INFLUENCIA DEL ÁNGULO DE ATAQUE EN LA...
41
INFLUENCIA DEL ÁNGULO DE ATAQUE EN LA RESISTENCIA AL DESGASTE EROSIVO SEGÚN LA NORMA ASTM – G76 DE UN ACERO AISI SAE 1045 TEMPLADO DESDE TEMPERATURAS INTERCRITICAS RENE CAMILO BOLAÑOS MAHECHA JULIAN TORRES ALARCON UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS TECNOLOGIA MECANICA AREA DE MATERIALES BOGOTA 2016
Transcript of INFLUENCIA DEL ÁNGULO DE ATAQUE EN LA...

INFLUENCIA DEL ÁNGULO DE ATAQUE EN LA RESISTENCIA AL DESGASTE EROSIVO SEGÚN LA NORMA
ASTM – G76 DE UN ACERO AISI SAE 1045 TEMPLADO DESDE TEMPERATURAS INTERCRITICAS
RENE CAMILO BOLAÑOS MAHECHA JULIAN TORRES ALARCON
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS TECNOLOGIA MECANICA AREA DE MATERIALES
BOGOTA 2016

INFLUENCIA DEL ÁNGULO DE ATAQUE EN LA RESISTENCIA AL DESGASTE EROSIVO SEGÚN LA NORMA
ASTM – G76 DE UN ACERO AISI SAE 1045 TEMPLADO DESDE TEMPERATURAS INTERCRITICAS
RENE CAMILO BOLAÑOS MAHECHA JULIAN TORRES ALARCON
MONOGRAFIA
INGENIERO CARLOS BOHORQUEZ
MAGISTER EN INGENIERIA
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS TECNOLOGIA MECANICA AREA DE MATERIALES
BOGOTA 2016

Nota de aceptación
__________________________________________ __________________________________________ __________________________________________ __________________________________________ __________________________________________
______________________________ Presidente del jurado
_____________________________ Firma del jurado
_____________________________ Firma del jurado
Bogotá 2016
RESUMEN
La finalidad de la investigación que se llevó a cabo, es el análisis de la resistencia al desgaste erosivo de un acero AISI SAE 1045; se realizó teniendo el material en estado de entrega. Aplicando temples desde temperaturas intercriticas de 720, 740, 760 y 780°C durante un intervalo de tiempo de 30 minutos a cada una de las diferentes temperaturas. La idea central es determinar el comportamiento de un acero AISI SAE 1045 frente al desgaste erosivo, teniendo como referencia los distintos valores de dureza que se evidencian durante ensayos en el durómetro buscando las muestras que tengan mayores valores además se llevaron a cabo pruebas de pérdida de masa, observación por medio de microscopia óptica, se caracterizó el material utilizado para el desgaste erosivo el cual fue alúmina. Realizadas estas pruebas se procedió a aplicar la norma ASTM- G76 con unas ligeras variaciones ya que no se puede seguir la norma en su totalidad, y se analizaron los datos obtenidos con los distintos ángulos de ataque bajo el tiempo estipulado en la norma. Palabras clave: Desgaste erosivo, Pérdida de masa, Microestructura, ángulo de ataque. Abstract: The purpose of the research carried out, is the analysis of erosive wear resistance of a steel AISI SAE 1045; it was made taking the material delivery status. Applying tempera from intercritical temperatures 720, 740, 760 and 780 ° C for a time interval of 30 minutes at each of the different temperatures. The central idea is to determine the behavior of an AISI SAE 1045 steel against erosive wear, with reference to the different hardness values that are evident during tests in the durometer looking for samples having higher values also were carried out tests of loss mass observation by optical microscopy, the material used for erosive wear which was characterized alumina. Once these tests proceeded to apply the ASTM G76 standard with slight variations since you can not follow the standard completely, and the data obtained with different angles of attack under the time stipulated in the standard were analyzed. Key words: Erosive wear, mass loss, Microstructure, angle of attack.
CONTENIDO
Pág.
INTRODUCCION………………………………………………………………………..10
1. OBJETIVOS GENERALES………………………………………………………….10
1.1. OBJETIVOS ESPECIFICOS……………………………………………………10
2. MATERIAL………………………………………………………,……………..……11
3. DISEÑO EXPERIMENTAL…………………………………………………………13
3.1. Distribución aleatoria…………………………………………………………...13
3.2. Análisis de varianza…………………………………………………………….13
3.3. Transformación estructural……………………………………………………..14
4. DESARROLLO DEL PROYECTO………………………………………………….15
4.1. Tratamiento térmico……………………………………………………………..15
4.2. Dureza……………………………………………………………………………16
4.3. Preparación metalográfica……………………………………………….........19
4.4. Microscopia óptica………………………………………………………………19
4.5. Desgaste erosivo………………………………………………………………..20
5. DISCUCION Y RESULTADOS …………………………………………………….22
5.1. Desgaste erosivo………………………………………………………………..22
5.1.1. Resultados ensayo desgaste erosivo………………………………….23
5.1.2. Análisis de las superficies desgastadas…………………………………...29
5.2. Micrografías……………………………………………………………………..33

5.3. Dureza…………………………………………………………………………...38
6. CONCLUCIONES……………………………………………………………….....40
7. BIBLIOGRAFIA……………………………………………………………...………41
7
Lista de imágenes Imagen 1: Pulidora metalográfica METKOM MODELO FORCIPOL 2V……………19 Imagen 2: Sentido de laminado del material tomado por una de las caras………..20 Imagen 3: Tribómetro de desgaste erosivo vista completa………………………….21 Imagen 4: Boquilla de la maquina………………………………………………………21 Imagen 5: Alúmina al 80X……………………………………………………………….22 Imagen 6: Alúmina al 80X con cristal alargado……………………………………….22 Imagen 7: Cristales de Alúmina unidos………………………………………………..22 Imagen 8: Huella de alúmina en el estereoscopio. Muestra sin tratamiento a 10X30 Imagen 9: Huella de alúmina en el estereoscopio. Muestra sin tratamiento a 80X30 Imagen 10: Huella de desgaste de un acero AISI-SAE 1045 con temple de 720°C, a un ángulo de 45° Estereoscopia 10X………………………….…………………....30 Imagen 11. Huella de desgaste de un acero AISI-SAE 1045 con temple de 720°C, a un ángulo de 45° Estereoscopia 80X……………………………….……………....30 Imagen 12. Huella de desgaste de un acero AISI-SAE 1045 con temple de 740°C, a un ángulo de 30° Estereoscopia 10X…………………………………………...…..31 Imagen 13. Huella de desgaste de un acero AISI-SAE 1045 con temple de 740°C, a un ángulo de 30° Estereoscopia 80X………………………………………...……..31 Imagen 14. Huella de desgaste de un acero AISI-SAE 1045 con temple de 760°C, a un ángulo de 90°Estereoscopia 10X……………………………………………..…..31 Imagen 15. Huella de desgaste de un acero AISI-SAE 1045 con temple de 760°C, a un ángulo de 90° Estereoscopia 80X…………………………………..………..…..31 Imagen 16. Huella de desgaste de un acero AISI-SAE 1045 en estado de entrega, a un ángulo de 90° Micrografía 200X………………………………………………..…32 Imagen 17. Huella de desgaste de un acero AISI-SAE 1045 con temple a 720°C, a un ángulo de 15° Micrografía 500X………………………………………………..….32 Imagen 18. Huella de desgaste de un acero AISI-SAE 1045 con temple a 740°C, a un ángulo de 30° Micrografía 500X….………………………………………………...33 Imagen 19. Huella de desgaste de un acero AISI-SAE 1045 con temple a 780°C, a un ángulo de 15° Micrografía 500X……………………………………….…………..33 Imagen 20. Microestructura de un acero AISI SAE 1045 en estado de entrega sin desgaste alguno………………………………………………………………………....34 Imagen 21. Microestructura del acero AISI SAE 1045 templado en agua desde 760°C. Micrografía a 500X…………………………………………….……….…….....34 Imagen 22. a) Acero AISI SAE 1045 temple desde 720°C. Micrografía 500X, b) Acero AISI SAE 1045 temple desde 720°C. Micrografía 1000X….………………………………………………….…………………………..…..35 Imagen 23 a) Templado de acero AISI-SAE 1045 con temple desde 760°C 500X,b) templado acero AISI-SAE 1045 con temple desde 760°C. Micrografía 1000X……………………………………………………….………………………….…35 Imagen 24. Acero AISI-SAE 1045 sin tratamiento térmico 1600X………………….35 Imagen 25. Acero AISI-SAE 1045 con temple de 740°C micrografía a 1600X……36

