MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
115
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS INDICE Apresentação Introdução Vantagens no uso do aço na construção civil Capítulo 01 – Corrosão Definição de corrosão Corrosão eletroquímica Fatores que intervêm na velocidade da corrosão Tipos especiais de corrosão Velocidade de corrosão A corrosão tem muitas cores Classificação dos processos corrosivos quanto à morfologia A superfície do aço novo Capítulo 02 – Uso de metais e ligas resistentes à corrosão Capítulo 03 – Preparação de superfícies Conceitos básicos Normas de preparação de superfícies metálicas Graus de oxidação ou intemperismo de superfícies de aço Carepa de Laminação Equipamentos e tipos de utilização na limpeza mecânica Limpeza por jateamento abrasivo Outros tipos de jateamento Capítulo 04 – Condições ambientais Classificação dos Ambientes Classificação das Condições de Agressividade Classificação dos Meios Corrosivos com Vistas à Seleção de Sistemas de Pintura Capítulo 05 – Controle e prevenção da corrosão Fatores a serem considerados na seleção dos materiais Capítulo 06 – Especificação de pintura Tintas de fundo shop primer Primers Tintas intermediárias Tintas de acabamento Compatibilidade entre as tintas Capítulo 07 – Tipos de tintas Revestimentos alquídicos Borrachas cloradas
Transcript of MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS INDICE Apresentação Introdução Vantagens no uso do aço na construção civil Capítulo 01 – Corrosão
Definição de corrosão Corrosão eletroquímica Fatores que intervêm na velocidade da corrosão Tipos especiais de corrosão Velocidade de corrosão A corrosão tem muitas cores Classificação dos processos corrosivos quanto à morfologia A superfície do aço novo
Capítulo 02 – Uso de metais e ligas resistentes à corrosão Capítulo 03 – Preparação de superfícies
Conceitos básicos Normas de preparação de superfícies metálicas Graus de oxidação ou intemperismo de superfícies de aço Carepa de Laminação Equipamentos e tipos de utilização na limpeza mecânica Limpeza por jateamento abrasivo Outros tipos de jateamento
Capítulo 04 – Condições ambientais
Classificação dos Ambientes Classificação das Condições de Agressividade Classificação dos Meios Corrosivos com Vistas à Seleção de Sistemas de Pintura
Capítulo 05 – Controle e prevenção da corrosão
Fatores a serem considerados na seleção dos materiais Capítulo 06 – Especificação de pintura
Tintas de fundo shop primer Primers Tintas intermediárias Tintas de acabamento Compatibilidade entre as tintas
Capítulo 07 – Tipos de tintas
Revestimentos alquídicos Borrachas cloradas

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Revestimentos vinílicos Acrílicos Tintas para alta temperatura Zinco – Etil silicato Desempenho Revestimento epóxi Epóxi poliamida e epóxi poliamina Epóxi alcatrão de hulha Poliuretanos Poliésteres Vida útil de um sistema de pintura
Capítulo 08 – Descrição dos planos de pintura para estruturas novas Plano de pintura Nº 36 Plano de pintura Nº 37 Plano de pintura Nº 38 Plano de pintura Nº 39 Plano de pintura Nº 40 Plano de pintura Nº 40 ALTERNATIVO Plano de pintura Nº 41 Plano de pintura Nº 41 ALTERNATIVO Plano de pintura Nº 42 Plano de pintura Nº 43 Plano de pintura Nº 44 Plano de pintura Nº 45 Plano de pintura Nº 46 Plano de pintura Nº 47
Capítulo 09 – Procedimentos de manutenção preventiva em pitura
Classificação da pintura de manutenção Procedimentos do reparo de superfícies pintadas para manutenção Manutenção geral
Capítulo 10 – Descrição dos planos de pintura para manutenção de estruturas
Plano de pintura Nº 56 A Plano de pintura Nº 57 Plano de pintura Nº 58
Capítulo 11 – Boletins técnicos
Alklack 17 primer Alklack 18 primer Lackthane S 31 acabamento Lackthane S 38 acabamento Lackpoxi 35 primer Lackpoxi 37 primer Lackpoxi S 38 acabamento Lackpoxi S 39 acabamento Lackpoxi 42

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Lackpoxi S 44 acabamento Lackpoxi 46 intermediário Lackpoxi S 48 primer / acabamento Alklack S 51 acabamento Silicato inorgânico de zinco N 1661
Capítulo 12 – Compra de tintas / Contratação da pintura
Compra das tintas e contratação das aplicações feitas separadamente Alocação da responsabilidade pelo fornecimento das tintas e da aplicação
ú i
Contratação de serviços de montagem Estimativa de consumo de tintas Cálculo de área por tonelada de aço em m2 / tonelada
Capítulo 13 – Recomendações gerais para aplicação das tintas
Escolha da época ideal para aplicação Escolha do método de aplicação Capacitação do pessoal de aplicação Condições ambientais Mistura, homogeneização e diluição das tintas Seqüência da aplicação Cuidados de segurança Recomendações que devem ser observadas durante a aplicação Atividades do inspetor Identificação, origens e correção de defeitos Tabela de bicos para pulverização Tabela de seleção e equivalência de bicos pulverizadores airless Tabela de equivalências

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS APRESENTAÇÃO
A tecnologia de pintura teve um grande desenvolvimento em todo o mundo neste século.
No Brasil, a WEG Química possui capacitação tecnológica a nível internacional e
compatível com modernas técnicas de proteção anticorrosiva para superfícies metálicas.
Por outro lado existe uma necessidade crescente de preparação de pessoas para as
atividades de seleção de produtos para a correta elaboração de um projeto de pintura
anticorrosiva em novos empreendimentos.
Desta forma, a WEG Química, sensível a esta carência, elaborou este manual de pintura
dirigido a engenheiros, projetistas e aplicadores especializados que atuam no segmento de
estruturas metálicas.
Estamos apresentando o resultado de nosso trabalho, esperando que este possa ser um
complemento valoroso de informações no dia-a-dia de trabalho dos profissionais envolvidos nesta
área. Autor: Alejandro Carlos Ughetti WEG Química Ltda. 1ª edição / Abril / 1999.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS INTRODUÇÃO:
A evolução da produção mundial de aço vem aumentando a cada ano, como comparativo temos a
informação que em 1870 essa produção era de 4 milhões de toneladas, já em 1998 atingiu 800 milhões de toneladas.
Estes números mostram que o progresso da civilização moderna se projetou na capacidade de
fazer e utilizar o aço. Um dos principais fatores que contribuiu para essa enorme evolução da produção mundial foi a sua ampla utilização na construção civil
Em muitos países, a construção de estruturas metálicas já se tornou uma tradição, mas no Brasil
ela esta começando a ser descoberta. VANTAGENS NO USO DO AÇO NA CONSTRUÇÃO CIVIL
O aço apresenta diversas vantagens significativas sobre o concreto, derivadas de sua maior resistência e qualidade controlada, entre elas:
Menor prazo de execução; Racionalização de materiais e mão-de-obra; Alívio de carga nas fundações; Antecipação do ganho; Flexibilidade no projeto; Inovação em projetos arrojados; Organização do canteiro de obras; Precisão de níveis e prumos; Reciclabilidade; Garantia da Qualidade.
Quando abordado o tópico “Garantia da Qualidade”, deve-se associar um aspecto fundamental, o qual
envolve o desempenho esperado de qualquer estrutura metálica a qual é a proteção anticorrosiva adequada ao projeto.
A matéria corrosão e a importância do seu controle têm sido um assunto novo para a maioria dos profissionais como engenheiros civis e projetistas.
Desta forma pode-se constatar que os processos corrosivos causam sérios prejuízos aos patrimônios, devido a falta de controle efetivo pelos meios mais adequados.
Nos últimos anos pode-se constatar que houve um aumento de ligas resistentes a corrosão, como também houve a melhoria na qualidade e desenvolvimento de revestimentos protetores.
A importância da corrosão pode ser avaliada quantitativamente pelos seguintes valores significativos:
a) Atualmente no Brasil estima-se que os prejuízos causados pela corrosão eqüivalem a 3,5% do PIB.
b) Estima-se que ¼ da produção mundial de aço carbono destina-se a reposição de materiais
atingidos anualmente pela corrosão.
c) Um relatório emitido pelo National Bureau of Standards (NBR) em conjunto com a Betelle Columbus Laboratories em 1985, informa que o custo anual da corrosão foi de US$ 70 bilhões, equivalente a 4,2% do PNB nos Estados Unidos.
MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO
Capítulo 01
A matéria corrosão e a importância do seu controle têm sido um assunto sempre esquecido para a maioria dos profissionais como Engenheiros Civis, projetistas e empresários, até mesmo por pessoas ligadas a manutenção.
Desta forma podemos constatar que a corrosão causa sérios prejuízos ao novo patrimônio, devido
a falta de conhecimento na adequação de um perfeito projeto de pintura e conseqüente controle efetivo pelos meios mais adequados.
Nos últimos anos pode-se constatar que houve um aumento de ligas resistentes a corrosão, como
também houve melhoria na qualidade e desenvolvimento de revestimentos protetores. Atualmente, os revestimentos protetores ocupam um lugar de destaque no controle da corrosão
devido ao seu custo, facilidade de aplicação, efeito estético, diversificação de opções, etc. DEFINIÇÃO DE CORROSÃO
A corrosão do aço processa-se de forma inversa a fabricação. O ferro combina-se com oxigênio em presença de umidade oxidando-se e voltando a forma de
oxido de ferro. Define-se a corrosão como sendo a deterioração de um corpo sólido por meio de uma ação
química ou eletroquímica provocada pelo meio ambiente. Esta definição é geral, englobando todos os tipos de materiais tais como, concreto, metais,
madeiras, cerâmicas, vidros, plásticos, borrachas e outros, onde limitaremos o assunto a corrosão do aço carbono. CORROSÃO ELETROQUÍMICA
O mecanismo pelo qual se processa a corrosão do aço é de natureza eletroquímica e ocorre quando o aço e um outro condutor de material diferente são colocados em contato elétrico um com o outro.
Quando isso acontece, desenvolve-se energia elétrica que vai alimentar a reação de corrosão. O contato elétrico estabelece-se quando a superfície do aço é molhada com água contendo quantidades mínimas de ácidos, bases ou sais dissolvidos.
Para que a superfície do aço seja molhada não é necessário haver imersão. Quando a superfície do aço fica mais fria que a atmosfera ambiente há deposição de água na forma de umidade condensada e, em ambiente com alta umidade, há sempre uma película não perceptível de água sobre a superfície do aço.
Na tabela nº 01 podemos verificar alguns exemplos de corrosão eletroquímica, comparados a
corrosão química.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO TABELA 01 Meios corrosivos classificados pelo mecanismo de sua ação corrosiva e locais onde atuam.
Atmosfera Umidade, chuva, sais higroscópicos, agentes de poluição,
Água Natural Água do Mar Água Tratada Solos Microorganismos Soluções e Suspensões (Ácidas, Básicas, Neutras, Complexantes,
Polarizantes, Bactérias, Algas, etc.) Alimentos Bebidas
Meios da Corrosão
Eletroquímica
Atmosfera Oxigênio, Gás Carbônico, Dióxido de Enxofre, Agentes de Poluição
Produtos Químicos Gasosos (Cl2, CO2, etc.) Meios da Corrosão Química Gases de Exaustão (Oxidantes, Redutores, Frios e Aquecidos)
Líquidos Anidros Sais Fundidos Metais Fundidos
FATORES QUE INTERVÊM NA VELOCIDADE DA CORROSÃO A - UMIDADE RELATIVA DA ATMOSFERA
A presença de oxigênio dissolvido achando-se normalmente presente em toda a água que esteja exposta ao ar auxilia a oxidação do ferro do estado metálico ao ferroso e leva a termo a oxidação dos íons ferrosos e férricos.
O oxigênio e o ar secos praticamente não alteram o ferro à temperatura ordinária. Porém, em presença da umidade, transformam-no em óxido férrico hidratado, chamado ferrugens, que, não sendo aderente, não protege o resto do ferro, e assim este vai se oxidando paulatinamente em toda sua massa.
Tem sido observado que locais com clima onde a umidade do ar raramente excede 60%, são muito menos corrosivos do que locais com clima de umidade alta.
Umidade relativa de 15 a 20 % Praticamente não há corrosão Umidade relativa em torno de 60% Processo corrosivo lento Umidade relativa acima de 70 % Processo corrosivo é acelerado
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO B - POLUIÇÃO ATMOSFÉRICA
A corrosão é muitíssima mais ativa quando o ar contém dióxido de enxofre (SO2), ou sais corrosivos, tais como determinados sulfatos e cloretos.
A principal fonte de poluição atmosférica por dióxido de enxofre e sulfatos está associada a queima de combustíveis, principalmente o óleo combustível, que é usado de modo geral pelas indústrias.
O carvão mineral também contém enxofre, porém, o seu uso é quase restrito no Brasil a termoelétricas e usinas siderúrgicas.
O cloreto na forma de cloreto de sódio provém da água do mar pulverizado em forma de névoa salina nas regiões costeiras próximas à zona de arrebentação das ondas, podendo ser conduzido, conforme as condições dos ventos, por muitos quilômetros além das praias.
Outros tipos de poluição estão associados à fabricação de determinados produtos, como na indústria petroquímica e nas fábricas de papel e celulose (cloro - soda, detergentes e outras). C - TEMPERATURA
Como a corrosão envolve reações químicas, sua velocidade é também depende da temperatura. A corrosão é praticamente nula a -2°C. Porém, a medida em que a temperatura aumenta, sua
velocidade cresce, dobrando para cada 10ºC de aumento. Em soluções aquosas em ambiente aberto, a velocidade de corrosão atinge o máximo em torno
de 80º C. Isso é devido ao fato da solubilidade do oxigênio na água diminuir com o aumento da temperatura.
Os processos de corrosão química são por vezes denominada corrosão ou oxidação em altas temperaturas. Estes processos são menos freqüentes na natureza e surgiram basicamente com a industrialização, envolvendo operações em temperaturas elevadas.
Como na corrosão química não se necessita de água líquida, ela é também denominada em meio não aquoso ou corrosão seca. D - EFEITO DOS CONDUTORES CATÓDICOS
Como vimos anteriormente, para que a reação de corrosão processe-se são necessários: umidade, ou água, oxigênio, diminutas quantidades de ácidos, bases ou sais dissolvidos e dois condutores de materiais diferentes, de forma que haja uma diferença de potencial entre os dois condutores. Na corrosão do aço, o condutor anódico é o próprio ferro.
O condutor catódico em relação ao ferro poderá ser:
1. Um metal diferente, acima do ferro na série galvânica dos condutores, como por exemplo, o
cobre, o bronze, o latão ou zinco. (Vide tabela 02 série galvânica)
2. Heterogeneidade no próprio aço estabelecendo diferenças no próprio metal que são capazes de atuar como condutor catódico, formando células de corrosão. Por exemplo: incrustações de sulfetos são catódicas à matriz de aço, diferenças de fase dentro dos grãos do metal e diferenças em tensão interna podem atuar catodicamente como nas arestas e cantos do aço em perfis e nas regiões de solda.
3. Materiais dissimilares que possam atuar como condutor anódico, como a carepa de laminação,
certos tipos de solda, etc.
4. Diferenças no meio ambiente. Por exemplo: Áreas muito arejadas serão catódicas em relação às áreas mais protegidas do oxigênio. Um caso clássico é relatado pelo professor Vicente Gentil (1) e se refere a uma adutora em aço carbono, no Rio de Janeiro, que era metade enterrada no solo, e metade exposta à atmosfera. Obviamente, a parte enterrada ficou na triste posição de anôdo, sofrendo corrosão muito severa a ponto de ter que ser substituída, e se o aço estiver sob condições de transferência de calor, ou seja, o calor estiver sendo transmitido para o ambiente e sob condições de acesso ilimitado ao oxigênio, como na linha d’água, isso acelerará a transferência de oxigênio para as áreas catódicas, aumentando a velocidade da corrosão. (Linha

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO
férrea, linhas de transmissão de energia, aeradores, etc. Em navios, as áreas próximas da hélice são as mais corroídas)
E - EFEITOS DA CONCENTRAÇÃO E DO TIPO DE POLUENTE
O efeito e vários poluentes foram estudados sobre a velocidade de corrosão do aço e do alumínio, usando uma técnica de condutância.
As conclusões foram as seguintes:
1. A mistura dos íons cloreto e sulfeto produzem aproximadamente a mesma corrosão do que se os
íons estivessem separados.
2. O íon cloreto tem um efeito imediato sobre a velocidade da corrosão, em níveis tão baixos como três ppm (Parte por milhão). A velocidade aumenta com concentrações até 100 ppm com subseqüente nivelamento.
3. O sulfeto tem comportamento similar ao cloreto.
4. Os silicatos inibem a corrosão.
5. Os carbonatos comportam-se similarmente.Para os dois ânions existe um aumento na corrosão
para concentrações até de 300 ppm quando uma diminuição rápida ocorre.
6. Cálcio e Magnésio não têm efeito maior sobre a corrosão do que quantidades equivalentes de sulfeto.
F - FATORES METALÚRGICOS
Processo de Obtenção:
Para fabricar o ferro, o alto forno de uma usina siderúrgica é carregado com hematita, carvão na forma de coque, fundente e aquecido a temperaturas de 1000 a 2000ºC.
Ar atmosférico é soprado continuamente para queima do carvão. De forma simplificada, a reação que se processa no alto forno começa com a combinação do
carbono do coque com o oxigênio do ar, resultando em monóxido de carbono. O monóxido de carbono é um forte redutor e apodera-se do oxigênio contido na hematita. Na forma de óxido férrico, reduzindo-o inicialmente a óxido ferroso e finalmente a ferro metálico. O ferro quimicamente puro não é utilizado industrialmente, pois é demasiado dúctil e oxida-se com
extrema facilidade. Ele é sempre empregado em liga com outros elementos principalmente o carbono, cuja composição nos aços varia de 0,08% a 1,7% e de 1,7% a 6,4% nos ferros fundidos.
Causas:
O contorno dos grãos (cristais individuais do aço) tem um potencial de eletrodo diferente dos átomos no interior do grão, formando-se um condutor anódico na interseção dos grãos.
Conforme as temperaturas de tratamento do aço na laminação, associadas a velocidades de resfriamento e aquecimento aparecem fases diferentes no aço, que se constituem em condutores com potenciais diferentes, embora próximos, porém suficientemente diferentes para causar corrosão.
Os aços são essencialmente ligas Ferro – Carbono, podendo o ferro apresentar-se em modificações estruturais diversas, tais como: Ferrita, austenita e ferro – gama, as quais podem estar associadas a diferentes ligas de ferro – carbono, como a cementita. A perlita é uma mistura específica de duas fases, formada pela transformação da austenita em ferrita e cementita.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO TIPOS ESPECIAIS DE CORROSÃO CORROSÃO MICROBIOLÓGICA
A corrosão por bactérias foi definida como a deterioração de metais pelo processo de corrosão que ocorre como um resultado direto ou indireto da atividade metabólica das bactérias, embora existam exemplos de corrosão atribuídos a fungos e algas.
Dada a variedade de ambientes que podem proporcionar crescimento de bactérias, algas ou fungos, muitos são os equipamentos que podem sofrer a corrosão microbiológica.
Entre estes ambientes podem ser citados: água do mar, de rios e de sistemas de refrigeração, regiões pantanosas, sedimentos oleosos, solo contendo resíduos orgânicos, ou sais como sulfatos, nitratos, fosfatos ou ainda enxofre.
Os casos relacionados com deterioração microbiana podem aparecer em diversos materiais metálicos ou não metálicos conforme exemplos:
Deterioração microbiológica da madeira; Tubulações de distribuição de águas; Trocadores ou permutadores de calor; Tubulações para condução de gás e gasômetros; Recuperação secundária de petróleo; Aquecedores e válvulas de cobre; Tubulações enterradas; Tanques de armazenamento de combustíveis.
Pode-se classificar a corrosão microbiológica em:
Corrosão devida a formação de ácidos; Corrosão por despolarização catódica; Corrosão por aeração superficial; Corrosão por ação combinada de bactérias.
(1) O assunto pode ser mais detalhadamente estudado no livro “CORROSÃO” do professor Vicente Gentil - Editora Guanabara – RJ/ RJ – 2ª edição. VELOCIDADE DE CORROSÃO
A velocidade da corrosão pode ser encarada em dois aspectos diferentes, dependendo se a corrosão é uniforme (ou seja, igual e generalizada em toda a superfície) ou é localizada.
As medidas feitas vão depender dos casos específicos, mas os resultados podem ser generalizados para usos práticos.
A velocidade da corrosão pode ser expressa de várias maneiras, sendo a mais comum à perda de peso.
Para isto, uma peça do metal (por exemplo, uma chapa de 10 X 10 X 0,1 cm) é limpa, medida, pesada e exposta a um definido meio corrosivo durante um tempo medido. É removida, faz-se limpeza dos produtos da corrosão e é repesada.
A velocidade da perda do metal devida à corrosão é calculada pela fórmula:
V = KP STD

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO Onde:
V = Velocidade da corrosão K = Constante dada na tabela 2 P = Perda de peso em mg, corrigida de qualquer perda durante a limpeza. S = Área em cm2 T = Tempo de exposição em centésimo de hora (36 segundos) D = Densidade em g/cm3
Muitas unidades são usadas para expressar a velocidade de corrosão, estas podem ser convertidas entre si pelo emprego do apropriado valor K.
Os valores mais usados são: mpy e mdd (respectivamente, mils per year (milésimo de polegada de penetração por ano) e miligrams per square decimetter per day (miligramas por decímetro quadrado por dia)).
Na tabela 2 são dadas as unidades, suas dimensões o valor de K e o fator de conversão em mpy,
unidade mais comum em publicações de língua inglesa, onde se recolhem inúmeros dados sobre a corrosão. Tabela 02 - Unidades de Velocidade de Corrosão Metálica.
Unidade Dimensões Valor de K Fator de Conversão em mpy
mpy. Mils / year (Milésimo de polegadas / ano) 3,45 X 106 1,0
ipy. Inches / year (Polegadas / ano) 3,45 X 103 1.000,0
Ipm. Inches / month (Polegadas / mês) 2,87 X 102 12.000,0
Mm / yr Milimetter / year (Milímetro / ano) 8,76 X 104 39,4
mdd Mg / sg . dm / day (Miligramas / decímetro2 / dia) 2,4 X 106 X D 1,41 D
g / sqm / hr Grams / square metter / hora (gramas / metro2 / hora) 1,00 X 104 X D 345,0 / D
(D é a densidade do metal) A CORROSÃO TEM MUITAS CORES
Os que tiveram a curiosidade de observar uma superfície de aço corroído, devem ter notado que a corrosão sempre se apresenta na sua cor mais conhecida, amarela ocre. Muitas vezes a ferrugem apresenta-se na cor preta ou em tons amarelo ocre, castanho, vermelho óxido, marrom escuro ou até mesmo esverdeada.
Uma chapa jateada e exposta à névoa salina apresentarão, após alguns dias de exposição, uma superfície toda enferrujada, porém não de maneira uniforme, e com inúmeras variações de aspecto e de cor, e poder-se-á notar, muitas vezes, a presença de células com interior amarelo ocre e contorno preto.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO
A variação de cores da Ferrugem é explicada pelo aparecimento de diferentes tipos de óxidos de ferro que se formam na superfície do aço, de acordo com a maior ou menor disponibilidade de água, substancias dissolvidas (íons) e oxigênio em contato com o metal.
Um outro fator está relacionado com a existência de áreas catódicas e anódicas na superfície do aço, estabelecendo células eletrolíticas de corrosão, de intensidade variável de área para área.
A reação inicial de corrosão forma hidróxido ferroso e posteriormente se formará:
Ferrugem Amarela Meio bem oxigenado Ferrugem esverdeada Meio aquoso com pouca presença de oxigênio Ferrugem Preta Meio com Pouco oxigênio
Finalmente, podemos concluir que a corrosão faz o aço retornar às suas origens, restabelecendo as cores e estruturas cristalinas originais dos minérios de ferro. CLASSIFICAÇÃO DOS PROCESSOS CORROSIVOS QUANTO A MORFOLOGIA
A corrosão pode ocorrer sob diferentes formas, e o conhecimento das mesmas é muito importante no estudo de um processo corrosivo. A caracterização da forma de corrosão auxilia bastante no esclarecimento do mecanismo e na aplicação de medidas adequadas de proteção, daí serem apresentadas a seguir as características fundamentais das diferentes formas de corrosão. 1 - Corrosão Uniforme:
A corrosão se desenvolve de forma homogênea sobre toda a superfície metálica, sendo a perda de espessura igual em toda a superfície. 2 - Corrosão em Placas
Nesta forma, estão incluídos todos os casos intermediários entre a corrosão uniforme e a localizada, embora a corrosão em placas se desenvolva mais em algumas regiões, ela ainda se apresenta como um ataque generalizado, pois se forma corrosão em formas de lâminas, conhecida também como corrosão laminar ou lamelar. 3 - Corrosão em Pits ou Puntiforme
O ataque ocorre em pontos isolados ou não, formando microcavidades que se propagam para o interior do metal.
É uma das mais perigosas formas de corrosão em tanques e tubulações, pois podem perfurar o metal. 4- Corrosão Alveolar
A corrosão se processa na superfície metálica produzindo sulcos ou escavações semelhantes a alvéolos apresentando fundo arredondado e profundidade geralmente menor que seu diâmetro. 5 - Corrosão Transgranular
A corrosão se processa entre os grãos da rede cristalina do material metálico, o qual perde as suas propriedades mecânicas e pode fraturar quando solicitado por esforços mecânicos. 6 - Corrosão Intragranular
A corrosão se processa nos grãos da rede cristalina do material metálico, o qual, perdendo suas propriedades mecânicas, poderá fraturar a menor solicitação mecânica, tendo-se também a corrosão sob tensão fraturante.
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO 7 - Corrosão Filiforme
A corrosão de processa sob a forma de finos filamentos, que se propagam em diferentes direções e que não se cruzam.
Tem sido observada mais freqüentemente quando a umidade relativa do ar é maior que 85%, e em revestimentos mais permeáveis à penetração de oxigênio e água ou apresentando falhas. 8 - Corrosão por Esfoliação
A corrosão se processa em diferentes camadas e o produto de corrosão, formado entre a estrutura dos grãos alongados, separa as camadas ocasionando o inchamento do material metálico. 9 - Dezincificação
É a corrosão que ocorre em ligas de cobre – zinco (latões), observando-se o aparecimento de regiões com coloração avermelhada contrastando com a característica coloração amarela dos latões.
Admite-se que ocorre uma corrosão preferencial do zinco, restando o cobre com sua característica cor avermelhada. 10 - Empolamento pelo Hidrogênio
O hidrogênio atômico penetra nos metais e, como tem pequeno volume atômico, difunde-se rapidamente, em regiões com descontinuidades como inclusões e vazios, ele se transforma em hidrogênio molecular, H2, exercendo pressão e originando a formação de bolhas, daí o nome empolamento. 11 - Corrosão em Torno da Solda
Forma de corrosão que se observa em torno de cordão de solda. Ocorre em aços inoxidáveis não estabilizados ou com teores de carbono maiores que 0,03%, e a
corrosão se processa intergranularmente.
Podemos concluir que as formas localizadas de corrosão como, por exemplo, PUNTIFORME, TRANSGRANULAR e INTRAGRANULAR, são mais prejudiciais aos equipamentos, pois, embora a perda de massa possa ser pequena, as perfurações ou fraturas podem ocorrer em pequeno período de utilização do equipamento.
Entre os fatores que mais frequentemente estão envolvidos em casos de ataque localizado devem ser solicitados: Relação entre áreas catódicas e anódicas, aeração diferencial, variação de pH e produtos de corrosão (óxidos, por exemplo) presentes na superfície metálica ou formada durante o processo corrosivo.
Entre as heterogeneidades que podem originar ataque localizado podem ser citadas aquelas
relacionadas com: MATERIAL METÁLICO: Composição, presença de impurezas, tratamentos térmicos ou mecânicos, condições da superfície (presença de películas protetoras e descontinuidades), depósitos, frestas e diferentes metais em contato. MEIO CORROSIVO: Composição química, diferenças em concentração, aeração, temperatura, velocidade e pH, teor de oxigênio, sólidos em suspensão, condições de imersão (total e parcial) e movimento relativo entre o material metálico e o meio.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CORROSÃO A SUPERFÍCIE DO AÇO NOVO
As chapas de aço, laminadas a quente, são formadas pela laminação dos lingotes aquecidos ao rubro com temperatura em torno de 1.250ºC, o que resulta por reação com o oxigênio do ar, na formação da escama de laminação (ou carepa de laminação), que é constituída por uma mistura de óxidos de ferro.
Parte desta carepa que é formada sai durante a laminação e parte fica aderida ao aço, cobrindo toda a extensão da chapa e de ambos os lados, sua espessura gira em torno de 25 a 50 µm.
O aço não plano, tais como vigas, vergalhões, etc.. Formados a quente também possuem carepa de laminação.
Os óxidos formadores da carepa de laminação, segundo o prof. Vicente Gentil são: Fe2O3 (Hematita) Fe3O4 (Magnetita) FeO (Wustita)
MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO
Capítulo 02
Embora o emprego do aço como material metálico ocupe o 1º lugar em utilização devido a quantidade de minério existente na face terrestre (óxido de ferro), os metais não ferrosos apresentam a cada dia maiores empregos como material estrutural.
Este aumento de consumo deve-se a certas propriedades muito atraentes quando comparado ao tradicional aço carbono, a saber:
São leves, reduzindo peso dos equipamentos; Resistentes a corrosão (principalmente o aço inox); Podem ser aplicados por processo de metalização sobre o aço, protegendo-o.
Os metais não ferrosos mais empregados pela engenharia são:
Magnésio e suas ligas – Sua característica principal é a leveza, sua maior utilização é em peças
fundidas, anôdos de sacrifício, etc.
Alumínio e suas ligas – Material leve, é mais empregado na forma laminada e perfis, principalmente em tapamentos (tetos e laterais), assim como perfis estruturais. Utilizado também na fabricação de anôdos de sacrifício.
Zinco e suas ligas – Amplamente utilizado em processos de metalização para a proteção anticorrosiva do aço pelo método galvânico assim como na fabricação de anodos de sacrifício. Esta metalização pelo zinco puro recebe as seguintes denominações:
o Zincagem a Quente o Galvanização Eletrolítica o Metalização por Pulverização o Aplicação de Primer Rico em Zinco
Cobre e suas ligas – O cobre é mais empregado sob a forma de ligas chamadas – Bronzes e
Latões – na construção de peças, tubulações, válvulas, etc. Estas ligas são formadas pelo cobre e um segundo metal que pode ser alumínio, zinco, estanho, manganês, etc., ou mesmo ligas com mais de dois destes metais.
Aço inoxidável – Geralmente composta por liga de cromo, níquel, molibdênio, titânio, vanádio, nióbio, tungstênio com ferro, ou mesmo ligas com mais de dois destes metais.
Aços patináveis – São ligas modernas que oferecem excelentes características de resistência mecânica e a corrosão atmosférica leve, assim como também oferecem facilidade de soldagem.
São constituídos por ligas onde o metal dominante é o ferro, ligado a pequenos teores de cobre, vanádio, molibdênio, titânio, nióbio, etc. Dá-se-lhes o nome de patináveis, pois quando expostos à atmosfera formam uma patina (produto de sua corrosão) como nos metais não ferrosos.
Nos aços de baixa liga contendo cobre em pequena quantidade altera a composição e a estrutura dos óxidos formados nos primeiros estágios do ciclo corrosivo, de modo que logo abaixo de uma ferrugem não aderente de cor amarelo avermelhado, forma-se uma Segunda camada de ferrugem também não aderente de cor vermelha e finalmente ferrugem de cor acinzentada, altamente aderente e impermeável, que protege o metal de posterior ataque na atmosfera.
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO
O aço de baixa liga a base de cobre ou nióbio, só produzem ferrugens protetoras quando expostos à atmosfera até certo ponto poluída, onde exista a presença de derivados de enxofre. Na ausência destes poluentes, estes tipos de aço apresentam corrosão mais acelerada do que o aço carbono convencional. Tais casos sucedem em estruturas montadas na cidade de Manaus, onde foi necessário efetuar pintura anticorrosiva nestas estruturas, em caráter de urgência, para se efetivar a sua proteção.
Em ambientes sujeitos ao ataque por produtos químicos, como em vagões graneleiros, que transportam fertilizantes (cloreto de potássio, superfosfato triplo, sulfato de diamônio, fosfato de amônio, etc.) os aços contendo cobre mesmo protegidos por pintura, mostraram muito maior tendência a corrosão do que os aços carbono comuns, mesmo em testes realizados no IPT – SP, onde os aços contendo cobre foram imersos em soluções destes fertilizantes, apresentou maior perda de peso por unidade de área e de tempo de que os aços carbono.
Estes exemplos ilustram assim, as limitações das camadas de ferrugens protetoras dos aços de baixa liga de cobre.
É natural que, ao se precisar especificar um material metálico para um uso crítico em um meio sabidamente corrosivo, venha a mente o uso de metais de elevada nobreza como a platina, o ouro, a prata, etc. Seria uma escolha lógica, levando em consideração a sua elevada resistência à corrosão, mas, infelizmente, por causa da sua escassez e seu elevado preço, ficariam acima de qualquer expectativa de custo de um equipamento normal.
Daí se partir para a escolha de outros metais de elevada pureza ou obter ligas metálicas, usando-se um metal barato cujas qualidades e resistência a corrosão serão melhoradas pela adição de elementos – liga convenientes.
A seleção correta de materiais metálicos em função do meio corrosivo pode ser orientada por ábacos apropriados contidos na literatura especializada. Dentro eles podem ser destacados os apresentados na publicação da NACE (National Association of Corrosion Engineers) denominada Corrosion Data Survey.
A seguir apresentamos as tabelas para orientação básica de alguns metais e suas resistências a corrosão em alguns meios.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO
Meios Corrosivos Atmosfera Água Ácidos, Concentração Moderada 5 a 15 %
Soluções Salinas, Concentração Moderada
Ligas Metálicas
Mar
ítim
a
Indu
stria
l
Dom
éstic
a
Min
a
Mar
Salm
oura
Vapo
r úm
ido
Clo
rídric
o
Sulfú
rico
Nítr
ico
Acét
ico
Fosf
óric
o
Alca
li 8%
NH
4CL
MG
CL 2
MG
SO4
Suco
s de
frut
as
Latic
ínio
s
Cós Baixo carbono Com cobre Galvanizado
F B B
F B B
F F B
F B B
F B B
F F F
F B -
F F F
F F F
F F F
F F F
F F F
E E B
F F F
F F F
F F F
F F F
F F F
Ferros fundidos Cinzento Ao níquel Ao cromo
F F B
B B B
F F B
F - B
F F B
F F -
F - -
F - -
F - -
F - -
F - -
F - -
E - -
F - -
F - -
F - -
F - -
F - -
Aços ao cromo 12 a 14 % Cr 16 a 18 % Cr 25 a 30 % Cr
B B B
B B B
B B E
B B B
B B B
B B B
B B E
F F F
F F F
B B E
B E F
F F B
E E B
B B E
B B E
B B E
B B E
- B B
Aço inoxidável (Cr - Ni) 18 – 8 % 18 – 8 – 4 % Mo 18 – 35
E E E
E E E
E E E
B B B
B B B
B B -
E E -
F F F
F - B
B B F
B B F
B B F
E B B
B E -
E E -
E - -
B - B
E - -
Ligas de níquel Monel Nicrome 60 – 15 % Iconel 14 % Cr 80 – 29 Ni – Cr Hastelloy C
E B B B E
B B B B E
E E E E E
B B B B B
E B B B E
B - - - E
E - - - E
B F - F B
B F - B B
F F - F B
B B - B B
B B - B E
E B - E E
E - - - B
E - - - B
B - - - B
B B E E E
B - E - E
Ligas de cobre Cobre comercial Latão vermelho Bronze fosfórico Bronze de alumínio Latão almirantado
B B B B B
B B B B B
B F - - -
B F F F F
F B B B B
- F - - F
B F - - -
F F F F F
F F F B F
F F F B F
F F F B F
F F F B F
F F F F F
- - - - -
- - - - -
- - - - -
F F F B F
F F F F F
E = Excelente B = Bom F = Fraca

