O PROBLEMA DE SEQUENCIAMENTO DA …abepro.org.br/biblioteca/TN_STO_211_250_27727.pdf · Wagner...
14
O PROBLEMA DE SEQUENCIAMENTO DA PRODUÇÃO EM UM AMBIENTE FLOWSHOP COM LINHAS SEMI- PARALELAS E OPERAÇÃO DE SINCRONIZAÇÃO FINAL Irce Fernandes Gomes Guimaraes (UFOP) [email protected] Mauricio Cardoso de Souza (UFMG) [email protected] Farouk Yalaoui (UTT) [email protected] Este artigo aborda uma variante do problema de sequenciamento flowshop centrado em uma indústria de material electro-eletrônico. O ambiente em estudo consiste de uma linha de montagem constituída por duas semi-linhas e uma operação de sincronização. As semi-linhas têm funcionamento paralelo e fornecem semi-produtos para a operação de sincronização, que finaliza a atividade de fabricação unindo os semi-produtos. A decisão deste problema consiste em obter a programação das tarefas de forma a otimizar o makespan. Foram propostos um modelo de programação linear inteira mista e variantes da heurística de NEH. Experimentos computacionais preliminares foram realizados em instâncias de problemas benchmarking da literatura para o problema de flowshop. Palavras-chave: Sequenciamento da produção, programação linear, heurística NEH XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
Transcript of O PROBLEMA DE SEQUENCIAMENTO DA …abepro.org.br/biblioteca/TN_STO_211_250_27727.pdf · Wagner...

O PROBLEMA DE SEQUENCIAMENTO
DA PRODUÇÃO EM UM AMBIENTE
FLOWSHOP COM LINHAS SEMI-
PARALELAS E OPERAÇÃO DE
SINCRONIZAÇÃO FINAL
Irce Fernandes Gomes Guimaraes (UFOP)
Mauricio Cardoso de Souza (UFMG)
Farouk Yalaoui (UTT)
Este artigo aborda uma variante do problema de sequenciamento
flowshop centrado em uma indústria de material electro-eletrônico. O
ambiente em estudo consiste de uma linha de montagem constituída
por duas semi-linhas e uma operação de sincronização. As semi-linhas
têm funcionamento paralelo e fornecem semi-produtos para a
operação de sincronização, que finaliza a atividade de fabricação
unindo os semi-produtos. A decisão deste problema consiste em obter a
programação das tarefas de forma a otimizar o makespan. Foram
propostos um modelo de programação linear inteira mista e variantes
da heurística de NEH. Experimentos computacionais preliminares
foram realizados em instâncias de problemas benchmarking da
literatura para o problema de flowshop.
Palavras-chave: Sequenciamento da produção, programação linear,
heurística NEH
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
Diferentes modelos de planejamentos e de sequenciamento em manufatura são focos de
estudos científicos, visando garantir um bom desempenho da produção de produto e serviço.
Neste sentido, pode-se dizer que a programação da produção é uma das principais atividades
em um sistema produtivo e é considerado por alguns pesquisadores um campo amplo e
diversificado. Segundo Cheng et al. (2001), esta atividade pode ser definida genericamente
como a alocação de recursos disponíveis para a execução de tarefas em um horizonte de
tempo. Consiste em desenvolver modelos que auxiliem na escolha de melhores soluções de
programação, com vistas a otimizar o fluxo de trabalho através do sistema. Geralmente, estes
modelos objetivam eliminar os gargalos e ajustar as prioridades das etapas, observando as
perdas e sobrecargas entre os centros de produção e ocupação da mão de obra. Para tal
atividade, é necessário determinar o momento de iniciar e terminar cada tarefa e verificar a
melhor utilização dos recursos, onde geralmente procura-se otimizar uma determinada medida
de desempenho. Onwubolu (2002) apresenta diferentes critérios de otimização para o
sequenciamento, os critérios mais comuns são aqueles que minimizam: o máximo fluxo,
atraso de entrega, tempo ocioso dos equipamentos, tempo de setup. Neste sentido, alguns
modelos de planejamentos e de sequenciamento em manufatura são apresentados para
resolver problemas de planejamento de projetos, sequenciamento em sistema flexível de
montagem, sequenciamento de lote econômico, planejamento e sequenciamento na cadeia de
suprimento e sequenciamento de máquinas em ambientes openshop, flowshop e jobshop.
