Injeção de Metais
8
Escola SENAI “Roberto Simonsen” Injeção de Plásticos e Meta Processos de Fabricação Mecânica João Lucas Costa Figueiredo 2MA - N°15 Março – 2011 Injeção de Metais
-
Upload
joao-lucas-c -
Category
Documents
-
view
341 -
download
7
Transcript of Injeção de Metais
Escola SENAI Roberto Simonsen
Injeo de Plsticos e MetaisProcessos de Fabricao Mecnica
Joo Lucas Costa Figueiredo 2MA - N15
Maro 2011 Injeo de Metais
Injeo o processo metal-mecnico no qual o metal fundido , sob presso, forado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a pea desejada. Ao entrar na cavidade da matriz o metal expulsa o ar l contido por orifcios pr-determinados, logo em seguida, preenche a ferramenta (matriz) e, por ltimo, recebe uma fora de compactao para diminuir o volume das microporosidades decorrentes da solidificao. A qualidade obtida nas peas injetadas bastante superior, proporcionando a produo de peas com responsabilidade tcnica. Vasto o campo onde se pode aplicar peas injetadas. Encontram-se peas no setor Automotivo, Agrcola, Eletrnico, Bens de Capital, MetalMecnico, dentre muitos outros. Consegue-se produzir peas com detalhes finos em metais leves como o alumnio, magnsio e o zinco, por exemplo. Veja abaixo exemplo de peas injetadas. Percebe-se as complicadas geometrias possveis de serem confeccionadas, pode-se observar que existem peas injetadas pequenas, mdias e grandes, no sendo o tamanho da pea o limitador deste processo, mas sim, o tamanho e a fora disponvel da mquina que ir injetar esta pea.
Injeo de PlsticosInjeo de plsticos um processo de transformao de plsticos similar fundio sob presso de metais. O plstico, na forma de grnulos ou p, plastificado num equipamento similar a uma extrusora. Neste caso, porm, aps a plastificao do polmero, o parafuso atua como um mbolo, injetandoo de uma vez s num molde. o processo de transformao mais popular, respondendo por 60% do parque de mquinas. Normalmente procura-se utilizar este processo onde uma grande quantidade de peas solicitada, ou seja, a repetibilidade alta. O custo do ferramental (matriz) muito elevado. Procura-se aquecer a matriz, para uma melhor fluidez e equilbrio trmico, deixando-a na faixa de trabalho de 150 a 350 Celsius. Para um melhor preenchimento da matriz e um aumento na qualidade do acabamento superficial da pea, utilizam-se lubrificantes especiais para reduzir os atritos envolvidos no processo produtivo. Exemplo de Produto Plstico Injetado:
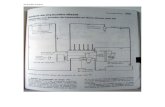
Esquema Prtico de Injeo de Plsticos:
Moldes para Injeo uma ferramenta construda com o objetivo de moldar peas de plstico ou metais. Tambm conhecida como Matriz de Injeo, embora haja o uso dos dois termos, dependendo da empresa e da instituio de ensino. construda de aos especiais ou no, dependendo das necessidades, e possui as seguintes partes: cavidade, bucha de injeo, anel de centragem, extratores, placa porta extratores, placa porta cavidade, olhal, molas, etc. Existem moldes de diversos tamanhos e formatos de confeco, conforme a utilidade. No caso de Moldes para Injeo de Termoplsticos os Moldes Trabalham com sistema de refrigerao em suas cavidades e machos para manter o molde relativamente frio em comparao com o material a ser injetado, que aquecido no canho da mquina, at chegar ao estado lquido para ser injetado nas cavidades do molde. Em Ferramentas para injeo de alumnio, usamos moldes de cmara fria. J se formos injetar Zamak, o usa-se moldes de cmara quente.
O Principio bsico de um molde o material liquido entrar em contato com a cavidade no formato da pea desejada, para que quando solidificado fique idntico matriz. Molde para injeo , sem dvida, uma das partes mais caras no desenvolvimento de uma pea projetada para ser obtida por este processo. Da, o projeto do molde, bem como o material que ser usado em sua construo, merecem ampla discusso. Molde e seu produto:
Mquinas InjetorasExistem dois tipos bsicos de injetoras: De Pisto e de Parafuso. Injetora a Pisto Simples: Usa o pisto para forar o material contra um difusor, ou torpedo. O calor suprimido por resistncias eltricas. Injetora de Pisto Duplo: Usa um pisto de um estgio para plastificar a resina e for-la a um segundo cilindro. O Segundo cilindro injeta o material na cavidade do molde. Modelo Horizontal: Pisto posicionado Horizontalmente Modelo Vertical: Pisto posicionado Verticalmente.
Injetora de Parafuso: Usa uma rosca fixa para plastificar a resina e for-la a um cilindro que injeta o material na cavidade do molde.
A: Base; Estrutura. B: Conjunto Injetor C: Placa Estacionaria ou Fixa D: Placa Mvel E: Conjunto de Fechamento F: Circuito Hidrulico
Vantagens e Desvantagens do Processo de InjeoVantagens * * * * * Peas podem ser produzidas com altas taxas de produtividade; Produo de peas com grandes volumes; Custo de mo de obra relativamente baixo; Peas requerem pouco ou nenhum acabamento; As peas podem ser moldadas com insertos metlicos.
Desvantagens * Competio acirrada oferece baixa margem de lucro; * Moldes possuem preo elevado em comparao a outros processos; * Falta de conhecimento nos fundamentos do processo causa problemas.
ConclusoEm vista do que foi anunciado, conclui-se que os processos de Injeo de Metais e de Plstico so similares, tanto na questo processual, quanto na questo preparatria. Entendeu-se que no caso dos plsticos, ocorreu-se uma enorme expanso na utilizao deste processo, devido s altas propriedades e variedades dos plsticos
disponveis no mercado, somando s grandes possibilidades de produtos que podem ser criados, por esse processo. J a injeo de metais, onde a confeco de peas em Alumnio e Zamak praticamente dominam a matria prima deste processo, consiste na formao de peas complexas de metais, eliminando perdas de matria prima e alta produtividade. Um ponto a ser observado em ambos os processos, a possibilidade de injetar a matria prima sob algum produto pr-pronto, como no caso da injeo de alumnio em rotores de motores eltricos. Notou-se que o custo do ferramental (molde) deste processo o nico limitador de ganhos, considerando ainda que depois de adquirido o molde, h a necessidade de manutenes no mesmo, aps certa quantidade de peas injetadas, devido aos esforos sofridos no mesmo. Observa-se tambm, que a concorrncia industrial deste processo enorme, devido facilidade de operao e preparao do processo. Todavia, este um processo muito aberto a novas ideias e criaes, sendo a inovao e criatividade a diferenciao deste processo em vista a outros, que so tecnicamente limitados a inovaes em curto prazo.