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO
Metais e Materiais Meios Corrosivos A
lum
ínio
Cob
re
Gra
fite
Chu
mbo
PVC
PTFE
*
PCTF
E**
Polie
tilen
o
Bor
rach
a du
ra
Aço
Inox
18
– 8
Mad
eira
Titâ
nio
Ácido acético a 10 % Ácido acético anidro Ácido crômico 80 % Ácido cítrico Ácido cresílico 50 % Ácido fórmico Ácido fluorídrico Ácido lático Ácido nítrico Ácido oxálico Ácido fosfórico Ácido Sulfúrico Hidróxido de amônio Hidróxido de sódio Hidróxido de cálcio Acetona Álcool Éter Fenol Petróleo Tricloroetileno Alúmen Cloreto de cálcio Hipoclorito de cálcio Cloreto férrico Carbonato de sódio Hipoclorito de sódio Silicato de sódio Cloreto de zinco Cloreto de amônia Formaldeído Glicerina Glicol Melaço Cera de parafina SO2 seco SO2 úmido
B R F B B R F B B B F F B F F B R R B B B B B F F R F B F B R B B B B B F
B R F B B B F B F B F R F B B B B B B B B B B B F B F B F F B B B F B B F
B B F B F B F B F B F B B B B B B B B B B B - R B B B B B B B B B F - B B
F F B F F F F F F F B B B F F B B B F B B B - F F B F B B B R B B - B B B
R F R B F R R F F B B R B B B F B F R B F B B B B B R - B B B B B - B B B
B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B
B B B B B R B B B B B B B B B B B F B F F B B B B B B B B B B B B B F - B
B F B B F B R B F B F F B - B R R F F B F B - B - B - - - B B B F - B - -
B B F B - R - B F B R F B B B B B F F F F B B B B B B B B B R B B B B - B
B B R B B F F R R F B R B B B B B F B F R R F F F B F B F F B B B B B B F
B F F B B F F R F B F F F F F B B R F B B B B F R F F R R B B R R B B F F
B B B B - B F B B R F F R R R B B F B B R B B B B R B B B B B B B B B - R
PTFE* = Politetrafluoretileno (Teflon)
PCTFE** = Policlorotrifluoretileno (Kel-F)
B = Boa R = Regular F = Fraca

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO
Pode-se optar pela utilização de aços que, por sua composição ou estrutura cristalina, propicia maior resistência a corrosão em determinados meios agressivos.
Os aços patináveis aparecem como opção em relação aos aços carbono comuns, trata-se de aços de baixa liga, onde a presença de cobre, cromo, fósforo, propiciam a formação de uma camada superficial de corrosão (“patina”) impermeável e aderente, a qual reduz ou mesmo estanca o prosseguimento do fenômeno.
INFLUÊNCIA DOS ELEMENTOS DE LIGA NAS PROPRIEDADES DOS AÇOS
Propriedades / Elementos C
arbo
no
Man
ganê
s
Silíc
io
Enxo
fre
Fósf
oro
Cob
re
Titâ
nio
Cro
mo
Nió
bio
Resistência Mecânica + + + - + + + +
Ductilidade - - - - - - -
Tenacidade - - - +
Soldabilidade - - - - - - -
Resistência à Corrosão - + + + + +
Desoxidante + +
( + ) Efeito positivo; ( - ) Efeito negativo
A composição química determina muitas características importantes dos aços para aplicações estruturais.
Os efeitos de dois ou mais elementos usados simultaneamente podem ser diferentes dos efeitos de adições desses elementos isoladamente.
Existe uma grande variedade de formas e de tipos de aços disponíveis, o que decorre da necessidade de contínua adequação do produto as exigências de aplicações específicas que vão surgindo no mercado, seja pelo controle da composição química, seja pela garantia das propriedades mecânicas requeridas.
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO
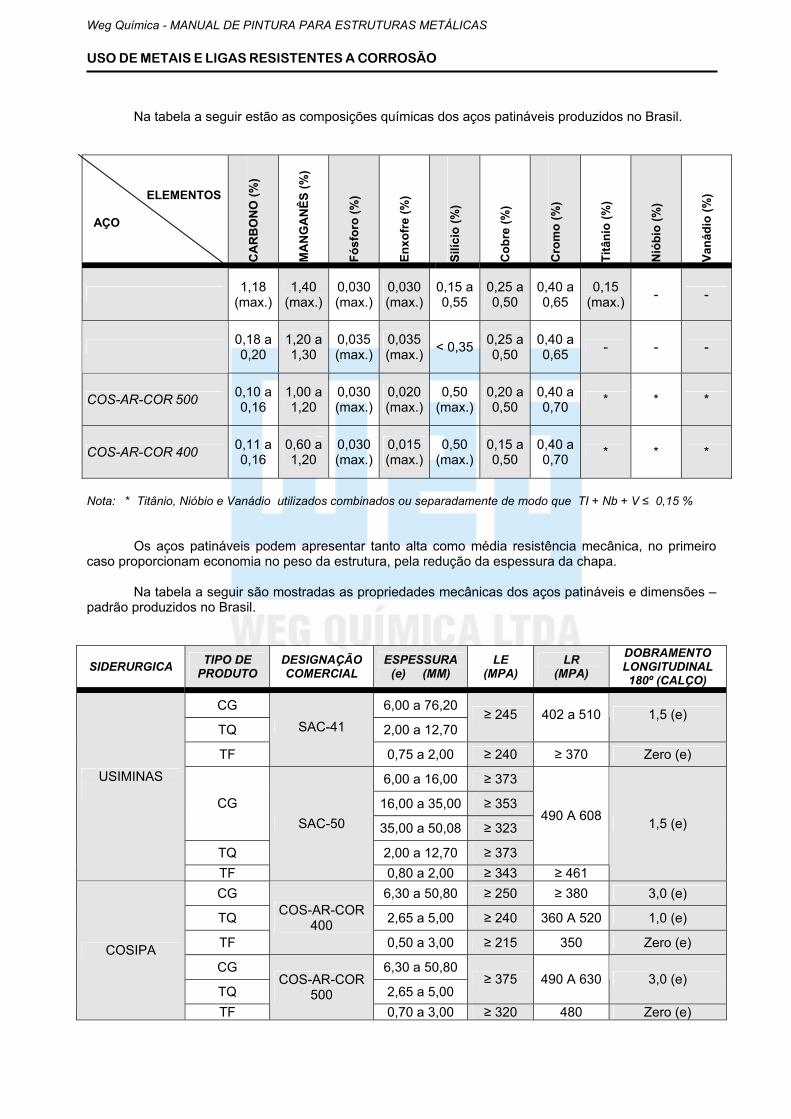
Na tabela a seguir estão as composições químicas dos aços patináveis produzidos no Brasil.
ELEMENTOS AÇO
CA
RB
ON
O (%
)
MA
NG
AN
ÊS (%
)
Fósf
oro
(%)
Enxo
fre
(%)
Silíc
io (%
)
Cob
re (%
)
Cro
mo
(%)
Titâ
nio
(%)
Nió
bio
(%)
Vaná
dio
(%)
SAC 50 1,18 (max.)
1,40 (max.)
0,030 (max.)
0,030 (max.)
0,15 a 0,55
0,25 a 0,50
0,40 a 0,65
0,15 (max.) - --
SAC 41 0,18 a 0,20
1,20 a 1,30
0,035 (max.)
0,035 (max.) < 0,35 0,25 a
0,50 0,40 a 0,65 - - --
COS-AR-COR 500 0,10 a 0,16
1,00 a 1,20
0,030 (max.)
0,020 (max.)
0,50 (max.)
0,20 a 0,50
0,40 a 0,70 * * **
COS-AR-COR 400 0,11 a 0,16
0,60 a 1,20
0,030 (max.)
0,015 (max.)
0,50 (max.)
0,15 a 0,50
0,40 a 0,70 * * **
Nota: * Titânio, Nióbio e Vanádio utilizados combinados ou separadamente de modo que TI + Nb + V ≤ 0,15 %
Os aços patináveis podem apresentar tanto alta como média resistência mecânica, no primeiro caso proporcionam economia no peso da estrutura, pela redução da espessura da chapa.
Na tabela a seguir são mostradas as propriedades mecânicas dos aços patináveis e dimensões – padrão produzidos no Brasil.
SIDERURGICA TIPO DE PRODUTO
DESIGNAÇÃO COMERCIAL
ESPESSURA (e) (MM)
LE (MPA)
LR (MPA)
DOBRAMENTO LONGITUDINAL 180º (CALÇO)
CG 6,00 a 76,20
TQ 2,00 a 12,70 ≥ 245 402 a 510 1,5 (e)
TF
SAC-41
0,75 a 2,00 ≥ 240 ≥ 370 Zero (e)
6,00 a 16,00 ≥ 373
16,00 a 35,00 ≥ 353 CG
35,00 a 50,08 ≥ 323
TQ 2,00 a 12,70 ≥ 373
490 A 608
USIMINAS
TF
SAC-50
0,80 a 2,00 ≥ 343 ≥ 461
1,5 (e)
CG 6,30 a 50,80 ≥ 250 ≥ 380 3,0 (e)
TQ 2,65 a 5,00 ≥ 240 360 A 520 1,0 (e)
TF
COS-AR-COR 400
0,50 a 3,00 ≥ 215 350 Zero (e)
CG 6,30 a 50,80
TQ 2,65 a 5,00 ≥ 375 490 A 630 3,0 (e)
COSIPA
TF
COS-AR-COR 500
0,70 a 3,00 ≥ 320 480 Zero (e)

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO Este tipo de aço tem como vantagem adicional oferecer a opção de ser utilizado com pintura ou sem pintura A escolha de penderá primordialmente, do projeto, do ambiente e do grau de contaminação a que a estrutura estiver exposta.
UTILIZAÇÃO SEM REVESTIMENTO
A camada de pátina é inibidora do processo corrosivo e, para que ocorra a sua formação, é necessário que o aço esteja exposto a ciclos alternados de molha (chuva e umidade) e secagem (sol e vento). O tempo para sua formação varia de acordo com a atmosfera em que o aço se encontra exposto, levando em média de um a três anos. Óxidos provenientes de laminação, resíduos de óleo e graxa devem ser totalmente removidos de modo a permitir a perfeita formação pátina. Regiões de estagnação, se não poderem ser eliminadas no projeto, deverão ser revestidas, pois nesses locais poderá ocorrer retenção de água e/ou resíduos sólidos que irão favorecer o desenvolvimento da corrosão. Deve ser eliminado todo e qualquer respingo de solda para não prejudicar o desenvolvimento da pátina. Regiões não expostas à ação do intemperismo, regiões de juntas móveis e que apresentam frestas devem ser convenientemente protegidas. O aço patinável pode ser empregado sem revestimento em atmosfera industrial, urbana, rural e marinha não muito severa, devendo ser efetuada uma análise do local onde ele será utilizado.
UTILIZAÇÃO COM REVESTIMENTO
Ele deve ser convenientemente revestido quando for utilizado em ambiente que não favoreça a formação da pátina protetora. Em atmosfera marinha, severa ou moderada, distante até 600 metros da orla marítima, um sistema de revestimento adequado torna-se necessário. Para a correta especificação de um sistema de revestimento, deve ser levada em consideração a atmosfera em que o aço será exposto, como também as condições de tilização.
o istema de revestimento a ser aplicado.
u Óxidos provenientes de laminação, resíduos de óleo e graxa devem ser totalmente removidos através de preparo de superfície adequado as A pintura é o sistema de revestimento mais empregado, e a sua correta especificação e aplicação são muito importantes para o bom desempenho dos aços patináveis.
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO PROTEÇÃO CATÓDICA
A interligação da estrutura a outros metais com maior potencial de oxidação que o aço, faz com que este último desempenhe o papel de cátodo de uma eventual corrosão eletroquímica.
A corrosão galvânica ocorre quando dois metais diferentes são postos em contato um com outro e exposto a um eletrólito. Na prática, quando dois metais diferentes são colocados em contato (justapostos, rebitados, soldados, etc.) causando uma transferência de carga elétrica de um para outro, por terem potenciais elétricos diferentes.
Ela se caracteriza por apresentar uma corrosão localizada, próxima a região do contato, ocasionando profundas perfurações no metal que for mais anódico.
Assim, baseado no comportamento eletroquímico dos metais criou-se a série galvânica em água do mar (eletrólito) que consiste numa série de metais dispostos numa ordem de reatividade, isto é, no topo da série estão os metais anódicos, aqueles que se corroem mais facilmente, e no final da série se encontram os metais mais catódicos, aqueles que são mais resistentes a corrosão. Sendo assim, todo o metal desta escala que esteja em contato e posição superior entrará em corrosão para proteger os que estejam em posição inferior na escala. EXTREMIDADE ANÓDICA (MENOS NOBRE)
1. Magnésio e suas ligas 2. Zinco 3. Alumínio comercialmente puro (1100) 4. Cádmio 5. Liga de alumínio (4,5 Cu, 1,5 Mg, 0,6 Mn) 6. Aço Carbono 7. Ferro Fundido 8. Aço Inoxidável (13 Cr ativo) 9. Ni-Resist (ferro fundido com alto níquel) 10. Aço Inoxidável (ativo) AISI-304 (18-8 Cr - Ni) 11. Aço Inoxidável (ativo) AISI-316 (18-10-2 Cr – Ni – Mo) 12. Liga de chumbo e estanho (solda) 13. Chumbo 14. Estanho 15. Níquel (ativo) 16. Inconel (ativo) 17. Latões (Cu – Zn) 18. Cobre 19. Bronze 20. Cupro níqueis ( 60 – 90 Cu, 40 – 10 Ni) 21. Monel (70 Ni 30 Cu) 22. Solda prata 23. Níquel (passivo) 24. Inconel (passivo) 25. Aço inoxidável ao cromo (11 – 13 Cr passivo) 26. Aço inoxidável AISI-304 (passivo) 27. Aço inoxidável AISI-316 (passivo) 28. Prata 29. Titânio 30. Grafite 31. Ouro 32. Platina

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS USO DE METAIS E LIGAS RESISTENTES A CORROSÃO EXTREMIDADE CATÓDICA (MAIS NOBRE)
• REVESTIMENTOS DE ZINCO
As estruturas metálicas podem receber revestimentos de zinco por diferentes processos. Além de uma “ barreira “ contra os agentes agressivos do aço, a película de zinco propicia proteção catódica à estrutura. Mais que isto, o processo evolui de forma a que, uma eventual falha existente na película de zinco, seja “ tampada “ pelos próprios produtos de corrosão formados ( óxido de zinco ).
Este processo é amplamente utilizado na metalização para a proteção anticorrosiva das estruturas pelo método galvânico.
• REVESTIMENTOS PELA PINTURA
Trata-se da forma mais usualmente utilizada para a proteção de estruturas metálicas contra a corrosão.
O desempenho da pintura, no entanto, depende de inúmeros fatores, tais como, especificação correta das tintas, adequado preparo da superfície, técnica adequada de aplicação e controle da qualidade de todo o processo.
A pintura ocupa um lugar de destaque, devido ao seu baixo custo, facilidade de aplicação, efeito estético, diversificação de opções entre outras vantagens.

MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
CONCEI
Aonde nenmenos” p
A
R
com a superda degraxas, p
Odesempe
Cdemão d
Oassociadpintura a
Oaplicado.
Pà
Pm
Pm
P(
P
Ssendo esconsumo
ulo 03
PREPARAÇÃO DE SUPERFÍCIESTO BÁSICO
preparação de superfície constitui uma etapa importantíssima na execução de uma pintura, hum sistema de pintura dará um desempenho ótimo se aplicado sobre uma superfície “mais ou reparada.
preparação tem base em dos grandes objetivos:
emover da superfície os contaminantes que possam impedir o contato direto da película de tinta perfície. A aplicação de uma tinta sobre materiais estranhos à superfície acarreta a formação ou aderência da mesma, isto geralmente ocorre quando o substrato esta contaminada com óleos, oeiras e sais. nível requerido para limpeza da superfície varia em função do tipo de sistema de pintura, nho esperado e tipo de tinta em função do grau de aderência sobre a superfície a ser aplicada.,
riar um adequado perfil de rugosidade, capaz de permitir a aderência mecânica da primeira a tinta de fundo. tamanho de perfil de rugosidade variará em função da espessura da camada de tinta de fundo,
a ao intervalo de tempo para aplicação da Segunda demão e a espessura total do sistema de ser utilizado. perfil de rugosidade deve variar entre 1/3 e 1/4 da espessura total do sistema de pintura a ser
ERFIL DE 15 – 20 MICRÔMETROS: Não recomendado. O padrão de ancoragem é inadequado boa aderência mecânica.
ERFIL DE 30 – 40 MICRÔMETROS: A espessura total do sistema não deve exceder 200 icrômetros
ERFIL DE 50 – 60 MICRÔMETROS: A espessura total do sistema e em média de 150 a 500 icrômetros
ERFIL DE 70 – 85 MICRÔMETROS: A espessura média final entre 375 – 400 micrômetros serviços pesados e revestimento interno de tanques)
ERFIL DE 100 MICRÔMETROS: A espessura total do sistema excederá 500 micrômetros
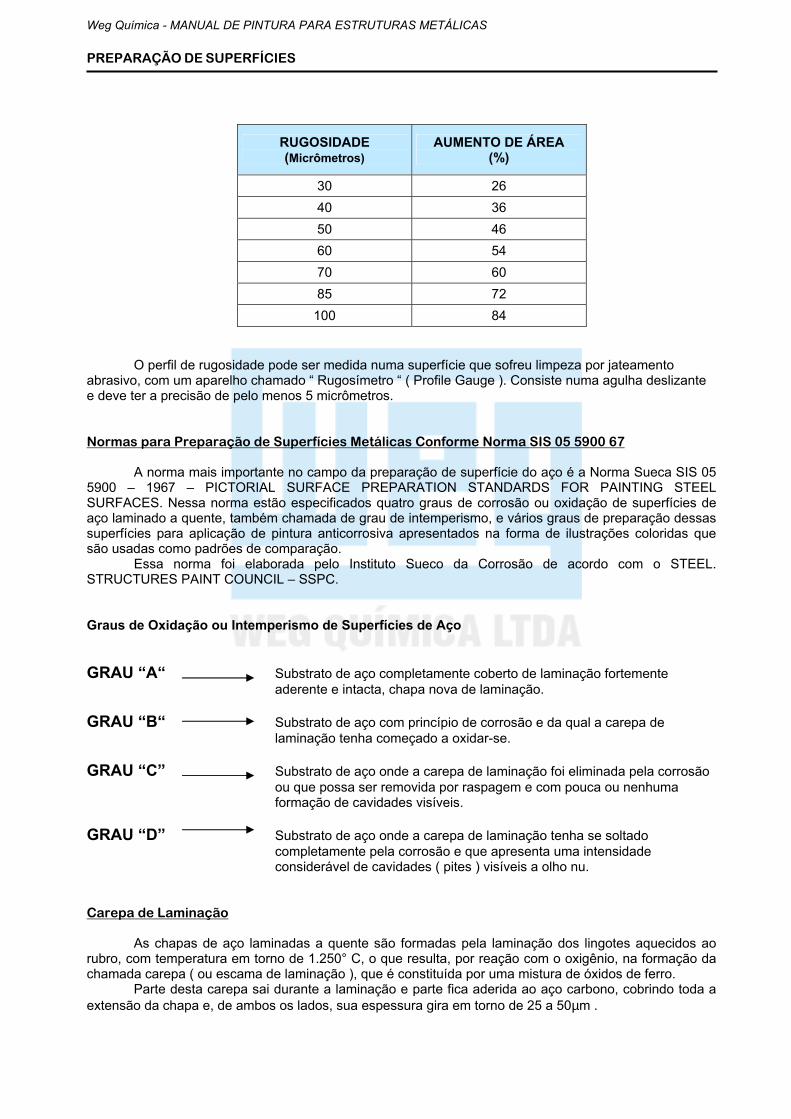
alientamos que as superfícies metálicas que são jateadas tem a sua área superficial aumentada, te fator importante, quando for calculada uma área para pintura em determinada estrutura e de tinta de fundo principalmente.
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PREPARAÇÃO DE SUPERFÍCIES
RUGOSIDADE (Micrômetros)
AUMENTO DE ÁREA (%)
30 26 40 36 50 46 60 54 70 60 85 72
100 84
O perfil de rugosidade pode ser medida numa superfície que sofreu limpeza por jateamento abrasivo, com um aparelho chamado “ Rugosímetro “ ( Profile Gauge ). Consiste numa agulha deslizante e deve ter a precisão de pelo menos 5 micrômetros. Normas para Preparação de Superfícies Metálicas Conforme Norma SIS 05 5900 67
A norma mais importante no campo da preparação de superfície do aço é a Norma Sueca SIS 05 5900 – 1967 – PICTORIAL SURFACE PREPARATION STANDARDS FOR PAINTING STEEL SURFACES. Nessa norma estão especificados quatro graus de corrosão ou oxidação de superfícies de aço laminado a quente, também chamada de grau de intemperismo, e vários graus de preparação dessas superfícies para aplicação de pintura anticorrosiva apresentados na forma de ilustrações coloridas que são usadas como padrões de comparação.
Essa norma foi elaborada pelo Instituto Sueco da Corrosão de acordo com o STEEL. STRUCTURES PAINT COUNCIL – SSPC. Graus de Oxidação ou Intemperismo de Superfícies de Aço GRAU “A“ Substrato de aço completamente coberto de laminação fortemente
aderente e intacta, chapa nova de laminação. GRAU “B“ Substrato de aço com princípio de corrosão e da qual a carepa de
laminação tenha começado a oxidar-se. GRAU “C” Substrato de aço onde a carepa de laminação foi eliminada pela corrosão
ou que possa ser removida por raspagem e com pouca ou nenhuma formação de cavidades visíveis.
GRAU “D” Substrato de aço onde a carepa de laminação tenha se soltado
completamente pela corrosão e que apresenta uma intensidade considerável de cavidades ( pites ) visíveis a olho nu.
Carepa de Laminação
As chapas de aço laminadas a quente são formadas pela laminação dos lingotes aquecidos ao rubro, com temperatura em torno de 1.250° C, o que resulta, por reação com o oxigênio, na formação da chamada carepa ( ou escama de laminação ), que é constituída por uma mistura de óxidos de ferro.
Parte desta carepa sai durante a laminação e parte fica aderida ao aço carbono, cobrindo toda a extensão da chapa e, de ambos os lados, sua espessura gira em torno de 25 a 50µm .

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PREPARAÇÃO DE SUPERFÍCIES
O aço não plano, tais como perfis, vergalhões tubulações, etc. formados a quente, também possui
carepa de laminação. CARACTERÍSTICAS DA CAREPA DE LA • Cor azul acizentada escura, semelha
com aço. • Textura lisa ao tato, duríssima, sendo • Quebradiças, em decorrência de sua e• Coeficiente de dilatação diferente ao
choques térmicos. • Absorvente, como foi formada a 1.00
como todos os corpos super secos, volume e deslocamento do suporte do
• Catódica em relação do aço anódicdiferença de potencial.
Existem vários tipos de limpeza de superfí Limpeza com ferramentas manuais
Consiste na remoção da camadaferramentas manuais, tais como escovas d
É considerado um tipo de limpezaquando não for possível a aplicação de Por este método não se consegue um tenham boa adesividade, ou que atuam pinorgânico de zinco.
Este tipo de limpeza corresponde Limpeza com ferramentas mecânicas
Esta geralmente é mais efetiva e processo mecânico não removerá carepprocesso já citado de limpeza manual).
Escovas de aço mecânicas, ferralixadeiras são as mais comumente utilizescovas de aço mecânicas, de não polir ademão de tinta seguinte.
Este tipo de limpeza corresponde
RReevveesstt iimmeennttoo
AAççoo ccaarrbboonnoo
Carepa
MINAÇÃO
nte ao aço e por isso causa, a olhos me
um filme de óxidos, exibe dureza semelhaxtrema dureza.
aço subjacente por isso tende a trincar
0º C, portanto muito acima do ponto de a tendência de absorver água, resultand aço. o, pois está situada abaixo do ferro, pró
cies, como:
de óxidos e outros materiais não muito ae aço, raspadores, lixas, punções, marte precária, de baixo rendimento e ineficaz,um método mais eficiente, por razões tégrau de limpeza adequado para aplicaçelo mecanismo de proteção catódica com
ao padrão St2 da Norma Sueca SIS 05 59
menos trabalhosa do que a limpeza manua de laminação fortemente aderente (as
mentas de impacto, tais como pistolas adas. Deve ser tomado todo o cuidado superfície mecânica, uma vez que isto r
ao Padrão St3 da Norma Sueca SIS 05 59
Corrosão
nos avisados confusão
nte a uma vídia.
quando submetidas a
ebulição da água, tem o no seu aumento de
ximo ao cobre e tem
derentes, por meio de los, etc. recomendável apenas cnicas ou econômicas. ão de tintas que não o as tintas de silicato
00
al, por outro lado, este sim como também no
de agulhas, esmeril e , particularmente com eduzirá a aderência da
00.
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PREPARAÇÃO DE SUPERFÍCIES EQUIPAMENTOS E TIPOS DE UTILIZAÇÃO NA LIMPEZA MECÂNICA
a) Escovas de aço: - Remove somente a corrosão solta e superficial. - Não elimina carepa de laminação. - Não limpa superfícies com corrosão em pite.
b) Raspadeiras:
- Serve para remoção de placas de ferrugem e tinta velha solta.
c) Marteletes: - Remove a corrosão solta e crostas de ferrugem. - Corrosão severa e carepas não são atingidas.
d) Escovas de aço rotativas:
- Remove corrosão solta, corrosão aderente pode resistir ao efeito abrasivo dos arames e tende a polir o substrato.
- Provocam Faíscas, sendo que este fator poderá ser solucionado com escovas rotativas de bronze.
e) Lixadeiras rotativas:
- Superfícies irregulares e com pites são difíceis de serem limpas. - Normalmente são utilizados abrasivos nos discos de lixas e carbetos de silício e óxido de
alumínio. - As lixas mais utilizadas são as de nº 16 e 24.
f) Pistola de agulhas:
- Ação de impacto sobre a superfície. - Útil para remoção de carepas soltas ( Grau C ), fluxo de soldas em cordões, regiões com
pites, cantos, etc.
A combinação destes equipamentos de acordo com a geometria do substrato a ser tratado, pode se obter bons resultados, dependendo também do “capricho“ do executor.
Uma vez constatada a perfeita limpeza do substrato, após a remoção da poeira, é recomendável passar panos limpos e no possível brancos (pois os mesmos são livres de silicones ou corantes) umedecidos em solvente a base de hidrocarboneto alifático, sendo necessário a substituição periódica dos panos sujos por outros limpos. Limpeza por jateamento abrasivo:
Sem dúvida, este é o método mais eficientes na remoção de carepas, corrosão e pinturas antigas, empregando abrasivo como granalha de aço aplicada sob alta pressão.
Existem quatro tipos de limpeza por jateamento, que são padronizados pela norma SIS 05 5900 e que por sua vez outros padrões internacionais também qualificam em quatro categorias, conforme quadro a seguir.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PREPARAÇÃO DE SUPERFÍCIES
Especificações Americanas
Governo Canadense
Padrões Britânicos
Padrões Suecos
Padrões Japoneses
SSPC NACE CGSB :232 SIS 05 5900 SPSS
Metal Branco SSPC–SP–5 NACE/1 31 GP 404 Tipo 1 1ª Qualidade Sa 3 JASH 3 ou
Jasd 3
Metal Quase Branco SSPC–SP–10 NACE/2 -- 2ª Qualidade Sa 2 ½ JASH 2 ou
Jasd 2
Jateamento Comercial SSPC–SP–6 NACE/3 31 GP 404
Tipo 2 3ª Qualidade Sa 2 JASH 1 ou Jasd 1
Por Escovas SSPC–SP–7 NACE/4 31 GP 404 Tipo 3 -- Sa 1 --
O grau de jateamento adequado para determinada especificação, depende de um número de fatores, o mais importante dos quais é o tipo de sistema de pintura selecionado.
• Antes de jateamento, a estrutura de aço deverá estar livre de gorduras, óleos e graxas, bem como os excessos de solda deverão ser removidos. Se existir a presença de óleo ou graxa na superfície, provavelmente julgaremos que estas substâncias serão removidas com o jateamento, mais isto não é verdade. Embora quase invisíveis estas contaminações ainda estarão presentes numa fina camada e afetarão a aderência das camadas de revestimento subsequentes.
• Emendas de solda e arestas salientes devem ser esmerilhadas, bem como os cantos vivos.
Praticamente é impossível cobrir excessos de solda de uma maneira uniforme, além de frequentemente estarem sem soltas da superfície, tornando-se isto numa causa comum de falhas prematura da pintura.
• O perfil de rugosidade (anteriormente apresentado) que será obtido durante o jateamento é
importante, e dependerá do abrasivo utilizado, da pressão do ar e da técnica de jateamento. Um perfil muito baixo poderá proporcionar base insuficiente para a camada de primer, enquanto que um perfil elevado de mais, poderá resultar na cobertura desigual de pontos altos e agudos, que poderá ocasionar falha da cobertura de proteção.
Outros tipos de jateamento Jato de Varredoura - “Sand Sweping”
O jateamento por varredoura tem como objetivo a remoção parcial de uma ou mais demãos de pintura, remoção parcial da corrosão e remoção da tinta de acabamento deteriorada por perda de brilho ou cor, permitindo desta forma a aplicação de outro sistema de pintura.
O resultado de jateamento por este processo depende da natureza e condição do substrato, tipo e granulometria do abrasivo e, sobretudo da habilidade do operador. Este método não visa remover corrosão profunda que para tanto deve ser usado o jateamento total.
A maior utilização deste processo é nas superfícies pintadas com longa exposição atmosférica, sem apresentar ocorrência de corrosão intensa.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PREPARAÇÃO DE SUPERFÍCIES
Tem também como objetivo a remoção de Shop Primer exaurido. A granulometria do abrasivo deverá ser de 0,2 a 0,5 mm, para jateamento por varredoura, com o
objetivo de remoção de camadas de tintas. Jato de Varredoura Rigoroso - “ Hard Sand Sweping ”
É um padrão de limpeza que se situa entre o grau Sa2 e Sa 2 ½. Como os padrões de jateamento são para chapas laminadas a quente sem pintura, este grau de
jateamento é utilizado na manutenção, onde o substrato já tenha pintura existente.

MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
Ametálica serviço. corrosivid
T
industrial U
Normal, S
E E
determin
Ppoluição relacionaCálcio, Sno ar, reas anális Classific Ambientagressivochega a se resum Ambientprovenieparticula Ambientvapores,ambienteAs estruthigroscópmesma. Ambientficam comA névoa Por isso,como a iDada a depositaA umidifi
ulo 04
CONDIÇÕES AMBIENTAIScondição básica para se estabelecer um sistema de pintura para uma determinada estrutura é o conhecimento preliminar do local onde estes ficarão expostos e quais as condições de Informações sobre o clima e o grau de poluição atmosférica da região permitem avaliar a ade atmosférica do local.
em sido usual classificar corrosividade atmosférica em termos de atmosfera rural, urbana, , marítima e industrial / marítima.
ma outra classificação para corrosão atmosférica estabelece três categorias denominadas: evero e Agressivo.
stas classificações dão apenas uma idéia geral sobre corrosividade do local, não tendo exatidão.
ssa imprecisão é devida principalmente, a falta de definição e medição dos parâmetros que am o grau de corrosão local.
ara uma classificação precisa devem ser feitas medições de parâmetros meteorológicos e de do ar, e estudados corpos de prova, submetidos ao ambiente, de modo a avaliar o
mento entre corrosão e ambiente em termos de taxa de corrosão. Determinação de Ph, amônia, ulfato, Cloreto e Nitrato na água da chuva, determinação de dióxido de enxofre ( SO2 ) e cloretos gistros de temperatura, umidade e índice de chuvas são informações da maior importância para es da especificação de pintura mais adequada as condições do meio ambiente local.
ação dos Ambientes
e Rural: Regiões em que não há presença de indústrias nem proximidade do mar, os agentes s nesta classificação são: Intemperismo ( sol e chuva ) e umidade, que em algumas regiões
ser bastante alta. Em clima seco, a umidade é reduzida e a agressividade do ambiente é menor e e apenas em variação de temperatura (durante o dia aquecimento e de noite resfriamento).
e Urbano: Os centros de cidades geralmente recebem grandes quantidades de gases ntes da queima de combustíveis, com presença de SO2, (dióxido de enxofre), material do, umidade e intemperismo.
e Industrial: As Indústrias geralmente liberam para a atmosfera grandes quantidades de gases, poeiras e umidade. Estes materiais variam de acordo com a indústria, e a agressividade do meio vai depender da natureza química desses poluentes e sua concentração. uras ficam, desta forma expostos ao intemperismo, a gases corrosivos e ao material particulado ico, que depositado sobre a pintura, retém o meio agressivo por mais tempo em contato com a
e Marítimo: As zonas situadas próximas ao mar, principalmente junto à arrebentação das ondas, a atmosfera repleta de gotículas de solução salina, chamada de névoa.
é carregada para o interior do continente através dos ventos e cai por ação da gravidade. a sua presença no ar depende muito das condições topográficas e geográficas do local, bem ntensidade e direção dos ventos. higroscopicidade dos sais de cloreto contidos na água do mar, a superfície a que a névoa se mantêm-se contentemente úmida quando o sol não incide diretamente. cação da superfície é facilitada quando a umidade relativa do ar se eleva, principalmente a noite.
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CONDIÇÕES AMBIENTAIS Ambiente Marítimo / Industrial: Pode-se ter também a associação dos ambientes industrial e marítimo, quando a zona industrial se localiza junto a orla marítima. Classificação das Condições de Agressividade Condição Normal: É aquela em que as estruturas metálicas estão expostas em atmosferas de elementos contaminantes de baixa corrosividade tais como:
• Baixa umidade relativa ( máximo 60 % ) • Raios solares ou locais cobertos. • Variações climáticas normais de temperatura. • Poeiras livres de acidez ou alcalinidade.
Condição Severa: É aquela condição onde as estruturas metálicas estão sujeitas a contaminantes sólidos em suspensão no ar, emanações gasosas e umidade. Condição Agressiva: É a condição onde estruturas metálicas estão expostas a altíssimas concentrações de ácidos, álcalis ou bases seja através dos gases, vapores, derrames ou imersão permanente. Situações de alta temperatura, abrasão, altíssima umidade ou imersão.
Classificação dos Meios Corrosivos com Vistas à Seleção de Sistemas de Pintura
NBR (Norma Brasileira Registrada) 6181 1. OBJETIVO 1.1. Esta norma classifica os ambientes corrosivos, normalmente encontrados no Brasil, resultado de observações e experiências realizadas em diversas regionais naturais e industriais. 1.2. Para se estabelecer um sistema de pintura com finalidade de proteção anticorrosiva, necessita-se definir, previamente, o meio agressivo ao qual o sistema será submetido (1) (1) Esta norma permite facilitar a escolha do sistema a utilizar, uma vez que estabelece, ordenadamente, um critério de avaliação destes ambientes, em função dos quis os diversos sistemas serão utilizados. 2. DEFINIÇÕES Para os efeitos desta Norma são adotadas as definições 2.1 e 2.2. 2.1 Meio corrosivo. Aquele a que um material está sujeito e que origine reações químicas e/ou eletroquímicas que venham a causar a deterioração do material 2.2 Corrosão A deterioração de um material, em geral metálico, pela ação química ou eletroquímica do meio ambiente. 3. CLASSE Para fins desta Norma, os meios corrosivos são ordenados em função de seu estado físico nas condições ambientais (25°C e 1atm): líquido, gasoso e sólido.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CONDIÇÕES AMBIENTAIS 4. CODIFICAÇÃO Para cada meio corrosivo é estabelecido um código alfanumérico que permite sua indicação com facilidade na norma de escolha de sistemas de pintura. A tabela ilustra o critério para a nomenclatura alfanumérica referida. 5. TIPOS DE MEIOS CORROSIVOS 5.1. Meios corrosivos líquidos 5.1.1. Soluções aquosas 5.1.1.1. Básicas (Ph maior que 7,5): Solução aquosa alcalina – aquela que contém em sua solução com postos básicos dissolvidos, em especial os hidróxidos de sódio, potássio, cálcio, lítio ou magnésio (Código L.1.2); Solução aquosa contendo sais alcalinos oxidantes – aquela que contém em solução sais alcalinos oxidantes dissolvidos, em especial, os hipocloritos de sódio ou de cálcio (Código L.1.2.7.9); Água do mar – aquela oriunda de mares e oceanos, e que apresenta, além de Ph básico, os seguintes compostos em solução: cloreto de sódio, cloreto de magnésio, sulfato de magnésio, sulfato de cálcio, sulfato de potássio, carbonato de cálcio, brometo de magnésio, etc. (Código L.1.2.8.9); Solução aquosa contendo sais alcalinos – aquela que contém em solução, sais alcalinos dissolvidos, em especial o sulfito ou sulfeto de sódio, o fosfato trossódico ou carbonato de sódio (Código L.1.2.9); Água amoniacal – aquela que apresenta amônia dissolvida (Código L.1.2.10) 5.1.1.2. Neutras (Ph 6,0 a 7,5) Solução contendo sais neutros oxidantes – aquela que contém em solução sais neutros oxidantes dissolvidos, em especial: nitrato de sódio, cromato ou clorato de sódio ou permanganato de potássio (Código L.1.3.7.9); Solução contendo sais neutros – aquela que contém em solução, sais neutros dissolvidos, em especial os cloretos de sódio ou potássio e os sulfatos de sódio, potássio ou cálcio (Código L.1.3.9); Água doce – aquela encontrada em rios e lagos, além de fontes subterrâneas (Código L.1..3.27); Água potável – aquela em estado natural ou quimicamente tratada, própria para consumo humano (Código L.1.3.28); Água desmineralizada ou deionizada – aquela resultante de processos de destilação, desmineralização ou deionização, caracterizam-se por possuir baixo teor de sólidos dissolvidos, além de baixa condutividade elétrica (Código L.1.3.29); 5.1.1.3. Ácidas (Ph menor que 6,0) Fortes – aquelas que contêm em solução ácidos fortes, ou seja, ácidos que ionizam facilmente. Ex.: ácidos clorídrico, sulfúrico, fluorídrico, etc. (Código L.1.4.5); Fracas – aquelas que contêm em solução ácidos fracos, ou seja, ácidos que não se ionizam facilmente. Ex.: fórmico, oxálico, acético, etc. (Código L.1.4.6); Oxidantes – aquelas que podem conter em solução ácidos fortes ou fracos, e que aceleram a corrosão participando de reações catódicas. Ex. nítrico, nitroso, perclórico, hipocloroso, crômico, etc. (Código L.1.4.7);

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CONDIÇÕES AMBIENTAIS Solução contendo sais ácidos oxidantes – aquelas que contém em solução sais ácidos oxidantes dissolvidos, em especial, cloretos nitratos e sulfatos cúpricos, férricos ou mercúricos. Tais sais participam de reações catódicas, acelerando a taxa de corrosão. (Código L.1.4.7.9); Solução contendo compostos de enxofre – aquela que contém compostos de enxofre dissolvidos, em especial H2 S e/ou SO2 (Código L.1.4.8.9.11); Solução contendo sais ácidos – aquela que contém em solução sais ácidos dissolvidos, em especial, cloreto de magnésio, cloreto de cálcio, sulfato de alumínio, sulfato de amônia, bicarbonato de cálcio ou magnésio, etc. (Código L.1.4.9). 5.1.2. Compostos líquidos orgânicos Aqueles oriundos de fontes vegetais ou animais, podendo também ser obtidos através de síntese de compostos inorgânicos, mas que independentemente de sua fonte, contém cadeias de átomos de carbono em sua estrutura molecular, Estes compostos ou são corrosivos ou apresentam corrosividade em virtude de impurezas neles contidas. 5.1.2.1. Hidrocarbonetos alifáticos – compostos orgânicos que contém somente dois elementos, hidrogênio e carbono, podendo sua configuração estrutural estar disposta em cadeias abertas (alcanos, alcenos, etc.) ou fechadas(cicloalcanos, cicloalcenos, etc.) (Código L.12); 5.1.2.2. Hidrocarbonetos aromáticos – compostos orgânicos contendo somente dois elementos, hidrogênio e carbono, tendo em sua configuração estrutural o anel benzênico (Código L.13); 5.1.2.3. Hidrocarbonetos aromáticos – alifáticos - compostos orgânicos de carbono e hidrogênio, contendo unidades alifáticas e aromáticas (Código L.14); 5.1.2.4. Álcoois – compostos orgânicos contendo carbono, hidrogênio e oxigênio, tendo como fórmula geral ROH, sendo R um radical alquila. Ex.: álcool etílico, metílico (Código L.15); 5.1.2.5. Fenóis – compostos orgânicos, tendo como fórmula geral ArOH, sendo Ar um radical arila. Ex.: Fenol, cresol, etc. (Código L.15) 5.1.2.6. Solventes halogenados – compostos orgânicos, tendo como fórmula geral R – X ou Ar – X, onde R é um radical alquila, AR um radical arila e X um halogênio. Ex.: cloreto de vinila, clorobenzeno, etc. (Código L.17); 5.1.2.7. Éteres – compostos orgânicos, tendo como fórmula geral R–O–R1, R–O–Ar ou Ar–O–Ar1, onde R e R1 são radicais alquila e Ar e AR1 Ex.: éter etílico, éter etil–fenilico, éter fenilico, etc. (Código L.18); 5.1.2.8. Aminas – compostos orgânicos de fórmula geral RNH2 , RR1 NH ou RR1 R2 N, onde R, R1 e R2 são radicais alquila e/ou arila. Ex.: metilamina, anilina, etc. (Código L.19); 5.1.2.9. Aldeidos – compostos orgânicos de fórmula geral RCHO, onde R pode ser um radical alquila ou arila. Ex: metanal, propanal, benzaldeido, etc. (Còdigo L.20) 5.1.2.10. Cetonas – compostos orgânicos de fórmula geral RCOR1 , onde R e R1 podem ser radicais alquila ou arila. Ex.: propanona, butanona, etc. (Còdigo L.21) 5.1.2.11. Glicóis – álcoois polihidrolizados. Ex.: 1.2 etanodiol, 1.2 propanodiol, etc. (Código L.22); 5.1.2.12 Amidas – compostos orgânicos de fórmula geral RCONH2 , onde R pode ser um radical alquila ou arila. Ex.: acetoamida, benzamida, etc. (Código L.23) 5.1.2.13. Ésteres – compostos orgânicos de fórmula geral RCOOR1 , onde R e R1 , podem ser radicais alquila e/ou arila. Ex.: acetato de etila, benzoato de etila, etc. (Código L.24) 5.2. Atmosfera úmida básica

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CONDIÇÕES AMBIENTAIS Aquela que obedece o constante de 5.2.1 e apresenta Ph do condensado maior que 7,5 (Código G.1.2.2.6) 5.2.1. Atmosfera úmida neutra - Aquela cuja umidade relativa do ar é maior ou igual a 50% com Ph do condensado compreendido entre 6,0 e 7,5 Código G.1.3.26); 5.2.2. Atmosfera úmida salina com compostos de enxofre – Aquela que obedece a 5.2.5 e contém compostos de enxofre (Código G.1.4.8.9.11.26) 5.2.3. Atmosfera úmida com compostos de enxofre – Aquela cuja umidade relativa é maior que 50 % e contém compostos de enxofre (Código G.1.4.11.26) 5.2.4. Atmosfera úmida ácida – Aquela que obedece ao 5.2.1 e apresenta Ph condensado menor que 6,0 (Código G.1.4.26) 5.2.5. Atmosfera úmida salina ou marítima – Aquela que obedece ao 5.2.1 e contém cloreto de sódio de forma inconstante (Código G.1.8.9.26) 5.2.6. Atmosfera seca com compostos de enxofre – Aquela cuja umidade relativa do ar é menor que 50 % e contém compostos de enxofre (Código G.1.11.25) 5.2.7. Atmosfera seca – Aquela cuja umidade relativa do ar é menor que 50 % (Código G.1.25) 5.3. Meios corrosivos sólidos (2) Face a sua importância, apenas o solo será considerado como meio corrosivo sólido, uma vez que é o mais largamente encontrado. Outros sólidos, que porventura possam vir a ser considerados, devem ser enquadrados nos casos dos líquidos, uma vez que é a umidade o fator determinante da intensidade do ataque. 5.3.1. Solos básicos – aqueles cujo Ph é maior que 7,5 (Código S.1.2); 5.3.2. Solos neutros – aqueles cujo Ph está compreendido entre 6,0 e 7,5 (Código S.1.3); 5.3.3. Solos ácidos – aqueles cujo Ph é menor que 6,0 (Código S.1.4). (2) – Nos meios corrosivos sólidos não se levou em consideração a existência de corrente de interferência nem a resistividade elétrica no meio.
MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
Canalisar cuma vida
D
sempre m FATORE Exigênc
• P• P• C• F• D
Conside
• E• V• D• C• C• C• C• A
Prevenç
Nos engenda engen
Ométodossobre coproblema
a
b
ulo 05
CONTROLE E PREVENÇÃO DA CORROSÃOom os conhecimentos já adquiridos sobre os tipos de manifestações da corrosão, pode-se agora onscienciosamente o aspecto do controle e da prevenção desta corrosão, visando conseguir útil conveniente para um dado equipamento, seja qual for o ambiente.
e um ponto de vista puramente técnico, a resposta aos problemas de corrosão é obvia, “usar aterial mais resistente ao meio corrosivo”.
S A SEREM CONSIDERADOS NA SELEÇÃO DOS MATERIAIS
ias
ropriedades gerais (mecânicas, físicas, químicas, anticorrosivas, etc.). ropriedades de construção ompatibilidade metálica acilidade de manutenção isponibilidade de informações para o projeto
rações para escolha
stimativa de vida útil para o material ida prevista para a estrutura isponibilidade no mercado ompatibilidade usto do material usto de fabricação usto de inspeção e manutenção nálise do retorno do investimento inicial
ão pelo projeto e processo construtivo
a agressividade dos meios encontrados nas diversas classificações de ambientes, faz com que heiros projetistas tenham em mente fatores que são normalmente encontrados em outros ramos haria.
engenheiro projetista, quando for especificar ou detalhar um projeto para determinar os de fabricação e montagem de estruturas necessita aplicar cuidadosamente seus conhecimentos rrosão, para não incidir em erros que poderão significar grandes custos futuros ou mesmo s, evitando criar estruturas que não se consigam fazer manutenção após sua montagem.
) Algumas medidas úteis que devem ser consideradas na fase do projeto são apresentadas a seguir:
) Diminuição da possibilidade de criação de condições propícias ao desenvolvimento da corrosão eletroquímica.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS CONTROLE E PREVENÇÃO DA CORROSÃO
c) Aumento da facilidade de aplicação e das condições para que os eventuais revestimentos adotados possuam melhor desempenho.
d) Prever o máximo de acessibilidade às partes das estruturas mais sujeitas à corrosão a fim de
facilitar a inspeção e manutenção.
e) Usar soldas bem acabadas e aliviadas de tensões em lugares onde seria possível usar esse tipo de junção. Os cordões de soldas contínuos são preferíveis.
f) Evitar juntas sobrepostas de materiais diferentes. Quando for inevitável a existência de grande
diferença de potencial, deverá ser indicado a colocação, nos pontos de conexão, de gaxetas, ou arruelas não metálicas que agirão como isolantes.
g) Evitar cantos vivos onde as películas protetoras de tintas possam romper-se mais facilmente,
assim como, não formarem espessuras suficientes para isto deverá se proceder ao arredondamentos das soldas através de esmerilhamento.
h) Utilizar revestimento protetor adequado para a estrutura em locais ou áreas onde existe
condensação de umidade diretamente sobre a superfície.
i) Localizar a estrutura, sempre que possível, o mais afastado de vapores ou derrames de produtos corrosivos proveniente de processos, procurando corrigir ou adequar o processo para eliminar o problema.
j) Utilizar metais mais resistentes à corrosão dentro das limitações de emprego, resistência
física / química e custo
k) O projeto estrutural deve compor uma geometria que seja a mais simples e aerodinâmica possível. A utilização de componentes inclinados é favorável, devendo-se ainda evitar a criação de obstáculos ao escoamento do meio agressivo.
l) Prever a existência de “pingadeiras” ou direcionadores do escoamento de produtos.
Detalhes Gerais de Concepção
• Quanto maior a importância estruturas, o custo de fabricação ou a dificuldade de montagem e desmontagem de um componente, maior a exigência quanto à utilização de materiais com desempenho superior quanto a corrosão.
• Não misturar materiais de durabilidade diferentes em arranjos que não possam ser reparadas.
• As partes da estrutura mais susceptíveis à corrosão devem ser visíveis e acessíveis.
• Quando da galvanização de componentes acabados evitar frestas, prever livre circulação dos
banhos do processo e evitar a solidarização por solda de componentes com espessuras muito distintas, para se garantir, respectivamente, o não acúmulo de ácidos, o acesso da galvanização a todos os pontos e a não ocorrência de deformações diferenciais durante o processo.
• Evitar o aparecimento de tensões nas estruturas por causa de possíveis expansões térmicas
e da aplicação de esforços que são perigosos, sobretudo quando localizados.
• Ao dimensionar estruturas metálicas, que fiquem parcialmente enterradas, para evitar aeração diferencial, procurando instala-la totalmente enterrada (e protegida) ou aérea. No caso de aéreas evitar o apoio sobre madeira ou material que retenha umidade, e evitar a formação de frestas.
MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
Pestabelecpintura scom a fin
Ase bem emanuten
Quanpreviame
1. D
2. C
3. L
4. S
5. M
6. M
7. C
A anapropriad
Finalo cliente
O sistintas inte 1. TINTA
São corrosão
a) “a
. E
geral pobastantejateado. construç
ulo 06
ESPECIFICAÇÃO DE PINTURAodemos definir especificação de pintura como um conjunto de elementos ou parâmetros pré idas envolvendo a preparação ou limpeza da superfície do aço e a aplicação de um sistema de
obre esta superfície limpa, de modo a formar um revestimento contínuo, de espessura uniforme alidade de proteção anticorrosiva.
pintura industrial representa, sobre tudo um padrão de qualidade do fabricante para o usuário. E laborada para a proteção adequada de um novo empreendimento, resultará no menor custo de
ção, cuja unidade de avaliação é R$ / m2 / ano.
do decidido que o revestimento protetivo da estrutura tem que ser por pintura, deverão ser nte analisados os seguintes tópicos:
esejo do proprietário quanto ao desempenho da pintura - Convencional ou alto desempenho.
ondições ambientais – Localização, clima, poluição atmosférica e tipo de serviço.
impeza ou preparação da superfície – Métodos e normas.
istema de pintura e cor – Tipos de tintas, número de demãos, espessuras finais
étodos de aplicação – Trincha, rolo, pistola convencional, pistola air-less.
anutenção – Facilidade, acesso a pintura
usto e avaliação econômica do sistema de pintura.
álise dos parâmetros relacionados acima determinará qual a especificação de pintura mais a à estrutura.
mente uma boa especificação incluirá todos os detalhes necessários e definirá claramente, o que final deseja de uma especificação de pintura ideal.
tema de pintura ou esquema de pintura é composto geralmente por tintas de fundo (primers), rmediárias e tintas de acabamento.
S DE FUNDO SHOP PRIMER
as responsáveis pela adesão do esquema de pintura ao substrato possuindo inibidores da para conferir a proteção necessária ao substrato. Existem tipos especiais de primers:
Shop primer” : É aplicado sobre uma peça ou estrutura para dar proteção durante o seu rmazenamento, ou pré-montagem da estrutura / equipamentos.
ste sistema é constituído de apenas uma demão de tinta anticorrosiva aplicado de um modo r pulverização ou automatização de modo a formar sobre a superfície do aço uma película fina, na ordem de 15 a 30 microns de espessura, medida sobre os picos do perfil do substrato Este anticorrosivo também chamado de primer de fabricação ou primer de pré-montagem /
ão, apresenta secagem e endurecimento rápido e tem como finalidade prover uma proteção
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS ESPECIFICAÇÃO DE PINTURA temporária ao aço que muitas vezes deve ser preparado ou limpo, por razões práticas, econômicas e tecnicamente mais correta, antes do equipamento ou montagem.
A baixa espessura desse sistema tem como propósito automatizar a pintura e reduzir ao mínimo interferências nos processos de corte com maçarico e operações de solda, e ainda minimizar danos mecânicos na película.
Sendo a espessura baixa, a proteção no intemperismo é também relativamente curta, na ordem de 3 a 9 meses dependendo da corrosividade atmosférica, do meio ambiente, da espessura aplicada e qualidade do produto escolhido. OS PRINCIPAIS TIPOS DE ANTICORROSIVOS DE MONTAGEM SÃO:
1. Vinílico - Secagem e endurecimento muito rápidos. 2. Epoxi Poliamida - Maior sólidos, menor custo. 3. Epoxi Isocianato - Maior resistência química, maior custo. 4. Zinco Epoxi - Maior prazo de proteção intemperismo. 5. Silicato Zinco - Máxima resistência a danos mecânicos e ao intemperismo.
O uso de primer anticorrosivo de pré-construção não é obrigatório, porém, tem-se mostrado
indispensável principalmente em obras novas de maior vulto sendo de uso corrente nos Estaleiros e na montagem de estruturas ou fabricação de grandes equipamentos.
Os Shop Primers não são por si mesmos um sistema completo, mas parte de um sistema. São compatíveis com um grande número de sistemas de pintura. Apresentam algumas limitações,
que devem ser observadas. Por exemplo, as bases de zinco são contra indicados quando for decidido solicitar um sistema
alquídico, pois não haverá aderência, entre a camada do zinco e a película de resina alquídica, além de não poder ser exposto a um intemperismo com presença de acidez ou alcalinidade, pois o zinco é sensível e será atacado.
b) “Wash primer” : Também denominado fundo fosfatizante, é destinado a promover aderência em uma superfície galvanizada, de alumínio ou cobre. c) “Shop primer isocianato”: Promotores de aderência para superfícies galvanizadas, de alumínio ou cobre.
2. PRIMERS
Películas responsáveis pela adesão e proteção anticorrosiva ao substrato metálico através dos pigmentos inibidores de corrosão que trabalham em conjunto com o metal seja pelo processo anódico, catódico ou barreira. 3. TINTAS INTERMEDIÁRIAS
Geralmente são tintas de alta espessura aplicáveis entre o primer e o acabamento, com a finalidade de aumentar a barreira de proteção do sistema de pintura.
As tintas intermediárias geralmente possuem pigmentos neutros, isto é, não tem pigmentos anticorrosivos.
Também denominadas de “tie coalt” onde servem como selante de primers ricos em zinco, com a finalidade de assegurar a aderência entre a tinta de acabamento e o primer.
Estas tintas intermediárias geralmente são mais econômicas que os primers e acabamentos o que a torna bastante utilizada com o objetivo de amortecer custos, sem comprometer o desempenho do sistema de pintura.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS ESPECIFICAÇÃO DE PINTURA 4. TINTAS DE ACABAMENTO É a película final responsável pela proteção do esquema contra o ambiente, estética final devido a cor, textura e brilhos. REVESTIMENTO DE ACABAMENTO PROPICIA RESISTÊNCIA AO MEIO AMBIENTE
REVESTIMENTO INTERMEDIÁRIO PROPICIA ESPESSURA
REVESTIMENTO PRIMÁRIO PROPICIA PROTEÇÃO ANTICORROSIVA
LIMPEZA DA SUPERFÍCIE PROPICIA ANCORAGEM
AÇO (SUBSTRATO) COMPATIBILIDADE ENTRE AS TINTAS
Existem dois tipos de compatibilidade a serem consideradas, sendo o solvente nas tintas e o de tinta com tinta. a) SOLVENTES NA TINTA
Não é qualquer solvente que dissolve qualquer tinta. Se a adição do solvente for feita indiscriminadamente pode ocorrer coagulação da mistura ou a formação de grumos devido a incompatibilidade entre a resina e o solvente.
Muitas vezes o solvente inadequado não mistura, ficando o solvente por cima e os pigmentos e resinas no fundo do vasilhame.
A recomendação fundamental a ser sempre considerada é o uso do solvente / diluente indicado pelo fabricante da tinta que será utilizada.
b) TINTA COM TINTA
Os problemas de incompatibilidade entre uma tinta aplicada sobre outra ocorrem basicamente por dois motivos:
1. O solvente da nova demão ataca a anterior porque tem poder de dissolver, ou, pelo menos, intumescer a resina de camada anterior. Isto causa levantamento da película de tinta, enrugamento ou destacamento das demãos (as vezes as duas se destacam da base ou uma demão de destaca da outra)
2. Tintas / resinas com processo de secagem / polimerização diferentes. Se um primer alquídico for aplicado como fundo, e sobre este aplicado um acabamento esmalte epóxi, poderá ocorrer enrugamento ou trincamento, uma vez que a tinta epóxi seca e polimeriza por processo de reação química entre os componentes, e o esmalte alquídico seca / polimeriza por outro tipo de processo que é através da absorção do oxigênio do ar. Estando a película de epóxi por cima, esta impedirá o contato do oxigênio, e caso a camada de primer alquídico não estiver totalmente curada, a película de epoxi sofrerá contração, ocasionando rachaduras pois a tinta de fundo ainda estará amolecida. Por outro lado muitas vezes o solvente contido na tinta epoxi é mais forte que o contido na formulação do esmalte alquídico, o que provoca um ataque na película e consequente amolecimento ou perda de aderência entre demãos.
Para estes e outros problemas de incompatibilidades serem evitados, se recomenda como
orientação geral trabalhar sempre com as mesmas famílias de produtos (epoxi/epoxi – alquídico / alquídico).

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS ESPECIFICAÇÃO DE PINTURA
Existem, porém, diversas especificações de pintura que podem ser elaboradas para situações especificam, onde famílias diferentes de produtos são intercaladas com o objetivo de atender diversas situações de agressividade tais como: (Epoxi / Pu), (Epoxi / Acrílico), (Epoxi / Amina ou Amida).
Estas combinações de produtos devem ser sempre orientadas ou indicadas pelo fabricante de tintas, como neste caso é o objetivo deste manual.
MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
Aas princip
A
película, R
Odecorativ
Nóleo. Eletemplos os óleoseram commelhorarpelo lent
Chouve a afim de a
Paplicada tintas à bcomo o f
Emodificadresina al
Apróprias formulaçfabricadaHoje todvinílicas,denomin
Csubstituídpolietilenvantagem
ulo 07
TIPOS DE TINTASntes de iniciar o tema sobre sistemas de pintura para estruturas metálicas é importante conhecer ais famílias de tintas e suas características.
nalisando o comportamento dos diversos grupos genéricos, dos mecanismos de formação de estes já nos revelam características seletivas.
EVESTIMENTOS ALQUÍDICOS
s óleos vegetais foram usados desde os tempos mais remotos na preparação de tintas para uso o e protetor. ão se pode afirmar com certeza em que época começaram a ser usadas as tintas à base de s são encontrados em pinturas de relíquias históricas, as quais podemos observar em museus, e ruínas arqueológicas. Durante um longo período estas tintas foram largamente empregadas e utilizados variam de acordo com as possíveis disponibilidades existentes na região. Às vezes
binados com as resinas naturais que lhes conferiam características especiais, sempre visando a aparência e proporcionar maior resistência e durabilidade. A secagem nestes casos ocorre o processo de oxidação dos óleos com o oxigênio do ar.
om o avanço da indústria e a tendência de fabricação de produtos em série, em escala industrial, necessidade de substituir as tintas à base de óleo por outros veículos de secagem mais rápida companhar o ritmo da produção.
aralelamente ao desenvolvimento industrial começou o desenvolvimento da química sintética a fins industriais. Entre as numerosas pesquisas realizadas para melhorar o desempenho das ase do óleo, foi desenvolvido um produto sintético, obtido pela reação de um ácido polibásico
tálico, com um poliálcool como a glicerina, resultando um poliéster.
ste poliéster não podendo ser usado puro pelo fato de ser extremamente duro, tem sua molécula a com um óleo, para gerar um produto de características específicas sendo classificado com
quídica.
relação poliéster glicero - ftálica / óleo e o tipo de óleo selecionado, fornecem características no que se refere á secagem, dureza, elasticidade, solubilidade e outras, possibilitando a
ão de resinas alquídicas especificadas ao tipo de uso da tinta na qual será usada. As tintas s com esta resina sintética são chamadas tintas alquídicas ou tintas sintéticas. as as resinas utilizadas na fabricação de tintas são obtidas pela química sintética: Epóxis, poliuretanos, acrílicas, etc. Tendo sido a primeira resina sintética utilizada em tintas, a ação de tinta sintética para as tintas alquídicas é ainda hoje muito usada.
BORRACHAS CLORADAS
om o avanço da petroquímica, os polímetros obtidos pela cloração da borracha natural foram os por polímeros sintéticos clorados. Borrachas cloradas obtidas a partir da cloração do
o, poliisopropileno e polipropileno são identificadas com elastômeros sintéticos e superam com as primitivas borrachas naturais cloradas.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS TIPOS DE TINTAS
Formulações baseadas em veículos obtidos por soluções destes polímeros devidamente plastificados para melhorar o desempenho físico referente á aderência, elasticidade e formação de filme, são identificados como tintas à base de borracha clorada.
É de grande importância que o plastificante selecionado seja também resistente a produtos químicos. Em muitas especificações é solicitado tinta “borracha clorada insaponificável” ou impropriamente “ borracha clorada pura”.
Os polímeros do tipo borracha clorada não são saponificáveis. Esta propriedade exclui o uso de plastificantes saponificável na formulação da mistura com a borracha clorada, tais como óleos tratados e resinas alquídicas para que se mantenha a resistência do filme a produtos alcalinos. Se a borracha clorada for misturada com algum material possível de saponificação, o filme perde sua resistência química, deteriorando-se rapidamente quando em contato com meio corrosivo básico ( alcalino ).
As borrachas cloradas caracterizam-se por uma boa resistência e desempenho em ambientes industriais onde altas concentrações de vapores ou respingos de álcalis e ácidos não são frequentes. Formam filme por evaporação do solvente, secam rápido, inclusive em temperatura até -5C; tem pouca sensibilidade ao intemperismo durante os serviços de aplicação e apresentam boa resistência à umidade. A rapidez de secagem permite seu uso em serviços onde é necessária a liberação das áreas em poucas horas após realizada a pintura. Devido a estas características, o uso de revestimento à base de borracha clorada é muito difundido na indústria naval, em serviços de manutenção.
Caracterizam-se pela boa resistência ao intemperismo, mesmo sofrendo calcinação com o tempo. O filme perde o brilho sem prejuízo, no entanto, de sua resistência e química.
As borrachas cloradas são resistentes a contato eventual com óleos minerais, porém não resistem a óleos e graxas animais e vegetais, a solventes hidrocarbonetos aromáticos ou acetonas, ésteres e glicóis.
Os produtos à base de borrachas cloradas são normalmente de custo elevado pelo fato de a matéria-prima não ser de produção nacional.
REVESTIMENTOS VINÍLICOS
As resinas de copolímetro vinílico obtidas pela polimerização do cloreto de vinila e acetato de vinila têm muitos anos de uso e desempenho comprovado na proteção do aço, concreto e outros substratos em ambientes agressivos.
Até há pouco tempo, as resinas vinílicas usadas na fabricação de tintas apresentavam-se viscosas demais. Para adequar o produto final obtido às viscosidades necessárias para aplicação por métodos convencionais, era preciso diluir as tintas excessivamente com solventes orgânicos. Devido à diluição, resultava um produto com baixo teor de sólidos, necessitando 4 a 5 demãos até obter espessura suficiente para resistir á agressão por produtos químicos.
A nova tecnologia das resinas vinílicas pesquisou e desenvolveu produtos com alto teor de sólidos, dentro dos parâmetros de viscosidade aceitáveis para aplicação fácil por pulverização. Os produtos vinílicos de alta espessura, aplicáveis pelos métodos convencionais de pulverização, atingindo camadas de espessura seca de 100 micrômetros por demão. Formam um filme duro e resistente pela simples evaporação do solvente. Por não reterem o solvente no filme, não apresentam defeitos de micro-bolhas, o que evita a formação de revestimento porosos e permeáveis aos agentes corrosivos.
A boa resistência aos ácidos e álcalis justifica seu uso na proteção anticorrosiva em ambientes com alta concentração de poluentes.
Os produtos vinílicos deixam evaporar rapidamente o solvente do filme e secam em poucas horas. Está característica favorece sua escolha como revestimento de ótima resistência para pintura de equipamentos, quando se dispõe de poucas horas de parada para serviços de manutenção.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS TIPOS DE TINTAS
ACRÍLICOS
Os polímeros acrílicos, que secam pela evaporação do solvente, são amplamente usados. Oferecem excelente resistência ao intemperismo sem amolecer, com boa retenção de brilho e boa
flexibilidade.
Possuem moderada resistência em ambientes ácidos, alcalinos e salinos e limitada resistência a solventes.
São frequentemente usados para recuperar o aspecto estético de pintura executadas originalmente com Epóxi e que embora apresentando corrosão, sofreram calcinação e mudança de cor pela exposição ao tempo.
As resinas acrílicas são usadas muitas vezes na forma de dispersão aquosa em formulações de tintas a serem aplicadas em áreas onde, por razões de segurança, é vedado o uso de solventes, ou ainda, em indústrias alimentícias onde a evaporação dos solventes poderia contaminar os processos de fabricação. TINTAS PARA ALTA TEMPERATURA
As tintas para superfícies sujeitas a temperaturas elevadas tem campo de aplicação definitivamente específico. São utilizadas para pintura de escapamentos, chaminés, exterior de caldeiras, fornos, reatores, colunas de destilarias e todo equipamento sujeito a operar em temperatura elevada.
As resinas que compõem os diversos tipos genéticos de tintas quando orgânicas, estão sujeitas à queima ou decomposição se expostas a temperaturas superiores a 150ºC.
As resinas de silicone são polímeros considerados com um grupo químico muito especial. Possuem estrutura orgânica e apresentam características inorgânicas pela interligação do silício contido em sua molécula com o oxigênio. Quando expostas a temperatura elevada, polimerizam, resultado em filmes que suportam picos de temperaturas até 650ºC.
Os pigmentos selecionados para compor uma tinta juntamente com a resina de silicone deverão também resistir sem alterações à temperatura. Comumente são usados pigmentos metálicos em forma de pó ou de lamelas. Os que mais se adaptam a esta finalidade são: o zinco para temperaturas até 400ºC e o alumínio para temperaturas até 600ºC. Podem-se também obter tintas resistentes a altas temperaturas, em diversas cores, usando pigmentos derivados de compostos de cádmio, titânio e molibdênio.
As tintas para alta temperatura apresentam-se no mercado com ( tintas ) à base de resina de silicones modificadas. As tintas à base de resina de silicone pura ou silicones modificadas. As tintas à base de silicone somente endurecem quando o equipamento entra em operação, formando um filme duro e resistente quando a camada da tinta atinge a faixa de 180ºC a 200ºC de temperatura.
Se não houver a polimerização pela ação da temperatura, o revestimento será um filme muito macio, de baixa resistência mecânica. Isto poderá afetar a qualidade da pintura, principalmente quando o equipamento está sujeito ao transporte e manuseio na montagem antes de entrar em operação. Não atingindo a cura final, o revestimento não deverá ficar por longos período exposto ao intemperismo devido á sua baixa resistência física.
Os inconvenientes apresentados com as tintas de silicones puro são superados usando-se produtos á base de silicone modificados com outras resinas, tais como hidrocarbonetos, acrílicos, alquídicas ou combinações destas.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS TIPOS DE TINTAS
As tintas á base de silicone modificada, assim como as tintas de silicone puro atingem a cura final quando expostas a temperaturas de polimerização. A grande diferença das tintas formuladas com resina de silicone modificada e que estas permitem o transporte das peças pintadas, e o manuseio durante a montagem, além de ficarem expostas por longo períodos ao intemperismo sem sofrer alterações de resistência física. Seu inconveniente é a fraca proteção anticorrosiva que oferecem, se houver longos períodos de paradas e exposição o filme à umidade e uma menor resistência a temperaturas elevadas. Outro grupo importante de tintas resistentes a altas temperaturas é o silicato inorgânico.
As vantagens sobre as tintas de silicone são notáveis. Não curam pela ação da temperatura, são autocuráveis a consideradas termoestáveis. Seu custo é inferior ao das tintas de silicone pura. Quando pigmentadas com pó de zinco protegem o aço por ação cotódica, podendo ser usadas como Primer anticorrosivo se houver condensação durante longos períodos de paradas do equipamento. Excelentes esquemas de alto desempenho são obtidos com revestimentos para alta temperatura, utilizando-se etil-silicato de zinco como Primer, e etil-silicato de alumínio como acabamento.
ZINCO - ETIL SILICATO
Nas tintas ricas em zinco formuladas com veículos inorgânicos tais como os Etil-Silicatos, este encapsulamento das partículas de zinco não acontece; o poli-silicato de etila na presença do álcool e umidade, forma ácido-sílico - um ligante condutivo que não isola as partículas de zinco. Pelo contrario, junto com o zinco forma um filme contínuo e condutivo quando molhado, com proteção similar a uma galvanização. A película seca final é exposta ao oxigênio do ar ( sem revestimento ) ocorrerá intaoxidação do pigmento de zinco no filme seco, formando compostos de zinco que irão proteger o substrato de aço, por formação de barreira.
Mesmo que os espaços alveolares sejam ocupados por compostos de zinco, a umidade penetra por capilaridade através destes, estabelecendo contato elétrico entre as partículas de zinco metálico e o aço. Este fenomeno é importante para que aconteça a proteção catódica, na presença de água, o intercâmbio de ions acontece e existindo o intercâmbio iônico, existirá proteção catódica.
DESEMPENHO
Os revestimentos de zinco tem excelente desempenho em ambientes litorâneos, pois preservam o
aço da corrosão por longo tempo. O zinco não resiste á agressividade dos ácidos álcalis. Para aumentar a sua durabilidade sob condições adversas, as tintas ricas em zinco necessitam ser protegidas para preservá-las do ataque ácido ou alcalino. Para este fim, utilizam-se acabamentos resistentes a meio ácido ou alcalino ( epóxi, poliuretano ou vinílicos ), conforme o caso.
Chapas de aço revestidas com 75 micrômetros de etil silicato e testadas durante 45.000 horas ( pouco mais de 6 anos ), em câmara de névoa salina (salt spray teste ASTM B 117), não apresentam indícios de corrosão no aço carbono. REVESTIMENTO EPÓXI
Os sistemas de pintura à base epóxi ocupam importante espaço no campo dos revestimentos industriais para proteção anticorrosiva de máquina e equipamentos.
As resinas epóxi produzidas no país são mais econômicas, comparadas com outros veículos que
entram na composição de tintas destinadas à proteção anticorrosiva, visto que em sua grande maioria as resinas vinílicas, borracha clorada e outros veículos ainda dependem de importação.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS TIPOS DE TINTAS
EPÓXI POLIAMIDA E EPÓXI POLIAMINA
A combinação mais frequente é a de resinas epóxi com poliamidas ou poliaminas. As resinas epóxi reagem quimicamente com estes produtos, resultando os revestimentos termo-estáveis também conhecidos como conversíveis. Estes polímeros tem diversas e extraordinárias propriedades que se caracterizam, tais como resistência a solventes, alguns ácidos, álcalis e sais. Películas baseadas em resinas epóxi combinadas com poliamidas ou poliaminas, adequadamente pigmentadas, incluindo extensores, oferecem notável aderência ao substrato, formando uma camada dura, resistente á abrasão, de alto desempenho por suas propriedades físicas e químicas. As características mais importantes são: grande resistência a ambientes quimicamente agressivos e durabilidade em trabalhos pesados que exigem resistência a danos mecânicos.
As combinações de resinas epóxi com poliamida resultam em produtos de excelente resistência à água e a umidade. As resinas epóxi combinadas com poliamida oferecem um amplo leque de opções para a proteção contra agentes químicos de alta agressividade.
EPÓXI ALCATRÃO DE HULHA
A combinação das resinas epóxi com alcatrão de hulha possibilita a obtenção de revestimentos que aliam as propriedades químicas e mecânicas do epóxi a grande impermeabilidade do alcatrão, características que as recomendam para serviços em imersão permanente em água, ou em ambientes muito úmidos.
POLIURETANOS
Os revestimentos poliuretanos, de um modo geral, apresentam-se como tintas bicomponentes. A base pode ser um poliéster e o catalisador é um poli-isocianato. Uma vez misturados estes componentes reagem para formar um polímero que resulta em filmes que conjugam características estéticas, físicas e químicas distintas dos demais revestimentos de secagem ao ar. Entre os diversos tipos de poliuretanos hoje comercializados para diferentes usos, citaremos os dois grupos principais, que se diferenciam por características marcantes.
Os Poliuretanos Aromáticos: Usados como primers, intermediários ou acabamentos são sensíveis aos raios ultra-violeta, e quando expostos ao intemperismo sofrem rápido amarelamento e perda do brilho pela ação do sol.
Recomenda-se os acabamentos poliuretanos aromáticos para a pintura de superfícies não expostas ao intemperismo.
Os Poliuretanos Alifáticos: Caracterizados pela excelente resistência ao intemperismo sob condições atmosféricas as mais adversas, tais como:
Orla marítima, áreas com grande incidência de raios solares, áreas industriais altamente poluídas e úmidas, onde a deposição de resíduos em suspensão sobre as superfícies pintadas age de forma agressiva sobre o revestimento.
Estes fatores adversos não motivam mudanças na proteção anticorrosiva nem deterioração visual quanto ao brilho ou retenção de cor, exceto a longo prazo.
Ao especificar um esquema de pintura para áreas agressivas, deverá considerar-se somente o custo inicial da pintura, pela simples avaliação do preço de aquisição das tintas, mas considerar a economia baseada na vida útil da pintura em função dos anos de serviço estimados.
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS TIPOS DE TINTAS
Com a seleção de um primer anticorrosivo de base epóxi, combinado com um acabamento poliuretano alifático, este objetivo será plenamente atingido.
POLIÉSTERES
Os poliésteres são produtos condensados de álcoois polifuncionais e ácidos orgânicos polifuncionais. A resina poliéster sólida é dissolvida em manômetros tais como estirenos, metil-metacrilato ou viniltolueno a fim de torná-la aplicável. para poliverizar a resina polieser dissolvida por manômetros são usados um ativador e um catalisador. Os catalisadores usados são o peróxido de metil-etil-cetona, peróxido de benzoila e outros peróxidos orgânicos. É preciso ter em mente que há grande variação do desempenho das resinas poliéster em função do poliálcool e poliácido usado na sua fabricação e do grau de polimerização.
Os revestimentos de poliéster são duros, brilhantes, com boa resistência a ácidos e produtos clorados. Sua resistência a álcalis, no entanto, pode variar de fraca a boa. É possível produzir poliésteres um pouco flexíveis, porém com resistência química inferior aquela do tipo rígido.
O uso mais expressivo de revestimentos protetores à base de resina poliéster é com o reforço de fibras de vidro sob forma de tecido, flocos, ou lamelas. Esta combinação permite aplicar uma barreira de espessura elevada, protetora do substrato, isolando-o do meio agressivo. A estrutura do filme contendo fibra de vidro proporciona um revestimento de altíssima qualidade química.
Os poliésteres resistentes a produtos químicos encontram aplicação como revestimentos de pisos, paredes e tanques. VIDA ÚTIL DE UM SISTEMA DE PINTURA
A vida efetiva de um sistema de pintura pode ser aumentada mediante:
a) boa preparação da superfície b) correta especificação do sistema c) maior espessura de película seca d) utilização de tintas de alta performance.
É difícil a quantificação destes dados, uma vez que as variáveis envolvidas vão desde a
formulação da tinta, sua aplicação, especificação, tipo de equipamento, o clima é as condições ambientais.
Em um mesmo local, a situação de uma estrutura em relação a ventos, poluição ambiental, intensidade de sol e outros fatores podem fazer com que a mesma tinta tenha performances diferentes. Os dados apresentados a seguir dão uma medida aproximada da vida útil de diversos sistemas de pintura e particularmente, da economia que se pode alcançar com a utilização de tintas de alto desempenho.
I - Sistemas Alquídicos Convencionais, nas espessuras normais proporcionais por 4 demãos ( em torno de 120 micrômetros ) demandam repintura a cada 3 anos. II - Sistemas Alquídicos Fenólicos, com número de demãos e espessuras similares ao material, requerem repintura cada 4 ou 5 anos. III - Sistemas de Borracha Clorada, com 3 demãos de tinta de alta espessura num total de 225 micrômetros duram 7 anos. IV - Sistemas Epóxi Bi-Componentes, com espessuras 250 micrômetros em duas mãos chegam a 10 anos. V - Sistemas Epóxi/Alcatrão de Hulha, com espessura acima de 300 micrômetros. Chegam a durar 10 a 15 anos.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS TIPOS DE TINTAS
VI - Sistemas Vinílicos, com espessuras de 120 micrômetros atingem 5 ou 6 anos. VII - Sistemas Epóxi e Poliuretanos Alifáticos, com espessuras de 170 micrômetros chegam a 15 anos.
Voltamos a esclarecer que os fatores como a agressividade química. A permanente imersão em água doce ou salgada, os rigores do clima, etc, encurtam os prazos acima.
As circunstâncias como as apontadas, uma tinta de alto desempenho pode durar até 20 ou mais vezes do que uma tinta convencional, considerando-se idênticas condições de preparação da superfície e espessuras secas finas.
Na maioria dos casos, a tinta convencional não serve sequer de termo de comparação, por não resistir ao meio ambiente.

MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
Nconforme
ES
ES
P
Esimplicidestruturabaixa umcontamin
Nsistema doferecen TIPO
Primer
Acabam
P
Sem supecarepa d
ulo 08
DESCRIÇÃO DOS PLANOS DE PINTURA PARA ESTRUTURASeste quadro apresentamos os planos de pintura recomendados para novas estruturas metálicas as condições de agressividade do ambiente.
EQUIPAMENTOS CONDIÇÃO NORMAL CONDIÇÃO SEVERA CONDIÇÃO AGRESSIVA
TRUTURAS DE AÇO CARBONO 36 38 – 40 – 40A – 47 42 – 43 – 44
TRUTURAS DE AÇO GALVANIZADO 37 39 – 41 – 41A 45 - 46
LANO DE PINTURA Nº 36
ste sistema de pintura é denominado “ convencional ” em esmalte alquídico , seja pela sua ade de aplicação, assim como pelo seu baixo custo. Geralmente indicado para a proteção de s que não estejam expostas a ambientes severos ou agressivos, e sim em locais onde exista idade relativa ( seja em intemperismo contínuo ou em locais abrigados ), e nenhuma presença de antes com características alcalinas, acidas ou presença de cloreto.
ormalmente este sistema de pintura é muito utilizado em ambientes normais, como o rural. Neste e pintura mencionamos uma tinta de fundo com pigmentação anticorrosiva em cromato de zinco
do assim uma ótima proteção.
Nº DEMÃOS PRODUTO ESPESSURA
2 ALKLACK 18 35 micrômetros
ento 2 ALKLACK S 51 40 micrômetros
Total 150 micrômetros
LANO DE PINTURA Nº 37
istema de pintura em epoxi isocianato e alquídico convencional, dimensionado para utilização rfícies de metais não ferrosos, do tipo aço galvanizado, cobre, latão e o próprio aço carbono com e laminação.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS DESCRIÇÃO DOS PLANOS DE PINTURA PARA ESTRUTURAS
O Lackpoxi 35 trata-se de um primer promotor de aderência para estes tipos de substratos, porém ainda pode ser utilizado como primer de pré-montagem com o objetivo de proteger a superfície do aço carbono jateado e proceder a montagem na obra.
A película de tinta em primer alquídico deve ser utilizado como intermediário com o objetivo de melhorar o desempenho antocorrosivo do sistema e proceder aos retoques necessários em locais danificados após a montagem.
Este sistema como um todo é recomendado para ambientes normais como o rural. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 35 25 micrômetros
Intermediário 1 ALKLACK 17 35 micrômetros
Acabamento 2 ALKLACK S 51 30 micrômetros
Total 120 micrômetros
PLANO DE PINTURA Nº 38
Sistema de pintura dimensionado com primer epoxi poliamida e acabamento alquídico. Este plano visa proporcionar uma proteção anticorrosiva maior quando comparado aos sistemas
36 e 36 Alternativo, devido ao tipo de primer que oferece maior resistência física e química contra a corrosão.
O acabamento em esmalte alquídico proporciona uma película de baixo custo por m2 . o que facilita o investimento inicial do projeto assim como o processo de retoques de manutenção da película do acabamento, esta proporciona facilidade de aplicação e custo baixo.
Este sistema é utilizado em locais abrigados ou no intemperismo contínuo em ambientes do tipo urbano / industrial. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 42 75 micrômetros
Acabamento 2 ALKLACK S 51 25 micrômetros
Total 125 micrômetros
PLANO DE PINTURA Nº 39
Este sistema de pintura utiliza como primeira demão um shop primer epoxi isocianato, o que proporciona aderência em aço galvanizado, podendo ser utilizado também como primer de pré montagem com o objetivo de proteger a superfície de aço carbono jateado durante o processo de estocagem e montagem.
A película intermediária em epoxi com o acabamento em alquídico proporcionaram o desempenho maior quando comparado a do plano de pintura Nº 38, já citado anteriormente.
Não é recomendado utilizar o acabamento alquídico diretamente sobre o Shop Primer Epoxi, já que poderão ocorrer problemas de aderência entre demãos. A película do Shop Primer Epoxi vai endurecendo muito a medida que vai polimerizando com o tempo onde a dureza do alquídico é inferior ( não acompanha ) e desta forma acarretará em problemas de aderência por incompatibilidade de durezas.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS DESCRIÇÃO DOS PLANOS DE PINTURA PARA ESTRUTURAS
TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 35 25 micrômetros
Intermediário 1 LACKPOXI 37 50 micrômetros
Acabamento 2 ALKLACK S 51 30 micrômetros
Total 135 micrômetros PLANO DE PINTURA Nº 40
Sistema de pintura muito utilizado em ambientes industriais, onde a taxa de agressividade é considerável.
O primer epoxi poliamida oferece alto desempenho físico e químico contra a corrosão principalmente quando o ambiente é úmido.
O acabamento poliuretano alifático oferece uma ótima resistência ao intemperismo contínuo, sem perder facilmente o brilho e a cor estabelecida, principalmente quando o fator estético associado a proteção seja importante para o cliente final. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 42 75 micrômetros
Acabamento 2 LACKTHANE S 31 35 micrômetros
Total 145 micrômetros
PLANO DE PINTURA Nº 40 ALTERNATIVO
Este sistema de pintura torna-se alternativo devido a utilização da película de acabamento em epoxi poliamida o que determina ao sistema uma alta resistência a umidade em ambientes industriais, com características levemente acidas ou alcalinas.
A única consideração sobre a película de acabamento em epoxi, é que esta apresenta uma desvantagem em relação ao fator estético, pois quando exposta ao intemperismo sofrerá perda de brilho e mudança de cor.
Este fenômeno é normal em todos os epóxis poliamidas, portanto recomenda-se o seu uso em locais cobertos / abrigados TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 42 75
Acabamento 2 LACKPOXI S 38 50
Total 175
PLANO DE PINTURA Nº 41
Sistema de pintura recomendado para superfícies galvanizadas, onde o Shop Primer oferece aderência neste tipo de substrato.
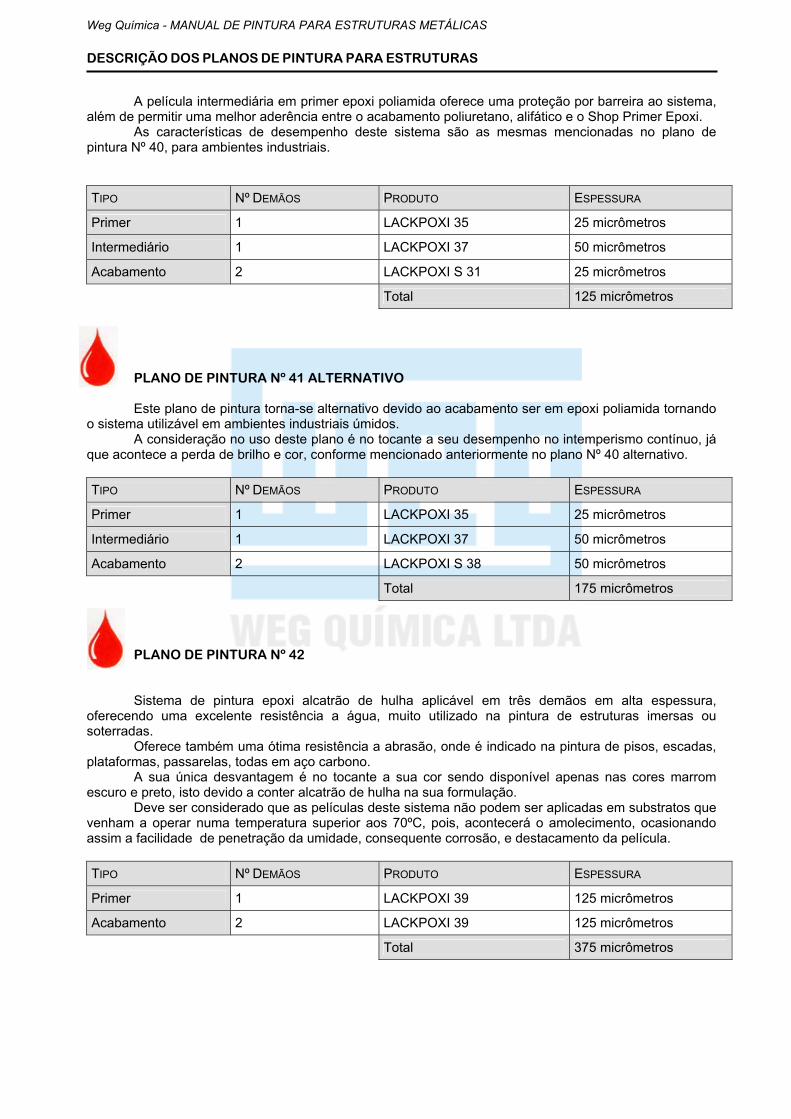
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS DESCRIÇÃO DOS PLANOS DE PINTURA PARA ESTRUTURAS
A película intermediária em primer epoxi poliamida oferece uma proteção por barreira ao sistema, além de permitir uma melhor aderência entre o acabamento poliuretano, alifático e o Shop Primer Epoxi.
As características de desempenho deste sistema são as mesmas mencionadas no plano de pintura Nº 40, para ambientes industriais. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 35 25 micrômetros
Intermediário 1 LACKPOXI 37 50 micrômetros
Acabamento 2 LACKPOXI S 31 25 micrômetros
Total 125 micrômetros PLANO DE PINTURA Nº 41 ALTERNATIVO
Este plano de pintura torna-se alternativo devido ao acabamento ser em epoxi poliamida tornando o sistema utilizável em ambientes industriais úmidos.
A consideração no uso deste plano é no tocante a seu desempenho no intemperismo contínuo, já que acontece a perda de brilho e cor, conforme mencionado anteriormente no plano Nº 40 alternativo. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 35 25 micrômetros
Intermediário 1 LACKPOXI 37 50 micrômetros
Acabamento 2 LACKPOXI S 38 50 micrômetros
Total 175 micrômetros
PLANO DE PINTURA Nº 42
Sistema de pintura epoxi alcatrão de hulha aplicável em três demãos em alta espessura, oferecendo uma excelente resistência a água, muito utilizado na pintura de estruturas imersas ou soterradas.
Oferece também uma ótima resistência a abrasão, onde é indicado na pintura de pisos, escadas, plataformas, passarelas, todas em aço carbono.
A sua única desvantagem é no tocante a sua cor sendo disponível apenas nas cores marrom escuro e preto, isto devido a conter alcatrão de hulha na sua formulação.
Deve ser considerado que as películas deste sistema não podem ser aplicadas em substratos que venham a operar numa temperatura superior aos 70ºC, pois, acontecerá o amolecimento, ocasionando assim a facilidade de penetração da umidade, consequente corrosão, e destacamento da película. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 39 125 micrômetros
Acabamento 2 LACKPOXI 39 125 micrômetros
Total 375 micrômetros
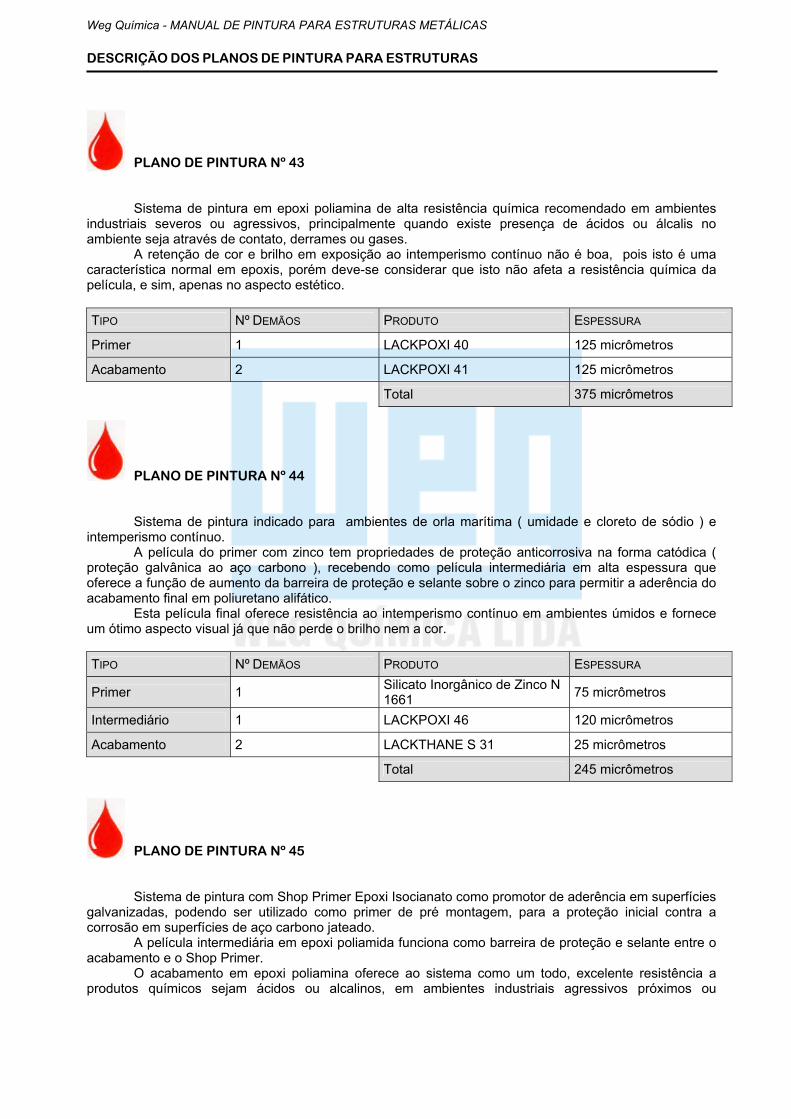
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS DESCRIÇÃO DOS PLANOS DE PINTURA PARA ESTRUTURAS PLANO DE PINTURA Nº 43
Sistema de pintura em epoxi poliamina de alta resistência química recomendado em ambientes industriais severos ou agressivos, principalmente quando existe presença de ácidos ou álcalis no ambiente seja através de contato, derrames ou gases.
A retenção de cor e brilho em exposição ao intemperismo contínuo não é boa, pois isto é uma característica normal em epoxis, porém deve-se considerar que isto não afeta a resistência química da película, e sim, apenas no aspecto estético. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 40 125 micrômetros
Acabamento 2 LACKPOXI 41 125 micrômetros
Total 375 micrômetros PLANO DE PINTURA Nº 44
Sistema de pintura indicado para ambientes de orla marítima ( umidade e cloreto de sódio ) e intemperismo contínuo.
A película do primer com zinco tem propriedades de proteção anticorrosiva na forma catódica ( proteção galvânica ao aço carbono ), recebendo como película intermediária em alta espessura que oferece a função de aumento da barreira de proteção e selante sobre o zinco para permitir a aderência do acabamento final em poliuretano alifático.
Esta película final oferece resistência ao intemperismo contínuo em ambientes úmidos e fornece um ótimo aspecto visual já que não perde o brilho nem a cor. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 Silicato Inorgânico de Zinco N 1661 75 micrômetros
Intermediário 1 LACKPOXI 46 120 micrômetros
Acabamento 2 LACKTHANE S 31 25 micrômetros
Total 245 micrômetros
PLANO DE PINTURA Nº 45
Sistema de pintura com Shop Primer Epoxi Isocianato como promotor de aderência em superfícies galvanizadas, podendo ser utilizado como primer de pré montagem, para a proteção inicial contra a corrosão em superfícies de aço carbono jateado.
A película intermediária em epoxi poliamida funciona como barreira de proteção e selante entre o acabamento e o Shop Primer.
O acabamento em epoxi poliamina oferece ao sistema como um todo, excelente resistência a produtos químicos sejam ácidos ou alcalinos, em ambientes industriais agressivos próximos ou

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS DESCRIÇÃO DOS PLANOS DE PINTURA PARA ESTRUTURAS localizados em ambiente marítimo ( por isso o uso de aço galvanizado como substrato ) porém em locais cobertos devido ao fato estético desfavorável dos epoxis como acabamento. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 35 25 micrômetros
Intermediário 1 LACKPOXI 42 75 micrômetros
Acabamento 2 LACKPOXI S 44 100 micrômetros
Total 300 micrômetros
PLANO DE PINTURA Nº 46
Sistema indicado em superfícies galvanizadas expostas ao intemperismo contínuo em ambientes industriais severos, sujeitos a gases ácidos, onde a estrutura fique localizada no intemperismo contínuo.
O acabamento em poliuretano alifático de alta espessura oferece uma barreira maior de proteção ao sistema como um todo.
O acabamento estético deste poliuretano apresenta um brilho considerado semi brilhante, isto devido a quantidade de pigmentos contidos na sua formulação, é o que torna-o de alta espessura TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI 35 25 micrômetros
Intermediário 1 LACKPOXI 42 75 micrômetros
Acabamento 1 LACKTHANE S 34 75 micrômetros
Total 175 micrômetros
PLANO DE PINTURA Nº 47
Sistema de pintura em epoxi modificado aplicável como primer / acabamento numa única demão em alta espessura.
Devido a sua pigmentação anticorrosiva especial está película fornece duas funções básicas, a proteção anticorrosiva e a definição de cor que o cliente deseja.
Atendendo as exigências de proteção ambiental, este sistema é formulado com alto teor de sólidos por volume, portanto possui baixo percentual de solventes na sua formulação e necessitando pouca diluição para aplicação.
Este sistema é recomendado e amplamente utilizado em estruturas metálicas localizadas em ambientes urbanos/industriais e industriais severos em locais cobertos. Já que no intemperismo contínuo sofre o fenômeno de perda de brilho e de cor. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer/ Acabamento 1 LACKPOXI S 48 120 micrômetros
Total 120 micrômetros
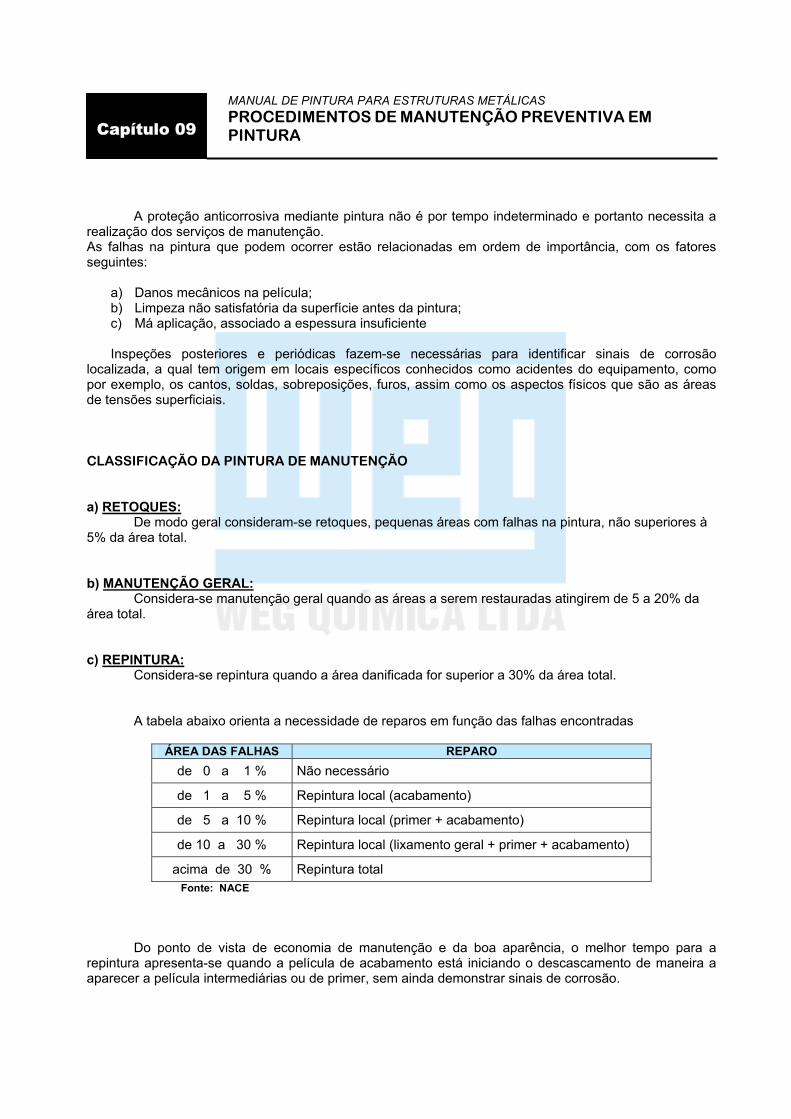
MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PROCEDIMENTOS DE MANUTENÇÃO PREVENTIVA EM
Capít
ArealizaçãAs falhasseguinte
a) Db) Lc) M
Inspe
localizadpor exemde tensõ CLASSIF a) RETO
D5% da ár b) MANU
Cárea tota c) REPIN
C
A
Drepinturaaparecer
ulo 09
PINTURAproteção anticorrosiva mediante pintura não é por tempo indeterminado e portanto necessita a o dos serviços de manutenção. na pintura que podem ocorrer estão relacionadas em ordem de importância, com os fatores
s:
anos mecânicos na película; impeza não satisfatória da superfície antes da pintura; á aplicação, associado a espessura insuficiente
ções posteriores e periódicas fazem-se necessárias para identificar sinais de corrosão a, a qual tem origem em locais específicos conhecidos como acidentes do equipamento, como plo, os cantos, soldas, sobreposições, furos, assim como os aspectos físicos que são as áreas
es superficiais.
ICAÇÃO DA PINTURA DE MANUTENÇÃO
QUES: e modo geral consideram-se retoques, pequenas áreas com falhas na pintura, não superiores à ea total.
TENÇÃO GERAL: onsidera-se manutenção geral quando as áreas a serem restauradas atingirem de 5 a 20% da
l.
TURA: onsidera-se repintura quando a área danificada for superior a 30% da área total.
tabela abaixo orienta a necessidade de reparos em função das falhas encontradas
ÁREA DAS FALHAS REPARO de 0 a 1 % Não necessário
de 1 a 5 % Repintura local (acabamento)
de 5 a 10 % Repintura local (primer + acabamento)
de 10 a 30 % Repintura local (lixamento geral + primer + acabamento)
acima de 30 % Repintura total Fonte: NACE
o ponto de vista de economia de manutenção e da boa aparência, o melhor tempo para a apresenta-se quando a película de acabamento está iniciando o descascamento de maneira a a película intermediárias ou de primer, sem ainda demonstrar sinais de corrosão.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PROCEDIMENTOS DE MANUTENÇÃO PREVENTIVA EM PINTURA
Para dar a proteção máxima a estrutura e defender o investimento inicial deve-se levar em conta dois princípios.
a) Manter sempre integral o filme de tinta, ou pelo menos, do primer, é interessante lembrar que a parte mais onerosa de uma pintura é a limpeza de superfície.
b) Utilizar métodos e materiais de pintura de boa qualidade, adequados à taxa de corrosividade do
local.
A prática tem demonstrado o uso de quatro graus de avaliação ou classificação, que descrevem as principais características, as quais ajudam a definir a situação em que se encontra a superfície pintada.
1 - Pintura existente quase intacta; - Pequena quantidade de tinta de fundo pode estar exposta; - Intensidade de corrosão menor que 0,1% da superfície.
2
- Pintura de acabamento com perda de brilho e debotamento da cor podendo apresentar tinta de fundo exposta;
- Leves manchas ou empolamento é admitido; - Após a limpeza das manchas, menos que 1% da área está afetada pela
corrosão, empolamento ou tinta solta;
3
- Pintura totalmente calcinada, empolada ou manchada (manchas de oxidação);
- Até 10% da superfície esta coberta de corrosão, bolhas com oxidação, tinta solta;
- Pequena intensidade de pits presentes;
4 - Intensa presença de corrosão (acima de 30% da área), pits e tintas
soltas; - Formação severa de corrosão em pits e alvéolos.
A formação percentual da área afetada não é uma tarefa fácil. Exige muita experiência e vivência na área.
A correta estimativa é importante para determinar quantitativamente a área a ser tratada / pintada e também o percentual de falhas existentes numa inspeção de pintura para manutenção.
A determinação do grau de necessidade de retoque, manutenção ou repintura, assim como o preparo de superfície adequado, pode ser genericamente avaliado, de acordo com o critério baseado na norma ABNT – NBR 5770.
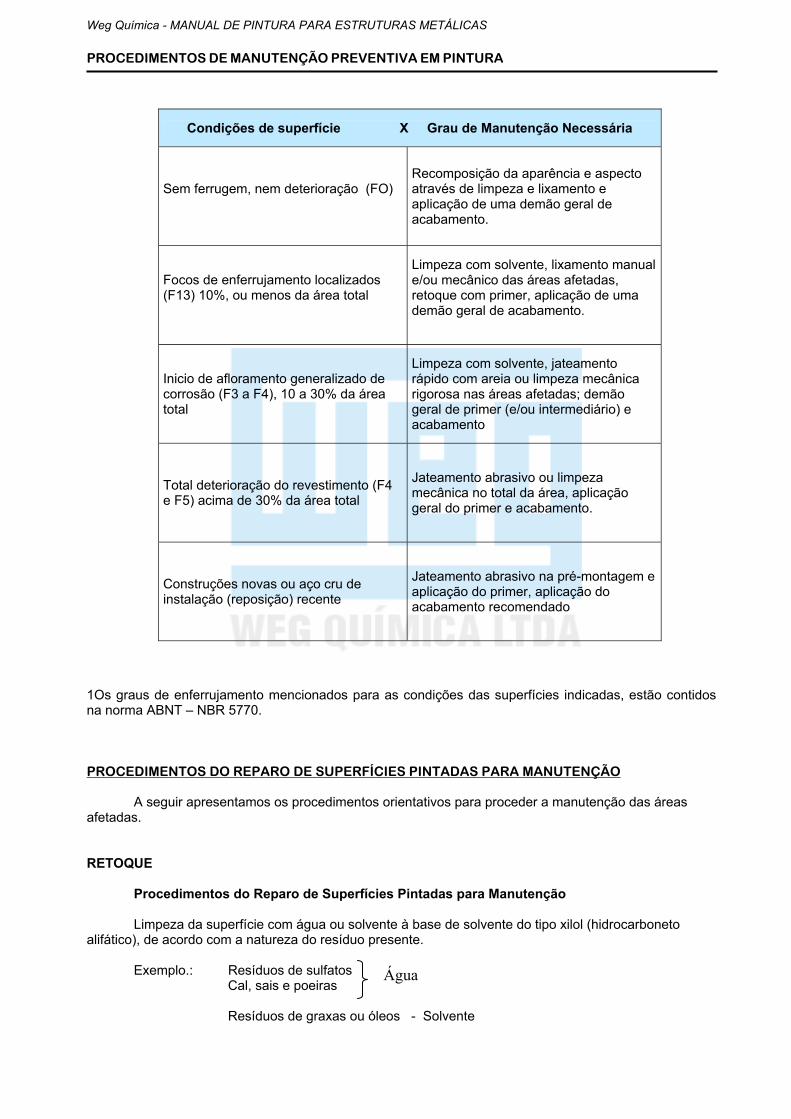
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PROCEDIMENTOS DE MANUTENÇÃO PREVENTIVA EM PINTURA
Condições de superfície X Grau de Manutenção Necessária
Sem ferrugem, nem deterioração (FO)
Recomposição da aparência e aspecto através de limpeza e lixamento e aplicação de uma demão geral de acabamento.
Focos de enferrujamento localizados (F13) 10%, ou menos da área total
Limpeza com solvente, lixamento manual e/ou mecânico das áreas afetadas, retoque com primer, aplicação de uma demão geral de acabamento.
Inicio de afloramento generalizado de corrosão (F3 a F4), 10 a 30% da área total
Limpeza com solvente, jateamento rápido com areia ou limpeza mecânica rigorosa nas áreas afetadas; demão geral de primer (e/ou intermediário) e acabamento
Total deterioração do revestimento (F4 e F5) acima de 30% da área total
Jateamento abrasivo ou limpeza mecânica no total da área, aplicação geral do primer e acabamento.
Construções novas ou aço cru de instalação (reposição) recente
Jateamento abrasivo na pré-montagem e aplicação do primer, aplicação do acabamento recomendado
1Os graus de enferrujamento mencionados para as condições das superfícies indicadas, estão contidos na norma ABNT – NBR 5770. PROCEDIMENTOS DO REPARO DE SUPERFÍCIES PINTADAS PARA MANUTENÇÃO
A seguir apresentamos os procedimentos orientativos para proceder a manutenção das áreas afetadas. RETOQUE
Procedimentos do Reparo de Superfícies Pintadas para Manutenção
Limpeza da superfície com água ou solvente à base de solvente do tipo xilol (hidrocarboneto alifático), de acordo com a natureza do resíduo presente. Exemplo.: Resíduos de sulfatos Cal, sais e poeiras
Água Resíduos de graxas ou óleos - Solvente

