Manual de operações CDM660 - timemaster.com.br · botão intermitente (T) momentaneamente. A...
65
TORNO TORNO TORNO TORNO CDM660 CDM660 CDM660 CDM660
Transcript of Manual de operações CDM660 - timemaster.com.br · botão intermitente (T) momentaneamente. A...
TORNOTORNOTORNOTORNO
CDM660CDM660CDM660CDM660
CONTEÚDO
PREFÁCIO 3 1. TORNO DE PRECISÃO DE ALTA VELOCIDADE 1-1 Conjunto da Máquina..................................................4 2. RETIRADA DA EMBALAGEM E INSTALAÇÃO DA MÁQUINA 2-1 Retirada da Embalagem .............................................6 2-2 Içamento .....................................................................6 2-3 Fundação Básica ........................................................7 2-4 Limpeza ......................................................................7 2-5 Ajuste de Nível............................................................8 3. CONTROLE DO CIRCUITO ELÉTRICO 3-1 Fiação Elétrica ............................................................9 3-2 Equipamento Elétrico..................................................9 3-3 Cuidados Elétricos ......................................................9 3-4 Diagrama do Circuito ................................................10 4. TESTE & OPERAÇÃO 4-1 Símbolos de Operação .............................................13 4-2 Transmissão & Parada do Fuso................................14 4-3 Seleção de Velocidade do Fuso ...............................14 4-4 Operação Intermitente do Fuso ................................15
4-5 A Importância e os Métodos de Ajuste de Nivelamento do Fuso.....................................................................16
4-6 Transmissão & Parada da Caixa de Engrenagem....17 4-7 Operação da Caixa de Engrenagem.........................17 4-8 Operação Manual .....................................................17 4-9 Operação de Avanço Automático .............................18 4-10 Operação de Parada Avanço Automático .................18
CONTEÚDO
4-11 Operação de Parada Avanço Automático de 4 posições 18
4-12 Operação do Cabeçote Móvel...................................19 4-13 Operação de Avanço Rápido (Dispositivo opcional) 20 5. ROSQUEAMENTO 5-1 Dispositivo do Parafuso de Avanço ..........................21 5-2 Rosqueamento..........................................................21 5-3 Indicador do Mostrador da Rosca .............................21 5-4 Gráfico de Avanço & Rosca......................................23 5-5 Módulo & Gráfico de Rosca D.P. ..............................26 6. LUBRIFICAÇÃO 6-1 Lubrificação do Cabeçote .........................................28 6-2 Lubrificação do Tablier e da Caixa de Engrenagem .28 6-3 Gráficos de Lubrificação ...........................................28 6-4 Locais de Lubrificação ............................................. 29 7. AJUSTE & MANUTENÇÃO 7-1 Cabeçote ................................................................30 7-2 Tablier & Torno .........................................................31 7-3 Caixa de Engrenagem ..............................................32 7-4 Ajuste da Linha Central do Cabeçote Móvel .............32 7-5 Ajuste da Correia de Tensão ....................................33 7-6 Ajuste da Correia do Freio ........................................33 7-7 Ajuste do Freio & Micro Interruptor ...........................34 7-8 Ajuste de Retorno do Parafuso de Avanço ...............34 7-9 Reparo do Líquido de Resfriamento de Corte...........34 8. LISTA DE PEÇAS ...............................................35 9. LAUDO DE SEGURANÇA 5-LT-CDM660-A...51
4
PREFÁCIO
Obrigado por adotar nosso torno como sua ferramenta de produção. Antes de
operar o torno, é necessário estudar o nosso manual. Se operado corretamente, a máquina é eficiente e fácil de operar.
Este manual é composto por 8 capítulos, incluindo principalmente a operação,
manutenção e lista de peças de reposição. Por favor, leia o manual cuidadosamente desde a primeira até a última, a fim de familiarizar-se com esta máquina e trabalhar de forma eficiente e precisa. Além disso, com base nas considerações de segurança, o operador deve ser bem treinado, de acordo com todas as instruções do manual. Qualquer dano à máquina e ferimento ao operador causado por mau funcionamento e negligência quanto à instrução por nós fornecida não estão cobertos pela garantia
Além das instruções listadas em nosso manual, existem algumas questões que
também necessitam de atenção: 1. Não exponha a máquina ao ar livre, a fim de evitar qualquer dano causado pelo
clima, além disso, mantenha a máquina longe de ventiladores de resfriamento. 2. Lubrifique a máquina com lubrificantes ou graxas recomendados ou indicados. 3. Retire os fragmentos periodicamente para manter a máquina limpa, isto fará
com que o tempo de vida útil da máquina seja mais longo. 4. Se a guia de barramento estiver amassada, não mova o carro até que a guia de
barramento seja reparada. Caso tenha qualquer pergunta, por favor, não hesite em contatar a Timemaster
através do site www.timemaster.com.br ou pelo e-mail [email protected].
5
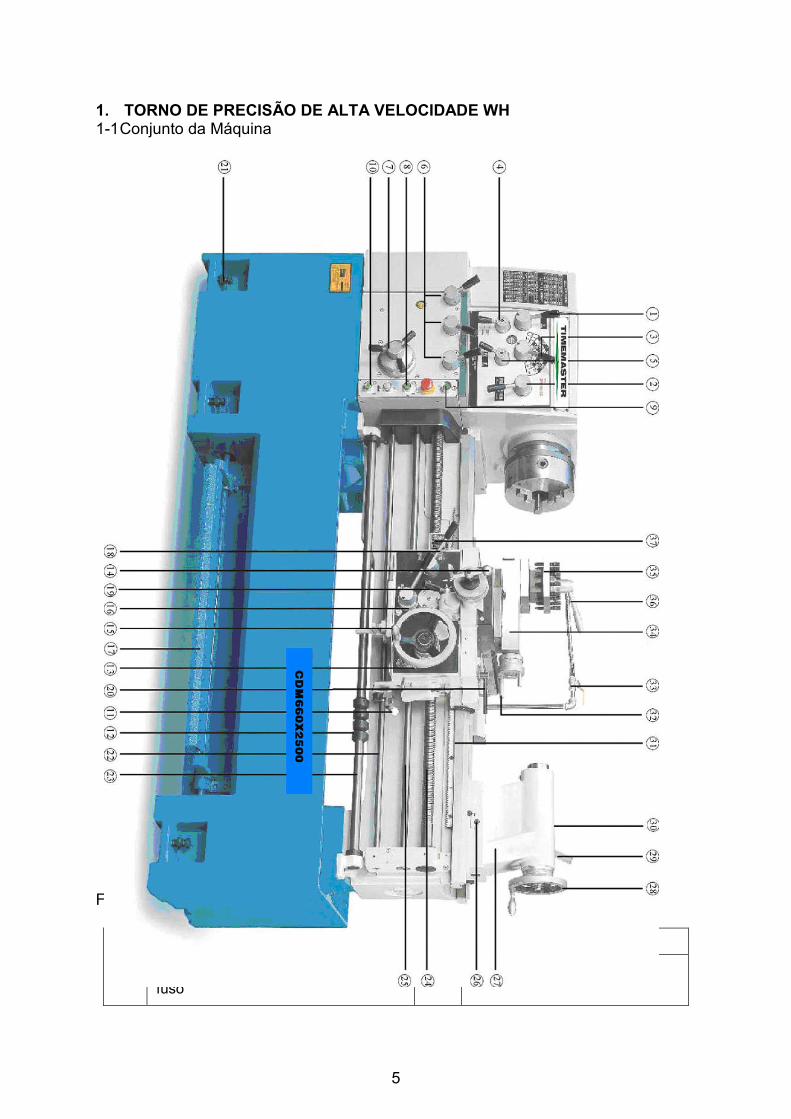
1. TORNO DE PRECISÃO DE ALTA VELOCIDADE WH 1-1 Conjunto da Máquina
Fig. 1-1
ITEM DESCRIÇÃO ITEM DESCRIÇÃO
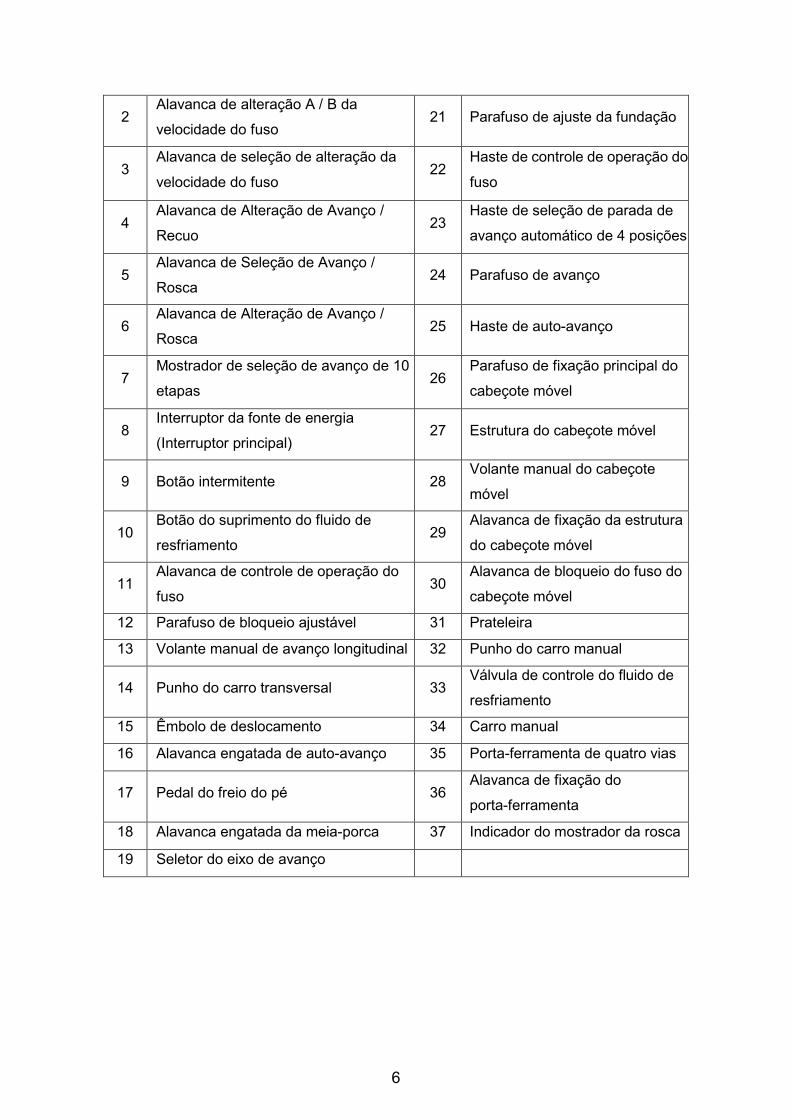
1 Alavanca de alteração da velocidade do
fuso 20 Alavanca de fixação do carro
6
2 Alavanca de alteração A / B da
velocidade do fuso 21 Parafuso de ajuste da fundação
3 Alavanca de seleção de alteração da
velocidade do fuso 22
Haste de controle de operação do
fuso
4 Alavanca de Alteração de Avanço /
Recuo 23
Haste de seleção de parada de
avanço automático de 4 posições
5 Alavanca de Seleção de Avanço /
Rosca 24 Parafuso de avanço
6 Alavanca de Alteração de Avanço /
Rosca 25 Haste de auto-avanço
7 Mostrador de seleção de avanço de 10
etapas 26
Parafuso de fixação principal do
cabeçote móvel
8 Interruptor da fonte de energia
(Interruptor principal) 27 Estrutura do cabeçote móvel
9 Botão intermitente 28 Volante manual do cabeçote
móvel
10 Botão do suprimento do fluido de
resfriamento 29
Alavanca de fixação da estrutura
do cabeçote móvel
11 Alavanca de controle de operação do
fuso 30
Alavanca de bloqueio do fuso do
cabeçote móvel
12 Parafuso de bloqueio ajustável 31 Prateleira
13 Volante manual de avanço longitudinal 32 Punho do carro manual
14 Punho do carro transversal 33 Válvula de controle do fluido de
resfriamento
15 Êmbolo de deslocamento 34 Carro manual
16 Alavanca engatada de auto-avanço 35 Porta-ferramenta de quatro vias
17 Pedal do freio do pé 36 Alavanca de fixação do
porta-ferramenta
18 Alavanca engatada da meia-porca 37 Indicador do mostrador da rosca
19 Seletor do eixo de avanço

7
2. RETIRADA DA EMBALAGEM E INSTALAÇÃO DA MÁQUINA
2-1 Retirada da Embalagem
Após a entrega da máquina, verifique em primeiro lugar se a caixa de madeira está danificada ou não, em seguida, abra o gabinete e inspecione a máquina em busca de qualquer dano ou falta de peças. Em caso afirmativo, por favor, entre imediatamente em contato com nossa empresa ou com a companhia de seguros a fim de obter a melhor solução ou reembolso; de outro modo, a nossa empresa ou a empresa de seguros não estará em posição de compensar os danos.
2-2 Içamento Favor consultar a figura 2-2 para verificar o movimento e descarga da máquina de sobre o caminhão. As etapas de içamento dos tornos são as seguintes: (1) Prenda a guia de barramento com um gancho especialmente feito, consistindo
de uma braçadeira e de uma corrente de ferro. (2) Levante um pouco o torno com grua, em seguida, verifique se o torno está
equilibrado. Caso não esteja, mova o tablier e os carros transversais para trás ou para frente para fazer com que a máquina atinja o equilibro.
(3) Quando a máquina chegar ao local desça-a lentamente para evitar qualquer imprecisão da máquina causada por colisões ou quedas.
(4) Para ajustar o gabinete elétrico, a máquina deve estar localizada em uma área com espaço suficiente, com um min. de 600 milímetros ou mais da parede em volta e da extremidade do cabeçote móvel.
(1)
(2)
Fig. 2-2
8
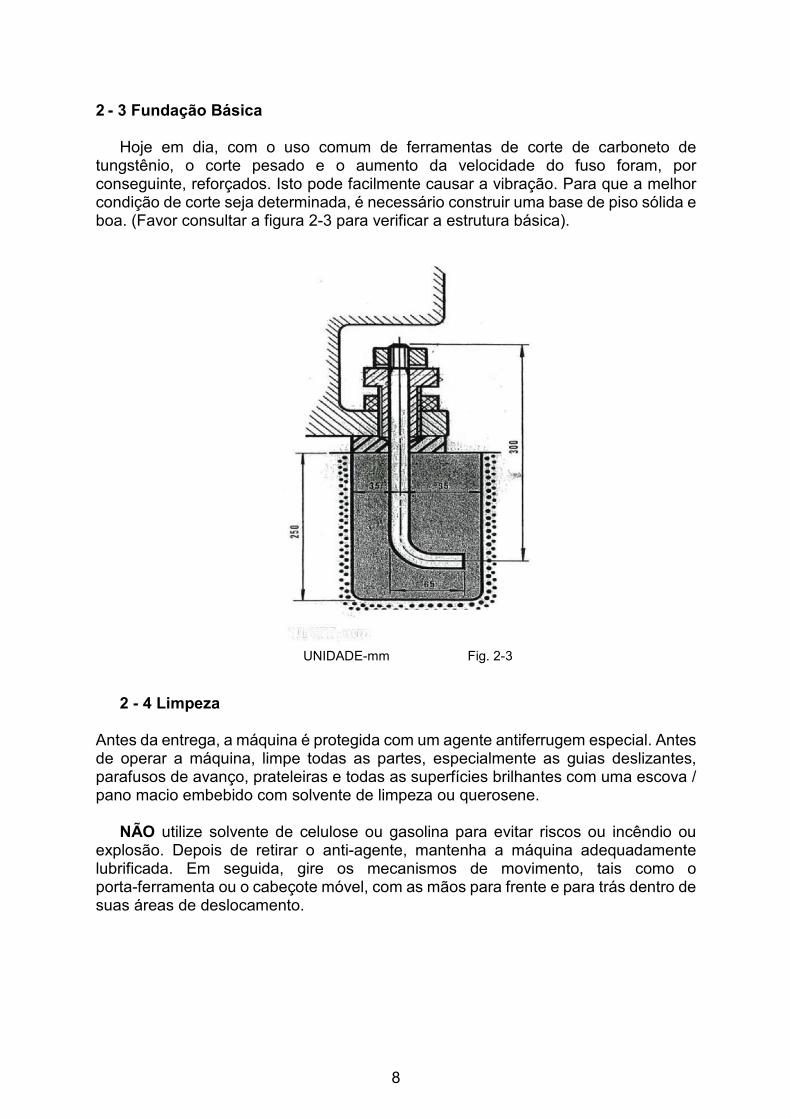
2 - 3 Fundação Básica Hoje em dia, com o uso comum de ferramentas de corte de carboneto de
tungstênio, o corte pesado e o aumento da velocidade do fuso foram, por conseguinte, reforçados. Isto pode facilmente causar a vibração. Para que a melhor condição de corte seja determinada, é necessário construir uma base de piso sólida e boa. (Favor consultar a figura 2-3 para verificar a estrutura básica).
UNIDADE-mm Fig. 2-3
2 - 4 Limpeza
Antes da entrega, a máquina é protegida com um agente antiferrugem especial. Antes de operar a máquina, limpe todas as partes, especialmente as guias deslizantes, parafusos de avanço, prateleiras e todas as superfícies brilhantes com uma escova / pano macio embebido com solvente de limpeza ou querosene.
NÃO utilize solvente de celulose ou gasolina para evitar riscos ou incêndio ou
explosão. Depois de retirar o anti-agente, mantenha a máquina adequadamente lubrificada. Em seguida, gire os mecanismos de movimento, tais como o porta-ferramenta ou o cabeçote móvel, com as mãos para frente e para trás dentro de suas áreas de deslocamento.

9
2 - 5 Ajuste de Nível
Uma vez que o concreto e o parafuso de fixação estejam completamente secos e fixos, é hora de ajustar o nível das guias deslizantes. Um nível de maquinista (precisão de 0,02 mm / 1000 mm) deve ser colocado sobre as guias deslizantes da bancada. Ajuste parafuso de fixação no sentido longitudinal do nível da bancada. Para o sentido transversal do nível da bancada, aperte as porcas até que a precisão esteja dentro de 0,04 mm / 1000 mm. Em seguida, verifique novamente.
Caso algum desvio resulte a partir das porcas, será necessário realizar um novo ajuste (vide Fig. 2-5).
Fig. 2-5
10
3. CONTROLE DO CIRCUITO ELÉTRICO
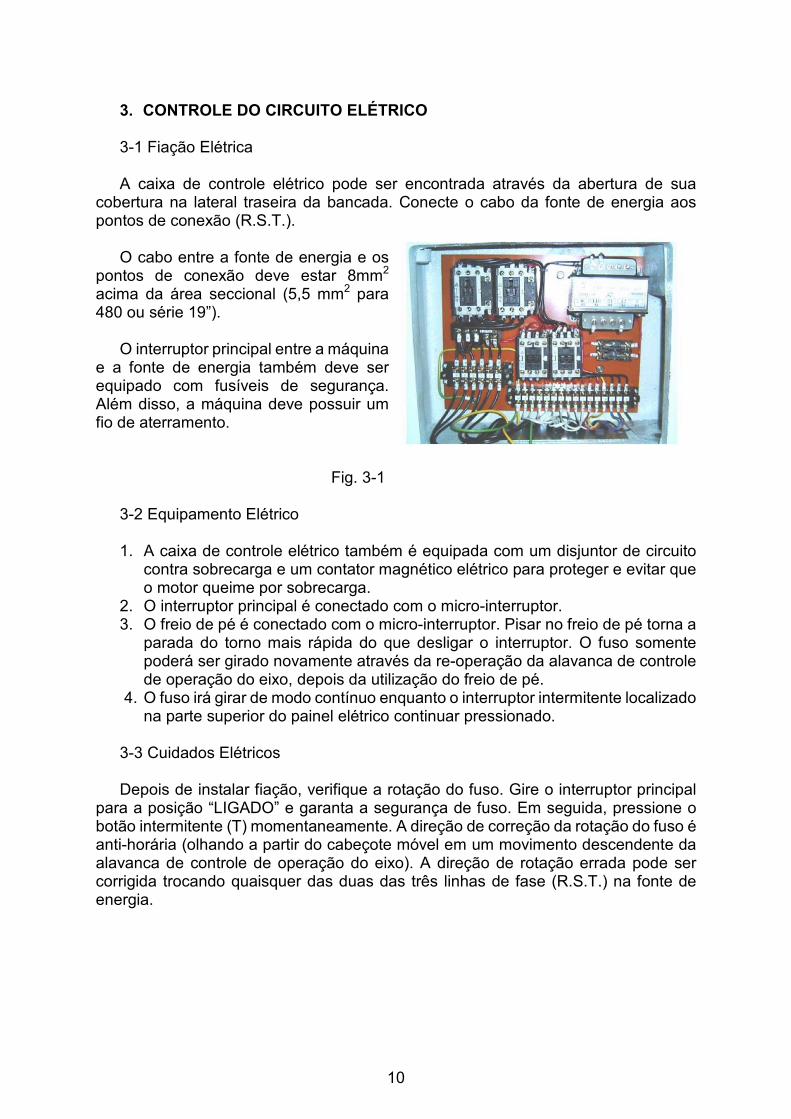
3-1 Fiação Elétrica A caixa de controle elétrico pode ser encontrada através da abertura de sua
cobertura na lateral traseira da bancada. Conecte o cabo da fonte de energia aos pontos de conexão (R.S.T.).
O cabo entre a fonte de energia e os
pontos de conexão deve estar 8mm2 acima da área seccional (5,5 mm2 para 480 ou série 19”).
O interruptor principal entre a máquina
e a fonte de energia também deve ser equipado com fusíveis de segurança. Além disso, a máquina deve possuir um fio de aterramento.
Fig. 3-1 3-2 Equipamento Elétrico 1. A caixa de controle elétrico também é equipada com um disjuntor de circuito
contra sobrecarga e um contator magnético elétrico para proteger e evitar que o motor queime por sobrecarga.
2. O interruptor principal é conectado com o micro-interruptor. 3. O freio de pé é conectado com o micro-interruptor. Pisar no freio de pé torna a
parada do torno mais rápida do que desligar o interruptor. O fuso somente poderá ser girado novamente através da re-operação da alavanca de controle de operação do eixo, depois da utilização do freio de pé.
4. O fuso irá girar de modo contínuo enquanto o interruptor intermitente localizado na parte superior do painel elétrico continuar pressionado.
3-3 Cuidados Elétricos Depois de instalar fiação, verifique a rotação do fuso. Gire o interruptor principal
para a posição “LIGADO” e garanta a segurança de fuso. Em seguida, pressione o botão intermitente (T) momentaneamente. A direção de correção da rotação do fuso é anti-horária (olhando a partir do cabeçote móvel em um movimento descendente da alavanca de controle de operação do eixo). A direção de rotação errada pode ser corrigida trocando quaisquer das duas das três linhas de fase (R.S.T.) na fonte de energia.
11
4. TESTE & OPERAÇÃO
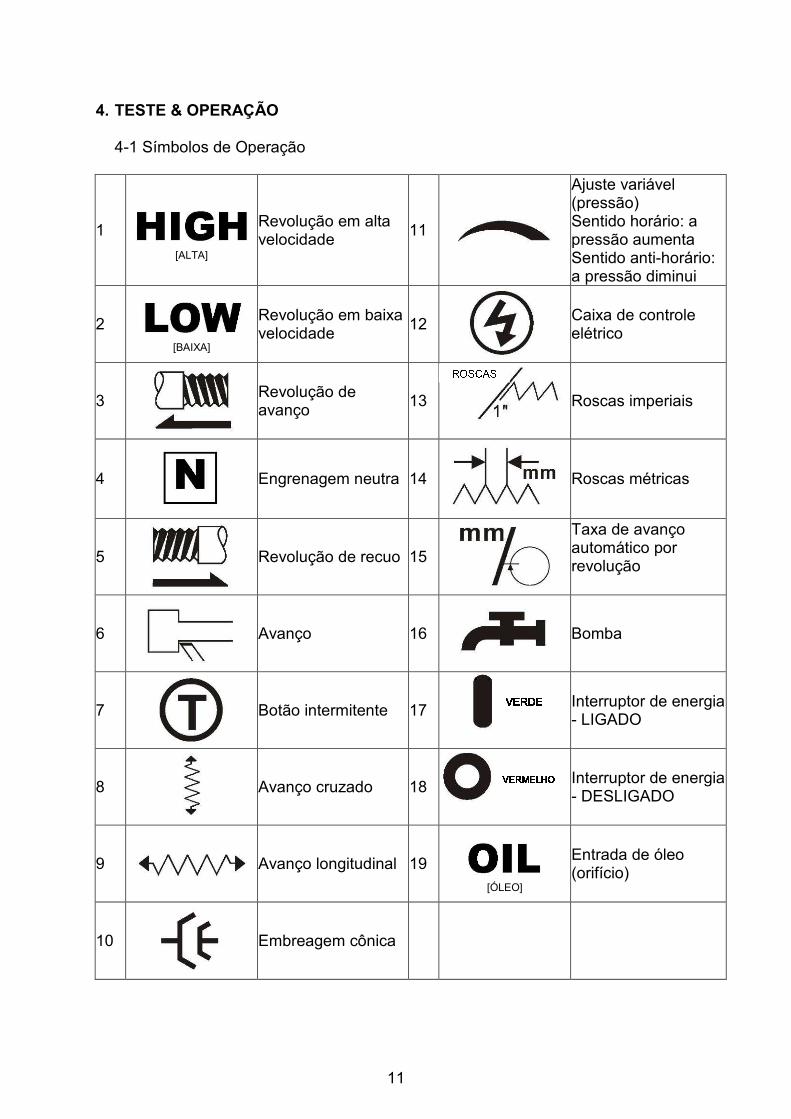
4-1 Símbolos de Operação
1
[ALTA]
Revolução em alta velocidade
11
Ajuste variável (pressão) Sentido horário: a pressão aumenta Sentido anti-horário: a pressão diminui
2
[BAIXA]
Revolução em baixa velocidade
12
Caixa de controle elétrico
3
Revolução de avanço
13 Roscas imperiais
4
Engrenagem neutra 14
Roscas métricas
5
Revolução de recuo 15
Taxa de avanço automático por revolução
6
Avanço 16
Bomba
7
Botão intermitente 17
Interruptor de energia - LIGADO
8
Avanço cruzado 18
Interruptor de energia - DESLIGADO
9 Avanço longitudinal 19
[ÓLEO]
Entrada de óleo (orifício)
10
Embreagem cônica
ROSCAS
VERDEVERDEVERDEVERDE VERMELHOVERMELHOVERMELHOVERMELHO

