Planejamento e controle da capacidade 1
5
Click here to load reader
-
Upload
renata-amaral -
Category
Documents
-
view
5.561 -
download
1
Transcript of Planejamento e controle da capacidade 1

1
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SULESCOLA DE ADMINISTRAÇÃO
DEPARTAMENTO DE CIÊNCIAS ADMINISTRATIVAS
Profª Drª Denise Lindstrom [email protected]
Aula 04 – PC de capacidade – 1/2
Planejamento e Controle da ProduçãoADM 01137
2Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
� O que é capacidade de produção?
� O que é planejamento e controle de capacidade?
� Como medir a demanda?
� Como medir a capacidade?
� Quais são as abordagens mais comuns de
gerenciamento de capacidade?
3Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
� Planejamento e controle de capacidade� Conciliação da capacidade agregada da produção com
sua demanda agregada
� O que é capacidade?� É o máximo nível de atividade de valor adicionado em
determinado período de tempo, que o processo pode realizar sob condições normais de operação
� Restrições de capacidade� Abaixo da capacidade máxima (demanda é insuficiente)� Algumas partes da operação com capacidade máxima � restringem a capacidade de toda a operação (gargalo)
4Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
� Planejamento e controle de capacidade� Determinação da capacidade efetiva da operação
produtiva, de forma a responder à demanda� Decidir como operação deve reagir a flutuações na
demanda� Estratégia de planejamento de longo prazo – decisão
estratégica� PCP: capacidade de médio prazo (2 a 18 meses) –
avaliação da demanda futura, previsões, experiência� e curto prazo – variações inesperadas, ajustes de
capacidade, flexibilização de volume – dias, horas
5Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
� Demanda e capacidade agregadas� Decisões de capacidade amplas e gerais, sem
preocupação com detalhes dos produtos e serviços individuais
� Assume que mix de produtos/serviços permanecerárelativamente constante durante o período de planejamento
� Ex. fábrica de malhas de lã – unidades por mês – ignora tamanhos, cores e variações de estilo
� Ex. hotel – quartos ocupados por mês – ignora necessidades individuais
� Toneladas por mês (indústria); receita mensal (loja)
6Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
� Objetivos do planejamento e controle de capacidade� capacidade x demanda (ou nível de produção)� decisões afetam aspectos de desempenho� Custos – capacidade maior do que demanda –
subutilização de capacidade � alto custo unitário� Receitas – capacidade maior ou igual à demanda �
toda demanda atendida � não há perda de receita� Capital de giro – estoque de bens acabados
antecipando a demanda � financiamento do estoque até que seja vendido

2
7Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
� Objetivos do planejamento e controle de capacidade (cont.)� Qualidade – contratação de pessoal temporário ou novo �
interrupção do trabalho rotineiro � maior probabilidade de erros
� Velocidade – pode melhorar aumentando estoque ou provendo capacidade excedente
� Confiabilidade – demanda = capacidade � mais difícil lidar com interrupções inesperadas � menor confiabilidade
� Flexibilidade – capacidade maior do que demanda �melhor capacidade de lidar com aumentos inesperados de demanda
8Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
Etapas de planejamento e controle de capacidade
1. Medir a demanda e a capacidade agregadas
2. Identificar as políticas alternativas da capacidade
3. Escolher as políticas de capacidade mais
adequadas
9Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidade� Demanda = incerteza� Capacidade = complexidadea) Previsão de flutuações da demanda – geralmente
responsabilidade dos departamentos de vendas e/ou marketing. Três requisitos:� Ser expressa em termos úteis – horas-máquinas por ano;
pessoal necessário; espaço� Ser tão exata quanto possível – existe defasagem entre
decisão de alteração da capacidade e efeito da mudançaDilema do gerente de produção: previsão de volume pode mudar antes que a demanda ocorra ou ser muito diferente da real
10Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
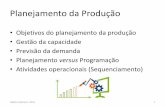
8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Horas
Dem
an
da
Ex. distribuição da demanda diária de um supermercado
11Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidadea) Previsão de flutuações da demanda (cont.)
� Dar uma indicação da incerteza relativa – níveis de demanda previstos podem diferir da demanda real � custos desnecessários ou serviço insatisfatórioEx. ajustes por horário de caixas de supermercado
� Estimativa de quanto a demanda real pode diferir da média
� Vantagem de previsões probabilísticas: optar entre políticas possíveis que garantam atendimento à demanda (para mercados que valorizam agilidade de resposta ou qualidade do serviço) ou políticas de minimização de custos e eliminação de riscos (mercados sensíveis aos preços)
12Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
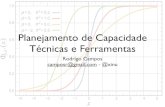
Ex. flutuação da distribuição da demanda diária de um supermercado
8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Horas
Dem
an
da
Probabilidade de 5% de a demanda ser maior
Probabilidade de 5% de a demanda ser menor