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS PROCEDIMENTOS DE MANUTENÇÃO PREVENTIVA EM PINTURA
Lixamento com lixa nº 120 ou 180. Este lixamento deverá estender-se a uma pequena porção da área adjacente à danificada. Posteriormente fazer a remoção do pó ocasionado pelo lixamento.
Aplicação de uma ou duas demãos do acabamento originariamente utilizado. Áreas com Tinta Danificada e com Corrosão
A limpeza da superfície deverá ser como descrito nos itens 1 e 2 anteriores.
Em superfícies de aço carbono, esta deverá ser limpa manual ou mecanicamente de maneira muito minuciosa, usando-se, conforme a área envolvida e o grau de corrosão encontrado, lixas (quando a área danificada apresentar corrosão leve), escovas de aço para áreas médias e com pouca corrosão e ferramentas mecânicas como escovas rotativas, pistolas de agulha ou outros tipos, em áreas maiores com corrosão média.
Aplicação do sistema de pintura completo especificado para a estrutura. MANUTENÇÃO GERAL
O procedimento é o mesmo usado em retoques de áreas grandes ( repintura geral ). Quando for decidido também efetuar a restauração do aspeto estético, aconselha-se após o retoque das áreas danificadas, fazer um lixamento geral com lixa nº 120 ou 180 e aplicar duas demãos do acabamento específico em toda a área, isto com objetivo de unificar o aspecto estético da estrutura.
Observação: Decidida a repintura, as especificações originais devem ser consultadas, para que seja elaborado ou o mesmo sistema, ou um de substituição compatível com o primer ou a película intermediária passível a ser reaproveitada. Assim como especificar os tratamentos de superfície adequados para proporcionar aderência das tintas novas, à camada já existente. Não sendo possível o reaproveitamento do primer, mesmo assim é mais econômica a sua remoção que um novo preparo da superfície corroída.
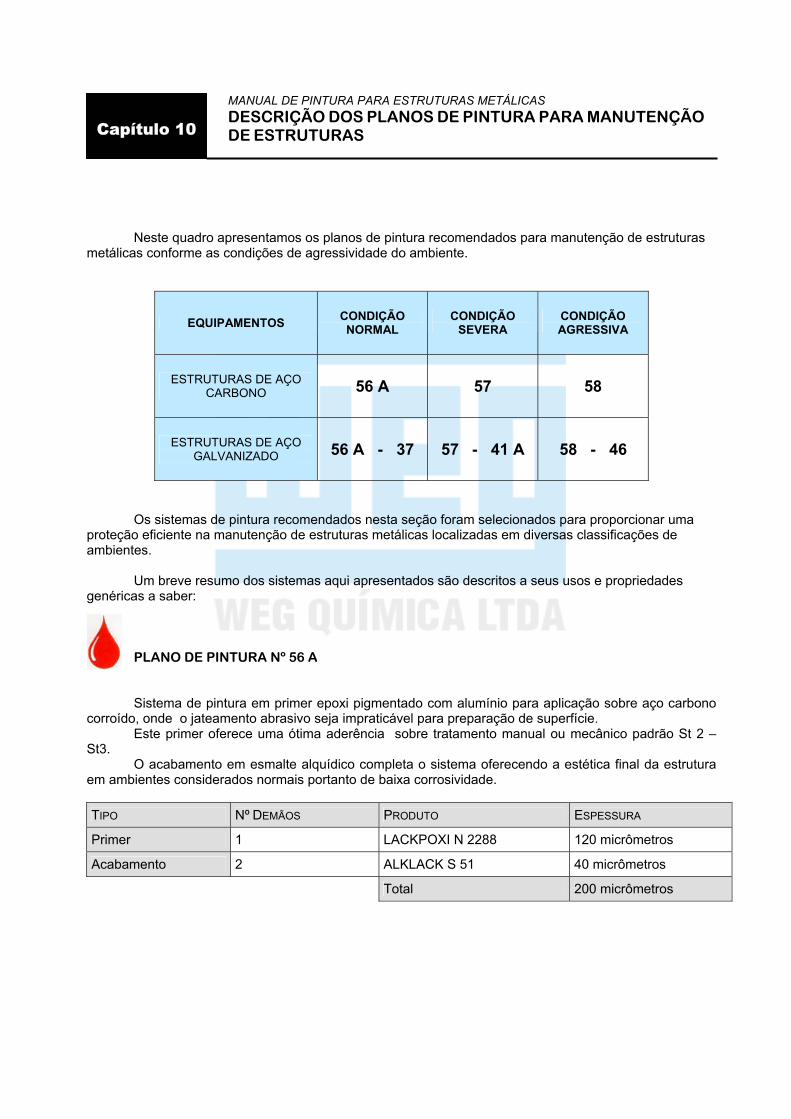
MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS DESCRIÇÃO DOS PLANOS DE PINTURA PARA MANUTENÇÃO
Capít
Nmetálicas
Oproteçãoambiente
Ugenérica
P
Scorroído,
ESt3.
Oem ambi TIPO
Primer
Acabam
ulo 10
DE ESTRUTURASeste quadro apresentamos os planos de pintura recomendados para manutenção de estruturas conforme as condições de agressividade do ambiente.
EQUIPAMENTOS CONDIÇÃO NORMAL
CONDIÇÃO SEVERA
CONDIÇÃO AGRESSIVA
ESTRUTURAS DE AÇO CARBONO 56 A 57 58
ESTRUTURAS DE AÇO GALVANIZADO 56 A - 37 57 - 41 A 58 - 46
s sistemas de pintura recomendados nesta seção foram selecionados para proporcionar uma eficiente na manutenção de estruturas metálicas localizadas em diversas classificações de s.
m breve resumo dos sistemas aqui apresentados são descritos a seus usos e propriedades s a saber:
LANO DE PINTURA Nº 56 A
istema de pintura em primer epoxi pigmentado com alumínio para aplicação sobre aço carbono onde o jateamento abrasivo seja impraticável para preparação de superfície. ste primer oferece uma ótima aderência sobre tratamento manual ou mecânico padrão St 2 –
acabamento em esmalte alquídico completa o sistema oferecendo a estética final da estrutura entes considerados normais portanto de baixa corrosividade.
Nº DEMÃOS PRODUTO ESPESSURA
1 LACKPOXI N 2288 120 micrômetros
ento 2 ALKLACK S 51 40 micrômetros
Total 200 micrômetros
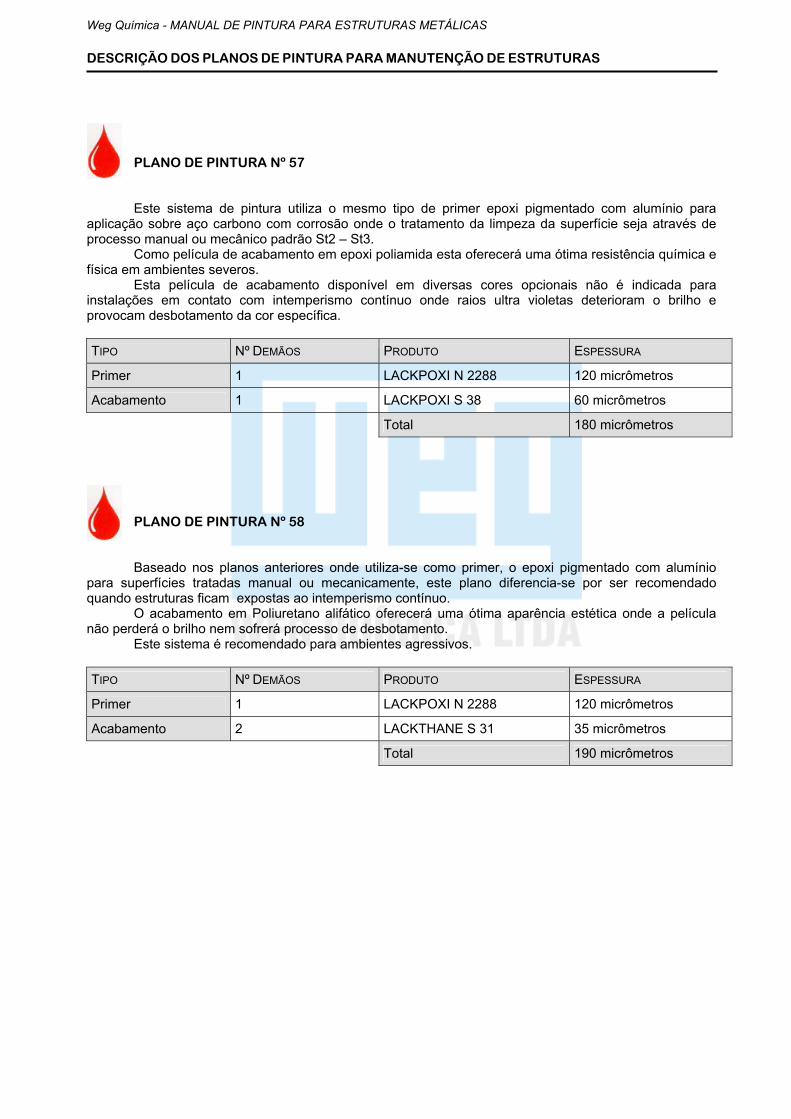
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS DESCRIÇÃO DOS PLANOS DE PINTURA PARA MANUTENÇÃO DE ESTRUTURAS
PLANO DE PINTURA Nº 57
Este sistema de pintura utiliza o mesmo tipo de primer epoxi pigmentado com alumínio para aplicação sobre aço carbono com corrosão onde o tratamento da limpeza da superfície seja através de processo manual ou mecânico padrão St2 – St3.
Como película de acabamento em epoxi poliamida esta oferecerá uma ótima resistência química e física em ambientes severos.
Esta película de acabamento disponível em diversas cores opcionais não é indicada para instalações em contato com intemperismo contínuo onde raios ultra violetas deterioram o brilho e provocam desbotamento da cor específica. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI N 2288 120 micrômetros
Acabamento 1 LACKPOXI S 38 60 micrômetros
Total 180 micrômetros
PLANO DE PINTURA Nº 58
Baseado nos planos anteriores onde utiliza-se como primer, o epoxi pigmentado com alumínio para superfícies tratadas manual ou mecanicamente, este plano diferencia-se por ser recomendado quando estruturas ficam expostas ao intemperismo contínuo.
O acabamento em Poliuretano alifático oferecerá uma ótima aparência estética onde a película não perderá o brilho nem sofrerá processo de desbotamento.
Este sistema é recomendado para ambientes agressivos. TIPO Nº DEMÃOS PRODUTO ESPESSURA
Primer 1 LACKPOXI N 2288 120 micrômetros
Acabamento 2 LACKTHANE S 31 35 micrômetros
Total 190 micrômetros

MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
ulo 11
BOLETINS TÉCNICOSBoletins técnicos
Alklack 17 primer Alklack 18 primer
Lackthane S 31 acabamento Lackthane S 38 acabamento
Lackpoxi 35 primer Lackpoxi 37 primer
Lackpoxi S 38 acabamento Lackpoxi S 39 acabamento
Lackpoxi 42 Lackpoxi S 44 acabamento Lackpoxi 46 intermediário
Lackpoxi S 48 primer / acabamento Alklack S 51 acabamento
Silicato inorgânico de zinco N 1661

WEG QUÍMICA LTDA. TINTAS E VERNIZES
ALKLACK 17 PRIMER
Primer Alquídico de Secagem Rápida com Pigmentação Inibidora Inerte. Para a proteção do aço carbono em máquinas, equipamentos e estruturas metálicas, exposto em ambientes normais e ambientes levemente corrosivos.
BOLETIM TÉCNICO
Cor / Referência Vermelho Óxido 17 E.0001 Cinza 17 E.0002 Preto 17 E.0003 Laranja 17 E.0004 Branco 17 E.0005
Brilho Ultra Fosco Máx. 15% Viscosidade Original 75 ± 5" CF 4
Diluente 300.0004
Peso específico 1,25 gr /cm³ ± 0,15 Sólidos por peso 60 ± 5% Sólidos por Volume 40 ± 5% Espessura seca recomendada 35 µm _________________________________________________
Rendimento teórico por litro 11,4 m² / litro _____________________________________________________ Prazo de validade 6 meses
_______________________________________________________________________ Aplicação Preparação da Superfície
Aplicar sobre superfícies de aço carbono devidamente tratadas por limpeza com solventes ou desengordurantes. Tratamento abrasivo ou fosfatização conforme necessidade

Equipamentos para Aplicação Pistola de caneco Recomendado
Tanque de pressão Recomendado
Airless spray Recomendado
Rolo Não Recomendado
Pincel Apenas para retoque
Imersão Sob consulta
____________________________________________________________________________ Condições p/ Aplicação Temperatura :
Máxima - 40º C Mínima - 10º C Umidade relativa: Máximo: 85%
____________________________________________________________________________ Secagem ao ar (25ºC) Ao toque 30 minutos ASTM D 1640-69 Manuseio 4 horas
Entre demãos- min. 16 horas
máx.48 horas Secagem Acelerada Temperatura máxima 60ºC _____________________________________________________ Solvente p/ limpeza do equipamento 300.0004 _____________________________________________________ Acabamentos recomendado Alklack S50 - S51 ou S52 _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: 17

WEG QUÍMICA LTDA. TINTAS E VERNIZES
ALKLACK 18 PRIMER
Primer Alquídico Alto Desempenho de Secagem Normal com Pigmentação Inibidora a Base de Cromato de Zinco. Oferece uma ótima impermeabilidade e proteção contra corrosão em estruturas metálicas, equipamentos , implementos agrícolas e rodoviários. Indicados para ambientes levemente corrosivos, devido a pigmentação anticorrosiva.
BOLETIM TÉCNICO
Cor / Referência Vermelho Óxido 18 E.0001 Cinza 18E.0002 Verde 18E.0003 Amarelo 18E.0004
________________________________________________________ Brilho Fosco Máx. 20% Viscosidade Original 75 ± 5" CF 4
Diluente 300.0004
Peso específico 1,25 gr /cm³ ± 0,15 Sólidos por peso 60 ± 5% Sólidos por Volume 40 ± 5% Espessura seca recomendada 35 µm ___________________________________________________
Rendimento teórico por litro 11,4 m² / litro ________________________________________________________ Prazo de validade 6 meses
________________________________________________________________________ Aplicação Preparação da Superfície
Aplicar sobre superfícies de aço carbono devidamente tratadas por limpeza com solventes ou desengordurantes. Tratamento abrasivo ou fosfatização conforme necessidade
Equipamentos para Aplicação
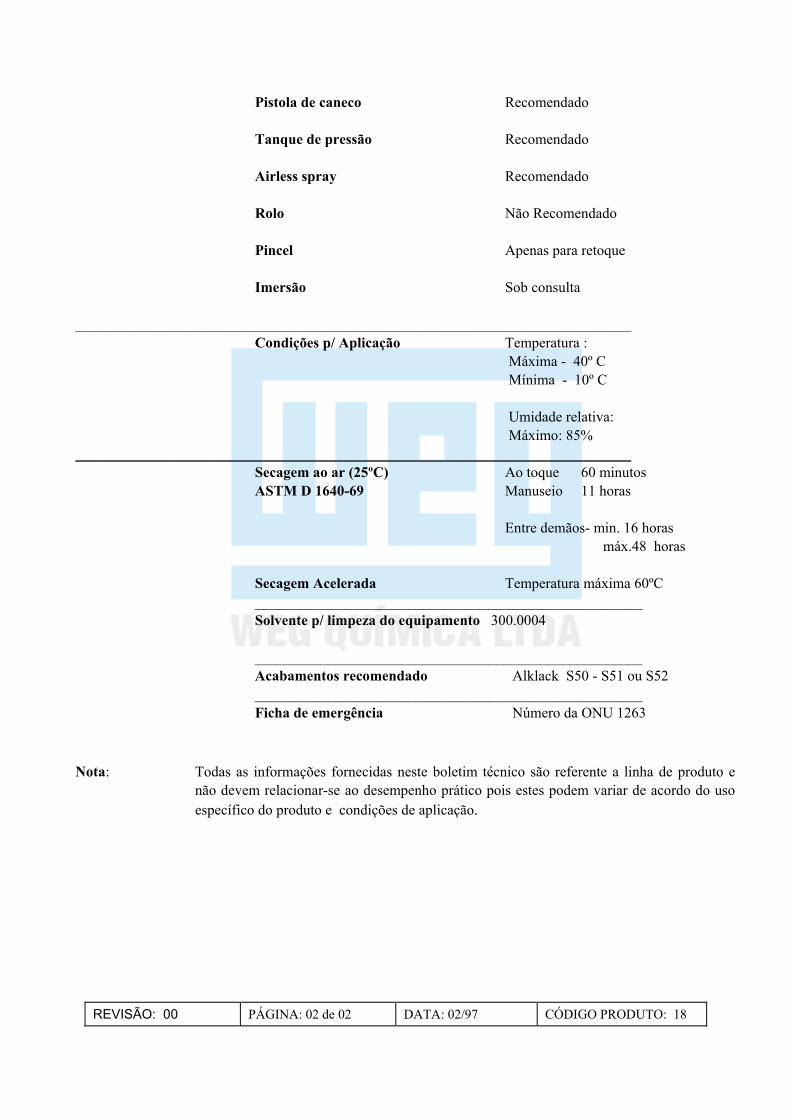
Pistola de caneco Recomendado
Tanque de pressão Recomendado
Airless spray Recomendado
Rolo Não Recomendado
Pincel Apenas para retoque
Imersão Sob consulta
____________________________________________________________________________ Condições p/ Aplicação Temperatura :
Máxima - 40º C Mínima - 10º C Umidade relativa: Máximo: 85%
____________________________________________________________________________ Secagem ao ar (25ºC) Ao toque 60 minutos ASTM D 1640-69 Manuseio 11 horas
Entre demãos- min. 16 horas
máx.48 horas
Secagem Acelerada Temperatura máxima 60ºC _____________________________________________________ Solvente p/ limpeza do equipamento 300.0004
_____________________________________________________ Acabamentos recomendado Alklack S50 - S51 ou S52 _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e
não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: 18

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKTHANE S 31 ACABAMENTO
Acabamento Poliuretano Alifático bi-componente Liso de Secagem Rápida e de Boa Resistência ao Intemperismo. Indicado para pintura de máquinas, equipamentos e estruturas metálicas expostas em ambientes severos.
________________________________________________________________________ BOLETIM TÉCNICO
Cor / Referência Ral - Munsell ou conforme padrão do cliente (sob consulta).
Componente B: 610.0009 Brilho A Brilhante > 80
B Semi Brilho 60 - 80 C Semi Fosco 30 - 60 D Fosco 15 - 30 E Ultra Fosco 0 - 15
Viscosidade Original 25 ± 5" CF4 A + B
Diluente 500.0001
Peso específico 1,10 gr /cm³ ± 0,15 A + B Sólidos por peso 50 ± 5% A + B Sólidos por Volume 37 ± 5% A + B Espessura seca recomendada 35 µm ____________________________________________________
Rendimento teórico por litro 10,6 m² / l
Prazo de validade 12 meses Relação de Mistura (galão Componente A: 2,400 litros (2 partes)
Componente B: 1,200 litros (1 parte).
Pot Life 5 horas a 25°C
Aplicação Preparação da Superfície

Aplicar sobre superfícies com Primer específico devidamente tratado, limpo e seco, obedecendo o intervalo mínimo e máximo entre demãos.
__________________________________________________________________________ Equipamentos para Aplicação Pistola de caneco Recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não Recomendado Pincel Apenas para retoque Imersão Não recomendado Flooding Sob consulta
____________________________________________________________________________ Condições p/ Aplicação Temperatura :
Máxima - 40º C Mínima - 10º C Umidade relativa: Máximo: 85%
____________________________________________________________________________ Secagem ao ar (25ºC) Ao toque 2 horas ASTM D 1640-69 Manuseio 14 horas
Entre demãos- min. 16 horas
Máx. 24 horas
Secagem Acelerada Temperatura máxima 60ºC
Obs.: Nas versões semi brilhante e fosco a secagem ao ar é mais rápida _____________________________________________________ Solvente p/ limpeza do equipamento 500.0001 _____________________________________________________ Primer recomendado Lackpoxi ou Lackthane _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e
não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: S31

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKTHANE S 34 ACABAMENTO
Poliuretano Alifático de Alta Espessura Bi-Componente. Indicado para intemperismo em ambientes severos como industrias químicas, papel e celulose, etc. onde o fator estético e proteção sejam importantes.
_________________________________________________________________BOLETIM TÉCNICO
Cor / Referência Ral - Munsell ou conforme padrão do cliente (sob consulta).
Brilho A Brilhante > 80
B Semi Brilho 60 - 80 Componente B : 34Z.9000
Viscosidade Original 100 ± 10 KU A + B _____
Diluente 500.0003 ______
Peso específico 1,40 gr /cm³ ± 0,15 A + B Sólidos por peso 70 ± 5% A + B Sólidos por Volume 52 ± 5% A + B Espessura seca recomendada 75 µm ___________________________________________________
Rendimento teórico por litro 7,0 m² / litro A + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Componente A: 3,080 litros (6
partes) Componente B: 0,520 litros (1 parte).
Pot Life 4 horas a 25°C
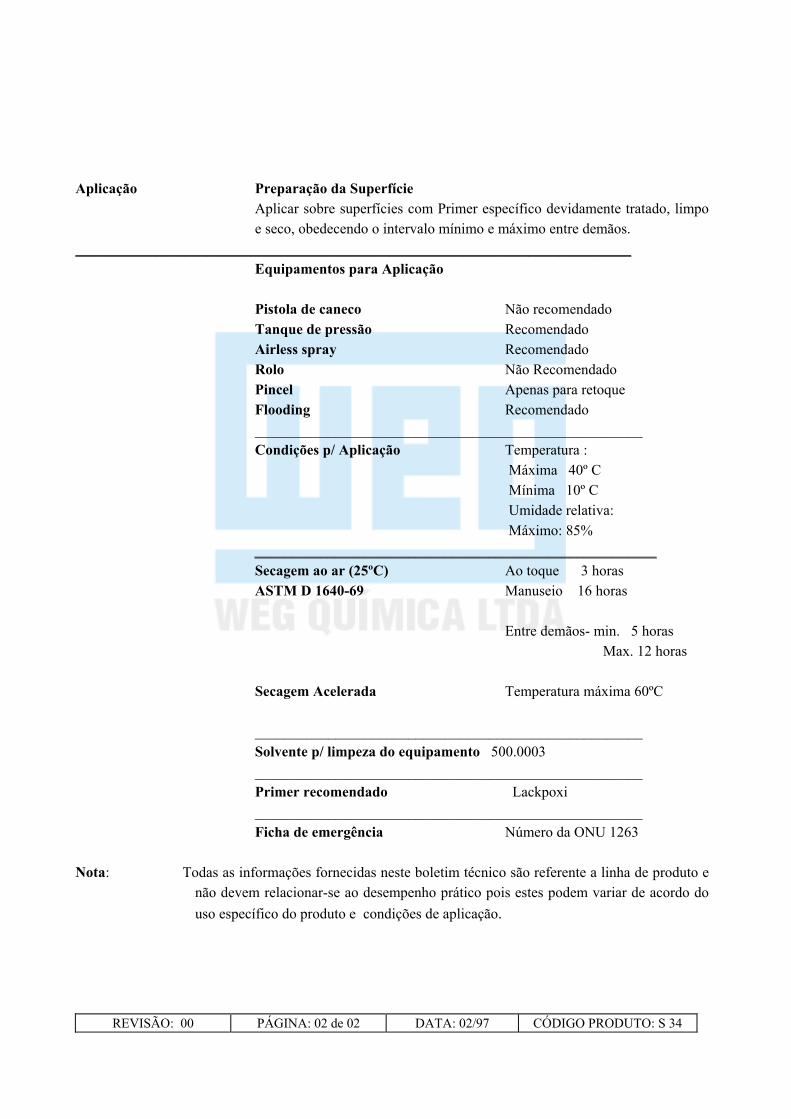
Aplicação Preparação da Superfície
Aplicar sobre superfícies com Primer específico devidamente tratado, limpo e seco, obedecendo o intervalo mínimo e máximo entre demãos.
____________________________________________________________________________ Equipamentos para Aplicação Pistola de caneco Não recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não Recomendado Pincel Apenas para retoque Flooding Recomendado _____________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
_______________________________________________________ Secagem ao ar (25ºC) Ao toque 3 horas ASTM D 1640-69 Manuseio 16 horas
Entre demãos- min. 5 horas
Max. 12 horas
Secagem Acelerada Temperatura máxima 60ºC
_____________________________________________________ Solvente p/ limpeza do equipamento 500.0003 _____________________________________________________ Primer recomendado Lackpoxi _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: S 34

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI 35 PRIMER
Primer Epoxi Isocianato de baixa espessura para aderência em superfícies de aço galvanizado, alumínio, chumbo, cobre, latão e fibra de vidro. Pode receber diversos tipos de acabamento.
_____________________________________________________________________ BOLETIM TÉCNICO
Cor / Referência Vermelho óxido 35E.0001 Cinza 35E.0002 Preto 35E.0003 Amarelo 35E.0004 Componente B : 35Z.9000
______________________________________________________ Brilho Ultra Fosco Viscosidade Original 20 ± 2" CF 4 A + B Diluente 700.0005, caso seja necessário. produto
pronto para uso. __
Peso específico 1,10 gr /cm³ ± 0,15 A + B Sólidos por peso 37 ± 5% A + B Sólidos por Volume 20 ± 5% A + B Espessura seca recomendada 25µm ___________________________________________________
Rendimento teórico por litro 8 ² / litro mA + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Componente A: 3,500 litros (35 partes)
Componente B:0,100 litro (1 parte).
Pot Life 8 horas a 25°C

Aplicação Preparação da Superfície Aplicar sobre superfícies de aço carbono devidamente tratadas por limpeza com solventes ou desengordurantes Tratamento abrasivo ou fosfatização conforme necessidade. ________________________________________________________ Equipamentos para Aplicação Pistola de caneco Recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não recomendado Pincel Apenas para retoque Imersão Não recomendado ________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
________________________________________________________ Secagem ao ar (25ºC) Ao toque 20 minutos
Manuseio 2 horas
Entre demãos- min. 8 horas máx. 30 dias
Secagem Acelerada Temperatura máxima 60ºC ________________________________________________________ Solvente p/ limpeza do equipamento 700.0005 ______________________________________________________ Acabamentos recomendado Lackthane, Lackpoxi, Alklack e
outros sob consulta. _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 01 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: 35

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI 37 PRIMER
Primer Epoxi Amida Convencional. Utilizado na pintura de máquinas e equipamentos, estruturas metálicas em ambientes de média agressividade.
________________________________________________________________________ BOLETIM TÉCNICO
Cor / Referência Vermelho óxido 37E.0001 Cinza 37E.0002 Amarelo 37E.0003 Componente B : 610.0003
________________________________________________________ Brilho Ultra Fosco Máx. 15% Viscosidade Original 75 ± 5" CF 4 A + B Diluente 700.0002 ______
Peso específico 1,20 gr /cm³ ± 0,15 A + B Sólidos por peso 63 ± 5% A + B Sólidos por Volume 50 ± 5% A + B Espessura seca recomendada 50 µm ___________________________________________________
Rendimento teórico por litro 10 m² / l A + B ________________________________________________________ Prazo de validade 6 meses Relação de Mistura (galão) Componente A: 2,400 litros (2 partes).
Componente B: 1,200 litros (1 partes).
Pot Life 8 horas a 25°C

Aplicação Preparação da Superfície Aplicar sobre superfíciies de aço carbono devidamente tratadas por limpeza com solventes ou desengordurantes Tratamento abrasivo ou fosfatização conforme necessidade. Equipamentos para Aplicação Pistola de caneco Recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não recomendado Pincel Apenas para retoque Imersão Sob Consulta Flooding Sob Consulta ___________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
___________________________________________________________ Secagem ao ar (25ºC) Ao toque 2 horas
Manuseio 10 horas
Entre demãos- min. 12horas máx. 24 horas
Secagem Acelerada Temperatura máxima 60ºC ______________________________________________________ Solvente p/ limpeza do equipamento 700.0002 ______________________________________________________ Acabamentos recomendado Lackthane, Lackpoxi ou Alklack _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não
devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: 37

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI S 38 ACABAMENTO
Acabamento Epoxi Poliamida Convencional. Utilizado na pintura de máquinas e equipamentos, estruturas metálicas em ambientes de média agressividade.
____________________________________________________________________ BOLETIM TÉCNICO
Cor / Referência Ral - Munsell ou conforme padrão do cliente (sob consulta).
Componente B : 610.0007 Brilho A Brilhante > 80 %
B Semi Brilho 60 - 80% C Semi Fosco 30 - 60% D Fosco 15 - 30% E Ultra Fosco 0 - 15%
Viscosidade Original 50 ± 5" CF 4 A + B Diluente 700.0002 _____ Peso específico 1,10 gr /cm³ ± 0,15 A + B Sólidos por peso 58 ± 5% A + B Sólidos por Volume 47 ± 5% A + B Espessura seca recomendada 50 µm ___________________________________________________
Rendimento teórico por litro 9,4 m² / l A + B ____________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Componente A: 2,400 litros (2
partes) Componente B: 1,200 litros (1 parte).
Pot Life 8 horas a 25°C
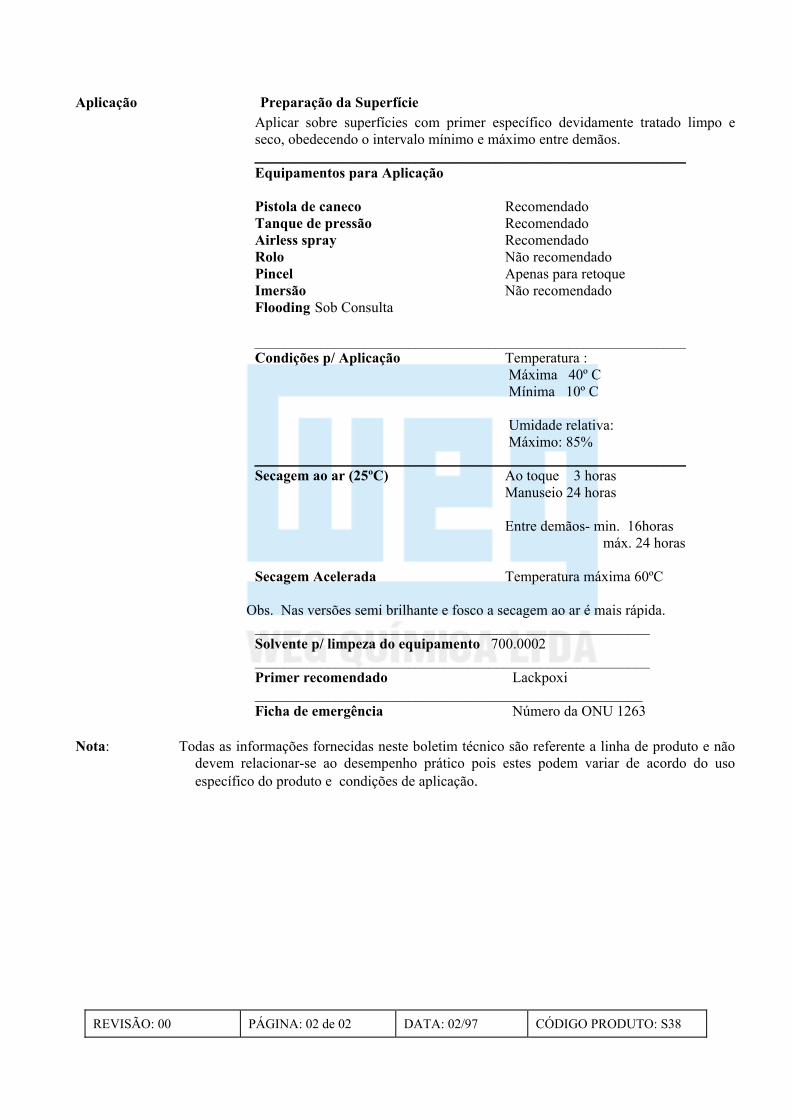
Aplicação Preparação da Superfície Aplicar sobre superfícies com primer específico devidamente tratado limpo e seco, obedecendo o intervalo mínimo e máximo entre demãos. ___________________________________________________________ Equipamentos para Aplicação Pistola de caneco Recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não recomendado Pincel Apenas para retoque Imersão Não recomendado Flooding Sob Consulta ___________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
___________________________________________________________ Secagem ao ar (25ºC) Ao toque 3 horas
Manuseio 24 horas
Entre demãos- min. 16horas máx. 24 horas
Secagem Acelerada Temperatura máxima 60ºC
Obs. Nas versões semi brilhante e fosco a secagem ao ar é mais rápida.
______________________________________________________ Solvente p/ limpeza do equipamento 700.0002 ______________________________________________________ Primer recomendado Lackpoxi _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não
devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: S38

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI S 39 ACABAMENTO
Acabamento Epoxi Alcatrão de Hulha em Alta Espessura. Recomendado para equipamentos expostos a altíssima umidade, inclusive imersão. Revestimentos internos de tanques de água não potável, salmoura. Tratamento de esgotos em Industrias Químicas, papel e celulose e estações de tratamento de efluentes.
___________________________________________________________________ BOLETIM TÉCNICO
Cor/ Referência Preto 39D.0001 Marrom 39D.0002 Componente B : 39D.9000
Brilho Fosco 15 - 30% Viscosidade Original 130 ± 10 KU A + B Diluente 700.0007 Peso específico 1,45 gr /cm³ ± 0,15 A + B Sólidos por peso 84 ± 2% A + B Sólidos por Volume 75 ± 2% A + B Espessura seca recomendada 150 µm ___________________________________________________ Rendimento teórico por litro 5 m² / litro A + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura( galão) Componente A: 3,600 litros (1 parte)
Componente B: 3,600 litros (1 parte).
Pot Life 6 horas a 25°C
Aplicação Preparação da Superfície

Aplicar sobre superfícies com primer específico devidamente tratado limpo e seco, obedecendo o intervalo mínimo e máximo entre demãos.
______________________________________________________________________________ Equipamentos para Aplicação
Pistola de caneco Não recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não recomendado ( para pintura interna de tanques) Pincel Apenas para retoque Imersão Não recomendado _________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
_________________________________________________________ Secagem ao ar (25ºC) Ao toque 12 horas
Manuseio 48 horas
Entre demãos- min. 12horas máx. 24horas
Secagem Acelerada Temperatura máxima 60ºC
_________________________________________________________ Solvente p/ limpeza do equipamento 700.0007 _________________________________________________________ Primer recomendado Lackpoxi _________________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não
devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: S39