12
4-2 Transmissão & Parada do Fuso Após o procedimento anteriormente descrito neste manual ter sido realizado, é hora de testar a máquina. Posicione a alavanca de mudança D / E de velocidade de fuso em “L”, a alavanca de seleção de mudança da velocidade do fuso totalmente para o lado esquerdo e a alavanca de mudança de avanço / recuo na posição “N”. Ao levantar a alavanca de controle de operação do fuso ( da figura 1-1), o fuso irá girar no sentido de avanço, ao pressionar a alavanca, o fuso irá girar no sentido de recuo; na posição “neutra”, o fuso irá parar. Para a revolução de avanço / recuo normal, sempre opere a alavanca de controle de operação do fuso. Para a parada de emergência, pise no freio de pé, a alavanca de controle de operação do fuso deverá retornar para a posição “neutra” depois do acionamento do freio de pé. Depois, inicie o fuso. Gire o botão do suprimento de fluido de resfriamento ( da figura 1-1). Ajuste a válvula de ajuste para o fluxo de refrigerante necessário.
Fig. 4-2 4-3 Seleção de Velocidade do Fuso
A mudança de velocidade do fuso é realizada através de três alavancas de mudança de velocidade:
1. Alavanca de mudança de velocidade de fuso 2. Alavanca de mudança D / E de velocidade de fuso 3. Alavanca de seleção de mudança da velocidade do fuso, para um total de 12
variações de velocidades do fuso. Coloque a alavanca de mudança D / E de velocidade de fuso na engrenagem “neutra”, entre “D” e “E” e gire o fuso manualmente.

13
Para manter a segurança e proteger as engrenagens contra danos, somente mude as velocidades quando o motor estiver completamente parado. Se as engrenagens não forem engatadas facilmente, pressione o botão intermitente e manuseie as alavancas de mudança de velocidade para mudar as velocidades.
Atenção: Não mude as engrenagens enquanto o fuso estiver em funcionamento. Certifique-se de que as engrenagens estão adequadamente engatadas antes de iniciar a operação.
Fig.4-3 4-4 Operação Intermitente (Avanço Lento) do Fuso
Para a conformidade de mudança da velocidade do fuso, o reconhecimento da taxa de avanço e ajuste da linha de centro da peça de trabalho, pressione o botão intermitente localizado no lado direito da caixa de engrenagem, e o fuso irá girar no sentido de avanço. O fuso irá girar enquanto o interruptor intermitente estiver pressionado. O interruptor intermitente não pode girar no sentido de recuo.
PARE! ANTES DE MUDAR A VELOCIDADE
UTILIZE ÓLEO LEVE MOBILE D.T.L MUDE A CADA NOVO MÊS
BAIXA
ALTA
14
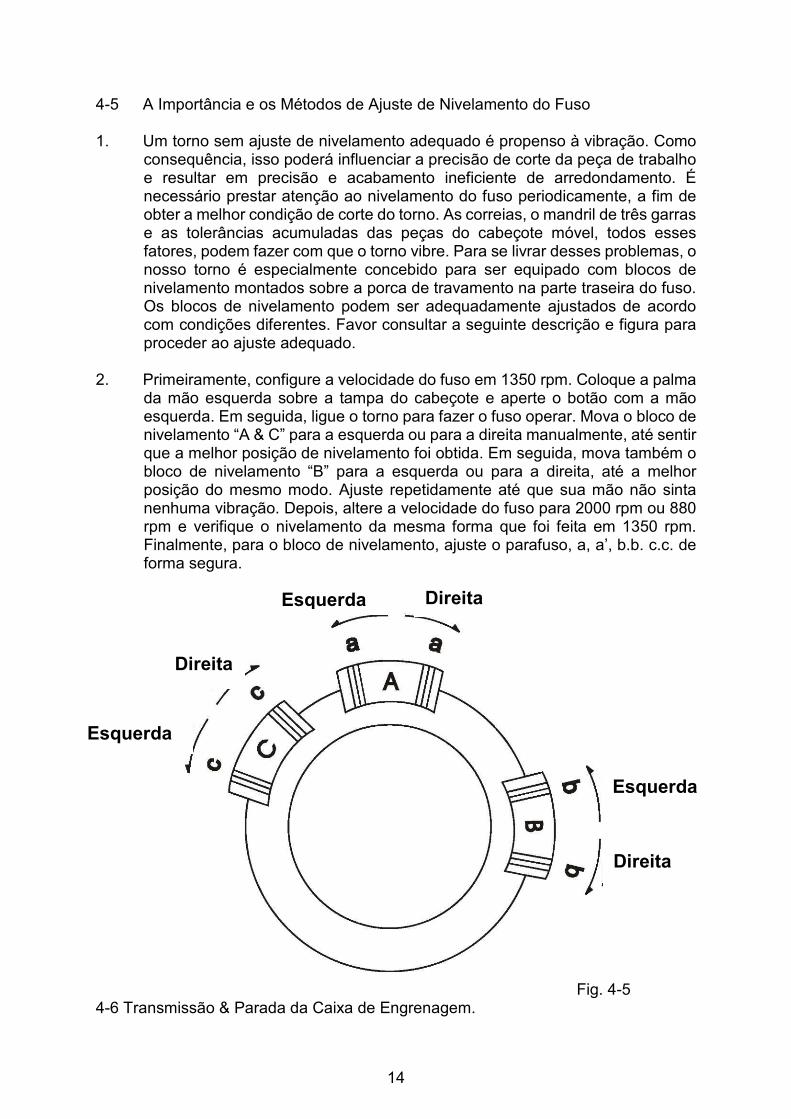
4-5 A Importância e os Métodos de Ajuste de Nivelamento do Fuso 1. Um torno sem ajuste de nivelamento adequado é propenso à vibração. Como
consequência, isso poderá influenciar a precisão de corte da peça de trabalho e resultar em precisão e acabamento ineficiente de arredondamento. É necessário prestar atenção ao nivelamento do fuso periodicamente, a fim de obter a melhor condição de corte do torno. As correias, o mandril de três garras e as tolerâncias acumuladas das peças do cabeçote móvel, todos esses fatores, podem fazer com que o torno vibre. Para se livrar desses problemas, o nosso torno é especialmente concebido para ser equipado com blocos de nivelamento montados sobre a porca de travamento na parte traseira do fuso. Os blocos de nivelamento podem ser adequadamente ajustados de acordo com condições diferentes. Favor consultar a seguinte descrição e figura para proceder ao ajuste adequado.
2. Primeiramente, configure a velocidade do fuso em 1350 rpm. Coloque a palma
da mão esquerda sobre a tampa do cabeçote e aperte o botão com a mão esquerda. Em seguida, ligue o torno para fazer o fuso operar. Mova o bloco de nivelamento “A & C” para a esquerda ou para a direita manualmente, até sentir que a melhor posição de nivelamento foi obtida. Em seguida, mova também o bloco de nivelamento “B” para a esquerda ou para a direita, até a melhor posição do mesmo modo. Ajuste repetidamente até que sua mão não sinta nenhuma vibração. Depois, altere a velocidade do fuso para 2000 rpm ou 880 rpm e verifique o nivelamento da mesma forma que foi feita em 1350 rpm. Finalmente, para o bloco de nivelamento, ajuste o parafuso, a, a’, b.b. c.c. de forma segura.
Fig. 4-5
4-6 Transmissão & Parada da Caixa de Engrenagem.
Esquerda
Esquerda
Esquerda
Direita
Direita
Direita

15
Abra a cobertura da extremidade para encontrar o trilho da engrenagem de transmissão do cabeçote à caixa de engrenagem; ao posicionar a alavanca de mudança de avanço / recuo ( da figura 1-1) no lado direito, o fuso irá girar em sentido de avanço; no lado esquerdo, em sentido de recuo; na posição neutra, o fuso irá parar. Não mude as engrenagens durante a operação. 4-7 Operação da Caixa de Engrenagem 1. Rosqueamento:
Com o projeto especial, não há necessidade de rearranjar as engrenagens de recuo para o rosqueamento. Favor consultar a “tabela de avanço & rosqueamento” e manusear a alavanca de seleção de avanço / rosqueamento ( da figura 1-1), a rosca, a alavanca de mudança de avanço ( da figura 1-1) e o mostrador de seleção de avanço de 10 etapas ( da figura 1-1) de forma adequada.
2. Avanço automático Do mesmo modo, selecione a taxa de avanço automático adequada posicionando a rosca, a alavanca de seleção de avanço ( da figura 1-1), a rosca, a alavanca de mudança de avanço ( da figura 1-1) e o mostrador de seleção de avanço de 10 etapas ( da figura 1-1) conforme indicado na “tabela de avanço & rosqueamento”.
4-8 Operação Manual
Primeiro, posicione tanto a alavanca de engate da meia-porca quanto a alavanca de mudança de recuo ( da figura 1-1) na posição ‘N’ para operar o volante manual do tablier , o punho do carro transversal e o punho do carro composto
de forma fácil. O avanço é de 17mm ou 20mm (de acordo com o necessário) por revolução do
volante manual do tablier. Os mostradores sobre o carro transversal e sobre o carro composto são graduados em 0,02 mm por calibragem e avançam 5 mm por revolução.
O porta-ferramenta pode ser girado em sentido horário após soltar a alavanca de fixação do porta-ferramenta ( da figura 1-1). Em seguida, posicione e aperte a alavanca de fixação. Para fixar o tablier, basta apertar a alavanca de fixação do torno
. Para o carro transversal e o carro composto, parafuse fixamente o parafuso de fixação ao lado do pino cônico.
16
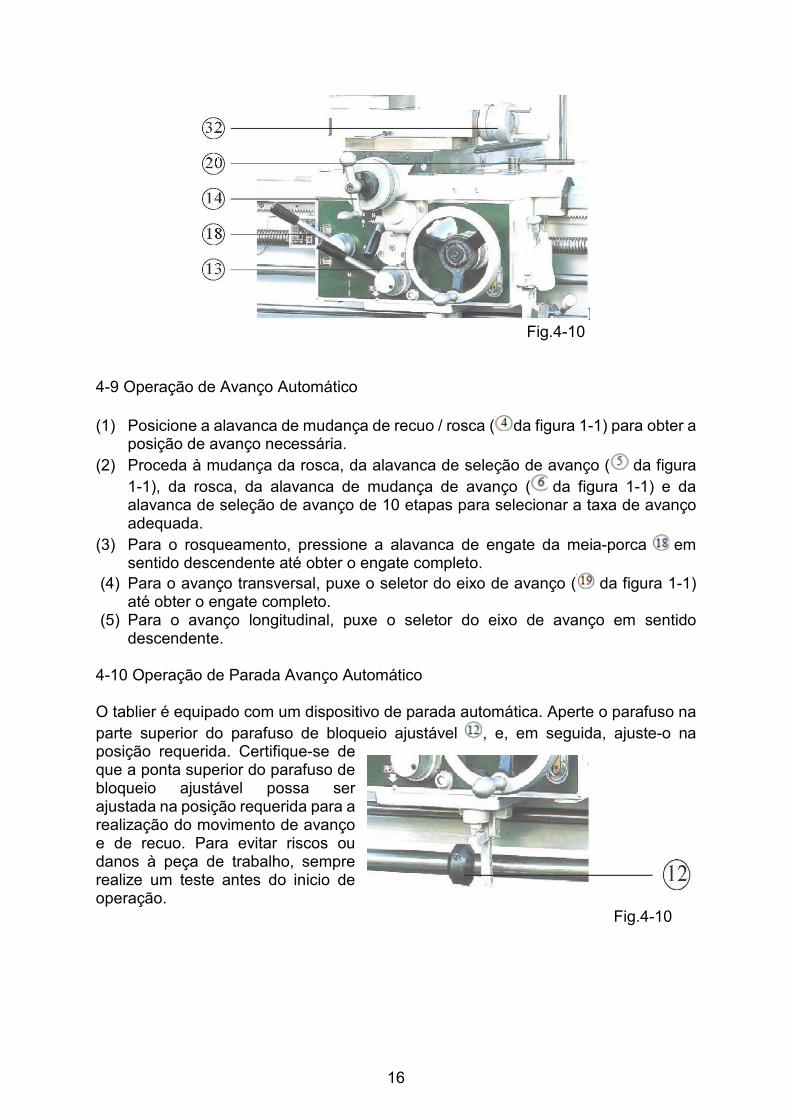
Fig.4-10
4-9 Operação de Avanço Automático (1) Posicione a alavanca de mudança de recuo / rosca ( da figura 1-1) para obter a
posição de avanço necessária. (2) Proceda à mudança da rosca, da alavanca de seleção de avanço ( da figura
1-1), da rosca, da alavanca de mudança de avanço ( da figura 1-1) e da alavanca de seleção de avanço de 10 etapas para selecionar a taxa de avanço adequada.
(3) Para o rosqueamento, pressione a alavanca de engate da meia-porca em sentido descendente até obter o engate completo.
(4) Para o avanço transversal, puxe o seletor do eixo de avanço ( da figura 1-1) até obter o engate completo.
(5) Para o avanço longitudinal, puxe o seletor do eixo de avanço em sentido descendente.
4-10 Operação de Parada Avanço Automático O tablier é equipado com um dispositivo de parada automática. Aperte o parafuso na parte superior do parafuso de bloqueio ajustável , e, em seguida, ajuste-o na posição requerida. Certifique-se de que a ponta superior do parafuso de bloqueio ajustável possa ser ajustada na posição requerida para a realização do movimento de avanço e de recuo. Para evitar riscos ou danos à peça de trabalho, sempre realize um teste antes do inicio de operação.
Fig.4-10
17
4-11 Operação de Parada Avanço Automático de 4 posições.
Para processar determinados tipos de comprimentos ou etapas da peça de trabalho, pode-se utilizar a parada de avanço automático de 4 posições para o corte de ajuste de comprimento.
(1) Gire o parafuso de bloqueio ajustável ( da figura 1-1) para a posição de ajuste requerida e posicione a ponta superior do parafuso de bloqueio ajustável para fora. Tente testar o avanço automático e ajuste a posição frontal e traseira do parafuso de bloqueio ajustável, caso necessário, a fim de averiguar a precisão de posição de ajuste.
(2) Em seguida, opere manualmente a alavanca de seleção de parada de avanço automático de 4 posições para o segundo parafuso de bloqueio ajustável e fixe o parafuso de bloqueio ajustável de acordo com o procedimento acima descrito.
(3) Utilize o mesmo procedimento para o terceiro e quarto parafuso de bloqueio ajustável.
(4) Enquanto o tablier estiver em posição de avanço automático, somente a ponta superior do parafuso de bloqueio ajustável, posicionada para fora, poderá tocar o êmbolo de bloqueio ( da figura 1-1). Após a parada do avanço automático do tablier, os outros três parafusos de bloqueio ajustável podem passar livremente, sem qualquer função.
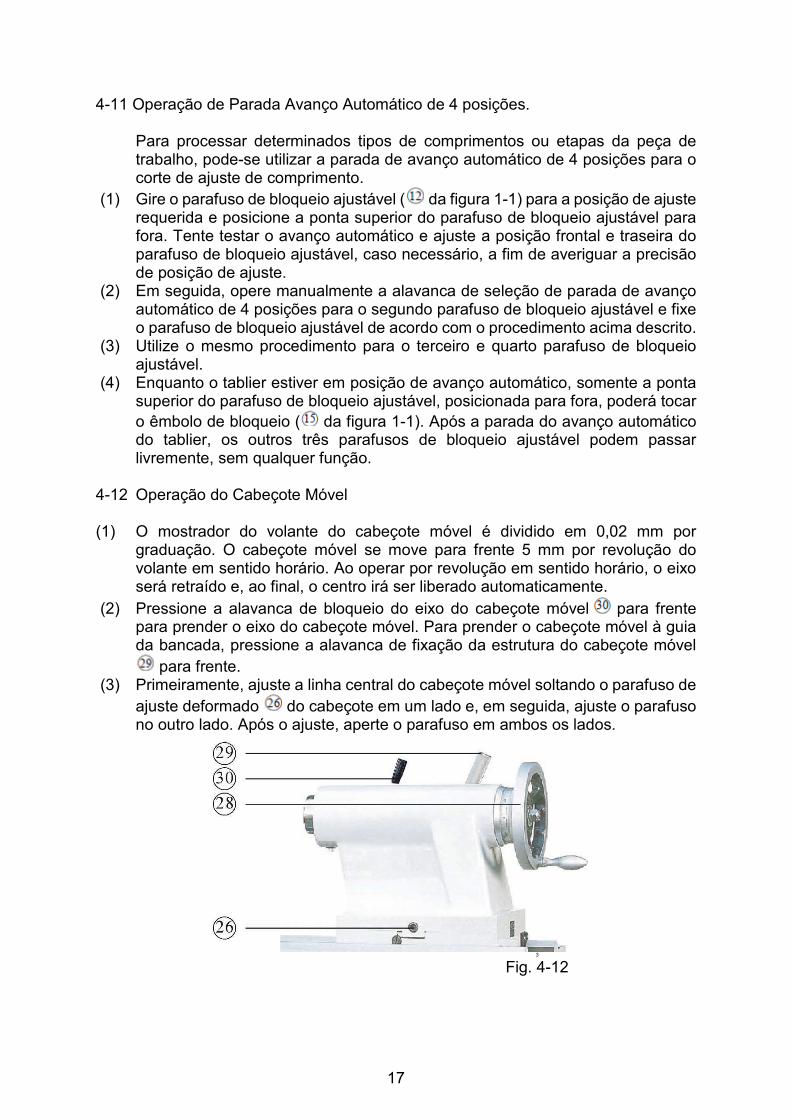
4-12 Operação do Cabeçote Móvel (1) O mostrador do volante do cabeçote móvel é dividido em 0,02 mm por
graduação. O cabeçote móvel se move para frente 5 mm por revolução do volante em sentido horário. Ao operar por revolução em sentido horário, o eixo será retraído e, ao final, o centro irá ser liberado automaticamente.
(2) Pressione a alavanca de bloqueio do eixo do cabeçote móvel para frente para prender o eixo do cabeçote móvel. Para prender o cabeçote móvel à guia da bancada, pressione a alavanca de fixação da estrutura do cabeçote móvel
para frente. (3) Primeiramente, ajuste a linha central do cabeçote móvel soltando o parafuso de
ajuste deformado do cabeçote em um lado e, em seguida, ajuste o parafuso no outro lado. Após o ajuste, aperte o parafuso em ambos os lados.
3
Fig. 4-12
18
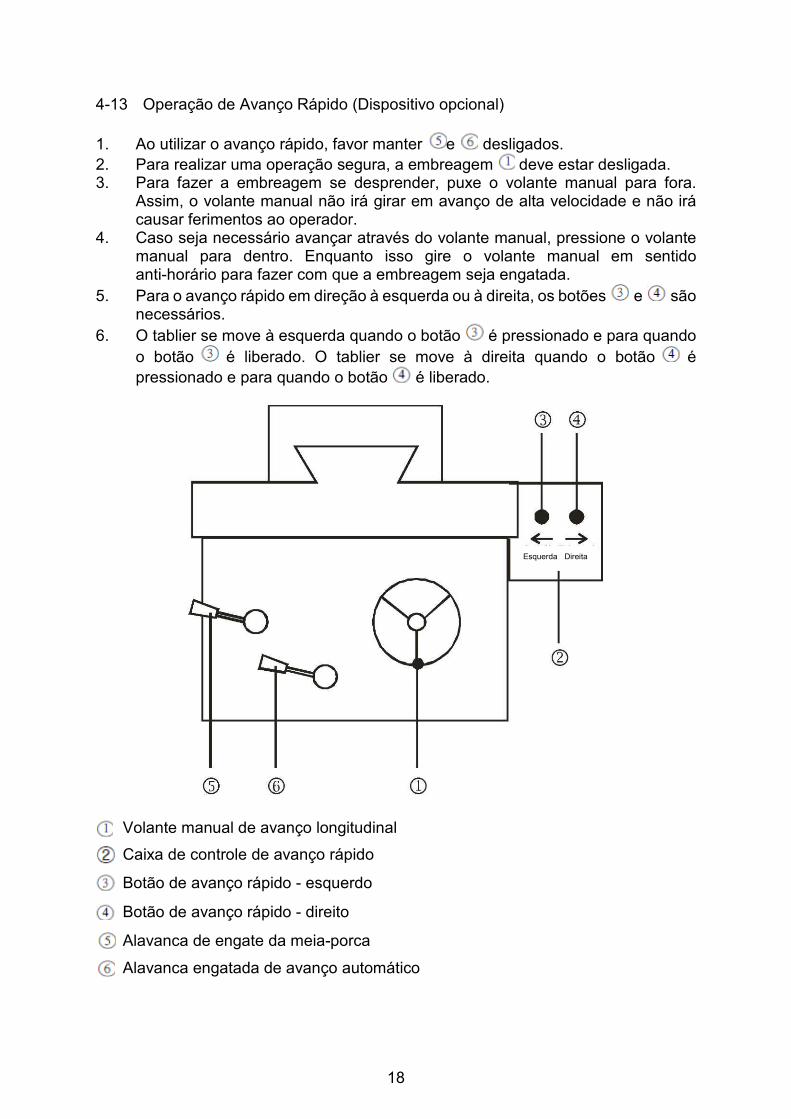
4-13 Operação de Avanço Rápido (Dispositivo opcional) 1. Ao utilizar o avanço rápido, favor manter e desligados. 2. Para realizar uma operação segura, a embreagem deve estar desligada. 3. Para fazer a embreagem se desprender, puxe o volante manual para fora.
Assim, o volante manual não irá girar em avanço de alta velocidade e não irá causar ferimentos ao operador.
4. Caso seja necessário avançar através do volante manual, pressione o volante manual para dentro. Enquanto isso gire o volante manual em sentido anti-horário para fazer com que a embreagem seja engatada.
5. Para o avanço rápido em direção à esquerda ou à direita, os botões e são necessários.
6. O tablier se move à esquerda quando o botão é pressionado e para quando o botão é liberado. O tablier se move à direita quando o botão é pressionado e para quando o botão é liberado.
Volante manual de avanço longitudinal
Caixa de controle de avanço rápido
Botão de avanço rápido - esquerdo
Botão de avanço rápido - direito
Alavanca de engate da meia-porca
Alavanca engatada de avanço automático
Esquerda Direita

