Prensa de enfardamento de algodão - análise ergonômica na...
14
21 PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA REDENTORA DE PRIMAVERA DO LESTE - MT Deisi de Oliveira Rhoden – Unic de Primavera – Diretora [email protected] Eloisa Bravin – Unic de Primavera – Coordenadora do Curso de Fisioterapia [email protected] Angela Maria Leobet – Escola Alda G. Scopel – Coordenadora [email protected] Resumo O estudo realizado na Algodoeira Redentora de Primavera do Leste – MT, com a finalidade de observar a realização das atividades do posto de prensagem, utilizando a análise ergo- nômica do trabalho, para assim, ter a compreensão da atividade levando em consideração diferentes aspectos produtivos que podem resultar na segurança, no conforto e na produti- vidade. Para tanto, a pesquisa baseou-se em documentos empresariais, filmagem do posto de trabalho, entrevistas não estruturadas e visitação nas dependências do pátio de produ- ção. Os resultados obtidos apontam que o maquinário é antigo e, por esse motivo, o ritmo de produção é abaixo do que a mão de obra contratada é capaz de oferecer em termos de rendimento. Os cuidados com o manuseio e com a utilização de equipamentos de proteção são seguidos pelos operadores e oferecidos pela empregadora. A maior preocupação fun- damenta-se na falta de métodos aplicados para a elaboração da atividade, padronizando o movimento do operador na melhor posição possível para redução das possíveis lesões que a atividade pode ocasionar. Palavras-chave: prensagem, pluma, segurança.
Transcript of Prensa de enfardamento de algodão - análise ergonômica na...
21
PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA
REDENTORA DE PRIMAVERA DO LESTE - MT
Deisi de Oliveira Rhoden – Unic de Primavera – [email protected]
Eloisa Bravin – Unic de Primavera – Coordenadora do Curso de [email protected]
Angela Maria Leobet – Escola Alda G. Scopel – Coordenadora [email protected]
Resumo
O estudo realizado na Algodoeira Redentora de Primavera do Leste – MT, com a finalidade de observar a realização das atividades do posto de prensagem, utilizando a análise ergo-nômica do trabalho, para assim, ter a compreensão da atividade levando em consideração diferentes aspectos produtivos que podem resultar na segurança, no conforto e na produti-vidade. Para tanto, a pesquisa baseou-se em documentos empresariais, filmagem do posto de trabalho, entrevistas não estruturadas e visitação nas dependências do pátio de produ-ção. Os resultados obtidos apontam que o maquinário é antigo e, por esse motivo, o ritmo de produção é abaixo do que a mão de obra contratada é capaz de oferecer em termos de rendimento. Os cuidados com o manuseio e com a utilização de equipamentos de proteção são seguidos pelos operadores e oferecidos pela empregadora. A maior preocupação fun-damenta-se na falta de métodos aplicados para a elaboração da atividade, padronizando o movimento do operador na melhor posição possível para redução das possíveis lesões que a atividade pode ocasionar.
Palavras-chave: prensagem, pluma, segurança.

22
PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA REDENTORA DE PRIMAVERA DO LESTE - MT
1 INTRODUÇÃO
O estado de Mato Grosso é o maior produtor de algodão do país, sendo responsável pela metade de todo algodão produzido (IBGE, 2010). Os principais países compradores da pluma de algodão são, respectivamente, China, Paquistão e Bangladesh (IMEA, 2010).
Estima-se que 90% da fibra do Mato Grosso é produzida por produtores que possuem suas próprias indústrias de descaroçamento. O descaroçamento realizado pelos produtores se torna interessante quando este produz 3500 kg/ha de algodão em rama em uma superfície de 1200 a 1500 hectares.
A última etapa da produção de algodão é o processo de beneficiamento. Este antecede a fase de industrialização e se trata da limpeza, secagem, extração da semente, finalizando com o processo de embalagem. O processo é fundamental para a qualidade da fibra e rendimento da pluma (BAKER et al., 1994 e MANGIALARDI, 1988).
