
Manual Fresa
144
1 Introdução MANUAL DE OPERAÇÃO outubro.2008 LEITOR DIGITAL SINO SDS6
-
Upload
orlando-sobrinho -
Category
Documents
-
view
854 -
download
59
Transcript of Manual Fresa
1
Introdução
MANUAL DE OPERAÇÃO
outubro.2008
LEITOR DIGITAL SINOSDS6

Manual de Operação - Leitor Digital SINO SDS6
2

3
Índice
ÍNDICE
Introdução................................................................................................................................... 5
Precauções de Segurança.......................................................................................................... 5
Ilustrações do Painel e do Teclado.............................................................................................. 7
A1. Funções básicas ..................................................................................................................11
B. R Uniforme ............................................................................................................................25
C. R simples ..............................................................................................................................39
D. Furação ao longo de uma Linha Oblíqua ..............................................................................47
E1. Função de 200 posições zero auxiliares .............................................................................53
E2. Função de 200 posições zero auxiliares .............................................................................63
E3. Função de 200 posições zero auxiliares .............................................................................71
F. Furos divididos igualmente em Círculo PCD..........................................................................79
G. Processamento de superfície angular....................................................................... ............85
H. Função da calculadora de funções.......................................................................... ..............91
I. Compensação do diâmetro da ferramenta............................................................................ 97
J. Armazenamento para 200 ferramentas................................................................................ 101
K. Função de medição de conicidade..................................................................................... 107
L. Função de saída compatível (EDM)................................................................................... 111
M. Função filtro digital.............................................................................................................. 121
N. Função N3.......................................................................................................................... 125
O. Processamento progressivo de câmara interna retangular................................................ 131
P. Folha adicional..................................................................................................................... 135

Manual de Operação - Leitor Digital SINO SDS6
4
5
Introdução
Introdução
Prezados usuários:Agradecemos por ter comprado este Leitor Digital, cujo objetivo principal é proporcionar as funções de detecção e posicionamento para os processos de máquina-ferramenta. Antes de usar, leia as instruções relacionadas com a segurança mostradas a seguir bem como as precauções quanto às operações de segurança deste novo dispositivo de aferição digital.
Quando usar este manual:● Os capítulos e seções estão listados no Índice ( desen ver P5-6 a frente)● Este Manual inclui algumas instruções para as teclas do painel do Leitor Digital SDS6 e outras
séries, incluindo:
SDS6-2V Leitor Digital para Fresadora, Retificadora e Torno de 2 eixos SDS6-3V Leitor Digital para Fresadora, Torno e Máquina de Eletro-erosão de 3 eixos
É recomendado que:● Sejam lidas as instruções referentes às teclas do painel do leitor digital SDS6, que é aplicável
a este Manual, que estão listadas em P8 - 10 da Seção 1 acima.● Leia totalmente e siga as instruções quanto à Segurança, as quais são muito importantes para
uma operação segura do seu Leitor Digital.
Precauções de Segurança:
Atenção:■ Não deixar molhar ou borrifar líquido refrigerante diretamente na unidade para evitar choque
elétrico ou fogo.
Aviso:■ Não abra o gabinete sem que haja necessidade para evitar choque elétrico; não há dentro
dele elementos que possam ser consertados pelo usuário. Havendo necessidade de reparos, passe o trabalho para um técnico habilitado.
■ Se a unidade não for usada por um tempo longo, as baterias de lítio recarregáveis, que são para reter os dados dentro do Leitor Digital, se estragarão. Entre em contato com a Deb´Maq, agente, representante ou técnicos profissionais para fazer a substituição da bateria quando for usar novamente.
Manual de Operação - Leitor Digital SINO SDS6
6
Este dispositivo de Leitor Digital está em conformidade com as Normas CC de Segurança de Aparelhos Elétricos Europeus (CE).
Nossa empresa tem a Certificação ISO9001 das Normas Internacionais de Sistemas de Qualidade (Ver.2000) emitido pela Empresa BRITISH WOULD (uma empresa Certificadora internacional)
Notas:● Desconecte a tomada de energia imediatamente caso o Leitor Digital comece a soltar fumaça
ou emitir algum cheiro estranho; caso se continue a usar nessas condições poderá haver choque elétrico ou ser provocado fogo. Entre em contato com a Deb´Maq e nunca tente fazer o reparo você mesmo.
● O Leitor Digital é um dispositivo de detecção de precisão, dotado de uma régua eletrônica óptica. Quando acontecer de fios de ligação entre as 2 partes estiverem quebrados ou danificados durante o uso, poderá haver erro nos dados de detecção, no que o usuário deverá prestar bem atenção.
● Não faça reparos nem adaptações ao Leitor você mesmo, ou poderá ocorrer falha ou danos. No caso de anormalidades, entre em contato com a Deb´Maq ou o representante.
● Quando acontecer de a régua eletrônica óptica usada no Leitor se danificar, não substitua com réguas de outros fabricantes, porque os produtos de outras empresas têm suas características, elementos indicadores e fiação próprios. Nunca faça a fiação sem a orientação de técnicos profissionais, ou o Leitor poderá ter problemas.
7
Ilustrações do Painel e do Teclado
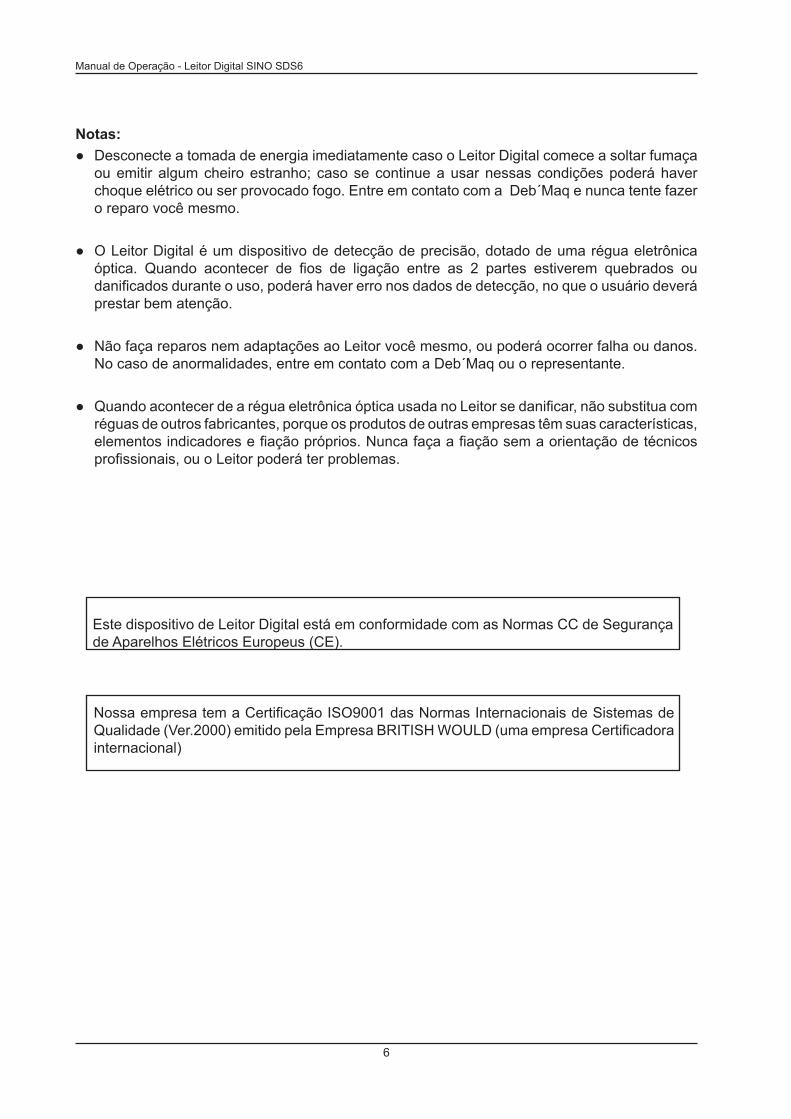
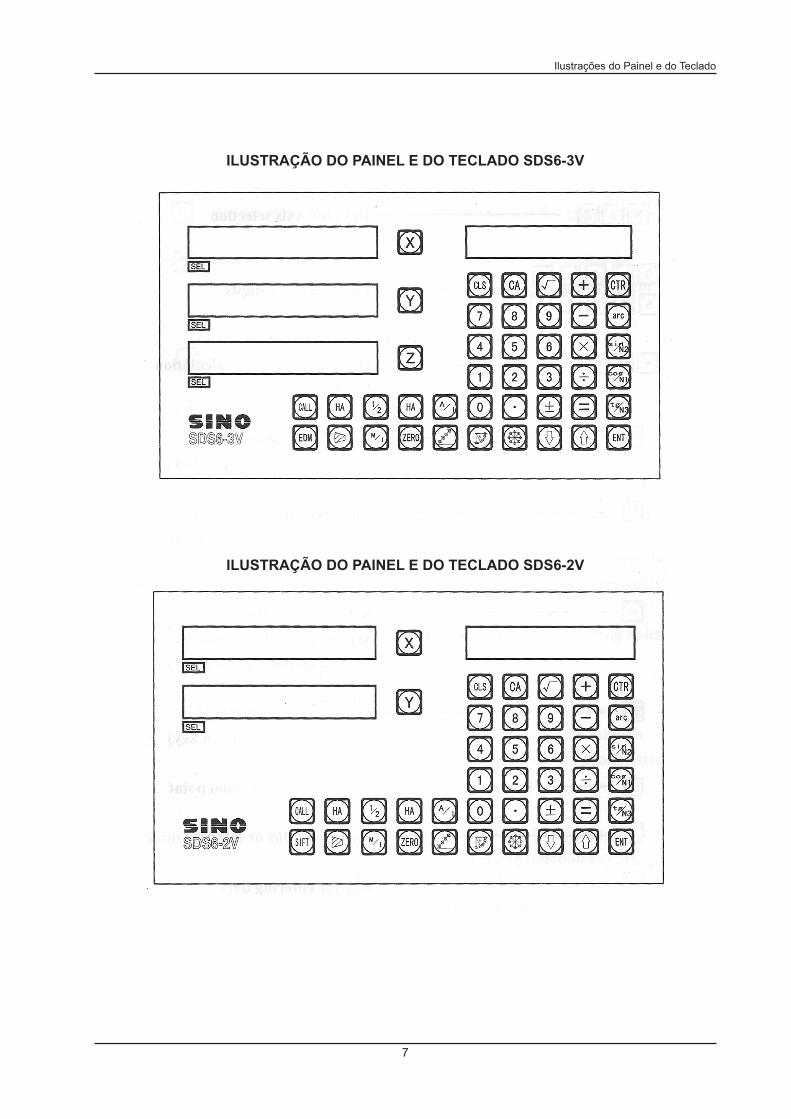
ILUSTRAÇÃO DO PAINEL E DO TECLADO SDS6-3V
ILUSTRAÇÃO DO PAINEL E DO TECLADO SDS6-2V
Manual de Operação - Leitor Digital SINO SDS6
8
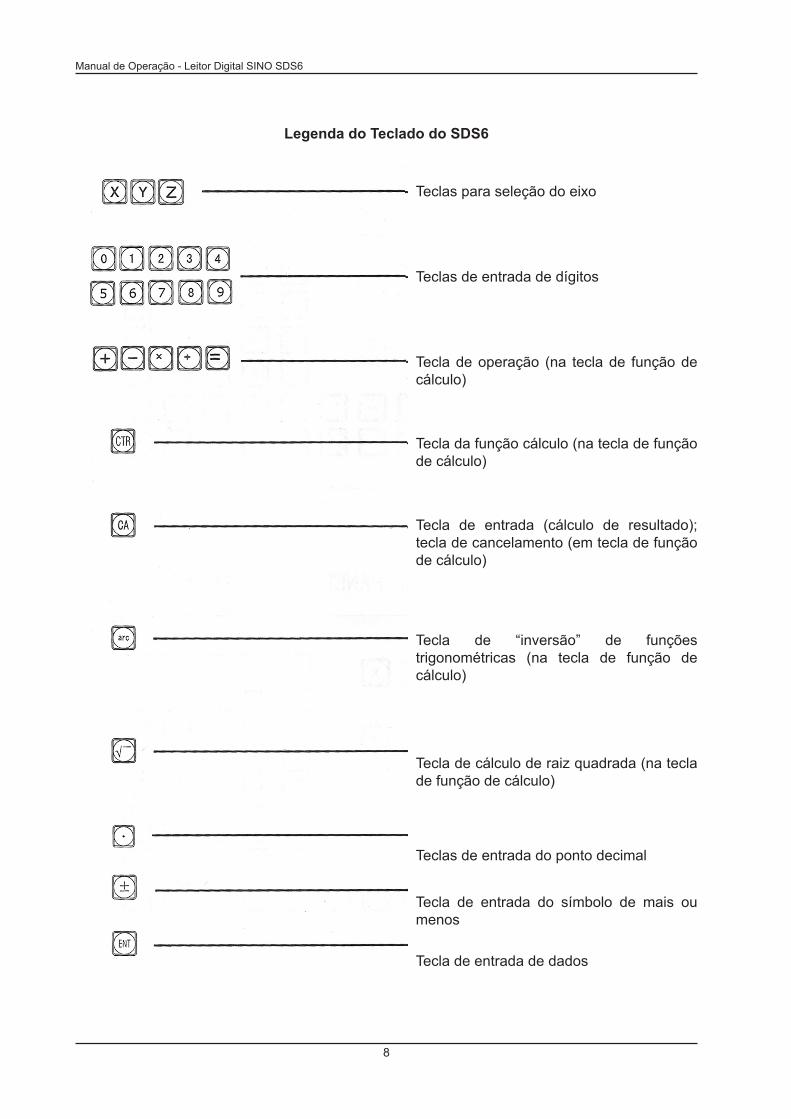
Legenda do Teclado do SDS6
Teclas para seleção do eixo
Teclas de entrada de dígitos
Tecla de operação (na tecla de função de cálculo)
Tecla da função cálculo (na tecla de função de cálculo)
Tecla de entrada (cálculo de resultado); tecla de cancelamento (em tecla de função de cálculo)
Tecla de “inversão” de funções trigonométricas (na tecla de função de cálculo)
Tecla de cálculo de raiz quadrada (na tecla de função de cálculo)
Teclas de entrada do ponto decimal
Tecla de entrada do símbolo de mais ou menos
Tecla de entrada de dados
9
Ilustrações do Painel e do Teclado
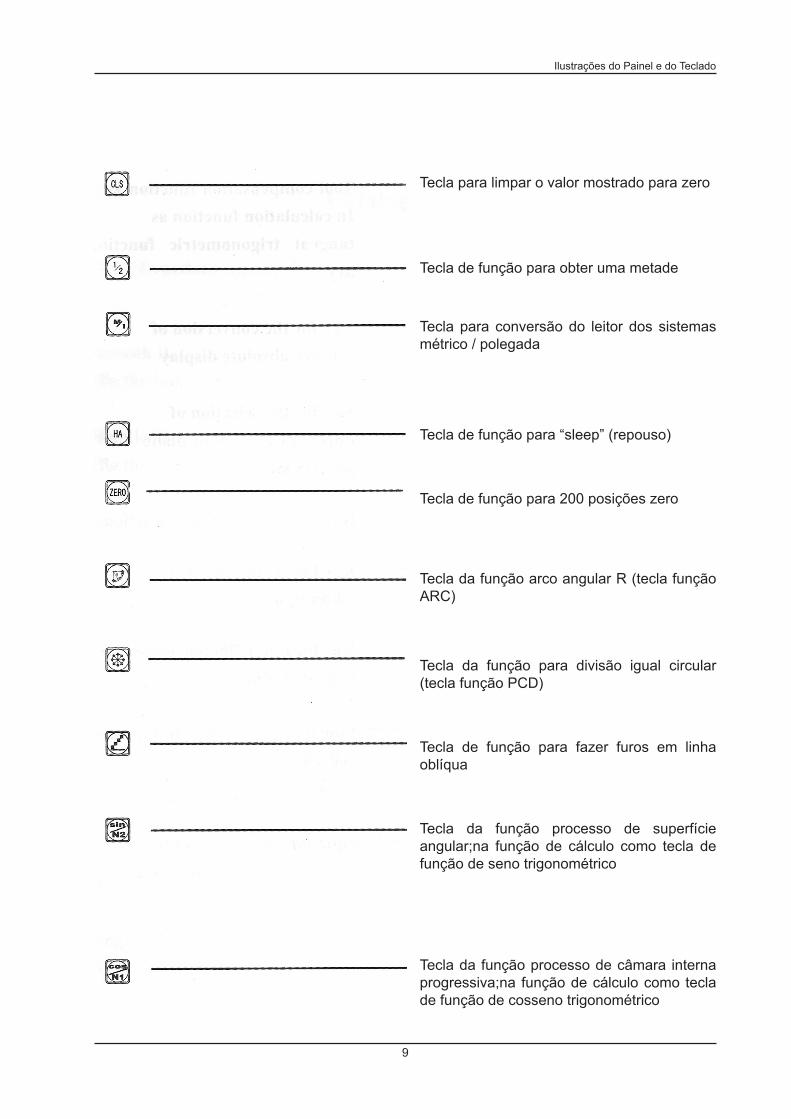
Tecla para limpar o valor mostrado para zero
Tecla de função para obter uma metade
Tecla para conversão do leitor dos sistemas métrico / polegada
Tecla de função para “sleep” (repouso)
Tecla de função para 200 posições zero
Tecla da função arco angular R (tecla função ARC)
Tecla da função para divisão igual circular (tecla função PCD)
Tecla de função para fazer furos em linha oblíqua
Tecla da função processo de superfície angular;na função de cálculo como tecla de função de seno trigonométrico
Tecla da função processo de câmara interna progressiva;na função de cálculo como tecla de função de cosseno trigonométrico
Manual de Operação - Leitor Digital SINO SDS6
10
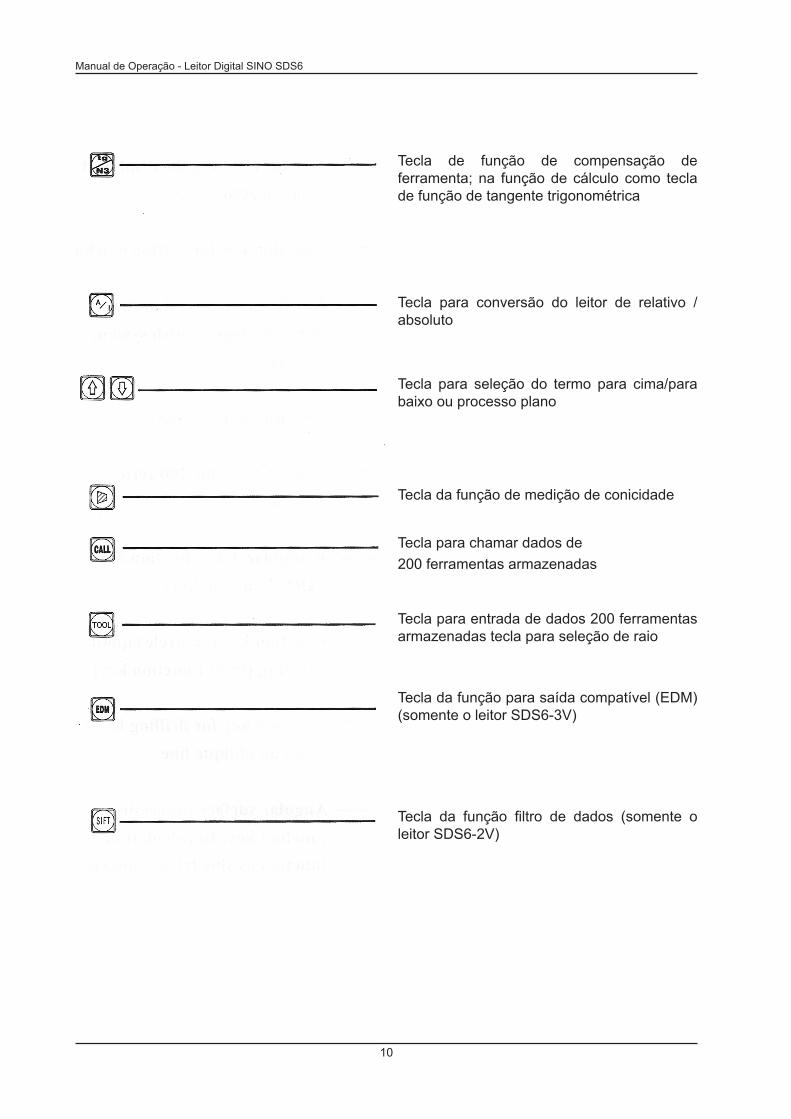
Tecla de função de compensação de ferramenta; na função de cálculo como tecla de função de tangente trigonométrica
Tecla para conversão do leitor de relativo / absoluto
Tecla para seleção do termo para cima/para baixo ou processo plano
Tecla da função de medição de conicidade
Tecla para chamar dados de 200 ferramentas armazenadas
Tecla para entrada de dados 200 ferramentas armazenadas tecla para seleção de raio
Tecla da função para saída compatível (EDM)(somente o leitor SDS6-3V)
Tecla da função filtro de dados (somente o leitor SDS6-2V)
11
Ilustrações do Painel e do Teclado
A.
Funções Básicas

Manual de Operação - Leitor Digital SINO SDS6
12
13
Funções Básicas
Temos a satisfação de informar que este dispositivo de régua com mostrador digital óptico da máquina-ferramenta que você está usando é o mais popular usado na Europa.Você terá a possibilidade de utilizar este dispositivo mais facilmente depois de ler completamente este manual. Obrigado!
1. Uso
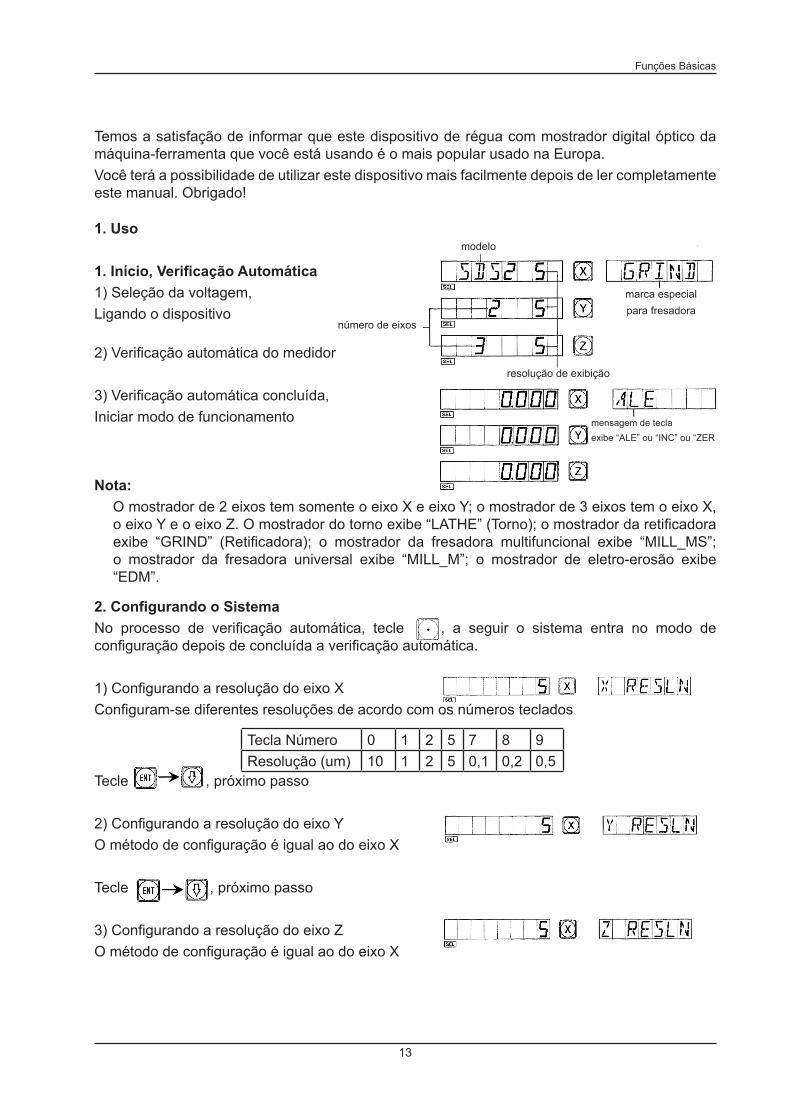
1. Início, Verificação Automática 1) Seleção da voltagem,Ligando o dispositivo
2) Verificação automática do medidor
3) Verificação automática concluída,Iniciar modo de funcionamento
Nota: O mostrador de 2 eixos tem somente o eixo X e eixo Y; o mostrador de 3 eixos tem o eixo X, o eixo Y e o eixo Z. O mostrador do torno exibe “LATHE” (Torno); o mostrador da retificadora exibe “GRIND” (Retificadora); o mostrador da fresadora multifuncional exibe “MILL_MS”; o mostrador da fresadora universal exibe “MILL_M”; o mostrador de eletro-erosão exibe “EDM”.
2. Configurando o SistemaNo processo de verificação automática, tecle (de , a seguir o sistema entra no modo de configuração depois de concluída a verificação automática.
1) Configurando a resolução do eixo XConfiguram-se diferentes resoluções de acordo com os números teclados
Tecla Número 0 1 2 5 7 8 9Resolução (um) 10 1 2 5 0,1 0,2 0,5
Tecle (desenhos), próximo passo
2) Configurando a resolução do eixo YO método de configuração é igual ao do eixo X
Tecle (desenhos) , próximo passo
3) Configurando a resolução do eixo ZO método de configuração é igual ao do eixo X
número de eixos
marca especial para fresadora
modelo
resolução de exibição
mensagem de tecla exibe “ALE” ou “INC” ou “ZER
Manual de Operação - Leitor Digital SINO SDS6
14
Tecle (desenh , próximo passo
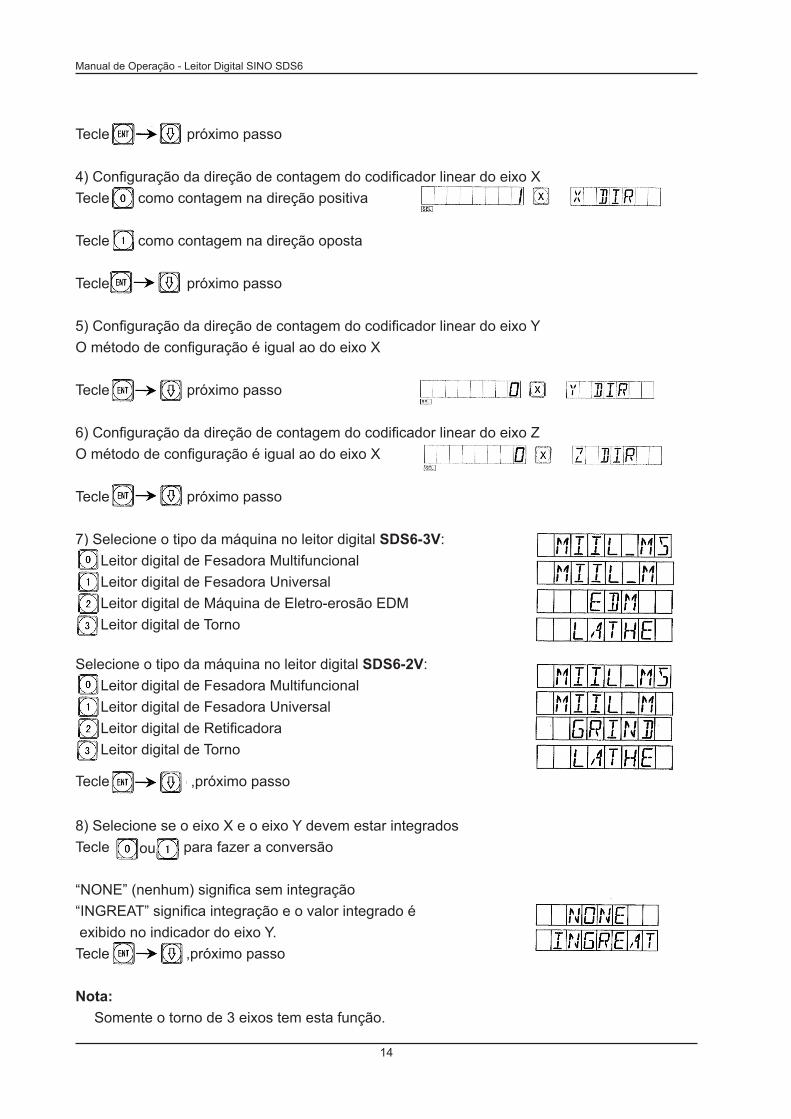
4) Configuração da direção de contagem do codificador linear do eixo XTecle , como contagem na direção positiva
Tecle , como contagem na direção oposta
Tecle , próximo passo
5) Configuração da direção de contagem do codificador linear do eixo YO método de configuração é igual ao do eixo X
Tecle (desenh , próximo passo
6) Configuração da direção de contagem do codificador linear do eixo ZO método de configuração é igual ao do eixo X
Tecle (desenh , próximo passo
7) Selecione o tipo da máquina no leitor digital SDS6-3V:(de Leitor digital de Fesadora Multifuncional (de Leitor digital de Fesadora Universal (de Leitor digital de Máquina de Eletro-erosão EDM (de Leitor digital de Torno
Selecione o tipo da máquina no leitor digital SDS6-2V:(de Leitor digital de Fesadora Multifuncional (de Leitor digital de Fesadora Universal (de Leitor digital de Retificadora (de Leitor digital de Torno
Tecle (desenhos) ,próximo passo
8) Selecione se o eixo X e o eixo Y devem estar integradosTecle (desenho) para fazer a conversão
“NONE” (nenhum) significa sem integração“INGREAT” significa integração e o valor integrado é exibido no indicador do eixo Y.Tecle (desenhos ,próximo passo
Nota: Somente o torno de 3 eixos tem esta função.
ou
15
Funções Básicas
9) Selecione o tipo de compensação(des Seleciona a compensação de erro linear “LINEAR”(des Seleciona a compensação de erro segmentada “SEGMENT”Tecle (desenho, próximo passo
10) Teste automático.Tecle (de 2 vezes e o programa de Teste Automático é iniciado a seguir tecle (d para terminar.
Nota: A configuração do eixo Z somente se aplica ao mostrador digital de 3 eixos.
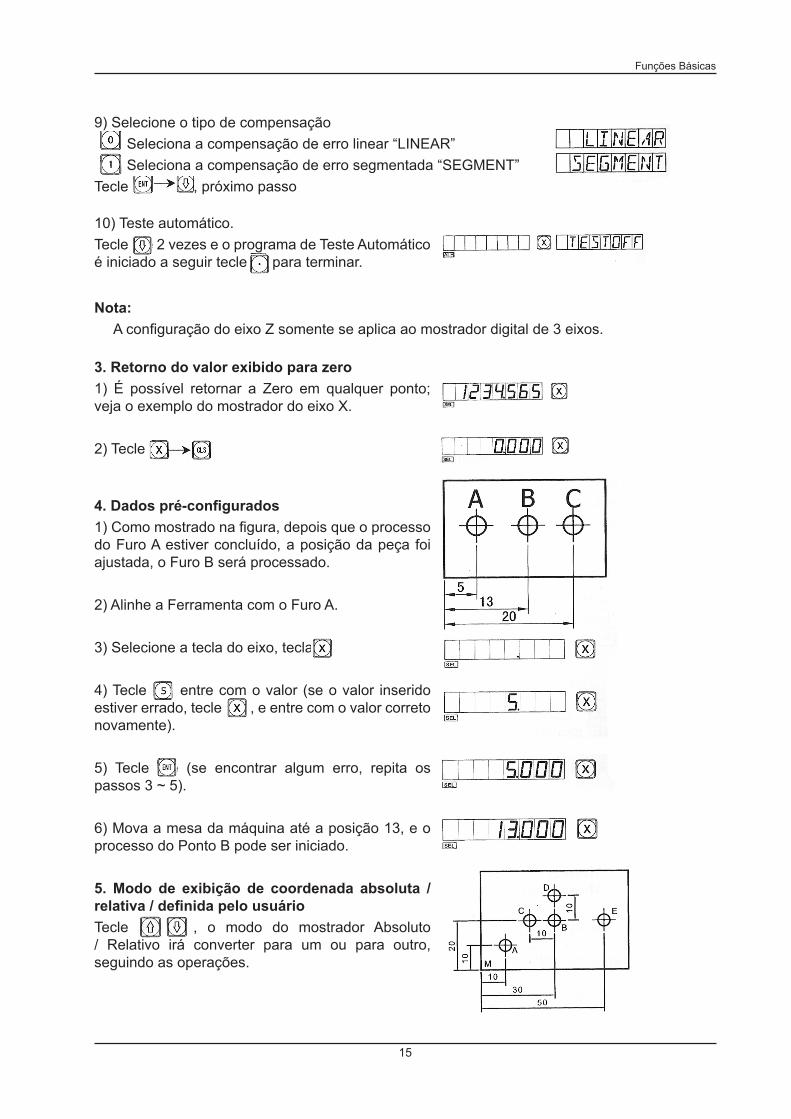
3. Retorno do valor exibido para zero1) É possível retornar a Zero em qualquer ponto; veja o exemplo do mostrador do eixo X.
2) Tecle (desenho
4. Dados pré-configurados1) Como mostrado na figura, depois que o processo do Furo A estiver concluído, a posição da peça foi ajustada, o Furo B será processado.
2) Alinhe a Ferramenta com o Furo A.
3) Selecione a tecla do eixo, tecla (d
4) Tecle (d , entre com o valor (se o valor inserido estiver errado, tecle (de , e entre com o valor correto novamente).
5) Tecle (de (se encontrar algum erro, repita os passos 3 ~ 5).
6) Mova a mesa da máquina até a posição 13, e o processo do Ponto B pode ser iniciado.
5. Modo de exibição de coordenada absoluta / relativa / definida pelo usuárioTecle (desen , o modo do mostrador Absoluto / Relativo irá converter para um ou para outro, seguindo as operações.