8
Imagen 26. Acero AISI-SAE 1045 con temple de 760°C, micrografía a 1600X……36 Imagen 27. Acero AISI-SAE 1045 con temple de 780°C, micrografía a 1600X…...37 Lista de tablas Tabla 1: Tabla 1. Dimensiones de probetas norma ASTM G76……………………...11 Tabla 2. Composición química del acero AISI/SAE 1045 (Espectrometría de emisión Universidad Nacional 11 de Marzo de 2016)………………………………………….12 Tabla 3. Unidades experimentales……………………………………………………..13 Tabla4. Variables de ingreso y salida………………………………………………….13 Tabla 5.Unidades experimentales en conjunto para el estudio……………………..14 Tabla 6. Tratamiento térmico de las probetas…………………………………….......15 Tabla 7. Datos de dureza a material con temple a 720°C………………………......16 Tabla 8. Datos de dureza a material con temple a 740°C………………………......16 Tabla 9. Datos de dureza a material con temple a 760°C………………………......17 Tabla10. Datos de dureza a material con temple a 780°C………………………….18 Tabla 11. Pérdida de masa por desgaste erosivo para temples de 720°C, 740°C y 760°C………………………………………………………………………………...……18 Tabla 12. Pérdida de masa por desgaste erosivo para temples de 780°C y en estado de entrega…………………………………………………………………………………23 Tabla 13.Perdidas de masa por probeta y temperatura de temple…………………23 Tabla 14. Pedidas de masa por porcentajes a cada una de los diferentes temperaturas de temple………………………………………………………………….24 Tabla 15. Pérdida de masa para desgaste erosivo en muestras con un ángulo de 90° y 15°…………………………………………………………………………………..24 Tabla 16. Pérdida de masa para desgaste erosivo en muestras con un ángulo de 30° y 45°…………………………………………………………………………………..25 Tabla 17.Promedio de dureza en HRC y HRB……………………………………......26 Tabla 18. Datos del ángulo de ataque vs pérdida de masa a las distintas temperaturas…………………………………………………………………..…………29 Tabla 19. Promedio de dureza en Vickers – HV………………………………….......39 Lista de gráficos Grafica 1. Transformación estructural durante la austenización del acero, 0.45% C. A, austenita; C, cementita; F, ferrita; P, perlita (Del K.E. Thelning, Steel and Its Heat Treatment, 2nd ed., Butterworths, London, 1984.)…………………………......14 Grafica 2. Pérdida de masa comparada a las diferentes temperaturas de temple y el material en estado de entrega para un ángulo perpendicular…………………….26 Grafica 3. Pérdida de masa comparada a las diferentes temperaturas de temple y el material en estado de entrega para un ángulo de 15°…………………………….27 Grafica 4. Pérdida de masa comparada a las diferentes temperaturas de temple y el material en estado de entrega para un ángulo de 30°………………………….…27

9
Grafica 5. Pérdida de masa comparada a las diferentes temperaturas de temple y el material en estado de entrega para un ángulo de 45°……………………………...28 Grafica 6. Temperatura Vs desgaste………………………………………………….28 Grafico 7. Comparación de dureza acero AISI-SAE 1045 sometido a diferentes temperaturas de temple. Valores de dureza en Vickers – HV……………………….38 Grafico 8. Aumento porcentual de la dureza de las muestras tratadas térmicamente respecto a la muestra en estado de entrega………………………………………….39 Lista de figuras Figura 1. Temperaturas intercriticas……………………………………………………12

10
INTRODUCCION
En la industria constantemente se habla de las fallas asociadas a los materiales y como estas afectan el funcionamiento correcto de las maquinas, haciendo perder la mayoría de las veces tiempo y dinero a las empresas. La tribología enfoca los estudios en evitar que las piezas mecánicas se dañen por efectos de rozamiento, fricción y desgaste por el continuo contacto entre piezas, algunos de los daños estudiados por la tribología son el desgaste abrasivo, el desgaste adhesivo, desgaste por cavitación y en nuestro caso particular el desgaste erosivo. El desgaste erosivo es el resultado del choque de partículas sobre piezas mecánicas dando así como resultado la falla de la maquina o el elemento que esté sometido al trabajo, investigaciones que se han realizado en diferentes universidades, muestran que dependiendo del ángulo en que las partículas impacten el material el daño que surge es mayor o menor, así el instituto tecnológico de la india realizo un trabajo de desgaste en un banco que arroja un chorro de aire con partículas sólidas, en este caso particular se utilizó arena de sílice con un tamaño de 200 micras y con unos ángulos específicos de 30, 60, 90 grados; ya que se pensaba que durante el impacto normal de las partículas no se provocaba ningún desgaste. Después de ver todos estos factores y al ver que en una industria como la automotriz en la que se emplea bastante el acero AISI SAE 1045 debido a sus características mecánicas para el uso en tornillos, semi-ejes y demás piezas, donde están sometidos a diferentes esfuerzos. Por medio del temple después de someter el material a las temperaturas intercriticas se logra aumentar su dureza; de este modo realizar la prueba con el tribómetro para desgaste erosivo por partículas sólidas, el material se coloca en la mufla eléctrica a unas temperaturas de 720, 740, 760 y 780°C que es la zona intercritica del material.
1. OBJETIVOS GENERALES • Establecer la Influencia el ángulo de ataque en la resistencia al desgaste
erosivo según la norma ASTM – G76 de un acero AISI SAE 1045 templado desde temperaturas intercriticas.
1.1. OBJETIVOS ESPECIFICOS • Realizar un diseño experimental para establecer el número de probetas necesarias para obtener un resultado óptimo. • Calcular A1 y A3 para establecer las temperaturas críticas a las cuales se le realizará tratamiento térmico a este acero y temperaturas de temple.

11
• Obtener probetas a partir de las temperaturas intercriticas del orden de 720°C, 740°C, 760°C y 780°C para ver la influencia de la martensita y su afectación de las propiedades. • Realizar un tratamiento térmico de temple desde temperaturas intercriticas. • Establecer la influencia de los ángulos de posicionamiento de ataque por desgaste.
2. MATERIAL
El acero AISI-SAE 1045 es un acero de aplicación universal que proporciona un nivel medio de resistencia mecánica y tenacidad a un bajo costo, es un acero bastante utilizado para elementos endurecidos a la llama o por inducción. Este acero de medio carbono se usa cuando la resistencia y la dureza obtenidas por el tratamiento térmico o por deformación en frio, son suficientes para satisfacer las condiciones que se necesitan. Es ampliamente usado en la industria automotriz, (productos forjados y estampados). Se usa en partes de máquinas que requieren de dureza y tenacidad como: manivelas, chavetas, pernos, bulones, engranajes de baja velocidad, acoplamientos, arboles, bielas, cigüeñales, ejes de maquinaria de resistencia media, piezas de armas, cañones de fusiles, espárragos, barras de conexión, tornillería grado 5, pernos de anclaje, fabricación de herramientas agrícolas, mecánicas, y de mano forjadas de todo tipo como: hachas, asadores, rastrillos, picas, martillos, palas, barretones, llaves, etc.
Tabla 1. Dimensiones de probetas norma ASTM G76
DIMENSION EN mm CORRECCION
ANCHO 10 20
LARGO 30 30
ESPESOR 6.35 6.35
El valor de corrección se debe hacer ya que la maquina en la que se realiza la prueba, el portador de probetas es de
un tamaño mayor al del establecido en la norma.
Para garantizar que el material es un acero AISI SAE 1045, y desarrollar el proyecto adecuadamente fue necesario realizar una espectrometría de emisión, con esta composición lo que se calculó por medio de las ecuaciones de KASATKIN las temperaturas intercriticas los datos necesarios son tomados de la composición del material.

