MARIANA BATISTA BLUME...de degradação e aditivos dos óleos lubrificantes usados ou contaminados,...
31
MARIANA BATISTA BLUME CARACTERIZAÇÃO E TRATAMENTO DE EFLUENTE ORIUNDO DE PROCESSO DE RE-REFINO DE ÓLEOS LUBRIFICANTES POR PROCESSOS COMBINADOS DE COAGULAÇÃO, FLOCULAÇÃO E FENTON CANOAS, 2016
Transcript of MARIANA BATISTA BLUME...de degradação e aditivos dos óleos lubrificantes usados ou contaminados,...

MARIANA BATISTA BLUME
CARACTERIZAÇÃO E TRATAMENTO DE EFLUENTE ORIUNDO DE PROCESSO
DE RE-REFINO DE ÓLEOS LUBRIFICANTES POR PROCESSOS COMBINADOS
DE COAGULAÇÃO, FLOCULAÇÃO E FENTON
CANOAS, 2016

MARIANA BATISTA BLUME
CARACTERIZAÇÃO E TRATAMENTO DE EFLUENTE ORIUNDO DE PROCESSO
DE RE-REFINO DE ÓLEOS LUBRIFICANTES POR PROCESSOS COMBINADOS
DE COAGULAÇÃO, FLOCULAÇÃO E FENTON
Trabalho de conclusão apresentado ao Curso de Química do Centro Universitário La Salle – Unilasalle, como exigência parcial para a obtenção do grau de Bacharela em Química.
Orientador: Prof. Dr. Silvio Roberto Taffarel
CANOAS, 2016

MARIANA BATISTA BLUME
CARACTERIZAÇÃO E TRATAMENTO DE EFLUENTE ORIUNDO DE PROCESSO
DE RE-REFINO DE ÓLEOS LUBRIFICANTES POR PROCESSOS COMBINADOS
DE COAGULAÇÃO, FLOCULAÇÃO E FENTON
Trabalho de conclusão aprovado como requisito parcial para a obtenção do grau de Bacharela em Química pelo Centro Universitário La Salle – Unilasalle.
Aprovado pelo avaliador em 06 de julho de 2016.
AVALIADOR:
________________________________ Prof. Dr. Silvio Roberto Taffarel
CANOAS, 2016

Aos meus anjos Fabio, Isabel, Gabriel e Lucas que me deram força e coragem para seguir em frente. Eu amo vocês.

AGRADECIMENTOS
A Deus, pelo dom da vida e por ter me guiado com proteção e saúde.
Aos meus pais Fabio e Isabel pelo constante apoio e motivação, ao meu irmão
Gabriel e meus avós Mário e Maria por toda a admiração demonstrada e ao meu
namorado Lucas por estar sempre presente, vocês não mediram esforços para me
impulsionar até o final desta etapa.
Ao laboratório Toxilab e aos colegas e amigos Edson, Louise e Katiane pelo
auxílio nas análises e pesquisas.
A todos os professores por me proporcionarem conhecimento no processo de
formação acadêmica e profissional.
Ao meu orientador Prof. Dr. Silvio Roberto Taffarel, por ter me aceitado nesse
projeto, pelo auxílio, incentivo, sabedoria e segurança que me passou na elaboração
deste trabalho.
A Paula e a Tayane por terem se transformado de excelentes colegas à grandes
amigas, vocês trilharam esse caminho ao meu lado e chegamos juntas ao objetivo
final.
A todos que de forma direta ou indireta colaboraram com a elaboração desse
trabalho e com a minha jornada acadêmica.
Muito Obrigada!

RESUMO
Neste trabalho foi estudada a possibilidade e o potencial de aplicação de processos
físico-químicos (coagulação e floculação) e processos oxidativos avançados
(processo Fenton) no tratamento de efluentes oriundos de uma indústria de
refinamento de óleos lubrificantes. Foram testados como coagulantes o Acquafloc
AW8, o Aquafloc 19, o Aquafloc AW e o Aquafloc AMB e como floculante foi utilizado
o FX AS6. Para o processo Fenton foram observados os efeitos de parâmetros de
operação, incluindo a dosagem do reagente de Fenton e o tempo de reação sobre a
eficiência de tratamento do processo de oxidação de Fenton. O processo de
coagulação e floculação apresentou remoção de 26,8% de DQO, 99,6% de turbidez
e 76,0% de cor, quando o Aquafloc 19 foi utilizado como coagulante. Para o
processo Fenton foram obtidos 67,1% de remoção de DQO nas condições ideais:
peróxido de hidrogênio de 1,2 mL/L, razão molar [H2O2]:[Fe2+] de [15:1], pH 3,0, e 90
minutos de tempo de reação. Foi realizada também uma caracterização do efluente
bruto, após processo de coagulação e floculação bem como após processo oxidativo
através de análises físico-químicas permitindo a comparação da variação dos
parâmetros analisados. O sistema estudado provou ser um método eficaz para o
pré-tratamento de águas residuais do processo de re-refino de óleos lubrificantes.
Palavras-chave: Processo físico-químico. Processo oxidativo avançado. Óleos
lubrificantes. Re-refino. Tratamento de Efluentes. Fenton.

ABSTRACT
In this work was studied the possibility and the potential application of physical-
chemical processes (coagulation and flocculation) and advanced oxidation processes
(Fenton process) in the wastewater treatment from re-refining lubrificating oils
industry. Have been tested as coagulants, Aquafloc AW8, Aquafloc 19, Aquafloc AW,
Aquafloc AWB, and as flocculant, FX AS6 was used. For the Fenton process were
observed the effects of operating parameters, including the Fenton reagent dosage
and the reaction time on the treatment efficiency of the Fenton oxidation process.
The coagulation and flocculation process showed a 26.8 % removal of COD, 99.6 %
of turbidity and 76.0 % of color when was used Aquafloc 19 as coagulant. For the
Fenton process were obtained 67.1 % of COD removal in ideal conditions: 1.2 mL
hydrogen peroxide, molar ratio [H2O2]:[Fe2+] of [15:1], pH 3.0, and reaction time of 90
minutes. It was also performed a raw wastewater characterization, after the
coagulation and flocculation process, as well as after the oxidative process through
physical-chemical analysis, allowing the comparison of the variation of the analyzed
parameters. The studied system has proven to be an effective method for residual
waters pretreating from the re-refining process of lubrificating oils.
Keywords: Physical-chemical process, Advanced oxidation process, Lubrificating oils,
Re-refining, Wastewater treatment, Fenton.

