
O GERENCIAMENTO ORIENTADO PARA O EQUIPAMENTO – APLICAÇÃO DO PROGRAMA ... · • EOE –...
56
Wilton Palmeira Maia O GERENCIAMENTO ORIENTADO PARA O EQUIPAMENTO – APLICAÇÃO DO PROGRAMA TPM (MANUTENÇÃO PRODUTIVA TOTAL) PARA MAXIMIZAR O USO DOS ATIVOS Taubaté - SP 2002
Transcript of O GERENCIAMENTO ORIENTADO PARA O EQUIPAMENTO – APLICAÇÃO DO PROGRAMA ... · • EOE –...
0
Wilton Palmeira Maia
O GERENCIAMENTO ORIENTADO PARA O EQUIPAMENTO – APLICAÇÃO DO PROGRAMA
TPM (MANUTENÇÃO PRODUTIVA TOTAL) PARA MAXIMIZAR O USO DOS ATIVOS
Taubaté - SP
2002

1
UNIVERSIDADE DE TAUBATÉ Departamento de Economia, Contabilidade, Administração e
Secretariado
O GERENCIAMENTO ORIENTADO PARA O EQUIPAMENTO – APLICAÇÃO DO PROGRAMA
TPM (MANUTENÇÃO PRODUTIVA TOTAL) PARA MAXIMIZAR O USO DOS ATIVOS
Wilton Palmeira Maia
Projeto de monografia apresentada ao
Departamento de Economia, Contabilidade,
Administração e Secretariado da
Universidade de Taubaté, como parte dos
requisitos para aprovação no Curso de
MBA em Gerência de Produção
Orientador: Prof. Dr. Francisco Cristóvão Lourenço de Mello
Taubaté - SP
2002
2
COMISSÃO JULGADORA
Data: _________________
Resultado: __________________
Prof. Dr. __________________________________________________________
Assinatura: _______________________________________________________
Prof. Dr. __________________________________________________________
Assinatura: _______________________________________________________
Prof. Dr. __________________________________________________________
Assinatura: _______________________________________________________

3
DEDICATÓRIA Dedico este trabalho à todos meus familiares que compartilharam deste momento,
suprindo minha ausência e motivando-me a alcançar o objetivo principal.
4
AGRADECIMENTOS A Prof. Francisco Cristóvão Lourenço de Melo, pela orientação recebida.
A Universidade de Taubaté, pela excelente oportunidade de aprofundar meus conceitos
e adquirir novos conhecimentos.
A Volkswagen, pelo apoio e estímulo contínuo ao desenvolvimento pessoal e
profissional.
5
MAIA, Wilton Palmeira. O gerenciamento orientado para o equipamento – aplicação do programa TPM (Manutenção Produtiva Total) para maximizar o uso dos ativos: 55f. Monografia (MBA em Gerência de Produção) - Departamento de Economia, Contabilidade, Administração e Secretariado, Universidade de Taubaté, Taubaté, 2002.
RESUMO
Este trabalho visa estudar o programa TPM, que trata de uma forma eficaz o
aumento da produtividade global de operações industriais através da maximização do
uso dos ativos.
Este programa está entre os métodos mais eficazes para transformar uma fábrica
em uma operação com gerenciamento orientado para o equipamento, coerente com as
mudanças da sociedade contemporânea.
Este programa contribui ainda o desenvolvimento das lideranças, além de promover o
desenvolvimento de habilidades técnicas junto aos operadores e pessoal de manutenção.
A metodologia utilizada apoiou-se fundamentalmente nos manuais de TPM, nas
pesquisas bibliográficas e na experiência pessoal obtida, durante o processo de
implementação e gestão do programa na Volkswagen do Brasil.
O trabalho é ponto de partida para outros mais abrangentes e que objetivem a
elaboração de metodologia específica para o planejamento estratégico e implementação
do programa TPM.
Palavras-chave:- Manutenção Produtiva Total, TPM, Sistema de Produção.

6
MAIA, Wilton Palmeira. O gerenciamento orientado para o equipamento – aplicação do programa TPM (Manutenção Produtiva Total) para maximizar o uso dos ativos: 55f. Monografia (MBA em Gerência de Produção) - Departamento de Economia, Contabilidade, Administração e Secretariado, Universidade de Taubaté, Taubaté, 2002.
ABSTRACT
This work seeks to study the program TPM, that treats in an effective way the
increase of the global productivity of industrial operations through the maximize of the
use of the assets.
This program is among the most effective methods to transform a factory in an
operation with administration guided for the equipment, coherent with the changes of
the contemporary society.
This program still contributes the development of the leaderships, besides
promoting the development of technical abilities close to the operators and personal of
maintenance.
The used methodology leaned on fundamentally in the manuals of TPM, in the
bibliographical researches and in the obtained personal experience, during the
implantation process and administration of the program in Volkswagen of Brazil.
The work is starting point for other including and that aim at the elaboration of
specific methodology for the strategic planning and implantation of the program TPM.
Key words :- Total Productive Maintenance, TPM, Production System.
7
SUMÁRIO 1- Introdução................................................................................................................... 12
1.1 – Objetivos Gerais ................................................................................................... 13
1.2 – Objetivos Específicos ........................................................................................... 13
1.3 – Estrutura do Trabalho............................................................................................ 13
1.4 - Metodologia........................................................................................................... 14
1.5 – Delimitação do Trabalho....................................................................................... 15
2- Revisão Da Literatura................................................................................................. 16
2.1– TPM e o 5S............................................................................................................. 16
2.2- Rendimento operacional do equipamento.............................................................. 20
3- TPM............................................................................................................................ 24
3.1 – Os Conceitos sobre TPM...................................................................................... 24
3.2 – A Origem da TPM................................................................................................. 27
3.3 – Objetivos básicos da TPM..................................................................................... 28
3.4 – Modelo Estrutural da TPM................................................................................... 30
4- Os Oito Pilares Da TPM............................................................................................. 32
4.1- Fundamentos da Manutenção Autônoma................................................................ 34
5 – Modelos De Exemplos Práticos De Aplicação .........................................................37
5.1 – A TPM na Pirelli.....................................................................................................38
6 – Proposta De Um Modelo Inicial Para Aplicação Prática...........................................40
6.1 – Status da implantação da TPM na Montagem Final...............................................40
6.2 – Descrição de Máquinas à Bateria .........................................................................43
6.3 – Aplicação do Primeiro Passo da TPM....................................................................45
6.4 – Treinamento TPM...................................................................................................48
6.5 – Início das Atividades..............................................................................................49
7 – Conclusão................................................................................................................. 51
8 – Referências Bibliográficas........................................................................................ 53
8
LISTAGEM DE FIGURAS Figura 01 – Integração TPM............................................................................................29
Figura 02 – Expansão TPM.............................................................................................31
Figura 03 – Pilares TPM..................................................................................................33
Figura 04 – Passos para Implantação da TPM................................................................35
Figura 05 – Prêmio TPM.................................................................................................39
Figura 06 – Controle Mensal de Cartões.........................................................................41
Figura 07 – Controle Mensal de Falhas...........................................................................42
Figura 08 – Máquina parafusadeira à bateria..................................................................43
Figura 09 – Layout do local de implantação...................................................................46
Figura 10 – Cronograma detalhado de implantação........................................................47
Figura 11 – Estrutura de Treinamento.............................................................................48
Figura 12 – Quadro de atividades TPM...........................................................................49
Figura 13 – Cartão TPM..................................................................................................50

9
LISTA DE QUADROS
Quadro 1 – Relação entre os principais benefícios do 5”S” e os oito pilares da TPM....18
Quadro 2 – Significado do 5”S” .....................................................................................19
Quadro 3 – Estrutura de horas perdidas...........................................................................20
Quadro 4 – Passos da Manutenção Autônoma................................................................34
10
LISTA DE EQUAÇÕES Disponibilidade do Equipamento ...................................................................................21
Índice de Performance ....................................................................................................21
Índice da Qualidade ........................................................................................................22
Eficiência Operacional do Equipamento ........................................................................22

11
LISTA DE ABREVIATURAS • TPM – Total Productive Maintenance
• GSP – Grupo de Soluções de Problemas
• EOE – Eficiência Operacional do Equipamento
• TQC – Total Quality Control
• TQM – Total Quality Manager
• EUA – Estados Unidos da América
• JIPM – Japan Institute of Plant Maintenance
• PM – Manutenção Preventiva
• 5”S” – Cinco Sensos de organização
• Housekeeping – Organização da casa
• IMCI – Consultoria Brasileira credenciada pela JIPM
• Disponibilidade– Aptidão de um item de estar no estado admissível que permita
cumprir a função exigida;
12
1 – INTRODUÇÃO
Na era da competitividade não é o mais forte que vence o mais fraco – e sim, o
mais veloz em responder às drásticas e rápidas mudanças na demanda e nas expectativas
do cliente.
Para ser veloz, a organização precisa ser enxuta e flexível, com auto-gestão em
todas as áreas, em especial no “chão” da fábrica. Quando os problemas de produção
começam a ser resolvidos no local onde eles ocorrem, o tempo de resposta se reduz
rapidamente, os custos baixam e as melhorias nos equipamentos, processos e produtos
aumentam. É estabelecida uma cultura pró-ativa voltada à prevenção com o
fortalecimento da motivação e a participação de todos nos objetivos comuns da
organização.
A TPM (Total Productive Maintenance) é uma metodologia de gestão voltada à
otimização no uso dos ativos empresariais, através da eliminação total das perdas.
Através da identificação das perdas existentes no processo produtivo e da transformação
dessas perdas em oportunidades de ganhos, o TPM promoverá reduções de custo e
assegurará uma maior competitividade. O TPM também procura intensificar a união
empresa e empregado. A primeira busca mais produtividade (produtos e serviços com
qualidade a baixo custo), enquanto a outra parte busca melhorar as condições
ambientais de trabalho assegurando ao mesmo tempo sua própria empregabilidade.
Esta metodologia permite tal interação através da criação de oito pilares de
sustentação em forma de sub-comitês e a formação de grupos autônomos integrados em
toda a linha organizacional. Deste modo, os conhecimentos gerados em cada um serão
compartilhados e a gestão será cada vez mais autônoma em todos os níveis dando
velocidade às ações a custo decrescentes. Finalmente, o objetivo deste trabalho é
evidenciar esta metodologia, dando maior ênfase em sua fase de preparação,
treinamento e principalmente execução, enfatizando o planejamento pré-implantação
em indústrias automotivas.
13
1.1 – OBJETIVOS GERAIS
Este trabalho tem como objetivo geral apresentar uma proposta para a
metodologia de manutenção produtiva total, conhecida como TPM ( Total Productive
Maintenance ou Manutenção Produtiva Total ), adaptando-a à gestão da empresa,
utilizando-se de conceitos e ferramentas de gestão aplicadas em várias empresas
atualmente.
1.2 – OBJETIVOS ESPECÍFICOS
Este trabalho pretende :
• Adequar a metodologia de TPM ao ambiente de uma Célula de Produção;
• Levantar os benefícios tangíveis e intangíveis que o TPM possa trazer à área piloto
da produção, se comparada a forma tradicional de gestão da manutenção
anteriormente utilizada;
• Identificar e demonstrar os potenciais de ganhos através da eliminação de perdas no
processo;
• Conscientizar a administração da importância que o TPM tem na motivação do
empregado, e por conseqüência, nos resultados da empresa.
1.3 – ESTRUTURA DO TRABALHO
Este Trabalho está estruturado da Seguinte Forma:
• Capitulo 1- Apresentação do Trabalho descrevendo objetivos gerais e
específicos, a estrutura do trabalho, a metodologia empregada e a delimitação do
trabalho;
• Capitulo 2 – Enfoque à correlação do TPM com O 5S, determinando a
importância da implantação do programa em conjunto com outras atividades;
• Capitulo 3 – Enfoca o conceito da TPM, seus objetivos, vantagens da aplicação
desta metodologia na melhoria da produtividade e qualidade;
14
• Capítulo 4 - Este capítulo demonstra o conceito de Manutenção Autônoma,
descrevendo conceitos e as fases de implantação;
• Capítulo 5 - Apresentação do modelo prático TPM de Gestão num ambiente de
alta competitividade e mutante onde se faz necessária a evolução das indústrias
dentro das características da Globalização;
• Capítulo 6 – Apresenta um estudo de caso para demonstrar a fase inicial da
aplicação do programa em uma Célula de Produção.
• Capítulo 7- A conclusão apresenta uma síntese sobre o trabalho realizado,
demonstrando os itens relevantes na implantação do programa.
1.4- METODOLOGIA
A metodologia ora proposta é um estudo de caso a respeito de um sistema para
redução de perdas, aplicável em Ferramentas Manuais na Célula Painel na empresa
Volkswagen do Brasil – Planta Taubaté.
Para examinar o problema de manutenção, inicialmente foi realizada uma
pesquisa bibliográfica, buscando conhecer sua evolução.
Por outro lado, através de contatos pessoais com chefias de produção e
manutenção, buscou-se conhecer a opinião dessas pessoas a respeito da manutenção
industrial na referida Célula. Em uma análise teórica do problema da manutenção, e das
alternativas que se apresentam nas pesquisas e experiências que estudiosos têm
desenvolvido, bem como aplicações práticas e resultados obtidos por empresas,
verificou-se que o TPM é a metodologia que vem sendo adotada com sucesso.
As razões de se tomar este caminho tiveram o consenso da administração da
empresa, após apresentação de resultados advindos da pesquisa bibliográfica e de
opiniões obtidas junto às chefias de manutenção e produção.
Os argumentos foram:
• A empresa já pratica conceitos de gestão da qualidade e produtividade;
15
• A adaptação do TPM utilizando os conceitos e ferramentas de gerenciamento já
existentes facilita a compreensão e aceitação das pessoas que participam da
implantação;
• O tempo de implantação do TPM é menor, se utilizados estes conceitos e
ferramentas;
• As possibilidades de obtenção de resultados positivos são ampliadas."
• Examinadas as diversas ferramentas gerenciais disponíveis, e em uso, na
Empresa , para adaptação à metodologia do TPM, optou-se pela ênfase na
aplicação da seguinte: 5 S's
1.5- DELIMITAÇÃO DO TRABALHO
Para a aplicação deste estudo visou-se atuar em áreas críticas da produção, onde
os problemas de manutenção tendem a se tornar crônicos. Estas áreas caracterizam-se,
invariavelmente, como "gargalos" produtivos, o que normalmente levará a
conseqüências a outros processos produtivos.
Foi escolhida, como área crítica, a de máquinas à bateria, nesta área o estudo
limita-se à analise das atividades de manutenção desempenhadas pelos profissionais de
manutenção, descrevendo-as e classificando-as, buscando identificar e atribuir, dentre
estas atividades, a responsabilidade pela execução aos próprios operadores dos
equipamentos.
16
2- REVISÃO DA LITERATURA
2.1 TPM e 5S
A literatura clássica de TPM existente no Brasil (a maioria de língua inglesa)
basicamente é oriunda do Japão. Nela, o 5S é tratado de maneira muito discreta dentro
do pilar “Manutenção Autônoma”. No Brasil e em empresas que têm sérios problemas
de ordem comportamental e cultural, os quais estão espelhados nos aspectos de
desperdício, desarrumação, sujeira, acidentes, doenças ocupacionais e indisciplina, o 5S
deve ser tratado como uma base para mudanças de hábitos, atitudes e valores das
pessoas repercutindo numa preparação ambiental propícia à implantação do TPM.
Apesar do movimento 5S no Brasil ter início na década de 80, foi a partir de
1990 que ganhou maior adesão, impulsionado pela filosofia da Qualidade Total. O 5S é
um conjunto de cinco atividades que visam aperfeiçoar o comportamento das pessoas,
refletindo numa mudança de hábitos e atitudes e melhorando os valores éticos e morais.
Antes de 1990 o 5S era praticado apenas por indústrias de médio e grande
portes, algumas dando-lhe a denominação de “housekeeping”, como é o caso da
Volkswagen do Brasil Ltda. Este programa era liderado pela área industrial da empresa
apoiado pelo órgão de Segurança Industrial. A diferença básica do “housekeeping” para
o 5S é que o primeiro limita-se às atividades de ordem e limpeza, enquanto o segundo é
mais abrangente, incluindo atividades de ordenação, asseio e disciplina.
A seguir são apresentados os significados de cada um dos 5S e seus principais
benefícios:
• SEIRI (Senso de Utilização, Seleção, Descarte, Classificação, Organização)
É saber utilizar sem desperdiçar. Uma maneira prática de desenvolver este Senso
é separar as coisas necessárias das desnecessárias, dando um destino adequado àquilo
que não necessitam serem guardadas em um determinado local ou em uma determinada
quantidade.
Os principais benefícios deste Senso são a redução, e até eliminação, do
desperdício e a melhor utilização dos espaços.
• SEITON (Senso de Ordenação, Arrumação, Lay-out, Organização)
É saber arrumar para facilitar o acesso e a reposição das coisas. Uma maneira de
se praticar este Senso é definir um lugar para cada coisa necessária, como também