Na literatura existem várias revisões para o problema de sequenciamento flowshop (por
exemplo Framinan et.al (2004) , Ruiz e Maroto (2005) e Gupta e Stafford (2006). Em
Chakraborty e Laha (2007) uma heurística determinística para a solução do problema de
sequenciamento flowshop em n-tarefas, m-máquina baseada na heurística de NEH foi
analisada para minimizar o makespan. Ruiz e Maroto (2005) compara a evolução dos
métodos de resolução do problema de flowshop permutacional com critério de makespan
usando 25 heurísticas e metaheurísticas diferentes. Taillard (1990) mostra a superioridade do
algoritmo de NEH comparando alguns métodos heurísticos para resolver o problema de
sequenciamento flowshop. E finalmente, Kalczynski e Kamburowski (2007) aborda a questão
da competitividade de outros métodos com a heurística NEH, eles fazem uma análise
aprofundada da heurística de NEH observando a otimização, a melhora e o desempenho
geral.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
Neste artigo é apresentado um estudo de uma variante do problema de flowshop motivado por
uma aplicação prática de sequenciamento da produção em uma linha de soldagem de uma
indústria de material eletro-eletrônico. Os métodos para resolução utilizam modelagem em
programação inteira e variantes da heurística NEH. O restante deste artigo está organizado
como segue. Na seção 2 apresenta-se uma breve descrição sobre flowshop. Na seção 3
apresenta-se o modelo em estudo. Os métodos de resolução são descritos nas seções 4 e 5. Na
seção 6 mostra-se os experimentos computacionais preliminares obtidos. E finalmente, as
considerações finais são apresentadas na seção 7.
2. O problema flowshop
O problema clássico de sequenciamento de tarefas em um ambiente de produção flowshop
consiste em organizar o processamento de n tarefas em um conjunto de m máquinas distintas,
configuradas em série. A principal característica deste problema é que as tarefas devem ter a
mesma sequência tecnológica sendo que, cada tarefa tem um tempo de operação específico
em cada uma das máquinas (GUPTA (1988)). A resolução consiste em determinar dentre as
sequências possíveis, aquela que otimiza uma determinada medida de desempenho. Neste
caso é possível encontrar a solução ótima em tempo polinomial quando o número de
máquinas é igual a 2 (m=2), porém para m > 2 o problema é conhecido como NP-completo.
Em geral, (n!)m sequências são consideradas, mas para esse caso específico são consideradas
n! sequências possíveis. (RUIZ e MAROTO (2005)) As mais utilizadas consistem na
minimização da duração total da programação ou minimização do tempo médio de fluxo.
Alguns estudos desenvolvidos nesta área de pesquisa utilizam técnicas exatas como
programação matemática para resolver esse problema. Exemplos que podem ser citados são
o estudo apresentado por Wagner (1959) que propôs um modelo de programação linear inteira
mista para o problema de sequenciamento de tarefas em um ambiente flowshop
permutacional. Stafford (1988) que desenvolveu um modelo de programação linear inteira
mista (PLIM) para o problema flowshop scheduling padrão com base em um modelo de
Wagner (1959). Manne (1960) que empregou variáveis binárias inteiras para expressar a
relação entre as restrições de não interferência para máquinas individuais. Pan (1997) que
comparou cinco modelos matemáticos de programação inteira para os problemas jobshop e
flowshop observando a performance e a quantidade de variáveis que foram utilizadas em cada
modelo. E Ronconi et al. (2012) que utilizou formulações de programação linear inteira mista
para minimizar o adiantamento e o atraso total das tarefas avaliando, em termos de custo

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
computacional, o problema flowshop com buffer ilimitado e buffer zero. Além destes estudos
existem outros que propõem métodos exatos para a resolução de problemas flowshop. No
entanto, devido a complexidade computacional, os métodos exatos geralmente levam muito
tempo de CPU para resolver um problema com grande número de tarefas. Para resolver
maiores instâncias muitos estudos apresentam, como alternativa, o uso de heurísticas para
encontrar soluções razoáveis. Algumas delas são o algoritmo de Campbell et al. (1970), NEH
