oMODELO DECUSTOMíNIMO NA - SciELO · chas causadas pelos sapatos sujos dos operários pisando as...
14
«: E qual é, eu disse, o melhor limite para nossos governantes fixar quando considerarem o tamanho do Estado e a quantidade de território que ele deve incluir e além do qual eles não irão? - Que limite proporia? - Deixaria o Estado crescer tanto quanto seja consistente com a unidade; esse, acho, é o limite certo". Platão, A República. o MODELO DE CUSTO MíNIMO NA ADMINISTRAÇÃO DA PRODUÇÃO • Claude Machllne Professor Titular do Departamento de Administração da Produção, Logística e Operações Industriais da EAESP/FGV. * RESUMO: Publicado originalmente em setembro de 1968, este artigo descreve e exemplifica um modelo clássico de custo mínimo que encontra numerosas aplicações em admi- nistração industrial, tais como: estruturação organizacio- nal, compras, gestão de estoques, programação da produção, controle de qualidade, manutenção, logística, dimensiona- mento da linha de produtos, nível de serviço e outras. Neste versátil modelo, dois custos apresentam tendências opostas e a solução razóavel para a minimização do custo total si- tua-se num ponto intermediário entre as duas posições ex- tremas. 76 Revista de Administração de Empresas * PALAVRAS-CHAVE: Modelos, administração da produção, custo mínimo, tomada de decisão. * ABSTRACT: Originally published in the September 1968 RAE issue, this paper describes, illustrating it with exam- pies, a classical minimum cost model, which finds applica- tion in many industrial administration situations, such as: organizational structuring, purchasing, inventory manage- ment, scheduling, quality control, maintenance, logistics, product line dimensioning, service levei and others. In this versatile model, two costs display opposite trends, and the solution for total cost minimization lies somewhere betwen the two extreme possible positions. * KEY WORDS: Models, production management, cost mi- nimization, decision making. São Paulo, 33(2):76-89 Mar./Abr. 1992
Transcript of oMODELO DECUSTOMíNIMO NA - SciELO · chas causadas pelos sapatos sujos dos operários pisando as...

«: E qual é, eu disse, o melhor limite paranossos governantes fixar quando consideraremo tamanho do Estado e a quantidade de territórioque ele deve incluir e além do qual eles não irão?- Que limite proporia?- Deixaria o Estado crescer tanto quantoseja consistente com a unidade; esse, acho,é o limite certo".
Platão, A República.
o MODELO DE CUSTO MíNIMO NAADMINISTRAÇÃO DA PRODUÇÃO• Claude Machllne
Professor Titular do Departamento de Administraçãoda Produção, Logística e Operações Industriais daEAESP/FGV.
* RESUMO: Publicado originalmente em setembro de 1968,este artigo descreve e exemplifica um modelo clássico decusto mínimo que encontra numerosas aplicações em admi-nistração industrial, tais como: estruturação organizacio-nal, compras, gestão de estoques, programação da produção,controle de qualidade, manutenção, logística, dimensiona-mento da linha de produtos, nível de serviço e outras. Nesteversátil modelo, dois custos apresentam tendências opostase a solução razóavel para a minimização do custo total si-tua-se num ponto intermediário entre as duas posições ex-tremas.
76 Revista de Administração de Empresas
* PALAVRAS-CHAVE: Modelos, administração da produção,custo mínimo, tomada de decisão.
* ABSTRACT: Originally published in the September 1968RAE issue, this paper describes, illustrating it with exam-pies, a classical minimum cost model, which finds applica-tion in many industrial administration situations, such as:organizational structuring, purchasing, inventory manage-ment, scheduling, quality control, maintenance, logistics,product line dimensioning, service levei and others. In thisversatile model, two costs display opposite trends, and thesolution for total cost minimization lies somewhere betwenthe two extreme possible positions.
* KEY WORDS: Models, production management, cost mi-nimization, decision making.
São Paulo, 33(2):76-89 Mar./Abr. 1992

o MODELO DE CUSTO MíNIMO NA ADMINISTRAÇÃO DA PRODUÇÃO
o objetivo deste artigo é mostrar agrande aplicação de certo modelo quanti-tativo, que chamaremos de modelo de·custo mínimo, na Administração da Pro-dução.
O administrador está cada vez maispreocupado com a redução de seus cus-tos. Em muitas situações, a gerência já sa-be que não pode, simplesmente, escolhera alternativa aparentemente melhor ou,mesmo, basear-se em algum princípio deadministração, mas deve calcular o custototal de todas as alternativas possíveis eselecionar a gue apresenta custo menor.As considerações relativas aos custos pa-recem suplantar todas as demais, a fimde permitir a sobrevivência e a expansãodas empresas. O fato de que o dinheiro éo denominador comum de todos os obje-tivos e resultados das gestões industriaisexplica porque a alternativa de custo to-tal menor deva ser, como realmente é, tãoavidamente procurada.
A construção de um modelo é tarefadelicada, tanto mais quanto maior for onúmero de variáveis em jogo. Porém, emmuitas situações, apenas um número res-trito de fatores intervém, permitindo aanálise quantitativa do problema.
MODElOS
Um modelo pode ser definido comouma representação da realidade que visaa explicar o comportamento de determi-nado setor do mundo concreto I.
OS modelos têm sido tradicionalmenteclassificados em três grupos2:
1. Modelos físicos. Os modelos físicos sãoos que preservam certas relações físicasdos objetos que representam. São, emgeral, construídos em escala. Comoexemplos citem-se: plantas, maquetes,fotografias.
2. Modelos análogos. Quando a corres-pondência entre o objeto e o modelo fí-sico se torna mais abstrata, estamos empresença de um modelo análogo. Asrepresentações gráficas, os organogra-mas, os esquemas de circuito elétricosão exemplos de modelos análogos.
3. Modelos simbólicos ou matemáticos.Os modelos simbólicos são relaçõesmatemáticas entre símbolos qlle repre-sentam as variáveis em jogo. As leis fí-
sicas constituem exemplos de modelosdesta categoria.
