Mateus Freire Corrêa Caracterização do colapsamento em...
49
UNIVERSIDADE DE SÃO PAULO Escola de Engenharia de Lorena – EEL Mateus Freire Corrêa Caracterização do colapsamento em embalagens plásticas de defensivo agrícola à base de óleo mineral Lorena - SP 2013
Transcript of Mateus Freire Corrêa Caracterização do colapsamento em...

UNIVERSIDADE DE SÃO PAULO
Escola de Engenharia de Lorena – EEL
Mateus Freire Corrêa
Caracterização do colapsamento em embalagens plásti cas de
defensivo agrícola à base de óleo mineral
Lorena - SP
2013

Caracterização do colapsamento em embalagens plásti cas de
defensivo agrícola à base de óleo mineral
Mateus Freire Corrêa
Orientador:
Prof. Dr. Luís Fernando Figueiredo Faria
Lorena - SP
2013
Monografia apresentada à Escola de Engenharia de Lorena – EEL-USP como requisito parcial para a conclusão de Graduação do curso de Engenharia Industrial Química.
AGRADECIMENTOS
Primeiramente, agradeço a Deus por todas as conquistas alcançadas
na minha vida até hoje.
A minha noiva Aryane, por seu carinho e paciência em todos os
momentos de minha vida.
Aos meus pais, por toda sua dedicação, esforço e sacrifício para que
eu pudesse estudar e principalmente me tornar um cidadão de bem.
Aos meus amigos que sempre me apoiaram e me incentivaram em
todos os momentos, em especial ao Fernando e a Camila que me auxiliaram
no desenvolvimento deste trabalho e à minha gerente Heloisa, que me
permitiu desenvolver este trabalho na BASF SA.
Aos professores e funcionários da EEL USP, por todo apoio e
ensinamentos ao longo de todo tempo que estive na instituição.
Sou grato também ao meu orientador Luis Fernando Figueiredo Faria,
por ter me orientado neste projeto.
RESUMO
A demanda mundial por alimentos cresce com o aumento da população,
principalmente nos países ditos emergentes. O uso de defensivos agrícolas é
tido como principal saída para atender a demanda crescente por alimentos.
A BASF SA tem presença marcante no mercado brasileiro no setor de
defensivos agrícolas. Em 2011, fiscais da Secretaria de Agricultura do Paraná
questionaram um fenômeno observado nas embalagens do produto Assist®,
conhecido como colapsamento. O colapsamento consiste em uma
deformação causada pela formação de vácuo no interior da embalagem.
Estes fiscais interditaram as vendas do produto até solução do problema, o
que causou impacto nos resultados financeiros da empresa. Foi efetuada
uma modificação no tipo de embalagem para impedir o problema, mas
nenhum estudo foi realizado. A nova embalagem é aproximadamente 30%
mais cara que a embalagem até então utilizada.
Este estudo apresentará uma investigação através de experimentos aliados a
conceitos teóricos, a fim de determinar as possíveis causas para o
surgimento desse fenômeno. Ao final do estudo, será apresentada uma
solução para eliminar ou reduzir ao máximo o problema de colapsamento.
PALAVRAS-CHAVE: colapsamento, embalagem, polietileno, óleo mineral,
inertização
ABSTRACT
The global demand for food increases with the increase of the population,
especially in emerging countries. The use of pesticides is considered as the
main output to meet the growing demand for food.
BASF SA has a strong presence in the Brazilian market in the sector of
agricultural pesticides. In 2011, the Department of Agriculture of Paraná state
questioned a phenomenon observed in the packaging of the product Assist®,
known as panelling. The consists of a collapsing deformation caused by the
formation of a vacuum inside the package.
The government agents stoped product sales until the solution of the problem,
which has impacted the company's financial results.
It was made a modification in the type of packaging to prevent the problem,
but no study has been conducted. The new packaging is about 30% more
expensive than the packaging used until then.
This study will present a research through experiments combined with
theoretical concepts in order to determine possible causes for the emergence
of this phenomenon. At the end of the study, it will be presented a solution to
eliminate or reduce to the maximum the problem of panelling.
KEYWORDS: panelling, packaging, polyethylene, mineral oil, nitrogen
purging
LISTA DE FIGURAS
Figura 1 - Frascos de Assist® 1 litro com colapsamento................................11
Figura 2 - Rótulo do produto Assist®...............................................................11
Figura 3 - Representação esquemática da estrutura do PEAD......................17
Figura 4 - Representação da difusão de um líquido no polímero...................18
Figura 5 - Etapas de produção de uma embalagem por moldagem por
sopro...............................................................................................................19
Figura 6 - Etapas de produção de uma embalagem multicamada por
moldagem por sopro.......................................................................................19
Figura 7 - Representação do copolímero de etileno e álcool vinílico.............20
Figura 8 - Componente do óleo mineral.........................................................21
Figura 9 - Representação estrutural do nonil fenol etoxilado.........................21
Figura 10. Representação do mecanismo de oxidação dos hidrocarbonetos
no óleo mineral...............................................................................................21
Figura 11. Degradação por oxidação do nonil fenol etoxilado (A9PEO).......22
Figura 12. Representação esquemática das possibilidades de distribuição de
massa em uma embalagem soprada..............................................................23
Figura 13. Equipamento Oxímetro modelo Altair Pro O2................................24
Figura 14. Embalagens vazias antes do envase............................................26
Figura 15. Balança (Mettler Toledo) utilizada para as pesagens das
amostras.........................................................................................................26
Figura 16. Amostras do produto para análise química após os testes...........28
Figura 17. Gráfico de controle de temperatura durante os testes..................31
Figura 18. Gráfico de permeação em temperatura ambiente.........................35
Figura 19. Gráfico de permeação em temperatura
40°C............................................... .................................................................36
Figura 20. Frasco PEAD colapsado (esq.) e frasco com barreiro de EVOH
(dir.) sem colapsamento.................................................................................37
Figura 21. Amostras para teste comparativo de colapsamento com
embalagens de mesma resistência ao vácuo.................................................42
Figura 22. Frasco PEAD 115g colapsado (esq.) e frasco com barreira de
EVOH 105g sem colapso (dir.).......................................................................43
LISTA DE TABELAS
Tabela 1 - Propriedades térmicas, físicas, elétricas e mecânicas do
PEAD..............................................................................................................15
Tabela 2: dados coletados durante o período de 4 meses de testes em
temperatura ambiente em embalagem de PEAD com e sem N2....................32
Tabela 3: dados coletados durante o período de 4 meses de testes em
temperatura ambiente em embalagem com barreira de EVOH com e sem
N2....................................................................................................................32
Tabela 4: dados coletados durante o período de 4 meses de testes em
temperatura ambiente em embalagem de PEAD com e sem válvula............33
Tabela 5: dados coletados durante o período de 4 meses de testes em
temperatura 40°C em embalagem de PEAD com e sem N 2.........................33
Tabela 6: dados coletados durante o período de 4 meses de testes em
temperatura 40°C em embalagem com barreira de EVOH com e sem
N2..................................................................................................................34
Tabela 7: resultados dos testes durante o período de 4 meses de testes em
temperatura ambiente e 40°C........................ ...............................................35
Tabela 8: resultados de análise química do produto antes e depois dos testes
em temperatura ambiente e 40°C..................... ............................................36
Tabela 9: resultados do teste de quantidade de oxigênio após os testes em
temperatura ambiente e 40°C........................ ...............................................39
Tabela 10: resultados do teste de resistência ao vácuo antes e depois dos
testes............................................................................................................40
Tabela 11: resultados do teste de resistência ao vácuo comparativo entre
PEAD 100g, PEAD 115g e EVOH 105g.......................................................41
Tabela 12: dados do teste com produto utilizando frasco PEAD e com
barreira de EVOH com mesma resistência ao vácuo...................................42
LISTA DE ABREVIATURAS
FAO – Food and Agriculture Organization
MAPA – Ministério da Agricultura, Pecuária e Abastecimento
ANVISA – Agência Nacional de Vigilância Sanitária
IBAMA – Instituto Brasileiro de Meio Ambiente
PEAD – Polietileno de Alta Densidade
PEBD – Polietileno de Baixa Densidade
EVOH – Copolímero de etileno e álcool vinílico
SUMÁRIO
AGRADECIMENTOS ................................................................................................ 3
LISTA DE FIGURAS ................................................................................................. 6
LISTA DE TABELAS ................................................................................................. 7
LISTA DE ABREVIATURAS ...................................................................................... 8
1 INTRODUÇÃO .................................................................................................... 10
1.1 Considerações Iniciais .................................................................................. 10
1.2 Justificativa ................................................................................................... 10
2 OBJETIVO .......................................................................................................... 13
2.1 Objetivos específicos .................................................................................... 13
3 REVISÃO BIBLIOGRÁFICA ................................................................................ 14
3.1 Polietilenos ................................................................................................... 14
3.2 Polietileno de alta densidade (PEAD) ........................................................... 14
3.3 Propriedades do PEAD ................................................................................. 16
3.4 Processo de produção de embalagens monocamada ................................... 18
3.5 Processo de produção de embalagens multicamada .................................... 19
3.6 Materiais utilizados como barreira ................................................................. 20
3.7 Consumo de oxigênio residual ...................................................................... 20
3.8 Distribuição de massa na embalagem .......................................................... 22
3.9 Inertização com nitrogênio ............................................................................ 23
4 MATERIAIS E MÉTODOS ................................................................................... 24
4.1 Reagentes e substâncias de referência ........................................................ 24
4.2 Equipamentos ............................................................................................... 24
4.3 Métodos ........................................................................................................ 25
4.3.1 Preparo das amostras ................................................................................ 25
4.3.2 Amostragem e caracterização ................................................................... 27
4.3.3 Metodologia Analítica ................................................................................. 28
5 RESULTADOS E DISCUSSÕES ..................................................................... 30
5.1 Dados dos testes em temperatura ambiente e temperatura 40°C .................. 31
5.2 Resultados dos testes em temperatura ambiente e temperatura 40°C .......... 34
5.3 Discussão dos resultados encontrados .......................................................... 37
5.3.1 Colapsamento ............................................................................................. 37
5.3.2 Permeação ................................................................................................. 38
5.3.3 Inchamento ................................................................................................. 38
5.3.4 Análises químicas ....................................................................................... 38
5.3.5 Consumo de oxigênio ................................................................................. 39
5.3.6 Avaliação do Assist® na matriz polimérica da embalagem .......................... 40
5.3.7 Resistência ao vácuo .................................................................................. 40
6 CONCLUSÕES................................................................................................. 44
7 SUGESTÕES PARA TRABALHOS FUTUROS ................................................ 45
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................ 46
10
1 INTRODUÇÃO
1.1 Considerações Iniciais
De acordo com a Organização das Nações Unidas para Agricultura e
Alimentação (FAO), a produção global de alimentos terá que crescer 70% até
2050 em relação a 2009, a fim de atender a uma população estimada entre
nove e dez bilhões de pessoas.
O crescimento populacional, especialmente nos países emergentes,
aliado à elevação da renda irá puxar a demanda por alimentos, energia e
fibras. No entanto, restrições de áreas para plantio e racionalização dos
recursos naturais são alguns dos fatores que podem limitar a produção.
A saída é uma sequência de saltos tecnológicos que aumente a
produtividade agropecuária mundial. Dentre as possíveis saídas, o uso de
defensivos agrícolas nas plantações é tido como a principal, protegendo as
lavouras de pragas e até mesmo aumentando a produtividade por hectare
plantado.
Para a empresa BASF SA, o negócio de Proteção de Cultivos
representa o maior faturamento no Brasil, contribuindo local e globalmente
para os resultados da empresa.
Os defensivos agrícolas têm seu registro e produção constantemente
acompanhados por órgãos do Governo Federal, tais como IBAMA, ANVISA e
MAPA, visando garantir a segurança dos usuários que, direta ou
indiretamente, são afetados pelo uso desses produtos.
1.2 Justificativa
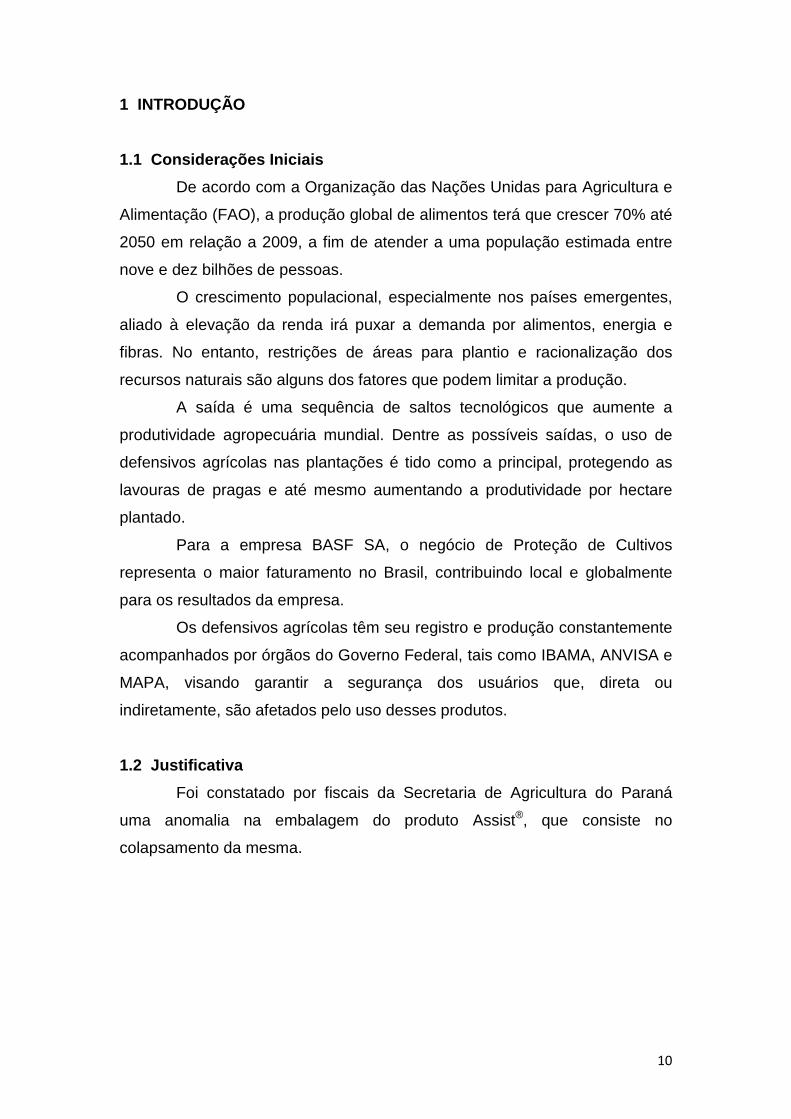
Foi constatado por fiscais da Secretaria de Agricultura do Paraná
uma anomalia na embalagem do produto Assist®, que consiste no
colapsamento da mesma.
11
Figura 1. Frascos de Assist® 1 litro com colapsamento
O Assist® é um produto à base de óleo mineral (75,6% m/v) e outros
componentes inertes (9,7% m/v), envasado em embalagens de polietileno de
alta densidade (PEAD).
Figura 2. Rótulo do produto Assist®
12
Por desconhecimento das causas e consequências dessa anomalia,
as autoridades decidiram por interditar a venda do produto no Paraná até a
solução do problema, o que impactou diretamente nos resultados da
empresa.
Visando atender a demanda urgente por comercialização do produto
e também minimizar os impactos econômicos no resultado da empresa, foi
realizada uma substituição no tipo de embalagem, mudando de embalagem
de polietileno de alta densidade (PEAD) para embalagem co-extrudada de
PEAD com poliamida ou EVOH. No entanto, nenhum estudo foi realizado
para dar sustentação à medida tomada, o que gerou gradativamente um
questionamento interno pelas áreas de Vendas e Marketing sobre o uso de
embalagem co-extrudada, que representou um aumento da ordem de 30% no
custo da embalagem.
Portanto, o estudo proposto permitirá entender o fenômeno de
colapsamento de embalagens de Assist® e poderá contribuir de duas
diferentes maneiras: permitindo o retorno da utilização de embalagens de
PEAD, que são mais baratas que as co-extrudadas ou justificando
definitivamente a necessidade de uso de embalagens co-extrudadas.
Independente dos resultados obtidos haverá certamente ganhos para
a empresa BASF SA, sejam eles financeiros ou de conhecimento adquirido.
13
2 OBJETIVO
O objetivo deste trabalho é realizar um estudo detalhado para
identificar os motivos do colapsamento das embalagens do produto Assist®
da BASF e propor soluções viáveis para este problema.
2.1 Objetivos específicos
Realizar ensaios de envelhecimento comparativo de embalagens de PEAD e embalagens com barreira de EVOH utilizando o produto Assist® , em temperatura ambiente e 40°C.
Comparar o efeito da inertização utilizando gás nitrogênio.
Analisar o comportamento das embalagens após o teste.
Analisar quimicamente o produto após os testes.