12
Elementos
%C %Mn
%P %S %Si %Al %Nb %Cu %Ni %Cr %V %Mo %T
i
Material 0.46
4 0.75
6 <0.00
1 0.00
2 0.18
3 <0.00
1 <0.00
2 0.03
8 0.01
3 0.03
1 0.00
1 0.00
8 0
% Norma AISI/SAE
0.43 – 0.5
0.6-0.9
0.04 Max
0.05 Max
0 0 0 0 0 0 0 0 0
Tabla 2. Composición química del acero AISI/SAE 1045 (Espectrometría de emisión Universidad Nacional 11 de Marzo de 2016)
Ecuaciones de KASATKIN. Fuente: LEE, S.J. & LEE, Y.K. Thermodynamic Formula for the
Acm Temperature of Low Alloy Steels. ISIJ International, 47:5, May 2007, 769-774. Steel Forming and Heat Treating Handbook
AC1: 1 °𝐶 = 723 − 7.08 𝑀𝑛 + 37.7 𝑆𝑖 + 18.1 𝐶𝑟 + 44.2 𝑀𝑜 + 8.95 𝑁𝑖 + 50.1 𝑉 + 21.7 𝐴𝑙 + 3.18 𝑊
+ 297 𝑆 − 830 𝑁 − 11.5 𝐶 ∗ 𝑆𝑖 − 14.0 𝑀𝑛 ∗ 𝑆𝑖 − 3.10 𝑆𝑖 ∗ 𝐶𝑟 − 57.9 𝐶 ∗ 𝑀𝑜− 15.5 𝑀𝑛 ∗ 𝑀𝑜 − 5.28 𝐶 ∗ 𝑁𝑖 − 6.0 𝑀𝑛 ∗ 𝑁𝑖 + 6.77 𝑆𝑖 ∗ 𝑁𝑖 – 0.80 𝐶𝑟∗ 𝑁𝑖 – 27.4 𝐶 ∗ 𝑉 + 30.8 𝑀𝑜 ∗ 𝑉 − 0.84 𝐶𝑟
2 – 3.46 𝑀𝑜2
– 0.46 𝑁𝑖2 − 28 𝑉2
AC1: 724.770°C AC3:
°𝐶 = 912 − 370𝐶 − 27.4𝑀𝑛 + 27.3𝑆𝑖 − 6.35𝐶𝑟 − 32.7𝑁𝑖 + 95.2𝑉 + 190𝑇𝑖 + 72.0𝐴𝑙+ 64.5𝑁𝑏 + 5.57𝑊 + 332𝑆 + 276𝑃 + 485𝑁 − 900𝐵 + 16.2𝐶 ∗ 𝑀𝑛 + 32.3𝐶∗ 𝑆𝑖 + 15.4𝐶 ∗ 𝐶𝑟 + 48.0𝐶 ∗ 𝑁𝑖 + 4.32𝑆𝑖 ∗ 𝐶𝑟 − 17.3𝑆𝑖 ∗ 𝑀𝑜 − 18.6𝑆𝑖 ∗ 𝑁𝑖+ 4.80𝑀𝑛 ∗ 𝑁𝑖 + 40.5𝑀𝑜 ∗ 𝑉 + 174𝐶2 + 2.46𝑀𝑛2 − 6.86𝑆𝑖2 + 0,322𝐶𝑟2
+ 9.90𝑀𝑜2 + 1.24𝑁𝑖2 − 60.2𝑉2
AC3: 772.705°C
Figura 1. Temperaturas intercriticas
13
3. DISEÑO EXPERIMENTAL La investigación se planteó para observar el desgaste erosivo que sufre el material el cual es un acero AISI SAE 1045 bajo la norma ASTM G76, tomando como referencia el estado de entrega y temples desde temperaturas de 720,740,760 y 780 grados centígrados de este modo se obtienen cinco estados que serán tomados en el desarrollo de la investigación.
3.1. Distribución aleatoria Después de determinar los estados en el punto anterior se procedió a la preparación de las muestras, de los cuatro estados de temple se realizaron 14 probetas y del estado de entrega se tomaron 12 probetas, con ello se buscaba seleccionar cuatro probetas de cada estado para realizar las diferentes pruebas que se necesitaban, y de este modo evidenciar y corregir errores de medición u observación, la distribución se realizó de la siguiente manera
Tabla 3. Unidades experimentales
Estado del material
Tratamiento térmico
Unidades Experimentales
Estado de entrega 4 Temple a 720°C 4 Temple a 740°C 4 Temple a 760°C 4
Temple a 780°C 4
TOTAL DE MUESTRAS
20
3.2. Análisis de Varianza
Tabla4. Variables de ingreso y salida
Variables de entrada Variables de salida
Tratamientos térmicos Variable independiente
Valores de dureza
Dimensiones de probetas Imágenes metalográficas
Cantidad total experimental
Diferencias numéricas y graficas
experimentales
Cantidad de muestras Estado de huella (desgaste erosivo)
Valor de masa inicial Valor de masa final
La variable de entrada es el factor que ingresa en el proceso experimental y la variable de salida son los resultados o respuestas al final del proceso. Los valores de ingreso y salida son independientes entre ellos, la variable independiente, para
14
el estudio metalográfico de cada grupo de muestras se tomaron las probetas con mayores valores y se realizó el estudio de la siguiente manera
Tabla 5.Unidades experimentales en conjunto para el estudio
Unidades experimentales
Tratamiento térmico (variable independiente)
Desgaste erosivo
ASTM G76
Estudio metalográfico
Medición de Dureza
Estado de entrega 1* 1** 4
Temple a 720°C 4* 1** 14
Temple a 740°C 4* 1** 14
Temple a 760°C 4* 1** 14
Temple a 780°C 4* 1** 14
TOTAL DE MUESTRAS
17 5 60
*para el desgaste erosivo las muestras seleccionadas fueron del grupo de las catorce iniciales, se tomaron las de mayor promedio de dureza y se les realizo el desgaste. **el estudio metalográfico se realizó con una de las probetas a las que se le realizo el desgaste erosivo.
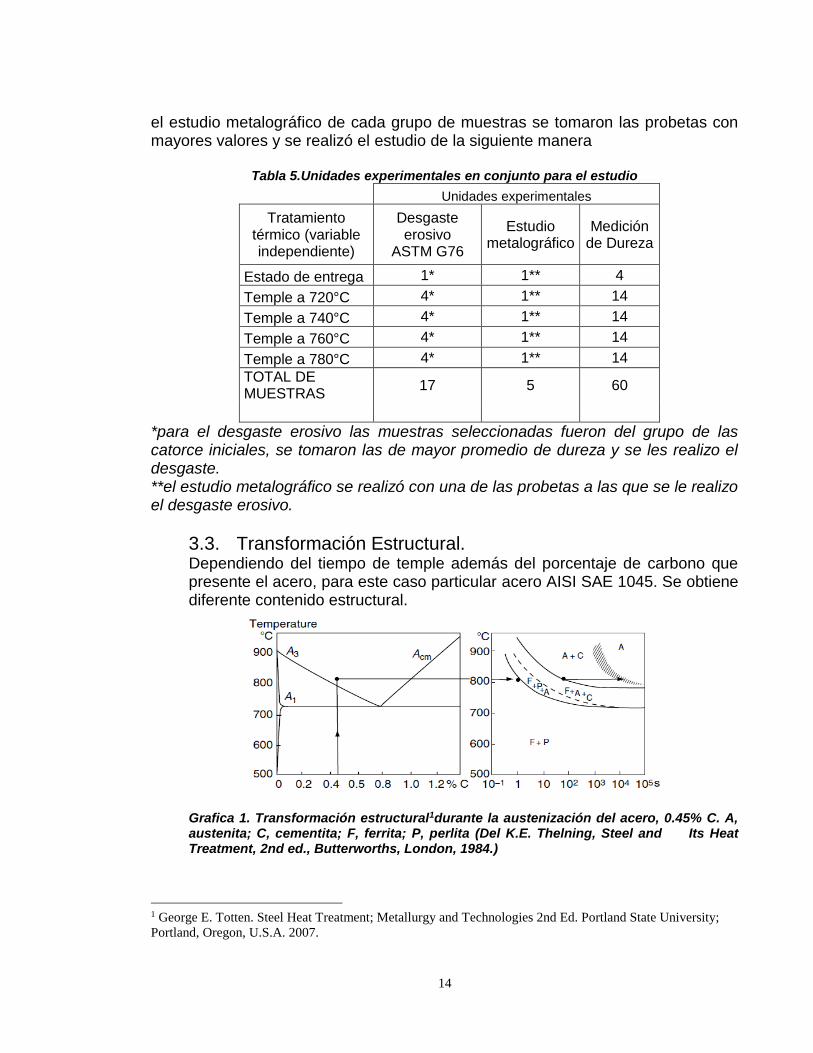
3.3. Transformación Estructural. Dependiendo del tiempo de temple además del porcentaje de carbono que presente el acero, para este caso particular acero AISI SAE 1045. Se obtiene diferente contenido estructural.
Grafica 1. Transformación estructural1durante la austenización del acero, 0.45% C. A, austenita; C, cementita; F, ferrita; P, perlita (Del K.E. Thelning, Steel and Its Heat Treatment, 2nd ed., Butterworths, London, 1984.)
1 George E. Totten. Steel Heat Treatment; Metallurgy and Technologies 2nd Ed. Portland State University;
Portland, Oregon, U.S.A. 2007.

15
La variación de las temperaturas de temple a la vez que la velocidad y el método de enfriado cambia la constitución del material. Para este caso particular donde se hicieron temples desde temperaturas intercriticas para un acero AISI SAE 1045, temples desde 720°C, 740°C, 760°C y 780°C para luego ser enfriados en agua a temperatura ambiente; Los materiales obtenidos fueron austenita, cementita, ferrita y martensita dentro de la matriz austenitica.
4. DESARROLLO DEL PROYECTO 4.1. Tratamiento térmico Las temperaturas intercriticas encontradas con las ecuaciones de KASATKIN2 sirven como referencia para escoger las temperaturas adecuadas a las cuales realizar el temple y observar de qué manera afecta estas temperaturas el estado del material, para este caso se seleccionaron temperaturas de 720, 740, 760 y 780°C y aunque podemos apreciar que las ecuaciones de KASATKIN arrojan valores diferentes a los que se van a tomar no están lejos de los que se realizó el temple de las muestras. El proceso de temple fue realizado con la mufla eléctrica LEF- 205 de la universidad distrital Francisco José de Caldas en el laboratorio correspondiente a tratamientos térmicos y preparación de probetas.
Tabla 6. Tratamiento térmico de las probetas
TRATAMIENTO TEMPERATURA (°C)
TIEMPO (MIN)
MEDIO DE ENFRIAMIENTO
TEMPLE 1 (T)
720 30 SUMERCION EN AGUA
TEMPLE 2 (T)
740 30 SUMERCION EN AGUA
TEMPLE 3 (T)
760 30 SUMERCION EN AGUA
TEMPLE 4 (T)
780 30 SUMERCION EN AGUA
Después de la eliminación de la escoria por una de las caras de la muestra se procedió a tomar valores de dureza.
2 LEE, S.J. & LEE, Y.K. Thermodynamic Formula for the Acm Temperature of Low Alloy Steels. ISIJ International, 47:5, May 2007, 769-774. Steel Forming and Heat Treating Handbook

