toda a lógica para cada DI, uma vez que dispõe-se da
possibilidade de criar um bloco padrão para o tratamento de DIs. A Figura 14
exemplifica este caso.
Entradas CIS Saídas
Cam
po
EC
OS
Inte
rno
Bloco Típico
Inte
rno
EC
OS
Cam
po
Figura 14: Esquema simplificado do bloco padrão (típico) do tratamento de entradas
digitais pelo CIS.
Como contribuição para esta atividade, pode-se citar a realização de um
estudo completo sobre determinado detector de chama, partindo do contato inicial
com o fornecedor internacional, para esclarecimento de detalhes técnicos não
disponíveis nas folhas de dados. Foi desenvolvido um típico baseado em todas as
possibilidades de recebimento de sinais do detector, considerando tolerâncias de
medição, possíveis interferências, erros de calibração, valores fora de escala,
tratamento de falhas, entre outros.
Bloco
Típico de Entrada Digital
Entrada Digital
Comando de Bypass
Reconhecimento
Parâmetros de Filtro
Entrada após Bypass
Entrada Polarizada e Filtrada
Entrada Memorizada

58
5.1.3 Desenho e Configuração das Telas
Na Figura 15 pode-se observar um organograma simplificado das chamadas
de telas do Sistema de Operação e Supervisão. Partindo-se da Tela Inicial pode-se
chegar direta ou indiretamente a qualquer outra tela do sistema.
As principais telas que estão diretamente ligadas à Tela Inicial são as das
Vistas Gerais, de Telas de Processo, Telas de Utilidades e Telas de Elétrica.
Figura 15: Organograma simplificado das chamadas de telas do Sistema de Operação e Supervisão. As telas estão intencionalmente reduzidas, por questões de sigilo de projeto.
As principais telas de Vistas Gerais são:
...
Decks
Vistas Gerais
Zonas
Bombas
Controladores
Válvulas
Matriz C&E
Telas de Processo
Telas de Utilidades
Telas de Elétrica
Tela Inicial

59
• Estado Geral da Plataforma: indica o estado de os níveis de shutdown da
plataforma, e o estado de detectores, botoeiras de disparo e outras
possíveis causas de shutdown. É através desta tela que o sistema de
shutdown pode ser rearmado, após a normalização de uma ocorrência
que tenha disparado o shutdown.
• Vista Geral de Segurança: onde podem ser visualizados os estados
individuais de cada Deck. Caso um alarme seja acionado, o respectivo
Deck estará alarmado.
• Dados de Meio Ambiente: mostra os dados obtidos do Sistema de ENV.
• Vista Geral de Detectores de Fogo e Gás: apresenta o estado de todos os
detectores da Plataforma (se em falha, alarmado, em alarme reconhecido,
ou normalizado)
• Vista Geral de VAC: apresenta o estado de todos os ventiladores,
exaustores e condicionadores de ar.
• Telas de diagnóstico do CIS: apresenta o estado de cada equipamento do
CIS: PLCs, RTUs, cartões de comunicação, cartões de I/O, etc.
• Vista Geral de Processo: apresenta o estado das Bombas Booster e de
Exportação, e os principais equipamentos da Unidade de Injeção Química
de Gás, Distribuição de Gás Combustível, Sistema de Vent, Vaso de Slop
e Drenagem.
Nas Telas de Processos estão telas detalhadas de sistemas como a Unidade
de Injeção Química de Gás, Pré-aquecimento, Tratamento e Distribuição de Gás
Combustível, Sistema de Vent, Vaso de Slop, Drenagem, Lançadores e
Recebedores de Pig, Coleta de Óleo e Sistema de Medição de Petróleo Bruto.
Nas Telas de Utilidades estão telas detalhadas de sistemas como a Captação
de Água do Mar, Sistema de Água Doce e Água Potável, Água de Refrigeração e
Recebimento e Estocagem e Distribuição de Diesel.
Nas telas de Elétrica estão informações dos Geradores, e dos Painéis de
Distribuição de Energia, com informações das respectivas cargas e estado dos
barramentos de energia e transformadores.