3
13Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidadea) Previsão de flutuações da demanda (cont.)� Sazonalidade da demanda
� Quase todos os produtos têm sazonalidade de demanda� Alguns também têm sazonalidade de suprimento (ex.
hortifrutigranjeiros)� Podem ser razoavelmente previsíveis
� Flutuações podem ser afetadas por variáveis inesperadas no clima, variações nas condições econômicas, causas sociais, políticas, comportamentais, festas
� Flutuações podem ser mensais, semanais e diárias (supermercados, bancos) – até horas. Outras são imprevisíveis (serviços de emergência)
14Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
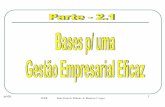
0
10
20
30
40
50
De
man
da
jan fev mar abr mai jun jul ago set out nov dez
Ex. sazonalidade da demanda de uma malharia
15Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
Alguns produtos sazonais:� Materiais de construção� Bebidas (cerveja, refrigerantes)
� Alimentos (sorvetes, panetones)� Vestuário (roupas de banho, sapatos)� Lavanderias� Fogos de artifício
Alguns serviços sazonais:� Serviços de viagens� Hotéis (praia, serra)
� Processamento de impostos� Serviços de educação� Serviços de esporte
16Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidade (cont.)b) Medir a capacidade
� O problema principal não é sua incerteza, mas sua complexidade
� Mais fácil quando a produção é altamente padronizada e repetitiva
� Gama ampla de produtos � demandas variáveis �normal utilizar medidas baseadas nos insumos
17Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
Exemplo de medidas mais utilizadas� Capacidade de insumos:
� Hospital: leitos disponíveis� Teatro: número de assentos� Universidade: número de estudantes� Loja de venda no varejo: área de venda� Companhia aérea: número de assentos disponíveis
� Capacidade de volume de produção:� Fábrica de ar-condicionado (unidades por semana)� Companhia de eletricidade (megawatts gerados)� Cervejaria (litros por semana)
18Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidadeb) Medir a capacidade (cont.)
� Criando medidas de insumos (Entradas) a partir de
medidas de volume de produção (Saídas) e vice-
versa
� Medidas por insumo são preferidas, mas têm pouco valor quando muda a previsão de demanda
� Melhor relacionar ao tempo: capacidade por hora, dia, semana, mês, ano

