Operações Unitárias - teslaconcursos.com.br · Antes das questões... Operações unitárias: -...
103
Operações Unitárias Giovani L. Zabot
Transcript of Operações Unitárias - teslaconcursos.com.br · Antes das questões... Operações unitárias: -...
Operações Unitárias
Giovani L. Zabot
Antes das questões...
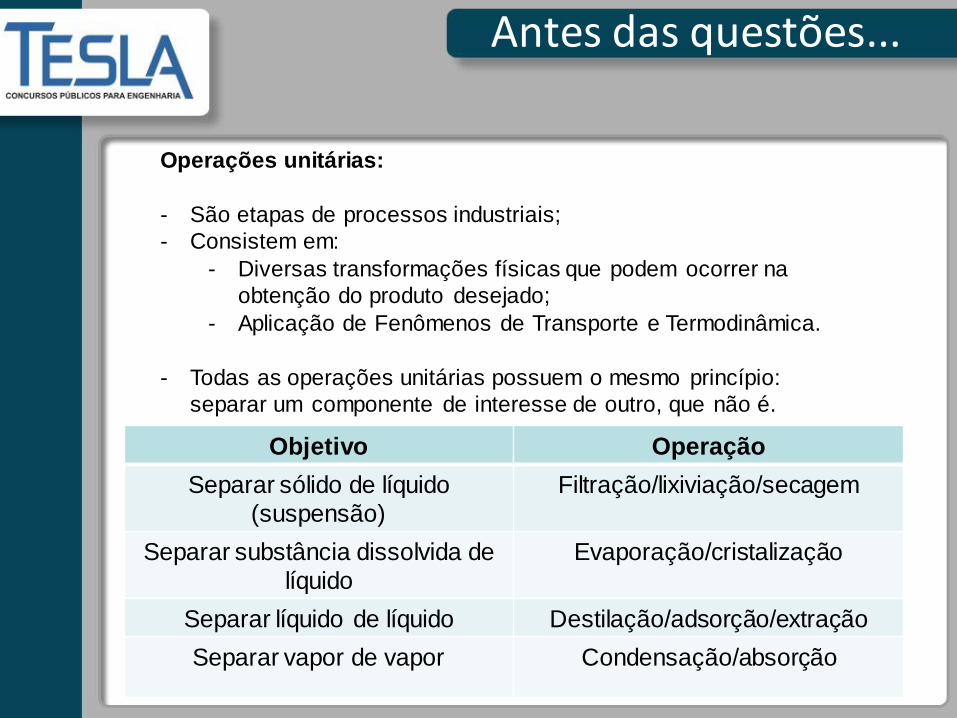
Operações unitárias:
- São etapas de processos industriais;
- Consistem em:
- Diversas transformações físicas que podem ocorrer na
obtenção do produto desejado;
- Aplicação de Fenômenos de Transporte e Termodinâmica.
- Todas as operações unitárias possuem o mesmo princípio:
separar um componente de interesse de outro, que não é.
Objetivo Operação
Separar sólido de líquido
(suspensão)
Filtração/lixiviação/secagem
Separar substância dissolvida de
líquido
Evaporação/cristalização
Separar líquido de líquido Destilação/adsorção/extração
Separar vapor de vapor Condensação/absorção
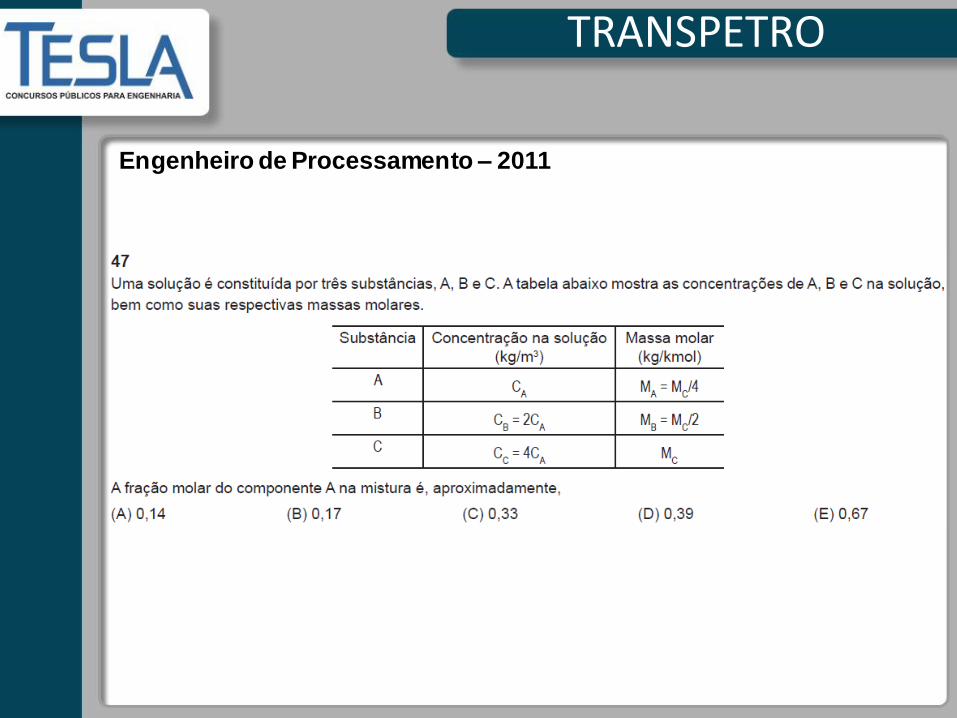
Engenheiro de Processamento – 2011
TRANSPETRO
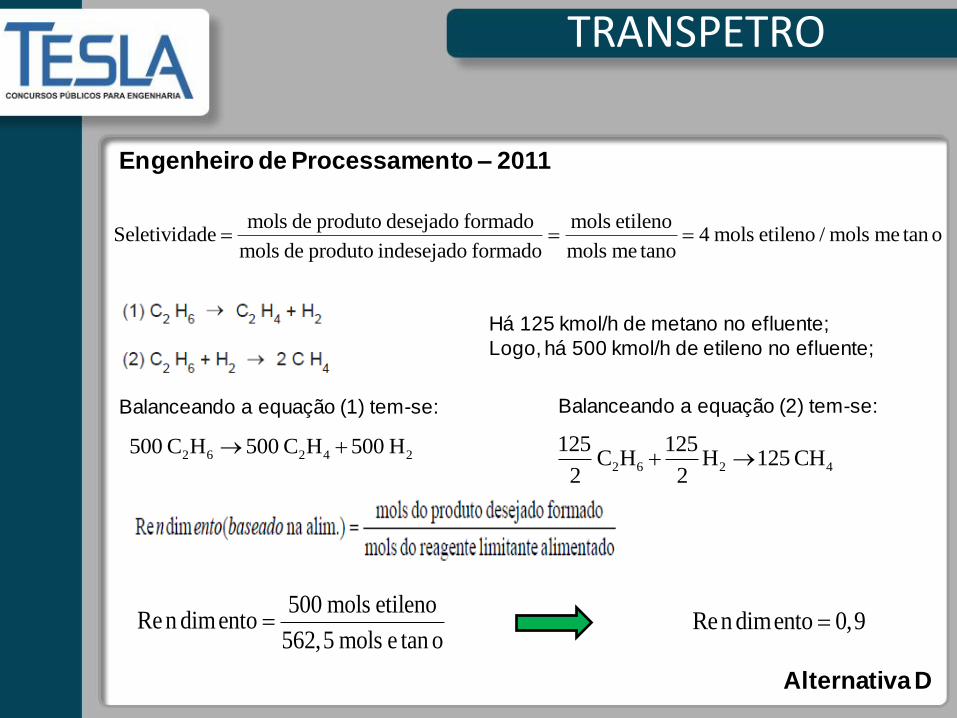
Engenheiro de Processamento – 2011
mols de produto desejado formado mols etilenoSeletividade 4 mols etileno / mols me tan o
mols de produto indesejado formado mols me tano
Há 125 kmol/h de metano no efluente;
Logo, há 500 kmol/h de etileno no efluente;
Balanceando a equação (1) tem-se:
2 6 2 4 2500 C H 500 C H 500 H
Balanceando a equação (2) tem-se:
2 6 2 4
125 125C H H 125 CH
2 2
500 mols etilenoRen dimento
562,5 mols e tan o Ren dimento 0,9
Alternativa D
TRANSPETRO
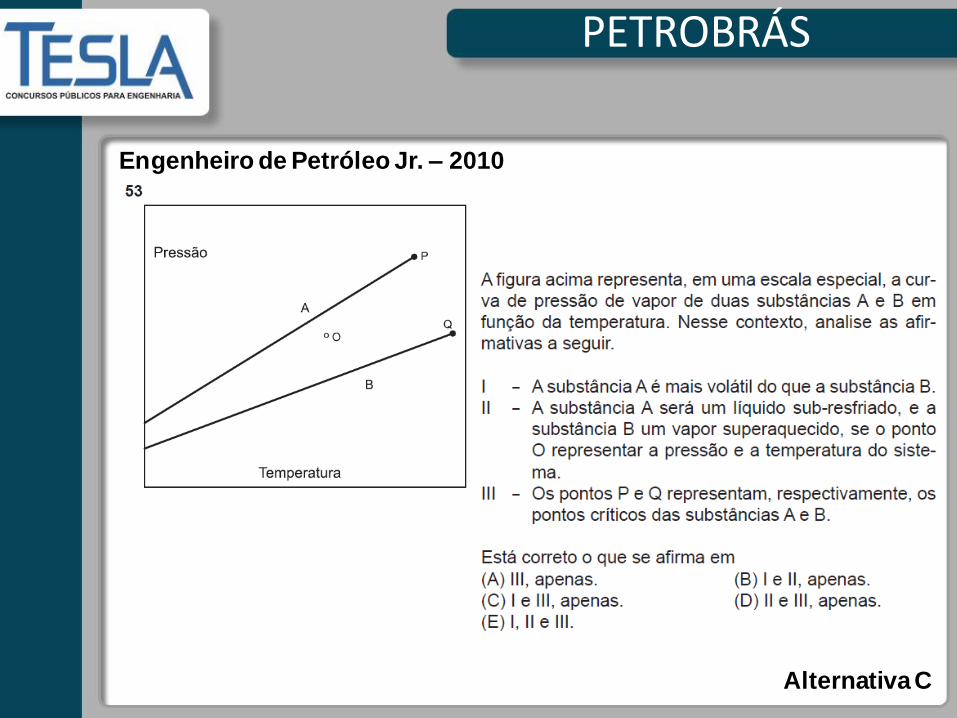
Engenheiro de Petróleo Jr. – 2010
PETROBRÁS
Alternativa C
Engenheiro de Petróleo Jr. – 2010
PETROBRÁS
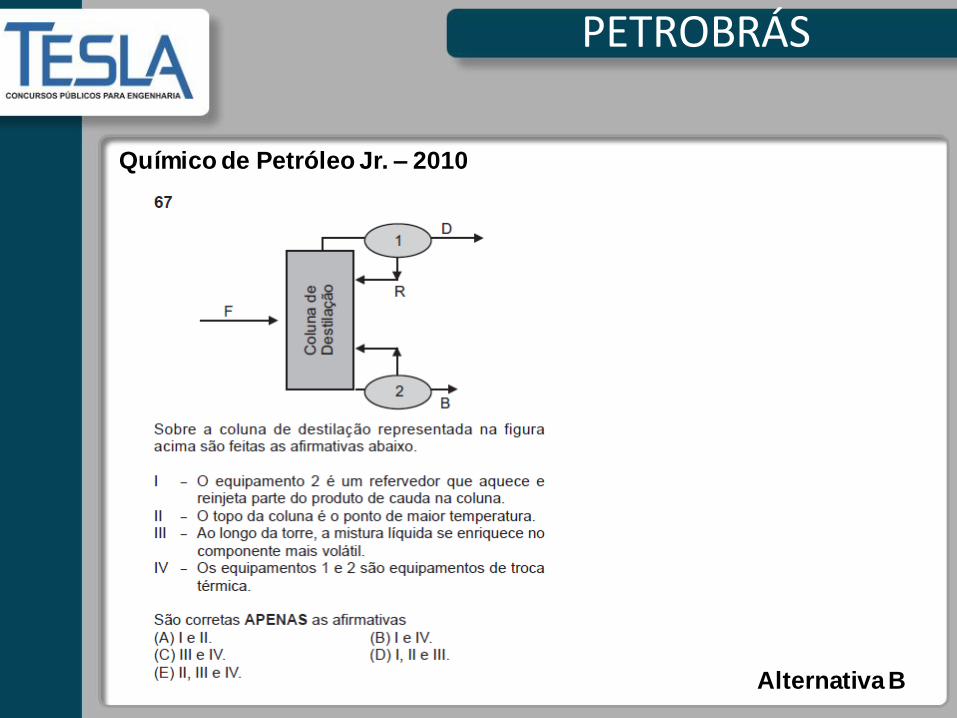
Alternativa B
Engenheiro de Processamento – 2011
TRANSPETRO
Engenheiro de Processamento – 2011
TRANSPETRO
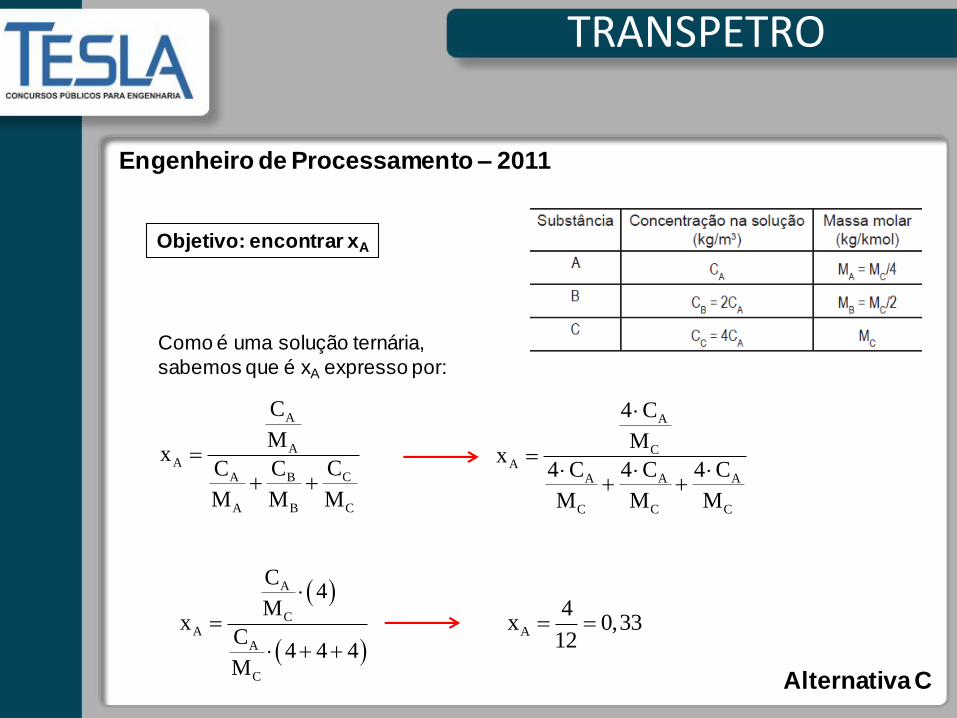
Objetivo: encontrar xA
Como é uma solução ternária,
sabemos que é xA expresso por:
A
AA
CA B
A B C
C
Mx
CC C
M M M
A
CA
A A A
C C C
4 C
Mx
4 C 4 C 4 C
M M M
A
CA
A
C
C4
Mx
C4 4 4
M
A
4x 0,33
12
Alternativa C
Engenheiro de Processamento – 2011
TRANSPETRO
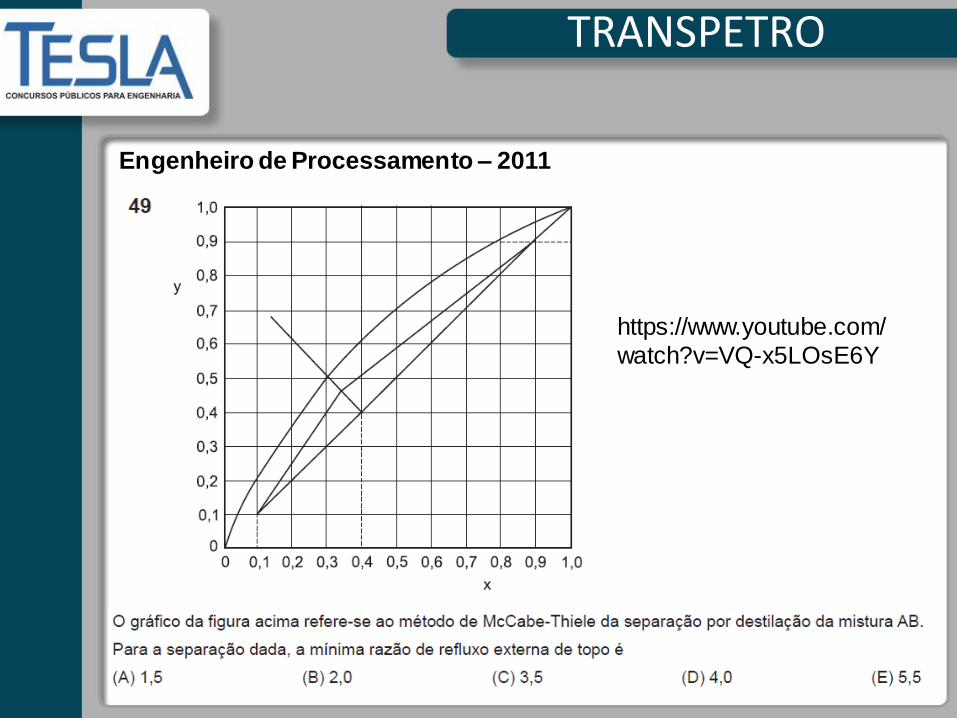
https://www.youtube.com/
watch?v=VQ-x5LOsE6Y
Engenheiro de Processamento – 2011
TRANSPETRO
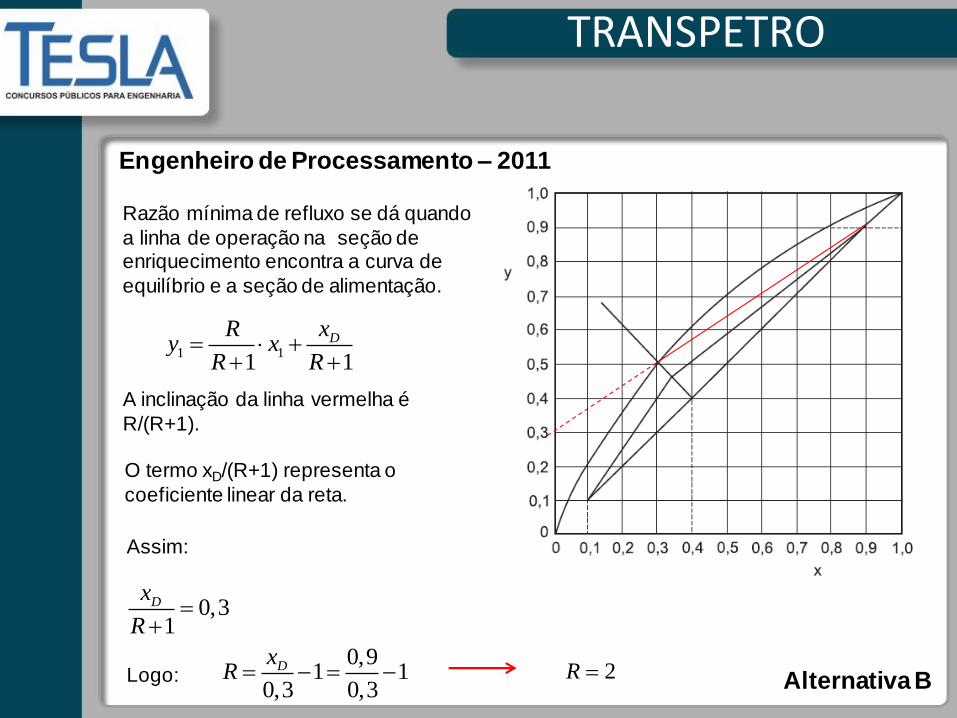
Razão mínima de refluxo se dá quando
a linha de operação na seção de enriquecimento encontra a curva de
equilíbrio e a seção de alimentação.
1 11 1
DxRy x
R R
A inclinação da linha vermelha é
R/(R+1).
O termo xD/(R+1) representa o
coeficiente linear da reta.
Assim:
0,31
Dx
R
Logo: 0,9
1 10,3 0,3
DxR 2R Alternativa B
SUAPE
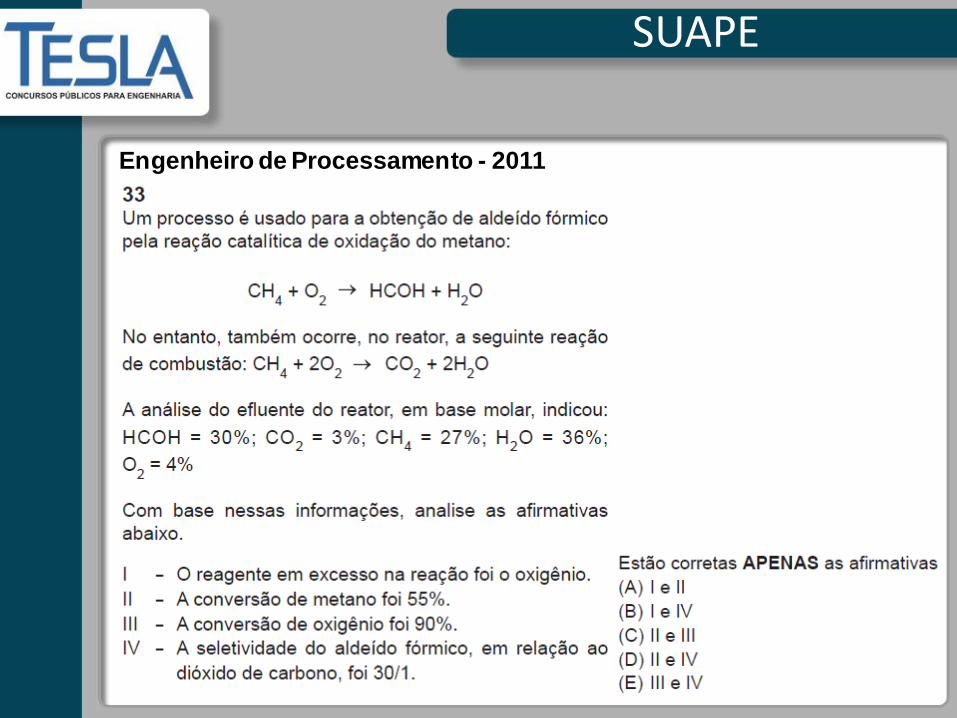
Engenheiro de Processamento - 2011
SUAPE
Engenheiro de Processamento - 2011
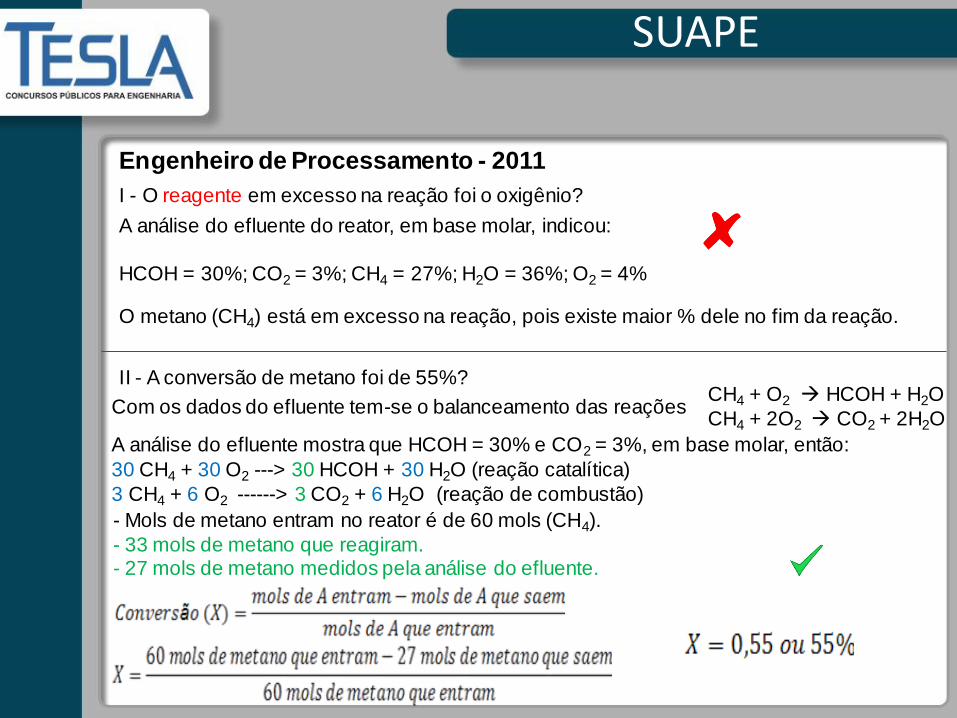
I - O reagente em excesso na reação foi o oxigênio?
A análise do efluente do reator, em base molar, indicou:
HCOH = 30%; CO2 = 3%; CH4 = 27%; H2O = 36%; O2 = 4%
O metano (CH4) está em excesso na reação, pois existe maior % dele no fim da reação.
30 CH4 + 30 O2 ---> 30 HCOH + 30 H2O (reação catalítica)
3 CH4 + 6 O2 ------> 3 CO2 + 6 H2O (reação de combustão)
II - A conversão de metano foi de 55%?
Com os dados do efluente tem-se o balanceamento das reações CH4 + O2 HCOH + H2O
CH4 + 2O2 CO2 + 2H2O
A análise do efluente mostra que HCOH = 30% e CO2 = 3%, em base molar, então:
- Mols de metano entram no reator é de 60 mols (CH4).
- 33 mols de metano que reagiram. - 27 mols de metano medidos pela análise do efluente.
SUAPE
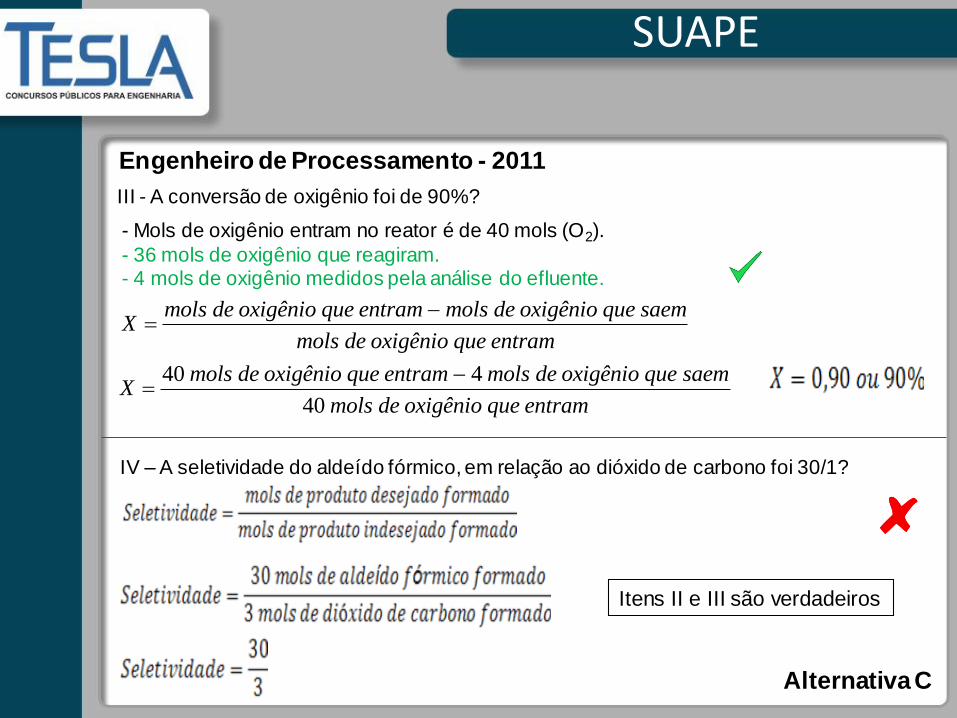
Engenheiro de Processamento - 2011
- Mols de oxigênio entram no reator é de 40 mols (O2).
- 36 mols de oxigênio que reagiram. - 4 mols de oxigênio medidos pela análise do efluente.
III - A conversão de oxigênio foi de 90%?
IV – A seletividade do aldeído fórmico, em relação ao dióxido de carbono foi 30/1?
mols de oxigênio que entram mols de oxigênio que saemX
mols de oxigênio que entram
40 4
40
mols de oxigênio que entram mols de oxigênio que saemX
mols de oxigênio que entram
Itens II e III são verdadeiros
Alternativa C