60
Através da Vista Geral de Segurança é possível acessar as telas individuais
dos Decks, onde se pode visualizar o estado geral de cada zona situada no deck
selecionado.
Selecionando uma das zonas será aberta uma nova tela, onde estarão
representados todos os instrumentos e equipamentos nela instalados, como
válvulas, detectores de fogo, detectores de gás, ventiladores, exaustores,
condicionadores de ar, entre outros.
Através da tela da zona é possível acessar a Matriz de Causa e Efeito
respectiva, onde, além de estarem representadas as lógicas de controle e
intertravamento da zona, estão os comandos de bypass de instrumentos e
equipamentos, e também os comandos de override(23) das lógicas.
Diversas outras telas auxiliares são abertas ao se selecionar determinados
objetos como a Tela de Válvula, com comandos de abrir a válvula selecionada,
fechar, alternar entre modo manual/automático, e a Tela de Controlador, onde é
possível alterar parâmetros do controlador selecionado, visualizar gráficos da ação
de controle e variável controlada.
Tal qual na implementação do software do CIS tem-se os típicos, na
implementação do software da ECOS também existe um reaproveitamento de
objetos, e mesmo de telas (como é o caso da estrutura das telas de Matrizes de
Causa e Efeito), o que facilita modificações de parâmetros em massa.
É importante citar ainda a Tela de Alarmes, onde pode-se visualizar todos os
tags em condições anormais, com respectivas descrições. É através desta tela que
e o operador pode enviar o reconhecimento de determinado evento de alarme.
Além da Tela de Alarmes, em todas as telas é possível visualizar e
reconhecer os dois alarmes de maior prioridade do momento.
Como exemplos de atividades desenvolvidas estão o desenho de telas em si,
a configuração das ações dos objetos das telas (comandos de operação), a
configuração das dinâmicas dos objetos (animações dos objetos conforme
23 Sobrescrita

61
determinados dados de entrada), a definição das bases de dados e a configuração
de alarmes.
5.1.4 Calculation
Diferentemente das outras lógicas, o processamento das animações de telas
de supervisório se dá nas Estações de Supervisão e Operação, e não nos PLCs.
Utilizando como exemplo a hierarquia de telas apresentadas no tópico
anterior, tem-se uma “Zona A” da Plataforma, na qual estão instalados 3 detectores
de fogo e 2 detectores de gás.
Caso qualquer um destes detectores seja ativado, um alarme deverá ser
acionado, e a “Zona A”, na tela do “Deck A”, deverá passar para o estado de alarme,
por exemplo, passará a piscar em vermelho.
Desta forma, no caso de qualquer zona do “Deck A” estar alarmada, o “Deck
A”, na tela da Vista Geral de Segurança da Plataforma, deverá piscar, bem como o
botão correspondente ao “Deck A” na Tela Inicial.
Todas essas lógicas condicionais envolvidas são implementadas em um
subsistema do VXL denominado Calculation, que, dotado de bases de dados
externas (formadas pelos pontos provenientes de varredura cíclica da memória dos
PLCs ou dos Pacotes) e internas (formadas por pontos auxiliares, criados
exclusivamente para utilização pela ECOS e inexistentes nos PLCs), permite que
seja efetuados localmente o processamento dessas lógicas.
Este mecanismo possui como vantagem evitar um tráfego extra de
informações entre o CIS e ECOS, já que o resultado destas lógicas não interfere nas
funções de controle e intertravamento da Plataforma, sendo desnecessário o
processamento pelo CIS, podendo ser realizado internamente nas Estações da
ECOS. Entretanto, como desvantagem, gera a descentralização e despadronização
da lógica, adicionando obstáculos à implementação e às operações de manutenção.
Esta atividade é caracterizada por ser extremamente trabalhosa e repetitiva, e
desprovida de interfaces com outros sistemas, não existindo uma maneira de, por
exemplo, importar dados de arquivos de texto, ou planilhas eletrônicas. O único

