MATERIAIS E MECANISMOS DE DANOengdutos.usuarios.rdc.puc-rio.br/ediee/IE4-Mecanismos-Danos.pdf ·...
30
MATERIAIS E MECANISMOS DE DANO Trinca de fadiga iniciada em solda
Transcript of MATERIAIS E MECANISMOS DE DANOengdutos.usuarios.rdc.puc-rio.br/ediee/IE4-Mecanismos-Danos.pdf ·...

MATERIAIS E MECANISMOS DE DANO
Trinca de fadiga iniciada
em solda

1 – INTRODUÇÃO
Os materiais estruturais têm como funções primárias viabilizar e
constituir os equipamentos e seus componentes e possibilitar que
estes tenham funções de suportar carregamentos, isto é, exercer
funções estruturais.
Por exemplo, para transportar fluidos ou gases são usados tubos
que têm funções primárias de direcionamento e de resistência
estrutural para admitir que pressões relativamente altas possam
ser aplicadas para viabilizar o escoamento sem que ocorram falhas
de vazamento.

As solicitações que atuam sobre os equipamentos e componentes
estruturais podem ser classificadas em: carregamentos, tempo de
operação, temperatura de operação, e interação com o meio
ambiente que cerca a estrutura.
Estas solicitações podem variar rapidamente ou lentamente, de
forma cíclica ou monotônica, ao longo da vida útil do componente
e, geralmente, são combinadas em:
“envoltórias de solicitações para efeito de projeto ou de verificação
de adequação ao uso”.

Por exemplo,
a evolução ao longo do tempo da pressão interna, da temperatura e
das características de um fluido ou gás no procedimento de partida
de um vaso de pressão fazem parte da sua envoltória de partida,
que será usada no seu projeto estrutural ou na verificação de sua
adequação ao uso.
Os mecanismos de danos são processos de deterioração das
características micro e macroestruturais, físicas e mecânicas, dos
materiais quando estes são expostos às envoltórias de
solicitações que ocorrem ao longo da vida útil dos equipamentos e
componentes, acarretando perda progressiva de suas funções.
2 – MATERIAIS ESTRUTURAIS
A classificação de um material como estrutural está intimamente
ligada à sua capacidade de suportar os carregamentos que
ocorrem durante a vida útil de um equipamento ou componente
estrutural.
Nas indústrias: automotiva, aeronáutica, extrativa, de exploração e
produção de óleo e gás, de refino e processos, vários materiais
metálicos e não metálicos são usados com finalidades estruturais,
tais como as ligas de ferro, níquel, cobre, alumínio, titânio e
compostos de polímeros com fibras de vidro, carbono e Kevlar.

2.1 – Aços
Os aços são as ligas que têm o ferro como principal componente e
que são usadas em equipamentos e componentes mecânicos.
Os aços podem ser classificados em quatro grandes grupos
quanto aos elementos de liga que entram associados ao ferro:
aços-carbono (AC), aços-liga (AL), aços inoxidáveis (AI) e aços
especiais para diversos fins.

