Na usinagem, de 97 a 99% da energia consumida é convertida ... · Qz = calor gerado na zona de...
21
Prof. Dr.-Ing. Joel Martins UDESC Temperatura de corte Na usinagem, de 97 a 99% da energia consumida é convertida em calor. O calor pode ser gerado em três zonas distintas: (i) - zona de cisalhamento primário (ii) - zona de cisalhamento secundário (iii) - zona de interface peça-superfície de folga da ferramenta.
Transcript of Na usinagem, de 97 a 99% da energia consumida é convertida ... · Qz = calor gerado na zona de...

Prof. Dr.-Ing. Joel Martins UDESC
Temperatura de corte
Na usinagem, de 97 a 99% da energia consumida é convertida em calor.
O calor pode ser gerado em três zonas distintas:(i) - zona de cisalhamento primário(ii) - zona de cisalhamento secundário(iii) - zona de interface peça-superfície de folga da ferramenta.

Prof. Dr.-Ing. Joel Martins UDESC
A - zona de cisalhamento primárioB e C - zona de cisalhamento secundário D - zona de interface entre a peça e a superfície de folga da ferramenta
Zonas de Geração de Calor em Usinagem

Prof. Dr.-Ing. Joel Martins UDESC

Prof. Dr.-Ing. Joel Martins UDESC
The maximum temperature is about halfway up the face of the tool and that there is a steep temperature gradient across the thickness of the chip. Some chips may become red hot, causing safety hazards to the operator and thus necessitating the use of safety guards. Source: After G. Vieregge.
Distribuição típica de temperatura na zona de corte

Prof. Dr.-Ing. Joel Martins UDESC

Prof. Dr.-Ing. Joel Martins UDESC

Prof. Dr.-Ing. Joel Martins UDESC
BALANÇO ENERGÉTICO
onde,Qz = calor gerado na zona de cisalhamento primário.Qa1 = calor gerado na zona de cisalhamento secundário.Qa2 = calor gerado na zona de interface peça- superfície de folga da ferramenta.Qc = calor dissipado pelo cavaco.Qp = calor dissipado pela peça.Qma = calor dissipado pelo meio ambiente.Qf = calor dissipado pela ferramenta de corte.
Qz Qa Qa Qc Qp Qma Qf+ + = + + +1 2

Prof. Dr.-Ing. Joel Martins UDESC
CALOR GERADO NA ZONA DE CISALHAMENTO PRIMÁRIO - Qz
A maior parte deste calor é dissipado pelo cavaco, mas uma pequena fração M, é conduzida na peça.O aumento da temperatura do cavaco devido a Qz pode ser calculado:
onde:J = equivalente mecânico de calor.ρ = densidade do material da peça.c = calor específico do material da peça.
( ) ( )[ ]∆ θ c
M Fc FfJ c h b
=− −1 tan
. . . .φ
ρ

Prof. Dr.-Ing. Joel Martins UDESC
CALOR GERADO NA ZONA DE CISALHAMENTO PRIMÁRIO - Qz
A temperatura do cavaco terá, praticamente, nenhuma influência na temperatura da ferramenta, porque o tempo com que uma pequena porção do cavaco (lamela) passa sobre a superfície de saída da ferramenta, é muito pequeno (poucos milissegundos) para conduzir calor. Além disso, na presença da zona de fluxo, na zona de cisalhamento secundário, haverá ali o desenvolvimento de temperaturas bem maiores que as temperaturas do cavaco. Assim, o calor fluirá da zona de fluxo em direção ao cavaco, e não o contrário.

Prof. Dr.-Ing. Joel Martins UDESC
CALOR GERADO NA ZONA DE CISALHAMENTO SECUNDÁRIO - Qa1
A FONTE DE CALOR MAIS IMPORTANTE EM USINAGEM É A ZONA DE CISALHAMENTO SECUNDÁRIO
Grande parte do calor gerado nesta região vai para o cavaco e apenas uma pequena fração é dissipada na ferramenta. Entretanto temperaturas da ordem de 1100oC, ou superiores, já foram registradas na superfície da ferramenta.

Prof. Dr.-Ing. Joel Martins UDESC
CALOR GERADO NA ZONA DE CISALHAMENTO SECUNDÁRIO - Qa1
Na presença da zona de fluxo a quantidade e a taxa de deformação são tão altas e complexas que se torna irrealista a tentativa de calcular o aumento de temperatura naquela região. A temperatura na zona de fluxo, e portanto, a temperatura da ferramenta depende da quantidade de trabalho realizado para cisalhar o material e da quantidade de material que passa pela zona de fluxo, e isto varia com o material da peça.

Prof. Dr.-Ing. Joel Martins UDESC
Temperaturas máximas da interface cavaco-ferramenta em função da velocidade de corte, para vários materiais.