Engenheiro de Processamento – 2011
TRANSPETRO
Alternativa E

Engenheiro de Petróleo Jr. – 2011
PETROBRÁS
Alternativa C Próximo slide

Absorção é usada quando se
deseja remover de uma
mistura gasosa um ou mais
componentes, através do
contato direto com um líquido
ou uma solução líquida que
tem afinidade por estes
componentes e não tem com
os demais.
PETROBRÁS
Engenheiro de Petróleo Jr. – 2011
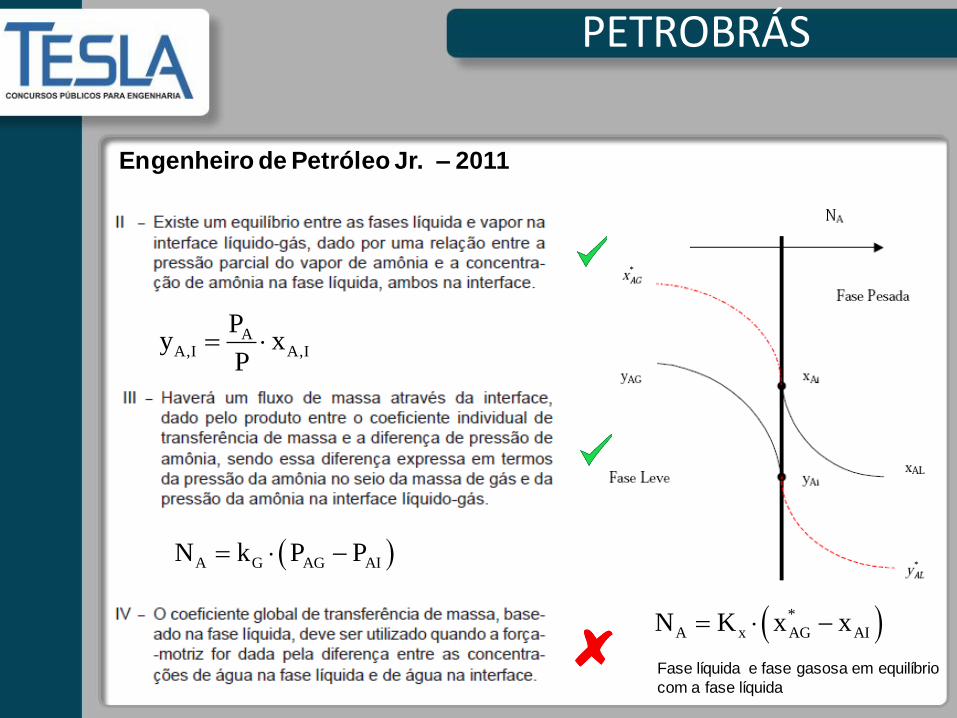
PETROBRÁS
Engenheiro de Petróleo Jr. – 2011
AA,I A,I
Py x
P
A G AG AIN k P P
*
A x AG AIN K x x
Fase líquida e fase gasosa em equilíbrio
com a fase líquida
Engenheiro de Processamento – 2010/2
PETROBRÁS
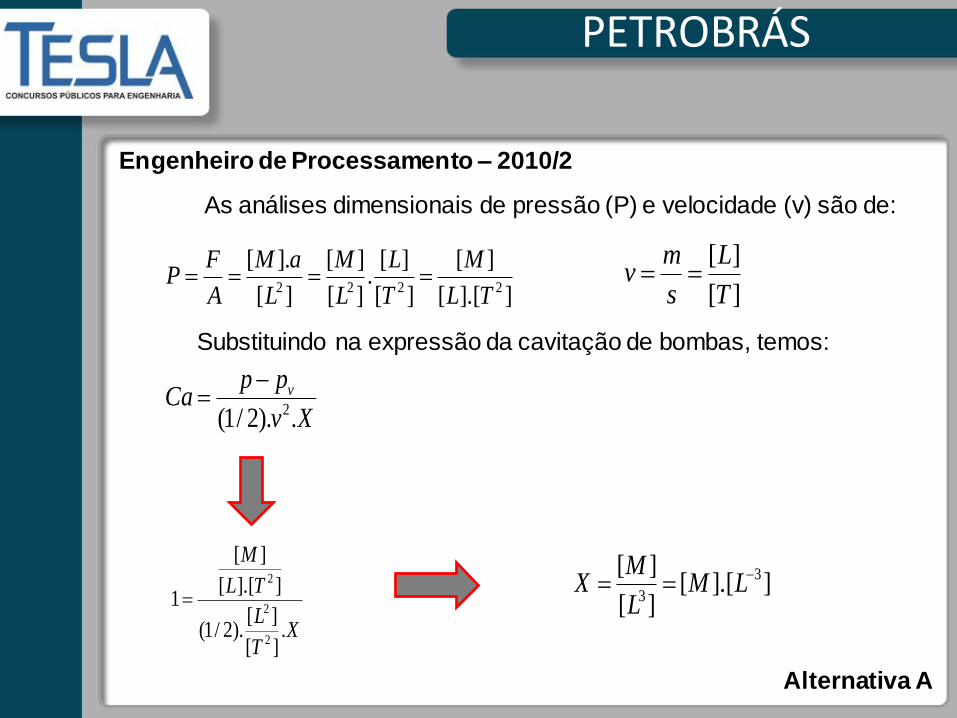
As análises dimensionais de pressão (P) e velocidade (v) são de:
Substituindo na expressão da cavitação de bombas, temos:
]].[[
][
][
][.
][
][
][
].[2222 TL
M
T
L
L
M
L
aM
A
FP
][
][
T
L
s
mv
Xv
ppCa v
.).2/1( 2
XT
L
TL
M
.][
][).2/1(
]].[[
][
1
2
2
2
]].[[
][
][ 3
3
LML
MX
Engenheiro de Processamento – 2010/2
Alternativa A
PETROBRÁS
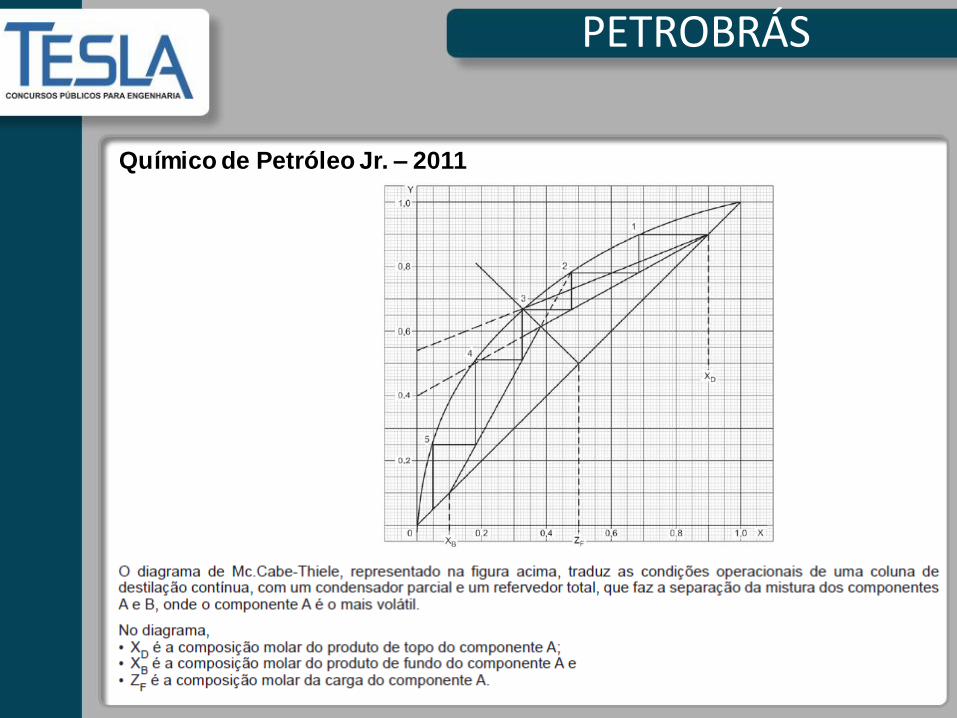
Químico de Petróleo Jr. – 2011
PETROBRÁS
Alternativa A
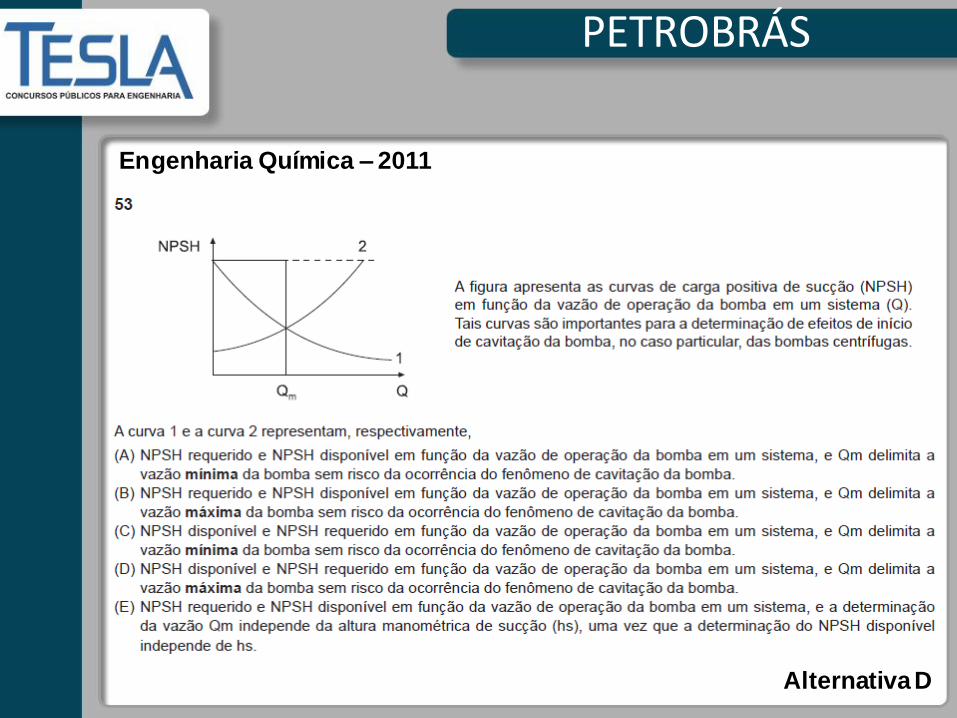
Engenharia Química – 2011
PETROBRÁS
Alternativa A
Químico de Petróleo Jr. – 2011
PETROBRÁS
Químico de Petróleo Jr. – 2011
PETROBRÁS
Químico de Petróleo Jr. – 2011
PETROBRÁS
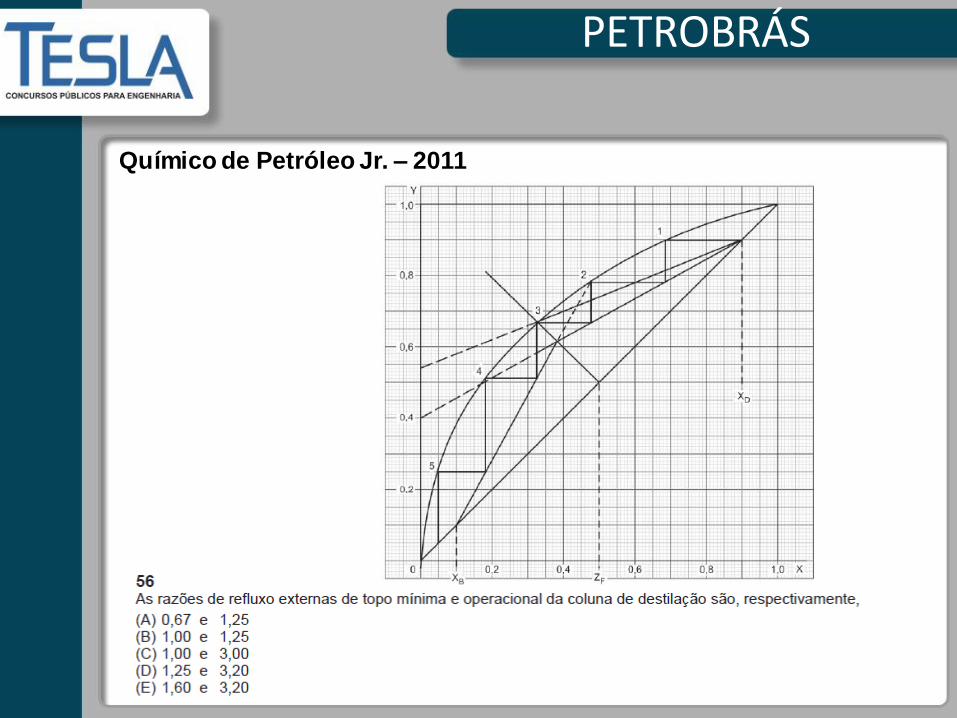
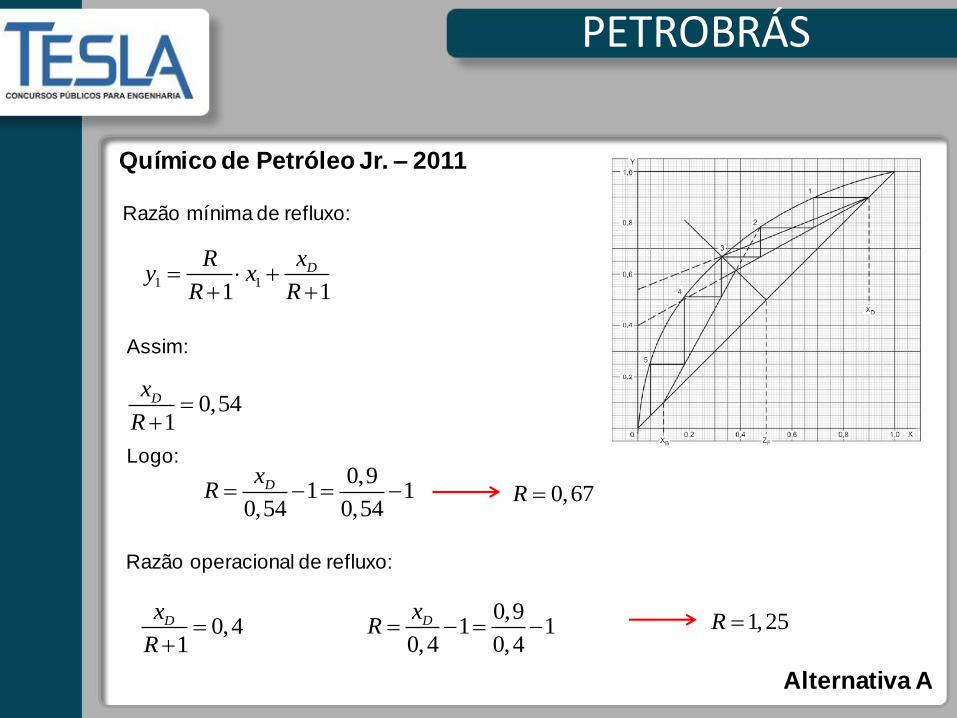
Razão mínima de refluxo:
1 11 1
DxRy x
R R
Assim:
0,541
Dx
R
Logo: 0,9
1 10,54 0,54
DxR 0,67R
Razão operacional de refluxo:
0,41
Dx
R
0,91 1
0,4 0,4 Dx
R 1,25R
Alternativa A
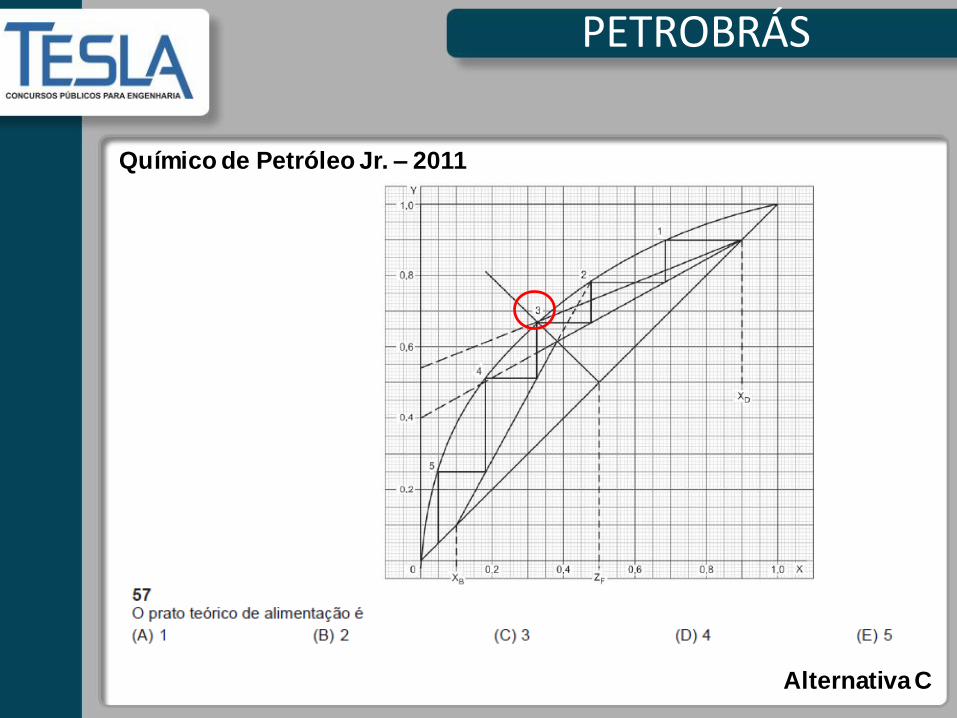
Químico de Petróleo Jr. – 2011
PETROBRÁS
Alternativa C
Engenheiro de Processamento – 2010/2
PETROBRÁS
Engenheiro de Processamento – 2010/2
PETROBRÁS
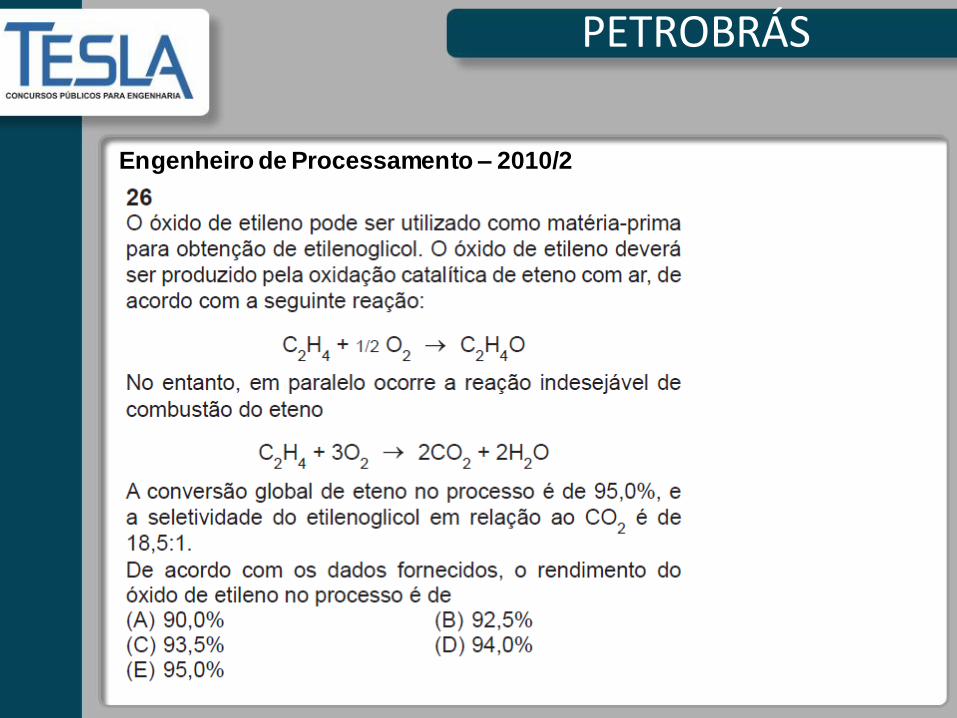
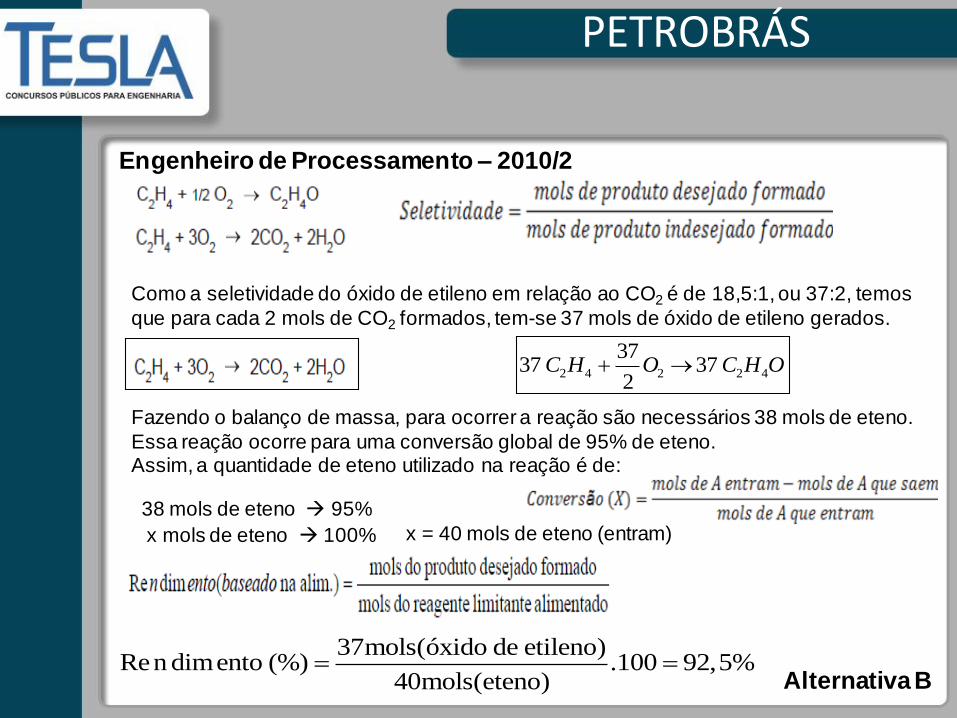
Como a seletividade do óxido de etileno em relação ao CO2 é de 18,5:1, ou 37:2, temos
que para cada 2 mols de CO2 formados, tem-se 37 mols de óxido de etileno gerados.
2 4 2 2 4
3737 37
2C H O C H O
Fazendo o balanço de massa, para ocorrer a reação são necessários 38 mols de eteno.
Essa reação ocorre para uma conversão global de 95% de eteno. Assim, a quantidade de eteno utilizado na reação é de:
38 mols de eteno 95%
x mols de eteno 100% x = 40 mols de eteno (entram)
37mols(óxido de etileno)Ren dimento (%) .100 92,5%
40mols(eteno)
Alternativa B