Manual de Operação - Leitor Digital SINO SDS6
16
1) Deixe a ponta da ferramenta no Ponto M Ressetar no modo AbsolutoTecle (desenh
Tecle (desenhos)
2) Mova a máquina até a Posição A
3) Mova a máquina até a Posição B
4) Tecle (desenhos)
5) Mova a máquina até a Posição C
6) Mova a máquina até a Posição D
7) Retorne para o modo Absoluto (des
8) Mova a máquina até a Posição E
ou
Nota:A ressetagem nos modos Absoluto e Relativo do mostrador deve ser feito separadamente. No modo Absoluto é exibido “ALE” na tela de mensagem. Quando for exibido “INC” na tela de mensagem o modo de exibição é Absoluto.
Ao teclar (desen pode também realizar a conversão entre os dois modos de exibição; e também é possível entrar com o modo de exibição de 200 conjuntos de coordenadas do usuário, como mostrado a seguir no diagrama esquemático.
17
Funções Básicas
Tecle (de e entre diretamente com o modo de exibição de 200 conjuntos de coordenadas definidas pelo usuário.
Entre com o número
Tecle os dígitos, tais como Inserido o modo de exibição do conjunto Nº 50 de coordenadas relativas
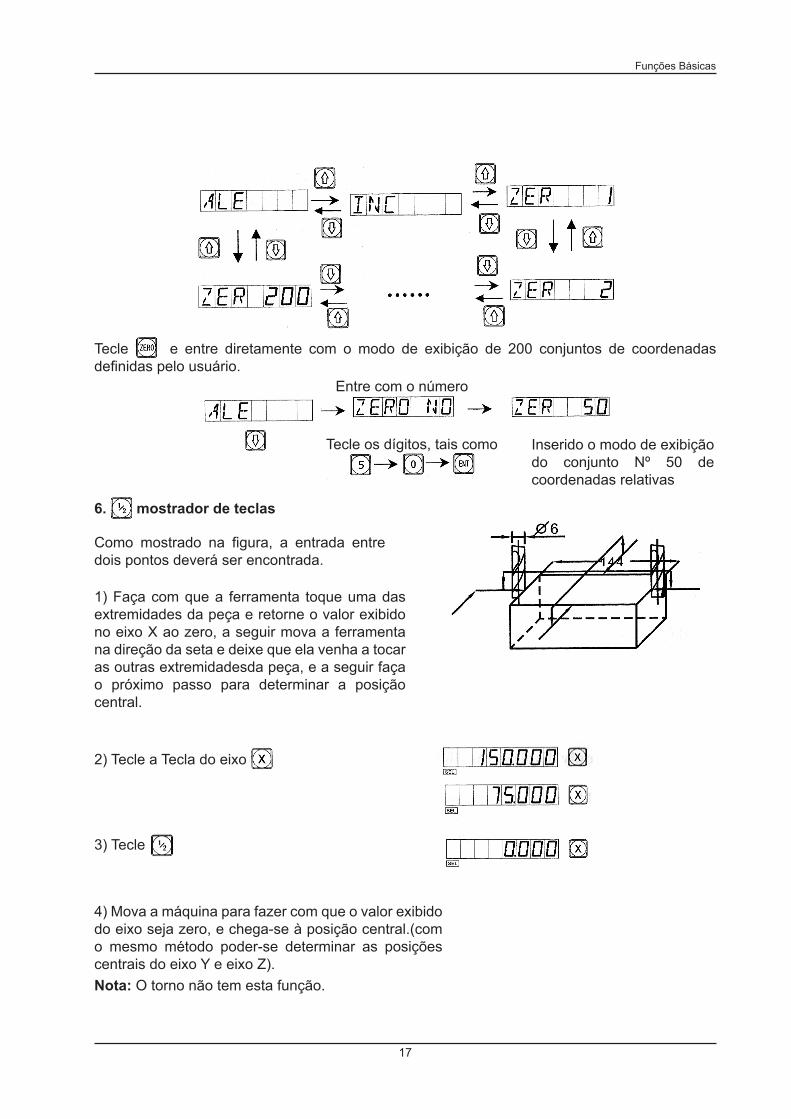
6. (d mostrador de teclas
Como mostrado na figura, a entrada entre dois pontos deverá ser encontrada.
1) Faça com que a ferramenta toque uma das extremidades da peça e retorne o valor exibido no eixo X ao zero, a seguir mova a ferramenta na direção da seta e deixe que ela venha a tocar as outras extremidadesda peça, e a seguir faça o próximo passo para determinar a posição central.
2) Tecle a Tecla do eixo (d
3) Tecle (de
4) Mova a máquina para fazer com que o valor exibido do eixo seja zero, e chega-se à posição central.(com o mesmo método poder-se determinar as posições centrais do eixo Y e eixo Z).Nota: O torno não tem esta função.
Manual de Operação - Leitor Digital SINO SDS6
18
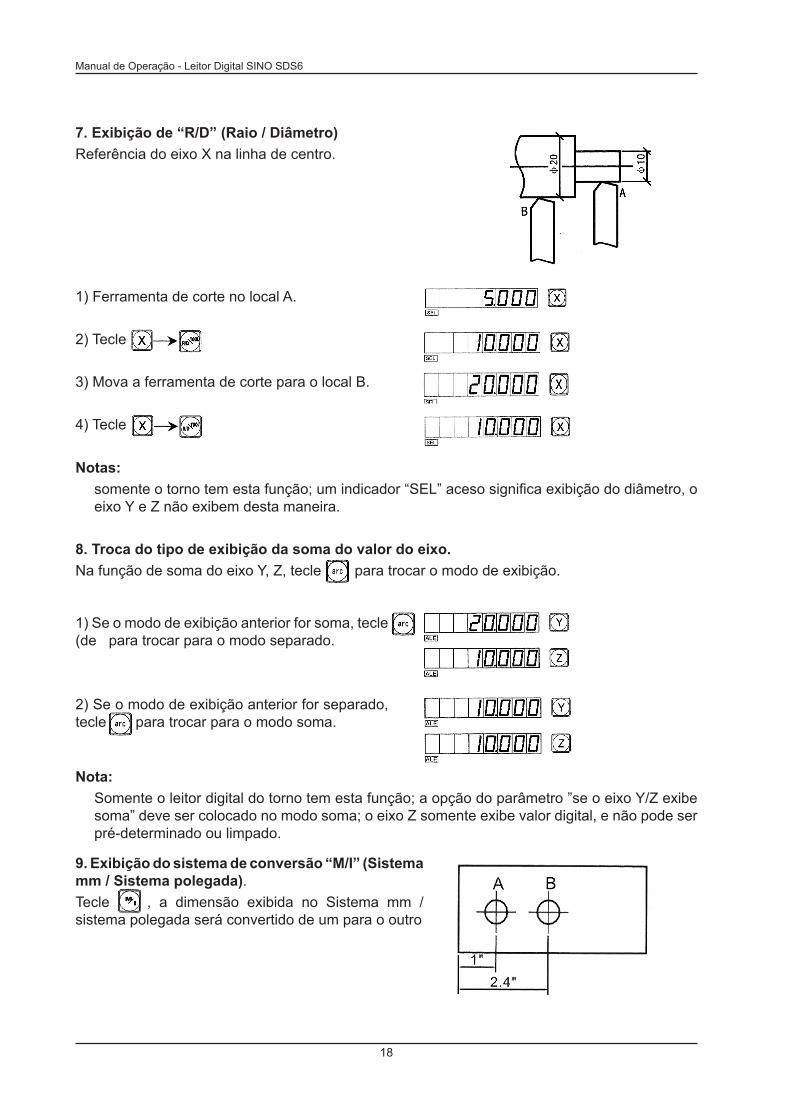
7. Exibição de “R/D” (Raio / Diâmetro)Referência do eixo X na linha de centro.
1) Ferramenta de corte no local A.
2) Tecle (desenhos)
3) Mova a ferramenta de corte para o local B.
4) Tecle (desenhos)
Notas: somente o torno tem esta função; um indicador “SEL” aceso significa exibição do diâmetro, o eixo Y e Z não exibem desta maneira.
8. Troca do tipo de exibição da soma do valor do eixo.Na função de soma do eixo Y, Z, tecle (de para trocar o modo de exibição.
1) Se o modo de exibição anterior for soma, tecle (de para trocar para o modo separado.
2) Se o modo de exibição anterior for separado, tecle (d para trocar para o modo soma.
Nota: Somente o leitor digital do torno tem esta função; a opção do parâmetro ”se o eixo Y/Z exibe soma” deve ser colocado no modo soma; o eixo Z somente exibe valor digital, e não pode ser pré-determinado ou limpado.
9. Exibição do sistema de conversão “M/I” (Sistema mm / Sistema polegada).Tecle (de , a dimensão exibida no Sistema mm / sistema polegada será convertido de um para o outro
19
Funções Básicas
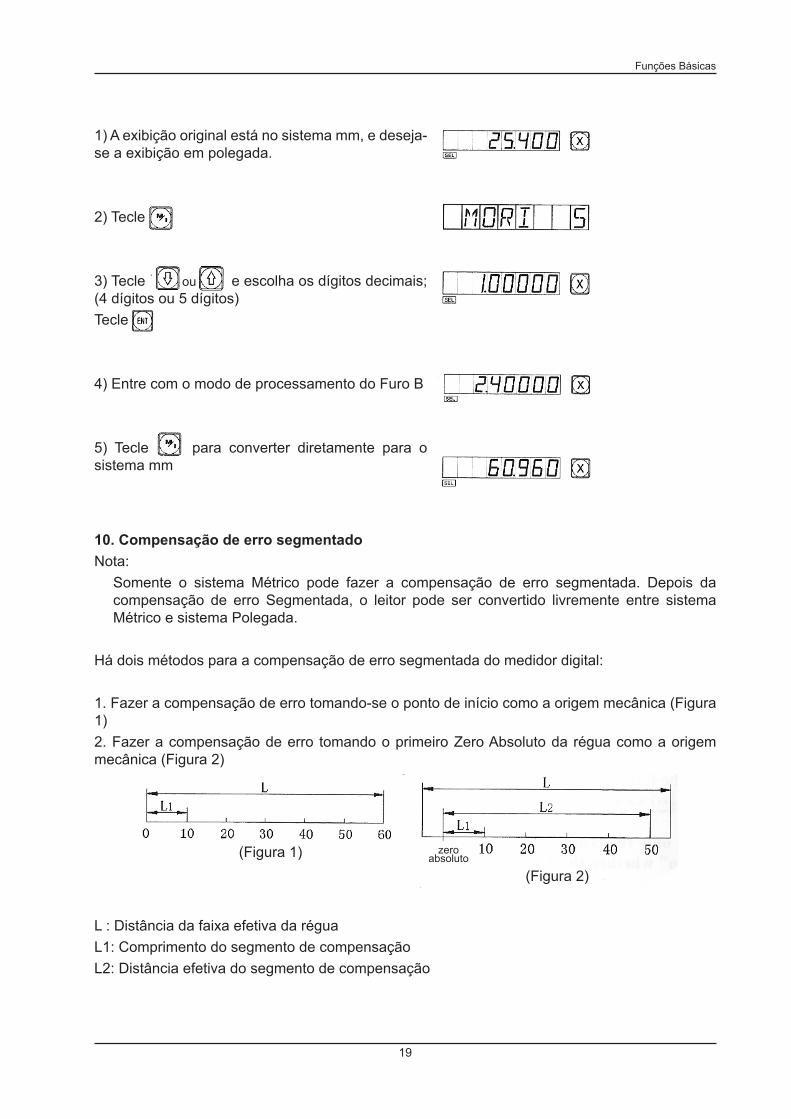
1) A exibição original está no sistema mm, e deseja-se a exibição em polegada.
2) Tecle (de
3) Tecle (desenho e escolha os dígitos decimais; (4 dígitos ou 5 dígitos)Tecle (d
4) Entre com o modo de processamento do Furo B
5) Tecle (des para converter diretamente para o sistema mm
10. Compensação de erro segmentadoNota:
Somente o sistema Métrico pode fazer a compensação de erro segmentada. Depois da compensação de erro Segmentada, o leitor pode ser convertido livremente entre sistema Métrico e sistema Polegada.
Há dois métodos para a compensação de erro segmentada do medidor digital:
1. Fazer a compensação de erro tomando-se o ponto de início como a origem mecânica (Figura 1)2. Fazer a compensação de erro tomando o primeiro Zero Absoluto da régua como a origem mecânica (Figura 2)
(Figura 1)(Figura 2)
zero absoluto
L : Distância da faixa efetiva da réguaL1: Comprimento do segmento de compensaçãoL2: Distância efetiva do segmento de compensação
ou
Manual de Operação - Leitor Digital SINO SDS6
20
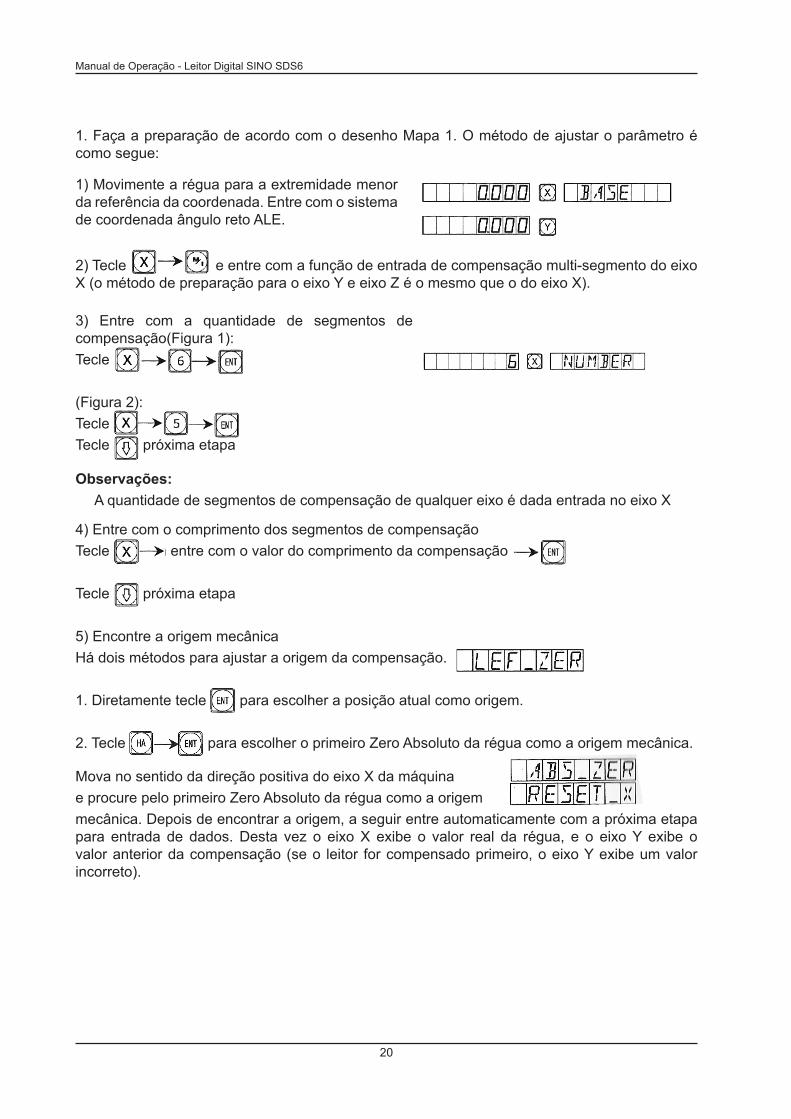
1. Faça a preparação de acordo com o desenho Mapa 1. O método de ajustar o parâmetro é como segue:
1) Movimente a régua para a extremidade menor da referência da coordenada. Entre com o sistema de coordenada ângulo reto ALE.
2) Tecle (desenhos) e entre com a função de entrada de compensação multi-segmento do eixo X (o método de preparação para o eixo Y e eixo Z é o mesmo que o do eixo X).
3) Entre com a quantidade de segmentos de compensação(Figura 1):Tecle (desenhos)
(Figura 2):Tecle (desenhos)Tecle (de próxima etapa
Observações: A quantidade de segmentos de compensação de qualquer eixo é dada entrada no eixo X
4) Entre com o comprimento dos segmentos de compensaçãoTecle (desenh entre com o valor do comprimento da compensação (desenh
Tecle (de próxima etapa
5) Encontre a origem mecânicaHá dois métodos para ajustar a origem da compensação.
1. Diretamente tecle (de para escolher a posição atual como origem.
2. Tecle (desenho) para escolher o primeiro Zero Absoluto da régua como a origem mecânica.
Mova no sentido da direção positiva do eixo X da máquina e procure pelo primeiro Zero Absoluto da régua como a origemmecânica. Depois de encontrar a origem, a seguir entre automaticamente com a próxima etapa para entrada de dados. Desta vez o eixo X exibe o valor real da régua, e o eixo Y exibe o valor anterior da compensação (se o leitor for compensado primeiro, o eixo Y exibe um valor incorreto).
21
Funções Básicas
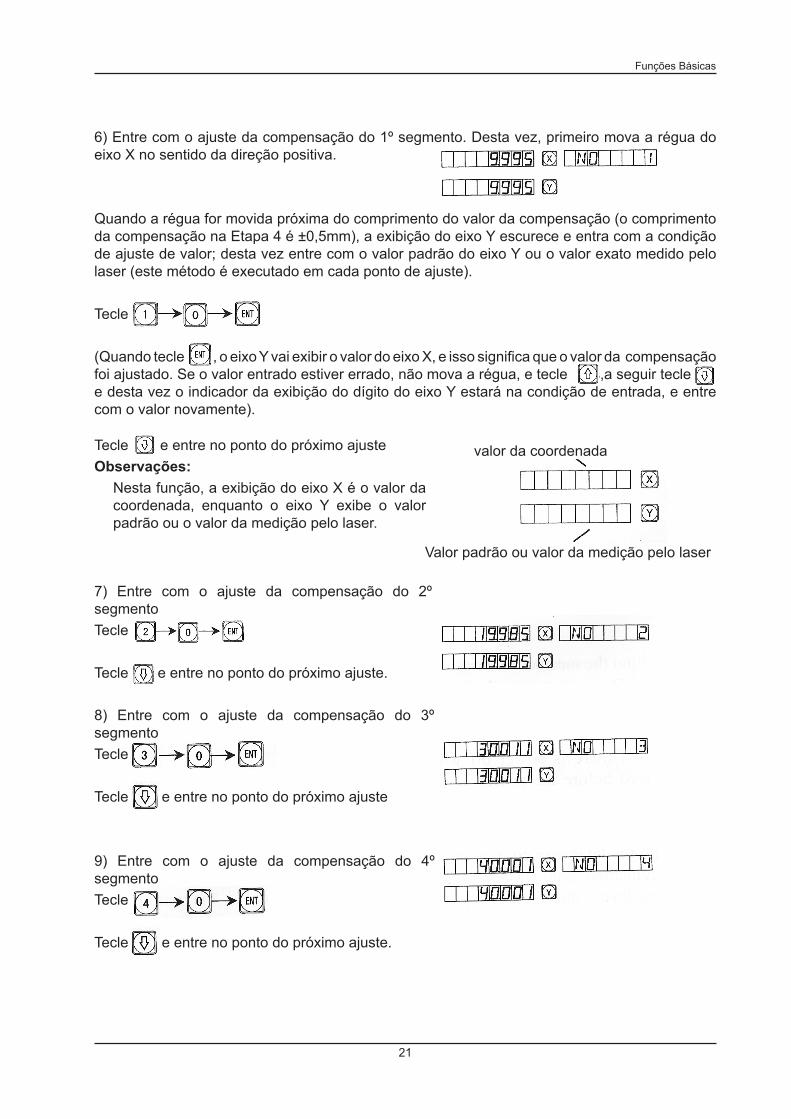
6) Entre com o ajuste da compensação do 1º segmento. Desta vez, primeiro mova a régua do eixo X no sentido da direção positiva.
Quando a régua for movida próxima do comprimento do valor da compensação (o comprimento da compensação na Etapa 4 é ±0,5mm), a exibição do eixo Y escurece e entra com a condição de ajuste de valor; desta vez entre com o valor padrão do eixo Y ou o valor exato medido pelo laser (este método é executado em cada ponto de ajuste).
Tecle (desenhos)
(Quando tecle (de , o eixo Y vai exibir o valor do eixo X, e isso significa que o valor da compensação foi ajustado. Se o valor entrado estiver errado, não mova a régua, e tecle (des,a seguir tecle (de e desta vez o indicador da exibição do dígito do eixo Y estará na condição de entrada, e entre com o valor novamente).
Tecle des e entre no ponto do próximo ajuste Observações:
Nesta função, a exibição do eixo X é o valor da coordenada, enquanto o eixo Y exibe o valor padrão ou o valor da medição pelo laser.
valor da coordenada
Valor padrão ou valor da medição pelo laser
7) Entre com o ajuste da compensação do 2º segmentoTecle (desenhos)
Tecle (de e entre no ponto do próximo ajuste.
8) Entre com o ajuste da compensação do 3º segmentoTecle (desenhos)
Tecle (de e entre no ponto do próximo ajuste
9) Entre com o ajuste da compensação do 4º segmentoTecle (desenhos)
Tecle (de e entre no ponto do próximo ajuste.
Manual de Operação - Leitor Digital SINO SDS6
22
10) Entre com o ajuste da compensação do 5º segmentoTecle (desenhos)
Tecle (de e entre no ponto do próximo ajuste.
11) Entre com o ajuste da compensação do 6º segmentoTecle (desenhos)
Depois de concluído o ajuste, tecle (des para sair.
Observações: A zona de entrada para o valor de compensação do eixo Y e do eixo Z é a zona de exibição da coordenada do eixo X.
2. Método de cancelamento do valor de compensação segmentadoO valor de compensação segmentado é somente apontado mo medidor digital, régua e máquina ajustados todos juntos. Se a régua ou o medidor digital nos quais foi ajustado o valor de compensação segmentado em uma determinada máquina for levado para outra máquina, o valor de compensação segmentado precisa ser reajustado. Quando a função de compensação segmentada não for necessária, o valor de compensação segmentado deve ser cancelado. O método de cancelamento é o seguinte:
De acordo com o método de ajuste de compensação segmentada indicado acima, quando for indicado para entrar com a quantidade de pontos de compensação, entre com 0 como o segmento de compensação, e então todos os parâmetros de ajuste de compensação são inicializados. Neste momento, todos os valores de compensação ajustados anteriormente são automaticamente cancelados.
3. Encontrando a função da origem mecânicaSe a energia estiver desligada quando a régua estiver se movendo, ou a régua for movida antes da energia ser ligada, depois de re-iniciar, a origem mecânica precisa ser encontrada novamente. Isto porque o movimento com a energia desligada, ou antes de ligada, a origem da coordenada da máquina pode não coincidir com o valor no medidor digital. Se a origem mecânica não for encontrada, a relação mal colocada é trazida para o último sistema de coordenada do usuário. Como quando calculando a coordenada do usuário, o valor de compensação Segmentado é encontrado de acordo como a coordenada mecânica errada, e assim há um grande erro da coordenada exibida.
O método de encontrar a origem mecânica é o seguinte:
23
Funções Básicas
1. Mova a régua para a posição inicialmente ajustada como a origem mecânica, e a seguir ajuste a compensação Segmentada. Quando entrar com a quantidade de segmentos de compensação e o comprimento da compensação, não faça qualquer alteração. E tecle (de diretamente para pular. Entre com a interface para escolher o método de compensação, tecle (de. A parte interna do medidor digital cuida disso automaticamente. Neste momento, tecle (de diretamente para sair do ajuste de compensação Segmentada, e conclua os passos para encontrar a origem mecânica. (Observações: é aplicável para ajustar os parâmetros de acordo com o desenho Mapa 1).
2. Primeiro mova a régua para o menor valor, e a seguir determine a compensação Segmentada. Quando introduzir a quantidade de segmentos de compensação e o comprimento da compensação, não faça qualquer alteração, e tecle (de diretamente para pular. Entre na interface para escolher o método de compensação, tecle (desenh para entrar com o eixo X para encontrar a condição de zero absoluto. Mova a régua no sentido da direção positiva. Quando o zero absoluto for encontrado, ele é a origem mecânica. A parte interna do leitor digital cuida disso automaticamente. Neste momento, tecle (de diretamente para sair do ajuste de compensação Segmentada, e conclua os passos para encontrar a origem mecânica. (Observações: é aplicável para ajustar os parâmetros de acordo com o desenho Mapa 2). Nota:
Quando encontrar a origem mecânica, a coordenada do usuário vai re-iniciar.
Aviso: Encontra a origem mecânica antes de iniciar o trabalho depois de ligar a energia para assegurar que a origem da coordenada da máquina possa coincidir com o valor mostrado no leitor digital.
11. Compensação de erro linearA função de compensação de erro linear é usada para fazer a correção linear do erro do sistema, do sistema de medição graduada.Fator de correção S=(L-L´) / (L/1000) mm/mL --- comprimento realmente medido (mm)L´--- valor exibido no medidor do mostrador digital (mm)S --- o fator real (mm/m), o símbolo “+” significa que o comprimento real é maior, e o símbolo “-“ significa que o comprimento real é menor.Faixa de compensação: -1.500 mm/m a +1.500 mm/m
Exemplo: O comprimento medido real da mesa da máquina é 1.000 mm, e o valor exibido no medidor é 999,98 mm.S=(1000-999,98)/(1000/1000)=0,02 mm/m
Manual de Operação - Leitor Digital SINO SDS6
24
1) Selecione o eixo (de
2) Tecle (d
3) Tecle o novo fator de correção em:(desenhos)
4) Tecle (d
Coeficiente de modificação usado na última vez
Nota: A compensação de erro linear pode ser feita somente no modo de exibição absoluto (a tela de mensagem exibe ALE) e no sistema métrico.
12. Memória quando há parada de energiaDurante o processo de uma determinada peça, podem ocorrer paradas de energia ou pode ser necessário fazer paradas temporárias; a caixa do mostrador digital vai automaticamente armazenar na sua memória a condição de trabalho (tal como o modo de trabalho em cada um dos eixos, os dados exibidos e o fator de compensação de erro linear) um pouco antes de cada parada. Toda a vez que a máquina for ligada novamente, a caixa do mostrador digital vai recuperar a sua condição de trabalho bem antes da parada logo após a verificação automática, e a válvula bem antes da parada (desligamento) recuperará e o processo irá continuar.
13. Chave “sleep” (“repouso” – esta função não existe para a caixa do mostrador digital de 3 eixos)A chave no painel traseiro da caixa do mostrador digital pode ser desligada durante o processo de uma peça. É verdade que a caixa digital da Série SDS tem sua memória de interrupção, mas a máquina pode ter sido movida depois do evento. Neste caso, quando a máquina for ligada novamente, a condição de trabalho bem antes da parada será novamente exibida, mas esta não é a nova condição real. Se o operador quiser suspender o processo para descansar ou se estiver ocupado por outra coisa, a chave “sleep” (“repouso”) pode ser usada para evitar a situação mencionada acima.Não estando na condição de trabalho ALE, se houver a necessidade de desligar a chave “sleep” (repouso), tecle (de , a caixa do mostrador digital desligará o mostrador. Quando re-iniciar o processo, tecle (de , e a caixa ligará totalmente o mostrador. Não importa como a máquina tenha sido movida depois que o mostrador tenha sido desligado, a caixa vai “ver” e “manter na memória” a condição final depois que a máquina tenha sido movida. Quando o mostrador for ligado novamente, a condição de trabalho exibida será a condição real.
Nota: Quando a chave “sleep” (repouso) for desligada, a caixa do mostrador digital não está realmente na condição de desligada; se a chave de energia no painel traseiro da caixa for desligada, a chave “sleep” (repouso) perde a sua função.