17
manter cada coisa no seu lugar. Isto pode ser feito observando-se a freqüência de
utilização e o tipo de material que se deseja arrumar.
Os principais benefícios deste Senso são a redução do tempo e dos desgastes
físicos e mentais para acessar àquilo que se deseja.
• SEISO (Senso de Limpeza, Inspeção, Zelo)
É saber usar sem sujar. Este Senso é desenvolvido quando o usuário de um local
passa a ser responsável em limpa-lo, inspecionando o que provoca a sujeira, buscando
uma solução para elimina-la, atenua-la ou bloqueá-la, tornando o ambiente cada vez
mais limpo e aumentando a vida útil das instalações.
Os principais benefícios do Senso de Limpeza são a melhoria da saúde e
aumento da vida útil das instalações físicas.
• SEIKETSU (Senso de Asseio, Saúde, Higiene, Padronização,
Sistematização)
É procurar fazer o asseio permanente do ambiente, do corpo e da mente. As
melhorias promovidas pelos três Sensos anteriores devem ser mantidas e aperfeiçoadas,
através de sua padronização. Esta prática permanente torna-se um hábito e estimula a
revisão dos valores éticos e morais, desenvolvendo a auto-estima.
Os principais benefícios deste Senso são a padronização e a liberação de energia
humana para a construção de um ambiente interior voltada para o bem e a busca
contínua da melhoria.
• SHITSUKE (Senso de Disciplina, Autodisciplina, Autocontrole, Respeito)
É cumprir rigorosamente o que for estabelecido. É respeitar ao próximo. A
autodisciplina é o estágio mais elevado do ser humano, pois representa a educação
comportamental e é constituída por grandes valores, como: amor, cooperação,
honestidade, humildade, liberdade, respeito, responsabilidade, simplicidade, tolerância,
unidade.
Os principais benefícios da Autodisciplina, além dos valores apresentados
acima, são o desenvolvimento de espírito de equipe e a sinergia entre as pessoas.
18
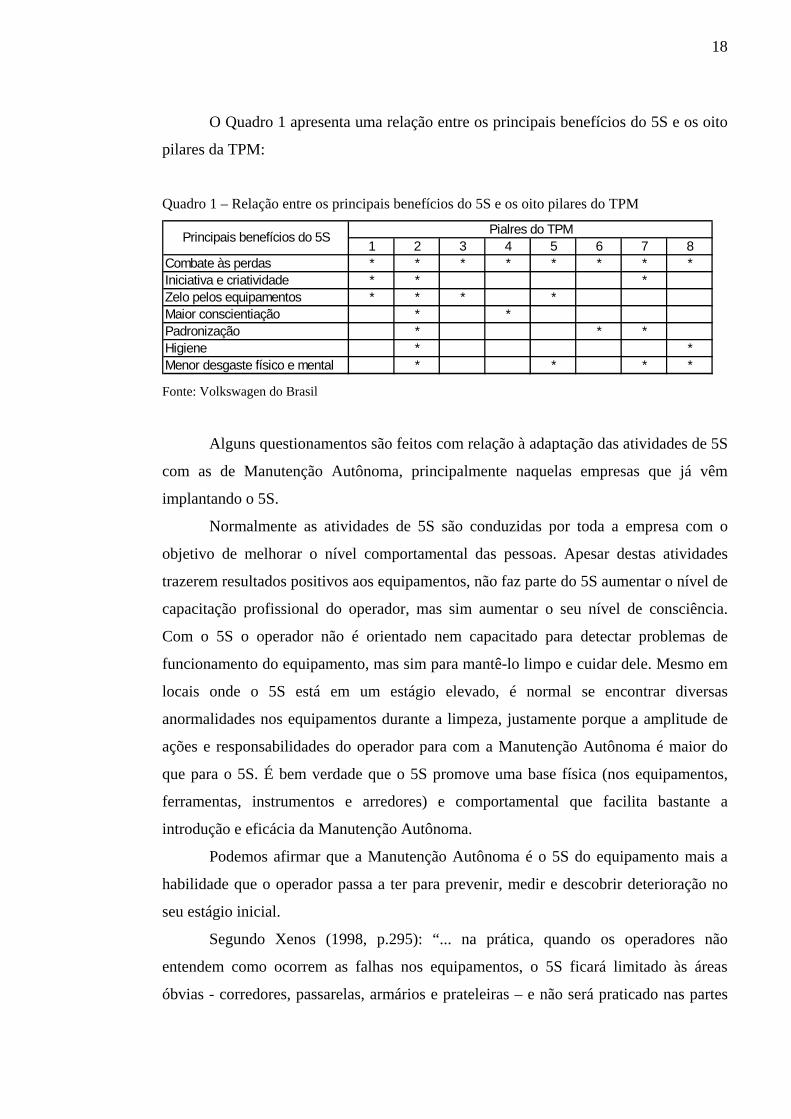
O Quadro 1 apresenta uma relação entre os principais benefícios do 5S e os oito
pilares da TPM:
Quadro 1 – Relação entre os principais benefícios do 5S e os oito pilares do TPM
1 2 3 4 5 6 7 8Combate às perdas * * * * * * * *Iniciativa e criatividade * * *Zelo pelos equipamentos * * * *Maior conscientiação * *Padronização * * *Higiene * *Menor desgaste físico e mental * * * *
Principais benefícios do 5S Pialres do TPM
Fonte: Volkswagen do Brasil
Alguns questionamentos são feitos com relação à adaptação das atividades de 5S
com as de Manutenção Autônoma, principalmente naquelas empresas que já vêm
implantando o 5S.
Normalmente as atividades de 5S são conduzidas por toda a empresa com o
objetivo de melhorar o nível comportamental das pessoas. Apesar destas atividades
trazerem resultados positivos aos equipamentos, não faz parte do 5S aumentar o nível de
capacitação profissional do operador, mas sim aumentar o seu nível de consciência.
Com o 5S o operador não é orientado nem capacitado para detectar problemas de
funcionamento do equipamento, mas sim para mantê-lo limpo e cuidar dele. Mesmo em
locais onde o 5S está em um estágio elevado, é normal se encontrar diversas
anormalidades nos equipamentos durante a limpeza, justamente porque a amplitude de
ações e responsabilidades do operador para com a Manutenção Autônoma é maior do
que para o 5S. É bem verdade que o 5S promove uma base física (nos equipamentos,
ferramentas, instrumentos e arredores) e comportamental que facilita bastante a
introdução e eficácia da Manutenção Autônoma.
Podemos afirmar que a Manutenção Autônoma é o 5S do equipamento mais a
habilidade que o operador passa a ter para prevenir, medir e descobrir deterioração no
seu estágio inicial.
Segundo Xenos (1998, p.295): “... na prática, quando os operadores não
entendem como ocorrem as falhas nos equipamentos, o 5S ficará limitado às áreas
óbvias - corredores, passarelas, armários e prateleiras – e não será praticado nas partes
19
menos visíveis e evidentes dos equipamentos e que realmente precisam do 5S. O 5S que
não estiver apoiado por um entendimento dos princípios de funcionamento dos
equipamentos será ineficaz como uma medida de prevenção de falhas”.
Concluindo, o 5S é um processo educacional, enquanto o TPM tem uma
abrangência mais ampla e técnica.
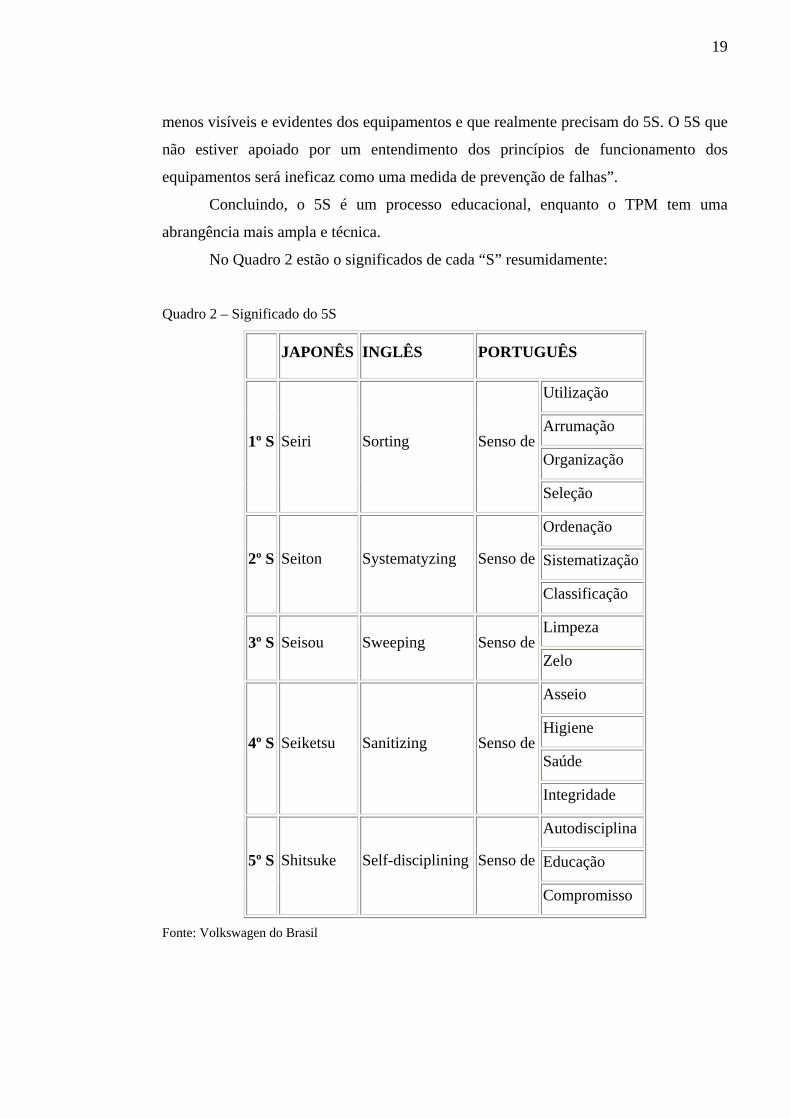
No Quadro 2 estão o significados de cada “S” resumidamente:
Quadro 2 – Significado do 5S
JAPONÊS INGLÊS PORTUGUÊS
Utilização
Arrumação
Organização 1º S Seiri Sorting Senso de
Seleção
Ordenação
Sistematização 2º S Seiton Systematyzing Senso de
Classificação
Limpeza 3º S Seisou Sweeping Senso de
Zelo
Asseio
Higiene
Saúde 4º S Seiketsu Sanitizing Senso de
Integridade
Autodisciplina
Educação 5º S Shitsuke Self-disciplining Senso de
Compromisso
Fonte: Volkswagen do Brasil
20
2.2 - RENDIMENTO OPERACIONAL DO EQUIPAMENTO
O objetivo principal do TPM é maximizar a eficiência da produção através da
quebra zero, perda zero, defeito zero e acidente zero. Para este objetivo ser alcançado,
deve-se eliminar as causas que acarretam um desempenho negativo aos equipamentos.
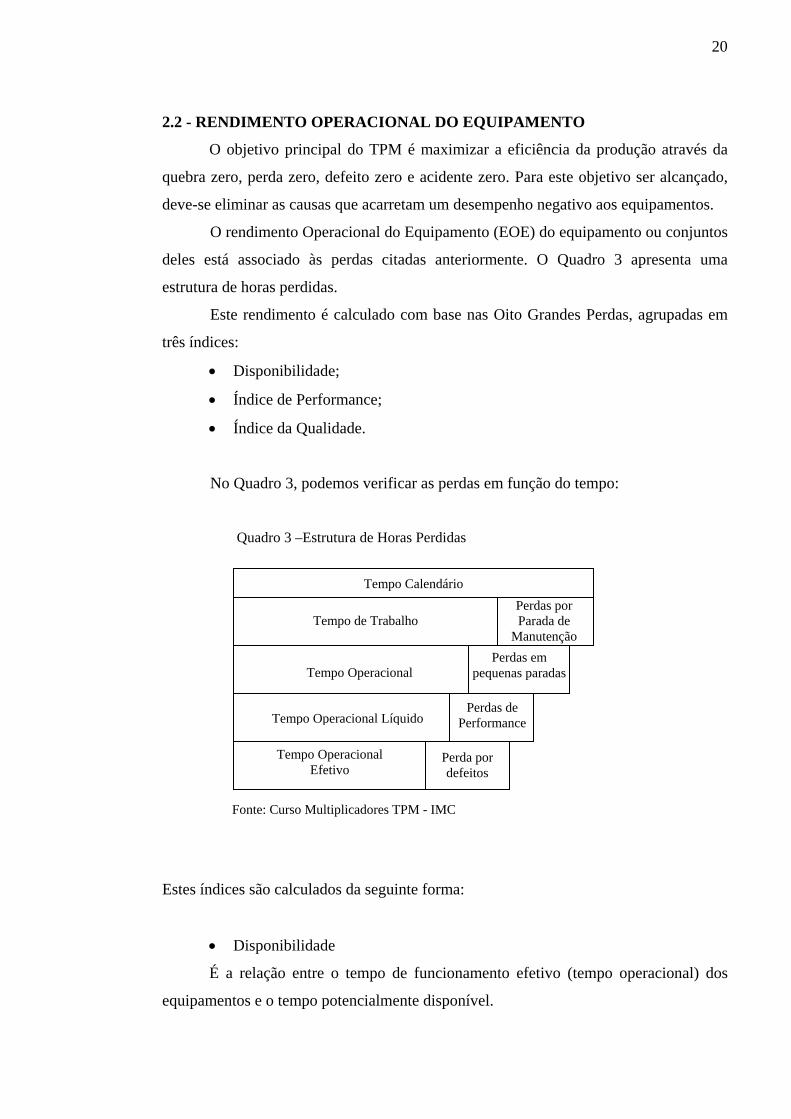
O rendimento Operacional do Equipamento (EOE) do equipamento ou conjuntos
deles está associado às perdas citadas anteriormente. O Quadro 3 apresenta uma
estrutura de horas perdidas.
Este rendimento é calculado com base nas Oito Grandes Perdas, agrupadas em
três índices:
• Disponibilidade;
• Índice de Performance;
• Índice da Qualidade.
No Quadro 3, podemos verificar as perdas em função do tempo:
Quadro 3 –Estrutura de Horas Perdidas
Tempo de Trabalho Perdas por Parada de
Manutenção
Perda por defeitos
Tempo Operacional Efetivo
Perdas de Performance Tempo Operacional Líquido
Perdas em pequenas paradas Tempo Operacional
Tempo Calendário
Fonte: Curso Multiplicadores TPM - IMC
Estes índices são calculados da seguinte forma:
• Disponibilidade
É a relação entre o tempo de funcionamento efetivo (tempo operacional) dos
equipamentos e o tempo potencialmente disponível.
21
O tempo operacional é o calendário (mês, dia, hora), subtraído dos tempos de
paradas para manutenção e tempos acumulados em pequenas paradas.
Ou seja, conforme Equação 1:
D = Tc – (Tp) x 100
Tc
Onde:
D = Disponibilidade do equipamento
Tc = Tempo Calendário
Tp = Tempo com Paradas do Equipamento
• Índice de Performance
O Índice de Performance demonstra a relação entre a produção real e a máxima
possível, ou seja, pode ser utilizado para verificar qual o nível de eficiência o
equipamento está operando, verificando o grau de perdas.
Ou seja, conforme Equação 2:
P = Pr
Pi Onde:
P = Índice de Performance
Pr = Produtividade Real
Pi = Produtividade Ideal
A unidade utilizada para mensurar estas produtividades depende de cada
processo. As unidades mais utilizadas são unidade de massa/unidade de tempo (kg/h,
t/h, t/dia), unidade de área/unidade de tempo (m²/h, m²/mês) e unidade de
volume/unidade de tempo (m³/h, m³/mês).
• Índice da Qualidade
Este índice é relativo ao volume processado de acordo com as especificações em
relação ao volume total processado.
22
Ou seja, conforme Equação 3:
Q = Qp – (D+R) x 100
Qp
Onde:
Q = Índice de Qualidade
Qp = Quantidade Produzida
D = Quantidade Defeituosa
R = Quantidade Reprocessada
A Eficiência Operacional do Equipamento (EOE) é o resultado do produto dos
índices calculados nos exemplos acima. Logo, o resultado é determinado conforme
Equação 4:
EOE = D x P x Q
Onde:
D = Disponibilidade do equipamento
P = Índice de Performance
Q = Índice de Qualidade
A partir do levantamento deste índice devem ser estabelecidas umas metas para
que ao longo do tempo este valor seja melhorado.
As grandes perdas que comprometem o resultado final, e que devem ser
levantadas para serem eliminadas. São elas:
• Perdas por controle ou administração (espera de instruções, execução
inadequada por falta de entendimento);
• Perdas por movimentação desnecessária;
• Perdas por deficiência de layout;
• Perdas por deficiência de logística (abastecimento, transporte, etc);
• Perdas por medição e ajustes (dispositivos inadequados, excesso de medições,
falta de habilidade para medir, etc);