(Nawaz, Enscore e Ham (1983)). Das citadas a mais encontrada para resolução de problemas
flowshop com o objetivo de minimizar o makespan é a heurística de NEH. Para Kalczynski e
Kamburowski (2007) essa é considerada a melhor heurística para resolver o problema de
flowshop permutacional. Segundo Rad et al. (2009), esta heurística tem como pressuposto que
uma tarefa com um tempo de processamento total elevado em todas as máquinas, deve
receber maior prioridade em relação aos que tem tempo de processamento total baixo. Ela
constrói a sequência final adicionando a cada passo uma nova tarefa e encontrando a melhor
solução parcial. Um exemplo é mostrado em Pan et al. (2011) que apresentou a resolução do
problema de sequenciamento em um ambiente flowshop, com buffer zero. Foram analisadas
para a resolução, heurísticas que explorassem características específicas do problema e que
pudessem encontrar boas soluções com esforços computacionais menores, sendo uma delas a
heurísticas de enumeração de Nawaz-Enscore-Ham (NEH). Outro exemplo é o estudo de
Allaoui e Artiba (2006) que investigou o problema de sequenciamento flowshop híbrido de
dois estágios com apenas uma máquina no primeiro estágio, e m máquinas no segundo estágio
com o objetivo de minimizar o makespan.
3. O modelo flowshop com linha semi-paralela e operação de sincronização final
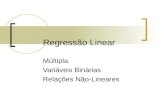
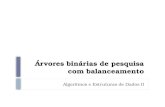
O modelo considerado é uma linha de montagem constituída por duas semi-linhas paralelas e
uma operação de sincronização final. Cada semi-linha produz uma das metades do produto
final, que são montadas em um único produto na operação de sincronização final. A ordem
em que as metades referentes aos produtos finais de cada semi-linha deve ser a mesma. Sendo
que, essa mesma ordem é respeitada na operação de sincronização final. A primeira semi-
linha possui um número q1 de máquinas e a segunda um número q2 de máquinas. Cada tarefa
requer operações em cada máquina das semi-linhas com diferentes tempos de
processamentos. As tarefas de uma semi-linha independem da finalização das tarefas da
outra semi-linha. A sequência das tarefas nas semi-linhas são iguais e as atividades nas

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
primeiras máquinas não precisam iniciar ao mesmo tempo em cada semi-linha. Porém a
operação final de sincronização para um produto, só poderá ser iniciada quando as operações
para suas metades nas duas semi-linhas forem concluídas. A Figura 1 ilustra o ambiente
estudado.
Figura 1 - Modelo estudado
Fonte: Elaborado pelos autores (2015)
4. Formulação matemática para o problema flowshop com linhas semi-paralelas e
operação de sincronização final
A formulação matemática foi adaptada no modelo proposto por Wagner (1959). Onde: zij é
considerada uma variável binária que assume o valor 1 se a tarefa i está na jth
posição da
permutação e 0 caso contrário; x ljk o tempo de espera na máquina k antes do início da tarefa
na posição j da permutação de tarefas na semi-linha l; yljk o tempo de espera da tarefa na j
th
posição da permutação, depois de terminar o processo na máquina k, enquanto espera que a
máquina k+1 seja liberada; plri o tempo processamento da tarefa i na máquina r na semi-
linha l; clj o tempo de fluxo máximo do conjunto de tarefas na semi-linha l; ml última
máquina da semi-linha l e ml+1 máquina de sincronização.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
A restrição 1 calcula o tempo de processamento máximo para minimizar a função objetivo. A
restrição 2 assegura que cada tarefa ocupa somente uma única posição na sequência da
permutação. A restrição 3 garante que em cada posição da sequência de permutação seja
alocada por um único job. A restrição 4 garante a igualdade dos tempos de processamento
mais tempos de espera de todo par de máquinas adjacentes. A existência de duas semi-linhas
artificialmente independentes é considerada para determinar o clj e o maior tempo de
processamento entre as semi-linhas. A restrição 5 assegura que o tempo de espera de uma
dada máquina que ocupa a posição 1 da permutação seja igual a soma dos tempos de
processamento nas posições 1 das máquinas anteriores. A restrições 6 assegura que a tarefa