O modelo de custo mínimo, do qualtrataremos aqui, pertence ao terceiro tipo.Procura explicar a influência de variáveisfundamentais, como, por exemplo, o vo-lume de recursos uti lizados, sobre o re-sultado objetivado, a saber, o custo, gran-deza de maior interesse para o adminis-trador.
o custo de estocar é uma reta;o de efetuar as compras, uma
hipérbole. O custo das matérias-primas, em geral independente daquantidade comprada, pode ser
omitido, por não influir na forma dacurva do custo total.
O MODElO CLÁSSICO DO LOTE ECONÔMICO
O exemplo mais conhecido de modelode custo mínimo é o do lote econômico.Foi desenvolvido por F.W. Harr is, em19153 e é, historicamente, o primeiro mo-delo criado para representar problemasadministrativos.
O modelo do lote econômico é muitoempregado em duas aplicações: nos pro-blemas de compras e nos de planejamen-to da produção. Veremos adiante que es-te modelo tem aplicações possíveis emmuitos outros campos.
O modelo do lote econômico de com-pras, em sua forma clássica', analisa a in-fluência do tamanho da remessa compra-da de cada vez sobre o custo total dacompra, Este é a soma dos custos
1. das matérias-primas;2. de efetuar a compra;3. de financiamento e armazenamento do
estoque.
Comprando-se uma vez por ano, ocusto de efetuar a compra é mínimo, po-rém o custo de financiamento e armaze-
© 1993, Revista de Administração de Empresas I EAESP I FGV, São Paulo, Brasil.
1. BUFFA, Elwood S. Models forproduction and operations ma-nagement. Nova Iorque: JohnWiley and Sons, mc., 1966.
2. MILLER, David W; STARR,Martin K. Executive dectstonsand operations research Engle-wood Cliffs, New Jersey: Prenti-ce-Hall, lnc., 1961.
3. HARRIS, F. W Operationsand costs (Factory ManagementSerres). Chicago; A.W. ShawCO,1915.
4. PRICHARD, JW. EAGLE, R.H. Modem inventory manage-mel/I. Nova Iorque John Wlleyand Sons, Inc, 1965; ZACA-RELLI, Sergio B. F'lanejamentoe controle da pi ouução. SãoPaulo: Pioneira. 1967.
77

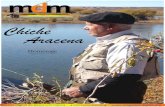
11~l2REVISITADAnamento é máximo. Comprando-se mui-tas vezes por ano, a relação entre essesdois custos se inverte. Haverá uma políti-ca de compra que permitirá tomar o cus-to total, soma desses dois pontos, o maisbaixo possível. A quantidade correspon-dente a esse custo total mínimo é o loteeconômico de compras. A figura 1 é a re-presentação gráfica do modelo em foco.Note-se a existência de dois custos decrescimento oposto: um deles, o custo deestocar, igual a
, "
cresce com o número Q de peças por lo-te, (C é o preço de compra unitário dapeça e i é a taxa de juros e armazena-mento); o outro, o custo de efetuar acompra, igual a
PR"
decresce com o número Q de peças porlote (R é número total de peças a seremcompradas no ano e P é o custo de efe-tuar cada compra),
O custo de estocar é uma reta; o de efe-tuar as compras, uma hipérbole. O custodas matérias-primas, em geral indepen-dente da quantidade comprada, pode seromitido, por não influir na forma da cur-va do custo total. Este, conforme se vê nafigura, tem um mínimo, correspondenteao lote econômico de compras, Qe. É fácilprovar que o lote econômico ocorre noponto de cruzamento dos dois custosanalisados acima e que essa propriedadese verifica sempre que estamos em pre-sença de um custo proporcional e de ou-tro inversamente proporcional à variávelanalisada.
O modelo do lote econômico de pro-dução, parecido com o anterior, analisa ainfluência das diversas maneiras de seprocessarem as ordens de produção dedeterminado produto, a saber, uma vezpor ano, duas vezes por ano, e assim emseguida, sobre o custo total de fabricação;esta é a soma dos custos
PONTO DO LOTHCONÔMIGO
CUSTOS (Cr$!'ModeloCláss.ico do lote de Compra
78

o MODELO DE CUSTO MíNIMO NA ADMINISTRAÇÃO DA PRODUÇÃO
1. de produzir as peças;2. de preparar as máquinas;3. de manter estoque de produtos acaba-
dos.
Ao custo total mínimo corresponde olote econômico de fabricação".
Ambos os modelos de lote econômicochegaram a ser muito usados na indús-tria, principa lmente em firmas norte-americanas, na década de 30. Estão sendoagora menos utilizados do que antes, emparte devido ao custo elevado da admi-nistração dos próprios modelos, que exi-ge a atualização anual dos cálculos, e,também, devido ao fato de que certospressupostos do modelo, como, porexemplo, a previsibilidade do consumoanual, não se verificam na realidade".
A despeito das críticas feitas aos mo-delos, e que encontram vigoroso porta-voz em Burbidge 7, verificou-se intensodesenvolvimento teórico relativamente aesse problema, tendo muitos autores cria-do verdadeira profusão de modelos, de-terminísticos uns e probabilísticos outros,que levam em conta diversas variáveis,como por exemplo, a influência de des-contos nos preços, da variação da deman-da, de flutuações na regularidade das en-tregas, de interferência com os demaisprodutos existentes no estoque, de limita-ções de capital de giro c, ainda, de outrosfatores".
MODELO DO NíVEL ECONÔMICODE INSPEÇÃO
Outro modelo quantitativo sugeridohá muitos anos na literatura especializa-da" e que apresenta semelhanças com omodelo do lote econômico é o do níveleconômico de inspeção. Vamos ilustrá-loCOTnum exemplo, relativo ao númeromais adequado de inspetores.
Alguns anos atrás, numa fábrica pau-lista de caixas de papelão ondulado, a Di-retoria de Vendas, impressionada com oproblema das rejeições e reclamações dosclientes, exigiu a criação de um Departa-mento de Controle de Qualidade. A Che-fia de Produção ficou muito infeliz com aexigência e combateu a idéia, argumen-tando que a criação do novo setor iria au-montar os custos c não reduziria o rcfu-go. A discussão descambou rapidamente
para o domínio emotivo, gerando confli-tos que comprometeram, durante meses,o êxito do setor recém-criado.