14
3 REVISÃO BIBLIOGRÁFICA
3.1 Polietilenos
Polietileno é um polímero parcialmente cristalino, flexível, cujas
propriedades são influenciadas pela quantidade relativa das fases amorfa e
cristalina [1]. Os polietilenos são inertes face à maioria dos produtos químicos
comuns, devido à sua natureza parafínica, seu alto peso molecular e sua
estrutura parcialmente cristalina. Em temperaturas abaixo de 60 °C são
parcialmente solúveis em todos os solventes. Entretanto, dois fenômenos
podem ser observados [2]:
- Interação com solventes, sofrendo inchamento, dissolução parcial,
aparecimento de cor ou, com o tempo, completa degradação do material [2].
- Interação com agentes tensoativos, resultando na redução da
resistência mecânica do material por efeito de tenso-fissuramento superficial
[2].
3.2 Polietileno de alta densidade (PEAD)
A linearidade das cadeias e conseqüentemente a maior densidade do
PEAD fazem com que a orientação, o alinhamento e o empacotamento das
cadeias sejam mais eficientes e as forças intermoleculares (Van der Waals)
possam agir mais intensamente, e, como conseqüência, a cristalinidade seja
maior que no caso do PEBD [3].
As características mecânicas e elétricas do polietileno de alta
densidade são apresentadas na Tabela 1.

15
Tabela 1. Propriedades térmicas, físicas, elétricas e mecânicas do PEAD [1]
Enquanto as propriedades elétricas são pouco afetadas pela
densidade e pelo peso molecular do polímero, as propriedades mecânicas
sofrem uma forte influência do peso molecular, do teor de ramificações, da
estrutura morfológica e da orientação [4]. O peso molecular tem influência
sobre as propriedades do PEAD, principalmente devido ao seu efeito na
cinética de cristalização, cristalinidade final e ao caráter morfológico da
amostra. O efeito do peso molecular depende de sua extensão [1].
Um aumento no teor de ramificações reduz a cristalinidade e é
acompanhado por variação significativa das características mecânicas, uma
vez que causa um aumento no alongamento na ruptura e uma redução da
resistência à tração. A orientação das cadeias poliméricas exerce um forte
efeito sobre as propriedades mecânicas do polímero. Materiais fabricados
com PEAD altamente orientado são aproximadamente dez vezes mais
resistentes do que os fabricados a partir do polímero não orientado, pois a
16
orientação aumenta o empacotamento das cadeias e conseqüentemente
aumenta a rigidez do polímero [1]. Em geral, o PEAD, exibe baixa reatividade
química.
As regiões mais reativas das moléculas de PEAD são as duplas
ligações finais e as ligações CH terciárias em ramificações. PEAD é estável
em soluções alcalinas de qualquer concentração e em soluções salinas,
independente do pH, incluindo agentes oxidantes como KMnO4 e K2Cr2O7;
não reage com ácidos orgânicos, HCl ou HF. Soluções concentradas de
H2SO4 (> 70%) sob elevadas temperaturas reagem vagarosamente com
PEAD, produzindo sulfoderivados [4].
À temperatura ambiente, PEAD não é solúvel em nenhum solvente
conhecido, apesar de muitos solventes, como xileno, por exemplo, causarem
um efeito de inchamento. Sob altas temperaturas, PEAD se dissolve em
alguns hidrocarbonetos alifáticos e aromáticos. O PEAD é relativamente
resistente ao calor. Processos químicos sob alta temperatura, em meio inerte
ou no vácuo, resultam em ruptura e formação de ligações cruzadas nas
cadeias poliméricas. Sob elevadas temperaturas, o oxigênio ataca a
macromolécula, reduzindo seu peso molecular. Sob baixas temperaturas,
pode ocorrer degradação foto-oxidativa (especialmente com luz de λ < 400
nm). O PEAD é ligeiramente permeável a compostos orgânicos, tanto em
fase líquida como gasosa. A permeabilidade à água e gases inorgânicos é
baixa. É menos permeável a gases (CO2, O2, N2) do que o PEBD[1,5].
3.3 Propriedades do PEAD
O PEAD é utilizado em diferentes segmentos da indústria de
transformação de plásticos, abrangendo os processamentos de moldagem
por sopro, extrusão e moldagem por injeção. Pelo processo de injeção, o
PEAD é utilizado para a confecção de baldes e bacias, bandejas para pintura,
banheiras infantis, brinquedos, conta-gotas para bebidas, jarros d’água, potes
para alimentos, assentos sanitários, bandejas, tampas para garrafas e potes,
engradados, bóias para raias de piscina, caixas d’água, entre outros.
Enquanto que pelo processo de sopro destaca-se a utilização na confecção
de bombonas, tanques e tambores de 60 a 250 litros, onde são exigidas
17
principalmente resistência à queda, ao empilhamento e a produtos químicos,
frascos e bombonas de 1 a 60 litros, onde são embalados produtos que
requeiram alta resistência ao fissuramento sob tensão. Também é utilizado
na confecção de frascos que requeiram resistência ao fendilhamento por
tensão ambiental, como: embalagens para detergentes, cosméticos e
defensivos agrícolas, tanques para fluido de freio e outros utilizados em
veículos e na confecção de peças onde é exigido um produto atóxico, como
brinquedos. Por extrusão, é aplicado em isolamento de fios telefônicos, sacos
para congelados, revestimento de tubulações metálicas, polidutos, tubos para
redes de saneamento e de distribuição de gás, emissários de efluentes
sanitários e químicos, dutos para mineração e dragagem, barbantes de
costura, redes para embalagem de frutas, fitas decorativas, sacos para lixo e
sacolas de supermercados [6,7].
Algumas indústrias brasileiras já estão explorando um novo nicho do
mercado, um tipo (grade) específico de polietileno de alta densidade para
moldagem por sopro de tanques de combustível e outro para “containeres” de
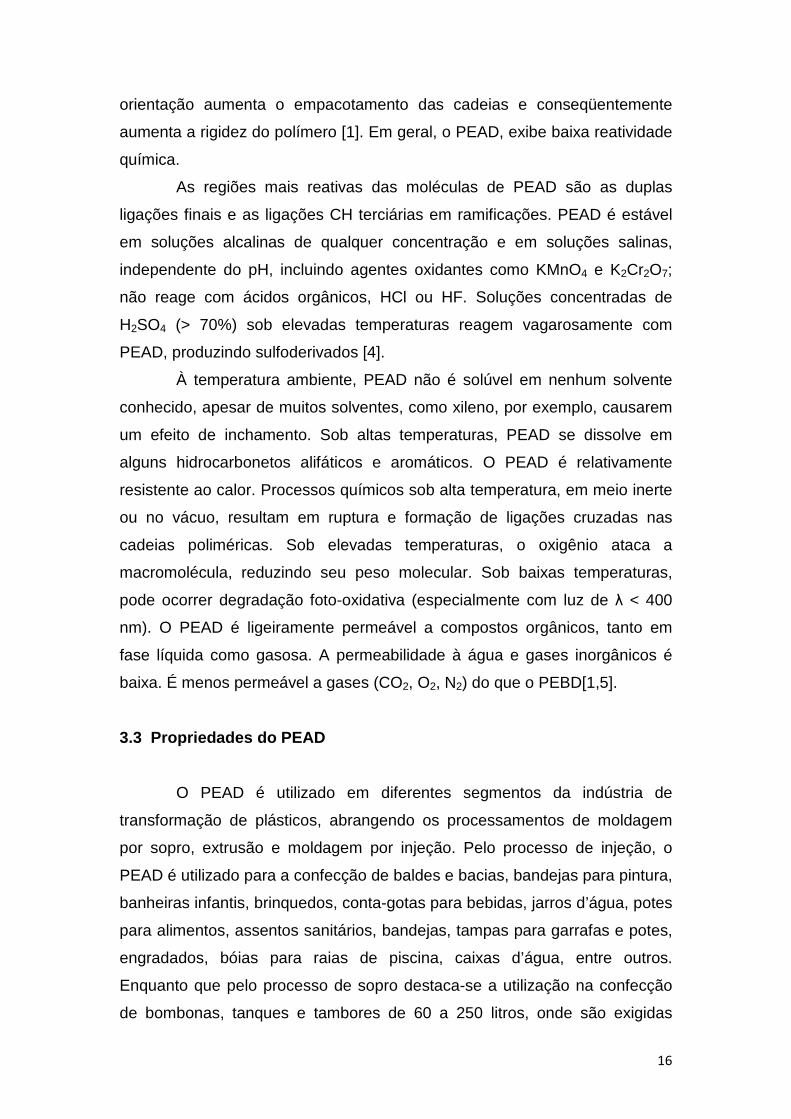
mil litros [8]. O PEAD e o PEBD têm muitas aplicações em comum, mas em
geral, o PEAD é mais duro e resistente e o PEBD é mais flexível e
transparente. Um exemplo da relação de dureza e flexibilidade está no fato
de que o PEAD é utilizado na fabricação de tampas com rosca (rígidas) e o
PEBD na de tampas sem rosca (flexíveis).
Figura 3. Representação esquemática da estrutura do PEAD [9]