16
4.2. Dureza Las durezas se realizaron en el equipo de la universidad, durómetro GHEHM Swiss Rock durante un tiempo de 15 segundos en diferentes lugares de la muestra después de esto se tomó nota de los valores, con el resultado total de las tres durezas se calculó un promedio de durezas. Dureza de material con temple desde 720°C
Tabla 7. Datos de dureza a material con temple desde 720°C
720
Ensayo 1 (HRC)
Ensayo 2 (HRC)
Ensayo 3 (HRC)
Ensayo 4 (HRC)
Promedio (HRC)
1 25,0 27,6 24,3 28,3 26,3
2 24,0 23,8 19,4 21,5 22,2
3 36,6 32,9 30,7 34,9 33,8
4 22,3 30,0 25,4 27,7 26,4
5 16,8 27,1 17,9 20,3 20,5
6 31,3 32,8 37,0 35,0 34,0
7 20,7 25,3 27,5 18,6 23,0
8 4,2 5,0 9,5 6,4 6,3
9 29,5 29,2 32,3 31,1 30,5
10 32,2 29,7 33,5 28,8 31,1
11 27,2 25,6 30,7 24,7 27,1
12 37,9 39,2 42,3 38,8 39,6
13 32,1 32,9 36,3 33,1 33,6
14 35,7 30,1 32,0 34,8 33,2
27,7
Dureza de material con temple desde 740°C
Tabla 8. Datos de dureza a material con temple desde 740°C
740
Ensayo 1 (HRC)
Ensayo 2 (HRC)
Ensayo 3 (HRC)
Ensayo 4 (HRC)
Promedio (HRC)
1 33,5 37,6 40,1 38,6 37,5
2 - - - - -
3 30,2 33,7 33,5 30,2 31,9
4 - 24,8 23,7 20,0 21,9
5 27,3 33,8 33,0 31,8 31,5
17
6 21,0 20,5 32,0 25,7 24,8
7 40,8 44,1 40,8 41,1 41,7
8 30,2 28,1 31,0 28,7 29,5
9 - - 20,4 22,9 20,2
10 30,4 35,1 36,0 31,3 33,2
11 36,7 39,8 41,0 40,0 39,4
12 38,3 41,2 39,9 40,6 40,0
13 37,7 32,1 30,0 31,8 32,9
14 37,0 36,2 41,4 38,5 38,3
30,8
Dureza de material con temple desde 760°C
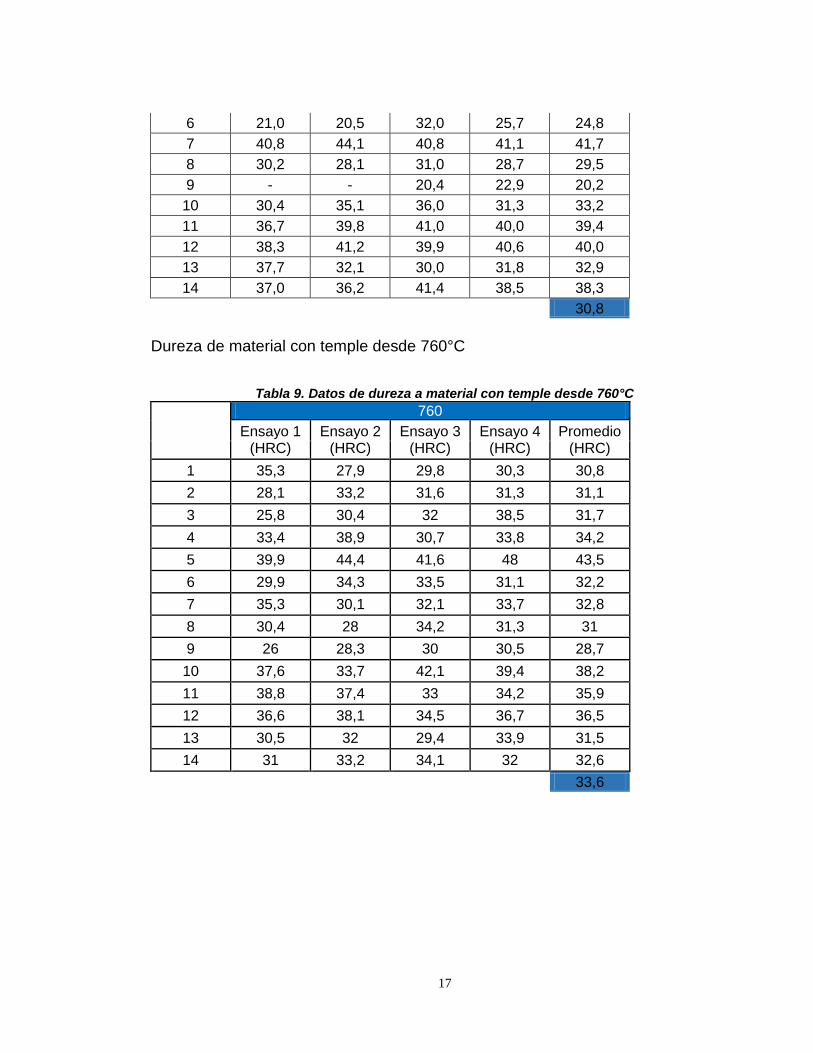
Tabla 9. Datos de dureza a material con temple desde 760°C
760
Ensayo 1 (HRC)
Ensayo 2 (HRC)
Ensayo 3 (HRC)
Ensayo 4 (HRC)
Promedio (HRC)
1 35,3 27,9 29,8 30,3 30,8
2 28,1 33,2 31,6 31,3 31,1
3 25,8 30,4 32 38,5 31,7
4 33,4 38,9 30,7 33,8 34,2
5 39,9 44,4 41,6 48 43,5
6 29,9 34,3 33,5 31,1 32,2
7 35,3 30,1 32,1 33,7 32,8
8 30,4 28 34,2 31,3 31
9 26 28,3 30 30,5 28,7
10 37,6 33,7 42,1 39,4 38,2
11 38,8 37,4 33 34,2 35,9
12 36,6 38,1 34,5 36,7 36,5
13 30,5 32 29,4 33,9 31,5
14 31 33,2 34,1 32 32,6
33,6

18
Dureza de material con temple desde 780°C Tabla10. Datos de dureza a material con temple desde 780°C
780
Ensayo 1 (HRC)
Ensayo 2 (HRC)
Ensayo 3 (HRC)
Ensayo 4 (HRC)
Promedio (HRC)
1 41,4 45,6 43,3 42,1 43,1
2 29,5 29,5 35,8 30,0 31,2
3 41,0 38,1 38,1 42,5 39,9
4 37,9 43,1 46,3 42,6 42,5
5 41,5 49,2 41,1 40,7 43,1
6 40,8 43,8 46,1 40,2 42,7
7 42,8 42,4 39,8 40,7 41,4
8 46,0 42,9 46,6 42,9 44,6
9 40,3 48,5 38,9 40,4 42,0
10 37,0 36,3 39,1 39,9 38,1
11 37,5 35,1 42,6 40,5 38,9
12 39,1 42,7 37,4 41,9 40,3
13 36,4 36,8 31,4 38,9 35,9
14 45,6 43,4 43,8 41,1 43,5
40,5
Dureza de material en estado de entrega Tabla11. Datos de dureza a material en estado de entrega.
Estado de Entrega
Ensayo 1 (HRB)
Ensayo 2 (HRB)
Ensayo 3 (HRB)
Ensayo 4 (HRB)
Promedio (HRB)
1 79,8 80,1 81,1 82,6 80,9
2 80,3 79,6 81 78,7 79,9
3 82,2 81,4 79 80,7 80,825
4 80 81,5 79,9 80,1 80,375
80,5
Después de realizar los diferentes ensayos de dureza a los materiales se procedió a seleccionar las cuatro muestras más altas para realizar el desgaste erosivo según la norma ASTM G76. Hay que tener presente que dicha norma no se pudo cumplir en su totalidad, ya que el tribómetro no cuenta con un sistema de recolección eficaz de las partículas sólidas (Alúmina). Se pudo recoger una cantidad parcial de cada ensayo ya que muchas de estas partículas quedan atrapadas en las uniones de la cámara de desgaste. Se logró recolectar un aproximado de 5.0626 gramos de alúmina; Promedio por cada ensayo que se realizó.