Entretanto, o problema deveria ter si-do examinado sob um ângulo mais cien-tífico, da maneira que vamos apresentar,beneficiando-nos da experiência a poste-rio ri, adquirida pela vivência com essecaso.
o efeito psicológico resultanteda presença, temível, do inspetor,conjugado com o impacto criadopela notícia da iminente criaçãode um Departamento de Controlede Qualidade, resultou em maiorescuidados por parte dos operários
e maior zelo por parte doscontra-mestres.
O refugo total, somando-se as perdasem todas as fases da produção, podia serestimado, na falta de dados precisos, em25(1.) do papelão fabricado, incluindo-seuma percentagem de 10% de defeituososque seguiam para os clientes. Isso incluíadefeitos graves, médios e leves. A no-meação de um inspetor volante, medidade emergência que a Chefia de Produçãonão pôde adiar por mais tempo, devido àinsistência do Diretor de Vendas, resul-tou num decréscimo imediato do refugo,que caiu para 20%, na base de tomada deamostras. O efeito psicológico resultanteda presença, temível, do inspetor, conju-gado com o impacto criado pela notíciada iminente criação de um Departamentode Controle de Qualidade, resultou emmaiores cuidados por parte dos operáriose maior zelo por parte dos contramestres;os defeitos mais chocantes como: man-chas causadas pelos sapatos sujos dosoperários pisando as caixas de papelão,ou estragos mecânicos provenientes demanipulação brutal das caixas, começa-vam a sumir. Com a nomeação de umchefe de Inspeção e de cinco inspetoresvolantes que, dia e noite, examinavam,em todas as etapas, os lotes de caixa nabase de amostragem estatística, o refugocaiu e fixou-se ao nível de 15')\,.Os rclató-
5. SCHOEPS, W. Lote econômi-co de produção, conceito e prá-tica. Revista de Administraçãode Empresas, Rio de Janeiro, v.2, n" 4, 3g0 1962 MAGEE,John F. Planejamento da produ-ção e contrale de estoques. SãoPaulo Pioneira, 1967
6. MOORE, F. G. ProductionContrai. Nova Iorque: McGraw-Hill Book Cornpany, lnc., 1961
7. BURBIDGE, John, L. Theprincipies of production controt.Londres Macdonald and EvansLld., 1962.
B. HANSSMANN, Fred. Opera-tions Research m Productionand tnventoty contrai. Nova Ior-que: John Wiley and Sons lnc.,1962 MACHLlNE. Claude. Loteeconômico de compras e infla-ção. Revista de Adml/Jistraçãode Empresas. RIO de JaneiroFGV, vol. 1, n' 1. ago 1961.
9. JURAN, J M. Ouality contrainendboo«. Nova IorqueMcGraw-HIII llOOk Company,lnc., 2' ed., 1962.
79

REVISITADA
Quadro 1: Custos de Diversos Nfveis de Inspeção
NíVEIS DE Percentagem Custo do refugo Custo dos CustoINSPEÇÃO de refugo mensal (direto) (Cr$) inspetores (Cr$) total (Cr$)
A. Nenhum inspetor 25% 120.000,00 0,0 120.000,00
B. 1 inspetor volante 20% 96.000,00 800.00 96.800,00
C. 5 inspetores volantes e 1 chefe 15% 72.000,00 6.000,00 78.000,00._--
D. 10 inspetores e 1 chefe 15% 72.000,00 10.000,00 82.000,00---_._.-
rios de inspeção mostraram que os defei-tos de fabricação, tais como: colagem egrampeação defeituosa, má impressão,fora de esquadro etc., estavam reduzidosao mínimo, sendo que o refugo que nãose podia mais eliminar era devido a ma-térias-primas, papel e cola; a reduçãoposterior do refugo só poderia ser obtidacom melhoria das matérias-primas.
O quadro 1 representa os custos das
diversas alternativas que se ofereciamaos dirigentes dessa empresa. O custo to-tal, coluna 5, à direita, é a soma do custodo refugo (coluna 3) e do custo da inspe-ção (coluna 4). A melhor alternativa éobtida quanto o custo total (, mínimo.Esse é o nível ótimo de inspeção.
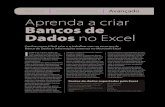
A figura 2 representa graficamente oquadro 1. Esse tipo de gráfico é extrema-mente C0111Ulll nas mais diversas situa-
125.000
100.000
75.000
50.000
25.000
CUSTO DA INSPEÇÃOok~~===~-~NÚMERO DE INSPETORESC5 VOLANTES
+ 1 CHEFE
D10 VOLANTES
+ 1 CHEFE
AO INSPETOR
B1 VOLANTE
80

o MODELO DE CUSTO MíNIMO NA ADMINISTRAÇÃO DA PRODUÇÃO
ções administrativas, quando há doiscustos opostos (caso do lote econômicode compras, por exemplo). Vemos que háduas tendências contraditórias: nenhumainspeção custará caro em termos de refu-go; muita inspeção custará caro em ter-mos de salários. A determinação do pon-to mais econômico deve ser tentada, porestimativa dos dados, classificando ascausas das perdas e avaliando a sua eli-minação pela presença de determinadonúmero de inspetores.
Notemos que os custos indiretos do re-fugo não entraram em cogitação nestemodelo simplificado.
Vários autores, entre eles Juran lO, já ti-nham sugerido um modelo como o da fi-gura 2. Cremos que o caso apresentadoconstitui exemplo concreto de validaçãodesse modelo.
O modelo precedente é menos populardo que o do lote econômico, primeiro,porque não tem a mesma generalidadedo que aquele, segundo, porque não ésuscetível de ser representado por ex-pressões matemáticas. Porém, é possível,em cada caso, calcular as variações doscustos em função da variável: número deinspetores.