18
O óleo mineral utilizado no produto Assist® é composto
principalmente por hidrocarbonetos parafínicos. O próprio polietileno também
é um composto parafínico, o que faz com que haja afinidade entre ambos.
Na figura abaixo é possível perceber o fenômeno de difusão do óleo mineral
entre as cadeias do polietileno [10]:
Figura 4. Representação da difusão de um líquido no polímero [10]
3.4 Processo de produção de embalagens monocamada
A produção de embalagens monocamada pelo processo de
moldagem por sopro é a terceira maior técnica de processamento para
termoplásticos. Através dessa técnica específica, o processo de dar forma ao
produto é muito similar à técnica de formação do vidro, exceto pelas
temperaturas de moldagem relativamente baixas. A moldagem por sopro é
frequentemente usada para se produzir recipientes de plástico, dentre eles,
vários produtos comerciais, incluindo peças automotivas, as quais podem ser
economicamente fabricadas por este método. [15]
A moldagem por sopro é um processo de transformação utilizado
para se produzir artigos ocos fechados ou com gargalos, tais como garrafas,
brinquedos e recipientes diversos. Este processo de transformação pode
estar ligado sequencialmente a uma extrusora ou a uma máquina injetora.
Uma seção de um tubo polimérico moldado (parison) é extrudado para dentro
de um molde aberto. Pela ação de ar comprimido ou vapor, o plástico é então
soprado para dentro da configuração do molde. Esta técnica é amplamente
usada para a manufatura de garrafas e artigos similares. [16]
19
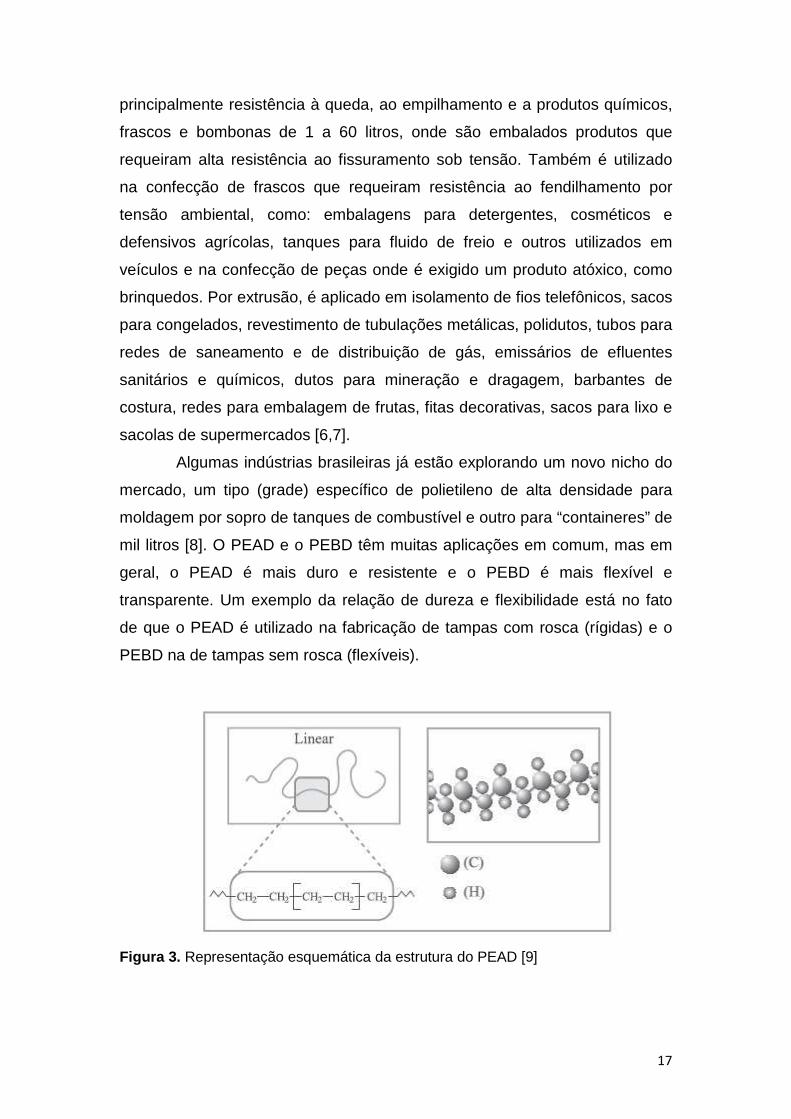
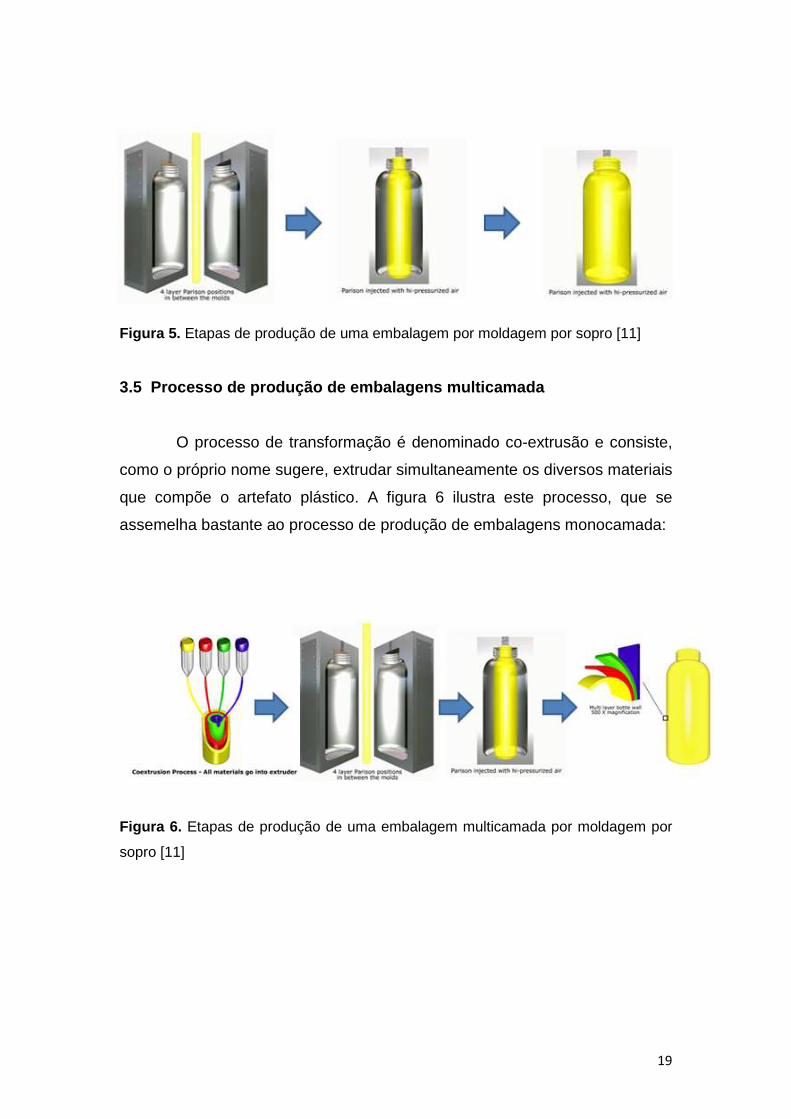
Figura 5. Etapas de produção de uma embalagem por moldagem por sopro [11]
3.5 Processo de produção de embalagens multicamada
O processo de transformação é denominado co-extrusão e consiste,
como o próprio nome sugere, extrudar simultaneamente os diversos materiais
que compõe o artefato plástico. A figura 6 ilustra este processo, que se
assemelha bastante ao processo de produção de embalagens monocamada:
Figura 6. Etapas de produção de uma embalagem multicamada por moldagem por
sopro [11]
20
3.6 Materiais utilizados como barreira
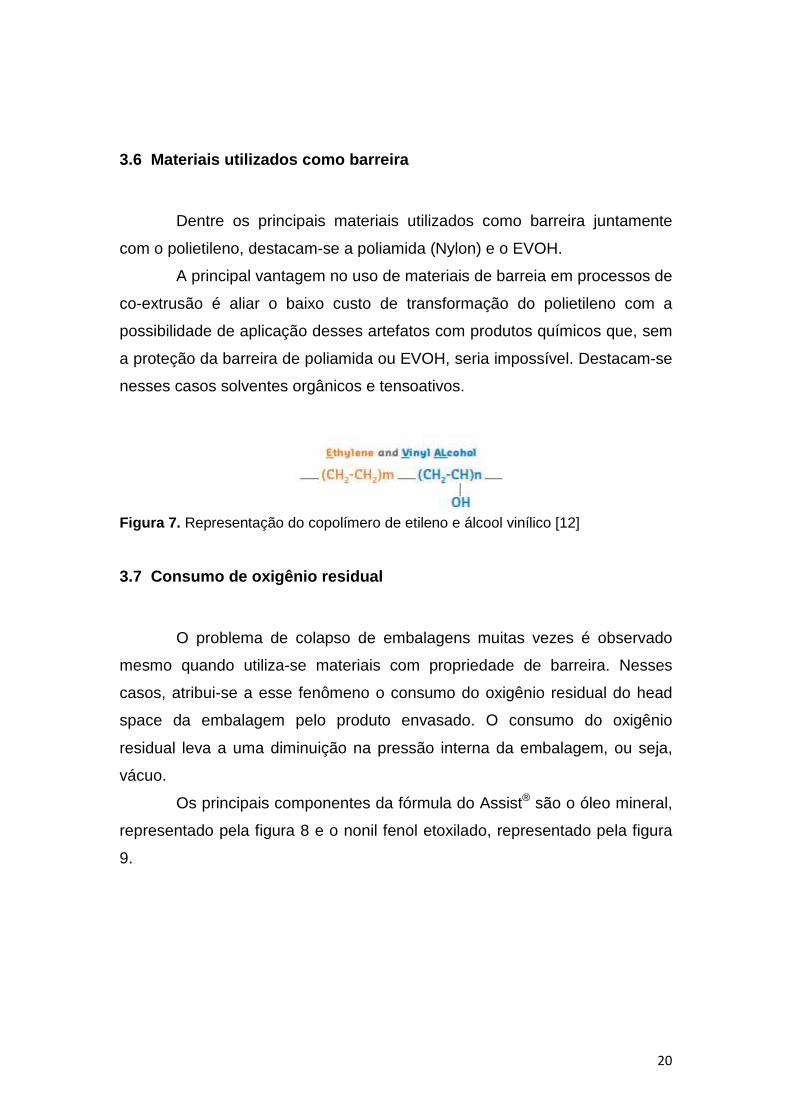
Dentre os principais materiais utilizados como barreira juntamente
com o polietileno, destacam-se a poliamida (Nylon) e o EVOH.
A principal vantagem no uso de materiais de barreia em processos de
co-extrusão é aliar o baixo custo de transformação do polietileno com a
possibilidade de aplicação desses artefatos com produtos químicos que, sem
a proteção da barreira de poliamida ou EVOH, seria impossível. Destacam-se
nesses casos solventes orgânicos e tensoativos.
Figura 7. Representação do copolímero de etileno e álcool vinílico [12]
3.7 Consumo de oxigênio residual
O problema de colapso de embalagens muitas vezes é observado
mesmo quando utiliza-se materiais com propriedade de barreira. Nesses
casos, atribui-se a esse fenômeno o consumo do oxigênio residual do head
space da embalagem pelo produto envasado. O consumo do oxigênio
residual leva a uma diminuição na pressão interna da embalagem, ou seja,
vácuo.
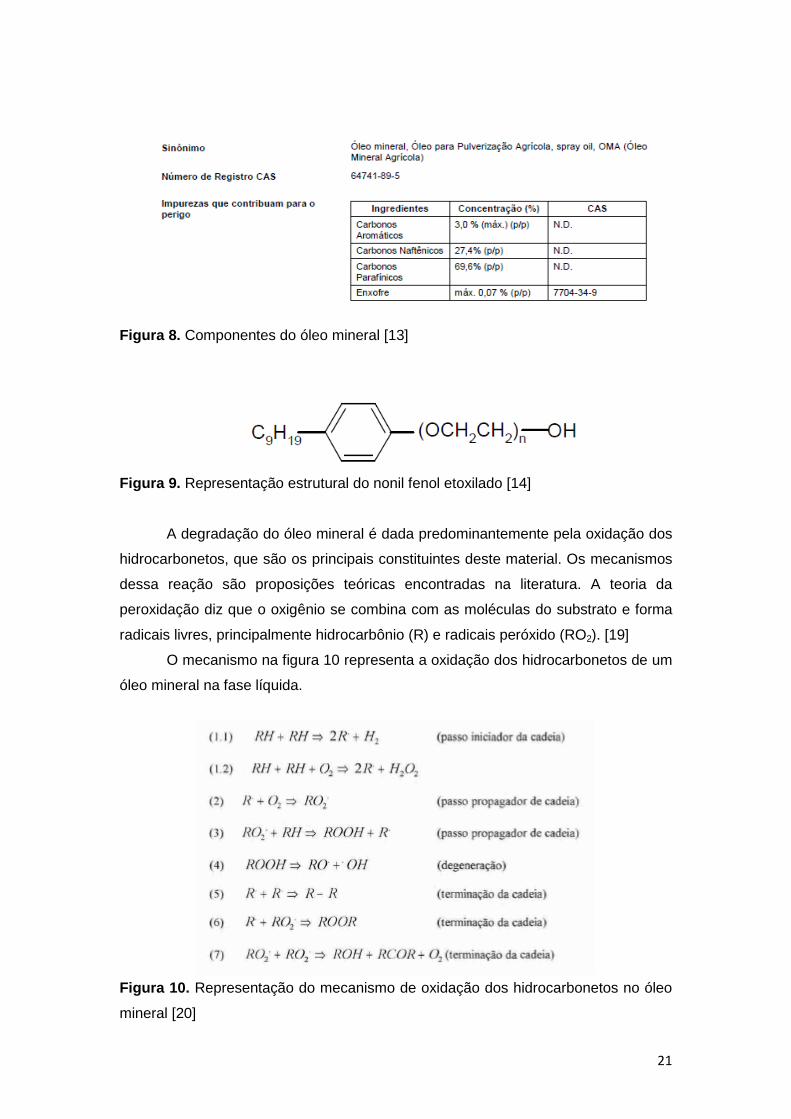
Os principais componentes da fórmula do Assist® são o óleo mineral,
representado pela figura 8 e o nonil fenol etoxilado, representado pela figura
9.
21
Figura 8. Componentes do óleo mineral [13]
Figura 9. Representação estrutural do nonil fenol etoxilado [14]
A degradação do óleo mineral é dada predominantemente pela oxidação dos
hidrocarbonetos, que são os principais constituintes deste material. Os mecanismos
dessa reação são proposições teóricas encontradas na literatura. A teoria da
peroxidação diz que o oxigênio se combina com as moléculas do substrato e forma
radicais livres, principalmente hidrocarbônio (R) e radicais peróxido (RO2). [19]
O mecanismo na figura 10 representa a oxidação dos hidrocarbonetos de um
óleo mineral na fase líquida.
Figura 10. Representação do mecanismo de oxidação dos hidrocarbonetos no óleo
mineral [20]
22
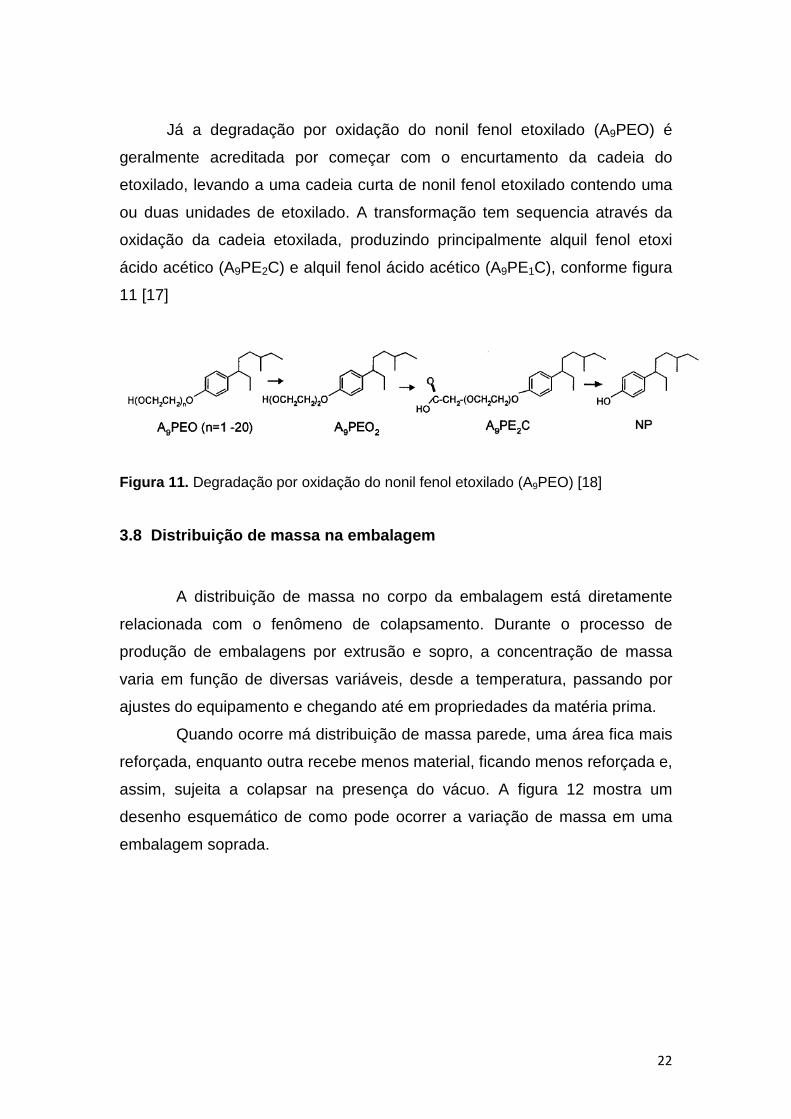
Já a degradação por oxidação do nonil fenol etoxilado (A9PEO) é
geralmente acreditada por começar com o encurtamento da cadeia do
etoxilado, levando a uma cadeia curta de nonil fenol etoxilado contendo uma
ou duas unidades de etoxilado. A transformação tem sequencia através da
oxidação da cadeia etoxilada, produzindo principalmente alquil fenol etoxi
ácido acético (A9PE2C) e alquil fenol ácido acético (A9PE1C), conforme figura
11 [17]
Figura 11. Degradação por oxidação do nonil fenol etoxilado (A9PEO) [18]
3.8 Distribuição de massa na embalagem
A distribuição de massa no corpo da embalagem está diretamente
relacionada com o fenômeno de colapsamento. Durante o processo de
produção de embalagens por extrusão e sopro, a concentração de massa
varia em função de diversas variáveis, desde a temperatura, passando por
ajustes do equipamento e chegando até em propriedades da matéria prima.
Quando ocorre má distribuição de massa parede, uma área fica mais
reforçada, enquanto outra recebe menos material, ficando menos reforçada e,
assim, sujeita a colapsar na presença do vácuo. A figura 12 mostra um
desenho esquemático de como pode ocorrer a variação de massa em uma
embalagem soprada.