25
Funções Básicas
B.
R Uniforme(Igual para MIIL_MS , MIIL_M)

Manual de Operação - Leitor Digital SINO SDS6
26
27
R Uniforme
Função de Cálculo de Arco R Uniforme (Função ARC)
No processamento de moldes, freqüentemente ocorre que é indispensável o processamento de arco circular. No caso de o processamento ser feito para uma única peça, o contorno necessário é simples e não envolverá muito processamento de arco circular; isso pode envolver muita perda tanto de tempo como dinheiro para fazer o trabalho em uma máquina de comando digital.
A função de cálculo avançada de Arco R Uniforme fornecido com o mostrador digital modelo SDS6 torna possível completar o processamento de uma peça simples tal como moldar um eletrodo de cobre de forma fácil e rápida em uma fresadora universal. Esta função de cálculo de Arco faz com que seja possível controlar livremente a uniformidade do arco circular. A distância entre dois pontos de trabalho adjacentes é uniforme e a uniformidade do arco circular pode ser controlada através do controle desta distância.
Esta função é usada no processamento de arco circular. 1) O mostrador na janela de mensagem solicita ao operador entrar com todos os parâmetros que precisam ser definidos, de maneira que a operação é muito fácil. 2) Esta função pode ser baseada no corte máximo de entrada (MAX CUT), que calcula a profundidade de corte mais apropriada, e assim, a uniformidade do arco circular completamente no controle do operador.
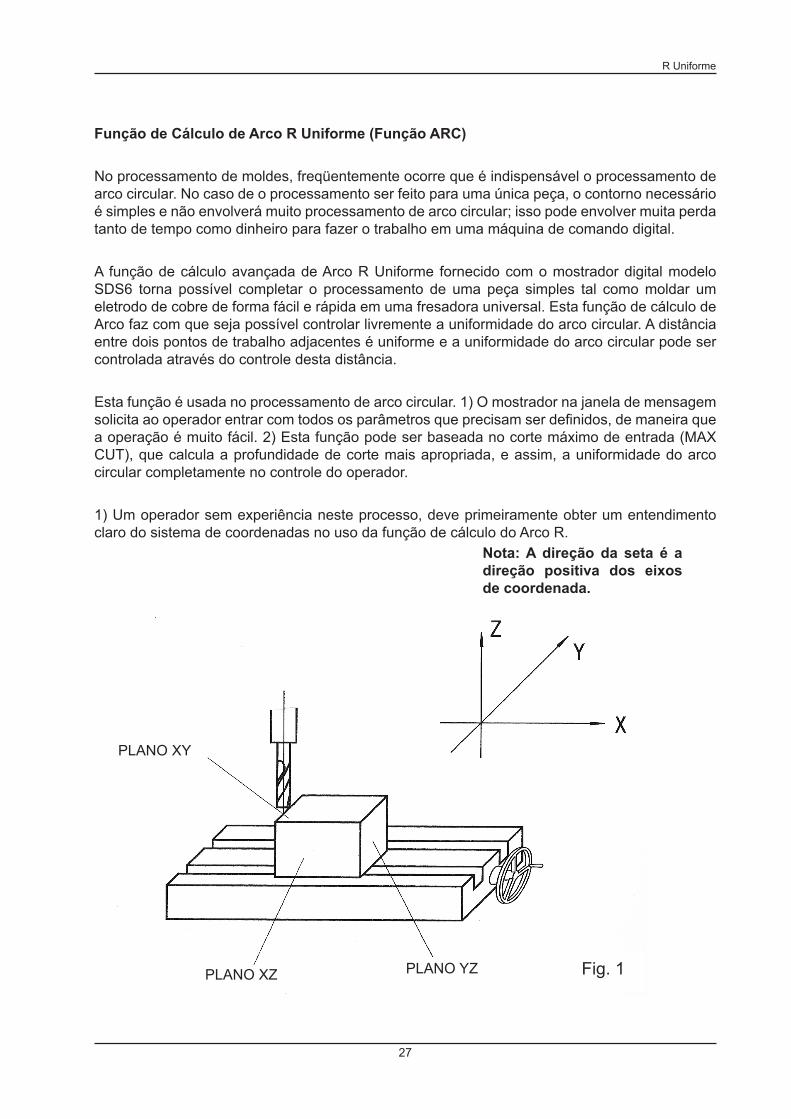
1) Um operador sem experiência neste processo, deve primeiramente obter um entendimento claro do sistema de coordenadas no uso da função de cálculo do Arco R.
PLANO XY
PLANO XZ PLANO YZ
Nota: A direção da seta é a direção positiva dos eixos de coordenada.
Fig. 1
Manual de Operação - Leitor Digital SINO SDS6
28
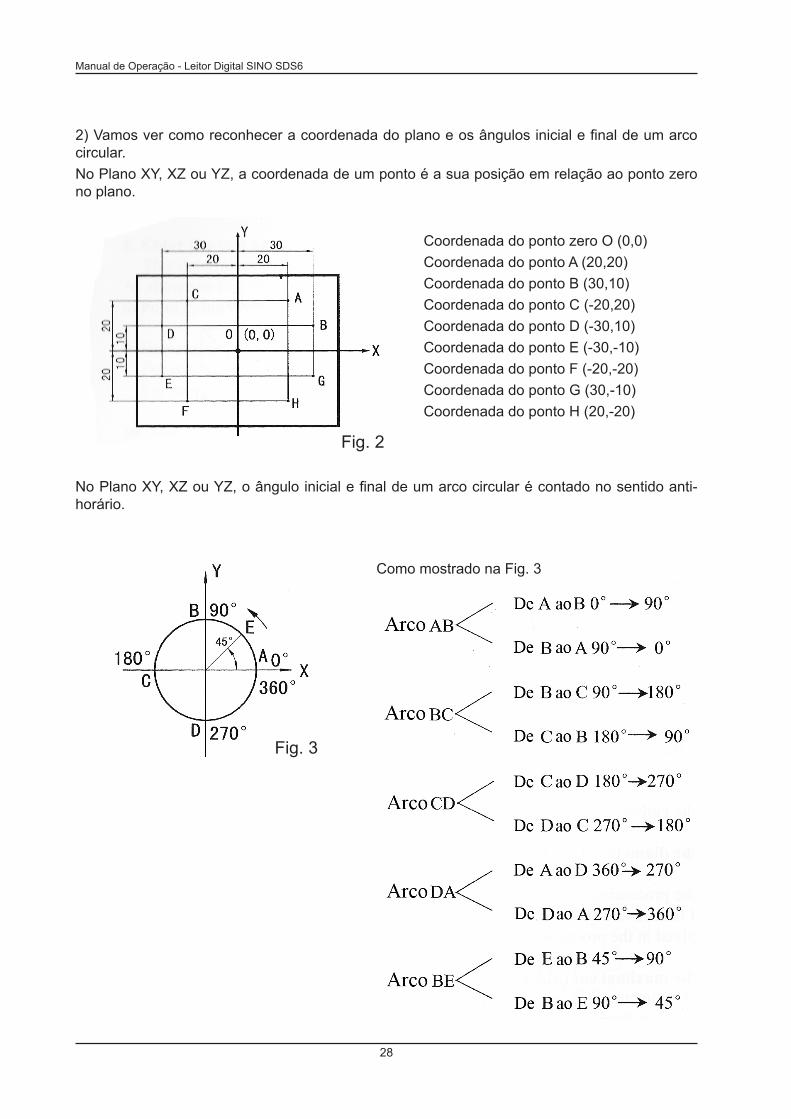
2) Vamos ver como reconhecer a coordenada do plano e os ângulos inicial e final de um arco circular.No Plano XY, XZ ou YZ, a coordenada de um ponto é a sua posição em relação ao ponto zero no plano.
Coordenada do ponto zero O (0,0)Coordenada do ponto A (20,20)Coordenada do ponto B (30,10)Coordenada do ponto C (-20,20)Coordenada do ponto D (-30,10)Coordenada do ponto E (-30,-10)Coordenada do ponto F (-20,-20)Coordenada do ponto G (30,-10)Coordenada do ponto H (20,-20)
No Plano XY, XZ ou YZ, o ângulo inicial e final de um arco circular é contado no sentido anti-horário.
Como mostrado na Fig. 3
Fig. 2
Fig. 3
29
R Uniforme
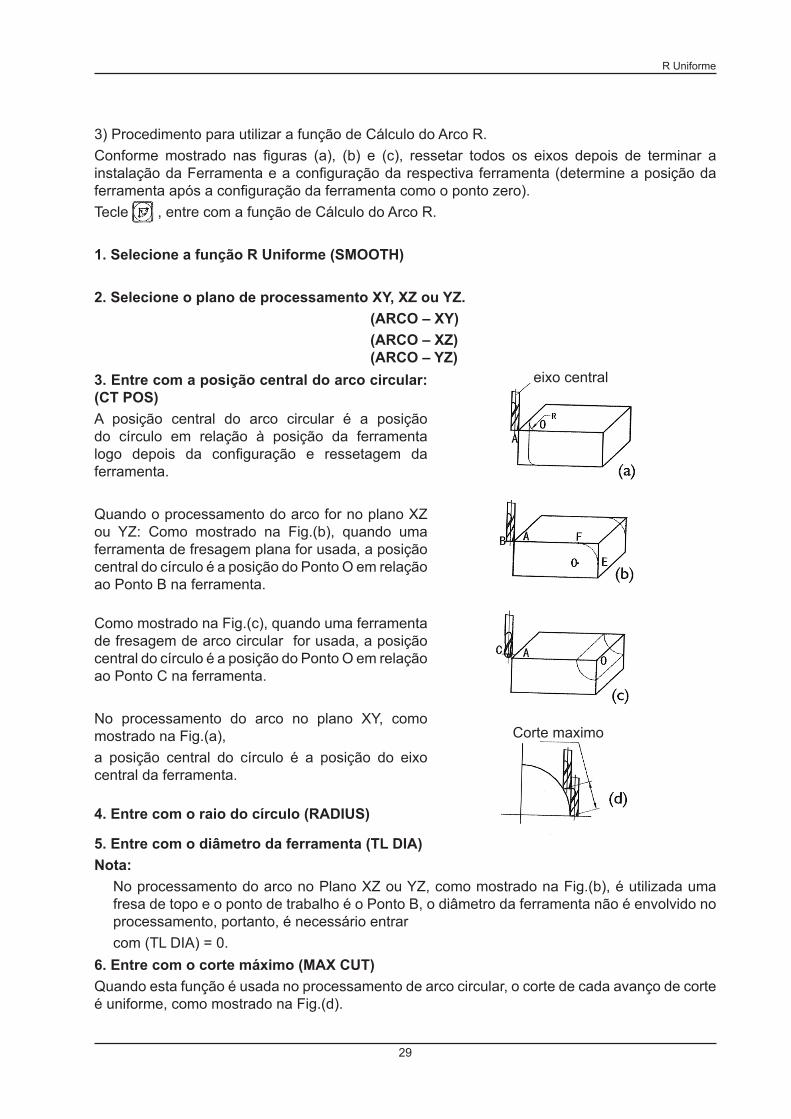
3) Procedimento para utilizar a função de Cálculo do Arco R.Conforme mostrado nas figuras (a), (b) e (c), ressetar todos os eixos depois de terminar a instalação da Ferramenta e a configuração da respectiva ferramenta (determine a posição da ferramenta após a configuração da ferramenta como o ponto zero).Tecle (de , entre com a função de Cálculo do Arco R.
1. Selecione a função R Uniforme (SMOOTH)
2. Selecione o plano de processamento XY, XZ ou YZ. (ARCO – XY) (ARCO – XZ) (ARCO – YZ) 3. Entre com a posição central do arco circular: (CT POS)A posição central do arco circular é a posição do círculo em relação à posição da ferramenta logo depois da configuração e ressetagem da ferramenta.
Quando o processamento do arco for no plano XZ ou YZ: Como mostrado na Fig.(b), quando uma ferramenta de fresagem plana for usada, a posição central do círculo é a posição do Ponto O em relação ao Ponto B na ferramenta.
Como mostrado na Fig.(c), quando uma ferramenta de fresagem de arco circular for usada, a posição central do círculo é a posição do Ponto O em relação ao Ponto C na ferramenta.
No processamento do arco no plano XY, como mostrado na Fig.(a), a posição central do círculo é a posição do eixo central da ferramenta. 4. Entre com o raio do círculo (RADIUS)
eixo central
Corte maximo
5. Entre com o diâmetro da ferramenta (TL DIA)Nota:
No processamento do arco no Plano XZ ou YZ, como mostrado na Fig.(b), é utilizada uma fresa de topo e o ponto de trabalho é o Ponto B, o diâmetro da ferramenta não é envolvido no processamento, portanto, é necessário entrar com (TL DIA) = 0.
6. Entre com o corte máximo (MAX CUT)Quando esta função é usada no processamento de arco circular, o corte de cada avanço de corte é uniforme, como mostrado na Fig.(d).
Manual de Operação - Leitor Digital SINO SDS6
30
7. Entre com o ângulo inicial do arco circular (ST ANG)Isto determina a posição do primeiro avanço de corte no processamento do arco circular. Como mostrado na Fig.(b), o ângulo inicial é 0º se o arco for processado do Ponto E ao Ponto F, e a 90º quando do Ponto F ao E.
8. Entre com o ângulo final do arco (ED ANG)Isto determina a posição do último avanço de corte no processamento do arco circular. Como mostrado na Fig.(b), o ângulo final é 90º se o arco for processado do Ponto E ao Ponto F, porém 0º quando do Ponto F ao E.
9. Determine o modo do círculo interno / externo:Para arco circular externo, como mostrado na Fig.(b), RAD+TL.Para arco circular interno, como mostrado na Fig.(c), RAD+TL.
10. Mova a máquina até o ponto inicial do processamento acompanhando o mostrador dos eixos, e a seguir inicie o processamento ponto a ponto.
11. Pode-se cancelar a função de Cálculo do Arco R, se desejar – simplesmente tecle (
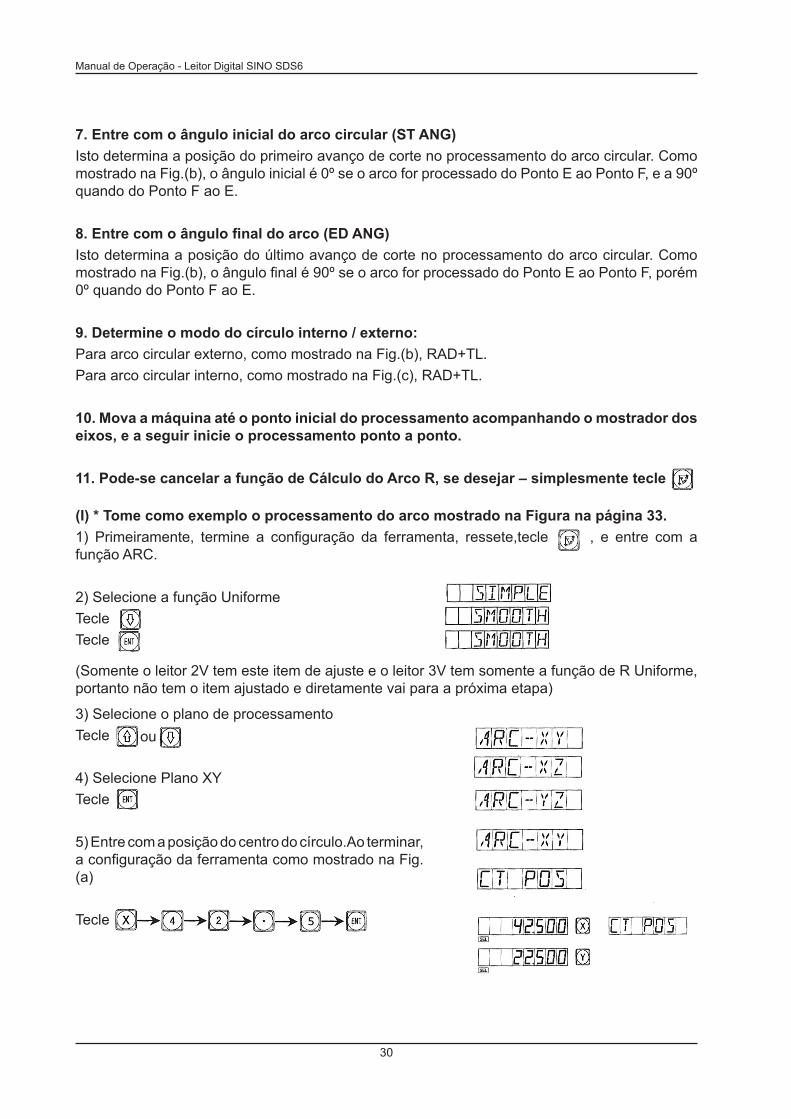
(I) * Tome como exemplo o processamento do arco mostrado na Figura na página 33.1) Primeiramente, termine a configuração da ferramenta, ressete,tecle (des , e entre com a função ARC.
2) Selecione a função UniformeTecle (desTecle (des
(Somente o leitor 2V tem este item de ajuste e o leitor 3V tem somente a função de R Uniforme, portanto não tem o item ajustado e diretamente vai para a próxima etapa)
3) Selecione o plano de processamentoTecle (desenho)
4) Selecione Plano XYTecle (de
5) Entre com a posição do centro do círculo.Ao terminar, a configuração da ferramenta como mostrado na Fig.(a)
Tecle (desenhos)
ou
31
R Uniforme
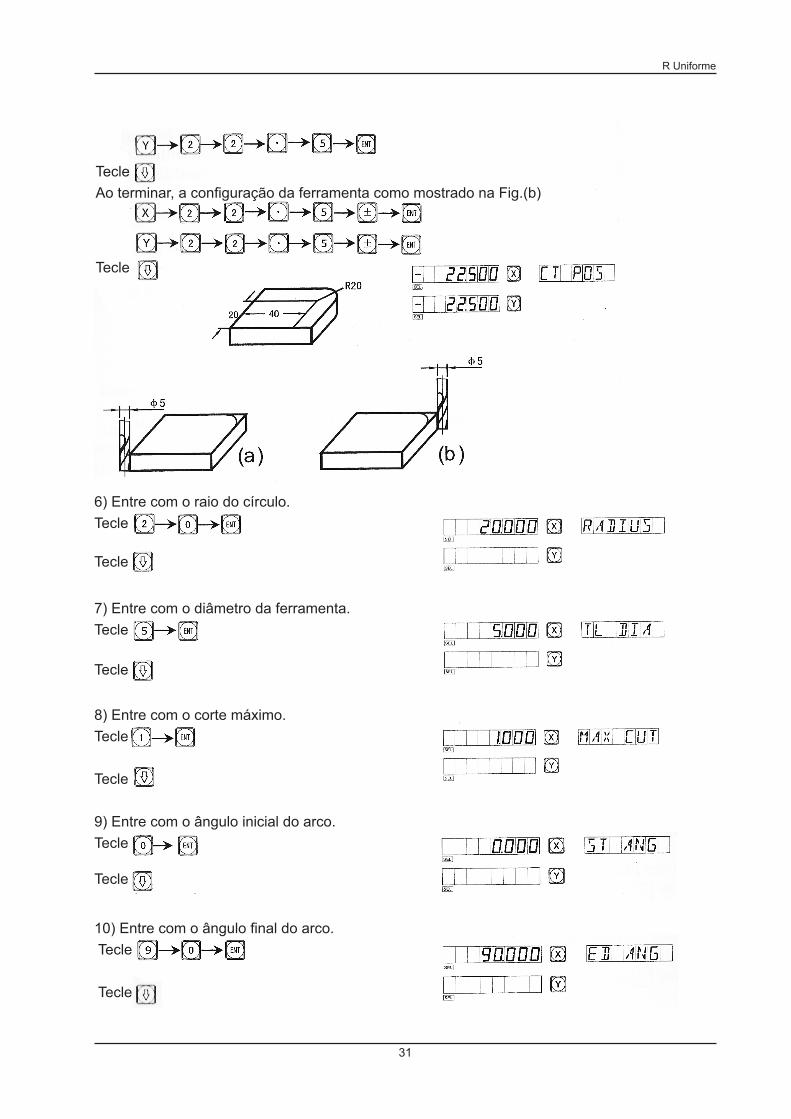
TecleAo terminar, a configuração da ferramenta como mostrado na Fig.(b)
Tecle
6) Entre com o raio do círculo.Tecle (desenhos) Tecle (desenho)
7) Entre com o diâmetro da ferramenta.Tecle (desenhos) Tecle (desenho)
8) Entre com o corte máximo.Tecle (desenhos) Tecle (desenho)
9) Entre com o ângulo inicial do arco.Tecle (desenhos) Tecle (desenho)
10) Entre com o ângulo final do arco. Tecle (desenhos) Tecle (de
Manual de Operação - Leitor Digital SINO SDS6
32
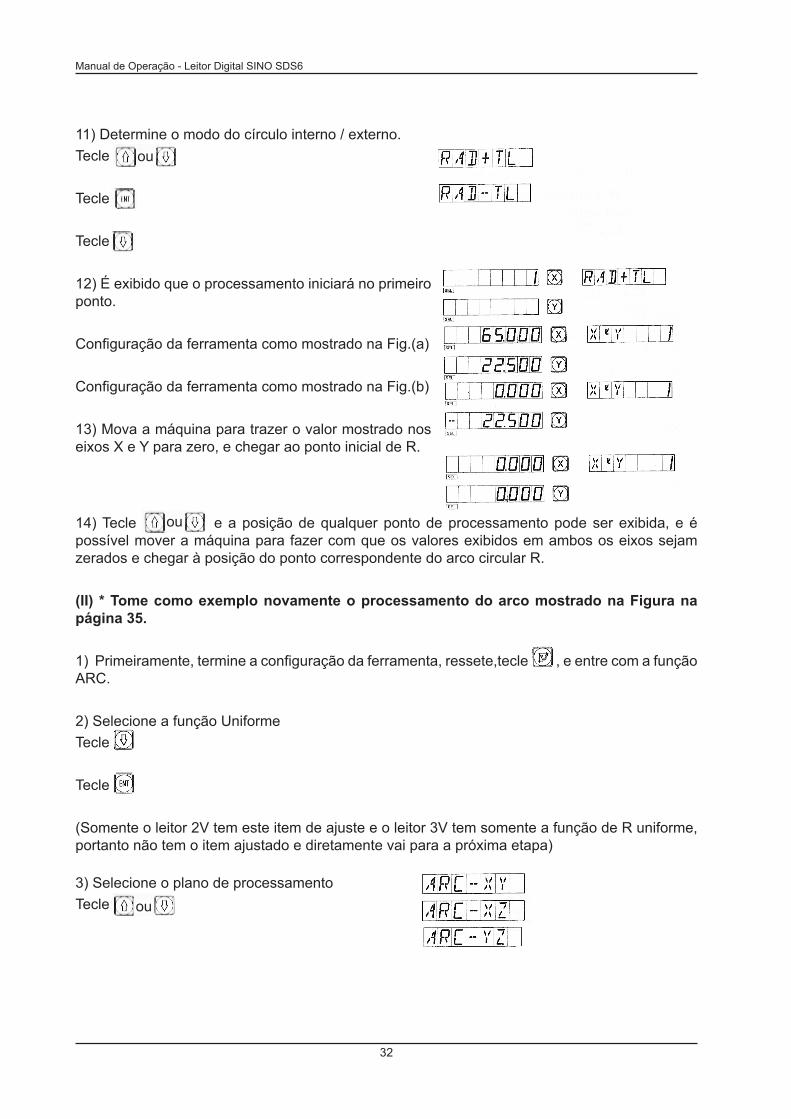
11) Determine o modo do círculo interno / externo.Tecle (desenho
Tecle (de
Tecle (de
12) É exibido que o processamento iniciará no primeiro ponto.
Configuração da ferramenta como mostrado na Fig.(a)
Configuração da ferramenta como mostrado na Fig.(b)
13) Mova a máquina para trazer o valor mostrado nos eixos X e Y para zero, e chegar ao ponto inicial de R.
ou
14) Tecle (desenho) e a posição de qualquer ponto de processamento pode ser exibida, e é possível mover a máquina para fazer com que os valores exibidos em ambos os eixos sejam zerados e chegar à posição do ponto correspondente do arco circular R.
(II) * Tome como exemplo novamente o processamento do arco mostrado na Figura na página 35.
1) Primeiramente, termine a configuração da ferramenta, ressete,tecle (de , e entre com a função ARC.
2) Selecione a função UniformeTecle (d
Tecle (de
(Somente o leitor 2V tem este item de ajuste e o leitor 3V tem somente a função de R uniforme, portanto não tem o item ajustado e diretamente vai para a próxima etapa)
3) Selecione o plano de processamentoTecle (desenhou
ou
33
R Uniforme
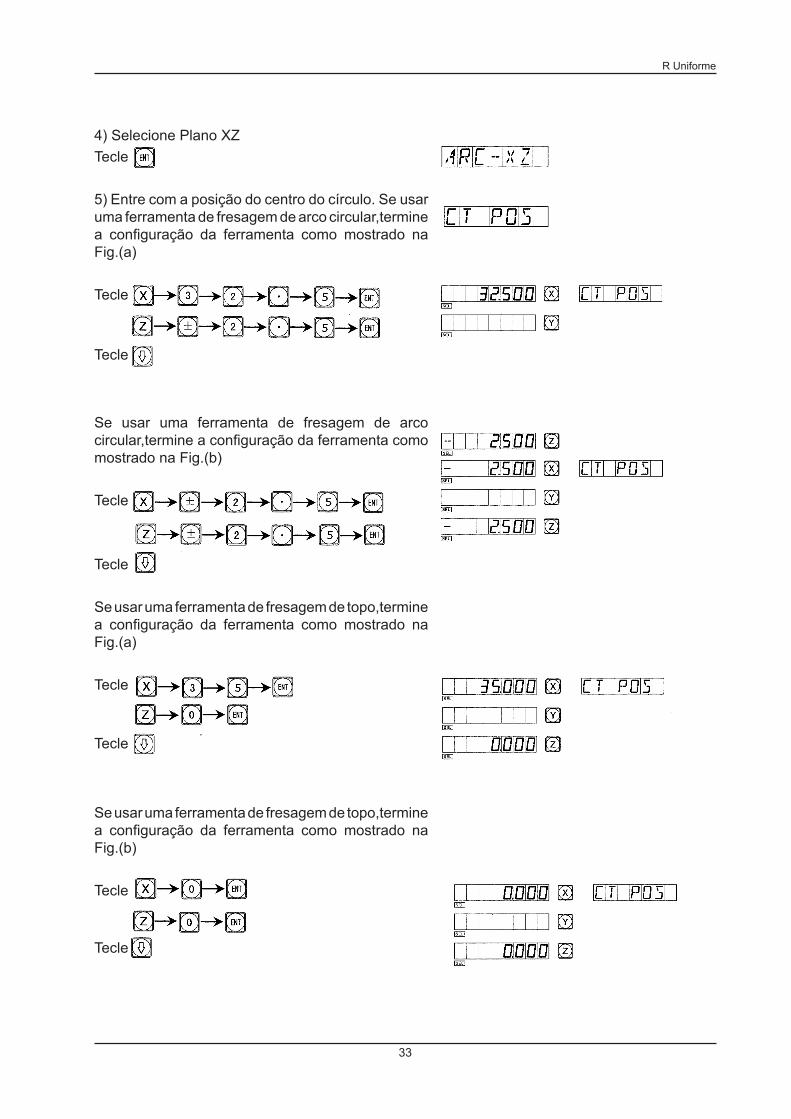
4) Selecione Plano XZTecle (d
5) Entre com a posição do centro do círculo. Se usar uma ferramenta de fresagem de arco circular,termine a configuração da ferramenta como mostrado na Fig.(a)
Tecle (desenhos) (desenhos)Tecle
Se usar uma ferramenta de fresagem de arco circular,termine a configuração da ferramenta como mostrado na Fig.(b)
Tecle (desenhos) (desenhos)Tecle
Se usar uma ferramenta de fresagem de topo,termine a configuração da ferramenta como mostrado na Fig.(a)
Tecle (desenhos) (desenhos)Tecle
Se usar uma ferramenta de fresagem de topo,termine a configuração da ferramenta como mostrado na Fig.(b)
Tecle (desenhos) (desenhos)Tecle
Manual de Operação - Leitor Digital SINO SDS6
34
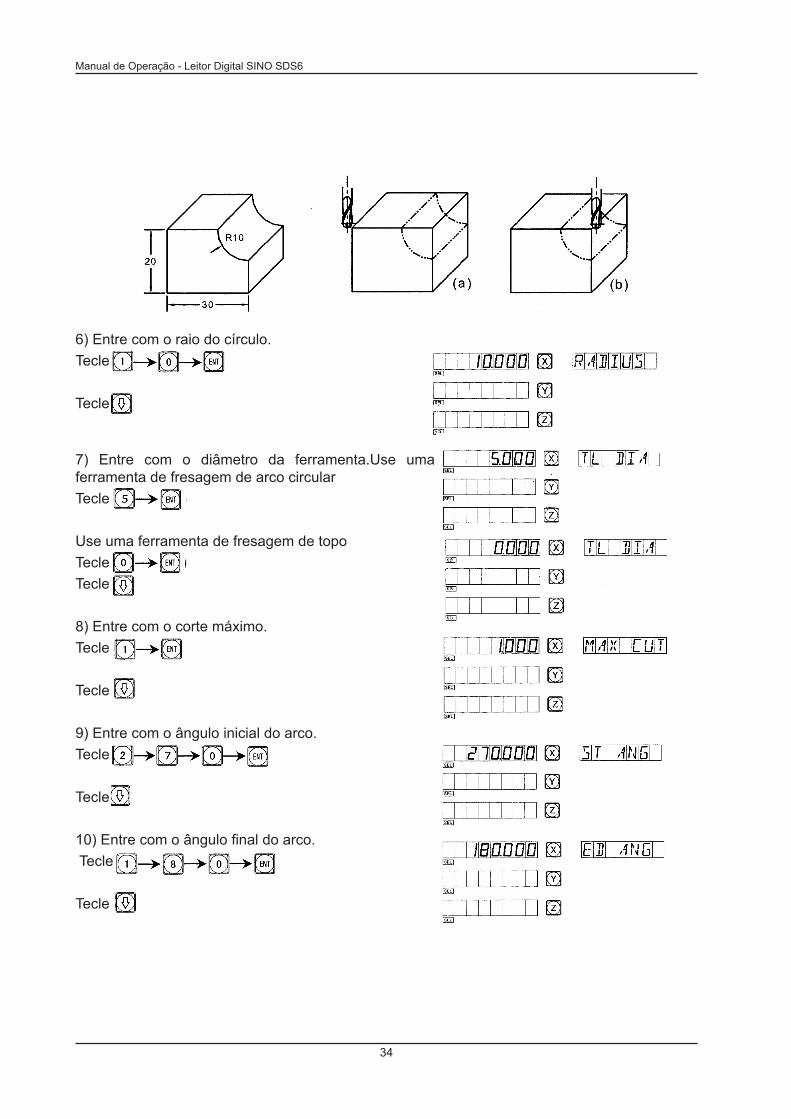
6) Entre com o raio do círculo.Tecle (desenhos) Tecle (d
7) Entre com o diâmetro da ferramenta.Use uma ferramenta de fresagem de arco circularTecle (desenhos) Use uma ferramenta de fresagem de topoTecle (desenhos)Tecle (desenho)
8) Entre com o corte máximo.Tecle (desenhos) Tecle (desenho)
9) Entre com o ângulo inicial do arco.Tecle (desenhos) Tecle (desenho)
10) Entre com o ângulo final do arco. Tecle (desenhos) Tecle (desenho)
35
R Uniforme
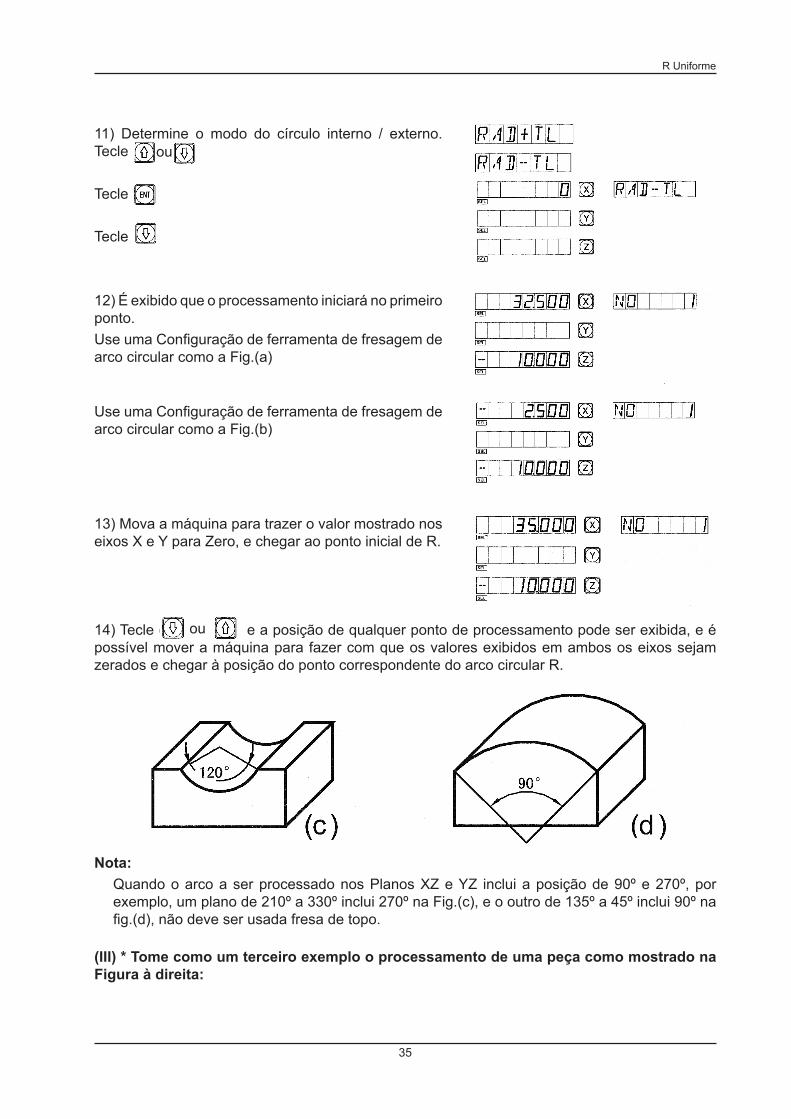
11) Determine o modo do círculo interno / externo.Tecle (dese Tecle (desenho)
Tecle (desenho)
12) É exibido que o processamento iniciará no primeiro ponto.Use uma Configuração de ferramenta de fresagem de arco circular como a Fig.(a)
Use uma Configuração de ferramenta de fresagem de arco circular como a Fig.(b)
13) Mova a máquina para trazer o valor mostrado nos eixos X e Y para Zero, e chegar ao ponto inicial de R.
ou
14) Tecle (desenho) o e a posição de qualquer ponto de processamento pode ser exibida, e é possível mover a máquina para fazer com que os valores exibidos em ambos os eixos sejam zerados e chegar à posição do ponto correspondente do arco circular R.
ou
Nota: Quando o arco a ser processado nos Planos XZ e YZ inclui a posição de 90º e 270º, por exemplo, um plano de 210º a 330º inclui 270º na Fig.(c), e o outro de 135º a 45º inclui 90º na fig.(d), não deve ser usada fresa de topo.
(III) * Tome como um terceiro exemplo o processamento de uma peça como mostrado na Figura à direita:
Manual de Operação - Leitor Digital SINO SDS6
36
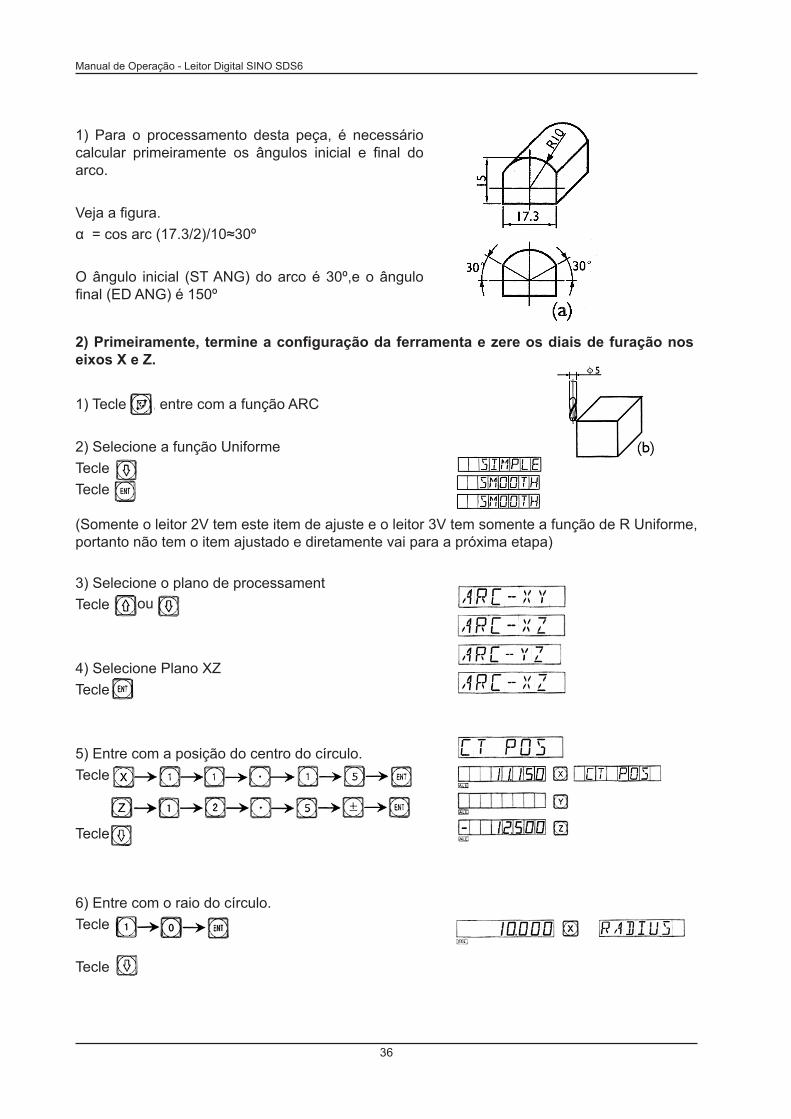
1) Para o processamento desta peça, é necessário calcular primeiramente os ângulos inicial e final do arco.
Veja a figura.α = cos arc (17.3/2)/10≈30º
O ângulo inicial (ST ANG) do arco é 30º,e o ângulo final (ED ANG) é 150º
2) Primeiramente, termine a configuração da ferramenta e zere os diais de furação nos eixos X e Z.
1) Tecle (de, entre com a função ARC
2) Selecione a função UniformeTecle (deTecle (de
(Somente o leitor 2V tem este item de ajuste e o leitor 3V tem somente a função de R Uniforme, portanto não tem o item ajustado e diretamente vai para a próxima etapa)
3) Selecione o plano de processamentTecle (desenho)
4) Selecione Plano XZTecle (d
5) Entre com a posição do centro do círculo.Tecle (desenhos) (desenhos)Tecle
6) Entre com o raio do círculo.Tecle (desenhos) Tecle (desenho)
ou
37
R Uniforme
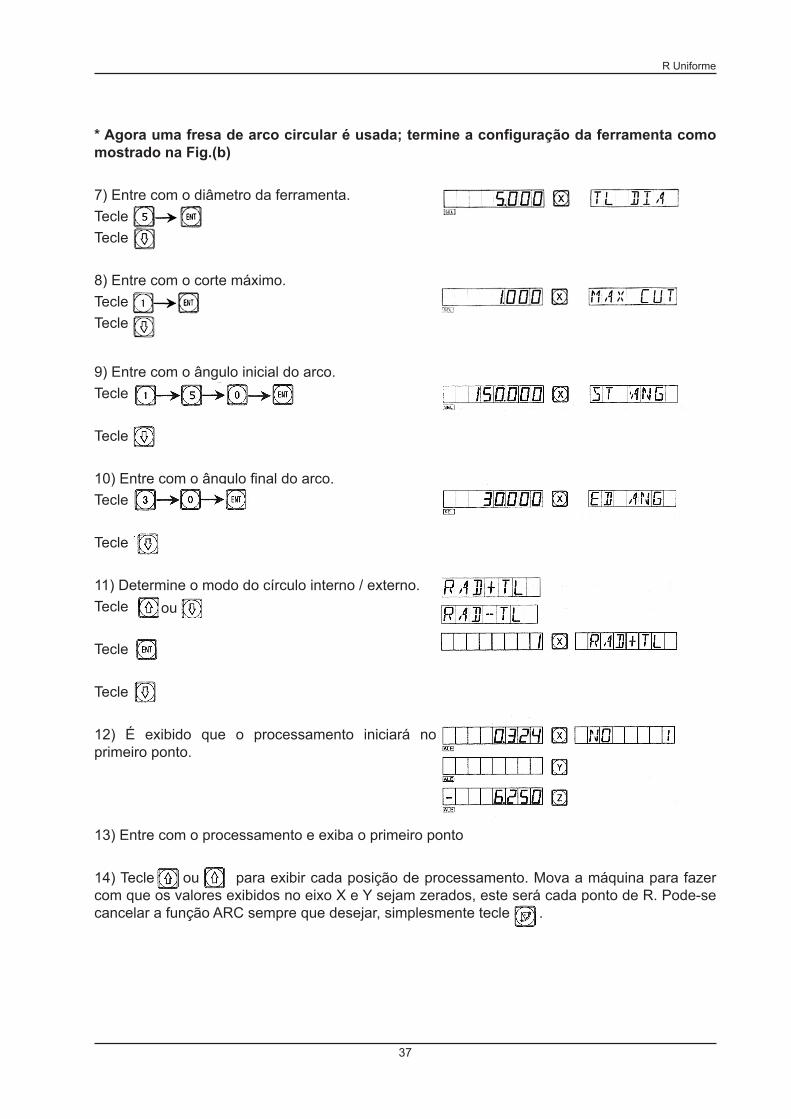
* Agora uma fresa de arco circular é usada; termine a configuração da ferramenta como mostrado na Fig.(b)
7) Entre com o diâmetro da ferramenta.Tecle (desenhos)Tecle (desenho)
8) Entre com o corte máximo.Tecle (desenhos)Tecle (desenho)
9) Entre com o ângulo inicial do arco.Tecle (desenhos) Tecle (
10) Entre com o ângulo final do arco.Tecle (desenhos) Tecle (d
11) Determine o modo do círculo interno / externo.Tecle (desenho
Tecle (de
Tecle (de
12) É exibido que o processamento iniciará no primeiro ponto.
ou
13) Entre com o processamento e exiba o primeiro ponto
14) Tecle (d ou (de para exibir cada posição de processamento. Mova a máquina para fazer com que os valores exibidos no eixo X e Y sejam zerados, este será cada ponto de R. Pode-se cancelar a função ARC sempre que desejar, simplesmente tecle (de .

Manual de Operação - Leitor Digital SINO SDS6
38

39
R Simples
C.
R SIMPLES(Igual para 2V-MIIL_MS , 2V-MIIL_M)

Manual de Operação - Leitor Digital SINO SDS6
40
41
R Simples
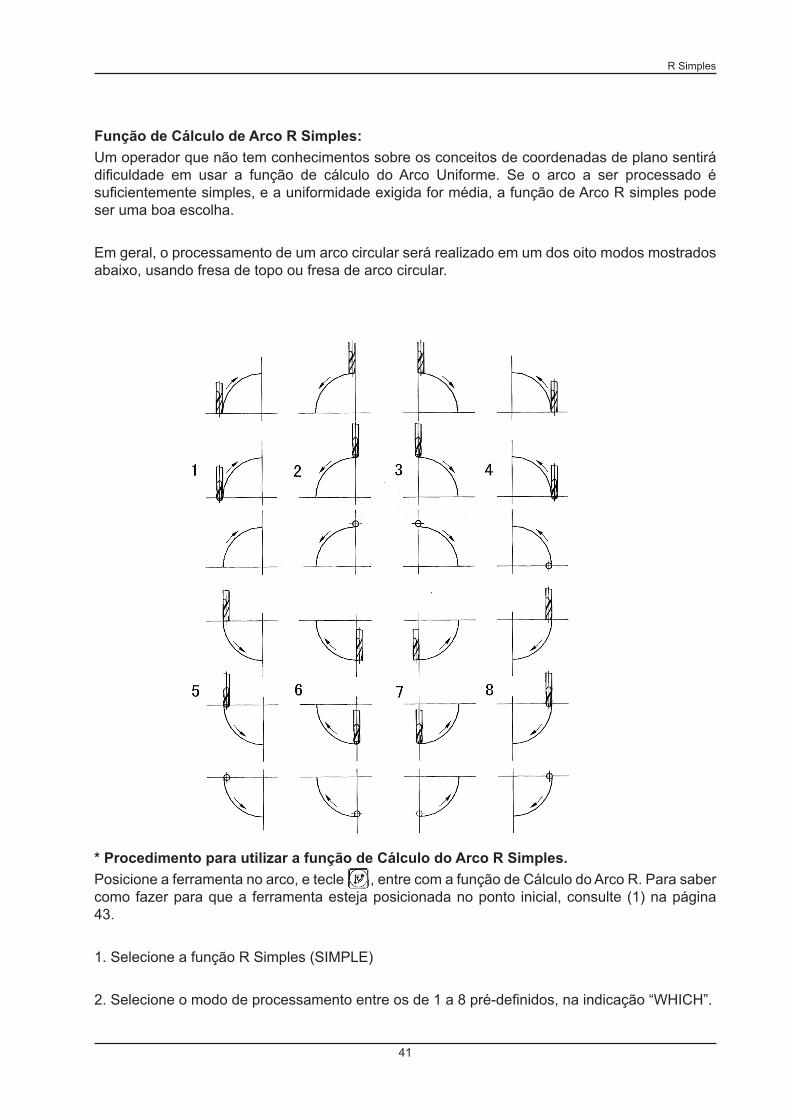
Função de Cálculo de Arco R Simples:Um operador que não tem conhecimentos sobre os conceitos de coordenadas de plano sentirá dificuldade em usar a função de cálculo do Arco Uniforme. Se o arco a ser processado é suficientemente simples, e a uniformidade exigida for média, a função de Arco R simples pode ser uma boa escolha.
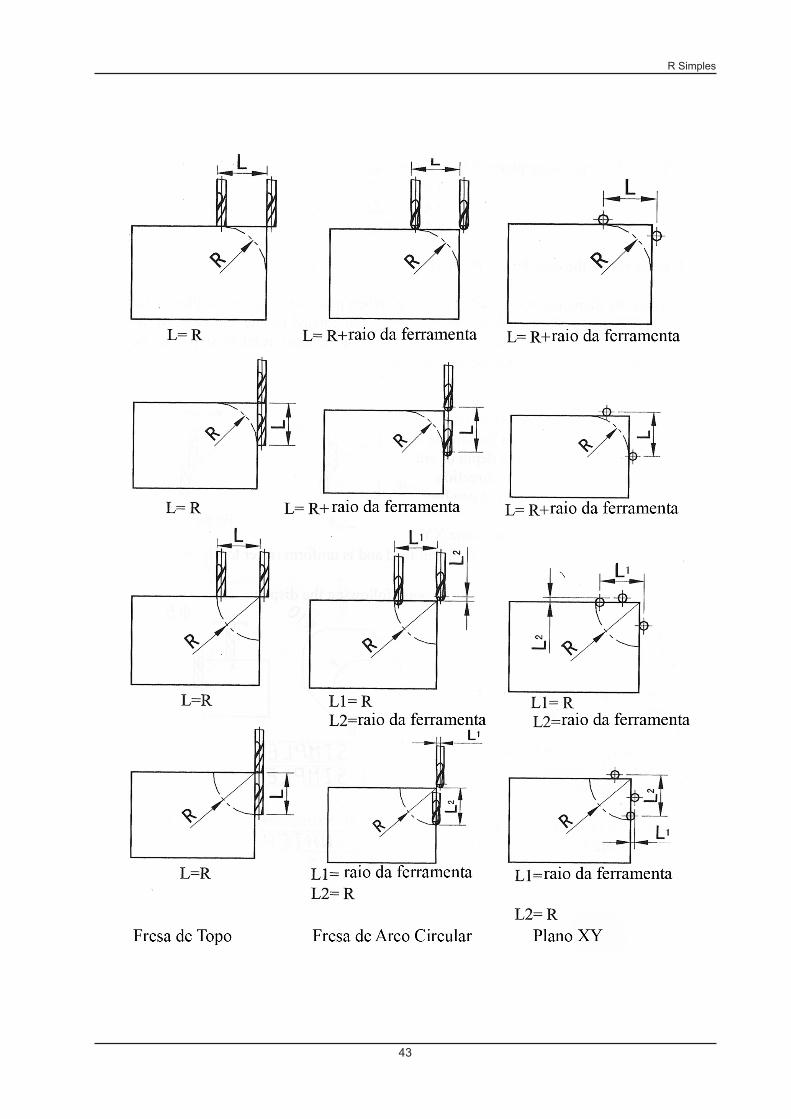
Em geral, o processamento de um arco circular será realizado em um dos oito modos mostrados abaixo, usando fresa de topo ou fresa de arco circular.
* Procedimento para utilizar a função de Cálculo do Arco R Simples.Posicione a ferramenta no arco, e tecle (d , entre com a função de Cálculo do Arco R. Para saber como fazer para que a ferramenta esteja posicionada no ponto inicial, consulte (1) na página 43.
1. Selecione a função R Simples (SIMPLE) 2. Selecione o modo de processamento entre os de 1 a 8 pré-definidos, na indicação “WHICH”.
Manual de Operação - Leitor Digital SINO SDS6
42
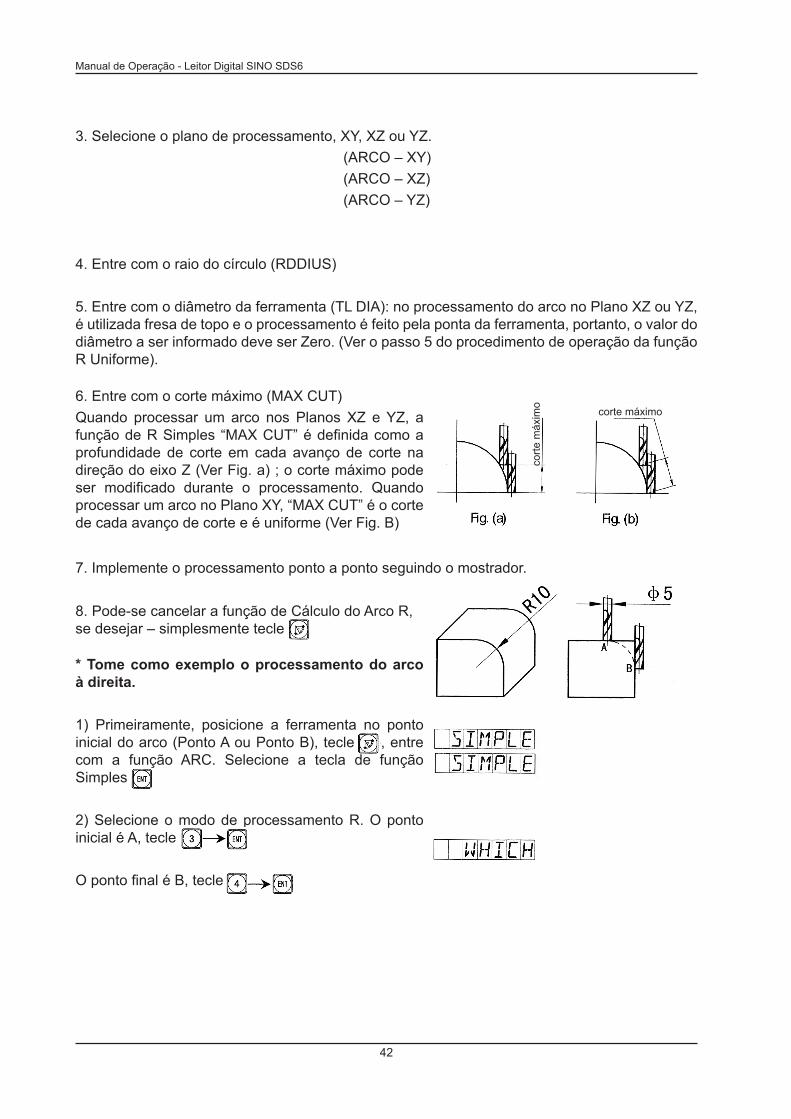
3. Selecione o plano de processamento, XY, XZ ou YZ. (ARCO – XY) (ARCO – XZ) (ARCO – YZ) 4. Entre com o raio do círculo (RDDIUS)
5. Entre com o diâmetro da ferramenta (TL DIA): no processamento do arco no Plano XZ ou YZ, é utilizada fresa de topo e o processamento é feito pela ponta da ferramenta, portanto, o valor do diâmetro a ser informado deve ser Zero. (Ver o passo 5 do procedimento de operação da função R Uniforme).
6. Entre com o corte máximo (MAX CUT) Quando processar um arco nos Planos XZ e YZ, a função de R Simples “MAX CUT” é definida como a profundidade de corte em cada avanço de corte na direção do eixo Z (Ver Fig. a) ; o corte máximo pode ser modificado durante o processamento. Quando processar um arco no Plano XY, “MAX CUT” é o corte de cada avanço de corte e é uniforme (Ver Fig. B)
corte máximo
corte
máx
imo
7. Implemente o processamento ponto a ponto seguindo o mostrador.
8. Pode-se cancelar a função de Cálculo do Arco R, se desejar – simplesmente tecle (de
* Tome como exemplo o processamento do arco à direita.
1) Primeiramente, posicione a ferramenta no ponto inicial do arco (Ponto A ou Ponto B), tecle (de, entre com a função ARC. Selecione a tecla de função Simples (d
2) Selecione o modo de processamento R. O ponto inicial é A, tecle (desenhos)
O ponto final é B, tecle (desenhos)
43
R Simples
Manual de Operação - Leitor Digital SINO SDS6
44
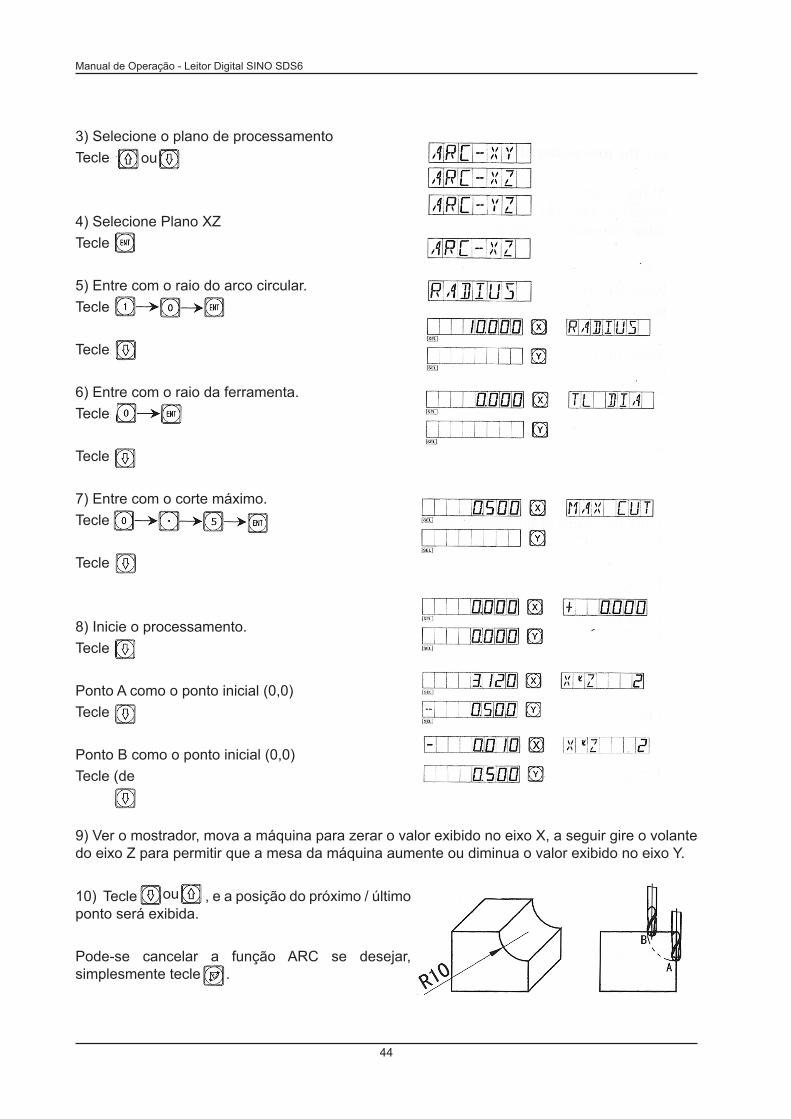
3) Selecione o plano de processamentoTecle (desenh
4) Selecione Plano XZTecle (de
5) Entre com o raio do arco circular.Tecle (desenhos) Tecle (d
6) Entre com o raio da ferramenta.Tecle (desenhos) Tecle (de
7) Entre com o corte máximo.Tecle (desenhos) Tecle (de
8) Inicie o processamento. Tecle (de
Ponto A como o ponto inicial (0,0) Tecle (de
Ponto B como o ponto inicial (0,0) Tecle (de
ou
9) Ver o mostrador, mova a máquina para zerar o valor exibido no eixo X, a seguir gire o volante do eixo Z para permitir que a mesa da máquina aumente ou diminua o valor exibido no eixo Y.
10) Tecle , e a posição do próximo / último ponto será exibida.
Pode-se cancelar a função ARC se desejar, simplesmente tecle (de.
ou