Engenharia Química – 2011
PETROBRÁS
Engenharia Química – 2011
PETROBRÁS
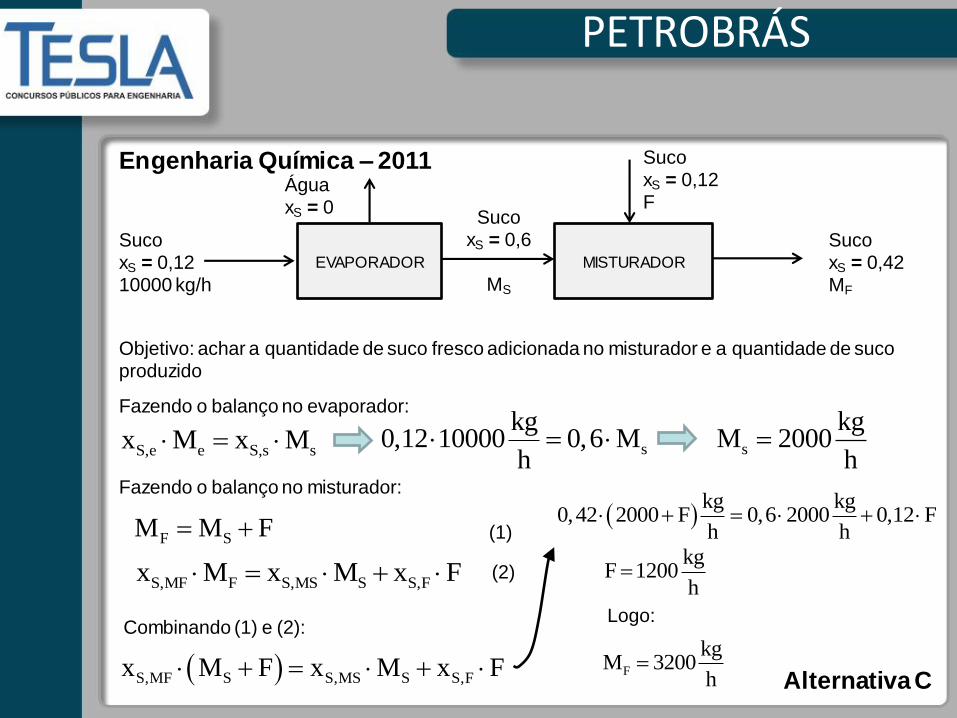
Alternativa C
EVAPORADOR MISTURADOR
Suco xS = 0,12 10000 kg/h
Suco xS = 0,6
MS
Suco xS = 0,42 MF
Suco xS = 0,12 F
Objetivo: achar a quantidade de suco fresco adicionada no misturador e a quantidade de suco produzido
Fazendo o balanço no evaporador:
S,e e S,s sx M x M
Água xS = 0
s
kg0,12 10000 0,6 M
h s
kgM 2000
h
Fazendo o balanço no misturador:
F SM M F
S,MF F S,MS S S,Fx M x M x F
(1)
(2)
Combinando (1) e (2):
S,MF S S,MS S S,Fx M F x M x F
kg kg
0,42 2000 F 0,6 2000 0,12 Fh h
kgF 1200
h
F
kgM 3200
h
Logo:
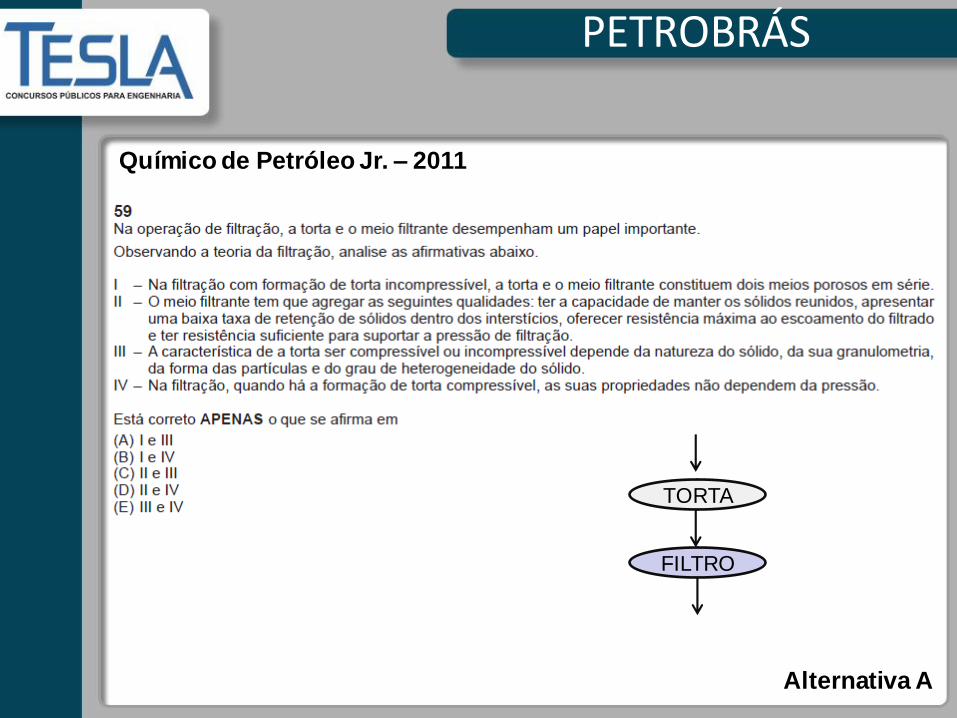
Químico de Petróleo Jr. – 2011
PETROBRÁS
Alternativa A
TORTA
FILTRO

Engenheiro de Equipamentos Pleno – Mecânica – 2005
PETROBRÁS
Alternativa B
S Eˆ ˆq m H H
Químico de Petróleo Jr. – 2010
PETROBRÁS
Alternativa B
TRANSPETRO
Químico de Petróleo Jr. - 2011
TRANSPETRO
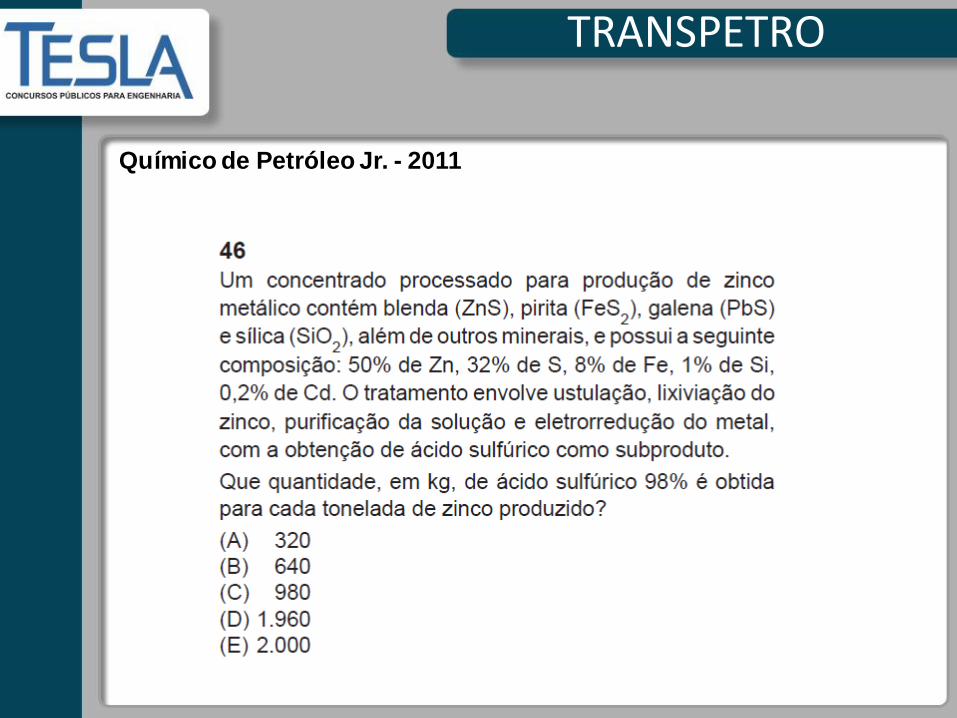
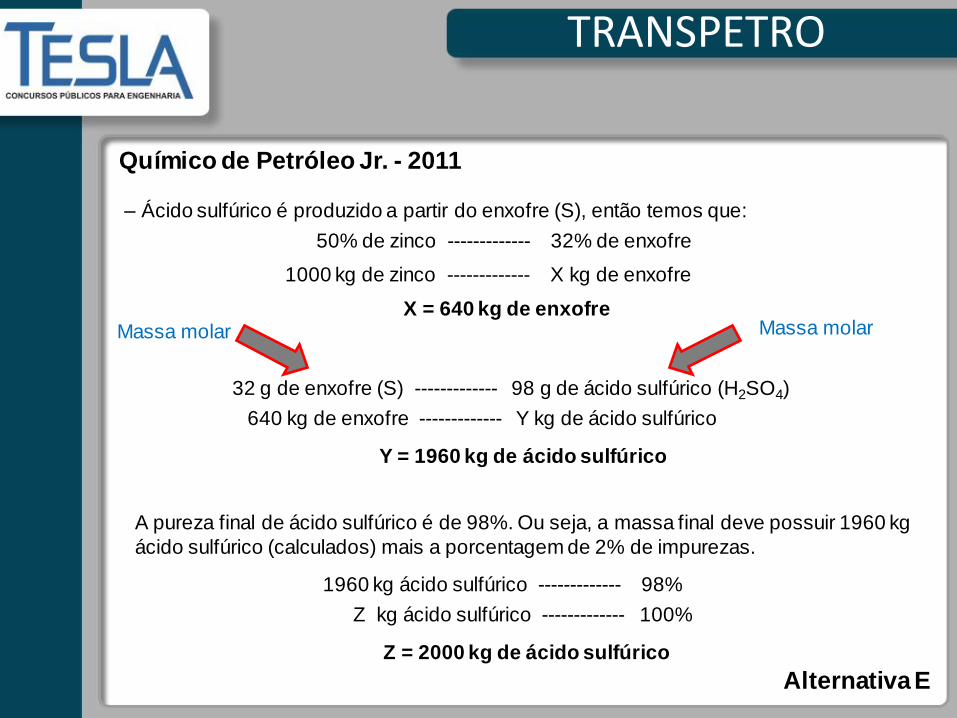
Químico de Petróleo Jr. - 2011
– Ácido sulfúrico é produzido a partir do enxofre (S), então temos que:
50% de zinco ------------- 32% de enxofre
1000 kg de zinco ------------- X kg de enxofre
X = 640 kg de enxofre
32 g de enxofre (S) ------------- 98 g de ácido sulfúrico (H2SO4)
640 kg de enxofre ------------- Y kg de ácido sulfúrico
Y = 1960 kg de ácido sulfúrico
A pureza final de ácido sulfúrico é de 98%. Ou seja, a massa final deve possuir 1960 kg
ácido sulfúrico (calculados) mais a porcentagem de 2% de impurezas.
1960 kg ácido sulfúrico ------------- 98%
Z kg ácido sulfúrico ------------- 100%
Z = 2000 kg de ácido sulfúrico
Massa molar Massa molar
Alternativa E

