na ColepCCL Portugal - repositorio-aberto.up.pt · Cláudia Manuela Ferreira de Andrade...
82
General Line Planning na ColepCCL Portugal Cláudia Manuela Ferreira de Andrade Dissertação de Mestrado Orientador na FEUP: Prof. Doutor Manuel Pina Marques Orientador na ColepCCL: Eng. José Carlos Soares Faculdade de Engenharia da Universidade do Porto Mestrado Integrado em Engenharia Industrial e Gestão 2010-07-05
Transcript of na ColepCCL Portugal - repositorio-aberto.up.pt · Cláudia Manuela Ferreira de Andrade...
General Line Planning
na
ColepCCL Portugal
Cláudia Manuela Ferreira de Andrade
Dissertação de Mestrado
Orientador na FEUP: Prof. Doutor Manuel Pina Marques
Orientador na ColepCCL: Eng. José Carlos Soares
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Industrial e Gestão
2010-07-05

ii
“All time management begins with planning.” Tom Greening
iii
Resumo
O planeamento da produção é um dos principais factores que influenciam a produtividade
industrial. Particularmente em empresas com capacidade limitada, é crucial um planeamento
da produção que permita a correcta utilização dos recursos disponíveis.
Para resolução dos problemas de planeamento da produção podem ser utilizados diferentes
métodos, que variam conforme as características do sistema produtivo e os objectivos
definidos pela empresa.
Esta dissertação descreve uma ferramenta informática desenvolvida em linguagem “Visual
Basic” aplicada ao “Microsoft Excel” baseada no conceito de sistema de apoio à decisão para
problemas de planeamento da produção de uma empresa do Sector Metalomecânico tendo
como objectivos a minimização do atraso total e a minimização do tempo de “setup”, numa
oficina constituída por uma só máquina. Foram desenvolvidas heurísticas adaptadas ao
sistema produtivo da empresa, e incorporados na ferramenta desenvolvida.

iv
Abstract
Production planning is one of the main factors influencing industrial productivity. Particularly
in companies with seasonal demand and limited capacity, it is crucial to have a production
planning system for a correct allocation of available resources.
Different methods can be used to solve production planning problems, which depend on the
characteristics of the production system and the objectives set by the company.
This thesis describes a software tool developed in "Visual Basic" applied to "Microsoft Excel"
based on the concept of decision support system for production planning of a company in
mechanical sector with the objectives of minimizing the total tardiness and minimizing the
setup time in a single machine workshop. Heuristic Models were tailored and developed for
this company production system

v
Agradecimentos
No final da elaboração deste trabalho gostaria de agradecer a todos quantos, directa ou
indirectamente, o tornaram possível.
A toda a equipa do “Supply Chain Department” em especial ao Eng. José Carlos Soares.
Ao Professor Manuel Pina Marques pela incansável ajuda prestada, pelo apoio e
disponibilidade demonstrados.
Um agradecimento, a todos os professores do MIEIG que me proporcionaram, ao longo do
curso, um óptimo ambiente de estudo e formação.
Finalmente, o maior agradecimento vai para os meus pais, irmãs, namorado e amigos pelos
incentivos, motivação e apoio dado durante este período.
vi
Índice de Conteúdos
1 Introdução ........................................................................................................................................... 1
1.1 Apresentação da empresa ColepCCL .................................................................................................. 1
1.2 Projecto “General Line Planning” ......................................................................................................... 2
1.3 Temas abordados e sua organização no presente relatório ................................................................ 3
2 Fundamentos Teóricos........................................................................................................................ 4
2.1 Métodos de previsão ............................................................................................................................ 4
2.2 Problemas de sequenciamento ............................................................................................................ 7
2.3 SAD (Sistema de Apoio à Decisão) ................................................................................................... 16
3 Apresentação do Projecto “General Line Planning” .......................................................................... 18
3.1 Características gerais do ambiente produtivo .................................................................................... 18
3.2 MRP (“Material Requirement Planning”) ............................................................................................ 21
3.3 “General Line Planning” no presente ................................................................................................. 22
4 Modelo desenvolvido para o “General Line Planning” ...................................................................... 24
4.1 Métodos utilizados para previsão do consumo .................................................................................. 24
4.2 Nova abordagem à geração de ordens de produção ......................................................................... 25
4.3 Definição do problema de sequenciamento ....................................................................................... 27
4.4 Heurísticas desenvolvidas para criação dos planos de produção ...................................................... 28
4.5 Dados de entrada das heurísticas ...................................................................................................... 28
4.6 Regra de escolha da próxima família a sequenciar ........................................................................... 29
4.7 Descrição das heurísticas para cada plano de produção ................................................................... 30
5 Apresentação e Funcionalidades da Ferramenta de Auxílio ao “General Line Planning” ................ 38
5.1 Página inicial ...................................................................................................................................... 38
5.2 Página de dados ................................................................................................................................ 40
5.3 Análise dos valores propostos pela ferramenta ................................................................................. 42
5.4 Geração dos planos de produção ...................................................................................................... 43
5.5 Comparação entre os planos de produção criados ............................................................................ 46
6 Conclusões e Trabalhos Futuros ...................................................................................................... 47
6.1 Conclusões ........................................................................................................................................ 47
6.2 Trabalhos Futuros .............................................................................................................................. 48
Referências ............................................................................................................................................ 50
ANEXO A: Dados do centro de trabalho 41083 na semana 25 ............................................................. 53
ANEXO B: Planos de produção ............................................................................................................. 54

vii
Índice de Figuras
Figura 1: Distribuição das unidades industriais da ColepCCL ................................................................ 1
Figura 2: Componentes de um SAD (Sistema de Apoio à Decisão) .................................................... 17
Figura 3: Identificação de família e artigo ............................................................................................. 18
Figura 4: Processo de fabrico de latas no “General Line” .................................................................... 19
Figura 5: Artigos de procura independente e artigos de procura dependente ..................................... 20
Figura 6: Geração de ordens pelo MRP (“Material Requirement Planning”) ........................................ 22
Figura 7: FlowChart do método usado presentemente no “General Line Planning” ............................ 23
Figura 8: Flowchart para escolha do método de previsão .................................................................... 24
Figura 9: Criação da ordem agregada .................................................................................................. 26
Figura 10: “Flowchart” da regra para escolha da próxima família a sequenciar ................................... 30
Figura 11: “Flowchart” da heurística baseada na regra da folga mínima considerando a restrição –
Plano A .................................................................................................................................................. 32
Figura 12: “Flowchart” da heurística baseada na regra da folga mínima relaxando a restrição – Plano
B ............................................................................................................................................................ 33
Figura 13: “Flowchart” da heurística baseada na regra da “earliest due date” considerando a restrição
– Plano C ............................................................................................................................................... 34
Figura 14: “Flowchart” da heurística baseada na regra da “earliest due date” relaxando a restrição –
Plano D .................................................................................................................................................. 35
Figura 15: “Flowchart” da heurística baseada na regra do tempo mínimo de processamento
considerando a restrição – Plano E ...................................................................................................... 36
Figura 16: “Flowchart” da heurística baseada na regra do tempo mínimo de processamento relaxando
a restrição – Plano F ............................................................................................................................. 37
Figura 17: Página inicial da ferramenta ................................................................................................ 38
Figura 18: Gráfico do histórico de consumo do artigo 31-20358 .......................................................... 42
Figura 19: Alteração da quantidade sugerida pelo programa ............................................................... 43
Figura 20: Exemplo de um plano de produção para o centro de trabalho 41083 ................................. 43
Figura 21: Diagrama de Gant correspondente ao plano de produção ................................................. 45
Figura 22: Gráfico de análise dos planos de produção criados ............................................................ 45
viii
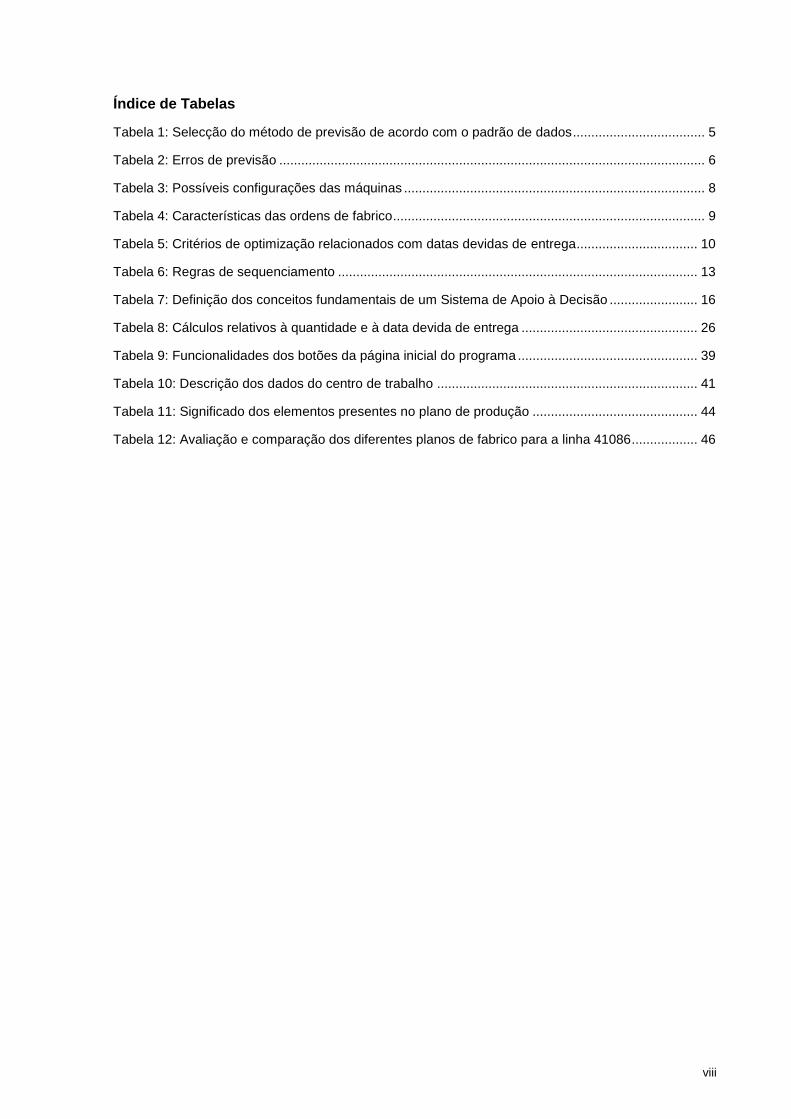
Índice de Tabelas
Tabela 1: Selecção do método de previsão de acordo com o padrão de dados .................................... 5
Tabela 2: Erros de previsão .................................................................................................................... 6
Tabela 3: Possíveis configurações das máquinas .................................................................................. 8
Tabela 4: Características das ordens de fabrico ..................................................................................... 9
Tabela 5: Critérios de optimização relacionados com datas devidas de entrega ................................. 10
Tabela 6: Regras de sequenciamento .................................................................................................. 13
Tabela 7: Definição dos conceitos fundamentais de um Sistema de Apoio à Decisão ........................ 16
Tabela 8: Cálculos relativos à quantidade e à data devida de entrega ................................................ 26
Tabela 9: Funcionalidades dos botões da página inicial do programa ................................................. 39
Tabela 10: Descrição dos dados do centro de trabalho ....................................................................... 41
Tabela 11: Significado dos elementos presentes no plano de produção ............................................. 44
Tabela 12: Avaliação e comparação dos diferentes planos de fabrico para a linha 41086.................. 46

ix
Abreviaturas
EAM Erro Absoluto Médio
EDD “Earliest Due Date “
EM Erro Médio
EPAM Erro Percentual Absoluto Médio
EPM Erro Percentual Médio
EPt Erro Percentual no período t
EQM Erro Quadrático Médio
Et Erro de previsão no período t
MDD “Modified Due Date “
MRP “Material Requirement Planning”
SAD Sistema de Apoio à Decisão
SAP Sistemas Aplicações e Produtos em Processamento de Dados

x
Notações
prmp “preemptions”
𝑟𝑖 “release” date da ordem i
𝑇𝑚𝑎𝑥 atraso máximo
𝑇𝑖
𝑛
𝑖=1
atraso total
𝐶𝑖 data de finalização da ordem i
𝑑𝑖 data devida de entrega da ordem i
Lmax desvio máximo
𝐿𝑖
𝑛
𝑖=1
desvio total
fmls família das ordens
𝑈𝑖
𝑛
𝑖=1
número de ordens atrasadas com 𝑈𝑖 = 0 , 𝑠𝑒 𝐶𝑖 ≤ 𝑑𝑖 1 , 𝑛𝑜 𝑐𝑎𝑠𝑜 𝑐𝑜𝑛𝑡𝑟á𝑟𝑖𝑜
𝑌𝑡 observação para o período t
𝐹𝑡 previsão para o período t
𝑠𝑡𝑖𝑗 tempo de mudança de “setup” da ordem i para a ordem j
𝑝𝑖 tempo de processamento da ordem i

General Line Planning
1
1 Introdução
1.1 Apresentação da empresa ColepCCL
A ColepCCL S.A. é a líder europeia no fabrico de artigos aerossol, com actividade nos
segmentos de higiene pessoal, cosmética, higiene do lar e parafarmácia de venda livre.
Desenvolve actividade relevante no fabrico de embalagens metálicas, posicionando-se como
líder Ibérico no sector. Tem também grande relevância na produção de embalagens industriais e
é um dos maiores fornecedores europeus de embalagens aerossol.
A ColepCCL foi criada em 2004 pela fusão da Colep com a divisão europeia de “custom
manufacturing” da CCL Industries Inc.
A empresa tem como clientes as principais marcas multinacionais de bens de consumo, bem
como as mais importantes empresas ibéricas dos sectores industriais e alimentares.
A ColepCCL dispõe de 8 unidades industriais na Europa, localizadas em Espanha, Alemanha,
Portugal e Polónia. Esta cobertura geográfica permite à empresa oferecer aos seus clientes as
mais eficientes soluções de outsourcing.
A sua sede social situa-se em Vale de Cambra. Das suas unidades industriais fazem parte cerca
de 2800 colaboradores. É uma das empresas do grupo RAR totalmente financiada pelo mesmo.
A empresa está dividida em: “Contract Operations”, “Packaging” e “Speciality Custom
Manufacturing”. Cada uma destas divisões é composta por departamentos distintos.
O projecto “General Line Planning” insere-se nas actividades do “Supply Chain Department“
da “Packaging Division” e foi realizado nas instalações da empresa em Vale de Cambra.
Figura 1: Distribuição das unidades industriais da ColepCCL
Fonte: (ColepCCL, 2010)

General Line Planning
2
A “Packaging Division” é responsável pelas áreas de embalagens plásticas e metálicas.
As embalagens metálicas dividem-se em duas áreas: “Aerossols”, da qual fazem parte os
artigos aerossol, e “General Line”, que é a área responsável pelas latas alimentares e
industriais.
O “Supply Chain Departement” é responsável pela gestão de toda a cadeia de suprimentos da
área de “Packaging” nas fábricas de Vale de Cambra, Navarra e Polónia. Deste departamento
fazem parte quatro grandes áreas: “Costumer Service”, “Planning”, “Expedition” e “Data
Management”.
O presente projecto está fortemente relacionado com a área de “Planning”.
1.2 Projecto “General Line Planning”
A “General Line” é uma área de negócio fortemente competitiva. A ColepCCL distingue-se dos
seus concorrentes oferecendo prazos de entrega mais reduzidos aliado a um bom nível de
serviço.
A tentativa de cumprimento dos curtos prazos de entrega acordados com os clientes resulta de
um sistema produtivo misto. O plano director de produção é definido tendo em atenção
encomendas firmes de clientes (sistema “make to order”) e encomendas previstas de clientes
(sistema “make to stock”).
O projecto desenvolvido divide-se em duas fases. O objectivo da primeira fase consiste em
associar a previsão de consumo às ordens de fabrico geradas a partir do plano director de
produção.
Na segunda fase pretende-se a criação de planos de produção que cumpram por um lado
critérios baseados nas datas de conclusão das ordens de fabrico e, por outro, critérios baseados
nas datas devidas de entrega.
Estudo e desenvolvimento da ferramenta de apoio ao “General Line Planning”
Optou-se por criar uma ferramenta de apoio ao “General Line Planning” em “Excel” com
recurso a programação em “Visual Basic”, baseada no conceito de sistema de apoio à decisão
(SAD). O conceito de sistema de apoio à decisão vai de encontro às características de um
problema multi-objectivo.
A ferramenta criada tem como dados de entrada, relatórios em “Excel” retirados do SAP
(Sistemas Aplicações e Produtos em Processamento de Dados), que contêm a informação
necessária à resolução do problema.
Os dados retirados do SAP são processados pela ferramenta criando um novo conceito de
ordens de fabrico que considera as ordens geradas a partir do plano director de produção e a
previsão de consumo.

General Line Planning
3
Foram desenvolvidas heurísticas que permitem a criação de planos de produção alternativos,
cada um deles avaliado relativamente a duas medidas de desempenho, o total de atrasos e o
tempo total de “setup”.
Os planos de produção criados são analisados pelo agente de decisão tendo em consideração o
valor das medidas de desempenho de cada um deles. A escolha do melhor plano de produção
está inteiramente dependente das preferências do agente de decisão.
Método seguido no projecto
A metodologia seguida é constituída pelas seguintes fases:
Analisar o sistema produtivo da empresa;
Proceder à revisão bibliográfica das temáticas do planeamento da produção;
Escolher e avaliar modelos para previsão de consumo;
Associar a previsão de consumo às ordens de fabrico geradas a partir do plano director
de produção originando novas ordens de fabrico;
Desenvolver modelos de sequenciamento;
Integrar as novas ordens de fabrico com os modelos de sequenciamento, tendo em vista
a criação de planos de produção.
1.3 Temas abordados e sua organização no presente relatório
Esta dissertação encontra-se dividida em 6 capítulos.
No capítulo 2, apresenta-se os fundamentos teóricos dos temas abordados no relatório. Inicia-se
o capítulo com a apresentação de métodos de previsão, de seguida referem-se os problemas de
sequenciamento da produção e por fim sistemas de apoio à decisão.
O capítulo 3 faz uma apresentação extensiva do problema “General Line Planning”. Este
capítulo serve como auxílio ao capítulo 4 onde se apresenta o modelo idealizado para o
“General Line Planning”.
No capítulo 5 descreve-se a ferramenta desenvolvida e as suas principais funcionalidades.
Por fim, no capítulo 6, é feita uma análise crítica ao trabalho desenvolvido com sugestões de
trabalhos futuros.

General Line Planning
4
2 Fundamentos Teóricos
2.1 Métodos de previsão
A previsão da procura representa um dado fundamental para o planeamento empresarial,
permitindo dimensionar adequadamente os recursos necessários à empresa (Makridakis,
Whelwright, & Hyndman, 1998). Os gestores não podem planear e controlar a capacidade
produtiva sem uma estimativa da procura.
Para determinar a previsão da procura foram desenvolvidos métodos de previsão. A previsão
pode ser feita através de métodos qualitativos ou quantitativos.
Os primeiros são subjectivos, baseiam-se em intuições ou julgamentos de peritos ou grupos de
pessoas. Estes métodos são utilizados quando há pouca ou nenhuma disponibilidade de dados
ou o horizonte é longínquo.
Os últimos baseiam-se em dados históricos e partem do pressuposto de que acontecimentos
passados se vão replicar no futuro. Dentro dos métodos quantitativos podem distinguir – se a
análise de séries temporais e as relações de causalidade.
A análise de séries temporais considera o histórico da procura, sendo o comportamento passado
utilizado para estimar comportamentos futuros.
Os métodos baseados em relações causais pressupõem que a procura está relacionada com
outras variáveis por meio de causalidades.
Em (Chase, Jacobs, & Aquiliano, 2006) e em (Makridakis, Whelwright, & Hyndman, 1998),
são apresentados vários métodos de previsão e as suas características específicas.
As secções seguintes irão abordar os modelos quantitativos baseados em análise de séries
temporais, identificação dos componentes de uma série temporal e a avaliação dos modelos
através da quantificação dos erros de previsão.
Análise de séries temporais
Um dos interesses da análise de séries temporais é a construção de modelos matemáticos para
previsões. Tais modelos podem ser simples ou complexos, mas o objectivo é sempre o mesmo:
o de determinar a projecção futura de um dado por meio do seu próprio comportamento no
passado.
A Tabela 1 refere alguns dos métodos de previsão e o padrão de dados a que se destinam.

General Line Planning
5
Tabela 1: Selecção do método de previsão de acordo com o padrão de dados
Método de previsão Padrão de dados
Média Móvel Simples Estacionários
Média Móvel Ponderada Estacionários
Amortecimento Exponencial Simples Estacionários
Regressão Linear Simples Tendência
Amortecimento Exponencial Holt Winters Aditivo Sazonalidade
Amortecimento Exponencial Holt Winters Multiplicativo Sazonalidade
Segundo Chase (Chase, Jacobs, & Aquiliano, 2006), o método de previsão a escolher pela
empresa depende de:
Horizonte de planeamento;
Disponibilidade dados;
Exactidão requerida.
Na selecção do modelo de previsão há outras questões a ter em consideração como por
exemplo, o grau de flexibilidade da empresa. Quanto maior for a capacidade da empresa em
reagir rapidamente às mudanças, menos precisa a previsão necessita de ser.
Ainda na escolha do método de previsão devem ser tidas em consideração as componentes da
série temporal.
Componentes de uma série temporal
Segundo Shafer (Shafer & Meredith, 1998), uma série temporal pode ser subdividida em quatro
componentes:
Tendência (Tt) - orientação de longo prazo, passível de ser descrita por uma curva
“básica”;
Sazonalidade (St) - oscilação periódica, sentida no curto prazo, associada a divisões
significativas do tempo (ano, mês, semana ou dia, normalmente).
Ciclo (Ct) - Flutuação não periódica, com repercussões no médio prazo, habitualmente
atribuível aos ciclos económicos;
Erro ou Resíduo (Rt) - Variação aleatória, não explicada, com carácter residual.
Relativamente à tendência e à sazonalidade, existem métodos que permitem a sua avaliação. A
verificação da existência de sazonalidade pode ser feita com recurso ao teste de auto-correlação
e para verificar a existência de tendência pode ser utilizado o teste à significância da tendência.

General Line Planning
6
Para um conhecimento alargado de séries temporais sugere-se a leitura de (Makridakis,
Whelwright, & Hyndman, 1998) e (Wallis & Thomas, 1971).
Erros de previsão
Sendo Yt a observação para o período t e Ft a previsão para mesmo período, então o erro de
previsão no período t é definido por:
𝐸𝑡 = 𝑌𝑡 − 𝐹𝑡
O erro de previsão não é mais do que a diferença entre a Yt e a previsão feita usando todas as
observações anteriores a t.
Além do Et, há outras medidas de avaliação dos métodos de previsão, baseadas em valores dos
erros observados em n períodos. Essas medidas encontram-se descritas na Tabela 2.
Tabela 2: Erros de previsão
Erro Médio
𝐸𝑀 =1
𝑛 𝐸𝑡
𝑛
𝑡=1
Erro Absoluto Médio 𝐸𝐴𝑀 =1
𝑛 𝐸𝑡
𝑛
𝑡=1
Erro Quadrático Absoluto Médio 𝐸𝑄𝑀 =1
𝑛 𝐸𝑡
2
𝑛
𝑡=1
Erro Percentual 𝐸𝑃𝑡 = 𝑌𝑡 − 𝐹𝑡
𝑌𝑡 × 100
Erro Percentual Médio 𝐸𝑃𝑀 =1
𝑛 𝑃𝐸𝑡
𝑛
𝑡=1
Erro Percentual Absoluto Médio 𝐸𝑃𝐴𝑀 = 1
𝑛 𝑃𝐸𝑡
𝑛
𝑡=1
General Line Planning
7
Uma outra medida é a estatística U desenvolvida por Theil. Esta estatística faz a comparação
entre o método usado e o método ingénuo. O método ingénuo considera a previsão como sendo
igual à ocorrência no período anterior.
Os intervalos da estatística U são assim resumidos:
U <1: O método de previsão desenvolvido é melhor do que o método ingénuo. A menor
estatística de U corresponde ao melhor método de previsão;
U=1: O método ingénuo é tão bom como o método de previsão desenvolvido;
U> 1: O método ingénuo apresenta melhores resultados do que o método de previsão
desenvolvido.
Relativamente a todas as medidas de erro referidas, quanto menor for o seu valor, melhor terá
sido o modelo adoptado. Para uma medida de valor zero, pode concluir-se que a previsão é
perfeita e todos os valores previstos são iguais aos que ocorreram.
Para uma revisão extensiva sobre métodos de previsão aconselha-se a consulta de (Makridakis,
Whelwright, & Hyndman, 1998).
2.2 Problemas de sequenciamento
A forma mais simples de resolver as questões referentes ao sequenciamento, (BedWorth & Bai,
1987) é ignorar que o problema existe e executar as ordens de forma aleatória. Muitos casos
têm sido resolvidos através da utilização de regras desenvolvidas pelo hábito. Embora nem
sempre apresentem a solução óptima, obtêm soluções de relativa qualidade.
Sequenciamento é um processo de tomada de decisão. O seu interesse consiste na atribuição de
recursos escassos às actividades a desenvolver tendo como objectivo optimizar uma ou mais
medidas de desempenho. Encontram-se na literatura várias definições de sequenciamento. De
entre essas definições, cita-se a seguinte (Carlier & Chretienne, 1988):
“Sequenciamento consiste em projectar o processamento de um trabalho através da atribuição
de recursos a ordens e da fixação dos seus tempos de início […] Os diferentes constituintes de
um problema de sequenciamento são as ordens, as possíveis restrições, os recursos e a/as
funções objectivo […] As ordens deverão ser programadas para optimizar um objectivo
específico […] “
Caracterização dos problemas de sequenciamento
Para uma correcta identificação e caracterização dos diferentes tipos de problemas de
sequenciamento, utilizam-se dois tipos de notações.
A mais antiga, proposta por Conway (Conway, Maxwell, & Miller, 1967), classifica os
problemas segundo quatro parâmetros n/m/A/B em que:
n, representa o número de ordens de fabrico
m, representa o número de máquinas existentes na oficina
A, tipifica o padrão do fluxo na oficina
General Line Planning
8
B, define a medida de desempenho utilizada para a avaliação do plano
Outra abordagem mais recente e mais usual na literatura, proposta por Graham (Graham,
Lawer, & Lenstra, 1979) e mais tarde pormenorizada por Blazewicz (Blazewicz, Cellary,
Slowinsky, & Weg, 1986) consiste na caracterização dos problemas de sequenciamento
segundo três critérios α | β | γ.
O parâmetro α descreve a configuração, o número e o tipo de máquinas da oficina, β as
características das ordens de fabrico (existência de restrições de precedência entre as operações
de uma mesma ordem de fabrico, existência de datas mínimas de inicio e processamento para
as ordens de fabrico, características e tempos de preparação das máquinas) e γ o critério de
optimização. Esta caracterização será usada ao longo da presente dissertação.
Nas próximas secções, apresenta-se o significado e definição dos parâmetros α, β e γ com
relevância no trabalho realizado, imprescindíveis para a identificação do tipo de problema.
Para uma identificação exaustiva de problemas sugere-se a consulta de (T’kind & Billaut,
2002) onde, em apêndice, se podem encontrar tabelas contendo todos os parâmetros associados
à notação proposta por Graham (Graham, Lawer, & Lenstra, 1979).
Configuração das máquinas
As possíveis configurações, o número e o tipo de máquinas da oficina estão representados na
Tabela 3.
Tabela 3: Possíveis configurações das máquinas
Máquina Única (1) Oficinas constituídas por uma só máquina1.
Máquinas idênticas em
paralelo (P)
Oficinas constituídas por máquinas idênticas em paralelo2. Uma
determinada ordem i tem que ser sequenciada numa de m máquinas
idênticas em paralelo.
“Flow Shop” (F) Considerando m máquinas em série, cada ordem tem de ser processada
em cada uma das m máquinas. Todos os trabalhos seguem a mesma
rota. Por exemplo, têm de ser primeiro sequenciados na máquina 1, de
seguida na máquina 2 e assim sucessivamente. Depois de completada a
ordem numa máquina, as ordens seguem para a fila de espera da
próxima máquina.
“Job Shop” (J) Considerando m máquinas, cada ordem tem uma determinada rota a
seguir. Há dois tipos de “Job Shop”. Num deles as ordens visitam uma
máquina no máximo uma vez, no outro, as ordens podem visitar uma
máquina mais de uma vez.
“Open Shop” (O) Considerando m máquinas, cada ordem tem de ser processada mais do
1 “Single machine problems”.
2 “Parallel machines problems”

General Line Planning
9
que uma vez em cada uma das m máquinas. Contudo, o tempo de
processamento pode ser zero.
Características das ordens de fabrico
Qualquer solução de um problema de sequenciamento deverá apresentar um conjunto de
características que traduzam o ambiente produtivo real. Algumas dessas características segundo
Pinedo (Pinedo, 2008) são representadas na Tabela 4.
Tabela 4: Características das ordens de fabrico
Release dates (ri) A ordem j não pode iniciar o processamento antes da sua “release” date
ri.
Preemptions (prmp) Não exige que a ordem se mantenha na máquina até à sua conclusão. É
permitido interromper o processamento de uma ordem e colocar uma
ordem diferente na máquina. O tempo de processamento que a ordem
recebeu não está perdido.
Família das ordens (fmls)
Considerando n ordens pertencentes a F famílias3 diferentes. Ordens da
mesma família podem ser processadas numa máquina, uma após outra,
sem necessidade de qualquer “setup” entre elas.
“Setups” dependentes da
sequência (sij)
Indica que o tempo “setup” depende da sequência das ordens de
fabrico. Onde sij representa o tempo de “setup” entre o artigo i e o
artigo j.
Critério de optimização
A fim de comparar planos de produção, recorre-se à avaliação de determinados critérios.
Podem classificar-se os critérios em dois tipos: critérios “minimax” que representam o valor
máximo de um conjunto de funções a serem minimizadas e os critérios “minisum”, que
representam a soma de funções a serem minimizadas.
Os critérios podem estar relacionados com as datas de conclusão das ordens de fabrico, com as
datas devidas de entrega ou com nível de stocks e de utilização. No presente trabalho dá-se especial
importância aos critérios relacionados com as datas de conclusão das ordens de fabrico e
relacionados com as datas devidas de entrega. A Tabela 5 apresenta alguns dos critérios de
optimização relacionados com as datas devidas de entrega e a sua descrição.
3 Dois itens pertencem à mesma família se a sua produção consecutiva não exige realização de Setup