Problema semelhante é o da conve-niência de se ter um sistema de custos degrande precisão, porém caro, ou de optarpor um sistema de menor exatidão, me-nos dispendioso. Há um conflito entre ocusto de apuração e o apuro dos custos,sendo uma solução intermediária, queforneça um custo aproximado, muitas ve-zes a mais conveniente.
Como outro exemplo, relacionado como nível econômico de inspeção, citemos oseguinte, ilustrativo de uma série de si-tuações administrativas freqüentes.
A escolha entre a adoção de:
1. inspeção total;2. inspeção estatística e3. nenhuma inspeção, constitui uma das
decisões mais freqüentes que o admi-nistrador do Controle de Qualidadedeve tomar, em relação às característi-cas de qualidade de produtos compra-dos, em processo e acabados. O chefedo Controle de Qualidade deve semprelembrar-se de que o objetivo final doseu trabalho é procurar satisfazer eco-nomicamente as exigências de qualida-
des do consumidor. Inclusive, a preo-cupação econômica está, implicitamen-te, em grande evidência nos planosDodge-Romig e Military Standard 11.
Numa fábrica paulista de produtosfarmacêuticos, na seção de verificação deampolas, o procedimento-padrão consis-te em inspecionar duas vezes, na sua to-talidade, as ampolas de injeção, antes desua embalagem final e seu despacho aosclientes. Anos atrás, efetuavam-se trêsinspeções 100% consecutivas. Discute-se,na empresa, a conveniência de voltar afazer três inspeções 100%, seguidas deuma reinspeção estatística. A alternativamais indicada deve ser obtida por meiode raciocínio quantitativo.
A experiência demonstrou que o nívelde refugo na inspeção dessas ampolas éde 10%, sendo que alguns lotes chegam ater 20% de defeituosos. Uma inspeção100% reduz os defeitos ao nível de 0,1%,pois nenhuma inspetora consegue elimi-nar todas as ampolas defeituosas. Umasegunda inspeção 100% reduz o númerode defeitos a 0,01% e uma terceira inspe-ção 100% ao nível de 0,002%. Os lotes deampolas são fabricados na base de 10.000unidades! dia. Admitiremos que o custode inspeção de uma ampola é deCr$ 0,0005 e que o custo de deixar passaruma ampola defeituosa, em vista das re-clamações possíveis, é de Cr$ 10,00.
Calculamos a seguir os custos totaisdiários de diversos métodos de inspeção:
• Custode itlsI?e~ão ;,:·tl,• Custo de deixar passar peças• defeituosas: ~. ".,''iO.OOO,x 10% XlO,fl~Y;;:Cr$10.QÓO,Q(}
Custo tota1=Cr$10.000,oo .
10. Idem, ibidem.
11. GRANT, Eugene L. Statisti-cal Quality Contrai. Nova lor-Que: McGraw-Hill Book Com-pany, Inc., 3ª ed., 1965.
81

l1~úREVISITADA
12. Idem, ibidem.
82
Vê-se que essa fábrica está procedendocorretamente ao realizar duas inspeçõestotais do produto acabado.
Uma inspeção estatística, entretanto,seria aconselhável pelo seguinte motivoprático: é difícil administrar duas inspe-ções totais sucessivas. Por mais cuidadoque se tome, há o perigo de confundir lo-tes ainda não inspecionados com lotes jáinspecionados e, também, devido à mo-notonia desse trabalho, de que, uma vezou outra, as inspetoras não realizem umainspeção cuidadosa.
Parece-nos recomendável, pois, nessecaso, que, após as duas inspeções 100%,se proceda à tomada de uma amostradiária, pOI; exemplo, valendo-se de umplano de inspeção estatística do tipoDodge- Romig 12 que assegure um LTPD(lot tolerance per cent defective ou percenta-gem defeituosa tolerada no lote) de0,01%.
A figura 3 mostra a forma das funções
·,Custos de D1versos,Métodos de Inspeção
TRÊS !NSPEÇÕES100%~

o MODELO DE CUSTO MíNIMO NA ADMINISTRAÇÃO DA PRODUÇÃO
dois custos opostos, o de diversificação eo de padronização; o primeiro cresce e osegundo decresce com a variedade deprodutos fabricados.
A forma geral do modelo de padroni-zação é representada na figura 4. A liçãoa se tirar desse modelo é que a diversifi-cação e a padronização extremas podemlevar a custos maiores do que uma solu-ção de compromisso.
Via de regra, uma extrema dispersãona linha de fabricação é revelada poruma análise do tipo "A.B.C". Esta con-siste em calcular a percentagem que cadaproduto representa nas vendas totais. Osprodutos que correspondem a 1% ou 2%das vendas e sem potencial previsível fu-turo proporcionarão muitas vezes, porsua supressão, grande redução do custode diversificação e pequeno aumento docusto de padronização. A atenção queexigem por parte da administração nãocompensa as vendas; a especialização seimpõe, é quase certo que um pequeno es-forço de vendas permitirá compensar osprodutos de pequena expressão pelosdas linhas mestras, a um custo menor.(Ver figura 4).
representativas dos custos, para o mode-lo estudado.
Examinaremos agora outras aplicaçõesdo modelo de custo mínimo em diversossetores da Administração da Produção.São numerosas as situações nas quais odirigente se defronta com dois custos an-tagônicos, correspondentes a duas ten-dências contraditórias que precisam serconciliadas. A única maneira de resolvero dilema é encontrar o ponto correspon-dente ao custo total mínimo. Vejamos ini-cialmente o problema da padronizaçãodas linhas de produção.
A produção de muitas indústrias écomposta de dois tipos básicos: os produ-tos de linha, ou padronizados e os produ-tos especiais, ou de encomenda. Assim,por exemplo, uma fábrica de máquinasagrícolas monta secadores, catadoras, si-los etc., de modelos e capacidades deter-minados, que constituem a série normalde fabricação; e pode também, a pedido,fazer essas máquinas em modelos e capa-cidades especiais, para atendera clientes que necessitam deequipamentos diferentes. Damesma forma, as fábricas decondicionadores de ar, as usi-nas siderúrgicas, as fábricas detintas e, praticamente, quase to-das as indústrias, são solicita-das a manufaturar produtos delinha e produtos especiais.
