MINISTÉRIO DA DEFESA EXÉRCITO BRASILEIRO SECRETARIA DE ... · Rio de Janeiro – RJ C.E.P.:...
146
MINISTÉRIO DA DEFESA EXÉRCITO BRASILEIRO SECRETARIA DE CIÊNCIA E TECNOLOGIA INSTITUTO MILITAR DE ENGENHARIA CURSO DE MESTRADO EM CIÊNCIA DOS MATERIAIS SHEYLA SANTANA DE CARVALHO EVOLUÇÃO MICROESTRUTURAL DO COBRE SUBMETIDO Á ALTA DEFORMAÇÃO POR TREFILAÇÃO EM BAIXA TEMPERATURA Rio de Janeiro 2005
Transcript of MINISTÉRIO DA DEFESA EXÉRCITO BRASILEIRO SECRETARIA DE ... · Rio de Janeiro – RJ C.E.P.:...
-
MINISTÉRIO DA DEFESA
EXÉRCITO BRASILEIRO
SECRETARIA DE CIÊNCIA E TECNOLOGIA
INSTITUTO MILITAR DE ENGENHARIA
CURSO DE MESTRADO EM CIÊNCIA DOS MATERIAIS
SHEYLA SANTANA DE CARVALHO
EVOLUÇÃO MICROESTRUTURAL DO COBRE SUBMETIDO Á ALTA
DEFORMAÇÃO POR TREFILAÇÃO EM BAIXA TEMPERATURA
Rio de Janeiro
2005
-
1
INSTITUTO MILITAR DE ENGENHARIA
SHEYLA SANTANA DE CARVALHO
EVOLUÇÃO MICROESTRUTURAL DO COBRE SUBMETIDO À ALTA DEFORMAÇÃO POR TREFILAÇÃO EM BAIXA TEMPERATURA
Dissertação de Mestrado apresentada ao Curso de Mestrado em Ciência dos Materiais do Instituto Militar deEngenharia, como requisito parcial para a obtenção dotítulo de Mestre em Ciências em Ciência dos Materiais. Orientador: Prof. Luiz Paulo Mendonça Brandão– D. Sc.
Rio de Janeiro – RJ
2005
-
2
c20043
INSTITUTO MILITAR DE ENGENHARIA
Praça General Tibúrcio, No 80 – Praia Vermelha.
Rio de Janeiro – RJ C.E.P.: 22.290-270
Este exemplar é de propriedade do Instituto Militar de Engenharia, que poderá incluí-lo em base de dados, armazenar em computador, micro filmar ou adotar qualquer forma de arquivamento.
É permitida a menção, reprodução parcial ou integral e a transmissão entre bibliotecas deste trabalho, sem modificação do seu texto, em qualquer meio que esteja ou venha a ser fixado, para pesquisa acadêmica, comentários e citações, desde que sem finalidade comercial e que seja feita à referência bibliográfica completa.
Os conceitos expressos neste trabalho são de responsabilidade do(s) autor(es) e do(s)
orientador(es).
C331b Carvalho, Sheyla Santana de
Evolução microestrutural do cobre submetido á alta deformação por trefilação em baixa temperatura / Sheyla Santana de Carvalho. Rio de Janeiro: Instituto Militar de Engenharia, 2005.
669.9
Dissertação (mestrado) – Instituto Militar de Engenharia, 2005
1. Microestrutura do Cobre; 2. EBSD; 3. Trefilação.
-
3
INSTITUTO MILITAR DE ENGENHARIA
SHEYLA SANTANA DE CARVALHO
EVOLUÇÃO MICROESTRUTURAL DO COBRE SUBMETIDO À ALTA DEFORMAÇÃO POR TREFILAÇÃO EM BAIXA TEMPERATURA
Dissertação de Mestrado apresentada ao Curso de Mestrado em Ciência dos Materiais do Instituto Militar de Engenharia, como requisito parcial para a obtenção do título de Mestre em Ciências em Ciência dos Materiais.
Orientador: Prof. Luiz Paulo Mendonça Brandão – D. Sc.
Aprovada em 16 de Fevereiro de 2005 pela seguinte Banca Examinadora:
__________________________________________________________
Prof. Luiz Paulo Mendonça Brandão - D. C. - Presidente
__________________________________________________________
Prof. André Luiz Pinto - D. C. do IME
__________________________________________________________
Prof. Carlos Sérgio da Costa Viana - PhD. do IME
__________________________________________________________
Prof. Hamilton Ferreira Gomes de Abreu - D. C. da UFC
__________________________________________________________
Vivian Reis Corrêa – D. C. do INMETRO
Rio de Janeiro – RJ 2005
-
4
“A persistência é o caminho do êxito.”Charles Chaplin
-
5
A Deus que me deu forças.
Ao meu pai Valdenor Nilo de Carvalho e à minha mãe Creuza Santana de Carvalho.
DEDICO
Aos meus irmãos, Robson Santana de Carvalho e Valdenor Nilo de Carvalho Júnior, por constituírem juntos, o exemplo e alicerce para minha caminhada.
OFEREÇO
-
6
AGRADECIMENTOS
A realização desse trabalho só foi possível com a contribuição direta ou indireta de
muitas pessoas, das quais manifesto aqui minha gratidão a todas elas e em particular:
Ao Deus, que me capacitou, sustentou, deu forças e honrou todas as atividades por
mim realizadas neste trabalho.
Ao meu orientador e amigo, Luiz Paulo Brandão. Sem suas diretrizes e experiência,
teria sido impossível trilhar esse caminho tão importante.
Aos meus pais, Valdenor Nilo de Carvalho e Creuza Santana de Carvalho, a quem
devo, além de tudo, a compreensão pela minha ausência neste período.
Ao professor André Luiz Pinto, pela orientação, apoio e sugestões apresentadas
neste trabalho.
Ao professor Sidnei Paciornik e Marcos Henrique por disponibilizar os laboratórios
de microscopia óptica da PUC-RJ para auxílio neste trabalho.
Ao professor George Vander Voort pelos ensinamentos de metalografia sem os
quais este trabalho não seria possível
Ao amigo, pesquisador Felipe José, pela amizade, exemplo de competência e
perseverança, e pela solicitude em ajudar sempre.
Aos meus irmãos, Valdenor Nilo de Carvalho e em especial ao Robson Santana de
Carvalho que esteve sempre do meu lado apoiando durante as lutas.
A minha cunhada Elizângela, amiga, motivadora, apoiadora e incentivadora durante
toda a realização deste trabalho.
Aos membros da banca examinadora, pela leitura deste trabalho e valiosas
sugestões.
Ao Exército Brasileiro, através do Instituto Militar de Engenharia, que possibilitou
a minha formação neste curso.
Ao NHMFL - National High Magnetic Field Laboratory pela disponibilização dos
seus laboratórios para confecção dos materiais utilizados e pelo apoio prestado.
A toda minha família, pela compreensão, confiança e carinho.
Ao Cap. R1 Antônio Veltri pelo apoio concedido quando da necessidade de
utilização de recursos do Departamento de Engenharia Mecânica e de Materiais.
Aos amigos e colegas de turma que sempre dispensaram seu precioso tempo para
-
7
ajudar neste trabalho Izabella, Itamar, Cláudia, Leonardo, Rodrigo e Vivian.
Aos colegas de turma que muitas vezes foram minha única família aqui no Rio de
Janeiro: Fabiano, Cecília, Christian, Ten. Naylor, Ten. Wagner, Renata, Elie, Ten. Cardoso,
Ten. Borges, Cap. Ricardo, Gerson, Vivienne, Diegles, Alisson, Alberto, Douglas, Tibério e
Fernando pelos momentos que juntos passamos nesse período e pelo incentivo que deles
recebi em todos os momentos difíceis.
Às amigas: Solange, Fátima e Patrícia, pela amizade incondicional e por me darem
sempre apoio neste período de evolução.
Aos técnicos Carlos Roberto e Joel pela disposição em ajudar sempre.
A todos os funcionários da SD2, principalmente ao Sgt. Marcelo Lopes, pelo apoio
compreensão, e amizade.
Aos professores, pesquisadores e demais funcionários da DE/4 que, de forma direta
ou indireta, participaram da execução deste trabalho.
A Comandante Maria Luiza e a pesquisadora Maria Aparecida do IPQM pela
disponibilização dos equipamentos do instituto e pela maneira carinhosa com que me
receberam sempre.
Ao CNPq pela disponibilização da bolsa de estudos.