19
4.3. Preparación metalográfica Se tomó una probeta de cada uno de los grupos de temple, esto se realiza para poder determinar su micrografía y así poder apreciar en que cambian los granos y los límites de grano a las diferentes temperaturas de temple y observar la diferencia con una muestra sin temple, esta prueba se realiza con papeles abrasivos que están referenciados desde el número 500 y en nuestro caso particular la llevamos hasta el número 800. Se analiza primero el sentido de laminado para luego poder observar de una manera clara las diferentes zonas del material. El pulido de las muestras se debe hacer en un solo sentido hasta desaparecer las líneas después rotar la muestra a 90 grados y realizar el mismo procedimiento, continuar de este modo hasta llegar a la lija 800 en este caso y después pasar a la pulidora metalográfica.
Imagen 1. Pulidora metalográfica METKOM MODELO FORCIPOL 2V
4.4. Microscopia óptica Después de obtener el brillo espejo necesario para obtener una buena observación, se realiza el ataque con Nital al 2% (C2H5OH; HNO3). Una vez atacadas correctamente las muestras se procede a observar las microestructuras de las diferentes temperaturas de temple además del material en estado de entrega y se analiza el cambio de fases debido al tratamiento térmico de las muestras. Además de ello se observó la huella producida debido al desgaste erosivo. Con la microscopia óptica se observó el sentido de laminación y se descartó para tomar la imagen de la micrografía del material, esto se debió realizar debido a que

20
no se encontraba el sentido para observar el grano, ya que el sentido de laminado estaba por dos de las caras del material. 4.5. Desgaste erosivo El desgaste erosivo es la perdida lenta de material en las rugosidades de las dos superficies que se encuentran en movimiento relativo como resultado del impacto de partículas sólidas o metálicas en suspensión, en las películas de lubricación del aceite se puede apreciar esto ya que debido al movimiento dinámico de la maquina entre dos superficies se transfiere de manera concentrada la carga, el aceite contaminado por partículas viaja a altas velocidades también pueden causar desgaste erosivo. Se realiza el desgaste según la norma internacional ASTM G76-95, el procedimiento llevado a cabo se efectuó en el laboratorio de tratamientos térmicos y preparación de probetas metalográficas, se trató de cumplir con la mayoría de las condiciones de la norma; la recolección del material sobrante no se pudo realizar de la mejor manera ya que el equipo no tiene un mecanismo de recolección adecuado y se desperdicia bastante material, como se mencionó anteriormente. El ensayo se llevó a cabo en el tribómetro de desgaste erosivo (imagen 3) este equipo fue fabricado por estudiantes de la universidad del programa de ingeniería mecánica.
Imagen 2. Acero AISI SAE 1045 En estado de entrega 100X. Sentido de laminado del material tomado por una de las caras.

21
Imagen 3.Tribometro de desgaste erosivo vista completa
Para garantizar el cumplimiento de la norma lo más precisa posible, fue necesario realizar la sustitución de la boquilla del equipo ya que presenta un desgaste significativo dificultando así la realización de la prueba.
Imagen 4. Boquilla de la maquina
La boquilla del lado izquierdo corresponde a la original de la maquina como se puede observar posee un desgaste bastante significativo, la boquilla del lado derecho es la que se fabricó en un acero 8620 y se le realizo un temple así de este modo pudiera resistir un poco más el desgaste producido por la alúmina.
22
5. DISCUSIÓN Y RESULTADOS
5.1. Desgaste erosivo
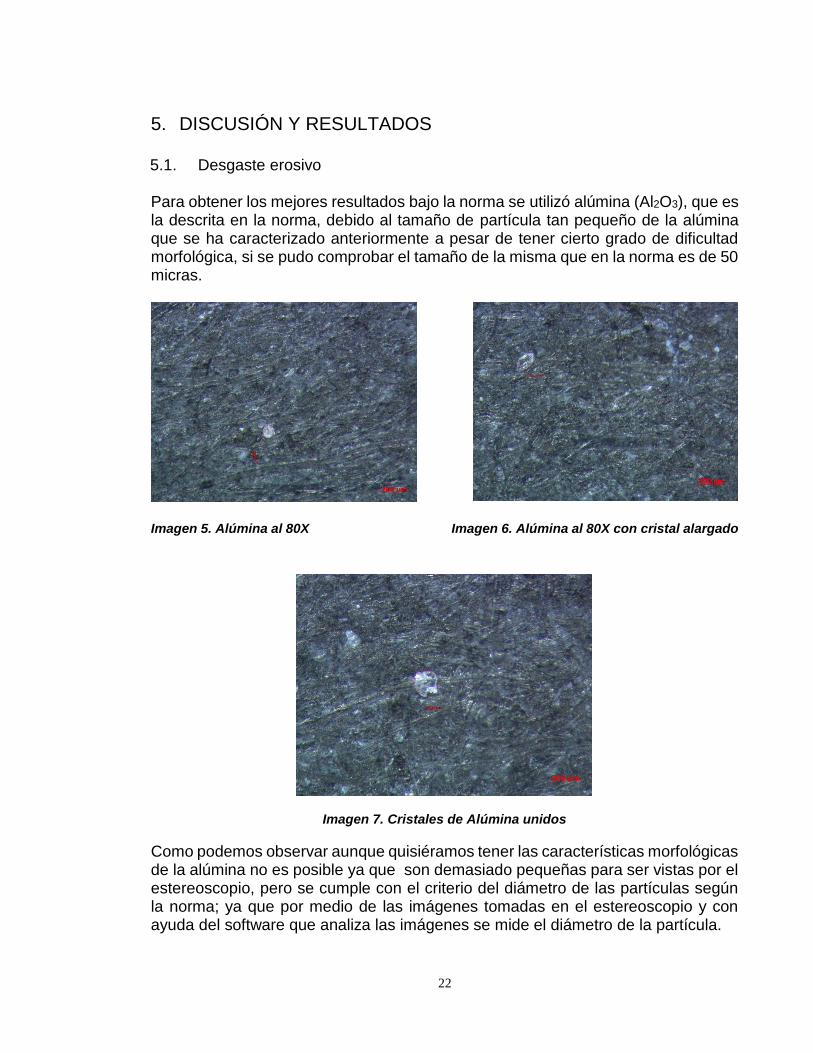
Para obtener los mejores resultados bajo la norma se utilizó alúmina (Al2O3), que es la descrita en la norma, debido al tamaño de partícula tan pequeño de la alúmina que se ha caracterizado anteriormente a pesar de tener cierto grado de dificultad morfológica, si se pudo comprobar el tamaño de la misma que en la norma es de 50 micras.
Imagen 5. Alúmina al 80X Imagen 6. Alúmina al 80X con cristal alargado
Imagen 7. Cristales de Alúmina unidos
Como podemos observar aunque quisiéramos tener las características morfológicas de la alúmina no es posible ya que son demasiado pequeñas para ser vistas por el estereoscopio, pero se cumple con el criterio del diámetro de las partículas según la norma; ya que por medio de las imágenes tomadas en el estereoscopio y con ayuda del software que analiza las imágenes se mide el diámetro de la partícula.

23
5.1.1. Resultados ensayo desgaste erosivo
720 740 760
antes Después antes después antes después
1 30,5677 30,5562 31,1724 31,1596 31,2190 31,2090
2 31,4620 31,4502 31,3166 31,3036 35,7094 35,6994
3 31,3046 31,2941 31,2805 31,2677 32,2878 32,2778
4 31,7385 31,7274 30,8979 30,8839 32,4416 32,4317
5 31,3191 31,3082 31,1309 31,1178 35,2516 35,2419
6 31,1776 31,1663 30,6204 30,6069 31,9310 31,9215
7 31,2957 31,2846 31,0321 31,0188 32,0847 32,0748
8 31,6570 31,6462 30,6045 30,5915 33,4567 33,4467
9 31,0730 31,0616 31,2877 31,2752 29,8102 29,8007
10 31,4651 31,3551 30,8053 30,7927 34,0631 34,0531
11 31,1309 31,1192 31,1811 31,1691 29,7697 29,7602
12 30,4254 30,4083 31,5864 31,5752 30,1206 30,1113
13 31,7506 31,7389 31,0400 30,9961 34,9526 34,9333
14 31,4258 31,4146 31,4098 31,3980 32,9317 32,9218
Tabla 12. Pérdida de masa por desgaste erosivo para temples desde 720°C, 740°C y 760°C
780 En Estado de Entrega
antes después antes después
29,2441 29,2346 28,6592 28,6603
26,3229 26,3129 28,3676 28,6386
27,0667 27,0577 25,5706 25,5711
31,8892 31,8744 29,7088 29,7110
29,4302 29,4253
35,5975 35,5885
29,7062 29,6964
29,4134 29,4034
26,9948 26,98575
27,7638 27,7542
32,5265 32,5172
34,1579 34,1495
27,5321 27,5231
26,3656 26,3556
Tabla 13. Pérdida de masa por desgaste erosivo para temples desde 780°C y en estado de entrega