atribuída na primeira posição da permutação de cada semi-linha tenha o tempo de espera para
a máquina subsequente igual a zero. A restrição 7 determina o makespan de cada semi-linha
como a soma dos tempos de processamento de todas as tarefas na máquina mais os tempos de
espera das tarefas na última máquina. A restrição 8 assegura a igualdade dos makespans das
semi-linhas. A restrição 9 garante que o makespan máximo seja maior ou igual ao makespan
das semi-linhas l. A restrição 10 recebe o valor 1 se a tarefa i está na jth
posição da
permutação e 0 caso contrário. A restrição 11 assegura a não-negatividade do tempo de
espera na máquina de cada semi-linha.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
5. Variantes do algoritmo NEH para o problema flowshop com linhas semi-paralelas e
operação de sincronização final
A heurística NEH, inicia com um conjunto de n tarefas que são ordenados de acordo com os
valores não-decrescentes da soma dos tempos de processamento em todas as m máquinas. Em
seguida, as duas primeiras tarefas da ordenação são sequenciadas de modo a diminuir o
makespan desta sequência parcial. As outras tarefas, a partir da terceira, são então inseridas
(uma a uma) em uma posição da sequência parcial de forma a minimizar o makespan. Para
este estudo serão consideradas três variantes algoritmo NEH considerando : a média dos
tempo de operação das tarefas nas máquinas paralelas, o maior dos tempo de operação das
tarefas nas máquinas paralelas, e cada semi-linha separadamente incluindo a máquina de
sincronização (NEHav, NEHhi, e NEHsep). O princípio geral das variantes é reduzir as duas
semi-linhas em uma única linha e aplicar o algoritmo NEH. Neste caso, será considerado que
as semi-linhas têm o mesmo número de máquinas. Estas variantes utilizarão as seguintes
notações: como o tempo de processamento da tarefa i na máquina m na semi-linha 1;
como tempo de processamento da tarefa i na máquina m na semi-linha 2; é o tempo de
processamento da tarefa i na máquina de sincronização mf; e o tempo total de
processamento da tarefa i.
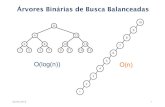
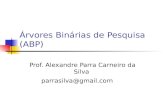
5.1. Algoritmo de NEH considerando tempo médio de processamento em cada máquina
paralela
Esta variante considera o tempo médio de processamento ( ) utilizando o tempo de
processamento da tarefa i na kesima
máquina na semi-linha 1 com o tempo de processamento
da tarefa i na kesima
máquina na semi-linha 2. Através do tempo médio de processamento de
cada máquina k, as tarefas são ordenadas de acordo com a ordem não decrescente da soma dos
tempos de processamento em todas as máquinas. Em seguida, as duas primeiras tarefas da
ordenação são sequenciados, de modo a reduzir o makespan desta sequência parcial. Os
outros jobs, a partir da terceira, são então inseridas (uma a uma) em uma posição da sequência
parcial que adquira o menor makespan. A sequência adquirida é considerada para todo o
sistema. A Figura 2 apresenta o pseudocódigo do algoritmo.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
Figura 2 – Pseudo-código da variante de NEHav
Fonte: Elaborado pelos autores (2015)
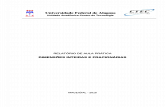
5.2 Algoritmo de NEH considerando maior tempo de processamento em cada
máquina paralela
Esta variante considera o maior tempo de processamento comparando a tarefa i na kesima
máquina na semi-linha 1 com o tempo de processamento da tarefa i na kesima
máquina na
semi-linha 2. Através do maior tempo de processamento de cada máquina k, os jobs são
ordenados de acordo com o algoritmo de NEH . A sequência adquirida é considerada para
todo o sistema. A Figura 3 apresenta o pseudo-código do algoritmo.
Figura 3– Pseudo-código da variante de NEHhi

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Fonte: Elaborado pelos autores (2015)
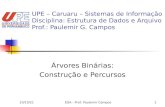
5.3. Algoritmo de NEH considerando cada linha separadamente
Nesta variante o algoritmo de NEH é aplicado separadamente na semi-linha 1 e na semi-linha
2 considerando a operação de sincronização. Depois de obter as sequências geradas por cada
semi-linha, cada sequência é analisada no sistema original. A sequência que gerar o menor
makespan é considerada para o sistema original. A Figura 4 apresenta o pseudo-código do
algoritmo.