A padronização consiste naeliminação de produtos espe-ciais. A diminuição do númerode peças e produtos diversosfabricados acarreta redução noscustos dos estoques, de prepa-ração de máquinas e de super-visão. A padronização excessi-va pode, porém, ser prejudicial,pois o produto padronizadonão se adapta quase nunca per-feitamente ao desejo do clienteou às suas especificações. Seránecessário maior esforço devendas para convencer o clientea aceitar o produto, o que setraduz por um custo de vendasmaior. Teremos, em conclusão,
MODELO DE NíVEL ECONÔMICO DEPADRONIZAÇÃO DE LINHAS
83

IJ~~REVISITADA
84
MODElO DO NíVEL ECONÔMICO DEPADRONIZAÇÃO DE SÉRIES
Problema estreitamente relacionado aoanterior é o da padronização das sériesde produtos.
Uma série industrial é um conjunto depeças de mesmo tipo, diferindo entre sipelo tamanho. Os formatos de desenhosindustriais e de impressos, e as embala-gens de diversas capacidades de ummesmo produto constituem exemplos deséries.
Examinemos o caso de um laboratóriode produtos farmacêuticos que utilizaseis tamanhos de ampolas de injeção deágua destilada, respectivamente de 20cm ', 10 cm ', 6 em", 5 cm ', 2 cm ' e 1 em",A padronização da série, ou simplifica-ção da série, consiste em reduzir o maispossível o número de ampolas, a fim dediminuir a variedade do estoque de vi-dros, obter economia de escala na com-pra e simplificar a programação e o con-trole da produção. A padronização extre-ma seria alcançada quando existisse ape-nas urna embalagem, a ampola de 20cm '. Os custos da padronização são aquirepresentados pela perda de espaço naampola. Estágios intermediários de pa-dronização correspondem à retenção de5,4,3 ou 2 tipos de ampolas. Um grau ra-zoável de padronização seria o que con-sistiria em utilizar 4 tamanhos de ampo-las, as de 20 cm ', 10 cm ', 6 crnê e 2 cm '. Afigura 4 dá uma idéia da forma das cur-vas que representam os custos de padro-nização e diversificação.
Condições para a criação de modelosdos tipos que acabamos de estudar exis-tem em numerosas empresas. O processodecisório envolve poucas alternativas; é,razoavelmente, fácil estimar os custos to-tais de cada uma, não sendo necessárioprocurar a função exata representativa dainfluência da variável.
Outras situações administrativas nasquais se poderia cogitar da criação demodelos de padronização são as se-guintes:
Padronização de embalagensUma fábrica de tintas, por exemplo,
possui a escolha entre embalar seus pro-dutos em latas litogravadas, com marca-ções distintas para cada tipo de tinta e
cor, e latas simples, sobre as quais se co-lariam rótulos indicativos do tipo e dacor da tinta. Vemos que possuímos, aquitambém, condições para a criação de ummodelo quantitativo, com dois custosopostos.
Padronização de impressosO formulário mais padronizado de to-
dos é a folha de papel branco, que acarre-ta, porém, o maior trabalho de preenchi-mento; à medida que se torna mais espe-cífico, o formulário fica mais adequado àsnecessidades do usuário, porém, há uminvestimento a ser feito na impressão doformulário especial, o que acarreta maiorcusto de estoque. Ternos, pois, aqui tam-bém, um conflito entre dois custos opos-tos, devendo o administrador encontrar oponto de custo mínimo, num meio-termoentre a padronização e a especializaçãoextremas dos impressos.
Padronização de frotas de veículosÀs economias de manutenção e estoca-
gem de peças de reposição se contrapõe ocusto de inadequação de veículos padro-nizados, impróprios para todas as neces-sidades de transporte da empresa.
MODElO DO NíVEl ECONÔMICODE CENTRALIZAÇÃO
As empresas que ope~am em vasta ex-tensão territorial ou possuem muitos ní-veis hierárquicos sempre se interrogamsobre a conveniência de centralizar suascompras, sua manutenção, seu processodecisório ou outra fase qualquer de suasatividades.
Assim, por exemplo, no que tange àscompras, a centralização total consistiriaem realizar todas as compras na matriz;a descentralização total consistiria emefetuar as compras ao nível de unidades,setores ou filiais; políticas intermediá-rias consistiriam em autorizar compraslocais de certos produtos ou até certosvalores, ou dentro de um orçamento se-torial. A descentralização proporcionarapidez na decisão, supressão de volu-mosa correspondência, menor custo detransporte; a centralização permite al-cançar preços melhores porque se nego-cia em maiores quantidades. Uma solu-ção intermediária, com certos produtos

o MODELO DE CUSTO MíNIMO NA ADMINISTRAÇÃO DA PRODUÇÃO
comprados na sede e outros nas depen-dências, permitirá, muitas vezes, alcan-çar um custo total menor.
O custo total é composto do custo dedescentralização, que é o custo da nãoobtenção de descontos nas aquisições, edo custo de centralização, que é o custodos prejuízos decorrentes da tramitaçãoburocrática dos pedidos.
É possível construir o modelo valen-do-se da seguinte análise. Classifiquemosos produtos de consumo adquiridos pelaempresa em três categorias: os produtosde classe A são as matérias-primas, oscombustíveis e os componentes compra-dos em grandes quantidades e que repre-sentam 75% das compras totais, em va-lor; em geral, trata-se de um pequeno nú-mero de itens, não mais do que 5% donúmero total de itens comprados. Osprodutos de classe B são os que perfazemcerca de 20% das compras totais, em va-lor; representam, via de regra, uns 15%do número total de itens comprados; osprodutos de classe C são os de pequenovalor total e, embora representem apenas5% do valor das aquisições, são muitonumerosos, constituindo até 80% da va-riedade de itens comprados.
Este modelo terá a forma da fi-gura5.