Químico de Petróleo Jr. – 2011
PETROBRÁS
Alternativa B
https://www.youtube.com/
watch?v=nCaiPcoa58s
Engenharia Mecânica – 2011
PETROBRÁS
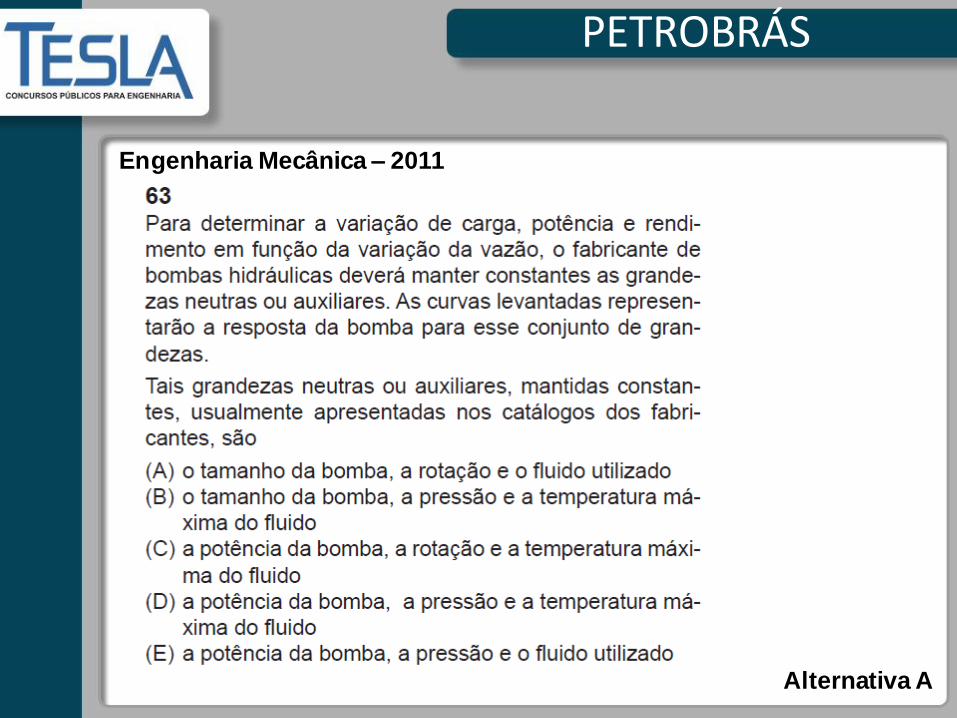
Alternativa A
Engenharia Química – 2011
PETROBRÁS
Engenharia Química – 2011
PETROBRÁS
Alternativa D
A + 2B C CA/CB = 0,25 REATOR
VR/QE = 0,75 min
VR = 150 L Conversão de A = 80 %
Objetivo: achar a conversão de B e a vazão volumétrica na saída do reator
Para cada 1 mol de A que entra no reator, entram tb 4 mols de B. Portanto, de acordo com
a reação, a conversão de B é a metade de A: 40 %
Para a vazão:
RE
VQ
0,75 min E
150 LQ
0,75 min
E
LQ 200
min
Considerando que não há acúmulo de massa total no reator:
S
LQ 200
min

Engenheiro de Equipamentos Jr. Elétrica – 2010
PETROBRÁS
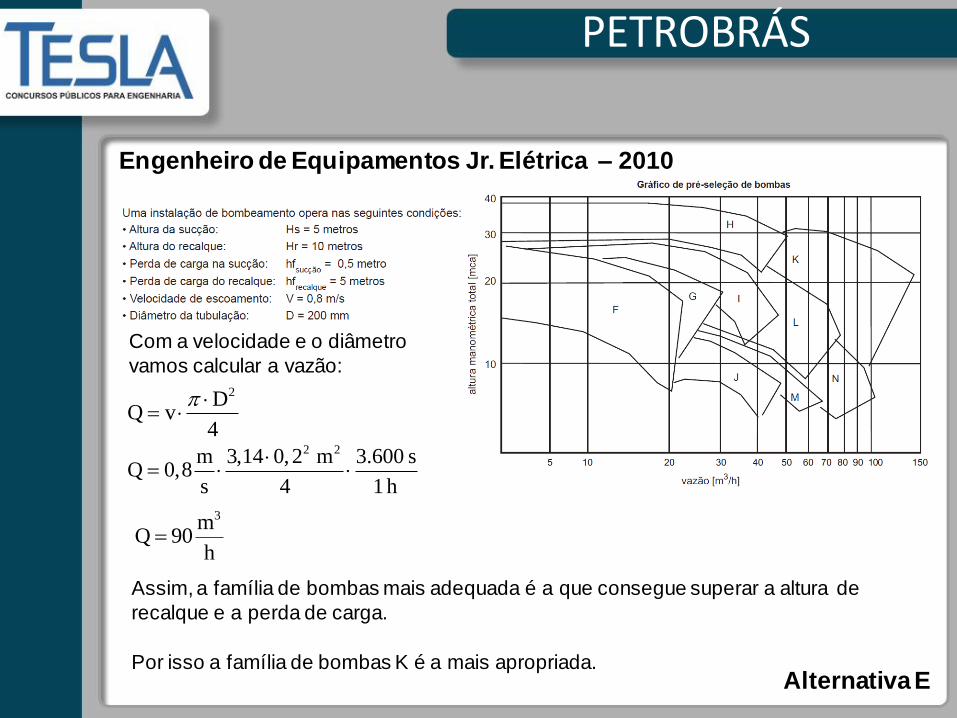
Engenheiro de Equipamentos Jr. Elétrica – 2010
PETROBRÁS
2DQ v
4
Com a velocidade e o diâmetro
vamos calcular a vazão:
2 2m 3,14 0,2 m 3.600 sQ 0,8
s 4 1 h
3mQ 90
h
Assim, a família de bombas mais adequada é a que consegue superar a altura de
recalque e a perda de carga.
Por isso a família de bombas K é a mais apropriada. Alternativa E

Engenheiro de Processamento – 2010/2
PETROBRÁS
Alternativa B
I – Correto: o gradiente de concentração
formado entre a membrana (região mais
concentrada) e o seio da solução (região
mais diluída) provoca a difusão de solutos
no sentido da membrana para a solução
(devido à diferença de concentração nesta
camada), que é o sentido oposto ao fluxo
de permeado.
II – Errado: a formação de uma camada
secundária sobre a membrana diminui o
fluxo permeado, pois funciona como uma
barreira adicional (efeito de fouling).
III – Errado: o fluxo de permeado é
controlado pela diferença de pressão no
fluxo e pela barreira física formada pelo
acúmulo de soluto na superfície da
membrana.
IV – Correto: a camada de solutos sobre a
membrana pode se tornar tão densa a
ponto de reter partículas/moléculas que a
membrana “limpa” não reteria.
Engenheiro de Processamento – 2011
TRANSPETRO
Engenheiro de Processamento – 2011
TRANSPETRO
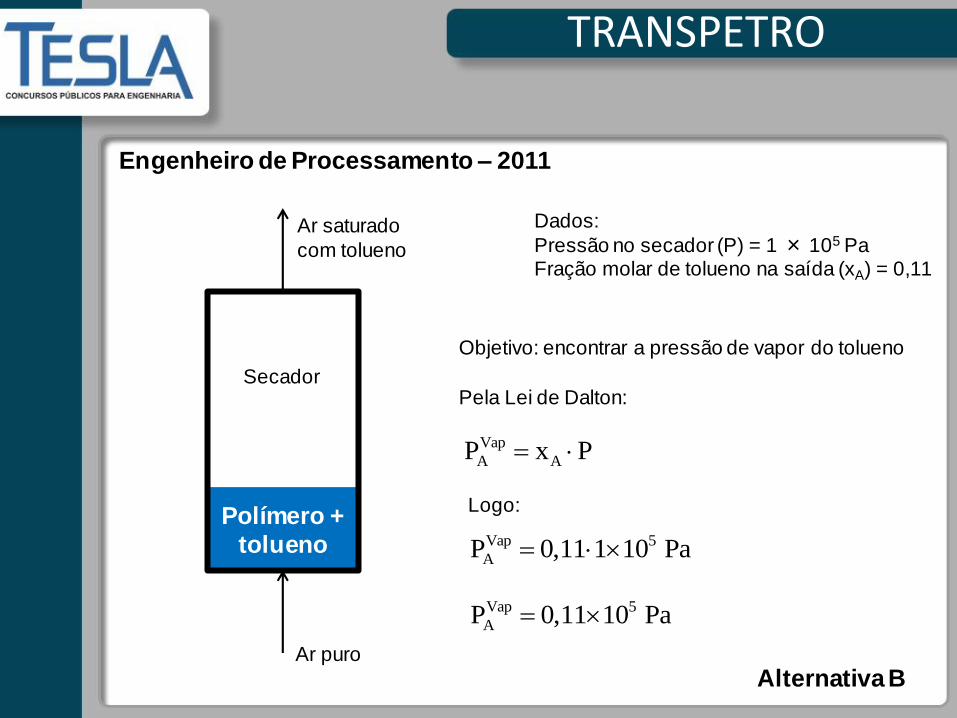
Secador
Polímero +
tolueno
Ar puro
Ar saturado
com tolueno
Dados:
Pressão no secador (P) = 1 × 105 Pa Fração molar de tolueno na saída (xA) = 0,11
Objetivo: encontrar a pressão de vapor do tolueno
Pela Lei de Dalton:
Vap
A AP x P
Logo:
Vap 5
AP 0,11 1 10 Pa
Vap 5
AP 0,11 10 Pa
Alternativa B
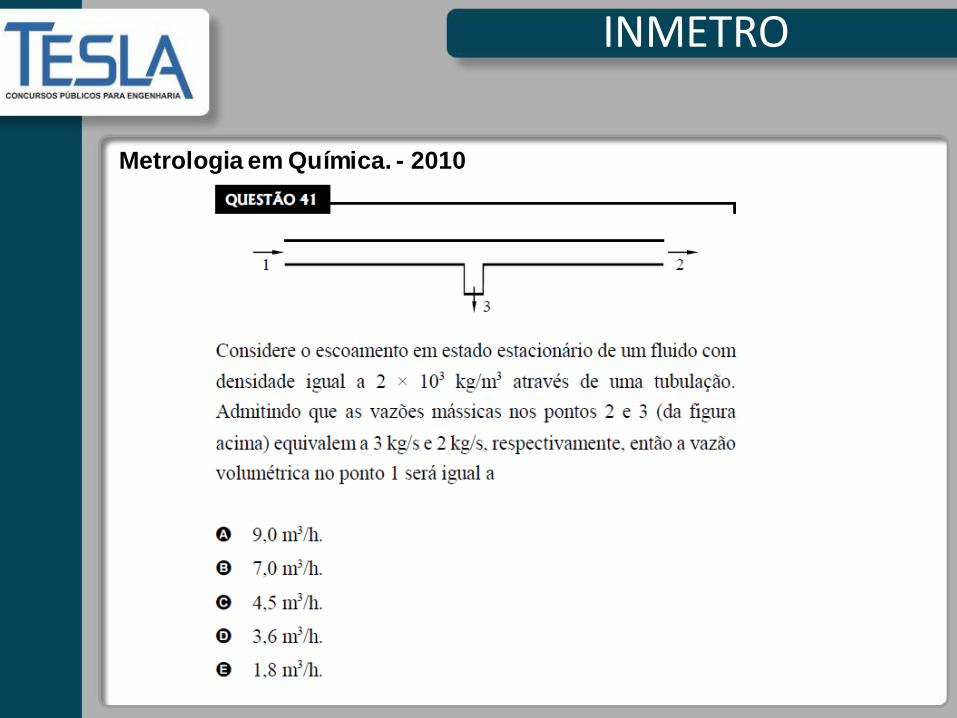
INMETRO
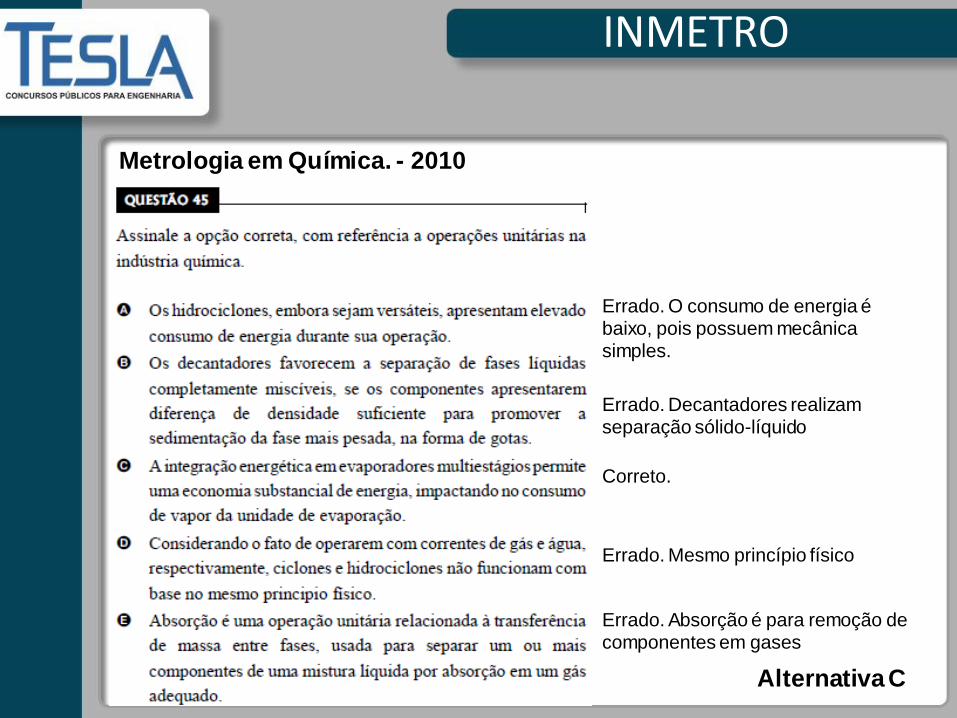
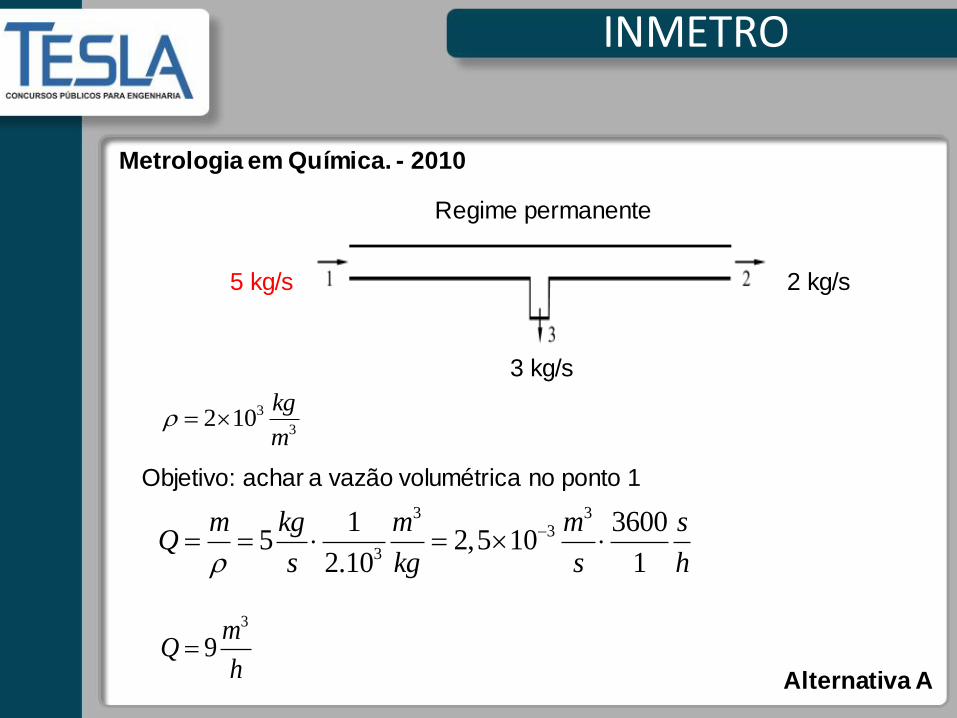
Metrologia em Química. - 2010
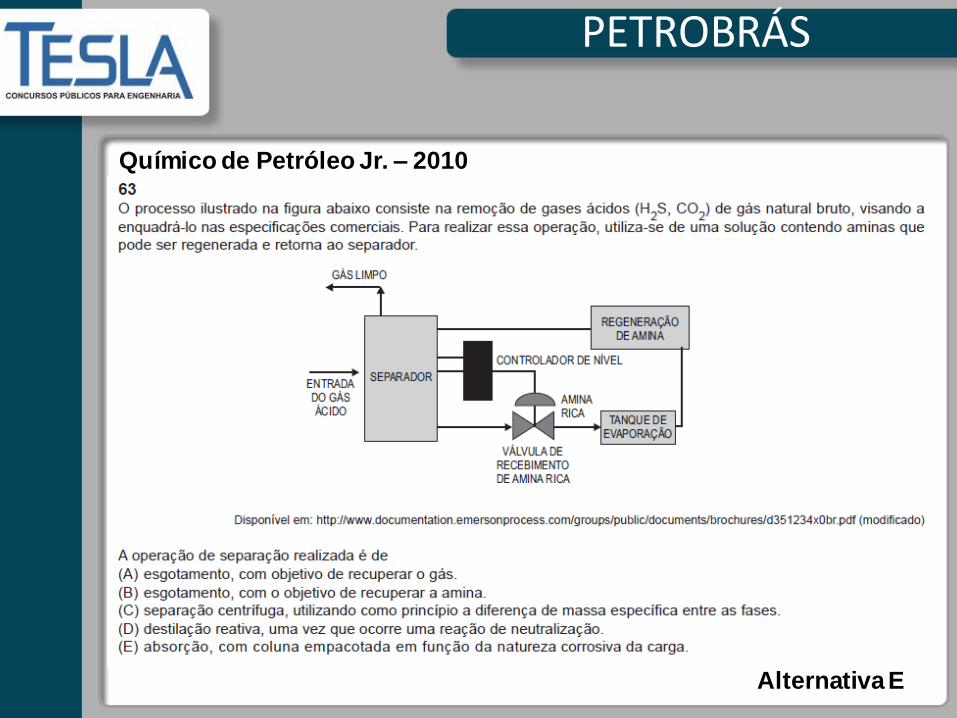
Alternativa C
Errado. O consumo de energia é baixo, pois possuem mecânica simples.
Errado. Decantadores realizam separação sólido-líquido
Correto.
Errado. Mesmo princípio físico
Errado. Absorção é para remoção de componentes em gases
Químico de Petróleo Jr. – 2011
PETROBRÁS
Químico de Petróleo Jr. – 2011
PETROBRÁS
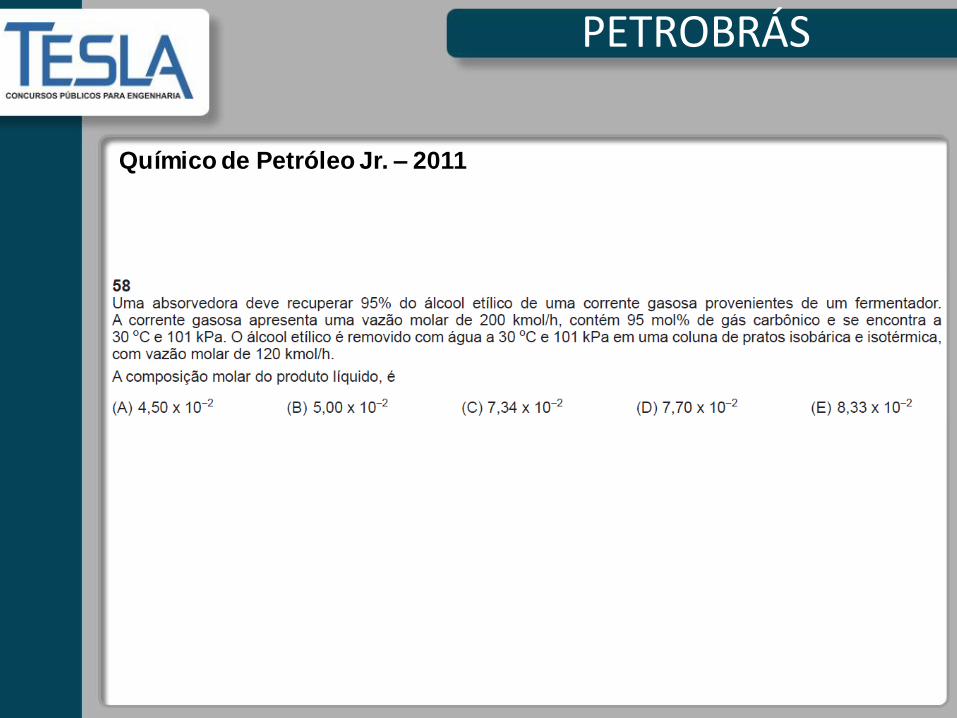
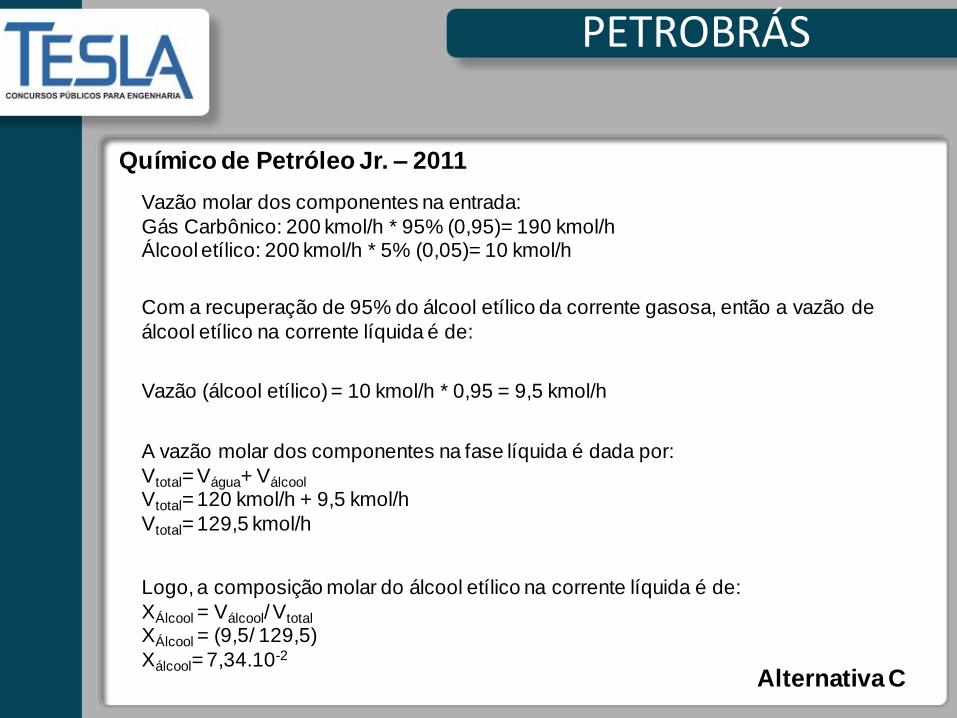
Vazão molar dos componentes na entrada:
Gás Carbônico: 200 kmol/h * 95% (0,95)= 190 kmol/h Álcool etílico: 200 kmol/h * 5% (0,05)= 10 kmol/h
Com a recuperação de 95% do álcool etílico da corrente gasosa, então a vazão de
álcool etílico na corrente líquida é de:
Vazão (álcool etílico) = 10 kmol/h * 0,95 = 9,5 kmol/h
A vazão molar dos componentes na fase líquida é dada por:
Vtotal= Vágua+ Válcool Vtotal= 120 kmol/h + 9,5 kmol/h
Vtotal= 129,5 kmol/h
Logo, a composição molar do álcool etílico na corrente líquida é de:
XÁlcool = Válcool/ Vtotal
XÁlcool = (9,5/ 129,5)
Xálcool= 7,34.10-2 Alternativa C