Figura 4– Pseudo-código da variante de NEHsep
Fonte: Elaborado pelos autores (2015)
6. Experimentos computacionais preliminares
Para verificar o desempenho dos métodos apresentados foram criadas instâncias que
pudessem atender o modelo em estudo. Estas instâncias têm os tempos de processamento das
semi-linhas (1 e 2) e da máquina de sincronização. Elas foram elaboradas a partir do conjunto
de instâncias referidas por Carlier (1978), Reeves (1995) e Taillard (1993). De forma que,
para a realização de cada teste foram consideradas duas instâncias, uma representando a semi-
linha1 e outra a semi-linha2. Para a etapa de sincronização foram considerados os mesmos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
tempos para as duas semi-linhas, estes tempos foram retirados de uma das instâncias
escolhidas. Um exemplo de uma instância é mostrado na Tabela 1. Note que, na primeira
coluna estão alocadas as tarefas que necessitam de processamento na linha de montagem, e as
outras colunas indicam o tempo de processamento (Pi) de cada tarefa (Tj) sobre as máquinas
(Mk) em cada semi-linha. E a última coluna mostra o tempo de processamento (Pi) de cada
tarefa na máquina de sincronização.
Tabela 1: Exemplo de instância
Fonte: Elaborado pelos autores (2015)
Os testes apresentados foram testados utilizando um computador com as seguintes
configurações: Intel iR Core TM 3.1GHz with 4GB of memória. Os resultados do modelo
matemático foram gerados utilizando o CPLEX 12.6.1 e os resultados relativos a variantes do
algoritmo foram implementados na linguagem C++. Para comparar os resultados, foi
utilizado o desvio relativo (GAP) que, neste caso, mede a variação correspondente entre a
solução ótima e o resultado da variante de NEHav. O GAP será calculado pela equação :
onde: O GAP representa o desvio relativo médio; HNEHav corresponde ao makespan da
variante considerada; e OPTsol corresponde ao makespan da programação matemática. A
Tabela 2 mostra os makespan das instâncias testadas para o modelo matemático (PLIN) e das
variantes de NEHav. A primeira coluna mostra a que instância se refere, a segunda e terceira
colunas mostra o número de tarefas e número de máquinas sucessivamente. A quarta e a
quinta colunas apresentam o makespan e o tempo de CPU do modelo de programação

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
matemática. As próximas colunas apresentam, rescpecivamente o makespan, tempo de CPU e
o GAP para cada variante de NEH (NEHav, NEHhi e NEHsep). Ao final da tabela é
encontrado os tempos de CPU médio e as médias do GAP.
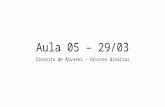
Tabela 2: Resultados computacionais dos modelos PLIM e das variantes de NEH
PLIN NEAV NEHHi NEHSEP
Inst.