2.1.1 – Aços-carbono
Os aços-carbono são os materiais de uso geral mais utilizados nas
diversas indústrias que empregam e produzem equipamentos e
componentes estruturais.
O carbono entra com proporções que variam de 0,01 a 1% (até
0,25% na maioria das vezes).
Outros elementos entram nas ligas aço-carbono como impurezas
(P, S, Si, Mn),
ou em pequenas adições deliberadas (Si, Mn, Ni, Mo, Al, Cu, V) para
melhorar suas propriedades mecânicas e o refino de seus grãos.
2.1.2 – Aços-ligas
Os aços-ligas contam com adições deliberadas de elementos tais
como o Mn, Si, Cr, Ni, Mo, V, Ti, Al, Cu e outros para garantir
propriedades específicas como: capacidade de trabalho a mais
altas ou a mais baixas temperaturas, resistência ao ataque pelo
meio, e não contaminação do fluido de processo.
Os aços-ligas (AL) podem ser de baixa (B), média (M) e alta liga (A).
Nesta classificação se considera a soma percentual em peso dos
elementos de liga: ABL (teor<5%), AML (5<teor<10%), AAL
(teor>10%).
Os aços inoxidáveis (AI) são aqueles que têm um teor mínimo de
cromo igual 12% e serão considerados no próximo item (2.1.3).
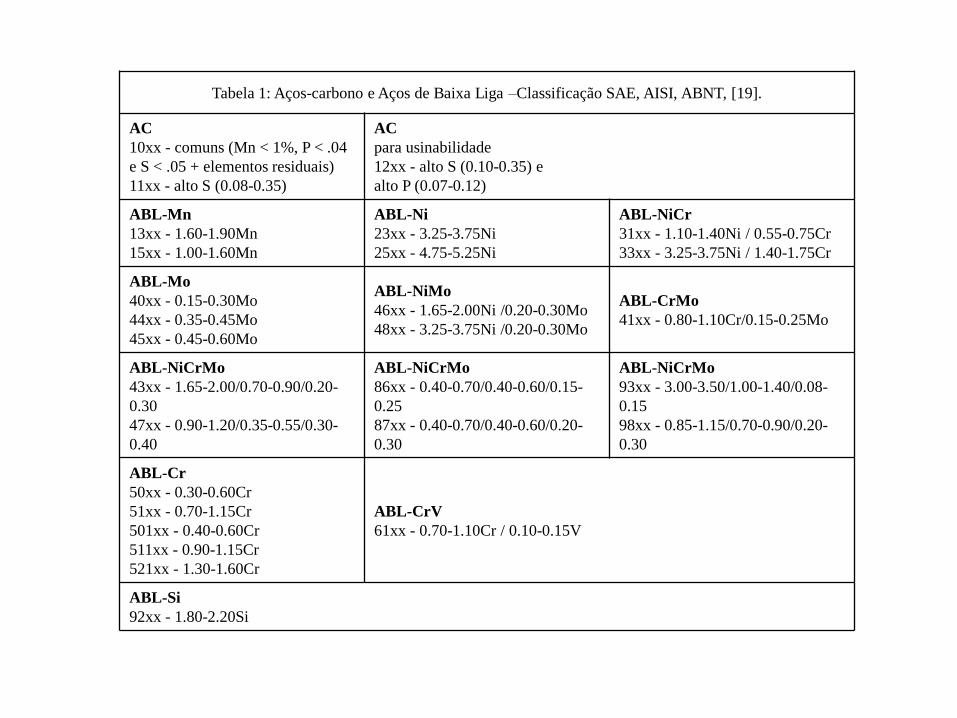
Tabela 1: Aços-carbono e Aços de Baixa Liga –Classificação SAE, AISI, ABNT, [19].
AC
10xx - comuns (Mn < 1%, P < .04
e S < .05 + elementos residuais)
11xx - alto S (0.08-0.35)
AC
para usinabilidade
12xx - alto S (0.10-0.35) e
alto P (0.07-0.12)
ABL-Mn
13xx - 1.60-1.90Mn
15xx - 1.00-1.60Mn
ABL-Ni
23xx - 3.25-3.75Ni
25xx - 4.75-5.25Ni
ABL-NiCr
31xx - 1.10-1.40Ni / 0.55-0.75Cr
33xx - 3.25-3.75Ni / 1.40-1.75Cr
ABL-Mo
40xx - 0.15-0.30Mo
44xx - 0.35-0.45Mo
45xx - 0.45-0.60Mo
ABL-NiMo
46xx - 1.65-2.00Ni /0.20-0.30Mo
48xx - 3.25-3.75Ni /0.20-0.30Mo
ABL-CrMo
41xx - 0.80-1.10Cr/0.15-0.25Mo
ABL-NiCrMo
43xx - 1.65-2.00/0.70-0.90/0.20-
0.30
47xx - 0.90-1.20/0.35-0.55/0.30-
0.40
ABL-NiCrMo
86xx - 0.40-0.70/0.40-0.60/0.15-
0.25
87xx - 0.40-0.70/0.40-0.60/0.20-
0.30
ABL-NiCrMo
93xx - 3.00-3.50/1.00-1.40/0.08-
0.15
98xx - 0.85-1.15/0.70-0.90/0.20-
0.30
ABL-Cr
50xx - 0.30-0.60Cr
51xx - 0.70-1.15Cr
501xx - 0.40-0.60Cr
511xx - 0.90-1.15Cr
521xx - 1.30-1.60Cr
ABL-CrV
61xx - 0.70-1.10Cr / 0.10-0.15V
ABL-Si
92xx - 1.80-2.20Si