4
19Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidadeb) Medir a capacidade (cont.)� Capacidade depende do mix de atividades
Ex. hospital – não há relação clara entre número de leitos e número de pacientes tratados – os tratamentos podem ser curtos ou muito longos, o volume de produção depende do mix de atividades
Ex. fábrica de aparelhos de ar condicionado – três modelos diferentes (luxo, padrão e econômico). O modelo luxo pode ser montado em 1,5 horas, o padrão em 1 e o econômico em 0,75 horas. A área de montagem tem disponibilidade de 800 horas de pessoal por semana
20Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
� Se a demanda por unidades de luxo, padrão e econômico estiver na proporção 2:3:2, o tempo necessário para montar 2 + 3 + 2 = 7 unidades será:
(2 x 1,5) + (3 x 1) + (2 x 0,75) = 7,5 horas� O número de unidades produzidas por semana será:
(800 / 7,5) x 7 = 746,7� Se a proporção mudar para 1:2:4, o tempo necessário para
montar 1 + 2 + 4 = 7 unidades será:(1 x 1,5) + (2 x 1) + (4 x 0,75) = 6,5 horas
� E o número de unidades produzidas por semana será: (800 / 6,5) x 7 = 861,5
21Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidadeb) Medir a capacidade (cont.)� Capacidade de projeto e capacidade efetiva
� Capacidade teórica de projeto da linha: produto da velocidade máxima de cobertura pelo tempo de operação da planta
� Capacidade efetiva da operação: deduz as perdas planejadas (produtos diferentes, manutenção, dificuldades técnicas de programação)
� Volume de produção real: deduz problemas que podem ser evitados (de qualidade, quebras de máquinas, absenteísmo)
� Utilização = volume de produção realcapacidade de projeto
� Eficiência = volume de produção realcapacidade efetiva
22Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
Exemplo: um fabricante de papel tem uma linha de cobertura com capacidade de projeto de 200 m2 por minuto e a linha opera 24 horas por dia, 7 dias por semana (168 h/semana)
� A capacidade de projeto é:200 x 60 x 24 x 7 = 2,016 milhões de m2 por semana
Tempo de produção perdido (em uma semana):
1. Mudanças de produtos 20 h
2. Manutenção preventiva regular 16 h3. Nenhum trabalho programado 8 h4. Amostragens de qualidade 8 h5. Tempos de troca de turnos 7 h
23Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
6. Paradas para manutenção 18 h
7. Investigação de falhas de qualidade 20 h8. Falta de estoque de material de cobertura 8 h9. Falhas do pessoal 6 h10. Espera pelos rolos de papel 6 h
� Durante essa semana o volume de produção real foi 582.000 m2
� As cinco primeiras perdas são inevitáveis (planejadas) � 59 h� As cinco últimas poderiam ter sido evitadas (não-planejadas) � 58 h
� Capacidade de projeto = 168 h/semana� Capacidade efetiva = 168 – 59 = 109 h� Volume de produção real = 168 – 59 – 58 = 51 h
24Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
� Utilização: volume de produção real/capacidade de projeto� 51 / 168 = 30,4%
� Eficiência: volume de produção real/capacidade efetiva� 51 / 109 = 46,8%
Capacidade de projeto: 168 h/semana
Perdas planejadas: 59 h
Capacidade efetiva: 109 h
Produção real: 51 h
Perdas que podem ser
evitadas: 58 h

5
25Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidadeb) Medir a capacidade (cont.)� Utilização como medida de desempenho de
operações
� custo de oportunidade: tempo perdido poderia ter sido utilizado para gerar produtos, que gerariam mais lucrosExemplos:"níveis de ocupação de apartamentos" – hotéis"fator de ocupação" – aviões"tempo em operação" – fábricas
26Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
1. Medição da demanda e da capacidadeb) Medir a capacidade
� Utilização como medida de desempenho de operações (cont.)
� Observações:
� Utilização baixa também pode ser resultado de baixa
demanda ou de paradas freqüentes da planta ou de falta de
materiais ou greve
� Alta utilização pode afetar o cliente se reduzir velocidade e
flexibilidade de volume (ex. caixas de bancos, pistas de
aeroportos, vendedores de loja sempre ocupados)
27Profª Denise Lindstrom Bandeira – ADM 01137 – Planejamento e Controle da Produção
Planejamento e Controle de Capacidade
2. Políticas alternativas da capacidadeMétodos para responder a flutuações na demanda:
1) Ignorar as flutuações e manter os níveis das atividades
constantes
2) Ajustar a capacidade para refletir as flutuações da
demanda
3) Tentar mudar a demanda para ajustá-la à
disponibilidade da capacidade