MK T(s) MK T (s) Gap % MK T (s) Gap%
T(s)
Gap %
C0407 316 0,09 369 0,46 16,77 369 0,44 16,77 324 0,54 2,53
C0715 7539 0,19 8210 0,67 8,90 7998 0,52 6,09 7881 0,55 4,54
C0817 8871 0,73 10365 0,73 16,84 10365 0,76 16,84 10359 1,22 16,77
C1109 7689 0,39 10809 1,27 40,58 10359 1,22 34,72 9328 1,48 21,32
C1011 7720 2,01 8298 1,29 7,49 9328 1,35 20,83 7990 1,85 3,50
C1209 7634 1,24 10809 1,24 41,59 11645 1,58 52,54 9161 1,17 20,00
R0911 833 1,16 1221 1,32 46,58 1048 1,85 25,81 1021 1,87 22,57
R1011 920 0,83 1424 1,29 54,78 1166 1,22 26,74 1068 1,87 16,09
R1111 945 0,89 1296 1,54 37,14 1169 1,58 23,70 1130 1,92 19,58
R1211 995 1,45 1221 1,61 22,71 1275 1,78 28,14 1082 1,94 8,74
R1311 1081 9,59 1363 2,18 26,09 1338 2,34 23,77 1197 2,45 10,73
R1411 1160 17,05 1383 2,35 19,22 1508 2,43 30,00 1470 2,43 26,72
R1512 1195 16,28 1486 3,03 24,35 1530 3,06 28,03 1415 2,93 18,41
R2012 1495 359,1 1916 4,84 28,16 1846 4,23 23,48 1875 4,32 25,42
T0509 534 0,33 699 0,86 30,90 561 0,54 5,06 561 0,57 5,06
T0609 584 0,33 699 0,86 19,69 706 0,65 20,89 606 0,64 3,77
T0709 643 0,22 742 0,74 15,40 816 0,78 26,91 731 0,75 13,69
T0809 683 0,36 851 0,82 24,60 899 0,87 31,63 768 0,78 12,45
T0909 732 0,25 843 0,83 15,16 822 0,88 12,30 812 0,83 10,93
T1009 779 1,28 1070 0,83 37,36 992 0,88 27,34 845 0,83 8,47
T1107 840 0,5 962 0,98 14,52 971 0,98 15,60 874 0,89 4,05
T1110 826 0,89 962 1,26 16,46 971 1,32 17,55 874 1,32 5,81
T1209 888 1,34 1151 2,95 29,62 1182 2,21 33,11 1087 2,33 22,41
T1309 966 0,39 1151 2,95 19,15 1024 2,24 6,00 1095 3,78 13,35
T1409 975 0,69 1308 2,96 34,15 1377 3,13 41,23 1164 3,89 19,38
T1509 1048 0,36 1423 2,98 35,78 1423 2,98 35,78 1256 3,25 19,85
T1609 1089 0,42 1405 3,18 29,02 1462 3,29 34,25 1335 3,71 22,59
T1709 1159 0,36 1575 3,09 35,89 1335 3,73 15,19 1246 3,62 7,51
T1909 1287 0,31 1820 2,45 41,41 1345 3,45 4,51 1473 3,09 14,45
T2009 1337 1,67 1812 3,45 35,53 1812 2,45 35,53 1493 2,78 11,67
Média 14,02 1,83 25.18 1,82 21.96 1,99 13.65
Fonte: Elaborado pelos autores (2015)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Para gerar os resultados do modelo matemático e das variantes do algoritmo de NEH foram
utilizados 30 tamanhos de problemas diferentes. A Tabela 2 mostra os resultados adquiridos.
Através destes resultados é possível observar que os valores ótimos para a maioria das
instâncias foram encontrados em baixo tempo computacional. Porém, uma das instâncias
apresentou alto tempo de CPU. As variantes de NEH apresentaram baixos tempos
computacionais, porém os desvios médios relativos apresentaram os valores de 25,18 % ,
21,96% e 13,65%. A variante da heurística NEH que apresentou o pior desvio foi a que
utilizou a média entre os tempos de processamento em cada máquina (NEHav) e a variante
que apresentou melhor resultado foi a que considerou as semi-linhas separadamente (NEHsep).
.
7. Considerações finais
Este estudo apresentou o problema de programacão flowshop em uma linha semi-paralela e
operação de sincronização final. O problema foi resolvido através de um modelo matemático
baseado no modelo de Wagner (1959) e variantes do algoritmo de NEH (NEHav, NEHhi, e
NEHsep). Os resultados das heurísticas foram avaliados pelo desvio relativo médio (GAP).
Observe que utilizando o método de programação inteira mista os makespans da maioria das
instâncias são encontrados com baixo tempo de CPU. No entanto, ao resolvê-lo através das
variantes da heurística de NEH, foi possível descobrir, através do cálculo de GAP, qual o
desvio relativo médio das variantes de NEH e qual destas variantes apresentam menor desvio
em relação ao ótimo . A variante que apresentou menor desvio relativo médio foi a NEHsep,
sendo, para esse caso, o melhor método entre as três apresentadas. Outras pesquisas para
continuidade deste estudo serão realizadas considerando outras heurísticas e meta-heurísticas
que possam alcançar menores desvios em relação ao ótimo.
Agradecimentos
Os autores agradecem a agência CAPES e as universidades , UTT - França, UFMG- MG e
UFOP-MG, pelo apoio ao desenvolvimento desta pesquisa.