19
5. Rosqueamento
5-1 Dispositivo do Parafuso de Avanço
Mover a alavanca de avanço / recuo ( da figura 1-1) para a direita fará com que o parafuso de avanço gire para trás; mover a alavanca para a esquerda fará com que o parafuso de avanço gire para frente e quando a alavanca estiver na posição neutra, o parafuso de avanço irá parar.
5-2 Rosqueamento
1. Após selecionar a rosca a ser cortada, ajuste as seguintes alavancas para a posição adequada: , e da figura 1-1. (Por exemplo, caso queira avançar 18 TPI, você precisará ajustar as alavancas para ler conforme PAE2).
2. Desligue o torno.
3. Engate a meia-porca pressionando da figura 1-1 para baixo, certificando-se de que ela esteja completamente engatada.
5-3 Indicador do Mostrador da Rosca
1. Indicador do mostrador da rosca para parafusos de avanço Imperial Para o corte de números pares de roscas, o parafuso de avanço pode
ser engatado sobre qualquer número de linha. Para o corte de números ímpares de roscas, o parafuso de avanço pode ser engatado sobre qualquer número. Para o corte de roscas fracionárias (½, ¼, etc.) o parafuso de avanço somente pode ser engatado sobre o mesmo número ou linha.
Nota: Ao cortar roscas métricas sobre um torno com um parafuso de avanço Imperial, certifique-se de que a meia-porca esteja engatada durante todo o tempo (caso não esteja, a rosca não se repetirá).
20
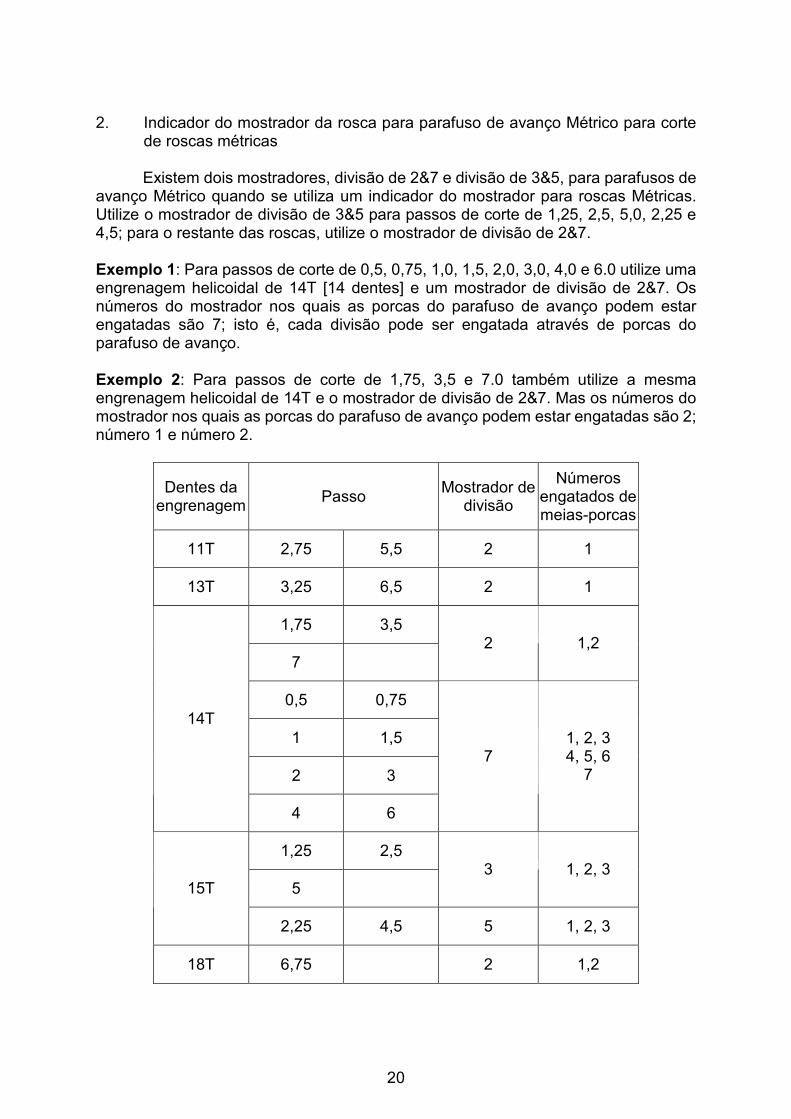
2. Indicador do mostrador da rosca para parafuso de avanço Métrico para corte
de roscas métricas Existem dois mostradores, divisão de 2&7 e divisão de 3&5, para parafusos de avanço Métrico quando se utiliza um indicador do mostrador para roscas Métricas. Utilize o mostrador de divisão de 3&5 para passos de corte de 1,25, 2,5, 5,0, 2,25 e 4,5; para o restante das roscas, utilize o mostrador de divisão de 2&7. Exemplo 1: Para passos de corte de 0,5, 0,75, 1,0, 1,5, 2,0, 3,0, 4,0 e 6.0 utilize uma engrenagem helicoidal de 14T [14 dentes] e um mostrador de divisão de 2&7. Os números do mostrador nos quais as porcas do parafuso de avanço podem estar engatadas são 7; isto é, cada divisão pode ser engatada através de porcas do parafuso de avanço. Exemplo 2: Para passos de corte de 1,75, 3,5 e 7.0 também utilize a mesma engrenagem helicoidal de 14T e o mostrador de divisão de 2&7. Mas os números do mostrador nos quais as porcas do parafuso de avanço podem estar engatadas são 2; número 1 e número 2.
Dentes da engrenagem
Passo Mostrador de
divisão
Números engatados de meias-porcas
11T 2,75 5,5 2 1
13T 3,25 6,5 2 1
1,75 3,5
7 2 1,2
0,5 0,75
1 1,5
2 3
14T
4 6
7 1, 2, 3 4, 5, 6
7
1,25 2,5
5 3 1, 2, 3
15T
2,25 4,5 5 1, 2, 3
18T 6,75 2 1,2
21
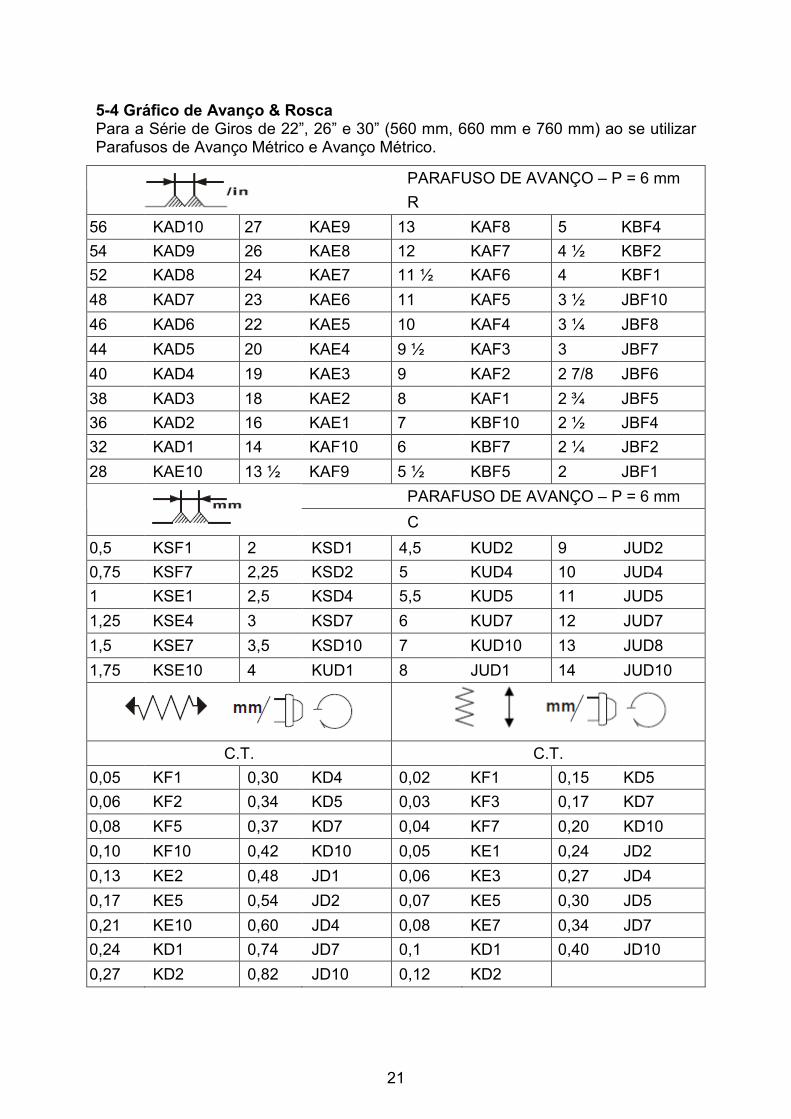
5-4 Gráfico de Avanço & Rosca Para a Série de Giros de 22”, 26” e 30” (560 mm, 660 mm e 760 mm) ao se utilizar Parafusos de Avanço Métrico e Avanço Métrico.
PARAFUSO DE AVANÇO – P = 6 mm
R
56 KAD10 27 KAE9 13 KAF8 5 KBF4
54 KAD9 26 KAE8 12 KAF7 4 ½ KBF2
52 KAD8 24 KAE7 11 ½ KAF6 4 KBF1
48 KAD7 23 KAE6 11 KAF5 3 ½ JBF10
46 KAD6 22 KAE5 10 KAF4 3 ¼ JBF8
44 KAD5 20 KAE4 9 ½ KAF3 3 JBF7
40 KAD4 19 KAE3 9 KAF2 2 7/8 JBF6
38 KAD3 18 KAE2 8 KAF1 2 ¾ JBF5
36 KAD2 16 KAE1 7 KBF10 2 ½ JBF4
32 KAD1 14 KAF10 6 KBF7 2 ¼ JBF2
28 KAE10 13 ½ KAF9 5 ½ KBF5 2 JBF1
PARAFUSO DE AVANÇO – P = 6 mm
C
0,5 KSF1 2 KSD1 4,5 KUD2 9 JUD2
0,75 KSF7 2,25 KSD2 5 KUD4 10 JUD4
1 KSE1 2,5 KSD4 5,5 KUD5 11 JUD5
1,25 KSE4 3 KSD7 6 KUD7 12 JUD7
1,5 KSE7 3,5 KSD10 7 KUD10 13 JUD8
1,75 KSE10 4 KUD1 8 JUD1 14 JUD10
C.T. C.T.
0,05 KF1 0,30 KD4 0,02 KF1 0,15 KD5
0,06 KF2 0,34 KD5 0,03 KF3 0,17 KD7
0,08 KF5 0,37 KD7 0,04 KF7 0,20 KD10
0,10 KF10 0,42 KD10 0,05 KE1 0,24 JD2
0,13 KE2 0,48 JD1 0,06 KE3 0,27 JD4
0,17 KE5 0,54 JD2 0,07 KE5 0,30 JD5
0,21 KE10 0,60 JD4 0,08 KE7 0,34 JD7
0,24 KD1 0,74 JD7 0,1 KD1 0,40 JD10
0,27 KD2 0,82 JD10 0,12 KD2

22
Para a Série de Giros de 22”, 26” e 30” (560 mm, 660 mm e 760 mm) ao se utilizar Parafusos de Avanço Imperial e Avanço Imperial.
PARAFUSO DE AVANÇO = 4TPI
R
56 KAD10 27 KAE9 13 KAF8 5 KBF4
54 KAD9 26 KAE8 12 KAF7 4 ½ KBF2
52 KAD8 24 KAE7 11 ½ KAF6 4 KBF1
48 KAD7 23 KAE6 11 KAF5 3 ½ JBF10
46 KAD6 22 KAE5 10 KAF4 3 ¼ JBF8
44 KAD5 20 KAE4 9 ½ KAF3 3 JBF7
40 KAD4 19 KAE3 9 KAF2 2 7/8 JBF6
38 KAD3 18 KAE2 8 KAF1 2 ¾ JBF5
36 KAD2 16 KAE1 7 KBF10 2 ½ JBF4
32 KAD1 14 KAF10 6 KBF7 2 ¼ JBF2
28 KAE10 13 ½ KAF9 5 ½ KBF5 2 JBF1
PARAFUSO DE AVANÇO = 4TPI
C
0,5 KSF1 2 KSD1 4,5 KUD2 9 JUD2
0,75 KSF7 2,25 KSD2 5 KUD4 10 JUD4
1 KSE1 2,5 KSD4 5,5 KUD5 11 JUD5
1,25 KSE4 3 KSD7 6 KUD7 12 JUD7
1,5 KSE7 3,5 KSD10 7 KUD10 13 JUD8
1,75 KSE10 4 KUD1 8 JUD1 14 JUD10
C.T. C.T.
0,002 KF1 0,011 KD4 0,001 KF7 0,0043 KD8
0,0025 KF2 0,012 KD5 0,0012 KF10 0,0047 KD10
0,0031 KF5 0,014 KD7 0,0015 KE2 0,0052 JD1
0,0039 KF10 0,016 KD10 0,0017 KE4 0,0060 JD2
0,0051 KE2 0,018 JD1 0,002 KE7 0,0071 JD5
0,006 KE5 0,020 JD2 0,0023 KE10 0,0078 JD7
0,008 KE10 0,023 JD4 0,0026 KD1 0,0086 JD8
0,009 KD1 0,027 JD7 0,0030 KD2 0,0094 JD10
0,010 KD2 0,032 JD10 0,0036 KD5
23
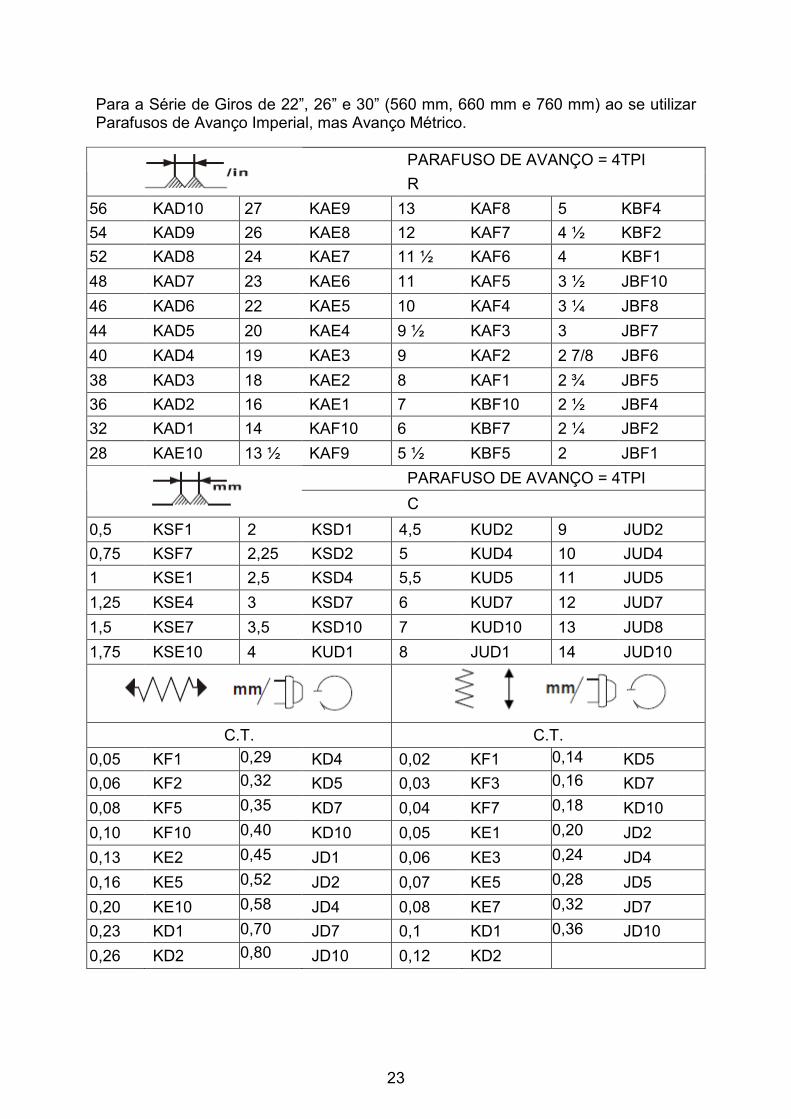
Para a Série de Giros de 22”, 26” e 30” (560 mm, 660 mm e 760 mm) ao se utilizar Parafusos de Avanço Imperial, mas Avanço Métrico.
PARAFUSO DE AVANÇO = 4TPI
R
56 KAD10 27 KAE9 13 KAF8 5 KBF4
54 KAD9 26 KAE8 12 KAF7 4 ½ KBF2
52 KAD8 24 KAE7 11 ½ KAF6 4 KBF1
48 KAD7 23 KAE6 11 KAF5 3 ½ JBF10
46 KAD6 22 KAE5 10 KAF4 3 ¼ JBF8
44 KAD5 20 KAE4 9 ½ KAF3 3 JBF7
40 KAD4 19 KAE3 9 KAF2 2 7/8 JBF6
38 KAD3 18 KAE2 8 KAF1 2 ¾ JBF5
36 KAD2 16 KAE1 7 KBF10 2 ½ JBF4
32 KAD1 14 KAF10 6 KBF7 2 ¼ JBF2
28 KAE10 13 ½ KAF9 5 ½ KBF5 2 JBF1
PARAFUSO DE AVANÇO = 4TPI
C
0,5 KSF1 2 KSD1 4,5 KUD2 9 JUD2
0,75 KSF7 2,25 KSD2 5 KUD4 10 JUD4
1 KSE1 2,5 KSD4 5,5 KUD5 11 JUD5
1,25 KSE4 3 KSD7 6 KUD7 12 JUD7
1,5 KSE7 3,5 KSD10 7 KUD10 13 JUD8
1,75 KSE10 4 KUD1 8 JUD1 14 JUD10
C.T. C.T.
0,05 KF1 0,29 KD4 0,02 KF1 0,14 KD5
0,06 KF2 0,32 KD5 0,03 KF3 0,16 KD7
0,08 KF5 0,35 KD7 0,04 KF7 0,18 KD10
0,10 KF10 0,40 KD10 0,05 KE1 0,20 JD2
0,13 KE2 0,45 JD1 0,06 KE3 0,24 JD4
0,16 KE5 0,52 JD2 0,07 KE5 0,28 JD5
0,20 KE10 0,58 JD4 0,08 KE7 0,32 JD7
0,23 KD1 0,70 JD7 0,1 KD1 0,36 JD10
0,26 KD2 0,80 JD10 0,12 KD2