24
Tabla 14.Perdidas de masa por probeta y temperatura de temple
En la tabla 13 se aprecia la pérdida tan pequeña de masa de las muestras después del desgaste erosivo, el signo negativo de las últimas cuatro significan que ganaron masa al incrustarse alúmina a la muestra base y corresponden al material en estado de entrega. Esto se da posiblemente, porque el material es más blando en su estado de entrega en comparación a los materiales tratados térmicamente.
Tabla 15. Pedidas de masa por porcentajes a cada una de los diferentes temperaturas de
temple
En la tabla 14 los porcentajes de masa que perdieron las probetas es muy pequeño y las de estado de entrega que corresponden a el signo negativo muestran que también es muy pequeño. A continuación se hace el análisis a diferentes ángulos de ataque, los ángulos de ataque seleccionados fueron de 15°,30°,45° y perpendicular, de allí se observa la variación de pérdida de masa dependiendo el ángulo de ataque que se seleccione.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
0,0109
0,0111
0,0105 0,0091
0,0148
0,0049
0,0095
0,0093
0,0193
0,0099
0,0105
0,0097
0,0095
0,0099
0,0100
0,0095
0,0084
0,0090
0,0100
0,0095
0,0439
0,0118
0,0150
0,0135
0,0133
0,0130
0,0125
0,0126
0,0120
0,0112
0,0187
0,0113
0,0111
0,0108
0,0114
0,1100
0,0117
0,0171
0,0117
0,0100
-0,0011
-0,2710
-0,0005
-0,0022
0,0091
0,0096
0,0093
0,01000,0118
0,0131
0,0140
0,0128
0,0130
Perdida de Masa (gr)
0,0100 0,0095
0,0100
0,0100
0,0099
0,0115
0,0112
0,0128
0,0090
0,0098
0,0100
Perdida de Masa (gr) Perdida de Masa (gr) Perdida de Masa (gr) Perdida de Masa (gr)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
-0,007405213
Porcentaje de Perdida (%)
0,042080377 0,027431379 0,016649564
Porcentaje de Perdida (%) Porcentaje de Perdida (%) Porcentaje de Perdida (%)
-0,003838209
-0,955315219
-0,001955371
0,03193568
0,028003831
0,030909508
0,039951802
0,040902053
0,03842071
0,035458299
0,042477413 0,029889379
Porcentaje de Perdida (%)
0,025282674
0,032989746
0,041061965
0,041511531
0,040920062
0,045310523
0,044088255
0,042858846
0,030516374
0,029751652
0,030762326
0,032725437
0,03180,0322
0,032002469
0,029357281
0,031911642
0,030875879
0,055217638
0,034032108
0,0616
0,034115677
0,0366878
0,349593677
0,037583237
0,056203041
0,036849697
0,032485185
0,037913756
0,033435919
0,046410697
0,037621411
0,037505562
0,033541396
0,034973297
0,034803044
0,03624397
0,035468131
0,141430412
0,0490
0,033524975
0,034577399
0,028592071
0,024591676

25
Angulo perpendicular Angulo 15 grados
720 720
4 31,7385 31,7274 0,0111 1 30,5677 30,5562 0,0115
8 31,6570 31,6462 0,0108 7 31,2957 31,2846 0,0111
13 31,7506 31,7389 0,0117 12 30,4254 30,4083 0,0171
0,0112 0,0132
740 740
2 31,3166 31,3036 0,0130 1 31,1724 31,1596 0,0128
11 31,1811 31,1691 0,0120 6 30,6204 30,6069 0,0135
14 31,4098 31,3980 0,0118 9 31,2877 31,2752 0,0125
0,0123 0,0129
760 760
3 32,2878 32,2778 0,0100 2 35,7094 35,6994 0,0100
5 35,2516 35,2419 0,0097 9 29,8102 29,8007 0,0095
13 34,9526 34,9333 0,0193 12 30,1206 30,1113 0,0093
0,0130 0,0096
780 780
2 26,3229 26,3129 0,0100 5 29,4302 29,4253 0,0049
6 35,5975 35,5885 0,0090 10 27,7638 27,7542 0,0096
12 34,1579 34,1495 0,0084 13 27,5321 27,5231 0,0090
0,0091 0,0078
Estado de Entrega Estado de Entrega
1 28,6592 28,6603 -0,0011 2 28,3676 28,6386 -0,2710
Tabla 16. Pérdida de masa para desgaste erosivo en muestras con un ángulo de 90° y 15°
En la tabla 16 se aprecia la pérdida de masa con respecto a un ángulo de 90° o perpendicular, además de ello vemos que el temple a diferentes temperaturas influye en la pérdida de masa; esto se debe en gran parte a que las zonas martensiticas de las muestras ayudan a frenar el desprendimiento de material.
Angulo 30 grados Angulo 45 grados
720 720
3 31,3046 31,2941 0,0105 2 31,4620 31,4502 0,0118
5 31,3191 31,3082 0,0109 10 31,4651 31,3551 0,1100
6 31,1776 31,1663 0,0113 14 31,4258 31,4146 0,0112
9 31,0730 31,0616 0,0114 0,0443
11 31,1309 31,1192 0,0117 740
0,0115 5 31,1309 31,1178 0,0131
740 10 30,8053 30,7927 0,0126
3 31,2805 31,2677 0,0128 12 31,5864 31,5752 0,0112
4 30,8979 30,8839 0,0140 0,0123
7 31,0321 31,0188 0,0133 760

26
8 30,6045 30,5915 0,0130 6 31,9310 31,9215 0,0095
13 31,0400 30,9961 0,0439 7 32,0847 32,0748 0,0099
0,0234 14 32,9317 32,9218 0,0099
760 0,0098
1 31,2190 31,2090 0,0100 780
4 32,4416 32,4317 0,0099 4 31,8892 31,8744 0,0148
8 33,4567 33,4467 0,0100 7 29,7062 29,6964 0,0098
10 34,0631 34,0531 0,0100 14 26,3656 26,3556 0,0100
11 29,7697 29,7602 0,0095 0,0115
0,0098 Estado de Entrega
780 4 29,7088 29,7110 -0,0022
1 29,2441 29,2346 0,0095
3 27,0667 27,0577 0,0091
8 29,4134 29,4034 0,0100
9 26,9948 26,98575 0,0091
11 32,5265 32,5172 0,0093
0,0095
Estado de Entrega
3 25,5706 25,5711 -0,0005
Tabla 17. Pérdida de masa para desgaste erosivo en muestras con un ángulo de 30° y 45°
Para determinar si el ángulo de ataque realmente influía en el degaste del material, además del cambio de temperaturas de temple, se realizó una comparación de porcentaje de pérdida de masa, tomando como referencia el material en estado de entrega y se hizo a diferentes ángulos y comprobar a que ángulo hay más perdida.
Grafica 2. Pérdida de masa comparada a las diferentes temperaturas de temple y el material en estado de entrega para un ángulo perpendicular
TEMPLE A 720° TEMPLE A 740° TEMPLE A 760° TEMPLE A 780° MATERIAL BASE
Series1 1,12% 1,23% 1,30% 0,91% -0,05%
-0,20%
0,00%
0,20%
0,40%
0,60%
0,80%
1,00%
1,20%
1,40%

27
La grafica 2 muestra el porcentaje de masa perdido del material con diferentes temperaturas de temple comparado con el material base sin tratamiento térmico, el cual obtuvo por el contrario más masa aunque fue mínima lo que puede significar que se le incrusto.
Grafica 3. Pérdida de masa comparada a las diferentes temperaturas de temple y el material en estado de entrega para un ángulo de 15°.
Grafica 4. Pérdida de masa comparada a las diferentes temperaturas de temple y el material en estado de entrega para un ángulo de 30°.
TEMPLE A 720° TEMPLE A 740° TEMPLE A 760° TEMPLE A 780° MATERIAL BASE
Series1 1,32% 1,29% 0,96% 0,78% -0,03%
-0,20%
0,00%
0,20%
0,40%
0,60%
0,80%
1,00%
1,20%
1,40%
Título del gráfico
TEMPLE A 720° TEMPLE A 740° TEMPLE A 760° TEMPLE A 780° MATERIAL BASE
Series1 1,15% 2,34% 0,98% 0,95% -0,06%
-0,50%
0,00%
0,50%
1,00%
1,50%
2,00%
2,50%

28
Grafica 5. Pérdida de masa comparada a las diferentes temperaturas de temple y el material en estado de entrega para un ángulo de 45°.
Grafica 6. Temperatura Vs desgaste
TEMPLE A 720° TEMPLE A 740° TEMPLE A 760° TEMPLE A 780° MATERIAL BASE
Series1 4,43% 1,23% 0,98% 1,15% -0,05%
-0,50%
0,00%
0,50%
1,00%
1,50%
2,00%
2,50%
3,00%
3,50%
4,00%
4,50%
5,00%
0
0,002
0,004
0,006
0,008
0,01
0,012
0,014
0,016
0,018
0,02
710 720 730 740 750 760 770 780 790
Temperatura Vs Desgaste