-
8
SUMÁRIO
LISTA DE ILUSTRAÇÕES .................................................................................................... 12
LISTA DE TABELAS ............................................................................................................. 18
LISTA DE ABREVIATURAS OU SÍMBOLOS .................................................................... 19
LISTA DE SIGLAS ................................................................................................................. 21
1 INTRODUÇÃO...................................................................................................... 24
2 REVISÃO BIBLIOGRÁFICA ............................................................................. 26
2.1 Propriedades do Cobre ............................................................................................. 26 2.2 Cobre Processado em Baixa Temperatura ............................................................... 28 2.3 Fios Compósitos de Alta Resistência e Elevada Condutividade.............................. 33 2.3.1 Microcompósitos ..................................................................................................... 34 2.3.1.1 Microcompósitos Cobre-Prata para Aplicações em Magnetos de Altos Campos.... 34 2.3.1.2 Microcompósitos de Cobre – Nióbio ....................................................................... 35 2.3.2 Macrocompósitos..................................................................................................... 37 2.3.2.1 Projeto Cu-Aço Inoxidável: ..................................................................................... 37 2.3.3 Estado Deformado ................................................................................................... 39 2.3.4 Blocos de Células .................................................................................................... 39 2.3.5 Microbandas e Estruturas Lamelares....................................................................... 40 2.3.6 Bandas de Deformação ............................................................................................ 42 2.3.7 Bandas de Transição ................................................................................................ 42 2.3.8 Bandas de Cisalhamento.......................................................................................... 43 2.3.9 Bandas de Dobramento............................................................................................ 45
-
9
2.3.10 Maclas...................................................................................................................... 45 2.4 Contornos CSL......................................................................................................... 46 2.5 Recuperação ............................................................................................................. 49 2.5.1 Aniquilação de Discordâncias ................................................................................. 49 2.5.2 Rearranjo de Discordâncias em Configuração de Baixa Energia ............................ 50 2.5.2.1 Poligonização ........................................................................................................... 50 2.5.2.2 Formação de Subgrãos ............................................................................................. 51 2.5.2.3 Crescimento de Subgrãos ......................................................................................... 53 2.6 Textura ..................................................................................................................... 54 2.6.1 Textura de Deformação em Fios e Barras ............................................................... 54 3 MATERIAIS E MÉTODOS ................................................................................. 56
3.1 Materiais................................................................................................................... 56 3.2 Processamento dos Fios de Cobre............................................................................ 58 3.3 Microscopia Ótica .................................................................................................... 59 3.4 Microscopia Eletrônica de Varredura (EBSD)......................................................... 60 3.4.1 Distância Média entre os Contornos de Grãos ........................................................ 63 3.4.2 Preparação das Amostras para EBSD...................................................................... 64 3.4.2.1 Preparação das amostras varridas com passo de 0.5μm (seção longitudinal).......... 65 3.4.2.2 Preparação das amostras varridas com passo de 0.2μm (seção longitudinal) e 0,1μm
(seção transversal) ................................................................................................... 65 3.5 Textura Cristalográfica por Difração de Raios-X .................................................... 65 3.5.1 Preparação das Amostras para Difração de Raios-X............................................... 66 3.5.2 Medição da Textura Cristalográfica ........................................................................ 67 3.5.3 Função Distribuição de Orientações Cristalinas...................................................... 68 4 RESULTADOS ...................................................................................................... 70
-
10
4.1 Microscopia Óptica .................................................................................................. 70 4.2 “EBSD” E “MIO” .................................................................................................... 73 4.2.1 Mapas de Qualidade (IQ) e Mapas de Orientação (MO)......................................... 73 4.2.2 Gráficos de fração de IQ.......................................................................................... 80 4.2.3 Caracterização dos Contornos ................................................................................. 83 4.2.4 Maclas...................................................................................................................... 87 4.2.5 Resultados da Seção Longitudinal com Passo 0,2μm ............................................. 91 4.2.6 Resultados da Seção Transversal com Passo 0,1μm ............................................... 97 4.2.7 Distância entre os Contornos de Grãos e Tamanho de Grão ................................. 100 4.3 Microtextura por EBSD ......................................................................................... 103 4.4 Textura Cristalográfica por Difração de Raios-x ................................................... 107 5 DISCUSSÃO DOS RESULTADOS ................................................................... 118
5.1 Macrotextura e Microtextura.................................................................................. 118 5.2 Encruamento vs Microestrutura de Deformação.................................................... 120 5.2.1 Fios Produzidos a 77K........................................................................................... 121 5.2.2 Fios Produzidos a 295K......................................................................................... 124 5.2.3 Amostras Envelhecidas.......................................................................................... 124 5.3 Encruamento vs Distância entre Contornos de Grãos............................................ 127 5.4 Maclagem............................................................................................................... 127 5.5 Considerações Finais.............................................................................................. 129 6 CONCLUSÕES.................................................................................................... 132
7 SUGESTÕES PARA TRABALHOS FUTUROS ............................................. 134
8 REFERÊNCIAS BIBLIOGRÁFICAS............................................................... 135
9 ANEXOS............................................................................................................... 142
-
11
9.1 ANEXO 1............................................................................................................... 143 9.2 ANEXO 2............................................................................................................... 144
-
LISTA DE ILUSTRAÇÕES
FIG. 2.1 Gráfico de resistência vs deformação de um monocristal de cobre deformado por
tração a 4,2K (NIEWCZAS, 2001). ........................................................................ 31
FIG. 2.2 Imagem de MET (a) formação de célula, (b) estrutura maclada, (LEIS et al., 2002).
................................................................................................................................. 32
FIG. 2.3 Desenho esquemático das subestruturas de deformação: (a) células, blocos de
células (CB), microbandas (MB) e (b) contornos lamelares (LB) (HUGUES e
HANSEN, 1997). .................................................................................................... 41
FIG. 2.4 Microestruturas de fios de cobre deformados à 77k obtidas por MET: a) MB’s e
DDW’s (ε=1,68); b) MB’s e DDW’s (ε=2,23), (LEIS, 2003). ............................... 42
FIG. 2.5 Microscopia óptica do plano central do AL 0,5%Cu depois de compressão uniaxial
em taxa de 1% por segundo até deformação de engenharia de 50% (KUHLMANN-
WILSDORF, 1999). ................................................................................................ 43
FIG. 2.6 Banda de cisalhamento de cobre laminado a frio com 97% de redução (MALIN e
HATHELY, 1979)................................................................................................... 44
FIG. 2.7 Microestrutura do latão 70:30 com 12% de redução por compressão mostrando
bandas de dobramento (HUMPREYS e HATHERLY, 1995) ................................ 45
FIG. 2.8 Maclas de deformação no magnésio policristalino deformado 8% em compressão a
260ºC (ION, 1982). ................................................................................................. 46
FIG. 2.9 Sítios de coincidência do tipo Σ=5 formado por duas redes cúbicas rotacionadas de
36,9º em torno do . Os círculos pretos correspondem aos sítios de
coincidência das duas redes (HUMPREYS e HATHERLY, 1995)........................ 47
FIG. 2.10 Diagrama esquemático de um cristal contendo discordâncias em cunha
HUMPREYS e HATHERLY (1995). ..................................................................... 50
FIG. 2.11 Poligonização de um cristal contendo discordâncias em cunha. (a)Deformado, (b)
depois da aniquilação de discordâncias, (c) formação de contornos de baixo ângulo
(HUMPREYS e HATHERLY, 1995). .................................................................... 51
-
13
FIG. 2.12 Formação de subgrãos no cobre deformado 50% por laminação a frio, e recozido a
700º C, presença de partículas finas de SiO2 dispersas na matriz de cobre
(HUMPREYS e MARTIN, 1968)........................................................................... 53
FIG. 2.13 Fração da componente [001] em texturas de fibra dúplex [111] + [001] de arames
CFC reduzidos 99% por trefilação versus a energia da falha de empilhamento
(parâmetro �/Gb). Tanto energia da falha de empilhamento alta como baixa
favorecem a componente [111]. ( ENGLISH e CHIN)........................................... 55
FIG. 2.14 (a) Figura de pólo inversa de barra de alumínio extrudada lentamente a 230oC. As
componentes [111] e [001] contêm 22% e 78% do material, respectivamente.
(McHARGUE, JETTER, OGLE.); (b) Textura típica de trefilação de material
CCC......................................................................................................................... 56
FIG. 3.1 Fluxograma de fabricação das amostras ................................................................... 57
FIG. 3.2 Banco de trefilação. .................................................................................................. 58