LISTA DE ILUSTRAÇÕES
Figura 1 - Percentual de remoção de cor, turbidez e DQO após processo de
coagulação e floculação..................................................................... 21
Figura 2 - Eficiência de remoção de DQO em função da razão molar
[H2O2]:[Fe2+]. Concentração de H2O2 = 0,4 mol/L e pH = 3,0............. 22
Figura 3 - Eficiência de remoção de DQO em função da concentração de
H2O2. Razão molar [15:1] e pH = 3,0.................................................. 23
Figura 4 - Eficiência de remoção de DQO em função do tempo. Razão molar
[15:1], concentração de H2O2 de 1,2 mol/L e pH = 3,0....................... 24

LISTA DE TABELAS
Tabela 1 - Resultados da caracterização do efluente de re-refino de óleos
lubrificantes bruto, após o tratamento pelo processo físico-químico
(coagulação e floculação) e após o tratamento oxidativo por
processo Fenton................................................................................. 18

LISTA DE ABREVIATURAS
ABNT
CONAMA
Associação Brasileira de Normas Técnicas
Conselho Nacional do Meio Ambiente
CONSEMA Conselho Estadual do Meio Ambiente
DBO
DQO
EPA
Demanda Bioquímica de Oxigênio
Demanda Química de Oxigênio
Environmental Protection Agency
ETE Estação de Tratamento de Efluentes
g Gramas
HPA
Kg
L
M
mg
Hidrocarbonetos Policíclicos Aromáticos
Quilograma
Litro
Molar
Miligrama
mg/L Miligrama por Litro
mL Mililitro
mL/L Mililitro por Litro
mol/L
ms/cm
Mol por Litro
Millisimens por Centímetro
NTU Nephelometric Turbidity Unit
pH
POA
Potencial Hidrogeniônico
Processos Oxidativos Avançados
Pt/Co Platina-Cobalto
rpm Rotação por Minuto
SMWW
TPH
Standard Methods for the Examination of Water and Wastewater
Hidrocarbonetos Totais de Petróleo

SUMÁRIO
1 INTRODUÇÃO.................................................................................... 11
2 MATERIAIS E MÉTODOS.................................................................... 15
2.1 Efluente................................................................................................ 15
2.2 Reagentes............................................................................................ 15
2.3 Equipamentos...................................................................................... 15
2.4 Procedimentos analíticos................................................................... 16
2.5 Procedimento de coagulação e floculação (etapa 1)....................... 16
2.6 Procedimento de degradação por processo Fenton (etapa 2)........ 17
3 RESULTADOS E DISCUSSÕES.......................................................... 18
3.1 Caracterização do efluente................................................................. 18
3.2 Tratamento físico-químico (coagulação e floculação)..................... 21
3.3 Tratamento oxidativo avançado (Processo Fento).......................... 22
3.3.1 Efeito da razão molar [H2O2]:[Fe2+]....................................................... 22
3.3.2 Efeito da dosagem de H2O2...................................................................... 23
3.3.3 Efeito de tempo de reação.................................................................... 24

4 CONCLUSÃO .................................................................................... 26
REFERÊNCIAS ................................................................................. 27

11
1 INTRODUÇÃO
Os óleos lubrificantes usados consistem em um produto poluente muito
perigoso, segundo a Associação Brasileira de Normas Técnicas (ABNT), na
NBR10004 de “Resíduos Sólidos – Classificação”, classifica-o como sendo um
resíduo perigoso por proporcionar toxicidade. Os mesmos contém hidrocarbonetos
policíclicos aromáticos (HPA) e altos níveis de metais pesados. HPA, tais como o
benzo(a)pireno, são bem conhecidos pela sua elevada carcinogenicidade. Metais
pesados, tais como chumbo, zinco, cobre, cromo, níquel e cádmio, são altamente
tóxicos para os organismos (VAZQUEZ-DUHALT, 1989; SOHN, 2011). Por
guardarem hidrocarbonetos, podem virem a ser recuperados, o que representa
ganhos econômicos e ambientais (CANCHUMANI, 2013). Essa recuperação se dá
através da técnica do re-refino, que trata-se da remoção de contaminantes, produtos
de degradação e aditivos dos óleos lubrificantes usados ou contaminados,
conferindo às mesmas características de óleos básicos. Segunda a RESOLUÇÃO
No 362, DE 23 DE JUNHO DE 2005, instituída pelo Conselho Nacional do Meio
Ambiente (CONAMA) que “dispõe sobre o recolhimento, coleta e destinação final de
óleo lubrificante usado ou contaminado” os óleos lubrificantes usados ou
contaminados devem obrigatoriamente ser destinados à reciclagem por meio de re-
refino ou processo tecnológico de eficácia ambiental equivalente ou superior, sendo
a técnica de re-refino a mais segura ambientalmente, tornando-se a melhor opção
de gerenciamento ambiental deste tipo de resíduo.
Isso nos remete a importância de tecnologias inovadoras que permeiam o
processo de tratamento de efluentes gerados no processo de re-refino, de acordo
com (CANCHUMANI, 2013) para cada 1 Kg de óleo lubrificante básico re-refinado
temos 2,2 L de efluente líquido. No que se refere aos tratamentos de efluentes
gerados no processo de re-refino, normalmente são feitos em níveis primário e
secundário através de processos físicos ou físico-químicos utilizando separadores
água-óleo e processos de coagulação-floculação (STEPNOWSKI et al, 2002). Os
termos coagulação e floculação são empregados como sinônimos, tendo que ambos
constituem o processo total de aglomeração das partículas, mas é possível
descrever coagulação como o processo pelo qual o agente coagulante é adicionado
à amostra líquida, reduzindo as interações que tendem a conservar separadas as