23
Figura 12. Representação esquemática das possibilidades de distribuição de massa
em uma embalagem soprada
3.9 Inertização com nitrogênio
Uma possível saída para prevenir-se o colapsamento por consumo
de oxigênio residual seria a inertização do head space. Na maioria das vezes,
utiliza-se nitrogênio como agente inerte [21]
O mecanismo de inertização consiste em injetar gás nitrogênio na
embalagem já envasada para substituição do oxigênio atmosférico residual
por nitrogênio. Como o nível de oxigênio presente no head space é muito
pequeno, o consumo pode até ocorrer, mas o vácuo gerado não é mais
suficiente para colapsar a embalagem.
A eficiência de uma inertização pode ser verificada utilizando-se um
oxímetro, que irá identificar a quantidade de oxigênio presente no ar. A figura
13 representa um oxímetro utilizado para quantificar oxigênio.
24
Figura 13. Equipamento Oxímetro modelo Altair Pro O2
De posse das informações teóricas relacionadas ao fenômeno de
colapsamento de embalagens com óleo mineral, decidiu-se realizar uma
pesquisa experimental, onde as possíveis variáveis causadoras do fenômeno
de colapso foram estudadas e comparadas entre si, visando isolar a causa
raiz do problema.
4 MATERIAIS E MÉTODOS
4.1 Reagentes e substâncias de referência
- defensivo agrícola marca comercial Assist® (lote 276-12-44000)
- álcool etílico 96°GL
- água industrial
- reagente Hy-amina 1622
- frascos de 1 litro de PEAD com massa de 100g
- frascos de 1 litro de PEAD com barreira de EVOH e massa de 105g
4.2 Equipamentos
- Balança analítica (Mettler Toledo) com capacidade para 1.300g e
resolução de 0,001g.
- Sala aquecida 40°C
25
- Registrador de temperatura (Hobo)
- Seladora por indução de alta frequência
- Oxímetro modelo Altair Pro O2
- Titulador automático
- Proveta de 100,0mL
- Tubo cônico
- Densímetro automático
- Régua de 20cm
- Banho aquecido
4.3 Métodos
Para a condução dos estudos, será utilizada a infraestrutura do
Laboratório de Compatibilidade de Embalagens da BASF SA, além dos
recursos humanos e materiais necessários, disponibilizados pela empresa.
4.3.1 Preparo das amostras
Primeiramente, as embalagens vazias foram numeradas e pesadas.
Em seguida, as embalagens foram envasadas com o produto Assist® nas
seguintes condições:
Teste em temperatura ambiente
1) Embalagem de PEAD monocamada sem inertização
2) Embalagem de PEAD monocamada com inertização (N2)
3) Embalagem de PEAD co-extrudada com EVOH sem inertização
4) Embalagem de PEAD co-extrudada com EVOH com inertização (N2)
5) Embalagens de PEAD monocama sem inertização e com válvula na
tampa
6) Embalagens de PEAD co-extrudada com EVOH sem inertização e com
válvula na tampa
26
Teste em temperatura 40°C (acelerado)
1) Embalagem de PEAD monocamada sem inertização
2) Embalagem de PEAD monocamada com inertização (N2)
3) Embalagem de PEAD co-extrudada com EVOH sem inertização
4) Embalagem de PEAD co-extrudada com EVOH com inertização (N2)
Foram preparadas 3 amostras de cada combinação citada acima.
Figura 14. Embalagens vazias antes do envase
Figura 15. Balança (Mettler Toledo) utilizada para as pesagens das amostras
Após o envase das amostras, as mesmas foram fechadas e seladas
em um equipamento de selagem por indução de alta frequência. Em seguida,
27
as amostras foram pesadas cheias e com tampa e os respectivos valores de
massa foram registrados.
No caso das amostras inertizadas com nitrogênio, foi utilizado o
recurso de inertização das linhas de envase da produção de defensivos
agrícolas da BASF.
4.3.2 Amostragem e caracterização
Foi feito um monitoramento a cada 7 dias, onde os seguintes dados foram coletados:
- peso da embalagem cheia
- verificação da presença de colapsamento
- avaliação de aspecto visual
Ao término de 4 meses, os frascos foram esvaziados e limpos com
água e em seguida com álcool etílico, deixando secar por um período de 24
horas. Após esse tempo, a embalagem foi pesada vazia e o valor de massa
foi anotado.
As análises que foram realizadas do ponto de vista de embalagem
foram as seguintes:
- taxa de permeação em g/l.h
- taxa de inchamento em %
- aspecto visual da embalagem
O produto Assist® retirado das embalagens foi devidamente
identificado e enviado para análise no Laboratório de Controle de Qualidade
da BASF, onde foram analisados os seguintes itens de especificação:

28
- teor de óleo
- estabilidade da emulsão
- formação de espuma
- densidade
Figura 16. Amostras do produto para análise química após os testes
4.3.3 Metodologia Analítica
Taxa Permeação (P)
Com base nos dados de massas da embalagem cheia ao longo dos 4
meses de estudo, foi calculado a taxa de permeação do Assist® através da
parede da embalagem, seguindo a seguinte fórmula:
P = (m0 – m f)/v.t
Onde:
P ..........taxa de permeação em g/l.h
m0.........massa inicial da embalagem cheia
mf..........massa final da embalagem cheia
v ...........volume nominal da embalagem
t ............tempo de teste em horas
Como os frascos são de 1L, não há necessidade de se dividir a
massa encontrada pelo volume.
29
Taxa de Inchamento (S)
Com base nos resultados da massa da embalagem vazia inicial e final, foi calculada a taxa de inchamento da embalagem, conforme a fórmula a seguir:
S = [(m e0 – mef)/me0].100
Onde:
S..........taxa de inchamento em %
me0......massa inicial da embalagem vazia
mef.......massa final da embalagem vazia
Avaliação do Aspecto Visual
O aspecto visual foi avaliado levando em consideração aspectos como:
- presença de colapso
- presença de produto no exterior da embalagem
- danos na estrutura da embalagem
Teor de óleo
O teor de óleo no produto Assist® foi determinado utilizando titulação direta com reagente Hy-amina 1622, com resultado em g/l. Por se tratar de método interno da empresa, não foi possível descrever mais detalhes do método.
Estabilidade da emulsão
A estabilidade da emulsão foi determinada utilizando um tubo cônico, onde foi introduzido o produto Assist® e observado se após 1 hora há

30
presença de sedimentos ou separação de fase, com resultado dado em %v/v. Por se tratar de método interno da empresa, não foi possível descrever mais detalhes do método.
Formação de espuma
Para determinação da formação de espuma, foi utilizada uma proveta com capacidade para 100,0mL com 50,0mL de Assist® , onde a mesma foi virada completamente e retornada à posição original por 25 vezes. Após esse procedimento, o produto foi deixado em um banho a 30°C por 5 minutos, onde a espuma formada foi medida com uma régua, com resultado dado em cm. Por se tratar de método interno da empresa, não foi possível descrever mais detalhes do método.
Densidade
Para determinação da densidade, foi utilizado um densímetro automático, com resultado dado em g/ml. Por se tratar de método interno da empresa, não foi possível descrever mais detalhes do método.
5 RESULTADOS E DISCUSSÕES
Serão apresentados agora os resultados observados durante os testes
bem como as justificativas para testes complementares diante de novas
variáveis identificadas após os testes iniciais.
Ao final do estudo e avaliações dos resultados obtidos, a solução de
embalagem será considerada aprovada se atender aos seguintes critérios:
- não formação de colapso na embalagem
- não comprometimento da qualidade do produto
31
- atendimento de legislações vigentes
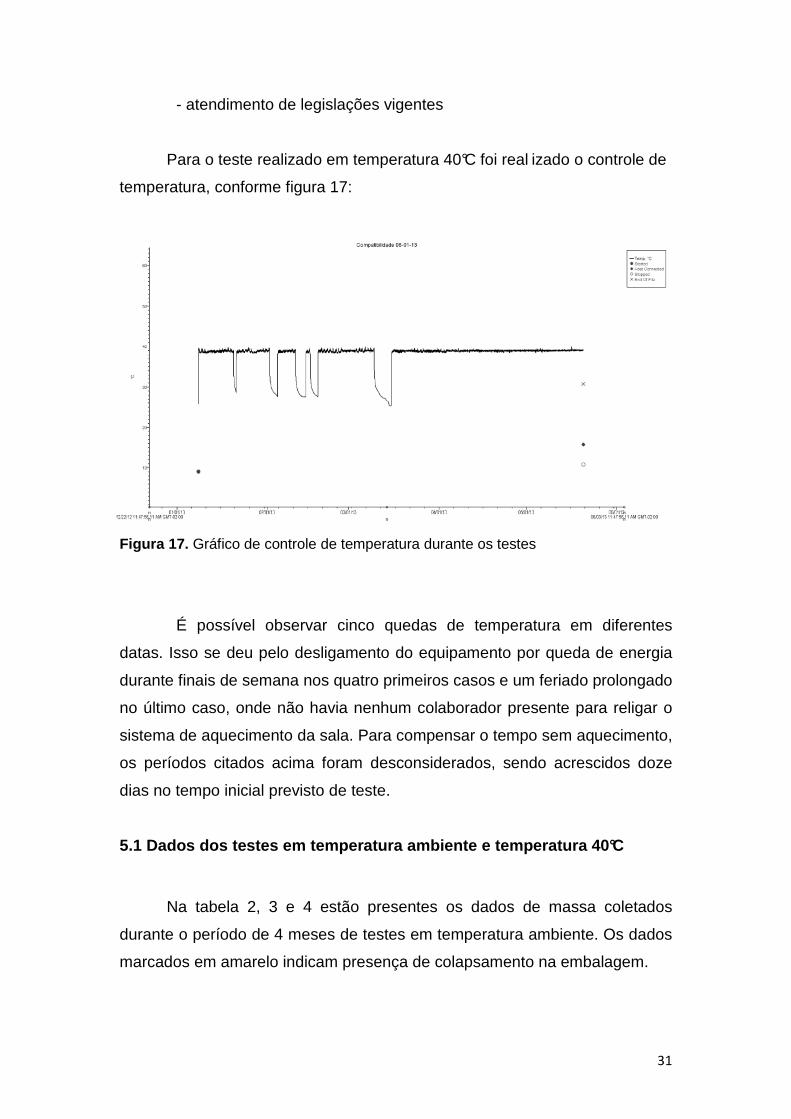
Para o teste realizado em temperatura 40°C foi real izado o controle de
temperatura, conforme figura 17:
Figura 17. Gráfico de controle de temperatura durante os testes
É possível observar cinco quedas de temperatura em diferentes
datas. Isso se deu pelo desligamento do equipamento por queda de energia
durante finais de semana nos quatro primeiros casos e um feriado prolongado
no último caso, onde não havia nenhum colaborador presente para religar o
sistema de aquecimento da sala. Para compensar o tempo sem aquecimento,
os períodos citados acima foram desconsiderados, sendo acrescidos doze
dias no tempo inicial previsto de teste.
5.1 Dados dos testes em temperatura ambiente e temp eratura 40°C
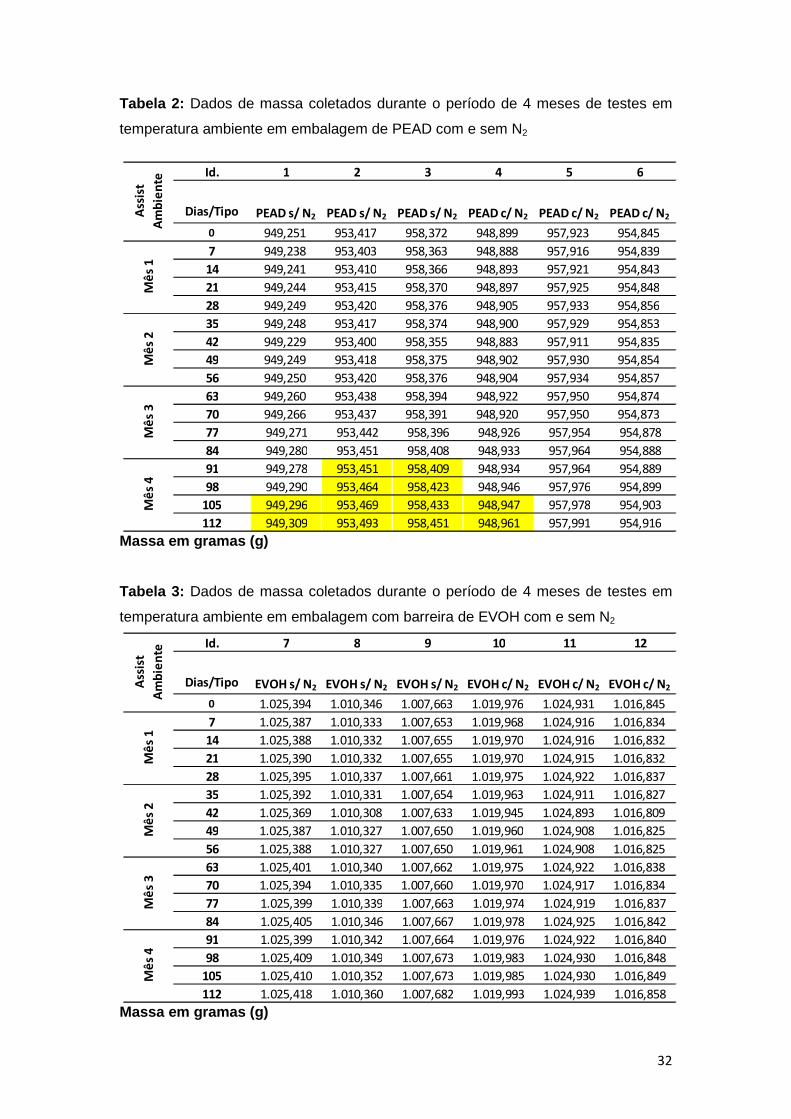
Na tabela 2, 3 e 4 estão presentes os dados de massa coletados
durante o período de 4 meses de testes em temperatura ambiente. Os dados
marcados em amarelo indicam presença de colapsamento na embalagem.
32
Id. 1 2 3 4 5 6
Dias/Tipo PEAD s/ N2 PEAD s/ N2 PEAD s/ N2 PEAD c/ N2 PEAD c/ N2 PEAD c/ N2
0 949,251 953,417 958,372 948,899 957,923 954,845
7 949,238 953,403 958,363 948,888 957,916 954,839
14 949,241 953,410 958,366 948,893 957,921 954,843
21 949,244 953,415 958,370 948,897 957,925 954,848
28 949,249 953,420 958,376 948,905 957,933 954,856
35 949,248 953,417 958,374 948,900 957,929 954,853
42 949,229 953,400 958,355 948,883 957,911 954,835
49 949,249 953,418 958,375 948,902 957,930 954,854
56 949,250 953,420 958,376 948,904 957,934 954,857
63 949,260 953,438 958,394 948,922 957,950 954,874
70 949,266 953,437 958,391 948,920 957,950 954,873
77 949,271 953,442 958,396 948,926 957,954 954,878
84 949,280 953,451 958,408 948,933 957,964 954,888
91 949,278 953,451 958,409 948,934 957,964 954,889
98 949,290 953,464 958,423 948,946 957,976 954,899
105 949,296 953,469 958,433 948,947 957,978 954,903
112 949,309 953,493 958,451 948,961 957,991 954,916
Ass
ist
Am
bie
nte
Mê
s 1
Mê
s 2
Mê
s 3
Mê
s 4
Id. 7 8 9 10 11 12
Dias/Tipo EVOH s/ N2 EVOH s/ N2 EVOH s/ N2 EVOH c/ N2 EVOH c/ N2 EVOH c/ N2
0 1.025,394 1.010,346 1.007,663 1.019,976 1.024,931 1.016,845
7 1.025,387 1.010,333 1.007,653 1.019,968 1.024,916 1.016,834
14 1.025,388 1.010,332 1.007,655 1.019,970 1.024,916 1.016,832
21 1.025,390 1.010,332 1.007,655 1.019,970 1.024,915 1.016,832
28 1.025,395 1.010,337 1.007,661 1.019,975 1.024,922 1.016,837
35 1.025,392 1.010,331 1.007,654 1.019,963 1.024,911 1.016,827
42 1.025,369 1.010,308 1.007,633 1.019,945 1.024,893 1.016,809
49 1.025,387 1.010,327 1.007,650 1.019,960 1.024,908 1.016,825
56 1.025,388 1.010,327 1.007,650 1.019,961 1.024,908 1.016,825
63 1.025,401 1.010,340 1.007,662 1.019,975 1.024,922 1.016,838
70 1.025,394 1.010,335 1.007,660 1.019,970 1.024,917 1.016,834
77 1.025,399 1.010,339 1.007,663 1.019,974 1.024,919 1.016,837
84 1.025,405 1.010,346 1.007,667 1.019,978 1.024,925 1.016,842
91 1.025,399 1.010,342 1.007,664 1.019,976 1.024,922 1.016,840
98 1.025,409 1.010,349 1.007,673 1.019,983 1.024,930 1.016,848
105 1.025,410 1.010,352 1.007,673 1.019,985 1.024,930 1.016,849
112 1.025,418 1.010,360 1.007,682 1.019,993 1.024,939 1.016,858
Ass
ist
Am
bie
nte
Mê
s 1
Mê
s 2
Mê
s 3
Mê
s 4
Tabela 2: Dados de massa coletados durante o período de 4 meses de testes em
temperatura ambiente em embalagem de PEAD com e sem N2
Massa em gramas (g)
Tabela 3: Dados de massa coletados durante o período de 4 meses de testes em
temperatura ambiente em embalagem com barreira de EVOH com e sem N2
Massa em gramas (g)