General Line Planning
10
Tabela 5: Critérios de optimização relacionados com datas devidas de entrega
Desvio Total Representa-se por Lini=1 , com Li = Ci − di . Mede o total dos desvios
entre a data real de conclusão e a data devida de entrega. Caso a
ordem de fabrico seja concluída antes da data devida de entrega, este
desvio toma valores negativos.
Desvio máximo
Representa-se por Lmax = maxi=1,…,n
Li. Mede o maior dos desvios entre
a data real de conclusão e a data devida de entrega.
Número de ordens
atrasadas Representa-se por Ui
ni=1 , onde Ui =
0 , se Ci ≤ di 1 , no caso contrário
. Mede
o número de ordens atrasadas.
Atraso total Representa-se por Tini=1 , com Ti = max Ci − di ; 0 . Mede o total dos
atrasos.
Atraso máximo Representa-se por Tmax = maxi=1,…nTi. Mede a pior violação das datas
devidas de entregas.
Há ainda, dentro dos critérios de optimização acima definidos, aqueles que consideram pesos
diferentes a cada um dos atrasos, sendo estes pesos definidos por um factor de prioridade wi da
ordem i. Exemplos de critérios que consideram o factor de prioridade são:
Ui ∙ wini=1 , que traduz o número de ordens atrasadas ponderado
Ti ∙ wini=1 , que traduz o atraso total ponderado
De acordo com os parâmetros acima definidos pode referir-se a título de exemplo 1 sij Tmax
como um problema de oficina com uma máquina única e tempos de “setup” dependentes da
sequência cujo objectivo é minimizar o atraso máximo.
Métodos de resolução de problemas de sequenciamento
Os métodos de resolução de problemas de sequenciamento dividem-se em dois tipos distintos:
os de optimização e os heurísticos. Os primeiros permitem a obtenção de soluções óptimas,
enquanto que os segundos apesar de não garantirem que a solução é óptima, conseguem obter
uma solução de qualidade de forma eficiente.
Métodos de optimização
General Line Planning
11
Os métodos de optimização incluem alguns algoritmos eficientes e a enumeração implícita.
Algoritmos de optimização eficientes
Os algoritmos de optimização eficientes podem ser usados em oficinas constituídas por uma ou
duas máquinas, dependendo da função objectivo pretendida. Estes algoritmos conseguem
determinar a solução óptima em tempo polinomial4. Contudo, são ainda bastante limitados para
uma aplicação prática à escala industrial devido à simplicidade dos problemas que permitem
resolver.
Encontram-se na literatura algoritmos de optimização que resolvem determinados problemas
dependendo do ambiente das máquinas, restrições e função objectivo. Um dos que importa
referir é o algoritmo de Moore (Moore, 1968) que resolve problemas de oficinas com máquina
única e permite minimizar o número de ordens atrasadas, 1 𝑈𝑖𝑛𝑖=1 .
Um outro algoritmo de optimização é o de Johnson (Johnson, 1954), que determina a sequência
óptima em problemas de oficinas constituídas por duas máquinas, obedecendo a determinadas
condições se o objectivo for minimizar o tempo de permanência na oficina.
Para além dos algoritmos de optimização, existem regras que permitem a obtenção de soluções
óptimas em problemas de oficinas constituídas por uma máquina única segundo determinados
critérios de optimização. Dessas regras, importa fazer referência à EDD (“Earliest due date”)
que sequencia as ordens por ordem crescente das suas datas devidas de entrega e permite a
obtenção de soluções óptimas se o critério de optimização for minimizar o desvio máximo Lmax
ou o atraso máximo Tmax.
Uma outra regra que permite a obtenção de soluções óptimas é a regra do tempo mínimo de
processamento, que sequencia as ordens por ordem crescente dos seus tempos de
processamento. Esta regra permite a obtenção de soluções óptimas em problemas do tipo 1 𝐶𝑚𝑒𝑑 , onde Cmed representa a média de conclusão das ordens de fabrico.
Enumeração implícita
A programação dinâmica é um método de enumeração implícita que enumera todas as soluções
possíveis, eliminando posteriormente algumas delas. De uma maneira geral, a programação
dinâmica é aplicável a todos os problemas cuja solução óptima pode ser determinada a partir da
solução óptima de outros sub-problemas que, sobrepostos, compõem o problema original.
Uma outra técnica de enumeração implícita é o método “branch and bound”. Como o seu nome
indica, esta técnica é composta por dois procedimentos distintos: o “branching” que é um
4 Um algoritmo é considerado resolúvel em tempo polinomial, se o número de passos necessários para o completar
é de O(nk) com k um número inteiro não negativo, e n o número de ordens.
General Line Planning
12
processo pelo qual se decompõe o problema em dois ou mais sub-problemas e o “bounding”
que consiste no cálculo do minorante5 para a solução óptima do dado problema.
A programação dinâmica aplicada ao problema de máquina única com o objectivo de
minimizar o atraso total, 1 Ti, é abordada por Lawler (Lawler, 1977) e posteriormente por
Schrage (Schrage & Baker, 1978).
Mais recentemente Szwarc (Szwarc & Mukhopadhyay, 1996) e Croce (Croce, Tadei, &
Baracco, 1998), baseados nos resultados apresentados por Emmons (Emmons, 1969) e por
Fisher (Fisher, 1976) apresentam um algoritmo “branch and bound”, para resolução de
problemas de oficinas com uma máquina única com objectivo de minimizar o atraso total, 1 Ti .
Gutjahr (Gutjahr, Hellmayr, & Pflug, 1999) apresenta a solução de problemas de oficinas com
uma máquina única e objectivo de minimizar o atraso total, 1 Ti, recorrendo à técnica
“branch and bound”.
Programação Matemática
Importa referir a programação matemática que, embora não seja um método de optimização,
permite reformular qualquer problema de sequenciamento. Isto é, permite a construção de
modelos matemáticos que representem o problema real.
Omar (Omar & Suppiah, 2007) descreve um modelo de programação inteira mista para
formulação de problemas de máquina única com “setups” independentes entre artigos de
diferentes famílias que tem como objectivo a minimização do atraso total 1 fmls Ti. Apesar
de não ser possível a sua implementação em ambiente industrial com elevado número de
ordens, é uma abordagem interessante ao problema da presente dissertação. (Gupta &
Chantaravarapan, 2008) apresentam também um modelo de programação inteira mista para
problemas do tipo 1 fmls Ti.
Métodos heurísticos
O recurso a métodos heurísticos é útil em problemas que não podem ser resolvidos por métodos
de optimização, nomeadamente situações em que os problemas a tratar são de grande dimensão
ou complexidade.
Os métodos heurísticos não garantem a convergência para a solução óptima do problema mas
permitem encontrar rapidamente uma boa solução.
Vários métodos heurísticos têm sido desenvolvidos para resolver problemas complexos que
seriam extremamente difíceis, senão impossíveis, de resolver de outra forma.
Encontram-se na literatura alguns métodos heurísticos para resolução de problemas de
sequenciamento de ordens em oficinas constituídas por uma máquina única.
5 Limite inferior
General Line Planning
13
Panwalkar (Panwalker & Smith, 1993) apresenta uma heurística para problemas de uma
máquina única cujo objectivo é minimizar a média dos atrasos, 1 𝑇𝑚𝑒𝑑 .
Webster (Webster & Baker, 1995) é feito um estudo do sequenciamento realizando o
agrupamento dos artigos em famílias para problemas de máquina única. Neste artigo são
avaliados os critérios de minimizar o tempo médio de permanência das ordens de fabrico na
oficina6 e o desvio máximo Lmax , considerando o agrupamento dos artigos em famílias.
Chen (Chen, 2008) cria uma heurística para resolução de problemas de máquina única
considerando “setups” entre famílias com o objectivo de minimizar o atraso máximo, 1 𝑓𝑚𝑙𝑠 𝑇𝑚𝑎𝑥 .
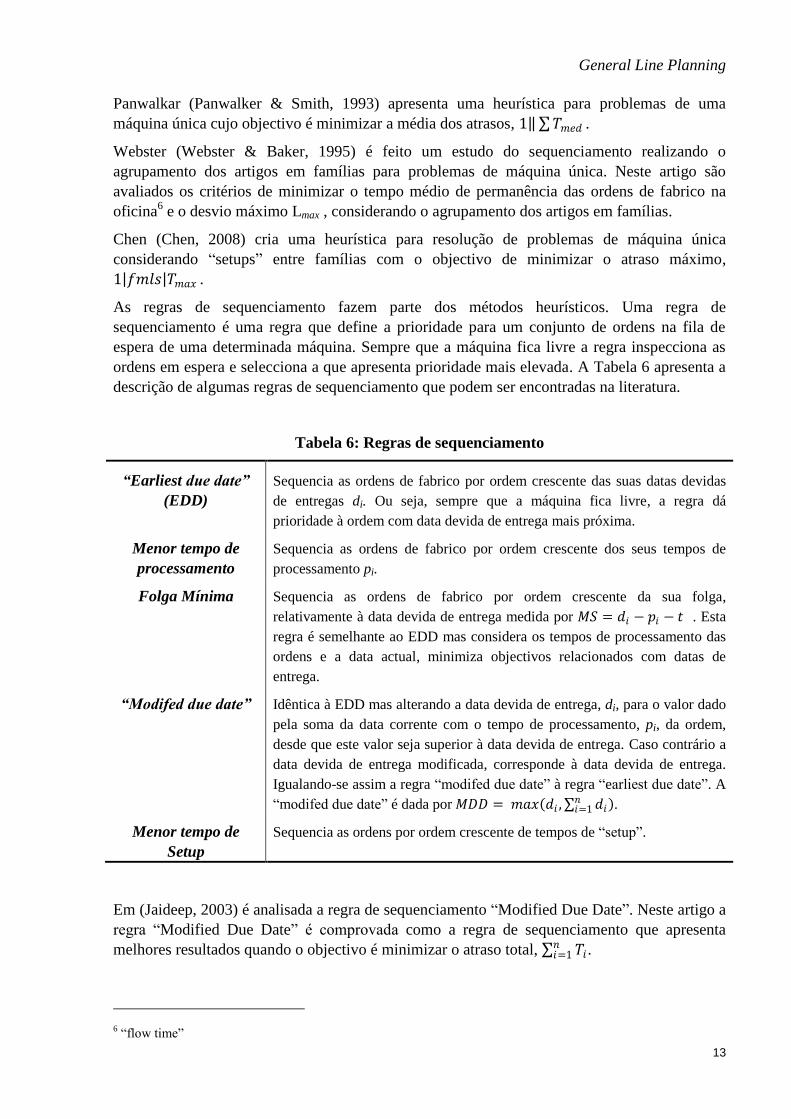
As regras de sequenciamento fazem parte dos métodos heurísticos. Uma regra de
sequenciamento é uma regra que define a prioridade para um conjunto de ordens na fila de
espera de uma determinada máquina. Sempre que a máquina fica livre a regra inspecciona as
ordens em espera e selecciona a que apresenta prioridade mais elevada. A Tabela 6 apresenta a
descrição de algumas regras de sequenciamento que podem ser encontradas na literatura.
Tabela 6: Regras de sequenciamento
“Earliest due date”
(EDD)
Sequencia as ordens de fabrico por ordem crescente das suas datas devidas
de entregas di. Ou seja, sempre que a máquina fica livre, a regra dá
prioridade à ordem com data devida de entrega mais próxima.
Menor tempo de
processamento
Sequencia as ordens de fabrico por ordem crescente dos seus tempos de
processamento pi.
Folga Mínima Sequencia as ordens de fabrico por ordem crescente da sua folga,
relativamente à data devida de entrega medida por 𝑀𝑆 = 𝑑𝑖 − 𝑝𝑖 − 𝑡 . Esta
regra é semelhante ao EDD mas considera os tempos de processamento das
ordens e a data actual, minimiza objectivos relacionados com datas de
entrega.
“Modifed due date” Idêntica à EDD mas alterando a data devida de entrega, di, para o valor dado
pela soma da data corrente com o tempo de processamento, pi, da ordem,
desde que este valor seja superior à data devida de entrega. Caso contrário a
data devida de entrega modificada, corresponde à data devida de entrega.
Igualando-se assim a regra “modifed due date” à regra “earliest due date”. A
“modifed due date” é dada por 𝑀𝐷𝐷 = 𝑚𝑎𝑥 𝑑𝑖 , 𝑑𝑖𝑛𝑖=1 .
Menor tempo de
Setup
Sequencia as ordens por ordem crescente de tempos de “setup”.
Em (Jaideep, 2003) é analisada a regra de sequenciamento “Modified Due Date”. Neste artigo a
regra “Modified Due Date” é comprovada como a regra de sequenciamento que apresenta
melhores resultados quando o objectivo é minimizar o atraso total, 𝑇𝑖𝑛𝑖=1 .
6 “flow time”
General Line Planning
14
Meta-heurísticas
É ainda importante fazer referência às meta-heurísticas que, apesar de não garantirem que a
solução é óptima, conseguem obter uma solução de qualidade em tempo polinomial, mesmo em
problemas mais difíceis.
Em (Metaheuristics Network, 2010), define-se uma meta-heurística como um conjunto de
conceitos que podem ser utilizados para definir métodos heurísticos aplicáveis a um extenso
conjunto de problemas.
Melian (Melian, 2003) divide as meta-heurísticas em quatro tipos distintos:
Meta-heurísticas de pesquisa por vizinhança: percorrem o espaço de pesquisa tendo em
consideração, fundamentalmente, a vizinhança da solução, definida como o conjunto de
soluções que podem ser obtidas a partir de modificações da última solução obtida.
Como exemplo pode-se referir o “guided local search”, “simulated annealing”, pesquisa
Tabu e pesquisa reactiva;
Meta-heurísticas de relaxação: simplificam o problema (criando um problema relaxado)
e utilizam a solução encontrada com a relaxação como guia para o problema original.
Um exemplo de uma meta-heurística de relaxação é a relaxação Lagrangeana.
Meta-heurísticas construtivas: definem de forma meticulosa o valor de cada
componente da solução. Um exemplo de uma meta-heurística construtiva é o “Greedy
randomized adaptive search procedure”;
Meta-heurísticas evolutivas: lidam com uma população de soluções, que evolui,
principalmente, através da interacção entre seus elementos. Exemplos de meta-
heuristicas evolutivas são os algoritmos genéticos, “ant colony optimization”,
algoritmos meméticos e “path relinking”.
Existem na literatura algumas abordagens a problemas de sequenciamento de máquinas únicas
com o objectivo de minimizar o atraso total.
Gupta (Gupta & Chantaravarapan, 2008) apresentam uma meta-heuristica do tipo “simulated
annealing” para resolução do problema de uma máquina única com “setups” entre artigos de
diferentes famílias que tem como objectivo a minimização do atraso total, 1 fmls Ti,.
Gupta et al. (Smith & Gupta, 2005) apresentam duas meta-heurísticas para resolução do
problema de máquina única com “setups” dependentes da sequência, com o objectivo de
minimizar o atraso total, 1 sjk Ti. A primeira é a “Greedy randomized adaptative search
procedure” e uma segunda que consiste numa meta-heurística de pesquisa por vizinhança.
Em (Bauer, Hartl, Strauss, & Bullnheimer, 2000) é proposto um modelo para a resolução do
problema de máquina única com o objectivo de minimizar o atraso total 1 Ti baseado na
meta-heurística “ant colony optimization”.
Ainda no domínio das meta-heurísticas importa fazer referência aos algoritmos genéticos. Em
(França, Mendes, & Mos, 2001) é descrito um algoritmo genético para resolução de um
problema de máquina única com o objectivo de minimizar o atraso total, 1 Ti.

General Line Planning
15
Comparação entre as abordagens possíveis para a resolução do problema de
sequenciamento
Se estivermos perante um problema de máquina única sem restrições e a função objectivo for
minimizar o número de ordens atrasadas, o problema é facilmente resolúvel recorrendo à regra
EDD. Contudo, segundo Lobo (Lobo, 2005) o objectivo de minimização do número de ordens
atrasadas, não evita a ocorrência de violações inaceitáveis na prática das datas devidas de
entrega. De entre os objectivos que respondem a esta preocupação, está a minimização do
atraso total.
A complexidade do problema de sequenciamento de uma máquina única com o objectivo de
minimizar o atraso total, manteve-se em aberto durante muito tempo.
Em (Du & Leung, 1990) mostra-se que o problema de sequenciamento de uma máquina única
com o objectivo de minimizar o atraso total, é do tipo “NP-Hard”, e portanto, o seu tempo de
resolução aumenta exponencialmente com o seu tamanho.
Lawler (Lawler, 1977), desenvolveu uma abordagem ao problema de sequenciamento de uma
máquina única com o objectivo de minimizar o atraso total como um problema
pseudopolinomial resolúvel através de um algoritmo baseado em decomposição.
Quanto aos algoritmos de optimização eficientes e às regras que permitem a obtenção de
soluções óptimas, como já foi referido anteriormente, estes estão limitados a um pequeno
conjunto de problemas, englobando apenas uma restrita parte dos problemas de
sequenciamento de ordens de fabrico, nomeadamente problemas de maior simplicidade.
Relativamente às técnicas de optimização, como o “branch and bound” ou os algoritmos de
programação dinâmica, estes podem ser utilizados para resolver problemas de sequenciamento
de uma máquina única com o objectivo de minimizar o atraso total pois tratam de algoritmos
enumerativos, contudo não são aplicáveis em problemas que envolvam um grande número de
ordens.
Os métodos de optimização apesar de não serem aplicáveis em problemas de sequenciamento
com um número extenso de ordens de fabrico, ou em problemas de sequenciamento mais
complexos, são de grande importância, na medida em que podem ser úteis para o
desenvolvimento de novas abordagens à resolução de problemas reais
Para problemas à escala industrial é possível desenvolver heurísticas que embora não garantam
que a solução é óptima conseguem obter uma solução de qualidade e são eficientes
computacionalmente.
Na prática, o ambiente produtivo é em geral bastante complexo, tornando difícil a formulação
do problema devido à existência de objectivos múltiplos e, normalmente não quantificáveis. É,
portanto, importante a interacção do utilizador que é em geral muito experiente e sensível às
consequências de cada decisão no desempenho global do sistema produtivo.

General Line Planning
16
2.3 SAD (Sistema de Apoio à Decisão)
Uma possível metodologia para a resolução de problemas multicritério é a criação de uma
abordagem do tipo Sistema de Apoio à Decisão (SAD).
SAD é um sistema que apoia os gestores na sua tomada de decisão. Estes sistemas envolvem
actividades que apoiam o decisor (agente de decisão) na sua tomada de decisão.
Em (Matos, 2010) podem encontrar-se as definições dos conceitos fundamentais de um SAD,
apresentadas na Tabela 7.
Tabela 7: Definição dos conceitos fundamentais de um SAD (Sistema de Apoio à Decisão)
Agente de
decisão
Trata-se da pessoa responsável pela decisão final. Por um lado, o agente de
decisão define e especifica os critérios a considerar, eventualmente com o
apoio de especialistas. Por outro lado, não é possível levar a cabo o processo
de decisão sem nele incorporar as preferências do agente de decisão.
Alternativa
dominada
Uma alternativa é dominada se e só se existe outra melhor pelo menos em um
critério, sem ser pior em nenhum outro.
Alternativa
eficiente
Uma alternativa é eficiente se e só se não é dominada por nenhuma solução
admissível.
Alternativa ideal Alternativa em geral não-admissível, definida no espaço dos atributos. É
constituída pelos óptimos individuais das funções objectivo.
Curva de
indiferença
Lugar geométrico das soluções a que o agente de decisão dá o mesmo valor.
“Trade-off” Relação entre o que é preciso perder em X para ganhar uma unidade em Y, sem
sair da curva de indiferença. É definido a partir da tangente à curva. Em geral,
depende dos valores de X e Y e, também dos valores dos outros atributos.
Pesos de
importância
relativa dos
atributos
Se houver independência aditiva nas preferências entre atributos, os “trade-offs”
permitem deduzir pesos de importância relativa. Se, além disso, os “trade-offs”
forem constantes, os pesos também serão constantes.
Num SAD não é possível, apenas com base na análise do valor das funções objectivo, escolher
de forma peremptória a melhor alternativa, ou ainda menos ordenar as alternativas. Só a
intervenção do agente de decisão vai permitir chegar a uma conclusão, que resultará da
conjugação das suas preferências com os atributos das alternativas.
Não há, portanto, uma solução óptima que possa ser escolhida sem suscitar controvérsia, mas
sim uma solução preferida que poderá ser diferente em função do agente de decisão, sem que se
possa dizer que um está certo e os outros errados, pois cada um dará mais ou menos
importância a cada um dos critérios, de acordo com os seus interesses e com a sua percepção
global da situação.
General Line Planning
17
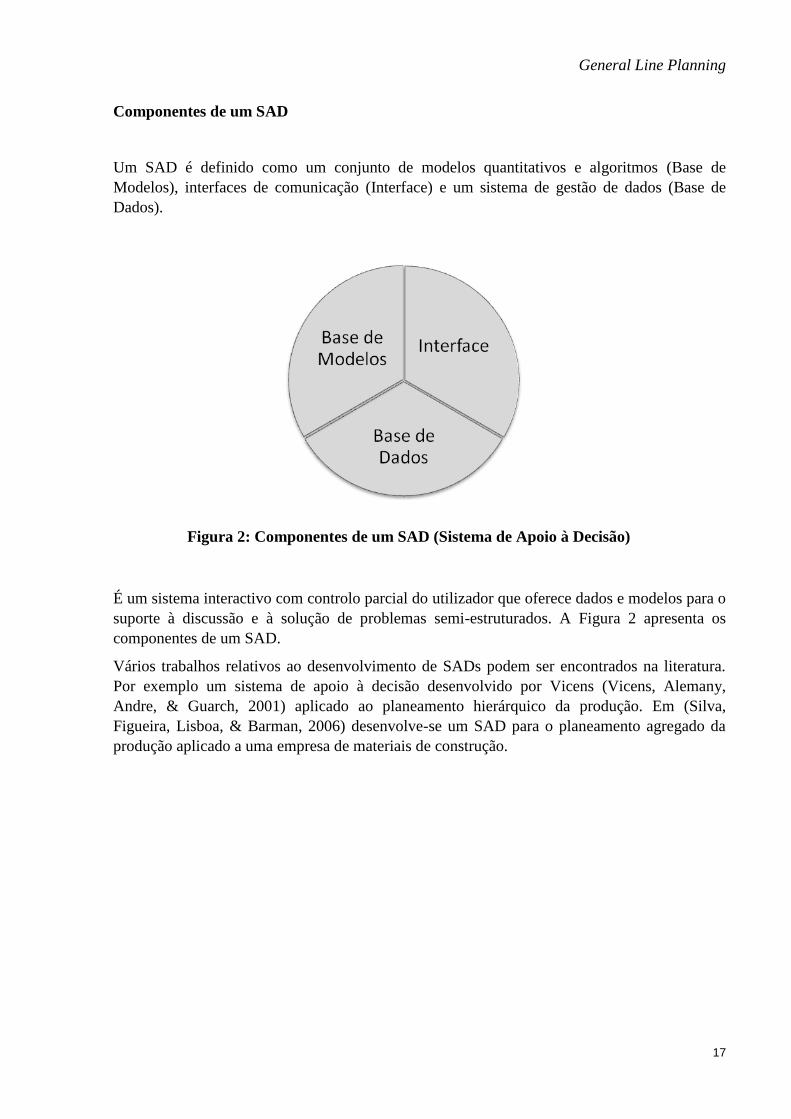
Componentes de um SAD
Um SAD é definido como um conjunto de modelos quantitativos e algoritmos (Base de
Modelos), interfaces de comunicação (Interface) e um sistema de gestão de dados (Base de
Dados).
É um sistema interactivo com controlo parcial do utilizador que oferece dados e modelos para o
suporte à discussão e à solução de problemas semi-estruturados. A Figura 2 apresenta os
componentes de um SAD.
Vários trabalhos relativos ao desenvolvimento de SADs podem ser encontrados na literatura.
Por exemplo um sistema de apoio à decisão desenvolvido por Vicens (Vicens, Alemany,
Andre, & Guarch, 2001) aplicado ao planeamento hierárquico da produção. Em (Silva,
Figueira, Lisboa, & Barman, 2006) desenvolve-se um SAD para o planeamento agregado da
produção aplicado a uma empresa de materiais de construção.
Figura 2: Componentes de um SAD (Sistema de Apoio à Decisão)
General Line Planning
18
3 Apresentação do Projecto “General Line Planning”
A presente dissertação aborda o planeamento da produção ao nível operacional. O objectivo é
desenvolver uma ferramenta de apoio ao planeamento que lide com decisões do dia-a-dia
tomadas por gestores operacionais que requerem a desagregação completa da informação
gerada nos níveis superiores, ou seja, o sequenciamento das ordens e a definição das datas de
produção.
Considerações gerais
Na elaboração do planeamento da produção é tida em consideração a divisão dos artigos em
famílias. Uma família corresponde em termos reais a uma determinada geometria. A Figura 3
apresenta o exemplo de uma família. A família dos tampos (representado pela notação LD) de
diâmetro 286 mm e um conjunto de artigos pertencentes a essa família.
3.1 Características gerais do ambiente produtivo
A “General Line” é a área responsável pelo fabrico de latas para artigos alimentares e
industriais.
A principal matéria-prima utilizada na “General Line” é a folha-de-flandres.
A folha-de-flandres é uma liga metálica de ferro com baixo teor em carbono, laminada a frio e
de pequena espessura sobre a qual se deposita electroliticamente um revestimento de estanho,
que aumenta a sua resistência à corrosão.
O corpo da lata é constituído por folha-de-flandres soldada, formando uma virola. A folha-de-
flandres é litografada7: o processo de litografia inclui a aplicação de verniz interior, que varia
7 Litografia define-se como um processo de impressão e aplicação de vernizes na folha-de-flandres.
LD 286 P UN EC CL LD 286 P UN EC CL BC FLEXP.57 LD 286 P UN EC WC GRAV. T004.
LD 286
Figura 3: Identificação de família e artigo
General Line Planning
19
de acordo com a utilização a que se destina a lata. Ao corpo da lata são cravados os fundos e,
em algumas situações, são colocadas argolas e garras.
Os componentes para a produção da lata são provenientes da área de estampagem da fábrica.
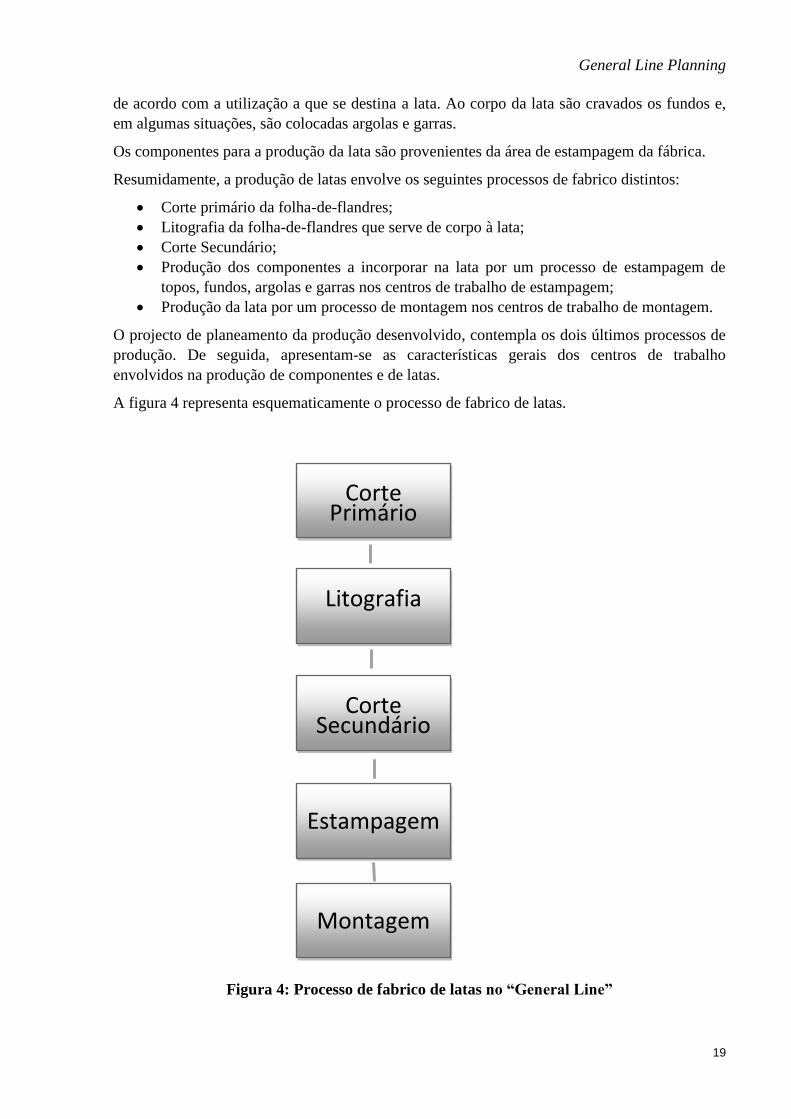
Resumidamente, a produção de latas envolve os seguintes processos de fabrico distintos:
Corte primário da folha-de-flandres;
Litografia da folha-de-flandres que serve de corpo à lata;
Corte Secundário;
Produção dos componentes a incorporar na lata por um processo de estampagem de
topos, fundos, argolas e garras nos centros de trabalho de estampagem;
Produção da lata por um processo de montagem nos centros de trabalho de montagem.
O projecto de planeamento da produção desenvolvido, contempla os dois últimos processos de
produção. De seguida, apresentam-se as características gerais dos centros de trabalho
envolvidos na produção de componentes e de latas.
A figura 4 representa esquematicamente o processo de fabrico de latas.
Figura 4: Processo de fabrico de latas no “General Line”
Estampagem
Montagem
Corte Primário
Litografia
Corte Secundário
General Line Planning
20
Centros de trabalho de Estampagem
Neste tipo de centro de trabalho, os artigos produzidos são em grande parte de procura
dependente, ou seja, a procura deste artigo depende da procura de outro(s) artigo(s). Por vezes
estes artigos são vendidos sob a forma de componentes. Nesse caso, passam a considerar-se
também de procura independente. Os componentes produzidos nos centros de estampagem são
os topos, os fundos, as argolas e as garras.
Centros de trabalho de Montagem
Nos centros de trabalho de montagem são produzidos artigos de procura independente. A
procura deste artigo não depende da procura de outro(s) artigo(s). São artigos requisitados por
clientes externos. Os artigos produzidos nos centros de trabalho podem ser latas para artigos
alimentares ou latas para artigos industriais.
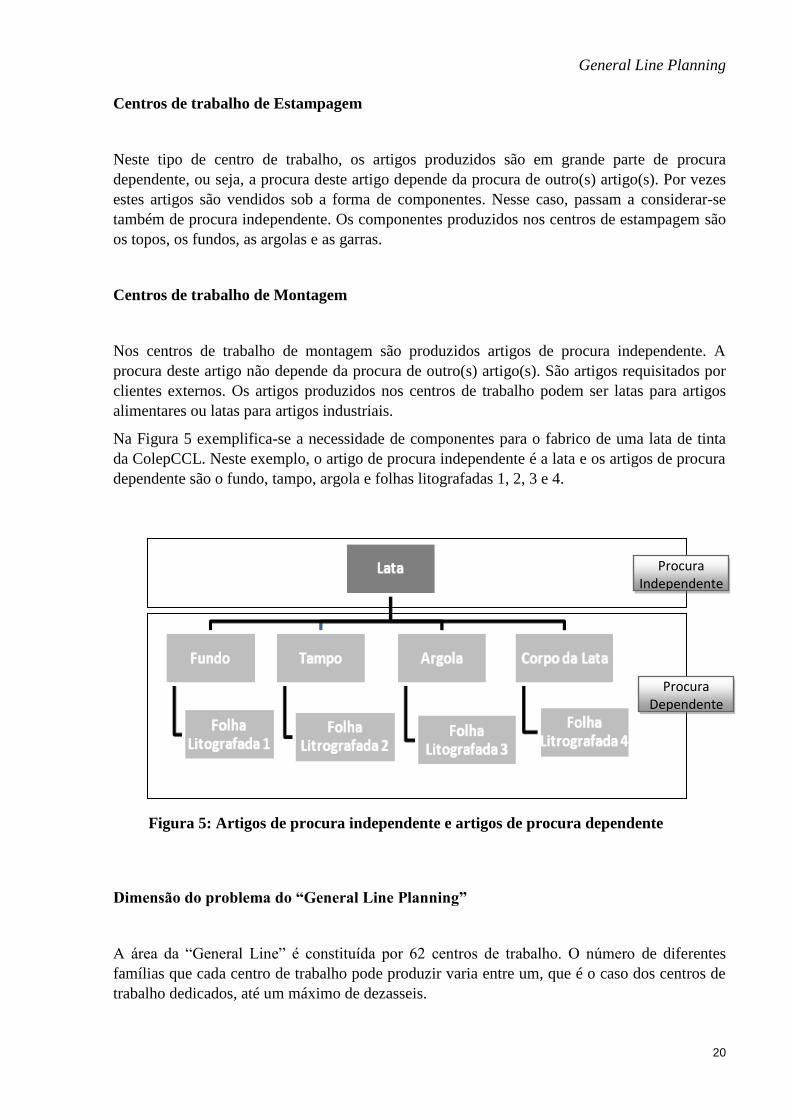
Na Figura 5 exemplifica-se a necessidade de componentes para o fabrico de uma lata de tinta
da ColepCCL. Neste exemplo, o artigo de procura independente é a lata e os artigos de procura
dependente são o fundo, tampo, argola e folhas litografadas 1, 2, 3 e 4.
Dimensão do problema do “General Line Planning”
A área da “General Line” é constituída por 62 centros de trabalho. O número de diferentes
famílias que cada centro de trabalho pode produzir varia entre um, que é o caso dos centros de
trabalho dedicados, até um máximo de dezasseis.
Procura Dependente
Procura Independente
Figura 5: Artigos de procura independente e artigos de procura dependente

General Line Planning
21
Relativamente ao número de ordens de fabrico por centro de trabalho são na ordem das
dezenas. Este dado varia de centro de trabalho para centro de trabalho, e depende do período
em análise.
3.2 MRP (“Material Requirement Planning”)
A lógica do MRP desenvolve-se a partir de três fontes de informação principais:
O plano director de produção, que descreve as necessidades brutas de cada um dos
artigos finais, em cada um dos períodos de tempo considerados;
A lista de materiais, que especifica a composição de cada um dos artigos finais. Pode
também fornecer informação acerca dos “lead times“ dos componentes;
O inventário que é um registo, programado no tempo, das existências presentes e
futuras dos artigos finais, componentes e matérias em armazém.
A partir do conhecimento das encomendas firmes e previstas dos clientes, é definido o plano
director de produção que descreve as necessidades brutas dos artigos finais em cada semana.
Definidas as necessidades brutas de cada um dos artigos finais, o próximo passo é a definição
das necessidades líquidas tendo em consideração o inventário desses artigos.
A partir das necessidades líquidas dos artigos finais, são definidas as necessidades brutas de
componentes, considerando a lista de materiais. As necessidades líquidas dos componentes são
determinadas tendo em conta inventário dos mesmos.
As quantidades associadas às ordens de fabrico são determinadas arredondando as necessidades
líquidas a valores múltiplos do lote mínimo.
A lógica do MRP (no caso da “General Line”) permite determinar e calendarizar quais são as
necessidades líquidas dos artigos finais e componentes arredondados a múltiplos do lote
mínimo. Estas necessidades líquidas correspondem a necessidades líquidas semanais.
A Figura 6 apresenta o método de funcionamento do MRP no caso da “General Line”.