INMETRO
Metrologia em Química. - 2010
Alternativa E

Engenheiro de Processamento – Biocombustível - 2010
PETROBRÁS
Combustível Ponto de Fulgor
Etanol (70%) 16.6 °C
Gasolina -42,8 °C
Diesel >38 °C
Querosene de Aviação >60 °C
Querosene (Óleo de parafina)
>38°–72 °C
Óleo vegetal (canola) 327 °C
Biodiesel >130 °C Alternativa A
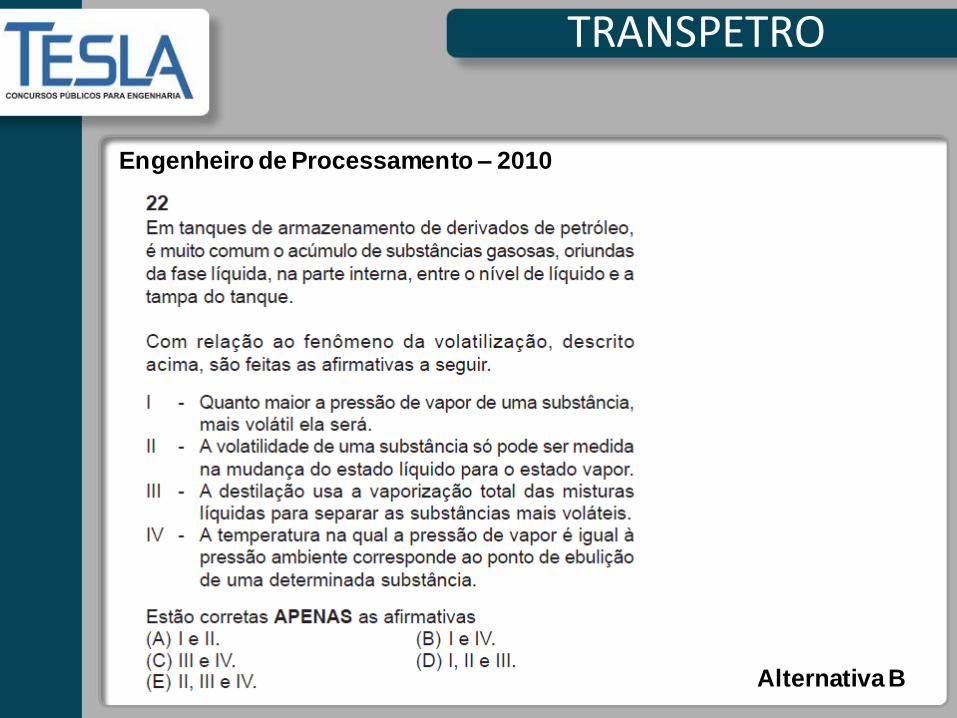
Engenheiro de Processamento - 2011
TRANSPETRO

Engenheiro de Processamento - 2011
TRANSPETRO
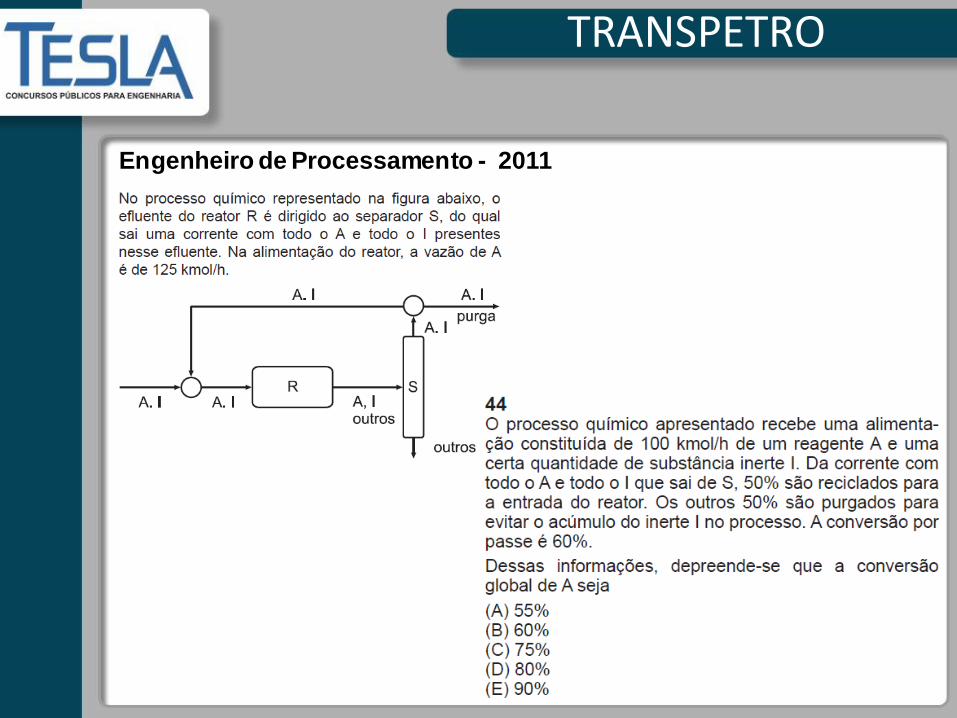
O processo químico recebe alimentação de 100 kmol/h de um reagente A e certa quantidade de inerte I. Da corrente com todo o A e todo o I que saem de S, 50% são reciclados para a entrada do reator. Os outros 50% são purgados para evitar o acúmulo do inerte I.
No reator: – São alimentados 125 kmol/h de A no reator – Conversão por passe é de 60%.
No processo: – Como 50,0 kmol/h de A saem do separador S, 25 kmol/h são purgados e 25 kmol/h são reciclados para a entrada do reator, logo a conversão global do processo é calculada por:
Alternativa C

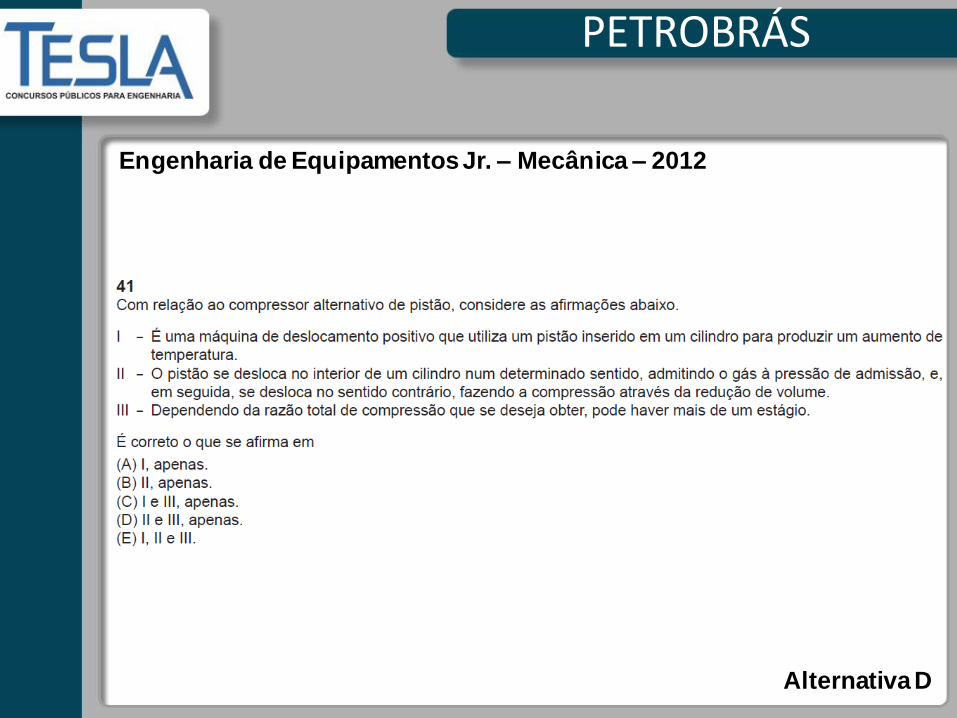
Engenharia de Equipamentos Jr. – Mecânica – 2012
PETROBRÁS
Alternativa D

Químico de Petróleo Jr. – 2010
PETROBRÁS
Químico de Petróleo Jr. – 2010
PETROBRÁS
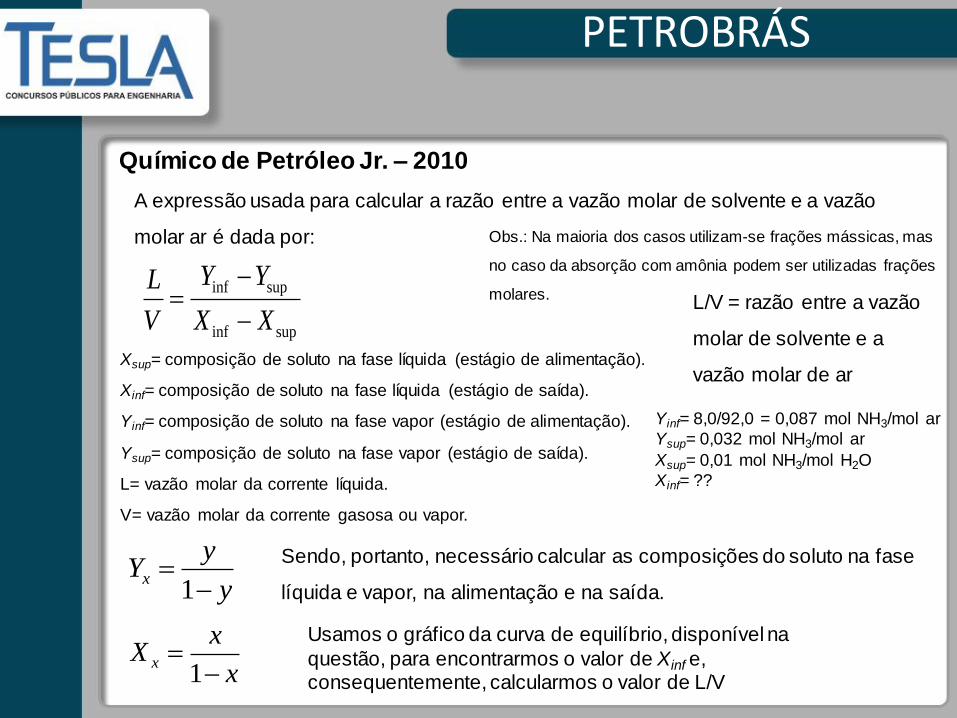
A expressão usada para calcular a razão entre a vazão molar de solvente e a vazão
molar ar é dada por:
Xsup= composição de soluto na fase líquida (estágio de alimentação).
Xinf= composição de soluto na fase líquida (estágio de saída).
Yinf= composição de soluto na fase vapor (estágio de alimentação).
Ysup= composição de soluto na fase vapor (estágio de saída).
L= vazão molar da corrente líquida.
V= vazão molar da corrente gasosa ou vapor.
inf sup
inf sup
Y YL
V X X
Obs.: Na maioria dos casos utilizam-se frações mássicas, mas
no caso da absorção com amônia podem ser utilizadas frações
molares. L/V = razão entre a vazão
molar de solvente e a
vazão molar de ar
Sendo, portanto, necessário calcular as composições do soluto na fase
líquida e vapor, na alimentação e na saída. y
yYx
1
x
xX x
1
Yinf= 8,0/92,0 = 0,087 mol NH3/mol ar
Ysup= 0,032 mol NH3/mol ar
Xsup= 0,01 mol NH3/mol H2O
Xinf= ??
Usamos o gráfico da curva de equilíbrio, disponível na
questão, para encontrarmos o valor de Xinf e, consequentemente, calcularmos o valor de L/V

Químico de Petróleo Jr. – 2010
PETROBRÁS
0,087 0,0321,83 1,80
0,04 0,01
L
V
Xinf
Yinf
Ysup
Xsup
Processo ocorre em um único estágio
Assim temos que Xinf é
igual a 0,04. Então, a
razão L/V é dada por: Alternativa D