45
R Simples
* Tome o processamento de um arco circular interno como exemplo:
1) Primeiramente, alinhe a ferramenta no ponto inicial (Ponto A ou Ponto B),tecle ( , para entrar com a função ARC. Selecione a função simples, tecla (de .
2) Selecione o modo de processamento R.O Ponto A é o ponto inicial, teclas (desenhos)O Ponto A é o ponto inicial, teclas (desenhos)
3) Selecione o plano de processamentoTecle
4) Selecione Plano XZTecle (d
5) Entre com o raio do arco circularTecle (desenhos) Tecle (desenho)
6) Entre com o diâmetro da ferramentaTecle (desenhos) Tecle (desenho)
7) Entre com o corte máximoTecle (desenhos) Tecle (desenho)
8) Entre com o modo de processamento Tecle (d
Ponto A é o ponto inicial (0,0), tecle (de
Ponto A é o ponto inicial (0,0), tecle (de
ou
Manual de Operação - Leitor Digital SINO SDS6
46
9) Ver o mostrador, mova a máquina para zerar o valor exibido no eixo X, a seguir gire o volante do eixo Z para permitir que a mesa da máquina aumente ou diminua o valor exibido no eixo Y.
10) Tecle (d ou (d , e a posição do próximo / último ponto será exibida. Pode-se cancelar a função ARC, simplesmente tecle (de
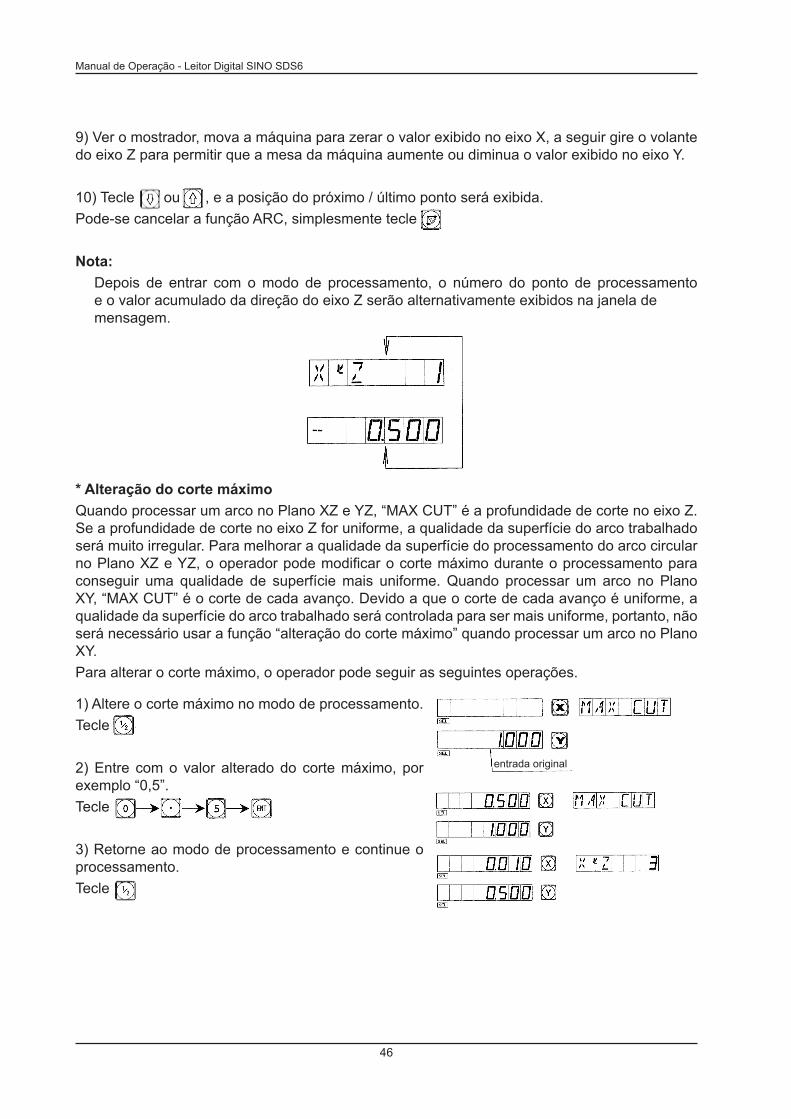
Nota: Depois de entrar com o modo de processamento, o número do ponto de processamento
e o valor acumulado da direção do eixo Z serão alternativamente exibidos na janela de mensagem.
* Alteração do corte máximoQuando processar um arco no Plano XZ e YZ, “MAX CUT” é a profundidade de corte no eixo Z. Se a profundidade de corte no eixo Z for uniforme, a qualidade da superfície do arco trabalhado será muito irregular. Para melhorar a qualidade da superfície do processamento do arco circular no Plano XZ e YZ, o operador pode modificar o corte máximo durante o processamento para conseguir uma qualidade de superfície mais uniforme. Quando processar um arco no Plano XY, “MAX CUT” é o corte de cada avanço. Devido a que o corte de cada avanço é uniforme, a qualidade da superfície do arco trabalhado será controlada para ser mais uniforme, portanto, não será necessário usar a função “alteração do corte máximo” quando processar um arco no Plano XY.Para alterar o corte máximo, o operador pode seguir as seguintes operações.
1) Altere o corte máximo no modo de processamento.Tecle (d
2) Entre com o valor alterado do corte máximo, por exemplo “0,5”.Tecle (desenhos)
3) Retorne ao modo de processamento e continue o processamento.Tecle (de
entrada original
47
Furação ao Longo de uma Linha Oblíqua
D.
Furação ao longo de uma Linha Oblíqua (Igual para MIIL_MS)

Manual de Operação - Leitor Digital SINO SDS6
48
49
Furação ao Longo de uma Linha Oblíqua
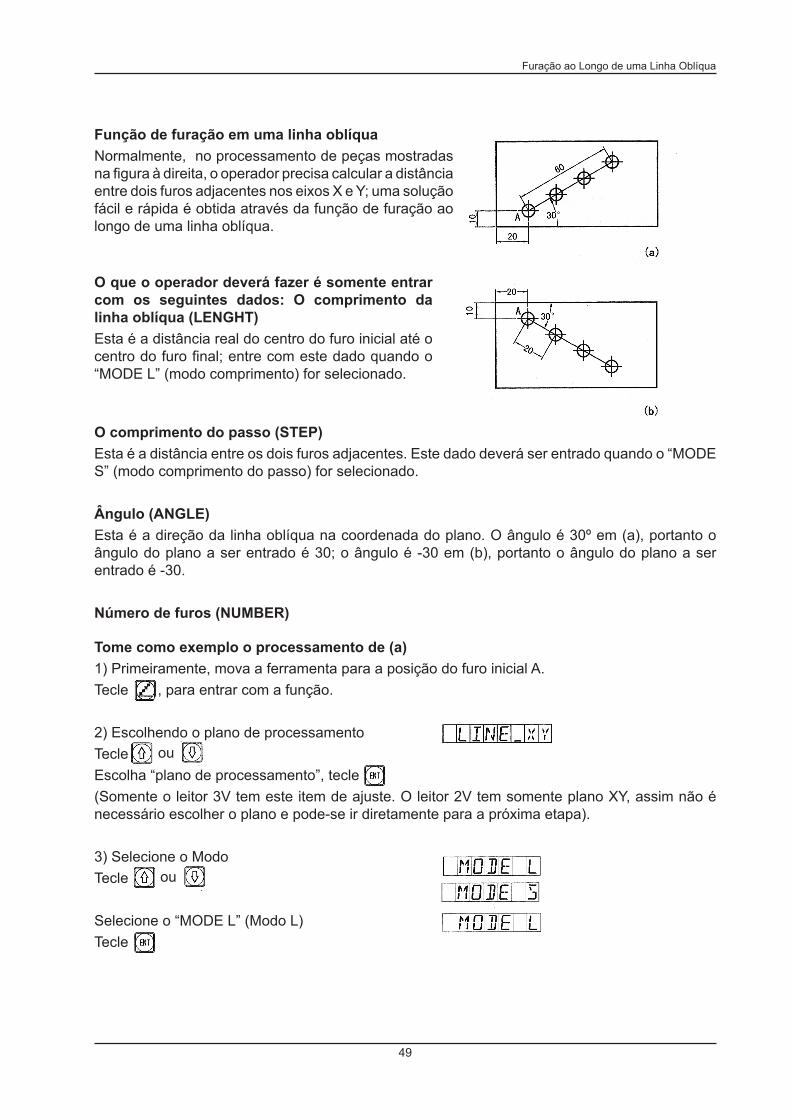
Função de furação em uma linha oblíquaNormalmente, no processamento de peças mostradas na figura à direita, o operador precisa calcular a distância entre dois furos adjacentes nos eixos X e Y; uma solução fácil e rápida é obtida através da função de furação ao longo de uma linha oblíqua.
O que o operador deverá fazer é somente entrar com os seguintes dados: O comprimento da linha oblíqua (LENGHT)Esta é a distância real do centro do furo inicial até o centro do furo final; entre com este dado quando o “MODE L” (modo comprimento) for selecionado.
O comprimento do passo (STEP)Esta é a distância entre os dois furos adjacentes. Este dado deverá ser entrado quando o “MODE S” (modo comprimento do passo) for selecionado.
Ângulo (ANGLE)Esta é a direção da linha oblíqua na coordenada do plano. O ângulo é 30º em (a), portanto o ângulo do plano a ser entrado é 30; o ângulo é -30 em (b), portanto o ângulo do plano a ser entrado é -30.
Número de furos (NUMBER)
Tome como exemplo o processamento de (a)1) Primeiramente, mova a ferramenta para a posição do furo inicial A.Tecle (d , para entrar com a função.
2) Escolhendo o plano de processamentoTecle (desenhEscolha “plano de processamento”, tecle (d (Somente o leitor 3V tem este item de ajuste. O leitor 2V tem somente plano XY, assim não é necessário escolher o plano e pode-se ir diretamente para a próxima etapa).
3) Selecione o Modo Tecle (desenho)
Selecione o “MODE L” (Modo L)Tecle (d
ou
ou
Manual de Operação - Leitor Digital SINO SDS6
50
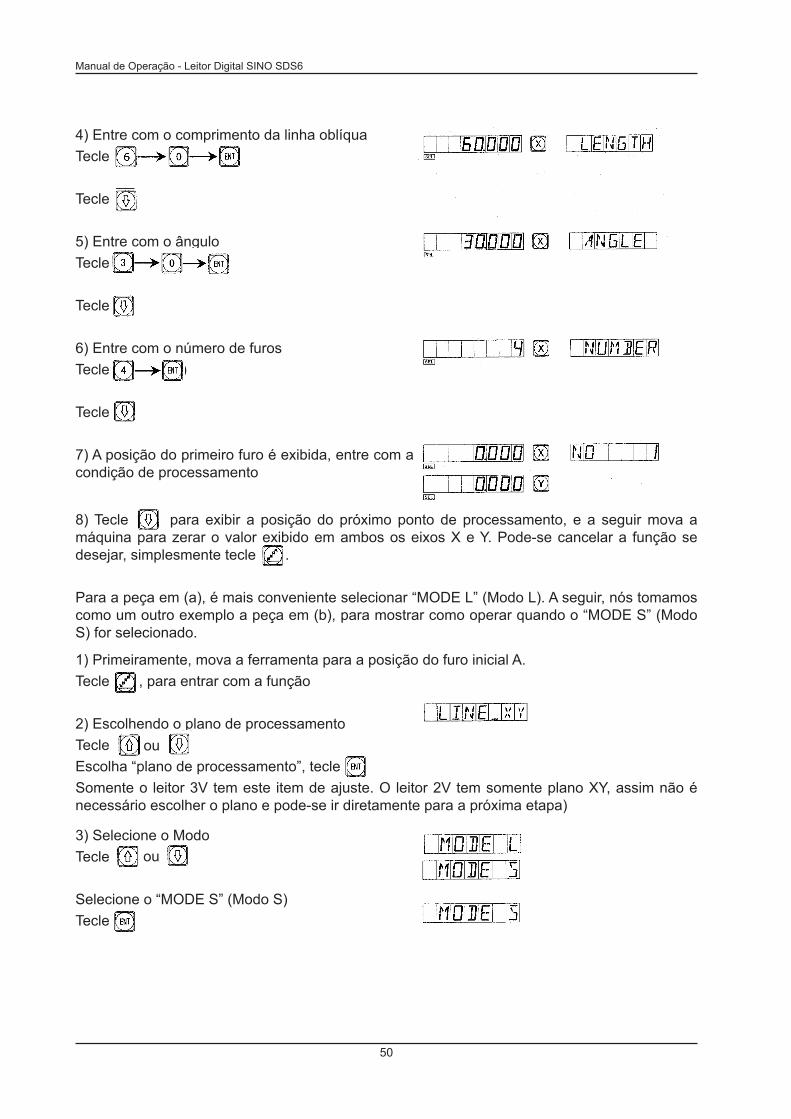
4) Entre com o comprimento da linha oblíquaTecle (desenhos)
Tecle (d
5) Entre com o ânguloTecle (desenhos)
Tecle (d
6) Entre com o número de furosTecle (desenhos)
Tecle (desenho)
7) A posição do primeiro furo é exibida, entre com a condição de processamento
8) Tecle ( para exibir a posição do próximo ponto de processamento, e a seguir mova a máquina para zerar o valor exibido em ambos os eixos X e Y. Pode-se cancelar a função se desejar, simplesmente tecle (de .
Para a peça em (a), é mais conveniente selecionar “MODE L” (Modo L). A seguir, nós tomamos como um outro exemplo a peça em (b), para mostrar como operar quando o “MODE S” (Modo S) for selecionado.
1) Primeiramente, mova a ferramenta para a posição do furo inicial A.Tecle (de , para entrar com a função 2) Escolhendo o plano de processamentoTecle (desenho) oEscolha “plano de processamento”, tecle (d Somente o leitor 3V tem este item de ajuste. O leitor 2V tem somente plano XY, assim não é necessário escolher o plano e pode-se ir diretamente para a próxima etapa)
ou
3) Selecione o Modo Tecle (desenho)
Selecione o “MODE S” (Modo S)Tecle (de
ou
51
Furação ao Longo de uma Linha Oblíqua
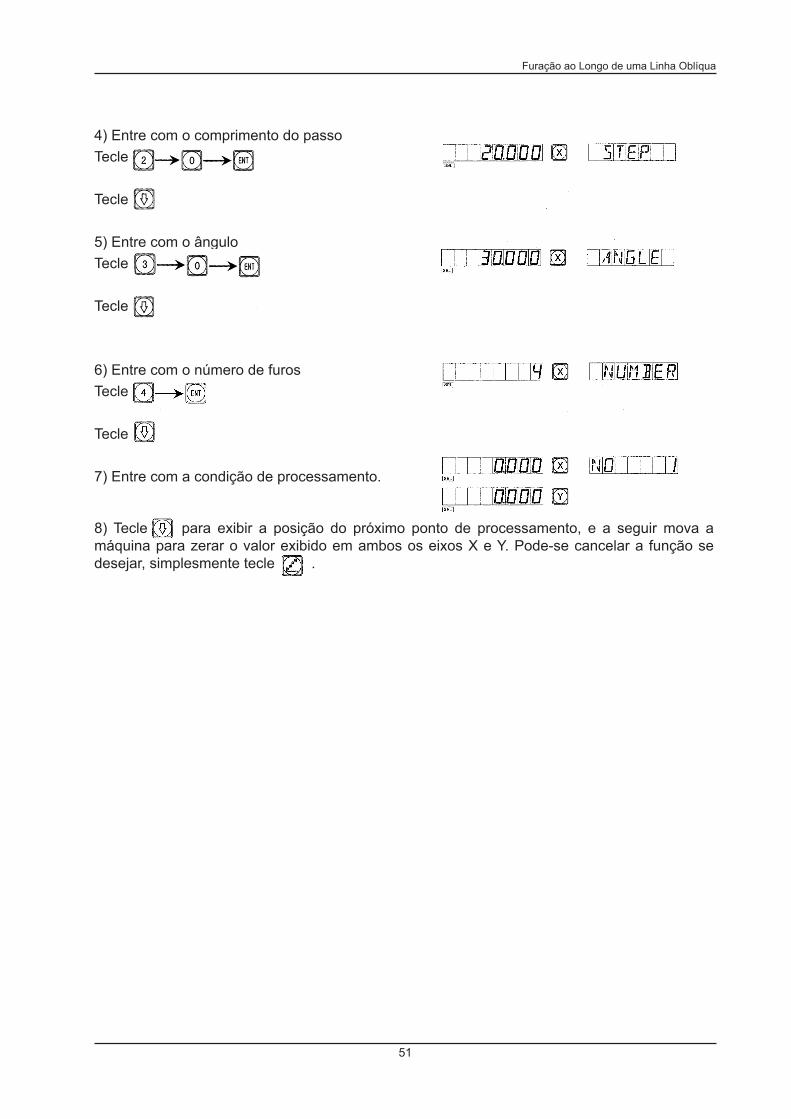
4) Entre com o comprimento do passoTecle (desenhos)
Tecle (desenho) 5) Entre com o ânguloTecle (desenhos)
Tecle (desenho)
6) Entre com o número de furosTecle (desenhos)
Tecle (desenho)
7) Entre com a condição de processamento.
8) Tecle (de para exibir a posição do próximo ponto de processamento, e a seguir mova a máquina para zerar o valor exibido em ambos os eixos X e Y. Pode-se cancelar a função se desejar, simplesmente tecle (des .

Manual de Operação - Leitor Digital SINO SDS6
52
53
Função de 200 Posições Zero Auxiliares
E1
Função de 200 posições zero auxiliares (Igual para MIIL_MS, MIIL_M, EDM)

Manual de Operação - Leitor Digital SINO SDS6
54
55
Função de 200 Posições Zero Auxiliares
Função de 200 posições zero auxiliaresA função de 200 posições zero auxiliares: também é chamada de função (UCS – User Coordinate System) Sistema de 200 Coordenadas definidas pelo Usuário.
ALE: Sistema de Coordenada Absoluta
ALE é o sistema de “referência”. Todos os 200 UCS são definidos em relação ao ALE.
ALE é confirmado na inicialização do processo da peça, o que não se altera se a peça não for alterada.
UCS: (User Coordinate System) Sistema de Coordenadas definidas pelo usuário.No processamento de moldes, geralmente não se trabalha somente com uma posição zero de referência; normalmente são necessárias muitas posições zero auxiliares. No processamento de um grande número de montagens complexas de furação/fresamento com dimensões multipontos, é também necessário ter um grande número de posições de ponto fixo para poder executar o processamento de uma série de estruturas com dimensões relacionadas com esta posição de ponto. Nestes casos, se existir apenas um ponto de referência, a eficiência de trabalho será bastante baixa, já que será necessário encontrar a posição correta ponto a ponto, além do que pode ser muito difícil proceder desta maneira para moldes complexos ou montagens de moldes. A função de 200 posições zero auxiliares de ponto foi especialmente desenvolvida como uma boa solução para este problema.
I. O operador precisa conhecer os seguintes dois pontos importantes antes de utilizar esta função:1. Cada posição zero auxiliar é equivalente ao ponto original de um UCS. Uma vez que se entra com o modo de exibição de cada UCS, a exibição de cada ponto considerará a posição zero auxiliar como o ponto original.
2. Há uma relação entre cada posição zero auxiliar e a posição zero é o modo absoluto. Depois que uma posição zero auxiliar é definida, ela manterá a relação da posição entre ela e a posição zero no modo absoluto na memória, uma vez que quando a posição zero no modo absoluto mudar, a posição zero auxiliar também irá mudar na mesma distância e ângulo.
II. O operador pode utilizar de forma completa esta função, como segue:1. Defina a posição zero no modo absoluto (lâmpada indicadora ALE acesa) como o ponto dereferência principal da peça, por exemplo, Ponto O na Fig. (1) na próxima página. Defina as posições zero auxiliares nos pontos de referência auxiliares da peça, por exemplo, Pontos 1, 2 e 3 na Fig. (1). É possível entrar com o modo de exibição de cada UCS, considerando uma posição zero auxiliar como seus pontos originais para executar o processamento quando necessário.
2. No modo de exibição de cada UCS, pode ser executado o processamento com várias funções especiais.
Manual de Operação - Leitor Digital SINO SDS6
56
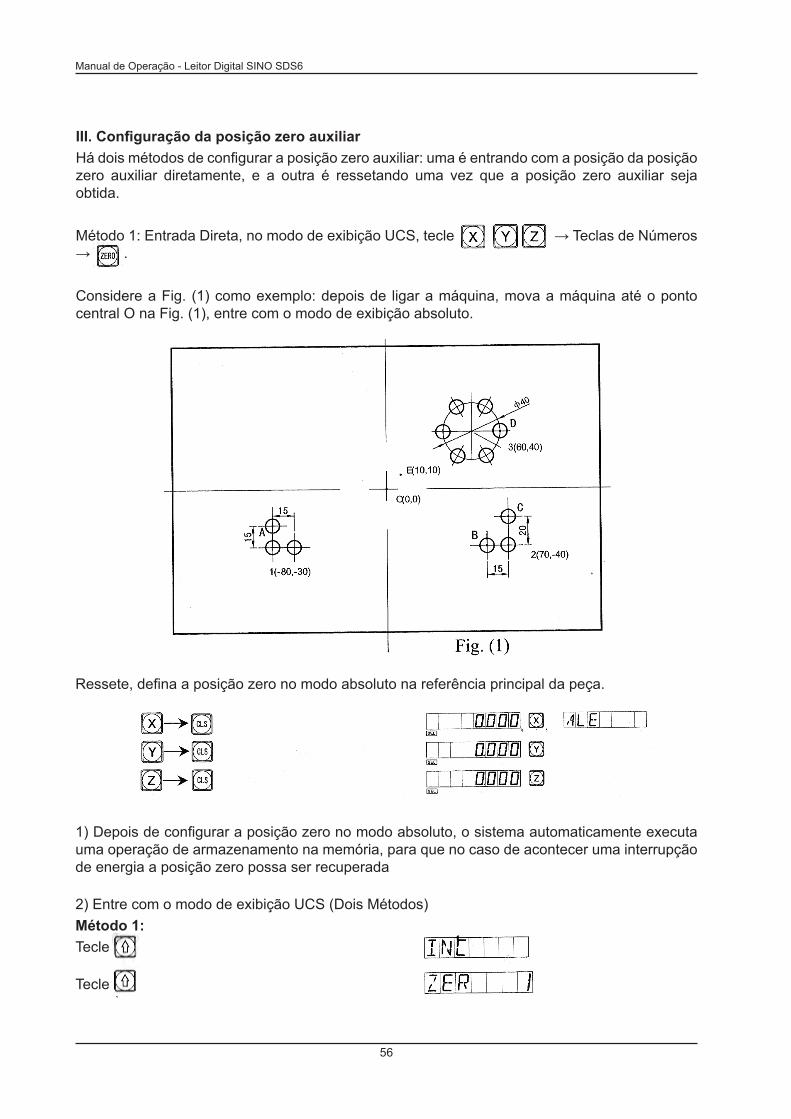
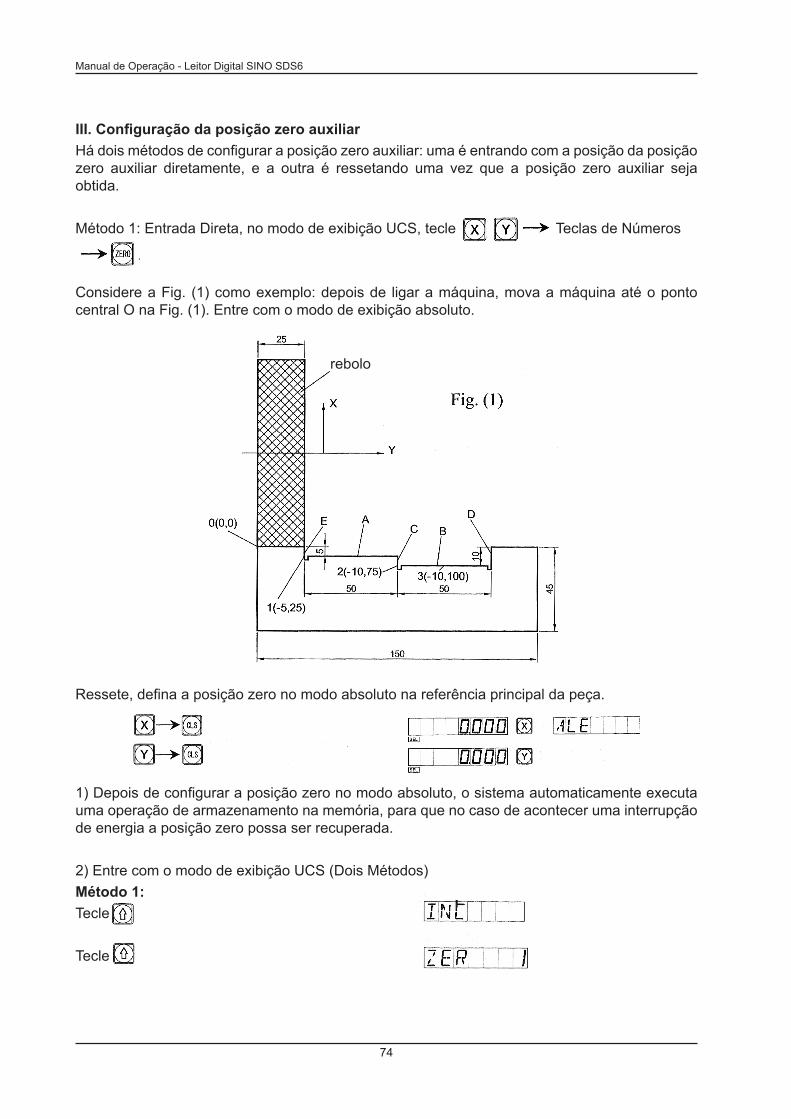
III. Configuração da posição zero auxiliarHá dois métodos de configurar a posição zero auxiliar: uma é entrando com a posição da posição zero auxiliar diretamente, e a outra é ressetando uma vez que a posição zero auxiliar seja obtida.
Método 1: Entrada Direta, no modo de exibição UCS, tecle (desenhos) → Teclas de Números → (d .
Considere a Fig. (1) como exemplo: depois de ligar a máquina, mova a máquina até o ponto central O na Fig. (1), entre com o modo de exibição absoluto.
Ressete, defina a posição zero no modo absoluto na referência principal da peça.
1) Depois de configurar a posição zero no modo absoluto, o sistema automaticamente executa uma operação de armazenamento na memória, para que no caso de acontecer uma interrupção de energia a posição zero possa ser recuperada
2) Entre com o modo de exibição UCS (Dois Métodos)Método 1:Tecle ( Tecle (de
57
Função de 200 Posições Zero Auxiliares
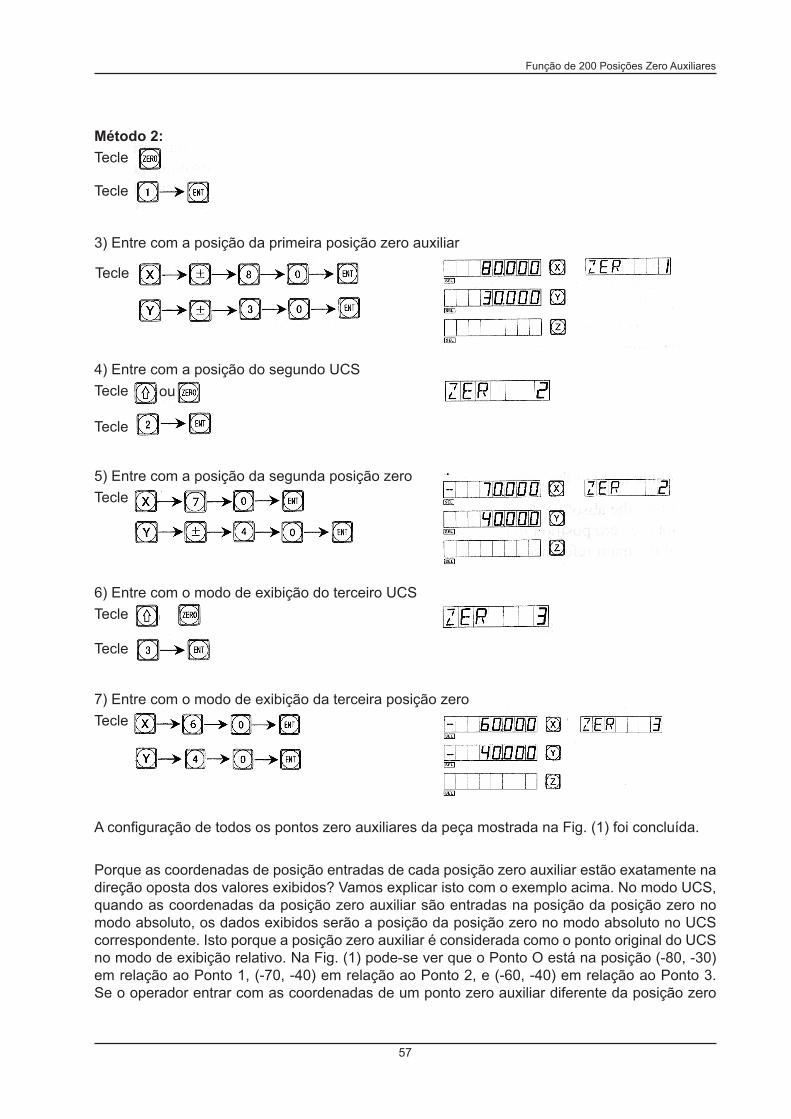
Método 2: Tecle (desenho) Tecle (desenhos)
3) Entre com a posição da primeira posição zero auxiliar
Tecle
4) Entre com a posição do segundo UCSTecle (desenho
Tecle (desenhos)
5) Entre com a posição da segunda posição zero Tecle (desenhos)
ou
6) Entre com o modo de exibição do terceiro UCSTecle (desenh
Tecle (desenho)
7) Entre com o modo de exibição da terceira posição zero Tecle (desenhos)
A configuração de todos os pontos zero auxiliares da peça mostrada na Fig. (1) foi concluída.
Porque as coordenadas de posição entradas de cada posição zero auxiliar estão exatamente na direção oposta dos valores exibidos? Vamos explicar isto com o exemplo acima. No modo UCS, quando as coordenadas da posição zero auxiliar são entradas na posição da posição zero no modo absoluto, os dados exibidos serão a posição da posição zero no modo absoluto no UCS correspondente. Isto porque a posição zero auxiliar é considerada como o ponto original do UCS no modo de exibição relativo. Na Fig. (1) pode-se ver que o Ponto O está na posição (-80, -30) em relação ao Ponto 1, (-70, -40) em relação ao Ponto 2, e (-60, -40) em relação ao Ponto 3. Se o operador entrar com as coordenadas de um ponto zero auxiliar diferente da posição zero
Manual de Operação - Leitor Digital SINO SDS6
58
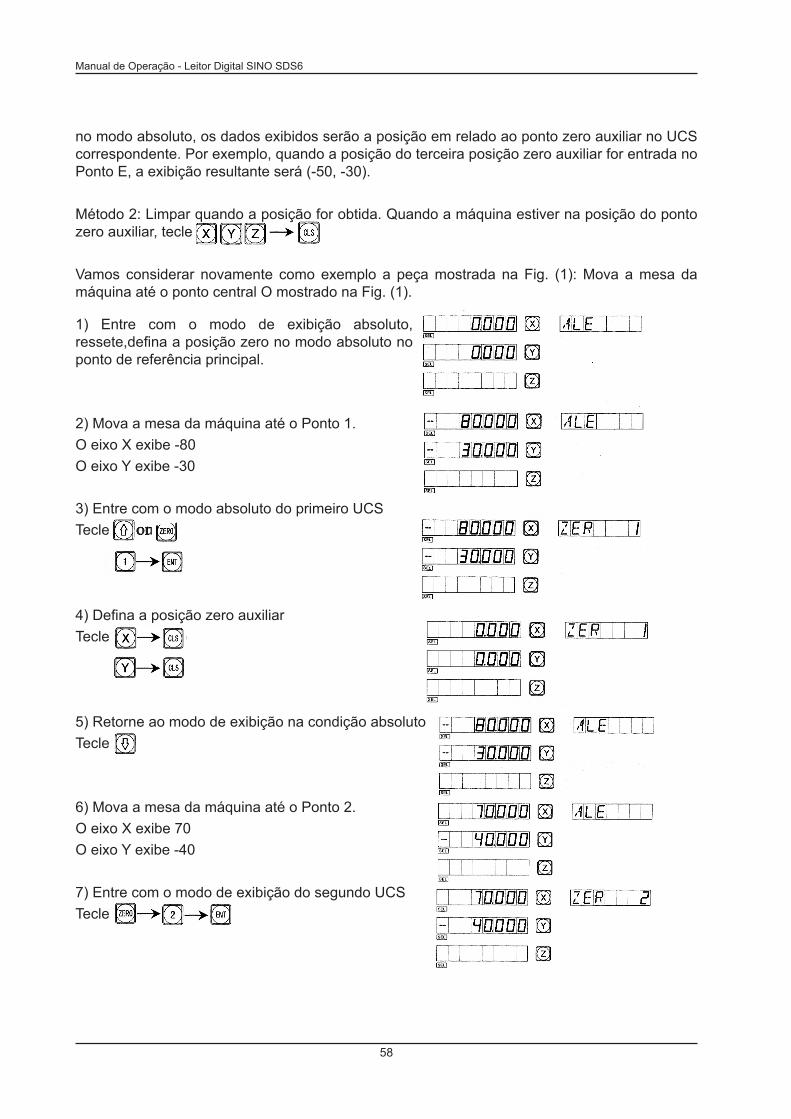
no modo absoluto, os dados exibidos serão a posição em relado ao ponto zero auxiliar no UCS correspondente. Por exemplo, quando a posição do terceira posição zero auxiliar for entrada no Ponto E, a exibição resultante será (-50, -30).
Método 2: Limpar quando a posição for obtida. Quando a máquina estiver na posição do ponto zero auxiliar, tecle
Vamos considerar novamente como exemplo a peça mostrada na Fig. (1): Mova a mesa da máquina até o ponto central O mostrado na Fig. (1).
1) Entre com o modo de exibição absoluto, ressete,defina a posição zero no modo absoluto no ponto de referência principal.
2) Mova a mesa da máquina até o Ponto 1.O eixo X exibe -80O eixo Y exibe -30
3) Entre com o modo absoluto do primeiro UCSTecle (desenho) o
4) Defina a posição zero auxiliarTecle (desenhos)
5) Retorne ao modo de exibição na condição absolutoTecle (de
6) Mova a mesa da máquina até o Ponto 2.O eixo X exibe 70O eixo Y exibe -40
7) Entre com o modo de exibição do segundo UCSTecle (desenhos)
ou
59
Função de 200 Posições Zero Auxiliares
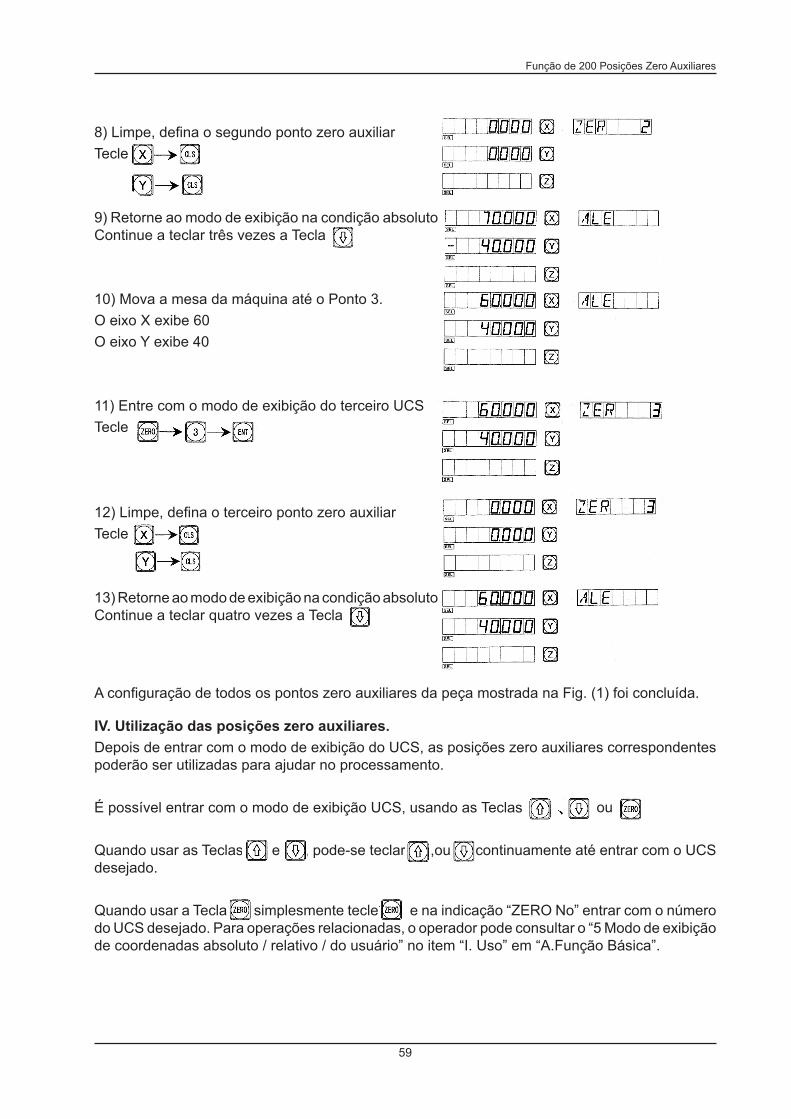
8) Limpe, defina o segundo ponto zero auxiliarTecle (desenhos)
9) Retorne ao modo de exibição na condição absoluto Continue a teclar três vezes a Tecla (de
10) Mova a mesa da máquina até o Ponto 3.O eixo X exibe 60O eixo Y exibe 40
11) Entre com o modo de exibição do terceiro UCSTecle (desenhos)
12) Limpe, defina o terceiro ponto zero auxiliarTecle (desenhos)
13) Retorne ao modo de exibição na condição absoluto Continue a teclar quatro vezes a Tecla (de
A configuração de todos os pontos zero auxiliares da peça mostrada na Fig. (1) foi concluída.
IV. Utilização das posições zero auxiliares.Depois de entrar com o modo de exibição do UCS, as posições zero auxiliares correspondentes poderão ser utilizadas para ajudar no processamento.
É possível entrar com o modo de exibição UCS, usando as Teclas (desenhos), ou
Quando usar as Teclas (d e (d , pode-se teclar (de,ou (d continuamente até entrar com o UCS desejado.
Quando usar a Tecla (d simplesmente tecle (de e na indicação “ZERO No” entrar com o número do UCS desejado. Para operações relacionadas, o operador pode consultar o “5 Modo de exibição de coordenadas absoluto / relativo / do usuário” no item “I. Uso” em “A.Função Básica”.
ou
Manual de Operação - Leitor Digital SINO SDS6
60
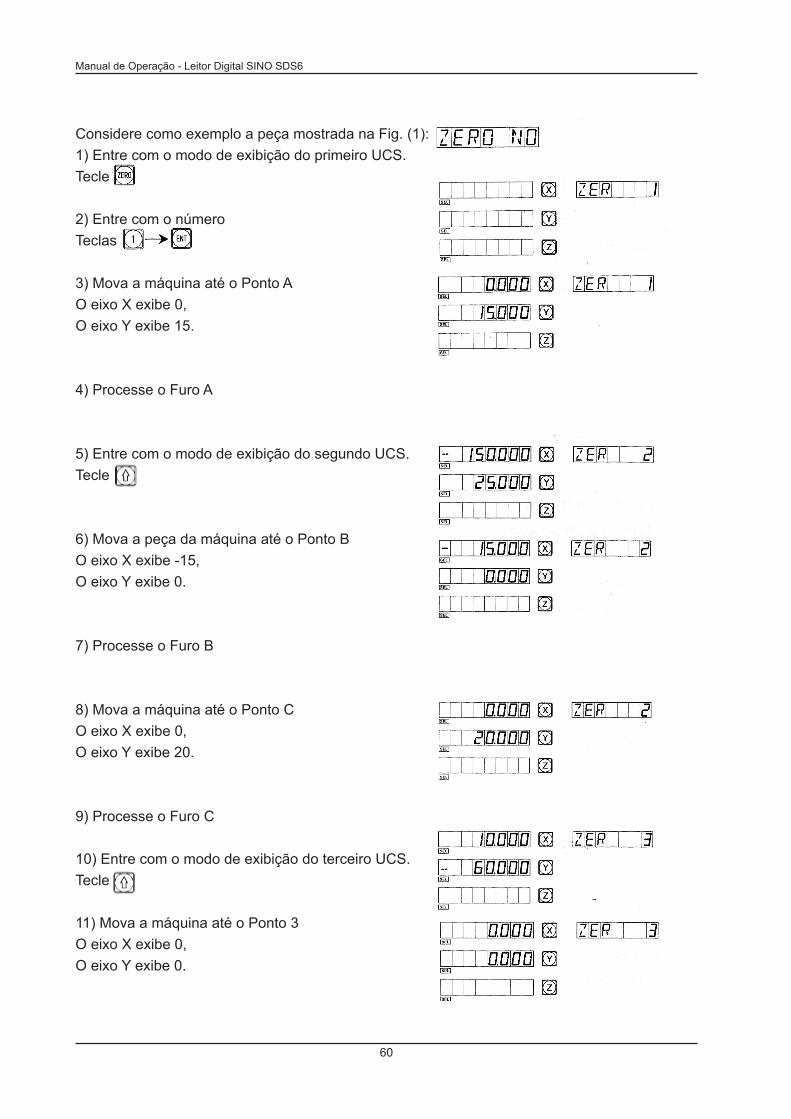
Considere como exemplo a peça mostrada na Fig. (1):1) Entre com o modo de exibição do primeiro UCS.Tecle (d
2) Entre com o número Teclas (desenhos)
3) Mova a máquina até o Ponto AO eixo X exibe 0,O eixo Y exibe 15.
4) Processe o Furo A
5) Entre com o modo de exibição do segundo UCS.Tecle (d
6) Mova a peça da máquina até o Ponto BO eixo X exibe -15,O eixo Y exibe 0.
7) Processe o Furo B
8) Mova a máquina até o Ponto CO eixo X exibe 0,O eixo Y exibe 20.
9) Processe o Furo C
10) Entre com o modo de exibição do terceiro UCS.Tecle (d
11) Mova a máquina até o Ponto 3O eixo X exibe 0,O eixo Y exibe 0.
61
Função de 200 Posições Zero Auxiliares
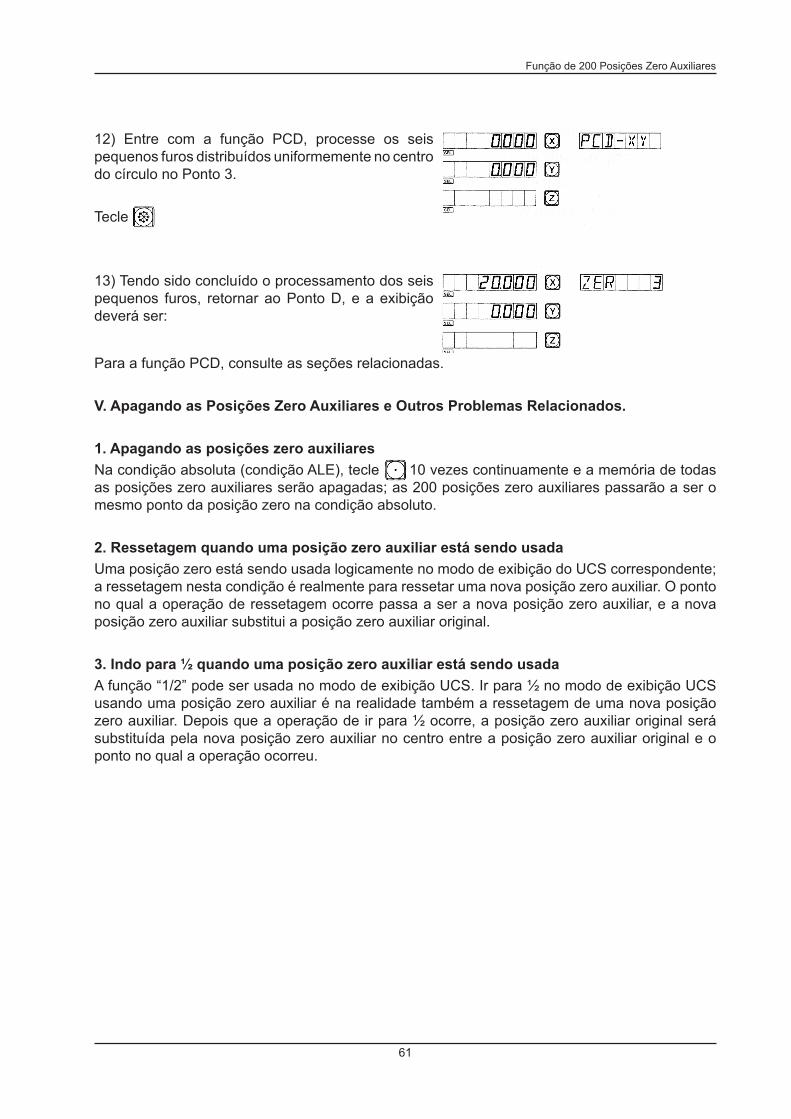
12) Entre com a função PCD, processe os seis pequenos furos distribuídos uniformemente no centro do círculo no Ponto 3. Tecle (de
13) Tendo sido concluído o processamento dos seis pequenos furos, retornar ao Ponto D, e a exibição deverá ser:
Para a função PCD, consulte as seções relacionadas.
V. Apagando as Posições Zero Auxiliares e Outros Problemas Relacionados.
1. Apagando as posições zero auxiliaresNa condição absoluta (condição ALE), tecle (de 10 vezes continuamente e a memória de todas as posições zero auxiliares serão apagadas; as 200 posições zero auxiliares passarão a ser o mesmo ponto da posição zero na condição absoluto.
2. Ressetagem quando uma posição zero auxiliar está sendo usadaUma posição zero está sendo usada logicamente no modo de exibição do UCS correspondente; a ressetagem nesta condição é realmente para ressetar uma nova posição zero auxiliar. O ponto no qual a operação de ressetagem ocorre passa a ser a nova posição zero auxiliar, e a nova posição zero auxiliar substitui a posição zero auxiliar original.
3. Indo para ½ quando uma posição zero auxiliar está sendo usadaA função “1/2” pode ser usada no modo de exibição UCS. Ir para ½ no modo de exibição UCS usando uma posição zero auxiliar é na realidade também a ressetagem de uma nova posição zero auxiliar. Depois que a operação de ir para ½ ocorre, a posição zero auxiliar original será substituída pela nova posição zero auxiliar no centro entre a posição zero auxiliar original e o ponto no qual a operação ocorreu.