FIG. 3.3 Máquina de tração hidráulica equipada com criostato (MTS).................................. 59
FIG. 3.4 Padrão de difração de Kikuchi por EBSD ................................................................ 61
FIG. 3.5 Arranjo esquemático do equipamento para obtenção e identificação dos padrões de
Kikuchi (PINTO e LOPES, 2003)........................................................................... 61
FIG. 3.6 Mapa de orientação com linha de referência (em vermelho) para estimar distancia
média entre os contornos pelo método do intercepto. ............................................. 63
FIG. 3.7 Exemplo de gráfico de desorientação usado no método do intercepto..................... 64
FIG. 3.8 Aparelho de difração de raios-X............................................................................... 66
FIG. 3.9 Posicionamento e movimentos da amostra na câmara de textura do aparelho de
difração de raios-X, para obtenção da figura de pólo. ............................................ 67
FIG. 4.1 Micrografia óptica da seção longitudinal do material como recebido...................... 70
FIG. 4.2 Micrografia óptica da região longitudinal central dos fios de cobre trefilados a
temperatura de 77K, (a) fio de 5mm, (b) fio de 4,14mm, (c) fio de 3,0mm e (d) fio
de 2,02mm............................................................................................................... 71
-
14
FIG. 4.3 Micrografia óptica da região longitudinal central dos fios de cobre trefilados a
temperatura ambiente, (a) fio de5mm, (b)fio de 4,14mm, (c) fio de 3,0mm e (d) fio
de 2,02mm............................................................................................................... 72
FIG. 4.4 Micrografia óptica da região central dos fios de cobre envelhecidos, (a) ENV100 e
(b) ENV150. ............................................................................................................ 73
FIG. 4.5 Mapas da amostra do tarugo como recebido de 9,6mm, (a) IQ, (b) mapa de
orientação. ............................................................................................................... 74
FIG. 4.6 Mapas da amostra trefilada na temperatura de nitrogênio líquido de 5mm, (a) IQ, (b)
Mapa de Orientação, e de 4,14mm, (c) IQ e (d) Mapa de Orientação. ................... 75
FIG. 4.7 Mapas da amostra trefilada na temperatura de nitrogênio líquido de 3,0mm, (a) IQ,
(b) mapa de orientação, e de 2,02mm, (c) IQ e (d) Mapa de Orientação................ 76
FIG. 4.8 Mapas da amostra trefilada na temperatura ambiente de 5mm, (a) IQ, (b) mapa de
orientação, e de 4,14mm, (c) IQ e (d) Mapa de Orientação. ................................... 77
FIG. 4.9 Mapas da amostra trefilada na temperatura ambiente de 3,0mm, (a) IQ, (b) mapa de
orientação, e de 2,02mm, (c) IQ e (d) Mapa de Orientação. ................................... 78
FIG. 4.10 Mapas da amostra ENV 100, (a) IQ, (b) mapa de orientação................................. 79
FIG. 4.11 Mapas da amostra ENV 150, (a) IQ, (b) mapa de orientação................................. 80
FIG. 4.12: Gráfico de distribuição de IQ para o material como recebido (CR9)..................... 81
FIG. 4.13 Gráfico de distribuição de IQ para os fios criogênicos: (a) NL5, (b) NL4, (c) NL3 e
(d) NL2.................................................................................................................... 81
FIG. 4.14 Gráfico de distribuição de IQ para as amostras trefiladas na temperatura ambiente:
(a) TA5, (b) TA4, (c) TA3 e (d) TA2...................................................................... 82
FIG. 4.15 Gráfico de distribuição de IQ para o material envelhecido: (a) ENV100 e (b)
ENV150................................................................................................................... 82
FIG. 4.16 Mapas de contornos de baixo ângulo (verde) e contornos de grão (preto)da amostra
do tarugo como recebido CR9................................................................................. 83
FIG. 4.17 Mapas de contornos de baixo ângulo (verde) e contornos de grão (preto) das
amostras trefiladas na temperatura de nitrogênio líquido, (a) 5mm, (b) 4,14mm,(c)
3,0mm e (d) 2,02m. ................................................................................................. 84
-
15
FIG. 4.18 Mapas de contornos de baixo ângulo (verde) e contornos de grão (preto) das
amostras trefiladas na temperatura ambiente, (a) 5mm, (b) 4,14mm,(c) 3,0mm e (d)
2,02mm.................................................................................................................... 84
FIG. 4.19 Mapas de contornos de baixo ângulo (verde) e contornos de grão (preto)das
amostras envelhecidas, (a) ENV100 e (b) ENV150................................................ 85
FIG. 4.20 Evolução da quantidade de contornos de baixo ângulo com a deformação
verdadeira. ............................................................................................................... 87
FIG. 4.21 Contornos de macla (em vermelho) do material como recebido (CR9). ................ 88
FIG. 4.22 Mapas dos contornos de maclas (em vermelho) e contornos de grãos (em preto) das
amostras criogênicas: (a) NL5, (b) NL4, (c) NL3 e (d) NL2. ................................. 88
FIG. 4.24 Mapas dos contornos de maclas (em vermelho) e contornos de grãos (em preto) das
amostras envelhecidas: (a) ENV100 e (b) ENV150................................................ 90
FIG. 4.25 Quantidade percentual dos contornos de maclas com a deformação verdadeira.... 91
FIG. 4.26 Mapas da amostra NL3: (a) mapa de orientação e (b) IQ....................................... 92
FIG. 4.27 Mapas da amostra NL4: (a) mapa de orientação e (b) IQ....................................... 92
FIG. 4.29 Gráficos da fração de IQ das amostras criogênicas: (a)NL3 e (b) NL4. ................ 94
FIG. 4.30 Mapas da amostra TA3: (a) mapa de orientação e (b) IQ....................................... 95
FIG. 4.31 Mapas de contornos de baixo ângulo (em verde), contornos de grãos (em preto) e
de maclas (em vermelho) da amostra TA3.............................................................. 96
FIG. 4.32 Gráfico de fração de IQ da amostra TA3................................................................ 96
FIG. 4.33 Mapas da amostra TA4: (a) Mapa de orientação e (b) IQ. ..................................... 97
FIG. 4.34 Mapas da amostra TA5: (a) Mapa de orientação e (b) IQ. ..................................... 98
FIG. 4.35 Mapas de contornos de baixo ângulo (em verde), contornos de grãos (em preto) e
contornos de maclas (em vermelho) das amostras, (a) TA4 e (b) TA5. ................. 99
FIG. 4.36 Gráficos de fração de IQ para as amostras, (a) TA4 e (b)TA5. .............................. 99
FIG. 4.37 Distância entre os contornos de grãos das amostras trefiladas na temperatura
ambiente e na temperatura de nitrogênio líquido. ................................................. 101
FIG. 4.38 Distribuição de tamanho de grão da amostra ENV100......................................... 102
-
16
FIG. 4.39 Distribuição de tamanho de grão da amostra ENV150......................................... 103
FIG. 4.40 FDOC das seções φ= 0° e φ= 45° da amostra NL5............................................... 104
FIG. 4.41 FDOC das seções φ= 0° e φ= 45° da amostra NL4............................................... 104
FIG. 4.42 FDOC das seções φ= 0° e φ= 45° da amostra NL3............................................... 105
FIG. 4.43 FDOC das seções φ= 0° e φ= 45° da amostra NL2............................................... 105
FIG. 4.44 FDOC das seções φ= 0° e φ= 45° da amostra TA5............................................... 106
FIG. 4.45 FDOC das seções φ= 0° e φ= 45° da amostra TA4............................................... 106
FIG. 4.46 FDOC das seções φ= 0° e φ= 45° da amostra TA3............................................... 107
FIG. 4.47 FDOC das seções φ= 0° e φ= 45° da amostra TA2............................................... 107
FIG. 4.48 FDOC do fio de 5mm trefilado na temperatura ambiente nas seções φ=0º e φ=45º.
............................................................................................................................... 108
FIG. 4.49 FDOC do fio de 4,14mm trefilado na temperatura ambiente nas seções φ=0º e
φ=45º. .................................................................................................................... 108
FIG. 4.50 FDOC do fio de 3,0mm trefilado na temperatura ambiente nas seções φ=0º e
φ=45º. .................................................................................................................... 109
FIG. 4.51 FDOC do fio de 2,02mm trefilado na temperatura ambiente nas seções φ=0º e
φ=45º. .................................................................................................................... 109
FIG. 4.52 FDOC do fio de 4,14mm trefilado na temperatura de nitrogênio líquido nas seções
φ=0º e φ=45º. ......................................................................................................... 110
FIG. 4.53 FDOC do fio de 3,0mm trefilado na temperatura de nitrogênio líquido nas seções
φ=0º e φ=45º. ......................................................................................................... 110
FIG. 4.55 Evolução das componentes de textura típicas de deformação das amostras TA. . 112
FIG. 4.56 Evolução da componente Goss com a deformação nas amostras TA................... 113
FIG. 4.57 Evolução das componentes típicas de recristalização com o aumento da
deformação para as amostras TA .......................................................................... 113
FIG. 4.58 Evolução das componentes de texturas típicas de deformação para as amostras NL
............................................................................................................................... 114
-
17
FIG. 4.59 Evolução da componente Goss com a deformação nas amostras NL................... 115
FIG. 4.60 Evolução das componentes típicas de recristalização com o aumento da
deformação para as amostras NL .......................................................................... 115
FIG. 4.61:ODF’s de 0º e 45º do fio envelhecido durante 4 horas a 100º C (ENV100). ........ 116
FIG. 4.62 ODF’s de 0º e 45º do fio envelhecido durante 19 horas a 150º C (ENV150). ..... 116
FIG. 4.63 Evolução da severidade de textura com o aumento da deformação verdadeira ... 117
FIG. 5.1 Orientações típicas de recristalização nas amostras trefiladas criogenicamente, em
azul{124}, em vermelho{001} e em amarelo{110}
-
18
LISTA DE TABELAS
TAB. 2.1 Propriedades Fundamentais do Cobre..................................................................... 27
TAB. 2.3 Pares eixos-ângulos correspondentes aos contornos CSL até Σ=29 nos sistemas
cúbicos..................................................................................................................... 48
TAB. 3.1 Deformação verdadeira dos fios.............................................................................. 57
TAB. 3.2 Nomenclatura dos picos em relação aos Sistemas de Deslizamentos. .................... 68
TAB. 4.1 Evolução da quantidade de contornos de baixo ângulo. ......................................... 85
TAB. 4.2 Percentual de Maclas............................................................................................... 90
TAB. 4.3 Distância média entre os contornos de grão das amostras trefiladas na temperatura
de nitrogênio líquido ............................................................................................. 100
TAB. 4.4 Distância média entre os contornos de grão das amostras trefiladas na temperatura
ambiente ................................................................................................................ 100
TAB. 4.5 Intensidade dos principais componentes de textura para os fios trefilados a 295K.