O aumento da quantidade de indústrias beneficiadoras alavancadas pelo alto valor agre-gado que o processo disponibiliza ao produtor, não garante a qualidade de fibra ideal para o mercado, pois, a substituição das unidades antigas por unidades mais modernas e com maior capacidade de benefício, traz aumento no volume total, mas o inconveniente é que a acelera-mento acaba causando estragos no algodão, nas características desejadas pela fiação (ANUÁ-RIO BRASILEIRO DO ALGODÃO, 2003).
A empresa rural, como aponta Santos (2000), surge como agentes de mudanças, respon-dendo por uma agricultura fundamentada na ciência. Essa mesma ciência que é responsável pela mecanização dos processos rurais, torna-se responsável pela adequação do sistema de tra-balho propício ao estabelecimento efetivo das atividades, mesmo que, a mecanização agrícola não esteja avançada.
Sendo assim, é necessário que sejam alcançadas práticas que maximizem resultados a fim de reduzir as perdas de qualidade da fibra do algodão, garantindo aos operadores que atuam nesse processo condições de trabalho favoráveis a produtividade e a qualidade de vida e saúde.
Para tanto, duas frentes devem ser levadas em consideração: a legislação vigente que estabelece aos empregadores rurais ou equiparados á implementar ações de segurança e saúde que visem a prevenção de acidentes e doenças decorrentes do trabalho e, a consciência social do empregador, que por si, entende que as condições de trabalho agregam valor ao patrimônio empresarial e a comunidade que o cerca, sendo força motriz de desenvolvimento.
O Programa de Prevenção de Riscos Ambientais (PPRA), estabelecido dentro da Nor-ma Regulamentadora (NR 9) da CLT- Consolidação das Leis Trabalhistas, (Portaria nº 25, de 29 de dezembro de 1994, da Secretaria de Segurança e Saúde do Trabalho, do Ministério do Trabalho), responsabiliza as empresas rurais, dentro da ordem de prioridade citada, por elimi-nar riscos através da substituição e/ou adequação dos processos de produção, das máquinas e equipamentos necessários; eliminar riscos através da substituição ou adequação dos processos produtivos, máquinas e equipamentos; estabelecer métodos de proteção coletiva para controle dos riscos na fonte geradora, e; adotar formas de proteção individual dos trabalhadores.
O próprio programa prevê as possíveis vantagens ao empregador, sendo alguns facilmen-te identificáveis, como a redução dos riscos de acidentes de trabalho, diminuição de perdas e desperdícios, menores custos com saúde, entre outros.
Ainda, a NR 9 esta profundamente ligada a NR 17, Norma Regulamentadora relativa as características psicofisiológicas dos trabalhadores, visando promover conforto, segurança e melhores desempenho das atividades laborais.
Neste sentido entende-se que explorar as condições de trabalho de modo amplo, para que seja possível identificar as reais possibilidades de ganho entre as partes interessadas trabalha-

23
DOSSIÊ
dor/empregador, seja realmente a forma mais eficiente de balancear as necessidades para um ambiente realmente produtivo.
A algodoeira Redentora, estabelecida no município de Primavera do Leste – MT, é uma empresa rural de benefício de algodão em caroço, ou seja, transforma o algodao em pluma de algodão, sendo seu produto final fardos de algodão para a indústria têxtil. O processo de produ-ção é amplo e parcialmente mecanizado.
Uma das etapas do processo é a prensagem do algodão. A prensagem é feita através do sistema hidráulico e, o sucesso desta etapa depende da concentração do operador e dos cuida-dos com a segurança na operação da prensa. As prensas hidráulicas são, na grande maioria das vezes, desenvolvidos e fabricados dentro das especificações e normas de segurança, além de terem requisitos personalizados para atendimento de empresas que exigem diversos fatores de segurança inclusos (OLIVEIRA, SILVA E DELON, 2010).
Os autores ainda reforçam que ao importar tecnologia e máquinas de última geração, as indústrias pecam em adquirir produtos de países que não possuem normas rígidas para proteção e segurança na execução de trabalhos, expondo seus trabalhadores. Outro problema é que os sistemas ficam obsoletos a medida do tempo, mas não necessariamente deixam de fazer parte do parque de máquinas das empresas.