62
método disponível de entrada de dados é através do teclado e mouse, inexistindo
até mesmo a já tradicional funcionalidade de “copiar-colar”.
Como contribuição para esta atividade foi desenvolvido um sistema
automático para o preenchimento das Folhas de Calculation. Através da criação de
um script de manipulação de eventos de teclado e mouse, tornou-se possível que,
através de uma preparação prévia dos dados disponíveis em planilhas eletrônicas,
fosse reproduzida automaticamente a operação de entrada de dados no sistema.
Assim, literalmente o script opera simulando todos os movimentos e
digitações do desenvolvedor. Desta forma, foi possível que uma Folha de
Calculation, que em média leva 3 minutos para ser preenchida por um
desenvolvedor treinado, fosse completada em cerca de 10 segundos, sem
interferência humana, e eliminando possíveis falhas humanas.
O método foi posteriormente aprimorado, de forma que várias Folhas
pudessem ser incluídas seqüencialmente, e inclusive Folhas existentes pudessem
ser editadas. Desta forma, tornou-se é possível que um trabalho que levaria
semanas fosse executado em poucas horas, bastando a preparação inicial dos
dados em planilhas eletrônicas.
5.2 Testes Integrados
Como apresentado no item 2.2.4, a etapa de Testes Integrados tem por
finalidade a validação da implementação realizada, para posterior apresentação do
sistema ao cliente. O sistema é testado em sua totalidade, com o propósito de
eliminar todos os possíveis erros.
Os Testes Integrados iniciaram-se por testes de comunicação, de modo a
verificar que a interconexão entre todos os componentes do sistema estava
operando corretamente. O propósito destes testes era assegurar que as
informações necessárias estavam sendo trocadas entre os PLCs e a ECOS,
verificando se cada PLC estava enviando dados para a ECOS e recebendo dados
dela, checando a redundância, performance, etc.

63
Após aprovados os testes de comunicação, iniciaram-se os testes de
software, onde a configuração e funcionalidades implementadas foram confrontadas
com as especificações de projeto.
Os testes de software foram inicialmente divididos em testes de loops simples
e testes de loops complexos.
Os testes de loops simples, também chamados de Testes Ponto-a-Ponto,
foram realizados ativando-se os sinais de entrada na memória do PLC através da
ECOS, e no caso de sinais provenientes do campo, forçando-se os pontos na
memória do PLC através de um PC conectado a ele executando o software Siemens
STEP 7. Durante a simulação dos sinais, eram confrontados os status do ponto
correspondente nas telas da ECOS e no STEP 7. Estes testes foram executados
para todas as AIs, AOs, DIs e DOs.
Os testes de loops complexos dividiram-se em Testes de Lógica e Testes de
Matrizes. Foram testadas a execução das lógicas associadas às Matrizes de Causa
e Efeito, Diagramas Lógicos e todos os outros documentos relacionados.
Além de terem sido divididos por tipos, todos os testes foram ainda
separados por áreas da Plataforma, de maneira a facilitar a organização e progresso
das atividades.
De acordo com as peculiaridades de cada sistema, equipamento ou
instrumento, procedimentos específicos de testes de loops complexos foram
elaborados. Assim, foram definidos procedimentos gerais de Testes de Lógica, e
também específicos para válvulas, controladores PID, motores, dampers, detectores
de gás, detectores de fumaça, detectores de chama, botoeiras de incêndio, sistema
de disparo de CO2, entre outros.
Além dos testes citados, foram realizados ainda Testes de Navegação para
verificar se os objetos das telas configurados para funções de mudança de tela
executam sua função esperada.
Por fim, foram também realizados Testes de Integração com Sistemas
Terceirizados, que são todos os sistemas que se comunicam com quaisquer dos
Subsistemas do CIS. Da mesma forma que os Testes Ponto-a-Ponto, foram
realizados forçando-se sinais de entrada na memória do PLC, através da ECOS, e