............................................................................................................................... 111
TAB. 4.6 Intensidade dos principais componentes de textura para os fios trefilados a 77K.114
TAB. 4.7 Intensidade das principais componentes de textura encontradas para as amostras
envelhecidas. ......................................................................................................... 117
TAB. 9.1 Número de grãos varridos por amostra ................................................................. 143
TAB. 9.2 Tabela da distância entre contornos medida para cada varredura individual (d),
número de contagens (Num.) e tamanho da linha de referência (Tam.) e distancia
média geral (Média). ............................................................................................. 143
-
19
LISTA DE ABREVIATURAS OU SÍMBOLOS
ABREVIATURAS
CBA Contornos de Baixo Ângulo CCC Cúbico de Corpo Centrado CCD Charge Couple Device CFC Cúbico de Face Centrada
CSL Coincidence Site Lattice EBSD Electron Backscatering Diffraction EFE Energia de Falha de Empilhamento EQ Equação FIG Figura IACS International Annealed Copper Standard MET Microscopia Eletrônica de Transmissão MEV Microscopia Eletrônica de Varredura MIO Mapa de Imagem Orientada ODF Orientation Distribution Function (Função de distribuição de
orientação) OIM Orientation Imagem Microscopy (Microscopia por Imagem de
Orientação) POPLA Preferred Orientation Package- Los Alamos
SÍMBOLOS
% Percentagem (ou percentual)
λ Espaçamento entre as dendritas ou entre os filamentos η Grau de deformação σ Tensão de deformação Ω.cm Ohm vezes centímetro (unidade de medida de resistividade) σUTS (77K) Tensão de resistência medida no ensaio de tração em 77K (hkl) Índices de Miller de um plano cristalográfico específico [uvw] Índice de Miller de uma direção cristalográfica específica {hkl} Índice de Miller de uma família de planos cristalográficos, também
representado entre parênteses para um plano específico {hkl} Componentes de textura Índices de Miller de uma família de direções cristalográficas, também
representadas entre colchetes para uma direção específica Af Área final da seção transversal dos fios Ag Prata Ao Área inicial da seção transversal dos fios C Carbono Cr Cromo
-
20
d Diâmetro do grão médio Cu Cobre ε Deformação verdadeira Gcom Módulo de Cisalhamento do Compósito GPa Giga-Pascal K Kelvin (unidade de temperatura) m Metro (unidade de comprimento) mm Milímetro (unidade de comprimento) Mo Molibdênio MOC Mapa de Orientação Cristalográfica MPA Mega Pascal (unidade de tensão) N Nitrogênio Nb Nióbio nm Nanômetro (unidade de comprimento) ºC Celsius (unidade de temperatura) T Tesla Ta Tântalo to Tamanho médio inicial das dendritas V Vanádio W Tungstênio μm Micrômetro (unidade comprimento)
-
21
LISTA DE SIGLAS
NHMFL National High Magnetic Field Laboratory
LANL Los Alamos National Laboratory
IME Instituto Militar de Engenharia
IPQM Instituto de Pesquisas da Marinha
CNPq Conselho Nacional de Desenvolvimento Científico e
Tecnológico
-
22
RESUMO
A produção de bobinas para aplicação em magnetos de altos campos requer duas características principais: alta resistência mecânica e alta condutividade elétrica. A resistência mecânica é necessária para suportar as altas tensões tangenciais causadas pelas forças de Lorentz, enquanto a alta condutividade é importante para evitar o superaquecimento ôhmico induzido pelo efeito Joule. Fios compósitos com matriz de cobre são geralmente usados para produzir estes tipos de bobinas. Neste caso, o cobre, é responsável pela boa condutividade dos fios, e os reforços, como Nb, Ag e Fe, contribuem para a alta resistência mecânica necessária a esses materiais. Este trabalho tem como objetivo principal estudar a evolução microestrutural do cobre submetido à alta deformação por trefilação em baixas temperaturas (77K e 295K) e associar ao seu desempenho em ensaio de tração uniaxial. Para esta investigação medidas de EBSD, Difração de raios-X e Microscopia ótica foram feitas com objetivo de promover a análise microestrutural. Os fios de cobre foram produzidos à temperatura ambiente (295K) e 77K. Tarugos de 9,6 mm de diâmetro foram sucessivamente trefilados até o diâmetro final de 2,02mm. Os fios produzidos a 295K foram trefilados num banco de trefilação pelo método padrão, enquanto os fabricados a 77K fizeram uso de um criostato acoplado a uma máquina de tração servo-hidráulica. O material foi monitorado em vários estágios de deformação pelo corte de amostras nos diâmetros de 5,0mm, 4,14mm, 3,0mm e 2,02mm. As microestruturas de deformação e contornos de baixo ângulo dessas amostras foram avaliadas por OIM (Microscopia de Imagem Orientada) e comparadas com a análise microestrutural por MET realizada por LEIS (2003) e com os resultados de propriedades mecânicas publicadas por BRANDAO et al. (2000). Os materiais trefilados a 295K revelaram a existência de um estado de tensão estável. Por outro lado, os fios criogênicos mostraram uma alta resistência mecânica em comparação aos fios trefilados a 295K. Contudo o aumento da resistência nas amostras criogênicas com a deformação foi seguido por diminuição para os níveis mais altos de deformação verdadeira, onde se supôs atuação de mecanismos de restauração. Foi feito um levantamento semi-quantitativo de contornos de maclas através dos contornos especiais CSL Σ3n através do EBSD. Porém, a resolução usada neste trabalho e até mesmo a máxima nominal permitida pelo equipamento, não se mostraram suficientes para análise conclusiva sobre a avaliação das maclas de deformação.
-
23
ABSTRACT
The production of coils for high magnetic field application requires two main properties: high mechanical strength and high electric conductivity. The high mechanical strength is required in order to resist to the high hoop stress caused by Lorentz forces while the conductivity is important in order to avoid ohmic heating induce by joule effect. Copper base composite wires are quite often used to produce these kinds of coils. In this case, the copper, that adds the good conductivity to these wires, is combined with others materials such as Nb, Ag, Fe, which contributes for the high mechanical resistance required for those material. The aim of this work is studying the microstructural evolution of copper under high deformation in cold wire drawing (77K and 295K) and compare to mechanical tests. For this purpose, EBSD, X-rays and optical microscopy measurements were carried on in order to procedure the microstructural analyses and then compared with formerly taking MET (LEIS, 2003) and mechanical test (BRANDAO et al., 2000) data. Copper wires were produced at room temperature (295K) and 77 K. Copper rods were successively drawn from 9,6 mm diameter to 2,02mm. The room temperature wires were produced on the bench-drawing machine using standard wire drawing practice. The 77K copper wires were drawn using a cryostat mounted in a servo-hydraulic tension test machine. The material conditions were monitored on several deformation stages by taking out samples at 5mm, 4,14mm, 3,0mm and 2,02mm diameter. The deformation microstructures and low angle boundaries were analyzed by the OIM (Orientation Imaging Microscopy) and then compared with MET (LEIS, 2003) and mechanical properties (BRANDAO et al., 2000) previous results. The 295K wire drawing materials revealed the existence of steady state stress at large processing strain. In other hand, the cryogenic wire drawing materials showed a higher strength in comparison to the 295K ones but its continuously increase in strength with deformation was followed by a mechanical strength drop for large strain, where it was supposed a restoration mechanisms acting. The semi-quantitative twin boundaries were also analyzed through special boundaries CSL Σ3n by OIM. However, the resolution used in this work and also the maximum nominal resolution of the MEV/OIM attachment wasn’t enough for conclusive evaluation of the deformation twins observed.
-
24
1 INTRODUÇÃO
O desenvolvimento de eletroímãs para geração de altos campos magnéticos é
limitado pelas características físicas dos seus condutores. Inicialmente, estes condutores
devem possuir: alta resistência mecânica e alta condutividade elétrica. A alta resistência
mecânica é necessária para suportar as forças de Lorentz, assim como a alta condutividade
elétrica é importante para evitar um possível superaquecimento gerado pelo efeito Joule.
Para construir magnetos com campos superiores a 100T (campos utilizados em
alguns magnetos pulsados) são necessários fios condutores com resistência mecânica maior
que 1 GPa e condutividade elétrica em torno de 80% IACS (“International Anealled Copper
Standard” - Padrão Internacional para o Cobre Recozido). Conseqüentemente, os
processamentos do cobre e de suas ligas, assim como dos compósitos com matriz de cobre
têm sido extensivamente estudados como uma boa alternativa na produção desses condutores
(FUNKENBUSCH e COURTNEY, 1985, JUAREZ-ISLAS et al., 1992, DUPOUY et al.,
1996, LI et al., 2000, NIEWCZAS et al., 2001, PANTSYRNI et al., 2001, SHIKOV et al.,
2001).
Este trabalho faz parte de um projeto de pesquisa maior, na área de fios condutores
de alta resistência com compósito de aço inoxidável/cobre, sob o título: “Novo Enfoque no
Desenvolvimento de Fios de Alta Resistência e Elevada Condutividade”. Trata-se de um
projeto conjunto entre o “National High Magnetic Field Laboratory” (NHMFL) e o “Los
Alamos National Laboratory” (LANL), que conta com a colaboração do Prof. Luiz Paulo
Brandão, orientador desta dissertação no IME (Instituto Militar de Engenharia).
O cerne do projeto é obter fios de alta resistência mecânica e elevada condutividade
elétrica, para aplicação em magnetos pulsados, utilizando-se um compósito de aço inoxidável
com cobre. A fabricação desse compósito consiste em inserir fio máquina de cobre de alta
pureza num tubo de aço inoxidável e, posteriormente, deformar o conjunto à temperatura
ambiente, e/ou em temperaturas criogênicas. Esta dissertação concentrou-se apenas na
primeira parte citada, estudando a evolução microestrutural do cobre trefilado em baixas
temperaturas e deu continuidade ao trabalho realizado por LEIS (2003), que investigou o
mesmo material através de Microscopia Eletrônica de Transmissão (MET).
Este trabalho teve como objetivo estudar, através da técnica de Difração de Elétrons
Retroespalhados (EBSD – “Elétron Backscatering Diffraction”) e Microscopia de Imagem
Orientada (OIM – “Oriented Image Microscopy”), a evolução microestrutural do cobre puro
-
25
trefilado em baixas temperaturas (295K e 77K) e comparar com o seu desempenho em ensaio
de tração uniaxial. Considerou-se também de grande importância aumentar o atual
conhecimento a respeito dos mecanismos que aumentam a resistência do cobre produzido a
77K em relação ao trefilado à temperatura ambiente.
-
26
2 REVISÃO BIBLIOGRÁFICA
A revisão bibliográfica apresenta inicialmente as propriedades do cobre e aborda o
estado da arte do cobre deformado em baixas temperaturas para obtenção de características
como alta resistência mecânica e alta condutividade elétrica. Na seqüência, é apresentado um
estudo dos compósitos binários com matriz de cobre, dando destaque para os
microcompósitos Cu-Nb, Cu-Ag e os macrocompósitos Cu-aço inoxidável.
No item seguinte (estado deformado) é apresentado um estudo da evolução
microestrutural e de algumas possíveis subestruturas encontradas nos metais CFC (Cúbicos de
Face Centrada) deformados. Destacam-se entre elas: blocos de células, microbandas,
estruturas lamelares, bandas de deformação, bandas de transição, bandas de cisalhamento,
bandas de dobramento e maclas.
Com o objetivo de investigar a existência de maclas na microestrutura, é feita uma
abordagem dos contornos especiais do tipo CSL e para elucidar o comportamento do cobre
deformado em baixas temperaturas de trefilação (77K e 295K), abordam-se os mecanismos
primários de recuperação em seus vários estágios: aniquilação de discordâncias,
poligonização, formação e crescimento de subgrãos. Finalmente são abordadas sucintamente
as texturas dando ênfase para a formação de textura de deformação em fios.
2.1 PROPRIEDADES DO COBRE
O cobre é um elemento metálico monovalente e pode ser encontrado no primeiro
grupo (dos metais nobres ou preciosos) da tabela periódica dos elementos. Suas propriedades
estão listadas na TAB. 2.1.