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI 40 PRIMER
Primer Epoxi Poliamina de Alta Resistência e Alta Espessura.Indicado para equipamentos expostos em ambientes de alta agressividade química utilizado na pintura interna de tanques sob recomendação específica para cada situação.
___________________________________________________________________ BOLETIM TÉCNICO
Cor / Referência Vermelho óxido 40C.0001 Componente B : 40C.9000
Brilho Semi Fosco 30 -60%
Viscosidade Original 90 ± 10 KU A + B ______ _____ Diluente 700.0005 _____ ___ ___ Peso específico 1,3 gr /cm³ ± 0,15 A + B Sólidos por peso 78 ± 2% A + B Sólidos por Volume 64 ± 2% A + B Espessura seca recomendada 125 µm ___________________________________________________
Rendimento teórico por litro 5,12 m² / litro A + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Componente A: 2,880 litros (4
partes) Componente B: 0,720 litros (1 parte).
Pot Life 8 horas a 25°C
Aplicação Preparação da Superfície
Aplicar sobre superfícies de aço carbono devidamente tratadas por limpeza

com solventes seguido de tratamento abrasivo Sa 2 ½. Equipamentos para Aplicação Pistola de caneco Não recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não recomendado para pinturas interna de tanques. Pincel Apenas para retoque Imersão Não recomendado
____________________________________________________________________________ Condições p/ Aplicação Temperatura :
Máxima - 40º C Mínima - 10º C Umidade relativa: Máximo: 85%
____________________________________________________________________________ Secagem ao ar (25ºC) Manuseio 6 horas
Entre demãos- min. 12 horas
máx.24 horas
Secagem Acelerada Temperatura máxima 60ºC ______________________________________________________ Solvente p/ limpeza do equipamento 700.0005 _____________________________________________________ Acabamento recomendado Lackpoxi S 41 _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: 40
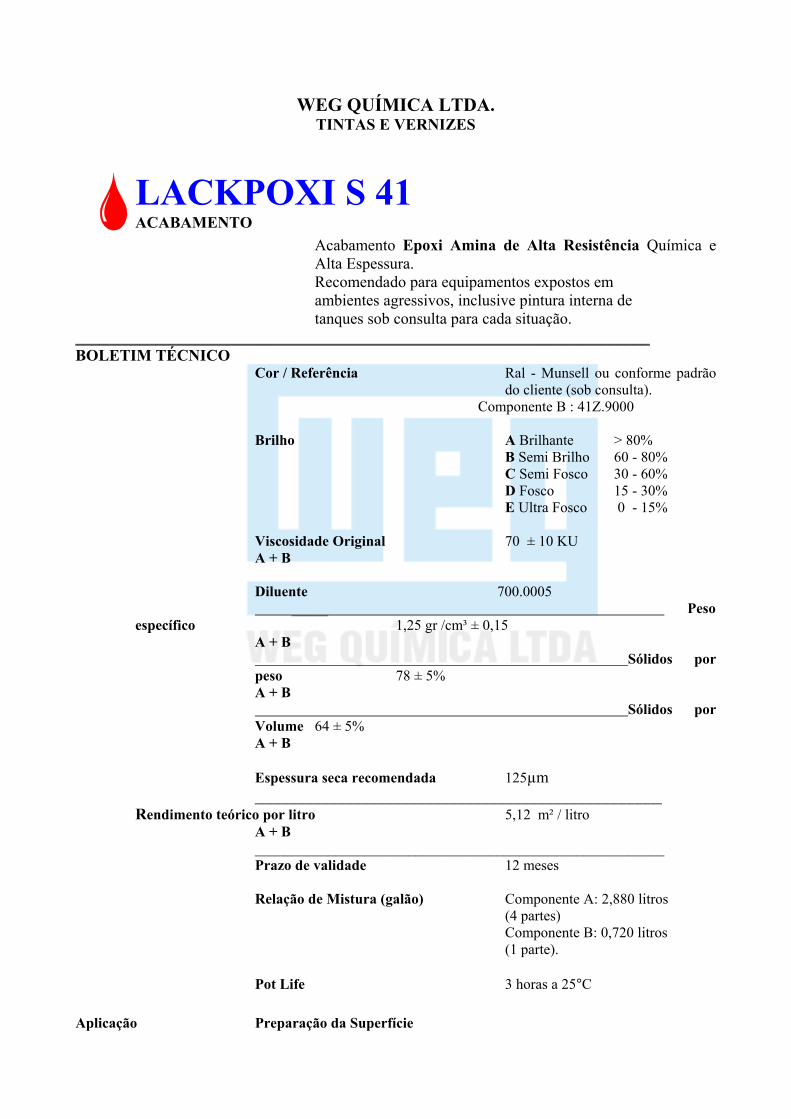
WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI S 41 ACABAMENTO
Acabamento Epoxi Amina de Alta Resistência Química e Alta Espessura. Recomendado para equipamentos expostos em ambientes agressivos, inclusive pintura interna de tanques sob consulta para cada situação.
________________________________________________________________________ BOLETIM TÉCNICO
Cor / Referência Ral - Munsell ou conforme padrão do cliente (sob consulta).
Componente B : 41Z.9000 Brilho A Brilhante > 80%
B Semi Brilho 60 - 80% C Semi Fosco 30 - 60% D Fosco 15 - 30% E Ultra Fosco 0 - 15%
Viscosidade Original 70 ± 10 KU A + B Diluente 700.0005 _____ Peso
específico 1,25 gr /cm³ ± 0,15 A + B Sólidos por peso 78 ± 5% A + B Sólidos por Volume 64 ± 5% A + B Espessura seca recomendada 125µm ___________________________________________________
Rendimento teórico por litro 5,12 m² / litro A + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Componente A: 2,880 litros (4 partes)
Componente B: 0,720 litros (1 parte).
Pot Life 3 horas a 25°C
Aplicação Preparação da Superfície

Aplicar sobre superfícies com Primer específico devidamente tratado limpo e seco, obedecendo o intervalo mínimo e máximo entre demãos. _______________________________________________________ Equipamentos para Aplicação Pistola de caneco Não recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não recomendado (para pintura interna de tanques) Pincel Apenas para retoque Imersão Não recomendado
______________________________________________________ Condições p/ Aplicação Temperatura :
Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
_______________________________________________________ Secagem ao ar (25ºC) Manuseio 8 horas
Entre demãos- min. 12 horas máx. 24 horas
Secagem Acelerada Temperatura máxima 60ºC ______________________________________________________ Solvente p/ limpeza do equipamento 700.0005 ______________________________________________________ Primer recomendado Lackpoxi 40 _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 06/97 CÓDIGO PRODUTO: S 41

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI 42 PRIMER
Primer Epoxi Poliamida de Alta Espessura de Boa Flexibilidade e Dureza com secagem rápida . Produto isento de chumbo, com alta aderência e fácil relação de mistura . Amplamente utilizado em máquinas e equipamentos e estruturas metálicas novos em ambientes úmidos.
_______________________________________________________________________ BOLETIM TÉCNICO
Cor / Referência Vermelho óxido 42E.0001 Cinza 42E.0002 Componente B :42E.9000 Brilho Ultra Fosco Máximo 15%
Viscosidade Original 100 ± 10 KU A + B ______ _____ Diluente 700.0005 _____
Peso específico 1,45 gr /cm³ ± 0,15 A + B Sólidos por peso 70 ± 2% A + B Sólidos por Volume 50 ± 2% A + B Espessura seca recomendada 125 µm ____________________________________________________ Rendimento teórico por litro 4,0 m² / litro A + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Componente A:3,600 litros (1 parte)
Componente B:3,600 litros (1 parte).
Pot Life 8 horas a 25°C
Aplicação Preparação da Superfície
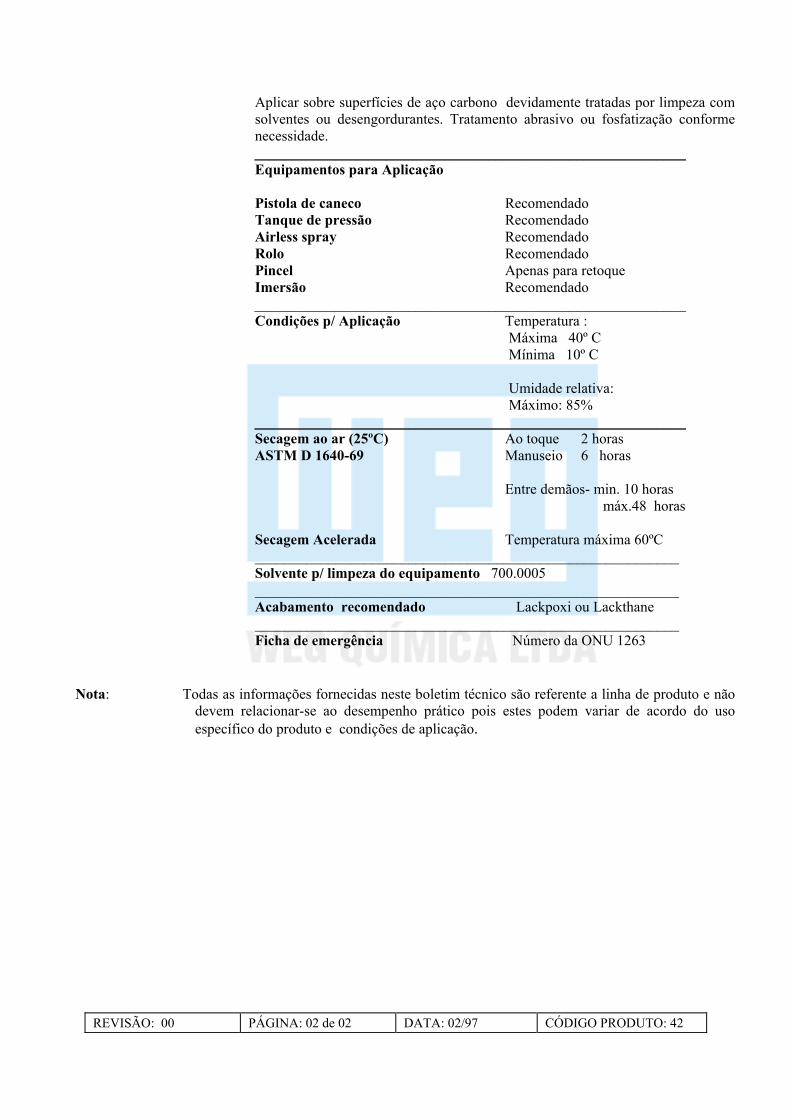
Aplicar sobre superfícies de aço carbono devidamente tratadas por limpeza com solventes ou desengordurantes. Tratamento abrasivo ou fosfatização conforme necessidade. ___________________________________________________________ Equipamentos para Aplicação Pistola de caneco Recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Recomendado Pincel Apenas para retoque Imersão Recomendado ___________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
___________________________________________________________ Secagem ao ar (25ºC) Ao toque 2 horas ASTM D 1640-69 Manuseio 6 horas
Entre demãos- min. 10 horas
máx.48 horas
Secagem Acelerada Temperatura máxima 60ºC __________________________________________________________ Solvente p/ limpeza do equipamento 700.0005 __________________________________________________________ Acabamento recomendado Lackpoxi ou Lackthane __________________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não
devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: 42
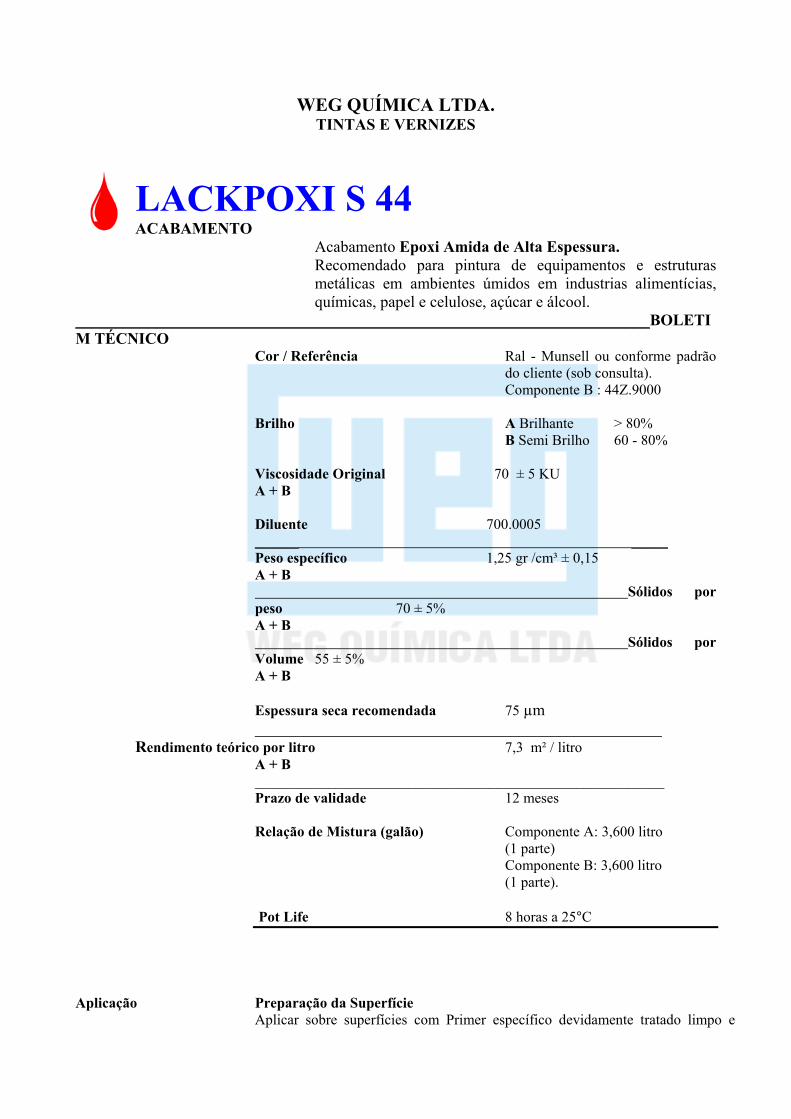
WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI S 44 ACABAMENTO
Acabamento Epoxi Amida de Alta Espessura. Recomendado para pintura de equipamentos e estruturas metálicas em ambientes úmidos em industrias alimentícias, químicas, papel e celulose, açúcar e álcool.
________________________________________________________________________BOLETIM TÉCNICO
Cor / Referência Ral - Munsell ou conforme padrão do cliente (sob consulta).
Componente B : 44Z.9000 Brilho A Brilhante > 80%
B Semi Brilho 60 - 80% Viscosidade Original 70 ± 5 KU A + B Diluente 700.0005 ______ _____ Peso específico 1,25 gr /cm³ ± 0,15 A + B Sólidos por peso 70 ± 5% A + B Sólidos por Volume 55 ± 5% A + B Espessura seca recomendada 75 µm ___________________________________________________
Rendimento teórico por litro 7,3 m² / litro A + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Componente A: 3,600 litro (1 parte)
Componente B: 3,600 litro (1 parte).
Pot Life 8 horas a 25°C
Aplicação Preparação da Superfície
Aplicar sobre superfícies com Primer específico devidamente tratado limpo e
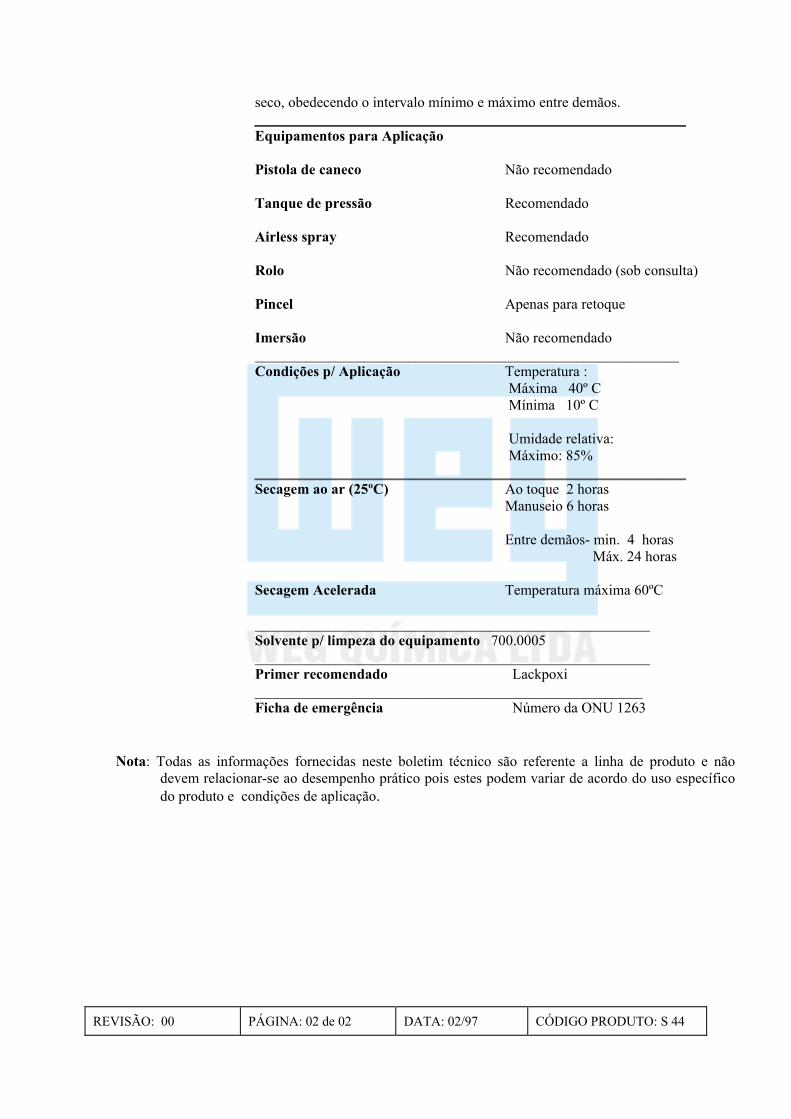
seco, obedecendo o intervalo mínimo e máximo entre demãos. ___________________________________________________________ Equipamentos para Aplicação Pistola de caneco Não recomendado
Tanque de pressão Recomendado
Airless spray Recomendado
Rolo Não recomendado (sob consulta)
Pincel Apenas para retoque
Imersão Não recomendado __________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
___________________________________________________________ Secagem ao ar (25ºC) Ao toque 2 horas
Manuseio 6 horas
Entre demãos- min. 4 horas Máx. 24 horas
Secagem Acelerada Temperatura máxima 60ºC
______________________________________________________ Solvente p/ limpeza do equipamento 700.0005 ______________________________________________________ Primer recomendado Lackpoxi _____________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: S 44

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI 46 INTERMEDIÁRIO
Intermediário Epoxi Poliamida Atóxico de Alta espessura para sistema de pintura interna de tanques de água potável e outros produtos alimentícios sob consulta. Atende a Norma Americana 175.300 (Food and Drug Administration Regulation) Pode ser utilizado sobre etil silicatos inorgânicos de zinco.
________________________________________________________________________ BOLETIM TÉCNICO
Cor / Referência Branco 46E.0001 Cinza 46E.0002 Azul Oceano 46E.0003 Componente B : 46E.9000
Brilho Fosco Máximo 30% Viscosidade Original 100 ± 10 KU A + B ____ _____ Diluente 700.0005 _ _____ Peso específico 1,60 gr /cm³ ± 0,15 A + B Sólidos por peso 80 ± 3% A + B Sólidos por Volume 62 ± 3% A + B Espessura seca recomendada 125 µm ___________________________________________________
Rendimento teórico por litro 4,96 m² / litro A + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Componente A: 3,600 litros (1 partes)
Componente B: 3,600 litros (1 parte).
Pot Life 6 horas a 25°C
Aplicação Preparação da Superfície

Aplicar sobre superfícies com primer específico, devidamente tratado, limpo e seco, obedecendo o intervalo mínimo e máximo entre demãos. ________________________________________________________ Equipamentos para Aplicação Pistola de caneco Não recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não Recomendado Pincel Apenas para retoque Imersão Não recomendado ________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
________________________________________________________ Secagem ao ar (25ºC) Ao toque 2 horas ASTM D 1640-69 Manuseio 6 horas
Entre demãos- min. 8 horas
máx.16 horas
Secagem Acelerada Temperatura máxima 60ºC ________________________________________________________ Solvente p/ limpeza do equipamento 700.0005 ________________________________________________________ Primer recomendado Lackpoxi 45 ou Etil Silicato
de Zinco N 1661 ________________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não
devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: 46

WEG QUÍMICA LTDA. TINTAS E VERNIZES
LACKPOXI S 48 PRIMER / ACABAMENTO
Revestimento epoxi aplicável em uma única demão em alta espessura, contendo pigmentos anticorrosivos com secagem rápida. Recomendado em estruturas metálicas e equipamentos industriais novos ou manutenção. Produto de baixo teor de solventes, portanto alto teor de sólidos por volume.
BOLETIM TÉCNICO Cor / Referência Vermelho Óxido = 48C.0001 Ral - Munsell ou conforme padrão
do cliente (sob consulta). Componente B : 48Z.9000 ________________________________________________________ Brilho C Semi - Brilho 50 ± 10%
___________________ Viscosidade Original 110 ± 10 KU A + B Diluente 700.0005
Peso específico 1,50 gr /cm³ ± 0,20 A + B Sólidos por peso 87 ± 5% A + B Sólidos por Volume 80 ± 5% A + B Espessura seca recomendada 120 – 200 µm ___________________________________________________
Rendimento teórico por litro 6,7 m² / l A + B ________________________________________________________ Prazo de validade 12 meses Relação de Mistura (galão) Comp. A: 3,600 litros (1 parte)
Comp. B: 3,600 litros (1 parte). Pot Life 4 horas a 25°C

Aplicação Preparação da Superfície Aplicar sobre superfícies com Primer específico devidamente tratado limpo e seco, obedecendo o intervalo mínimo e máximo entre demãos ou diretamente sobre aço carbono jateado padrão Sa 2 ½ ou aço desengraxado ___________________________________________________________ Equipamentos para Aplicação Pistola de caneco Recomendado Tanque de pressão Recomendado Airless spray Recomendado Rolo Não recomendado Pincel Apenas para retoque Imersão Não recomendado ___________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
___________________________________________________________ Secagem ao ar (25ºC) Ao toque 6 horas
Manuseio 12 horas
Entre demãos- min. 6 horas máx.16 horas
Secagem Acelerada Temperatura máxima 60ºC
__________________________________________________________ Solvente p/ limpeza do equipamento 700.0005 __________________________________________________________ Primer recomendado Lackpoxi (quando necessário) ______________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e
não devem relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 02/97 CÓDIGO PRODUTO: S 48

WEG QUÍMICA LTDA. TINTAS E VERNIZES
ALKLACK S 51 ACABAMENTO
Esmalte Alquídico Alto Desempenho de Secagem ao Ar de Ótima cobertura e retenção de cor Amplamente utilizado na pintura de estruturas metálicas, implementos agrícolas e rodoviários.
___________________________________________________________________ BOLETIM TÉCNICO.
Cor Ral Munsell ou conforme padrão WEG ou do cliente (sob consulta)..
Brilho A Brilhante > 80
B Semi Brilho 60 - 80 C Semi Fosco 30 - 60 D Fosco 15 - 30 E Ultra Fosco 0 - 15
Viscosidade Original 75 ± 5" CF 4 _ ____ Diluente 300.0004 __ _____ Peso específico 1,10 gr /cm³ ± 0,15 Sólidos por peso 55 ± 5% Sólidos por Volume 40 ± 5% Espessura seca recomendada 35 µm ___________________________________________________
Rendimento teórico por litro 11,4m² / litro ________________________________________________________ Prazo de validade 12 meses
Aplicação Preparação da Superfície Aplicar sobre Primer específico devidamente tratado, limpo e seco, obedecendo o intervalo mínimo e máximo entre demãos. Equipamentos para Aplicação

Pistola de caneco Recomendado Pistola Eletrostática Sob consulta Tanque de pressão Recomendado Airless spray Recomendado Rolo Não Recomendado Pincel Apenas para retoque Imersão Sob consulta ________________________________________________________
Condições p/ Aplicação Temperatura : Máxima 40º C Mínima 10º C Umidade relativa: Máximo: 85%
________________________________________________________ Secagem ao ar (25ºC) Ao toque 3 horas ASTM D 1640-69 Manuseio 24 horas
Entre demãos- min. 16 horas
máx.48 horas Secagem Acelerada Temperatura máxima 60ºC ________________________________________________________ Solvente p/ limpeza do equipamento 300.0004 ________________________________________________________ Primer recomendado Alklack ________________________________________________________ Ficha de emergência Número da ONU 1263
Nota: Todas as informações fornecidas neste boletim técnico são referente a linha de produto e não devem
relacionar-se ao desempenho prático pois estes podem variar de acordo do uso específico do produto e condições de aplicação.
REVISÃO: 00 PÁGINA: 02 de 02 DATA: 06/97 CÓDIGO PRODUTO: S 51

WEG QUÍMICA LTDA. TINTAS E VERNIZES
SILICATO INORGÂNICO DE ZINCO N 1661 CÓDIGO COMP. A: 401.0002 COMP. B: 401.9002 DESCRIÇÃO ESPECÍFICA: Tinta de Etil Silicato Inorgânico de Zinco Bi-componente. COR: Cinza ASPECTO: Fosco. CARACTERÍSTICAS GERAIS: Atende a Norma Petrobrás N 1661, oferecendo proteção anticorrosiva galvânica ao aço carbono. Insolúvel em água após 20 minutos de sua aplicação. PRINCIPAIS APLICAÇÕES OU CAMPOS DE ATUAÇÃO: Como Primer anticorrosivo para proteção de estruturas, chapas, pontes, containers, guindastes portuários, pintura interna de tanques de solventes sob orientação. Amplamente utilizado na Industria Off Shore e naval, assim como plataformas marítimas. RESISTÊNCIA A TEMPERATURA: Contínua 400ºC
Descontínua 450ºC SUBSTRATOS: Aço Carbono jateado PREPARAÇÃO DA SUPERFÍCIE: Serviços de Imersão jateamento abrasivo ao metal branco Padrão Sa 3. Em serviços de não Imersão jateamento abrasivo ao metal quase branco Padrão Sa 2 ½ ACABAMENTOS RECOMENDADOS: Poderá receber acabamentos a base de Epoxi, Vinílicos, Borracha clorada conforme orientação. Nunca aplicar produtos alquídicos diretamente sobre o produto sem película intermediária especificada. SÓLIDOS POR PESO: 75% (±2) SÓLIDOS POR VOLUME: 54% (±2)

ESPESSURA SECA RECOMENDADA POR DEMÃO: 75 Micrômetros ESPESSURA ÚMIDA NECESSÁRIA POR DEMÃO: 138 Micrômetros
RENDIMENTO TEÓRICO POR GALÃO: 25,92m²/Galão na espessura de 75µ. O rendimento apresentado é teórico sem considerar perdas de aplicação. RELAÇÃO DE MISTURA: Componente A: 4,635 kg
Componente B: 3,100 litros PROCEDIMENTO DE MISTURA: Homogeneizar o Componente A adicionando em seguida o
pó de zinco lentamente com agitação contínua. Agitar até total mistura homogênea sem grumos. Após passar a mistura por uma peneira malha 30.
VIDA ÚTIL DA MISTURA: 08 horas a 25ºC.
TEMPO DE INDUÇÃO: 10 Minutos DILUIÇÃO: Diluir no máximo até 25% em volume com o diluidor 400.0001 para Etil Silicato,
quando a temperatura do substrato ou a temperatura ambiente for elevada utilizar o diluidor 400.0002.
CONDIÇÕES DE ARMAZENAMENTO: Manter os produtos sempre bem fechados, e ao abrigo de intempéries numa temperatura não superior a 40ºC. PRAZO DE VALIDADE: 06 meses CONDIÇÕES DE APLICAÇÃO:
CONDIÇÕES
SUPERFÍCIE
AMBIENTE
UMIDADE Normal
25º a 30ºC
18º a 30ºC
50% a 60%
Mínimo
10ºC
10ºC
50%
Máximo
60ºC
45ºC
85%
SECAGEM:
TEMPERATURA
15ºC
25ºC
32ºC
AO MANUSEIO
90 minutos
60 minutos
40 minutos
FINAL
10 dias
07 dias
05 dias
MÉTODO DE APLICAÇÃO: Pistola com tanque de agitação e Airless EQUIPAMENTO PARA APLICAÇÃO:

a) Pulverização Pistola com Tanque de Agitação Devilbiss JGA 5023 - 67 EE Bico de Fluido AV 617 EE Capa de Ar MB 4039 - 67 (com anel) Agulha de Fluido JGA 409 de EE
b) Pulverização Airless:
Bico 31 a 36 mils Angulo do Leque 40º a 60º Pressão do Fluído 210 Kg F/cm² (3.000 p.s.i.)
TRINCHA: Não recomendado ROLO: Não recomendado. DILUENTE PARA LIMPEZA DO EQUIPAMENTO: Utilizar o diluidor para Etil Silicato
400.0001 INTERVALO ENTRE DEMÃOS:
TEMPERATURA
MÍNIMO
MÁXIMO
04ºC
72 Horas
Sem limite
15ºC
48 Horas
Sem limite
25ºC
24 Horas
Sem limite
32ºC
24 Horas
Sem limite
Revisão: 00 Página: 03/03 Data: 01.12.97 Código do Produto: 401.0002

MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
Drespeito
N
sua aplicsua aplicdas duas
N
alternativdas tintas COMPRA
T
dispõemde aplicaprofission
Dqualificaç
Acapacitaçfiscal daqualidad
Otinta, cabPor não tinta e co
• Depdrdtscopc
• C
sced
ulo 12
COMPRA DE TINTAS / CONTRATAÇÃO DA PINTURAiante da necessidade de aplicação de um esquema de pintura, uma decisão importante diz à compra das tintas e à contratação da pintura.
essa etapa, a primeira dificuldade consiste em definir se os serviços de fornecimento das tintas e ação devem ser alocados a uma única empresa, ou se a compra das tintas e a contratação de ação devem ser feitas separadamente. Há vantagens e desvantagens em relação a cada uma alternativas.
o presente capítulo pretende-se analisar as vantagens e desvantagens de cada uma das as anteriores. Além disso, são discutidas as alternativas em termos de medição e pagamento e dos serviços de aplicação.
DAS TINTAS E CONTRATAÇÃO DA APLICAÇÃO FEITA SEPARADAMENTE
al sistemática é freqüentemente adotada por fábrica de produtos seriada, que normalmente de recursos (pessoal e ferramental) para a aplicação das tintas. Nesses casos, como os serviços ção das tintas são feitos de forma continuada, normalmente as fábricas possuem seus próprios ais de pintura (jatistas, pintores e ajudantes) e compram as tintas diretamente dos fabricantes. uas questões básicas quando se opta pela compra da tinta diretamente do fabricante são a sua ão prévia e a especificação da tinta. qualificação do fabricante deve ser feita preliminarmente e basear-se em parâmetros, tais como ão fabril, onde são analisados os recursos materiais e humanos disponíveis, situação jurídico- empresa, engenharia de produto e principalmente, a estrutura existente para controle da e. cliente deve ainda, quando da colocação de cada compra, definir claramente a especificação da endo ao fabricante da mesma fornecê-la com qualidade que atenda às expectativas do cliente.
se dispor de recursos próprios (pessoal e ferramental) para a aplicação, a prática de se comprar a ntratar a aplicação em separado está cada vez mais em desuso, pelos seguintes motivos:
iluição de responsabilidade no que diz respeito à qualidade e ao desempenho do squema de pintura aplicado. No caso de ocorrência de uma falha prematura do esquema de intura, inevitavelmente haverá uma tendência do aplicador alegar que foi devido à má qualidade a tinta, e, ao contrário, o fabricante alegar que a aplicação não obedeceu às suas ecomendações. Tendo em vista que é muito difícil determinar as causas de falhas de esquemas e pintura após sua aplicação, tal prática de compra em separado da contratação da aplicação
em sido evitada. Uma forma de minimizar tal dificuldade, que vem sendo usada pelos clientes impatizantes da compra e da contratação em separado, é a obrigação do fabricante colocar no anteiro de obras um ou mais técnicos de seu corpo de assistência técnica para acompanhar todo processo de aplicação, desde o preparo da superfície, passando pela diluição e pela aplicação ropriamente dita, até a cura das tintas. Tal prática só é aplicável em grandes serviços, pois, caso ontrário, oneraria em demasia o custo da tinta.
onsumo exagerado das tintas. A prática tem revelado que a decisão de comprar a tinta eparadamente da aplicação tem levado a empresa aplicadora a não observar os naturais uidados durante o armazenamento, o manuseio, a diluição e aplicação, o que leva a perdas xageradas de tintas. Podem ser citadas, como exemplos, as questões da diluição e da seleção o método de aplicação. Tintas bi componentes , que3 após a mistura têm tempo curto para
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS COMPRA DE TINTAS / CONTRATAÇÃO DA PINTURA
aplicação, sob risco de endurecimento no recipiente, consequentemente só devem ser diluídas na medida exata da possibilidade de aplicação. Na dúvida, e para evitar que a aplicação seja interrompida por falta de tinta misturada e diluída, o aplicador, quando o fornecimento não é de sua responsabilidade, tende a misturar mais do que o necessário. Na seleção do método de aplicação, sua tendência é também utilizar o método que leva à maior produtividade, o que necessariamente não leva a menores perdas ou maior rendimento das tintas.
• Exige uma atuação mais intensa da fiscalização. O pessoas responsável pela fiscalização dos
trabalhos, grupo representante do cliente, responsável por exigir dos fornecedores dos serviços de aplicação a observância dos parâmetros de prazo, custo e qualidade, necessita de uma atuação mais intensa, no sentido de poder administrar a entrega das tintas ao aplicador dentro dos prazos, quantidades e qualidade exigidas. A administração das eventuais diferentes expectativas do fornecedor da tinta e do pessoal responsável pelos serviços de aplicação apresenta maior grau de dificuldade.
• Exige uma previsão precisa da quantidade de tinta a ser comprada. Como o fornecimento da
tinta é de responsabilidade de outra empresa que não a do aplicador, compete ao cliente estimar a quantidade de tinta a ser entregue ao aplicador, de forma a não haver faltas ou grandes sobras. Tal estimativa não é fácil de ser feita, uma vez que o rendimento prático de uma tinta depende de fatores diversos, que nem sempre são facilmente previsíveis.
Em contrapartida às desvantagens ora citadas, a compra da tinta em separado da contratação da
aplicação tem como maior vantagem permitir um controle mais confiável sobre a qualidade das tintas fornecidas, uma vez que permite uma ação direta do cliente junto ao fabricante.
ALOCAÇÃO DA RESPONSABILIDADE PELO FORNECIMENTO DAS TINTAS E DA APLICAÇÃO COM UMA ÚNICA EMPRESA
Esta prática vem sendo utilizada com maior frequência, em função de apresentar uma série de vantagens em relação à alternativa anteriormente citada de alocar a responsabilidade do fornecimento da tinta e da aplicação com diferentes empresas.
Ao contrário da anterior, é mais utilizada em serviços “não seriados”, como os de montagem de instalações industriais.
As vantagens da sistemática são:
• Concentrar a responsabilidade pelos parâmetros de prazo, custos e qualidade em uma única empresa.
• Maior facilidade na fiscalização dos trabalhos, na medida em que a equipe de fiscalização não precisa preocupar-se com o consumo de tinta e com os eventuais conflitos de interesse entre o fabricante e o aplicador.
• As eventuais sobras de tintas compradas são de responsabilidade do aplicador e não do cliente.
Como desvantagem, exige na fase de tomada de preços uma explicitação correta dos serviços a serem realizados em termos de quantidade e qualidade a ser alcançada, de forma a facilitar o gerenciamento do contrato. CONTRATAÇÃO DE SERVIÇOS DE MONTAGEM
A questão da contratação dos serviços de pintura da fabricação ou montagem de estruturas metálicas normalmente também suscita dúvidas para o cliente. Deve-se ou não alocar com o fabricante ou montador a responsabilidade pela aplicação do esquema de pintura?
Para o caso da montagem no campo de estruturas metálicas compradas sem pintura, a tendência maior é efetuar no campo o preparo da superfície e a aplicação da tinta de fundo, imediatamente antes da montagem, e a aplicação das tintas de acabamento após a montagem.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS COMPRA DE TINTAS / CONTRATAÇÃO DA PINTURA
Há vantagens e desvantagens na alocação ou não junto à montadora da responsabilidade pela aplicação do esquema de pintura. As principais vantagens da contratação da pintura com a montadora são:
• Concentra responsabilidades junto a uma única empresa. • Facilita o trabalho de gerenciamento e fiscalização do contrato. • Reduz custos.
A principal desvantagem da contratação da pintura com a montadora reside no fato de que
normalmente as empresas montadoras não são especializadas e, como tal, não têm tradição em aplicação do esquema de pintura. Tal dificuldade pode ser minimizada colocando-se como cláusula contratual que , em não sendo especializada em pintura, a montadora deve subcontratar a aplicação do esquema de pintura junto a empresas especializadas
Em contrapartida, a desvantagem da contratação em separado é que, durante a montagem, a montadora não observa cuidados necessários à minimização de danos a pintura feita antes da montagem, por entender que os mesmos não são de sua responsabilidade. Pode-se minimizar o problema colocando-se contratualmente como de sua responsabilidade a execução dos reparos. De qualquer forma é difícil classificar os reparos, como os inevitáveis e os oriundos de manuseio inadequado. Os cuidados a serem observados para minimizar os reparos que surgem durante a montagem são:
• Evitar amarrar a estrutura diretamente com cabos de aço, devendo-se usar cabos ou cintas plásticas;
• Evitar das pancadas nas peças para ajustagem e posicionamento das mesmas nos locais definitivos;
• Evitar arrastes sobre pisos ou entre equipamentos. ESTIMATIVA DE CONSUMO DE TINTAS
Uma questão complexa é a estimativa da quantidade de tinta a ser usada, particularmente quando da decisão de comprar a tinta em separado da contratação dos serviços de aplicação.
A partir da especificação usada na compra ou da folha de dados do fabricante, conhece-se o rendimento teórico (m2/l) de cada tinta a ser usada. O rendimento teórico é uma propriedade que está diretamente ligada à de sólidos por volume da tinta. Ou seja, o que dá origem à película é o volume de sólidos apresentado pela tinta aplicada, já que o solvente, por volatilizar-se, não fica incorporado à película. Portanto, tal propriedade e, consequentemente, o rendimento teórico precisam estar claramente definidos na especificação que será usada para efeito de compra da tinta.
Entretanto, o rendimento prático variará em relação ao teórico em função dos seguintes fatores:
• Volume de sólidos da tinta; • Tipo de preparo da superfície, particularmente o perfil de rugosidade obtido. Um elevado perfil de
rugosidade aumenta a superfície específica a ser pintada e, consequentemente, o consumo de tinta;
• Estado inicial de oxidação da superfície ma ser pintada. O grau de corrosão D da SIS-05-5900, leva a um maior consumo de tinta;
• Método de aplicação. A aplicação por trincha leva a perdas menores do que por pistola, por exemplo;
• Condições ambientais. A aplicação a pistola em locais com ventos fortes, leva a um consumo de tinta exagerado;
• Tipo de tinta usada. As tintas bi componentes, como as epoxis, que endurecem por meio da ação de endurecedores, têm maiores perdas, pelo fato de, após misturadas, terem tempo de aplicação limitado, tornando inevitável que seja misturada maior quantidade de tinta do que a necessária à cobertura de toda a superfície a piontar;
• Tempos de secagem e cura da tinta. As tintas de secagem ou cura lentas são mais sensíveis a degradação, após aplicadas, pela ação de chuva ou mesmo excessiva umidade relativa do ar, com consequente necessidade de respingos da superfície;
• Sequência das demãos. As primeiras demãos, como as tintas de fundo, têm maior consumo do que as demãos subsequentes, pela necessidade de cobrirem as irregularidades da superfície, como o perfil de rugosidade.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS COMPRA DE TINTAS / CONTRATAÇÃO DA PINTURA
Todos esses fatores contribuem para o fato de tornar-se impossível uma estimativa precisa da quantidade de tinta necessária à pintura de uma determinada superfície. Na prática, várias alternativas são usadas. Uma delas, e talvez a menos confiável, é considerar o rendimento prático da ordem de 50 a 60 % do rendimento teórico. Uma outra seria confiar no rendimento prático informado pelo fabricante da tinta. As duas tendem a falhar por desconsiderarem uma série de fatores, dentre os anteriormente citados. Uma terceira alternativa é utilizar-se o chamado rendimento real, que é obtido através da correção do rendimento teórico, considerando os principais fatores que afetam tal rendimento. Ainda assim os valores obtidos são estimativos, mas de melhor grau de confiança que as duas primeiras alternativas.
O rendimento real para tintas de fundo pode ser calculado pelas seguintes expressões:
Para primeira demão de tinta de fundo: S x F .
E + CR
RR =
10 onde:
RR = Rendimento real em m2/l, para a primeira demão de tinta de fundo; S = Porcentagem de sólidos por volume da tinta;
F = Fração aproveitável da tinta, que depende, essencialmente, do processo de aplicação;
E = Espessura por demão em micrômetros; CR = Coeficiente de rugosidade, que depende da rugosidade obtida no jateamento abrasivo.
Para a Segunda demão de tinta de fundo: 10 S x F .
E + 5 CR RR =
onde: RR = Rendimento real em m2/l, para a segunda demão de tinta de fundo; S = Porcentagem de sólidos por volume da tinta;
F = Fração aproveitável da tinta, que depende, essencialmente, do processo de aplicação; E = Espessura da película em micrômetros; CR = Coeficiente de rugosidade, que depende da rugosidade obtida no
jateamento abrasivo.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS COMPRA DE TINTAS / CONTRATAÇÃO DA PINTURA
Para tintas de acabamento, o CR pode ser considerado constante e igual a 0,5 se a rugosidade
média estiver situada dentro da faixa de 1/4 a 1/3 da espessura total da película de tinta, e, neste caso, o rendimento real pode ser calculado pela seguinte expressão: 10 S x F .
E + 5 RR =
onde: RR = Rendimento real em m2/l, para cada demão de acabamento; S = Porcentagem de sólidos por volume da tinta;
F = Fração aproveitável da tinta, que depende, essencialmente, do processo de aplicação;
E = Espessura da película em micrômetros. Nota: Para tintas de fundo aplicadas em três ou mais demãos deve-se usar a mesma fórmula utilizada para as tintas de acabamento no cálculo do rendimento real, da terceira e demais demãos.
E, por, fim, a alternativa mais confiável talvez seja basear-se em rendimentos práticos obtidos em aplicações anteriores. Dentro desta linha são considerados os seguintes valores:
• Tintas de fundo aplicadas com espessura de 35µm, da ordem de 5,5 m2/l; • Tintas de fundo aplicadas com espessura de 75µm, da ordem de 3,8 m2/l; • Tintas de fundo aplicadas com espessura de 120µm, da ordem de 2,2 m2/l; • Tintas de acabamento aplicadas com espessura de 20µm, 9,6 m2/l; • Tintas de acabamento aplicadas com espessura de 30µm, 7,0 m2/l; • Tintas de acabamento aplicadas com espessura de 120µm, 3,4 m2/l.
PROCESSO DE APLICAÇÃO SUPERFÍCIE LOCAL
FRAÇÃO APROVEITÁVEL DA TINTA (F)
(VER NOTA Nº1)
PINCEL
Chaparia (tanques, vasos, etc.) Nota 2 Estruturas metálicas, tubulações, etc. Nota 3
Interiores ou regiões abrigadas
Exteriores
Interiores ou regiões abrigadas
Exteriores
0,90 a 0,95 0,90 a 0,95
0,90 a 0,95 0,85 a 0,90
ROLO Chaparia (tanques, vasos, etc.)
Interiores ou regiões abrigadas
Exteriores
0,85 a 0,90 0,80 a 0,85
PISTOLA CONVENCIONAL (AR
COMPRIMIDO)
Chaparia (tanques, vasos, etc.) Estruturas metálicas, tubulações, etc.
Interiores ou regiões abrigadas
Exteriores
Interiores ou regiões abrigadas Exteriores
0,75 a 0,80 0,65 a 0,75
0,30 a 0,65 0,20 a 0,60
PISTOLA HIDRÁULICA (“AIRLESS”)
Chaparia (tanques, vasos, navios, etc.) Estruturas metálicas, tubulações, etc.
Interiores ou regiões abrigadas
Exteriores
Interiores ou regiões abrigadas
Exteriores
0,85 a 0,90 0,75 a 0,80
0,30 a 0,50 0,20 a 0,45
Fração Aproveitável de Tintas. Notas:
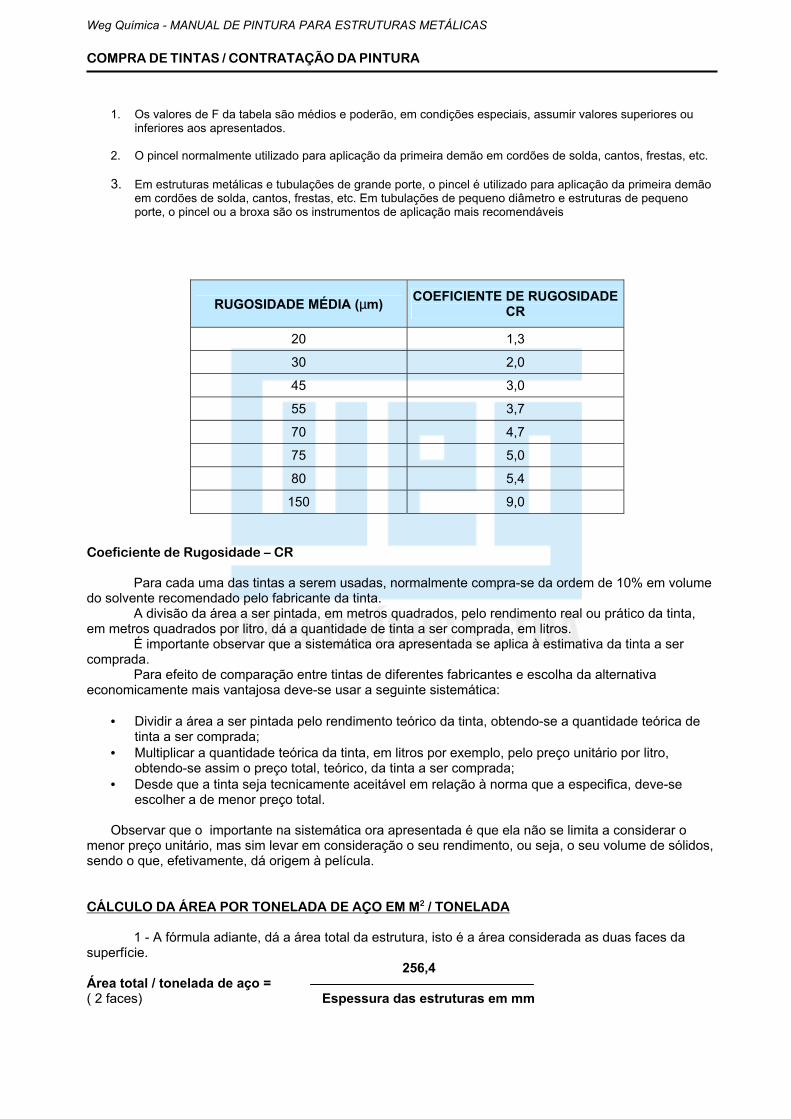
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS COMPRA DE TINTAS / CONTRATAÇÃO DA PINTURA
1. Os valores de F da tabela são médios e poderão, em condições especiais, assumir valores superiores ou inferiores aos apresentados.
2. O pincel normalmente utilizado para aplicação da primeira demão em cordões de solda, cantos, frestas, etc.
3. Em estruturas metálicas e tubulações de grande porte, o pincel é utilizado para aplicação da primeira demão
em cordões de solda, cantos, frestas, etc. Em tubulações de pequeno diâmetro e estruturas de pequeno porte, o pincel ou a broxa são os instrumentos de aplicação mais recomendáveis
RUGOSIDADE MÉDIA (µm) COEFICIENTE DE RUGOSIDADE CR
20 1,3
30 2,0
45 3,0
55 3,7
70 4,7
75 5,0
80 5,4
150 9,0 Coeficiente de Rugosidade – CR
Para cada uma das tintas a serem usadas, normalmente compra-se da ordem de 10% em volume do solvente recomendado pelo fabricante da tinta.
A divisão da área a ser pintada, em metros quadrados, pelo rendimento real ou prático da tinta, em metros quadrados por litro, dá a quantidade de tinta a ser comprada, em litros.
É importante observar que a sistemática ora apresentada se aplica à estimativa da tinta a ser comprada.
Para efeito de comparação entre tintas de diferentes fabricantes e escolha da alternativa economicamente mais vantajosa deve-se usar a seguinte sistemática:
• Dividir a área a ser pintada pelo rendimento teórico da tinta, obtendo-se a quantidade teórica de tinta a ser comprada;
• Multiplicar a quantidade teórica da tinta, em litros por exemplo, pelo preço unitário por litro, obtendo-se assim o preço total, teórico, da tinta a ser comprada;
• Desde que a tinta seja tecnicamente aceitável em relação à norma que a especifica, deve-se escolher a de menor preço total.
Observar que o importante na sistemática ora apresentada é que ela não se limita a considerar o
menor preço unitário, mas sim levar em consideração o seu rendimento, ou seja, o seu volume de sólidos, sendo o que, efetivamente, dá origem à película. CÁLCULO DA ÁREA POR TONELADA DE AÇO EM M2 / TONELADA
1 - A fórmula adiante, dá a área total da estrutura, isto é a área considerada as duas faces da superfície.
256,4 Área total / tonelada de aço = ( 2 faces) Espessura das estruturas em mm

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS COMPRA DE TINTAS / CONTRATAÇÃO DA PINTURA Se quiser considerar apenas uma face, dividir o resultado por 2. Obs.: A área varia ligeiramente em função da massa específica do aço usado. Na fórmula dada foi considerado aço carbono com massa específica igual a 7,8
2 - A área das chapas e estruturas de aço, em função do aço usado pode, também ser calculada pela fórmula abaixo: Área total / tonelada de aço = Peso do aço em toneladas / 0,0078 Espessura do aço em mm
O resultado é dado em m2 / tonelada de aço e relativo à área de apenas um lado das chapas ou estruturas, portanto, se a pintura for para ser realizada nos dois lados, multiplique o resultado por dois.
ÁREA POR TONELADA
Espessura em Área / Tonelada
Polegadas Mm M2 ( 1 )
M2 ( 2 )
Classificação da Estrutura
1/8 3,175 72 82 Muito leve
¼ 6,350 36 41 Leve
½ 12,700 18 20,5 Leve / média
1 25,400 9 10,25 Média / pesada
2 50,800 4,5 5,1 Pesada ( 1 ) – Conforme valores dados no SSPC – Vol. 1 pág. 159 – 1966 ( 2 ) – Conforme tabela da CSN – Cia. Siderurgica Nacional - 1960 Observação:
AÇO ESTRUTURAL
Chapas Estruturas Leves
Perfis Estruturas Médias
Tubos Estruturas Pesadas
MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS
Capít
Ode fatoreequipamtintas utiprocessocompromdescritos
C(seleção aplicaçãomaior nívpintura. ESCOLH
Aparâmetr
Aminimizaque são
Erealizar-sotimizaçãAssim é
Alocais onà aplicaçnecessár
Qaplicaçãosuperior camada interrompquando calcinaçãespessuroriginal, a
Trelação àpintura cSendo aquímica saplicaçãoaplicação
ulo 13
RECOMENDAÇÕES GERAIS PARA APLICAÇÃO DAS TINTASdesempenho e a durabilidade de um esquema de pintura estão diretamente ligados a um elenco s que vão desde a seleção de um esquema de pintura compatível com as particularidades do
ento que se quer pintar e com o meio ambiente onde está instalado, passando pela qualidade das lizadas, que devem atender rigorosamente às especificações aplicáveis, e terminando com o de aplicação. Todo o desempenho e a durabilidade de um esquema de pintura podem ser etidos se na aplicação do mesmo não forem observados alguns requisitos básicos que serão a seguir.
onvém ressaltar que, se analisando o histórico de falhas de esquemas de pintura, desde os fatores do esquema, qualidade das tintas e aplicação), a não observância de alguns requisitos básicos da é responsável pela maioria das falhas dos esquemas de pintura. Neste item serão analisados em el de detalhes alguns aspectos da aplicação que influenciam a qualidade final do esquema de
A DA ÉPOCA IDEAL PARA APLICAÇÃO
escolha da época ideal para aplicação do esquema de pintura deve levar em consideração os os de prazo, custo e qualidade que envolvem qualquer processo executivo industrial.
decisão de realizar a pintura na fábrica deve considerar a observância de cuidados necessários à ção de danos provenientes de transporte, armazenamento e execução da montagem no campo, inevitáveis.
m se decidindo aplicar as tintas no campo, uma outra decisão a ser feita é se a pintura deve e após o equipamento montado ou anteriormente à montagem. A experiência tem revelado que a o dos parâmetros de prazo, custo e qualidade é conseguida com uma solução intermediária.
que o preparo da superfície e a aplicação da tinta de fundo deve ser feito antes da montagem. pós a montagem do equipamento em seu local definitivo, passa-se à execução dos reparos nos de ocorrem danos durante a montagem, a um lixamento geral da superfície e, imediatamente após ão da tinta de acabamento. O lixamento é indispensável para criar um perfil de rugosidade na tinta, io a uma satisfatória adesão da tinta subsequente. uando o intervalo de tempo entre a execução do preparo de superfície seguida da imediata das tintas de fundo (ou intermediária) e a conclusão da montagem do equipamento tiver sido a seis meses, normalmente, após o lixamento, torna-se necessária a aplicação de uma fina de tinta de fundo (ou intermediária), a depender da pintura antes da montagem ter sido ida, respectivamente, na tinta de fundo ou intermediária. Essa providência é necessária porque,
aquelas tintas ficam expostas por períodos superiores a seis meses, sofrem um processo de o, que precisa ser removido durante o lixamento e consequentemente, provoca uma redução na a da última película de tinta. A fina camada da tinta aplicada visa então a repor a espessura lém de propiciar uma satisfatória adesão química.
al providência é também necessária quando a tinta de acabamento possuir um solvente fraco em tinta de fundo ou intermediária sobre a qual será aplicada. È o caso típico de esquemas de
ujas tintas de fundo ou intermediárias são de base epoxi e as de acabamento de base alquídica. s tintas alquídicas formuladas com solventes fracos, não provocarão qualquer ação de adesão e a tinta de base epoxi já tiver sido aplicada há muito tempo. Nestes casos, um lixamento forte e a de uma camada fina da tinta de fundo ou intermediária de base epoxi, seguida da imediata da tinta de acabamento, provocará um aumento na adesão global do esquema de pintura.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
Um último aspecto que influencia a decisão quanto à época ideal de aplicação do esquema de
pintura diz respeito ao estado inicial de oxidação. A aplicação do esquema de pintura dá-se em condições ideais quando é feita com a superfície metálica que irá recebe-lo com grau de corrosão “C” da Norma SIS – 05 - 5900. Nesta condição, a produtividade do jateamento é máxima, pois a camada de óxidos é generalizada e superficial, sendo, portanto, de fácil remoção. O mesmo não ocorre com os graus “A” e “B”, que, tendo carepa proveniente da laminação, são de difícil remoção, e o grau “D”, que, tendo alvéolos, dificulta a obtenção de um adequado grau de limpeza. O grau “C” tem ainda como vantagem dar um perfil de rugosidade satisfatório e uniforme, o que aumenta o rendimento da tinta, particularmente a de fundo. O oposto ocorre com a superfície com grau de corrosão ”D”, que leva a um maior consumo de tinta e baixa produtividade de aplicação, em função da necessidade de a tinta ter que ser aplicada de forma a acompanhar as irregularidades superficiais dos alvéolos. ESCOLHA DO MÉTODO DE APLICAÇÃO
A escolha do método de aplicação deve ser feita objetivando a maximização dos parâmetros de prazo, custos e qualidade.
Uma condição básica é a compatibilidade entre a tinta e o método de aplicação. Por exemplo, não se deve aplicar uma tinta epoxi sem solvente pelo método de rolo ou pistola convencional, a menos que a dilua, o que também a descaracteriza. Tais tintas não possuem propriedades tixitrocópicas, que permitem a aplicação por meio daqueles métodos. Um outro exemplo é a aplicação das tintas ditas ricas em zinco por outro processo que não seja por pistola dotada de agitador mecânico, de forma a manter as partículas de zinco em permanente agitação. Sem este recurso, a película de tinta não alcançaria o teor mínimo de zinco necessário à continuidade elétrica e assim efetivar a proteção catódica.
Uma outra regra básica é evitar a utilização do método do rolo em tintas que devem ser aplicadas em altas espessuras (superiores a 100 micrômetros). Isto porque é praticamente impossível alcançar aqueles níveis de espessura por meio do rolo, sendo necessário preferencialmente a utilização da pistola sem ar.
As tintas de fundo que serão utilizadas em superfícies irregulares, como cantos vivos, orifícios, reentrâncias e alvéolos, devem ser aplicadas impreterivelmente pelo método da trincha, para que a tinta possa acompanhar de forma quase uniforme as irregularidades da superfície.
No estudo da compatibilidade entre a tinta a ser aplicada e o método de aplicação, deve-se preferencialmente consultar o Órgão de Assistência Técnica do Fabricante, que pode assessorar a escolha do método de aplicação mais compatível com as particularidades da tinta.
Como visto anteriormente, a diluição afeta a película de tinta em termos de falhas e diminuição da espessura e é influenciada pelo método de aplicação. A fórmula, a seguir, permite prever a espessura da película úmida que, após a evaporação do solvente, dará origem à espessura de película seca prevista no esquema de pintura: Onde:
EPU = Espessura da película úmida em micrômetros
EPS (VT + VD) EPU = -------------------- VT X SV
EPS = Espessura de película seca em micrômetros VD = Volume de diluente em litros VT = Volume de tinta em litros SV = Sólidos por volume em %