23
• Perdas por baixo rendimento do material (necessidade de retrabalho);
• Desperdício de utilidades (vapor, água, energia elétrica, ar comprimido).
24
3- TPM – TOTAL PRODUCTIVE MAINTENANCE
3.1 – OS CONCEITOS SOBRE TPM
Conforme 15º curso para formação de facilitadores TPM da IMCI, a palavra TPM
significa Manutenção Produtiva Total, em harmonia com essa definição da TPM, cada
uma das letras (T,P e M) possui o seguinte significado:
T= “Total”
- Total no sentido de eficiência Global;
- Total no sentido de Ciclo total de vida útil do Sistema de Produção;
- Total no sentido de todos os departamentos , desde a alta administração até os
operários estarem envolvidos com o programa.
P= “Produtiva”
Significa a busca do limite máximo da eficiência do sistema de produção, atingindo zero
acidente, zero defeito e zero falha, ou seja, a eliminação de todos os tipo de perdas.
M= “Manutenção”
Significa manutenção no sentido amplo, considerando o ciclo total de vida útil do
sistema de produção, através da preservação deste sistema em sua condição ideal,
mediante formação contínua de uma estrutura empresarial capaz de sobreviver aos
novos tempos, por meio de uma busca constante do limite de eficiência.
(15º Curso para Formação de Facilitadores TPM; Nakazato Koichi; 2001)
Segundo Aroldo Ribeiro, no Brasil há várias traduções para o TPM, sendo as
mais freqüentes:
• Manutenção Produtiva Total;
• Manutenção Total da Produção;
• Melhoria da Produtividade Total;
• Manutenção da Produtividade Total.
A letra M, reflete uma alteração e ampliação do conceito de manutenção na
ordem descrita abaixo:
• Conceito primitivo: Manter é consertar o que quebrou.
25
• Conceito tradicional: Manter é conservar o estado dos equipamentos como na
condição de novo. Esta prática não é suficiente para aumentar a receita da
empresa.
• Conceito evoluído: Manter é conservar o nível máximo do volume de produção.
Conquistado pela maior integração entre as funções operação e manutenção.
Esta prática não é suficiente para gerar lucro.
Em função da dificuldade de desvincular o termo “Manutenção” do órgão de
Manutenção, algumas empresas nos Estados Unidos têm preferido utilizar a letra “M”
para se referenciar à palavra Management (que significa gerenciamento). Desta forma o
TPM passa a ser traduzido como Total Productive Management (Gerenciamento da
Produtividade Total).
A letra T, que deriva da palavra total, apresenta os seguintes significados:
• Rendimento total dos equipamentos, proveniente da maximização do rendimento
operacional global;
• Sistema total, proveniente do enfoque global do envolvimento da Engenharia,
Produção e Manutenção;
• Abrangência de todo o ciclo de vida dos equipamentos, desde o projeto
conceitual ata a sua desativação;
• Participação de todos.
Em suma, TPM visa a maximização do rendimento operacional dos
equipamentos.(Manutenção Autônoma, o resgate ao chão de fábrica ; Ribeiro Aroldo;
1995).
Para Takahashi e Osada (1993, p.7) a Manutenção Produtiva Total, é uma
campanha que abrange a empresa inteira, com a participação de todo o corpo de
empregados para conseguir a utilização máxima do equipamento existente, utilizando a
filosofia do gerenciamento orientado para o equipamento.
Com esta campanha, eles entendem que melhorando as máquinas, dispositivos e
acessórios para torná-los mais confiáveis, seguros e de fácil manutenção, treinando todo
o pessoal para operá-los com eficiência e segurança, se estará despertando o interesse
dos operadores, educando-os para que cuidem das máquinas da fábrica e garantindo a
qualidade do produto.