Manual de Operação - Leitor Digital SINO SDS6
62
63
Função de 200 Posições Zero Auxiliares
E2
Função de 200 posições zero auxiliares (Igual para TORNO)

Manual de Operação - Leitor Digital SINO SDS6
64
65
Função de 200 Posições Zero Auxiliares
Função de 200 posições zero auxiliaresA função de 200 posições zero auxiliares: também é chamada de função (UCS – User Coordinate System) Sistema de 200 Coordenadas definidas pelo Usuário.
ALE: Sistema de Coordenada Absoluta
ALE é o sistema de “referência”. Todos os 200 UCS são definidos em relação ao ALE.
ALE é confirmado na inicialização do processo da peça, o que não se altera se a peça não for alterada.
UCS: (User Coordinate System) Sistema de Coordenadas definidas pelo usuário.No processamento de moldes, geralmente não se trabalha somente com uma posição zero de referência; normalmente são necessárias muitas posições zero auxiliares. No processamento de um grande número de montagens complexas de furação/fresamento com dimensões multipontos, é também necessário ter um grande número de posições de ponto fixo para poder executar o processamento de uma série de estruturas com dimensões relacionadas com esta posição de ponto. Nestes casos, se existir apenas um ponto de referência, a eficiência de trabalho será bastante baixa, já que será necessário encontrar a posição correta ponto a ponto, além do que pode ser muito difícil proceder desta maneira para moldes complexos ou montagens de moldes. A função de 200 posições zero auxiliares de ponto foi especialmente desenvolvida como uma boa solução para este problema.
I. O operador precisa conhecer os seguintes dois pontos importantes antes de utilizar esta função:1. Cada posição zero auxiliar é equivalente ao ponto original de um UCS. Uma vez que se entra com o modo de exibição de cada UCS, a exibição de cada ponto considerará a posição zero auxiliar como o ponto original.2. Há uma relação entre cada posição zero auxiliar e a posição zero é o modo absoluto. Depois que uma posição zero auxiliar é definida, ela manterá a relação da posição entre ela e a posição zero no modo absoluto na memória, uma vez que quando a posição zero no modo absoluto mudar, a posição zero auxiliar também irá mudar na mesma distância e ângulo.
II. O operador pode utilizar de forma completa esta função, como segue:1. Defina a posição zero no modo absoluto (lâmpada indicadora ALE acesa) como o ponto dereferência principal da peça, por exemplo, Ponto O na Fig. (1) na próxima página. Defina as posições zero auxiliares nos pontos de referência auxiliares da peça, por exemplo, Pontos 1, 2 e 3 na Fig. (1). É possível entrar com o modo de exibição de cada UCS, considerando uma posição zero auxiliar como seus pontos originais para executar o processamento quando necessário.2. No modo de exibição de cada UCS, pode ser executado o processamento com várias funções especiais.
Manual de Operação - Leitor Digital SINO SDS6
66
III. Configuração da posição zero auxiliarHá dois métodos de configurar a posição zero auxiliar: uma é entrando com a posição da posição zero auxiliar diretamente, e a outra é ressetando uma vez que a posição zero auxiliar seja obtida.
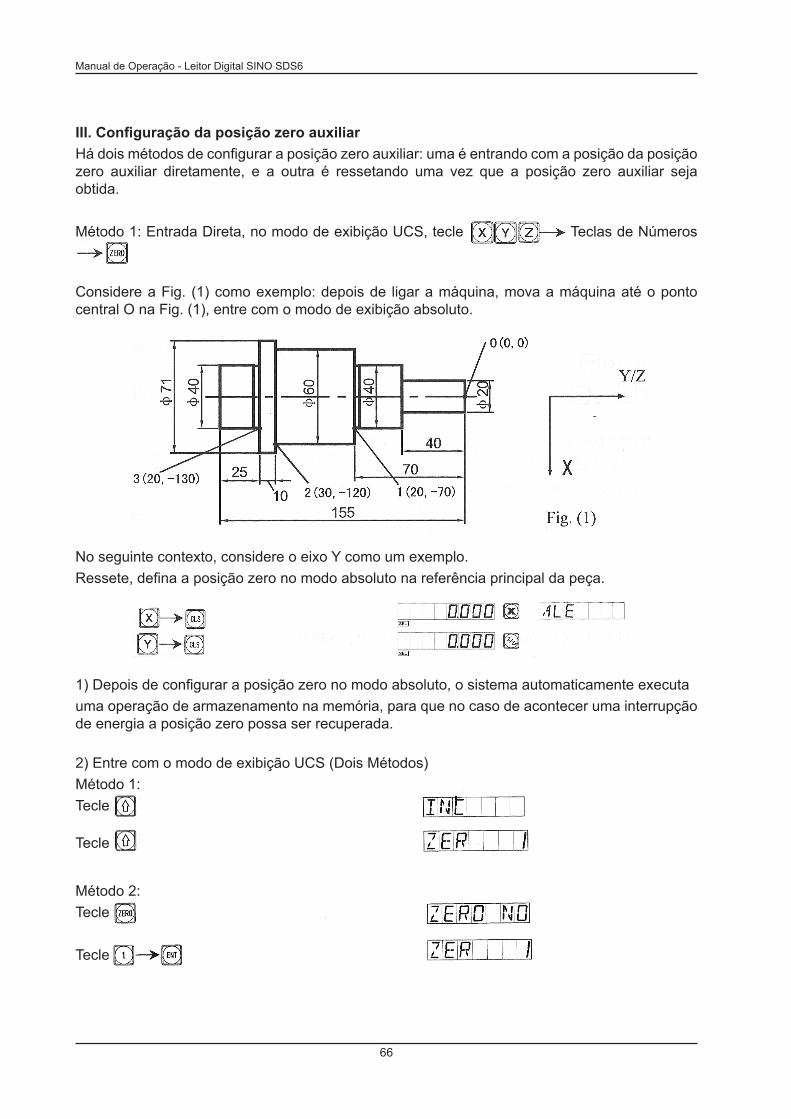
Método 1: Entrada Direta, no modo de exibição UCS, tecle (desenhos)→ Teclas de Números → (dese
Considere a Fig. (1) como exemplo: depois de ligar a máquina, mova a máquina até o ponto central O na Fig. (1), entre com o modo de exibição absoluto.
No seguinte contexto, considere o eixo Y como um exemplo.Ressete, defina a posição zero no modo absoluto na referência principal da peça.
1) Depois de configurar a posição zero no modo absoluto, o sistema automaticamente executauma operação de armazenamento na memória, para que no caso de acontecer uma interrupção de energia a posição zero possa ser recuperada.
2) Entre com o modo de exibição UCS (Dois Métodos)Método 1:Tecle (desenho) Tecle (desenho)
Método 2: Tecle (desenho) Tecle (desenhos)
67
Função de 200 Posições Zero Auxiliares
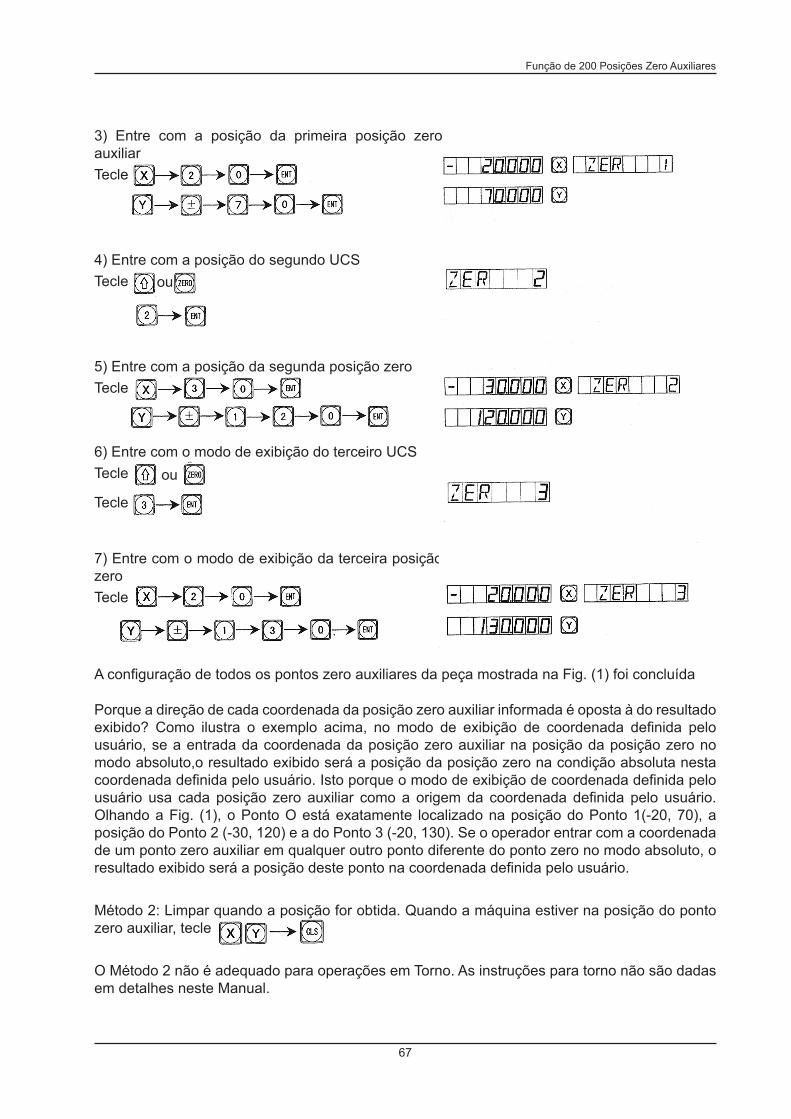
3) Entre com a posição da primeira posição zero auxiliarTecle (desenhos)
4) Entre com a posição do segundo UCSTecle (desenh
5) Entre com a posição da segunda posição zero Tecle (desenhos) 6) Entre com o modo de exibição do terceiro UCSTecle (desen
Tecle
7) Entre com o modo de exibição da terceira posição zero Tecle
ou
ou
A configuração de todos os pontos zero auxiliares da peça mostrada na Fig. (1) foi concluída
Porque a direção de cada coordenada da posição zero auxiliar informada é oposta à do resultado exibido? Como ilustra o exemplo acima, no modo de exibição de coordenada definida pelo usuário, se a entrada da coordenada da posição zero auxiliar na posição da posição zero no modo absoluto,o resultado exibido será a posição da posição zero na condição absoluta nesta coordenada definida pelo usuário. Isto porque o modo de exibição de coordenada definida pelo usuário usa cada posição zero auxiliar como a origem da coordenada definida pelo usuário. Olhando a Fig. (1), o Ponto O está exatamente localizado na posição do Ponto 1(-20, 70), a posição do Ponto 2 (-30, 120) e a do Ponto 3 (-20, 130). Se o operador entrar com a coordenada de um ponto zero auxiliar em qualquer outro ponto diferente do ponto zero no modo absoluto, o resultado exibido será a posição deste ponto na coordenada definida pelo usuário.
Método 2: Limpar quando a posição for obtida. Quando a máquina estiver na posição do ponto zero auxiliar, tecle (desenhos )→
O Método 2 não é adequado para operações em Torno. As instruções para torno não são dadas em detalhes neste Manual.
Manual de Operação - Leitor Digital SINO SDS6
68
IV. Utilização das posições zero auxiliares.Depois de entrar com o modo de exibição do UCS, as posições zero auxiliares correspondentes poderão ser utilizadas para ajudar no processamento.
É possível entrar com o modo de exibição UCS, usando as Teclas (d
Quando usar as Teclas (de , pode-se teclar continuamente até entrar com o UCS desejado.
Quando usar a Tecla iiiiii simplesmente tecle (de e na indicação “ZERO No” entrar com o número do UCS desejado. Para operações relacionadas, o operador pode consultar o “5 Modo de exibição de coordenadas absoluto / relativo / do usuário” no item “I. Uso” em “A.Função Básica”.
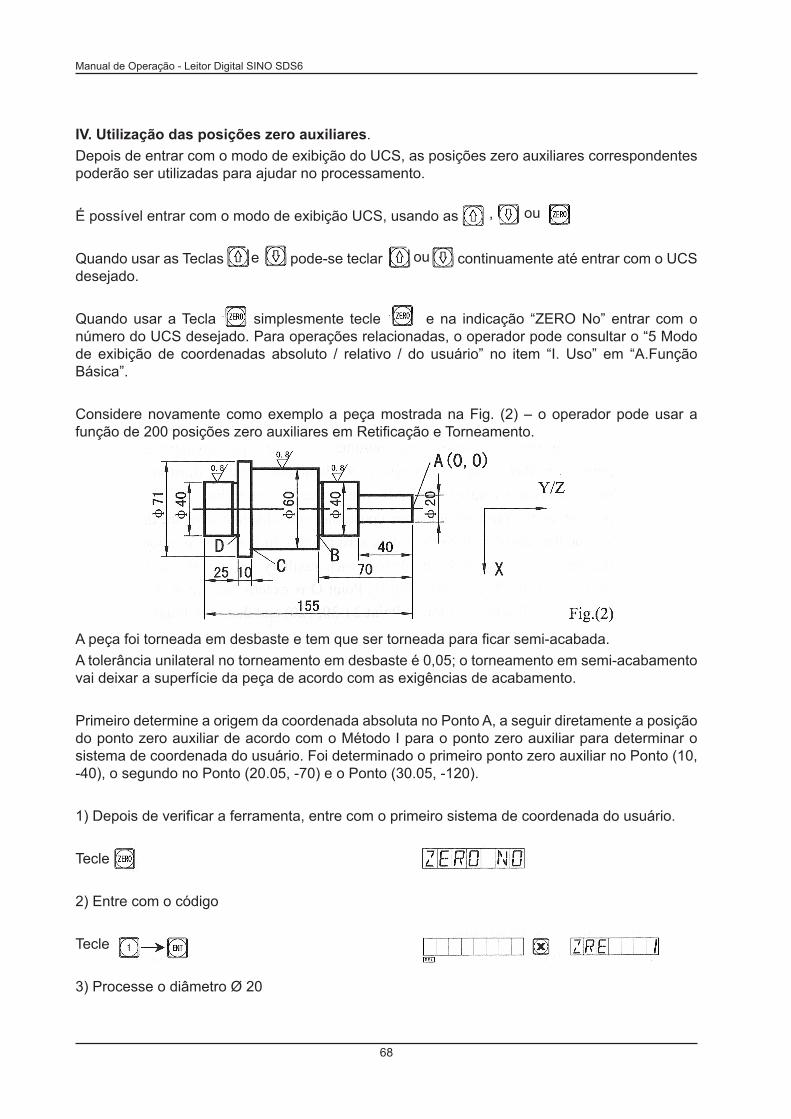
Considere novamente como exemplo a peça mostrada na Fig. (2) – o operador pode usar a função de 200 posições zero auxiliares em Retificação e Torneamento.
, ou
e ou
A peça foi torneada em desbaste e tem que ser torneada para ficar semi-acabada.A tolerância unilateral no torneamento em desbaste é 0,05; o torneamento em semi-acabamento vai deixar a superfície da peça de acordo com as exigências de acabamento.
Primeiro determine a origem da coordenada absoluta no Ponto A, a seguir diretamente a posição do ponto zero auxiliar de acordo com o Método I para o ponto zero auxiliar para determinar o sistema de coordenada do usuário. Foi determinado o primeiro ponto zero auxiliar no Ponto (10, -40), o segundo no Ponto (20.05, -70) e o Ponto (30.05, -120).
1) Depois de verificar a ferramenta, entre com o primeiro sistema de coordenada do usuário.
Tecle (
2) Entre com o código
Tecle (desenhos)
3) Processe o diâmetro Ø 20
69
Função de 200 Posições Zero Auxiliares
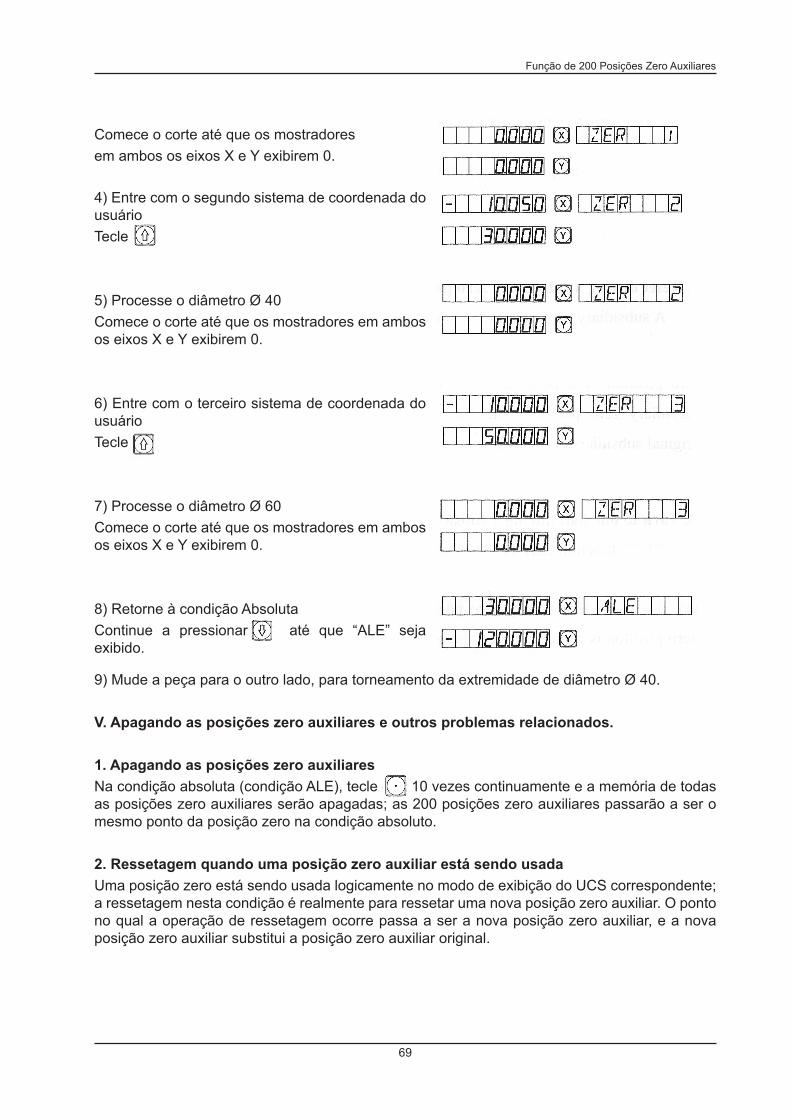
Comece o corte até que os mostradoresem ambos os eixos X e Y exibirem 0.
4) Entre com o segundo sistema de coordenada do usuárioTecle (d
5) Processe o diâmetro Ø 40Comece o corte até que os mostradores em ambos os eixos X e Y exibirem 0.
6) Entre com o terceiro sistema de coordenada do usuárioTecle (de
7) Processe o diâmetro Ø 60Comece o corte até que os mostradores em ambos os eixos X e Y exibirem 0.
8) Retorne à condição AbsolutaContinue a pressionar ( até que “ALE” seja exibido.
9) Mude a peça para o outro lado, para torneamento da extremidade de diâmetro Ø 40.
V. Apagando as posições zero auxiliares e outros problemas relacionados.
1. Apagando as posições zero auxiliaresNa condição absoluta (condição ALE), tecle (de 10 vezes continuamente e a memória de todas as posições zero auxiliares serão apagadas; as 200 posições zero auxiliares passarão a ser o mesmo ponto da posição zero na condição absoluto.
2. Ressetagem quando uma posição zero auxiliar está sendo usadaUma posição zero está sendo usada logicamente no modo de exibição do UCS correspondente; a ressetagem nesta condição é realmente para ressetar uma nova posição zero auxiliar. O ponto no qual a operação de ressetagem ocorre passa a ser a nova posição zero auxiliar, e a nova posição zero auxiliar substitui a posição zero auxiliar original.
Manual de Operação - Leitor Digital SINO SDS6
70
3. Indo para ½ quando uma posição zero auxiliar está sendo usadaA função “1/2” pode ser usada no modo de exibição UCS. Ir para ½ no modo de exibição UCS usando uma posição zero auxiliar é na realidade também a ressetagem de uma nova posição zero auxiliar. Depois que a operação de ir para ½ ocorre, a posição zero auxiliar original será substituída pela nova posição zero auxiliar no centro entre a posição zero auxiliar original e o ponto no qual a operação ocorreu.
71
Função de 200 Posições Zero Auxiliares
E 3
Função de 200 posições zero auxiliares(Igual para 2V-GRIND)

Manual de Operação - Leitor Digital SINO SDS6
72
73
Função de 200 Posições Zero Auxiliares
Função de 200 posições zero auxiliaresA função de 200 posições zero auxiliares: também é chamada de função (UCS – User Coordinate System) Sistema de 200 Coordenadas definidas pelo Usuário.
ALE: Sistema de Coordenada Absoluta
ALE é o sistema de “referência”. Todos os 200 UCS são definidos em relação ao ALE.
ALE é confirmado na inicialização do processo da peça, o que não se altera se a peça não for alterada.
UCS: (User Coordinate System) Sistema de Coordenadas definidas pelo usuário.No processamento de moldes, geralmente não se trabalha somente com uma posição zero de referência; normalmente são necessárias muitas posições zero auxiliares. No processamento de um grande número de montagens complexas de furação/fresamento com dimensões multipontos, é também necessário ter um grande número de posições de ponto fixo para poder executar o processamento de uma série de estruturas com dimensões relacionadas com esta posição de ponto. Nestes casos, se existir apenas um ponto de referência, a eficiência de trabalho será bastante baixa, já que será necessário encontrar a posição correta ponto a ponto, além do que pode ser muito difícil proceder desta maneira para moldes complexos ou montagens de moldes. A função de 200 posições zero auxiliares de ponto foi especialmente desenvolvida como uma boa solução para este problema.
I. O operador precisa conhecer os seguintes dois pontos importantes antes de utilizar esta função:1. Cada posição zero auxiliar é equivalente ao ponto original de um UCS. Uma vez que se entra com o modo de exibição de cada UCS, a exibição de cada ponto considerará a posição zero auxiliar como o ponto original.2. Há uma relação entre cada posição zero auxiliar e a posição zero é o modo absoluto. Depois que uma posição zero auxiliar é definida, ela manterá a relação da posição entre ela e a posição zero no modo absoluto na memória, uma vez que quando a posição zero no modo absoluto mudar, a posição zero auxiliar também irá mudar na mesma distância e ângulo.
II. O operador pode utilizar de forma completa esta função, como segue:1. Defina a posição zero no modo absoluto (lâmpada indicadora ALE acesa) como o ponto de referência principal da peça, por exemplo, Ponto O na Fig. (1) na próxima página. Defina as posições zero auxiliares nos pontos de referência auxiliares da peça, por exemplo, Pontos 1, 2 e 3 na Fig. (1). É possível entrar com o modo de exibição de cada UCS, considerando uma posição zero auxiliar como seus pontos originais para executar o processamento quando necessário.2. No modo de exibição de cada UCS, pode ser executado o processamento com várias funções especiais.
Manual de Operação - Leitor Digital SINO SDS6
74
III. Configuração da posição zero auxiliarHá dois métodos de configurar a posição zero auxiliar: uma é entrando com a posição da posição zero auxiliar diretamente, e a outra é ressetando uma vez que a posição zero auxiliar seja obtida.
Método 1: Entrada Direta, no modo de exibição UCS, tecle (desenhos) → Teclas de Números → (d
Considere a Fig. (1) como exemplo: depois de ligar a máquina, mova a máquina até o ponto central O na Fig. (1). Entre com o modo de exibição absoluto.
rebolo
Ressete, defina a posição zero no modo absoluto na referência principal da peça.
1) Depois de configurar a posição zero no modo absoluto, o sistema automaticamente executa uma operação de armazenamento na memória, para que no caso de acontecer uma interrupção de energia a posição zero possa ser recuperada.
2) Entre com o modo de exibição UCS (Dois Métodos)Método 1:Tecle ( Tecle (de
75
Função de 200 Posições Zero Auxiliares
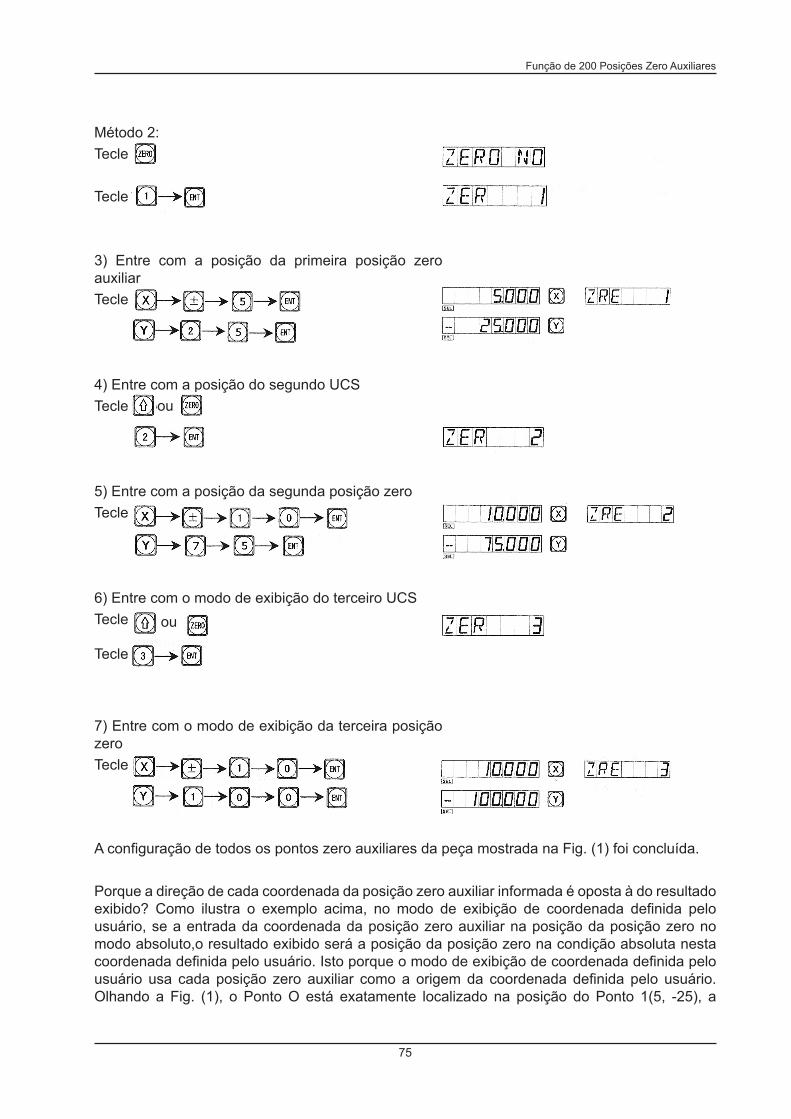
Método 2: Tecle (de Tecle (desenhos)
3) Entre com a posição da primeira posição zero auxiliarTecle (desenhos)
4) Entre com a posição do segundo UCSTecle (desenho)
5) Entre com a posição da segunda posição zero Tecle (desenhos)
6) Entre com o modo de exibição do terceiro UCSTecle (desen
Tecle
7) Entre com o modo de exibição da terceira posição zero Tecle (desenhos)
ou
ou
A configuração de todos os pontos zero auxiliares da peça mostrada na Fig. (1) foi concluída.
Porque a direção de cada coordenada da posição zero auxiliar informada é oposta à do resultado exibido? Como ilustra o exemplo acima, no modo de exibição de coordenada definida pelo usuário, se a entrada da coordenada da posição zero auxiliar na posição da posição zero no modo absoluto,o resultado exibido será a posição da posição zero na condição absoluta nesta coordenada definida pelo usuário. Isto porque o modo de exibição de coordenada definida pelo usuário usa cada posição zero auxiliar como a origem da coordenada definida pelo usuário. Olhando a Fig. (1), o Ponto O está exatamente localizado na posição do Ponto 1(5, -25), a
Manual de Operação - Leitor Digital SINO SDS6
76
posição do Ponto 2 (10, -75) e a do Ponto 3 (10, -100). Se o operador entrar com a coordenada de um ponto zero auxiliar em qualquer outro ponto diferente do ponto zero no modo absoluto, o resultado exibido será a posição deste ponto na coordenada definida pelo usuário.
Método 2: Limpar quando a posição for obtida. Quando a máquina estiver na posição do ponto zero auxiliar, tecle (desenhos )→
O Método 2 não é adequado para operações em Retificadora. As instruções para torno não são dadas em detalhes neste Manual.
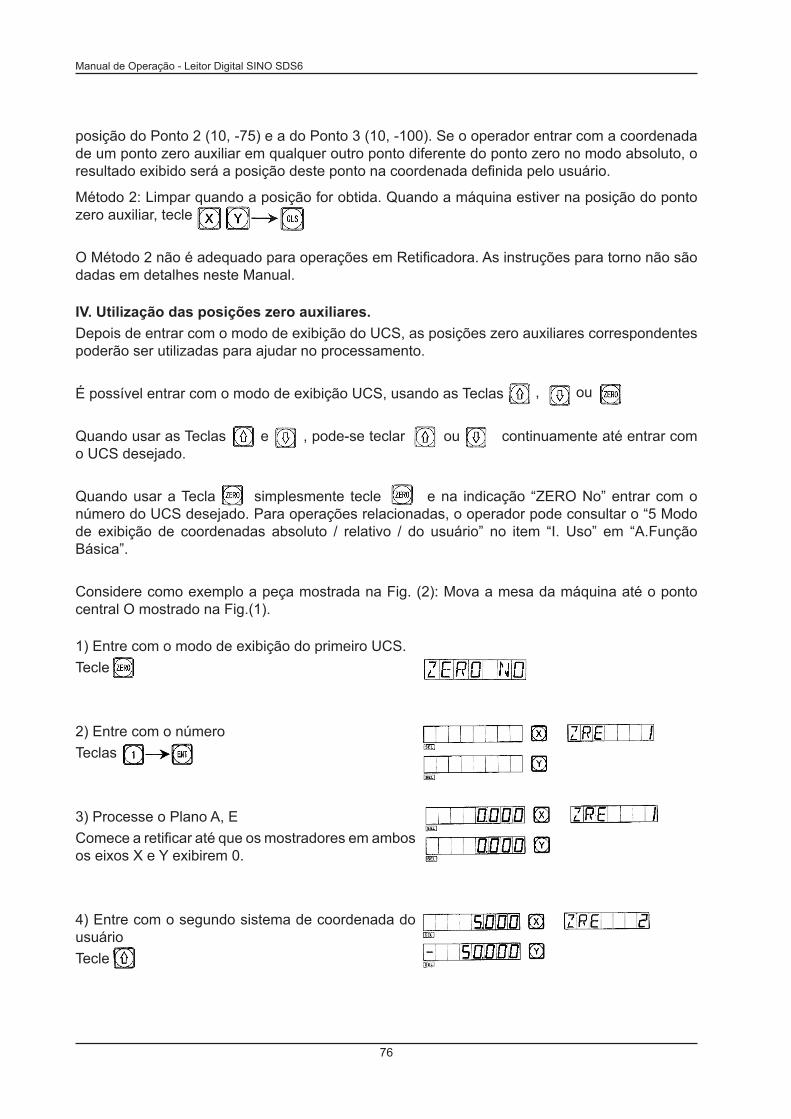
IV. Utilização das posições zero auxiliares.Depois de entrar com o modo de exibição do UCS, as posições zero auxiliares correspondentes poderão ser utilizadas para ajudar no processamento.
É possível entrar com o modo de exibição UCS, usando as Teclas
Quando usar as Teclas (de e (de , pode-se teclar (de , ou (des continuamente até entrar com o UCS desejado.
Quando usar a Tecla (de simplesmente tecle (des e na indicação “ZERO No” entrar com o número do UCS desejado. Para operações relacionadas, o operador pode consultar o “5 Modo de exibição de coordenadas absoluto / relativo / do usuário” no item “I. Uso” em “A.Função Básica”.
Considere como exemplo a peça mostrada na Fig. (2): Mova a mesa da máquina até o ponto central O mostrado na Fig.(1).
, ou
1) Entre com o modo de exibição do primeiro UCS.Tecle (d
2) Entre com o número Teclas (d
3) Processe o Plano A, EComece a retificar até que os mostradores em ambos os eixos X e Y exibirem 0.
4) Entre com o segundo sistema de coordenada do usuárioTecle (de
77
Função de 200 Posições Zero Auxiliares
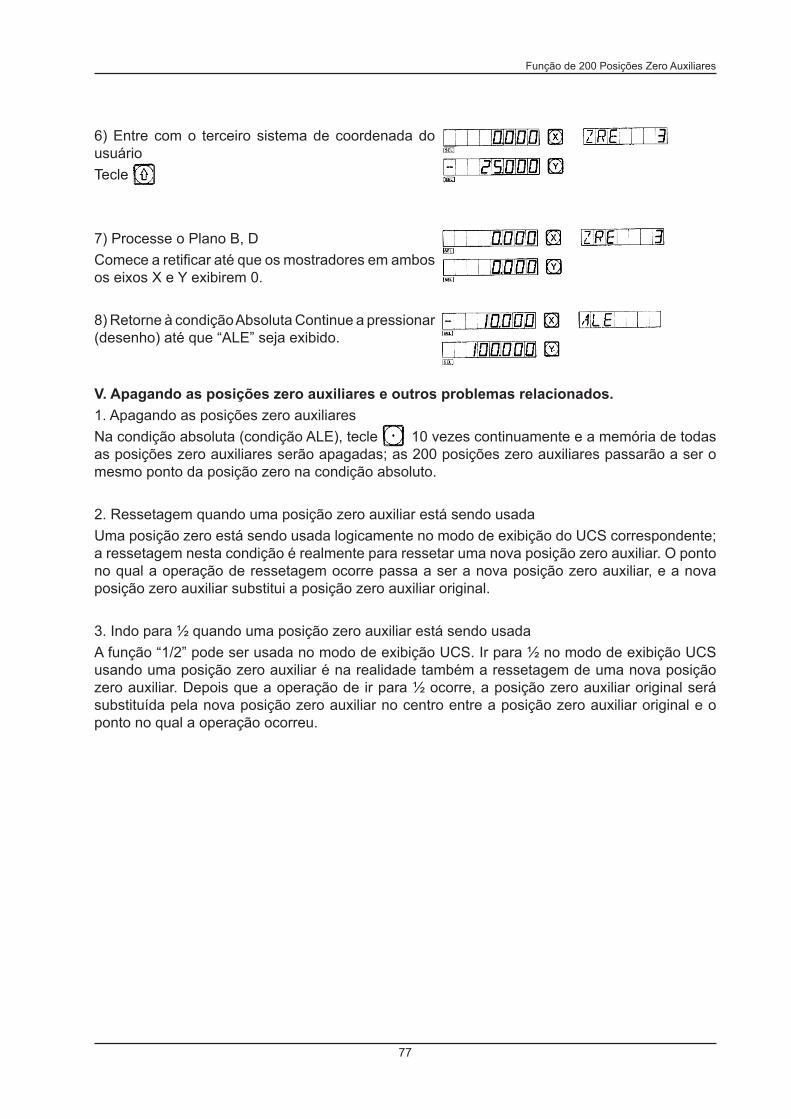
6) Entre com o terceiro sistema de coordenada do usuárioTecle (
7) Processe o Plano B, DComece a retificar até que os mostradores em ambos os eixos X e Y exibirem 0.
8) Retorne à condição Absoluta Continue a pressionar (desenho) até que “ALE” seja exibido.
V. Apagando as posições zero auxiliares e outros problemas relacionados.1. Apagando as posições zero auxiliaresNa condição absoluta (condição ALE), tecle (de 10 vezes continuamente e a memória de todas as posições zero auxiliares serão apagadas; as 200 posições zero auxiliares passarão a ser o mesmo ponto da posição zero na condição absoluto.
2. Ressetagem quando uma posição zero auxiliar está sendo usadaUma posição zero está sendo usada logicamente no modo de exibição do UCS correspondente; a ressetagem nesta condição é realmente para ressetar uma nova posição zero auxiliar. O ponto no qual a operação de ressetagem ocorre passa a ser a nova posição zero auxiliar, e a nova posição zero auxiliar substitui a posição zero auxiliar original.
3. Indo para ½ quando uma posição zero auxiliar está sendo usadaA função “1/2” pode ser usada no modo de exibição UCS. Ir para ½ no modo de exibição UCS usando uma posição zero auxiliar é na realidade também a ressetagem de uma nova posição zero auxiliar. Depois que a operação de ir para ½ ocorre, a posição zero auxiliar original será substituída pela nova posição zero auxiliar no centro entre a posição zero auxiliar original e o ponto no qual a operação ocorreu.