29
Como se observa en la gráfica a mayor temperatura de temple, menos es el desgaste erosivo, en pérdida de masa.
720°C 740°C 760°C 780°C
ángulos (grados)
desgaste(gr.)
ángulos (grados)
desgaste(gr.)
ángulos (grados)
desgaste(gr.)
ángulos (grados)
desgaste(gr.)
15 0,0132 15 0,012933
333 15
0,009613333
15 0,007836
667
30 0,011466
667 30 0,0234 30
0,009833333
30 0,009453
333
45 0,0443 45 0,0123 45 0,009756
667 45
0,011533333
90 0,0112 90 0,01226 90 0,012983
333 90
0,009126667
Tabla 18. Datos del ángulo de ataque vs pérdida de masa a las distintas temperaturas.
Por medio de las distintas graficas de pérdida de masa a los diferentes ángulos que se tomaron como referencia se puede observar que el tratamiento térmico sirve para evitar el desprendimiento del material por el desgaste erosivo y que el material en estado de entrega obtuvo masa por lo que significaría que se le incrustaron partículas de alúmina en la matriz y que debido a la formación de la martensita, el material pierde más masa con tratamiento térmico que en estado de entrega. Aunque el tribómetro de desgaste erosivo que se utilizó para la prueba no constaba con un recipiente para recoger las partículas de alúmina que se utilizaron durante el ataque, se recogió la mayor cantidad de material posible y de este modo determinar cuál es la cantidad que se utilizó para la prueba por cada una de las probetas que fueron atacadas el peso total de la alúmina que se utilizo fue de 101,505 gramos, el total de las probetas atacadas para esta cantidad de alúmina fue de 20 probetas, lo que da como promedio que para cada probeta se utilizaron 5, 07 gramos en el ataque erosivo.
5.1.2. Análisis de las superficies desgastadas Primero se observó la muesca dejada con la alúmina a las muestras a las que se realizó el desgaste erosivo en el estereoscopio Zeiss del laboratorio de metalografía de la universidad a unos aumentos de 10X y 80X respectivamente para observar que le sucedía a las probetas al realizar el desgaste erosivo.
30
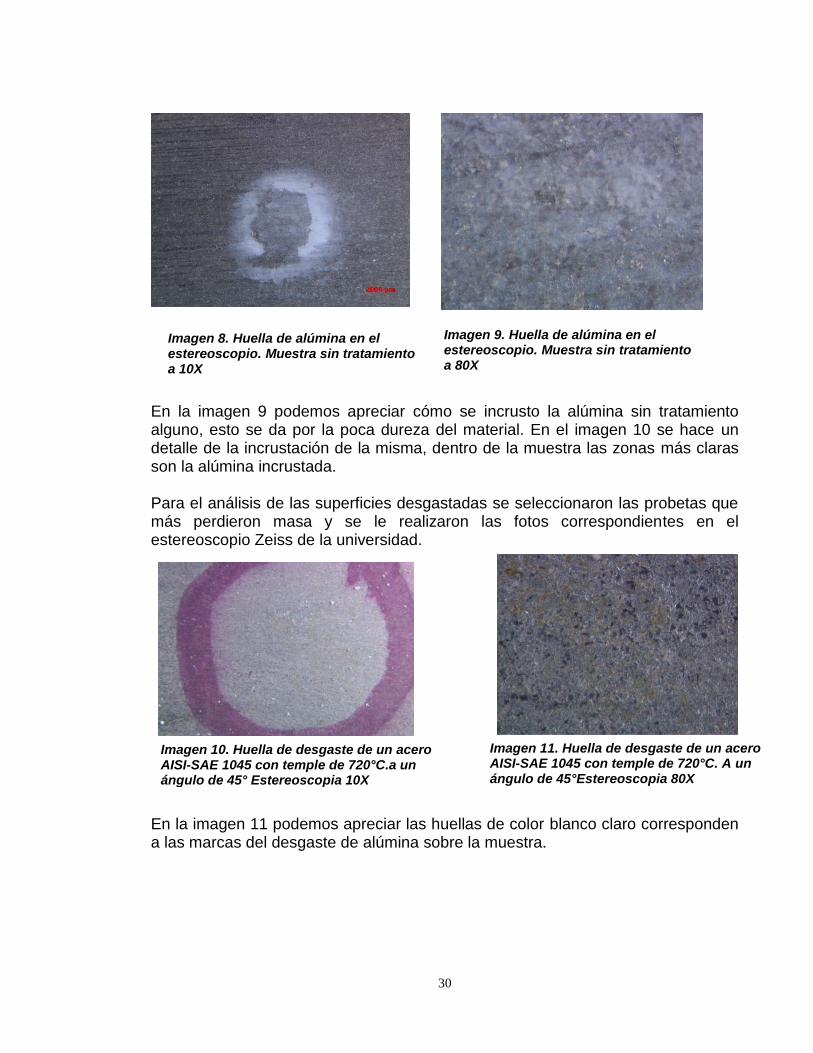
En la imagen 9 podemos apreciar cómo se incrusto la alúmina sin tratamiento alguno, esto se da por la poca dureza del material. En el imagen 10 se hace un detalle de la incrustación de la misma, dentro de la muestra las zonas más claras son la alúmina incrustada. Para el análisis de las superficies desgastadas se seleccionaron las probetas que más perdieron masa y se le realizaron las fotos correspondientes en el estereoscopio Zeiss de la universidad.
En la imagen 11 podemos apreciar las huellas de color blanco claro corresponden a las marcas del desgaste de alúmina sobre la muestra.
Imagen 8. Huella de alúmina en el estereoscopio. Muestra sin tratamiento a 10X
Imagen 9. Huella de alúmina en el estereoscopio. Muestra sin tratamiento a 80X
Imagen 10. Huella de desgaste de un acero AISI-SAE 1045 con temple de 720°C.a un ángulo de 45° Estereoscopia 10X
Imagen 11. Huella de desgaste de un acero AISI-SAE 1045 con temple de 720°C. A un ángulo de 45°Estereoscopia 80X

31
En la imagen 12 se aprecian zonas blancas donde se incrusto la alúmina, en la imagen 13 las zonas que se ven de un tono más claro son incrustaciones de las partículas de ataque.
En la imagen 14 se puede evidenciar claramente los efectos del desgaste, el raspón marrón indica la área donde fue impactada la probeta. Con un aumento mucho mayor como se aprecia en la imagen 15, se ve que las áreas marrones son desgastes. Con las imágenes tomadas con el estereoscopio se utilizó el microscopio inverso Zeiss Axio Observer D1m de la universidad para poder ver mejor el efecto causado por el desgaste en las muestras tomadas anteriormente.
Imagen 12. Huella de desgaste de un acero AISI-SAE 1045 con temple de 740°C. A un ángulo de 30° Estereoscopia 10X
Imagen 13. Huella de desgaste de un acero AISI-SAE 1045 con temple de 740°C. A un ángulo de 30° Estereoscopia 80X
Imagen 14. Huella de desgaste de un acero AISI-SAE 1045 con temple de 760°C. A un ángulo de 90° Estereoscopia 10X
Imagen 15. Huella de desgaste de un acero AISI-SAE 1045 con temple de 760°C. A un ángulo de 90° Estereoscopia 80X

32
La imagen 16 muestra la incrustación causada por las partículas de ataque en la muestra. Es la zona borrosa que se incrusta en los límites de grano en el lado izquierdo se aprecia el grano sin alúmina.
La imagen 17 revela las zonas que se afectan por el ataque erosivo son de un color gris, ya que en las imágenes tomadas en la micrografía toda la zona es blanca.
Imagen 16. Huella de desgaste de un acero AISI-SAE 1045 en estado de entrega. A un ángulo de 90°. Micrografía 200X
Imagen 17. Huella de desgaste de un acero AISI-SAE 1045 con temple a 720°C. A un ángulo de
15°. Micrografía 500X

33
En la imagen 18 se observa la afectación en los límites de grado cuando se realizó el desgaste erosivo; son las zonas esclarecidas.
Las manchas que se asemejan a nubes sobre la muestra es la clara evidencia del desgaste sufrido por la alúmina, estas manchas son la incrustación a nivel microestructura. 5.2. Micrografías
Durante el estudio micrográfico de esta investigación, se procedió a caracterizar las microestructuras presentes en el tratamiento térmico a las diferentes temperaturas,
Imagen 18. Huella de desgaste de un acero AISI-SAE 1045 con temple a 740°C. A un ángulo de
30°. Micrografía 500X
Imagen 19. Huella de desgaste de un acero AISI-SAE 1045 con temple a 780°C. A un ángulo de 15°. Micrografía 500X