Tabela 2: Aços-ligas na indústria de processo, [17-21].
AL-Mo e AL-
CrMo
Até 1%Mo, até 9%Cr.
Resistência à alta temperatura e ao ataque pelo hidrogênio.
A função do molibidênio é aumentar a resistência à fluência.
A função do cromo é aumentar (pouco) a resistência à
fluência e muito a resistência à corrosão no trabalho sob alta
temperatura.
Não devem trabalhar sob baixas temperaturas (<0oC).
5Cr0,5Mo e 9Cr1Mo são resistentes à corrosão pelo enxofre.
AL-Ni Excelente tenacidade à baixa temperatura, aumentando com
o teor de Ni (ver figura 5.5 da ref. [18].
AL-Mn
Até 1,6%Mn.
Maior resistência mecânica sem a necessidade de aumentar o
teor de carbono, gerando perda de soldabilidade e
tenacidade.
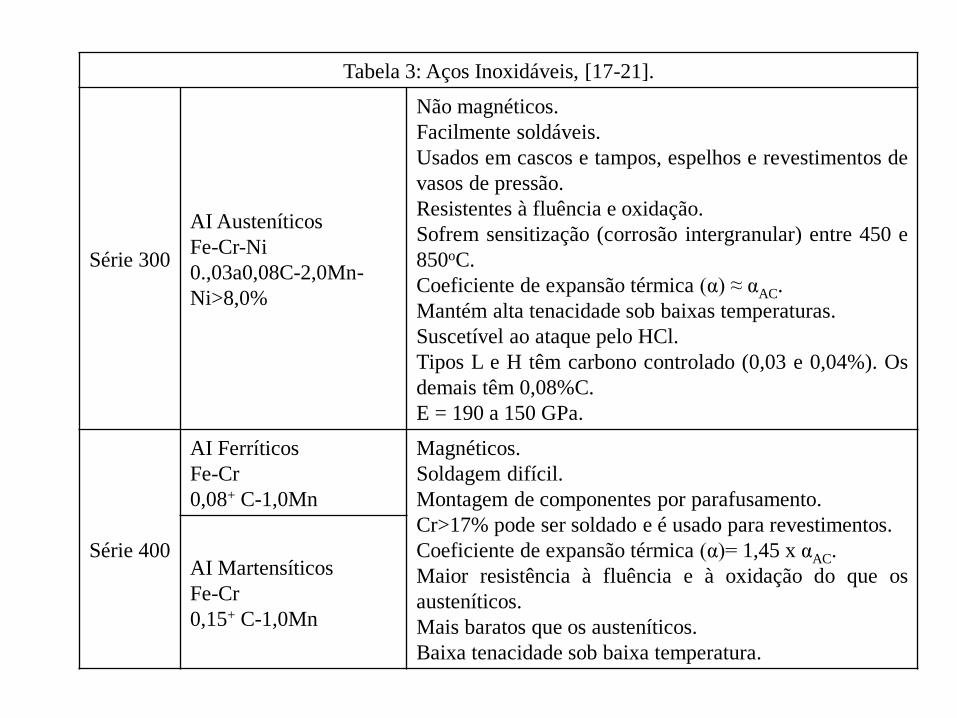
Tabela 3: Aços Inoxidáveis, [17-21].
Série 300
AI Austeníticos
Fe-Cr-Ni
0.,03a0,08C-2,0Mn-
Ni>8,0%
Não magnéticos.
Facilmente soldáveis.
Usados em cascos e tampos, espelhos e revestimentos de
vasos de pressão.
Resistentes à fluência e oxidação.
Sofrem sensitização (corrosão intergranular) entre 450 e
850oC.
Coeficiente de expansão térmica (α) ≈ αAC.
Mantém alta tenacidade sob baixas temperaturas.
Suscetível ao ataque pelo HCl.
Tipos L e H têm carbono controlado (0,03 e 0,04%). Os
demais têm 0,08%C.
E = 190 a 150 GPa.
Série 400
AI Ferríticos
Fe-Cr
0,08+ C-1,0Mn
Magnéticos.
Soldagem difícil.
Montagem de componentes por parafusamento.
Cr>17% pode ser soldado e é usado para revestimentos.
Coeficiente de expansão térmica (α)= 1,45 x αAC.
Maior resistência à fluência e à oxidação do que os
austeníticos.
Mais baratos que os austeníticos.
Baixa tenacidade sob baixa temperatura.
AI Martensíticos
Fe-Cr
0,15+ C-1,0Mn