26
A análise das diversas definições e conceitos leva a um consenso de que a TPM
busca criar uma nova forma de trabalho, que maximize a eficiência de todo o sistema
produtivo. Por isso, a TPM não deve ser encarada como uma simples ferramenta ou
programa. Afinal a TPM é focada nas pessoas, usando o equipamento como material
“didático” em seu desenvolvimento. (Manutenção Produtiva Total; Osada Takashi,
Takahashi Yoshikazu; 1993).
Para a Consultoria Advanced TPM é um sistema de gestão abrangente, que
transforma os modelos tradicionais de administração e busca a eliminação contínua das
perdas, obtendo assim a evolução permanente da estrutura empresarial, pelo constante
aperfeiçoamento das pessoas, dos meios de produção e da qualidade dos produtos e
serviços. Vem do inglês “Total Productive Management” ou, em português, Gestão
Produtiva Total. (http://www.advanced-eng.com.br; Advanced Consulting and
Training; 2002).
Segundo Mirshawka e Olmedo (1994): “... assim como TQC - Total Quality
Control - TPM também buscou as siglas iniciais do inglês - Total Productive
Maintenance e objetiva promover a integração da manutenção do sistema produtivo, de
forma total, tanto nos aspectos administrativos como operacionais”.
Fazer TPM significa montar uma estrutura onde haja a participação de todos os
escalões, desde os da alta direção até os operacionais de todos os departamentos, ou
seja, uma nova sistemática de manutenção, com envolvimento de todos. Trata-se da
efetivação de um “Equipament Management”, isto é, a administração das máquinas por
toda a organização. Por hábito, quando se lida com equipamentos tem-se uma pré-
concepção de que é até normal ou natural que eles apresentem defeitos e deixem de
operar.
Esse paradigma, é especialmente combatido pela TPM que procura dar às
pessoas a visão de que um equipamento pode alcançar quebra zero, de que o ambiente
em volta dele pode ser mantido impecável e de que não apenas em sonho, pode-se
pensar em usinas nucleares, plantas petroquímicas, em vôos de avião etc., sem falhas.
Na verdade para se chegar a este estágio, é necessário trabalhar muito mais com as
atitudes do que com a habilitação do pessoal para a manutenção.Em primeiro lugar
deve-se terminar com alguns limites, com algumas linhas divisórias, com alguns mitos
como: “eu opero a máquina e quando ela quebrar você conserta”.
27
A TPM institui uma nova perspectiva sob a qual, sem deixar de preocupar-se
com a qualificação técnica, se procura dar ao pessoal de produção um novo sentido de
propriedade e orgulho no fato do seu equipamento estar funcionando, estar limpo e,
mais importante, com o pessoal tendo plena consciência do porque isto está
acontecendo. Além disso, à medida que se desenvolve a parceria entre o pessoal da
manutenção e o de operação pode-se inclusive detectar os prenúncios de falha e tomar
as devidas ações corretivas de forma pró-ativa.
Os autores Victor Mirshawka e Napoleão L. Olmedo (1994) apresentam em seu
livro “TPM à Moda Brasileira” um manual prático para o pessoal envolvido na
manutenção e para o pessoal de produção, incluindo também gerentes, engenheiros e
supervisores que estiverem conduzindo a implantação da TPM.
Neste livro, o grande alerta é para a enorme resistência à mudança que está
presente em todas as pessoas, apresentando um processo passo a passo, de se conseguir
a mudança, de forma que a TPM possa ser adequada à realidade da sua empresa no
Brasil e, quando implantada, venha a produzir resultados almejados.
Os autores destacam também neste livro alguns problemas que podem surgir no
desenvolvimento do seu próprio programa TPM, por isso mesmo, o livro constitui-se
em um excelente suporte para se conseguir sucesso na implantação da TPM.
3.2 – A ORIGEM DA TPM
A TPM é o resultado do esforço de empresas japonesas em aprimorar a
manutenção preventiva que nasceu nos EUA. Este trabalho iniciou-se por volta de 1950,
com a apresentação e adoção da manutenção preventiva. Dez anos depois o Japão
evoluiu para o sistema de produção. Por volta de 1971, a TPM foi formatado no estilo
japonês através do aperfeiçoamento de técnicas de manutenção preventiva, manutenção
do sistema de produção, prevenção da manutenção e engenharia de confiabilidade.
Após a criação do prêmio PM pelo JIPM – Japanese Institute of Plant
Maintenance, órgão responsável pela veiculação e implementação das atividades no
Japão, a TPM ganhou grande importância nas empresas como uma técnica para buscar
de melhor eficácia no relacionamento homem-máquina. O primeiro prêmio foi
concedido justamente em 1971 à uma empresa integrante do grupo Toyota (Nippon
Denso Co. Ltda). Naquela época, empresas como Nissan, Mazda e seus fornecedores
também introduziram estes conceitos em suas linhas de produção.
28
Ao longo do tempo outras indústrias japonesas, tais como microeletrônica,
máquinas operatrízes, plásticos, filmes, alimentícia, refinarias de óleo, químicas,
farmacêuticas, gás, cimento, papel, siderúrgicas e tintas, também implementaram a
TPM influenciadas pelos resultados obtidos.
A quantidade de empresas que adotam a TPM tem crescido vertiginosamente. À
medida que o tema é difundido em eventos, revistas técnicas, livros e até visitas que
empresas fazem entre si, as adesões vão aumentando em função dos resultados tangíveis
alcançados e devido às transformações que a TPM promove nos aspectos físicos do
ambiente de trabalho e na cultura e habilidade do operador e manutentor.
3.3 – OBJETIVOS BÁSICOS DA TPM
Conforme o Manual do curso de Facilitadores TPM (IMC, 2000), os objetivos
são a melhoria da estrutura empresarial através da melhoria da qualidade do pessoal e
do equipamento, para alcançar a eficiência global do equipamento, a TPM visa a
eliminação das grandes perdas que prejudicam a eficiência do equipamento.
Segundo Osada é imprescindível compreender o gerenciamento orientado para o
equipamento, pois a confiabilidade, a segurança, a manutenção e as características
operacionais da fábrica são elementos decisivos para a qualidade, quantidade e custo.
(Manutenção Produtiva Total; Osada Takashi, Takahashi Yoshikazu; 1993).
Segundo Mirshawka e Olmedo (1994, p. 2-5) os objetivos principais são:
• Garantir a eficiência global das instalações;
• Implementar um programa de manutenção para otimizar o ciclo de vida dos
equipamentos;
• Requerer o apoio dos demais departamentos envolvidos no plano de
elevação
da capacidade instalada;
• Solicitar dados e informações de todos os funcionários
da empresa;
• Incentivar o princípio do trabalho em equipe para consolidar
ações de melhoria contínua, sendo este o grande indicador do sucesso do programa
TPM.
29
A Figura 1 mostra o ciclo de integração do programa TPM, onde o homem, a
máquina e a empresa são fatores determinantes para a aplicação do programa TPM:
Figura 1 – Integração TPM Fonte: Criado pelo Autor
30
3.4 - MODELO ESTRUTURAL DA TPM
É fundamental que qualquer organização esteja preparada, hoje em dia, para
absorver mudanças em seu ambiente e reagir rapidamente, transformando-se
constantemente. Estas transformações compreendem, desde pequenas adaptações num
setor específico da empresa, até uma completa mudança no processo, filosofia, sistema
de gestão, ou atividade produtiva da organização, como um todo.
Levando-se em conta que as transformações são inevitáveis, cabe à empresa
estar preparada para elas através da adoção de um modelo ágil e da criação de uma
infra-estrutura técnica, organizacional e principalmente cultural, para enfrentar as
mudanças constantes.Ela deve ter pessoas preparadas para enfrentar este processo,
dentro do conceito de learning organization (organizações de aprendizagem). As
pessoas chaves dessas empresas devem estar preparadas para reconhecer
antecipadamente barreiras comuns ao processo de transformação e conhecer uma
metodologia de condução do processo de mudanças, de forma a ter um modelo mental
bastante claro para a condução do processo.
Ichak Adizes, especialista mundialmente consagrado da firma de consultoria
Price Waterhouse, em entrevista à HSM Management (1998), diz que a empresa deve
ser mais rápida do que a transformação à sua volta. Segundo ele: “Quem se adapta às
mudanças apenas sobrevive. Para realmente ter sucesso, é preciso bem mais, como ter
capacidade de prever as transformações e agir velozmente além de fazer com que o
maior número de pessoas participe do processo de transformação”.e continua: “Os
executivos mais graduados devem acreditar na mudança, desejá-la e depois fazer com
que toda a companhia participe”. Um estudo da Price Waterhouse, publicado na revista
HSM Management (1998), traz as diretrizes obrigatórias para planejar e implementar o
processo de transformações em uma organização, salientando que : “Um exercício
prático é pensar na maneira como a empresa opera na atualidade. Depois imaginar a que
distância se chegaria se os sonhos virassem realidade. Então, é necessário determinar
como operar com mais êxito no futuro e avaliar criteriosamente os recursos a ser
mudados. A idéia é estreitar o abismo entre o futuro e o presente”.
Conforme consulta na Internet (http://www.advanced-eng.com.br/), O
desenvolvimento das atividades TPM tem início nos equipamentos, o que lhe conferiu o