12
partículas em suspensão, e a floculação é o agrupamento dessas partículas por
meio de transporte de fluido, formando partículas de maiores dimensões podendo
sedimentar (RITCHER; AZEVEDO NETTO, 2003).
O tratamento biológico é feito, principalmente, através de três processos
distintos: lagoas de oxidação, lodos ativados e filtros biológicos, dependendo dos
custos envolvidos e do tamanho da área disponível para a construção da Estação de
Tratamento de Esgotos (ETE) (MARIANO, 2001). No entanto, os efluentes oriundos
do processo de re-refino de óleos lubrificantes são de difícil tratamento, pois
apresentam características como: forte coloração, potencial hidrogeniônico (pH)
ácido, demanda química de oxigênio (DQO) muito elevada e grandes quantidades
de materiais sólidos (Moraes, 2003).
Os processos oxidativos avançados (POA) têm sido descritos como alternativa
para a remoção de poluentes persistentes e de efluentes com elevada carga
orgânica, quando os tratamentos convencionais não alcançam a eficiência
necessária. Os estudos têm mostrado a alta eficiência dos POAs quando aplicados
para o tratamento de águas residuais ou solos contaminados com poluentes
originários de petróleo, tais como, hidrocarbonetos totais de petróleo (TPH) e
hidrocarbonetos clorados (YANG E LONG, 1999; LU, 2000; GUROL E RAVIKUMAR,
1994; ADEYINKA E RIM-RUKEH, 1999; CATER ET AL., 2000; RICE, 1997). É
crucial, para a criação de uma estratégia de degradação, focar-se em todos os
poluentes encontrados. Portanto, a abordagem dos POAs é considerada uma
técnica valiosa no tratamento de águas residuais multi contaminadas.
Os POAs se baseiam na geração de radicais hidroxila (HO•) e são amplamente
utilizados no tratamento ou pré-tratamento das águas residuais industriais bio-
refratárias. Entre os POAs, o processo de Fenton é particularmente atraente devido
à sua simplicidade e alta eficiência de remoção de poluentes recalcitrantes
(JAGADEVAN, ET AL., 2011; KARTHIKEYAN, ET AL., 2011). O reagente de Fenton
típico inclui íons ferrosos (Fe2+) e peróxido de hidrogênio (H2O2). Em condições
ácidas, forte radical oxidativo (HO•) é gerado na reação de oxidação catalítica como
na equação (1) de H2O2 com Fe2+. Além da reação principal, uma série de reações
em cadeia como nas equações (2), (3), (4) e (5) envolvendo Fe2+, férrico (Fe3+),
H2O2, superóxido (O2•-) e radical HO• também são possíveis. Nestas reações, os
compostos orgânicos tóxicos ou bio-refratários podem ser oxidados para se obter

13
pequenas moléculas biodegradáveis, ou no caso de mineralização, dióxido de
carbono e água (SERRA, et al., 2011).
Fe2+ + H2O2 → Fe3+ + HO• + OH- (1)
Fe2+ + HO• → Fe3+ + OH- (2)
H2O2 + HO• → HO2• + H2O (3)
Fe2+ + HO2• → Fe3+ + HO2- (4)
Fe3+ + HO2• → Fe2+ + H+ + O2 (5)
No entanto, a implementação bem sucedida dos POAs depende de pré-
tratamento necessário, que deve maximizar a remoção de sólidos em suspensão,
coloides, graxas e outros fatores limitantes quando os POAs são usados. Além
disso, os POAs são eficientes para a remoção de poluentes prioritários, tais como
produtos orgânicos refratários, por mineralização completa ou transformação em
compostos orgânicos simples, facilmente biodegradáveis.
Afim de estudos de eficiência escolhemos como indicadores os parâmetros
cor, DQO e turbidez. Sendo estes definidos e analisados conforme o Standard
Methods for the Examination of Water and Wastewater. 22a ed (2012), a cor foi
determinada pela comparação visual das amostras com soluções coloridas tendo
concentrações conhecidas, o termo “cor” é referenciado como sendo cor verdadeira,
ou seja, é a cor da amostra a partir da qual a turbidez foi removida. A DQO é a
quantidade de um oxidante químico específico que reage com a amostra sobre
condições controladas, a quantidade de oxidante consumido é expresso em termos
de sua equivalência de oxigênio; por causa das suas propriedades químicas únicas,
o íon dicromato (Cr2O7-2) é o oxidante específico; muitos tipos de matérias orgânicas
são oxidadas por uma mistura fervente de ácidos crômico e sulfúrico, uma amostra é
refluxada em solução fortemente ácida com um excesso conhecido de Dicromato de
Potássio (K2Cr2O7), após digestão, o remanescente de K2Cr2O7 não reduzido é
titulado com Sulfato Ferroso Amoniacal para determinar a quantidade de K2Cr2O7
consumida e a matéria oxidada é calculada. A turbidez é determinada pelo método
Nefelométrico que baseia-se na comparação entre a intensidade da luz dispersada

14
pela amostra, medida em ângulo de 90° em relação ao feixe de luz incidente, com a
intensidade dispersada por uma amostra padrão, quanto maior for a quantidade de
luz dispersada, maior será a turbidez.
Este trabalho teve como objetivo principal avaliar a eficiência dos processos
físico-químicos (coagulação e floculação) e de processos oxidativos avançados
(Fenton) no tratamento de efluentes oriundos da indústria de re-refino de óleos
lubrificantes. Foram investigados quatro coagulantes no processo de coagulação e
os efeitos dos parâmetros operacionais, incluindo a dosagem de H2O2, Fe2+ e o
tempo de reação, no processo Fenton.