Prof. Dr.-Ing. Joel Martins UDESC
CALOR GERADO NA ZONA DE INTERFACE ENTRE A PEÇA E A SUPERFÍCIE DE FOLGA DA FERRAMENTA - Qa2
Esta fonte de calor só é importante quando usinado com ângulos de folga pequenos (< 2º) ou quando o desgaste de flanco se fizer presente. Neste caso a análise é similar à Qa1, com a presença da zona de fluxo e altas temperaturas na superfície de folga, podendo levar a ferramenta de corte ao colapso.

Prof. Dr.-Ing. Joel Martins UDESC
MEDIÇÃO DA TEMPERATURA DE USINAGEM
Métodos práticos� Medição da força termoelétrica entre a ferramenta e a peça
(método do termopar ferramenta-peça).� Medição direta por inserção de termopares na ferramenta de corte.� Medição do calor de radiação com sensores infra-vermelhos.� Medição utilizando vernizes termosensíveis.� Medição por técnicas metalográficas.� Medição usando pós-químicos.� Medição usando filmes PVD

Prof. Dr.-Ing. Joel Martins UDESC
Medição da força termoelétrica entre a ferramenta e a peça (método do termopar ferramenta-peça)
V
peça ferramenta
F1
mercúrio
E
A2
Qdisco de contato
A1 cuba
isolamento
placa do torno
F3F2
F4
V
Va
C
B
R
F P
Medição Calibração

Prof. Dr.-Ing. Joel Martins UDESC
Medição direta por inserção de termopares na ferramenta de corte
mVR

Prof. Dr.-Ing. Joel Martins UDESC
Medição do calor de radiação
lentespeça
ferramentatermoelemento
diafragma
milivoltímetro
fêcho

Prof. Dr.-Ing. Joel Martins UDESC
Medição utilizando vernizes termosensíveis
Consiste da utilização de vernizes com capacidade de mudança de cor a determinadas temperaturas. Esta técnica é aplicada somente em superfícies acessíveis sob condições de regime permanete.
Prof. Dr.-Ing. Joel Martins UDESC
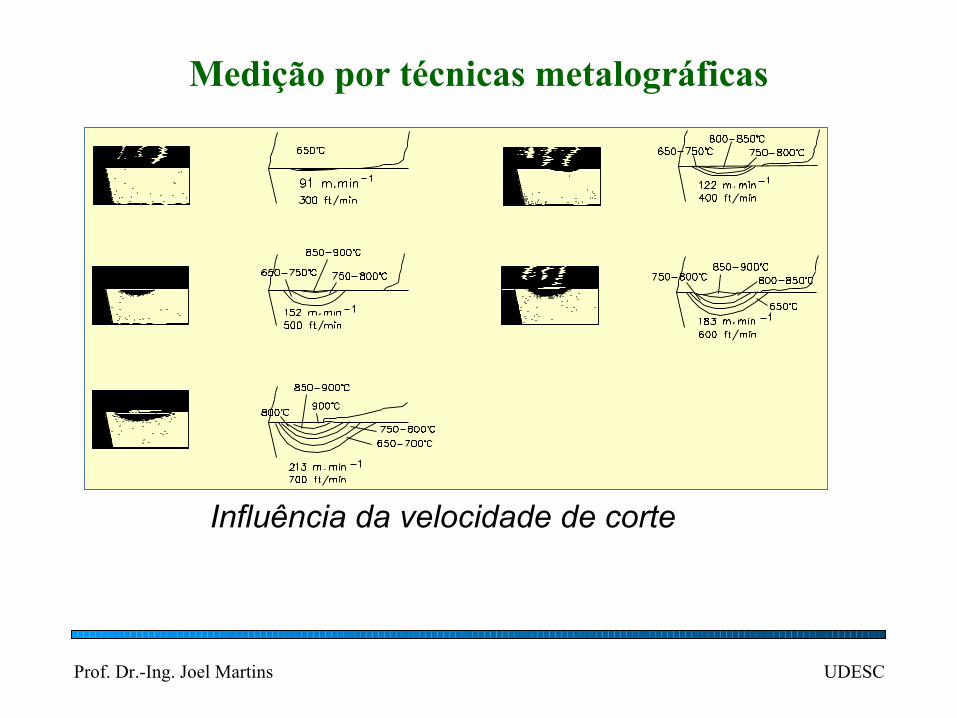
Medição por técnicas metalográficas
Influência da velocidade de corte

Prof. Dr.-Ing. Joel Martins UDESC
Medição por técnicas metalográficas
Influência do avanço
(c)
(a) (b)

Prof. Dr.-Ing. Joel Martins UDESC
Medição usando filme PVD
direção de avanço
insertos
peça (disco)
Zona de filme fundido
Zona de filme não fundido