31
significado de Total Productive Maintenance, ou Manutenção Produtiva Total. Após
algum tempo, geralmente de dois a três anos, a TPM rompe a fronteira dos
equipamentos, tomando conta de todo o setor produtivo, quando passa a ter o
significado de Total Productive Manufacturing, ou Manufatura Produtiva Total. A fase
seguinte é quando o programa alcança o seu real potencial, chegando aos setores
administrativos, passando a ter o seu verdadeiro significado: Total Productive
Management, ou Gestão Produtiva Total.
O fato de iniciar suas atividades junto aos equipamentos criou um entendimento
errado de que TPM é uma forma de melhorar a manutenção dos equipamentos. No
Brasil, a TPM ainda é visto por muitas empresas como sendo apenas mais uma
ferramenta que pode, de alguma forma, melhorar o desempenho do seu setor de
manutenção.
Poucas são as empresas que abriram os olhos para o real significado desse
poderoso sistema de gestão. Na Figura 2 podemos verificar os ciclos de expansão da
TPM.
Figura 2 – Expansão TPM
Fonte: www.advanced-eng.com.br
32
4- OS OITO PILARES DA TPM
A estrutura que fundamenta a implantação, garantindo o sucesso e até mesmo a
sobrevivência de um modelo de gestão voltado para a qualidade e produtividade, deve
estar bem fundamentada. Os pilares da TPM devem ser desenvolvidos em equipes,
coordenadas pelos gerentes ou líder de cada equipe.
A estruturação da TPM deve estar em consonância com a estrutura hierárquica da
empresa. Em muitas empresas, o comitê diretor é formado pelo presidente e respectivos
diretores e os comitês regionais são coordenados por seus gerentes e supervisores.
A melhor maneira de se atingir a metas da TPM é conhecer, analisar e eliminar as
grandes perdas que podem ocorrer na empresa. Acidentes no trabalho, fluxo inadequado
de documentos e limpeza inadequada são alguns exemplos de perdas. Para evitá-las, o
trabalho da TPM é dividido em oito pilares, listados na seqüência:
• Melhorias específicas – ajuda a entender as maiores perdas de cada área ou
equipamento e a implantar melhorias para reduzi-las;
• Manutenção autônoma – envolve e ensina os operadores, por meios de trabalhos nos
equipamentos, a trabalhar em equipe, a conhecer e trabalhar melhor nos
equipamentos. Também ajuda a descobrir deficiências dos equipamentos, através
dos planos de limpeza e inspeções, mostrando onde estão as maiores perdas e,
portanto, o potencial de melhorias. Os dois lemas deste pilar são “do nosso
equipamento nós cuidamos” e “limpeza e inspeção”.
• Manutenção Planejada – tem como objetivo aumentar a eficiência do equipamento,
buscando a quebra zero.
• Manutenção de qualidade – busca zerar o número de defeitos que afetam o
consumidor. A busca desta redução é feita de duas maneiras: prevenindo e
corrigindo os problemas. O grupo de trabalho analisa os defeitos e implanta um
plano de ação para que os problemas não voltem a ocorrer. Para prevenir os defeitos,
o grupo faz um levantamento de pontos do equipamento que poderão gerar defeitos
de qualidade. Estes pontos são chamados de “ponto Q”. Após o levantamento destes
pontos, são implantadas melhorias e controles para evitar novos defeitos.
• Controle inicial – objetiva garantir a melhor performance do equipamento adquirido
através de uma abordagem sistemática de especificação, projeto de feedback ao
projeto e fornecedores.
33
• Educação e treinamento – todo o trabalho de implantação de novas tecnologias
exige mudanças nas pessoas. O treinamento e educação básica são fundamentais.
Esse pilar possibilita aumento de conhecimento, desenvolvimento de habilidades e
as mudanças comportamentais. As duas ferramentas mais importantes são: “matriz
de habilidades” (onde os participantes discutem conhecimentos necessários para
executar funções);e “lição ponto-a-ponto” (que é uma maneira de adquirir e de se
transmitir conhecimentos rápidos aos companheiros de equipe, sobre determinado
assunto específico, com duração de cinco minutos, aproximadamente).
• Meio Ambiente Saúde e segurança – objetiva a prevenção de acidentes. Para isso,
deve ser elaborado um programa de Aplicação dos 5S, treinamento preventivo,
gestão visual e de acompanhamento das providências, assim, esse pilar cumpre o
objetivo de,através dos auditores ambientais, preservar o meio ambiente das
influências negativas que os equipamentos de operação possam trazer.
• Melhoria nos processos administrativos – o objetivo deste pilar é aumentar a
velocidade e principalmente a qualidade das informações que passam por estas
áreas, e eliminar a “papelada” desnecessária.
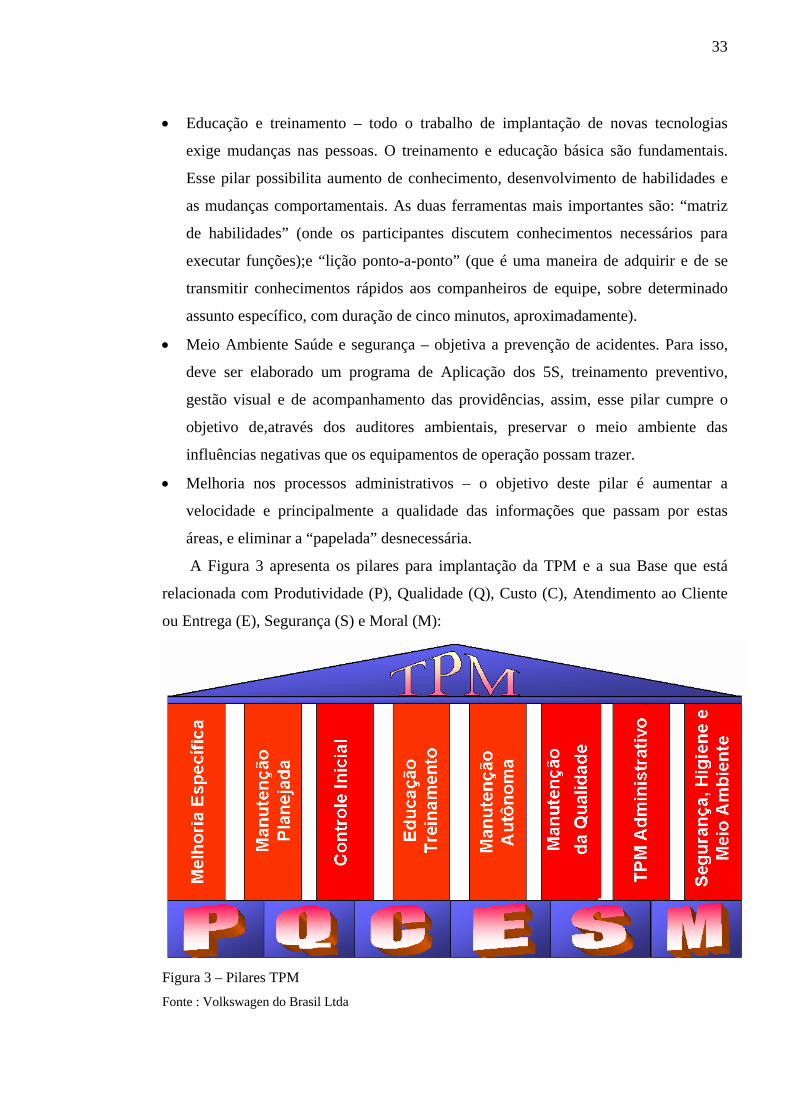
A Figura 3 apresenta os pilares para implantação da TPM e a sua Base que está
relacionada com Produtividade (P), Qualidade (Q), Custo (C), Atendimento ao Cliente
ou Entrega (E), Segurança (S) e Moral (M):
Figura 3 – Pilares TPM Fonte : Volkswagen do Brasil Ltda
34
4.1 – FUNDAMENTOS DA MANUTENÇÃO AUTÔNOMA
Conforme consulta à internet (http://www.advanced-eng.com.br/) Manutenção
Autônoma é o processo de capacitação dos operadores, com o propósito de torná-los
aptos a promover no seu ambiente de trabalho mudanças que garantam altos níveis de
produtividade.
Ao contrário do que muitos pensam, a Manutenção Autônoma não consiste
meramente em cuidar da aparência dos equipamentos, limpando-os e pintando-os
periodicamente, ou ainda, transformando os operadores em eletricistas, instrumentistas
ou mecânicos de manutenção, muito menos, em transformar o pessoal da manutenção
em operadores.
A Manutenção Autônoma está focada no desenvolvimento das habilidades dos
operadores, de forma que os mesmos tenham domínio sobre os seus equipamentos.
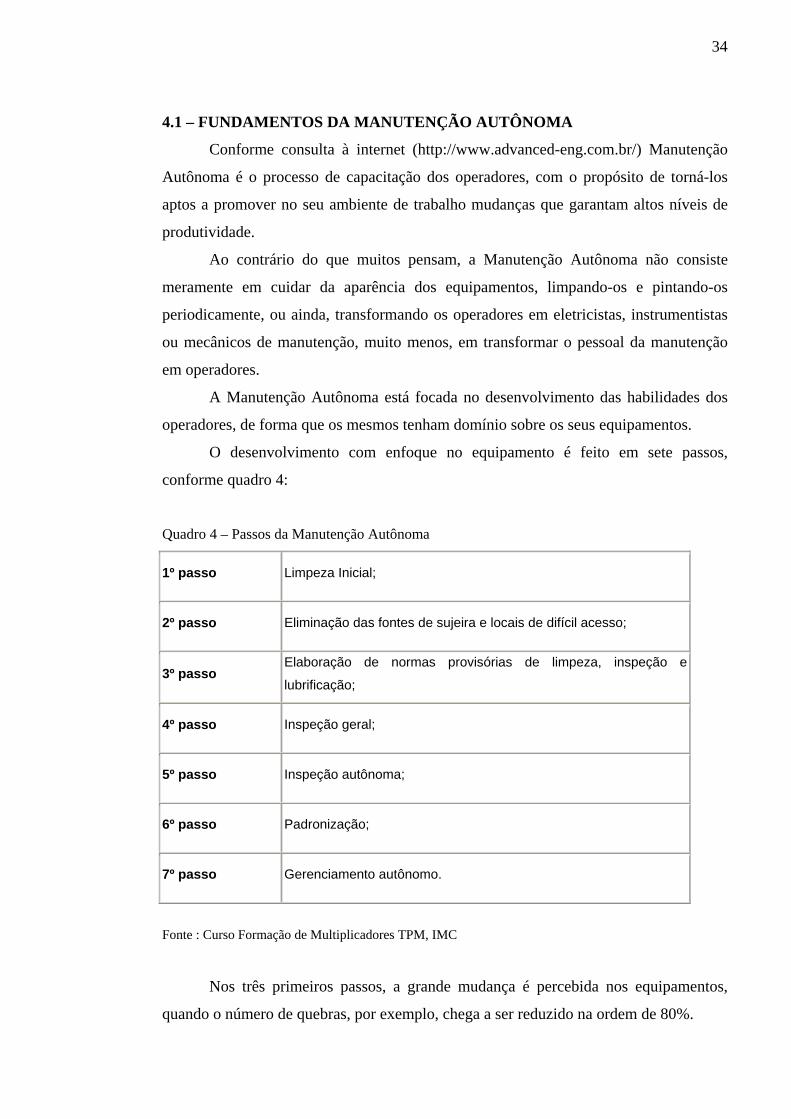
O desenvolvimento com enfoque no equipamento é feito em sete passos,
conforme quadro 4:
Quadro 4 – Passos da Manutenção Autônoma
1º passo Limpeza Inicial;
2º passo Eliminação das fontes de sujeira e locais de difícil acesso;
3º passo Elaboração de normas provisórias de limpeza, inspeção e
lubrificação;
4º passo Inspeção geral;
5º passo Inspeção autônoma;
6º passo Padronização;
7º passo Gerenciamento autônomo.
Fonte : Curso Formação de Multiplicadores TPM, IMC
Nos três primeiros passos, a grande mudança é percebida nos equipamentos,
quando o número de quebras, por exemplo, chega a ser reduzido na ordem de 80%.
35
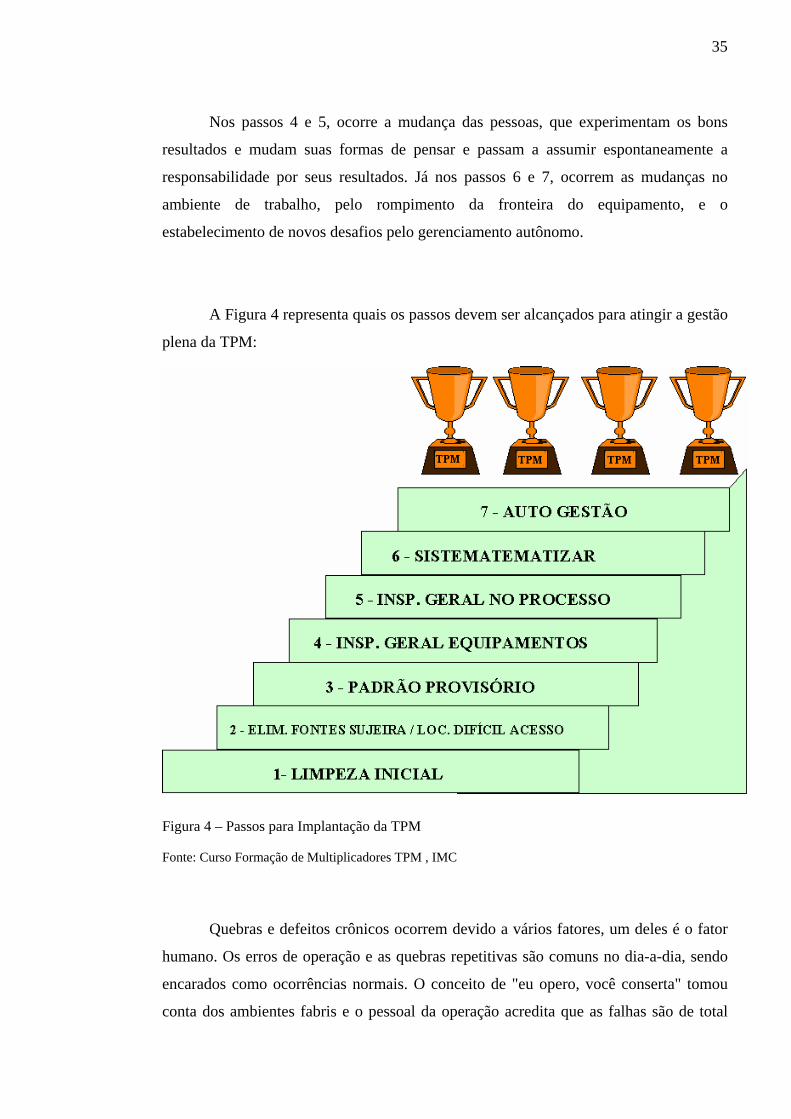
Nos passos 4 e 5, ocorre a mudança das pessoas, que experimentam os bons
resultados e mudam suas formas de pensar e passam a assumir espontaneamente a
responsabilidade por seus resultados. Já nos passos 6 e 7, ocorrem as mudanças no
ambiente de trabalho, pelo rompimento da fronteira do equipamento, e o
estabelecimento de novos desafios pelo gerenciamento autônomo.
A Figura 4 representa quais os passos devem ser alcançados para atingir a gestão
plena da TPM:
Figura 4 – Passos para Implantação da TPM
Fonte: Curso Formação de Multiplicadores TPM , IMC
Quebras e defeitos crônicos ocorrem devido a vários fatores, um deles é o fator
humano. Os erros de operação e as quebras repetitivas são comuns no dia-a-dia, sendo
encarados como ocorrências normais. O conceito de "eu opero, você conserta" tomou
conta dos ambientes fabris e o pessoal da operação acredita que as falhas são de total
36
responsabilidade do pessoal da manutenção. Muitas falhas poderiam ser evitadas se os
operadores desempenhassem tarefas muito simples como limpeza, reaperto de
parafusos, lubrificação e detecção de anomalias.
O TPM busca a cooperação mútua entre os diversos setores da empresa e,
através da Manutenção Autônoma, procura reverter esse quadro.
O desenvolvimento da Manutenção Autônoma implica em mudanças nos papéis
da operação e da manutenção e, conseqüentemente, mudanças nos equipamentos. A
mudança de papéis implica na necessidade de um plano de capacitação da Operação e
Manutenção. A mudança dos equipamentos implica na implementação de um sistema
de controle de perdas e suporte às melhorias que serão implementadas nos
equipamentos.
37
5- MODELOS DE EXEMPLOS PRÁTICOS DE APLICAÇÃO
Várias empresas de renome internacional podem ser citadas como exemplo de
sucesso com a implementação de TPM e que serviram e servem de “benchmarking”
para a divulgação e ampliação do uso deste modelo de gestão.
O Dr. Jacks Roberts (Roberts, 2001) do Departamento de Tecnologia e
Engenharia Industrial da Texas A&M University-Commerce
(htpp://www.tpmonline.com/articles) observa que as empresas, Ford, Eastman,Kodak,
Dana Corp., Allen Bradley, Harley Davidson, são algumas das empresas que têm
implantado TPM com êxito. Conforme relata o autor, todas elas conseguiram um
aumento de produtividade, graças à implantação da TPM. Na Kodak, por exemplo, ele
conta que com um investimento de 5 milhões de dólares, foi conseguido aumentar o
equivalente à 16 milhões de dólares em benefícios de produtividade, diretamente
derivados da TPM.
Em outro exemplo, o autor relata que em uma fábrica de aparelhos domésticos
conseguiu-se a redução do Setup (preparação – troca de ferramentas) através da TPM,
de várias máquinas, de 4 a 6 horas para vinte minutos. Isto equivale a ter disponível, 2 a
3 máquinas a mais, ao valor médio de 1 milhão de dólares cada.
Em algumas divisões da Texas Instruments, comenta o autor, a TPM
proporcionou o aumento de 80% de produtividade. Praticamente, segundo o Dr.
Roberts, todas as empresas acima mencionadas asseguraram haver reduzido o tempo
perdido por falhas nos equipamentos em 50% ou mais, além da redução do inventário e
aumento significativo na pontualidade da entrega, reduzindo também a necessidade de
subcontratar serviços para regularizar a demanda.
Ele coloca ainda que:“... com a competitividade como nunca houve, é
indubitável que a TPM é a diferença entre o êxito e o fracasso para muitas empresas. A
sua eficiência é comprovada não só em plantas industriais, mas também na construção
civil, manutenção de edifícios e várias outras atividades, inclusive vários esportes”.
Um caso de trabalho na área, merece destaque, sendo descrito na seqüência deste
capítulo.