General Line Planning
22
Figura 6: Geração de ordens pelo MRP (“Material Requirement Planning”)
3.3 “General Line Planning” no presente
Na situação presente da “General Line” existe uma elevada taxa de ocupação dos centros de
trabalho obrigando à produção dos artigos por famílias.
Um outro factor a ter em consideração na situação presente é que o processo de planeamento é
inteiramente manual. O gestor operacional analisa uma a uma, as ordens de fabrico geradas
pelo MRP, o que torna o processo de planeamento muito dispendioso a nível de tempo.
O método de planeamento utilizado presentemente consiste em sequenciar inicialmente todos
os artigos com ordens de fabrico da última família produzida ou da família que está em
produção.
Encomendas firmes de clientes
Encomendas previstas de clientes
Plano director de produção
Necessidades líquidas dos produtos
finais
Lista de materiais
Inventário dos
produtos finais
Necessidades líquidas arredondadas ao
tamanho do lote mínimo
(Ordens de fabrico geradas pelo MRP)
Decomposição dos produtos finais em
componentes
Necessidades líquidas dos
componentes
Inventário dos
componentes
General Line Planning
23
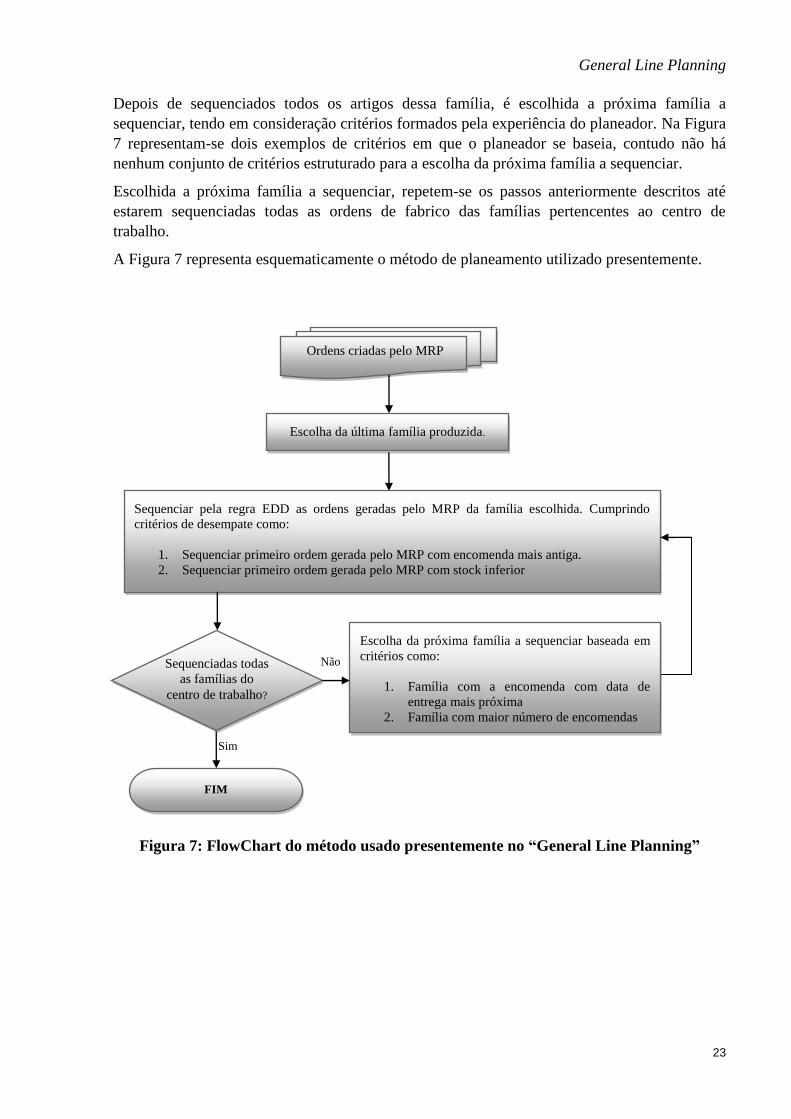
Depois de sequenciados todos os artigos dessa família, é escolhida a próxima família a
sequenciar, tendo em consideração critérios formados pela experiência do planeador. Na Figura
7 representam-se dois exemplos de critérios em que o planeador se baseia, contudo não há
nenhum conjunto de critérios estruturado para a escolha da próxima família a sequenciar.
Escolhida a próxima família a sequenciar, repetem-se os passos anteriormente descritos até
estarem sequenciadas todas as ordens de fabrico das famílias pertencentes ao centro de
trabalho.
A Figura 7 representa esquematicamente o método de planeamento utilizado presentemente.
Figura 7: FlowChart do método usado presentemente no “General Line Planning”
Não
Sim
FIM
Sequenciar pela regra EDD as ordens geradas pelo MRP da família escolhida. Cumprindo
critérios de desempate como:
1. Sequenciar primeiro ordem gerada pelo MRP com encomenda mais antiga.
2. Sequenciar primeiro ordem gerada pelo MRP com stock inferior
Escolha da última família produzida.
Escolha da próxima família a sequenciar baseada em
critérios como:
1. Família com a encomenda com data de
entrega mais próxima
2. Família com maior número de encomendas
Sequenciadas todas
as famílias do
centro de trabalho?
Ordens criadas pelo MRP
General Line Planning
24
4 Modelo desenvolvido para o “General Line Planning”
Foi desenvolvida uma ferramenta em “Visual Basic Application” no “Microsoft Excel” para
auxiliar o “General Line Planning”.
O modelo em que se baseia a ferramenta tem em consideração uma nova variável que não é
considerada no modelo de planeamento actual: a previsão de consumo baseada nos dados
históricos.
A previsão de consumo baseada no histórico é determinada recorrendo a métodos de previsão.
A secção 4.1 refere os métodos de previsão e o critério utilizado na escolha do método de
previsão mais apropriado para cada artigo.
4.1 Métodos utilizados para previsão do consumo
O processo de escolha do método de previsão que mais se adequa a cada artigo passa, em
primeiro lugar, pela aplicação de métodos de previsão baseados em análise de séries temporais.
Os métodos de previsão considerados pela ferramenta são: média móvel simples, média móvel
ponderada, amortecimento exponencial simples e regressão linear simples.
Estes métodos são aplicados artigo a artigo. Para cada método de previsão aplicado a cada
artigo, é determinada a previsão e o EQM.
A escolha de qual o método de previsão indicado para cada artigo baseia-se no valor do EQM.
A previsão obtida pelo método que apresentar menor EQM é um dos dados de entrada do
modelo em que se baseia a ferramenta de auxílio ao “General Line Planning”.
Importa ainda referir que a previsão é realizada mensalmente considerando um histórico de
doze meses.
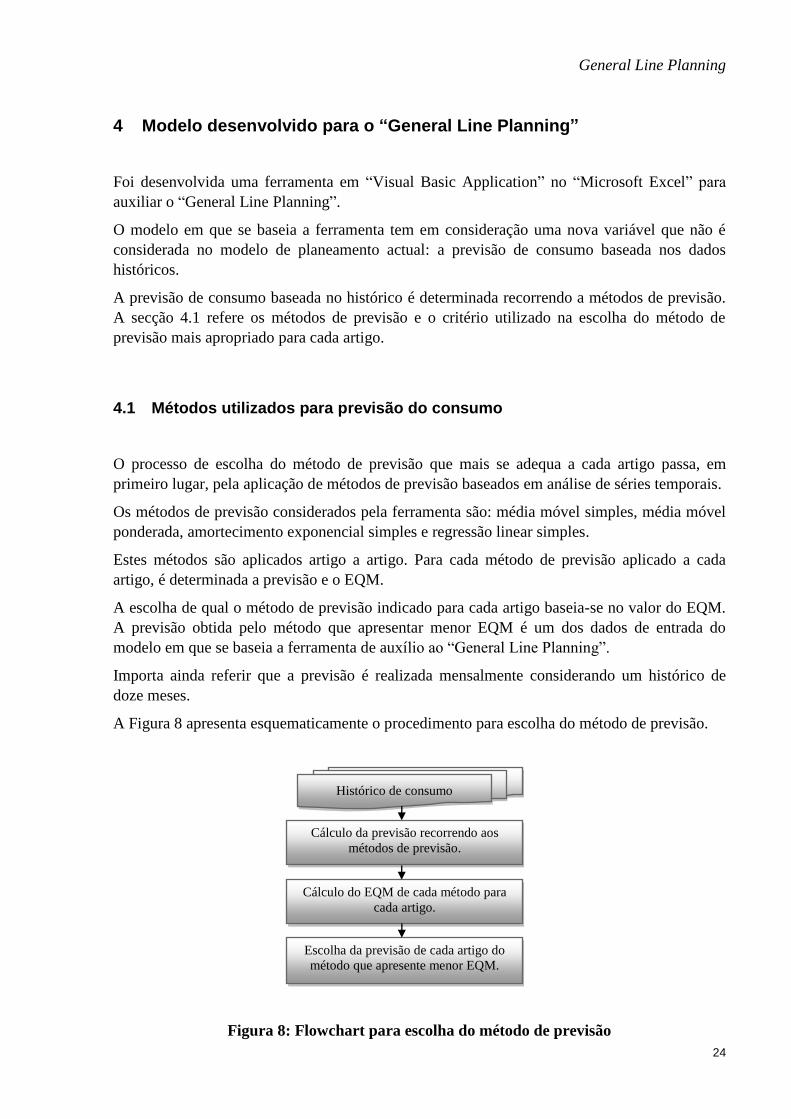
A Figura 8 apresenta esquematicamente o procedimento para escolha do método de previsão.
Figura 8: Flowchart para escolha do método de previsão
Escolha da previsão de cada artigo do
método que apresente menor EQM.
Histórico de consumo
Cálculo da previsão recorrendo aos
métodos de previsão.
Cálculo do EQM de cada método para
cada artigo.
General Line Planning
25
4.2 Nova abordagem à geração de ordens de produção
Um dos objectivos desta dissertação é considerar a previsão do consumo na realização do
planeamento da produção. Para tal, tornou-se necessário criar uma nova abordagem à geração
de ordens de fabrico.
No que diz respeito às quantidades das novas ordens de fabrico, são tidos em consideração dois
tipos de dados: as ordens geradas pelo MRP com data devida de entrega inferior a um mês e as
previsões.
As ordens geradas pelo MRP, têm a elas associadas uma quantidade e uma data devida de
entrega. Estas ordens são exportadas a partir do SAP.
No que diz respeito às previsões, estas são determinadas a partir do histórico de consumo, os
valores das previsões são determinados pela ferramenta, correspondendo a uma quantidade
mensal.
As existências, isto é, o stock de segurança, o stock real e o stock livre são definidas como se
apresenta de seguida.
O stock de segurança corresponde a um valor mínimo de stock em armazém acordado com o
cliente.
O stock real corresponde à quantidade em stock no armazém subtraído o stock de segurança, no
momento em que se realiza o planeamento.
Se existirem ordens geradas pelo MRP o stock livre corresponde à diferença entre a quantidade
da ordem de fabrico do artigo e as necessidades líquidas do mesmo, na presente semana. A
existência de stock livre é justificada pelo arredondamento por excesso das ordens de fabrico
para valores múltiplos do tamanho do lote mínimo. Se não existirem ordens de fabrico geradas
pelo MRP naquela semana, o stock livre corresponde à diferença entre o stock e as
necessidades brutas do artigo.
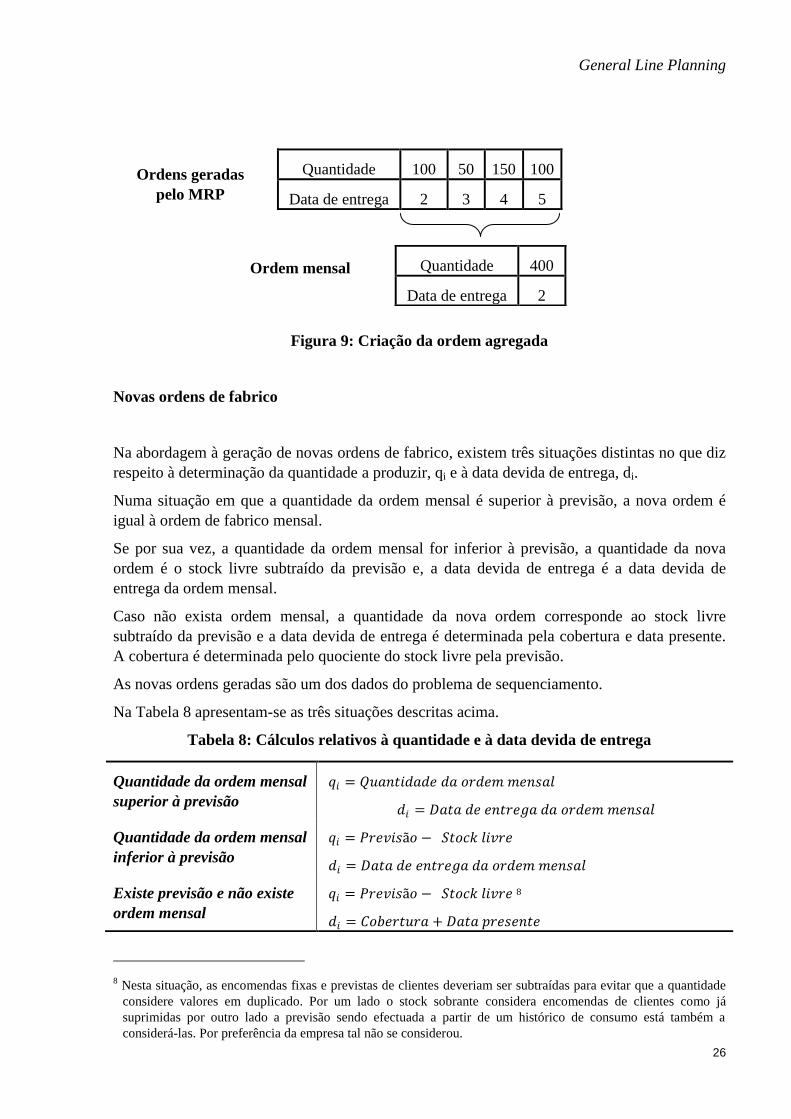
Agregação das ordens planeadas pelo MRP
As quantidades das ordens geradas pelo MRP com data devida de entrega inferior a um mês são
somadas, dando origem a uma ordem cuja data devida de entrega vai ser a data devida de
entrega da ordem gerada que expira primeiro. A agregação das ordens planeadas pelo MRP é
realizada de forma a garantir que um artigo só é produzido uma vez por mês, cumprindo assim
uma restrição imposta de durante um mês só se realizar um “setup” por família.
A essa ordem será dada a denominação de ordem mensal, visto que considera as necessidades
líquidas mensais. A Figura 9 representa a geração da ordem mensal.
General Line Planning
26
Quantidade 100 50 150 100
Data de entrega 2 3 4 5
Figura 9: Criação da ordem agregada
Novas ordens de fabrico
Na abordagem à geração de novas ordens de fabrico, existem três situações distintas no que diz
respeito à determinação da quantidade a produzir, qi e à data devida de entrega, di.
Numa situação em que a quantidade da ordem mensal é superior à previsão, a nova ordem é
igual à ordem de fabrico mensal.
Se por sua vez, a quantidade da ordem mensal for inferior à previsão, a quantidade da nova
ordem é o stock livre subtraído da previsão e, a data devida de entrega é a data devida de
entrega da ordem mensal.
Caso não exista ordem mensal, a quantidade da nova ordem corresponde ao stock livre
subtraído da previsão e a data devida de entrega é determinada pela cobertura e data presente.
A cobertura é determinada pelo quociente do stock livre pela previsão.
As novas ordens geradas são um dos dados do problema de sequenciamento.
Na Tabela 8 apresentam-se as três situações descritas acima.
Tabela 8: Cálculos relativos à quantidade e à data devida de entrega
8 Nesta situação, as encomendas fixas e previstas de clientes deveriam ser subtraídas para evitar que a quantidade
considere valores em duplicado. Por um lado o stock sobrante considera encomendas de clientes como já
suprimidas por outro lado a previsão sendo efectuada a partir de um histórico de consumo está também a
considerá-las. Por preferência da empresa tal não se considerou.
Quantidade 400
Data de entrega 2
Quantidade da ordem mensal
superior à previsão 𝑑𝑖 = 𝐷𝑎𝑡𝑎 𝑑𝑒 𝑒𝑛𝑡𝑟𝑒𝑔𝑎 𝑑𝑎 𝑜𝑟𝑑𝑒𝑚 𝑚𝑒𝑛𝑠𝑎𝑙
𝑞𝑖 = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑎 𝑜𝑟𝑑𝑒𝑚 𝑚𝑒𝑛𝑠𝑎𝑙
Quantidade da ordem mensal
inferior à previsão
𝑞𝑖 = 𝑃𝑟𝑒𝑣𝑖𝑠ã𝑜 − 𝑆𝑡𝑜𝑐𝑘 𝑙𝑖𝑣𝑟𝑒
𝑑𝑖 = 𝐷𝑎𝑡𝑎 𝑑𝑒 𝑒𝑛𝑡𝑟𝑒𝑔𝑎 𝑑𝑎 𝑜𝑟𝑑𝑒𝑚 𝑚𝑒𝑛𝑠𝑎𝑙
Existe previsão e não existe
ordem mensal
𝑞𝑖 = 𝑃𝑟𝑒𝑣𝑖𝑠ã𝑜 − 𝑆𝑡𝑜𝑐𝑘 𝑙𝑖𝑣𝑟𝑒 8
𝑑𝑖 = 𝐶𝑜𝑏𝑒𝑟𝑡𝑢𝑟𝑎 + 𝐷𝑎𝑡𝑎 𝑝𝑟𝑒𝑠𝑒𝑛𝑡𝑒
Ordens geradas
pelo MRP
Ordem mensal
General Line Planning
27
4.3 Definição do problema de sequenciamento
Através da análise das características α | β | γ proposta por Graham (Graham, Lawer, & Lenstra,
1979) já definidas no capítulo 2, é possível classificar o presente problema de sequenciamento,
facilitando a escolha do modelo apropriado.
Ambiente das máquinas
Um artigo é produzido num centro de trabalho, não havendo centros de trabalho
alternativos.
Cada centro de trabalho, num determinado momento, só pode produzir um determinado
artigo.
Analisando as características acima, conclui-se que se está perante um problema de máquina
única. Assim sendo, o parâmetro α toma o valor 1.
Características das ordens
A restrição imposta pela empresa é que, para cada família, apenas é permitido um
“setup” por horizonte de planeamento.
Esta restrição baseia-se no conhecimento dos responsáveis pelo “General Line Planning” e é
justificada, pela existência de uma taxa de ocupação nos centros de trabalho da “General Line”
na ordem dos 100%.
Para verificar a validade desta restrição, a presente dissertação aborda problemas considerando
a restrição e problemas que não a consideram.
Os tempos de “setup” entre famílias são independentes da sequência.
Numa abordagem em que se considera a restrição imposta pela empresa o parâmetro β não tem
qualquer atributo. Relaxando a restrição imposta pela empresa, considera-se que o problema
permite o agrupamento das ordens por famílias, então o parâmetro β representa-se por fmls.
Critério de optimização
A escolha do critério de optimização está fortemente relacionada com os objectivos da
empresa. Desta maneira, definiram-se os critérios de optimização juntamente com os
responsáveis pelo “General Line Planning”.
O principal objectivo do planeamento da produção na ColepCCL é a satisfação dos clientes.
Definiu-se assim, como principal função objectivo, a minimização do atraso total, 𝑇𝑗 . Por
outro lado, o cumprimento dessa meta apenas é possível através da maximização do volume de

General Line Planning
28
produção, o que se traduz na minimização dos tempos de “setup”. Importa ainda referir que na
situação em que se considera a restrição de apenas se realizar um “setup” por família ao longo
do horizonte de planeamento, o objectivo de minimizar os tempos de “setup” é inteiramente
cumprido.
De acordo com os parâmetros acima referidos e consultando as tabelas existentes em (T’kind &
Billaut, 2002), onde se encontra a definição de vários problemas de sequenciamento, conclui-se
que o problema considerando a restrição de apenas se realizar um “setup” por família ao longo
do horizonte de planeamento é classificado como um problema de máquina única e cujo
objectivo é a minimização do atraso total, 1 𝑇𝑖 .
Na situação em que se relaxa a restrição imposta e considerando a inexistência de tempos de
“setup” entre artigos da mesma família, considera-se um problema do tipo oficina constituída
por uma máquina única com agrupamento dos produtos em famílias e objectivo de
minimização do atraso total, 1 𝑓𝑚𝑙𝑠 𝑇𝑖 .
O problema de máquina única com o objectivo de minimização do atraso total, 1 𝑇𝑖 é do
tipo “NP-hard” e, como já foi referido no capítulo 2 e comprovado no artigo de (Du & Leung,
1990), não há algoritmos que optimizem a sua solução em tempo polinomial.
Relativamente ao problema de uma máquina única com agrupamento dos produtos em famílias
e objectivo de minimização do atraso total, 1 𝑓𝑚𝑙𝑠 𝑇𝑖 , não foi encontrado nenhum trabalho
que comprove a complexidade do mesmo. Contudo, na bibliografia encontrada, todos os
trabalhos que determinam a solução óptima, não são eficientes.
Na presente dissertação, a proposta para resolver os dois tipos problemas de sequenciamento é
a de criar heurísticas baseadas em regras de sequenciamento. Cada uma das heurísticas dará
origem a um plano de produção distinto.
4.4 Heurísticas desenvolvidas para criação dos planos de produção
Para cada um dos planos de produção, é criada uma heurística desenvolvida com base nas
regras de sequenciamento e numa regra para a escolha da família a ser sequenciada, comum a
todos os planos.
No presente problema de sequenciamento da produção decidiu-se pela criação de seis planos de
produção denominados por planos A, B, C, D, E e F.
Os planos A, C e F são planos que consideram a restrição da empresa apenas de realizar um
“setup” por família ao longo do horizonte de planeamento. Os planos B, D e E relaxam essa
restrição.
4.5 Dados de entrada das heurísticas
Os dados necessários às heurísticas desenvolvidas dividem-se em: novas ordens de fabrico,
tempo de processamento das novas ordens de fabrico, folga das novas ordens de fabrico,
encomendas fixas, datas devidas de entrega das encomendas fixas e última família produzida.

General Line Planning
29
As novas ordens de fabrico são compostas pela quantidade, qi, e pela data devida de entrega, di.
Estas ordens são geradas do modo descrito na secção 4.2. As heurísticas distinguem ainda as
novas ordens geradas a partir de ordens planeadas pelo MRP das novas ordens geradas
unicamente a partir de previsões.
Na determinação do tempo de processamento, pi, das novas ordens de fabrico é necessário o
conhecimento da cadência que é a mesma para artigos pertencentes à mesma família. A
cadência representa-se por 𝑐𝑎𝑑𝑗 , que por sua vez significa a cadência da família j e corresponde
ao número de artigos produzidos por unidade de tempo.
O cálculo do tempo de processamento, pi, da ordem é dado pela fórmula (1).
𝑝𝑖() =𝑞𝑖(𝑚𝑖𝑙 )
𝑐𝑎𝑑 𝑗 (𝑚𝑖𝑙 /) (1)
A folga da ordem de fabrico (3) é dada pela diferença entre a data devida de entrega e o tempo
de processamento (1).
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑆𝑒𝑚𝑎𝑛𝑎𝑙 = 𝑛º 𝑡𝑢𝑟𝑛𝑜𝑠 × 𝑑𝑖𝑎𝑠 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑠𝑒𝑚𝑎𝑛𝑎𝑖𝑠(𝑑𝑖𝑎𝑠) × 8 (2)
𝐹𝑜𝑙𝑔𝑎 (𝑑𝑖𝑎𝑠) = 𝑑𝑖(𝑑𝑖𝑎𝑠) −𝑝𝑖 × 𝐷𝑖𝑎𝑠 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢 çã𝑜 𝑝𝑜𝑟 𝑠𝑒𝑚𝑎𝑛𝑎 (𝑑𝑖𝑎𝑠 )
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑆𝑒𝑚𝑎𝑛𝑎𝑙 () (3)
São ainda tidas em consideração as encomendas firmes de cada artigo com data devida de
entrega mais próxima e qual a família em produção, ou qual a última família produzida nesse
centro de trabalho.
O tempo de processamento de outras famílias, corresponde ao somatório do tempo de
processamento de ordens correspondentes a artigos de uma família diferente da família da
última ordem sequenciada (ou produzida caso se trate da primeira ordem do plano), com data
devida de entrega inferior à próxima semana a sequenciar.
4.6 Regra de escolha da próxima família a sequenciar
Foi desenvolvida uma regra de escolha da próxima família a sequenciar, baseada nas datas
devidas de entrega das novas ordens de fabrico.
Os dados de entrada desta regra são as novas ordens de fabrico e a informação acerca das
famílias já sequenciadas.
Se se tratar da primeira ordem sequenciada do plano de produção, esta regra verifica se existem
novas ordens de fabrico relativas à última família produzida. Se existirem, a família escolhida
como a próxima família a sequenciar é a última família produzida.