REFERÊNCIAS

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
ALLAOUI, Hamid, ARTIBA, Abdelhakim. Scheduling two-stage hybrid flow shop with availability constraints.
Computers & Operations Research, v.33, p. 1399-1419, 2006.
CAMPBELL, Herbert G., DUDEK, Richard A., SMITH, Milton L. A heuristic algorithm for the n job, m
machine sequencing problem. Management science, v.16, p. 630- 637, 1970.
CARLIER, Jacques, Ordonnancements a contraintes disjonctives, RAIRO-Operations Research, v.4, p. 333-
350,1978.
CHAKRABORTY, Uday Kumar , LAHA, Dipak. An improved heuristic for permutation flowshop scheduling.
International Journal of Information and Communication Technology, v.1,n. 1,p. 89-97, 2007.
CHENG, Jinliang, KARUNO, Yoshiyuki, KISE, Hiroshi. A shifting bottleneck approach for a parallel-machine
flowshop scheduling problem. Journal of the Operations Research Society of Japan, v.44, p.140-156, 2001.
FRAMINAN, Jose M.; GUPTA, Jatinder ND; LEISTEN, Rainer. A review and classification of heuristics for
permutation flow-shop scheduling with makespan objective. Journal of the Operational Research Society, v.
55, p. 1243-1255, 2004.
GUPTA, Jatinder N.D., Two-stage, hybrid flowshop scheduling problem, Journal of the Operational Research
Society, v.38, 359-364, 1988.
GUPTA, Jatinder ND; STAFFORD, Edward F. Flowshop scheduling research after five decades. European
Journal of Operational Research, v. 169, p. 699-711, 2006.
KALCZYNSKI, Pawel Jan; KAMBUROWSKI, Jerzy. On the NEH heuristic for minimizing the makespan in
permutation flow shops. Omega, v. 35, p. 53-60, 2007.
MANNE, Alan S. On the job-shop scheduling problem. Operations Research, v.8, p. 219-223, 1960.
NAWAZ, Muhammad, ENSCORE, E. Emory, HAM, Inyong. A heuristic algorithm for the m-machine, n-job
flow-shop sequencing problem. Omega, v.11,n.1, p. 91-95, 1983.
ONWUBOLU, Godfrey C. Emerging optimization techniques in production planning and control. London :
Imperial College Press, 2002.
PAN, Chao-Hsien. A study of integer programming formulations for scheduling problems. International
Journal of Systems Science, v.28, p. 33-41, 1997.
PAN, Quan-Ke, WANG, Ling, GAO, Liang, et al. An effective hybrid discrete differential evolution algorithm
for the flow shop scheduling with intermediate buffers. Information Sciences, v.181, p. 668-685, 2011.
RAD, Shahriar Farahmand, RUIZ, Rubén, BOROOJERDIAN, Naser. New high performing heuristics for
minimizing makespan in permutation flowshops. Omega, v. 37, p.331-345, 2009.
REEVES, Colin R. A genetic algorithm for flowshop sequencing. Computers & Operations Research, v.22,
p.5-13, 1995.
RONCONI, Débora P., BIRGIN, Ernesto G. Mixed-integer programming models for flowshop scheduling
problems minimizing the total earliness and tardiness. In: Just-in-Time Systems. Springer, v.60, p.91-105,
2012.
RUIZ, Rubén, MAROTO, Concepción. A comprehensive review and evaluation of permutation flowshop
heuristics. European Journal of Operational Research, v.165, n.2, p.479-494, 2005.
STAFFORD, Edward F. On the development of a mixed-integer linear programming model for the flowshop
sequencing problem. Journal of the Operational Research Society, v.39, p.1163-1174, 1988.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
TAILLARD, Eric. Some efficient heuristic methods for the flow shop sequencing problem. European journal
of Operational research, v. 47, n. 1, p. 65-74, 1990.
TAILLARD, Eric, Benchmarks for basic scheduling problems, European Journal of Operational Research v.
64, p.278-285, 1993.
WAGNER, Harvey M. An integer linear‐programming model for machine scheduling. Naval Research
Logistics Quarterly, v.6, p. 131-140, 1959.