24
5-5 Módulo & Gráfico de Rosca D.P. Para a Série de Giros de 22”, 26” e 30” (560 mm, 660 mm e 760 mm) ao se utilizar Parafusos de Avanço Métrico.
PARAFUSO DE AVANÇO – P = 6 mm
R
56 KAD10 27 KAE9 13 KAF8 5 KBF4
54 KAD9 26 KAE8 12 KAF7 4 ½ KBF2
52 KAD8 24 KAE7 11 ½ KAF6 4 KBF1
48 KAD7 23 KAE6 11 KAF5 3 ½ JBF10
46 KAD6 22 KAE5 10 KAF4 3 ¼ JBF8
44 KAD5 20 KAE4 9 ½ KAF3 3 JBF7
40 KAD4 19 KAE3 9 KAF2 2 7/8 JBF6
38 KAD3 18 KAE2 8 KAF1 2 ¾ JBF5
36 KAD2 16 KAE1 7 KBF10 2 ½ JBF4
32 KAD1 14 KAF10 6 KBF7 2 ¼ JBF2
28 KAE10 13 ½ KAF9 5 ½ KBF5 2 JBF1
PARAFUSO DE AVANÇO – P = 6 mm
C
0,5 KSF1 2 KSD1 4,5 KUD2 9 JUD2
0,75 KSF7 2,25 KSD2 5 KUD4 10 JUD4
1 KSE1 2,5 KSD4 5,5 KUD5 11 JUD5
1,25 KSE4 3 KSD7 6 KUD7 12 JUD7
1,5 KSE7 3,5 KSD10 7 KUD10 13 JUD8
1,75 KSE10 4 KUD1 8 JUD1 14 JUD10
25
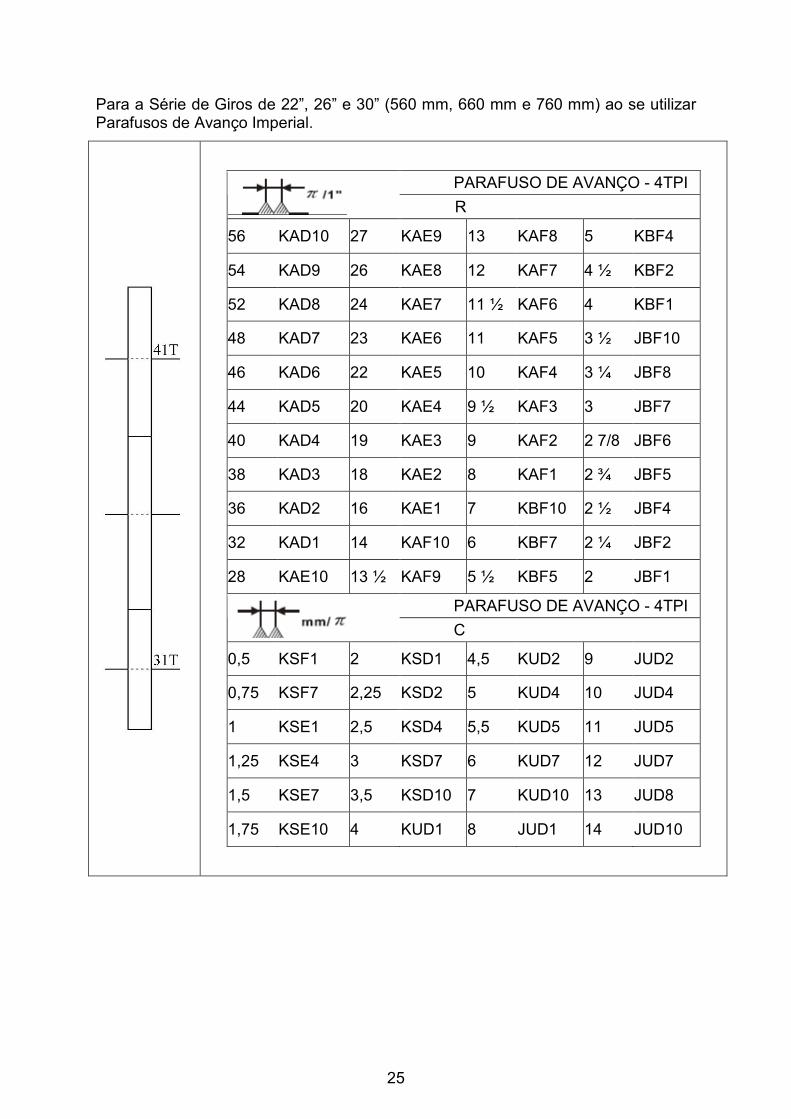
Para a Série de Giros de 22”, 26” e 30” (560 mm, 660 mm e 760 mm) ao se utilizar Parafusos de Avanço Imperial.
PARAFUSO DE AVANÇO - 4TPI
R
56 KAD10 27 KAE9 13 KAF8 5 KBF4
54 KAD9 26 KAE8 12 KAF7 4 ½ KBF2
52 KAD8 24 KAE7 11 ½ KAF6 4 KBF1
48 KAD7 23 KAE6 11 KAF5 3 ½ JBF10
46 KAD6 22 KAE5 10 KAF4 3 ¼ JBF8
44 KAD5 20 KAE4 9 ½ KAF3 3 JBF7
40 KAD4 19 KAE3 9 KAF2 2 7/8 JBF6
38 KAD3 18 KAE2 8 KAF1 2 ¾ JBF5
36 KAD2 16 KAE1 7 KBF10 2 ½ JBF4
32 KAD1 14 KAF10 6 KBF7 2 ¼ JBF2
28 KAE10 13 ½ KAF9 5 ½ KBF5 2 JBF1
PARAFUSO DE AVANÇO - 4TPI
C
0,5 KSF1 2 KSD1 4,5 KUD2 9 JUD2
0,75 KSF7 2,25 KSD2 5 KUD4 10 JUD4
1 KSE1 2,5 KSD4 5,5 KUD5 11 JUD5
1,25 KSE4 3 KSD7 6 KUD7 12 JUD7
1,5 KSE7 3,5 KSD10 7 KUD10 13 JUD8
1,75 KSE10 4 KUD1 8 JUD1 14 JUD10
26
6. LUBRIFICAÇÃO 6-1 Lubrificação do Cabeçote
A lubrificação do cabeçote é do tipo por injeção de respingo. Ranhuras
para óleo são equipadas em torno do cabeçote para fornecer lubrificante que flui das ranhuras para o fuso e, em seguida, finalmente alcança a parte inferior do cabeçote. Para adicionar óleo, retire o soquete de óleo na parte superior da cobertura do cabeçote e preencha até a linha central da janela de visualização de óleo. O orifício de drenagem de óleo está localizado no lado inferior esquerdo do cabeçote.
Antes de operar o torno, certifique-se de que o cabeçote esteja preenchido com óleo. Do contrário, adicione óleo Shell Tellus #32. Troque o óleo pela primeira vez após um mês de uso. Depois disso, a cada três meses.
6-2 Lubrificação do Tablier e da Caixa de Engrenagem 1. A caixa de engrenagem é um reservatório do tipo banho de óleo. Para
assegurar uma vida útil longa da caixa de engrenagem e das guias da bancada, troque o óleo da caixa de engrenagem a cada seis meses.
2. O tablier também é um reservatório do tipo banho de óleo. Adicione óleo
tão logo o nível de óleo esteja mais baixo do que a linha central da janela de visualização de óleo.
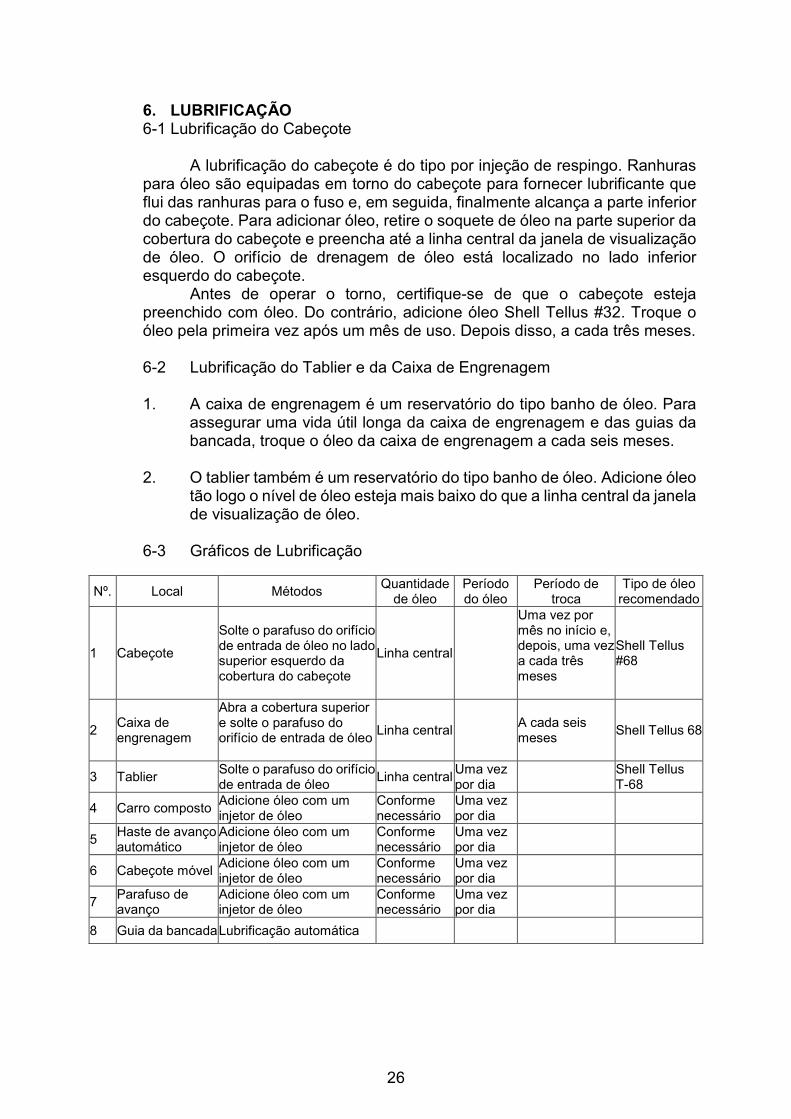
6-3 Gráficos de Lubrificação
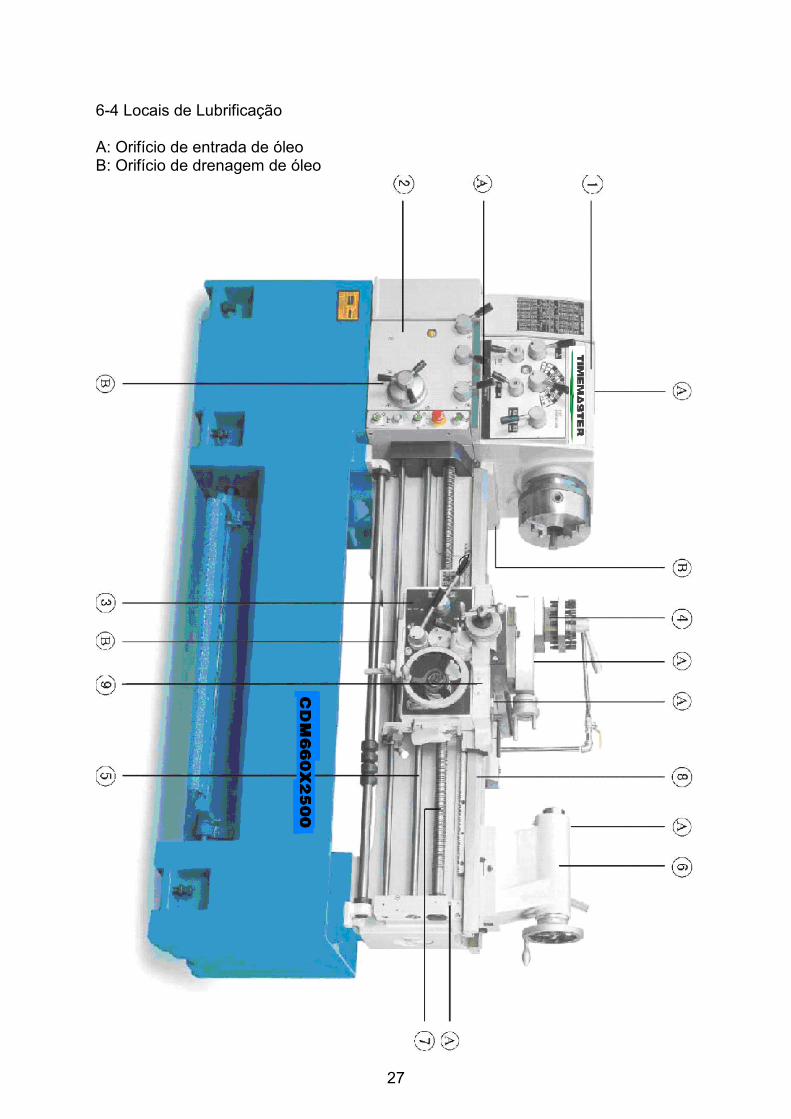
Nº. Local Métodos Quantidade de óleo
Período do óleo
Período de troca
Tipo de óleo recomendado
1 Cabeçote
Solte o parafuso do orifício de entrada de óleo no lado superior esquerdo da cobertura do cabeçote
Linha central
Uma vez por mês no início e, depois, uma vez a cada três meses
Shell Tellus #68
2 Caixa de engrenagem
Abra a cobertura superior e solte o parafuso do orifício de entrada de óleo
Linha central A cada seis meses
Shell Tellus 68
3 Tablier Solte o parafuso do orifício de entrada de óleo
Linha central Uma vez por dia
Shell Tellus T-68
4 Carro composto Adicione óleo com um injetor de óleo
Conforme necessário
Uma vez por dia
5 Haste de avanço automático
Adicione óleo com um injetor de óleo
Conforme necessário
Uma vez por dia
6 Cabeçote móvel Adicione óleo com um injetor de óleo
Conforme necessário
Uma vez por dia
7 Parafuso de avanço
Adicione óleo com um injetor de óleo
Conforme necessário
Uma vez por dia
8 Guia da bancada Lubrificação automática
27
6-4 Locais de Lubrificação A: Orifício de entrada de óleo B: Orifício de drenagem de óleo

28
7. AJUSTE & MANUTENÇÃO
Favor consultar os seguintes itens para verificar a manutenção e solução de problemas da máquina para a obtenção de uma melhor função e de uma vida útil longa do torno.
7-1.1.1 Cabeçote
1. Para evitar vazamento de óleo na cobertura do cabeçote: uma vez que a cobertura do cabeçote esteja aberta, utilize um pano para limpar a superfície de conexão e aplicar um pouco de graxa; em seguida, a cobertura pode ser fechada e o parafuso de fixação apertado.
2. Para evitar que a via de retorno de óleo seja bloqueada: há dois motivos que causam o vazamento de óleo a partir da cobertura frontal do cabeçote; um é o excesso de óleo e o outro é o bloqueio da via de retorno de óleo. É necessário retirar a cobertura do cabeçote. Em seguida, sopre ar no orifício pequeno, localizado na parte superior do mancal frontal, com um injetor de ar várias vezes e gire o fuso ao mesmo tempo para limpar a via de retorno de óleo bloqueada.
3. Ajuste do mancal do fuso: os mancais frontal e intermediário do fuso são do tipo rolamento cônico de precisão. É necessário ajustar os mancais para obter uma pré-carga adequada e para manter a alta precisão e as melhores funções de rotação. Após uma utilização prolongada, a porca de bloqueio G pode ficar um pouco solta e resultar em superfície de corte irregular. Para realizar o ajuste, solte o parafuso de fixação com uma chave de parafuso hexagonal. Depois, aperte a porca de bloqueio G para obter a pré-carga adequada. Não aperte em demasia, uma vez que a pré-sobrecarga fará com que os mancais esquentem, danificando as superfície de rotação dos mancais e reduzindo as funções de movimento do mancal. Após o ajuste, certifique-se de apertar o parafuso de bloqueio completamente.
Fig. 7-1
29
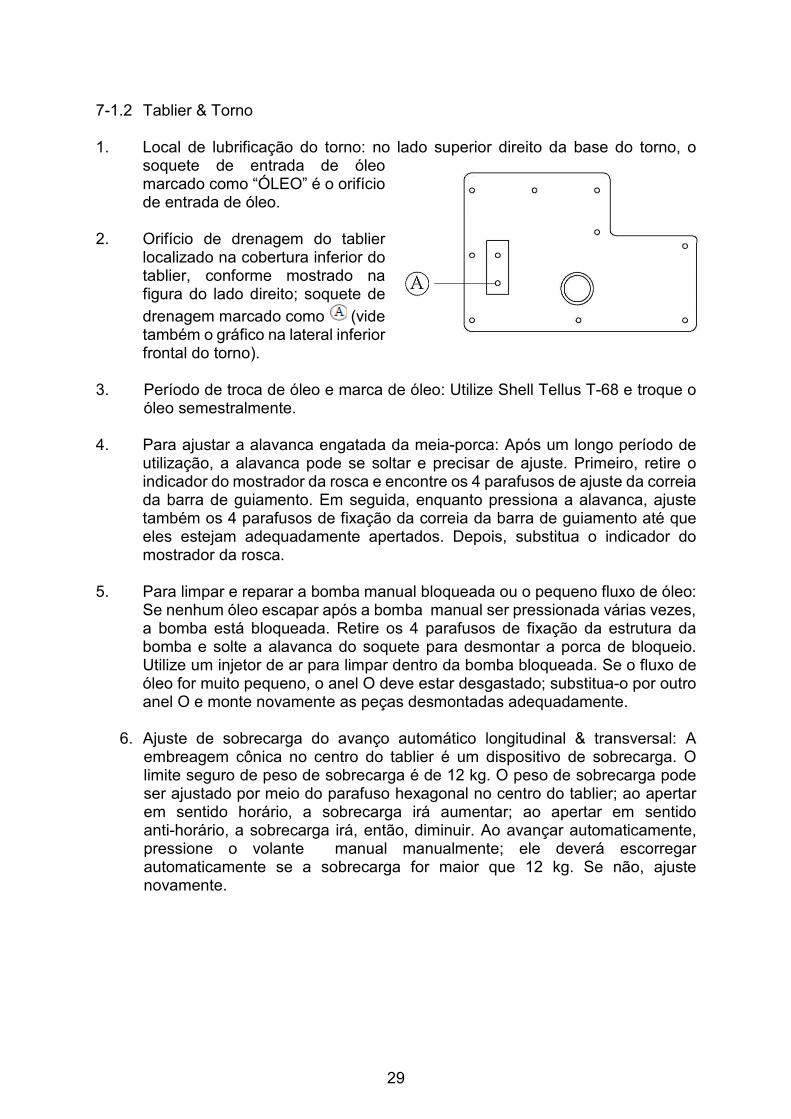
7-1.2 Tablier & Torno
1. Local de lubrificação do torno: no lado superior direito da base do torno, o soquete de entrada de óleo marcado como “ÓLEO” é o orifício de entrada de óleo.
2. Orifício de drenagem do tablier
localizado na cobertura inferior do tablier, conforme mostrado na figura do lado direito; soquete de
drenagem marcado como (vide também o gráfico na lateral inferior frontal do torno).
3. Período de troca de óleo e marca de óleo: Utilize Shell Tellus T-68 e troque o
óleo semestralmente. 4. Para ajustar a alavanca engatada da meia-porca: Após um longo período de
utilização, a alavanca pode se soltar e precisar de ajuste. Primeiro, retire o indicador do mostrador da rosca e encontre os 4 parafusos de ajuste da correia da barra de guiamento. Em seguida, enquanto pressiona a alavanca, ajuste também os 4 parafusos de fixação da correia da barra de guiamento até que eles estejam adequadamente apertados. Depois, substitua o indicador do mostrador da rosca.
5. Para limpar e reparar a bomba manual bloqueada ou o pequeno fluxo de óleo:
Se nenhum óleo escapar após a bomba manual ser pressionada várias vezes, a bomba está bloqueada. Retire os 4 parafusos de fixação da estrutura da bomba e solte a alavanca do soquete para desmontar a porca de bloqueio. Utilize um injetor de ar para limpar dentro da bomba bloqueada. Se o fluxo de óleo for muito pequeno, o anel O deve estar desgastado; substitua-o por outro anel O e monte novamente as peças desmontadas adequadamente.
6. Ajuste de sobrecarga do avanço automático longitudinal & transversal: A
embreagem cônica no centro do tablier é um dispositivo de sobrecarga. O limite seguro de peso de sobrecarga é de 12 kg. O peso de sobrecarga pode ser ajustado por meio do parafuso hexagonal no centro do tablier; ao apertar em sentido horário, a sobrecarga irá aumentar; ao apertar em sentido anti-horário, a sobrecarga irá, então, diminuir. Ao avançar automaticamente, pressione o volante manual manualmente; ele deverá escorregar automaticamente se a sobrecarga for maior que 12 kg. Se não, ajuste novamente.