General Line Planning
30
Pelo contrário, se não existem ordens relativas à última família produzida, verifica se existem
ordens atrasadas de alguma família do centro de trabalho. Se existirem ordens atrasadas, a
família escolhida é a que tiver a ordem mais atrasada.
Caso não existam famílias com ordens atrasadas, a família escolhida é a família com mais
ordens de fabrico com data devida de entrega igual ou inferior à próxima semana. A Figura 10
descreve a regra de escolha da próxima família a sequenciar.
Figura 10: “Flowchart” da regra de escolha da próxima família a sequenciar
4.7 Descrição das heurísticas para cada plano de produção
As heurísticas desenvolvidas para cada plano de produção são semelhantes.
No que diz respeito às regras de sequenciamento, os planos A e B baseiam-se na regra da folga
mínima, os planos C e D na regra “earliest due date” e os planos E e F na regra do menor tempo
de processamento.
Quanto à restrição de apenas se realizar um “setup” por família ao longo do período de
planeamento, são considerados dois grupos. Um deles constituído pelos planos A, C e E que
considera a restrição, e o outro, do qual fazem parte os planos B, D e F que restringem a
restrição. A Figura 11 apresenta esquematicamente as regras em que se baseiam cada um dos
seis planos.
Novas ordens de fabrico
Informação acerca de todas as famílias já sequenciada
Novas ordens de fabrico
Existem famílias com ordens de fabrico
atrasadas?
Escolher a família com a data de entrega da
ordem de fabrico mais antiga.
Escolher a última família produzida. Existem ordens de fabrico
da última família
produzida?
Fim
Escolher a família com mais ordens de fabrico para a
semana seguinte.
Não
Não
Sim
Sim

General Line Planning
31
Em todos os planos, a regra de escolha da próxima família a sequenciar é a mesma (Figura 10).
A heurística associada ao plano A (Figura 12) é descrita do seguinte modo: tendo como dados
de entrada as novas ordens de fabrico, escolher a próxima família a sequenciar com base na
regra de escolha da próxima família a sequenciar descrita na Figura 10.
Escolhida a próxima família, sequencia-se pela regra da folga mínima as novas ordens de
fabrico pertencentes à família escolhida, que resultam de ordens planeadas pelo MRP. Como já
foi referido anteriormente na secção 4.2, as novas ordens de fabrico podem ser geradas a partir
de ordens planeadas pelo MRP ou de previsões.
Caso se verifique situações de ordens que apresentem a mesma folga, estabelece-se o seguinte
critério de desempate: sequenciar em primeiro lugar a novas ordens com a data devida de
entrega da encomenda fixa mais antiga. Se mesmo assim se verificaram empates, o critério é
sequenciar primeiro a ordem com data devida de entrega mais próxima.
Sequenciadas todas as novas ordens que resultam de ordens planeadas pelo MRP, sequenciam-
se as ordens geradas unicamente a partir de previsões pela regra da folga mínima. Nesta
situação o critério de desempate é sequenciar primeiro a ordem com data devida de entrega
mais próxima.
Terminado o sequenciamento da família, escolhe-se a próxima família repetindo-se todos os
passos anteriormente descritos até terem sido sequenciadas todas as famílias do centro de
trabalho.
Planos
Folga miníma
Com Restrição Plano A
Sem Restrição Plano B
"Earliest due date"
Com Restrição Plano C
Sem Restrição Plano D
Menor tempo de processamento
Com Restrição Plano E
Sem Restrição Plano F
Figura 11: Heurísticas desenvolvidas para cada um dos planos

General Line Planning
32
Figura 12: “Flowchart” da heurística baseada na regra da folga mínima considerando a
restrição – Plano A
A Figura 13 representa a heurística que permite a criação do plano B. A heurística é semelhante
ao apresentado na Figura 12, diferindo apenas na relaxação da restrição imposta pela empresa.
Nesta heurística, depois de sequenciadas todas as novas ordens geradas a partir de ordens
planeadas pelo MRP pertencentes à família escolhida, é determinado o tempo de
processamento de outras famílias, referido na secção 4.4, e de seguida escolhe-se a nova ordem
gerada a partir de previsões pertencente à família escolhida que apresente menor folga.
Se a soma da capacidade semanal disponível com o tempo de processamento da ordem for
inferior ao tempo de processamento das outras famílias, sequencia-se a ordem. Caso contrário,
faz-se a escolha da próxima família a sequenciar e repetem-se os passos anteriores tal como
apresentado na Figura 13.
Aplicar a regra da folga mínima ao conjunto de novas ordens que resultam de ordens planeadas pelo MRP pertencentes à família escolhida obedecendo aos seguintes critérios de desempate:
1. Sequenciar primeiro as novas ordens com a data de entrega da encomenda fixa mais antiga.
2. Sequenciar pela regra EDD caso o primeiro critério não seja aplicável.
Sequenciadas todas as
famílias do centro de
trabalho?
Fim
Aplicar a regra da folga mínima ao conjunto novas ordens que resultam de previsões pertencentes à
família escolhida obedecendo ao seguinte critério de desempate:
1. Sequenciar pela regra EDD.
Critério de escolha da próxima
família a sequenciar.
Novas ordens de fabrico
Não
Sim
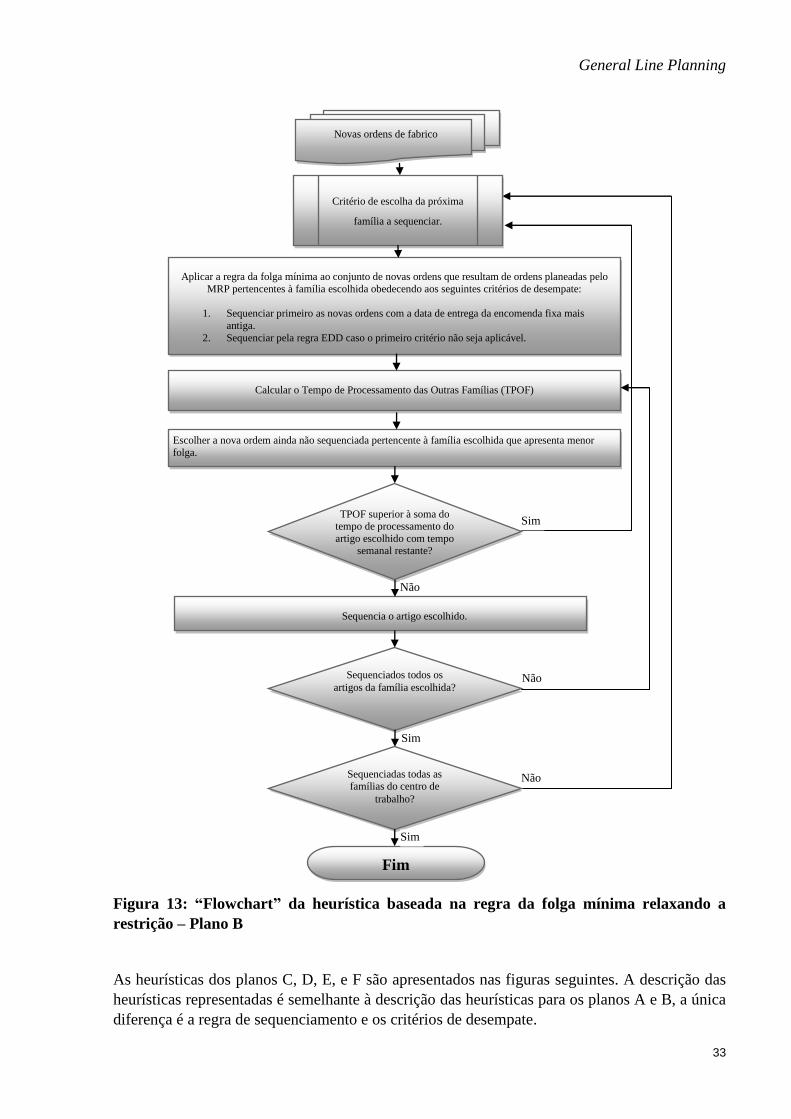
General Line Planning
33
Figura 13: “Flowchart” da heurística baseada na regra da folga mínima relaxando a
restrição – Plano B
As heurísticas dos planos C, D, E, e F são apresentados nas figuras seguintes. A descrição das
heurísticas representadas é semelhante à descrição das heurísticas para os planos A e B, a única
diferença é a regra de sequenciamento e os critérios de desempate.
Escolher a nova ordem ainda não sequenciada pertencente à família escolhida que apresenta menor
folga.
Calcular o Tempo de Processamento das Outras Famílias (TPOF)
Sequenciados todos os
artigos da família escolhida?
Sequenciadas todas as famílias do centro de
trabalho?
Fim
TPOF superior à soma do tempo de processamento do
artigo escolhido com tempo semanal restante?
Sequencia o artigo escolhido.
Aplicar a regra da folga mínima ao conjunto de novas ordens que resultam de ordens planeadas pelo
MRP pertencentes à família escolhida obedecendo aos seguintes critérios de desempate:
1. Sequenciar primeiro as novas ordens com a data de entrega da encomenda fixa mais
antiga.
2. Sequenciar pela regra EDD caso o primeiro critério não seja aplicável.
Critério de escolha da próxima
família a sequenciar.
Novas ordens de fabrico
Não
Não
Não
Sim
Sim
Sim
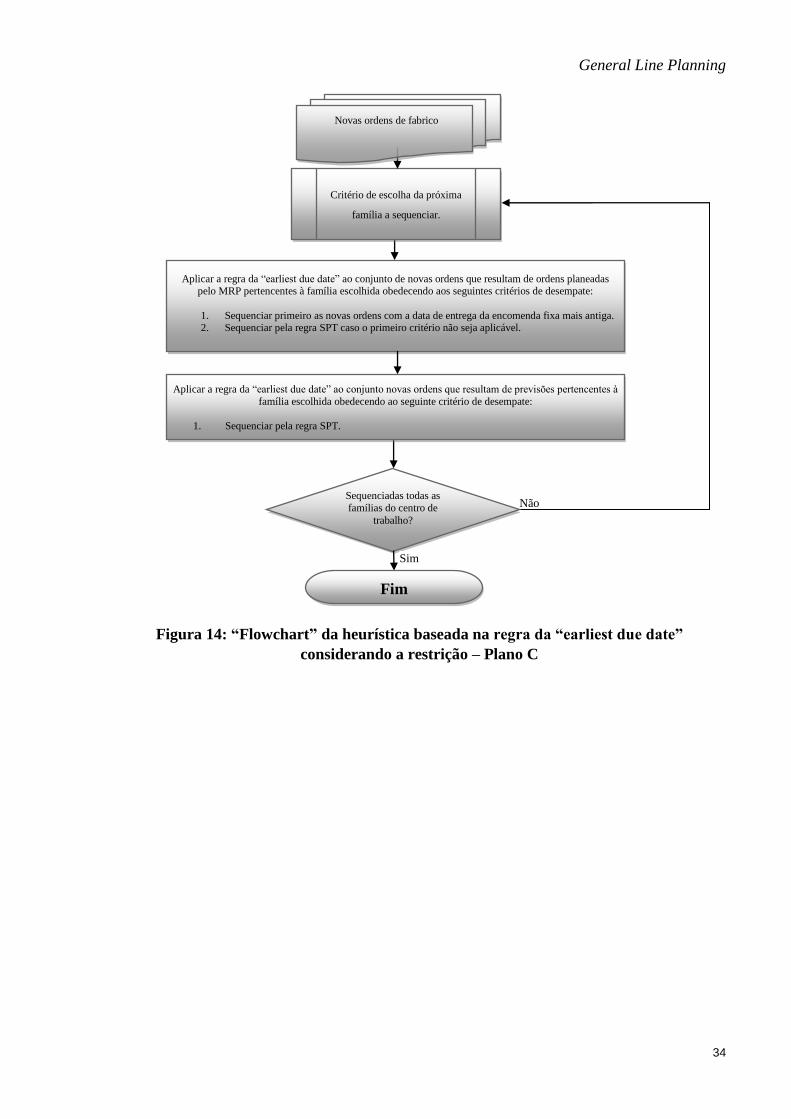
General Line Planning
34
Figura 14: “Flowchart” da heurística baseada na regra da “earliest due date”
considerando a restrição – Plano C
Aplicar a regra da “earliest due date” ao conjunto de novas ordens que resultam de ordens planeadas pelo MRP pertencentes à família escolhida obedecendo aos seguintes critérios de desempate:
1. Sequenciar primeiro as novas ordens com a data de entrega da encomenda fixa mais antiga. 2. Sequenciar pela regra SPT caso o primeiro critério não seja aplicável.
Sequenciadas todas as
famílias do centro de
trabalho?
Fim
Aplicar a regra da “earliest due date” ao conjunto novas ordens que resultam de previsões pertencentes à
família escolhida obedecendo ao seguinte critério de desempate:
1. Sequenciar pela regra SPT.
.
Critério de escolha da próxima
família a sequenciar.
Novas ordens de fabrico
Não
Sim
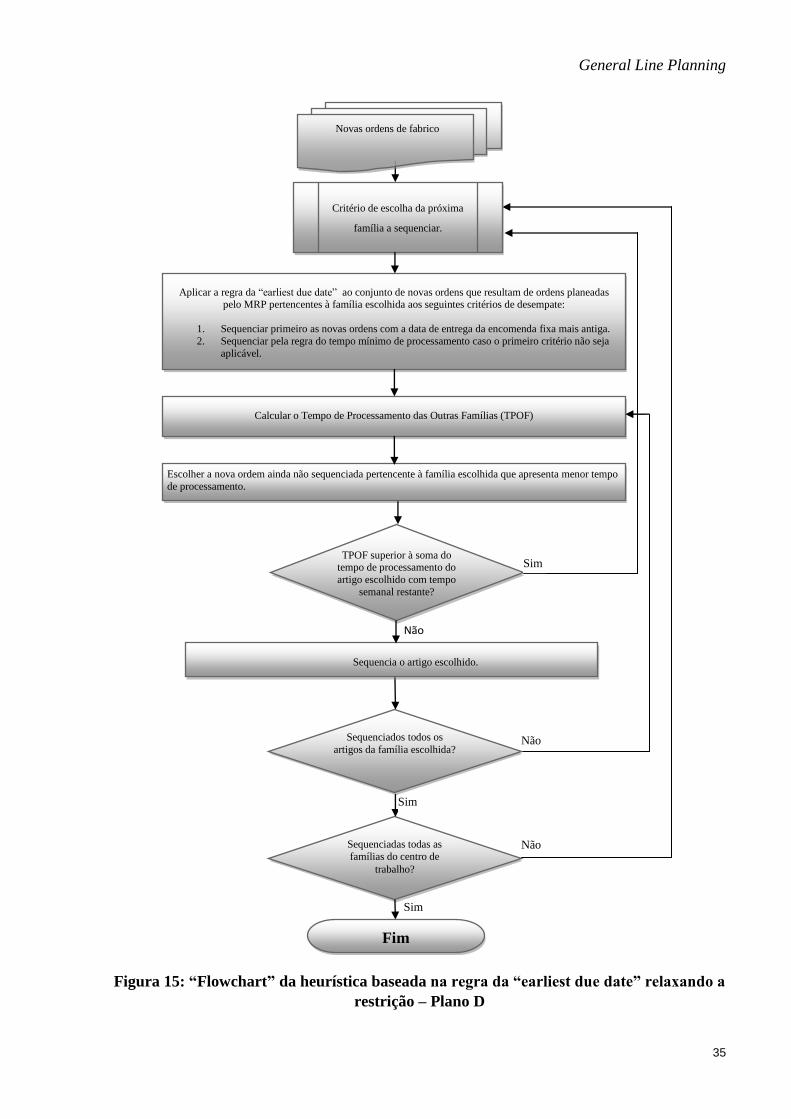
General Line Planning
35
Figura 15: “Flowchart” da heurística baseada na regra da “earliest due date” relaxando a
restrição – Plano D
Escolher a nova ordem ainda não sequenciada pertencente à família escolhida que apresenta menor tempo
de processamento.
Calcular o Tempo de Processamento das Outras Famílias (TPOF)
Sequenciados todos os
artigos da família escolhida?
Sequenciadas todas as
famílias do centro de
trabalho?
Fim
TPOF superior à soma do tempo de processamento do
artigo escolhido com tempo
semanal restante?
Sequencia o artigo escolhido.
Aplicar a regra da “earliest due date” ao conjunto de novas ordens que resultam de ordens planeadas pelo MRP pertencentes à família escolhida aos seguintes critérios de desempate:
1. Sequenciar primeiro as novas ordens com a data de entrega da encomenda fixa mais antiga.
2. Sequenciar pela regra do tempo mínimo de processamento caso o primeiro critério não seja
aplicável.
Critério de escolha da próxima
família a sequenciar.
Novas ordens de fabrico
Não
Não
Não
Sim
Sim
Sim
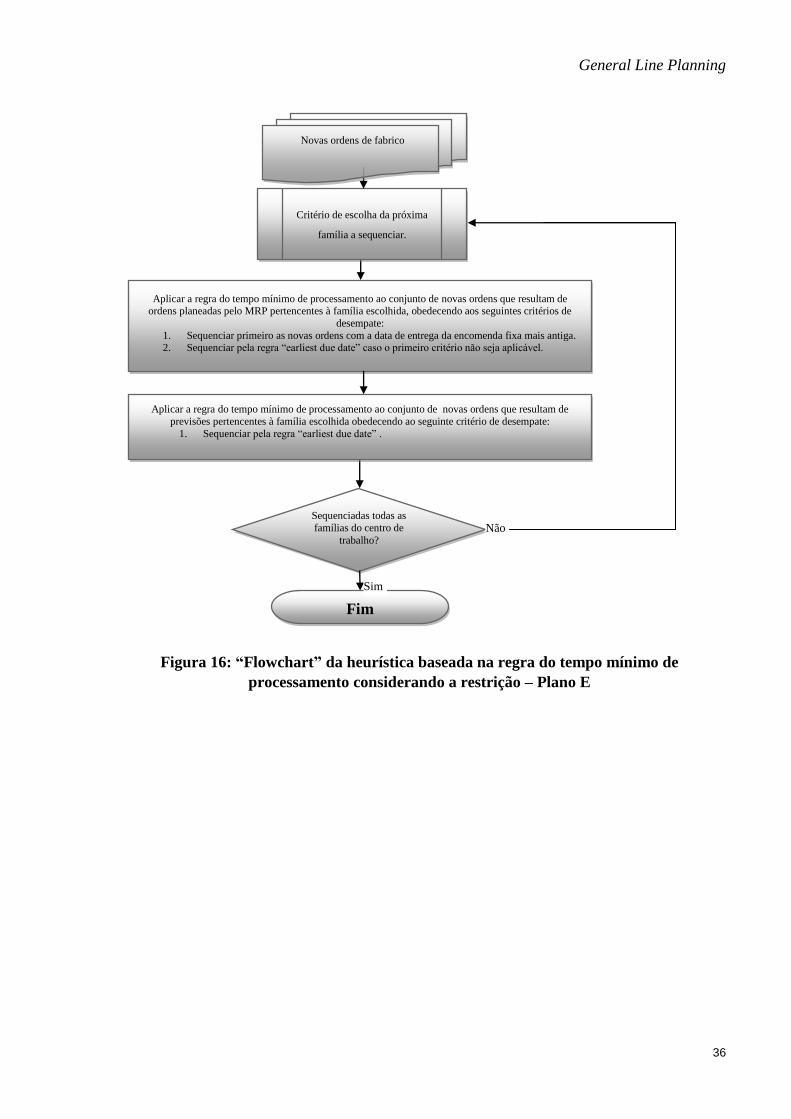
General Line Planning
36
Figura 16: “Flowchart” da heurística baseada na regra do tempo mínimo de
processamento considerando a restrição – Plano E
Aplicar a regra do tempo mínimo de processamento ao conjunto de novas ordens que resultam de ordens planeadas pelo MRP pertencentes à família escolhida, obedecendo aos seguintes critérios de
desempate:
1. Sequenciar primeiro as novas ordens com a data de entrega da encomenda fixa mais antiga. 2. Sequenciar pela regra “earliest due date” caso o primeiro critério não seja aplicável.
Sequenciadas todas as
famílias do centro de
trabalho?
Fim
Aplicar a regra do tempo mínimo de processamento ao conjunto de novas ordens que resultam de
previsões pertencentes à família escolhida obedecendo ao seguinte critério de desempate:
1. Sequenciar pela regra “earliest due date” .
Critério de escolha da próxima
família a sequenciar.
Novas ordens de fabrico
Não
Sim
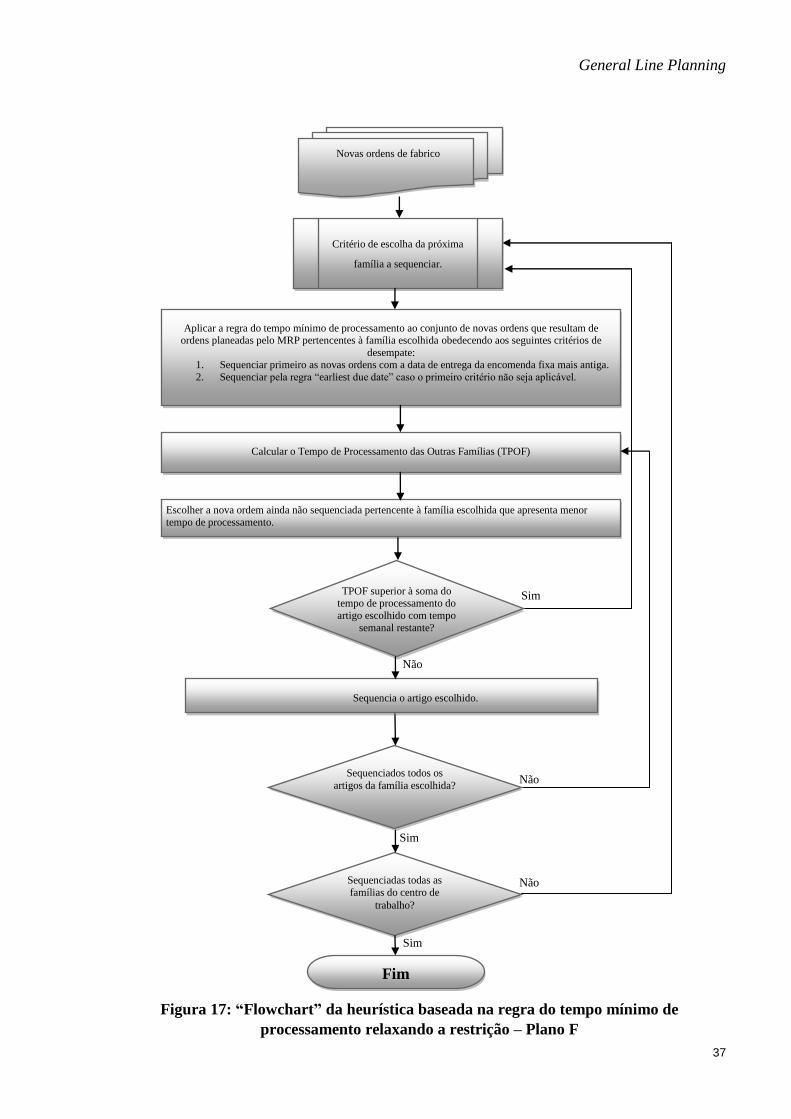
General Line Planning
37
Figura 17: “Flowchart” da heurística baseada na regra do tempo mínimo de
processamento relaxando a restrição – Plano F
Escolher a nova ordem ainda não sequenciada pertencente à família escolhida que apresenta menor
tempo de processamento.
Calcular o Tempo de Processamento das Outras Famílias (TPOF)
Sequenciados todos os
artigos da família escolhida?
Sequenciadas todas as
famílias do centro de
trabalho?
Fim
TPOF superior à soma do
tempo de processamento do
artigo escolhido com tempo
semanal restante?
Sequencia o artigo escolhido.
Aplicar a regra do tempo mínimo de processamento ao conjunto de novas ordens que resultam de ordens planeadas pelo MRP pertencentes à família escolhida obedecendo aos seguintes critérios de
desempate:
1. Sequenciar primeiro as novas ordens com a data de entrega da encomenda fixa mais antiga.
2. Sequenciar pela regra “earliest due date” caso o primeiro critério não seja aplicável.
Critério de escolha da próxima
família a sequenciar.
Novas ordens de fabrico
Não
Não
Não
Sim
Sim
Sim
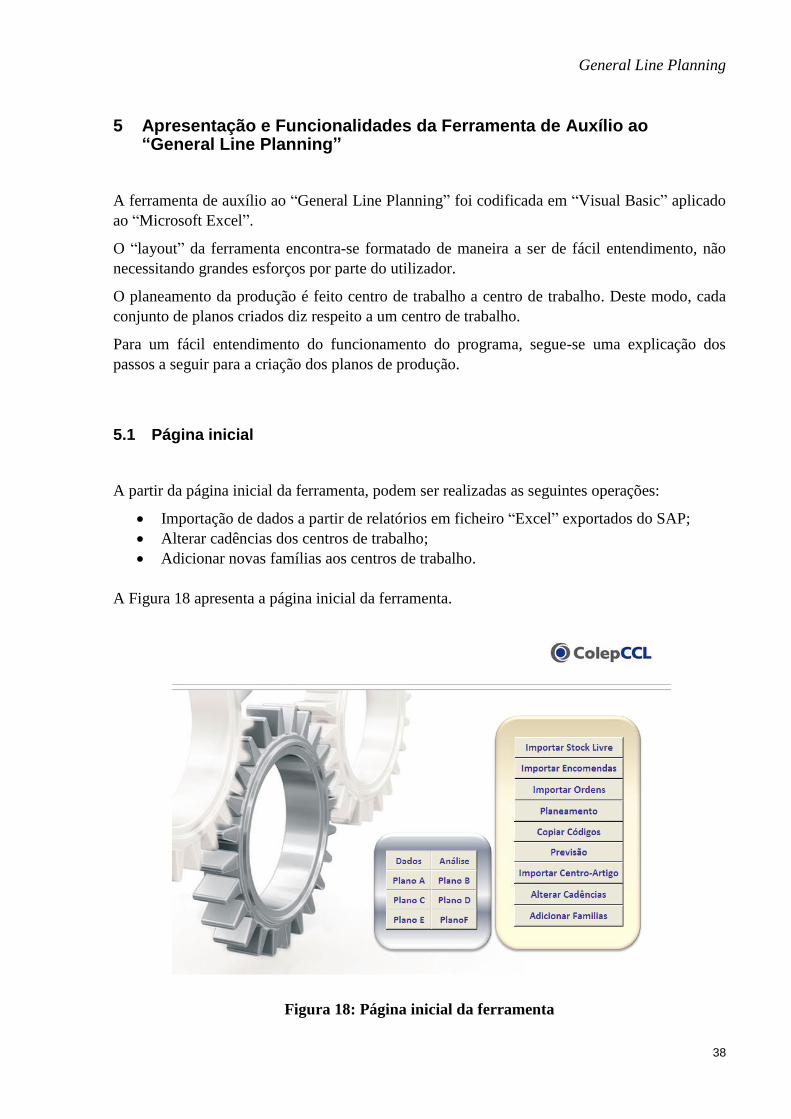
General Line Planning
38
5 Apresentação e Funcionalidades da Ferramenta de Auxílio ao “General Line Planning”
A ferramenta de auxílio ao “General Line Planning” foi codificada em “Visual Basic” aplicado
ao “Microsoft Excel”.
O “layout” da ferramenta encontra-se formatado de maneira a ser de fácil entendimento, não
necessitando grandes esforços por parte do utilizador.
O planeamento da produção é feito centro de trabalho a centro de trabalho. Deste modo, cada
conjunto de planos criados diz respeito a um centro de trabalho.
Para um fácil entendimento do funcionamento do programa, segue-se uma explicação dos
passos a seguir para a criação dos planos de produção.
5.1 Página inicial
A partir da página inicial da ferramenta, podem ser realizadas as seguintes operações:
Importação de dados a partir de relatórios em ficheiro “Excel” exportados do SAP;
Alterar cadências dos centros de trabalho;
Adicionar novas famílias aos centros de trabalho.
A Figura 18 apresenta a página inicial da ferramenta.
Figura 18: Página inicial da ferramenta
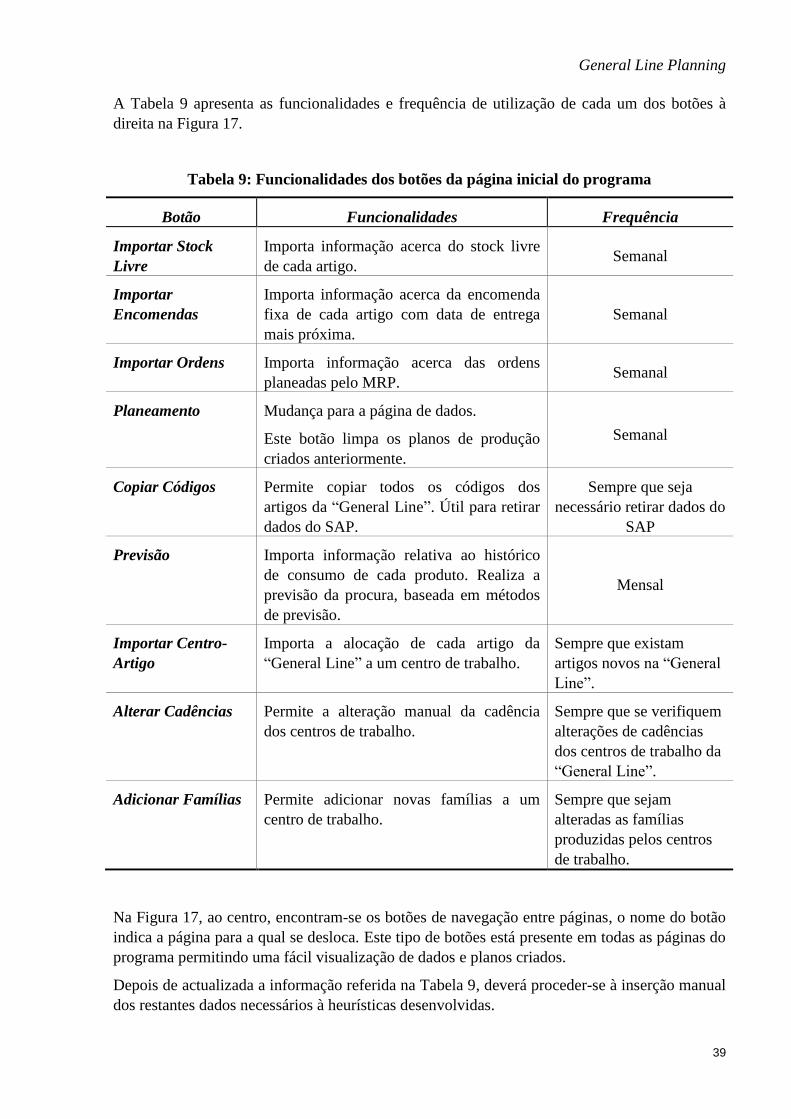
General Line Planning
39
A Tabela 9 apresenta as funcionalidades e frequência de utilização de cada um dos botões à
direita na Figura 17.
Tabela 9: Funcionalidades dos botões da página inicial do programa
Botão Funcionalidades Frequência
Importar Stock
Livre
Importa informação acerca do stock livre
de cada artigo. Semanal
Importar
Encomendas
Importa informação acerca da encomenda
fixa de cada artigo com data de entrega
mais próxima.
Semanal
Importar Ordens Importa informação acerca das ordens
planeadas pelo MRP. Semanal
Planeamento Mudança para a página de dados.
Este botão limpa os planos de produção
criados anteriormente.
Semanal
Copiar Códigos Permite copiar todos os códigos dos
artigos da “General Line”. Útil para retirar
dados do SAP.
Sempre que seja
necessário retirar dados do
SAP
Previsão Importa informação relativa ao histórico
de consumo de cada produto. Realiza a
previsão da procura, baseada em métodos
de previsão.
Mensal
Importar Centro-
Artigo
Importa a alocação de cada artigo da
“General Line” a um centro de trabalho.
Sempre que existam
artigos novos na “General
Line”.
Alterar Cadências Permite a alteração manual da cadência
dos centros de trabalho.
Sempre que se verifiquem
alterações de cadências
dos centros de trabalho da
“General Line”.
Adicionar Famílias Permite adicionar novas famílias a um
centro de trabalho.
Sempre que sejam
alteradas as famílias
produzidas pelos centros
de trabalho.
Na Figura 17, ao centro, encontram-se os botões de navegação entre páginas, o nome do botão
indica a página para a qual se desloca. Este tipo de botões está presente em todas as páginas do
programa permitindo uma fácil visualização de dados e planos criados.
Depois de actualizada a informação referida na Tabela 9, deverá proceder-se à inserção manual
dos restantes dados necessários à heurísticas desenvolvidas.