INMETRO
Metrologia em Química. - 2010
Alternativa B
Errado. O método considera fluxo constante.
Correto.
Errado. Quanto maior a razão de refluxo, menor o número de pratos.
Errado. Não há variação de H
Errado. Menor será o número de pratos
Químico de Petróleo Jr. – 2010
PETROBRÁS
Químico de Petróleo Jr. – 2010
PETROBRÁS
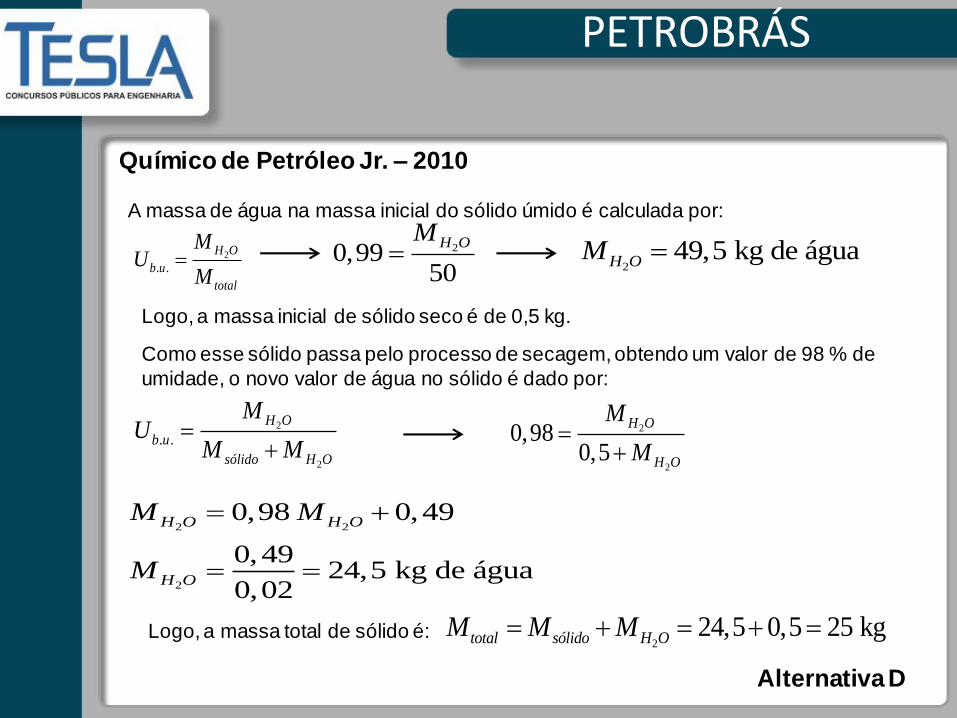
A massa de água na massa inicial do sólido úmido é calculada por:
20,9950
H OM
Logo, a massa inicial de sólido seco é de 0,5 kg.
2
. .
H O
b u
total
MU
M 2
49,5 kg de águaH OM
Como esse sólido passa pelo processo de secagem, obtendo um valor de 98 % de
umidade, o novo valor de água no sólido é dado por:
2
2
. .
H O
b u
sólido H O
MU
M M
2
2
0,980,5
H O
H O
M
M
2 2
2
0,98 0,49
0,4924,5 kg de água
0,02
H O H O
H O
M M
M
Logo, a massa total de sólido é: 2
24,5 0,5 25 kgtotal sólido H OM M M
Alternativa D
Engenheiro de Processamento Jr. Biocombustíveis – 2010
PETROBRÁS
Engenheiro de Processamento Jr. Biocombustíveis – 2010
PETROBRÁS
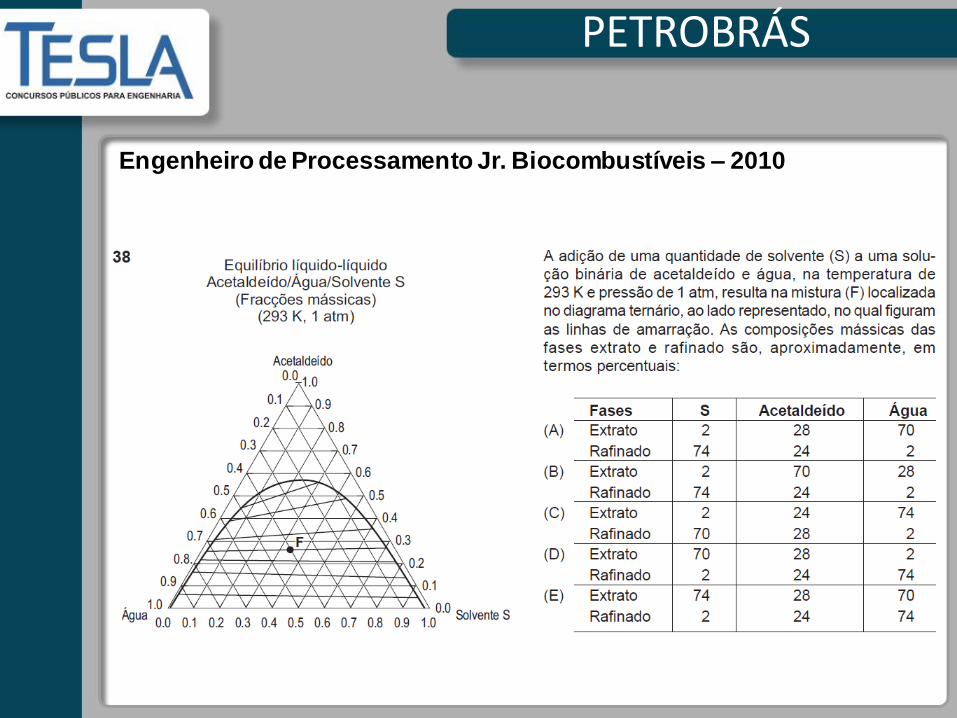
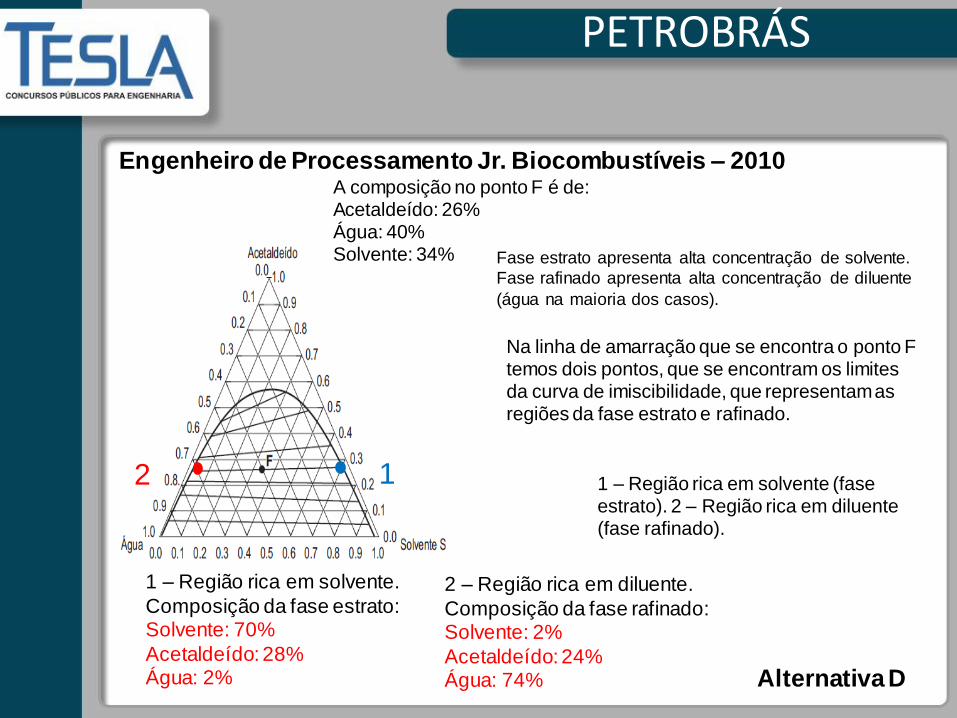
Fase estrato apresenta alta concentração de solvente.
Fase rafinado apresenta alta concentração de diluente
(água na maioria dos casos).
1 2
A composição no ponto F é de: Acetaldeído: 26% Água: 40% Solvente: 34%
Na linha de amarração que se encontra o ponto F temos dois pontos, que se encontram os limites da curva de imiscibilidade, que representam as regiões da fase estrato e rafinado.
1 – Região rica em solvente (fase estrato). 2 – Região rica em diluente (fase rafinado).
1 – Região rica em solvente.
Composição da fase estrato: Solvente: 70%
Acetaldeído: 28% Água: 2%
2 – Região rica em diluente.
Composição da fase rafinado: Solvente: 2%
Acetaldeído: 24% Água: 74% Alternativa D
INMETRO
Metrologia em Química. - 2010
INMETRO
Metrologia em Química. - 2010
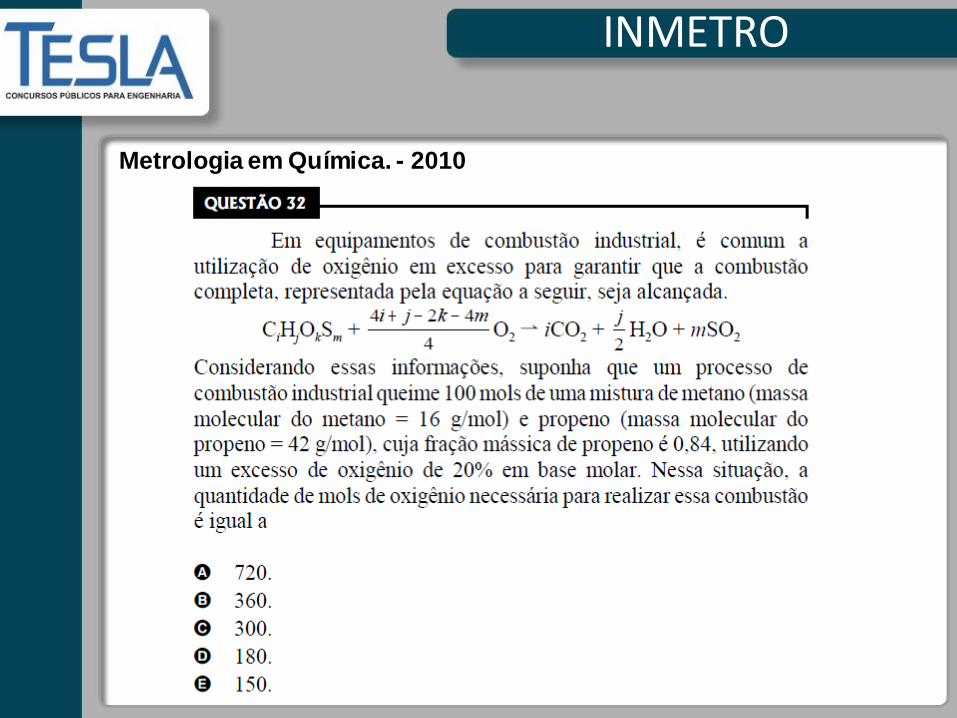
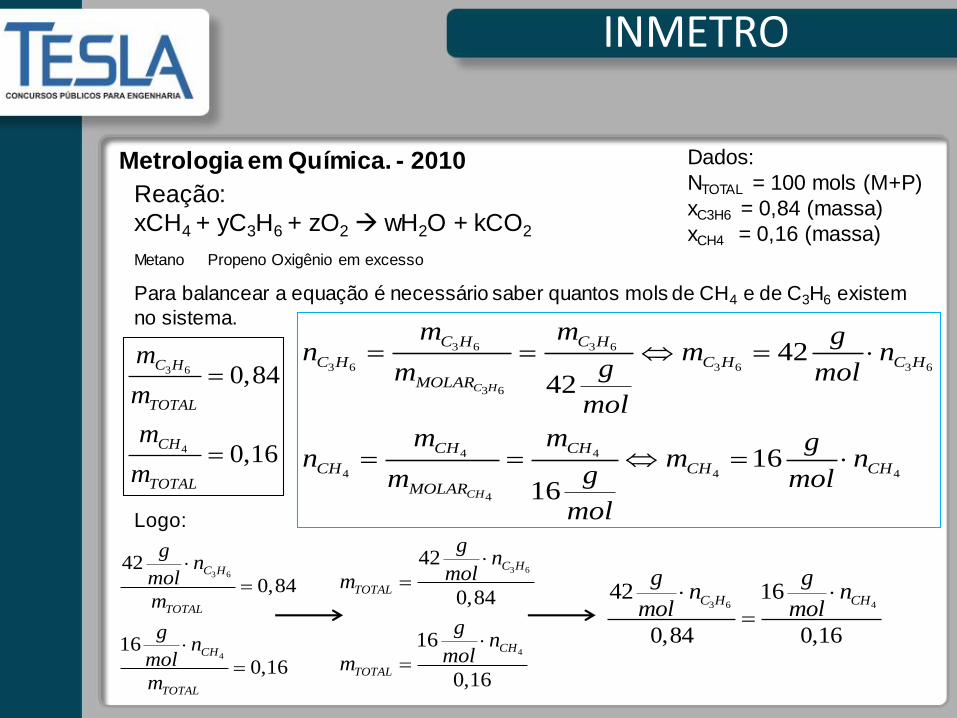
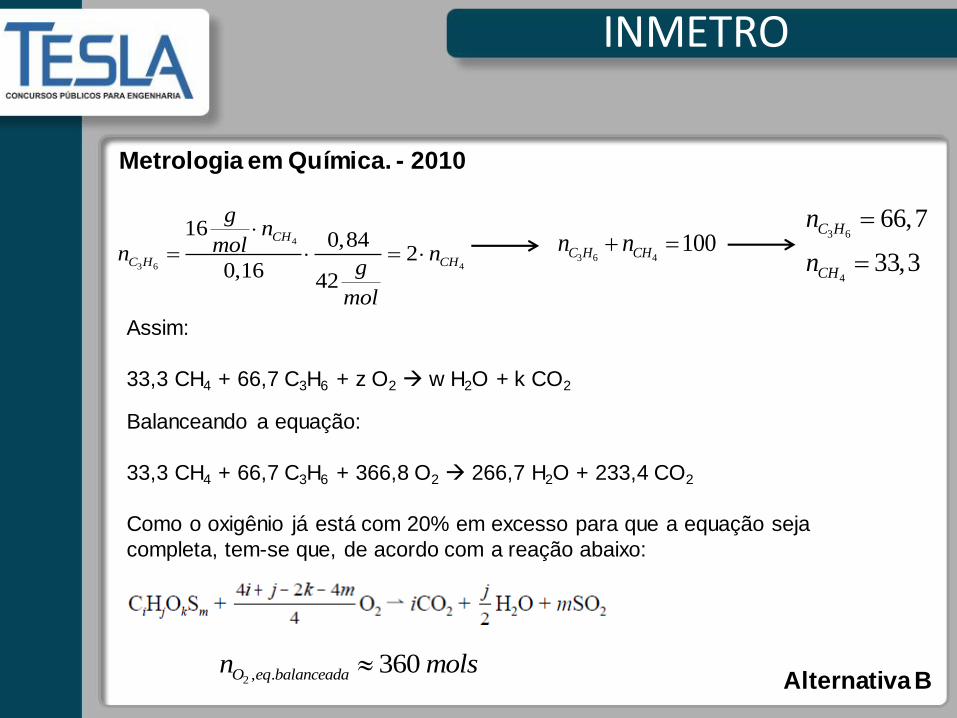
Reação:
xCH4 + yC3H6 + zO2 wH2O + kCO2
Metano Propeno Oxigênio em excesso
Dados:
NTOTAL = 100 mols (M+P)
xC3H6 = 0,84 (massa)
xCH4 = 0,16 (massa)
Para balancear a equação é necessário saber quantos mols de CH4 e de C3H6 existem
no sistema.
3 6 3 6
3 6 3 6 3 6
3 6
4 4
4 4 4
4
42
42
16
16
C H
CH
C H C H
C H C H C H
MOLAR
CH CH
CH CH CH
MOLAR
m m gn m n
gm mol
mol
m m gn m n
gm mol
mol
3 6
4
0,84
0,16
C H
TOTAL
CH
TOTAL
m
m
m
m
3 6
4
42
0,84
16
0,16
C H
TOTAL
CH
TOTAL
gn
mol
m
gn
mol
m
3 6
4
42
0,84
16
0,16
C H
TOTAL
CH
TOTAL
gn
molm
gn
molm
Logo:
3 6 442 16
0,84 0,16
C H CH
g gn n
mol mol
INMETRO
Metrologia em Química. - 2010
3 6 4100C H CHn n
3 6
4
66,7
33,3
C H
CH
n
n
Assim:
33,3 CH4 + 66,7 C3H6 + z O2 w H2O + k CO2
Balanceando a equação:
33,3 CH4 + 66,7 C3H6 + 366,8 O2 266,7 H2O + 233,4 CO2
Como o oxigênio já está com 20% em excesso para que a equação seja
completa, tem-se que, de acordo com a reação abaixo:
2 , . 360O eq balanceadan mols
4
3 6 4
160,84
20,16
42
CH
C H CH
gn
moln ng
mol
Alternativa B
Engenheiro de Processamento – 2010
TRANSPETRO
Alternativa B
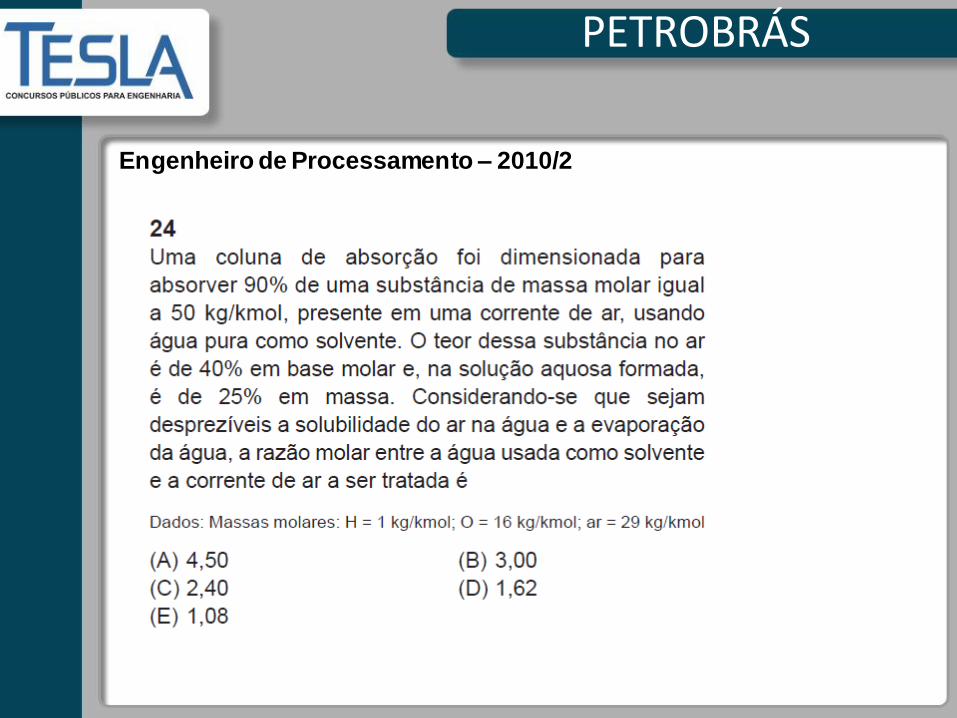
Engenheiro de Processamento – 2010/2
PETROBRÁS

Engenheiro de Processamento – 2010/2
PETROBRÁS
Objetivo: encontrar L/V em base molar.
Como Xinf é igual a 25% em massa, deve-se fazer a transformação para base molar.
Tomando por base uma solução aquosa de 100 gramas:
Msubst= 25 g/ (50 g/mols) = 0,5 mol da substância
Mágua= 75 g/ (18 g/mol) = 4,167 mol de água
Logo, a fração (Xinf) da substância na saída é de: inf
0,50,12
4,17X
As outras frações de soluto nas fases gasosa e líquida são de:
inf 0,4Y
(90% de remoção da substância)
sup 0X (água pura)
sup 0,04Y
Logo, temos que a razão:
0,4 0,043,0
0,12 0,0
L
V
Alternativa B
Engenheiro de Processamento – 2010/2
PETROBRÁS
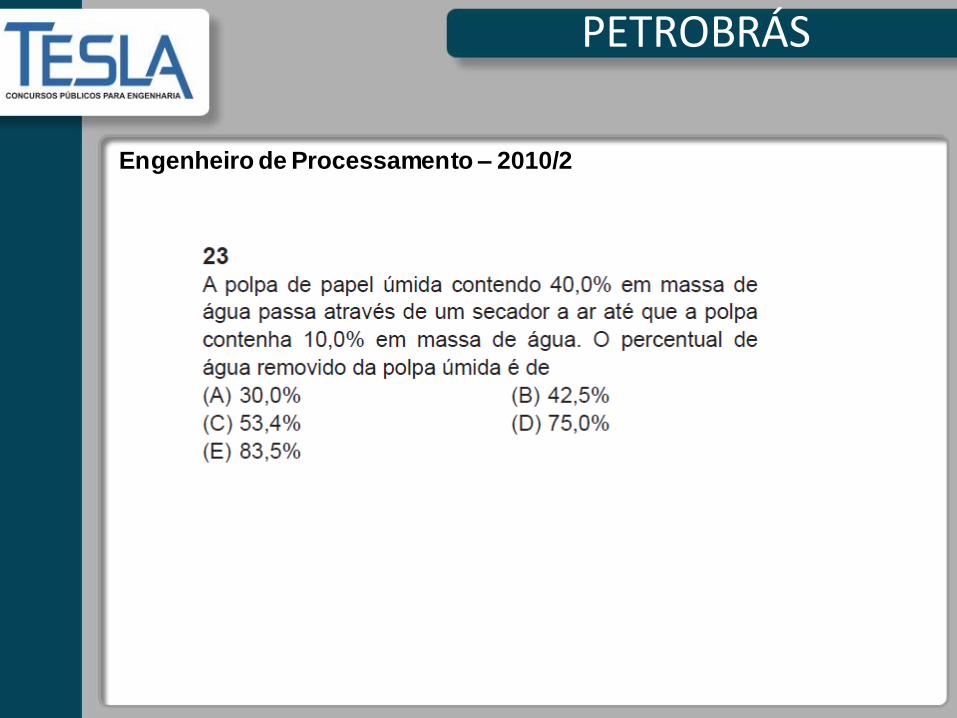
Engenheiro de Processamento – 2010/2
PETROBRÁS
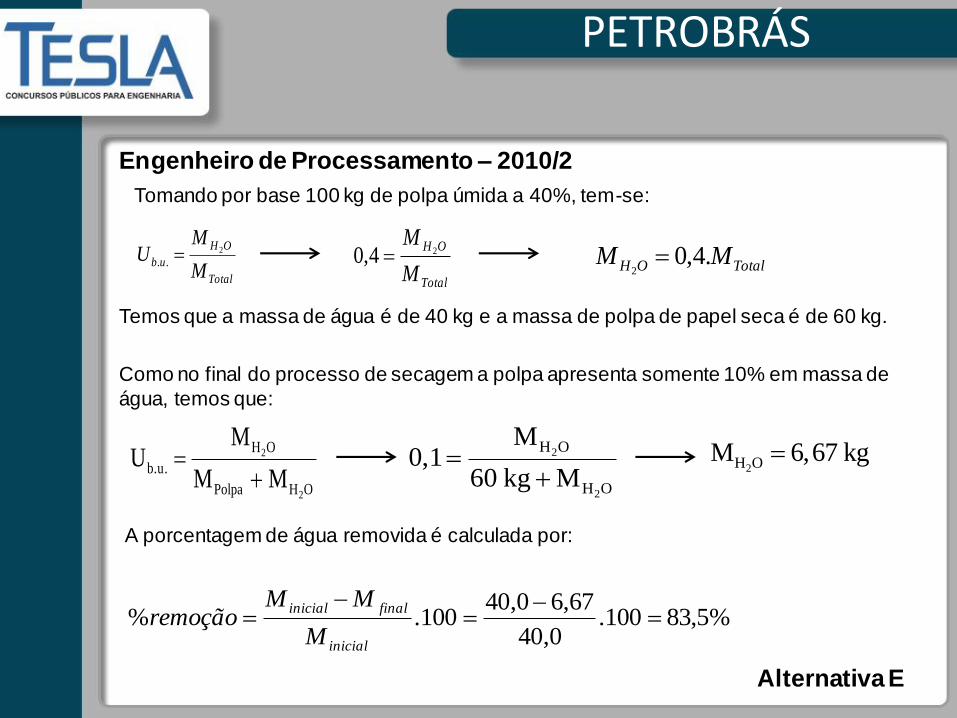
Tomando por base 100 kg de polpa úmida a 40%, tem-se:
Total
OH
ubM
MU 2
..
Total
OH
M
M24,0
TotalOH MM .4,02
Temos que a massa de água é de 40 kg e a massa de polpa de papel seca é de 60 kg.
Como no final do processo de secagem a polpa apresenta somente 10% em massa de
água, temos que:
2
2
H O
b.u.
Polpa H O
MU
M M
2
2
H O
H O
M0,1
60 kg M
2H OM 6,67 kg
A porcentagem de água removida é calculada por:
%5,83100.0,40
67,60,40100.%
inicial
finalinicial
M
MMremoção
Alternativa E
Engenharia Química – 2011
PETROBRÁS
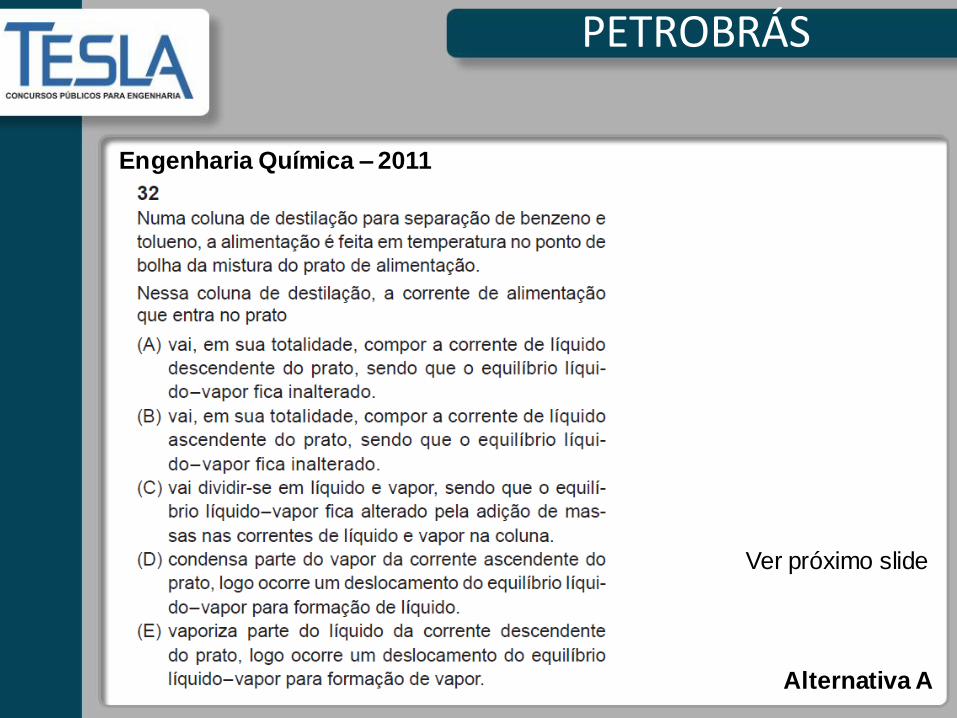
Alternativa A
Ver próximo slide