15
2 MATERIAIS E MÉTODOS
2.1 Efluente
O efluente utilizado neste trabalho foi proveniente de uma indústria que opera
com re-refino de óleos lubrificantes, localizada na região metropolitana de Porto
Alegre/RS. O efluente foi coletado na empresa, acondicionado em bombonas
plásticas com capacidade de de 20 litros e transportado para o laboratório do Centro
de Estudos Ambientais do Unilasalle, situado no município de Nova Santa Rita, onde
foram realizadas as análises de cor, DQO, pH, temperatura, turbidez e os
tratamentos físico-químicos e oxidativos. Foram separados e enviados 2 L dos
efluentes bruto, após tratamento físico-químico e após tratamento oxidativo
respectivamente ao laboratório Toxilab de Porto Alegre para fim de caracterização e
comparação dos mesmos. As amostras foram acondicionadas em temperatura de 3
à 5 °C para análises e tratamentos em ambos laboratórios.
2.2. Reagentes
Nos ensaios de coagulação foram utilizados como coagulantes o Acquafloc
AW8, Aquafloc 19, Aquafloc AW e o Aquafloc AMB todos da marca Faxon Química.
Como floculante foi utilizado o FX AS6 (Faxon Química), também foram utilizadas
soluções de Ácido Sulfúrico (H2SO4) (Synth) e Hidróxido de Cálcio (Ca(OH)2) (Neon)
para o ajuste de pH do efluente. Os reagentes utilizados no Processo Fenton (POA)
foram: Peróxido de Hidrogênio 50% (H2O2) (Breentag Química Brasil), Sulfato
Ferroso Heptahidratado (FeSO4.7H2O) (Synth), Sulfito de Sódio Anidro (Na2SO3)
(Dinâmica). Todos os reagentes utilizados nas análises possuem grau analítico (P.A.)
e as soluções foram preparadas com água deionizada (Milli-Q).
2.3. Equipamentos
Para a realização dos ensaios de coagulação e floculação foi utilizado um Jar-
Teste (EthiK - Modelo 2018-6), as análises de turbidez foram realizadas em um
turbidímetro (Digimed - modelo DM-TU), as medições de pH e temperatura foram

16
feitas com um pHmetro (HANNA - modelo HI 8424), as análises de cor foram feitas
em um colorímetro (Alfakit). Para os ensaios de degradação por processo oxidativo
avançado (Fenton), foi utilizado um reator encamisado com capacidade de 2 L, o
controle de temperatura foi feito utilizando um banho termostatizado (Quimis –
modelo 0214M2) e a agitação foi realizada por um agitador magnético (Fisatom –
Modelo 752).
2.4. Procedimentos analíticos
As análises dos efluentes bruto e tratado (após o processo de coagulação e
floculação), e após o processo Fenton foram feitas seguindo as metodologias
definidas pelo Standard Methods for the Examination of Water and Wastewater 22nd
edition (SMWW).
2.5. Procedimento de coagulação e floculação (etapa 1)
A amostra de efluente bruto acondicionada nas bombonas foram agitadas e
colocadas em jarros com capacidade de 1 L. Foi adicionado em cada jarro o volume
de 500 mL de efluente bruto, e acionado uma agitação prévia (120 rotações por
minuto (rpm)) para homogeneização da amostra. Na sequência foram acrescidos os
distintos coagulantes: Aquafloc AW8, Aquafloc 19, Aquafloc AW e o Aquafloc AMB,
na concentração de 4000 mg/L, sendo cada um adicionado em jarros diferentes. O
sistema foi deixado em agitação (120 rpm) por um período de 3 minutos. Na
sequência foi adicionado hidróxido de cálcio para ajuste do pH entre 7,0 e 7,5. O
sistema foi mantido em agitação (120 rpm) por mais 3 minutos. Na sequência foi
adicionado em cada jarro 5 mg/L do floculante FX AS6. O sistema foi posto sob
agitação (80 rpm) por um período de 5 minutos. Após o sistema foi desligado e
aguardado a decantação do lodo por um período de 30 minutos. Foram coletadas
amostras do sobrenadante para as análises de DQO, turbidez e cor.

17
2.6. Procedimento de degradação por processo Fenton (etapa 2)
Após a etapa de coagulação e floculação de bancada, o efluente tratado foi
filtrado e armazenado em bombonas, para em seguida ser utilizado nos ensaios de
degradação por processo Fenton. Em um reator encamisado com temperatura
controlada (25°C) por banho termostatizado, sob agitação magnética foi colocado 1
L de efluentes tratado (etapa 1) e seu pH ajustado para 3,0. Em seguida, foi
adicionado o sulfato ferroso heptahidratado e o peróxido de hidrogênio 50 % nas
concentrações estabelecidas para cada ensaio, instante no qual, o tempo começou
a ser cronometrado. Nos tempos de (15, 30, 45, 60 e 90 minutos), amostras de 10
mL foram coletadas em uma seringa e adicionadas em um frasco contendo 0,05 g
de sulfito de sódio, para neutralização residual do peróxido. Na sequência foram
realizadas análises de DQO.
Para a otimização do processo Fenton, foi avaliado o efeito da razão molar
[H2O2]:[Fe2+] e o efeito da concentração de peróxido (H2O2) na degradação do
efluente. Para os ensaios de degradação em diferentes razões [H2O2]:[Fe2+], foi
mantida a concentração de 0,6 M e variadas as concentrações de sulfato ferroso
(11,12; 7,41 e 3,71 gramas), correspondendo as razões de [H2O2]:[Fe2+] de [5:1],
[15:1] e [25:1], respectivamente. Para os ensaios de degradação para diferentes
concentrações de peróxido de hidrogênio, foi mantida a razão de [H2O2]:[Fe2+] em
[15:1], variando a concentração de peróxido de hidrogênio em 0,2; 0,4; 0,6 e 1,2 M.