64
de saída, através de um PC executando o software Siemens STEP 7 e conectado
ao PLC.
5.3 FAT – Factory Acceptance Test
O FAT segue os mesmos procedimentos dos Testes Integrados,
compreendendo as mesmas atividades já expostas na seção anterior. Além do
cliente, também faz parte do FAT a empresa certificadora da Plataforma.
O FAT foi executado após o término dos Testes Integrados, e os pontos,
lógicas e telas a testadas em cada área foram de livre escolha do cliente.
Para a aprovação de cada área a ser testada, foram adotados rígidos critérios
de avaliação. Partindo-se do princípio que todos os pontos já foram previamente
testados, foram adotados os seguintes critérios:
• Nenhum erro encontrado => 10% dos pontos seriam testados
• 1 erro encontrado => 30% dos pontos seriam testados
• 2 erros encontrados => 100% dos pontos seriam testados
Uma cautelosa organização se fez necessária, uma vez que em um
cronograma de duas semanas precisava-se aprovar um sistema que levou meses
para ser testado por completo.
Todas as falhas detectadas foram registradas em Folhas de Registro do FAT.
Para os casos de falhas detectadas durante o FAT, poderiam ser adotados
dois encaminhamentos. Para as falhas prontamente corrigidas, uma descrição da
falha era inserida nas Folhas de Registro do FAT, juntamente com a sua causa e a
solução adotada. Para os casos em que a ação corretiva requeria um tempo maior
para ser implementada, a falha seria solucionada nas semanas subseqüentes ao
FAT, previamente reservadas para tal finalidade. Todas as falhas destes casos
integravam, além das Folhas de Registro do FAT, uma chamada Punch List, que
continha todas as pendências identificadas no FAT, e que não haviam sido
solucionadas em tempo hábil para serem retestadas ainda durante o FAT.
Além disso, outras modificações foram ser requisitadas pelo cliente, e
também seguiram as mesmas condições citadas anteriormente.

65
Depois de implementadas as soluções para os itens da Punch List, o sistema
estava pronto para o SAT (Site Acceptance Test), também chamado de
Comissionamento.
Na Figura 16, fotos da bancada sendo desmontada no escritório da
Chemtech no Rio de Janeiro, para ser levada ao canteiro de São Roque do
Paraguaçu, para a etapa de Comissionamento:
Figura 16: Bancada sendo desmontada no escritório da Chemtech no Rio de Janeiro, após
o término do FAT.
5.4 Comissionamento
Conforme citado no item 2.2.6, o Comissionamento é realizado em campo, e
os pontos que anteriormente eram simulados (forçados) na memória do PLC, agora
são efetivamente ligados aos sinais de campo reais. O Comissionamento é a etapa
final antes da partida do conjunto.
A primeira e importante diferença entre o Comissionamento e as fases
anteriores é que, uma vez em campo, uma falha no sistema pode acarretar sérias
conseqüências, pois os testes apresentam riscos maiores, e vidas estão envolvidas.
Além disso, as atividades passam a ser planejadas considerando a
interferência de outros serviços que estão sendo executados no canteiro, o que faz
necessário um planejamento ainda mais acurado das atividades e tomadas de
decisões ágeis.
Esta etapa encontra-se em andamento, ainda em fase inicial.
Durante o Comissionamento, o Sistema de Controle, Intertravamento,
Operação e Supervisão será testado em sua totalidade. As atividades de

66
comissionamento iniciam-se on-shore, e vão se encerrar off-shore, após a
instalação do Módulo de Geração, já na Bacia de Campos, que permitirá os testes
de equipamentos como as Bombas Booster e de Exportação, além de quaisquer
outros sistemas que dependam das instalações definitivas da PRA-1.
Após o comissionamento de todas as áreas, o CIS e ECOS estarão enfim
prontos para entrar em operação.

67
Capítulo 6 – Análise dos Resultados e Conclusões
A metodologia apresentada para o desenvolvimento das atividades de
implementação do Projeto em questão, quando aplicada à prática, mostra que
muitas outras questões necessitam ser consideradas.
Apesar de a etapa de verificação de consistência de documentação ocorrer
logo no início do projeto, ela acaba se estendendo pelas fases posteriores.
Isto ocorre por diversos motivos, sendo os principais: muitos documentos de
engenharia nascem em momentos diferentes, são feitos por empresas diferentes, e
costumam sofrer diversas revisões.
É comum durante o decorrer do Projeto, especialmente na fase de
implementação do software, surgirem problemas que não haviam sido considerados
pelas equipes que elaboraram o projeto e a documentação de engenharia. Nesses
casos, surgem pendências externas ao escopo da equipe de implementação. Cabe
a ela relatar as inconsistências às empresas responsáveis pela elaboração dos
documentos, e, caso de confirmada a inconsistência, aguardar uma nova revisão da
documentação.
A cada nova revisão de documentos recebida, é gerada uma considerável
quantidade de retrabalho. Freqüentemente, lógicas e pontos são eliminados,
substituídos ou adicionados. E é muito importante que a maneira como o software
foi projetado seja flexível o suficiente para permitir a sua expansão.
Na etapa de Testes Integrados, muitas atividades ocorrem em paralelo,
necessitando de um bom planejamento para a divisão de tarefas, onde são
consideradas não somente a divisão dos testes por áreas da Plataforma e tipos de
subsistemas a serem testados, mas também a superposição ou não dos
procedimentos de testes elaborados, de forma que testes executados paralelamente
não tenham seus resultados comprometidos.
A criação de uma Equipe de Projeto mostra-se uma solução bastante
eficiente para o desenvolvimento das atividades, permitindo que os integrantes
tenham uma visão global do projeto, participando da sua evolução – o que não