Se descentralizássemos todasas compras, das categorias A, B eC, teríamos um máximo custo dedescentralização e um mínimocusto de centralização. Descen-tralizando-se somente as com-pras de categorias H e C, e cen-tralizando-se as de categoria A,conseguiremos descontos subs-tanciais nas compras vultosas, aomesmo tempo que evitaremosesperas dispendiosas provenien-tes dos atrasos na aquisição dositens B e C, os quais, embora depequeno valor monetário, po-dem, qualquer um deles, causar,quando faltam, onerosas parali-sações da produção. Com essaestratégia, o custo total poderáser menur do que o de outras di-retrizes de compras.
Modelos semelhantes ao ante-rior podem ser construídos parasituações de centralização de au-toridade, sempre que se contra-
o princípio do âmbito de controleestipula que cada chefe deve ternúmero limitado, relativamentepequeno, de subordinados, para
poder exercer chefia eficiente. Defato, à medida que cresce o número
de subordinados, torna-se maiscomplexa a tarefa do superior.
põem custos de centralização e descen-tralização. A própria noção de "âmbitode controle administrativo 11 13 fundamen-ta-se em conceitos de custos opostos. Oprincípio do âmbito de controle estipulaque cada chefe deve ter número limitado,relativamente pequeno, de subordinados,para poder exercer chefia eficiente. De fa-to, à medida que cresce o número de su-bordinados, toma-se mais complexa a ta-refa do superior. Graicunas 14 tentou indi-car a forma dessa lei de crescimento;mostrou que as relações de diversas es-
13. GRAICUNAS, V. A. Rela-lionship in Organization. Paperson lhe Science of Adminislra-tíon. Nova lorque:lnstitute ofPublic Administration, editadopor L. Gulick, 1937.
14. GRAIGUNAS, V.A., Op. cit.;NEWMAN, William, H. Admínis-trative Action. Londres:Sir IsaacPitman and Sons, 1958.
CUSTOS(Cr$)
Modelo de Centralização
GRAU DE DESCENTRALIZAÇÃO
85

11m REVISITADA
decidir o número conveniente de mecâni-cos e de postos de serviços para o atendi-mento de suas frotas de veículos. Se hou-ver muitas facilidades disponíveis, o cus-to do atendimento, isto é, o investimentoe o custo da mão-de-obra ocasionalmenteociosa são elevados; se houver poucas fa-cilidades, o custo de espera será conside-rável. Haverá, pois, um ponto ótimo, cor-respondente ao custo total mínimo (figu-ra 6). Essa problemática foi exaustiva-mente estudada, tanto por um número fi-nito quanto para um número infinito de"clientes" e para diversas leis de chegadae de saída. É mesmo, pode-se dizer, umdos assuntos mais explorados em Pesqui-sa Operacional 15. Modelos mantemáticosforam desenvolvidos com rigor paramuitos casos, constituindo a "teoria dasfilas de espera". (Ver figura 6).
Outro problema de manutenção quedá origem a situação de custos opostos éa questão da conveniência da manuten-ção preventiva. Se deixarmos correr mui-to tempo entre as revisões, seremos sujei-tos a elevados custos de interrupção naocasião das quebras de peças; mas se exa-gerarmos na freqüência das revisões e
das trocas preventivas de pe-ças, teremos custos excessivosde reposição. Portanto, há umponto ideal, um meio-termoentre a manutenção preventi-va e a corretiva. Devem-se co-nhecer a lei da falha da peçase os custos de troca, de reposi-ção e de interrupção. Diversosmodelos já têm sido estuda-dos>.
Relacionado com o prece-dente é o problema da deter-minação do número de ofici-nas mais conveniente parauma empresa de transporte.As alternativas são uma ofici-na central ou diversas oficinasespalhadas pelo território ser-vido. O custo fixo de muitasoficinas é alto, mas o custovariável de uma oficina cen-tral é considerável, devido aotransporte do veículo quebra-do até a sede. O problema decentralização dos almoxarifa-dos numa grande fábrica, e ode pools de serviços de escri-
pécies entre chefe e subordinados au-mentam muito rapidamente com o nú-mero de homens. Vamos admitir umcrescimento exponencial da tarefa dochefe e, portanto, do custo dessa tarefa,medida em desgaste ou ineficiência;quanto ao custo da chefia, medido pelarelação
salário do chefe
número de subordinados15. CHURCHMAN, C. M,; AC-KOFF, R. A.; ARNOFF, E. L In-troduction to operations re-search. Nova York: John Wileyand Sons, 1957; SAATY, rno-mas L. Mathematical Methodsof Operations Research. NovaIorque: McGraw-Hill, 1959;MORSE, Philip M. Quenes, In-ventaries and Maintenance. No-va York: Wiley and Sons, 1958.
decresce aproximadamente segundo o in-verso do número de subordinados. Te-mos então, aqui também, uma luta entrecustos opostos, salientando-se um pontode custo mínimo, correspondente ao âm-bito de controle conveniente.
MODELOS DE MANUTENÇÃO16. KAUFMANN, A., FAURE, R.Invitation à la Recherche Opera-tiormette. Paris: Dunod, 2' ed.,1966; SASIENI, M., YASPAN,A.; FRIEDMAN, L. OperationsResearch, Methods and Pro-blems. Nova Iorque, John Wileyand Sons., INC., KELLY, J. L'en-tretien préventif est-il justifié?Revue de la SOFRO, nº 10, Pa-ris: Dunad.
Existem numerosas situações que di-zem respeito à administração da manu-tenção, nas quais encontramos novamen-te a presença de dois custos de efeitosopostos entre si. São os problemas en-frentados pelas empresas que precisam
CUSTOS(Cr$)
86

o MODELO DE CUSTO MíNIMO NA ADMINISTRAÇÃO DA PRODUÇÃO
tórios são semelhantes.Ainda no setor de manutenção, um
problema dos mais estudados é o da re-novação dos equipamentos de desgasteprogressivo, como máquinas ou veículos.Se conservarmos muito tempo um equi-pamento, os custos de manutenção cres-cem de ano para ano; se o trocarmosamiúde, os custos de investimento sãoproibitivos. Defrontamo-nos, ainda aqui,com dois custos opostos, conforme a fi-gura 7. O modelo quantitativo correspon-dente foi exaustivamente estudado na li-teratura sobre Engenharia Econômica 17.