18
3 RESULTADOS E DISCUSSÕES
3.1 Caracterização do efluente
O efluente de re-refino de óleo lubrificante foi caracterizado antes e após os
tratamentos propostos neste trabalho. A Tabela 1 mostra os resultados das análises
físico-químicas realizadas para os efluentes no laboratório Toxilab seguindo
metodologias do SMWW 22nd e Environmental Protection Agency (EPA).
Tabela 1 – Resultados da caracterização do efluentes de re-refino de óleos
lubrificantes bruto, após o tratamento pelo processo físico-químico (coagulação e
floculação) e após o tratamento oxidativo por processo Fenton.
Parâmetros Efluente Bruto Após Processo Físico-Químico
Após Processo Oxidativo
Metodologia
Boro 14,0 mg/L 14,0 mg/L 6,0 mg/L SMWW 22nd
, 2012 – Método 4500 – B – B
Brometo 50 mg/L 49 mg/L 3,62 mg/L SMWW 22nd
, 2012 – Método
4110 B e D Chumbo <0,0025 mg/L 0,259 mg/L 0,274 mg/L EPA 200.9
Revisão 2.2 Cianeto 0,3 mg/L 0,03 mg/L Não realizado SMWW 22
nd,
2012 – Método 4500 – CN
- F
Cloreto 1400 mg/L 1505 mg/L 385 mg/L SMWW 22nd
, 2012 – Método
4110 B e D Condutividade 32,5 ms/cm 29,3 ms/cm 38,3 ms/cm SMWW 22
nd,
2012 – Método 2510 – B
Cor Verdadeira 1500 Pt/Co 300 Pt/Co 950 Pt/Co SMWW 22nd
, 2012 – Método
2120 – B Cromo
Hexavalente <0,01 mg/L <0,01 mg/L <0,01 mg/L SMWW 22
nd,
2012 – Método 3500 – Cr – B
DBO 16233 mg/L 12112 mg/L 5783 mg/L SMWW 22nd
, 2012 – Método
5210 – B DQO 38431 mg/L 28129,9 mg/L 12647 mg/L SMWW 22
nd,
2012 – Método 5220 – B
Dureza 598 mg/L 1456 mg/L 2350 mg/L SMWW 22nd
, 2012 – Método
2340 – C e 3500 Ca – B
Fenóis 38,4 mg/L 36,0 mg/L 20,0 mg/L SMWW 22nd
, 2012 – Método 5530 – B e C

19
Ferro 60 mg/L 0,606 mg/L 59,16 mg/L EPA 200.9 Revisão 2.2
Fluoreto <0,05 mg/L <0,05 mg/L <0,05 mg/L SMWW 22nd
, 2012 – Método
4110 B e D Fosfato <0,05 mg/L <0,05 mg/L <0,05 mg/L SMWW 22
nd,
2012 – Método 4110 B e D
Fósforo 34,60 mg/L 42,10 mg/L 33,00 mg/L SMWW 22nd
, 2012 – Método
4500-P; B, C e E Nitrato <0,05 mg/L <0,05 mg/L <0,05 mg/L SMWW 22
nd,
2012 – Método 4110 B e D
Nitrito <0,05 mg/L <0,05 mg/L <0,05 mg/L SMWW 22nd
, 2012 – Método
4110 B e D Nitrogênio Amoniacal
255,36 mg/L 217,06 mg/L 178,18 mg/L SMWW 22nd
, 2012 – Método
4500-NH3 B, C e F
Nitrogênio Total Kjeldahl
408,58 mg/L 350,87 mg/L 293,31 mg/L SMWW 22nd
, 2012 – Método
4500-NH3 B, C e F; 4500-NH3 org B
Odor Objetável Objetável Objetável SMWW 22nd
, 2012 – Método
2110 Óleos e Graxas
Totais 361 mg/L Não realizado Não realizado SMWW 22
nd,
2012 – Método 5520 – D e F
pH 5,9 6,5 7,3 SMWW 22nd
, 2012 – Método
4500 – H+
Sílica 14,00 mg/L 50,00 mg/L 6,00 mg/L SMWW 22nd
, 2012 – Método
4500 – SiO2 – C e D
Sólidos Dissolvidos
28416 mg/L 23623 mg/L 46984 mg/L SMWW 22nd
, 2012 – Método
2540 – C Sólidos
Sedimentáveis <0,1 mg/L <0,1 mg/L 2,0 mg/L SMWW 22
nd,
2012 – Método 2540 – F
Sólidos Suspensos
520 mg/L 73 mg/L 480 mg/L SMWW 22nd
, 2012 – Método 2540 – D e E
Sólidos Totais 29023 mg/L 23699 mg/L 47896 mg/L SMWW 22nd
, 2012 – Método 2540 – B e E
Sulfato 12300 mg/L 13765 mg/L 21250 mg/L SMWW 22nd
, 2012 – Método
4110 B e D Sulfeto 0,127 mg/L 0,177 mg/L 0,252 mg/L SMWW 22
nd,
2012 – Método 4500 – S
-2 D e F
Surfactantes 44,780 mg/L 24,870 mg/L 4 mg/L SMWW 22nd
, 2012 – Método
5540 – C