38
5.1 - A TPM NA PIRELLI
Através de consulta na internet (htpp://www.pirelli.com.br), consegue-se
informação a respeito da implantação da TPM na Pirelli, com dados relacionados à
“Introdução e Fase de Expansão”, naquela organização.
No final de 1991, a fábrica turca da Pirelli, em Izmit foi escolhida como a piloto
em que seria desenvolvido o TPM antes do resto do Grupo.
Em meados de 1992, efeitos tangíveis começavam a surgir no resultado final e na
eficiência da fábrica, com um ambiente muito mais limpo. O fator mais significativo
era, entretanto, a redução nas paradas das máquinas,resultante da aplicação da
metodologia TPM.
Segundo a fonte virtual (htpp://www.pirelli.com.br), daquele momento em
diante todas as demais fábricas iniciaram o processo: a Pirelli agora inclui praticamente
todas as suas fábricas no programa TPM. Graças à TPM, os processos produtivos da
Pirelli melhoraram, e demonstram níveis extremamente avançados de eficiência. A
Qualidade e a Uniformidade não são mais variáveis críticas, mas grandezas concretas
que caracterizam os produtos Pirelli em todo o mundo.
Nas fábricas da Pirelli a TPM trabalha para melhorar três principais áreas:
Recursos Humanos, Ambiente de Trabalho e Equipamentos.
De acordo com a fonte de informação (htpp://www.pirelli.com.br), a Pirelli
teve muito de seu crescimento graças aos recursos humanos. Segundo ela, as pessoas
que fazem o trabalho são os recursos essenciais de qualquer empresa. Recursos que
devem ser administrados coerentemente pois são a força guia por trás de todas as
atividades. A principal confiança para o alcance dos objetivos vem do envolvimento, da
motivação, da responsabilidade e das habilidades de toda a força de trabalho. A fonte
conclui que,os resultados quantitativos atingidos através da filosofia da TPM no chão de
fábrica pode ser precisamente medido: melhora generalizada na eficiência do
maquinário, produtos com qualidade, acidentes reduzidos, crescimento da capacidade
profissional. Entretanto, há mais na TPM do que estatísticas. A filosofia tem um efeito
positivo nos métodos de trabalho e no espírito de equipe, vital para uma empresa
competitiva.
O Prêmio TPM, já citado anteriormente, é o mais prestigiado prêmio de
Qualidade Industrial do Japão e é entregue anualmente no JIPM.
39
A fábrica de lzmit, vencedora do prêmio em 1994, foi a segunda fábrica
ocidental (após a Volvo) a receber o Prêmio TPM desde sua criação em 1971.
Em 1995 outras duas fábricas (Manresa e Carlisle) foram premiadas com o
Prêmio TPM. Em 1996 a fábrica de pneus de Santo André foi também premiada. A
fábrica de Campinas foi premiada em 1997.
A Figura 5 apresenta uma foto de prêmio TPM recebido pela Pirelli do Brasil:
Figura 5 – Prêmio TPM Fonte: www.pirelli.com.br
40
6 - PROPOSTA DE UM MODELO INICIAL PARA APLICAÇÃO PRÁTICA
Baseado na teoria apresentada nesta monografia e em exemplos práticos
observados em áreas de Manutenção e Produção, onde foram coletados informações
referente à processos de implantação de TPM, propõe-se um modelo inicial para
aplicação da TPM nas “máquinas apertadeiras elétricas”. O objetivo deste capítulo não
está em definir o certo ou errado, mesmo porque todo trabalho descreve um teoria
comprovadamente funcional, no entanto a fase mais complexa e determinante da
implantação da TPM está na preparação inicial e o primeiro passo, por isso, relaciono
com a teoria um modelo prático para esta fase inicial aplicável ao cotidiano de um dos
“gargalos” da área de Montagem Final da Volkswagen do Brasil – Taubaté.
6.1 – STATUS DA IMPLANTAÇÃO DA TPM NA MONTAGEM FINAL;
Antes de apresentar o modelo proposto, buscou-se obter maiores informações
sobre o processo de implantação da TPM na área.
Atualmente a TPM é uma técnica incorporada no Sistema de Produção da
Volkswagen do Brasil, sendo um módulo que possui um acompanhamento diferenciado
devido à necessidade de um período maior para implantação. Na fábrica existe uma
Secretaria Geral e em cada área existe um coordenador, sendo este o responsável em
planejar e executar o planejamento das atividades TPM na área.
A implantação da TPM vem sendo desenvolvida em um equipamento que foi
considerado o principal gargalo, ou seja o equipamento que possui os mais altos índices
de perda, que são as Alinhadoras de Rodas, localizadas na Célula Pneus. Estes
equipamentos foram considerados Críticos em função da necessidade de otimização da
Produtividade e Qualidade deste Processo.
Os equipamentos desta Célula são considerados os “Pilotos” no processo de
Implantação de TPM na área de Montagem Final. Tendo a TPM iniciado em solenidade
com a presença da gerência da fábrica em Fevereiro de 2001.
Desde a implantação os resultados da evolução da TPM na área são verificados
através de indicadores de apelo visual, que buscam apresentar à todos o processo de
Implantação da TPM.

41
O Processo de controle visual inicia-se pelo controle de cartões conforme
apresentado na Figura 6:
Figura 6 – Controle Mensal de Cartões Fonte : Volkswagen do Brasil Ltda
42
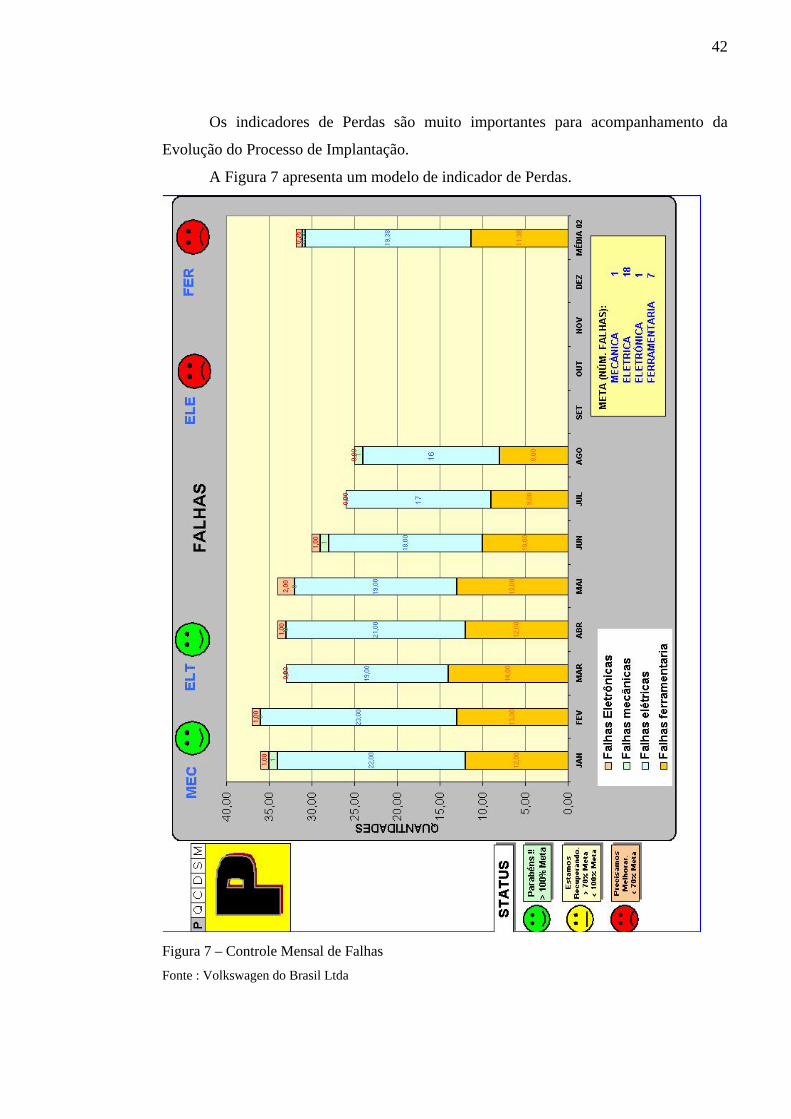
Os indicadores de Perdas são muito importantes para acompanhamento da
Evolução do Processo de Implantação.
A Figura 7 apresenta um modelo de indicador de Perdas.
Figura 7 – Controle Mensal de Falhas Fonte : Volkswagen do Brasil Ltda