General Line Planning
40
5.2 Página de dados
A partir da página de dados é possível:
Escolher o centro de trabalho para o qual vai ser feito o planeamento;
Definir a família do artigo em produção ou a última família produzida;
Definir o artigo deste centro de trabalho que está em produção;
Consultar a informação relativa aos artigos produzidos pelo centro de trabalho;
Consultar o gráfico do histórico de consumo dos últimos 12 meses, de cada artigo
produzido pelo centro de trabalho;
Escolher a data de início do planeamento;
Definir o número de dias e turnos em que o centro de trabalho opera;
Fazer alterações à quantidade da nova ordem calculada pela ferramenta.
A escolha do centro de trabalho, permite ao programa fazer a associação entre o centro de
trabalho e os artigos produzidos pelo mesmo
Escolhido o centro de trabalho, o programa executa as seguintes acções, para os artigos do
centro de trabalho escolhido:
Cálculo da quantidade a produzir, qi, sugerida pelo modelo, isto é a quantidade da nova
ordem;
Data devida de entrega, di, da nova ordem;
Cálculo do tempo processamento, ti, da nova ordem;
Elimina da tabela artigos sem consumo9;
Cria uma tabela que contém todos os dados dos artigos produzidos pelo centro de
trabalho escolhido.
A descrição dos dados da tabela criada pela ferramenta encontra-se na Tabela 10.
9 São considerados artigos sem consumo, os artigos que não têm ordens mensais nem stock no período presente e
que não são consumidos há mais de seis meses.
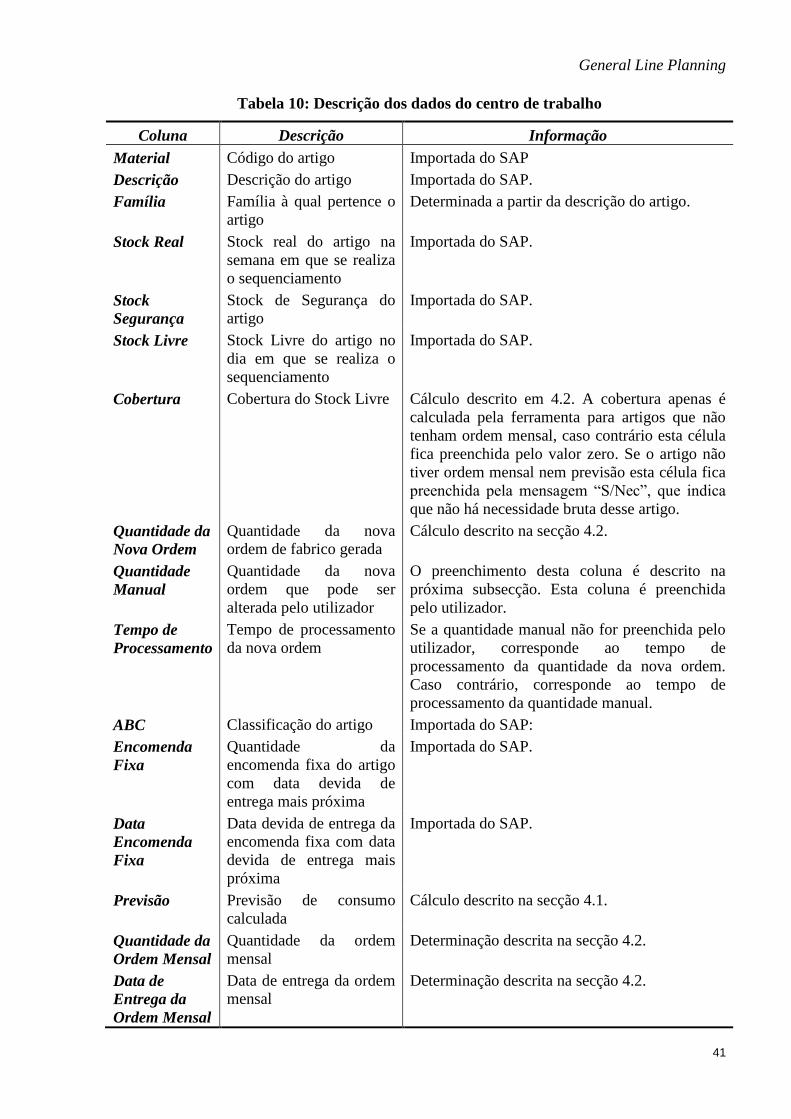
General Line Planning
41
Tabela 10: Descrição dos dados do centro de trabalho
Coluna Descrição Informação
Material Código do artigo Importada do SAP
Descrição Descrição do artigo Importada do SAP.
Família Família à qual pertence o
artigo
Determinada a partir da descrição do artigo.
Stock Real Stock real do artigo na
semana em que se realiza
o sequenciamento
Importada do SAP.
Stock
Segurança
Stock de Segurança do
artigo
Importada do SAP.
Stock Livre Stock Livre do artigo no
dia em que se realiza o
sequenciamento
Importada do SAP.
Cobertura Cobertura do Stock Livre Cálculo descrito em 4.2. A cobertura apenas é
calculada pela ferramenta para artigos que não
tenham ordem mensal, caso contrário esta célula
fica preenchida pelo valor zero. Se o artigo não
tiver ordem mensal nem previsão esta célula fica
preenchida pela mensagem “S/Nec”, que indica
que não há necessidade bruta desse artigo.
Quantidade da
Nova Ordem
Quantidade da nova
ordem de fabrico gerada
Cálculo descrito na secção 4.2.
Quantidade
Manual
Quantidade da nova
ordem que pode ser
alterada pelo utilizador
O preenchimento desta coluna é descrito na
próxima subsecção. Esta coluna é preenchida
pelo utilizador.
Tempo de
Processamento
Tempo de processamento
da nova ordem
Se a quantidade manual não for preenchida pelo
utilizador, corresponde ao tempo de
processamento da quantidade da nova ordem.
Caso contrário, corresponde ao tempo de
processamento da quantidade manual.
ABC Classificação do artigo Importada do SAP:
Encomenda
Fixa
Quantidade da
encomenda fixa do artigo
com data devida de
entrega mais próxima
Importada do SAP.
Data
Encomenda
Fixa
Data devida de entrega da
encomenda fixa com data
devida de entrega mais
próxima
Importada do SAP.
Previsão Previsão de consumo
calculada
Cálculo descrito na secção 4.1.
Quantidade da
Ordem Mensal
Quantidade da ordem
mensal
Determinação descrita na secção 4.2.
Data de
Entrega da
Ordem Mensal
Data de entrega da ordem
mensal
Determinação descrita na secção 4.2.
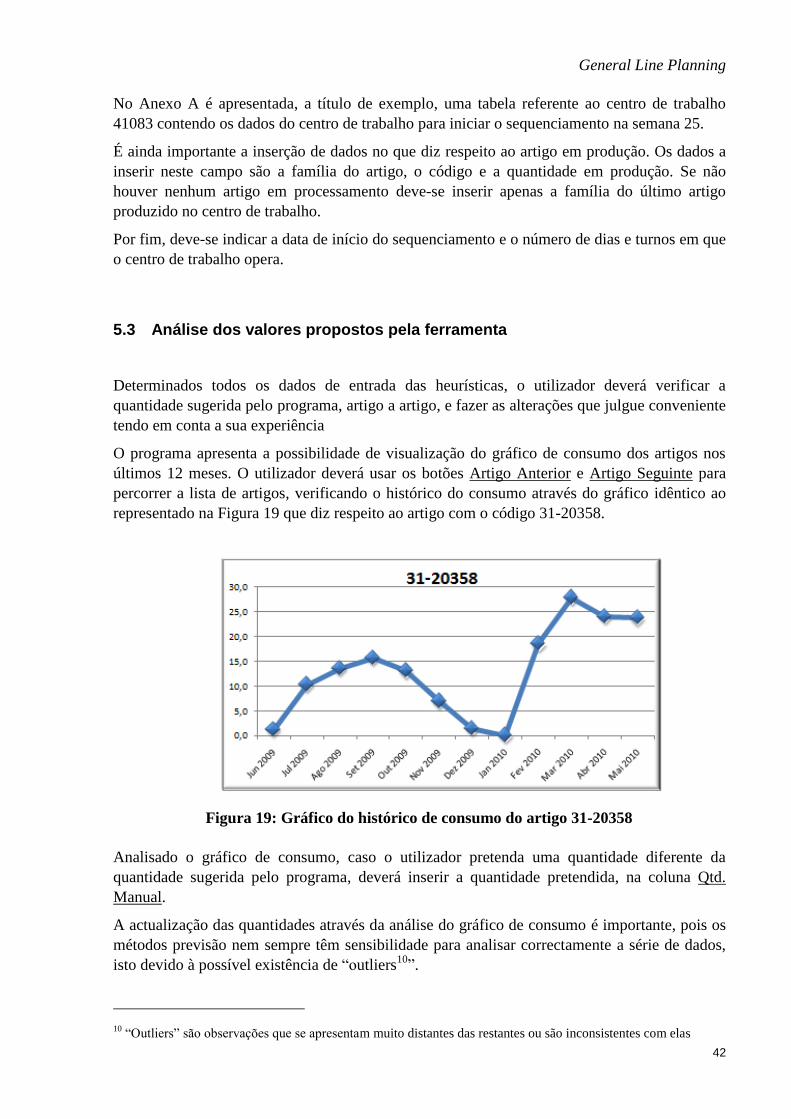
General Line Planning
42
No Anexo A é apresentada, a título de exemplo, uma tabela referente ao centro de trabalho
41083 contendo os dados do centro de trabalho para iniciar o sequenciamento na semana 25.
É ainda importante a inserção de dados no que diz respeito ao artigo em produção. Os dados a
inserir neste campo são a família do artigo, o código e a quantidade em produção. Se não
houver nenhum artigo em processamento deve-se inserir apenas a família do último artigo
produzido no centro de trabalho.
Por fim, deve-se indicar a data de início do sequenciamento e o número de dias e turnos em que
o centro de trabalho opera.
5.3 Análise dos valores propostos pela ferramenta
Determinados todos os dados de entrada das heurísticas, o utilizador deverá verificar a
quantidade sugerida pelo programa, artigo a artigo, e fazer as alterações que julgue conveniente
tendo em conta a sua experiência
O programa apresenta a possibilidade de visualização do gráfico de consumo dos artigos nos
últimos 12 meses. O utilizador deverá usar os botões Artigo Anterior e Artigo Seguinte para
percorrer a lista de artigos, verificando o histórico do consumo através do gráfico idêntico ao
representado na Figura 19 que diz respeito ao artigo com o código 31-20358.
Analisado o gráfico de consumo, caso o utilizador pretenda uma quantidade diferente da
quantidade sugerida pelo programa, deverá inserir a quantidade pretendida, na coluna Qtd.
Manual.
A actualização das quantidades através da análise do gráfico de consumo é importante, pois os
métodos previsão nem sempre têm sensibilidade para analisar correctamente a série de dados,
isto devido à possível existência de “outliers10
”.
10 “Outliers” são observações que se apresentam muito distantes das restantes ou são inconsistentes com elas
Figura 19: Gráfico do histórico de consumo do artigo 31-20358

General Line Planning
43
Após inserida manualmente a quantidade a produzir, o programa actualiza automaticamente o
tempo de processamento necessário, passando a partir deste momento a considerar-se apenas a
quantidade referida na coluna da quantidade manual. A Figura 20 apresenta o artigo 51-29029
com um novo valor para a quantidade a produzir.
Se o utilizador pretender alterar a quantidade sugerida pelo programa deverá apagar a
quantidade manual. O programa volta a assumir a quantidade sugerida que está representada na
quantidade da nova ordem.
A partir deste momento estão definidos os dados necessários à geração dos planos de produção.
5.4 Geração dos planos de produção
O utilizador deverá clicar no botão sequenciar para geração dos seis planos de produção já
referidos no Capítulo 4.
A Figura 21 apresenta o exemplo de um plano de produção criado.
Neste plano de produção apresenta-se na primeira coluna a semana em que a ordem é
sequenciada, cada ordem tem associada um código que corresponde ao código do artigo, a
família do artigo, a quantidade da ordem e data devida de entrega.
Figura 20: Alteração da quantidade sugerida pelo programa
Figura 21: Exemplo de um plano de produção para o centro de trabalho 41083
General Line Planning
44
Caso se dê a troca de família é também indicado o tempo de setup correspondente a essa troca.
No plano de produção são ainda indicados o tempo de processamento da ordem, tempo de
processamento total da semana, o atraso em dias, tipo de ordem e data prevista de conclusão.
O significado dos elementos presentes no plano de produção é descrito na Tabela 11
apresentada de seguida.
Tabela 11: Significado dos elementos presentes no plano de produção
Semana Semana de produção
Código Código do artigo
Família Família à qual pertence o artigo
Quantidade Quantidade a produzir
Due Date Data de entrega da nova ordem
Setup [h] Tempo de “setup”
Tempo de Proc. [h] Tempo de processamento
Tempo Acumulado Sem. [h] Tempo de processamento acumulado na semana com “setups”
Atraso [sem] Diferença entre a data de entrega da ordem mensal e o dia de
produção proposto pelo plano. Só se considera o atraso em
ordens criadas a partir de ordens mensais.
Tipo de Ordem Descriminação se o artigo vai ser produzido para cumprir uma
ordem planeada pelo MRP ou se devido a uma previsão.
Importa referir que um artigo pode ser simultaneamente
produzido para suprimir uma ordem gerada pelo MRP e uma
previsão, nesta situação considera-se a que a ordem gerada
pelo MRP prevalece sobre a Previsão baseada no Histórico
Para cada plano de produção é criado um diagrama de Gantt (Figura 22). Neste diagrama as
cores correspondem às famílias.
O eixo vertical indica as semanas que correspondem ao horizonte do plano de produção e, o
eixo horizontal corresponde às horas utilizados por semana para cada uma das famílias.
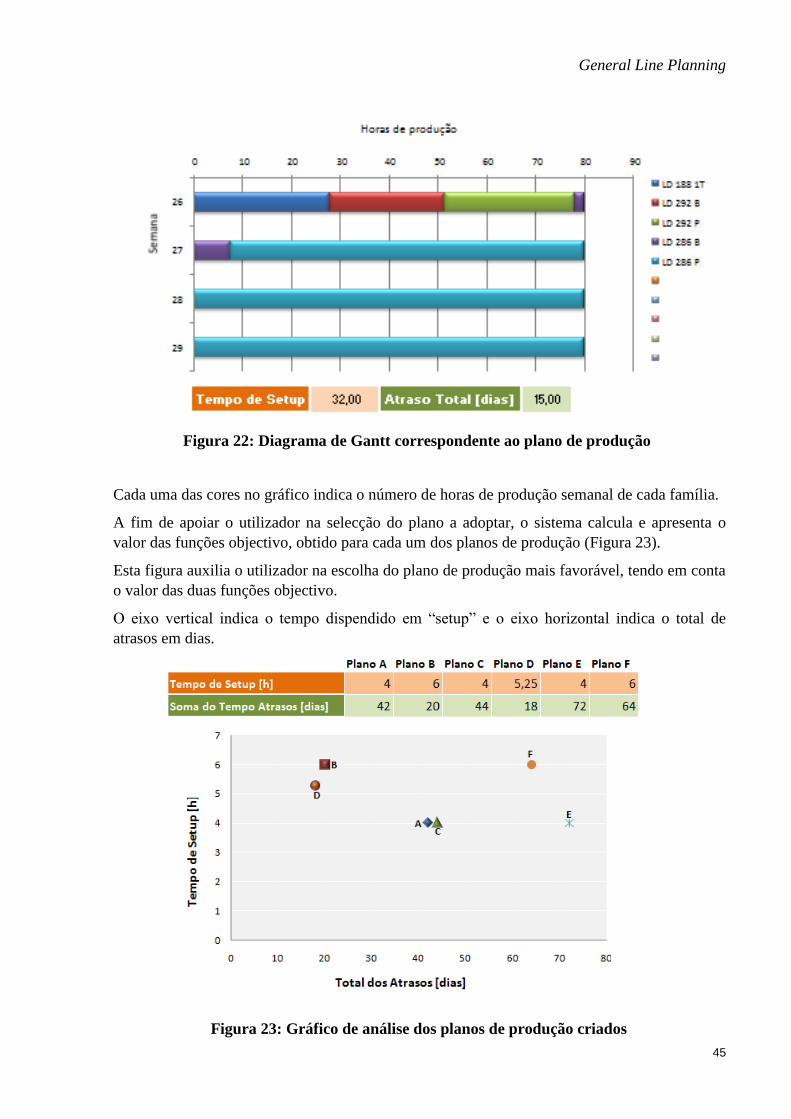
General Line Planning
45
Cada uma das cores no gráfico indica o número de horas de produção semanal de cada família.
A fim de apoiar o utilizador na selecção do plano a adoptar, o sistema calcula e apresenta o
valor das funções objectivo, obtido para cada um dos planos de produção (Figura 23).
Esta figura auxilia o utilizador na escolha do plano de produção mais favorável, tendo em conta
o valor das duas funções objectivo.
O eixo vertical indica o tempo dispendido em “setup” e o eixo horizontal indica o total de
atrasos em dias.
Figura 23: Gráfico de análise dos planos de produção criados
Figura 22: Diagrama de Gantt correspondente ao plano de produção

General Line Planning
46
Neste exemplo as alternativas criadas pelos planos B, C, E e F são consideradas alternativas
dominadas, isto é existe uma alternativa melhor em pelo menos uma das medidas de
desempenho não sendo pior nas outras. As alternativas criadas pelos planos A e D são
alternativas eficientes, isto é são melhores do que as outras alternativas em pelo menos uma das
medidas de desempenho não sendo pior nas outras. Deste modo o agente de decisão apenas
avalia os planos A e D.
5.5 Comparação entre os planos de produção criados
Nesta secção, compara-se os resultados obtidos em cada um dos planos de produção para os
centros de trabalho 41036, 41040 e 41083 na semana 25. Considerando diferentes capacidades
semanais.
A capacidade semanal é definida pelo número de dias e turnos. O centro de trabalho 41036
opera a 5 dias em 1 turno, os centros 41040 e 41083 operam a 5 dias e dois turnos.
Por exemplo, para um centro de trabalho que opera em cinco dias da semana a um turno a
capacidade semanal é de 40h.
Tabela 12: Avaliação e comparação dos diferentes planos de fabrico para a linha 41086
Plano A- Folga Mínima
Plano B - Folga Mínima sem
restrição
Plano C- “Earliest due
date”
Plano D- “Earliest due
date” sem restrição
Plano E- Tempo mínimo de
processamento
Plano F- Tempo mínimo de
processamento sem restrição
Setup Atraso Setup Atraso Setup Atraso Setup Atraso Setup Atraso Setup Atraso
41036 16 36 24 34 16 31 24 27 16 27 16 20
41040 3 44 3,50 43 3 43 3,50 42 3 38 3 38
41083 40 174 64 167 40 173 64 166 40 88 64 83
Relativamente ao centro de trabalho 41036 verifica-se que o plano F é o plano que apresenta
melhores resultados, isto é, o plano é superior a todos os outros na medida do atraso total, não
sendo inferior a nenhum deles no tempo de “setup”.
No centro de trabalho 41040 os planos E e F são os que apresentam melhores resultados
relativamente ao atraso total, não sendo inferior a nenhum dos outros planos no tempo de
“setup”.
Quanto ao centro de trabalho 41083 o plano E apresenta melhores resultados relativamente ao
tempo de setup e o plano F relativamente ao atraso total.
Os planos de produção relativos aos resultados indicados na tabela 12 encontram-se no anexo
B.
A descrição de cada uma das colunas foi referida na secção 5.3.
General Line Planning
47
6 Conclusões e Trabalhos Futuros
O ambiente competitivo presentemente enfrentado pelas organizações obriga à maximização da
utilização dos recursos e à satisfação dos clientes. No âmbito da presente dissertação isso
traduz-se em minimizar os tempos de “setup” e em minimizar os atrasos das entregas aos
clientes.
6.1 Conclusões
A caracterização dos problemas de sequenciamento foi fundamental para a escolha dos
métodos de resolução. Os problemas de sequenciamento do trabalho desenvolvido são do tipo
“NP-Hard”, não existindo portanto algoritmos de optimização eficientes para a sua resolução.
Devido à dimensão do problema, a aplicação dos restantes métodos de optimização: a
enumeração implícita e a programação matemática, é considerada inviável, uma vez que não
resolvem o problema em tempo polinomial. Deste modo, a resolução do problema será
efectuada recorrendo a métodos heurísticos.
Relativamente aos métodos heurísticos, devido à complexidade do problema, optou-se por
desenvolver heurísticas baseadas em regras de sequenciamento.
As principais vantagens da abordagem dos problemas de programação em operações fabris
através de regras de sequenciamento são:
Execução em tempo polinomial;
Fácil implementação;
Fácil compreensão pelos utilizadores;
Grande flexibilidade na escolha das regras, bem como na sua adaptação a situações
específicas de produção.
O estudo de sequenciamento da produção torna-se uma poderosa ferramenta para alocação de
recursos, de forma a obter o sequenciamento de ordens que melhor se adapte aos objectivos da
empresa.
Importa ainda referir que a restrição imposta de apenas se realizar um “setup” por família é
prejudicial ao objectivo de minimização do atraso total. Uma vez que ao ser considerada essa
restrição, o tempo de “setup” deixa de ser uma variável de decisão e passa a ser um valor que
depende unicamente dos tempos de “setup” entre famílias e do número de famílias produzidas
pelo centro de trabalho.
O trabalho apresentado nesta dissertação, consiste na criação de uma ferramenta que considera
a previsão de consumo no processo de geração de ordens de fabrico e as sequencia, tendo em
vista os objectivos definidos.
As novas ordens de fabrico são geradas considerando a previsão e as ordens planeadas pelo
MRP, com data devida de entrega inferior a um mês.
General Line Planning
48
Partindo das novas ordens, são criados os planos de produção. Estes, são gerados a partir de
heurísticas baseados em regras de sequenciamento e regras de escolha da família a sequenciar,
sendo cada plano de produção gerado a partir de um modelo heurístico diferente.
De salientar que as heurísticas foram desenvolvidas tendo em consideração as preferências dos
gestores da empresa no respeitante à definição das prioridades de sequenciamento.
Os planos de produção criados terão de ser submetidos a uma avaliação por parte do utilizador.
O plano escolhido será o que mais se adeqúe às preferências do agente de decisão.
A ferramenta desenvolvida irá libertar os gestores da tarefa de criação de planos de produção,
permitindo que dediquem mais tempo a analisar planos alternativos.
A possibilidade de avaliação dos planos alternativos é uma das inovações trazidas para a
empresa no que diz respeito ao planeamento da produção. A avaliação da forma como os
objectivos estão a ser cumpridos tem relevante importância, na medida em que se consegue de
avaliar o desempenho da empresa no planeamento da produção.
É importante referir que nenhuma das heurísticas desenvolvidas se destina a determinar uma
solução óptima para a minimização do atraso total; contudo, os planos A, C e E apresentam a
solução óptima para a minimização dos tempos de “setup”, uma vez que é cumprida a restrição
de apenas se realizar um “setup” por família no horizonte de planeamento.
Nesta dissertação os resultados obtidos com o programa não foram comparados com os
resultados em ambiente industrial, tal é justificado por na situação real muitas das ordens de
produção não serem realizadas devido à inexistência de matérias-primas. Deste modo a
produção realizada não corresponde aquilo que seria desejável pelos responsáveis pelo
planeamento.
6.2 Trabalhos Futuros
Relativamente aos trabalhos que poderão vir a ser desenvolvidos no futuro, propõe-se
diferentes abordagens para o problema de sequenciamento da presente dissertação.
Em primeiro lugar sugere-se a relaxação da restrição de apenas se realizar um “setup” no
horizonte de planeamento. Como já foi referido antes, esta restrição prejudica o objectivo de
minimizar o atraso total.
No que respeita à nova abordagem à geração de ordens de fabrico, propõe-se uma alteração do
período coberto pela ordem de fabrico. Essa alteração consiste na modificação da cobertura da
nova ordem de fabrico de um mês para uma semana, mantendo todos os outros pressupostos já
referidos Nesta situação, a cada ordem planeada pelo MRP (ordens semanais) seria associada
uma previsão semanal.
Uma abordagem possível é considerar o presente problema como um problema de oficina com
uma máquina única com agrupamento em famílias e o objectivo de minimizar o atraso total, 1 fmls Ti . Sugere-se desenvolvimento de uma heurística adaptada à situação da empresa,
recorrendo a heurísticas desenvolvidas noutros trabalhos. Nomeadamente meta-heurísticas, tais
como a “simulated annealing” proposta por Gupta (Gupta & Chantaravarapan, 2008), que trata

General Line Planning
49
o problema de sequenciamento de oficinas constituídas por uma máquina única com
agrupamento em famílias e o objectivo de minimizar o atraso total, 1 fmls Ti .
Uma outra possível sugestão é considerar o problema como um problema do tipo oficina com
uma máquina única, “setups” dependentes da sequência e objectivo de minimizar o atraso total,
uma possível abordagem considerando a meta-heurística “Greedy Randomized Adaptive
Search Procedure” (GRASP) proposta por Gupta (Gupta & Smith, 2005).
A adaptação à proposta consiste em considerar o tempo de “setup” entre artigos de famílias
diferentes como sendo igual ao tempo de “setup” entre famílias e considerar nulo o tempo de
“setup” entre artigos da mesma família como se exemplifica na Tabela 22 para um centro de
trabalho com duas famílias e 5 trabalhos. Sendo o tempo “setup” da família 1 de 20 e o da
família 2 de 30.
Tabela 13: Matriz dos tempos de “setup”
F 1 2 2 2 1
F O 1 2 3 4 5
1 1 0 20 20 20 0
2 2 30 0 0 0 30
2 3 30 0 0 0 30
2 4 30 0 0 0 30
1 5 0 20 20 20 0
Tempo de setup de:
Para:
General Line Planning
50
Referências
Bauer, A., Hartl, R., Strauss, C., & Bullnheimer, B. (2000). Minimizing Total Tardiness on a
Single Machine Using Ant Colony Optimization. Vienna: Department of Management Science.
University of Vienna.
BedWorth, D., & Bai, D. (1987). Integrated Production Control Systems. John Wiley & Sons.
Blazewicz, J., Cellary, C., Slowinsky, W., & Weg, R. (1986). Scheduling under resource
constrains: deterministic models. Baltzer Science Publishers .
Carlier, J., & Chretienne, P. (1988). Time Petri Net Schedules: Advances in Petri Nets. In G.
Rozenberg, Lecture Notes in Computer Scienc (pp. 62-84). Springer Verlag.
Chase, R., Jacobs, F., & Aquiliano, N. (2006). Operations Management for Competitive
Advantage with Global Cases. New York: McGraw-Hill.
Chen, W.-J. (2008). Single-machine scheduling with family setup times in a manufacturing
system. Engineering Optimization 1029-0273 40- 6 , 579 - 589.
ColepCCL. (2010). Portal da ColepCCL. Retrieved Junho 11, 2010, from Acesso a partir da
rede interna
Conway, R., Maxwell, R., & Miller, L. (1967). Theory of scheduling. Addison-Wesley.
Croce, D., Tadei, R., & Baracco, R. (1998). A New Decomposition For Single Machine Total
Tardiness Scheduling Problem. Journal of Operational Research society 49 , 1001-1106.
Du, J., & Leung, Y.-T. (1990). Minimizing Total Tardiness on One Machine is NP-Hard.
Mathematics of Operations Research 15 , 483-495.
Emmons, H. (1969). One Machine Sequencing to Minimize Certain Functions of Tardiness.
Operations Research 17 , 701-715.
Fisher, M. (1976). A Dual Algorithm for the One-Machine Scheduling Problem. Mathematical
Prograrmning 11 , 229-251.
França, P., Mendes, P., & Mos, A. (2001). A memetic algorithm for the total tardiness single
machine scheduling problem. Campinas: Faculdade de Engenharia Elétrica e de Computação,
Universidade Estadual de Campinas.
Graham, R., Lawer, E., & Lenstra, J. (1979). Optimisation and Approximation in Deterministic
Sequencing and Scheduling. A survey. Annals of Discrete Mathematics 5 , 5 (pag 287-326),
287-326.
Gupta, N., & Chantaravarapan, S. (2008). Single machine group scheduling with family setups
to minimize total tardiness. International Journal of Production Research, Volume 46, Issue 6 ,
1707 - 1722.
Gupta, S., & Smith, J. (2005). Algorithms for single machine total tardiness scheduling with
sequence dependent setups. European Journal of Operational Research , 722-739.
General Line Planning
51
Gutjahr, W., Hellmayr, A., & Pflug, G. (1999). Optimal stochastic single-machine-tardiness
scheduling by stochastic branch-and-bound. European Journal of Operational Research 117- 2
, 396-413.
Jaideep, T. (2003). A note on a well-known dispatching rule to minimize total tardiness. Omega
31-2 , 137-140.
Johnson, S. (1954). Optimal Two-stage and Three stage Production Schedules with Setup
Times Includes. Naval Research Logistics - 1 , 61-68.
Lawler, E. (1977). A pseudopolynomial algorithm for sequencing jobs to minimize total
tardiness. Annals of Discrete Mathematics 1 , 331-342.
Lobo, B. (2005). Planeamento e Sequenciamento da Produção: Visão Global e Caso de
Estudo. Porto: Faculdade de Engenhraia da Universidade do Porto.
Makridakis, S., Whelwright, S., & Hyndman, R. (1998). Statistics Forecasting Methods and
Apllications. John Wiley & Sons. New York: John Wiley & Sons, Inc.
Matos, M. (2010). Página Pessoal de Manuel António Matos. Retrieved Junho 14, 2010, from
http://paginas.fe.up.pt/~mam/
Melian, B. (2003). Metaheuristics: A Global View. Revista Iberoamericana de Inteligencia
Artificial 2-19 .
Metaheuristics Network. (2010). Metaheuristics Network. Retrieved Junho 30, 2010, from
http://www.metaheuristics.net
Moore, J. (1968). An n-Job, One Machine Sequencing Algorithm for Minimizing the Number
of Late Jobs. Management and Science 15 , 102-109.
Omar, M., & Suppiah, T. (2007). Scheduling with Setup Considerations: An MIP Approach.
Centre of Computer Aided Design and Knowledge Manufacturing.Faculty of Engenheering and
Technology.Multimedia University, Malaysia.
Panwalker, S., & Smith, L. (1993). European Journal of Operational Research 70- 3 , 304-310.
Pinedo, M. (2008). Scheduling Theory, Algorithms, and Systems. Springer.
Schrage, L., & Baker, K. (1978). Dynamic Programing Solution of Sequencing Problems with
Precedence Constrains. Operations Research 26 , 444-449.
Shafer, S., & Meredith, J. (1998). Operations Management. New York: John Wiley & Sons.
Silva, C., Figueira, J., Lisboa, J., & Barman, A. (2006). An interactive decision support system
for an aggregate production planning model based on multiple criteria mixed integer linear
programming. Omega , 167-177.
Smith, J., & Gupta, N. (2005). Algorithms for single machine total tardiness scheduling with
sequence dependent setups. European Journal of Operational Research .
T’kind, V., & Billaut, C. (2002). Multicriteria scheduling: Theory, Models and Algorithms.
Vicens, E., Alemany, M., Andre, C., & Guarch, J. (2001). A design and application
methodology for hierarchical production planning decision support systems in an enterprise
integration context. International Journal of Production Economics 74 , 5-20.
General Line Planning
52
Wallis, K., & Thomas, J. (1971). Seasonal variation in regression analysis. Journal of the
RoyalStatistical Society A-134-1 , 52-72.
Webster, S., & Baker, K. (1995). Scheduling Group of Jobs on a Single Machine . Operations
Research 43- 4 , 692-703.