20
Turbidez 1060 NTU 4,9 NTU 48,85 NTU SMWW 22nd
, 2012 – Método
2130 – B
Fonte: elaborado pelo autor, 2016.
Os resultados mostram que o efluente bruto possui uma alta carga com
concentração de sólidos dissolvidos de 28416 mg/L, alta turbidez com 1060 NTU,
concentração de sulfato de 12300 mg/L, valores de DQO e DBO de 38431 mg/L e
16233 mg/L, concentrações de Nitrogênio Amoniacal de 255,36 mg/L e Kjeldahl de
408,58 mg/L e cor com 1500 Pt/Co. Estes resultados mostram que o efluente bruto
possui elevadas concentrações de materiais orgânicos e inorgânicos, o que atesta o
grande potencial poluidor que este tipo de efluente apresenta no meio ambiente.
Os resultados obtidos para o efluente após o tratamento pelo processo de
coagulação e floculação não apresentaram dados muito satisfatórios, principalmente
devido ao fato do efluente bruto possuir alta carga orgânica. No entanto podemos
ver que parâmetros como: turbidez, cor, DQO, DBO e sólidos, tiveram seus valores
reduzidos. Cabe ressaltar que as reduções dos parâmetros como DQO, turbidez e
sólidos são importantes pois são limitantes para grande maioria dos POAs.
Podemos observar também que parâmetros como dureza teve sua concentração
elevada, isto se deve ao ajuste de pH no processo de coagulação, onde foi utilizado
o Ca(OH)2.
Os resultados obtidos após o processo Fenton, mostram uma redução
considerável nos parâmetros como DQO, DBO, fenóis, surfactantes, nitrogênio
amoniacal e Kjeldahl. Mostrando que o POA (Fenton) foi eficiente na degradação ou
transformação das moléculas orgânicas. Podemos notar um aumento significativo do
nível de sulfato, isto se deve ao uso do sulfato ferroso como reagente para o
processo Fenton. Podemos observar também, que depois do tratamento do efluente
de re-refino com o sistema proposto ainda não foi possível obter valores adequado
para os dos parâmetros avaliados para o descarte do efluente. Desta forma, uma
alternativa para adequação destes valores seria o emprego de uma etapa de
tratamento biológico. JIAN, et al., 2013, indica que a aplicação do processo Fenton é
um método efetivo no pré-tratamento de efluentes antes do processo biológico,
sendo que os resultados obtidos indicaram que os principais poluentes, tais como
compostos aromáticos e nitrilos orgânicos, foram em grande parte decomposto ou
transformado pelo processo de Fenton.

21
3.2. Tratamento físico-químico (Coagulação e floculação)
O tratamento do efluente de re-refino de óleos lubrificantes através do processo
de coagulação e floculação foi realizado aplicando diferentes coagulantes para
definir o mais eficaz na remoção de DQO, cor e turbidez. A Figura 1 mostra os
resultados obtidos nos ensaios de jar-test.
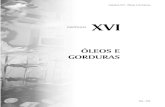
Figura 1 – Percentual de remoção de cor, turbidez e DQO após processo de
coagulação e floculação.
Fonte: elaborado pelo autor, 2016.
Como pode ser observado, com relação ao parâmetro de turbidez, todos os
coagulantes testados apresentaram uma eficiência em torno de 95,5%, sendo
efetivos na remoção de material particulado em suspensão. Com relação ao
parâmetro cor os coagulantes Aquafloc AW8, Aquafloc 19, Aquafloc AW
apresentaram os melhores resultados sendo que para o Aquafloc 19 a eficiência de
remoção foi de 76,0%. Para o parâmetro de DQO os coagulantes testados
apresentaram resultados similares, sendo que o melhor resultado foi obtido para o
Aquafloc 19 apresentando uma eficiência de remoção de 26,8%.

22
3.3 Tratamento oxidativo avançado (processo fenton)
O tratamento do efluente de re-refino após o processo de coagulação e
floculação foi realizado sob diferentes condições operacionais para otimizar os
parâmetros do processo Fenton sobre a eficiência de remoção de DQO.
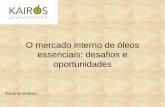
3.3.1 Efeito da razão molar [H2O2]:[Fe2+]
Para determinar o efeito da razão molar [H2O2]:[Fe2+] na eficiência de remoção
de DQO do efluente de re-refino, a razão molar foi variada em [5:1], [15:1] e [25:1], e
as outras condições foram fixadas (valor do pH inicial em 3,0 e a concentração de
H2O2 foi de 0,4 mol/L e o tempo de reação de 90 minutos). A Figura 2 mostra que a
eficiência de remoção de DQO aumentou significativamente de 40,5 % para 47,5 %
com o aumento da razão molar [H2O2]:[Fe2+] de [5:1] para [15:1]. No entanto,
aumentando a razão molar [H2O2]:[Fe2+] para [25:1] não melhorou significativamente
a remoção de DQO. Pelo contrário, a eficiência de remoção de DQO caiu para
38,4% quando a dose Fe2+ aumentou. Estes resultados indicaram que a
concentração elevada de Fe2+ não resultou em maior eficiência de remoção de
DQO. A provável razão foi que a reação redox entre a alta atividade do radical HO• e
o excesso de Fe2+ poderia induzir um efeito de autolimpeza do radical HO• (Eq. (2)),
o que reduz a eficiência da degradação de poluentes (KANG, E HWANG, 2000).
Figura 2 - Eficiência de remoção de DQO em função da razão molar [H2O2]:[Fe2+].
Concentração de H2O2 = 0,4 mol/L e pH = 3,0.
Fonte: elaborado pelo autor, 2016.

23
Para a aplicação industrial, o custo dos reagentes é um dos fatores mais
importantes que limitam muitas vezes a aplicação dos POAs. Por isso, é importante
para reduzir os custos com produtos químicos e a produção de Fe3+, que precipita
provavelmente na forma de Hidróxido de Ferro III (Fe(OH)3). Do ponto de vista
comercial, é desejável encontrar uma quantidade de sal ferroso comprometida com
a produção minimizada de lodo de ferro e melhor remoção de poluentes. Assim, a
dosagem adequada para o tratamento do efluente de re-refino foi determinada em
[15:1].
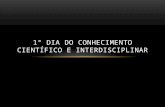
3.3.2. Efeito da dosagem de H2O2
No processo de Fenton, a dosagem de H2O2 é o parâmetro mais importante
porque é a fonte de radical HO• e o custo principal para aplicação de aumento de
escala. O efeito da dose de H2O2 (0,2 -1,2 mol/L) na eficiência de remoção de DQO
foi investigada em um valor de pH inicial de 3,0, razão molar de [15:1] e tempo de
reação de 90 minutos. A Figura 3 mostra o efeito da dose de H2O2 na eficiência de
remoção de DQO. A eficiência de remoção de DQO aumentou de 23,9% para 47,5%
com o aumento da dose de H2O2 de 0,2 para 0,4 mol/L. No entanto, a eficiência de
remoção aumentada de forma mais lenta a partir de 47,5% para 65,9% na gama de
dosagem de H2O2 0,4 – 1,2 mol/L.
Figura 3 - Eficiência de remoção de DQO em função da concentração de H2O2.
Razão molar [15:1] e pH = 3,0.
Fonte: elaborado pelo autor, 2016.