30
Fig. 7-2
7-2 Caixa de Engrenagem
1. Local de lubrificação: Abaixo da cobertura superior do tablier, retire a cobertura
superior para encontrar o soquete de óleo marcado como “ÓLEO”, o orifício de entrada do óleo.
2. Orifício de drenagem: Na lateral inferior esquerda do mostrador de seleção de
avanço de 10 etapas. O parafuso com porca hexagonal é o orifício de drenagem de óleo, de acordo com a seta mostrada na figura 7-3.
3. Período de troca de óleo
e marca de óleo: Utilize Shell Tellus 68 e troque o óleo semestralmente.
Fig. 7-3
7-3 Ajuste da Linha Central do Cabeçote Móvel Primeiro, solte a alavanca de fixação da estrutura do cabeçote móvel e, em
seguida, os 2 parafusos de cabeça hexagonal de ambos os lados, direito e esquerdo, que mantêm juntas a estrutura do cabeçote móvel e a base. Determine a direção e o valor do desalinhamento para ajuste através do posicionamento de uma barra de teste entre as dois centros mortos. Afrouxe o “parafuso de localização” traseiro (isto é, meio giro). Em seguida, de forma alternativa, afrouxe um parafuso deformado e aperte o outro até que o ajuste necessário seja alcançado (alinhamento correto). De forma cuidadosa, aperte novamente o “parafuso de localização” traseiro e o parafuso deformado que foram afrouxados anteriormente e verifique novamente o
31
alinhamento. Aperte novamente os dois parafusos de cabeça hexagonal cuidadosamente e fixe novamente o cabeçote móvel (figura 7-4).
Talvez não seja possível, ainda, operar com facilidade o volante manual depois de o eixo do cabeçote móvel ser fixado; isso é causado pelo fato de que o bloco de fixação não pode estar solto. Para resolver isso, basta pressionar a alavanca de fixação da estrutura do cabeçote móvel para frente uma vez para o restabelecimento.
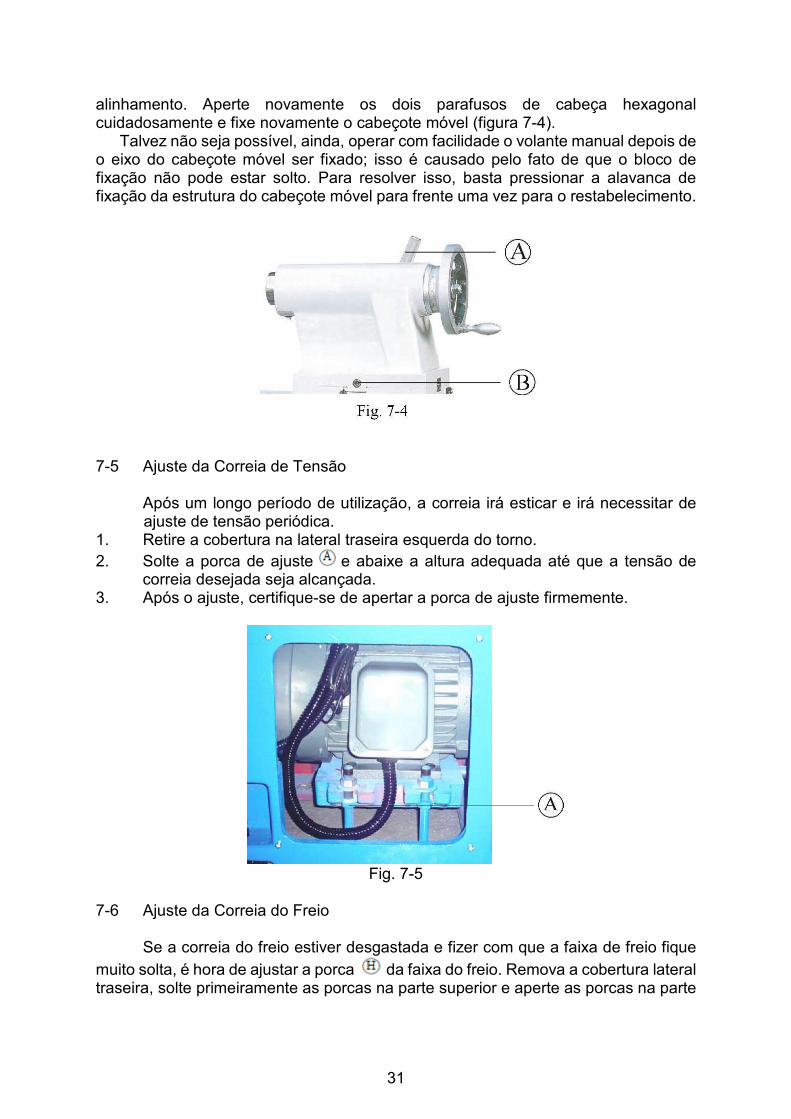
7-5 Ajuste da Correia de Tensão
Após um longo período de utilização, a correia irá esticar e irá necessitar de ajuste de tensão periódica.
1. Retire a cobertura na lateral traseira esquerda do torno. 2. Solte a porca de ajuste e abaixe a altura adequada até que a tensão de
correia desejada seja alcançada. 3. Após o ajuste, certifique-se de apertar a porca de ajuste firmemente.
Fig. 7-5
7-6 Ajuste da Correia do Freio
Se a correia do freio estiver desgastada e fizer com que a faixa de freio fique
muito solta, é hora de ajustar a porca da faixa do freio. Remova a cobertura lateral traseira, solte primeiramente as porcas na parte superior e aperte as porcas na parte
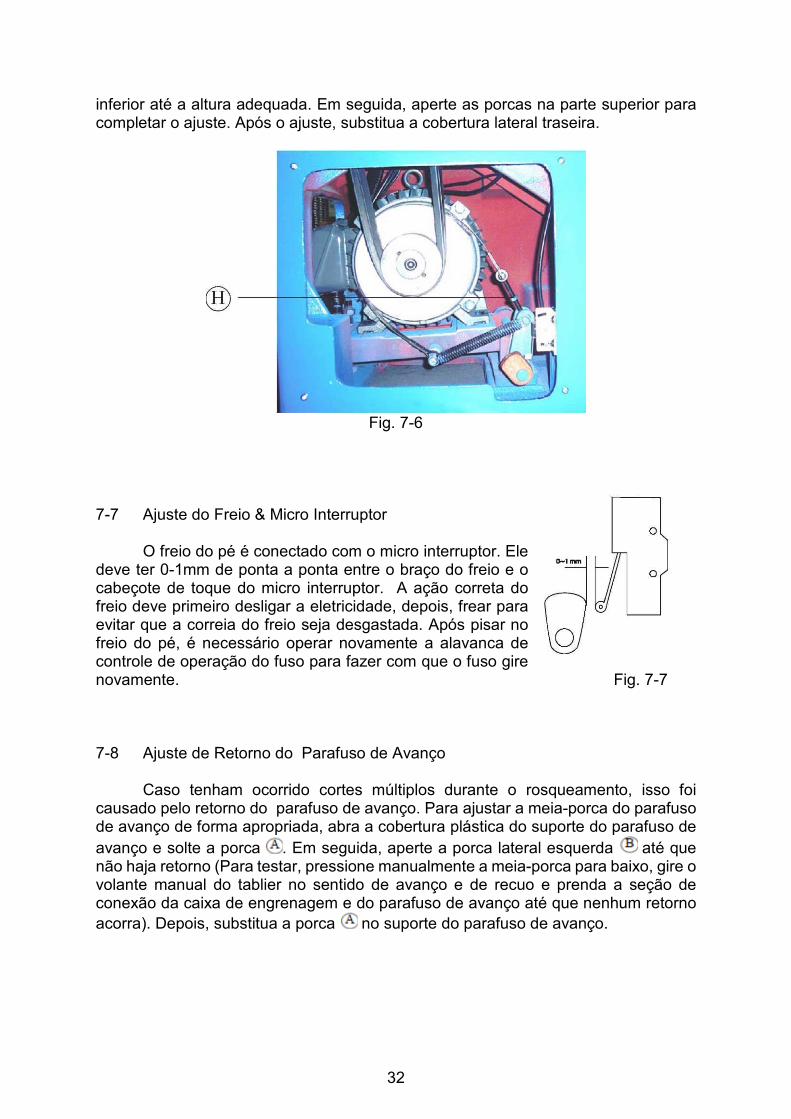
32
inferior até a altura adequada. Em seguida, aperte as porcas na parte superior para completar o ajuste. Após o ajuste, substitua a cobertura lateral traseira.
Fig. 7-6
7-7 Ajuste do Freio & Micro Interruptor
O freio do pé é conectado com o micro interruptor. Ele deve ter 0-1mm de ponta a ponta entre o braço do freio e o cabeçote de toque do micro interruptor. A ação correta do freio deve primeiro desligar a eletricidade, depois, frear para evitar que a correia do freio seja desgastada. Após pisar no freio do pé, é necessário operar novamente a alavanca de controle de operação do fuso para fazer com que o fuso gire novamente. Fig. 7-7 7-8 Ajuste de Retorno do Parafuso de Avanço
Caso tenham ocorrido cortes múltiplos durante o rosqueamento, isso foi
causado pelo retorno do parafuso de avanço. Para ajustar a meia-porca do parafuso de avanço de forma apropriada, abra a cobertura plástica do suporte do parafuso de avanço e solte a porca . Em seguida, aperte a porca lateral esquerda até que não haja retorno (Para testar, pressione manualmente a meia-porca para baixo, gire o volante manual do tablier no sentido de avanço e de recuo e prenda a seção de conexão da caixa de engrenagem e do parafuso de avanço até que nenhum retorno acorra). Depois, substitua a porca no suporte do parafuso de avanço.
33
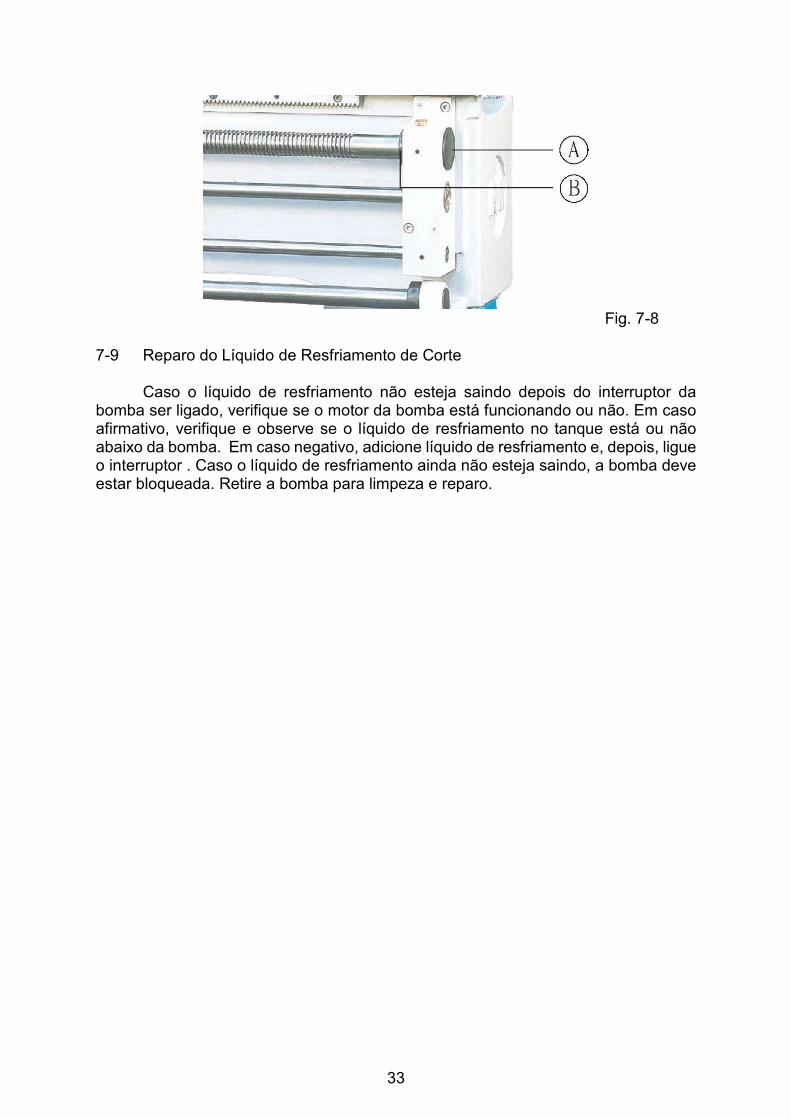
Fig. 7-8
7-9 Reparo do Líquido de Resfriamento de Corte
Caso o líquido de resfriamento não esteja saindo depois do interruptor da
bomba ser ligado, verifique se o motor da bomba está funcionando ou não. Em caso afirmativo, verifique e observe se o líquido de resfriamento no tanque está ou não abaixo da bomba. Em caso negativo, adicione líquido de resfriamento e, depois, ligue o interruptor . Caso o líquido de resfriamento ainda não esteja saindo, a bomba deve estar bloqueada. Retire a bomba para limpeza e reparo.
34
LISTA DE PEÇAS
9 SISTEMA EM CADA UNIDADE
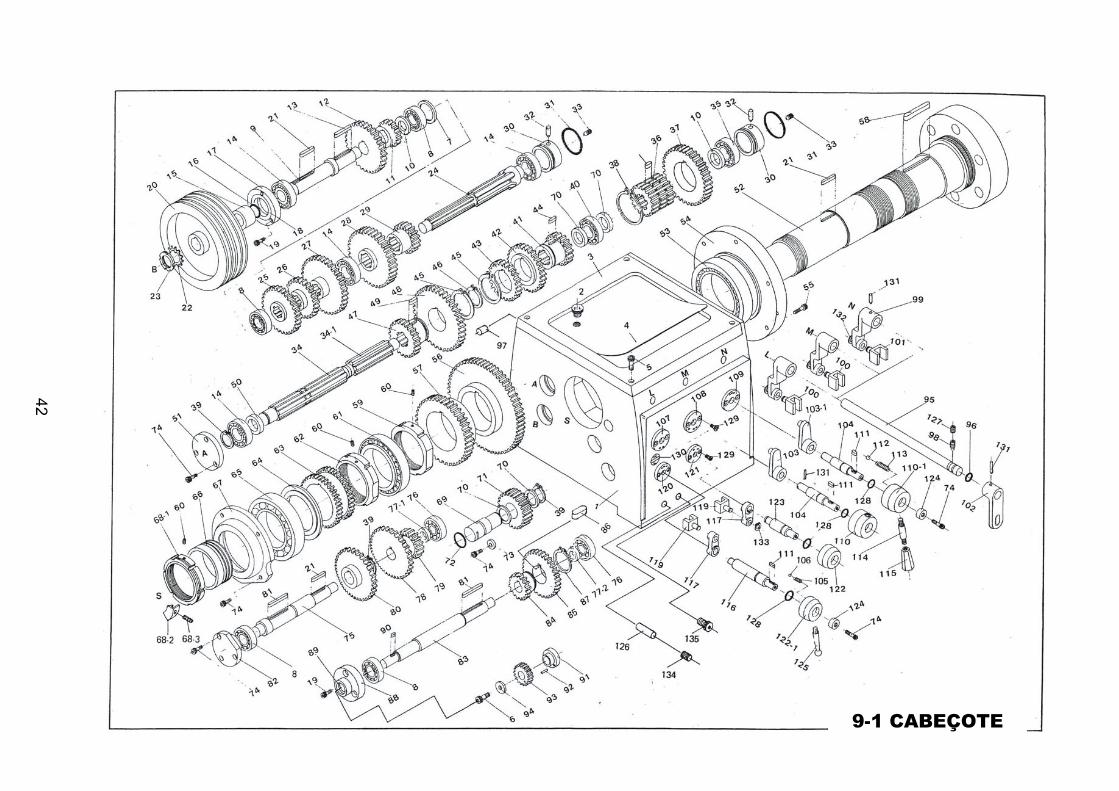
9-1 CABEÇOTE: ø85 mm ou ø115 mm
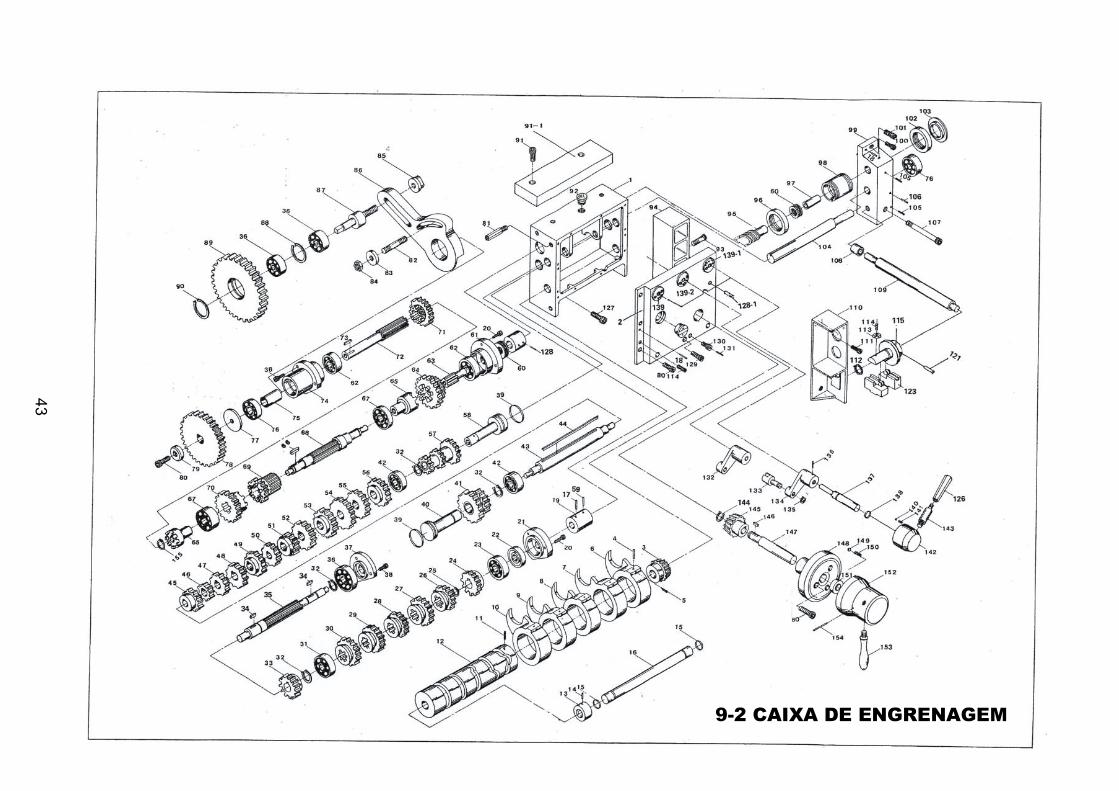
9-2 CAIXA DE ENGRENAGEM
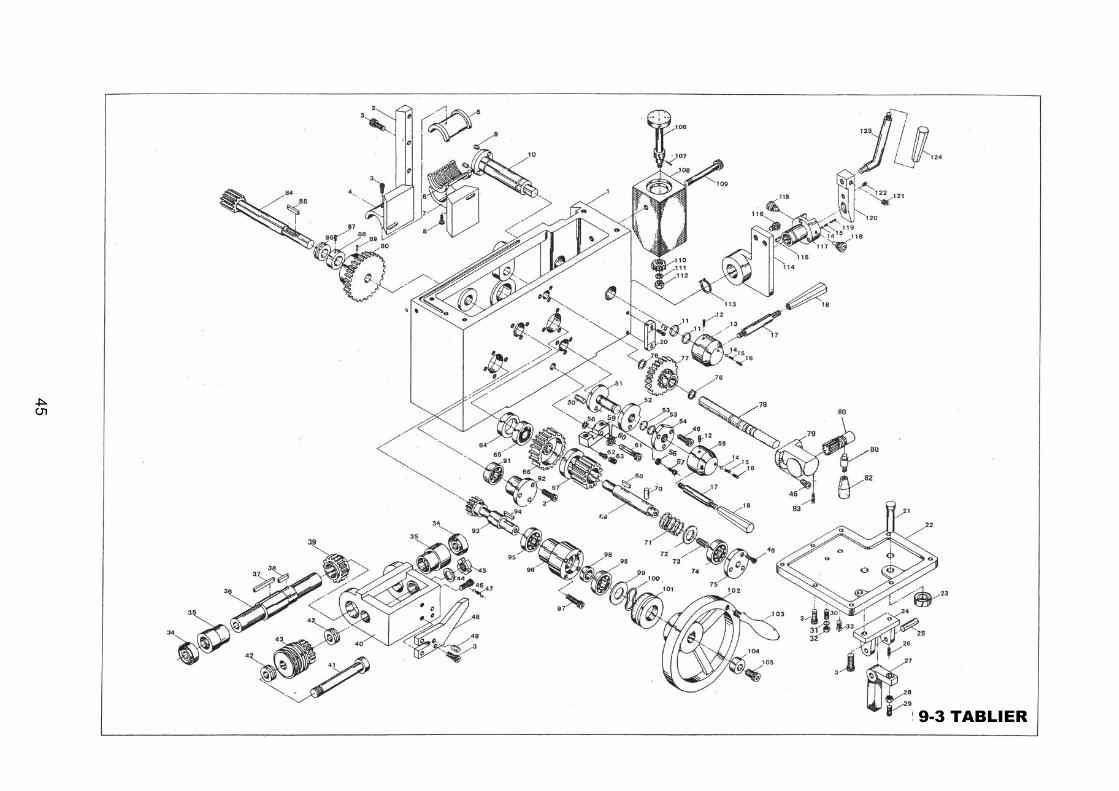
9-3 TABLIER
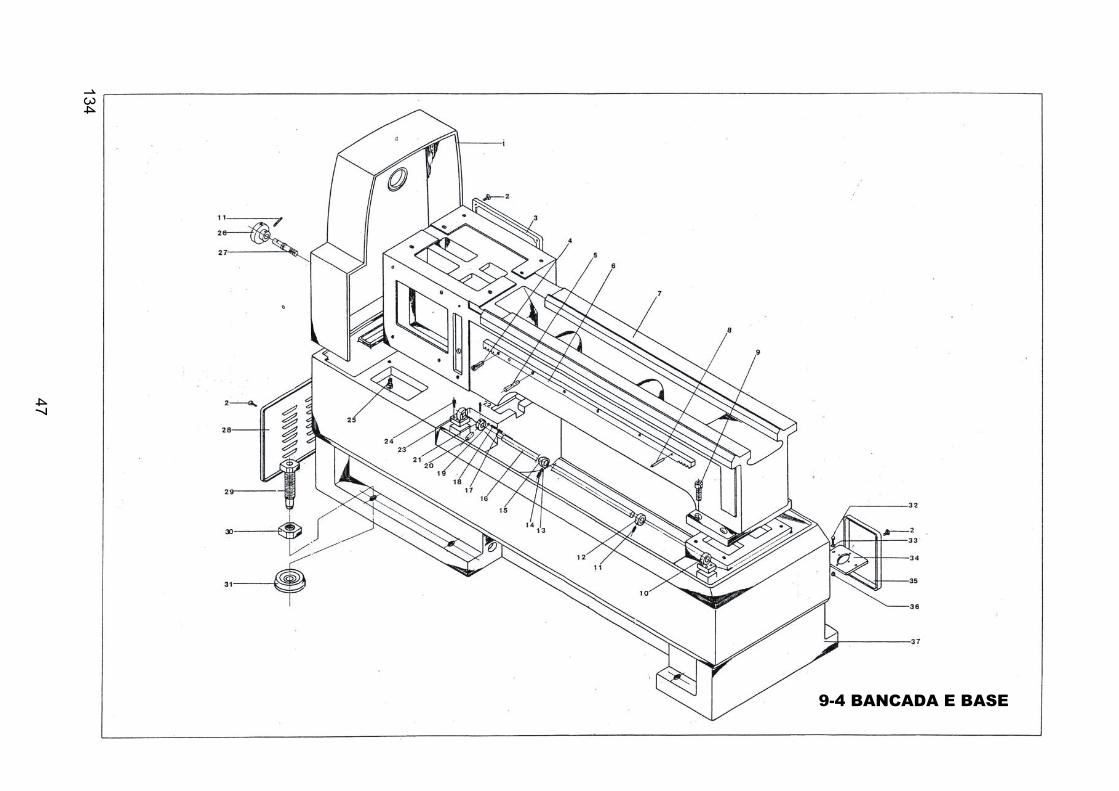
9-4 BANCADA E BASE
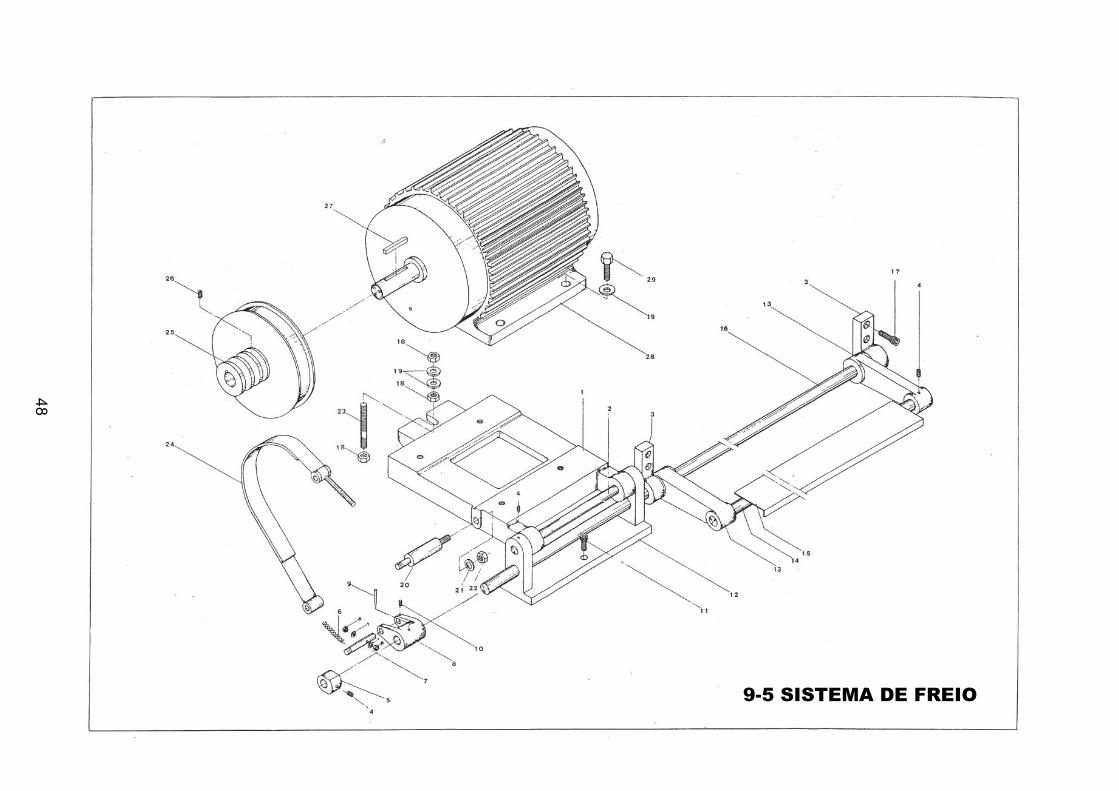
9-5 SISTEMA DE FREIO
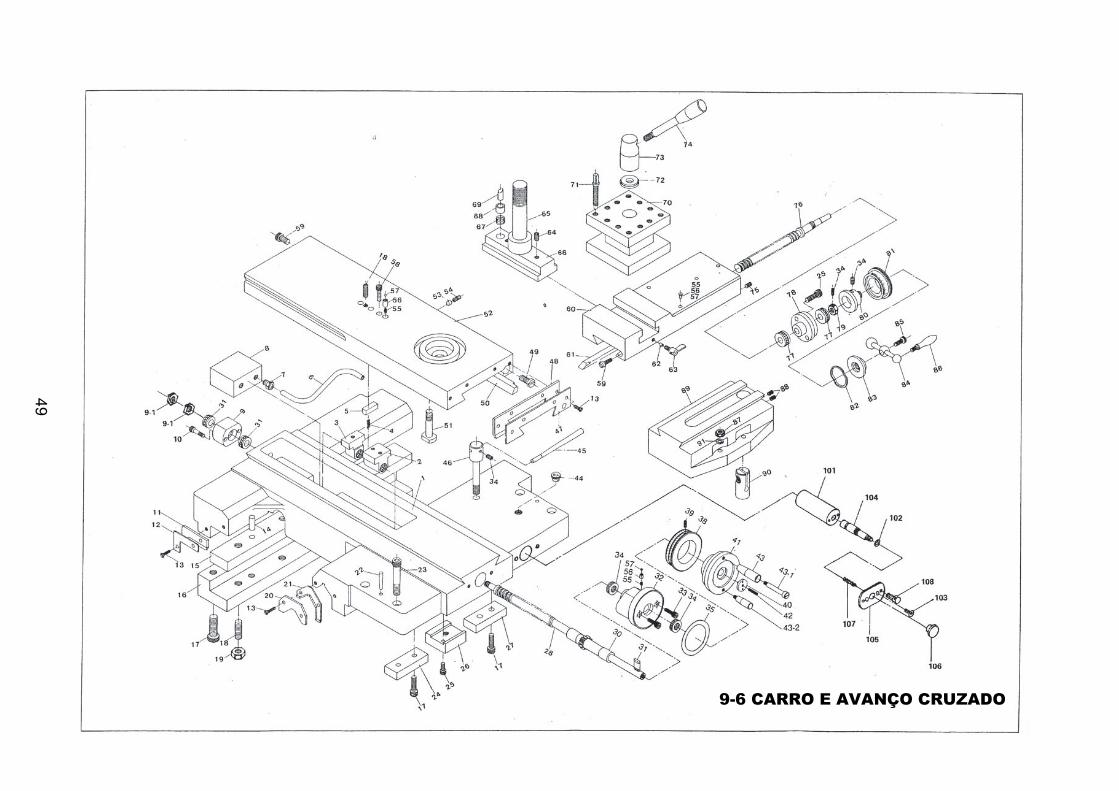
9-6 CARRO E AVANÇO CRUZADO (Somente para o mercado de Taiwan)
9-6A CARRO E AVANÇO CRUZADO (Para mercados fora de Taiwan)
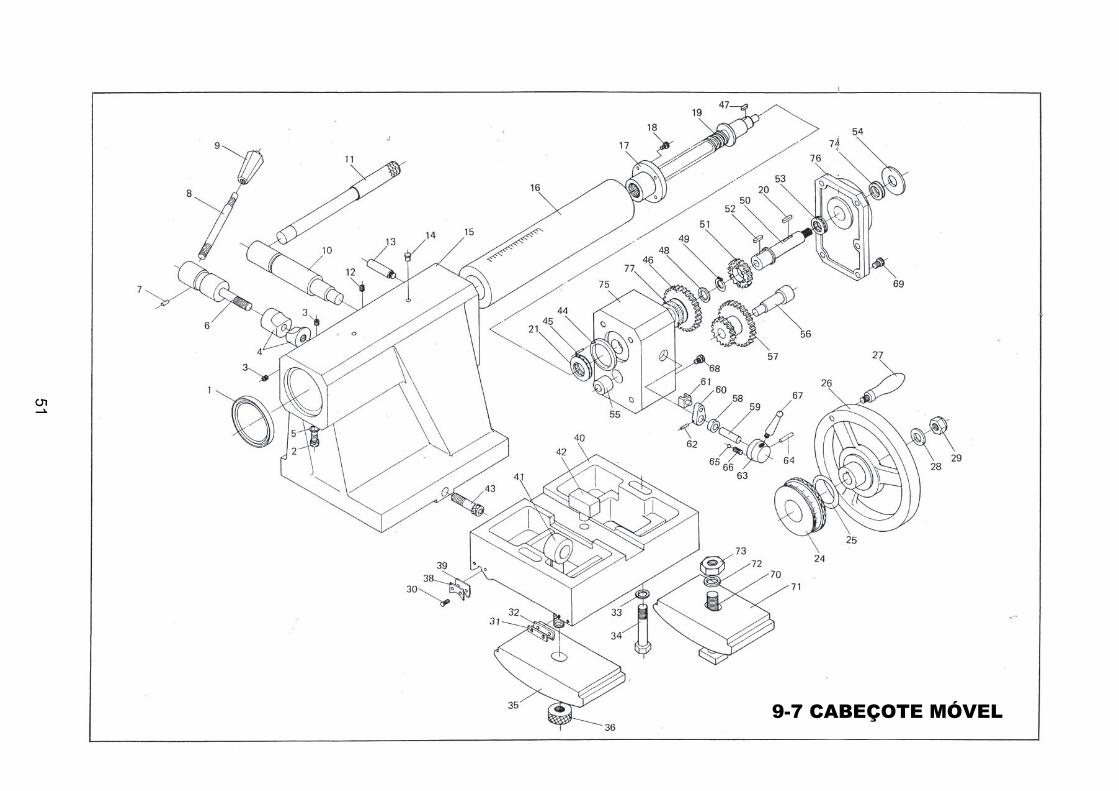
9-7 CONJUNTO DO CABEÇOTE MÓVEL
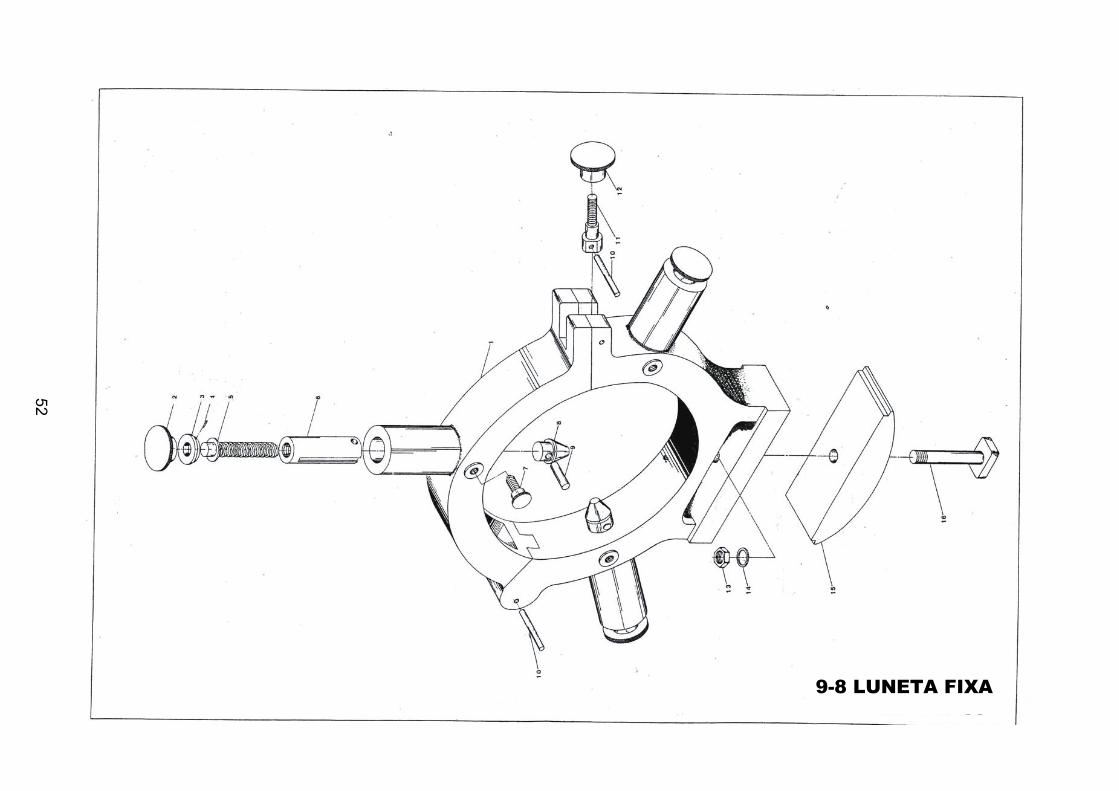
9-8 CONJUNTO DA LUNETA FIXA
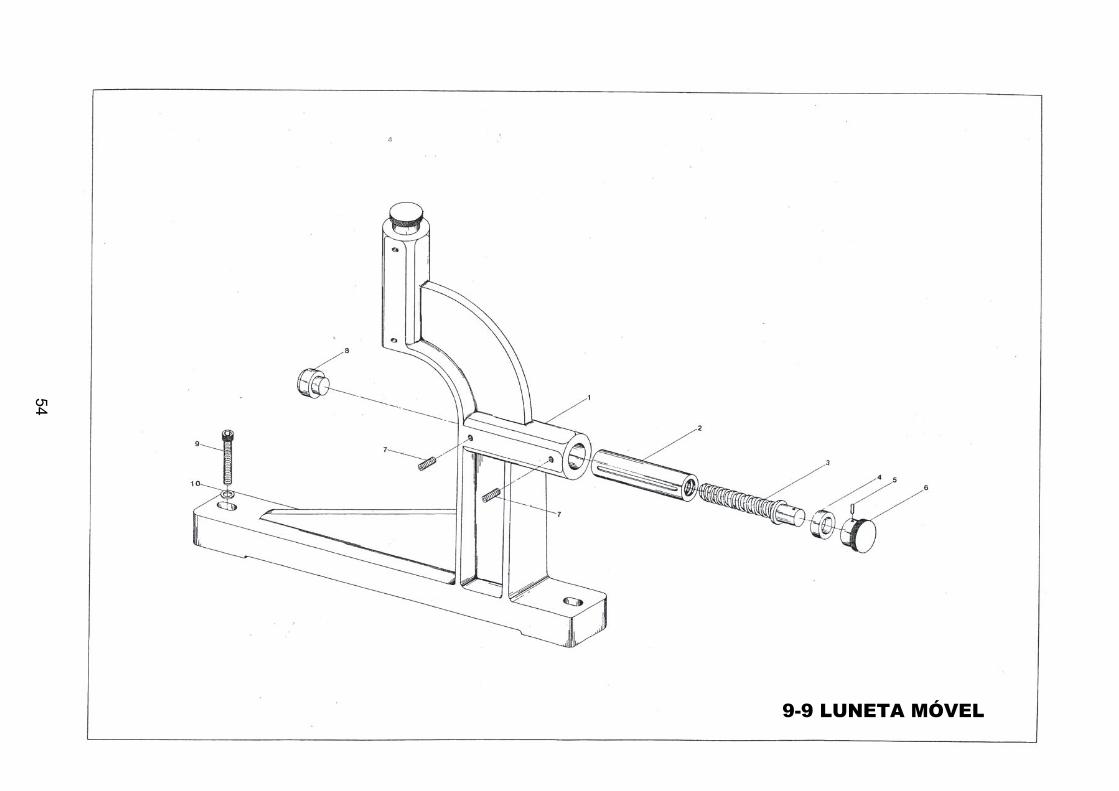
9-9 CONJUNTO DA LUNETA MÓVEL
9-10 CONJUNTO DO SISTEMA DE RESFRIAMENTO
35
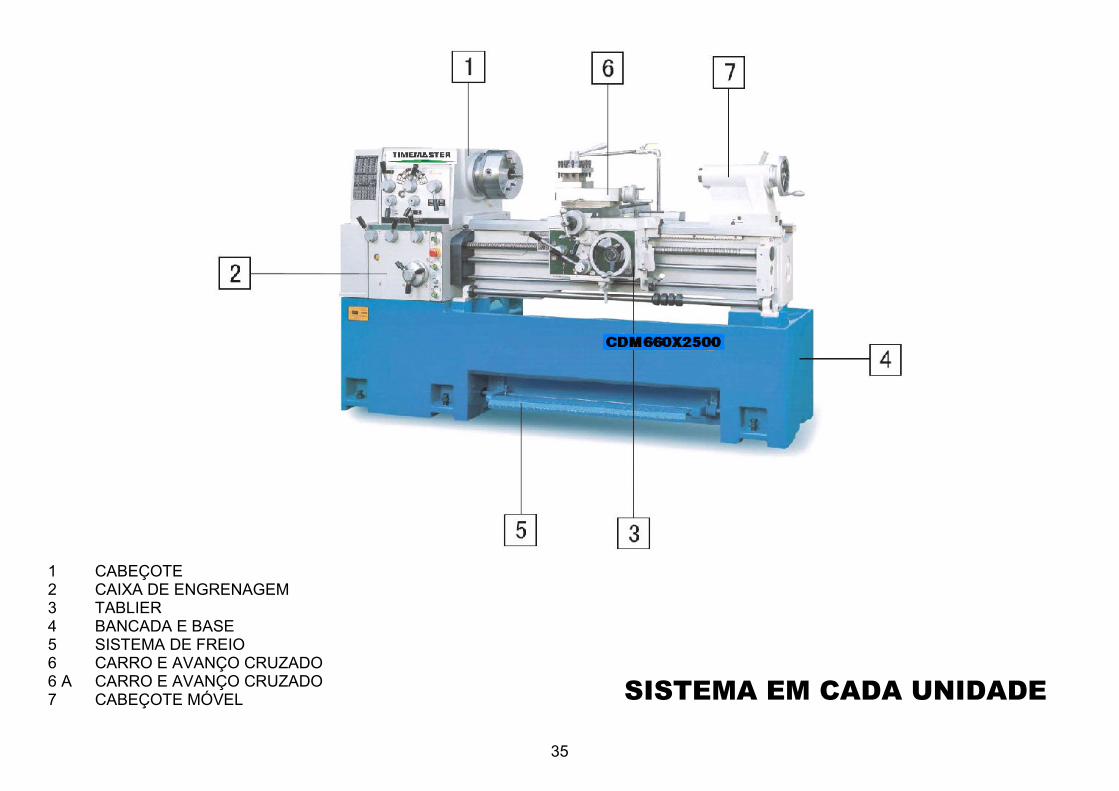
1 CABEÇOTE 2 CAIXA DE ENGRENAGEM 3 TABLIER 4 BANCADA E BASE 5 SISTEMA DE FREIO 6 CARRO E AVANÇO CRUZADO 6 A CARRO E AVANÇO CRUZADO 7 CABEÇOTE MÓVEL SISTEMA EM CADA UNIDADE