General Line Planning
53
ANEXO A: Dados do centro de trabalho 41083 na semana 25

General Line Planning
54
ANEXO B: Planos de produção
Dados de entrada da heurística para o centro de trabalho 41036
Material Stock Real [mil]
Stock Seg. [mil]
Stock Livre [mil]
DD Prev
[sem]
Qtd.Sug. [mil]
T.Proc. [h]
Encomenda[mil] Data Enc.
Previsão [mil]
Ord.Plan.[mil] DD
Ord.Plan.
51-24098 1,4 0,0 1,4 2,40 0,93 0,2
2,31
51-24093 29,2 18,4 5,5 1,13 14,05 2,8
19,56
51-24097 90,1 55,3 32,8 2,64 17,02 3,4
49,83
51-24099 15,1 18,4 1,2 0,00 12,30 2,5
13,46 4,6 25-Jun
51-32135 21,6 101,4 10,9 S/Nec 147,46 29,0
1,42 147,5 25-Jun
51-32136 4,5 4,6 2,0 0,00 4,61 1,0
4,27 4,6 25-Jun
51-30369 15,8 14,8 0,9 0,00 26,43 4,5 25,0 12-Jul 27,36 26,0 12-Jul
31-09673 0,4 0,0 0,4 0,00 1,42 0,3 0,8 1-Jul 1,83 0,4 1-Jul
51-30368 0,0 7,4 2,9 0,00 14,85 2,5 4,1 9-Jun 12,93 14,8 25-Jun
31-09640 3,8 2,1 1,7 0,00 3,44 0,6
5,13 2,1 25-Jun
31-19038 25,9 7,2 10,9 2,55 6,22 1,1 0,6 28-Jun 17,14
31-10180 0,0 0,0 0,0 0,00 1,91 0,4
1,91
31-09648 0,0 0,0 0,0 0,00 0,93 0,2
0,93
51-33436 4,1 0,0 4,1 1,76 5,24 0,9
9,34
51-32054 7,1 36,0 11,7 S/Nec 43,20 7,2 0,6 25-Jun 4,33 43,2 25-Jun
51-21123 0,0 0,0 0,0 0,00 1,23 0,3
1,23
31-30876 0,0 0,0 2,2 0,91 7,45 1,3
9,62
31-20260 2,6 1,5 1,1 2,85 0,44 0,1
1,52
31-18533 0,0 0,9 0,0 0,00 1,45 0,3 0,3 29-Jun 1,45 1,2 25-Jun
31-09653 5,7 3,6 2,0 0,00 5,55 1,0
7,52 3,6 28-Jun
31-09668 0,0 0,0 0,0 0,00 0,12 0,1
0,12
31-09650 7,0 3,6 3,3 0,00 1,59 0,3
4,87 3,6 25-Jun
31-09669 24,6 25,2 19,5 0,00 7,64 1,3 0,4 28-Jun 27,12 25,2 25-Jun
31-09670 0,0 0,0 0,0 0,00 8,85 1,5
8,85

General Line Planning
55
Plano A – Centro de trabalho 41036
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem
Dia Conclusão
26 51-32054 LD 188 43,2 25-Jun
7,2 7,20 0,0 Encomenda 25-Jun
26 51-30368 LD 188 14,8 25-Jun
2,5 9,70 1,0 Encomenda 26-Jun
26 31-09669 LD 188 7,6 25-Jun
1,3 11,00 1,0 Encomenda 26-Jun
26 31-09640 LD 188 3,4 25-Jun
0,6 11,60 1,0 Encomenda 26-Jun
26 31-18533 LD 188 1,5 25-Jun
0,3 11,90 1,0 Encomenda 26-Jun
26 31-09650 LD 188 1,6 25-Jun
0,3 12,20 1,0 Encomenda 26-Jun
26 31-09653 LD 188 5,6 28-Jun
1 13,20 0,0 Encomenda 26-Jun
26 31-09673 LD 188 1,4 1-Jul
0,3 13,50 0,0 Encomenda 26-Jun
26 51-30369 LD 188 26,4 12-Jul
4,5 18,00 0,0 Encomenda 27-Jun
26 31-09670 LD 188 8,9 25-Jun
1,5 19,50
Previsão 27-Jun
26 31-10180 LD 188 1,9 25-Jun
0,4 19,90
Previsão 27-Jun
26 51-21123 LD 188 1,2 25-Jun
0,3 20,20
Previsão 27-Jun
26 31-09648 LD 188 0,9 25-Jun
0,2 20,40
Previsão 27-Jun
26 31-09668 LD 188 0,1 25-Jun
0,1 20,50
Previsão 27-Jun
26 31-30876 LD 188 7,4 1-Jul
1,3 21,80
Previsão 27-Jun
26 51-33436 LD 188 5,2 7-Jul
0,9 22,70
Previsão 27-Jun
26 31-19038 LD 188 6,2 12-Jul
1,10 23,8
Previsão 27-Jun
26 31-20260 LD 188 0,4 14-Jul
0,10 23,9
Previsão 27-Jun
26 51-32135 BT 267 147,5 25-Jun 16 29,00 40 10,00 Encomenda 5-Jul
27 51-24099 BT 267 12,3 25-Jun
2,50 31,4 10,00 Encomenda 5-Jul
27 51-32136 BT 267 4,6 25-Jun
1,00 32,4 11,00 Encomenda 6-Jul
27 51-24093 BT 267 14,0 2-Jul
2,80 35,2
Previsão 6-Jul
27 51-24098 BT 267 0,9 11-Jul
0,20 35,4
Previsão 6-Jul
27 51-24097 BT 267 17,0 13-Jul
3,40 38,8
Previsão 6-Jul
Plano B – Centro de trabalho 41036
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem
Dia Conclusão
26 51-32054 LD 188 43,2 25-Jun
7,2 7,20 0,0 Encomenda 25-Jun
26 51-30368 LD 188 14,8 25-Jun
2,5 9,70 1,0 Encomenda 26-Jun
26 31-09669 LD 188 7,6 25-Jun
1,3 11,00 1,0 Encomenda 26-Jun
26 31-09640 LD 188 3,4 25-Jun
0,6 11,60 1,0 Encomenda 26-Jun
26 31-18533 LD 188 1,5 25-Jun
0,3 11,90 1,0 Encomenda 26-Jun
26 31-09650 LD 188 1,6 25-Jun
0,3 12,20 1,0 Encomenda 26-Jun
26 31-09653 LD 188 5,6 28-Jun
1 13,20 0,0 Encomenda 26-Jun
26 31-09673 LD 188 1,4 1-Jul
0,3 13,50 0,0 Encomenda 26-Jun
26 51-30369 LD 188 26,4 12-Jul
4,5 18,00 0,0 Encomenda 27-Jun

General Line Planning
56
26 51-32135 BT 267 147,5 25-Jun 16,00 29,0 40,00 9,0 Encomenda 4-Jul
27 51-24099 BT 267 12,3 25-Jun
2,5 25,50 10,0 Encomenda 5-Jul
27 51-32136 BT 267 4,6 25-Jun
1 26,50 10,0 Encomenda 5-Jul
27 51-24093 BT 267 14,0 2-Jul
2,8 29,30
Previsão 5-Jul
27 51-24098 BT 267 0,9 11-Jul
0,2 29,50
Previsão 5-Jul
27 51-24097 BT 267 17,0 13-Jul
3,4 32,90
Previsão 6-Jul
27 31-09670 LD 188 8,9 25-Jun 8,00 1,5 40,00
Previsão 9-Jul
28 31-10180 LD 188 1,9 25-Jun
0,40 2,8
Previsão 9-Jul
28 51-21123 LD 188 1,2 25-Jun
0,30 3,1
Previsão 9-Jul
28 31-09648 LD 188 0,9 25-Jun
0,20 3,3
Previsão 9-Jul
28 31-09668 LD 188 0,1 25-Jun
0,10 3,4
Previsão 9-Jul
28 31-30876 LD 188 7,4 1-Jul
1,30 4,7
Previsão 9-Jul
28 51-33436 LD 188 5,2 7-Jul
0,90 5,6
Previsão 9-Jul
28 31-19038 LD 188 6,2 12-Jul
1,10 6,7
Previsão 9-Jul
28 31-20260 LD 188 0,4 14-Jul
0,10 6,8
Previsão 9-Jul
Plano C – Centro de trabalho 41036
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem
Dia Conclusão
26 31-18533 LD 188 1,5 25-Jun
0,3 0,30 0,0 Encomenda 25-Jun
26 31-09669 LD 188 7,6 25-Jun
1,3 1,60 0,0 Encomenda 25-Jun
26 51-30368 LD 188 14,8 25-Jun
2,5 4,10 0,0 Encomenda 25-Jun
26 51-32054 LD 188 43,2 25-Jun
7,2 11,30 1,0 Encomenda 26-Jun
26 31-09640 LD 188 3,4 25-Jun
0,6 11,90 1,0 Encomenda 26-Jun
26 31-09650 LD 188 1,6 25-Jun
0,3 12,20 1,0 Encomenda 26-Jun
26 31-09653 LD 188 5,6 28-Jun
1 13,20 0,0 Encomenda 26-Jun
26 31-09673 LD 188 1,4 1-Jul
0,3 13,50 0,0 Encomenda 26-Jun
26 51-30369 LD 188 26,4 12-Jul
4,5 18,00 0,0 Encomenda 27-Jun
26 31-09668 LD 188 0,1 25-Jun
0,1 18,10
Previsão 27-Jun
26 31-09648 LD 188 0,9 25-Jun
0,2 18,30
Previsão 27-Jun
26 51-21123 LD 188 1,2 25-Jun
0,3 18,60
Previsão 27-Jun
26 31-10180 LD 188 1,9 25-Jun
0,4 19,00
Previsão 27-Jun
26 31-09670 LD 188 8,9 25-Jun
1,5 20,50
Previsão 27-Jun
26 31-30876 LD 188 7,4 1-Jul
1,3 21,80
Previsão 27-Jun
26 51-33436 LD 188 5,2 7-Jul
0,9 22,70
Previsão 27-Jun
26 31-19038 LD 188 6,2 12-Jul
1,10 23,8
Previsão 27-Jun
26 31-20260 LD 188 0,4 14-Jul
0,10 23,9
Previsão 27-Jun
26 51-24099 BT 267 12,3 25-Jun 16 2,50 40 7,00 Encomenda 2-Jul
27 51-32135 BT 267 147,5 25-Jun
29,00 31,4 10,00 Encomenda 5-Jul
27 51-32136 BT 267 4,6 25-Jun
1,00 32,4 11,00 Encomenda 6-Jul
27 51-24093 BT 267 14,0 2-Jul
2,80 35,2
Previsão 6-Jul
27 51-24098 BT 267 0,9 11-Jul
0,20 35,4
Previsão 6-Jul
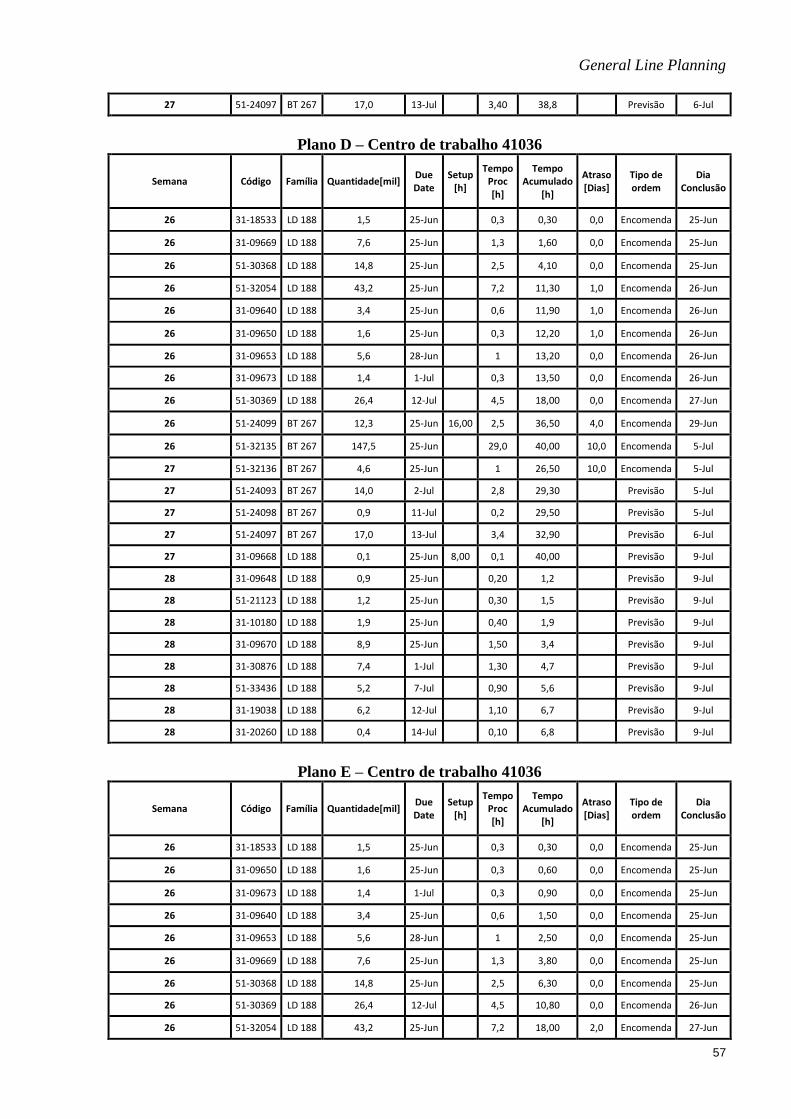
General Line Planning
57
27 51-24097 BT 267 17,0 13-Jul
3,40 38,8
Previsão 6-Jul
Plano D – Centro de trabalho 41036
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem
Dia Conclusão
26 31-18533 LD 188 1,5 25-Jun
0,3 0,30 0,0 Encomenda 25-Jun
26 31-09669 LD 188 7,6 25-Jun
1,3 1,60 0,0 Encomenda 25-Jun
26 51-30368 LD 188 14,8 25-Jun
2,5 4,10 0,0 Encomenda 25-Jun
26 51-32054 LD 188 43,2 25-Jun
7,2 11,30 1,0 Encomenda 26-Jun
26 31-09640 LD 188 3,4 25-Jun
0,6 11,90 1,0 Encomenda 26-Jun
26 31-09650 LD 188 1,6 25-Jun
0,3 12,20 1,0 Encomenda 26-Jun
26 31-09653 LD 188 5,6 28-Jun
1 13,20 0,0 Encomenda 26-Jun
26 31-09673 LD 188 1,4 1-Jul
0,3 13,50 0,0 Encomenda 26-Jun
26 51-30369 LD 188 26,4 12-Jul
4,5 18,00 0,0 Encomenda 27-Jun
26 51-24099 BT 267 12,3 25-Jun 16,00 2,5 36,50 4,0 Encomenda 29-Jun
26 51-32135 BT 267 147,5 25-Jun
29,0 40,00 10,0 Encomenda 5-Jul
27 51-32136 BT 267 4,6 25-Jun
1 26,50 10,0 Encomenda 5-Jul
27 51-24093 BT 267 14,0 2-Jul
2,8 29,30
Previsão 5-Jul
27 51-24098 BT 267 0,9 11-Jul
0,2 29,50
Previsão 5-Jul
27 51-24097 BT 267 17,0 13-Jul
3,4 32,90
Previsão 6-Jul
27 31-09668 LD 188 0,1 25-Jun 8,00 0,1 40,00
Previsão 9-Jul
28 31-09648 LD 188 0,9 25-Jun
0,20 1,2
Previsão 9-Jul
28 51-21123 LD 188 1,2 25-Jun
0,30 1,5
Previsão 9-Jul
28 31-10180 LD 188 1,9 25-Jun
0,40 1,9
Previsão 9-Jul
28 31-09670 LD 188 8,9 25-Jun
1,50 3,4
Previsão 9-Jul
28 31-30876 LD 188 7,4 1-Jul
1,30 4,7
Previsão 9-Jul
28 51-33436 LD 188 5,2 7-Jul
0,90 5,6
Previsão 9-Jul
28 31-19038 LD 188 6,2 12-Jul
1,10 6,7
Previsão 9-Jul
28 31-20260 LD 188 0,4 14-Jul
0,10 6,8
Previsão 9-Jul
Plano E – Centro de trabalho 41036
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem
Dia Conclusão
26 31-18533 LD 188 1,5 25-Jun
0,3 0,30 0,0 Encomenda 25-Jun
26 31-09650 LD 188 1,6 25-Jun
0,3 0,60 0,0 Encomenda 25-Jun
26 31-09673 LD 188 1,4 1-Jul
0,3 0,90 0,0 Encomenda 25-Jun
26 31-09640 LD 188 3,4 25-Jun
0,6 1,50 0,0 Encomenda 25-Jun
26 31-09653 LD 188 5,6 28-Jun
1 2,50 0,0 Encomenda 25-Jun
26 31-09669 LD 188 7,6 25-Jun
1,3 3,80 0,0 Encomenda 25-Jun
26 51-30368 LD 188 14,8 25-Jun
2,5 6,30 0,0 Encomenda 25-Jun
26 51-30369 LD 188 26,4 12-Jul
4,5 10,80 0,0 Encomenda 26-Jun
26 51-32054 LD 188 43,2 25-Jun
7,2 18,00 2,0 Encomenda 27-Jun
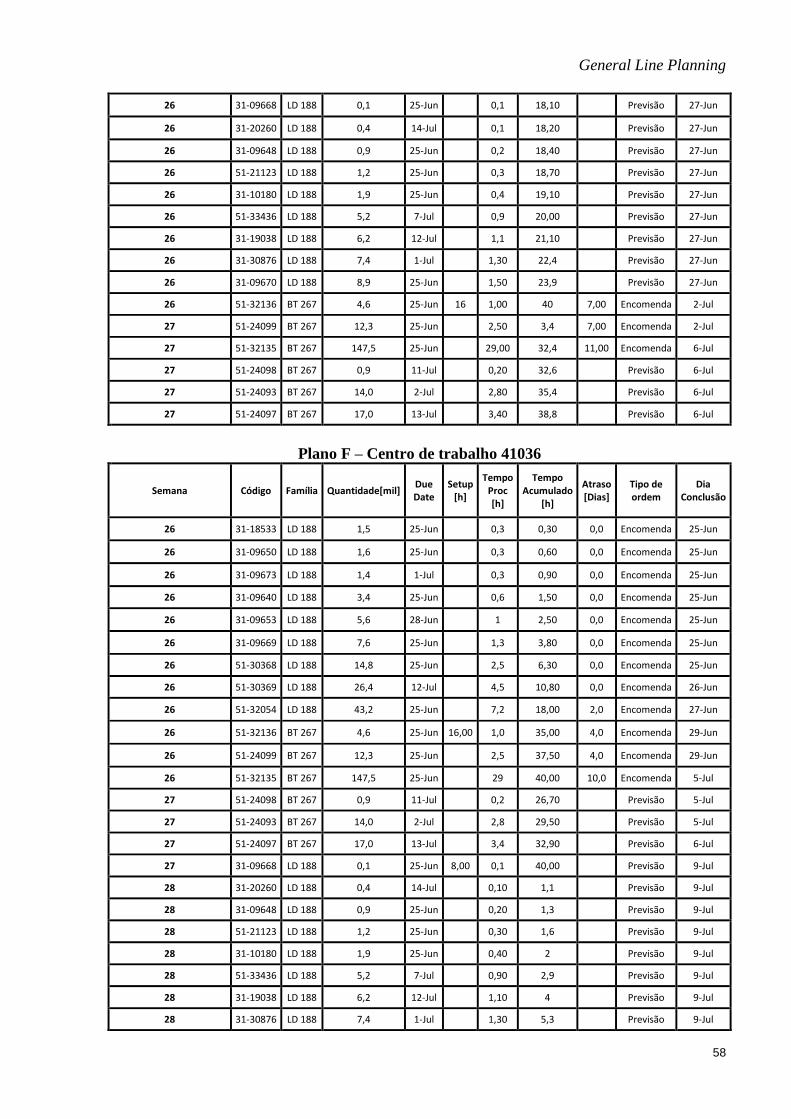
General Line Planning
58
26 31-09668 LD 188 0,1 25-Jun
0,1 18,10
Previsão 27-Jun
26 31-20260 LD 188 0,4 14-Jul
0,1 18,20
Previsão 27-Jun
26 31-09648 LD 188 0,9 25-Jun
0,2 18,40
Previsão 27-Jun
26 51-21123 LD 188 1,2 25-Jun
0,3 18,70
Previsão 27-Jun
26 31-10180 LD 188 1,9 25-Jun
0,4 19,10
Previsão 27-Jun
26 51-33436 LD 188 5,2 7-Jul
0,9 20,00
Previsão 27-Jun
26 31-19038 LD 188 6,2 12-Jul
1,1 21,10
Previsão 27-Jun
26 31-30876 LD 188 7,4 1-Jul
1,30 22,4
Previsão 27-Jun
26 31-09670 LD 188 8,9 25-Jun
1,50 23,9
Previsão 27-Jun
26 51-32136 BT 267 4,6 25-Jun 16 1,00 40 7,00 Encomenda 2-Jul
27 51-24099 BT 267 12,3 25-Jun
2,50 3,4 7,00 Encomenda 2-Jul
27 51-32135 BT 267 147,5 25-Jun
29,00 32,4 11,00 Encomenda 6-Jul
27 51-24098 BT 267 0,9 11-Jul
0,20 32,6
Previsão 6-Jul
27 51-24093 BT 267 14,0 2-Jul
2,80 35,4
Previsão 6-Jul
27 51-24097 BT 267 17,0 13-Jul
3,40 38,8
Previsão 6-Jul
Plano F – Centro de trabalho 41036
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem
Dia Conclusão
26 31-18533 LD 188 1,5 25-Jun
0,3 0,30 0,0 Encomenda 25-Jun
26 31-09650 LD 188 1,6 25-Jun
0,3 0,60 0,0 Encomenda 25-Jun
26 31-09673 LD 188 1,4 1-Jul
0,3 0,90 0,0 Encomenda 25-Jun
26 31-09640 LD 188 3,4 25-Jun
0,6 1,50 0,0 Encomenda 25-Jun
26 31-09653 LD 188 5,6 28-Jun
1 2,50 0,0 Encomenda 25-Jun
26 31-09669 LD 188 7,6 25-Jun
1,3 3,80 0,0 Encomenda 25-Jun
26 51-30368 LD 188 14,8 25-Jun
2,5 6,30 0,0 Encomenda 25-Jun
26 51-30369 LD 188 26,4 12-Jul
4,5 10,80 0,0 Encomenda 26-Jun
26 51-32054 LD 188 43,2 25-Jun
7,2 18,00 2,0 Encomenda 27-Jun
26 51-32136 BT 267 4,6 25-Jun 16,00 1,0 35,00 4,0 Encomenda 29-Jun
26 51-24099 BT 267 12,3 25-Jun
2,5 37,50 4,0 Encomenda 29-Jun
26 51-32135 BT 267 147,5 25-Jun
29 40,00 10,0 Encomenda 5-Jul
27 51-24098 BT 267 0,9 11-Jul
0,2 26,70
Previsão 5-Jul
27 51-24093 BT 267 14,0 2-Jul
2,8 29,50
Previsão 5-Jul
27 51-24097 BT 267 17,0 13-Jul
3,4 32,90
Previsão 6-Jul
27 31-09668 LD 188 0,1 25-Jun 8,00 0,1 40,00
Previsão 9-Jul
28 31-20260 LD 188 0,4 14-Jul
0,10 1,1
Previsão 9-Jul
28 31-09648 LD 188 0,9 25-Jun
0,20 1,3
Previsão 9-Jul
28 51-21123 LD 188 1,2 25-Jun
0,30 1,6
Previsão 9-Jul
28 31-10180 LD 188 1,9 25-Jun
0,40 2
Previsão 9-Jul
28 51-33436 LD 188 5,2 7-Jul
0,90 2,9
Previsão 9-Jul
28 31-19038 LD 188 6,2 12-Jul
1,10 4
Previsão 9-Jul
28 31-30876 LD 188 7,4 1-Jul
1,30 5,3
Previsão 9-Jul
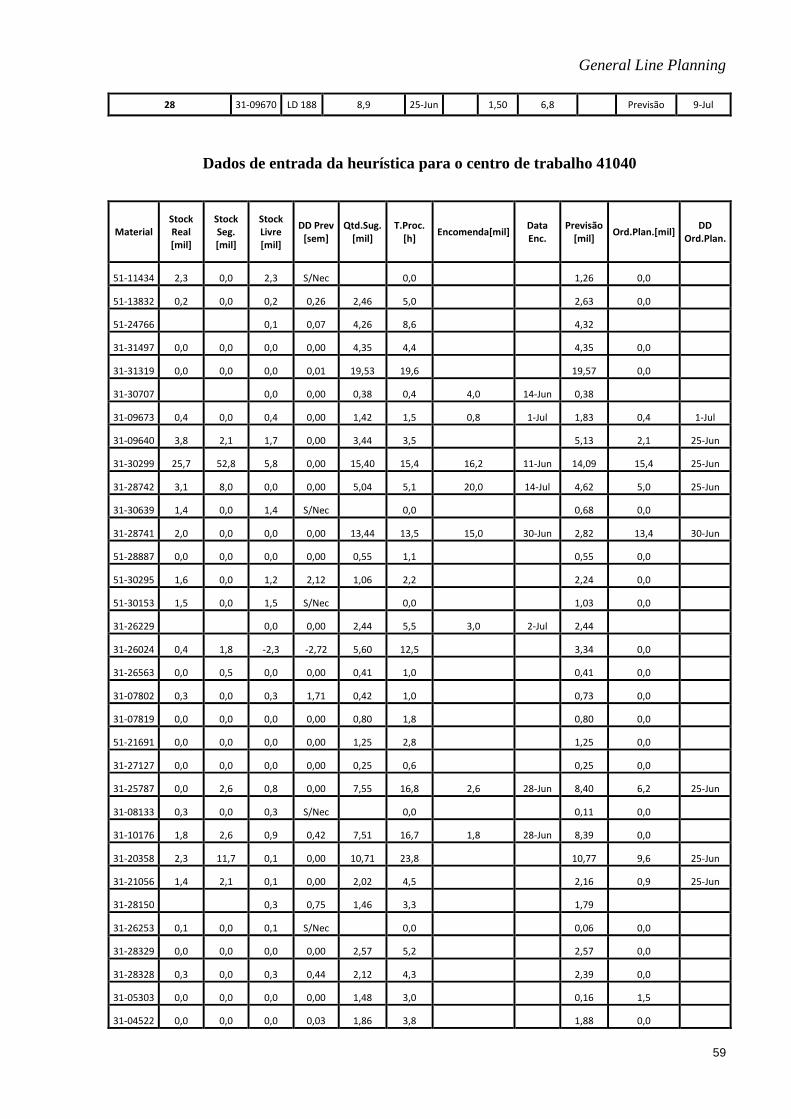
General Line Planning
59
28 31-09670 LD 188 8,9 25-Jun
1,50 6,8
Previsão 9-Jul
Dados de entrada da heurística para o centro de trabalho 41040
Material Stock Real [mil]
Stock Seg. [mil]
Stock Livre [mil]
DD Prev [sem]
Qtd.Sug. [mil]
T.Proc. [h]
Encomenda[mil] Data Enc.
Previsão [mil]
Ord.Plan.[mil] DD
Ord.Plan.
51-11434 2,3 0,0 2,3 S/Nec
0,0
1,26 0,0
51-13832 0,2 0,0 0,2 0,26 2,46 5,0
2,63 0,0
51-24766
0,1 0,07 4,26 8,6
4,32
31-31497 0,0 0,0 0,0 0,00 4,35 4,4
4,35 0,0
31-31319 0,0 0,0 0,0 0,01 19,53 19,6
19,57 0,0
31-30707
0,0 0,00 0,38 0,4 4,0 14-Jun 0,38
31-09673 0,4 0,0 0,4 0,00 1,42 1,5 0,8 1-Jul 1,83 0,4 1-Jul
31-09640 3,8 2,1 1,7 0,00 3,44 3,5
5,13 2,1 25-Jun
31-30299 25,7 52,8 5,8 0,00 15,40 15,4 16,2 11-Jun 14,09 15,4 25-Jun
31-28742 3,1 8,0 0,0 0,00 5,04 5,1 20,0 14-Jul 4,62 5,0 25-Jun
31-30639 1,4 0,0 1,4 S/Nec
0,0
0,68 0,0
31-28741 2,0 0,0 0,0 0,00 13,44 13,5 15,0 30-Jun 2,82 13,4 30-Jun
51-28887 0,0 0,0 0,0 0,00 0,55 1,1
0,55 0,0
51-30295 1,6 0,0 1,2 2,12 1,06 2,2
2,24 0,0
51-30153 1,5 0,0 1,5 S/Nec
0,0
1,03 0,0
31-26229
0,0 0,00 2,44 5,5 3,0 2-Jul 2,44
31-26024 0,4 1,8 -2,3 -2,72 5,60 12,5
3,34 0,0
31-26563 0,0 0,5 0,0 0,00 0,41 1,0
0,41 0,0
31-07802 0,3 0,0 0,3 1,71 0,42 1,0
0,73 0,0
31-07819 0,0 0,0 0,0 0,00 0,80 1,8
0,80 0,0
51-21691 0,0 0,0 0,0 0,00 1,25 2,8
1,25 0,0
31-27127 0,0 0,0 0,0 0,00 0,25 0,6
0,25 0,0
31-25787 0,0 2,6 0,8 0,00 7,55 16,8 2,6 28-Jun 8,40 6,2 25-Jun
31-08133 0,3 0,0 0,3 S/Nec
0,0
0,11 0,0
31-10176 1,8 2,6 0,9 0,42 7,51 16,7 1,8 28-Jun 8,39 0,0
31-20358 2,3 11,7 0,1 0,00 10,71 23,8
10,77 9,6 25-Jun
31-21056 1,4 2,1 0,1 0,00 2,02 4,5
2,16 0,9 25-Jun
31-28150
0,3 0,75 1,46 3,3
1,79
31-26253 0,1 0,0 0,1 S/Nec
0,0
0,06 0,0
31-28329 0,0 0,0 0,0 0,00 2,57 5,2
2,57 0,0
31-28328 0,3 0,0 0,3 0,44 2,12 4,3
2,39 0,0
31-05303 0,0 0,0 0,0 0,00 1,48 3,0
0,16 1,5
31-04522 0,0 0,0 0,0 0,03 1,86 3,8
1,88 0,0
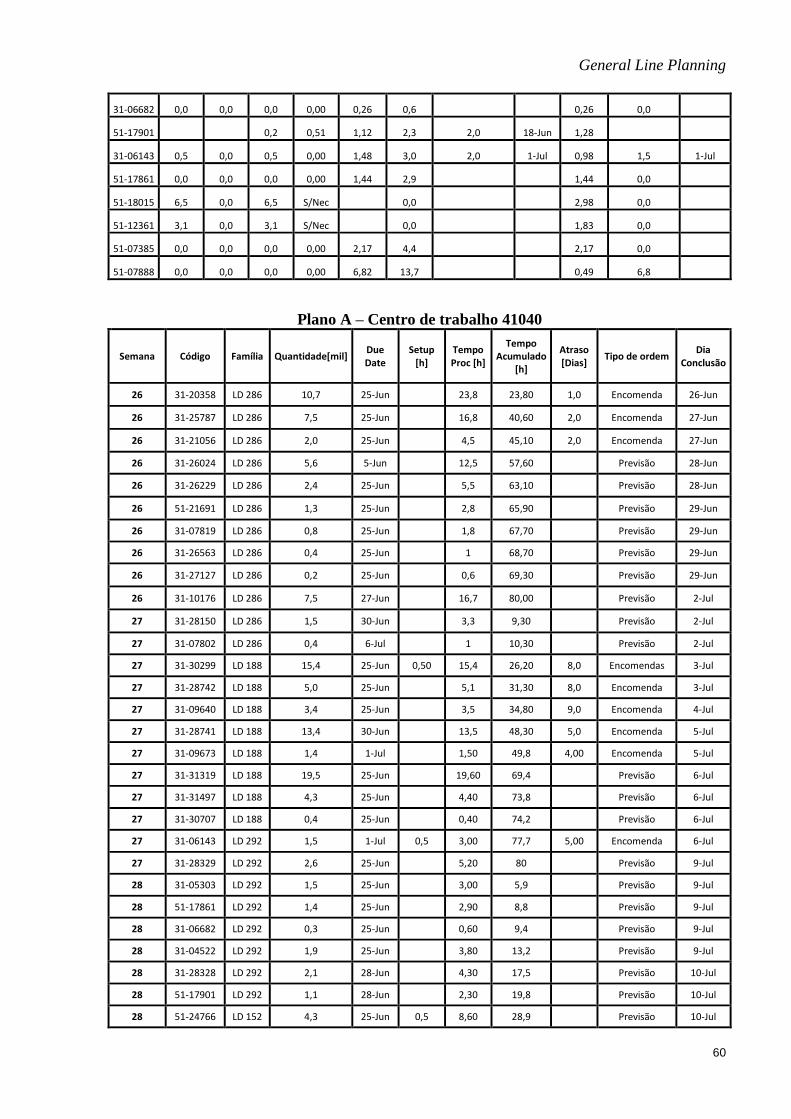
General Line Planning
60
31-06682 0,0 0,0 0,0 0,00 0,26 0,6
0,26 0,0
51-17901
0,2 0,51 1,12 2,3 2,0 18-Jun 1,28
31-06143 0,5 0,0 0,5 0,00 1,48 3,0 2,0 1-Jul 0,98 1,5 1-Jul
51-17861 0,0 0,0 0,0 0,00 1,44 2,9
1,44 0,0
51-18015 6,5 0,0 6,5 S/Nec
0,0
2,98 0,0
51-12361 3,1 0,0 3,1 S/Nec
0,0
1,83 0,0
51-07385 0,0 0,0 0,0 0,00 2,17 4,4
2,17 0,0
51-07888 0,0 0,0 0,0 0,00 6,82 13,7
0,49 6,8
Plano A – Centro de trabalho 41040
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 31-20358 LD 286 10,7 25-Jun
23,8 23,80 1,0 Encomenda 26-Jun
26 31-25787 LD 286 7,5 25-Jun
16,8 40,60 2,0 Encomenda 27-Jun
26 31-21056 LD 286 2,0 25-Jun
4,5 45,10 2,0 Encomenda 27-Jun
26 31-26024 LD 286 5,6 5-Jun
12,5 57,60
Previsão 28-Jun
26 31-26229 LD 286 2,4 25-Jun
5,5 63,10
Previsão 28-Jun
26 51-21691 LD 286 1,3 25-Jun
2,8 65,90
Previsão 29-Jun
26 31-07819 LD 286 0,8 25-Jun
1,8 67,70
Previsão 29-Jun
26 31-26563 LD 286 0,4 25-Jun
1 68,70
Previsão 29-Jun
26 31-27127 LD 286 0,2 25-Jun
0,6 69,30
Previsão 29-Jun
26 31-10176 LD 286 7,5 27-Jun
16,7 80,00
Previsão 2-Jul
27 31-28150 LD 286 1,5 30-Jun
3,3 9,30
Previsão 2-Jul
27 31-07802 LD 286 0,4 6-Jul
1 10,30
Previsão 2-Jul
27 31-30299 LD 188 15,4 25-Jun 0,50 15,4 26,20 8,0 Encomendas 3-Jul
27 31-28742 LD 188 5,0 25-Jun
5,1 31,30 8,0 Encomenda 3-Jul
27 31-09640 LD 188 3,4 25-Jun
3,5 34,80 9,0 Encomenda 4-Jul
27 31-28741 LD 188 13,4 30-Jun
13,5 48,30 5,0 Encomenda 5-Jul
27 31-09673 LD 188 1,4 1-Jul
1,50 49,8 4,00 Encomenda 5-Jul
27 31-31319 LD 188 19,5 25-Jun
19,60 69,4
Previsão 6-Jul
27 31-31497 LD 188 4,3 25-Jun
4,40 73,8
Previsão 6-Jul
27 31-30707 LD 188 0,4 25-Jun
0,40 74,2
Previsão 6-Jul
27 31-06143 LD 292 1,5 1-Jul 0,5 3,00 77,7 5,00 Encomenda 6-Jul
27 31-28329 LD 292 2,6 25-Jun
5,20 80
Previsão 9-Jul
28 31-05303 LD 292 1,5 25-Jun
3,00 5,9
Previsão 9-Jul
28 51-17861 LD 292 1,4 25-Jun
2,90 8,8
Previsão 9-Jul
28 31-06682 LD 292 0,3 25-Jun
0,60 9,4
Previsão 9-Jul
28 31-04522 LD 292 1,9 25-Jun
3,80 13,2
Previsão 9-Jul
28 31-28328 LD 292 2,1 28-Jun
4,30 17,5
Previsão 10-Jul
28 51-17901 LD 292 1,1 28-Jun
2,30 19,8
Previsão 10-Jul
28 51-24766 LD 152 4,3 25-Jun 0,5 8,60 28,9
Previsão 10-Jul
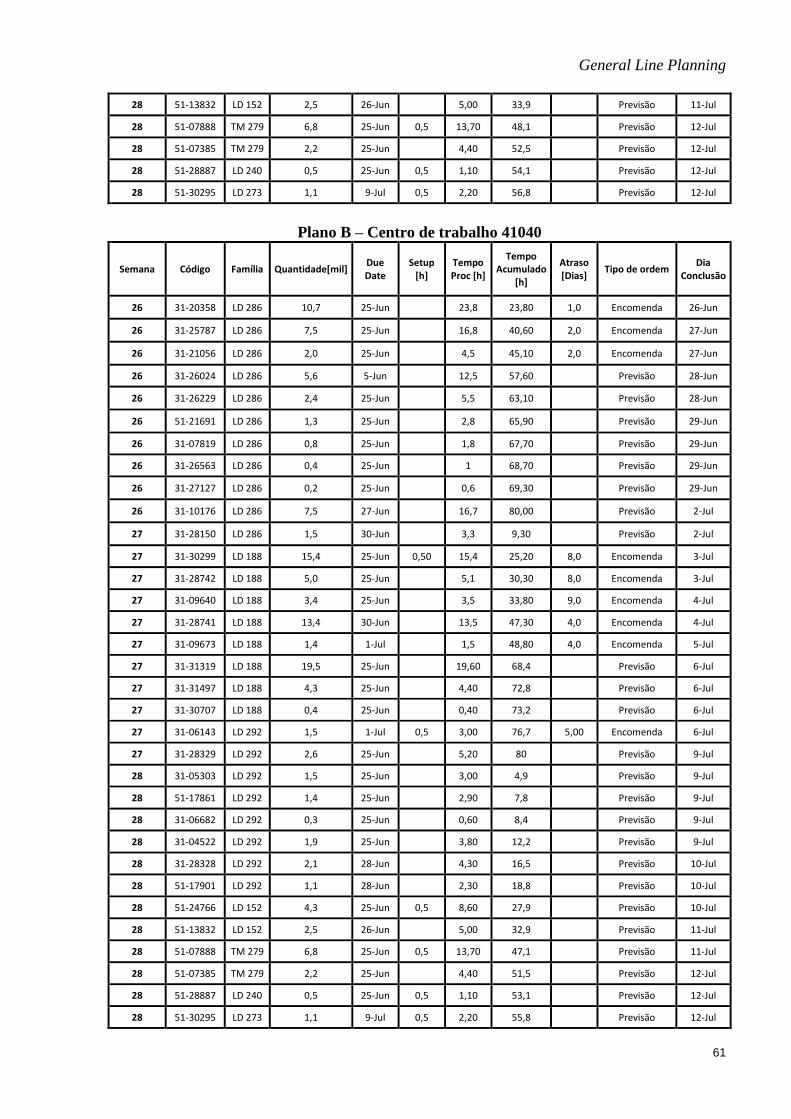
General Line Planning
61
28 51-13832 LD 152 2,5 26-Jun
5,00 33,9
Previsão 11-Jul
28 51-07888 TM 279 6,8 25-Jun 0,5 13,70 48,1
Previsão 12-Jul
28 51-07385 TM 279 2,2 25-Jun
4,40 52,5
Previsão 12-Jul
28 51-28887 LD 240 0,5 25-Jun 0,5 1,10 54,1
Previsão 12-Jul
28 51-30295 LD 273 1,1 9-Jul 0,5 2,20 56,8
Previsão 12-Jul
Plano B – Centro de trabalho 41040
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 31-20358 LD 286 10,7 25-Jun
23,8 23,80 1,0 Encomenda 26-Jun
26 31-25787 LD 286 7,5 25-Jun
16,8 40,60 2,0 Encomenda 27-Jun
26 31-21056 LD 286 2,0 25-Jun
4,5 45,10 2,0 Encomenda 27-Jun
26 31-26024 LD 286 5,6 5-Jun
12,5 57,60
Previsão 28-Jun
26 31-26229 LD 286 2,4 25-Jun
5,5 63,10
Previsão 28-Jun
26 51-21691 LD 286 1,3 25-Jun
2,8 65,90
Previsão 29-Jun
26 31-07819 LD 286 0,8 25-Jun
1,8 67,70
Previsão 29-Jun
26 31-26563 LD 286 0,4 25-Jun
1 68,70
Previsão 29-Jun
26 31-27127 LD 286 0,2 25-Jun
0,6 69,30
Previsão 29-Jun
26 31-10176 LD 286 7,5 27-Jun
16,7 80,00
Previsão 2-Jul
27 31-28150 LD 286 1,5 30-Jun
3,3 9,30
Previsão 2-Jul
27 31-30299 LD 188 15,4 25-Jun 0,50 15,4 25,20 8,0 Encomenda 3-Jul
27 31-28742 LD 188 5,0 25-Jun
5,1 30,30 8,0 Encomenda 3-Jul
27 31-09640 LD 188 3,4 25-Jun
3,5 33,80 9,0 Encomenda 4-Jul
27 31-28741 LD 188 13,4 30-Jun
13,5 47,30 4,0 Encomenda 4-Jul
27 31-09673 LD 188 1,4 1-Jul
1,5 48,80 4,0 Encomenda 5-Jul
27 31-31319 LD 188 19,5 25-Jun
19,60 68,4
Previsão 6-Jul
27 31-31497 LD 188 4,3 25-Jun
4,40 72,8
Previsão 6-Jul
27 31-30707 LD 188 0,4 25-Jun
0,40 73,2
Previsão 6-Jul
27 31-06143 LD 292 1,5 1-Jul 0,5 3,00 76,7 5,00 Encomenda 6-Jul
27 31-28329 LD 292 2,6 25-Jun
5,20 80
Previsão 9-Jul
28 31-05303 LD 292 1,5 25-Jun
3,00 4,9
Previsão 9-Jul
28 51-17861 LD 292 1,4 25-Jun
2,90 7,8
Previsão 9-Jul
28 31-06682 LD 292 0,3 25-Jun
0,60 8,4
Previsão 9-Jul
28 31-04522 LD 292 1,9 25-Jun
3,80 12,2
Previsão 9-Jul
28 31-28328 LD 292 2,1 28-Jun
4,30 16,5
Previsão 10-Jul
28 51-17901 LD 292 1,1 28-Jun
2,30 18,8
Previsão 10-Jul
28 51-24766 LD 152 4,3 25-Jun 0,5 8,60 27,9
Previsão 10-Jul
28 51-13832 LD 152 2,5 26-Jun
5,00 32,9
Previsão 11-Jul
28 51-07888 TM 279 6,8 25-Jun 0,5 13,70 47,1
Previsão 11-Jul
28 51-07385 TM 279 2,2 25-Jun
4,40 51,5
Previsão 12-Jul
28 51-28887 LD 240 0,5 25-Jun 0,5 1,10 53,1
Previsão 12-Jul
28 51-30295 LD 273 1,1 9-Jul 0,5 2,20 55,8
Previsão 12-Jul