O método de análise consiste em compu-tar os custos anuais de investimento e deoperação, para as alternativas de conser-vação do equipamento por 1, 2, 3 e maisanos, e optar pelo número de anos para oqual o custo total for menor.
MODElOS DE DISTRIBUiÇÃO ETRANSPORTE
O setor de distribuição e transporte érico em situações que se prestam à análi-se do tipo do custo mínimo.
Uma ilustração é o abastecimento defiliais. Se o depósito central enviar remes-sas muito grandes às filiais, oinvestimento em estoque seráelevado; se enviar pequenasremessas com freqüência, ocusto administrativo do des-pacho e o transporte serão al-tos. A situação lembra a do lo-te econômico de compras 18.
O tamanho do territórioque deve ficar sob a jurisdiçãode cada filial é outro tema quefornece um modelo de customínimo 19. Se o território formuito vasto, o custo do aten-dimento aumenta; se for re-duzido, os custos fixos são ex-cessivos.
OUTROS MODElOS DE CUSTOMíNIMO
O modelo de custo mínimoapresenta numerosas outrasaplicações industriais, dasquais nos contentaremos emenunciar algumas. Mesmoque não seja possível estabele-cer em todos os casos as for-
mas exatas das curvas de custos, é impor-tante que o administrador esteja cons-ciente da existência de duas tendênciasopostas, o que lhe permitirá evitar cairnum erro extremo.
Muitos problemas de Engenharia Eco-nômica envolvem a seleção da alternativade custo total mínimo, entre diversosequipamentos tecnicamente viáveis. Seordenarmos essas alternativas, segundoseu grau de mecanização, poderá ocorrerque, para determinado nível de produ-ção, a alternativa mais econômica se en-contre em algum ponto entre a mecaniza-ção extrema e a operação puramente ma-nual.
Outro caso em tela é o problema doadiantamento e do pagamento do pes-soal. Pagando-se uma só vez por mês, esem realizar adiantamento, a empresa ga-nha juros e economiza tempo da Seção dePessoal, porém enfrenta custos de má-vontade por parte dos funcionários ouentão custos de atendimento a freqüentespedidos de empréstimo; pagando duasvezes por mês, talvez obtenha melhorconfiguração dos dois custos em jogo, re-sultando daí um custo total menor.
17. GRANT, Eugene L., Princi-pies of Engineering Economy.Nova York: The Ronald PressCompany, 1950; TERBORGH, G.Dynamic Equipment POlicy, No-va Iorque: McGraw-Hill BookCompany, 1949; THUESEN, H.G., Engineering Economy. NovaYorque: Prentice-Hall, 1950.
18. MACHLlNE, Claude. Técnicade Distribuição. TransporteModerno. São Paulo: Abril, novo1967.
19. BOWMAN, Edward H., FET-TER, Robert B. Ana/ysis for Pro-duction Management. Home-wood, lllinois, Richard D. lewin,1957.
87

jJ~r:;REVISITADA
20. GENARI, Breno. Introduçãoao PERT básico. Rio de Janeiro:FGV,1966.
21. SÁ MOTTA, Ivan de. A Práti-ca do lote econômico. Revistade Administração de Empresas,Rio de Janeiro, v. 5, nº 17, dez.1965; NORTON, Paul T., Engi-neering Economy, Handbook ofIndustrial Engineering and Ma-nagement, W. G. Ireson e E. L.Grant, ed., Englewood Gliffs:Prentice Hal!, Inc., 1955.
22. STARR, A. T. Generation,Transmission and Utilization ofEletric Power. Londres: SirIsaac Pitman and Sons, 3ª ed.,1953.
23. GARMO, E. Paul de. Engi-neering Economy. Nova Yrok:The MacMillan Gompany, 4ª ed.1967.
24, WALKER, W. H. LEWIS; W.K. MGAOAMS, W. H.; GILLI-LANO, E. R. Principies of Che-mies! Engineering. Nova York:McGraw-Hill,1937.
25. SIMON, Herbert. Adminis-trative Behavior. The MacMillanGompany, 1958.
88
o raciocínio que consiste emdefinir exatamente as alternativase calcular os diversos custos, paracada alternativa, será sempre maisutilizado, tornando-se cada vez
mais técnica a função doadministrador profissional.
Na determinação do número maisapropriado de fornecedores, temos tam-bém que considerar, de um lado, a obten-ção de descontos, para compras emmaior quantidade e, do outro lado, o ris-co resultante de se ficar na dependênciade um único fornecedor.
O planejamento de projetos pelo méto-do do caminho crítico consiste, essencial-mente, em dosar o ritmo da obra de mo-do a se obter o custo mínimo, através dobalanço entre custos fixos e custos variá-veis ",
Aliás, não é somente na área de Produ-ção que o modelo encontra aplicações.Apresentaremos um exemplo de "loteeconômico de finanças": as Bolsas de Va-lores cobram das Sociedades Corretoras edas Sociedades cotadas no pregão taxasdestinadas a constituir um fundo de se-guro. A escolha dos títulos públicos derenda fixa nos quais se investem essas re-ceitas é decidida por uma Comissão Fi-nanceira. Se esta só se reunir uma vezpor mês, as receitas ficarão muitos diassem aplicação, perdendo-se juros e corre-ção monetária do dinheiro ocioso. Se acompra for feita cada dia, o custo de ad-ministração da compra será elevado. Acompra semanal poderá ser a de menorcusto total.
No campo financeiro, temos ainda oque se pode chamar de "lote econômicode prestações". Se as prestações não fo-rem consideráveis, talvez seja mais eco-nômico sacrificar algo em juros, pagandodiversas prestações de uma vez, e pouparcustos administrativos.