36
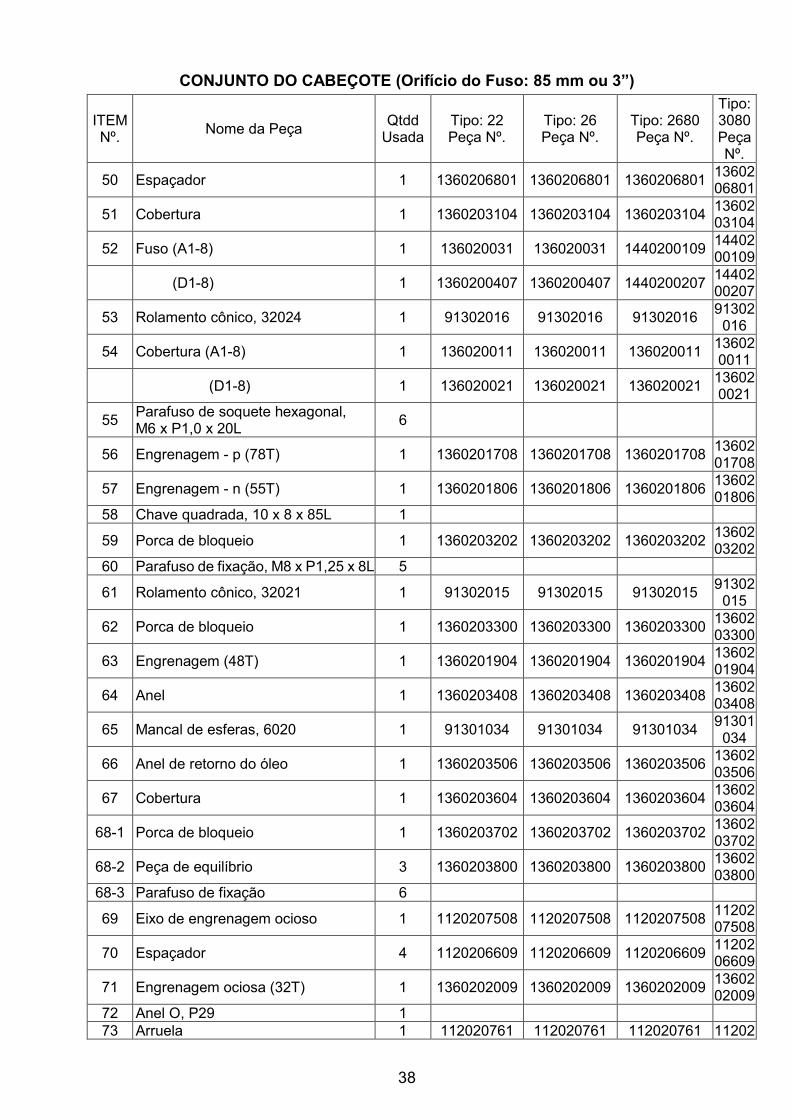
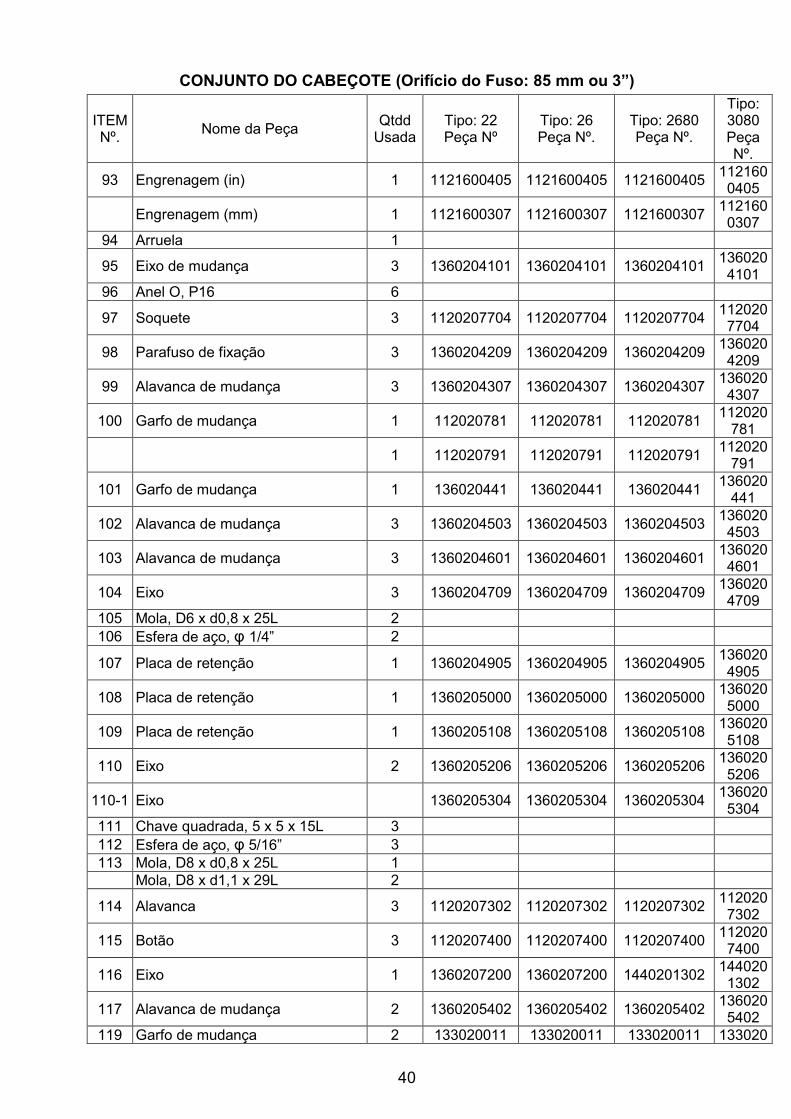
CONJUNTO DO CABEÇOTE (Orifício do Fuso: 85 mm ou 3”)
ITEM Nº.
Nome da Peça Qtdd Usada
Tipo: 22 Peça Nº.
Tipo: 26 Peça Nº.
Tipo: 2680 Peça Nº.
Tipo: 3080
Peça Nº.
1 Cabeçote 1 4001001-263 4001001-303
2 Soquete do óleo 1 1122103405 1122103405 1122103405 1122103405
3 Cobertura do cabeçote 1 1360200505 1360200505 1440200305 1440200305
4 Manta 1 1003509403 1003509403 4001004 4001004
5 Parafuso de soquete hexagonal, M8 x P1,25 x 35L
4
7 Espaçador 1 1360207800 1360207800 1440201606 1440201606
8 Mancal de esferas, 6205 1 91301020 91301020 91301020 9130102
0
9 Eixo de entrada 1 1360200603 1360200603 1440200403 1440200403
10 Espaçador 2 1360206605 1360206605 1360206605 1360206605
11 Engrenagem - i (20T) 1 1360200701 1360200701 1360200701 1360200701
12 Engrenagem - g (41T) 1 1360200809 1360200809 1360200809 1360200809
13 Chave quadrada, 8 x 7 x 55L 1
14 Mancal de esferas, 6206 5 91301021 91301021 91301021 9130102
1
17 Alojamento 1 1120206903 1120206903 1120206903 1120206903
18 Vedante de óleo, TC30 x 50 x 8L 1
19 Parafuso de soquete hexagonal, M6 x P1,0 x 20L
6
20 Roda da polia 1 3501020 3501020 3501020 3501020 21 Chave quadrada, 8 x 7 x 45L 3 22 Arruela da mola M12 1 23 Parafuso, M12 x 30 1
24 Eixo - B 1 1360202509 1360202509 1440200609 1440200609
25 Engrenagem - d (39T) 1 1360200907 1360200907 1360200907 1360200907
26 Engrenagem - b (32T) 1 1360201002 1360201002 1360201002 1360201002
27 Engrenagem - f (48T) 1 1360201100 1360201100 1360201100 1360201100
28 Engrenagem - k (46T) 1 1360201208 1360201208 1360201208 1360201208
29 Engrenagem - o (22T) 1 1360201306 1360201306 1360201306 1360201306
30 Cobertura de soquete 2 1360202901 1360202901 1360202901 1360202901
31 Anel O, P55 x 3,5 2
32 Pino fixo 2 1120206707 1120206707 1120206707 1120206707
33 Parafuso de fixação 2 34 Eixo - A 1 1360202607 1360202607 1440200707 1440200