General Line Planning
62
28 31-07802 LD 286 0,4 6-Jul 0,5 1,00 57,3
Previsão 12-Jul
Plano C – Centro de trabalho 41040
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 31-25787 LD 286 7,5 25-Jun
16,8 16,80 1,0 Encomenda 26-Jun
26 31-20358 LD 286 10,7 25-Jun
23,8 40,60 2,0 Encomenda 27-Jun
26 31-21056 LD 286 2,0 25-Jun
4,5 45,10 2,0 Encomenda 27-Jun
26 31-26024 LD 286 5,6 5-Jun
12,5 57,60
Previsão 28-Jun
26 31-27127 LD 286 0,2 25-Jun
0,6 58,20
Previsão 28-Jun
26 31-26563 LD 286 0,4 25-Jun
1,0 59,20
Previsão 28-Jun
26 31-07819 LD 286 0,8 25-Jun
1,8 61,00
Previsão 28-Jun
26 51-21691 LD 286 1,3 25-Jun
2,8 63,80
Previsão 28-Jun
26 31-26229 LD 286 2,4 25-Jun
5,5 69,30
Previsão 29-Jun
26 31-10176 LD 286 7,5 27-Jun
16,7 80,00
Previsão 2-Jul
27 31-28150 LD 286 1,5 30-Jun
3,3 9,30
Previsão 2-Jul
27 31-07802 LD 286 0,4 6-Jul
1 10,30
Previsão 2-Jul
27 31-28742 LD 188 5,0 25-Jun 0,50 5,1 15,90 7,0 Encomenda 2-Jul
27 31-30299 LD 188 15,4 25-Jun
15,4 31,30 8,0 Encomenda 3-Jul
27 31-09640 LD 188 3,4 25-Jun
3,5 34,80 9,0 Encomenda 4-Jul
27 31-28741 LD 188 13,4 30-Jun
13,5 48,30 5,0 Encomenda 5-Jul
27 31-09673 LD 188 1,4 1-Jul
1,50 49,8 4,00 Encomenda 5-Jul
27 31-30707 LD 188 0,4 25-Jun
0,40 50,2
Previsão 5-Jul
27 31-31497 LD 188 4,3 25-Jun
4,40 54,6
Previsão 5-Jul
27 31-31319 LD 188 19,5 25-Jun
19,60 74,2
Previsão 6-Jul
27 31-06143 LD 292 1,5 1-Jul 0,5 3,00 77,7 5,00 Encomenda 6-Jul
27 31-06682 LD 292 0,3 25-Jun
0,60 78,3
Previsão 6-Jul
27 51-17861 LD 292 1,4 25-Jun
2,90 80
Previsão 9-Jul
28 31-05303 LD 292 1,5 25-Jun
3,00 4,2
Previsão 9-Jul
28 31-28329 LD 292 2,6 25-Jun
5,20 9,4
Previsão 9-Jul
28 31-04522 LD 292 1,9 25-Jun
3,80 13,2
Previsão 9-Jul
28 31-28328 LD 292 2,1 28-Jun
4,30 17,5
Previsão 10-Jul
28 51-17901 LD 292 1,1 28-Jun
2,30 19,8
Previsão 10-Jul
28 51-24766 LD 152 4,3 25-Jun 0,5 8,60 28,9
Previsão 10-Jul
28 51-13832 LD 152 2,5 26-Jun
5,00 33,9
Previsão 11-Jul
28 51-07385 TM 279 2,2 25-Jun 0,5 4,40 38,8
Previsão 11-Jul
28 51-07888 TM 279 6,8 25-Jun
13,70 52,5
Previsão 12-Jul
28 51-28887 LD 240 0,5 25-Jun 0,5 1,10 54,1
Previsão 12-Jul
28 51-30295 LD 273 1,1 9-Jul 0,5 2,20 56,8
Previsão 12-Jul

General Line Planning
63
Plano D – Centro de trabalho 41040
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 31-25787 LD 286 7,5 25-Jun
16,8 16,80 1,0 Encomenda 26-Jun
26 31-20358 LD 286 10,7 25-Jun
23,8 40,60 2,0 Encomenda 27-Jun
26 31-21056 LD 286 2,0 25-Jun
4,5 45,10 2,0 Encomenda 27-Jun
26 31-26024 LD 286 5,6 5-Jun
12,5 57,60
Previsão 28-Jun
26 31-27127 LD 286 0,2 25-Jun
0,6 58,20
Previsão 28-Jun
26 31-26563 LD 286 0,4 25-Jun
1,0 59,20
Previsão 28-Jun
26 31-07819 LD 286 0,8 25-Jun
1,8 61,00
Previsão 28-Jun
26 51-21691 LD 286 1,3 25-Jun
2,8 63,80
Previsão 28-Jun
26 31-26229 LD 286 2,4 25-Jun
5,5 69,30
Previsão 29-Jun
26 31-10176 LD 286 7,5 27-Jun
16,7 80,00
Previsão 2-Jul
27 31-28150 LD 286 1,5 30-Jun
3,3 9,30
Previsão 2-Jul
27 31-28742 LD 188 5,0 25-Jun 0,50 5,1 14,90 7,0 Encomenda 2-Jul
27 31-30299 LD 188 15,4 25-Jun
15,4 30,30 8,0 Encomenda 3-Jul
27 31-09640 LD 188 3,4 25-Jun
3,5 33,80 9,0 Encomenda 4-Jul
27 31-28741 LD 188 13,4 30-Jun
13,5 47,30 4,0 Encomenda 4-Jul
27 31-09673 LD 188 1,4 1-Jul
1,5 48,80 4,0 Encomenda 5-Jul
27 31-30707 LD 188 0,4 25-Jun
0,40 49,2
Previsão 5-Jul
27 31-31497 LD 188 4,3 25-Jun
4,40 53,6
Previsão 5-Jul
27 31-31319 LD 188 19,5 25-Jun
19,60 73,2
Previsão 6-Jul
27 31-06143 LD 292 1,5 1-Jul 0,5 3,00 76,7 5,00 Encomenda 6-Jul
27 31-06682 LD 292 0,3 25-Jun
0,60 77,3
Previsão 6-Jul
27 51-17861 LD 292 1,4 25-Jun
2,90 80
Previsão 9-Jul
28 31-05303 LD 292 1,5 25-Jun
3,00 3,2
Previsão 9-Jul
28 31-28329 LD 292 2,6 25-Jun
5,20 8,4
Previsão 9-Jul
28 31-04522 LD 292 1,9 40354,2
3,80 12,2
Previsão 9-Jul
28 31-28328 LD 292 2,1 40357,1
4,30 16,5
Previsão 10-Jul
28 51-17901 LD 292 1,1 40357,6
2,30 18,8
Previsão 10-Jul
28 51-24766 LD 152 4,3 40354,5 0,5 8,60 27,9
Previsão 10-Jul
28 51-13832 LD 152 2,5 40355,8
5,00 32,9
Previsão 11-Jul
28 51-07385 TM 279 2,2 40354,0 0,5 4,40 37,8
Previsão 11-Jul
28 51-07888 TM 279 6,8 40354,0
13,70 51,5
Previsão 12-Jul
28 51-28887 LD 240 0,5 40354,0 0,5 1,10 53,1
Previsão 12-Jul
28 51-30295 LD 273 1,1 40368,8 0,5 2,20 55,8
Previsão 12-Jul
28 31-07802 LD 286 0,4 40366,0 0,5 1,00 57,3
Previsão 12-Jul
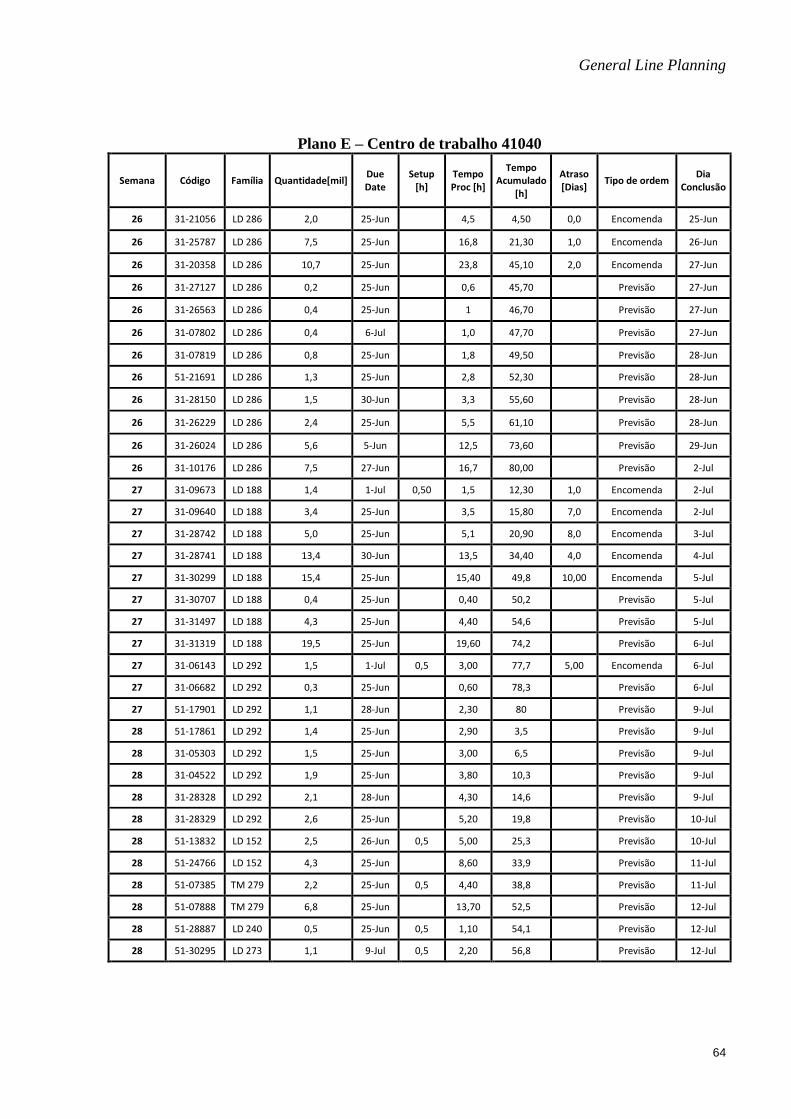
General Line Planning
64
Plano E – Centro de trabalho 41040
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 31-21056 LD 286 2,0 25-Jun
4,5 4,50 0,0 Encomenda 25-Jun
26 31-25787 LD 286 7,5 25-Jun
16,8 21,30 1,0 Encomenda 26-Jun
26 31-20358 LD 286 10,7 25-Jun
23,8 45,10 2,0 Encomenda 27-Jun
26 31-27127 LD 286 0,2 25-Jun
0,6 45,70
Previsão 27-Jun
26 31-26563 LD 286 0,4 25-Jun
1 46,70
Previsão 27-Jun
26 31-07802 LD 286 0,4 6-Jul
1,0 47,70
Previsão 27-Jun
26 31-07819 LD 286 0,8 25-Jun
1,8 49,50
Previsão 28-Jun
26 51-21691 LD 286 1,3 25-Jun
2,8 52,30
Previsão 28-Jun
26 31-28150 LD 286 1,5 30-Jun
3,3 55,60
Previsão 28-Jun
26 31-26229 LD 286 2,4 25-Jun
5,5 61,10
Previsão 28-Jun
26 31-26024 LD 286 5,6 5-Jun
12,5 73,60
Previsão 29-Jun
26 31-10176 LD 286 7,5 27-Jun
16,7 80,00
Previsão 2-Jul
27 31-09673 LD 188 1,4 1-Jul 0,50 1,5 12,30 1,0 Encomenda 2-Jul
27 31-09640 LD 188 3,4 25-Jun
3,5 15,80 7,0 Encomenda 2-Jul
27 31-28742 LD 188 5,0 25-Jun
5,1 20,90 8,0 Encomenda 3-Jul
27 31-28741 LD 188 13,4 30-Jun
13,5 34,40 4,0 Encomenda 4-Jul
27 31-30299 LD 188 15,4 25-Jun
15,40 49,8 10,00 Encomenda 5-Jul
27 31-30707 LD 188 0,4 25-Jun
0,40 50,2
Previsão 5-Jul
27 31-31497 LD 188 4,3 25-Jun
4,40 54,6
Previsão 5-Jul
27 31-31319 LD 188 19,5 25-Jun
19,60 74,2
Previsão 6-Jul
27 31-06143 LD 292 1,5 1-Jul 0,5 3,00 77,7 5,00 Encomenda 6-Jul
27 31-06682 LD 292 0,3 25-Jun
0,60 78,3
Previsão 6-Jul
27 51-17901 LD 292 1,1 28-Jun
2,30 80
Previsão 9-Jul
28 51-17861 LD 292 1,4 25-Jun
2,90 3,5
Previsão 9-Jul
28 31-05303 LD 292 1,5 25-Jun
3,00 6,5
Previsão 9-Jul
28 31-04522 LD 292 1,9 25-Jun
3,80 10,3
Previsão 9-Jul
28 31-28328 LD 292 2,1 28-Jun
4,30 14,6
Previsão 9-Jul
28 31-28329 LD 292 2,6 25-Jun
5,20 19,8
Previsão 10-Jul
28 51-13832 LD 152 2,5 26-Jun 0,5 5,00 25,3
Previsão 10-Jul
28 51-24766 LD 152 4,3 25-Jun
8,60 33,9
Previsão 11-Jul
28 51-07385 TM 279 2,2 25-Jun 0,5 4,40 38,8
Previsão 11-Jul
28 51-07888 TM 279 6,8 25-Jun
13,70 52,5
Previsão 12-Jul
28 51-28887 LD 240 0,5 25-Jun 0,5 1,10 54,1
Previsão 12-Jul
28 51-30295 LD 273 1,1 9-Jul 0,5 2,20 56,8
Previsão 12-Jul

General Line Planning
65
Plano E – Centro de trabalho 41040
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 31-21056 LD 286 2,0 25-Jun
4,5 4,50 0,0 Encomenda 25-Jun
26 31-25787 LD 286 7,5 25-Jun
16,8 21,30 1,0 Encomenda 26-Jun
26 31-20358 LD 286 10,7 25-Jun
23,8 45,10 2,0 Encomenda 27-Jun
26 31-27127 LD 286 0,2 25-Jun
0,6 45,70
Previsão 27-Jun
26 31-26563 LD 286 0,4 25-Jun
1 46,70
Previsão 27-Jun
26 31-07802 LD 286 0,4 6-Jul
1,0 47,70
Previsão 27-Jun
26 31-07819 LD 286 0,8 25-Jun
1,8 49,50
Previsão 28-Jun
26 51-21691 LD 286 1,3 25-Jun
2,8 52,30
Previsão 28-Jun
26 31-28150 LD 286 1,5 30-Jun
3,3 55,60
Previsão 28-Jun
26 31-26229 LD 286 2,4 25-Jun
5,5 61,10
Previsão 28-Jun
26 31-26024 LD 286 5,6 5-Jun
12,5 73,60
Previsão 29-Jun
26 31-10176 LD 286 7,5 27-Jun
16,7 80,00
Previsão 2-Jul
27 31-09673 LD 188 1,4 1-Jul 0,50 1,5 12,30 1,0 Encomenda 2-Jul
27 31-09640 LD 188 3,4 25-Jun
3,5 15,80 7,0 Encomenda 2-Jul
27 31-28742 LD 188 5,0 25-Jun
5,1 20,90 8,0 Encomenda 3-Jul
27 31-28741 LD 188 13,4 30-Jun
13,5 34,40 4,0 Encomenda 4-Jul
27 31-30299 LD 188 15,4 25-Jun
15,40 49,8 10,00 Encomenda 5-Jul
27 31-30707 LD 188 0,4 25-Jun
0,40 50,2
Previsão 5-Jul
27 31-31497 LD 188 4,3 25-Jun
4,40 54,6
Previsão 5-Jul
27 31-31319 LD 188 19,5 25-Jun
19,60 74,2
Previsão 6-Jul
27 31-06143 LD 292 1,5 1-Jul 0,5 3,00 77,7 5,00 Encomenda 6-Jul
27 31-06682 LD 292 0,3 25-Jun
0,60 78,3
Previsão 6-Jul
27 51-17901 LD 292 1,1 28-Jun
2,30 80
Previsão 9-Jul
28 51-17861 LD 292 1,4 25-Jun
2,90 3,5
Previsão 9-Jul
28 31-05303 LD 292 1,5 25-Jun
3,00 6,5
Previsão 9-Jul
28 31-04522 LD 292 1,9 25-Jun
3,80 10,3
Previsão 9-Jul
28 31-28328 LD 292 2,1 28-Jun
4,30 14,6
Previsão 9-Jul
28 31-28329 LD 292 2,6 25-Jun
5,20 19,8
Previsão 10-Jul
28 51-13832 LD 152 2,5 26-Jun 0,5 5,00 25,3
Previsão 10-Jul
28 51-24766 LD 152 4,3 25-Jun
8,60 33,9
Previsão 11-Jul
28 51-07385 TM 279 2,2 25-Jun 0,5 4,40 38,8
Previsão 11-Jul
28 51-07888 TM 279 6,8 25-Jun
13,70 52,5
Previsão 12-Jul
28 51-28887 LD 240 0,5 25-Jun 0,5 1,10 54,1
Previsão 12-Jul
28 51-30295 LD 273 1,1 9-Jul 0,5 2,20 56,8
Previsão 12-Jul
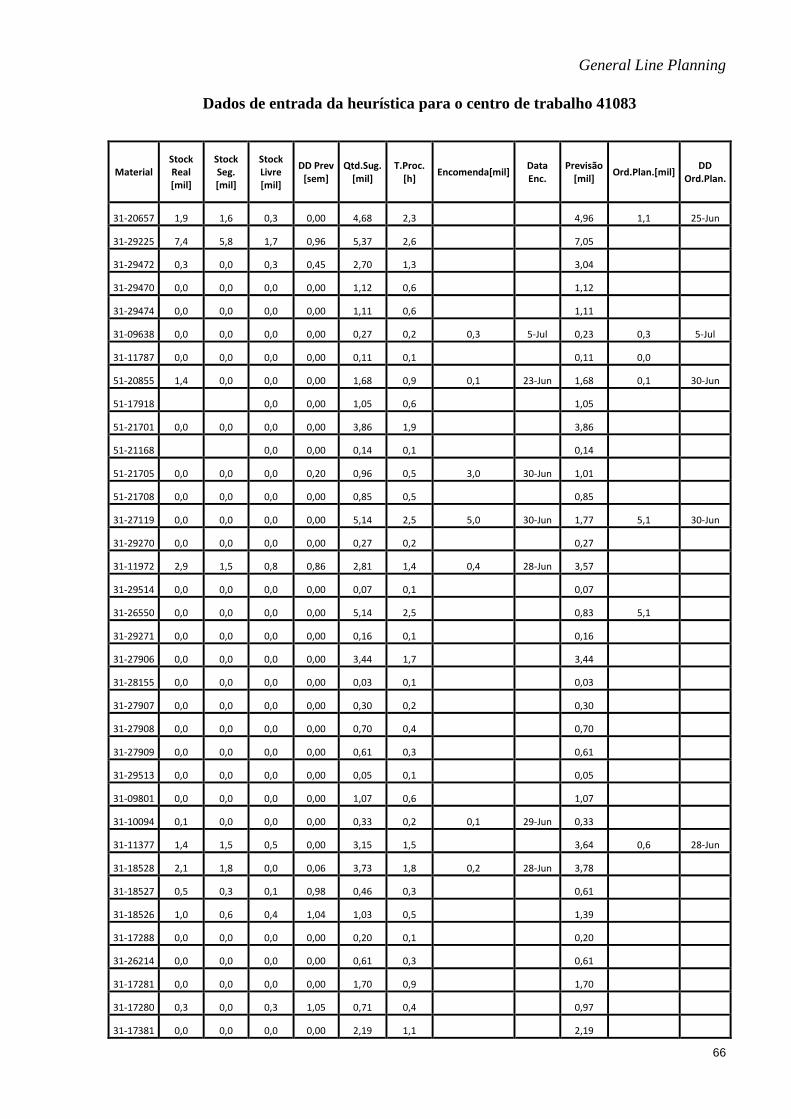
General Line Planning
66
Dados de entrada da heurística para o centro de trabalho 41083
Material Stock Real [mil]
Stock Seg. [mil]
Stock Livre [mil]
DD Prev [sem]
Qtd.Sug. [mil]
T.Proc. [h]
Encomenda[mil] Data Enc.
Previsão [mil]
Ord.Plan.[mil] DD
Ord.Plan.
31-20657 1,9 1,6 0,3 0,00 4,68 2,3
4,96 1,1 25-Jun
31-29225 7,4 5,8 1,7 0,96 5,37 2,6
7,05
31-29472 0,3 0,0 0,3 0,45 2,70 1,3
3,04
31-29470 0,0 0,0 0,0 0,00 1,12 0,6
1,12
31-29474 0,0 0,0 0,0 0,00 1,11 0,6
1,11
31-09638 0,0 0,0 0,0 0,00 0,27 0,2 0,3 5-Jul 0,23 0,3 5-Jul
31-11787 0,0 0,0 0,0 0,00 0,11 0,1
0,11 0,0
51-20855 1,4 0,0 0,0 0,00 1,68 0,9 0,1 23-Jun 1,68 0,1 30-Jun
51-17918
0,0 0,00 1,05 0,6
1,05
51-21701 0,0 0,0 0,0 0,00 3,86 1,9
3,86
51-21168
0,0 0,00 0,14 0,1
0,14
51-21705 0,0 0,0 0,0 0,20 0,96 0,5 3,0 30-Jun 1,01
51-21708 0,0 0,0 0,0 0,00 0,85 0,5
0,85
31-27119 0,0 0,0 0,0 0,00 5,14 2,5 5,0 30-Jun 1,77 5,1 30-Jun
31-29270 0,0 0,0 0,0 0,00 0,27 0,2
0,27
31-11972 2,9 1,5 0,8 0,86 2,81 1,4 0,4 28-Jun 3,57
31-29514 0,0 0,0 0,0 0,00 0,07 0,1
0,07
31-26550 0,0 0,0 0,0 0,00 5,14 2,5
0,83 5,1
31-29271 0,0 0,0 0,0 0,00 0,16 0,1
0,16
31-27906 0,0 0,0 0,0 0,00 3,44 1,7
3,44
31-28155 0,0 0,0 0,0 0,00 0,03 0,1
0,03
31-27907 0,0 0,0 0,0 0,00 0,30 0,2
0,30
31-27908 0,0 0,0 0,0 0,00 0,70 0,4
0,70
31-27909 0,0 0,0 0,0 0,00 0,61 0,3
0,61
31-29513 0,0 0,0 0,0 0,00 0,05 0,1
0,05
31-09801 0,0 0,0 0,0 0,00 1,07 0,6
1,07
31-10094 0,1 0,0 0,0 0,00 0,33 0,2 0,1 29-Jun 0,33
31-11377 1,4 1,5 0,5 0,00 3,15 1,5
3,64 0,6 28-Jun
31-18528 2,1 1,8 0,0 0,06 3,73 1,8 0,2 28-Jun 3,78
31-18527 0,5 0,3 0,1 0,98 0,46 0,3
0,61
31-18526 1,0 0,6 0,4 1,04 1,03 0,5
1,39
31-17288 0,0 0,0 0,0 0,00 0,20 0,1
0,20
31-26214 0,0 0,0 0,0 0,00 0,61 0,3
0,61
31-17281 0,0 0,0 0,0 0,00 1,70 0,9
1,70
31-17280 0,3 0,0 0,3 1,05 0,71 0,4
0,97
31-17381 0,0 0,0 0,0 0,00 2,19 1,1
2,19