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS CAPACITAÇÃO DO PESSOAL DE APLICAÇÃO
Mesmo com a correta seleção do método da aplicação, a capacitação do pintor / aplicador é de fundamental importância no desempenho do esquema de pintura.
Apesar da aplicação das tintas não chegar a ser algo que envolva técnicas muito sofisticadas, alguns métodos de aplicação possuem determinados requisitos básicos que devem ser observados, e outros, os mais elementares como a trincha e o rolo, são muito dependentes da habilidade do pintor. Isto implica dizer que a alocação da responsabilidade pela aplicação das tintas a uma empresa ou pessoa deve ser precedida de uma avaliação de sua capacitação.
A empresa ou o órgão responsável pela aplicação das tintas devem ser avaliados em termos de recursos materiais, humanos e histórico ou referências de obras.
A capacitação do pessoal responsável pela aplicação da tinta deve ser feita através de amplos programas de treinamento, que devem abranger aspectos teóricos e práticos. CONDIÇÕES AMBIENTAIS
A aplicação das tintas em condições ambientais adversas pode introduzir vários tipos de defeitos nas películas de tintas.
Em termos gerais, as condições meteorológicas que influenciam as propriedades das tintas são a umidade relativa do ar, a temperatura ambiente, as chuvas e os ventos.
A umidade relativa do ar, ao possibilitar a introdução de partículas de água na película de tinta úmida, acarreta perturbações nas reações fisco – químicas que darão origem à película de tinta seca, introduzindo falhas que variarão com o tipo de tinta usada.
Assim é que as tintas de base epoxi endurecidas com aminas são muito sensíveis à umidade, dando origem a uma substância denominadas quetimina, que deixa a película com um aspecto esbranquiçado na superfície ou mesmo com aspecto de um gel endurecido. A depender da profundidade desta alteração, a película poderá estar comprometida ou não. Quando bem superficial, pode ser eliminada com um leve lixamento da película. Quando subsuperficial, pode requerer a remoção de toda a película. A ação preventiva nestes casos é procurar evitar a utilização de tintas epoxis endurecidas com aminas em regiões cuja umidade relativa do ar esteja permanentemente superior a 80%. Em Manaus, por exemplo, quando se pretende trabalhar com tintas de base epoxi, o ideal é utilizá-las endurecidas com amidas, que são menos sensíveis à umidade.
Uma outra tinta muito sensível à umidade do ar é a de silicato inorgânico de zinco. Estas tintas, quando aplicadas em regiões com elevada umidade, têm dificuldade de formação de película. A solução é utilizar tintas à base de silicato de etila que, ao contrário da anterior, formam película com maior facilidade em presença de umidade relativa do ar elevada.
Modernamente existem disponíveis no mercado tintas formuladas para serem aplicadas com elevada umidade relativa de ar e até mesmo para serem aplicadas sobre superfície úmida.
As tintas são composições químicas formuladas para curar (secar ou converter) após aplicadas, passando da condição de película úmida para a condição de película seca. Na formulação da tinta, particularmente no que diz respeito à adição de solventes, as tintas são formuladas para que esta cura ou secagem ocorra em condições tais que leve à otimização de suas propriedades. Nestas condições, a temperatura ambiente e, por consequência, a temperatura da superfície a ser pintada têm influencia significativa. Temperaturas extremas, como abaixo de 10°C ou acima de 40ºC, alteram por completo as condições de cura ou secagem da tinta.
Temperaturas abaixo de 10°C, retardam a secagem da tinta, comprometendo os intervalos entre demãos recomendados pelos fabricantes e, consequentemente, a velocidade da aplicação.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
Ao contrario, a aplicação de tintas em temperaturas muito elevadas faz com que sua secagem dê-se
muito rapidamente, comprometendo a evaporação do solvente e alterando as propriedades da película seca.
Além disto, a aplicação das tintas sobre superfície com temperatura superior a 45°C pode provocar vários tipos de defeitos, como o fendilhamento ou gretamento (caso típico das tintas inorgânicas de zinco), a formação de bolhas, poros ou crateras (caso típico das tintas de acabamento de base epoxi) e o enrugamento (caso típico das tintas de alumínio fenólico). No caso específico das tintas inorgânicas à base de silicato de etila, o fenômeno do fendilhamento ocorre a temperaturas já a partir de 40°C.
As chuvas comprometem a aplicação de forma semelhante à unidade contida no ar. No que diz respeito aos ventos fortes, comprometem a aplicação através dos métodos à base de pistola, devido às perdas excessivas (partículas de tintas arrastadas pelo vento) e ocorrência de um defeito de nome “fiapo”, uma vez que a tinta, no percurso entre o bico da pistola e a superfície em pintura, transforma-se numa espécie de fio delgado, depositando-se então na superfície e comprometendo a uniformidade da película. MISTURA, HOMOGENEIZAÇÃO E DILUIÇÃO DAS TINTAS
Esta é também uma etapa importante no processo de aplicação das tintas. A homogeneização da tinta deve ser feita em seu recipiente original, admitindo-se que parte possa
ser retirada, temporariamente, para facilitar a homogeneização.
Não devem ser usadas tintas cujo tempo de estocagem (shelf life) tenha sido ultrapassado. O tempo de estocagem varia para cada tipo de tinta. Assim é que uma tinta à base de silicato de
etila tem tempo de estocagem de três meses e as tentas epoxis da ordem de seis a 12 meses. O tempo de estocagem deve ser informado pelo fabricante da tinta. A depender das condições de armazenamento, uma tinta pode Ter seu tempo de estocagem vencido sem que , entretanto, tenha se degradado. A realização de alguns testes de laboratório é a forma ideal de analisar se a tinta está em condições de uso ou não, particularmente a viscosidade e os tempos de secagem. Inspeções visuais de campo também podem indicar a degradação ou não da tinta. Por exemplo: As tintas à base de silicato de etila formam nódulos gomosos. As tintas a óleo modificadas oxidam-se superficialmente, formando uma nata ou mesmo endurecendo. Algumas pigmentadas com pigmentos pesados, como o zarcão, formam torrões impossíveis de serem dispersados mesmo por diluição. Para as tintas de base epoxi, o aumento dos tempos de secagem é uma indicação evidente de sua degradação.
As tintas monocomponentes normalmente já vêm prontas para aplicação, entretanto, precisam ser homogeneizadas, para efeito de dispersar os componentes de maior densidade, que tendem a sedimentar durante o processo de transporte e armazenamento da tinta. Esta dispersão deve ser feita preferencialmente por meio de agitadores pneumáticos (exceto para tintas pigmentadas com alumínio, que podem ter as partículas de pigmento quebradas) ou alternativamente por meio de ferramentas manuais. Em algumas situações, a depender das características da tinta e do processo de aplicação, torna-se necessário efetuar uma diluição da tinta imediatamente antes da aplicação, para efeito de ajustar sua viscosidade e, consequentemente, otimizar a aplicação. A diluição, entretanto, deve ser evitada ou pelo menos minimizada, uma vez que a introdução de solvente implica perturbações na etapa de secagem da tinta, pois pode provocar aumento na ocorrência de falha do tipo poros, bolhas e crateras. Isto ocorre pelo fato de o solvente introduzido ter que ser eliminado da película úmida para dar origem à película seca. O solvente introduzido na fábrica otimiza este processo, minimizando tais defeitos, ou seja, é eliminado em condições tais que a tinta ainda tenha fluidez para fechar os poros ou crateras abertas para efeito de saída do solvente. Da mesma forma, as bolhas formadas rompem-se antes do endurecimento da tinta, permitindo que a cratera formada seja fechada pela fluidez da tinta. A introdução de solventes para efeito de diluição no campo altera as condições de secagem da tinta, gerando maiores problemas de formação de poros, crateras ou bolhas.
Deve-se ficar atento, entretanto, uma vez que, em função de algumas circunstâncias da aplicação, particularmente temperatura ambiente e métodos de aplicação, tais defeitos podem ocorrer exatamente pelo fato de não ser executada uma diluição no campo.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
Para efeito de avaliar a diluição, é recomendável que a tinta tenha seu recipiente aberto e a
homogeneização seja feita em partes, em recipientes separados. Deve-se, entretanto, certificar que no processo de homogeneização não ocorra a possibilidade de a tinta ser homogeneizada em partes não proporcionais de seus vários componentes
No que diz respeito às tintas fornecidas em dois ou mais componentes, são válidas as mesmas observação quanto à diluição requeridas para as tintas monocomponentes. Entretanto, requerem cuidados especiais em termos de proporção de mistura entre componentes e tempo de indução após a mistura. A não – observância da relação de mistura e do tempo de indução, geralmente da ordem de 15 minutos para as tintas de base epoxi, pode descaracterizar por completo as propriedades das tintas.
O tempo de indução é o tempo necessário para que o esquema epoxídico comece a reagir. Embora a reação comece imediatamente, este tempo entre a mistura e a aplicação é fundamental para uma maior afinidade entre a resina epoxi e o agente de cura. È também chamado de pré – reação. Alguns estudos mostram que esquemas epoxídicos aplicados com tempo de indução conveniente apresentam desempenhos superiores aos mesmos esquemas aplicados imediatamente após a mistura dos componentes.
O tempo de indução varia de acordo com o tipo de esquema epoxídico. Pode variar de cinco minutos, para esquemas isentos de solvente, até 60 minutos, para tintas com baixo teor de sólidos. O volume de tinta misturado também influencia no tempo de indução. Volumes maiores de tenta (baldes de 18 ou 20 litros) requerem menor tempo de indução que embalagens menores (de ¼ de galão).
Por último, um cuidado que deve ser observado nas etapas de mistura e diluição das tintas diz respeito à necessidade de passar a mistura em peneiras, com granulometria recomendada pelo fabricante da tinta, para efeito de retirada de torrões e nódulos formados. Tal providência é indispensável em tintas como a fenólica pigmentada com alumínio (lamelar) e etil silicato de zinco. Deve-se, entretanto, atentar para o fato de o peneiramento acarretar a retirada de material capaz de desbalancear a tinta, particularmente nas pigmentadas com zinco, que necessitam ter um teor de zinco tal que mantenha a continuidade elétrica e assim atuem protegendo catodicamente.
O ideal é que a mistura e a diluição das tintas seja feita imediatamente antes da aplicação, logicamente desde que observado o tempo de indução que, para o caso das tintas epoxis, é em geral de 15 minutos. Na prática, principalmente em se tratando de grandes áreas a serem pintadas, nem sempre este cuidado pode ser observado. É importante que para estes casos sejam observados os tempos de vida útil da mistura pot life, estabelecidos pelos fabricantes das tintas. O pot life é o tempo que uma tinta pode ser misturada e diluída e manter suas propriedades tixitrocópicas capazes de dar origem à formação da película. Este tempo varia em função de cada tipo de tinta. Assim é que uma tinta de base epoxi após diluída e misturada só pode ser aplicada nas poucas horas seguintes, da ordem de quatro horas. Em contrapartida, uma tinta alumínio fenólica poderá ser aplicada até alguns dias após a diluição e mistura. É recomendável que, também em termos de tempo de mistura, sejam observadas as instruções do fabricante.
As tintas misturadas e diluídas que não serão aplicadas de imediato devem ser armazenadas em recipientes fechados e serem novamente homogeneizadas antes de serem usadas. SEQUÊNCIA DA APLICAÇÃO
A seqüência da aplicação das tintas deve obedecer ao prescrito no esquema de pintura, particularmente no que diz respeito aos intervalos entre demãos.
O intervalo de tempo entre o preparo da superfície e a aplicação da primeira demão da tinta de fundo varia em função das condições atmosféricas do meio ambiente. Na orla marítima, como conseqüência da elevada umidade relativa do ar e da presença de cloretos, o tempo decorrido entre o inicio do preparo da superfície e o término da aplicação da primeira demão de tinta de fundo não deve exceder a três horas. Em regiões mais secas e sem a presença de cloretos e compostos de enxofre na atmosfera, o intervalo não deve exceder a seis horas. A aplicação da primeira demão da tinta de fundo deve ocorrer sempre na mesma jornada de trabalho da execução do reparo da superfície.
Quando a superfície é muito grande e o jateamento efetuado naqueles intervalos de tempo não contempla toda a superfície, uma vez o jato interrompido e aplicado a primeira demão de tinta de fundo, o reinicio da execução do preparo da superfície só deve ocorrer quando a tinta tiver alcançado o tempo de secagem ao toque. Nesta condição, a tinta aplicada não será capaz de permitir a impregnação de areia ou pó, que prejudicaria o desempenho do esquema de pintura.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
Ainda com relação a grandes superfícies, uma outra questão a ser analisada diz respeito a
interrupção ou não da seqüência de aplicação, até que o preparo da superfície seja terminado. O desejável é que todo o esquema de pintura seja aplicado em conformidade com os tempos de secagem para repintura previstos na especificação da tinta que vai receber a demão subseqüente. A observância destes intervalos faz com que a tinta base, em não tendo alcançado o tempo de secagem total, não tenha suficiente resistência química ao solvente da demão subseqüente e, assim, permita uma perfeita adesão química entre as demãos.
Entretanto, na pintura de grandes superfícies, a observância dos tempos de secagem para a repintura de todas as demãos faz com que a aplicação das demãos da tinta de acabamento ocorra em paralelo com a execução do preparo da superfície em região próxima. Tal fato provoca danos na tinta de acabamento, prejudicando seu desempenho e a estética.
Por este motivo é que na pintura de grandes superfícies é comum interromper-se a aplicação do esquema de pintura em um determinado estágio, que dependerá da rugosidade da superfície, das espessuras de cada demão de tinta, da agressividade do meio ambiente e do tempo de interrupção. Quando a rugosidade da superfície após o jateamento é baixa, inferior a 40 micrômetros, em função de se trabalhar com um abrasivo fino e uma superfície com grau de corrosão C, pode-se interromper a aplicação até na primeira demão. Se a mesma for aplicada com pelo menos 35 micrômetros, provavelmente acompanhará os picos e vales da superfície de forma a não deixar nenhum pico sem tinta, por menor que seja sua espessura.
Por questão de precaução, o ideal é que a interrupção ocorra preferencialmente após a aplicação da Segunda demão da tinta de fundo ou da intermediária. Com isto evita-se o risco de ocorrência de células de corrosão nos picos da superfície muitas vezes imperceptíveis a olho nu, mas que, se cobertas posteriormente com outra demão, comprometerão o desempenho do esquema de pintura.
Quando a paralisação ocorrer por período de tempo muito longo, como é comum em equipamentos cujo preparo da superfície seja feito no campo imediatamente antes da montagem, é freqüente a interrupção da aplicação do esquema de pintura após a aplicação da primeira demão da tinta de acabamento. Com isto consegue-se uma satisfatória proteção durante o período de interrupção da aplicação do esquema de pintura.
Sempre que ocorrer a interrupção da aplicação do esquema de pintura por período superior ao tempo de secagem para repintura, ao reiniciar-se a aplicação, a última demão de tinta aplicada deve ser submetida a um leve lixamento para permitir que a demão subseqüente tenha adesão mecânica sobre a mesma. Isto é imprescindível quando se trabalha com tintas de elevada resistência química, como as epoxis e as poliuretânicas.
Em alguns casos, após uma interrupção muito prolongada, pode ocorrer uma degradação da última demão de tinta aplicada, e o defeito mais comum é o empoeiramento, nem sempre muito superficial, requerendo então um lixamento mais vigoroso, que provoca uma significativa redução da espessura, tornando necessário repetir-se a aplicação da demão da tinta desbotada, ou pelo menos repor-se a sua espessura. CUIDADOS DE SEGURANÇA
A aplicação dos esquemas de pintura envolve alguns riscos potenciais em termos de segurança. O manuseio de materiais tóxicos, corrosivos ou inflamáveis e a necessidade de acesso a locais confinados ou elevados são exemplo característicos. Neste item são indicados uma série de cuidados que devem ser observados desde o armazenamento até a aplicação das tintas, com vistas a minimizar os riscos de segurança envolvidos.
a) O armazenamento das tintas e solventes deve ser feito em local coberto, não sujeito a centelhas, calor excessivo, raios solares e descargas elétricas, além de bem ventilado. Preferencialmente o local deve ser reservado exclusivamente ao armazenamento de tintas e solventes e, obrigatoriamente, deve dispor de extintores de incêndio. Para evitar riscos de rompimento das embalagens devido ao seu próprio peso, e conseqüente vazamento, o empilhamento máximo deve ser 20 galões, cinco baldes ou três tambores.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
b) Nas operações de peneiramento e secagem dos abrasivos e durante o jateamento, todos os profissionais devem utilizar máscara contra pó. A aspiração de poeiras, como as da areia, tende a depositar-se nos pulmões causando uma doença muito danosa à saúde, denominada silicose. Nas operações de peneiramento ou secagem, devem ser utilizadas máscaras simples contra pó, com elemento filtrante descartável. Os jatistas, profissionais responsáveis pela execução da operação de jateamento abrasivo, devem utilizar máscaras do tipo capuz, com dispositivo de ar mandado, em conjunto com calça comprida de brim, avental e luva de raspa de couro, que os protegem contra a ação mecânica do abrasivo desprendido do bico da mangueira. O ar enviado à mascara deve ser passado por filtro especial para retirada de óleo, umidade e calor.
c) Quando a aplicação do esquema de pintura ocorre em local de altura elevada, o acesso à superfície
a ser protegida deve ser feito por balancins móveis ou andaimes fixos. As tábuas utilizadas para piso, quer seja dos andaimes ou dos balancins, devem ter espessura de 25 mm. A sustentação das mesmas nos balancins deve ser feita por cantoneiras de aço em forma de “L” de 25 mm X 25 mm X 9 mm
d) A mistura e a diluição das tintas devem ser feitas em local específico, ventilado e não sujeito a
centelhas, devido ao desprendimento de vapores tóxicos e inflamáveis, que ocorrem desde a abertura das latas. Os profissionais devem utilizar máscaras contra gases, e o local deve dispor de extintor de incêndio. A mistura deve ser feita utilizando misturadores acionados pneumaticamente e nunca eletricamente.
e) A aplicação das tintas deve ser feita, sempre que possível, em locais abertos e ventilados e em
nenhuma hipótese sujeitos a centelhas. A aplicação em locais confinados, como em tanques de armazenamento, requer cuidados especiais em termos de aeração. Devem ser utilizados ventiladores, para insuflação de ar fresco para o interior, e exaustores, para aspirar o ar saturado. Os profissionais devem utilizar máscaras contra gases. A equipe de aplicação deve ser renovada periodicamente, em intervalos que variarão em função da toxidez dos solventes da tinta que está sendo aplicada. Por exemplo, em se tratando de tintas de base epoxi, a renovação da equipe deve ocorrer a cada 30 minutos. Na tabela a seguir são apresentados os limites toleráveis pelo organismo humano em exposição diária de oito horas para diversos tipos de solventes utilizados em tintas industriais. A iluminação do local deve ser a melhor possível, e as luminárias devem ser a prova de explosão.
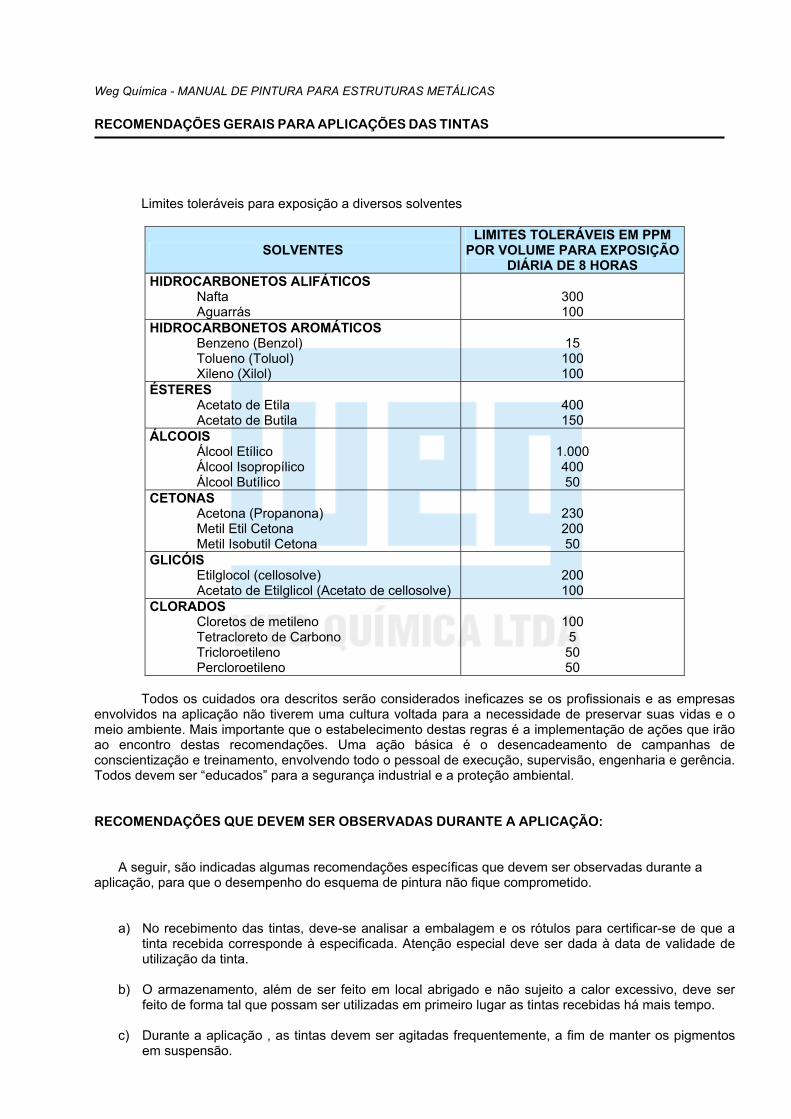
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
Limites toleráveis para exposição a diversos solventes
SOLVENTES LIMITES TOLERÁVEIS EM PPM
POR VOLUME PARA EXPOSIÇÃODIÁRIA DE 8 HORAS
HIDROCARBONETOS ALIFÁTICOS Nafta Aguarrás
300 100
HIDROCARBONETOS AROMÁTICOS Benzeno (Benzol) Tolueno (Toluol) Xileno (Xilol)
15 100 100
ÉSTERES Acetato de Etila Acetato de Butila
400 150
ÁLCOOIS Álcool Etílico Álcool Isopropílico Álcool Butílico
1.000 400 50
CETONAS Acetona (Propanona) Metil Etil Cetona Metil Isobutil Cetona
230 200 50
GLICÓIS Etilglocol (cellosolve) Acetato de Etilglicol (Acetato de cellosolve)
200 100
CLORADOS Cloretos de metileno Tetracloreto de Carbono Tricloroetileno Percloroetileno
100
5 50 50
Todos os cuidados ora descritos serão considerados ineficazes se os profissionais e as empresas
envolvidos na aplicação não tiverem uma cultura voltada para a necessidade de preservar suas vidas e o meio ambiente. Mais importante que o estabelecimento destas regras é a implementação de ações que irão ao encontro destas recomendações. Uma ação básica é o desencadeamento de campanhas de conscientização e treinamento, envolvendo todo o pessoal de execução, supervisão, engenharia e gerência. Todos devem ser “educados” para a segurança industrial e a proteção ambiental. RECOMENDAÇÕES QUE DEVEM SER OBSERVADAS DURANTE A APLICAÇÃO:
A seguir, são indicadas algumas recomendações específicas que devem ser observadas durante a aplicação, para que o desempenho do esquema de pintura não fique comprometido.
a) No recebimento das tintas, deve-se analisar a embalagem e os rótulos para certificar-se de que a tinta recebida corresponde à especificada. Atenção especial deve ser dada à data de validade de utilização da tinta.
b) O armazenamento, além de ser feito em local abrigado e não sujeito a calor excessivo, deve ser
feito de forma tal que possam ser utilizadas em primeiro lugar as tintas recebidas há mais tempo.
c) Durante a aplicação , as tintas devem ser agitadas frequentemente, a fim de manter os pigmentos em suspensão.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
d) A pintura de grandes superfícies deve ser feita de cima para baixo, para que não ocorram respingos
em superfície já pintada, comprometendo a estética da pintura.
e) Os equipamentos recém – pintados não devem ser colocados em operação antes que as tintas aplicadas estejam totalmente curadas. Requerem cuidados especiais as tintas a base de alumínio silicone, cuja cura requer um ciclo térmico de até 250°C, e os base epoxi, que só curam totalmente após oito dias de aplicação.
ATIVIDADES DO INSPETOR: 1 - Preparo de superfícies
- Pré-limpeza - Presença de contaminantes - Grau de Limpeza - Perfil de rugosidade
2 - Preparo de tintas
- Homogeneização - Mistura - Diluição das tintas
3 - Aplicação
- Verificação das condições atmosféricas - Medidas de espessura úmida - Temperatura do substrato - Intervalo entre demãos - Rendimento prático
4 - Defeitos que ocorrem durante a aplicação
- Enrugamento - Embaçamento - Crateras - Escorrimento - Flutuação - Bicos de alfinetes - Casca de laranja, etc.
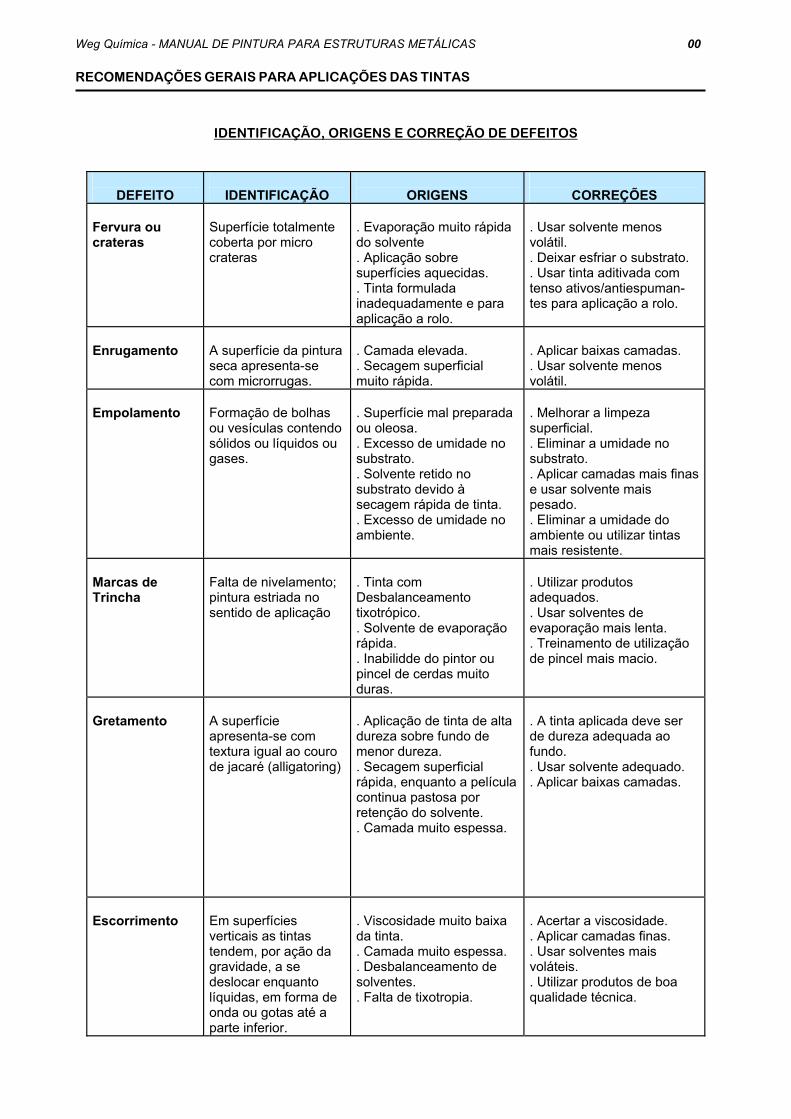
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS 00 RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
IDENTIFICAÇÃO, ORIGENS E CORREÇÃO DE DEFEITOS
DEFEITO
IDENTIFICAÇÃO
ORIGENS
CORREÇÕES
Fervura ou crateras
Superfície totalmente coberta por micro crateras
. Evaporação muito rápida do solvente . Aplicação sobre superfícies aquecidas. . Tinta formulada inadequadamente e para aplicação a rolo.
. Usar solvente menos volátil. . Deixar esfriar o substrato. . Usar tinta aditivada com tenso ativos/antiespuman-tes para aplicação a rolo.
Enrugamento
A superfície da pintura seca apresenta-se com microrrugas.
. Camada elevada. . Secagem superficial muito rápida.
. Aplicar baixas camadas. . Usar solvente menos volátil.
Empolamento
Formação de bolhas ou vesículas contendo sólidos ou líquidos ou gases.
. Superfície mal preparada ou oleosa. . Excesso de umidade no substrato. . Solvente retido no substrato devido à secagem rápida de tinta. . Excesso de umidade no ambiente.
. Melhorar a limpeza superficial. . Eliminar a umidade no substrato. . Aplicar camadas mais finas e usar solvente mais pesado. . Eliminar a umidade do ambiente ou utilizar tintas mais resistente.
Marcas de Trincha
Falta de nivelamento; pintura estriada no sentido de aplicação
. Tinta com Desbalanceamento tixotrópico. . Solvente de evaporação rápida. . Inabilidde do pintor ou pincel de cerdas muito duras.
. Utilizar produtos adequados. . Usar solventes de evaporação mais lenta. . Treinamento de utilização de pincel mais macio.
Gretamento
A superfície apresenta-se com textura igual ao couro de jacaré (alligatoring)
. Aplicação de tinta de alta dureza sobre fundo de menor dureza. . Secagem superficial rápida, enquanto a película continua pastosa por retenção do solvente. . Camada muito espessa.
. A tinta aplicada deve ser de dureza adequada ao fundo. . Usar solvente adequado. . Aplicar baixas camadas.
Escorrimento
Em superfícies verticais as tintas tendem, por ação da gravidade, a se deslocar enquanto líquidas, em forma de onda ou gotas até a parte inferior.
. Viscosidade muito baixa da tinta. . Camada muito espessa. . Desbalanceamento de solventes. . Falta de tixotropia.
. Acertar a viscosidade. . Aplicar camadas finas. . Usar solventes mais voláteis. . Utilizar produtos de boa qualidade técnica.
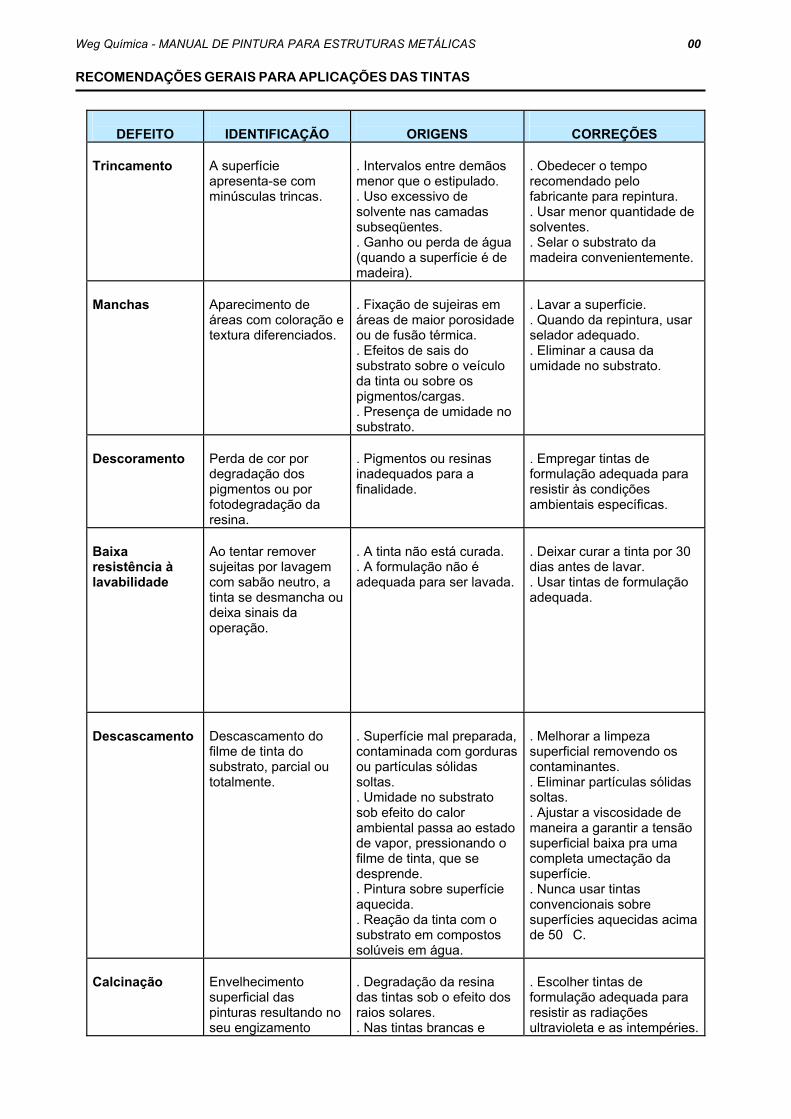
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS 00 RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
DEFEITO IDENTIFICAÇÃO ORIGENS CORREÇÕES
Trincamento
A superfície apresenta-se com minúsculas trincas.
. Intervalos entre demãos menor que o estipulado. . Uso excessivo de solvente nas camadas subseqüentes. . Ganho ou perda de água (quando a superfície é de madeira).
. Obedecer o tempo recomendado pelo fabricante para repintura. . Usar menor quantidade de solventes. . Selar o substrato da madeira convenientemente.
Manchas
Aparecimento de áreas com coloração e textura diferenciados.
. Fixação de sujeiras em áreas de maior porosidade ou de fusão térmica. . Efeitos de sais do substrato sobre o veículo da tinta ou sobre os pigmentos/cargas. . Presença de umidade no substrato.
. Lavar a superfície. . Quando da repintura, usar selador adequado. . Eliminar a causa da umidade no substrato.
Descoramento
Perda de cor por degradação dos pigmentos ou por fotodegradação da resina.
. Pigmentos ou resinas inadequados para a finalidade.
. Empregar tintas de formulação adequada para resistir às condições ambientais específicas.
Baixa resistência à lavabilidade
Ao tentar remover sujeitas por lavagem com sabão neutro, a tinta se desmancha ou deixa sinais da operação.
. A tinta não está curada. . A formulação não é adequada para ser lavada.
. Deixar curar a tinta por 30 dias antes de lavar. . Usar tintas de formulação adequada.
Descascamento
Descascamento do filme de tinta do substrato, parcial ou totalmente.
. Superfície mal preparada, contaminada com gorduras ou partículas sólidas soltas. . Umidade no substrato sob efeito do calor ambiental passa ao estado de vapor, pressionando o filme de tinta, que se desprende. . Pintura sobre superfície aquecida. . Reação da tinta com o substrato em compostos solúveis em água.
. Melhorar a limpeza superficial removendo os contaminantes. . Eliminar partículas sólidas soltas. . Ajustar a viscosidade de maneira a garantir a tensão superficial baixa pra uma completa umectação da superfície. . Nunca usar tintas convencionais sobre superfícies aquecidas acima de 50�C.
Calcinação
Envelhecimento superficial das pinturas resultando no seu engizamento
. Degradação da resina das tintas sob o efeito dos raios solares. . Nas tintas brancas e
. Escolher tintas de formulação adequada para resistir as radiações ultravioleta e as intempéries.

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS 00 RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
DEFEITO IDENTIFICAÇÃO ORIGENS CORREÇÕES
(chalking) pastéis uso de pigmento (dióxido de titânio) inadequado.
Desenv. de fungos ou bolor
Formação de colônias de fungos que se desenvolvem escurecendo a superfície.
. Umidade elevada associada à presença de materiais orgânicos em decomposição ou parasitas de plantas. . Temperatura ambiente entre 0�C e 40�C e oxigênio favorecem o desenvolvimento de fungos.
. Lavar a superfície com solução de hipoclorito de sódio ou formol. . Usar tintas que contenham agentes fungicidas. . Diminuir a umidade aquecendo o ambiente e aumentando a ventilação. . Aplicar esquemas de pintura que tornem a superfície nivelada, livre de micro cavidades e imperfeições onde os fungos se alojam.
Aspereza
Após a secagem da tinta a superfície se apresenta áspera ao toque, com partículas sólidas salientes e aderidas ao filme.
. Poeira do ambiente depositada sobre a pintura enquanto ainda não curada. . A tinta não foi devidamente homogeneizada antes da aplicação.
. Evitar pinturas em ambientes poeirento. . Homogeneizar a tinta completamente e filtrar se necessário.
Eflorescência
Sais inorgânicos de coloração esbranquiçada que migram do interior da superfície e podem, inclusive, romper a película de tinta.
. Superfície de alvenaria contendo alto teor de umidade, sem estar suficientemente curada.
. Raspar o substrato e aguardar cura completa do mesmo. . Utilizar fundo selado álcali-resistente e repintar com látex adequado. . Se necessário, neutralizar previamente a superfície com solução de ácido muriático.
Oxidação Prematura
Manchas de oxidação vindas do substrato
. Insuficiência de espessura seca final. . Contaminação. . Aplicação defeituosa.
. Adequar e controlar camadas secas. . Resíduos de areia. . Umidade no substrato. . Falhas de pintura. . Micro poros.
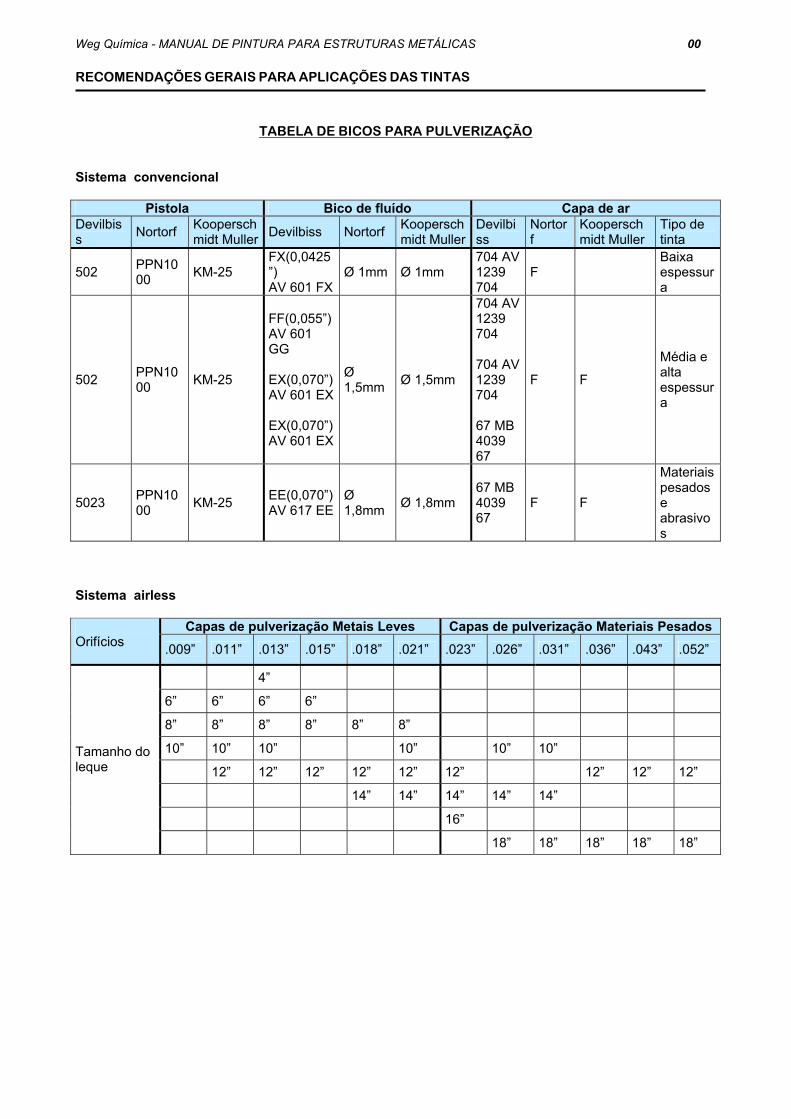
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS 00 RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
TABELA DE BICOS PARA PULVERIZAÇÃO Sistema convencional
Pistola Bico de fluído Capa de ar Devilbiss Nortorf Koopersch
midt Muller Devilbiss Nortorf Kooperschmidt Muller
Devilbiss
Nortorf
Kooperschmidt Muller
Tipo de tinta
502 PPN1000 KM-25
FX(0,0425”) AV 601 FX
Ø 1mm Ø 1mm 704 AV1239 704
F Baixa espessura
502 PPN1000 KM-25
FF(0,055”) AV 601 GG EX(0,070”) AV 601 EX EX(0,070”) AV 601 EX
Ø 1,5mm Ø 1,5mm
704 AV1239 704 704 AV1239 704 67 MB 4039 67
F F
Média e alta espessura
5023 PPN1000 KM-25 EE(0,070”)
AV 617 EEØ 1,8mm Ø 1,8mm
67 MB 4039 67
F F
Materiais pesados e abrasivos
Sistema airless
Capas de pulverização Metais Leves Capas de pulverização Materiais Pesados Orifícios .009” .011” .013” .015” .018” .021” .023” .026” .031” .036” .043” .052”
4”
6” 6” 6” 6”
8” 8” 8” 8” 8” 8”
10” 10” 10” 10” 10” 10”
12” 12” 12” 12” 12” 12” 12” 12” 12”
14” 14” 14” 14” 14”
16”
Tamanho do leque
18” 18” 18” 18” 18”
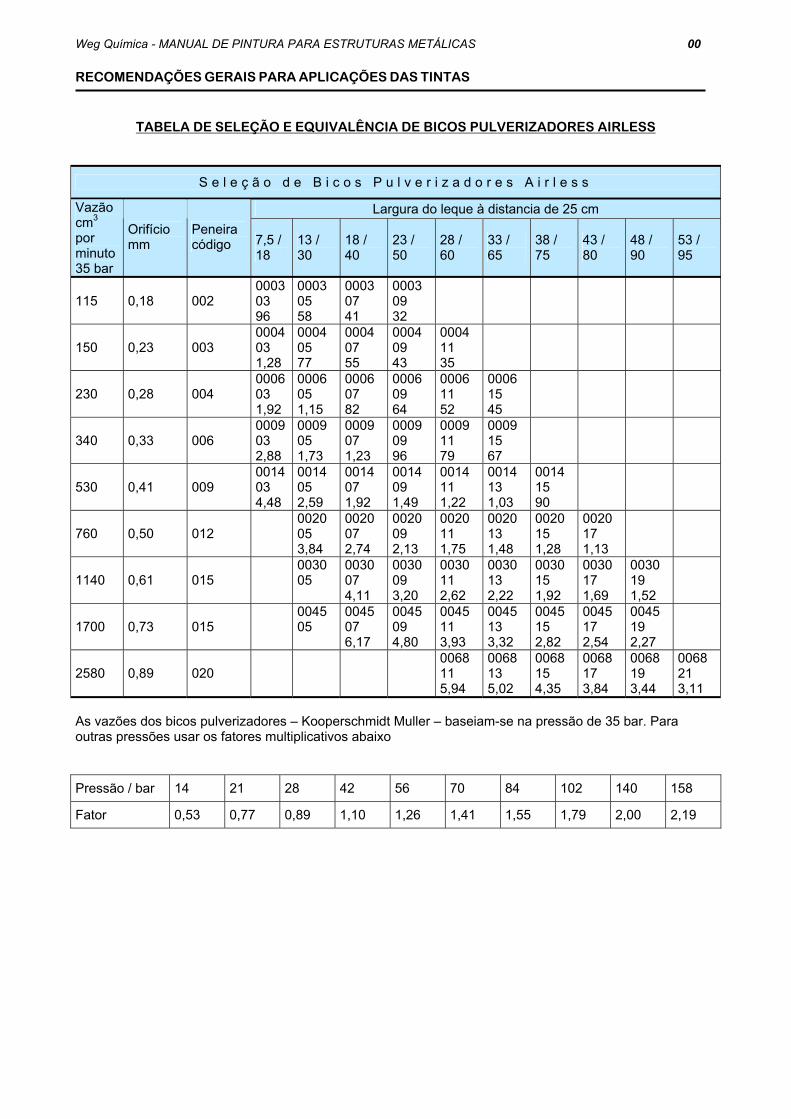
Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS 00 RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
TABELA DE SELEÇÃO E EQUIVALÊNCIA DE BICOS PULVERIZADORES AIRLESS
S e l e ç ã o d e B i c o s P u l v e r i z a d o r e s A i r l e s s
Largura do leque à distancia de 25 cm Vazão cm3 por minuto 35 bar
Orifício mm
Peneira código 7,5 /
18 13 / 30
18 / 40
23 / 50
28 / 60
33 / 65
38 / 75
43 / 80
48 / 90
53 / 95
115 0,18 002 0003 03 96
0003 05 58
0003 07 41
0003 09 32
150 0,23 003 0004 03 1,28
0004 05 77
0004 07 55
0004 09 43
0004 11 35
230 0,28 004 0006 03 1,92
0006 05 1,15
0006 07 82
0006 09 64
0006 11 52
0006 15 45
340 0,33 006 0009 03 2,88
0009 05 1,73
0009 07 1,23
0009 09 96
0009 11 79
0009 15 67
530 0,41 009 0014 03 4,48
0014 05 2,59
0014 07 1,92
0014 09 1,49
0014 11 1,22
0014 13 1,03
0014 15 90
760 0,50 012 0020 05 3,84
0020 07 2,74
0020 09 2,13
0020 11 1,75
0020 13 1,48
0020 15 1,28
0020 17 1,13
1140 0,61 015 0030 05
0030 07 4,11
0030 09 3,20
0030 11 2,62
0030 13 2,22
0030 15 1,92
0030 17 1,69
0030 19 1,52
1700 0,73 015 0045 05
0045 07 6,17
0045 09 4,80
0045 11 3,93
0045 13 3,32
0045 15 2,82
0045 17 2,54
0045 19 2,27
2580 0,89 020 0068 11 5,94
0068 13 5,02
0068 15 4,35
0068 17 3,84
0068 19 3,44
0068 21 3,11
As vazões dos bicos pulverizadores – Kooperschmidt Muller – baseiam-se na pressão de 35 bar. Para outras pressões usar os fatores multiplicativos abaixo Pressão / bar 14 21 28 42 56 70 84 102 140 158
Fator 0,53 0,77 0,89 1,10 1,26 1,41 1,55 1,79 2,00 2,19

Weg Química - MANUAL DE PINTURA PARA ESTRUTURAS METÁLICAS 00 RECOMENDAÇÕES GERAIS PARA APLICAÇÕES DAS TINTAS
TABELA DE EQUIVALÊNCIA
K.M. Devilbiss Graco K.M. Devilbiss Graco K.M. Devilbiss Graco 303 305 307 309 403 405 407 409 411 603 605 607 609 611 613 615 903 905 907 909 911
JAC – 7 – 15 JAC – 7 – 25 JAC – 7 – 40 JAC – 9 – 15 JAC – 9 – 25 TIP – 609 JAC – 9 – 40 TIP – 809 TIP – 1009 JAC – 9 – 65 JAC – 11 – 15 JAC – 11 – 25 TIP – 611 JAC – 11 – 40 TIP – 811 JAC – 11 – 50 TIP 1011/1211 JAC – 11 – 65 JAC – 11 – 80 JAC – 13 – 15 TIP – 413 JAC – 13 – 85 TIP – 613 JAC – 13 – 40 TIP – 813 JAC – 13 – 50 TIP 1013/1213 JAC – 13 - 65
163 – 107 163-109/209 163 – 309 163 – 409 163 – 509 163 – 111 163-211/311 163 – 411 163 – 511 163 – 611 163 – 711 163 – 113 163-213/313 163 – 413 163 – 513 163 - 613
913 915 1403 1405 1407 1409 1411 1413 1415 2005 2007 2009 2011 2013 2215 2017 3005 3007
JAC –13 – 80 JAC –15 – 25 TIP – 615 JAC –15 – 40 TIP – 815 JAC –15 – 50 TIP – 1215 JAC –15 – 65 JAC –16 – 73 JAC –15 – 80 JAC –18 – 25 JAC –21 – 25 JAC –18 – 40 TIP – 818 JAC –18 – 50 TIP – 1021 JAC –21 – 50 TIP – 1021 JAC –18 – 65 TIP – 1418 JAC –21 – 65 JAC –18 – 80 JAC –21 – 80 JAC –23 – 25 JAC –23 – 40
163 – 713 163 – 813 163 115/117 163-215/315/217/317 163 – 415/417 163 – 515/517 163 – 615/617163 – 715/717163 – 319/321 163 – 419/421 163 – 519/520 163 – 519/521 163 – 719/721163 – 819/821165 – 819/821163 – 921 163 – 323/325163 – 423/425
3009 3011 3013 3015 3017 3019 4505 4507 4509 4511 4513 4515 4517 4519 6809 6811 6813 6815 6817 6819 6821
JAC –23 – 50 TIP – 1223 TIP – 1026 TIP – 1423 TIP – 1426 JAC –23 – 65 JAC –26 – 65 TIP 1623 TIP – 1826 JAC –23 – 95 JAC –26 – 95 JAC –31 – 40 TIP – 1031 TIP – 1413 JAC –31 – 65 TIP – 1831 JAC –31 – 80 TIP – 1236 JAC –36 – 65 TIP – 1836
163 – 523/525 163 – 623/625 163 – 723/725 163 – 823/825 163 – 429/431 163 – 529/531 163 – 629/631 163 – 729/731 163 – 829/831 163 – 535 163 – 655 163 – 735 163 – 835/833 163 – 935/933