37
707
34-1 Eixo - L 1 1360202705 1360202705 1440200805 1440200805
35 Mancal de esferas, 6305 1 91301029 91301029 91301029 9130102
9
36 Engrenagem - l (25T) 1 1360201404 1360201404 1360201404 1360201404
36-1 Chave quadrada, 7 x 10 x 18L 2
37 Engrenagem - m 1 1360206703 1360206703 1360206703 1360206703
38 Anel de pressão, S75 2 39 Anel de pressão, S30 3
40 Mancal de esferas, 6006 2 91301013 91301013 91301013 9130101
3
41 Engrenagem - e 1 1360201502 1360201502 1360201502 1360201502
42 Engrenagem - a 1 1440202407 1440202407 1440202407 1440202407
43 Engrenagem - c 1 1440202505 1440202505 1440202505 1440202505
44 Chave quadrada, 8 x 7 x 30L 1 45 Anel de pressão, S55 2 46 Anel de pressão, S38 2
47 Engrenagem - h (30T) 1 1360201600 1360201600 1360201600 1360201600
48 Engrenagem - j (51T) 1 1360207504 1360207504 1360207504 1360207504
49 Chave quadrada, 8 x 7 x 25L 1
38
CONJUNTO DO CABEÇOTE (Orifício do Fuso: 85 mm ou 3”)
ITEM Nº.
Nome da Peça Qtdd Usada
Tipo: 22 Peça Nº.
Tipo: 26 Peça Nº.
Tipo: 2680 Peça Nº.
Tipo: 3080 Peça Nº.
50 Espaçador 1 1360206801 1360206801 1360206801 1360206801
51 Cobertura 1 1360203104 1360203104 1360203104 1360203104
52 Fuso (A1-8) 1 136020031 136020031 1440200109 1440200109
(D1-8) 1 1360200407 1360200407 1440200207 1440200207
53 Rolamento cônico, 32024 1 91302016 91302016 91302016 91302016
54 Cobertura (A1-8) 1 136020011 136020011 136020011 136020011
(D1-8) 1 136020021 136020021 136020021 136020021
55 Parafuso de soquete hexagonal, M6 x P1,0 x 20L
6
56 Engrenagem - p (78T) 1 1360201708 1360201708 1360201708 1360201708
57 Engrenagem - n (55T) 1 1360201806 1360201806 1360201806 1360201806
58 Chave quadrada, 10 x 8 x 85L 1
59 Porca de bloqueio 1 1360203202 1360203202 1360203202 1360203202
60 Parafuso de fixação, M8 x P1,25 x 8L 5
61 Rolamento cônico, 32021 1 91302015 91302015 91302015 91302015
62 Porca de bloqueio 1 1360203300 1360203300 1360203300 1360203300
63 Engrenagem (48T) 1 1360201904 1360201904 1360201904 1360201904
64 Anel 1 1360203408 1360203408 1360203408 1360203408
65 Mancal de esferas, 6020 1 91301034 91301034 91301034 91301034
66 Anel de retorno do óleo 1 1360203506 1360203506 1360203506 1360203506
67 Cobertura 1 1360203604 1360203604 1360203604 1360203604
68-1 Porca de bloqueio 1 1360203702 1360203702 1360203702 1360203702
68-2 Peça de equilíbrio 3 1360203800 1360203800 1360203800 1360203800
68-3 Parafuso de fixação 6
69 Eixo de engrenagem ocioso 1 1120207508 1120207508 1120207508 1120207508
70 Espaçador 4 1120206609 1120206609 1120206609 1120206609
71 Engrenagem ociosa (32T) 1 1360202009 1360202009 1360202009 1360202009
72 Anel O, P29 1 73 Arruela 1 112020761 112020761 112020761 11202
39
0761
74 Parafuso de soquete hexagonal, M6 x P1,0 x 16L
16
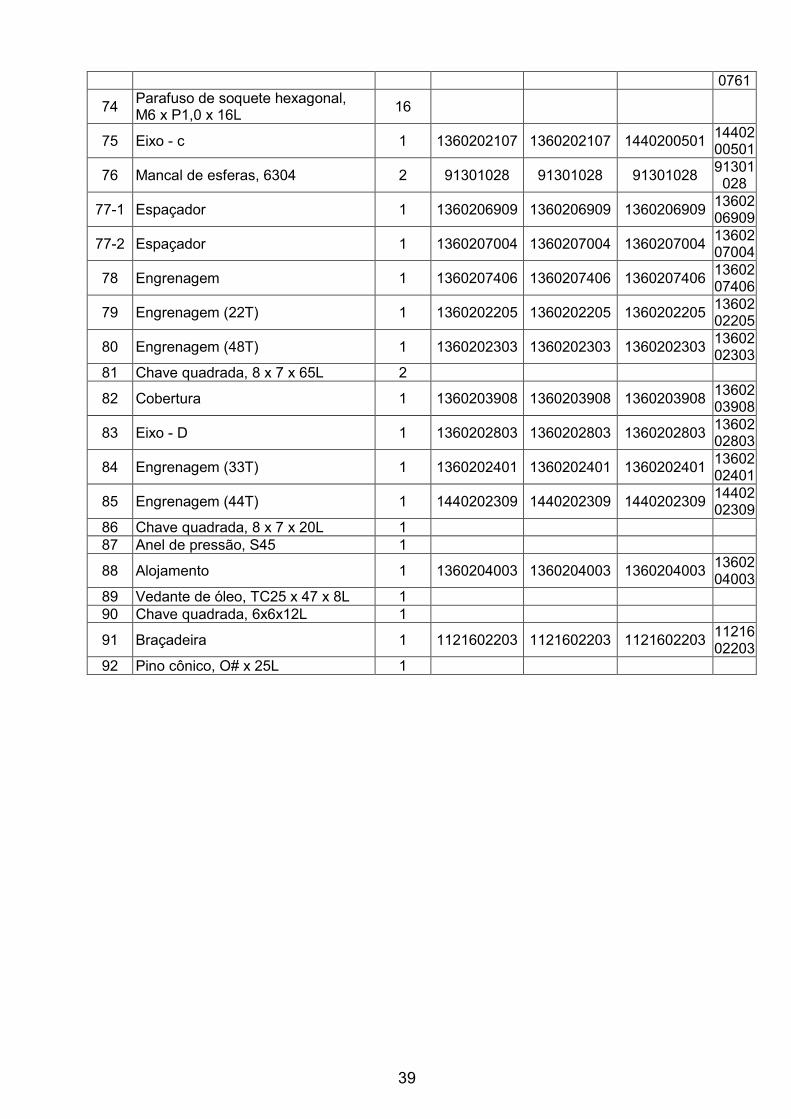
75 Eixo - c 1 1360202107 1360202107 1440200501 1440200501
76 Mancal de esferas, 6304 2 91301028 91301028 91301028 91301028
77-1 Espaçador 1 1360206909 1360206909 1360206909 1360206909
77-2 Espaçador 1 1360207004 1360207004 1360207004 1360207004
78 Engrenagem 1 1360207406 1360207406 1360207406 1360207406
79 Engrenagem (22T) 1 1360202205 1360202205 1360202205 1360202205
80 Engrenagem (48T) 1 1360202303 1360202303 1360202303 1360202303
81 Chave quadrada, 8 x 7 x 65L 2
82 Cobertura 1 1360203908 1360203908 1360203908 1360203908
83 Eixo - D 1 1360202803 1360202803 1360202803 1360202803
84 Engrenagem (33T) 1 1360202401 1360202401 1360202401 1360202401
85 Engrenagem (44T) 1 1440202309 1440202309 1440202309 1440202309
86 Chave quadrada, 8 x 7 x 20L 1 87 Anel de pressão, S45 1
88 Alojamento 1 1360204003 1360204003 1360204003 1360204003
89 Vedante de óleo, TC25 x 47 x 8L 1 90 Chave quadrada, 6x6x12L 1
91 Braçadeira 1 1121602203 1121602203 1121602203 1121602203
92 Pino cônico, O# x 25L 1
40
CONJUNTO DO CABEÇOTE (Orifício do Fuso: 85 mm ou 3”)
ITEM Nº.
Nome da Peça Qtdd Usada
Tipo: 22 Peça Nº
Tipo: 26 Peça Nº.
Tipo: 2680 Peça Nº.
Tipo: 3080 Peça Nº.
93 Engrenagem (in) 1 1121600405 1121600405 1121600405 1121600405
Engrenagem (mm) 1 1121600307 1121600307 1121600307 1121600307
94 Arruela 1
95 Eixo de mudança 3 1360204101 1360204101 1360204101 1360204101
96 Anel O, P16 6
97 Soquete 3 1120207704 1120207704 1120207704 1120207704
98 Parafuso de fixação 3 1360204209 1360204209 1360204209 1360204209
99 Alavanca de mudança 3 1360204307 1360204307 1360204307 1360204307
100 Garfo de mudança 1 112020781 112020781 112020781 112020781
1 112020791 112020791 112020791 112020791
101 Garfo de mudança 1 136020441 136020441 136020441 136020441
102 Alavanca de mudança 3 1360204503 1360204503 1360204503 1360204503
103 Alavanca de mudança 3 1360204601 1360204601 1360204601 1360204601
104 Eixo 3 1360204709 1360204709 1360204709 1360204709
105 Mola, D6 x d0,8 x 25L 2 106 Esfera de aço, φ 1/4” 2
107 Placa de retenção 1 1360204905 1360204905 1360204905 1360204905
108 Placa de retenção 1 1360205000 1360205000 1360205000 1360205000
109 Placa de retenção 1 1360205108 1360205108 1360205108 1360205108
110 Eixo 2 1360205206 1360205206 1360205206 1360205206
110-1 Eixo 1360205304 1360205304 1360205304 1360205304
111 Chave quadrada, 5 x 5 x 15L 3 112 Esfera de aço, φ 5/16” 3 113 Mola, D8 x d0,8 x 25L 1 Mola, D8 x d1,1 x 29L 2
114 Alavanca 3 1120207302 1120207302 1120207302 1120207302
115 Botão 3 1120207400 1120207400 1120207400 1120207400
116 Eixo 1 1360207200 1360207200 1440201302 1440201302
117 Alavanca de mudança 2 1360205402 1360205402 1360205402 1360205402
119 Garfo de mudança 2 133020011 133020011 133020011 133020

41
011
120 Placa de retenção 1 1360205608 1360205608 1360205608 1360205608
121 Placa de retenção 1 1360205706 1360205706 1360205706 1360205706
122 Botão 1 1360205804 1360205804 1360205804 1360205804
122-1 Botão 1 1360205902 1360205902 1360205902 1360205902
123 Eixo 1 1360207308 1360207308 1360207308 1360207308
124 Arruela 5 1120206109 1120206109 1120206109 1120206109
125 Alavanca 2 1120207204 1120207204 1120207204 1120207204
126 Pino 2 1361600107 1361600107 1361600107 1361600107
127 Parafuso de fixação, M8 x P1,25 x 8L
3
128 Anel O , P18 5 129 Parafuso, M6 x P1,0 x 14L 10
130 Óleo Lenz , φ 29 1 92552001 92552001 92552001 92552001
131 Pino da mola , φ 5 x 30L 9 132 Anel de pressão, S12 3 133 Anel de pressão, S10 2
134 Parafuso de fixação, M12 x P1,75 x 20L
2
135 Parafuso de soquete hexagonal, M8 x P1,25 x 35L
2
42
9-1 CABEÇOTE
43
9-2 CAIXA DE ENGRENAGEM