Tabela 5: Materiais Estruturais Não Ferrosos, [17,18].
Cobre e suas
ligas
Latões (Cu-Zn)
Pequenas adições de
As e Pb
Cu-Zn são resistentes à agua salgada e salobra e ácidos
diluídos.
CI quando em contato com amônia, aminas e compostos
nitrados.
Sofrem dezinficação (70Cu30Zn) em meios ácidos e em
contato com água salgada. Adições de As ou Al para evitar
dezinficação.
Aplicação entre -180oC e 200oC.
Soldagem, difícil, deve ser evitada.
Cu-Ni e Cu-Al são resistentes à água salgada.
Espelhos e tubos de trocadores de calor
em algums serviços corrosivos (Naval
63Cu37Zn1Sn)
Alumínio e suas
ligas
Muito leves, soldáveis, tratáveis termicamente, com baixo
ponto de fusão, bom comportamento a baixas temperaturas,
custo alto.
Componentes de estruturas
aeronáuticas.
Vasos criogênicos.
Níquel e suas
ligas
Ni comercial.
Monel400 e 500 (Ni-
Cu)
Inconel-Incoloy (Ni-
Cr-Fe)
Liga 825 (Ni-Cr-Mo)
Liga 625 (Ni-Cr-Fe-
Mo)
Liga C-276 (55Ni-
16Mo-16Cr-5Fe)
Grande resistência à corrosão.
Temperaturas muito altas ou muito baixas.
Sujeitas à fragilização e CI em contato com atmosferas
sulfurosas em alta temperatura.
Monel; uso sob condições severas com HCl, ácidos diluídos,
água salgada, HF.
Ni comercial: serviço com cáusticos em altas concentrações.
Incoloy e Inconel: seviços de alta temperatura e alta corrosão,
alta resistência mecânica a altas temperaturas, incluindo
resistência à fluência. Existem várias outras ligas com
características semelhantes ou melhores à base de Ni. Usados
quando os AI não suportam adequada e economicamente as
solicitações de serviço.
Comercial: serviço cáustico.
Revestimentos anti-corrosivos.
Feixes tubulares de trocadores.
Titânio Muito resistente à corrosão (meios oxidantes, ácidos,
redutores, cáusticos, água ácida, água salgada com velocidade
alta).
-60oC a 300oC.
Altíssimo custo.
Soldagem difícil.
Revestimentos e feixes tubulares
especiais.
Não metálicos Materiais compostos:
polímeros reforçados
com fibras (FRM).
Epóxi ou poliéster com fibras de vidro.
-55oC a 65oC.
Grande resistência à corrosão.
Vasos e tanques sem grandes esforços
mecânicos.
Reparos e reforços de vasos e dutos.