24
A ocorrência deste fenômeno pode ser atribuída às seguintes razões: Abaixo
da concentração de H2O2 de 0,4 mol/L, a quantidade do radical HO• aumenta
rapidamente com o aumento da concentração de H2O2. Por conseguinte, a
capacidade de oxidação do sistema Fenton foi elevada e a eficiência de remoção de
DQO aumentou rapidamente. No entanto, para maiores concentrações de H2O2
parte do íon Fe2+ catalítico foi oxidado a Fe3+ pelo excesso de H2O2, e a capacidade
de oxidação do sistema de Fenton diminuiu. Concentrações elevadas de H2O2 agem
como um consumidor de radical HO• para produzir o radical hidroperoxila (HO2•), que
tem uma capacidade de oxidação muito menor do que o radical HO• (PIGNATELLO,
1992; DUTTA, et al., 2001; LEE e SHODA, 2008; JIANG, et al., 2010). Assim, a
eficiência de remoção de DQO tende a aumentar de forma mais lenta, até não
aumentar mais se a adição de H2O2 ultrapassar a dose ideal do sistema de reação.
3.3.3 . Efeito do tempo de reação
O efeito do tempo de reação sobre a eficiência de remoção de DQO foi
investigado sob as seguintes condições: o valor de pH = 3,0, dose de H2O2 de 1,2
mol/L, e razão molar [15:1]. A Figura 4 mostra o efeito do tempo de reação sobre a
eficiência de remoção de DQO durante o processo Fenton.
Figura 4 - Eficiência de remoção de DQO em função do tempo. Razão molar [15:1],
concentração de H2O2 de 1,2 mol/L e pH = 3,0.
Fonte: elaborado pelo autor, 2016.

25
A eficiência de remoção de DQO aumentou rapidamente para 58,9% nos
primeiros 15 minutos, e em seguida um ligeiro aumento até atingir o máximo de 67,1
% a cerca de 60 minutos. Nenhum aumento de remoção de DQO foi observado com
um aumento prolongado no tempo de reação. Este comportamento é importante no
sentido de desenvolvimento do processos visando atender a demanda do meio
industrial. Nesse sentido, tem-se a necessidade de menores tempos de retenção, ou
equipamentos com dimensões menores, o que resulta em menores custos.

26
4 CONCLUSÃO
O processo de tratamento de efluente de re-refino de óleos lubrificantes,
proposto neste trabalho, composto de uma etapa prévia de coagulação e floculação,
seguida pelo tratamento por processo Fenton, obteve um percentual de remoção de
67,1%, 99,6% e 76,0% de remoção para os parâmetros de DQO, turbidez e cor,
respectivamente, quando foi utilizado como coagulante o Aquafloc 19. O estudo
paramétrico realizado para avaliar o efeito da dosagem de H2O2, razão molar
[H2O2]:[Fe2+], o tempo de reação para valor de pH inicial = 3,0, sobre a remoção de
DQO do efluente de re-refino pelo processo de Fenton, mostrou uma eficiência de
remoção de 65,9%, nas condições ideais: peróxido de hidrogênio de 1,2 ml/L, razão
molar [15:1], pH 3,0, e 90 minutos de tempo de reação. O processo de Fenton,
seguido do processo de coagulação e floculação, não conseguiu adequar o efluente
de re-refino para as normas ambientais vigentes para o descarte de efluente como a
RESOLUÇÃO No 430, DE 13 DE MAIO DE 2011, instituída pelo Conselho Nacional
do Meio Ambiente (CONAMA) e pela RESOLUÇÃO No 128, DE 24 DE NOVEMBRO
DE 2006, instituída pelo Conselho Estadual do Meio Ambiente (CONSEMA), isso se
deve a alta carga inicial de poluentes contidos neste efluente. No entanto, o sistema
estudado neste trabalho se mostrou um método eficaz para o pré-tratamento de
águas residuais do processo de re-refino de óleos lubrificantes.
O POA apresentou como vantagens estabilidade térmica, fácil armazenamento
dos reagentes, simples operação, baixa probabilidade de danos e redução ou
eliminação da toxicidade em função da mineralização dos poluentes; apresentou
desvantagens como gasto de reagentes, ajuste de pH, necessidade da separação
dos sais de ferro com consequente formação de lodo e necessidade de tratamento
prévio.