General Line Planning
67
31-11751 0,0 0,0 0,0 0,00 0,09 0,1
0,09
31-11789 0,7 0,5 0,0 0,00 0,23 0,2 0,4 29-Jun 0,19 0,2 29-Jun
31-09583 0,3 0,0 0,3 2,11 0,25 0,2
0,52
31-17695 0,1 0,0 0,1 1,75 0,17 0,1
0,30
31-28319 0,7 0,0 0,1 2,11 0,13 0,1
0,27
31-18974 0,3 0,0 0,3 1,06 0,82 0,4
1,11
31-11427 0,0 0,0 0,0 0,00 0,92 0,5
0,92
31-11432 0,0 0,0 0,0 0,00 0,85 0,5
0,85
31-19499
0,0 0,00 0,63 0,3
0,63
31-19263 0,0 0,0 0,0 0,00 0,11 0,1
0,11
31-30337
0,0 0,00 4,60 2,2 5,0 2-Jul 4,60
51-14879
5,3 1,06 14,72 7,1 5,3 29-Jun 20,00
31-27030
0,0 0,00 2,32 1,2 0,1 25-Jun 2,32
31-29261 0,0 0,0 0,0 0,00 0,62 0,3
0,62
31-29839 0,0 0,0 0,0 0,00 2,27 1,1
2,27
31-08347 0,0 0,0 0,0 0,00 0,06 0,1
0,06
31-28013 0,0 0,0 0,0 0,00 0,25 0,2
0,25
31-29289 0,0 0,0 0,0 S/Nec 151,80 72,3
-0,24 151,8
31-08285 0,0 0,0 0,0 0,00 0,39 0,2
0,39
31-08274 0,0 0,0 0,0 0,00 0,09 0,1
0,09
31-08283 0,0 0,0 0,0 0,00 0,31 0,2
0,31
31-28472 0,0 0,0 0,0 0,00 0,97 0,5 0,4 5-Jul 0,97 0,4 5-Jul
31-29259 0,0 0,0 0,0 0,00 1,14 0,6
1,14 0,0
31-29253 0,0 0,0 0,0 0,00 1,59 0,8
1,59
31-27138 0,4 0,0 0,4 3,34 0,08 0,1
0,49
31-29250 0,0 0,0 0,0 0,00 0,11 0,1
0,11
31-17757 0,0 0,0 0,0 0,00 0,30 0,2
0,30
31-07095 0,0 3,0 0,6 0,27 8,88 4,3
9,52
31-17218 0,3 0,0 0,3 3,42 0,05 0,1
0,31
31-08131 0,0 0,0 0,0 0,00 0,06 94,0
0,06
31-29257 0,0 0,0 0,0 0,00 0,06 0,1
0,06
31-10008 0,0 0,0 0,0 0,00 0,82 0,4
0,82
31-29256 0,0 0,0 0,0 0,00 0,16 0,1
0,16
31-11923 0,0 0,0 0,0 0,00 0,04 0,1
0,04
31-29260 0,0 0,0 0,0 0,00 0,20 0,1
0,20
31-17109 1,9 0,0 0,0 0,00 0,71 0,4 1,9 29-Jun 0,71 0,1 29-Jun
31-26021 3,1 3,0 0,5 0,00 7,36 3,6 1,5 25-Jun 7,83 1,7 5-Jul
31-26548 0,3 0,5 0,6 1,64 0,80 0,4
1,36 0,0
31-26224
0,0 0,00 1,04 0,5 1,5 2-Jul 1,04
31-17693 0,0 0,0 0,0 0,00 0,73 0,4
0,73 0,0

General Line Planning
68
31-20351 4,1 7,3 5,9 0,00 32,08 15,3 1,9 28-Jun 38,00 7,3 25-Jun
31-18004 2,6 1,5 0,2 0,63 0,84 0,4 1,0 28-Jun 1,00 0,0
31-29631 4,5 6,1 2,3 0,00 29,65 14,2 1,9 28-Jun 31,96 6,1 28-Jun
31-17388 0,0 0,0 0,0 0,00 3,27 1,6
3,27 0,0
31-20713
0,0 0,00 1,00 0,5
1,00
31-02299 0,3 0,0 0,0 0,06 3,01 1,5 1,0 28-Jun 3,06 0,0
31-17694 0,0 0,0 0,0 0,00 0,18 0,1
0,18 0,0
31-19288 0,2 0,8 0,4 0,00 2,12 1,1
2,52 0,7 25-Jun
31-08119 0,8 0,7 -0,1 0,00 1,64 0,8 0,6 29-Jun 1,59 0,5 28-Jun
31-27174
0,0 0,00 13,12 6,3 1,8 18-Jun 13,12
51-14772
0,0 0,00 1,10 0,6
1,10
31-02322 0,0 0,0 0,0 0,00 0,07 0,1
0,07 0,0
51-14677
0,0 0,00 5,71 2,8
5,71
31-11734 0,0 0,0 0,0 0,00 0,26 0,2
0,26 0,0
31-17334 0,0 0,0 0,0 0,00 0,14 0,1
0,14 0,0
31-05262 0,0 0,0 0,0 0,00 1,69 0,9
1,69 0,0
31-25838 0,0 0,0 0,0 0,00 0,12 0,1
0,12 0,0
31-09634 0,0 0,0 0,0 0,00 0,45 0,3
0,28 0,4
Plano A – Centro de trabalho 41083
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 51-29028 LD 292 B 2,8 25-Jun
3,0 3,00 0,0 Encomenda 25-Jun
26 51-29065 LD 292 B 1,1 25-Jun
1,2 4,20 0,0 Encomenda 25-Jun
26 51-29029 LD 292 B 10,2 2-Ago
10,6 14,80 0,0 Encomenda 25-Jun
26 51-31964 LD 292 B 0,6 25-Jun
0,7 15,50
Previsão 25-Jun
26 31-20357 LD 286 P 210,0 25-Jun 8,00 218,8 80,00 17,0 Encomenda 12-Jul
27 31-20358 LD 286 P 10,7 25-Jun
11,2 80,00 19,0 Encomenda 14-Jul
28 31-21056 LD 286 P 2,0 25-Jun
2,1 13,30 14,0 Encomenda 9-Jul
28 31-20781 LD 286 P 0,6 25-Jun
0,6 13,90 14,0 Encomenda 9-Jul
28 51-25110 LD 286 P 25,5 29-Jun
26,6 40,50 12,0 Encomenda 11-Jul
28 31-00563 LD 286 P 7,1 28-Jun
7,5 48,00 14,0 Encomenda 12-Jul
28 31-30360 LD 286 P 1,6 25-Jun
1,7 49,70
Previsão 12-Jul
28 31-17973 LD 286 P 0,3 25-Jun
0,4 50,10
Previsão 12-Jul
28 31-26228 LD 286 P 11,6 25-Jun
12,1 62,20
Previsão 12-Jul
28 31-28150 LD 286 P 1,5 30-Jun
1,6 63,80
Previsão 12-Jul
28 31-19286 LD 286 P 2,4 30-Jun
2,6 66,40
Previsão 13-Jul
28 31-20247 LD 188 1T 13,0 25-Jun 8,00 13,5 80,00 21,0 Encomenda 16-Jul
29 31-28741 LD 188 1T 13,4 30-Jun
14,00 21,9 17,00 Encomenda 17-Jul
29 31-30707 LD 188 1T 0,4 25-Jun
0,40 22,3
Previsão 17-Jul
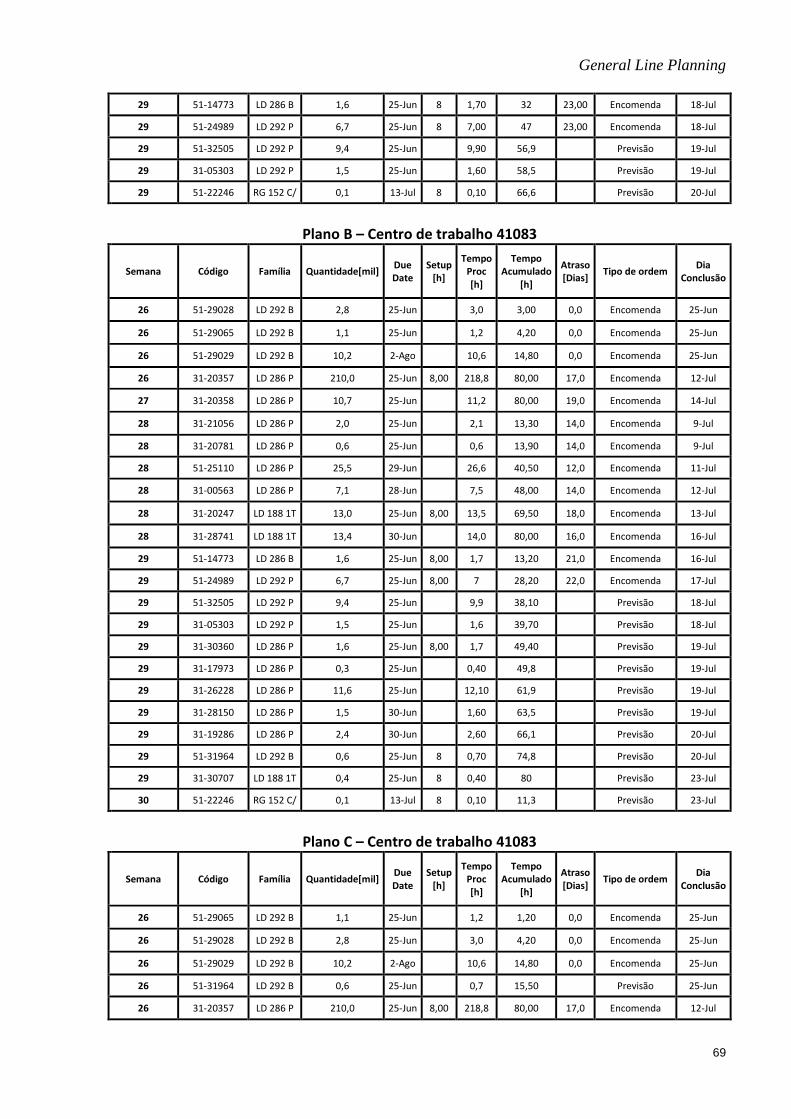
General Line Planning
69
29 51-14773 LD 286 B 1,6 25-Jun 8 1,70 32 23,00 Encomenda 18-Jul
29 51-24989 LD 292 P 6,7 25-Jun 8 7,00 47 23,00 Encomenda 18-Jul
29 51-32505 LD 292 P 9,4 25-Jun
9,90 56,9
Previsão 19-Jul
29 31-05303 LD 292 P 1,5 25-Jun
1,60 58,5
Previsão 19-Jul
29 51-22246 RG 152 C/ 0,1 13-Jul 8 0,10 66,6
Previsão 20-Jul
Plano B – Centro de trabalho 41083
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 51-29028 LD 292 B 2,8 25-Jun
3,0 3,00 0,0 Encomenda 25-Jun
26 51-29065 LD 292 B 1,1 25-Jun
1,2 4,20 0,0 Encomenda 25-Jun
26 51-29029 LD 292 B 10,2 2-Ago
10,6 14,80 0,0 Encomenda 25-Jun
26 31-20357 LD 286 P 210,0 25-Jun 8,00 218,8 80,00 17,0 Encomenda 12-Jul
27 31-20358 LD 286 P 10,7 25-Jun
11,2 80,00 19,0 Encomenda 14-Jul
28 31-21056 LD 286 P 2,0 25-Jun
2,1 13,30 14,0 Encomenda 9-Jul
28 31-20781 LD 286 P 0,6 25-Jun
0,6 13,90 14,0 Encomenda 9-Jul
28 51-25110 LD 286 P 25,5 29-Jun
26,6 40,50 12,0 Encomenda 11-Jul
28 31-00563 LD 286 P 7,1 28-Jun
7,5 48,00 14,0 Encomenda 12-Jul
28 31-20247 LD 188 1T 13,0 25-Jun 8,00 13,5 69,50 18,0 Encomenda 13-Jul
28 31-28741 LD 188 1T 13,4 30-Jun
14,0 80,00 16,0 Encomenda 16-Jul
29 51-14773 LD 286 B 1,6 25-Jun 8,00 1,7 13,20 21,0 Encomenda 16-Jul
29 51-24989 LD 292 P 6,7 25-Jun 8,00 7 28,20 22,0 Encomenda 17-Jul
29 51-32505 LD 292 P 9,4 25-Jun
9,9 38,10
Previsão 18-Jul
29 31-05303 LD 292 P 1,5 25-Jun
1,6 39,70
Previsão 18-Jul
29 31-30360 LD 286 P 1,6 25-Jun 8,00 1,7 49,40
Previsão 19-Jul
29 31-17973 LD 286 P 0,3 25-Jun
0,40 49,8
Previsão 19-Jul
29 31-26228 LD 286 P 11,6 25-Jun
12,10 61,9
Previsão 19-Jul
29 31-28150 LD 286 P 1,5 30-Jun
1,60 63,5
Previsão 19-Jul
29 31-19286 LD 286 P 2,4 30-Jun
2,60 66,1
Previsão 20-Jul
29 51-31964 LD 292 B 0,6 25-Jun 8 0,70 74,8
Previsão 20-Jul
29 31-30707 LD 188 1T 0,4 25-Jun 8 0,40 80
Previsão 23-Jul
30 51-22246 RG 152 C/ 0,1 13-Jul 8 0,10 11,3
Previsão 23-Jul
Plano C – Centro de trabalho 41083
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 51-29065 LD 292 B 1,1 25-Jun
1,2 1,20 0,0 Encomenda 25-Jun
26 51-29028 LD 292 B 2,8 25-Jun
3,0 4,20 0,0 Encomenda 25-Jun
26 51-29029 LD 292 B 10,2 2-Ago
10,6 14,80 0,0 Encomenda 25-Jun
26 51-31964 LD 292 B 0,6 25-Jun
0,7 15,50
Previsão 25-Jun
26 31-20357 LD 286 P 210,0 25-Jun 8,00 218,8 80,00 17,0 Encomenda 12-Jul

General Line Planning
70
27 31-20358 LD 286 P 10,7 25-Jun
11,2 80,00 19,0 Encomenda 14-Jul
28 31-21056 LD 286 P 2,0 25-Jun
2,1 13,30 14,0 Encomenda 9-Jul
28 31-20781 LD 286 P 0,6 25-Jun
0,6 13,90 14,0 Encomenda 9-Jul
28 31-00563 LD 286 P 7,1 28-Jun
7,5 21,40 12,0 Encomenda 10-Jul
28 51-25110 LD 286 P 25,5 29-Jun
26,6 48,00 13,0 Encomenda 12-Jul
28 31-17973 LD 286 P 0,3 25-Jun
0,4 48,40
Previsão 12-Jul
28 31-30360 LD 286 P 1,6 25-Jun
1,7 50,10
Previsão 12-Jul
28 31-26228 LD 286 P 11,6 25-Jun
12,1 62,20
Previsão 12-Jul
28 31-28150 LD 286 P 1,5 30-Jun
1,6 63,80
Previsão 12-Jul
28 31-19286 LD 286 P 2,4 30-Jun
2,6 66,40
Previsão 13-Jul
28 31-20247 LD 188 1T 13,0 25-Jun 8,00 13,5 80,00 21,0 Encomenda 16-Jul
29 31-28741 LD 188 1T 13,4 30-Jun
14,00 21,9 17,00 Encomenda 17-Jul
29 31-30707 LD 188 1T 0,4 25-Jun
0,40 22,3
Previsão 17-Jul
29 51-14773 LD 286 B 1,6 25-Jun 8 1,70 32 23,00 Encomenda 18-Jul
29 51-24989 LD 292 P 6,7 25-Jun 8 7,00 47 23,00 Encomenda 18-Jul
29 31-05303 LD 292 P 1,5 25-Jun
1,60 48,6
Previsão 19-Jul
29 51-32505 LD 292 P 9,4 25-Jun
9,90 58,5
Previsão 19-Jul
29 51-22246 RG 152 C/ 0,1 13-Jul 8 0,10 66,6
Previsão 20-Jul
Plano D- Centro de trabalho 41083
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 51-29065 LD 292 B 1,1 25-Jun
1,2 1,20 0,0 Encomenda 25-Jun
26 51-29028 LD 292 B 2,8 25-Jun
3,0 4,20 0,0 Encomenda 25-Jun
26 51-29029 LD 292 B 10,2 2-Ago
10,6 14,80 0,0 Encomenda 25-Jun
26 31-20357 LD 286 P 210,0 25-Jun 8,00 218,8 80,00 17,0 Encomenda 12-Jul
27 31-20358 LD 286 P 10,7 25-Jun
11,2 80,00 19,0 Encomenda 14-Jul
28 31-21056 LD 286 P 2,0 25-Jun
2,1 13,30 14,0 Encomenda 9-Jul
28 31-20781 LD 286 P 0,6 25-Jun
0,6 13,90 14,0 Encomenda 9-Jul
28 31-00563 LD 286 P 7,1 28-Jun
7,5 21,40 12,0 Encomenda 10-Jul
28 51-25110 LD 286 P 25,5 29-Jun
26,6 48,00 13,0 Encomenda 12-Jul
28 31-20247 LD 188 1T 13,0 25-Jun 8,00 13,5 69,50 18,0 Encomenda 13-Jul
28 31-28741 LD 188 1T 13,4 30-Jun
14,0 80,00 16,0 Encomenda 16-Jul
29 51-14773 LD 286 B 1,6 25-Jun 8,00 1,7 13,20 21,0 Encomenda 16-Jul
29 51-24989 LD 292 P 6,7 25-Jun 8,00 7 28,20 22,0 Encomenda 17-Jul
29 31-05303 LD 292 P 1,5 25-Jun
1,6 29,80
Previsão 17-Jul
29 51-32505 LD 292 P 9,4 25-Jun
9,9 39,70
Previsão 18-Jul
29 31-17973 LD 286 P 0,3 25-Jun 8,00 0,4 48,10
Previsão 19-Jul
29 31-30360 LD 286 P 1,6 25-Jun
1,70 49,8
Previsão 19-Jul
29 31-26228 LD 286 P 11,6 25-Jun
12,10 61,9
Previsão 19-Jul
29 31-28150 LD 286 P 1,5 30-Jun
1,60 63,5
Previsão 19-Jul
29 31-19286 LD 286 P 2,4 30-Jun
2,60 66,1
Previsão 20-Jul
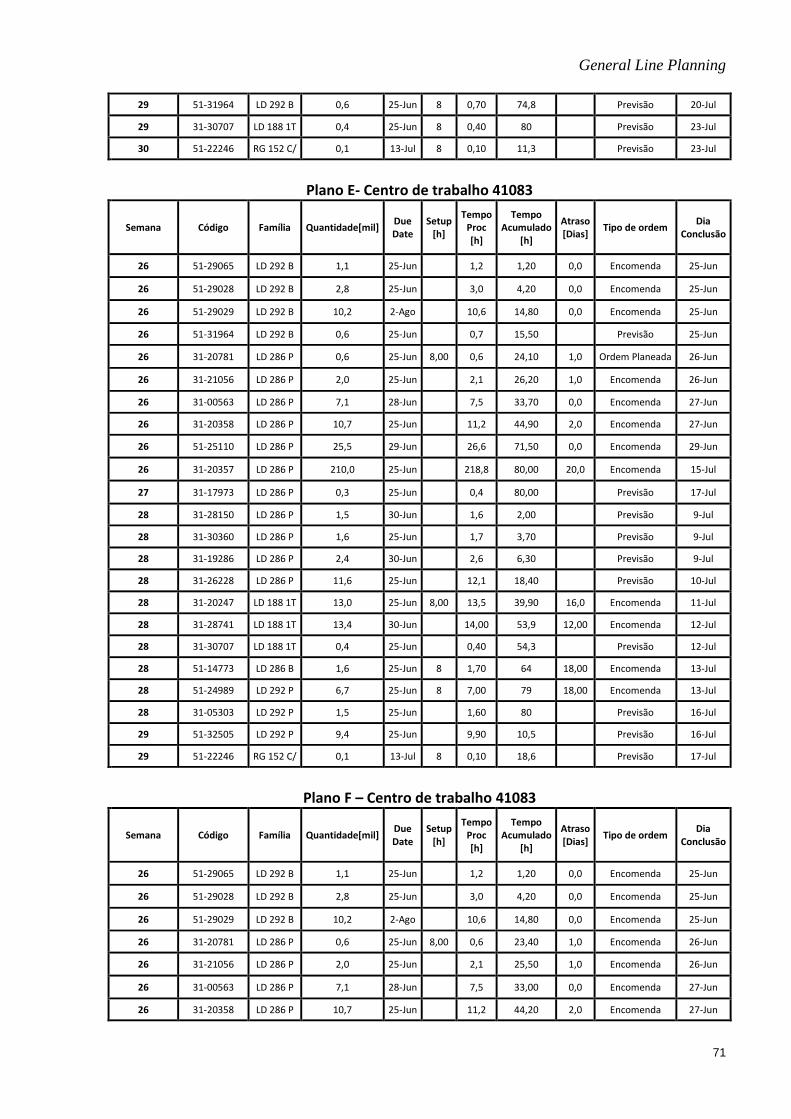
General Line Planning
71
29 51-31964 LD 292 B 0,6 25-Jun 8 0,70 74,8
Previsão 20-Jul
29 31-30707 LD 188 1T 0,4 25-Jun 8 0,40 80
Previsão 23-Jul
30 51-22246 RG 152 C/ 0,1 13-Jul 8 0,10 11,3
Previsão 23-Jul
Plano E- Centro de trabalho 41083
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 51-29065 LD 292 B 1,1 25-Jun
1,2 1,20 0,0 Encomenda 25-Jun
26 51-29028 LD 292 B 2,8 25-Jun
3,0 4,20 0,0 Encomenda 25-Jun
26 51-29029 LD 292 B 10,2 2-Ago
10,6 14,80 0,0 Encomenda 25-Jun
26 51-31964 LD 292 B 0,6 25-Jun
0,7 15,50
Previsão 25-Jun
26 31-20781 LD 286 P 0,6 25-Jun 8,00 0,6 24,10 1,0 Ordem Planeada 26-Jun
26 31-21056 LD 286 P 2,0 25-Jun
2,1 26,20 1,0 Encomenda 26-Jun
26 31-00563 LD 286 P 7,1 28-Jun
7,5 33,70 0,0 Encomenda 27-Jun
26 31-20358 LD 286 P 10,7 25-Jun
11,2 44,90 2,0 Encomenda 27-Jun
26 51-25110 LD 286 P 25,5 29-Jun
26,6 71,50 0,0 Encomenda 29-Jun
26 31-20357 LD 286 P 210,0 25-Jun
218,8 80,00 20,0 Encomenda 15-Jul
27 31-17973 LD 286 P 0,3 25-Jun
0,4 80,00
Previsão 17-Jul
28 31-28150 LD 286 P 1,5 30-Jun
1,6 2,00
Previsão 9-Jul
28 31-30360 LD 286 P 1,6 25-Jun
1,7 3,70
Previsão 9-Jul
28 31-19286 LD 286 P 2,4 30-Jun
2,6 6,30
Previsão 9-Jul
28 31-26228 LD 286 P 11,6 25-Jun
12,1 18,40
Previsão 10-Jul
28 31-20247 LD 188 1T 13,0 25-Jun 8,00 13,5 39,90 16,0 Encomenda 11-Jul
28 31-28741 LD 188 1T 13,4 30-Jun
14,00 53,9 12,00 Encomenda 12-Jul
28 31-30707 LD 188 1T 0,4 25-Jun
0,40 54,3
Previsão 12-Jul
28 51-14773 LD 286 B 1,6 25-Jun 8 1,70 64 18,00 Encomenda 13-Jul
28 51-24989 LD 292 P 6,7 25-Jun 8 7,00 79 18,00 Encomenda 13-Jul
28 31-05303 LD 292 P 1,5 25-Jun
1,60 80
Previsão 16-Jul
29 51-32505 LD 292 P 9,4 25-Jun
9,90 10,5
Previsão 16-Jul
29 51-22246 RG 152 C/ 0,1 13-Jul 8 0,10 18,6
Previsão 17-Jul
Plano F – Centro de trabalho 41083
Semana Código Família Quantidade[mil] Due Date
Setup [h]
Tempo Proc [h]
Tempo Acumulado
[h]
Atraso [Dias]
Tipo de ordem Dia
Conclusão
26 51-29065 LD 292 B 1,1 25-Jun
1,2 1,20 0,0 Encomenda 25-Jun
26 51-29028 LD 292 B 2,8 25-Jun
3,0 4,20 0,0 Encomenda 25-Jun
26 51-29029 LD 292 B 10,2 2-Ago
10,6 14,80 0,0 Encomenda 25-Jun
26 31-20781 LD 286 P 0,6 25-Jun 8,00 0,6 23,40 1,0 Encomenda 26-Jun
26 31-21056 LD 286 P 2,0 25-Jun
2,1 25,50 1,0 Encomenda 26-Jun
26 31-00563 LD 286 P 7,1 28-Jun
7,5 33,00 0,0 Encomenda 27-Jun
26 31-20358 LD 286 P 10,7 25-Jun
11,2 44,20 2,0 Encomenda 27-Jun
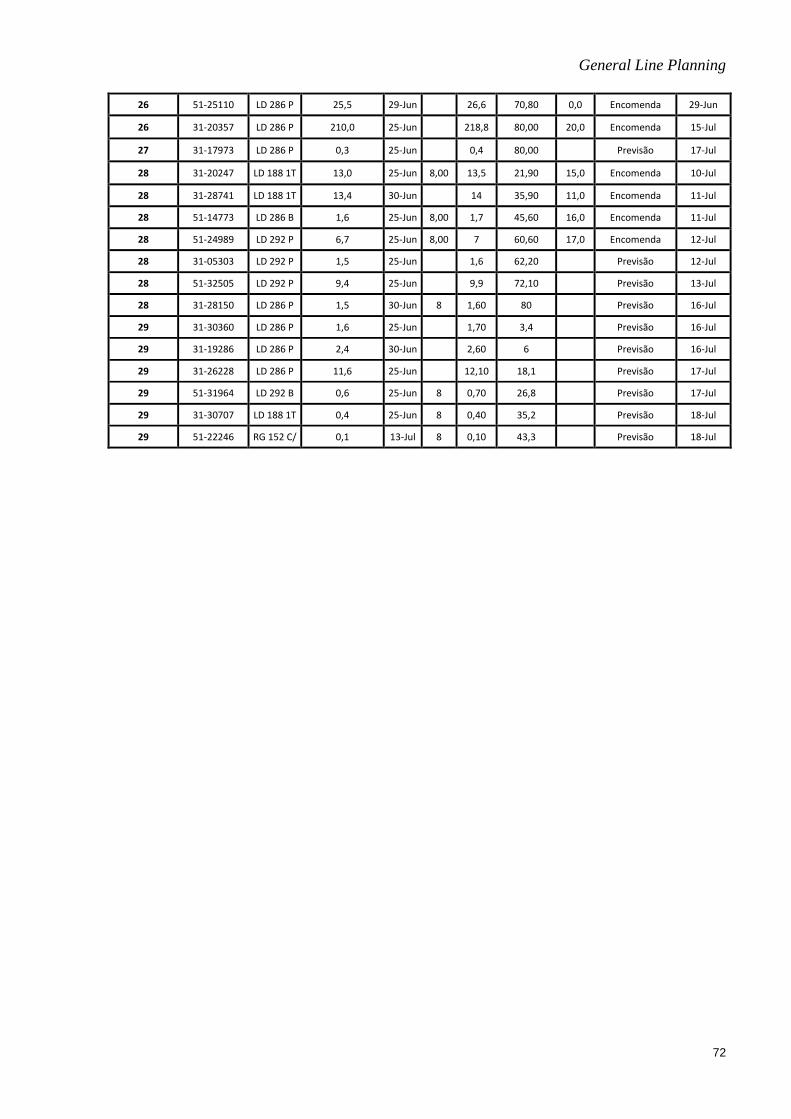
General Line Planning
72
26 51-25110 LD 286 P 25,5 29-Jun
26,6 70,80 0,0 Encomenda 29-Jun
26 31-20357 LD 286 P 210,0 25-Jun
218,8 80,00 20,0 Encomenda 15-Jul
27 31-17973 LD 286 P 0,3 25-Jun
0,4 80,00
Previsão 17-Jul
28 31-20247 LD 188 1T 13,0 25-Jun 8,00 13,5 21,90 15,0 Encomenda 10-Jul
28 31-28741 LD 188 1T 13,4 30-Jun
14 35,90 11,0 Encomenda 11-Jul
28 51-14773 LD 286 B 1,6 25-Jun 8,00 1,7 45,60 16,0 Encomenda 11-Jul
28 51-24989 LD 292 P 6,7 25-Jun 8,00 7 60,60 17,0 Encomenda 12-Jul
28 31-05303 LD 292 P 1,5 25-Jun
1,6 62,20
Previsão 12-Jul
28 51-32505 LD 292 P 9,4 25-Jun
9,9 72,10
Previsão 13-Jul
28 31-28150 LD 286 P 1,5 30-Jun 8 1,60 80
Previsão 16-Jul
29 31-30360 LD 286 P 1,6 25-Jun
1,70 3,4
Previsão 16-Jul
29 31-19286 LD 286 P 2,4 30-Jun
2,60 6
Previsão 16-Jul
29 31-26228 LD 286 P 11,6 25-Jun
12,10 18,1
Previsão 17-Jul
29 51-31964 LD 292 B 0,6 25-Jun 8 0,70 26,8
Previsão 17-Jul
29 31-30707 LD 188 1T 0,4 25-Jun 8 0,40 35,2
Previsão 18-Jul
29 51-22246 RG 152 C/ 0,1 13-Jul 8 0,10 43,3
Previsão 18-Jul