Tabela 7: Indicações em ordem crescente para Seleção de Materiais para Vasos de Pressão, [18].
Alta Temperatura Baixa
Temperatura
Serviço
Criogênico
Revestimentos
Internos
Serviço com
Hidrogênio
AC
AC+Si
AL 1/2Mo
AL 1/4Cr1/2Mo
AI 405
AI 410
AI 304, 316
AI 304H, 316H
AI 446
AI 310
Inconel
Temperatura>-
45oC
AC é possível. Usar
procedimento API
579 [2] onde MAT<
CET
- MAT(material,
espessura)
- CET(pressão,
temperatura)
Temperatura<-
45oC.
AL 2 1/2 Ni
AL 3 1/2 Ni
Cu, Latões
AL 9Ni
AI 316, 317
AI 304, 310
Al e ligas
AI 304L
Anti-corrosivos
AI, Ligas Ni, Pb,
Ti, polímeros,
borrachas
cerânicas,
concreto
Refratários
Cerâmicas,
concretos
especiais
Superfície Lisa
Anti-erosão
Usar curvas de
Nelson [4, Fig.
4.3] levando em
consideração
pressão parcial do
Hidrogênio e
Temperatura.
AC
AL 1/2Mo
AL 1Cr1/2Mo
AL 3Cr1/2Mo
AL 6Cr1/2Mo
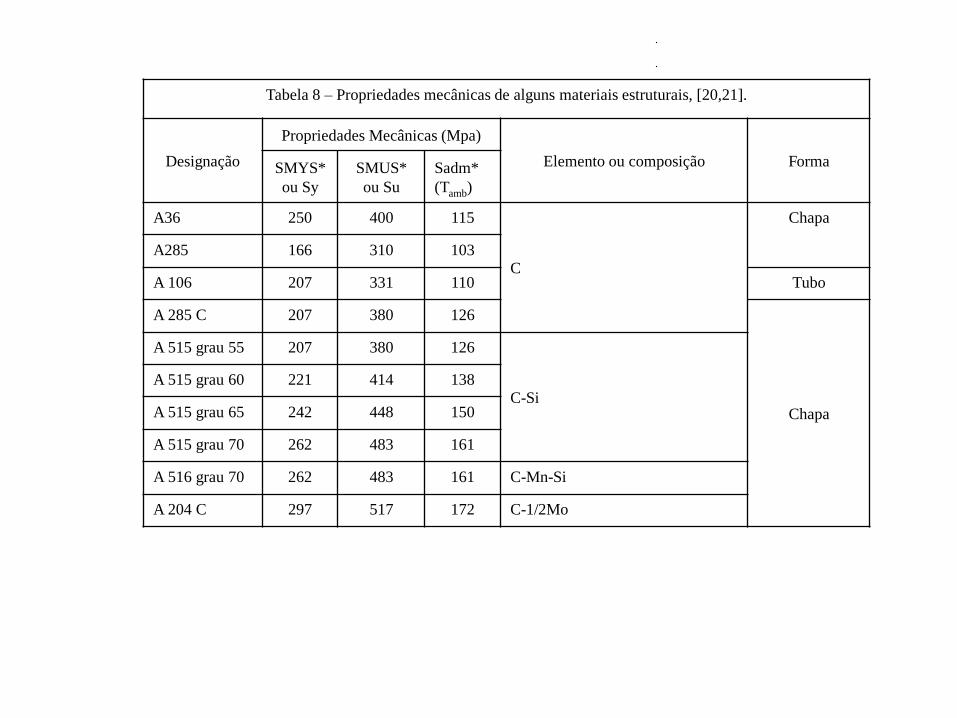
Tabela 8 – Propriedades mecânicas de alguns materiais estruturais, [20,21].
Designação
Propriedades Mecânicas (Mpa)
Elemento ou composição Forma SMYS*
ou Sy
SMUS*
ou Su
Sadm*
(Tamb)
A36 250 400 115
C
Chapa
A285 166 310 103
A 106 207 331 110 Tubo
A 285 C 207 380 126
Chapa
A 515 grau 55 207 380 126
C-Si A 515 grau 60 221 414 138
A 515 grau 65 242 448 150
A 515 grau 70 262 483 161
A 516 grau 70 262 483 161 C-Mn-Si
A 204 C 297 517 172 C-1/2Mo

Tabela 8 – Propriedades mecânicas de alguns materiais estruturais, [20,21].
Designação
Propriedades Mecânicas (Mpa)
Elemento ou composição Forma SMYS*
ou Sy
SMUS* ou
Su
Sadm*
(Tamb)
1020 296 400 0,20C
1040 351 517 0,40C
4140 HV 200 413 655 0,40C-1,0Cr-0,2Mo
4340 HV 220 482 758 0,40C-1,8Ni-0,8Cr-0,25Mo
8620 HV 148 386 538 0,20C-0,6Ni-0,5Cr-0,2Mo
430 HV 260 275 482 0,12C-1,0Mn-1,0Si-17Cr-0,75Ni-ferrítico
416 HV 260 275 517 0,15C-1,0Mn-0,5Si-13Cr-0,6Mo-martensítico
440 C HV 260 448 758 0,60C-1,0Mn-1,0Si-17Cr-0,75Mo-martensítico
304 HV 260 206 517 0,08C-2,0Mn-1,0Si-19Cr-10Ni-austenítico
316 HV 260 206 517 0,08C-2,0Mn-1,0Si-17Cr-12Ni-3Mo-austenítico
Dados sobre resistência de tubos de acordo com API 5L ou DNV OS 101 – ver Capítulo 6.
* ASME VIII
** Budinski