27
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10004: Resíduos sólidos: classificação. Rio de Janeiro: ABNT, 2004. ADEYINKA, J.S. RIM-RUKEH, A., Effect of hydrogen peroxide on industrial waste water effluents: a case study of Warri refining and petrochemical industry. Environ Monitoring Assess, v. 59, n. 3, p. 249–256, 1999. American Public Health Association (APHA), American Water Works Association (AWWA), Water Environment Federation (WEF). Standard of methods for the examination of water and wastewater. 22. ed. Washington: APHA, AWWA, WEF; 2012. BRASIL. Resolução CONAMA n.º 362, 23 de junho de 2005. Disponível em: < http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=466>. Acesso em: maio 2016. BRASIL. Resolução CONAMA n.º 430, 13 de maio de 2011. Disponível em: < http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=646>. Acesso em: maio 2016. BRASIL. Resolução CONSEMA n.º 128, 24 de novembro de 2006. Disponível em: < http://www.mp.rs.gov.br/ambiente/legislacao/id4887.htm>. Acesso em: maio 2016. CANCHUMANI, G. A. L. Óleos lubrificantes usados: um estudo de caso de avaliação de ciclo de vida do sistema de rerrefino no Brasil. 2013. 157f. Tese de Doutorado apresentada ao Programa Energético, COPPE (Doutorado em Planejamento Energético). Programa de Pós-graduação em Planejamento Energético, COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2013. CATER, S.R., STEFAN, M.I., BOLTON, J.R., SAFARZADEH-AMIRI, A., UV/H2O2 treatment of methyl tert-butyl ether in contaminated waters. Environ Sci Technol, v. 34, p. 659–662, 2000. DUTTA, K., MUKHOPADHYAY, S., BHATTACHARJEE, S., CHAUDHURI, B. Chemical oxidation of methylene blue using a Fenton-like reaction, J. Hazard. Mater. v. 84, p. 57–71, 2001. GUROL, M.D., RAVIKUMAR, J., Chemical oxidation of chlorinated organics by hydrogen peroxide in the presence of sand. Environ Sci Technol, v. 28, p. 394–400, 1994. HABER, F.; WEISS, J.; The Catalytic Decomposition of hydrogen Peroxide. Proc. Royal Soc. London, Cambridge, v. 147, p. 332-351, 1934. JAGADEVAN, S., DOBSON, P., THOMPSON, I.P., Harmonisation of chemical and biological process in development of a hybrid technology for treatment of recalcitrant metalworking fluid. Bioresour. Technol., v. 102, p. 8783–8789, 2011.

28
JIANG, J.Y., LI, Y. WANG, G.W., ZHOU, Y.X., Treatment of acrylic fiber polymerization wastewater by Fenton method, Res. Environ. Sci. (China) v. 23, 897–901, 2010. KANG, Y.W., HWANG, K.Y., Effects of reaction conditions on the oxidation efficiency in the Fenton process, Water Res. v. 34, p. 2786–2790, 2000. KARTHIKEYAN, S., TITUS, A., GNANAMANI, A., MANDAL, A. B., SEKARAN, G., Treatment of textile wastewater by homogeneous and heterogeneous Fenton oxidation processes. Desalination, v. 281, p. 438–445, 2011. LEE, H., SHODA M., Removal of COD and color from livestock wastewater by the Fenton method, J. Hazard. Mater. v. 153, 1314–1319, 2008. LEGRINI, O.; OLIVEROS, E.; BRAUN, A. M.; Photochemical processes for water treatment. Chemical Reviews, v. 93, n.2, p. 671–698, 1993. LU, M, C., Oxidation of chlorophenols with hydrogen peroxide in the presence of goethite. Chemosphere, v. 40, p. 125–130, 2000. MARIANO, J.B. Impactos ambientais do refino de petróleo. 2001. 289f. Tese submetida ao corpo docente da coordenação dos programas de pós-graduação de engenharia da Universidade Federal do Rio de Janeiro, (Mestrado em Ciências em Planejamento Energético) – UFRJ, Rio de Janeiro, 2001. MORAES, J.E.F. Aplicação do Processo Foto-Fenton na Degradação de Efluentes Industriais Contendo Poluentes Orgânicos. 2003. 161f. Tese apresentada à Escola Politécnica da Universidade de São Paulo (Doutorado em Engenharia) - Universidade de São Paulo. São Paulo, 2003. PATERLINI W.C., NOGUEIRA R.F.P., Multivariate analysis of photo-Fenton degradation of the herbicides tebuthiuron, diuron and 2,4-D. Chemosphere. v. 58, n. 8, p. 1107–1116, 2005. PIGNATELLO, J. J., Dark and photoassisted iron (3+)-catalyzed degradation of chlorophenoxy herbicides by hydrogen peroxide, Environ. Sci. Technol. v. 26, p. 944–951, 1992. RICE, R.G., Applications of ozone for industrial wastewater treatment—a review. Ozone: Sci Eng, v. 18, n. 6, p. 477–515, 1997. RITCHER, C.A.; AZEVEDO NETTO, J.M. Tratamento de água: tecnologia atualizada. São Paulo: Edgard Blücher, 2003. SERRA, A., BRILLAS, E., DOMÈNECH, X., PERAL, J., Treatment of biorecalcitrant α-methylphenylglycine aqueous solutions with a solar photo-Fenton-aerobic biological coupling: biodegradability and environmental impact assessment. Chem. Eng. J., v. 172, p. 654–664, 1997.

29
STEPNOWSKI, P. et al. Enhanced photo-degradation of contaminants in petroleum refinery wastewater. Water Research, v. 36, n. 9, p. 2167-2172, 2002. SOHN, H. Gerenciamento de óleos lubrificantes usados ou contaminados, São Paulo, GMP/SENAI, 2011. TORRADES F., PÉREZ M., MANSILLA, H. D, PERAL, J., Experimental design of Fenton and photo-Fenton reactions for the treatment of cellulose bleaching effluents. Chemosphere. v. 53, n. 10, p. 1211-1220, 2003. VAZQUEZ-DUHALT, R.. Environmental impact of used motor oil. Sci. Total Environ., v. 79, n. 1, p. 1–23, 1989. YANG, G.C.C., LONG, Y-.W.M Removal and degradation of phenol in a saturated flow by in situ electrokinetic remediation and Fenton-like process. J Hazard Mat, v. 69, n.3, p. 259–27, 1999. WARDMANN, P.; Reduction Potentials of One Electron Couples Involving Free Radicals in Aqueous Solution. Journal of Physical and Chemical Reference Data, Northwood, v. 18, n.4, 1989. WEI, J., SONG, Y., TU, X., ZHAO, Le., ZHI, E., Pretreatment of dry-spun acrylic fiber manufacturing wastewater by Fenton process: Optimization, kinetics and mechanisms. Chemical Engineering Journal. v. 218, p. 319–326, 2013.