68
ocorreria de forma tão natural caso o projeto fosse assumido por diferentes
departamentos de uma empresa. Uma equipe que acompanhe o projeto em todo o
seu ciclo de vida tem reforçado o comprometimento dos integrantes com o
resultado.
O ambiente multidisciplinar característico do trabalho em equipe possibilita
uma benéfica troca de conhecimentos e experiências e favorece o crescimento
individual e coletivo.
As responsabilidades assumidas pelos diferentes níveis hierárquicos da
equipe se unem em torno de um objetivo: um produto final de qualidade, entregue
no prazo e dentro dos custos previstos.
Sendo este o primeiro projeto da Chemtech como “empresa integradora”(24)
de um projeto offshore completo, os resultados alcançados até agora foram
extremamente positivos, com a aquisição de um importante know-how, e a
confirmação da sua competência técnica perante seus clientes.
Pessoalmente, as atividades desempenhadas neste Projeto de Fim de Curso
possibilitaram um importante desenvolvimento profissional, através da introdução ao
mercado de trabalho, com aplicação, ampliação e aquisição de conhecimentos
técnicos; aquisição de experiência em novas áreas de atuação, novos métodos de
trabalho e de organização; ampliação da rede de contatos profissionais e pessoais;
vivência de mercado e do mundo corporativo.
O desafio inicial de ser incorporado a um projeto de tamanha complexidade,
que já completava um ano (enquanto boa parte dos projetos possuem um ciclo de
vida de 3 a 6 meses) e se encontrava em fase de implementação de intermediária
para final, foi superado graças à excelente infra-estrutura proporcionada pela
empresa, à dedicação e atenção dos companheiros de trabalho, e à liberdade
concedida para contribuições com novas idéias, em uma rica troca de
conhecimentos e experiências.
24 Denominação popular na indústria offshore para a empresa que implementa o CIS e ECOS
da plataforma

69
Bibliografia:
[1] “Plano Diretor de Escoamento e Tratamento de Óleo da Bacia de Campos
(PDET)”, Rio de Janeiro, 2005, Palestra, Petrobras.
[2] “Completely Integrated Solutions for the Oil and Gas Industry”, 2004,
SIEMENS AG.
[3] “SISOG ICOS Integrated Control and Safety System - Technical description”,
2004, SIEMENS AG.
[4] “A preparação de uma obra inédita”, 2005, Odebrecht Online.
[5] HELSON, R. “Os Benefícios do Protocolo de Comunicação HART® em
Sistemas de Instrumentação Inteligentes”, EUA, 2006.
[6] DAMÉ, L.; Jungblut C. e VALDEREZ C. “Rosinha Estraga a Festa”, 2004,
Notícia Jornal O Globo, Clipping Ministério do Planejamento.
[7] “Plataforma possibilitará auto-suficiência ao país”, 2004, Revista Bahia
Invest.
[8] VIAN, A. “As novas modalidades de contratações na execução de
empreendimentos – EPC/Turn-key”, 2006, ABCE Consultoria.
[9] Website www.siemens.com/oil-gas, 2006, SIEMENS AG.
[10] “Glossário”, 2003, Website Petrobras – Relações com o Investidor
[11] “Glossário”, 2006, Website Transpetro