3 – MECANISMOS DE DANOS
Os mecanismos de danos são processos de deterioração das
características micro e macroestruturais, físicas e mecânicas dos
materiais quando estes são expostos às envoltórias de
solicitações que ocorrem ao longo da vida útil dos equipamentos e
componentes e que acarretam perda progressiva de suas funções.
Na procura por causas de danos, falhas e na investigação de quais
mecanismos podem vir a atuar, as seguintes informações devem
ser conhecidas ou antecipadas:
1 - Material (informações gerais e específicas incluindo análise
química, tratamento térmico, resistência mecânica, certificados de
fabricação, etc);
2 - Solicitações pré-serviço, tais como processos de fabricação,
tratamentos térmicos, soldagem para montagem;
3 - Solicitações de serviço, tais como envoltórias de
carregamentos e temperaturas, exposição ao processo e
concentração de corrosivos e meios agressores trazidos pelo fluxo
de processo, fatores humanos, etc;
4 - Como o dano ocorre ou pode ocorrer:
•progressivo e com evolução acompanhável,
•eventual (acidente – impacto de ferramenta de escavadeira
num duto enterrado) ou
•com período de incubação curto ou longo mas resultando em
tempo de desfecho rápido quando comparado aos tempos e
métodos de inspeção disponíveis ou viáveis;
5 - Quão freqüente o dano se manifesta nesta ou em estruturas
similares;
6 - Fatores que podem auxiliar na mitigação da propagação do
dano tornando-a lenta ou influenciar de modo a torná-la mais
rápida, tal como fechamento e embotamento de trincas, tensões
residuais;

7 - Existem meios de monitorar variáveis diretas ou indiretas do
processo de deterioração;
•Probes de corrosão e hidrogênio
•Coupons de corrosão;
•Monitoração da proteção catódica
•Medição manual ou automática de espessura (US);
•Coleta e análise de amostras de componentes do processo ou
de meios corrosivos;
•Monitoração de variáveis do processo (pressão, temperatura,
vazão, velocidade de escoamento, tamanho de partículas,
análise química);

8 - Resultados de inspeções prévias e sua eficácia em detectar o
dano;
9 - Modificações nas características originais de projeto,
construção, montagem e operação;
10 - Histórico de funcionamento e registros de anomalias;
11 - Morfologia do dano:
•Origem mecânica (causado por carregamento);
•Origem metalúgica (mudança microestrutural);
•Perda de espessura por corrosão (uniforme, localizada,
pitiforme)
•Trincas: isoladas, múltiplas: em famílias – conectadas ou
isoladas, embotadas, ramificadas, superficiais ou
subsuperficiais;
•Distorção: empolamento, empenos, estricção.
12 - Estratégia de mitigação:
•Física: mudança de temperatura, pressão, velocidade;
•Química: mudança de variáveis e produtos no processo, uso
de processos de inibição e de limpeza;
•Isolamento: uso de proteções, “coatings”;
•Adicionar sobre-espessura;
•Mudar o estado de tensão através de alívio de tensões,
criação de tensões residuais.

Principais mecanismos de danos apresentados nas publicações
API 571 [1], 580 [3], 581 [4], DNV-RP-G101 [5] e IBP-Guia 6 [6].
Os mecanismos foram agrupados em tabelas organizadas
conforme a:
•natureza,
•característica,
•morfologia ou processo do mecanismo de dano
Mecanismos de falha: todas as indústrias e indústrias do refino
1. Mecanismos caracterizados por transformação
microestrutural generalizada;
2. Falhas causadas por solicitações mecânicas;
3. Perda de espessura uniforme ou localizada;
4. Corrosão sob alta temperatura;
5. Fragilização causada pela interação com o meio;

Mecanismos de danos que abrangem todas as indústrias
I – Mecanismos caracterizados por transformação microestrutural generalizada
1 – Grafitização (Graphitization):
2 – Esferoidização (Spheroidization):
3 - Fragilização por Revenido (Temper Embrittlement):
4 – Crescimento de Grão (Grain Growth):
5 –Envelhecimento por deformação (Strain Aging):
6 – Fragilização por trabalho a 475oC (885oF (475oC) Embrittlement):
7 – Fragilização por Formação de Fase Sigma (Sigma Phase Embrittlement):
8 – Sensitização (Sensitization):