Para que as medidas de segurança sejam eficazes, a Convenção Coletiva de Trabalho para Melhoria das Condições de Trabalho em Prensas Mecânicas e Hidráulicas (SINDICATO DOS METALÚRGICOS DE SÃO PAULO e outros, 1999 apud Mendes, 2001) define como obrigatória medidas de segurança como: ferramenta fechada, zona de prensagem que permita passagem apenas do produto, sem espaços para mão humana, mão mecânica, sistema de gaveta, sistema de alimentação por gravidade e remoção pneumática, sistema de alimentação por gra-vidade, bandeja rotativa e transportador de alimentação ou robótica.
A mecanização correta reduz o ambiente hostil ao trabalho, mas conforme Lima (1976), os acidentes de trabalho são causados, por diversos motivos como falta de planejamento da empresa, falta de aptidão ou atenção do operador, falta de supervisão, avareza do empregador, entre outras. É fato então, de que mesmo com o avanço da automação nos processos, muito ca-minho deve ser percorrido para que máquina e homem consigam viver harmonicamente (OLI-VEIRA, SILVA E DELON, 2010).
O resultado da falta ou da precariedade de um planejamento acarreta em efeitos negativos nas pessoas, resultando nas Lesões por Esforço Repetitivo (LER) e/ou em Distúrbio Osteo--muscular Relacionado ao Trabalho (DORT), dores lombares e problemas nas articulações e nos músculos.
Os autores ainda indicam que um processo bem automatizado deve levar em considera-ção as posições do trabalho em pé e sentado; as condições visuais; a fadiga causada no trabalho, ao sistema de medição de controle; ao ferramental utilizado; ao correto posicionamento de pai-néis eletrônicos e sinais visuais, e; as condições climáticas do ambiente (temperatura, umidade, limpeza, entre outras).
Portanto, dentro da perspectiva de que os postos de trabalho devam atender ao atendimen-to das necessidades básicas de segurança e conforto, essa pesquisa objetivou determinar as con-dições de trabalho em a unidade classificadora de algodão da Algodoeira Redentora, dirigindo os estudos para a Análise Ergonômica do Trabalho (AET), do posto de trabalho de prensagem de algodão em pluma. O estudo concentrou-se em explorar os processos existentes e anali-sar sua adequação estrutural e organização humana do trabalho, com o intuito de realizar um diagnóstico prático e de orientação para correção de anomalias, bem como, levantar e analisar soluções de engenharia e possibilidades técnicas para implementação de melhorias imediatas para atender a demanda levantada.
24
PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA REDENTORA DE PRIMAVERA DO LESTE - MT
2 PROCEDIMENTOS METODOLÓGICOS
Buscou-se neste estudo, através da análise ergonômica do trabalho, entender os fatores desfavoráveis ao operador e a execução na operação de prensa de fardos de algodão. O estudo foi realizado na safra 2010/2011, em um algodoeira do Estado de Mato Grosso, localizadas nos municípios de Primavera do Leste-MT.
Durante todos os estágios da pesquisa realizaram-se discussões com os operadores a fim de permitir o confronto entre questões identificadas por eles e pelos pesquisadores, levantamen-to documental das informações disponíveis.
O objeto de estudo foi diagnosticar a estação de trabalho de prensagem de enfardamento de algodão. O posto de trabalho foi escolhido após identificação dos acidentes ocorridos na última safra beneficiada na empresa em questão e, também, por apresentar características con-sideradas importantes pelos pesquisadores, como a forte pré-disponibilidade do posto a doenças adquiridas na função de trabalho.
Utilizou-se de filmagem da operação de trabalho, em dois turnos de trabalhos distintos (diurno/noturno), para identificação de possíveis diferenças nas operações.
Através de estudo observacional foram analisadas as condições inseguras capazes de ge-rar acidentes. Também foi realizado estudo documental (específico) sobre máquinas e equipa-mentos utilizados, o Programa de Gestão Ambiental da empresa PPRA e PCMSO (Programa de Controle Médico de Saúde Ocupacional), e os documentos de treinamento de funcionários na função.
Em duas ocasiões foram realizadas entrevistas não estruturadas, ao gerente da Algodoeira Redentora Sr. Ildon Soares de Brito e o Maquinista Chefe Sr. Antonio Gomes Feitosa, que for-neceram dados técnicos importantes para entendimento dos padrões de produção, como fluxo do processo, ritmo de máquina, horário de trabalho, entre outras. As entrevistas ocorreram na visita do dia 23 de julho de 2011 e 10 de agosto de 2011.