43
6.2 – DESCRIÇÃO DAS MÁQUINAS APERTADEIRAS ELÉTRICAS;
A linha de Montagem Final é, como o próprio nome diz, uma área de montagem
de partes. Para unir estas diversas partes existem vários meios e para cada meio,
processos diferentes que visam o mesmo objetivo: partes unidas dentro de uma
especificação. Para avaliar se a qualidade está sendo obtida é necessário que sejam
feitas medidas. Nessas união de partes o importante é a força de junção entre elas, que
evitará separação, vibração, ruídos, trincas e amassamentos. Entre os meios de aperto e
união de partes temos um exemplo atualmente muito utilizado na planta Taubaté que
são as máquinas rotativas à bateria. Estas máquinas possuem um motor elétrico de baixa
voltagem (corrente contínua) alimentadas por baterias de NiCd – 12v. Estas máquinas
são versáteis, leves e de fácil utilização, no entanto a qualidade dos apertos e
funcionamento destas ferramentas são ineficientes se não houver uma rotina diária de
verificação destas ferramentas pelos usuários e pela manutenção.
A Figura 8 apresenta uma imagem da apertadeira Delvo, modelo
DLV1171AKE:
Figura 8 – Máquina Apertadeira à Bateria Fonte : Volkswagen do Brasil Ltda
Atualmente estas máquinas ficam nas Células de Produção, não estando definido
a operação que cada máquina deve realizar. Estas máquinas e as baterias ficam alocadas
em armários e no início do turno, cada operador retira uma máquina para uso. Quando
44
esta máquina apresenta qualquer defeito, elas são enviadas para manutenção, que após a
realização do conserto devolve a ferramenta para a Célula. A durabilidade média do
conserto destas ferramentas gira em torno de sessenta dias, e muitos usuários reclamam
do sistema atual.Nestas condições foram observados os seguintes fatores:
• A durabilidade da máquina em operações que demandam maior esforço e
exigem excessivamente de componentes mecânicos das ferramentas atingem em
média um mês;
• Faltam Ferramentas – Os usuários permitem acúmulos de máquinas na área, em
função da quantidade elevada, e somente encaminha as máquinas para
manutenção quando este “estoque” está no limite.
• Perdas e Danos – As máquinas não são devidamente utilizadas, sendo deixadas
no posto de trabalho, mal armazenadas durante e após a utilização, existindo
casos de furtos das máquinas em melhores condições;
• O custo de manutenção é muito alto em função do representante utilizar peças
importadas e não oferecer como alternativa a nacionalização dos componentes;
• A durabilidade do conserto é baixa e constante, sendo aplicado apenas
manutenção corretiva, ou seja o conserto somente é executado quando a
máquina falha, não existindo a realização de manutenção preventiva;
A título experimental, foram divididas estas máquinas, passando cada operador a
utilizar seu equipamento, guardando a máquina em seus armários pessoais, obtendo-se
uma performance superior em relação à durabilidade, no entanto trazendo outros
problemas:
• Falta de ferramentas- As ferramentas ficavam trancadas, em função de ausência
dos usuários;
• Perdas e danos – Existiram casos de furtos e desaparecimentos de ferramentas e
adulteração de numeração de controles;
• Perdas quanto utilização do Ativo – As máquinas estavam sendo utilizadas
apenas em um turno de produção, permanecendo ociosa durante 2/3 do tempo
produtivo, além das condições de armazenamento inadequadas para estas
máquinas.
Neste contexto, considero aplicável uma rotina baseada nos conceitos TPM,
organizando o fluxo atual, para maximizar o funcionamento destas máquinas.
45
6.3 – APLICAÇÃO DO PRIMEIRO PASSO DA TPM
Para o caso descrito, antes de qualquer trabalho específico com o usuário ou com
a manutenção, é extremamente necessário um planejamento voltado para as condições
atuais, sem pensar momentaneamente em investimentos ou soluções que envolvam
custos.
O primeiro passo, antes de iniciar qualquer trabalho focado em TPM, é
necessário levantar a situação atual, e através de um relatório específico envolver
lideranças, engenharias e gerências. No caso, por exemplo, deveria ser feito o seguinte
Estudo:
• Quantidade de máquinas atuais;
• Operações que utilizam estas máquinas;
• Quantidade de usuários;
• Condições atuais destas máquinas;
• Avaliação do nível de conhecimento dos usuários em relação às máquinas;
• Registro fotográfico da situação atual destas máquinas;
• Avaliação de local para armazenamento destas ferramentas;
• Verificação do nível de conhecimento dos manutentores;
• Analisar propostas de atividades para evitar depreciação dos equipamentos;
• Avaliação das perdas por avarias e tempo ocioso;
• Definição do tempo de vida útil do equipamento
Após a emissão deste relatório, deve ser envolvido lideranças e gerências de
Produção e Manutenção para definição da estratégia de implementação e definir o
planejamento para implantação da TPM na Célula.
46
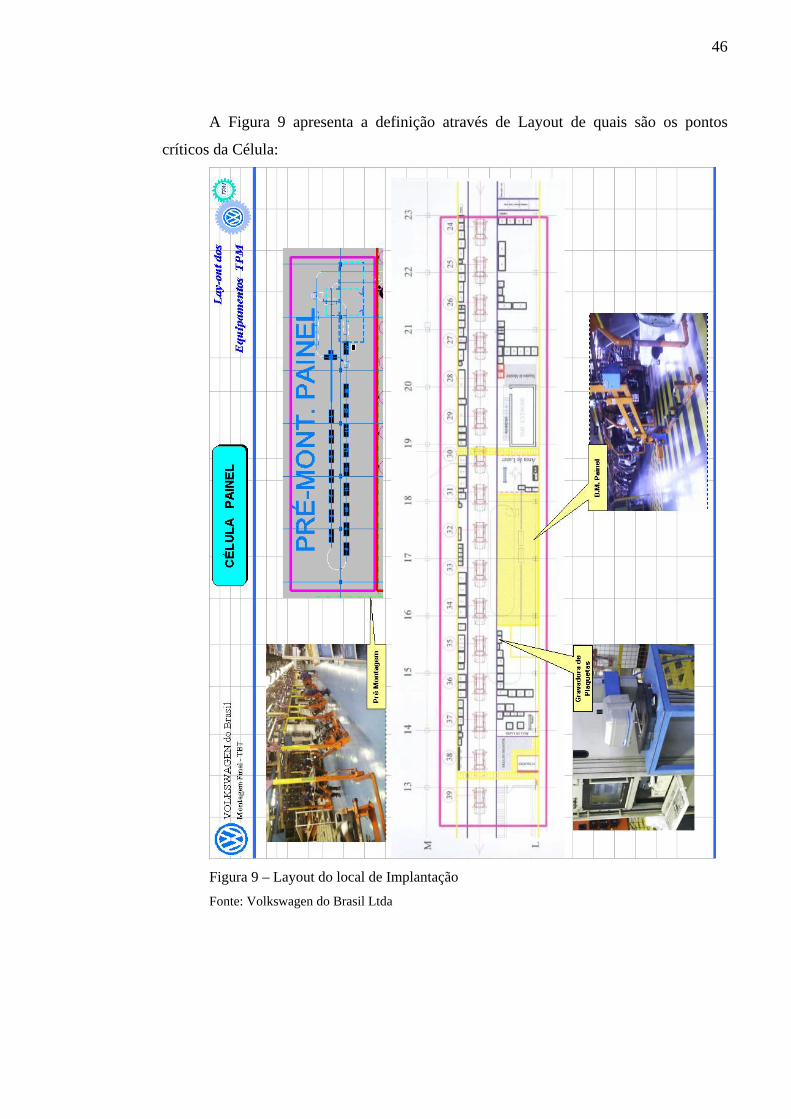
A Figura 9 apresenta a definição através de Layout de quais são os pontos
críticos da Célula:
Figura 9 – Layout do local de Implantação Fonte: Volkswagen do Brasil Ltda
47
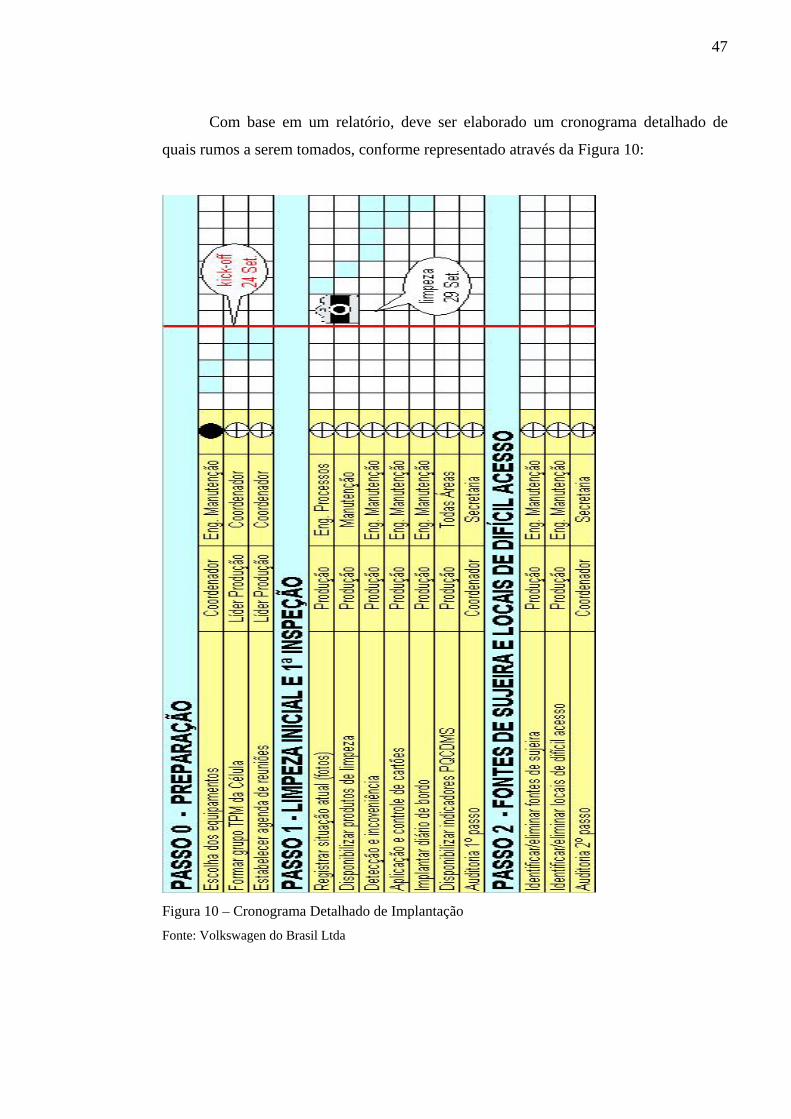
Com base em um relatório, deve ser elaborado um cronograma detalhado de
quais rumos a serem tomados, conforme representado através da Figura 10:
Figura 10 – Cronograma Detalhado de Implantação Fonte: Volkswagen do Brasil Ltda