34
para lo cual se utilizó el microscopio óptico ZEISS AX10 obteniendo micrografías a 500 y 1000 aumentos.
Por medio de la micrografía del material tomada a 200X podemos caracterizar el material y observar que las zonas negras u oscuras de la foto son la perlita además de ello se observan los límites de grano, y las zonas más claras son la ferrita. Las metalografías realizadas a las muestras con las diferentes temperaturas de temple y luego enfriadas en agua dan como resultado que tiene un alto contenido de martensita debido al enfriamiento rápido que se tiene. Imagen 21. Microestructura del acero AISI SAE 1045 templado en agua desde 760°C. Micrografía a 500X
Imagen 20. Microestructura de un acero AISI SAE 1045 en estado de entrega sin desgaste alguno.
35
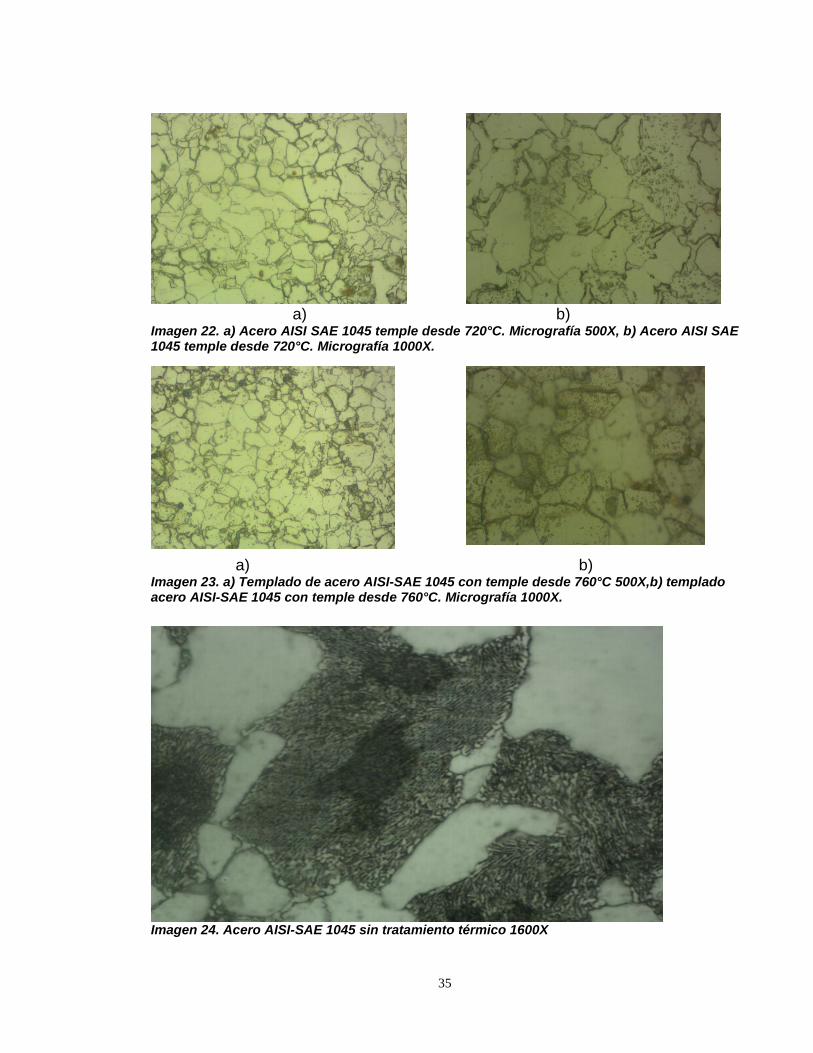
a) b)
Imagen 22. a) Acero AISI SAE 1045 temple desde 720°C. Micrografía 500X, b) Acero AISI SAE 1045 temple desde 720°C. Micrografía 1000X.
a) b) Imagen 23. a) Templado de acero AISI-SAE 1045 con temple desde 760°C 500X,b) templado acero AISI-SAE 1045 con temple desde 760°C. Micrografía 1000X.
Imagen 24. Acero AISI-SAE 1045 sin tratamiento térmico 1600X

36
Imagen 25. Acero AISI-SAE 1045 con temple de 740°C micrografía a 1600X
Imagen 26. Acero AISI-SAE 1045 con temple de 760°C, micrografía a 1600X

37
Imagen 27. Acero AISI-SAE 1045 con temple de 780°C, micrografía a 1600X
Las imágenes que se tomaron con el microscopio a 1600X sirven para determinar el efecto de la alúmina y el desgaste erosivo causado por esta en el tribómetro de desgaste erosivo las huellas de color negro que se muestran son huellas provocadas por el ataque de la alúmina, en las muestras que poseían tratamiento térmico fue de perdida de material mientras que en la primera imagen que es una muestra sin ningún tipo de tratamiento se ve una adicción de material ya que la muestra gano peso después del ataque. El material sin ningún tipo de tratamiento está formado por ferrita y como elemento que acompaña a la perlita, la ferrita aparece en forma de redes rodeando a los granos de perlita, en las imágenes de las muestras con tratamiento el elemento que predomina es la martensita que se forma debido al procedimiento conocido como temple, se obtiene por enfriamientos rápidos.

38
5.3. Dureza Para la realización de las correspondientes pruebas de dureza se sometieron todas las muestras a las distintas temperaturas de temple y después de este se obtuvo un promedio con los diferentes valores que resultados de hacer el ensayo.
Tratamiento
térmico Promedio de dureza en
Vickers - HV
Estado de entrega 148
Temple desde 720°C
268,3
Temple desde 740°C
290,6
Temple desde 760°C
316,4
Temple desde 780°C
390,5
Tabla 19. Promedio de dureza en Vickers – HV.
Grafico 7. Comparación de dureza acero AISI-SAE 1045 sometido a diferentes temperaturas de temple. Valores de dureza en Vickers – HV.
En el Grafico 5. Se cambiaron los datos de dureza de los ensayos que se realizaron, los datos obtenidos en Rockwell HRB y Rockwell HRC se pasaron a Vickers HV. Para poder apreciar mejor la diferencia entre un material en estado de entrega y uno tratado térmicamente.
268,3290,6
316,4
390,5
148
720°C 740°C 760°C 780°C Estado de Entrega
Dureza Vs Tratamiento térmico

39
Grafico 8. Aumento porcentual de la dureza de las muestras tratadas térmicamente respecto a la muestra en estado de entrega.
Como se puede ver en la Grafica 7. Es notable que a mayor temperatura de temple es mayor la dureza que obtiene el material, alcanzando incluso un valor mayor del doble de la dureza inicial.
40
6. CONCLUCIONES
La Grafica 3. Muestra claramente que a mayor dureza del material es menor la pérdida de masa por desgaste erosivo. Aunque los valores de pérdida de masa sean de la escala de centésimas de gramos, algo que se puede considerar despreciable; pero existe una variación entre un acero AISI SAE 1045 en estado de entrega y uno templado desde temperaturas intercriticas. Las muestras base ganaron masa, esto porque se incrustaron partículas de alúmina por lo blando que es material en su cara expuesta al ataque. Ahora la Imagen 23. b). Nos muestra que la matriz de austenita que fue templado durante treinta minutos desde 760°C y luego enfriado en agua a temperatura ambiente, contiene martensita, esta hace que las partículas sólidas (alúmina) que impactaron contra está matriz no causaran el mismo desgaste que en la Imagen 16. Hay una estrecha relación entre el ángulo de ataque y las temperaturas intercriticas a las cuales el material fue templado ya que como se observa en la gráfica 2 aunque se tengan las mismas temperaturas para todos los ángulos, el ángulo perpendicular tiene una influencia contraria al resto de ángulos, ya que para la temperatura de 720 grados centígrados pierde menos masa que la muestra que está cercana a los 780 grados centígrados la cual pierde un 0.18% más de masa que la de 720. Para el ángulo de 15 grados sucede lo contrario la muestra que está a 720°C pierde un 0,54% más masa que la muestra a 780°C, también encontramos que la muestra que más pierde masa es la muestra que se templo a 720 grados centígrados y se le hizo un desgaste a un ángulo de 45° la cual perdió hasta un 3 por ciento más de masa que probetas de la misma temperatura pero con diferente ángulo. El acero AISI- SAE 1045 en estado de entrega está compuesto por ferrita más perlita en la imagen 24 se puede ver las redes de ferrita rodeando a los granos de perlita, después del proceso de temple en las temperaturas intercriticas hay formación de austenita durante el proceso, después de que se le hace un enfriamiento rápido en agua el elemento que predomina es la martensita la cual entre más presencia de ella hay evita el desgaste erosivo, sin embargo el ángulo de ataque influye en el desgaste en mayor manera ya que en algunos casos aunque haya más presencia de martensita hay más desgaste en comparación con muestras con menos cantidad de martensita.

41
7. BIBLIOGRAFIA
ASTM G 76-95 Standard test method for conducting erosion tests by solid particle impingement using gas jets. ASTM Reapproved 2000.
ASM HANDBOOK Vol 9. (1998). Metallography and Microstructures. United States of America. 9 ed. ASM International.
Yu M. Lajtin. “Metalografía y Tratamientos Térmicos de los Metales”. Ed MIR. 1977
Felipe A. Calvo “Metalografía Practica”. Ed ALHAMBRA, S.A. 1972
Carlos A. Bohórquez, INFLUENCIA DEL TRATAMIENTO TÉRMICO DESDE TEMPERATURAS INTERCRÍTICAS EN LAS PROPIEDADES MECÁNICAS DEL ACERO SAE 1045 Mecánica Computacional Vol. XXXI, págs. 3577-3587 (artículo completo) Disponible en: http://www.cimec.org.ar/ojs/index.php/mc/article/viewFile/4283/4209
R.L. Bernau. ELEMENTOS DE METALOGRAFIA Y DE ACERO AL CARBONO, ed. Andres Bello. 1968.
George E. Totten. Steel Heat Treatment; Metallurgy and Technologies 2nd Ed. Portland State University; Portland, Oregon, U.S.A. 2007.