-
27
TAB. 2.1 Propriedades Fundamentais do Cobre
Propriedade Cobre Número atômico (Z) 29 Massa atômica (A) 63,546 g.mol-1
Ponto de fusão (Tm.p.) 1357,65 K Densidade (ρ), T=273K 8934 kg.m-3
Diâmetro atômico (d) 2,551 . 10-10m Estrutura cristalina CFC
Parâmetro de rede, T=273K 3,6149. 10-10m Energia de Fermi (EF) 7 eV
Temperatura de Debye (θ) 343 K
Tensão de escoamento[Mpa], T=295K 63,5 (ε=0%) 384 (ε>64%)
Tensão última na tração [Mpa], T=295K 230 (ε=0%) 447 (ε>99%)
Módulo de Young (E) 137 GPa a 0k 126,1 GPa a 293k
Coeficiente de Poisson, (ν) 0,339 a 0k 0,345 a 293k
Módulo de cisalhamento, G 51,2 GPa a 0k 47,23 GPa a 293k Energia de falha de empilhamento (γSF) 0,07 J/m
2
Condutividade elétrica (σ) 6,47 107 Ω-1.m-1 a 273k
5,80.107 Ω-1.m-1 a 293k
Resistividade elétrica (ρ) 15,45.10-9 Ω.m a 273k
17,241.10-9 Ω.m a 293k Condutividade térmica (λ) 401 W.K-1.m-1 a 273k Resistividade térmica (W) 2,49.10-3 K.m.W-1 a 273k
Calor específico (cv) 392,52 J.kg-1.K-1 (Dulong-Petit) KITTEL (1989)
Ao analisar a condutividade elétrica, o cobre é muitas vezes usado como padrão
para comparação e avaliação dessa propriedade em outros materiais. A condutividade elétrica
é dada em termos de “% IACS”, ou seja, a condutividade do material é medida comparando-a
com a condutividade do cobre recozido, que corresponde a 100% IACS. Não significa, porém,
que o cobre seja 100% condutivo, mas apenas que este valor serve como base para
comparação com outros materiais.
O padrão do cobre recozido foi estabelecido em 1913 pela Comissão Internacional
de Eletrotécnica (IEC-“International Electrotecnic Comission”), a partir de um fio de 1m de
comprimento, pesando 1g, com densidade de 8,89g/cm3 e com resistência de 0,15328Ω.
-
28
2.2 COBRE PROCESSADO EM BAIXA TEMPERATURA
No estudo do comportamento mecânico de materiais para aplicação em magnetos
de altos campos, o encruamento do cobre deformado a frio é utilizado para obtenção de
maiores resistências mecânicas. Este tipo de investigação tem sido feito principalmente
através da microestrutura desenvolvida durante a deformação, incluindo as subestruturas
formadas por discordâncias ou outros defeitos e suas estabilidades.
Estudos sobre a deformação do cobre foram conduzidos à temperatura ambiente,
onde a interpretação dos mecanismos envolvidos considera a ativação térmica em maior
proporção do que quando o cobre é deformado em temperaturas mais baixas. Além disso, há
fortes indícios de que a recuperação dinâmica é reduzida ou eliminada nessas condições, o
que motivou o estudo dos experimentos conduzidos na temperatura criogênica (NIEWCZAS
et al, 1997, BRANDAO et al., 2000).
Vale ressaltar, que sob a deformação em baixas temperaturas, o cobre e suas ligas
têm potencial para produção de um material que possua alta resistência mecânica e alta
condutividade elétrica, principalmente para aplicações em magnetos de alta potência
(FUNKENBUSCH e COURTNEY, 1985, JUAREZ-ISLAS et al., 1992, DUPOUY et al.,
1996, LI et al., 2000, NIEWCZAS et al., 2001, PANTSYRNI et al., 2001, SHIKOV et al.,
2001).
O trabalho pioneiro de BLEWITT et al. (1955) apud NIEWCZAS et al. (2001)
investigou o comportamento de monocristais de cobre deformados por tração em baixas
temperaturas. Este trabalho mostrou que dois tipos de defeitos são acumulados com o
aumento da deformação plástica, as discordâncias e as vacâncias. Seus experimentos
identificaram que as discordâncias (defeitos menos móveis) permanecem no cristal depois do
recozimento, até a temperatura ambiente, e contribuem efetivamente para o encruamento. A
resistividade devida a este defeito é conhecida como resistividade irrecuperável. Já as
vacâncias (defeitos mais móveis), desaparecem com o recozimento entre 77K e 300K, e têm
pequena contribuição no aumento da tensão de escoamento. Esses defeitos são responsáveis
pela resistividade recuperável.
Outro importante aspecto desse trabalho (BLEWITT et al., 1955) apud
NIEWCZAS et al. (2001) foi sugerir a maclagem como o modo de deformação para o cobre
em 4,2K (para altas deformações). Porém, a sugestão da ocorrência de deformação por
maclagem em metais cúbicos de face centrada não foi bem recebida na época da sua
-
29
apresentação. Era necessária uma incontestável evidência para essa hipótese ser aceita, apesar
do processo ter ocorrido numa região de temperatura e tensão não investigada anteriormente.
A impopularidade dessa sugestão deveu-se principalmente aos mecanismos de maclagem
propostos por COTTRELL e BILBY (1951), os quais inviabilizavam o desenvolvimento das
maclas nos metais CFC. Tal divergência motivou um estudo mais aprofundado da deformação
do cobre em baixas temperaturas. Em conseqüência disso, BLEWITT et al., (1957)
investigaram o cobre deformado por tração nas temperaturas de 4,2K e 77,3K, com atenção
especial para os novos modos de deformação que ocorrem depois de altas tensões. Neste
estudo observou-se que:
a) a maclagem pode acontecer em 77,3K quando a orientação da tensão for próxima
da direção [111],
b) a deformação do cobre em 4,2K acontece por meio de três mecanismos,
deslizamento simples para baixas tensões, em tensões intermediárias ocorre deslizamento
descontínuo e para altas tensões ocorre maclagem,
c) o processo de deslizamento descontínuo ocorre como resultado de uma
avalanche de linhas de deslizamento, onde são lançadas aproximadamente 30 linhas de
deslizamento para cada descontinuidade na curva de escoamento o que produz um
deslocamento de 2.104 Å,
d) o processo de deslizamento descontínuo não foi observado em 77,3K,
e) e o sistema de maclagem observado foi (111)[112].
Em 1967, BASINSKI e SAIMOTO estudaram a variação na resistividade elétrica
em monocristais de cobre deformados por tração a 4,2K. Neste trabalho, os autores
concentraram-se principalmente nos estágios primários da deformação, assim como, na
influência das impurezas e da orientação do material na variação da resistividade durante a
deformação. No estágio I, a variação da resistividade depende fortemente da quantidade de
impurezas no material e o seu aumento é tanto maior quanto maior for a quantidade de
impurezas existente. No estágio II, a resistividade aumenta quadraticamente com a tensão e é
dependente da orientação. Para metais puros a resistividade pode ser inferida
quantitativamente com respeito à influência dos defeitos de linha e de ponto. Nesse
experimento, foi observado que um valor da resistividade por unidade de discordância de
aproximadamente 1.10-19Ω.cm.
Em 1977, BASINSKI et al. estudaram o comportamento de monocristais de cobre
de alta pureza, deformados por tração em relação à resistividade, nas temperaturas de 4,2K e
-
30
ambiente. As mudanças na resistividade (Δρ) foram medidas em vários estágios da
deformação por uma interrupção nos testes de tração. Depois dos testes de tração nas
temperaturas de 4,2K e ambiente, as diferentes relações entre resistividade e tensão que
surgiram para a orientação [100] tornaram-se idênticas após um recozimento à 570K.
Entretanto, a relação teórica esperada (τ-Δρ0.43) foi observada apenas para recozimentos em
temperaturas superiores a 710K.
SCHAMP et al. (1995) estudaram o cobre de alta pureza (99,97%) submetido à
trefilação à temperatura ambiente e observaram seu comportamento após envelhecimento à
temperatura ambiente durante um ano. As amostras apresentaram recristalização parcial não
homogênea ao longo da seção transversal do fio. Foi observada recristalização iniciando a 1/3
do raio distante da superfície (área mais deformada por cisalhamento), e a partir do centro do
núcleo (deformado ao longo do seu eixo principal). O fio parcialmente recristalizado
apresentou uma combinação deficiente de tensão de resistência e alongamento na fratura
devido a não homogeneidade da fração recristalizada.
Além de contribuir para investigação da variação da resistividade, a deformação de
monocristais de cobre a 4,2K permitiu estudar o acúmulo de discordâncias sem as
complexidades dos processos de recuperação dinâmica. NIEWCZAS et al. (1997), estudando
monocristais de cobre deformados por tração a 4,2K, realizaram medidas “in situ” da
resistividade, resposta mecânica e observações de microscopia eletrônica de transmissão
(MET). Este estudo envolveu uma larga descrição dos processos de plasticidade, incluindo: o
início da maclagem, influência da maclagem na subestrutura de discordâncias preexistente,
continuação da deformação do material após maclagem e os processos que levam a fratura
sob tensão.
Os resultados do trabalho de NIEWCZAS et al. (1997) mostraram que após a
maclagem a estrutura do cristal transformou-se numa espécie de compósito constituído de
camadas alternadas de maclas e de matriz, além de uma alta densidade de interfaces. Assim,
na deformação subseqüente à maclagem, a taxa de encruamento é maior do que no
deslizamento primário, devido às estruturas de discordâncias serem acumuladas numa área do
espaçamento entre as interfaces matriz/ macla durante este estágio da deformação. Antes da
maclagem, a resistividade aumenta proporcionalmente ao quadrado da tensão de escoamento,
concordando assim com trabalhos anteriores (BLEWITT, 1955, BASINSKI et al., 1967,
BASINSKI et al., 1977).