Engenharia Química – 2011
PETROBRÁS
Alternativa A
Engenheiro de Processamento – 2010/2
PETROBRÁS

Engenheiro de Processamento – 2010/2
PETROBRÁS
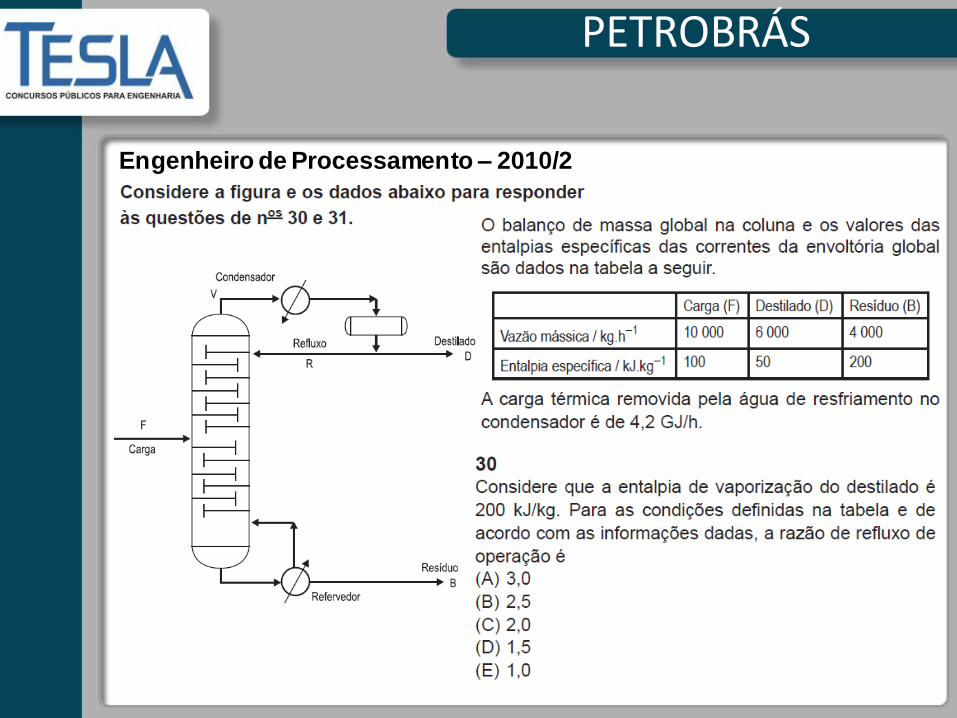
A carga térmica removida no resfriamento é igual ao calor de
condensação/vaporização do destilado. Assim, temos que:
6
4,2 10 200 21.000
resfriamento destiladoQ Q
kJ kJ kgm m
h kg h
Como V = D + R, a vazão do refluxo é de:
21.000 6.000 15.000kg kg kg
R Rh h h
15.000
2,5
6.000
kgR hr
kgD
h
A vazão de destilado (v) resfriado no condensador é igual a: 21.000 kg/h.
Assim, a razão de refluxo é:
Alternativa B
Engenheiro de Processamento – 2010/2
PETROBRÁS
Engenheiro de Processamento – 2010/2
PETROBRÁS
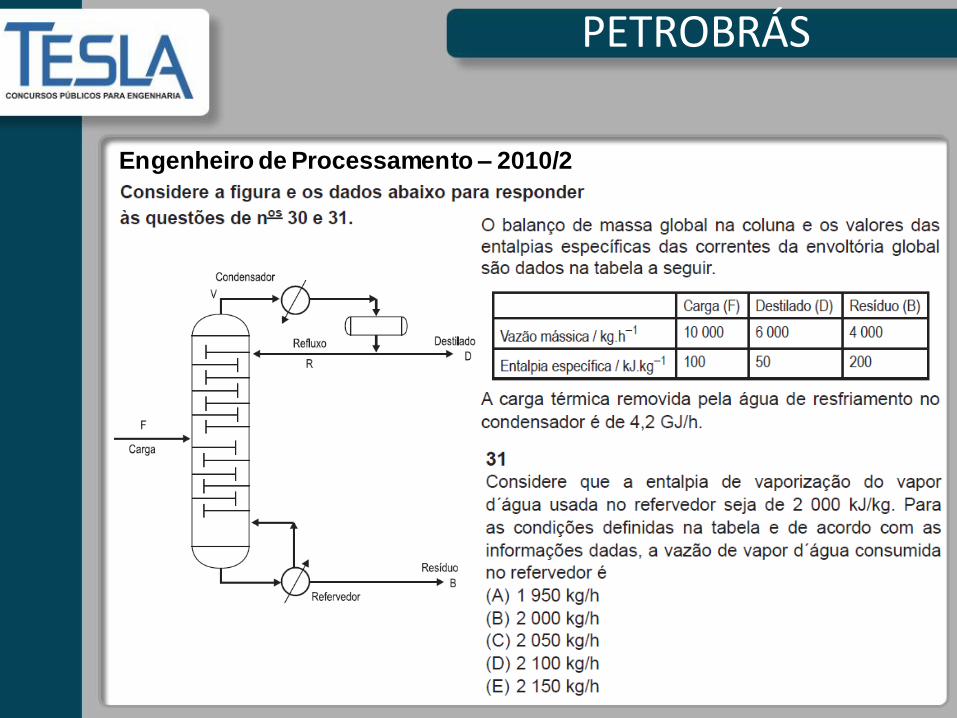
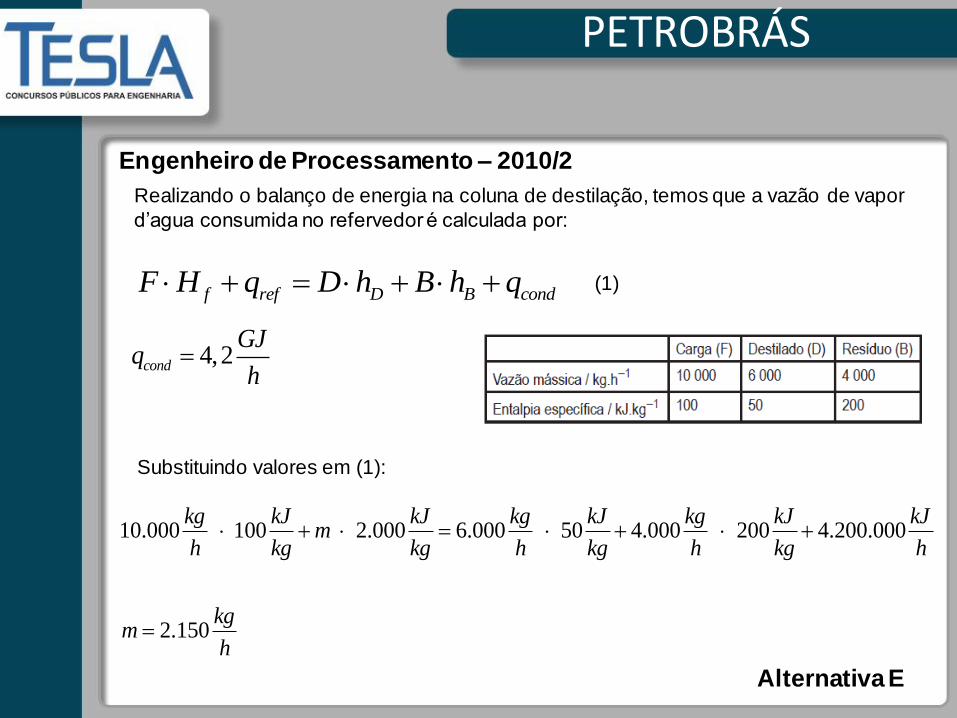
Realizando o balanço de energia na coluna de destilação, temos que a vazão de vapor
d’agua consumida no refervedor é calculada por:
f ref D B condF H q D h B h q
10.000 100 2.000 6.000 50 4.000 200 4.200.000
2.150
kg kJ kJ kg kJ kg kJ kJm
h kg kg h kg h kg h
kgm
h
4,2cond
GJq
h
(1)
Substituindo valores em (1):
Alternativa E
Engenheiro de Processamento – 2011
PETROBRÁS
Engenheiro de Processamento – 2011
PETROBRÁS
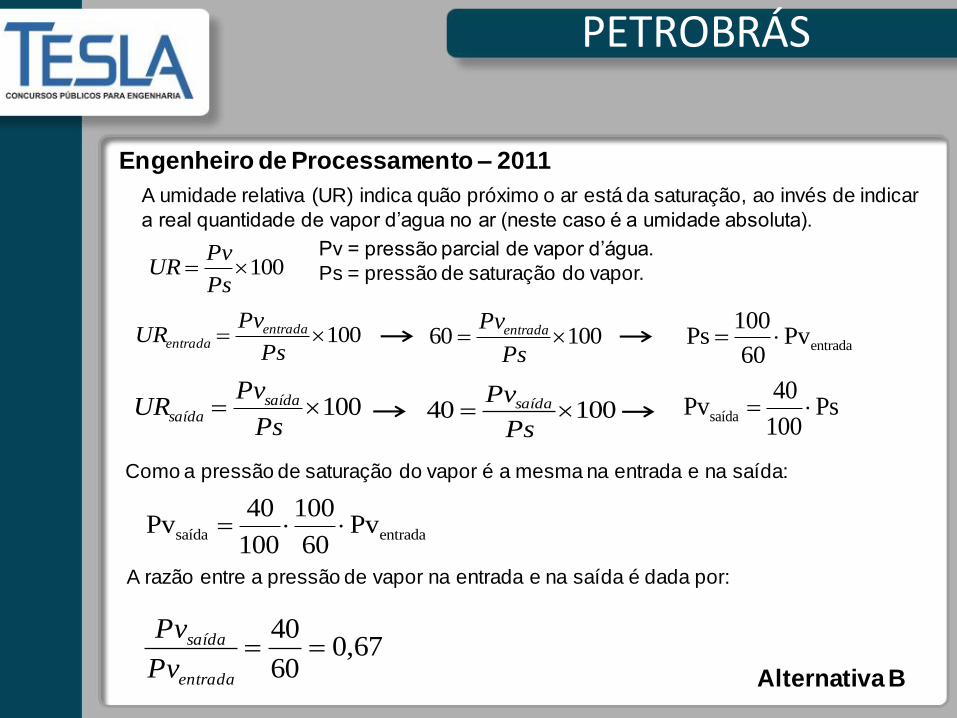
Pv = pressão parcial de vapor d’água.
Ps = pressão de saturação do vapor. 100Ps
PvUR
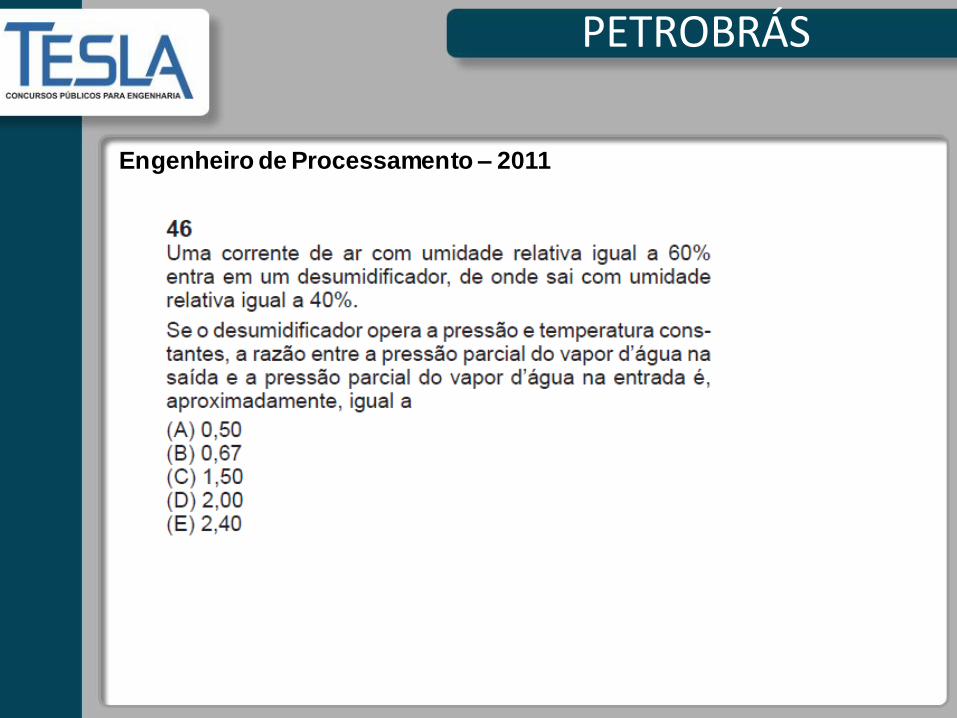
A umidade relativa (UR) indica quão próximo o ar está da saturação, ao invés de indicar
a real quantidade de vapor d’agua no ar (neste caso é a umidade absoluta).
10060 Ps
Pventradaentrada
100Ps Pv
60 100
Ps
PvUR entrada
entrada
100Ps
PvUR saída
saída 10040 Ps
Pvsaídasaída
40Pv Ps
100
Como a pressão de saturação do vapor é a mesma na entrada e na saída:
saída entrada
40 100Pv Pv
100 60
67,060
40
entrada
saída
Pv
Pv
A razão entre a pressão de vapor na entrada e na saída é dada por:
Alternativa B
Químico de Petróleo Jr. – 2010
TRANSPETRO
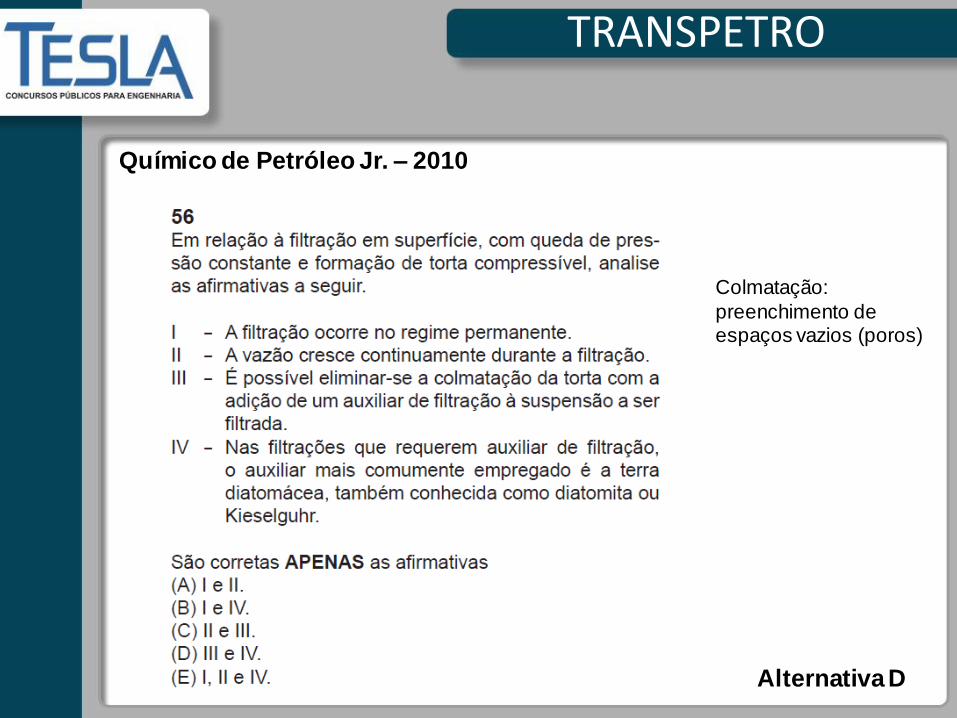
Alternativa D
Colmatação:
preenchimento de espaços vazios (poros)
Engenheiro de Processamento Jr. – 2010
TRANSPETRO
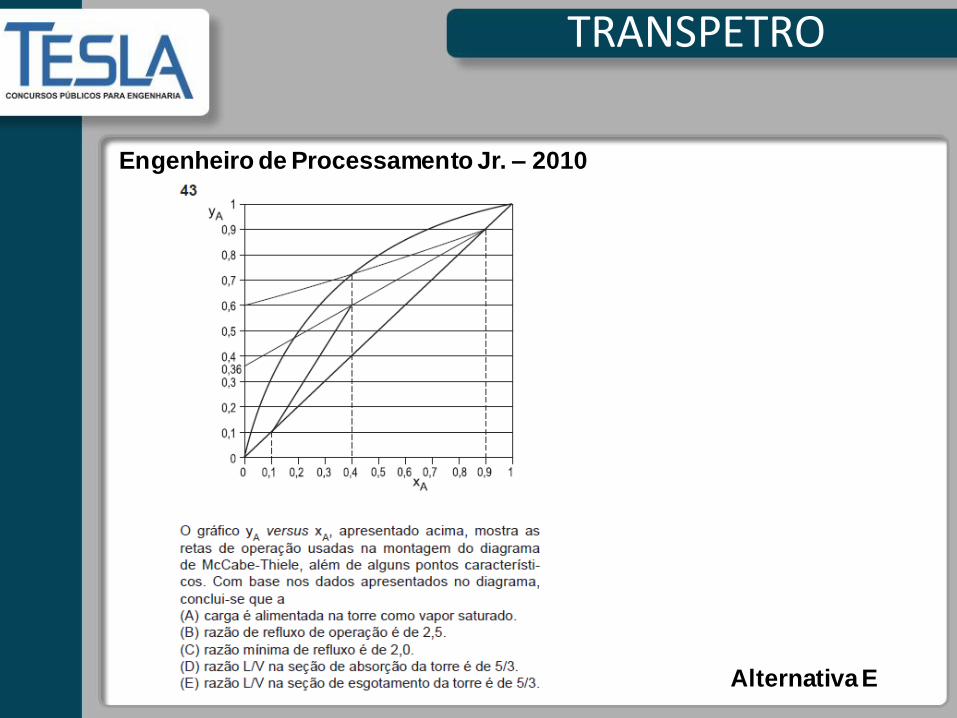
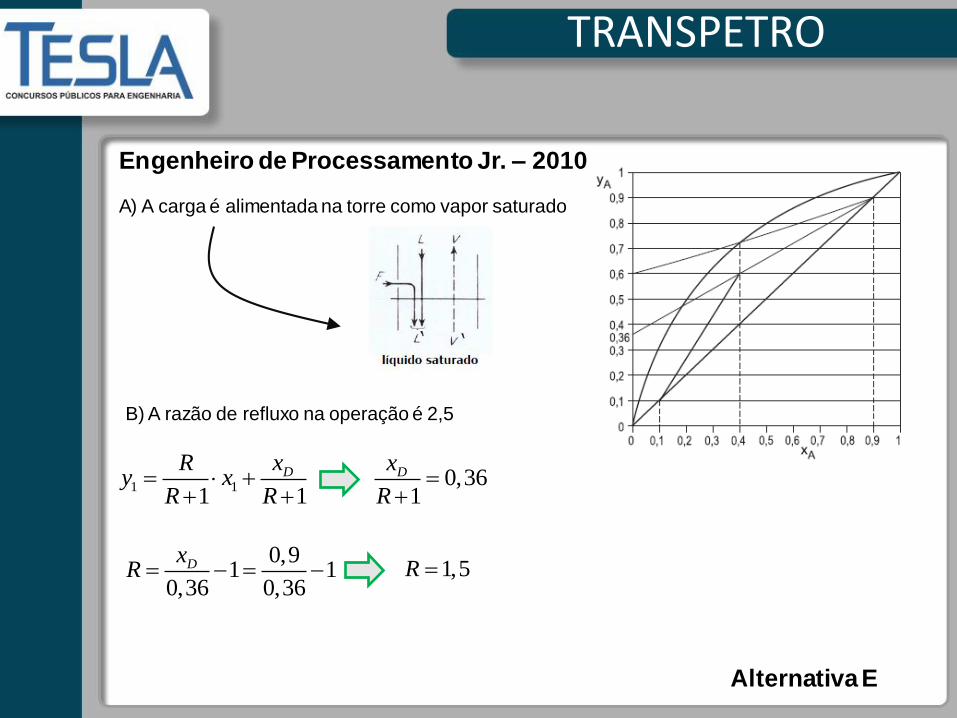
Alternativa E
Engenheiro de Processamento Jr. – 2010
TRANSPETRO
Alternativa E
A) A carga é alimentada na torre como vapor saturado
B) A razão de refluxo na operação é 2,5
1 11 1
DxRy x
R R
0,36
1
Dx
R
0,91 1
0,36 0,36 Dx
R 1,5R