33
Id. 13 14 15 16 17 18
Dias/Tipo PEAD válv. PEAD válv. PEAD válv. EVOH válv. EVOH válv. EVOH válv.
0 956,341 953,513 954,782 1.010,784 1.016,116 1.021,629
7 956,351 953,511 954,793 1.010,776 1.016,109 1.021,629
14 956,364 953,523 954,805 1.010,781 1.016,113 1.021,637
21 956,376 953,535 954,815 1.010,788 1.016,120 1.021,645
28 956,392 953,548 954,831 1.010,798 1.016,132 1.021,659
35 956,393 953,548 954,832 1.010,795 1.016,126 1.021,662
42 956,386 953,540 954,823 1.010,781 1.016,115 1.021,649
49 956,411 953,562 954,847 1.010,803 1.016,136 1.021,675
56 956,418 953,570 954,854 1.010,808 1.016,141 1.021,681
63 956,443 953,593 954,876 1.010,829 1.016,164 1.021,707
70 956,449 953,598 954,882 1.010,834 1.016,167 1.021,709
77 956,459 953,608 954,891 1.010,844 1.016,178 1.021,720
84 956,477 953,625 954,908 1.010,859 1.016,193 1.021,740
91 956,489 953,637 954,921 1.010,871 1.016,206 1.021,753
98 956,504 953,651 954,935 1.010,885 1.016,220 1.021,769
105 956,511 953,658 954,942 1.010,892 1.016,227 1.021,780
112 956,535 953,679 954,963 1.010,915 1.016,250 1.021,804
Ass
ist
Am
bie
nte
Mê
s 1
Mê
s 2
Mê
s 3
Mê
s 4
Id. 1 2 3 4 5 6
Dias/Tipo PEAD s/ N2 PEAD s/ N2 PEAD s/ N2 PEAD c/ N2 PEAD c/ N2 PEAD c/ N2
0 918,841 909,783 904,241 913,645 910,847 921,632
7 918,805 909,727 904,177 913,596 910,792 921,589
14 918,803 909,723 904,181 913,594 910,791 921,583
21 918,794 909,719 904,179 913,591 910,791 921,576
28 918,783 909,718 904,177 913,587 910,789 921,580
35 918,810 909,738 904,197 913,587 910,782 921,569
42 918,801 909,733 904,196 913,584 910,768 921,554
49 918,820 909,753 904,218 913,606 910,795 921,572
56 918,823 909,761 904,226 913,613 910,806 921,576
63 918,839 909,778 904,242 913,631 910,828 921,593
70 918,838 909,774 904,240 913,629 910,822 921,591
77 918,841 909,775 904,235 913,629 910,823 921,600
84 918,834 909,769 904,232 913,624 910,817 921,599
91 918,853 909,797 904,263 913,650 910,848 921,627
98 918,843 909,777 904,241 913,634 910,827 921,610
105 918,847 909,779 904,240 913,634 910,827 921,611
112 918,831 909,764 904,225 913,621 910,813 921,599
Ass
ist
Ace
lera
do
Mê
s 1
Mê
s 2
Mê
s 3
Mê
s 4
Tabela 4: Dados de massa coletados durante o período de 4 meses de testes em
temperatura ambiente em embalagem de PEAD com e sem válvula
Massa em gramas (g)
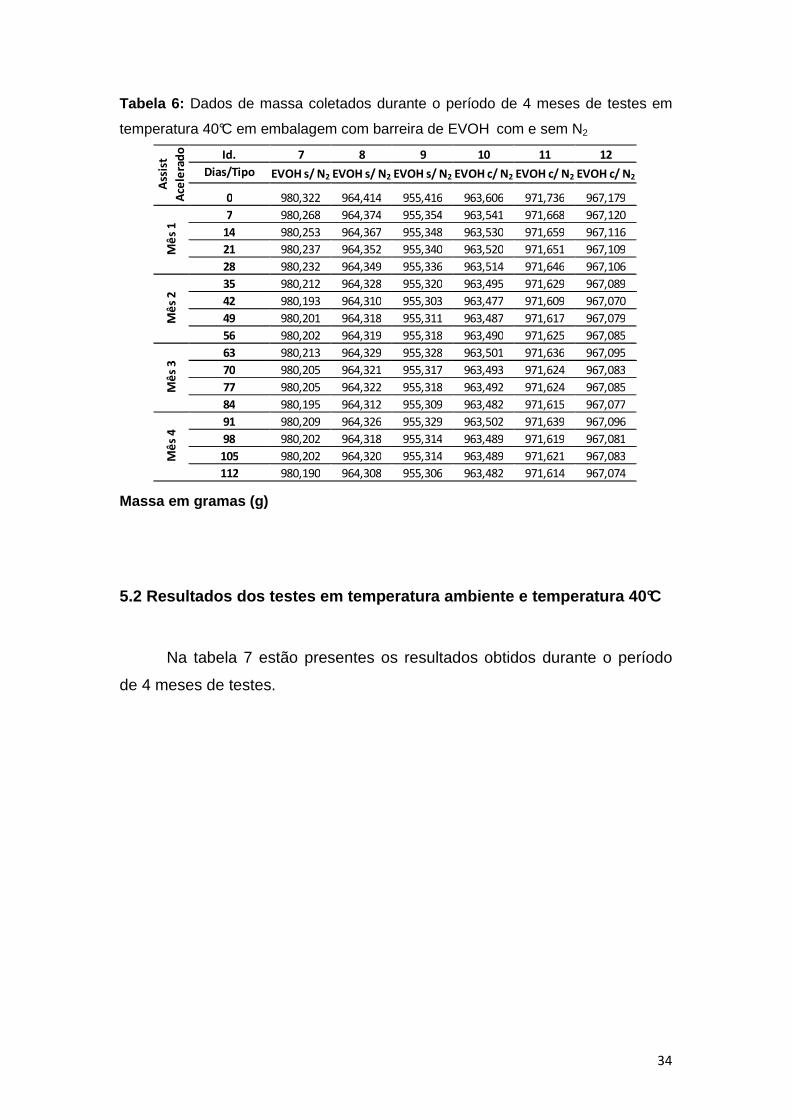
Nas tabelas 5 e 6 estão presentes os dados coletados durante o período de 4 meses de testes em temperatura 40°C.
Tabela 5: Dados de massa coletados durante o período de 4 meses de testes em
temperatura 40°C em embalagem de PEAD com e sem N 2
Massa em gramas (g)
34
Id. 7 8 9 10 11 12
Dias/Tipo EVOH s/ N2 EVOH s/ N2 EVOH s/ N2 EVOH c/ N2 EVOH c/ N2 EVOH c/ N2
0 980,322 964,414 955,416 963,606 971,736 967,179
7 980,268 964,374 955,354 963,541 971,668 967,120
14 980,253 964,367 955,348 963,530 971,659 967,116
21 980,237 964,352 955,340 963,520 971,651 967,109
28 980,232 964,349 955,336 963,514 971,646 967,106
35 980,212 964,328 955,320 963,495 971,629 967,089
42 980,193 964,310 955,303 963,477 971,609 967,070
49 980,201 964,318 955,311 963,487 971,617 967,079
56 980,202 964,319 955,318 963,490 971,625 967,085
63 980,213 964,329 955,328 963,501 971,636 967,095
70 980,205 964,321 955,317 963,493 971,624 967,083
77 980,205 964,322 955,318 963,492 971,624 967,085
84 980,195 964,312 955,309 963,482 971,615 967,077
91 980,209 964,326 955,329 963,502 971,639 967,096
98 980,202 964,318 955,314 963,489 971,619 967,081
105 980,202 964,320 955,314 963,489 971,621 967,083
112 980,190 964,308 955,306 963,482 971,614 967,074
Ass
ist
Ace
lera
do
Mê
s 1
Mê
s 2
Mê
s 3
Mê
s 4
Tabela 6: Dados de massa coletados durante o período de 4 meses de testes em
temperatura 40°C em embalagem com barreira de EVOH com e sem N2
Massa em gramas (g)
5.2 Resultados dos testes em temperatura ambiente e temperatura 40°C
Na tabela 7 estão presentes os resultados obtidos durante o período
de 4 meses de testes.

35
PEAD s/
N2
PEAD c/
N2
EVOH s/
N2
EVOH c/
N2
PEAD
válv.
EVOH
válv.
PEAD s/
N2
PEAD c/
N2
EVOH s/
N2
EVOH c/
N2
Média Perda de Massa
Total [g]-0,071 -0,067 -0,019 -0,013 -0,180 -0,147 0,015 0,030 0,116 0,117
Desvio Padrão 0,011 0,005 0,005 0,005 0,014 0,025 0,005 0,006 0,014 0,010
Média Permeação
[g/l.h]-2,64E-05 -2,49E-05 -7,07E-06 -4,71E-06 -6,71E-05 -5,46E-05 5,60E-06 1,13E-05 4,32E-05 4,35E-05
Desvio Padrão 4,23E-06 1,70E-06 1,86E-06 1,68E-06 5,21E-06 9,15E-06 1,70E-06 2,05E-06 5,21E-06 3,88E-06
Média Inchamento
[%]1,33 1,29 0,04 0,04 1,30 0,04 2,63 2,42 0,03 0,03
Desvio Padrão 0,05 0,03 0,01 0,03 0,01 0,02 0,33 0,05 0,01 0,01
Colapsamento SIM SIM NÃO NÃO NÃO NÃO SIM SIM NÃO NÃO
Sala Aquecida (40°C)Ambiente (25°C)
Tabela 7: Resultados dos testes durante o período de 4 meses de testes em
temperatura ambiente e 40°C
Os resultados de permeação foram demonstrados graficamente conforme as
figuras 18 e 19
Figura 18. Gráfico de permeação em temperatura ambiente

36
PEAD s/
N2
PEAD c/
N2
EVOH s/
N2
EVOH c/
N2
PEAD
válv.
EVOH
válv.
PEAD s/
N2
PEAD c/
N2
EVOH s/
N2
EVOH c/
N2
ASPECTO APROVADO APROVADO APROVADO APROVADO APROVADO APROVADO APROVADO APROVADO APROVADO APROVADO APROVADO
ESPUMA (cm) 1,2 1,5 1,5 1,3 1,2 1,5 1,4 1,0 1,0 1,2 1,1
ESTABILIDADE DA EMULSÃO (%v/v)
0,7 0 0 0 0 0 0 0 0 0 0
DENSIDADE (g/mL) 0,8555 0,8555 0,8553 0,8555 0,8554 0,8552 0,8554 0,8556 0,8555 0,8556 0,8555
TEOR DE ÓLEO - MÁTERIA ATIVA (g/L)
769,3 756,8 756,4 756,3 759,7 761,8 759,9 759,9 757,8 761,9 759,3
ÍTENS AVALIADOSAmbiente (25°C) Sala Aquecida (40°C)
INICIAL
Figura 19. Gráfico de permeação em temperatura 40°C
Na tabela 8 estão presentes os resultados de análise química do
produto antes e depois dos testes
Tabela 8: Resultados de análise química do produto antes e depois dos testes em
temperatura ambiente e 40°C
37
5.3 Discussão dos resultados encontrados
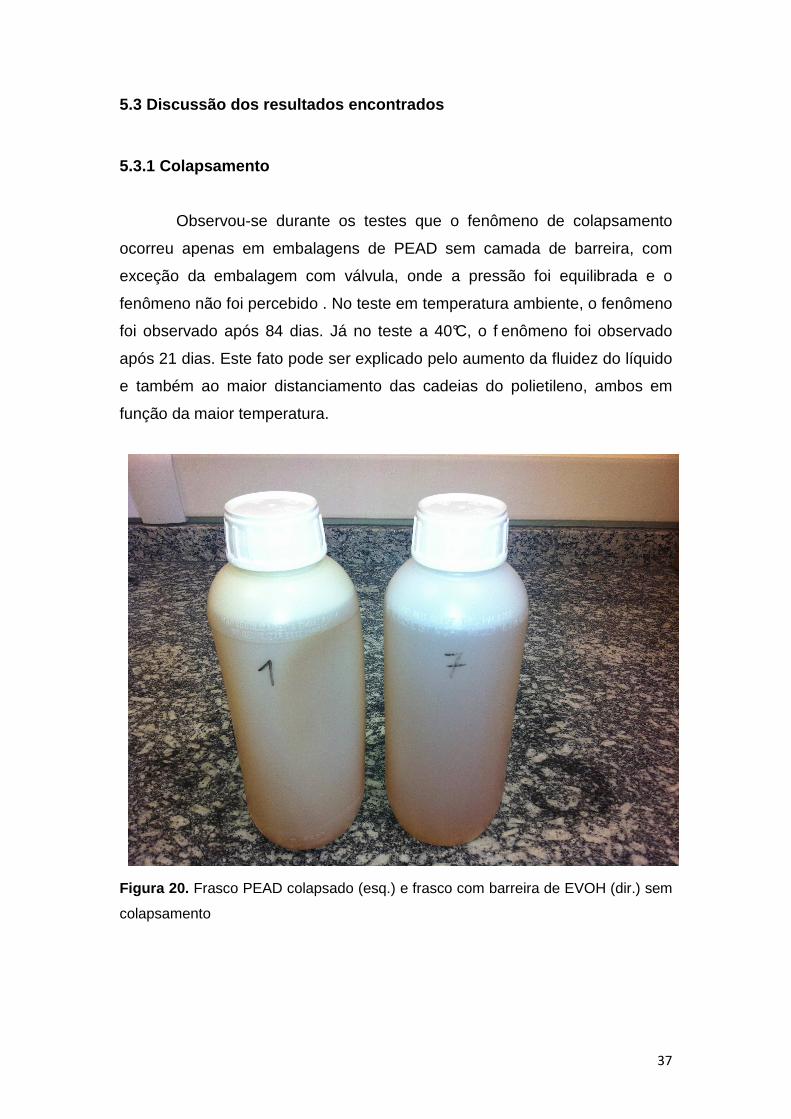
5.3.1 Colapsamento
Observou-se durante os testes que o fenômeno de colapsamento
ocorreu apenas em embalagens de PEAD sem camada de barreira, com
exceção da embalagem com válvula, onde a pressão foi equilibrada e o
fenômeno não foi percebido . No teste em temperatura ambiente, o fenômeno
foi observado após 84 dias. Já no teste a 40°C, o f enômeno foi observado
após 21 dias. Este fato pode ser explicado pelo aumento da fluidez do líquido
e também ao maior distanciamento das cadeias do polietileno, ambos em
função da maior temperatura.
Figura 20. Frasco PEAD colapsado (esq.) e frasco com barreira de EVOH (dir.) sem
colapsamento