Manual de Operação - Leitor Digital SINO SDS6
78

79
Furos Divididos Igualmente em Círculo PCD
F.
Furos divididos igualmente em Círculo PCD (Igual para MIIL_MS, MIIL_M, EDM)

Manual de Operação - Leitor Digital SINO SDS6
80
81
Furos Divididos Igualmente em Círculo PCD
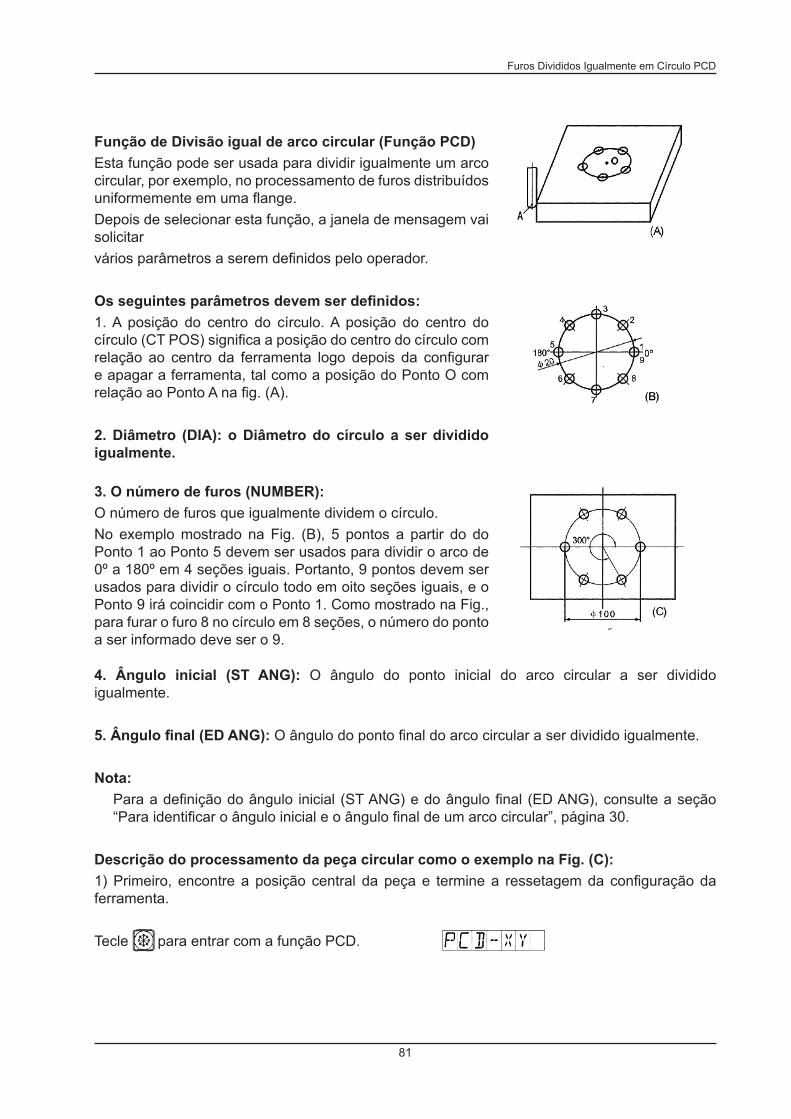
Função de Divisão igual de arco circular (Função PCD)Esta função pode ser usada para dividir igualmente um arco circular, por exemplo, no processamento de furos distribuídos uniformemente em uma flange. Depois de selecionar esta função, a janela de mensagem vai solicitar vários parâmetros a serem definidos pelo operador.
Os seguintes parâmetros devem ser definidos:1. A posição do centro do círculo. A posição do centro do círculo (CT POS) significa a posição do centro do círculo com relação ao centro da ferramenta logo depois da configurar e apagar a ferramenta, tal como a posição do Ponto O com relação ao Ponto A na fig. (A).
2. Diâmetro (DIA): o Diâmetro do círculo a ser dividido igualmente. 3. O número de furos (NUMBER):O número de furos que igualmente dividem o círculo.No exemplo mostrado na Fig. (B), 5 pontos a partir do do Ponto 1 ao Ponto 5 devem ser usados para dividir o arco de 0º a 180º em 4 seções iguais. Portanto, 9 pontos devem ser usados para dividir o círculo todo em oito seções iguais, e o Ponto 9 irá coincidir com o Ponto 1. Como mostrado na Fig., para furar o furo 8 no círculo em 8 seções, o número do ponto a ser informado deve ser o 9.
4. Ângulo inicial (ST ANG): O ângulo do ponto inicial do arco circular a ser dividido igualmente.
5. Ângulo final (ED ANG): O ângulo do ponto final do arco circular a ser dividido igualmente.
Nota: Para a definição do ângulo inicial (ST ANG) e do ângulo final (ED ANG), consulte a seção “Para identificar o ângulo inicial e o ângulo final de um arco circular”, página 30.
Descrição do processamento da peça circular como o exemplo na Fig. (C):1) Primeiro, encontre a posição central da peça e termine a ressetagem da configuração da ferramenta.
Tecle (de para entrar com a função PCD.
Manual de Operação - Leitor Digital SINO SDS6
82
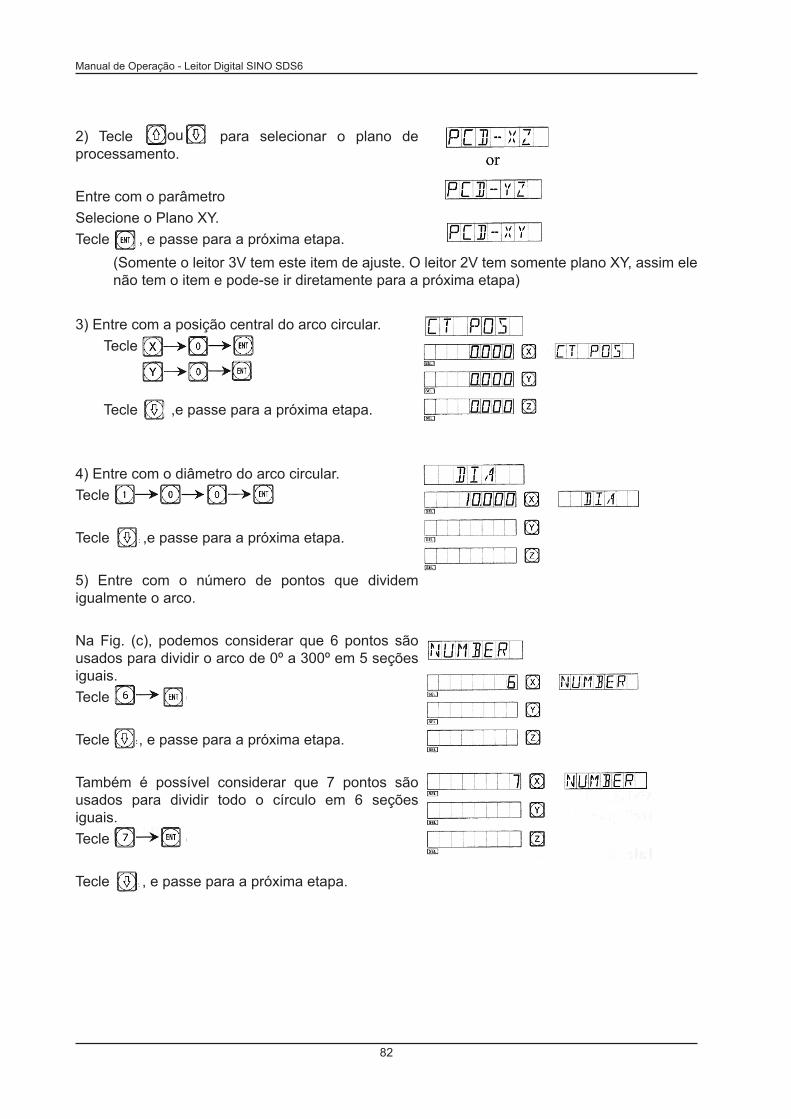
2) Tecle (desenho) para selecionar o plano de processamento.
Entre com o parâmetroSelecione o Plano XY.Tecle (d , e passe para a próxima etapa.
3) Entre com a posição central do arco circular. Tecle (desenhos)
Tecle (d ,e passe para a próxima etapa.
4) Entre com o diâmetro do arco circular.Tecle (desenhos)
Tecle (d ,e passe para a próxima etapa.
5) Entre com o número de pontos que dividem igualmente o arco. Na Fig. (c), podemos considerar que 6 pontos são usados para dividir o arco de 0º a 300º em 5 seções iguais.Tecle (desenhos)
Tecle (d , e passe para a próxima etapa.
Também é possível considerar que 7 pontos são usados para dividir todo o círculo em 6 seções iguais.Tecle (desenhos)
Tecle , e passe para a próxima etapa.
ou
(Somente o leitor 3V tem este item de ajuste. O leitor 2V tem somente plano XY, assim ele não tem o item e pode-se ir diretamente para a próxima etapa)

83
Furos Divididos Igualmente em Círculo PCD
6) Entre com o ângulo inicial.Tecle (desenhos)
Tecle (de , e passe para a próxima etapa.
7) Entre com o ângulo final.
Se o arco está dividido em 6 pontos.Tecle (desenhos)
Tecle (de , e passe para a próxima etapa.
Se o arco está dividido em 7 pontos.Tecle (desenhos)
Tecle (de , e passe para a próxima etapa.
8) Entre no processamento.
O resultado do mostrador é a divisão do arco em 5 seções iguais.
O resultado do mostrador é a divisão do arco em 6 seções iguais.
9) Tecle (de e a posição do próximo ponto de processamento será exibida; apenas mova a máquina para que os valores exibidos em ambos os eixos sejam zerados, para obter a posição de processamento correspondente.
10) É possível cancelar a função PCD quando desejar, simplesmente tecle (d .

Manual de Operação - Leitor Digital SINO SDS6
84
85
Processamento de Superfície Angular
G.
Processamento de superfície angular(Igual para MIIL_MS)

Manual de Operação - Leitor Digital SINO SDS6
86
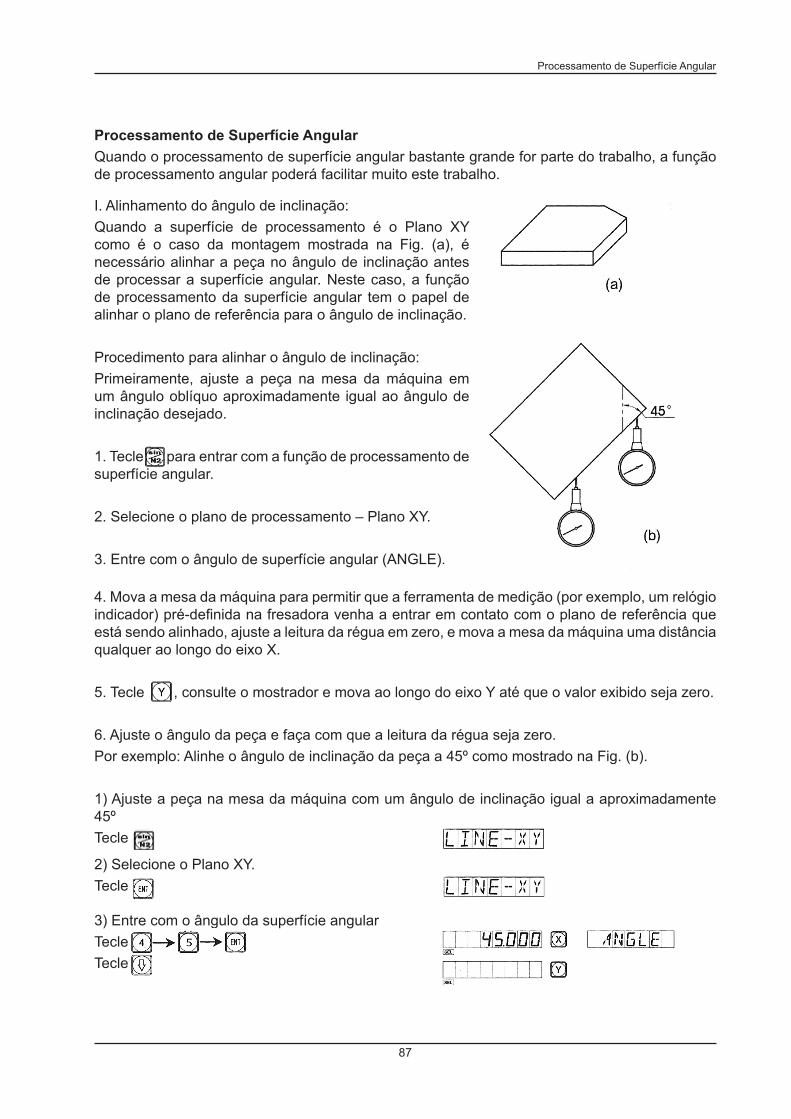
87
Processamento de Superfície Angular
Processamento de Superfície AngularQuando o processamento de superfície angular bastante grande for parte do trabalho, a função de processamento angular poderá facilitar muito este trabalho.
I. Alinhamento do ângulo de inclinação:Quando a superfície de processamento é o Plano XY como é o caso da montagem mostrada na Fig. (a), é necessário alinhar a peça no ângulo de inclinação antes de processar a superfície angular. Neste caso, a função de processamento da superfície angular tem o papel de alinhar o plano de referência para o ângulo de inclinação.
Procedimento para alinhar o ângulo de inclinação:Primeiramente, ajuste a peça na mesa da máquina em um ângulo oblíquo aproximadamente igual ao ângulo de inclinação desejado.
1. Tecle (d para entrar com a função de processamento de superfície angular.
2. Selecione o plano de processamento – Plano XY.
3. Entre com o ângulo de superfície angular (ANGLE).
4. Mova a mesa da máquina para permitir que a ferramenta de medição (por exemplo, um relógio indicador) pré-definida na fresadora venha a entrar em contato com o plano de referência que está sendo alinhado, ajuste a leitura da régua em zero, e mova a mesa da máquina uma distância qualquer ao longo do eixo X.
5. Tecle (d , consulte o mostrador e mova ao longo do eixo Y até que o valor exibido seja zero.
6. Ajuste o ângulo da peça e faça com que a leitura da régua seja zero.Por exemplo: Alinhe o ângulo de inclinação da peça a 45º como mostrado na Fig. (b).
1) Ajuste a peça na mesa da máquina com um ângulo de inclinação igual a aproximadamente 45ºTecle (d
2) Selecione o Plano XY.Tecle (de
3) Entre com o ângulo da superfície angularTecle (desenhos)Tecle (desenho)
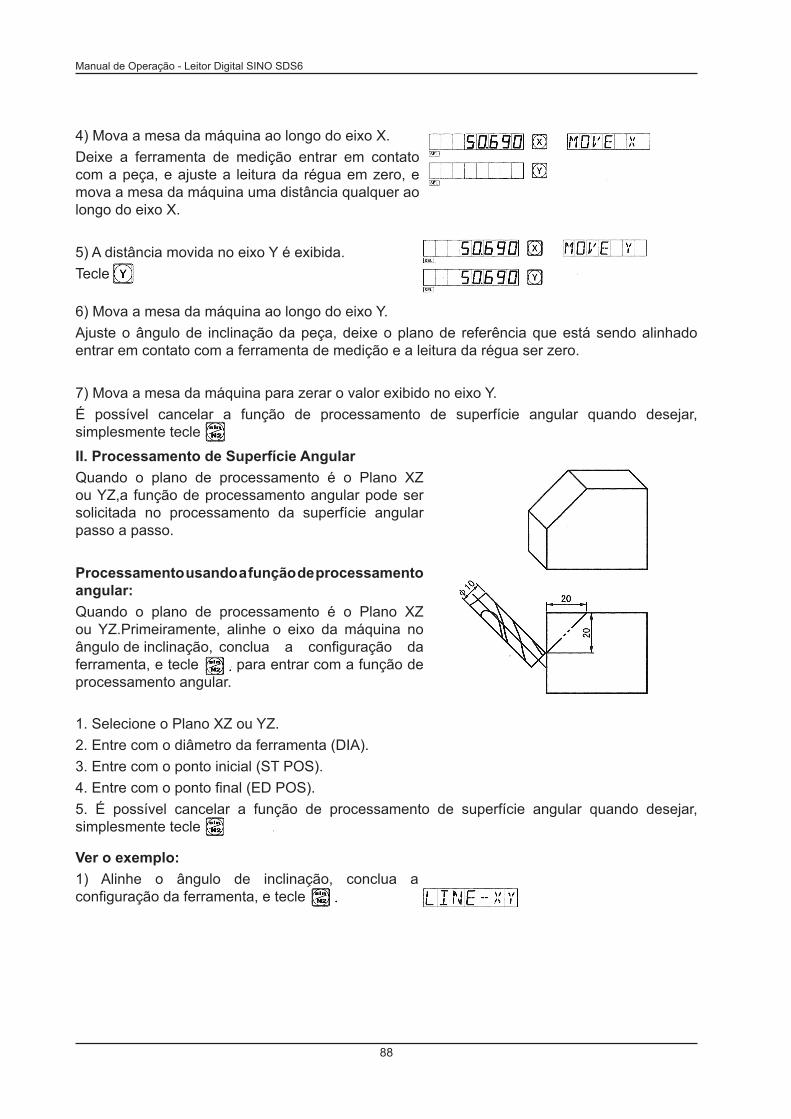
Manual de Operação - Leitor Digital SINO SDS6
88
4) Mova a mesa da máquina ao longo do eixo X.Deixe a ferramenta de medição entrar em contato com a peça, e ajuste a leitura da régua em zero, e mova a mesa da máquina uma distância qualquer ao longo do eixo X.
5) A distância movida no eixo Y é exibida.Tecle (d
6) Mova a mesa da máquina ao longo do eixo Y.Ajuste o ângulo de inclinação da peça, deixe o plano de referência que está sendo alinhado entrar em contato com a ferramenta de medição e a leitura da régua ser zero.
7) Mova a mesa da máquina para zerar o valor exibido no eixo Y.É possível cancelar a função de processamento de superfície angular quando desejar, simplesmente tecle (deII. Processamento de Superfície AngularQuando o plano de processamento é o Plano XZ ou YZ,a função de processamento angular pode ser solicitada no processamento da superfície angular passo a passo.
Processamento usando a função de processamento angular:Quando o plano de processamento é o Plano XZ ou YZ.Primeiramente, alinhe o eixo da máquina no ângulo de inclinação, conclua a configuração da ferramenta, e tecle (des para entrar com a função de processamento angular.
1. Selecione o Plano XZ ou YZ.2. Entre com o diâmetro da ferramenta (DIA).3. Entre com o ponto inicial (ST POS).4. Entre com o ponto final (ED POS).5. É possível cancelar a função de processamento de superfície angular quando desejar, simplesmente tecle (desenho).
Ver o exemplo:1) Alinhe o ângulo de inclinação, conclua a configuração da ferramenta, e tecle (de
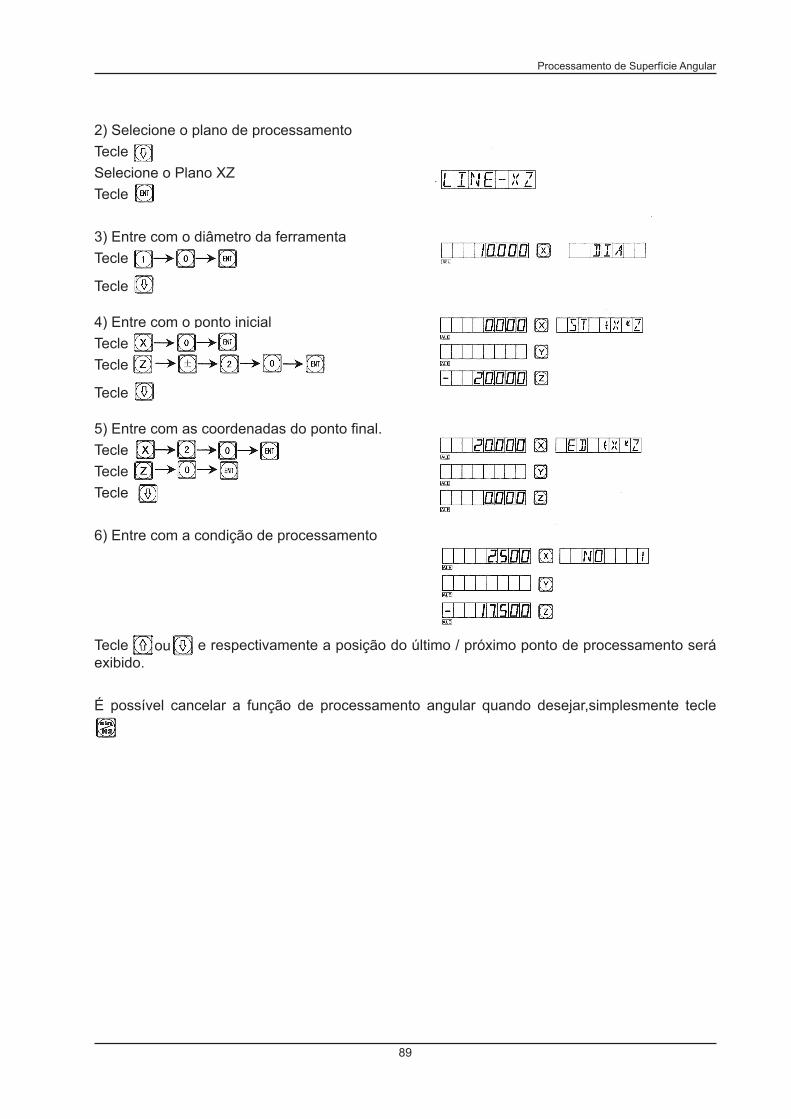
89
Processamento de Superfície Angular
2) Selecione o plano de processamentoTecle (deSelecione o Plano XZTecle (d
3) Entre com o diâmetro da ferramentaTecle (desenhos)
Tecle
4) Entre com o ponto inicialTecle (desenhos) Tecle (desenhos)
Tecle
5) Entre com as coordenadas do ponto final.Tecle Tecle Tecle
6) Entre com a condição de processamento
Tecle (dese e respectivamente a posição do último / próximo ponto de processamento será exibido.
É possível cancelar a função de processamento angular quando desejar,simplesmente tecle (de
ou

Manual de Operação - Leitor Digital SINO SDS6
90
91
Processamento Progressivo de Câmara Interna Retângular
H.
Função da calculadora de funções (Igual para MIIL_MS)

Manual de Operação - Leitor Digital SINO SDS6
92
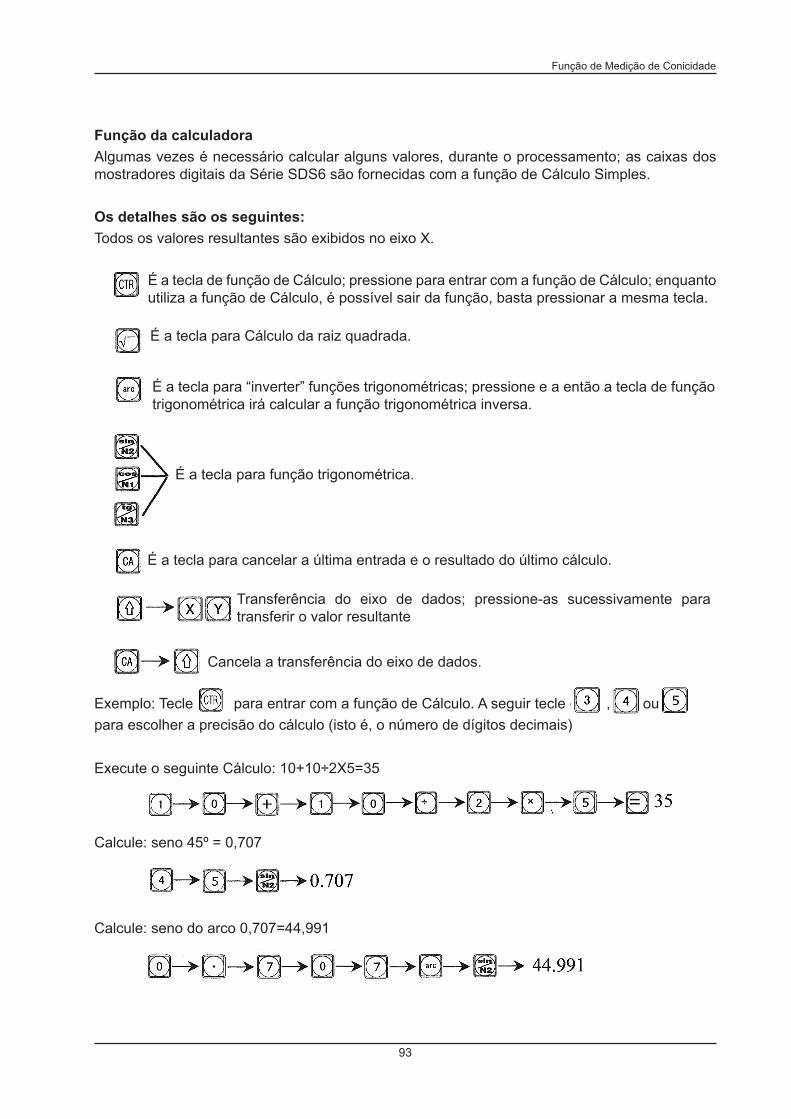
93
Função de Medição de Conicidade
Função da calculadora Algumas vezes é necessário calcular alguns valores, durante o processamento; as caixas dos mostradores digitais da Série SDS6 são fornecidas com a função de Cálculo Simples.
Os detalhes são os seguintes:Todos os valores resultantes são exibidos no eixo X.
É a tecla de função de Cálculo; pressione para entrar com a função de Cálculo; enquanto utiliza a função de Cálculo, é possível sair da função, basta pressionar a mesma tecla.
É a tecla para Cálculo da raiz quadrada.
É a tecla para “inverter” funções trigonométricas; pressione e a então a tecla de função trigonométrica irá calcular a função trigonométrica inversa.
É a tecla para função trigonométrica.
É a tecla para cancelar a última entrada e o resultado do último cálculo.
Transferência do eixo de dados; pressione-as sucessivamente para transferir o valor resultante
Cancela a transferência do eixo de dados.
Exemplo: Tecle (des para entrar com a função de Cálculo. A seguir tecle (des , ou para escolher a precisão do cálculo (isto é, o número de dígitos decimais)
Execute o seguinte Cálculo: 10+10÷2X5=35
Calcule: seno 45º = 0,707
Calcule: seno do arco 0,707=44,991
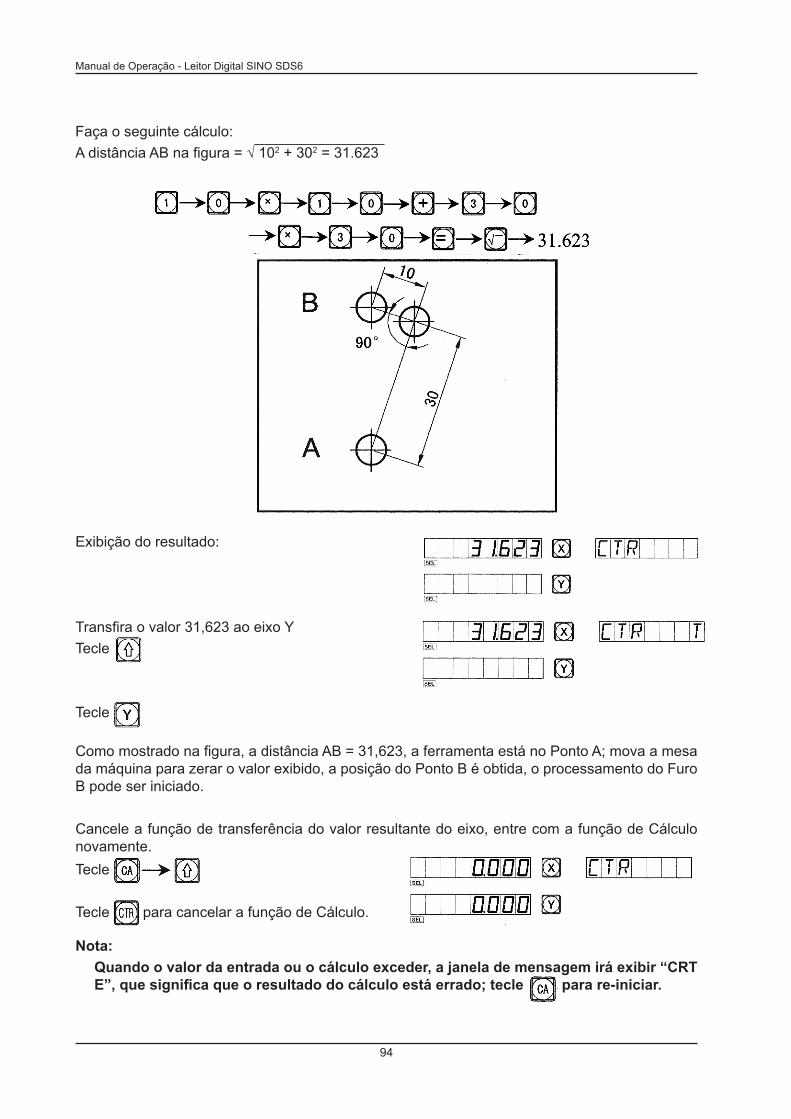
Manual de Operação - Leitor Digital SINO SDS6
94
Faça o seguinte cálculo:A distância AB na figura = √ 102 + 302 = 31.623
Exibição do resultado:
Transfira o valor 31,623 ao eixo YTecle (des
Tecle (de
Como mostrado na figura, a distância AB = 31,623, a ferramenta está no Ponto A; mova a mesa da máquina para zerar o valor exibido, a posição do Ponto B é obtida, o processamento do Furo B pode ser iniciado.
Cancele a função de transferência do valor resultante do eixo, entre com a função de Cálculo novamente.Tecle (desenhos)
Tecle (de para cancelar a função de Cálculo.
Nota: Quando o valor da entrada ou o cálculo exceder, a janela de mensagem irá exibir “CRT E”, que significa que o resultado do cálculo está errado; tecle (des para re-iniciar.
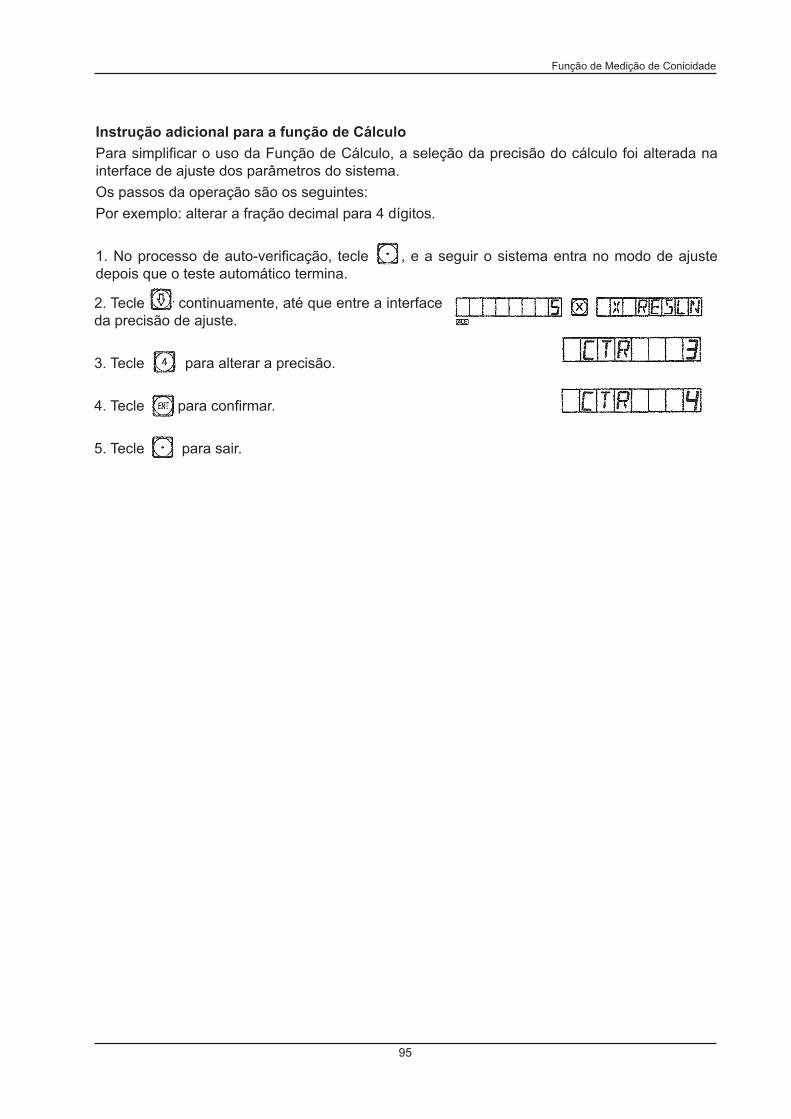
95
Função de Medição de Conicidade
2. Tecle (de continuamente, até que entre a interface da precisão de ajuste.
3. Tecle (des para alterar a precisão.
4. Tecle (de para confirmar.
5. Tecle ( para sair.
Instrução adicional para a função de CálculoPara simplificar o uso da Função de Cálculo, a seleção da precisão do cálculo foi alterada na interface de ajuste dos parâmetros do sistema.Os passos da operação são os seguintes:Por exemplo: alterar a fração decimal para 4 dígitos.
1. No processo de auto-verificação, tecle (de , e a seguir o sistema entra no modo de ajuste depois que o teste automático termina.