II – Falhas causadas por solicitações mecânicas
9 – Falha Frágil (Brittle Fracture):
10 – Fluência (Creep):
11 – Fadiga Térmica (Thermal Fatigue):
12 – Ruptura por Sobreaquecimento (Short Term Overheating – Stress Rupture):
13 – Desgaste (Wear):
14 – Fretagem (Fretting):
15 – Sobre-carga (Overloading):
16 – Tamponamento por vapor (Steam Blanketing):
17 – Trincamento por Soldagem Dissimilar (Dissimilar Metal Welding (DMW) Cracking):
18 – Choque Térmico (Thermal Shocking):
19 – Erosão – Corrosão (Erosion – Corrosion):
20 – Cavitação (Cavitation):
21 – Fadiga (Mechanical Fatigue & Vibration Induced Fatigue):
22 – Degradação de Revestimentos Refratários (Refractory Degradation):
23 – Trincamento por Reaquecimento (Reheat Cracking):
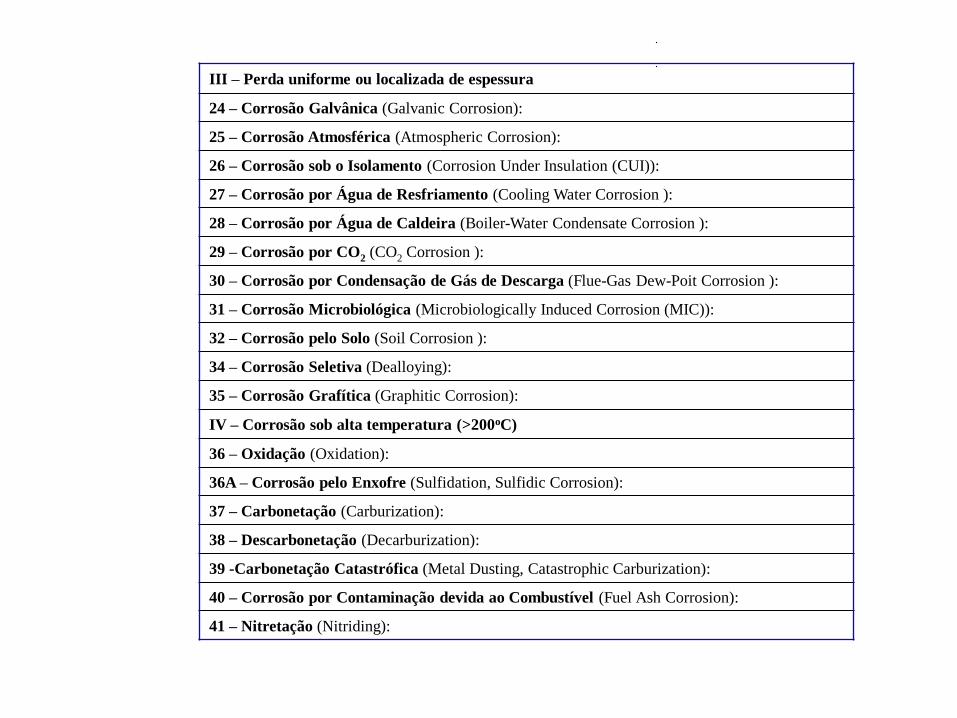
III – Perda uniforme ou localizada de espessura
24 – Corrosão Galvânica (Galvanic Corrosion):
25 – Corrosão Atmosférica (Atmospheric Corrosion):
26 – Corrosão sob o Isolamento (Corrosion Under Insulation (CUI)):
27 – Corrosão por Água de Resfriamento (Cooling Water Corrosion ):
28 – Corrosão por Água de Caldeira (Boiler-Water Condensate Corrosion ):
29 – Corrosão por CO2 (CO2 Corrosion ):
30 – Corrosão por Condensação de Gás de Descarga (Flue-Gas Dew-Poit Corrosion ):
31 – Corrosão Microbiológica (Microbiologically Induced Corrosion (MIC)):
32 – Corrosão pelo Solo (Soil Corrosion ):
34 – Corrosão Seletiva (Dealloying):
35 – Corrosão Grafítica (Graphitic Corrosion):
IV – Corrosão sob alta temperatura (>200oC)
36 – Oxidação (Oxidation):
36A – Corrosão pelo Enxofre (Sulfidation, Sulfidic Corrosion):
37 – Carbonetação (Carburization):
38 – Descarbonetação (Decarburization):
39 -Carbonetação Catastrófica (Metal Dusting, Catastrophic Carburization):
40 – Corrosão por Contaminação devida ao Combustível (Fuel Ash Corrosion):
41 – Nitretação (Nitriding):
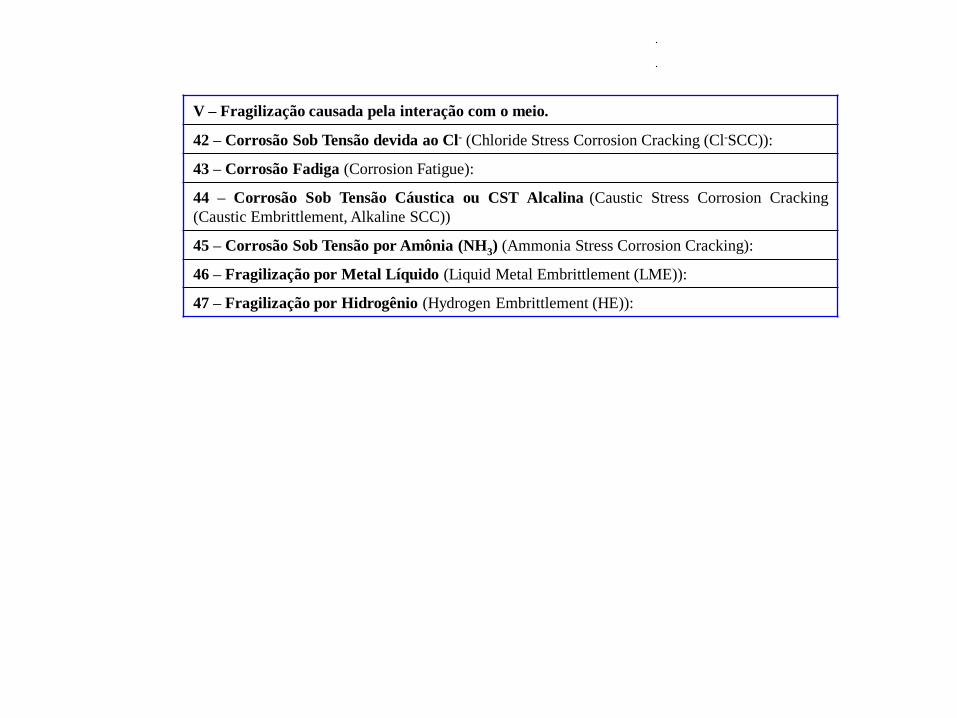
V – Fragilização causada pela interação com o meio.
42 – Corrosão Sob Tensão devida ao Cl- (Chloride Stress Corrosion Cracking (Cl-SCC)):
43 – Corrosão Fadiga (Corrosion Fatigue):
44 – Corrosão Sob Tensão Cáustica ou CST Alcalina (Caustic Stress Corrosion Cracking
(Caustic Embrittlement, Alkaline SCC))
45 – Corrosão Sob Tensão por Amônia (NH3) (Ammonia Stress Corrosion Cracking):
46 – Fragilização por Metal Líquido (Liquid Metal Embrittlement (LME)):
47 – Fragilização por Hidrogênio (Hydrogen Embrittlement (HE)):