Engenheiro de Processamento Jr. – 2010
TRANSPETRO
Alternativa E
C) A razão mínima de refluxo na operação é 2,0
1 11 1
DxRy x
R R
0,6
1
Dx
R
0,91 1
0,6 0,6 Dx
R 0,5R
D) A razão L/V na seção de absorção da torre é 5/3
1 2
1 2
0,9 0,6 3
1 0,9 0,4 5
A A A
A A A
L y yR
V R x x
E) A razão L/V na seção de esgotamento da torre é 5/3
1 2
1 2
0,6 0,1 5
0,4 0,1 3
A A A
A A A
L y y
V x x
Engenharia de Equipamentos Jr. – Eletrônica – 2012
PETROBRÁS
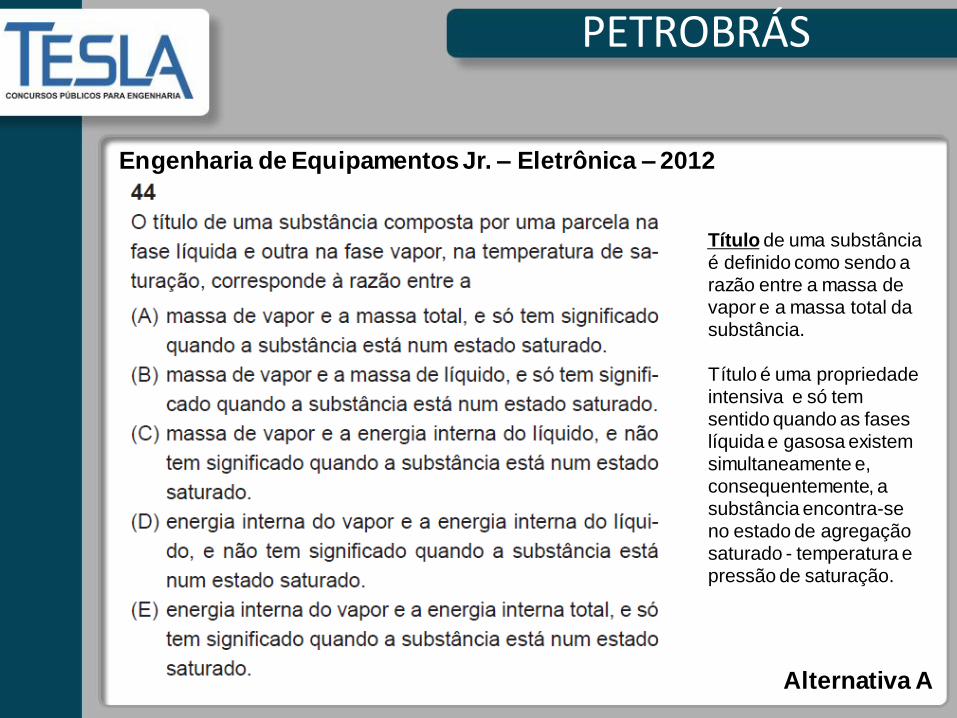
Alternativa A
Título de uma substância é definido como sendo a razão entre a massa de vapor e a massa total da substância. Título é uma propriedade intensiva e só tem sentido quando as fases líquida e gasosa existem simultaneamente e, consequentemente, a substância encontra-se no estado de agregação saturado - temperatura e pressão de saturação.
Químico de Petróleo Jr. – 2010
PETROBRÁS
Químico de Petróleo Jr. – 2010
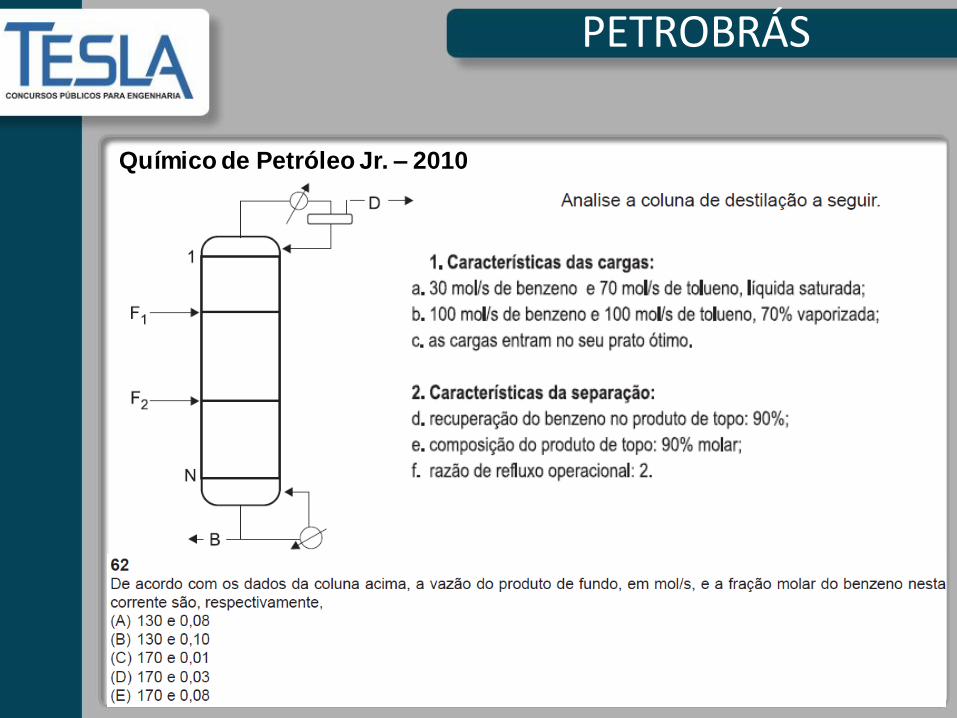
PETROBRÁS
Base de cálculo: 1s Se as cargas entram em seu prato ótimo, vamos considerar os mols totais disponíveis no sistema: Benzeno: 30 mols da linha líquida saturada + 100 mols da linha 70% vaporizada = 130 mols. Tolueno: 70 mols da linha líquida saturada + 100 mols da linha 70% vaporizada = 170 mols. Mols totais = 130 + 170 = 300 mols. Se a recuperação do benzeno no topo é de 90%, temos 117 mols de benzeno nesta corrente (90% dos 130 mols de benzeno disponíveis no sistema). Se a composição do produto de topo é de 90%, então os 117 mols calculados acima representam estes 90%. Assim, no produto de topo temos 130 mols totais. Se no topo está saindo 130 mols, no fundo sai 170 mols totais (300 – 130). Se sai 117 mols de benzeno no topo, os 13 mols restantes (130 – 117) saem no fundo e, estes 13 mols representam 7,6% do total de mols que saem no fundo (ou seja, xb = 0,076 ~ 0,08).
Alternativa E
Químico de Petróleo Jr. – 2010
PETROBRÁS
Alternativa E
Engenheiro de Processamento – Biocombustível - 2010
PETROBRÁS
Engenheiro de Processamento – Biocombustível - 2010
PETROBRÁS
100 kmol A/h
34 kmol A/h 34 kmol A/h
68 kmol A/h 134 kmol A/h
(entra no reator) (sai do reator)( )
(entra no reator)
reagente reagenteConversão passe
reagente
(entra no processo) (sai do processo)( )
(entra no processo)
reagente reagenteConversão global
reagente
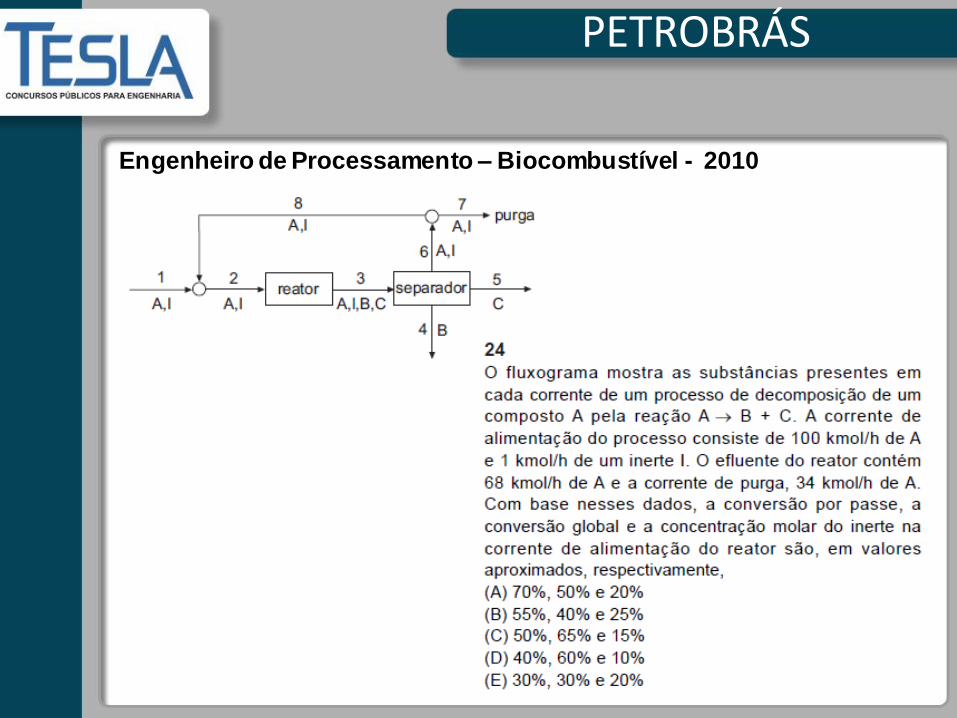
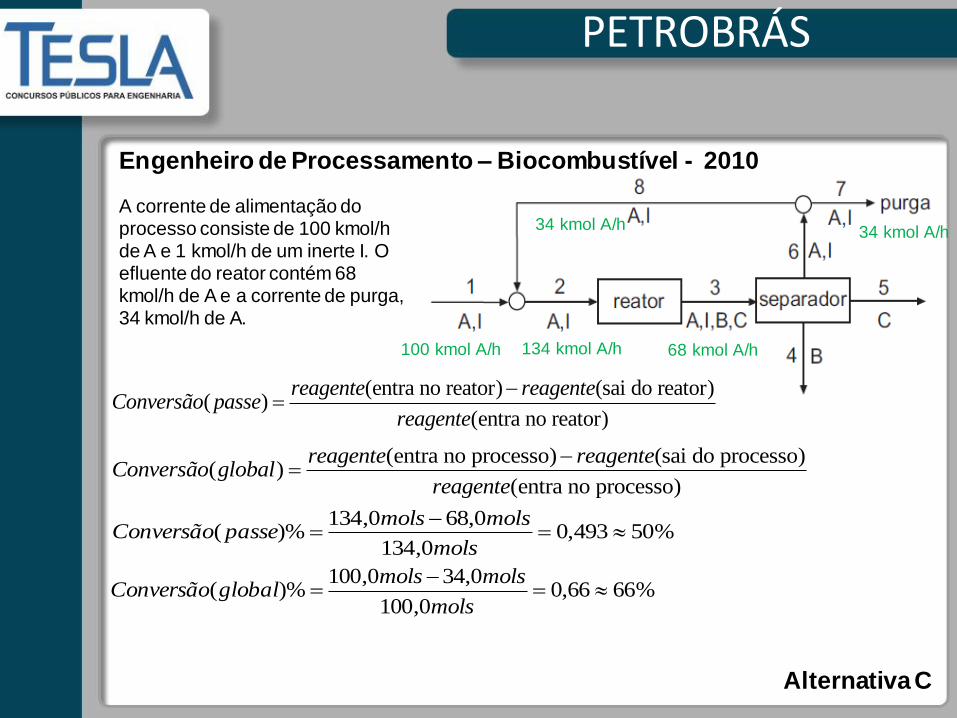
A corrente de alimentação do processo consiste de 100 kmol/h de A e 1 kmol/h de um inerte I. O efluente do reator contém 68 kmol/h de A e a corrente de purga, 34 kmol/h de A.
%50493,00,134
0,680,134)%(
mols
molsmolspasseConversão
%6666,00,100
0,340,100)%(
mols
molsmolsglobalConversão
Alternativa C

Químico de Petróleo Jr. – 2010
TRANSPETRO
Alternativa B
Engenheiro de Processamento – 2010/2
PETROBRÁS

Engenheiro de Processamento – 2010/2
PETROBRÁS
ˆ ˆ( )e sm H H W
150 3600( ) 68,2 68º
3600 2,2T K K C
kspc
n
k
kskepc
n
k
kespc EEHMEEHMdt
dVPWQEEU
dt
d ˆˆˆˆˆˆ
11
3600 2,2 ( ) 150 3600kg kJ kJ s
T Kh kg K s h
( )p e sm C T T W pm C T W
( )s eT T
Alternativa C
Químico de Petróleo Jr. – 2010
PETROBRÁS
Alternativa D
Engenharia Química – 2011
PETROBRÁS
Alternativa D
INMETRO
Metrologia em Química. - 2010
INMETRO
Metrologia em Química. - 2010
5 kg/s 2 kg/s
3 kg/s
3 33
3
1 36005 2,5 10
2.10 1
m kg m m sQ
s kg s h
Regime permanente
3
32 10
kg
m
Objetivo: achar a vazão volumétrica no ponto 1
3
9m
Qh
Alternativa A
Engenharia de Equipamentos Jr. – Mecânica – 2012
PETROBRÁS
Alternativa D
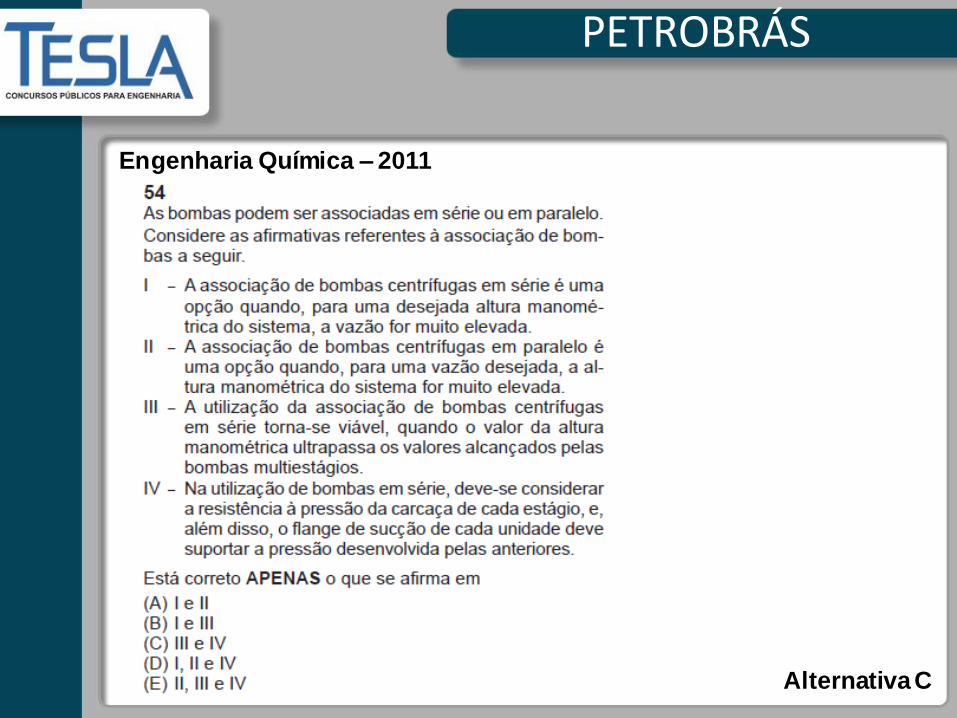
Engenharia Química – 2011
PETROBRÁS
Alternativa C

PETROBRÁS
Engenheiro de Processamento - 2010
Alternativa C

Químico de Petróleo Jr. – 2010
TRANSPETRO
Alternativa E
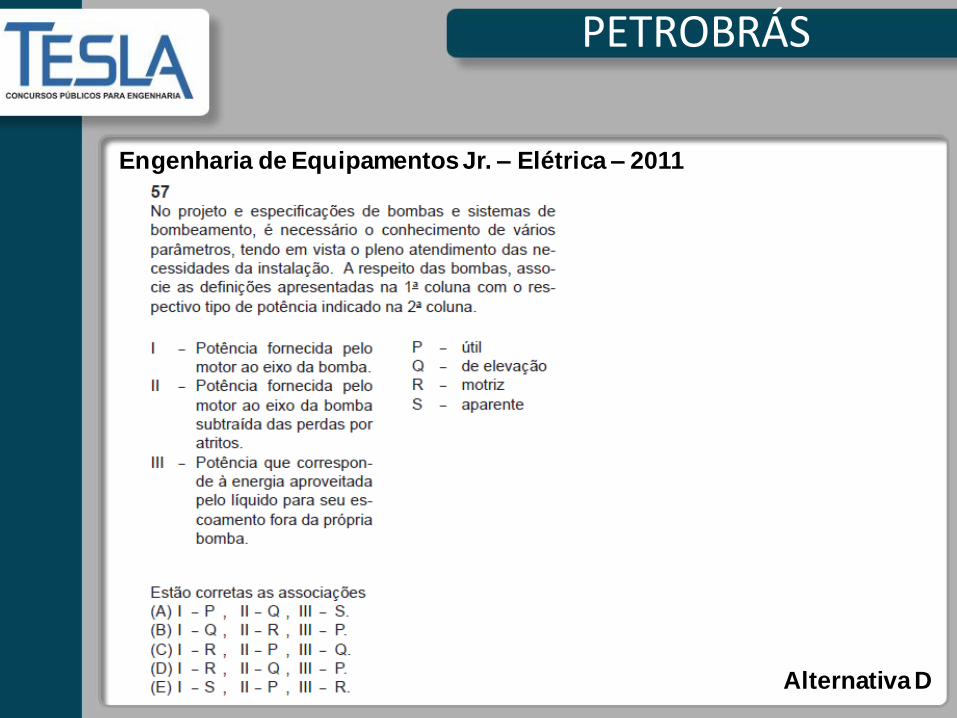
Engenharia de Equipamentos Jr. – Elétrica – 2011
PETROBRÁS
Alternativa D
Químico de Petróleo Jr. – 2010
TRANSPETRO
Alternativa A
Engenharia de Equipamentos Jr. – Mecânica – 2012
PETROBRÁS
Alternativa E
Químico de Petróleo Jr. – 2010
TRANSPETRO
Alternativa C
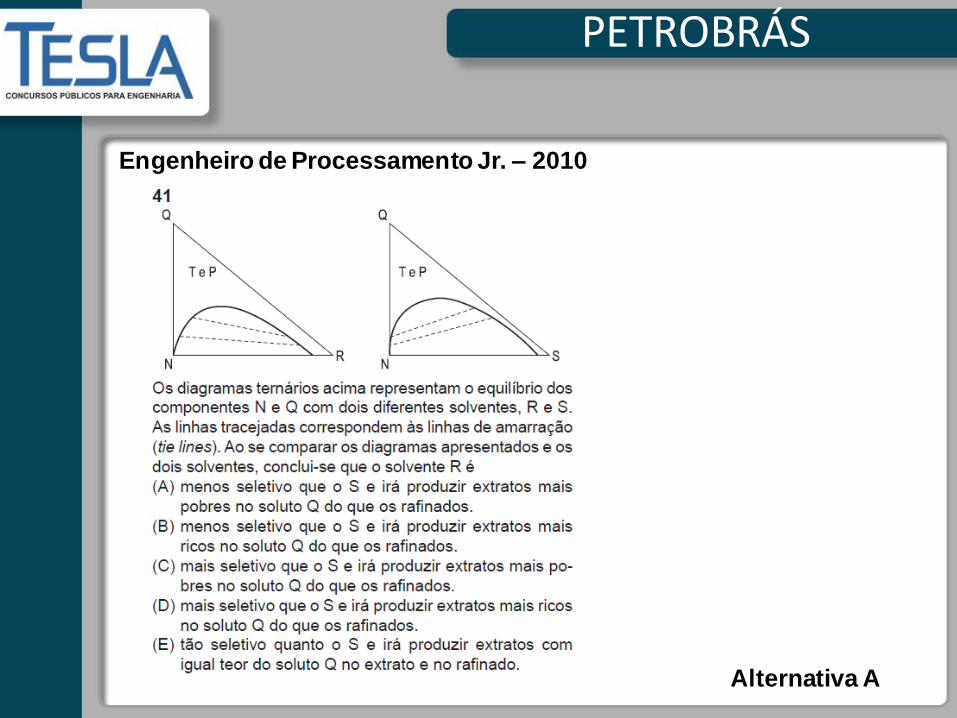
Engenheiro de Processamento Jr. – 2010
PETROBRÁS
Alternativa A
Bibliografia sugerida
• Geankoplis, C. J. Transport Processes and Separation Process
Principles (Includes Unit Operations). 4th Ed. Hardcover, 2003.
• Himmelblau D. M., Engenharia Química Princípios e Cálculos, 6ª
edição, Universidade do Texas, Texas, 1996.
• McCabe W. L., Smith, J. C., Harriott, P. Unit Operations of Chemical
Engineering. 7th Ed. McGraw Hill, 2004.
• Treybal, R. E. Mass-Transfer Operations. 3th Ed. Hardcover, 1980.
Obrigado pela atenção!