Manual de Operação - Leitor Digital SINO SDS6
96
97
Rastreamento Automático da Posição Zero
I.
Compensação do diâmetro da ferramenta(Igual para 3V-MIIL_MS)

Manual de Operação - Leitor Digital SINO SDS6
98
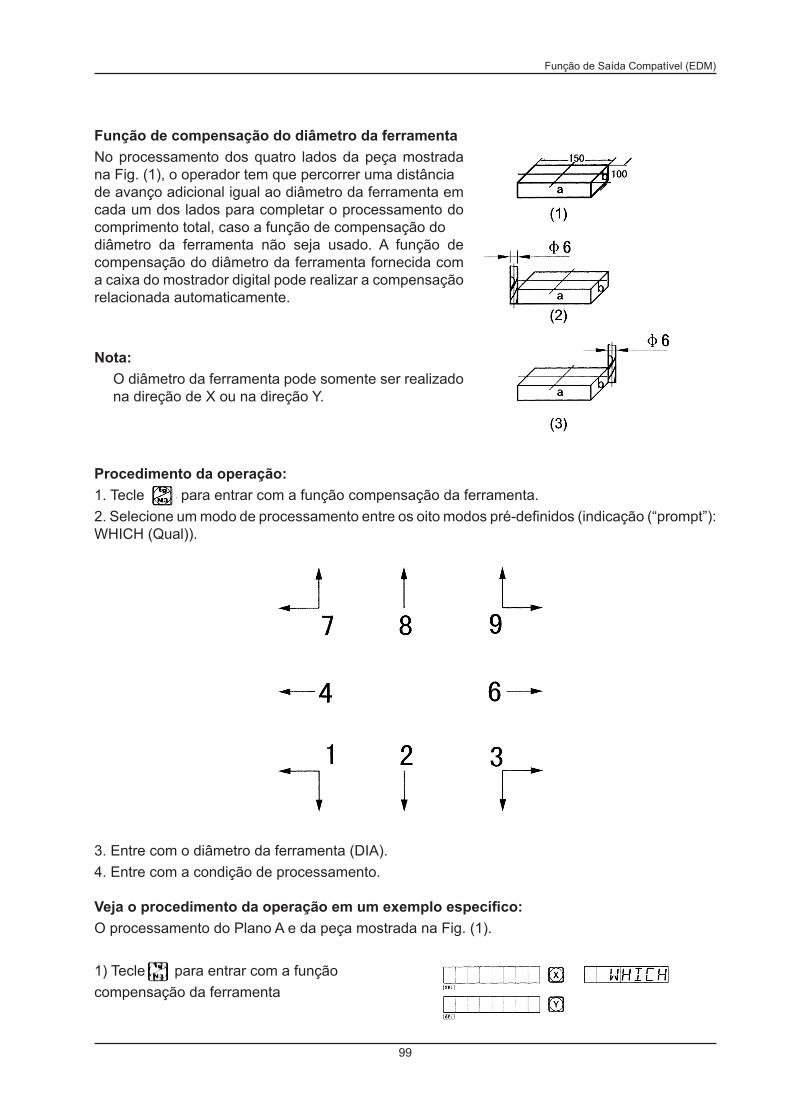
99
Função de Saída Compatível (EDM)
Função de compensação do diâmetro da ferramentaNo processamento dos quatro lados da peça mostrada na Fig. (1), o operador tem que percorrer uma distância de avanço adicional igual ao diâmetro da ferramenta em cada um dos lados para completar o processamento do comprimento total, caso a função de compensação do diâmetro da ferramenta não seja usado. A função de compensação do diâmetro da ferramenta fornecida com a caixa do mostrador digital pode realizar a compensação relacionada automaticamente. Nota:
O diâmetro da ferramenta pode somente ser realizado na direção de X ou na direção Y.
Procedimento da operação:1. Tecle (des para entrar com a função compensação da ferramenta.2. Selecione um modo de processamento entre os oito modos pré-definidos (indicação (“prompt”): WHICH (Qual)).
3. Entre com o diâmetro da ferramenta (DIA).4. Entre com a condição de processamento.
Veja o procedimento da operação em um exemplo específico:O processamento do Plano A e da peça mostrada na Fig. (1).
1) Tecle (d para entrar com a função compensação da ferramenta
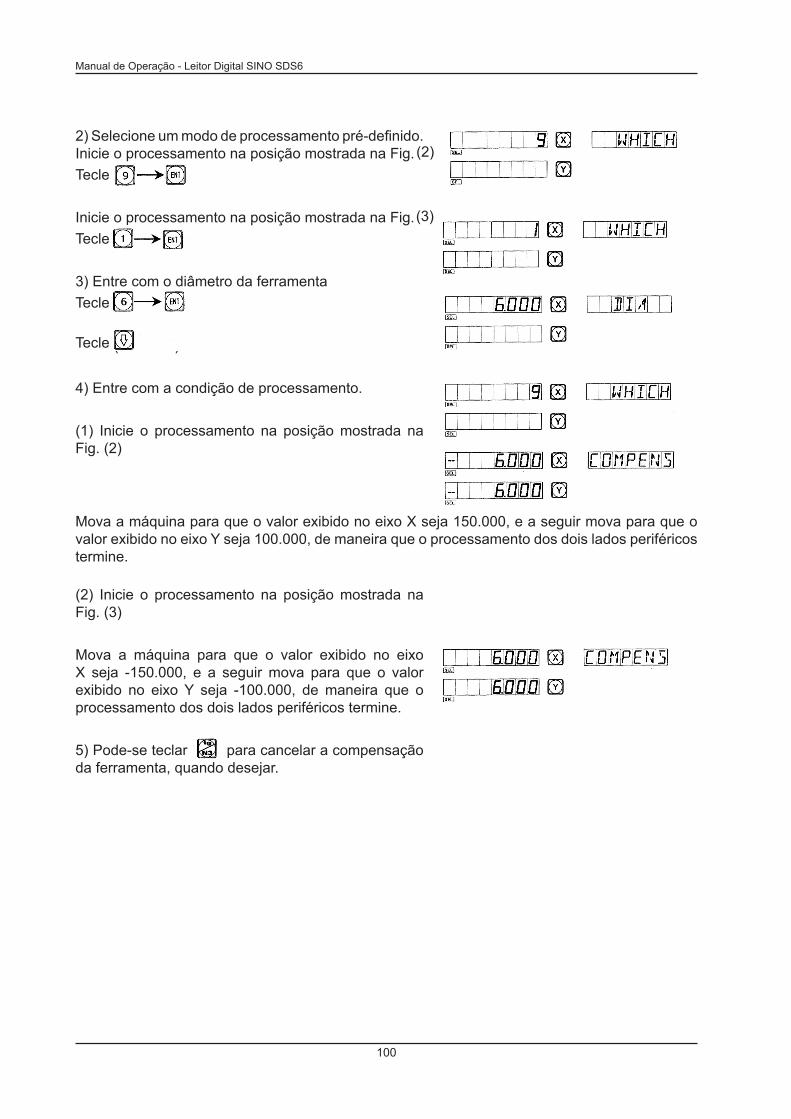
Manual de Operação - Leitor Digital SINO SDS6
100
2) Selecione um modo de processamento pré-definido.Inicie o processamento na posição mostrada na Fig. Tecle (desenhos)
Inicie o processamento na posição mostrada na Fig. Tecle (desenhos)
3) Entre com o diâmetro da ferramentaTecle (desenhos)
Tecle (desenho)
4) Entre com a condição de processamento.
(1) Inicie o processamento na posição mostrada na Fig. (2)
(2)
(3)
Mova a máquina para que o valor exibido no eixo X seja 150.000, e a seguir mova para que o valor exibido no eixo Y seja 100.000, de maneira que o processamento dos dois lados periféricos termine.
(2) Inicie o processamento na posição mostrada na Fig. (3)
Mova a máquina para que o valor exibido no eixo X seja -150.000, e a seguir mova para que o valor exibido no eixo Y seja -100.000, de maneira que o processamento dos dois lados periféricos termine.
5) Pode-se teclar (d para cancelar a compensação da ferramenta, quando desejar.
101
Rastreamento Automático da Posição Zero
J.
Armazenamento para 200 ferramentas(Igual para TORNO)

Manual de Operação - Leitor Digital SINO SDS6
102
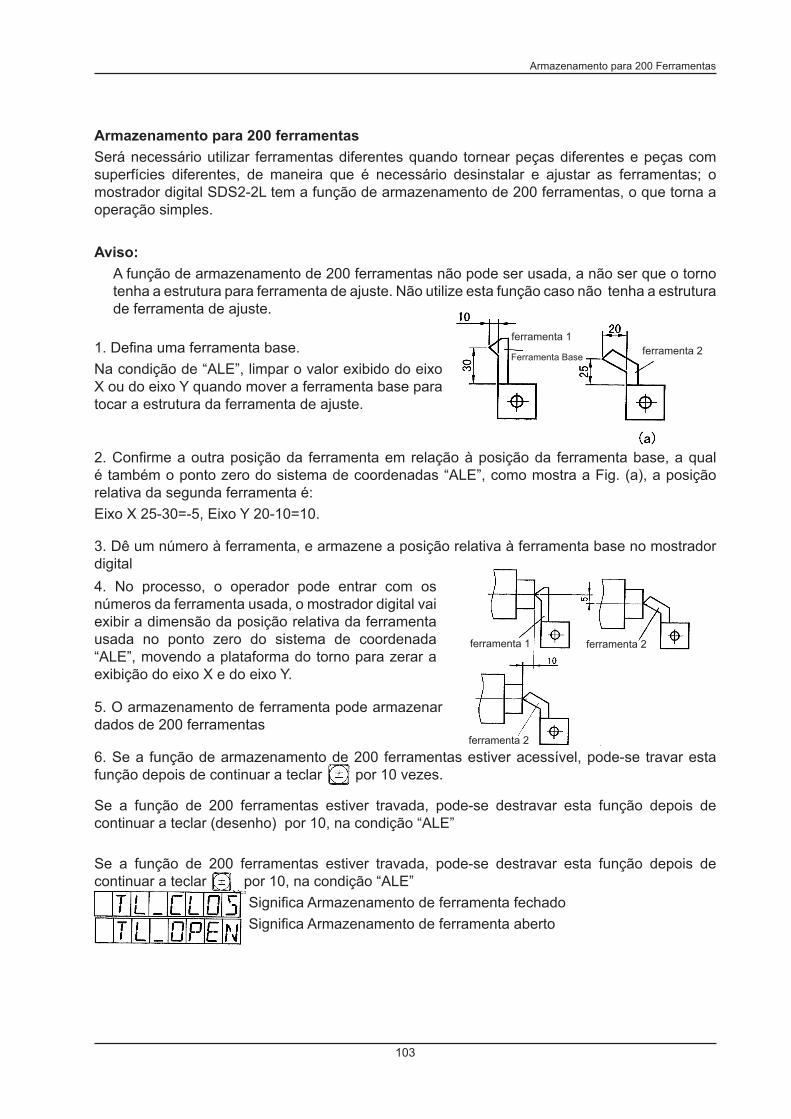
103
Armazenamento para 200 Ferramentas
Armazenamento para 200 ferramentasSerá necessário utilizar ferramentas diferentes quando tornear peças diferentes e peças com superfícies diferentes, de maneira que é necessário desinstalar e ajustar as ferramentas; o mostrador digital SDS2-2L tem a função de armazenamento de 200 ferramentas, o que torna a operação simples.
Aviso:A função de armazenamento de 200 ferramentas não pode ser usada, a não ser que o torno tenha a estrutura para ferramenta de ajuste. Não utilize esta função caso não tenha a estrutura de ferramenta de ajuste.
1. Defina uma ferramenta base. Na condição de “ALE”, limpar o valor exibido do eixo X ou do eixo Y quando mover a ferramenta base para tocar a estrutura da ferramenta de ajuste.
ferramenta 1
Ferramenta Base ferramenta 2
2. Confirme a outra posição da ferramenta em relação à posição da ferramenta base, a qual é também o ponto zero do sistema de coordenadas “ALE”, como mostra a Fig. (a), a posição relativa da segunda ferramenta é:Eixo X 25-30=-5, Eixo Y 20-10=10.
3. Dê um número à ferramenta, e armazene a posição relativa à ferramenta base no mostrador digital4. No processo, o operador pode entrar com os números da ferramenta usada, o mostrador digital vai exibir a dimensão da posição relativa da ferramenta usada no ponto zero do sistema de coordenada “ALE”, movendo a plataforma do torno para zerar a exibição do eixo X e do eixo Y.
ferramenta 1 ferramenta 2
ferramenta 2
5. O armazenamento de ferramenta pode armazenar dados de 200 ferramentas
6. Se a função de armazenamento de 200 ferramentas estiver acessível, pode-se travar esta função depois de continuar a teclar (de por 10 vezes.
Se a função de 200 ferramentas estiver travada, pode-se destravar esta função depois de continuar a teclar (desenho) por 10, na condição “ALE”
Se a função de 200 ferramentas estiver travada, pode-se destravar esta função depois de continuar a teclar (de por 10, na condição “ALE” (desenho) Significa Armazenamento de ferramenta fechado (desenho) Significa Armazenamento de ferramenta aberto
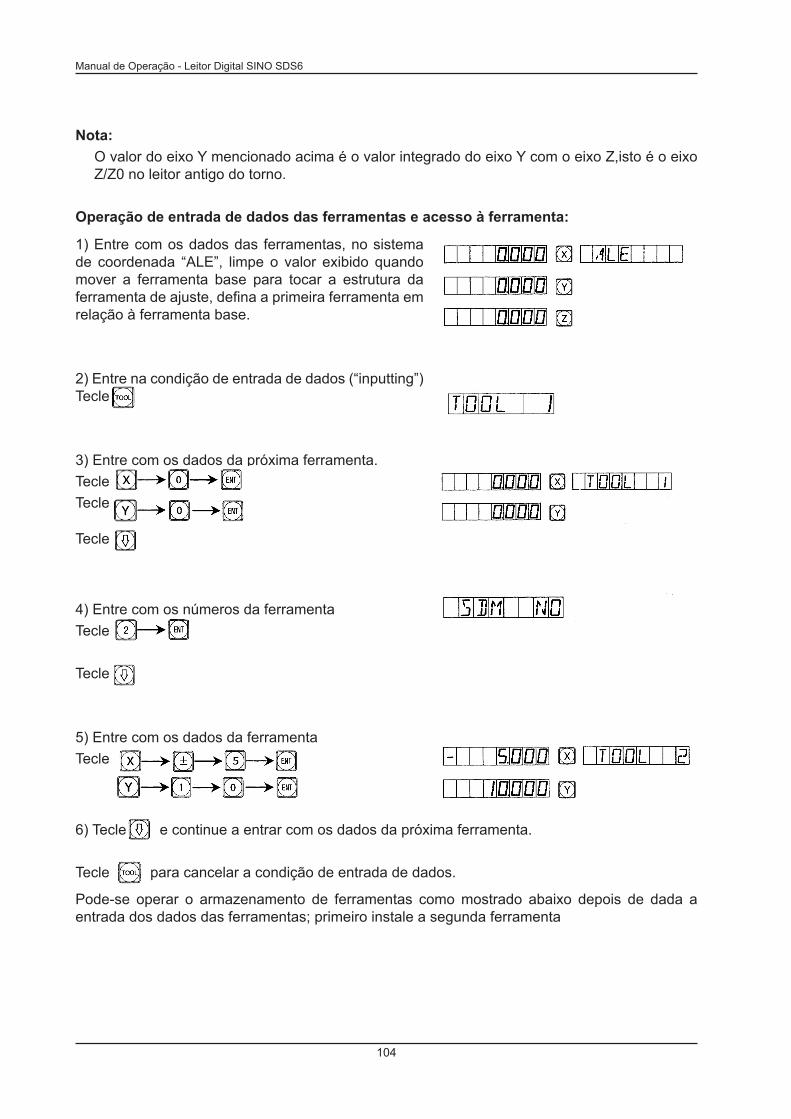
Manual de Operação - Leitor Digital SINO SDS6
104
Nota: O valor do eixo Y mencionado acima é o valor integrado do eixo Y com o eixo Z,isto é o eixo Z/Z0 no leitor antigo do torno.
Operação de entrada de dados das ferramentas e acesso à ferramenta:
1) Entre com os dados das ferramentas, no sistema de coordenada “ALE”, limpe o valor exibido quando mover a ferramenta base para tocar a estrutura da ferramenta de ajuste, defina a primeira ferramenta em relação à ferramenta base.
2) Entre na condição de entrada de dados (“inputting”) Tecle (de
3) Entre com os dados da próxima ferramenta. Tecle (desenhos)Tecle (desenhos)
Tecle
4) Entre com os números da ferramentaTecle (desenhos)
Tecle (desenho)
5) Entre com os dados da ferramentaTecle (desenhos)
6) Tecle (de e continue a entrar com os dados da próxima ferramenta.
Tecle (des para cancelar a condição de entrada de dados.
Pode-se operar o armazenamento de ferramentas como mostrado abaixo depois de dada a entrada dos dados das ferramentas; primeiro instale a segunda ferramenta
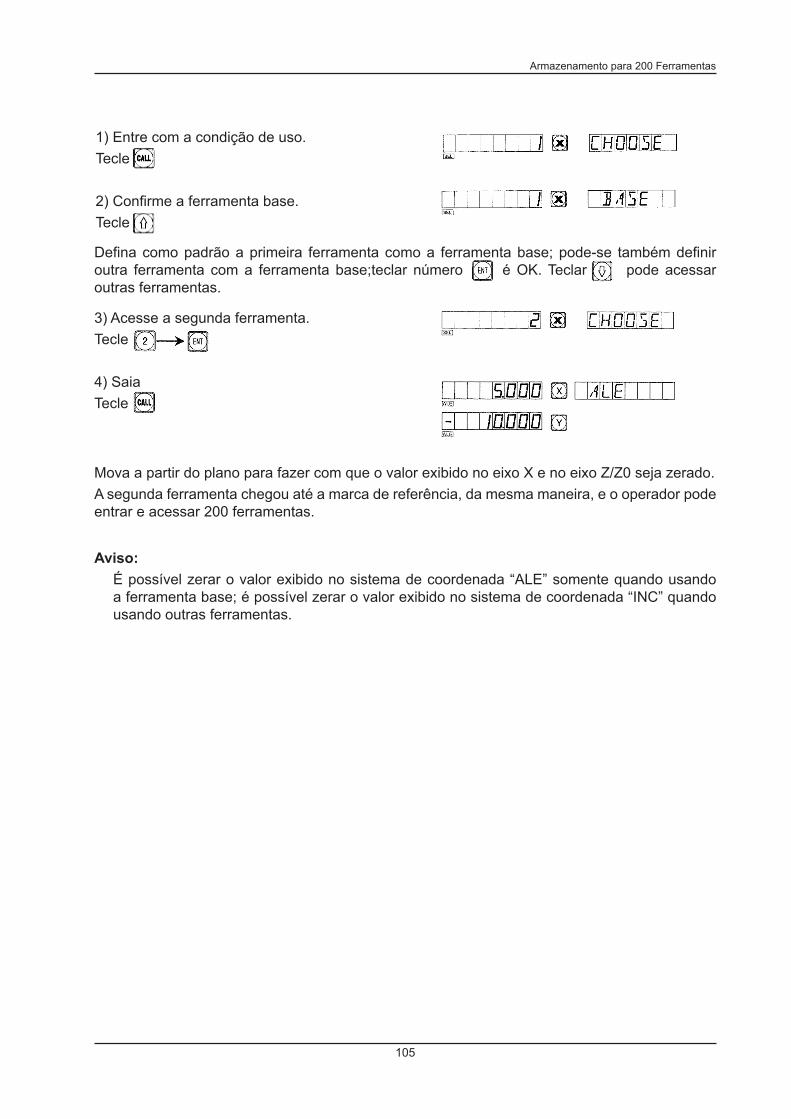
105
Armazenamento para 200 Ferramentas
1) Entre com a condição de uso.Tecle (d
2) Confirme a ferramenta base.Tecle (d
Defina como padrão a primeira ferramenta como a ferramenta base; pode-se também definir outra ferramenta com a ferramenta base;teclar número (de é OK. Teclar (de pode acessar outras ferramentas.
3) Acesse a segunda ferramenta.Tecle (desenhos)
4) SaiaTecle (de
Mova a partir do plano para fazer com que o valor exibido no eixo X e no eixo Z/Z0 seja zerado.A segunda ferramenta chegou até a marca de referência, da mesma maneira, e o operador pode entrar e acessar 200 ferramentas.
Aviso: É possível zerar o valor exibido no sistema de coordenada “ALE” somente quando usando a ferramenta base; é possível zerar o valor exibido no sistema de coordenada “INC” quando usando outras ferramentas.

Manual de Operação - Leitor Digital SINO SDS6
106
107
Rastreamento Automático da Posição Zero
K.
Função de medição de conicidade (Igual para TORNO)

Manual de Operação - Leitor Digital SINO SDS6
108
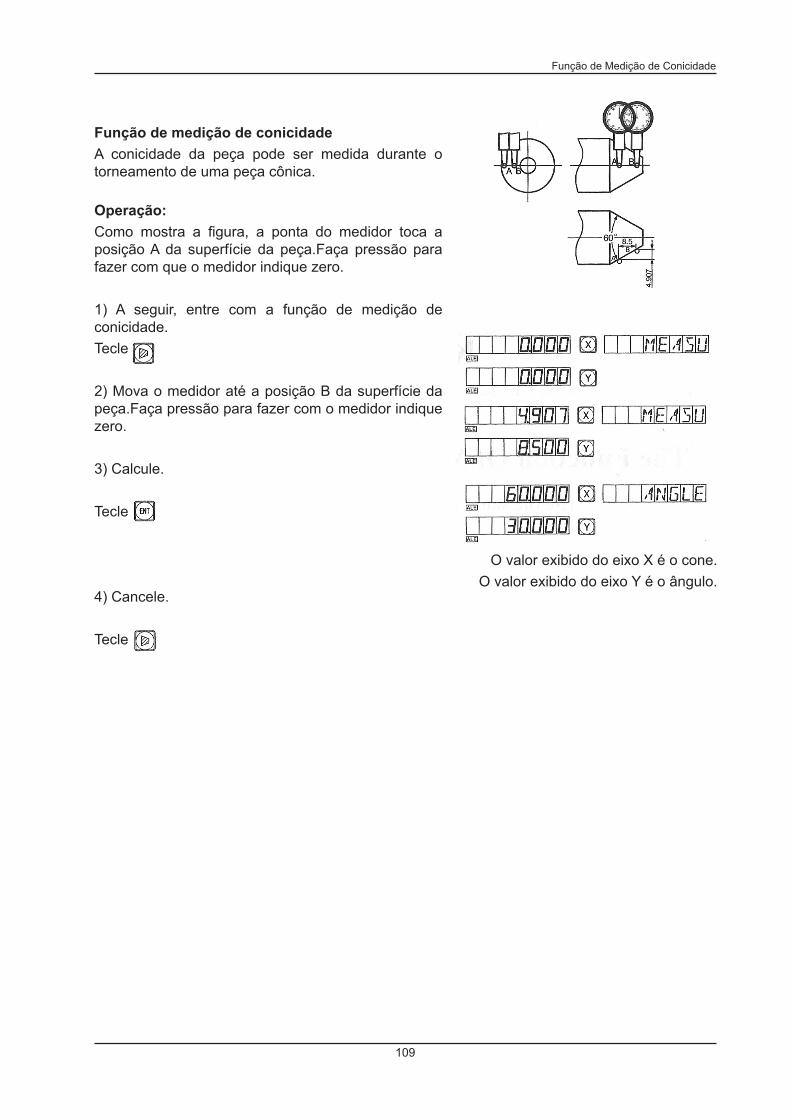
109
Função de Medição de Conicidade
Função de medição de conicidadeA conicidade da peça pode ser medida durante o torneamento de uma peça cônica. Operação:Como mostra a figura, a ponta do medidor toca a posição A da superfície da peça.Faça pressão para fazer com que o medidor indique zero.
1) A seguir, entre com a função de medição de conicidade.Tecle (d
2) Mova o medidor até a posição B da superfície da peça.Faça pressão para fazer com o medidor indique zero.
3) Calcule.
Tecle (d
4) Cancele.
Tecle (d
O valor exibido do eixo X é o cone.O valor exibido do eixo Y é o ângulo.

Manual de Operação - Leitor Digital SINO SDS6
110
111
Rastreamento Automático da Posição Zero
L.
Função de saída compatível (EDM) (Igual para 3V-EDM)
Manual de Operação - Leitor Digital SINO SDS6
112
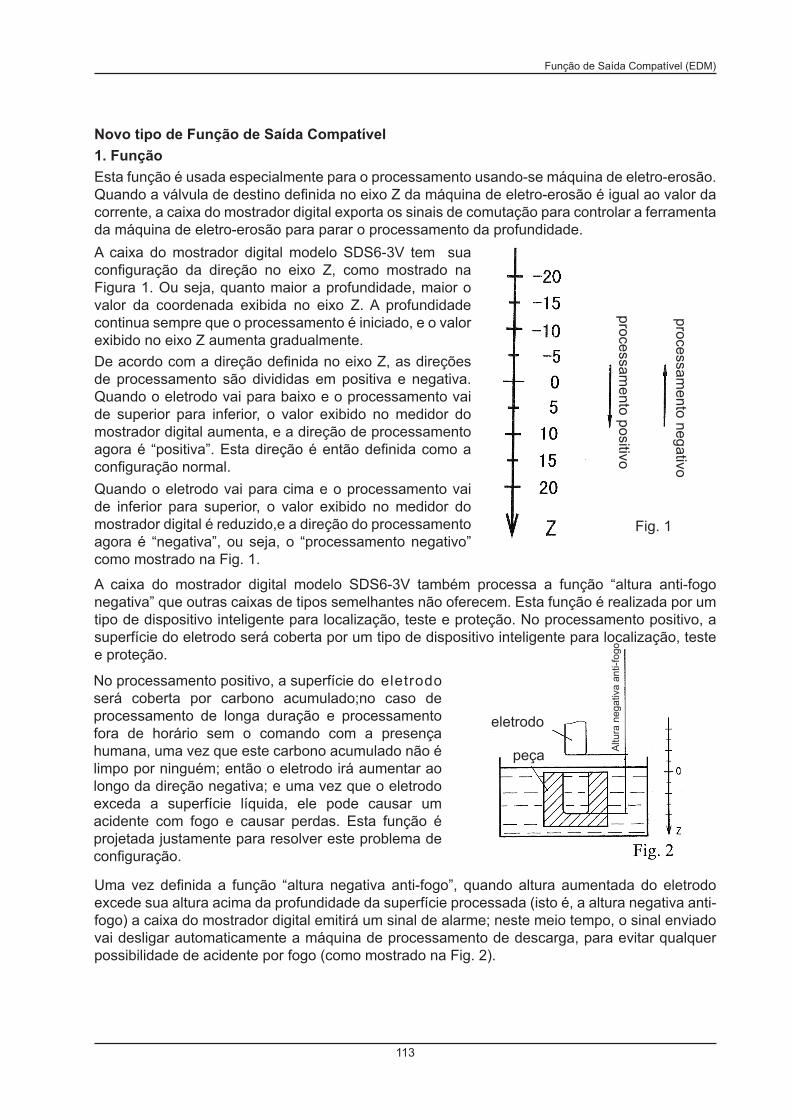
113
Função de Saída Compatível (EDM)
Novo tipo de Função de Saída Compatível1. FunçãoEsta função é usada especialmente para o processamento usando-se máquina de eletro-erosão.Quando a válvula de destino definida no eixo Z da máquina de eletro-erosão é igual ao valor da corrente, a caixa do mostrador digital exporta os sinais de comutação para controlar a ferramenta da máquina de eletro-erosão para parar o processamento da profundidade.A caixa do mostrador digital modelo SDS6-3V tem sua configuração da direção no eixo Z, como mostrado na Figura 1. Ou seja, quanto maior a profundidade, maior o valor da coordenada exibida no eixo Z. A profundidade continua sempre que o processamento é iniciado, e o valor exibido no eixo Z aumenta gradualmente. De acordo com a direção definida no eixo Z, as direções de processamento são divididas em positiva e negativa. Quando o eletrodo vai para baixo e o processamento vai de superior para inferior, o valor exibido no medidor do mostrador digital aumenta, e a direção de processamento agora é “positiva”. Esta direção é então definida como a configuração normal. Quando o eletrodo vai para cima e o processamento vai de inferior para superior, o valor exibido no medidor do mostrador digital é reduzido,e a direção do processamento agora é “negativa”, ou seja, o “processamento negativo” como mostrado na Fig. 1.
A caixa do mostrador digital modelo SDS6-3V também processa a função “altura anti-fogo negativa” que outras caixas de tipos semelhantes não oferecem. Esta função é realizada por um tipo de dispositivo inteligente para localização, teste e proteção. No processamento positivo, a superfície do eletrodo será coberta por um tipo de dispositivo inteligente para localização, teste e proteção.
No processamento positivo, a superfície do eletrodo será coberta por carbono acumulado;no caso de processamento de longa duração e processamento fora de horário sem o comando com a presença humana, uma vez que este carbono acumulado não é limpo por ninguém; então o eletrodo irá aumentar ao longo da direção negativa; e uma vez que o eletrodo exceda a superfície líquida, ele pode causar um acidente com fogo e causar perdas. Esta função é projetada justamente para resolver este problema de configuração.
Uma vez definida a função “altura negativa anti-fogo”, quando altura aumentada do eletrodo excede sua altura acima da profundidade da superfície processada (isto é, a altura negativa anti-fogo) a caixa do mostrador digital emitirá um sinal de alarme; neste meio tempo, o sinal enviado vai desligar automaticamente a máquina de processamento de descarga, para evitar qualquer possibilidade de acidente por fogo (como mostrado na Fig. 2).
Fig. 1
processamento positivo
processamento negativo
eletrodo
peça Altu
ra n
egat
iva
anti-
fogo
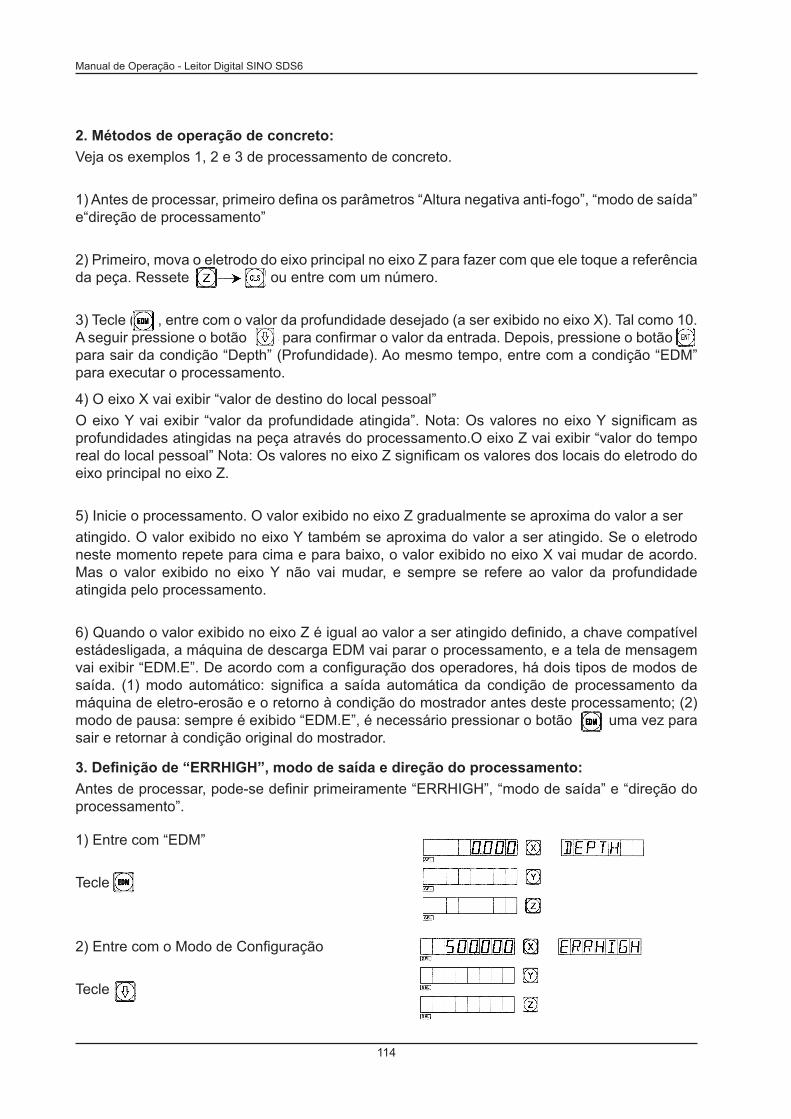
Manual de Operação - Leitor Digital SINO SDS6
114
2. Métodos de operação de concreto:Veja os exemplos 1, 2 e 3 de processamento de concreto.
1) Antes de processar, primeiro defina os parâmetros “Altura negativa anti-fogo”, “modo de saída” e“direção de processamento”
2) Primeiro, mova o eletrodo do eixo principal no eixo Z para fazer com que ele toque a referência da peça. Ressete (desenhos) ou entre com um número.
3) Tecle (de , entre com o valor da profundidade desejado (a ser exibido no eixo X). Tal como 10. A seguir pressione o botão (des para confirmar o valor da entrada. Depois, pressione o botão (de para sair da condição “Depth” (Profundidade). Ao mesmo tempo, entre com a condição “EDM” para executar o processamento.
4) O eixo X vai exibir “valor de destino do local pessoal”O eixo Y vai exibir “valor da profundidade atingida”. Nota: Os valores no eixo Y significam as profundidades atingidas na peça através do processamento.O eixo Z vai exibir “valor do tempo real do local pessoal” Nota: Os valores no eixo Z significam os valores dos locais do eletrodo do eixo principal no eixo Z.
5) Inicie o processamento. O valor exibido no eixo Z gradualmente se aproxima do valor a ser atingido. O valor exibido no eixo Y também se aproxima do valor a ser atingido. Se o eletrodo neste momento repete para cima e para baixo, o valor exibido no eixo X vai mudar de acordo. Mas o valor exibido no eixo Y não vai mudar, e sempre se refere ao valor da profundidade atingida pelo processamento.
6) Quando o valor exibido no eixo Z é igual ao valor a ser atingido definido, a chave compatível estádesligada, a máquina de descarga EDM vai parar o processamento, e a tela de mensagem vai exibir “EDM.E”. De acordo com a configuração dos operadores, há dois tipos de modos de saída. (1) modo automático: significa a saída automática da condição de processamento da máquina de eletro-erosão e o retorno à condição do mostrador antes deste processamento; (2) modo de pausa: sempre é exibido “EDM.E”, é necessário pressionar o botão (des uma vez para sair e retornar à condição original do mostrador.
3. Definição de “ERRHIGH”, modo de saída e direção do processamento:Antes de processar, pode-se definir primeiramente “ERRHIGH”, “modo de saída” e “direção do processamento”.
1) Entre com “EDM”
Tecle (de
2) Entre com o Modo de Configuração
Tecle (de
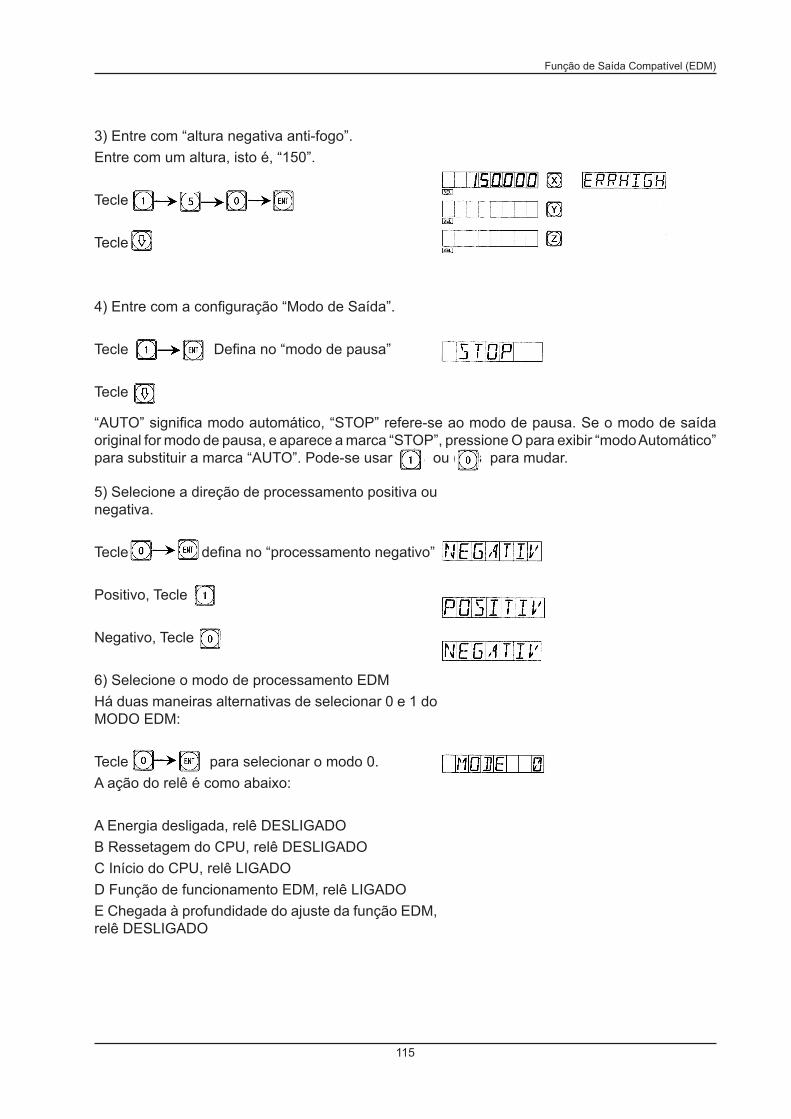
115
Função de Saída Compatível (EDM)
3) Entre com “altura negativa anti-fogo”.Entre com um altura, isto é, “150”.
Tecle (desenhos)
Tecle (desenho)
4) Entre com a configuração “Modo de Saída”.
Tecle (desenhos) Defina no “modo de pausa”
Tecle (de
“AUTO” significa modo automático, “STOP” refere-se ao modo de pausa. Se o modo de saída original for modo de pausa, e aparece a marca “STOP”, pressione O para exibir “modo Automático” para substituir a marca “AUTO”. Pode-se usar (des ou (des para mudar.
5) Selecione a direção de processamento positiva ou negativa.
Tecle (desenho, defina no “processamento negativo”
Positivo, Tecle (desenho)
Negativo, Tecle (desenho)
6) Selecione o modo de processamento EDMHá duas maneiras alternativas de selecionar 0 e 1 do MODO EDM:
Tecle (desenhos) para selecionar o modo 0.A ação do relê é como abaixo:
A Energia desligada, relê DESLIGADOB Ressetagem do CPU, relê DESLIGADOC Início do CPU, relê LIGADOD Função de funcionamento EDM, relê LIGADOE Chegada à profundidade do ajuste da função EDM, relê DESLIGADO
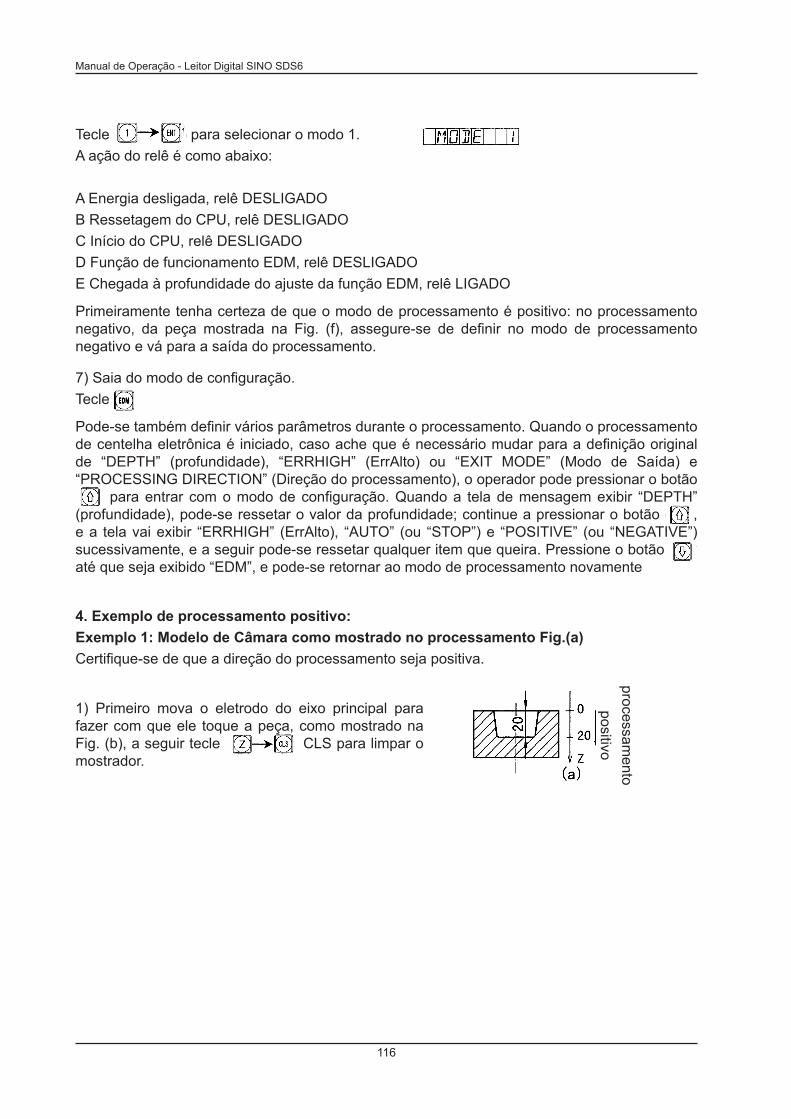
Manual de Operação - Leitor Digital SINO SDS6
116
Tecle (desenhos) para selecionar o modo 1.A ação do relê é como abaixo:
A Energia desligada, relê DESLIGADOB Ressetagem do CPU, relê DESLIGADOC Início do CPU, relê DESLIGADOD Função de funcionamento EDM, relê DESLIGADOE Chegada à profundidade do ajuste da função EDM, relê LIGADO
Primeiramente tenha certeza de que o modo de processamento é positivo: no processamento negativo, da peça mostrada na Fig. (f), assegure-se de definir no modo de processamento negativo e vá para a saída do processamento.
7) Saia do modo de configuração.Tecle (d
Pode-se também definir vários parâmetros durante o processamento. Quando o processamento de centelha eletrônica é iniciado, caso ache que é necessário mudar para a definição original de “DEPTH” (profundidade), “ERRHIGH” (ErrAlto) ou “EXIT MODE” (Modo de Saída) e “PROCESSING DIRECTION” (Direção do processamento), o operador pode pressionar o botão (des para entrar com o modo de configuração. Quando a tela de mensagem exibir “DEPTH” (profundidade), pode-se ressetar o valor da profundidade; continue a pressionar o botão (des, e a tela vai exibir “ERRHIGH” (ErrAlto), “AUTO” (ou “STOP”) e “POSITIVE” (ou “NEGATIVE”) sucessivamente, e a seguir pode-se ressetar qualquer item que queira. Pressione o botão (des até que seja exibido “EDM”, e pode-se retornar ao modo de processamento novamente
4. Exemplo de processamento positivo:Exemplo 1: Modelo de Câmara como mostrado no processamento Fig.(a)Certifique-se de que a direção do processamento seja positiva.
1) Primeiro mova o eletrodo do eixo principal para fazer com que ele toque a peça, como mostrado na Fig. (b), a seguir tecle (desenhos) CLS para limpar o mostrador.
processamento
positivo
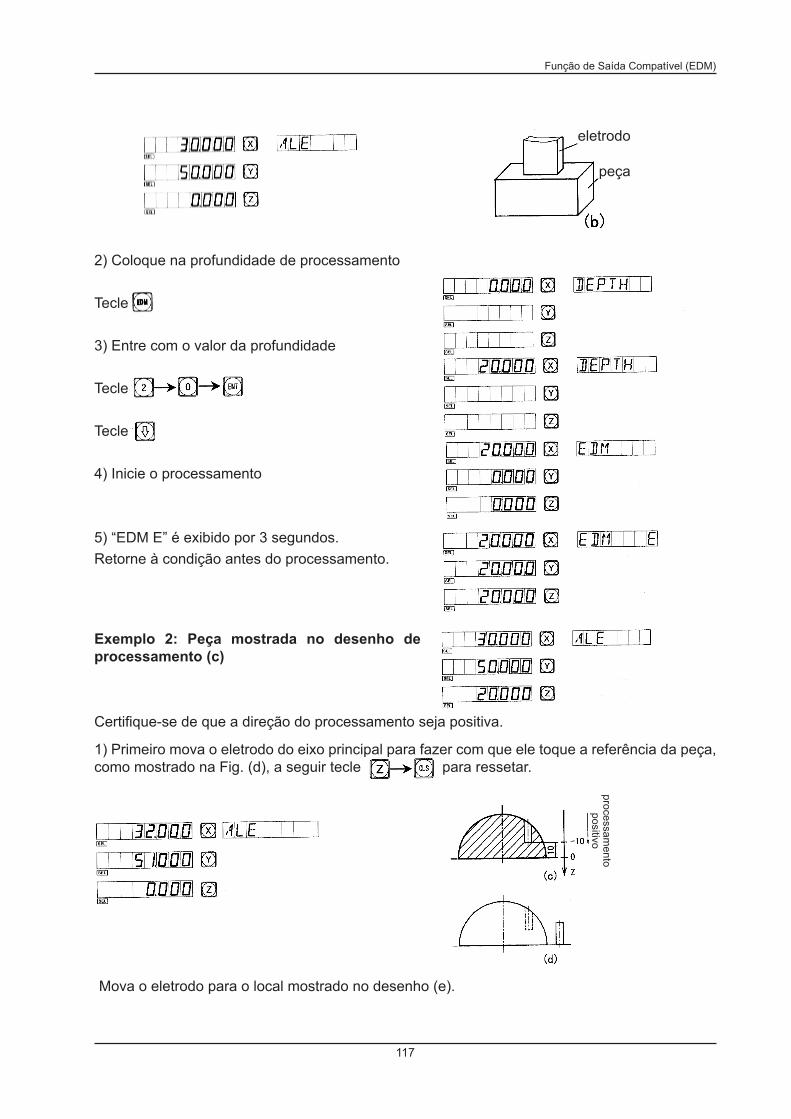
117
Função de Saída Compatível (EDM)
eletrodo
peça
2) Coloque na profundidade de processamento
Tecle (d
3) Entre com o valor da profundidade
Tecle (desenhos)
Tecle (de
4) Inicie o processamento
5) “EDM E” é exibido por 3 segundos.Retorne à condição antes do processamento.
Exemplo 2: Peça mostrada no desenho de processamento (c)
Certifique-se de que a direção do processamento seja positiva.
1) Primeiro mova o eletrodo do eixo principal para fazer com que ele toque a referência da peça, como mostrado na Fig. (d), a seguir tecle (desenhos) para ressetar.
processamento
positivo
Mova o eletrodo para o local mostrado no desenho (e).
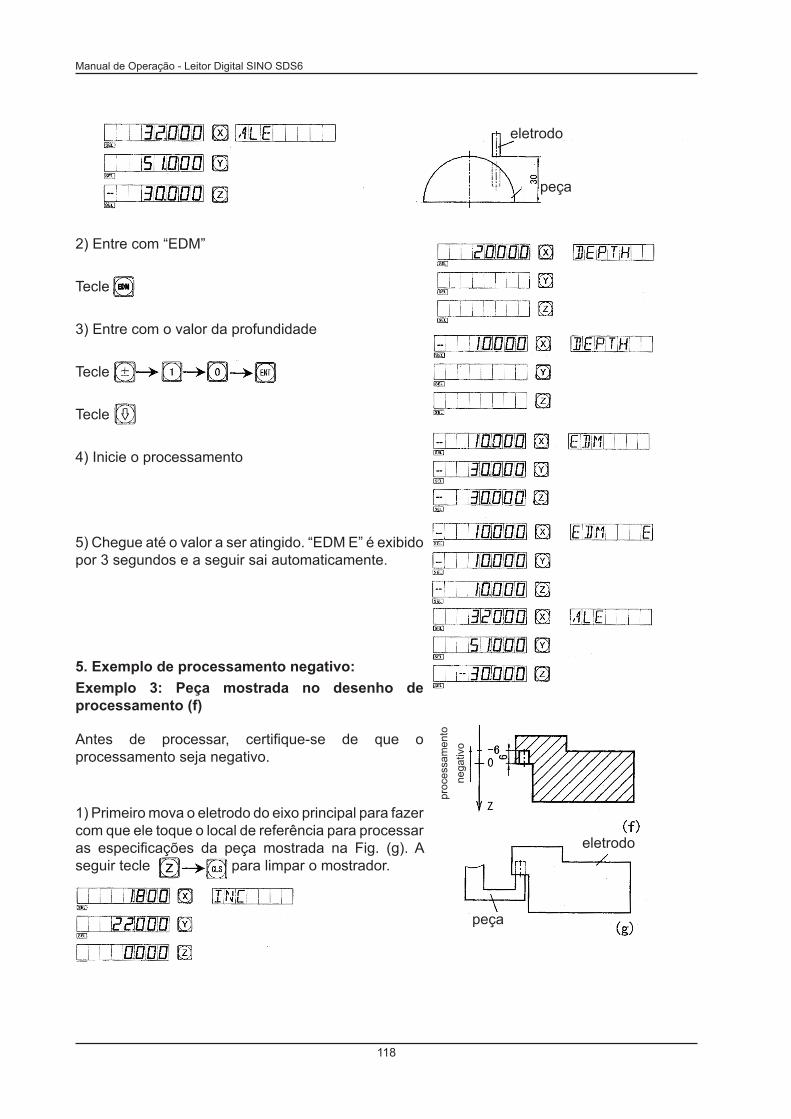
Manual de Operação - Leitor Digital SINO SDS6
118
eletrodo
peça
2) Entre com “EDM”
Tecle (d
3) Entre com o valor da profundidade
Tecle (desenhos)
Tecle (de
4) Inicie o processamento
5) Chegue até o valor a ser atingido. “EDM E” é exibido por 3 segundos e a seguir sai automaticamente.
5. Exemplo de processamento negativo:Exemplo 3: Peça mostrada no desenho de processamento (f)
Antes de processar, certifique-se de que o processamento seja negativo.
1) Primeiro mova o eletrodo do eixo principal para fazer com que ele toque o local de referência para processar as especificações da peça mostrada na Fig. (g). A seguir tecle (desenhos) para limpar o mostrador.
proc
essa
men
to
nega
tivo
peça
eletrodo
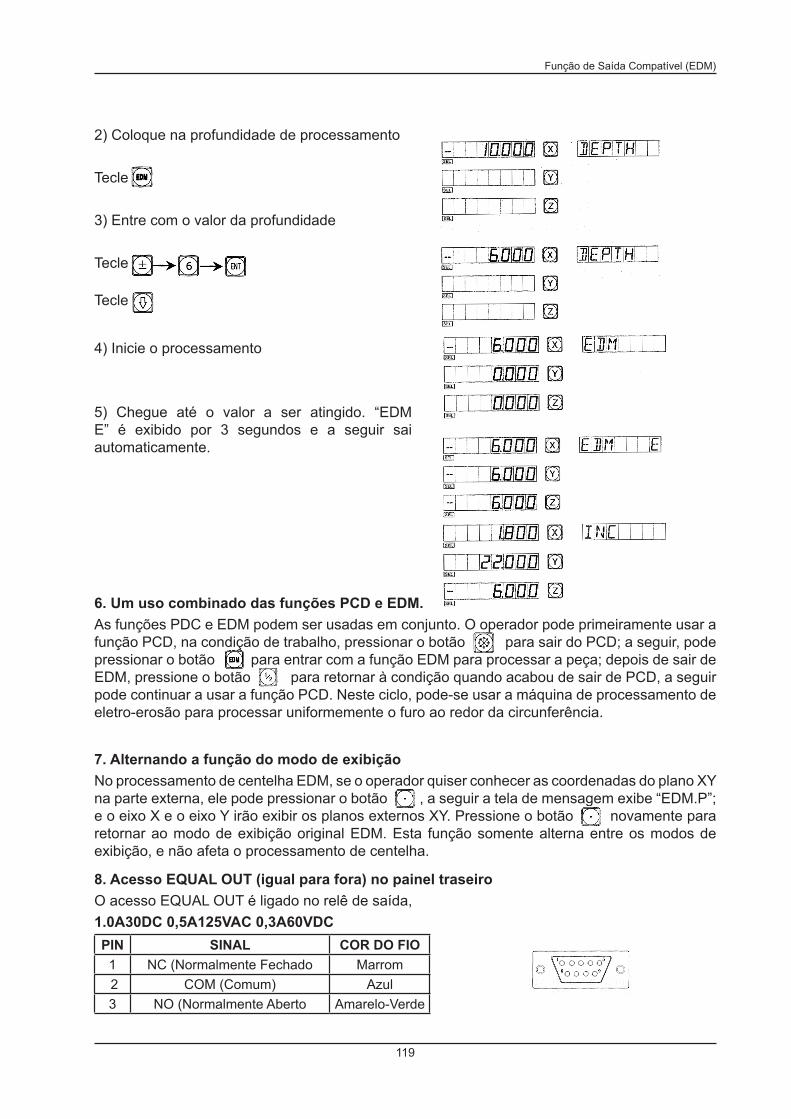
119
Função de Saída Compatível (EDM)
2) Coloque na profundidade de processamento
Tecle (d
3) Entre com o valor da profundidade
Tecle (desenhos)
Tecle (desenho)
4) Inicie o processamento
5) Chegue até o valor a ser atingido. “EDM E” é exibido por 3 segundos e a seguir sai automaticamente.
6. Um uso combinado das funções PCD e EDM.As funções PDC e EDM podem ser usadas em conjunto. O operador pode primeiramente usar a função PCD, na condição de trabalho, pressionar o botão (des para sair do PCD; a seguir, pode pressionar o botão (des para entrar com a função EDM para processar a peça; depois de sair de EDM, pressione o botão (des para retornar à condição quando acabou de sair de PCD, a seguir pode continuar a usar a função PCD. Neste ciclo, pode-se usar a máquina de processamento de eletro-erosão para processar uniformemente o furo ao redor da circunferência.
7. Alternando a função do modo de exibição No processamento de centelha EDM, se o operador quiser conhecer as coordenadas do plano XY na parte externa, ele pode pressionar o botão (des, a seguir a tela de mensagem exibe “EDM.P”; e o eixo X e o eixo Y irão exibir os planos externos XY. Pressione o botão (des novamente para retornar ao modo de exibição original EDM. Esta função somente alterna entre os modos de exibição, e não afeta o processamento de centelha.
8. Acesso EQUAL OUT (igual para fora) no painel traseiro O acesso EQUAL OUT é ligado no relê de saída,1.0A30DC 0,5A125VAC 0,3A60VDCPIN SINAL COR DO FIO1 NC (Normalmente Fechado Marrom 2 COM (Comum) Azul3 NO (Normalmente Aberto Amarelo-Verde