Estas observações mostraram que durante a deformação por maclagem a
-
31
resistividade aumenta num fator de dois e atinge um valor de 1,3. 10-7ohm.cm no ponto da
fratura. Se esse valor fosse atribuído inteiramente às discordâncias, iria corresponder a
densidade de discordâncias de aproximadamente 1012cm/cm3. Na estrutura do compósito de
camadas matriz/macla, ocorre deformação compatível na matriz e na macla, para preservar o
ajuste ao longo da interface. Este fenômeno determinou a orientação da interface com relação
ao eixo de tensão. É importante lembrar que neste trabalho a deformação continuou após
níveis de tensão superiores a 750MPa onde o cisalhamento localizado ocorreu num plano
paralelo à interface matriz/macla levando a fratura da amostra.
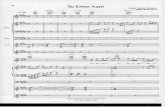
Na investigação da resposta mecânica dos monocristais de cobre deformados por
tração a 4,2K NIEWCZAS et al. (2001) observaram que a deformação dividia-se em três
regiões distintas (FIG. 2.1). A região A, onde a deformação ocorre por deslizamento. A região
B, onde ocorre deformação não uniforme seguida por maclagem até o cristal atingir
aproximadamente 70% do seu volume em maclas (convertendo o material num compósito
com lamelas alternadas de matriz e de macla). E a região C, onde a deformação prossegue por
deslizamento nos sistemas altamente tensionados e que permitem a compatibilidade da
interface matriz/macla. A tensão de cisalhamento observada atingiu níveis aproximadamente
três vezes maiores que o teórico para o cobre. Nos recozimentos abaixo de 100K, os defeitos
permaneceram imóveis. Acima dessa temperatura de recozimento (100K) até atingir 300K,
aproximadamente 60% da resistividade induzida por deformação foi recuperada.
FIG. 2.1 Gráfico de resistência vs deformação de um monocristal de cobre deformado por
tração a 4,2K (NIEWCZAS, 2001).
Na segunda parte desse trabalho NIEWCZAS et al. (2001) fizeram observações da
-
32
estrutura de defeitos através de microscopia eletrônica de transmissão (MET), mostrando que
os finos “debris” de discordâncias são as principais estruturas de defeitos encontradas. Esses
defeitos são identificados como estruturas faltando dipolos do tipo vacância e são produzidos
em todos os estágios da deformação, sendo importantes componentes das paredes de
discordâncias e densos emaranhados de discordâncias. A maclagem, que ocorre num estágio
de deformação avançado, transforma a subestrutura de discordância pré-existente da matriz
numa nova configuração dentro da macla. Durante o processo ocorrem refinamentos da
subestrutura, tornando-a menos estável a um novo recozimento, o que justifica sua maior
contribuição para resistividade recuperável.
LEIS et al. (2002) investigaram fios de cobre OFHC trefilados nas temperaturas de
77K e 295K. Observou-se que enquanto a microestrutura dos fios trefilados a 77K e a 295K
era semelhante sob observação em microscópio ótico, uma análise por MET (microscopia
eletrônica de transmissão) mostrou diferenças fundamentais FIG. 2.2. No início do processo
de trefilação a temperatura ambiente foi observada a formação de células de discordâncias,
enquanto que o material trefilado a 77K apresentou maclas. Estes resultados mostraram que a
deformação a 77K também é uma boa alternativa para esquivar-se da recuperação dinâmica, e
assim aumentar a resistência mecânica sem comprometer a condutividade elétrica.
(a) (b)
FIG. 2.2 Imagem de MET (a) formação de célula, (b) estrutura maclada, (LEIS et al., 2002).
LEIS (2003) estudou amostras de cobre trefiladas à temperatura ambiente e a 77K.
Com o objetivo de avaliar a estabilidade microestrutural dos fios produzidos, o material foi
armazenado durante quatro anos à temperatura ambiente. Foram feitas observações por meio
de microscopia eletrônica de transmissão (MET) e verificou-se a estabilidade da
-
33
microestrutura por não haver indícios que comprovassem recuperação ou recristalização
durante o tempo que o material permaneceu armazenado. Foi observado que a deformação à
77K aumentou a resistência máxima à tração em 50%, em relação ao fio trefilado a
temperatura ambiente, por meio de retardamento da recuperação dinâmica, que é um processo
termicamente ativado.
NIEWCZAS et al. (2004), realizando pesquisas em monocristais de cobre
deformados por tração a 4,2 K, acompanharam a natureza da deformação e recristalização
desses materiais. Neste trabalho foram utilizadas as seguintes técnicas:
a) EBSD para observar a orientação cristalográfica no estado deformado e
transformações na textura durante a nucleação e crescimento na recristalização;
b) difração de raios-X para medir a textura e investigar a recristalização;
c) MET para examinar as subestruturas de discordâncias nas amostras deformadas.
Foi observado que a recristalização iniciou-se antes da maclagem, entretanto,
texturas de recristalização obtidas a partir do material maclado mostraram duas componentes,
ambas obtidas da rotação de 40º em torno da normal ao plano de maclagem. Essas
componentes cresceram ao longo das interfaces matriz-macla resultando numa estrutura em
camadas, que são mais largas que as formadas durante a deformação plástica. A origem das
duas componentes de textura de recristalização foi interpretada em termos da alta mobilidade
dos contornos de grão rodados de 40º . A estrutura em camadas formada pela
recristalização surgiu paralela à estrutura lamelar formada pela deformação plástica.
2.3 FIOS COMPÓSITOS DE ALTA RESISTÊNCIA E ELEVADA CONDUTIVIDADE
No projeto de eletroímãs para geração de altos campos magnéticos é essencial a
combinação de duas propriedades: a alta condutividade elétrica e a alta resistência mecânica.
Para obter estes tipos condutores uma boa alternativa é a utilização de fios compósitos, que
serão abordados com mais detalhes a seguir.
-
34
2.3.1 MICROCOMPÓSITOS
Os termos microcompósitos ou nanocompósitos referem-se à escala do arranjo
microestrutural de suas fases. A interação entre as fases é responsável pelas propriedades dos
compósitos, e serão mais fortes quanto mais refinadas forem estas fases. Na maioria dos
casos, a microestrutura fina é alcançada através da codeformação, isto é, processamento “in
situ” (HERINGHAUS, 1998).
Compósitos binários com base de cobre são geralmente Cu-Ag e Cu-ccc, onde ccc
refere-se ao grupo de alta fusão, metais de transição do tipo cúbico de corpo centrado: V, Cr,
Nb, Mo, Ta e W. A alta fusão deste tipo de material evita a solubilização entre as fases e
permite a formação do microcompósito.
Em relação à tecnologia de magnetos, uma composição extensivamente investigada
é Cu-24% Ag (em peso) (SAKAI, 1991; HIROTA et al., 1994; WOOD, 1994; HONG et al.,
1995; SAKAI, 1996; HONG et al., 1998). O mais proeminente exemplo do grupo Cu-ccc é o
Cu-20% Nb (em peso) (BEVK et al., 1978; SPITZIG et al., 1987; SPITZIG et al., 1988;
POURRAHIMI et al., 1992; DUPOUY, 1995; HANGEN, 1995; HERINGHAUS et al., 1995;
PATSYRNYI et al., 2000; SHIKOV et al., 2001).
2.3.1.1 MICROCOMPÓSITOS COBRE-PRATA PARA APLICAÇÕES EM
MAGNETOS DE ALTOS CAMPOS
O desenvolvimento de um método de fabricação de placas condutoras para ligas de
Cu-Ag, contendo de 6 a 24% Ag (em peso), foi estudado por SAKAI et al. (1994). Para estes
autores, tanto a resistência mecânica, quanto a condutividade elétrica da placa, foi imposta
pela repetição de tratamentos térmicos combinados com trabalho a frio. Neste caso, a
otimização da placa com composição de Cu-24% Ag com taxa de redução de 96%, apresentou
tensão de resistência de 1050 MPa e condutividade de 75% IACS em temperatura ambiente.
Num exame sobre os vários aspectos de fios bifásicos (Cu-Nb e Cu-Ag),
trabalhados a frio por trefilação, HONG et al. (1995) constaram duas importantes
-
35
conseqüências:
a) flutuações térmicas na faixa de 300ºC podem resultar em esferoidização da
microestrutura;
b) o uso de recozimentos intermediários é um método de restaurar a taxa de
endurecimento inicial e assim obter um produto final mais resistente por processamento
termomecânico.
GRUNBERGER et al. (2001) investigaram amostras trefiladas a partir de tarugos
fundidos com diferentes diâmetros. Sugeriram que a taxa de resfriamento durante a
solidificação teria menos influência no desenvolvimento da resistência do que a velocidade de
resfriamento depois da solidificação. Esta velocidade determinaria a extensão da
supersaturação de Ag na solução sólida de cobre. Conseqüentemente para obter-se máxima
resistência com mínima deformação seria necessário um resfriamento suficientemente rápido
para prevenir pré-precipitação.
2.3.1.2 MICROCOMPÓSITOS DE COBRE – NIÓBIO
BEVK et al. (1978) foram precursores no trabalho de endurecimento por alta
trefilação do Cu-Nb produzidos “in situ”. Obtiveram limites de resistência que superaram 2
GPa. O fato de esses valores excederem os previstos pela regra das misturas, sugeriu que os
filamentos agem primariamente como barreiras ao movimento das discordâncias na matriz, e
que a resistência do filamento era de importância secundária. Esta hipótese foi sustentada por
observações em microscopia eletrônica de varredura (MEV) e microscopia eletrônica de
transmissão (MET), as quais revelaram os modos de deformação durante a fabricação do
compósito e testes mecânicos.
SPITZIG e KROTZ (1987) estudaram a influência do tamanho inicial das dendritas
de Nb no endurecimento dos compósitos de Cu-20%Nb (em peso) trabalhados a frio.