Não tem passado despercebida 21 a se-melhança existente entre o modelo de lo-te econômico de compras e a Lei de Kel-vin. Esta última se refere ao diâmetromais econômico de um condutor elétrico:
se for muito fino, o investimento inicialserá pequeno, mas as perdas de energiaserão consideráveis; o custo total possuiforma parecida com a do lote econômi-C022. Em Engenharia Civil e Químicamuitos problemas de dimensionamentoeconômico apresentam conformação domesmo tipo. Citemos alguns: compri-mento econômico de arcos de ponte, altu-ra econômica de arranha-céus+', ciclo óti-mo de limpeza de evaporadores, númeromais apropriado de placas nas colunas dedestilação 24. É uma constatação animado-ra observar que muitas situações admi-nistrativas e técnicas envolvem um nú-mero pequeno de fatores determinantesde custo e que um modelo relativamentesimples permite descrever o custo totalem função das alternativas consideradas.
MODELOS E PRINCíPIOS
Até o início do século, a Administra-ção de Empresas era atividade essencial-mente empírica. Os primeiros autoresque se dedicaram ao estudo sistemáticodos problemas de administração enun-ciaram numerosos princípios, tais como oprincípio de unidade de chefia, o de defi-nição de funções, o de controle, o de pari-dade entre responsabilidade e autorida-de, e muitos outros. A partir de 1930, ve-rificou-se intensa crítica contra essesprincípios. Numerosos autores, salientan-do-se Herbert Simon 25 entre eles, nega-ram qualquer validade aos princípiosclássicos de administração, porque elesvêm em pares opostos, tendendo a seanular mutuamente: "É um defeito fatalque os princípios de administração, comoprovérbios, ocorrem aos pares. Para qua-se qualquer princípio, pode-se encontraroutro igualmente plausível e contraditó-rio. Embora os dois princípios do par noslevem a recomendações opostas, não hánada na teoria que indique qual é o quedeve ser adotado. Por exemplo, nas cos-tumeiras discussões a respeito da centra-lização versus descentralização, conclui-se, em geral, que, de um lado, a centrali-zação das tomadas de decisões é alta-mente desejável; do outro lado, há vanta-gens definidas na descentralização."
O considerável desenvolvimento dosestudos quantitativos verificado nos doisúltimos decênios no campo da Adminis-

o MODELO DE CUSTO MíNIMO NA ADMINISTRAÇÃO DA PRODUÇÃO
tração constitui, em parte, um esforço dereconciliação dos princípios opostos. Vi-mos, numa série de exemplos apresenta-dos neste artigo, como a criação de mo-delos permite estudar o efeito de paresde princípios, visando a encontrar o pon-to de equilíbrio das tendências contradi-tórias. O progresso da Ciência da Admi-nistração restitui a legitimidade aos prin-cípios clássicos e define com maior preci-são o seu efeito. Nas palavras de Koontze 0'Donne126, "nenhum executivo pode sercompletamente a favor ou contra a centrali-zação. As proposições devem ser sempre emtermos de 'mais ou menos', em termos de'quanto": ...
Um físico, certamente, não diria que oprincípio de gravitação é nulo meramen-te porque pode ser contrabalançado peloprincípio da força centrífuga ..."
CONCLUSÃO
O administrador pretende, muitas ve-zes, resolver seus problemas propondosoluções baseadas num princípio. Porexemplo, evoca o princípio da descentra-lização para modificar a organização vi-gente; o de padronização, para reduzir alinha; ou ainda o de separação do contro-le, para justificar a criação de uma seçãoautônoma de inspeção. Entretanto, o es-tado atual dos conhecimentos adminis-trativos já obriga o dirigente da empresaa qualificar melhor, isto é, a quantificarsuas opiniões.
Estudamos nestas páginas um modeloquantitativo de grande aplicação para oadministrador de produção, o modelo decusto mínimo. O raciocínio que consisteem definir exatamente as alternativas ecalcular os diversos custos, para cada al-ternativa, será sempre mais utilizado, tor-nando-se cada vez mais técnica a funçãodo administrador profissional.
COMENTÁRIOS DO AUTOR
Desde a publicação deste artigo, subs-tanciais mudanças ocorreram nos méto-dos de trabalho e procedimentos admi-nistrativos da área fabril. As assim cha-madas "técnicas japonesas modernas" re-jeitam as soluções de compromisso, comolote econômico de compras e produção,estoques de segurança, nível aceitável de
qualidade e paradas toleráveis de equi-pamento. A tendência atual é a procurado absoluto: zero estoque, zero defeito,zero reclamações, zero tempo de ajuste epreparo de máquinas, zero parada, zerotempo de entrega, zero atraso, zero aci-dente e zero papel.
Em termos do modelo aqui apresenta-do, as empresas parecem ter optado poruma ponta, e não mais por um ponto in-termediário. Entretanto, as circunstânciasque permitiram o deslocamento das cur-vas de custo e, em conseqüência, a migra-ção do ponto de otimização para um ex-tremo, não se reproduzem sempre em to-dos os países, setores e empresas. Porexemplo, atingir o estoque zero é possí-vel desde que o cliente disponha de po-der para impor ao seu fornecedor de in-sumos a obrigação de efetuar entregasdiárias, e que, ademais, as distâncias, amalha rodoviária, o trânsito e a legislaçãofiscal não se constituam em dispendiososobstáculos. Qualidade superlativa é factí-vel desde que a empresa e a sociedade te-nham realizado consideráveis investi-mentos, a ser levados em conta na curvados custos "inevitáveis" de qualidade, notreinamento e na conscientização dos em-pregados. Parada zero de equipamentose ajuste rápido das máquinas pressu-põem pesados dispêndios em dispositi-vos especiais, que constituem uma bar-reira instransponível para a maior partede nossas empresas, ressalva feita à gran-des montadoras. Um dos custos opostosa que o modelo em foco se refere tornou-se, em suma, menos explícito, mais ocul-to, porém, continua existindo. Os pressu-postos do modelo clássico aqui apresen-tado permanecem, portanto, válidos. O
26. KOONTZ, Harold;O'DONNEL, Cyril. Princípios deAdministração. São Paulo: Pio-neira, 1962.
Artigo publicado originalmente na RAE de set./1968, Rio de Janeiro, v. 8, nº 28, p. 35-60. 89