38
5.3.2 Permeação
No teste em temperatura ambiente não houve permeação para o
meio externo para os dois tipos de embalagens (sem e com barreira),
evidenciado pelos valores negativos de permeação, apesar dos baixos
valores encontrados. Já no teste em temperatura 40°C, foram observados
valores positivos de permeação, apesar de novamente os valores serem
baixos.
Na figura 18 é possível observar que as amostras com maior
aumento de massa, ou taxa de permeação negativa, são as com válvula.
Em ambas as condições é possível perceber uma rápida difusão do
líquido na parede das embalagens nos primeiros dias, seguido de uma
saturação de líquido entre as cadeias poliméricas e consequente equilíbrio na
taxa de permeação.
5.3.3 Inchamento
O fenômeno de inchamento, que pode ser explicado como o aumento
de massa da embalagem em relação ao peso original, foi nitidamente
percebido nas embalagens de PEAD sem barreira. Este fato já era esperado,
pois nas embalagens com barreira não existe interação entre o líquido e o
polietileno.
5.3.4 Análises químicas
Para as amostras deste estudo não foi observada nenhuma
característica de produto fora de especificação após o período de 4 meses, o
que mostra que a integridade do produto não é afetada pela presença do
fenômeno de colapsamento. No entanto, as autoridades regulatórias do
segmento de defensivos agrícolas entendem que o fenômeno de
colapsamento não é algo normal e que de alguma maneira não identificada
pode alterar as características do produto ou prejudicar algum cliente. Por
isso, as empresas que possuem produtos que apresentam esse fenômeno
devem apresentar soluções para equacionar o problema.
39
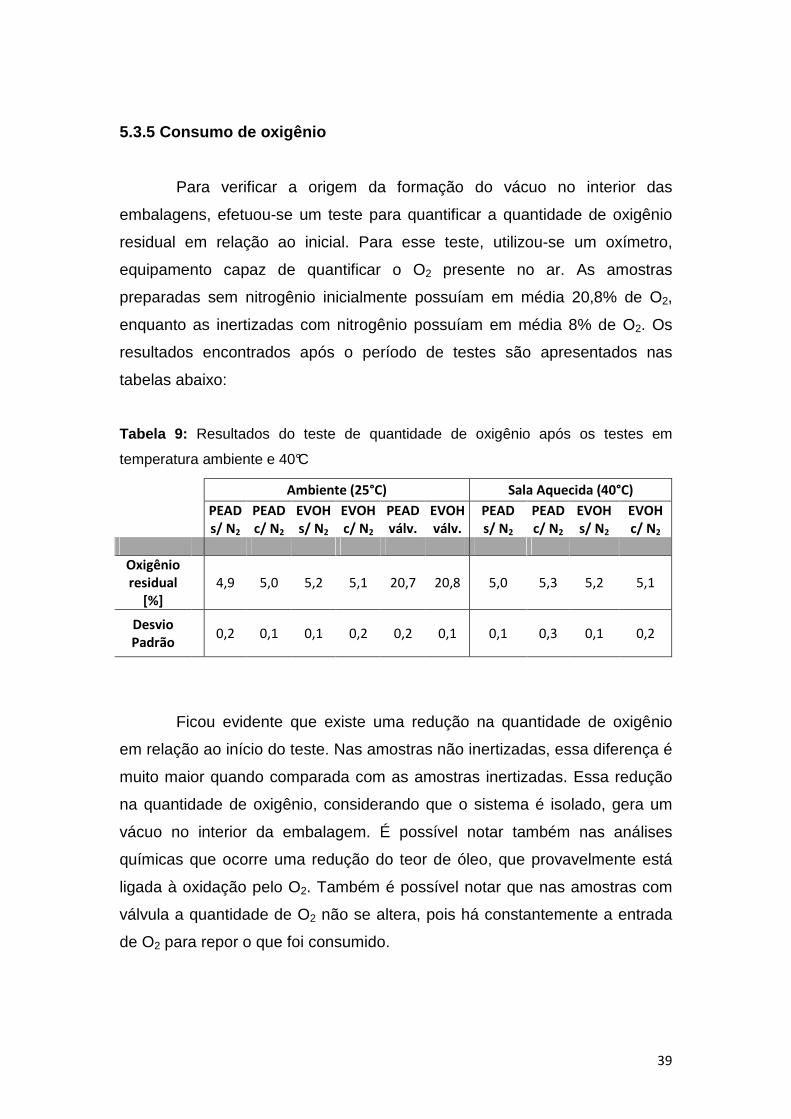
5.3.5 Consumo de oxigênio
Para verificar a origem da formação do vácuo no interior das
embalagens, efetuou-se um teste para quantificar a quantidade de oxigênio
residual em relação ao inicial. Para esse teste, utilizou-se um oxímetro,
equipamento capaz de quantificar o O2 presente no ar. As amostras
preparadas sem nitrogênio inicialmente possuíam em média 20,8% de O2,
enquanto as inertizadas com nitrogênio possuíam em média 8% de O2. Os
resultados encontrados após o período de testes são apresentados nas
tabelas abaixo:
Tabela 9: Resultados do teste de quantidade de oxigênio após os testes em
temperatura ambiente e 40°C
Ficou evidente que existe uma redução na quantidade de oxigênio
em relação ao início do teste. Nas amostras não inertizadas, essa diferença é
muito maior quando comparada com as amostras inertizadas. Essa redução
na quantidade de oxigênio, considerando que o sistema é isolado, gera um
vácuo no interior da embalagem. É possível notar também nas análises
químicas que ocorre uma redução do teor de óleo, que provavelmente está
ligada à oxidação pelo O2. Também é possível notar que nas amostras com
válvula a quantidade de O2 não se altera, pois há constantemente a entrada
de O2 para repor o que foi consumido.
Ambiente (25°C) Sala Aquecida (40°C)
PEAD
s/ N2
PEAD
c/ N2
EVOH
s/ N2
EVOH
c/ N2
PEAD
válv.
EVOH
válv.
PEAD
s/ N2
PEAD
c/ N2
EVOH
s/ N2
EVOH
c/ N2
Oxigênio
residual
[%]
4,9 5,0 5,2 5,1 20,7 20,8 5,0 5,3 5,2 5,1
Desvio
Padrão 0,2 0,1 0,1 0,2 0,2 0,1 0,1 0,3 0,1 0,2
40
Resistência
ao vácuo
[mmHg]
Desvio
Padrão
%
Redução
PEAD s/ N2
Inicial330,0 4,1 -
PEAD s/ N2
Final96,0 7,6 71%
EVOH s/ N2
Inicial465,0 3,4 -
EVOH s/ N2
Final457,0 4,2 2%
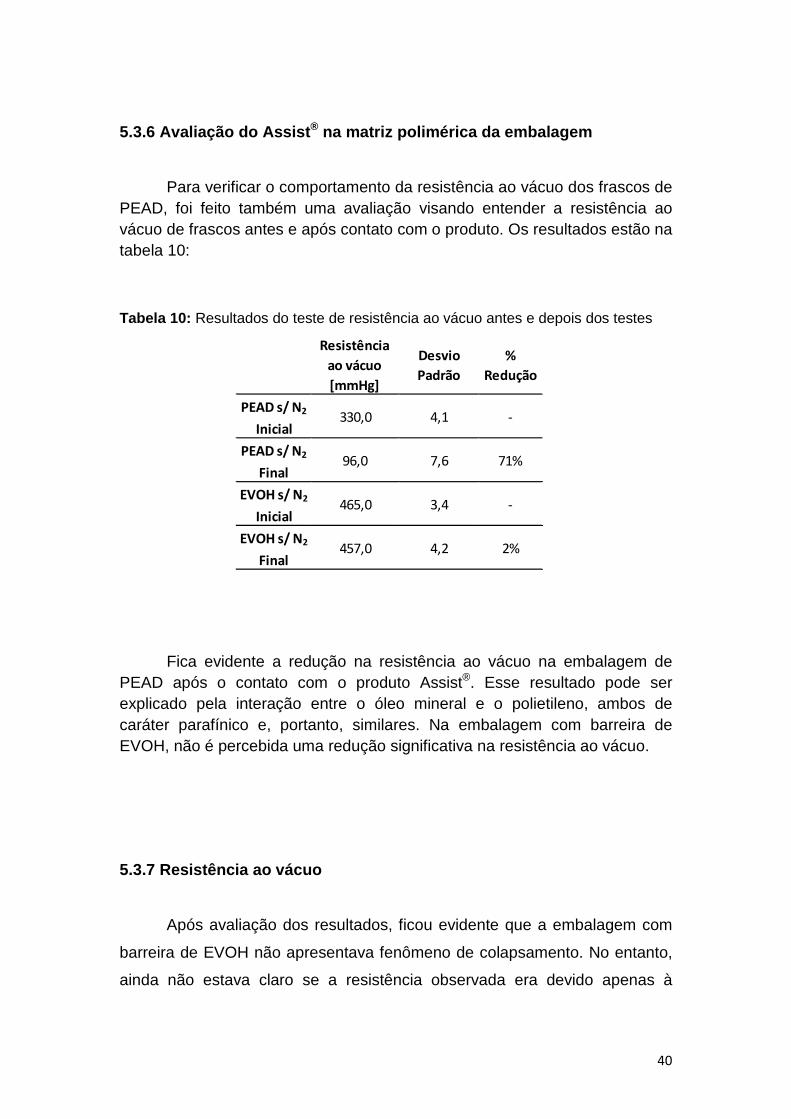
5.3.6 Avaliação do Assist ® na matriz polimérica da embalagem
Para verificar o comportamento da resistência ao vácuo dos frascos de PEAD, foi feito também uma avaliação visando entender a resistência ao vácuo de frascos antes e após contato com o produto. Os resultados estão na tabela 10:
Tabela 10: Resultados do teste de resistência ao vácuo antes e depois dos testes
Fica evidente a redução na resistência ao vácuo na embalagem de PEAD após o contato com o produto Assist®. Esse resultado pode ser explicado pela interação entre o óleo mineral e o polietileno, ambos de caráter parafínico e, portanto, similares. Na embalagem com barreira de EVOH, não é percebida uma redução significativa na resistência ao vácuo.
5.3.7 Resistência ao vácuo
Após avaliação dos resultados, ficou evidente que a embalagem com
barreira de EVOH não apresentava fenômeno de colapsamento. No entanto,
ainda não estava claro se a resistência observada era devido apenas à
41
barreira ou se havia uma resistência mecânica atrelada aos diferentes
materiais que compõem a embalagem.
Por isso, foi proposta uma avaliação da resistência ao vácuo da
embalagem PEAD padrão em comparação com a embalagem com barreira
de EVOH. Considerando que a embalagem que possuía uma menor
resistência ao vácuo, foi solicitado ao fornecedor de embalagens uma
amostra de embalagem em PEAD com maior massa, visando aumentar a
resistência ao vácuo. Os resultados do teste de resistência ao vácuo são
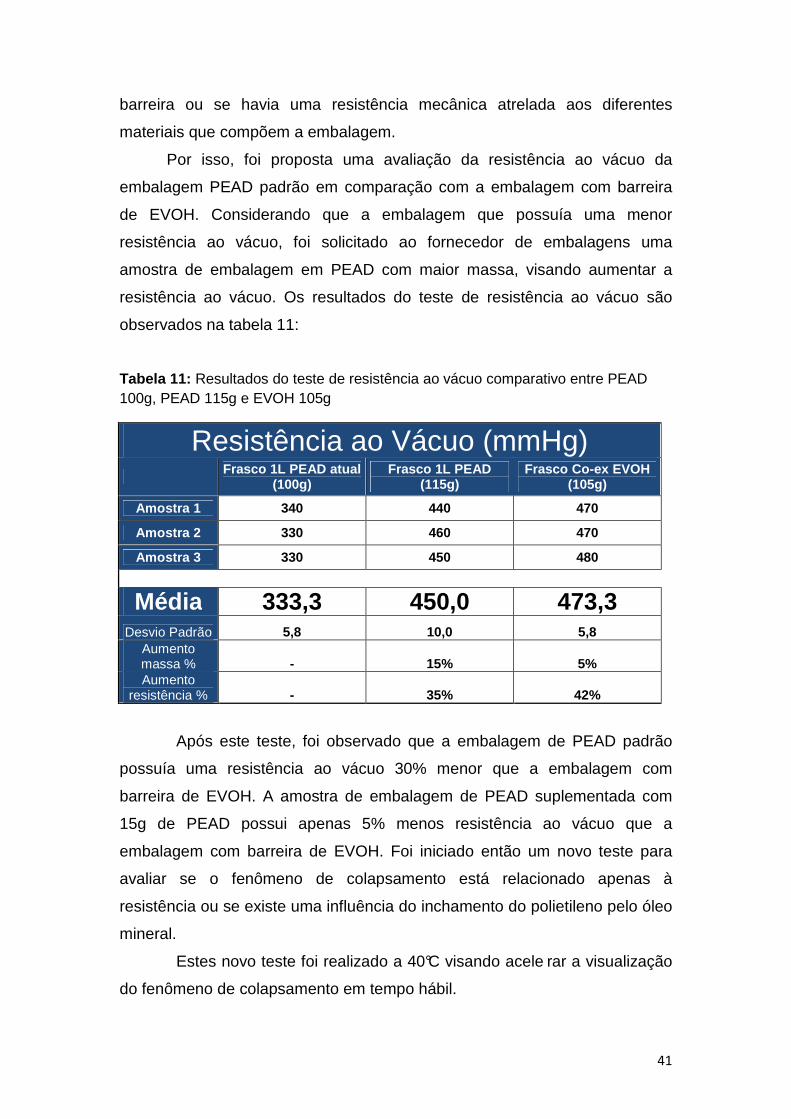
observados na tabela 11:
Tabela 11: Resultados do teste de resistência ao vácuo comparativo entre PEAD 100g, PEAD 115g e EVOH 105g
Resistência ao Vácuo (mmHg) Frasco 1L PEAD atual
(100g) Frasco 1L PEAD
(115g) Frasco Co-ex EVOH
(105g)
Amostra 1 340 440 470
Amostra 2 330 460 470
Amostra 3 330 450 480
Média 333,3 450,0 473,3 Desvio Padrão 5,8 10,0 5,8
Aumento massa % - 15% 5% Aumento
resistência % - 35% 42%
Após este teste, foi observado que a embalagem de PEAD padrão
possuía uma resistência ao vácuo 30% menor que a embalagem com
barreira de EVOH. A amostra de embalagem de PEAD suplementada com
15g de PEAD possui apenas 5% menos resistência ao vácuo que a
embalagem com barreira de EVOH. Foi iniciado então um novo teste para
avaliar se o fenômeno de colapsamento está relacionado apenas à
resistência ou se existe uma influência do inchamento do polietileno pelo óleo
mineral.
Estes novo teste foi realizado a 40°C visando acele rar a visualização
do fenômeno de colapsamento em tempo hábil.