Manual de Operação - Leitor Digital SINO SDS6
120
121
Função do Filtro Digital
M.
Função do filtro digital (Igual para 2V-GRIND)

Manual de Operação - Leitor Digital SINO SDS6
122
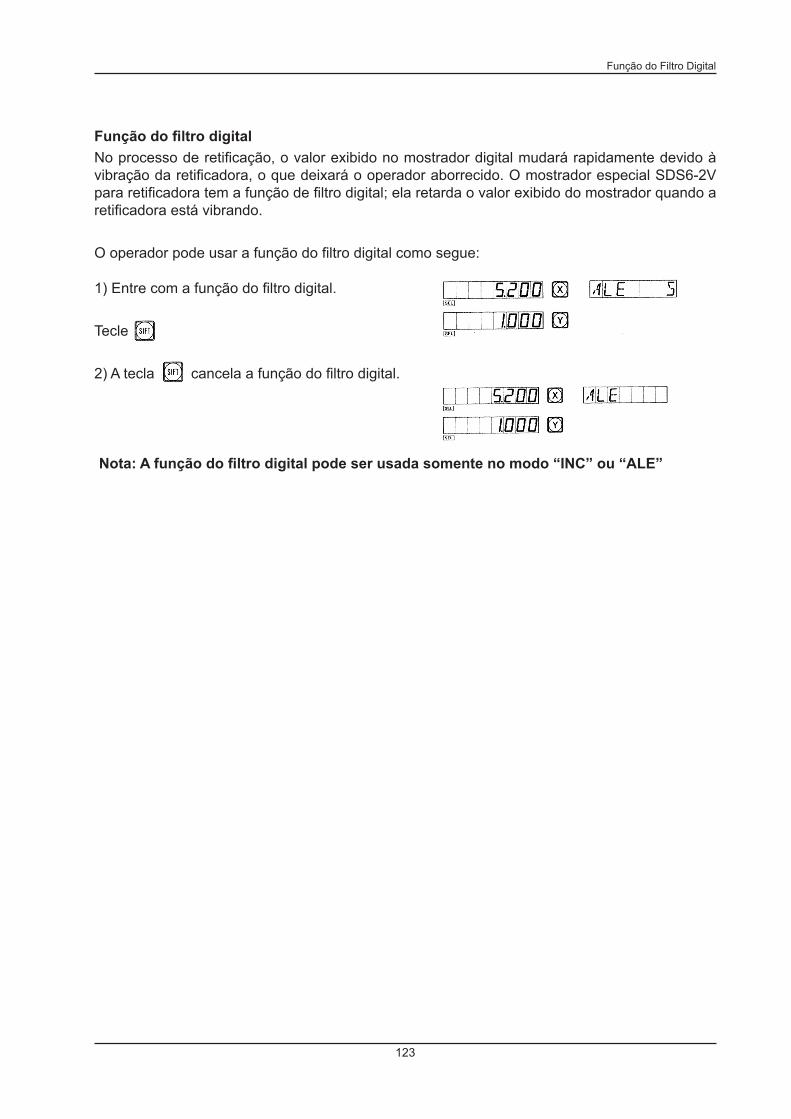
123
Função do Filtro Digital
Função do filtro digital No processo de retificação, o valor exibido no mostrador digital mudará rapidamente devido à vibração da retificadora, o que deixará o operador aborrecido. O mostrador especial SDS6-2V para retificadora tem a função de filtro digital; ela retarda o valor exibido do mostrador quando a retificadora está vibrando.
O operador pode usar a função do filtro digital como segue:
1) Entre com a função do filtro digital. Tecle (de
2) A tecla (des cancela a função do filtro digital.
Nota: A função do filtro digital pode ser usada somente no modo “INC” ou “ALE”
Manual de Operação - Leitor Digital SINO SDS6
124

125
Armazenamento para 200 Ferramentas
N.
Função N3(Igual para 2V-GRIND)

Manual de Operação - Leitor Digital SINO SDS6
126
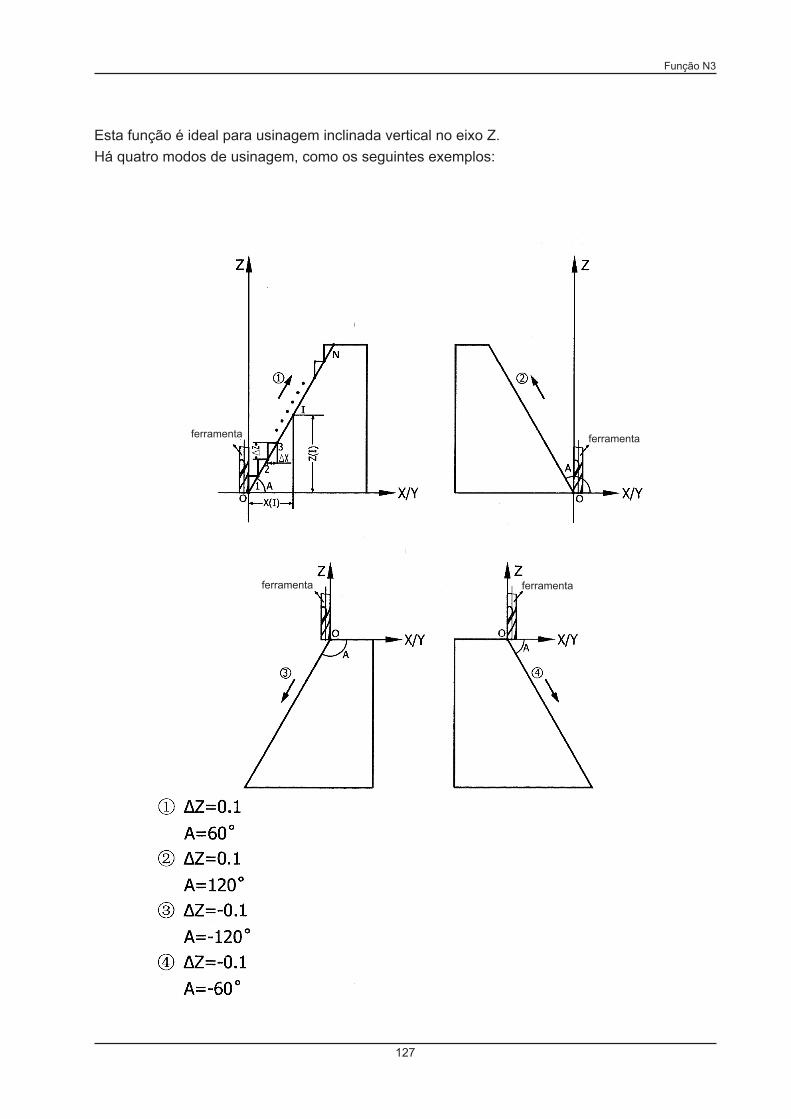
127
Função N3
Esta função é ideal para usinagem inclinada vertical no eixo Z.Há quatro modos de usinagem, como os seguintes exemplos:
ferramenta
ferramenta ferramenta
ferramenta
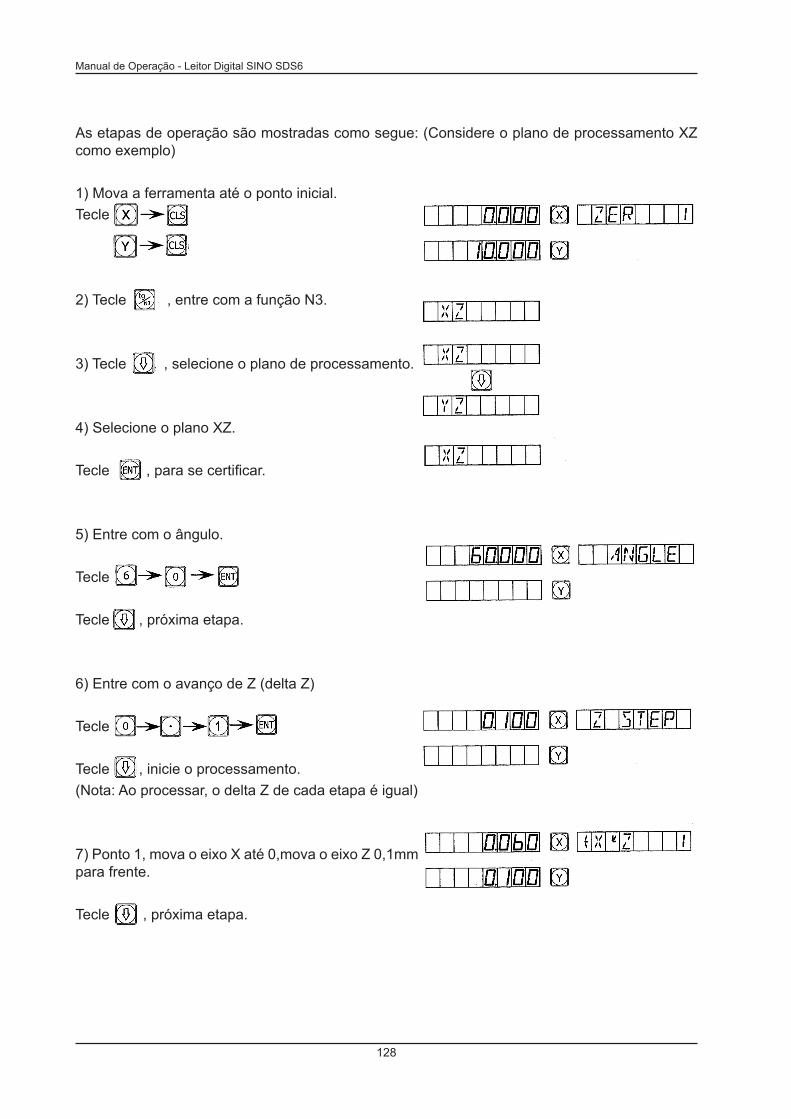
Manual de Operação - Leitor Digital SINO SDS6
128
As etapas de operação são mostradas como segue: (Considere o plano de processamento XZ como exemplo)
1) Mova a ferramenta até o ponto inicial.Tecle (desenhos)
2) Tecle (des , entre com a função N3.
3) Tecle (de , selecione o plano de processamento.
4) Selecione o plano XZ.
Tecle (des , para se certificar.
5) Entre com o ângulo.
Tecle (desenhos)
Tecle (de , próxima etapa.
6) Entre com o avanço de Z (delta Z)
Tecle (desenhos)
Tecle (de , inicie o processamento.(Nota: Ao processar, o delta Z de cada etapa é igual)
7) Ponto 1, mova o eixo X até 0,mova o eixo Z 0,1mm para frente.
Tecle (de , próxima etapa.
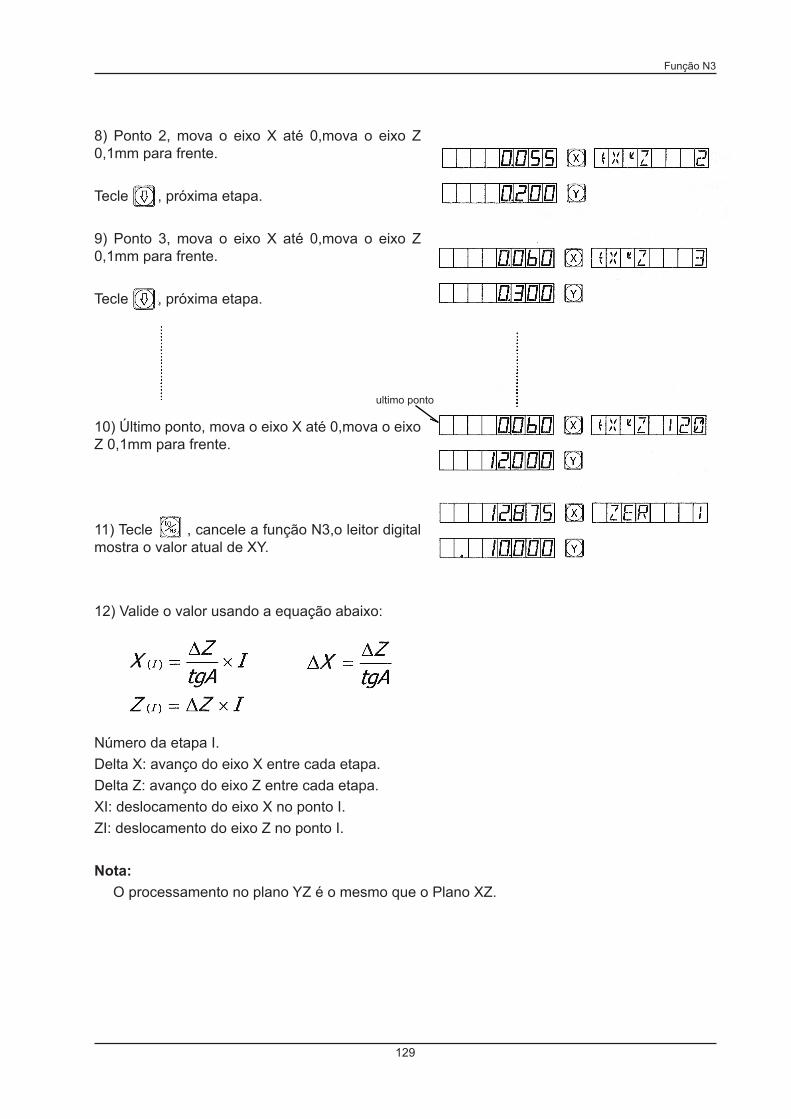
129
Função N3
8) Ponto 2, mova o eixo X até 0,mova o eixo Z 0,1mm para frente.
Tecle (de , próxima etapa.
9) Ponto 3, mova o eixo X até 0,mova o eixo Z 0,1mm para frente.
Tecle (de , próxima etapa.
10) Último ponto, mova o eixo X até 0,mova o eixo Z 0,1mm para frente.
11) Tecle (de , cancele a função N3,o leitor digital mostra o valor atual de XY.
12) Valide o valor usando a equação abaixo:
ultimo ponto
Número da etapa I.Delta X: avanço do eixo X entre cada etapa.Delta Z: avanço do eixo Z entre cada etapa.XI: deslocamento do eixo X no ponto I.ZI: deslocamento do eixo Z no ponto I.
Nota:O processamento no plano YZ é o mesmo que o Plano XZ.

Manual de Operação - Leitor Digital SINO SDS6
130
131
Processamento Progressivo de Câmara Interna Retângular
O.
Processamento progressivo de câmara interna retangular
(Igual para 2V-MIIL_MS)
Manual de Operação - Leitor Digital SINO SDS6
132
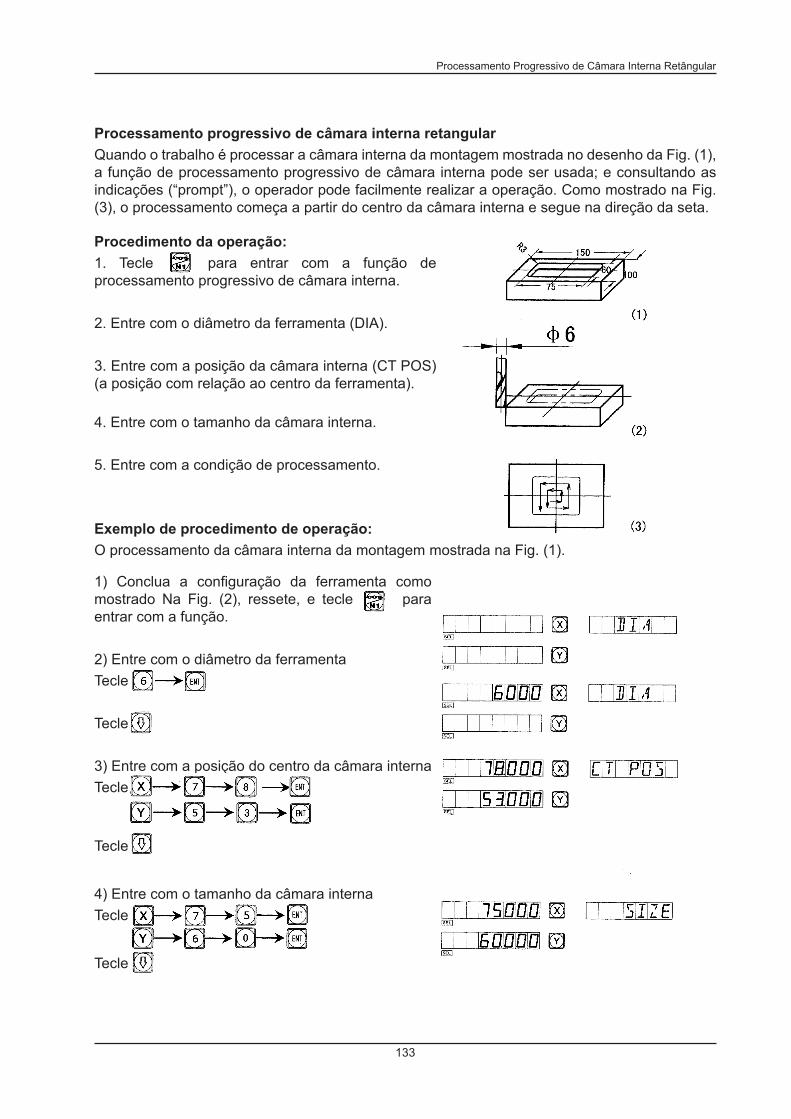
133
Processamento Progressivo de Câmara Interna Retângular
Processamento progressivo de câmara interna retangularQuando o trabalho é processar a câmara interna da montagem mostrada no desenho da Fig. (1), a função de processamento progressivo de câmara interna pode ser usada; e consultando as indicações (“prompt”), o operador pode facilmente realizar a operação. Como mostrado na Fig. (3), o processamento começa a partir do centro da câmara interna e segue na direção da seta.
Procedimento da operação:1. Tecle (des para entrar com a função de processamento progressivo de câmara interna.
2. Entre com o diâmetro da ferramenta (DIA).
3. Entre com a posição da câmara interna (CT POS) (a posição com relação ao centro da ferramenta). 4. Entre com o tamanho da câmara interna.
5. Entre com a condição de processamento.
Exemplo de procedimento de operação:O processamento da câmara interna da montagem mostrada na Fig. (1).
1) Conclua a configuração da ferramenta como mostrado Na Fig. (2), ressete, e tecle (des para entrar com a função.
2) Entre com o diâmetro da ferramentaTecle (desenhos)
Tecle (desenho)
3) Entre com a posição do centro da câmara internaTecle (desenhos)
Tecle (desenho)
4) Entre com o tamanho da câmara internaTecle (desenhos)
Tecle

Manual de Operação - Leitor Digital SINO SDS6
134
5) Entre com a condição de processamento
6) Mova a mesa da máquina para zerar os valores exibidos em ambos os eixos X e Y.
7) Tecle (de para exibir a posição de processamento da próxima etapa, consulte as indicações (“prompts”) e mova a máquina para zerar os valores exibidos em ambos os eixos X e Y.
É possível cancelar a função de processamento progressivo de câmara interna quando desejar, simplesmente tecle (de

135
Folha adicional
P.
Folha adicional

Manual de Operação - Leitor Digital SINO SDS6
136
137
Folha adicional
Folha Adicional:I. O que o usuário precisa saber:
1. A caixa do mostrador digital deve ser manuseada com cuidado.
2. A caixa deve ser aterrada corretamente.
3. Seleção de voltagem: AC 80V~260V ± 15%
50 Hz~60Hz
4. Consumo de energia: 25VA
5. Temperatura de trabalho: 0ºC~45ºC
6. Temperatura de armazenamento: -30ºC~70ºC
7. Umidade relativa: < 90% (20± 5ºC)
8. Peso: ≈ 3,2 kg
9. Não pode haver gases corrosivos ao redor da caixa.
10. Número de coordenadas: 2 coordenadas, 3 coordenadas.
11. Mostrador: 7 dígitos com mostrador de símbolo mais e menos (2 eixos ou 3 eixos), a janela
de mensagem é exibida por meio de dispositivo do mostrador de 8 caracteres
estrela.
12. Multiplicação de freqüência: 4x
13. Sinal de entrada permissível: onda quadrada TTL.
14. Freqüência de sinal de entrada permissível: <=5M Hz
15. Resolução de comprimento: 5μm, 1μm, 10μm , 0,1μm , 0,2μm , 0,5μm .
16. Teclado de operação: teclas do tipo diafragma selada.
17: Régua Óptica: abertura graduada: 0,02mm; voltagem: +5V; sinal: sinais quadrados TTL são
enviados a partir de dois canais com uma diferença de fase de 90º (com sinal
de posição zero); corrente: 50 mA; precisão: ±3μm ±5μm ±10μm.
Manual de Operação - Leitor Digital SINO SDS6
138
II. Verificação de problemas e manuseio:Verificação de Problemas da Régua Graduada e do Medidor do Mostrador DigitalA seguinte verificação de problemas é bem básica. Se ainda houver problemas, não tente solucionar sozinho; procure ajuda através de nossa empresa ou nossos representantes.
Sintoma da Falha Origem da Falha Solução do Problema
Nada é exibido no medidor do mostrador digital.
1. Está o medidor ligado à energia?
2. Está a chave de energia ligada?
3. É adequada a energia principal usada?
4. Curto de fornecimento de energia dentro da régua graduada.
1. Verifique o fio elétrico, a seguir ligue a energia.
2. Ligue a chave de energia.
3. A voltagem principal deverá estar dentro de 60~260V.
4. Desconecte o plugue da régua graduada.
A caixa do medidor do mostrador digital está com carga.
1. Estão o gabinete da máquina e a caixa do medidor do mostrador digital bem aterrados?
2. Existe alguma perda elétrica a partir do fornecimento de energia 220V até o aterramento?
1. Aterre bem o gabinete da máquina e a caixa do medidor do mostrador digital.
2. Verifique o fornecimento de energia 220V.
Um eixo do medidor do mostrador digital não realiza a contagem.
1. Faça a troca da régua graduada com a do outro eixo, e a seguir faça funcionar para ver se a contagem também não se realiza.
2. Está o medidor do mostrador digital em alguma função especial?
1. Se a contagem estiver normal, a falha é da régua graduada. Se a contagem estiver anormal, a falha é do medidor do mostrador digital.
2. Saia da função especial.
139
Folha adicional
Sintoma da Falha Origem da Falha Solução do Problema
A régua graduada não realiza a contagem.
1. A régua graduada fica fora da faixa de comprimento utilizável; cabeça de leitura trincada.
2. Cabeça de leitura da régua graduada encosta na caixa da régua, e se acumulam pedaços de alumínio.
3. Muita folga entre a cabeça de leitura da régua graduada e o corpo da régua.
4. Peças da mangueira de metal da régua graduada (plugues, mangueiras, conectores) queimadas, amassadas, quebradas que causam curto ou quebra dos circuitos internos.
5. Tempo de manutenção da régua graduada muito longo; algumas peças internas ou componentes ficam sem precisão.
1. Conserte a régua graduada.
2. Conserte a régua graduada.
3. Conserte a régua graduada.
4. Conserte a régua graduada.
5. Conserte a régua graduada.
A régua graduada não realiza a contagem algumas vezes.
1. O corpo do carro da régua graduada separado da esfera de fricção.
2. Alguma peça de pequena peça graduada dentro de leitura da régua graduada está desgastada.
3. Existe sujeira em alguma peça da régua dentro da caixa da régua graduada.
4. Elasticidade insuficiente do fio de aço do carro dentro da cabeça de leitura da régua graduada.
1. Conserte a régua graduada.
2. Conserte a régua graduada.
3. Conserte a régua graduada.
4. Conserte a régua graduada.
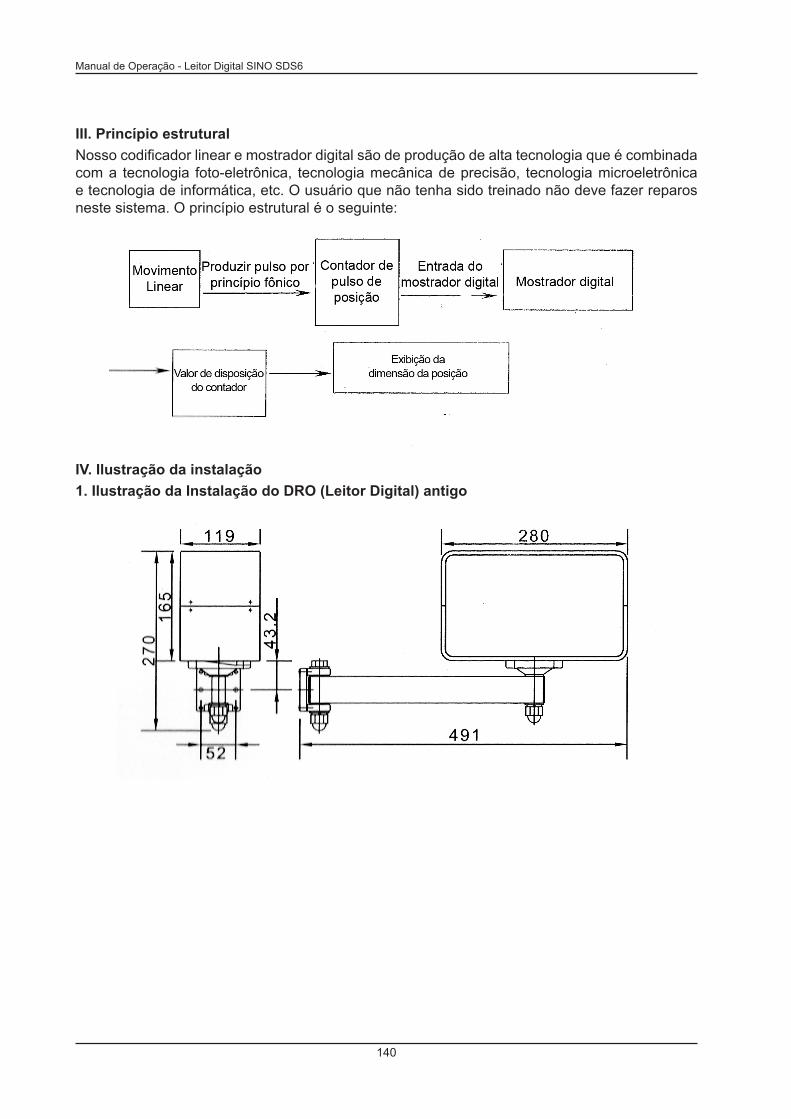
Manual de Operação - Leitor Digital SINO SDS6
140
III. Princípio estruturalNosso codificador linear e mostrador digital são de produção de alta tecnologia que é combinada com a tecnologia foto-eletrônica, tecnologia mecânica de precisão, tecnologia microeletrônica e tecnologia de informática, etc. O usuário que não tenha sido treinado não deve fazer reparos neste sistema. O princípio estrutural é o seguinte:
IV. Ilustração da instalação1. Ilustração da Instalação do DRO (Leitor Digital) antigo
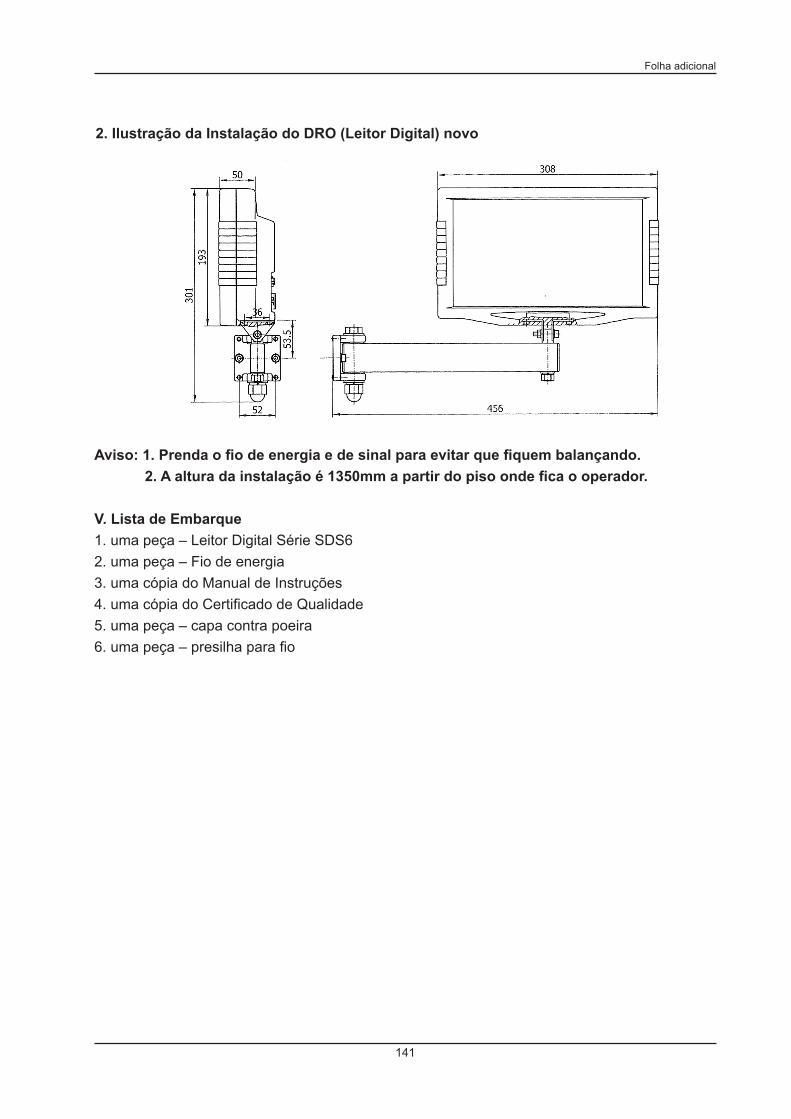
141
Folha adicional
2. Ilustração da Instalação do DRO (Leitor Digital) novo
Aviso: 1. Prenda o fio de energia e de sinal para evitar que fiquem balançando. 2. A altura da instalação é 1350mm a partir do piso onde fica o operador.
V. Lista de Embarque1. uma peça – Leitor Digital Série SDS62. uma peça – Fio de energia3. uma cópia do Manual de Instruções4. uma cópia do Certificado de Qualidade5. uma peça – capa contra poeira6. uma peça – presilha para fio

Manual de Operação - Leitor Digital SINO SDS6
142

143
Folha adicional
Manual de Operação - Leitor Digital SINO SDS6
144


