Verificou-se que os resultados de resistência medidos são maiores do que os previstos pela
regra das misturas. Foi constatada a importância, tanto do (to) tamanho médio inicial das
dendritas de Nb, quanto do (η) grau de deformação no endurecimento. Finalmente,
observaram que o tamanho da dendrita inicial será menor para processos onde o resfriamento
for mais rápido.
-
36
Continuando o estudo do Cu-20%Nb SPITZIG e KROTZ (1988) compararam o
Cu-20%Nb com o Cu-20%Ta (em peso). Observaram que os filamentos de Ta foram
obstáculos mais efetivos que os filamentos de Nb para deformação plástica. O endurecimento
foi mais afetado pelo: aumento do grau de deformação (η), pelo decréscimo de tamanho
médio inicial (to) ou do espaçamento entre as dendritas (λ) e pelo aumento do módulo de
cisalhamento do compósito (Gcom), nesta ordem.
POURRAHIMI et al. (1992) investigaram compósitos de Cu-Nb fabricados por
metalurgia do pó e posteriormente processados pelos métodos convencionais (forjamento,
extrusão e trefilação de fio). Foram atingidas tensões de resistência maiores que 1 GPa em
escalas intermediárias de microcompósitos onde os filamentos mediam de 5 a 10 nm.
Observou-se que as partículas de Nióbio em pó utilizadas na fabricação, na maior parte
monocristalinas, assumiram orientações randômicas em relação à direção de carregamento no
processo de deformação.
Na análise de fios de cobre com 9 milhões de filamentos contínuos, DUPOUY et al.
(1995b) obtiveram os seguintes valores para suas principais propriedades: σUTS(77K)=1050MPa
para 25% em peso de Nb, resistividade proporcional de 273K para 77K=5,43. Constataram
que metais de transição com estrutura cristalina CCC, neste caso Nb, aumentam a tensão de
atrito das discordâncias (força de Peierls) quando a temperatura decresce. E então observaram
um incremento na resistência mecânica para temperatura de 77K.
HERINGHAUS et al. (1995) investigaram um microcompósito formado “in situ”
de Cu-Nb e discutiram a evolução microestrutural e correlações com as propriedades.
Verificaram um incremento na resistividade com o decréscimo do diâmetro da fibra e o
espaçamento entre os filamentos. E atribuíram este fato ao espalhamento dos elétrons de
condução nos contornos de fase.
Num estudo dos filamentos de Nb deformados por laminação a frio, do compósito
Cu-20% Nb produzido “in situ”. RAABE e HANGEN (1995) observaram:
a) formação de células de discordâncias randomicamente arranjadas na rede;
b) numerosas estruturas de áreas menos ordenadas, das quais em parte se estendem
para fora dos filamentos;
c) retração, equivalentemente, cristalização das áreas estruturalmente menos
ordenadas depois do recozimento pelo movimento de contornos de fases vitro-cristalinas.
SHIKOV et al. (2001) analisaram os métodos de “fusão-e-deformação” e
“empacotamento-e-deformação” na produção de microcompósitos de Cu-Nb para utilização
-
37
em magnetos pulsados. O desenvolvimento desses fios atingiu valores de resistência mecânica
de 1100-1300 MPa.
2.3.2 MACROCOMPÓSITOS
Macrocompósitos combinam propriedades dos seus constituintes pela regra das
misturas. A combinação de alta resistência mecânica e alta condutividade elétrica, para
aplicações em magnetos pulsados, pode ser atingida simplesmente pela utilização do cobre de
alta pureza com um metal de alta resistência mecânica. A vantagem desses compósitos sobre
os microcompósitos está primeiramente, na sua condutividade elétrica em baixas temperaturas
devido à pureza da fase de cobre. Isto permite frações volumétricas das fases de alta
resistência de até 50%, ou seja, poderia se produzir um compósito com até 50% de uma fase
de alta resistência e 50%, neste caso, de cobre (HERINGHAUS, 1998).
A codeformação de um núcleo de cobre com reforço externo de aço é uma maneira
de produzir um macrocompósito (MELVILLE, 1981; DUPOY, 1995; VAN CLEEMPUT,
1996; ZHOU, 1996; PANTSYRNYI, 2001).
Pode-se destacar também, macrocompósitos de Cu-Nb (POURRAHIMI et al.,
1992; DUPOY, 1995, PANTSYRNY, 2001) com baixa deformação e macrocompósitos de
fios de Cu-Ta (FROMMEYER, 1983), entre outros.
2.3.2.1 PROJETO CU-AÇO INOXIDÁVEL:
Para combinar propriedades no projeto de bobinas para altos campos, uma série de
parâmetros deve ser considerada, incluindo tenacidade, limite de escoamento, ductilidade,
condutividade elétrica e parâmetros associados à vida em serviço (no caso de magnetos
pulsados devem suportar milhares de ciclos) assim como estabilidade térmica e fadiga.
O desenvolvimento de um compósito de cobre-aço inoxidável pode ser uma
alternativa para substituir os compósitos Cu-Nb e Cu-Ag usados nas bobinas magnéticas.
A primeira parte do projeto, no qual o estudo desenvolvido neste trabalho está
-
38
inserido, consiste na utilização de cobre puro como material para confecção de um compósito.
O uso do cobre trefilado a temperatura ambiente é limitado, pois para deformações da ordem
de ε=10 (deformação= ln Ao/Af, onde Ao e Af são as áreas inicial e final da seção transversal
dos fios) o nível de resistência atingido é da ordem de 400MPa. Este limite é imposto,
principalmente, pela ocorrência da recuperação durante o processo de fabricação, que resulta
na aniquilação de discordâncias e como conseqüência atinge um valor máximo de densidade
de discordância acumulada durante a deformação menor do que o valor que seria atingido se
pudéssemos evitar ou diminuir o efeito da recuperação dinâmica.
O estudo realizado por BASINSKI e SAIMOTO (1967) mostrou que a densidade
de discordâncias acumulada nos metais puros pode ser estimada por meio da mudança de
resistividade, observando que a mudança de resistividade por unidade de discordância é da
ordem de 10-19Ω.cm. O valor de resistividade observado demonstrou que, o aumento de
resistência mecânica através do aumento da densidade de discordâncias é uma maneira efetiva
de atingir uma combinação de alta resistência mecânica e alta condutividade elétrica.
Baseando-se no mesmo princípio NIEWCZAS et al., (2001) observou que mesmo
para altas densidades a resistividade aumenta apenas cerca de 1%, enquanto que a inclusão de
impurezas geralmente muda a resistividade num fator de 2% por átomo de impureza. Fica
claro a partir daí que, a deformação criogênica tem potencial de produzir novas combinações
de resistência mecânica e condutividade elétrica.
A segunda parte do projeto em questão considera a possibilidade de desenvolver
um macrocompósito basicamente combinando cobre com materiais de alta resistência, como o
aço inoxidável. Neste caso, a resistência mecânica final desse macrocompósito poderá ser
predita pela regra das misturas. A condutividade elétrica será determinada pela fração de
volume de cobre no compósito e deverá ser da ordem de 70-75% IACS.
Outras pesquisas (PATSYRNYI et al., 2000 e DUPOY et al., 1995) utilizaram
compósitos de cobre e aço inoxidável. Entretanto não foi feita uma investigação sistemática
do uso dos vários tipos de aço inoxidável que exibem diferentes faixas de endurecimento.
Estudos preliminares feitos para viabilidade deste projeto indicaram que os aços inoxidáveis
que formam martensita quando submetidos à deformação e que possuem certas quantidades
de intersticiais como (C, N) podem alcançar altos níveis de resistência mecânica para
reduções de até 50% em área.
Finalmente, a produção desses macrocompósitos de cobre e aço inoxidável, explora
conceitos básicos de endurecimento e métodos de fabricação baseados em:
-
39
a) deformação criogênica do cobre atingindo níveis de ε =3 ou 4 (deformação
verdadeira);
b) desenvolvimento da montagem do cobre previamente deformado e obtenção de
geometrias desejáveis do compósito para aplicações magnéticas.
2.3.3 ESTADO DEFORMADO
O estado deformado é caracterizado principalmente pela heterogeneidade da sua
microestrutura, por exemplo: a presença de densas paredes de discordâncias (“DDW’s-
“Dense Dislocation Walls”), contornos incidentais (“IDB´s-Incidental Dislocations
Boundaries”), blocos de células (“CB’s-Cell Blocks”), microbandas (MB’s-Microbands”),
bandas de transição, bandas de cisalhamento entre outras.
As características dessas heterogeneidades dependem de muitos parâmetros
metalúrgicos, incluindo tamanho de grão e energia de falha de empilhamento (EFE), assim
como dos parâmetros do processo, como deformação plástica, tensão aplicada, taxa e modo de
deformação. A partir daqui será feita uma breve descrição do desenvolvimento e inter-relação
dessas microestruturas em metais com média ou alta energia de falha de empilhamento (EFE).
2.3.4 BLOCOS DE CÉLULAS
Com a evolução da deformação, a microestrutura de materiais com média e alta
energia de falha de empilhamento tende a desenvolver estruturas de discordâncias de baixa
energia (“LEDS-Low Energy Dislocations Structures”). Essas estruturas caracterizam-se
principalmente pela alternância de regiões com alta densidade de discordâncias, como as
paredes das células, e regiões com baixa densidade de discordâncias, como o interior das
células ou subgrãos (KUHLMANN-WILSDORF, 1989, 1998, 1999).
As primeiras subestruturas a aparecer são os blocos de células (CB’s - “Cell
Blocks”), que por sua vez, são formados por grupos de células elementares. Estes blocos de
células (CB’s) são envolvidos por densas paredes de discordâncias (“DDW’s-Dense
-
40
Dislocation Walls”), formadas por discordâncias geometricamente necessárias (“GNB’s-
Geometrically Necessary Boundaries”).