42
Id. 1 2 3 4 5 6 7 8 9 10 11 12
Dias/Tipo
115g
s/ N2
115g
s/ N2
115g
s/ N2
115g
c/ N2
115g
c/ N2
115g
c/ N2
EVOH
s/ N2
EVOH
s/ N2
EVOH
s/ N2
EVOH
c/ N2
EVOH
c/ N2
EVOH
c/ N2
0 973,951 989,885 986,353 987,665 986,170 976,494 978,999 978,190 968,148 975,284 967,333 974,529
7 973,895 989,832 986,296 987,603 986,110 976,439 978,948 978,141 968,097 975,227 967,280 974,473
14 973,874 989,822 986,275 987,588 986,084 976,401 978,976 978,104 968,069 975,199 967,253 974,389
21 973,857 989,798 986,260 987,557 986,069 976,359 978,988 978,035 968,042 975,178 967,229 974,349
28 973,874 989,826 986,287 987,585 986,094 976,423 978,922 978,108 968,069 975,196 967,251 974,447
35
42
49
56
63
70
77
84
91
98
105
112
Ass
ist
Vá
cuo
Mê
s 1
Mê
s 2
Mê
s 3
Mê
s 4
Figura 21. Amostras para teste comparativo de colapsamento com
embalagens de mesma resistência ao vácuo
Os resultados deste novo teste encontram-se na tabela 12. Os dados
marcados em amarelo indicam presença de colapsamento na embalagem.
Tabela 12: Dados do teste com produto utilizando frasco PEAD e com barreira de
EVOH com mesma resistência ao vácuo
Massa em gramas (g)

43
Após 21 dias já foi possível observar o fenômeno de colapsamento
em embalagens de PEAD sem barreira, que inicialmente possuíam a mesma
resistência ao vácuo que as embalagens com barreira de EVOH. Dessa
maneira, fica evidenciado que as embalagens de PEAD sem barreira sofrem
influência não apenas do consumo de oxigênio interno como também da
plastificação do polietileno pelo óleo, que o torna mais flexível e
consequentemente mais suscetível ao fenômeno de colapsamento.
Figura 22. Frasco PEAD 115g colapsado (esq.) e frasco com barreira de EVOH
105g sem colapso (dir.)

44
6 CONCLUSÕES
O produto Assist® apresenta o fenômeno de colapso em embalagens de PEAD sem barreira em aproximadamente 90 dias à temperatura ambiente e 21 dias em temperatura 40°C. Em embalagens com ba rreira de EVOH o fenômeno não foi percebido. Embora as embalagens com válvula também não tenham apresentado colapsamento, não existe viabilidade comercial de fornecimento desta alternativa, sendo este o motivo por se descartar esta alternativa após os testes.
A não ocorrência de colapsamento em embalagens com barreira de EVOH não está relacionado com a resistência ao vácuo da embalagem, o que foi provado por testes.
A resistência ao vácuo da embalagem de PEAD sem barreira é reduzida após contato com o produto Assist®, devido a plastificação do PEAD.
O efeito do consumo de oxigênio residual por componentes da formulação combinado com a redução da resistência ao vácuo causada pela plastificação do polietileno resultam no fenômeno de colapsamento em embalagens de PEAD sem barreira. Nas embalagens de PEAD com barreira de EVOH o consumo de oxigênio ocorre, mas como não há diminuição da resistência ao vácuo, o fenômeno não é percebido nessa embalagem.
O efeito de colapsamento não interfere na conformidade de especificação do produto.
Por fim, a embalagem com barreira de EVOH é a embalagem mais adequada para resolver o problema apresentado, pois além de evitar o fenômeno de colapsamento, garante que não há comprometimento das características do produto.
45
7 SUGESTÕES PARA TRABALHOS FUTUROS
A verificação do mecanismo de dessorção do óleo mineral à partir da parede da embalagem pode ser estudado no futuro, com o objetivo de compreender melhor o comportamento do óleo mineral na matriz polimérica e a sua contribuição para o efeito do colapsamento.
Também é uma oportunidade para trabalhos futuros a avaliação química do produto Assist® buscando por caracterização química do fenômeno de consumo de oxigênio.
Por fim, a avaliação de outros materiais de barreira pode ser estudada, com o objetivo de eliminar o problema de colapso com custos cada vez menores.
.
46
REFERÊNCIAS BIBLIOGRÁFICAS
[1]. DOAK, K. W. – “Ethylene Polymers”. Em: Mark, H. M.; Bikales, N. M.;
Overberg, C. G.; Menges, G. – “Encyclopedia of Polymer Science and
Engineering”, John-Wiley & Sons, New York , Volume 6 (1986).
[2]. NEVES, C. J. A. - “Resistência Química de PE’s a Vários Reagentes
Químicos” – Boletim Técnico nº13 – OPP Petroquímica S.A. – Agosto (1999).
[3]. GUITIÁN, R – Plástico Moderno, p.45, agosto (1995).
[4]. MILES D. C. & BRISTON, J. H. – “Polymer Technology”, Temple Press
Book, London (1965).
[5]. COWIE, J.M.G. – “Polymers:Chemistry and Physics of Moderns
Materials”, Blackie Academic & Professional, London (1991).
[6]. IPIRANGA PETROQUÍMICA - Catálogo de Produtos, Junho (2000).
[7]. POLIALDEN PETROQUÍMICA - Catálogo de Produtos, (2000).
[8]. RETO, M.A.S. – Revista Plástico Moderno, p.22, Agosto (2000).
[9]. COUTINHO, F. M. B. et al. – “Polietileno: Principais tipos, propriedades e
aplicações”, Polímeros: Ciência e Tecnologia, vol. 13, nº 1, p. 1-13, 2003
[10]. TORRES, A. A. U. et al. - Avaliação do efeito de um óleo parafínico
sobre o comportamento físico-químico de tubulações de polietileno de alta
densidade (2010) Polímeros, Rio de Janeiro, vol. 20, p. 331-338, 2010.
Número especial
[11]. COEX INC. - Co-ex process. Disponível em: <http://www.coex.com.ph>.
Acesso em: 15 Mai. 2013
47
[12]. EVAL EUROPE NV - EVOH Barrier Resins Catalog (2010), 11 pág.
Catálogo
[13] PETROBRÁS DISTRIBUIDORA – Fichas de Segurança. Disponível em:
<http://www.br.com.br/wps/wcm/connect/51da868043a7a5cc84538fecc2d013
6c/fispq-quim-oleo-pulverizacao-agr.pdf?MOD=AJPERES>. Acesso em 13
Mai. 2013
[14]. AIR RESOURCES BOARD – Laws & Regulations. Disponível em:
<http://www.arb.ca.gov/consprod/regact/2010ra/tpnb55934935.pdf>. Acesso
em 13 Mai. 2013
[15]. SHACKELFORD, J.F. , - “Introduction to Material Science for Engineers”. Sixth Edition. Pearson – Prentice Hall, 2005. pág. 490
[16]. BILLMEYER JR, F.W. , “Textbook of Polymer Science”. Third Edition.
Wiley – Interscience Publication, 1984, pág. 459
[17]. THIELE, B., Gunther, K., Schwuger, M.J. (1997). Alkylphenol
Ethoxylates: trace analysis and environmental behavior. Chem. Rev. 97, pág.
3247-3272.
[18]. JONKERS, N., et al. - Aerobic Biodegradation Studies of Nonylphenol
Ethoxylates in River Water Using Liquid Chromatography-Electrospray
Tandem Mass Spectrometry. Enviromental Science & Technology,
Amsterdam, vol. 35, p. 335-340, 2001. Número 2.
[19]. LIPSHTEIN, R. A. & SHAICHNOVICH, M. I. — Transformer Oil —
Jerusalém, Israel Program, for Scientific Translations, 2' edição, 1970, pág.
29 — 49.
[20]. LAURENTINO, A. C. - Estudo do Comportamento da Oxidação de Óleo
Mineral Isolante. 2003. 30 f. Trabalho de Conclusão de Curso (Química) –
Universidade Federal de Santa Catarina, Florianópolis, 2003.

48
[21]. O. BERK - Plastic Bottle Paneling: 5 Causes and The Cures. Disponível em: <http://insights.oberk.com/Glass-and-Plastic-Bottles-Packaging-Insights/bid/252704/Plastic-Bottle-Paneling-5-Causes-and-The-Cures>. Acesso em: 16 Mai. 2013