48
6.4 – TREINAMENTO TPM
Uma das fases mais importantes na implantação do Programa está em fazer com
que todas pessoas conheçam o conceito, isto exige maior esforço da equipe pois é
extremante necessário um treinamento específico para utilização do equipamento e
outro mais abrangente demonstrando a importância e definições sobre TPM.
A Figura 11 representa a situação geral da Montagem Final, onde cada Célula
disponibiliza um colaborador, sendo dois destes representantes, pessoas com habilidade
para multiplicar conhecimentos (Células 3 e 4). Excluindo os membros das Células 03 e
04, temos um grupo formado para complementar os membros da célula programada a
participar de treinamentos relacionados com TPM ou habilitação para atividades de
Manutenção.
Conforme demonstrado na Figura 11, todas pessoas multifuncionais são
enviadas para a célula em treinamento, para executar atividades dos membros da Célula
planejada que estão programados para treinamento com os instrutores das Células 03 e
04.
Figura 11 – Estrutura de Treinamento Fonte: Elaborado pelo Autor
49
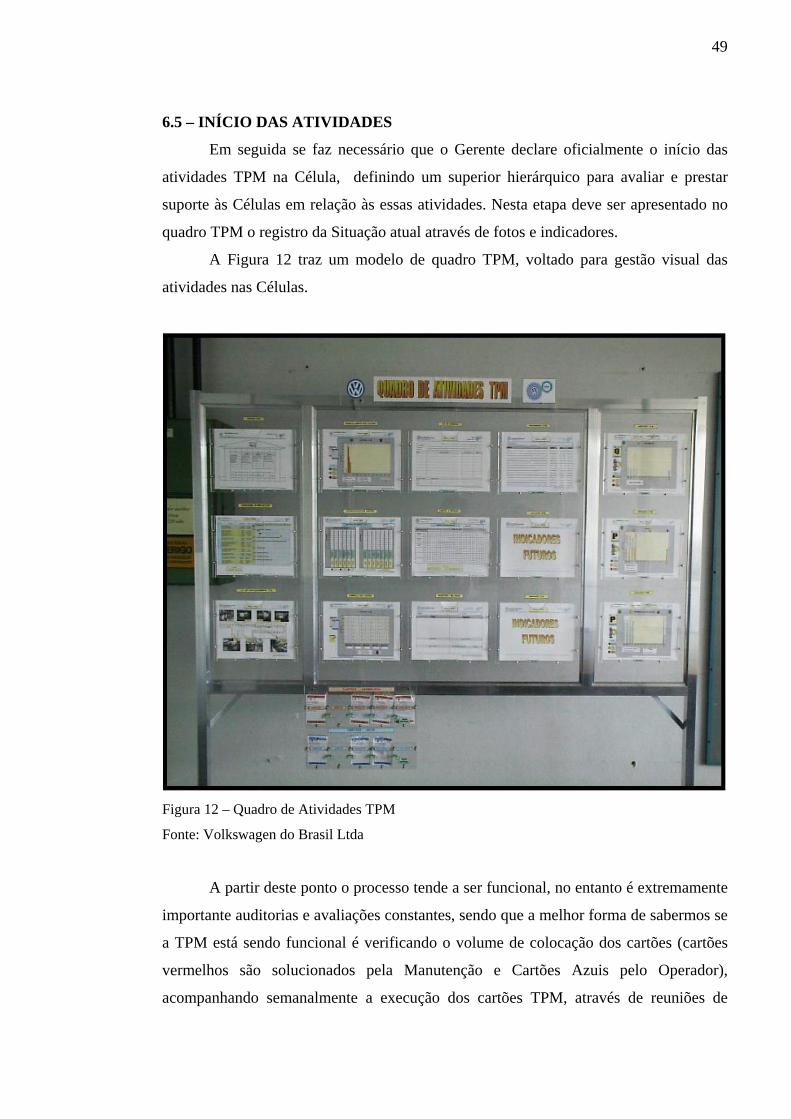
6.5 – INÍCIO DAS ATIVIDADES
Em seguida se faz necessário que o Gerente declare oficialmente o início das
atividades TPM na Célula, definindo um superior hierárquico para avaliar e prestar
suporte às Células em relação às essas atividades. Nesta etapa deve ser apresentado no
quadro TPM o registro da Situação atual através de fotos e indicadores.
A Figura 12 traz um modelo de quadro TPM, voltado para gestão visual das
atividades nas Células.
Figura 12 – Quadro de Atividades TPM
Fonte: Volkswagen do Brasil Ltda
A partir deste ponto o processo tende a ser funcional, no entanto é extremamente
importante auditorias e avaliações constantes, sendo que a melhor forma de sabermos se
a TPM está sendo funcional é verificando o volume de colocação dos cartões (cartões
vermelhos são solucionados pela Manutenção e Cartões Azuis pelo Operador),
acompanhando semanalmente a execução dos cartões TPM, através de reuniões de
50
grupos integrados com componentes da manutenção, Engenharia e Produção ou ainda
evidenciando se estão sendo realizada as limpezas e pequenos reparos nos
equipamentos.
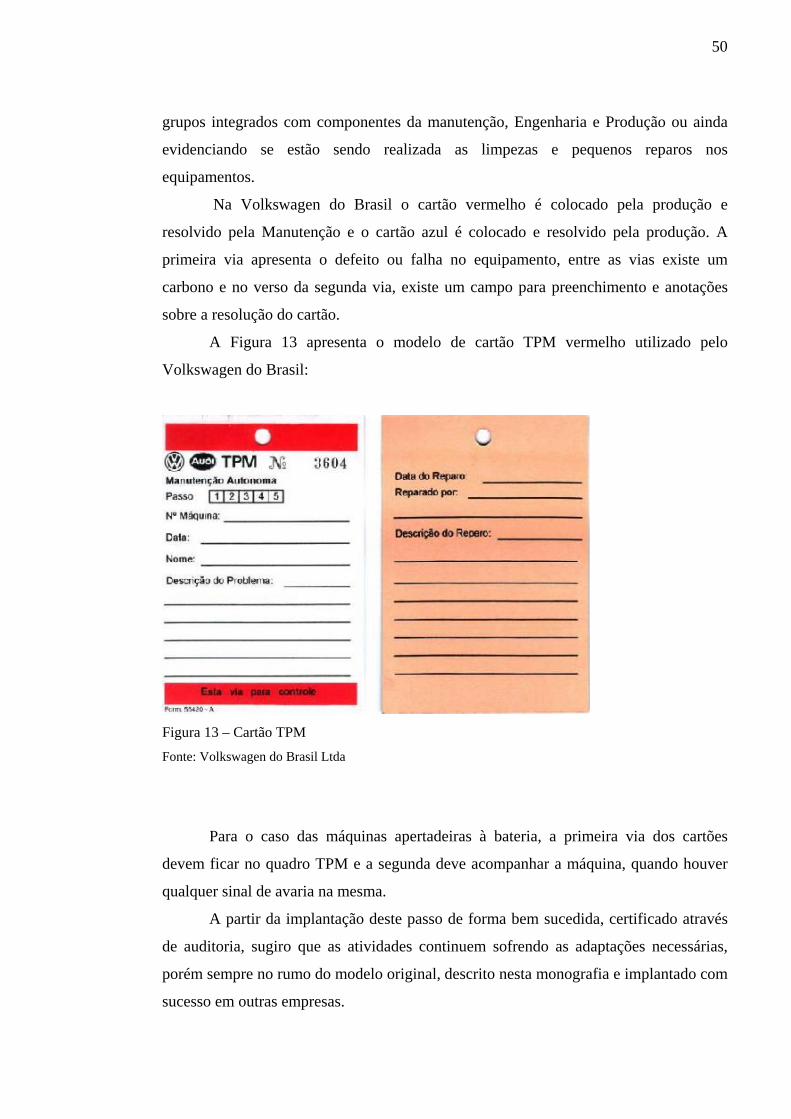
Na Volkswagen do Brasil o cartão vermelho é colocado pela produção e
resolvido pela Manutenção e o cartão azul é colocado e resolvido pela produção. A
primeira via apresenta o defeito ou falha no equipamento, entre as vias existe um
carbono e no verso da segunda via, existe um campo para preenchimento e anotações
sobre a resolução do cartão.
A Figura 13 apresenta o modelo de cartão TPM vermelho utilizado pelo
Volkswagen do Brasil:
Figura 13 – Cartão TPM Fonte: Volkswagen do Brasil Ltda
Para o caso das máquinas apertadeiras à bateria, a primeira via dos cartões
devem ficar no quadro TPM e a segunda deve acompanhar a máquina, quando houver
qualquer sinal de avaria na mesma.
A partir da implantação deste passo de forma bem sucedida, certificado através
de auditoria, sugiro que as atividades continuem sofrendo as adaptações necessárias,
porém sempre no rumo do modelo original, descrito nesta monografia e implantado com
sucesso em outras empresas.
51
7 - CONCLUSÃO
A TPM está entre os métodos mais eficazes para transformar uma fábrica em
uma operação com gerenciamento orientado para o equipamento, coerente com as
mudanças da sociedade.
A exigência principal para essa transformação é que todos voltem sua atenção a
todos componentes da fábrica, reconhecendo a importância e valor do gerenciamento
orientado para o equipamento, pois a confiabilidade, segurança e manutenção são
fatores decisivos para a qualidade, quantidade e custo.
Conforme apresentado no caso, a Volkswagen possui um modelo bem planejado
de implantação e com as devidas adequações pode trazer resultados significativos. A
TPM nas Alinhadoras encontra-se em um estágio mais avançado e pode vir a ser
utilizado como um Benchmarking no processo de Implantação proposto , ou seja,
aplicar a experiência adquirida pode ser empregada neste grande potencial que são as
máquinas apertadeiras à bateria, sendo capaz de inserir em todos colaboradores uma
mudança conceitual, otimizando o funcionamento destas ferramentas.
O simples conhecimento das etapas de implantação não é suficiente para a
obtenção do sucesso. Alguns fatores são determinantes para que a tentativa da
implantação não seja esbarrada em dificuldades já conhecidas:
-Como foi abordado, a fase preparatória para a TPM consiste em realizar o
treinamento introdutório em TPM para todos os níveis da empresa e os setores
envolvidos com a implantação. Além dos conceitos básicos de TPM, devem ser
apresentados os motivos pela implantação.
-Dependendo da amplitude inicial que seja dar à TPM, vários setores terão uma
participação direta nas ações e resultados, principalmente Produção, Manutenção,
Engenharias de Projeto e de Processo, Recursos Humanos, Segurança e Medicina do
Trabalho, Meio Ambiente, Logística e Finanças.
-As atividades da Manutenção Autônoma constituem parte do próprio trabalho
diferindo das outras atividades autônomas executadas nos horários disponíveis e livres.
Portanto, a Manutenção Autônoma deverá ser executada dentro do próprio horário de
trabalho.
-O aprendizado com a Manutenção Autônoma se dá pela própria prática, por isto
que ela é desenvolvida em sete passos que possibilitam um gradativo aprendizado das
novas atividades do operador e um maior entendimento entre a Produção e a
52
Manutenção. Este aprendizado é um fator de grande motivação para ambos, pois os
operadores se sentem profissionais mais completos e os manutentores profissionais cada
vez mais especializados.
-Propiciar um treinamento apropriado para que cada uma das metas a cada
estágio da evolução possa ser efetivamente alcançada, respeitando as características e
conhecimento de cada operador.
-Apesar da necessidade de se avaliar os resultados práticos, o aprendizado com a
Manutenção Autônoma é o mais importante, pois o operador vai descobrindo ao longo
do tempo o seu verdadeiro potencial.
-Os padrões de referência para limpeza, lubrificação, inspeção, mudança de
linha, operação, organização, ordem e asseio devem ser definidos pelo próprio grupo.
Este autodomínio é importante para o desenvolvimento da autodisciplina visando o
autocontrole.
Concluo que a TPM deve ser implementado nas Células Produtivas da
Volkswagen, para que se torne uma fonte de melhorias contínuas, aprimore os recursos
humanos e desenvolva os funcionários e liderança.
53
8 – REFERÊNCIAS BIBLIOGRÁFICAS
• ADVANCED, Consulting and Training. “TPM – Manutenção Produtiva Total –
Definição e Etapas”. (on line). Disponível na Web: http://www.advanced-
eng.com.br;200).
• CURSO DE FACILITADORES TPM, São Paulo. Material de consulta elaborado
por JIPM (Japan Institute of Plant Maintenance) + IMC International, 02/2000.
• CURSO DE MANUTENÇÃO AUTÔNOMA, São Paulo. Material de consulta
elaborado por JIPM (Japan Institute of Plant Maintenance) + IMC International.
• KOTTER, John P. “Oito erros fatais”. HSM Management . Dossiê, ano 2, número
11, p. 70, novembro 1998.
• MEYERSON, Mort. “Eu mudei”. HSM Management. Alta gerência, Ano 1,
número 6, p. 34, janeiro-fevereiro 1998.
• MIRSHAWKA, Victor, OLMEDO, Napoleão L. TPM À Moda Brasileira. São
Paulo: Makron Books, 1994. p. 2 – 22.
• QUERNE, Jorge Luís de Souza, Fatores de Competividade na manufatura,
monografia de MBA em Gerência de Produção e Tecnologia, Universidade de
Taubaté, 2001. 73 p.
• RIBEIRO, A., Manutenção Autônoma, o resgate ao chão de fábrica, São Paulo:
Abraman 1995, 150p.
• ROBERTS, Jack. “A Manutenção Produtiva Total – sua Definição e História”.
(on line) 2001. Disponível na Web: http://www.tpmonline.com/articles
• SHINGO, Shigeo. O Sistema Toyota de Produção – Do ponto de vista da
engenharia de produção. Porto Alegre: Bookmann, 1996a. 294p.
• TPM AO REDOR DO MUNDO PIRELLI. Informações sobre implantação da
TPM na Pirelli. (on line) 08/03/2001. Disponível na Web:
htpp://www.pirelli.com.br.
• TPM EM EMPRESAS DIVERSAS. Informações sobre a implantação de TPM
em empresas diversas. (on line) 09/12/2000. Disponível na Web:
htpp://www.imci.com.br.
• TAKAHASHI, Yoshikazu, OSADA, Takashi. Manutenção Produtiva Total. São
Paulo: Instituto IMAN, 1993. 322 p.

54
• XENOS, Harilaus G. Gerenciando a Manutenção produtiva. O caminho para
eliminar falhas nos equipamentos e aumentar a produtividade. Belo
Horizonte:Editora de Desenvolvimento Gerencial, 1998, p. 295.
• WOMACK, James P., Jones, Daniel T. A mentalidade enxuta nas empresas:
elimine o desperdício e crie riqueza. Rio de Janeiro: Campus, 1998. 448 p.

55
Autorizo copia total ou parcial desta obra, apenas para fins de estudo e pesquisa, sendo expressamente
vedado qualquer tipo de reprodução para fins comerciais sem previa autorização especifica do autor.
Wilton P. Maia
Taubaté, janeiro/2003.


