Mecanismos de danos das indústrias do refino
VI – Perda localizada ou uniforme de espessura na indústria do refino.
48 – Corrosão por Amina (Amine Corrosion):
49 – Corrosão por Bissulfato de Amônia (NH4HS) (Ammonium Bisulfide Corrosion (Alkaline
Sour Water)):
50 – Corrosão por Cloreto de Amônia (Ammonium Chloride Corrosion):
51 – Corrosão por Ácido Clorídrico (HCl) (Hydrochloric Acid (HCl) Corrosion):
52 – Corrosão por H2/H2S sob Alta Temperatura (High Temperature H2/H2S Corrosion):
53 – Corrosão pelo Ácido Fluorídrico (HF) (Hydrofluoric (HF) Acid Corrosion):
54 – Corrosão pelo Ácido Naftênico (Naphtenic Acid Corrosion (NAC)):
55 – Corrosão pelo Fenol (Phenol (Carbolic Acid) Corrosion):
56 – Corrosão pelo Ácido Fosfórico (H3PO4) (Phosphoric Acid Corrosion):
57 – Corrosão por Água Ácida (Sour Water Corrosion (Acidic)):
58 – Corrosão pelo Ácido Sulfúrico (Sulfuric Acid Corrosion):
59 – Corrosão Intergranular - Corrosão sob Tensão pelo Ácido Politiônico (Polythionic Acid
Stress Corrosion Cracking (PASCC)):
VII – Fragilização causada pela interação com o meio nas indústrias do refino.
60 – Corrosão sob Tensão pela Amina (Amine Stress Corrosion Cracking):
61 – Dano pelo H2S (Wet H2S Damage (Blistering/HIC/SOHIC/SSC)):
62 – Dano pelo Ácido Fluorídrico (HF) (Hydogen Stress Cracking (HF)):
63 – CST pelo Carbonato (CO3-2) (Carbonate Stress Corrosion Cracking):
64 – Dano pelo Hidrogênio a Alta Temperatura (High Temperature Hydrogen Attack (HTHA):
65 – Hidretação do Titânio (Titanium Hydriding):