44
45
9-3 TABLIER

46
47
134
9-4 BANCADA E BASE
48
9-5 SISTEMA DE FREIO
49
9-6 CARRO E AVANÇO CRUZADO

50
51
9-7 CABEÇOTE MÓVEL
52
9-8 LUNETA FIXA

53
54
9-9 LUNETA MÓVEL

55
9-10 SISTEMA DE RESFRIAMENTO
56
9. LAUDO DE SEGURANÇA 5-LT-CDM660-A 9.1. DESCRITIVO SEGURANÇA
Este descritivo tem como objetivo relatar a conformidade do equipamento “Torno Universal CDM660”, com as normas aplicáveis.
9.2. REFERÊNCIAS
NR 12 – 17 dezembros 2010 – Segurança no Trabalho em Máquinas e Equipamentos; 9.3. DEFINIÇÕES
Torno é uma máquina-ferramenta permite a usinagem de variados componentes mecânicos: possibilita a transformação do material em estado bruto, em peças que podem ter seções circulares, e quaisquer combinações destas seções. NR – Norma Regulamentadora do Ministério do Trabalho e Emprego; ABNT – Associação Brasileira de Normas Técnicas. IEC – International Electrotechnical Commission. 9.4. ANÁLISE DE RISCO 9.4.1 Principais Riscos
Projeção de materiais (fragmentos ou partículas), corte (por materiais ou na ferramenta), contato com superfícies a temperaturas extremas, agarramento, arrastamento, esmagamento, exposição ao ruído, associados à iluminação, riscos eléctricos, desrespeito pelos princípios ergonómicos, contato com materiais ou substâncias, exposição a contaminantes químicos, queda. 9.4.2 Condições Perigosas
Aparas resultantes da usinagem da peça, fixação incorreta da peça, esquecimento da remoção da chave de fixação dos grampos (torno), ruptura da ferramenta, utilização inadequada da máquina (ex.: maquinação de peças com dimensões não suportadas pela máquina), acesso à ferramenta, contato com aparas resultantes da usinagem (projeção para os olhos, corpo ou remoção da apara junto da área de corte), contato com a peça após ser usinada (encontra-se quente), sobreaquecimento /defeito da ferramenta, utilização de roupa larga e acessória, queda de material sobre os pés, contato com a ferramenta em rotação, com engrenagens não protegidas ou outros elementos em movimento, ruído provocado pela maquinação da peça, efeito estroboscópio, iluminação do posto de trabalho insuficiente, contato com partes ativas, contato da pele com óleos de corte, contaminação do ambiente com névoas provenientes do aquecimento dos óleos de corte, pavimento com aparas, desorganização e falta de segurança no espaço de trabalho (ex.: máquinas muito próximas umas das outras, espaço de trabalho obstruído, etc.), localização incorreta dos comandos de acionamento, más posturas, movimentação de cargas excessivas 9.5. CATEGORIA DE SEGURANÇA
Levando em consideração os dados levantados, os tornos com as normas aplicáveis é considerada no mínimo categoria 3, conforme ABNT NBR 14009:1998 e de acordo com a ABNT NBR 14153:1998.
A categoria de segurança é definida conforme item 12.39 da NR12 de 17 de dezembro de 2010. 9.6. MEDIDAS DE PREVENÇÃO
57
Equipar as máquinas com sistemas de proteção: Proteção móvel articulada (Zona 1) e do carro longitudinal(Zona 2), proteção na
zona do fuso(Zona 3), e proteção fixa na parte traseira Todos os órgãos de transmissão (correias, polias, engrenagens) devem estar
dotados de protetores fixos resistentes. Dotar as máquinas com dispositivo de paragem de emergência sob a forma de
barra, que deve estar acessível ao longo de toda a máquina. As zonas de operação das máquinas CNC, CN ou automáticas devem estar
totalmente fechadas durante a mecanização da peça (só devem existir aberturas para introduzir e retirar as peças e para remover limalhas)
Os comandos das máquinas devem estar dispostos de forma a que o operador os identifique, distinga e alcance facilmente e sem se colocar em perigo.
Ligar as máquinas e equipamentos eléctricos à terra e proteger o circuito eléctrico com disjuntores; o quadro eléctrico deve ser conservado em bom estado, sem humidade e protegido de poeiras e outros resíduos
Proteger os cabos eléctricos contra cortes ou danos provocados por limalhas ou ferramentas
As fontes emissoras de ruído (órgãos de transmissão) devem ser encapsuladas As máquinas devem ser mantidas em bom estado de conservação e limpeza As máquinas nunca devem ser colocadas junto a paredes ou em cantos (aumenta o
ruído por elas produzido) As máquinas devem possuir um sistema de iluminação integrada e a iluminação
ambiente deve ser adequada às necessidades do local e das tarefas a desempenhar O local de trabalho deve possuir sistemas de ventilação ambiente Sempre que se revele necessário devem ser instalados dispositivos de aspiração
localizada (para evitar o contato com névoas de óleo mineral) Estabelecer procedimentos de trabalho seguros e formar e informar os
trabalhadores no sentido de os adoptarem na realização das tarefas: Remoção da chave de fixação dos grampos após aperto Limpeza da máquina com o equipamento desligado Fixar sempre no contraponto peças de longa dimensão Nunca utilizar ar comprimido para limpar a máquina ou as roupas; utilizar, escovas
ou sistemas de aspiração. Não remover as limalhas diretamente com as mãos, utilizar ferramentas adequadas. Antes de colocar a máquina em funcionamento verificar o aperto das peças e
colocar as proteções acionar o STOP de emergência caso se verifique alguma anomalia no funcionamento da máquina
Utilizar os EPI´s disponibilizados: Luvas de proteção sempre que se justifique (ex.: manusear a peça trabalhada, fixar
a peça na máquina, etc.) Roupa de trabalho adequada: com manguitos, justa ao corpo e sem acessórios
pendurados. Calçado de proteção (botas com biqueira e sola de aço) Óculos de proteção (em material resistente e que protejam lateralmente) Auriculares ou abafadores (devidamente dimensionados) Nunca anular as proteções das máquinas Nunca operar a máquina para além dos limites estabelecidos pelo fabricante Nunca operar estas máquinas sob o efeito de álcool ou medicamentos que possam
alterar as condições físicas e de alerta Colocar uma bacia de retenção na parte inferior da máquina para recolha dos
resíduos do óleo de corte e limalhas
58
As peças em bruto e as maquinadas devem ser empilhadas e arrumadas de forma estável, segura e ordenada; utilizar contentores adequados para as peças de menor dimensão.
Organizar corretamente o lay-out das máquinas: estas não devem ser colocadas alinhadas umas em frente às outras (pode haver projeção de material para outros operadores)
Delimitar os postos de trabalho através de marcações e caso haja a necessidade de estarem vários postos de trabalho muito próximos, colocar painéis protetores.
Sinalizar o posto de trabalho com a obrigatoriedade de utilizar calçado, auriculares e óculos de segurança.
Disponibilizar meios de extinção adequados, nomeadamente extintores. Disponibilizar carros elevatórios para o transporte de peças (matéria-prima ou
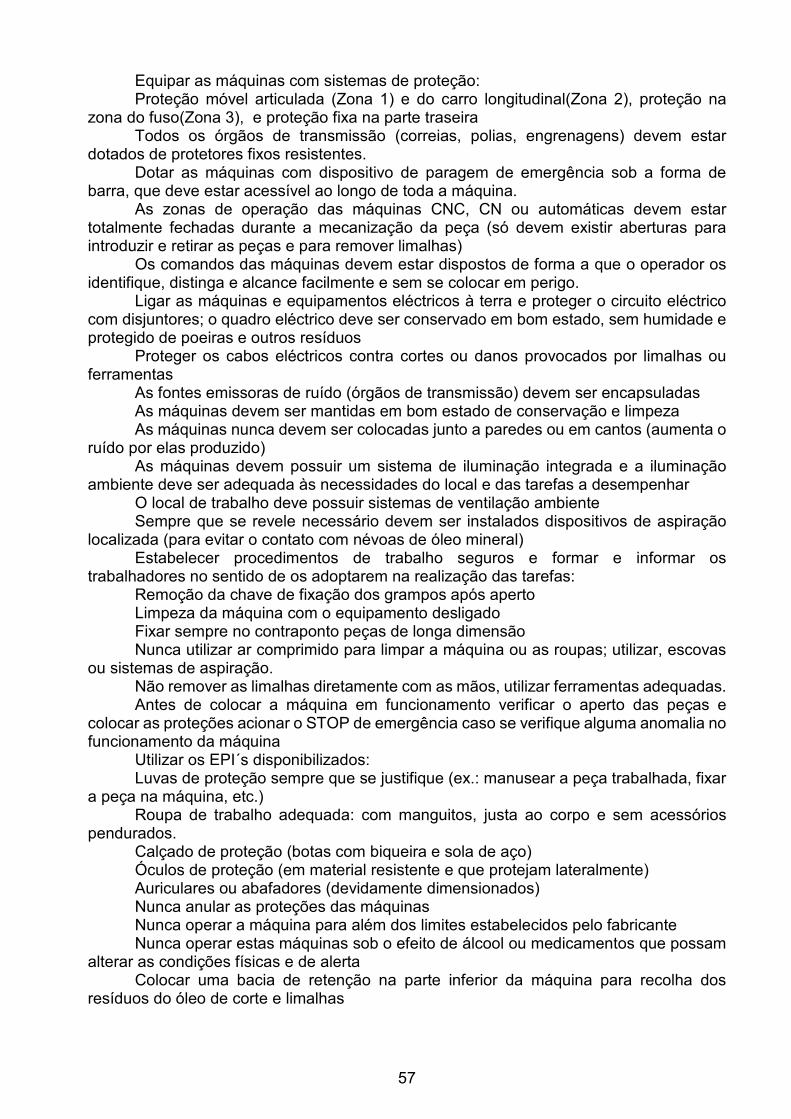
elementos das máquinas) 9.7. MEDIDAS DE PROTEÇÃO 9.7.1. Proteção da Zona 1 - Placa A proteção é móvel com um interruptor de posição duplo canal de ação positiva (2), conforme Norma ABNT NBR NM 273:2002 e itens 12.38 a 12.55 da NR12 de 17 de dezembro de 2010, monitorado por rele de segurança duplo canal (fig. 1), que garante o desligamento da torno em caso de abertura da proteção.
Figura 1 – Proteção da Placa
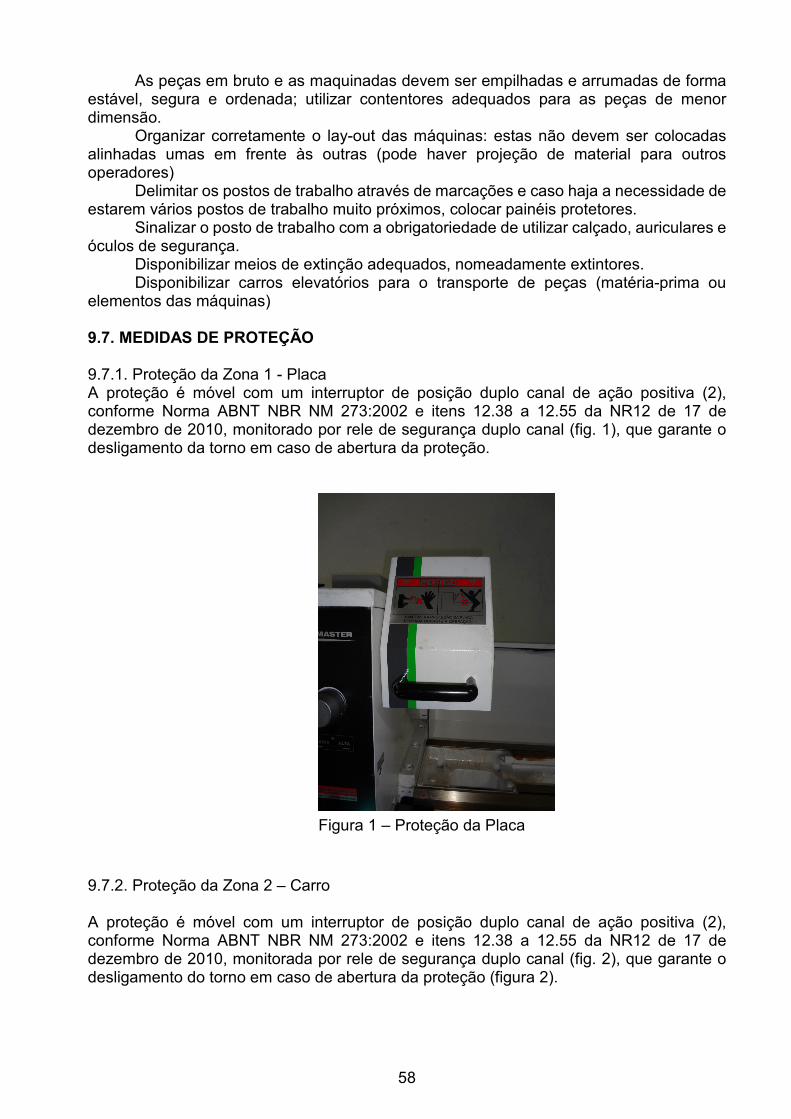
9.7.2. Proteção da Zona 2 – Carro A proteção é móvel com um interruptor de posição duplo canal de ação positiva (2), conforme Norma ABNT NBR NM 273:2002 e itens 12.38 a 12.55 da NR12 de 17 de dezembro de 2010, monitorada por rele de segurança duplo canal (fig. 2), que garante o desligamento do torno em caso de abertura da proteção (figura 2).
59
Figura 2 – Proteção do Carro
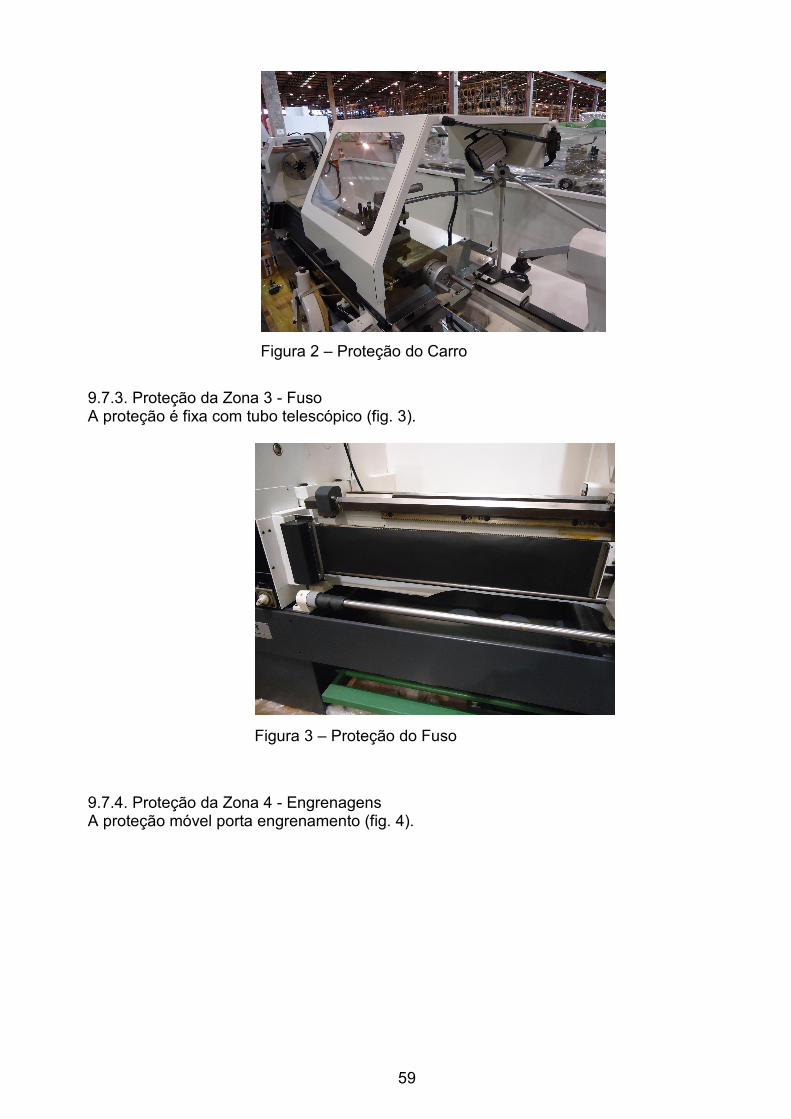
9.7.3. Proteção da Zona 3 - Fuso A proteção é fixa com tubo telescópico (fig. 3).
Figura 3 – Proteção do Fuso
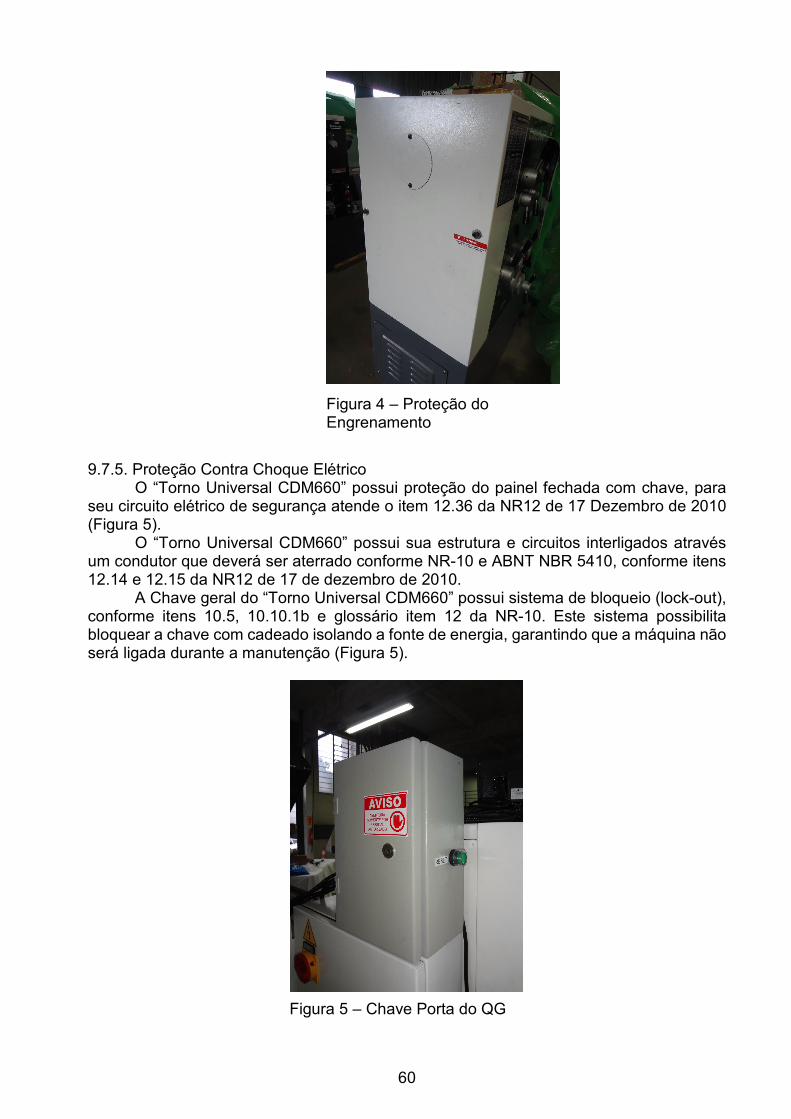
9.7.4. Proteção da Zona 4 - Engrenagens A proteção móvel porta engrenamento (fig. 4).
60
Figura 4 – Proteção do Engrenamento
9.7.5. Proteção Contra Choque Elétrico
O “Torno Universal CDM660” possui proteção do painel fechada com chave, para seu circuito elétrico de segurança atende o item 12.36 da NR12 de 17 Dezembro de 2010 (Figura 5).
O “Torno Universal CDM660” possui sua estrutura e circuitos interligados através um condutor que deverá ser aterrado conforme NR-10 e ABNT NBR 5410, conforme itens 12.14 e 12.15 da NR12 de 17 de dezembro de 2010.
A Chave geral do “Torno Universal CDM660” possui sistema de bloqueio (lock-out), conforme itens 10.5, 10.10.1b e glossário item 12 da NR-10. Este sistema possibilita bloquear a chave com cadeado isolando a fonte de energia, garantindo que a máquina não será ligada durante a manutenção (Figura 5).
Figura 5 – Chave Porta do QG
61
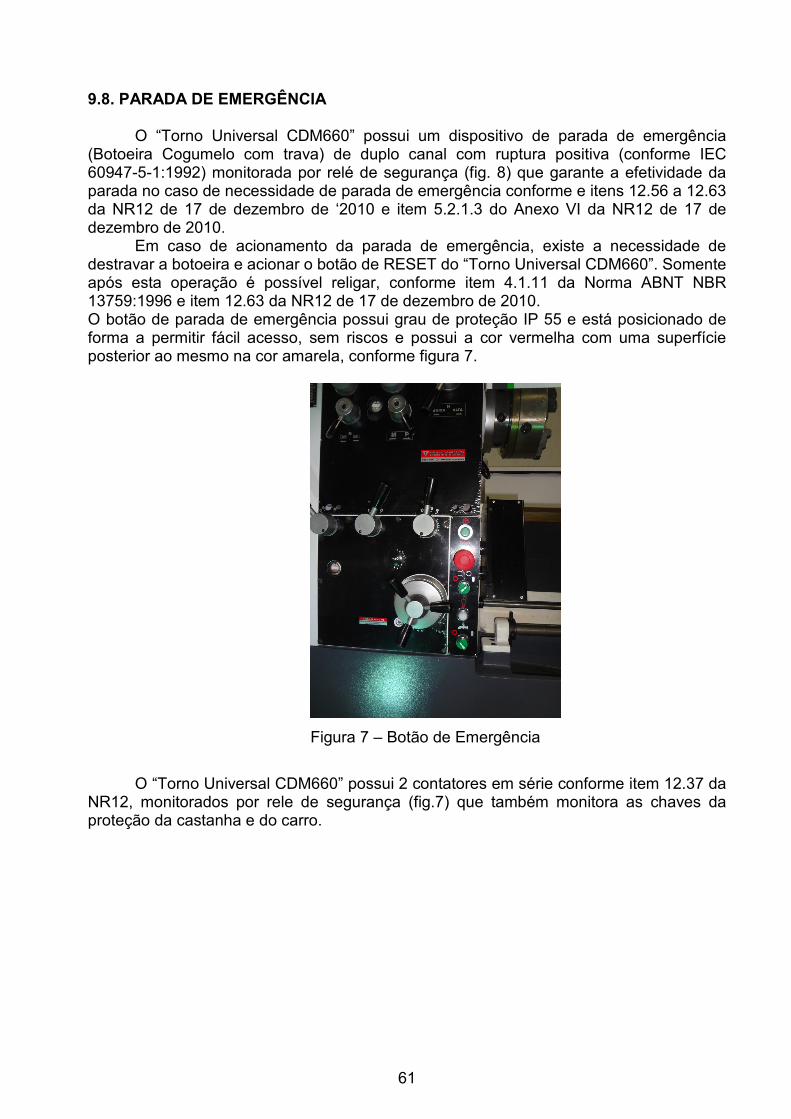
9.8. PARADA DE EMERGÊNCIA
O “Torno Universal CDM660” possui um dispositivo de parada de emergência (Botoeira Cogumelo com trava) de duplo canal com ruptura positiva (conforme IEC 60947-5-1:1992) monitorada por relé de segurança (fig. 8) que garante a efetividade da parada no caso de necessidade de parada de emergência conforme e itens 12.56 a 12.63 da NR12 de 17 de dezembro de ‘2010 e item 5.2.1.3 do Anexo VI da NR12 de 17 de dezembro de 2010.
Em caso de acionamento da parada de emergência, existe a necessidade de destravar a botoeira e acionar o botão de RESET do “Torno Universal CDM660”. Somente após esta operação é possível religar, conforme item 4.1.11 da Norma ABNT NBR 13759:1996 e item 12.63 da NR12 de 17 de dezembro de 2010. O botão de parada de emergência possui grau de proteção IP 55 e está posicionado de forma a permitir fácil acesso, sem riscos e possui a cor vermelha com uma superfície posterior ao mesmo na cor amarela, conforme figura 7.
Figura 7 – Botão de Emergência
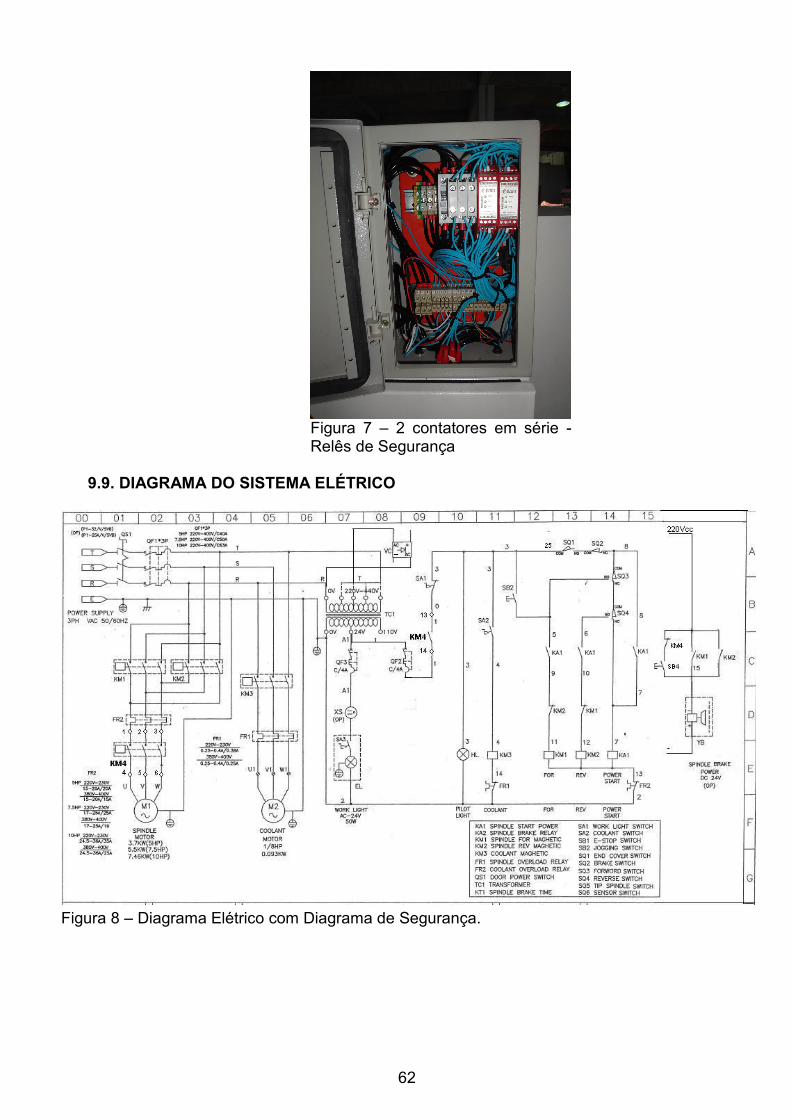
O “Torno Universal CDM660” possui 2 contatores em série conforme item 12.37 da
NR12, monitorados por rele de segurança (fig.7) que também monitora as chaves da proteção da castanha e do carro.
62
Figura 7 – 2 contatores em série - Relês de Segurança
9.9. DIAGRAMA DO SISTEMA ELÉTRICO
Figura 8 – Diagrama Elétrico com Diagrama de Segurança.
63
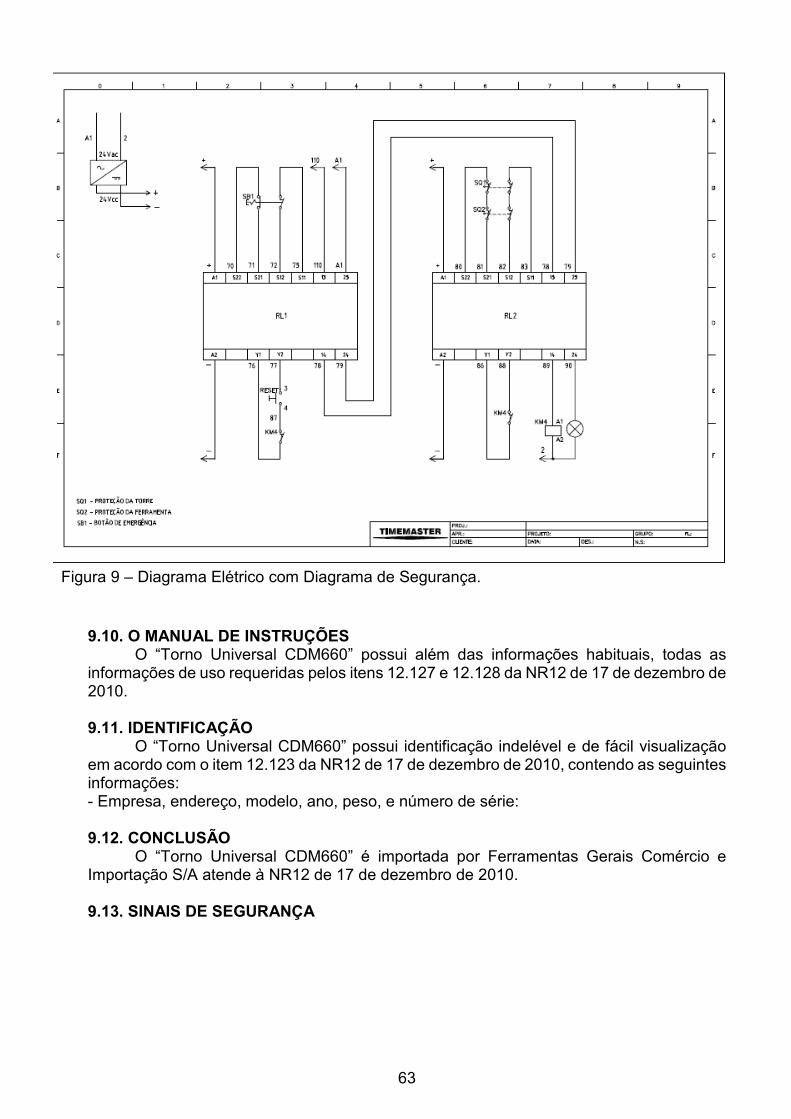
Figura 9 – Diagrama Elétrico com Diagrama de Segurança.
9.10. O MANUAL DE INSTRUÇÕES
O “Torno Universal CDM660” possui além das informações habituais, todas as informações de uso requeridas pelos itens 12.127 e 12.128 da NR12 de 17 de dezembro de 2010. 9.11. IDENTIFICAÇÃO
O “Torno Universal CDM660” possui identificação indelével e de fácil visualização em acordo com o item 12.123 da NR12 de 17 de dezembro de 2010, contendo as seguintes informações: - Empresa, endereço, modelo, ano, peso, e número de série: 9.12. CONCLUSÃO
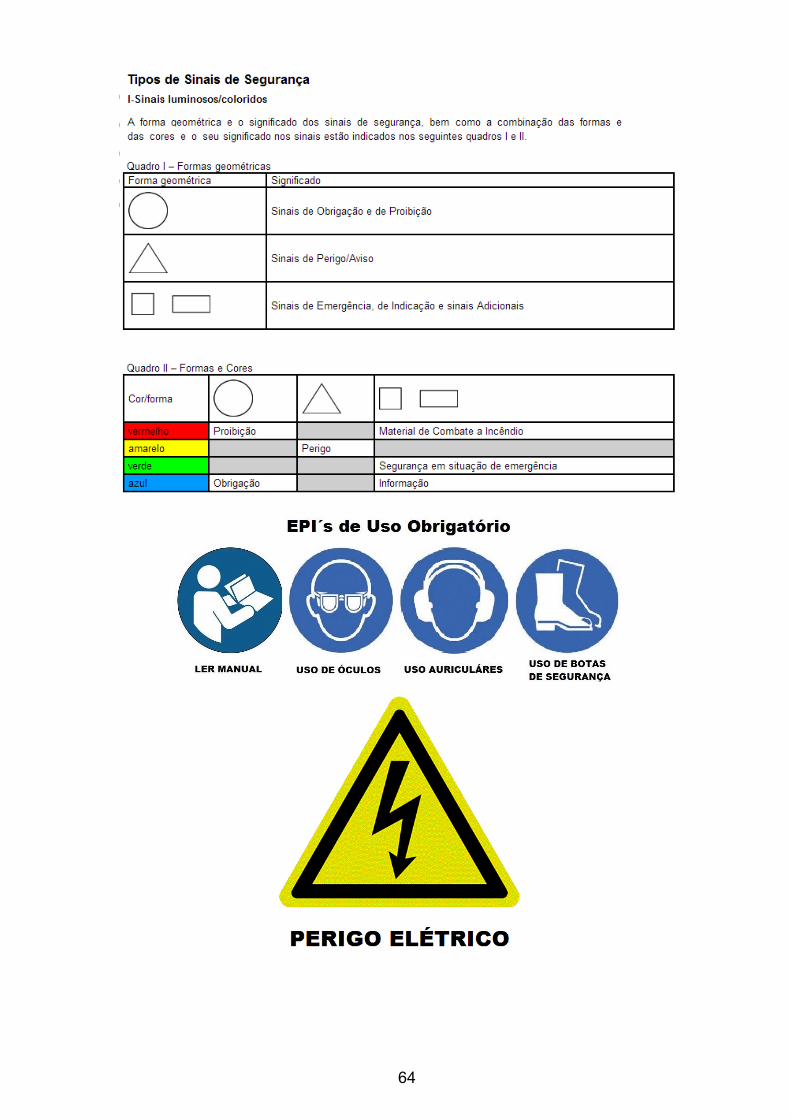
O “Torno Universal CDM660” é importada por Ferramentas Gerais Comércio e Importação S/A atende à NR12 de 17 de dezembro de 2010. 9.13. SINAIS DE SEGURANÇA
64

65
9.14. ANEXOS
Certificado do relé de segurança