BAY et al. (1992) sugeriram que o princípio governante do desenvolvimento das
várias estruturas de deformação é o número e a seleção de alguns sistemas de deslizamento,
os quais agem simultaneamente nos volumes adjacentes de um mesmo grão (“CB´s”, ou
“MB´s”, por exemplo) para acomodar a deformação aplicada. Observaram também, que no
volume total o número de sistemas de deslizamento operando é geralmente menor do que os
cinco sistemas propostos pelo critério de Taylor (TAYLOR, 1938). Com o aumento da
deformação os blocos de células (CB’s) diminuem o seu tamanho e evoluem para outras
subestruturas que serão apresentadas a seguir.
2.3.5 MICROBANDAS E ESTRUTURAS LAMELARES
Com o aumento da deformação as densas paredes de discordâncias (DDW’s)
tendem a formar bandas que atravessam todo o comprimento do grão, as quais são chamadas
de microbandas (MB’s). Essas microbandas podem ser geradas de duas maneiras:
microbandas geradas através de imobilização em parte das DDW’s ou em todo o seu
comprimento, ou geração de microbandas que envolvem deformação plástica localizada
(HANSEN, 1992).
BAY et al. (1992) investigaram alumínio deformado a frio à temperatura ambiente
por laminação e por torção com níveis de deformação de até 90% de redução em área. Foram
verificadas as seguintes microestruturas de acordo com o grau de deformação:
a) entre 10% e 50% de deformação, foram encontradas células de discordâncias,
CB’s, DDW’s e MB’s. Onde as DDW’s formavam ângulos de 40º com a direção de
laminação;
b) em deformações de aproximadamente 70% foi encontrada uma estrutura lamelar
em 25% do material, formando ângulos entre 0º e 15º com a direção de laminação;
c) entre 80% e 90%, a microestrutura dominante foi a lamelar com desorientação de
+/- 10º para a deformação de 80%. As lamelas tenderam a alinhar-se paralelamente com a
direção de laminação à medida que a deformação foi aumentando. Para a deformação de 90%
foram encontrados subgrãos equiaxiais, caracterizando uma recuperação dinâmica.
-
41
Normalmente as “MB´s” FIG. 2.3 (a) se subdividem em células de discordâncias,
que em média são menores que as células de discordâncias que surgem no material antes da
formação dessa subestrutura. A largura das “MB´s” diminui com o aumento da deformação
dando origem a estruturas finas, agrupadas paralelamente em bandas, as lamelas FIG. 2.3 (b).
Esta estrutura lamelar passa a alternar-se com a formação de subgrãos com a evolução do
processo de deformação. As lamelas individuais possuem espessura de 0,05μm até 0,3 μm
enquanto as “MB´s” variam de 0,5μm até 3 μm (HANSEN, 1992).
Pequenas deformações
Altas Deformações
Microbanda
CB
Células
Contornos Lamelares (LB)
(a) (b)
Células
FIG. 2.3 Desenho esquemático das subestruturas de deformação: (a) células, blocos de
células (CB), microbandas (MB) e (b) contornos lamelares (LB) (HUGUES e HANSEN,
1997).
No estudo realizado por LEIS (2003) em fios de cobre trefilados à 77K, foram
encontradas MB’s com desorientação de 2º para o plano (220) em deformações de ε=1,68,
como mostram as regiões A e B da FIG. 2.4 (a) e MB’s com desorientação de 2º para o plano
(202) em deformações de ε=2,23 como mostra a FIG. 2.4 (b) nas regiões A e B. Verificou-se
também que com o aumento da deformação as MB’s tornaram-se bem mais estreitas.
-
42
FIG. 2.4 Microestruturas de fios de cobre deformados à 77k obtidas por MET: a) MB’s e
DDW’s (ε=1,68); b) MB’s e DDW’s (ε=2,23), (LEIS, 2003).
2.3.6 BANDAS DE DEFORMAÇÃO
HUMPREYS e HATHERLY (1995) definem bandas de deformação (FIG. 2.5)
como um volume dentro do grão de orientação constante e diferente de outra região ou do
restante do grão. Segundo KUHLMANN-WILSDORF (1999) quando este tipo estrutura está
arranjado paralelamente, pode ser chamada de banda de deformação regular (“regular
deformation bands”) e são geralmente observadas em metais puros do tipo CCC e CFC.
A natureza desse tipo de bandas foi bastante estudada nos últimos anos devido à sua
relevância na geração de texturas de deformação. Em 1969, CHIN identificou dois tipos de
formação dessas bandas o primeiro devido à ativação de mais de um conjunto de planos de
deslizamento e o segundo devido à deformação localizada que acontece em diferentes partes
do cristal.
2.3.7 BANDAS DE TRANSIÇÃO
As bandas de transição (FIG. 2.5) são descritas como a interface entre duas bandas
de deformação (HUTCHINSON, 1992). Estas bandas aparecem quando a deformação por
deslizamento não é uniforme através do cristal. Portanto o cristal não é capaz de absorver o
estado de deformação que lhe é imposto, com isso utiliza-se de mais de um conjunto de
-
43
sistemas de deslizamento, causando uma quebra em regiões de diferentes orientações e
criando interfaces de elevada curvatura na rede.
As elevadas curvaturas da rede são regiões de grande concentração de energia e
por isso os fenômenos de nucleação durante a recristalização podem ser facilitados. Estas
bandas estão confinadas no interior dos grãos e são formadas por células alongadas na direção
do seu comprimento (PADILHA e SICILIANO, 1996).
FIG. 2.5 Microscopia óptica do plano central do AL 0,5%Cu depois de compressão uniaxial
em taxa de 1% por segundo até deformação de engenharia de 50% (KUHLMANN-
WILSDORF, 1999).
2.3.8 BANDAS DE CISALHAMENTO
As bandas de cisalhamento (FIG. 2.6) são regiões estreitas, de intenso cisalhamento
localizado, que ocorrem independentemente da estrutura dos grãos, mas dependentes do modo
e da quantidade de deformação. A característica principal das bandas de cisalhamento é que
elas podem não se limitar apenas a um único grão, atravessando vários contornos (PADILHA
e SICILIANO, 1996).TAB. 2.2
-
44
FIG. 2.6 Banda de cisalhamento de cobre laminado a frio com 97% de redução (MALIN e
HATHELY, 1979).
Essas bandas formam ângulos de 30º até 60º em relação à direção de deformação.
Em materiais laminados, as bandas, tanto as intra, quanto as transgranulares, se formam com
uma inclinação de aproximadamente 35º em relação ao plano de laminação, quando
observadas na seção longitudinal. Sua ocorrência está associada a elevadas deformações á
frio, a tamanho de grão grosseiro, e deformações predominantemente compressivas
(HUTCHINSON e RYDE, 1995).
Num trabalho realizado por VIANA et al. (1999), através de microscopia eletrônica
de transmissão, foi observado que as bandas de cisalhamento apresentam, no seu interior,
células de deformação menores, mais alongadas e com grande diferença de orientação a curtas
distâncias quando comparadas a uma região não cisalhada do material. A origem e formação
dessas bandas ainda não são totalmente conhecidas, porém pode-se afirmar que estão ligadas
a instabilidade plástica, aspectos microestruturais e algumas componentes de textura dos
materiais (DILLAMORE et al., 1972).
A energia de falha de empilhamento, por exemplo, pode afetar a quantidade de
deformação necessária para o aparecimento dessas bandas. Em materiais com baixa energia
de falha de empilhamento, como o latão 70:30, elas aparecem com aproximadamente 50% de
deformação, porém requerem altas reduções para materiais com alta energia de falha de
empilhamento, como o alumínio e o ferro alfa (GIL SEVILLANO et al.,1980).
-
45
2.3.9 BANDAS DE DOBRAMENTO
Em muitos casos acontece formação de bandas que separam regiões de mesma
orientação, por uma mudança abrupta na orientação do reticulado dentro daquela faixa, estas
são conhecidas como bandas de dobramento (FIG. 2.7) (HUMPREYS e HATHERLY, 1995).
Este tipo de estrutura é resultado de que na ausência do mecanismo de deslizamento fácil,
uma força compressiva ou componente de tensão causa curvatura no lugar da translação.
FIG. 2.7 Microestrutura do latão 70:30 com 12% de redução por compressão mostrando
bandas de dobramento (HUMPREYS e HATHERLY, 1995)
As bandas de dobramento são inclinadas de 45º do eixo de compressão e
cisalhamento (não necessariamente causadas pelas discordâncias), e são observadas
especialmente em metais HC (OROWAN, 1946, HESS e BARRETT, 1949).
2.3.10 MACLAS
A maclagem é o principal modo de deformação para metais CFC com energia de
falha de empilhamento menores que 25mJ/m2 e nos metais hexagonais compactos (HC).
Ocorre também, nos metais CFC e nos metais CCC com altos valores de energia de falha de
empilhamento se deformados em baixas temperaturas ou altas taxas de deformação
(NIEWCZAS et al., 1997, 2001a, 2001b). Em todo caso, a maclagem é dependente da
-
46
orientação. As maclas de deformação são formadas por cisalhamento uniforme, paralelo a um
plano específico e numa direção definida deste plano (HUMPREYS e HATHERLY, 1995).
Nos metais CFC, os sistemas de maclagem são da família {111} e no CCC
são do tipo {112}. Ao contrário do deslizamento por discordâncias, que deixa a
orientação da rede inalterada, a maclagem reorienta a rede de modo abrupto, definindo
volumes com contornos retos ou quase retos, no interior (ou através) do cristal. A maclagem é
um processo de deformação plástica, envolvendo grandes alterações de forma.
As maclas também podem ser criadas durante o processo de crescimento de grão,
quando então são chamadas de maclas de recozimento. A relação da orientação da macla com
a da matriz é a mesma da macla mecânica. As maclas também são comuns no sistema
hexagonal compacto (HC). A FIG. 2.8 mostra um exemplo de maclas de deformação no
magnésio policristalino deformado 8% em compressão a 260ºC.
FIG. 2.8 Maclas de deformação no magnésio policristalino deformado 8% em compressão a
260ºC (ION, 1982).
2.4 CONTORNOS CSL
Uma das principais propostas das Ciências dos Materiais é o desenvolvimento das
propriedades desejadas nos materiais atra