3 RESULTADOS
O processo de beneficiamento de algodão parte das necessidades dos clientes (produtores de algodão em caroço) que firmam contrato destas necessidades e da capacidade de beneficia-mento com a empresa. Assim, alimentam o sistema através das necessidades de insumos para a produção que são trazidas do mercado para processamento em algodão em pluma.
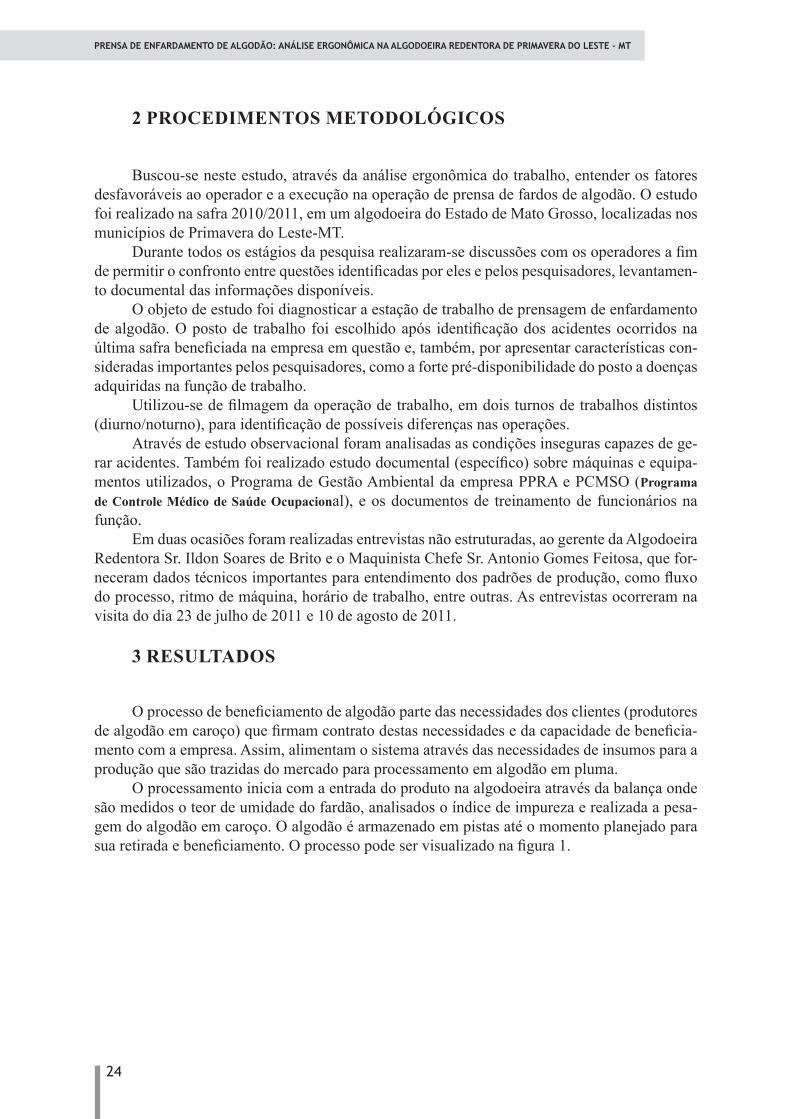
O processamento inicia com a entrada do produto na algodoeira através da balança onde são medidos o teor de umidade do fardão, analisados o índice de impureza e realizada a pesa-gem do algodão em caroço. O algodão é armazenado em pistas até o momento planejado para sua retirada e beneficiamento. O processo pode ser visualizado na figura 1.
25
DOSSIÊ
Figura 1 - Macroprocesso de beneficiamento da Algodoeira RedentoraFonte: pesquisa de campo (2011).
O processo de produção é organizado em linha. O primeiro passo para o beneficiamento do algodão (transformação do algodão em caroço em algodão em pluma), é a alimentação das máquinas de beneficiamento. Este processo envolve o carregamento do fardão (fardo com mé-dia de 11.000 kg de algodão), produzido na lavoura, para a máquina de desmanche.
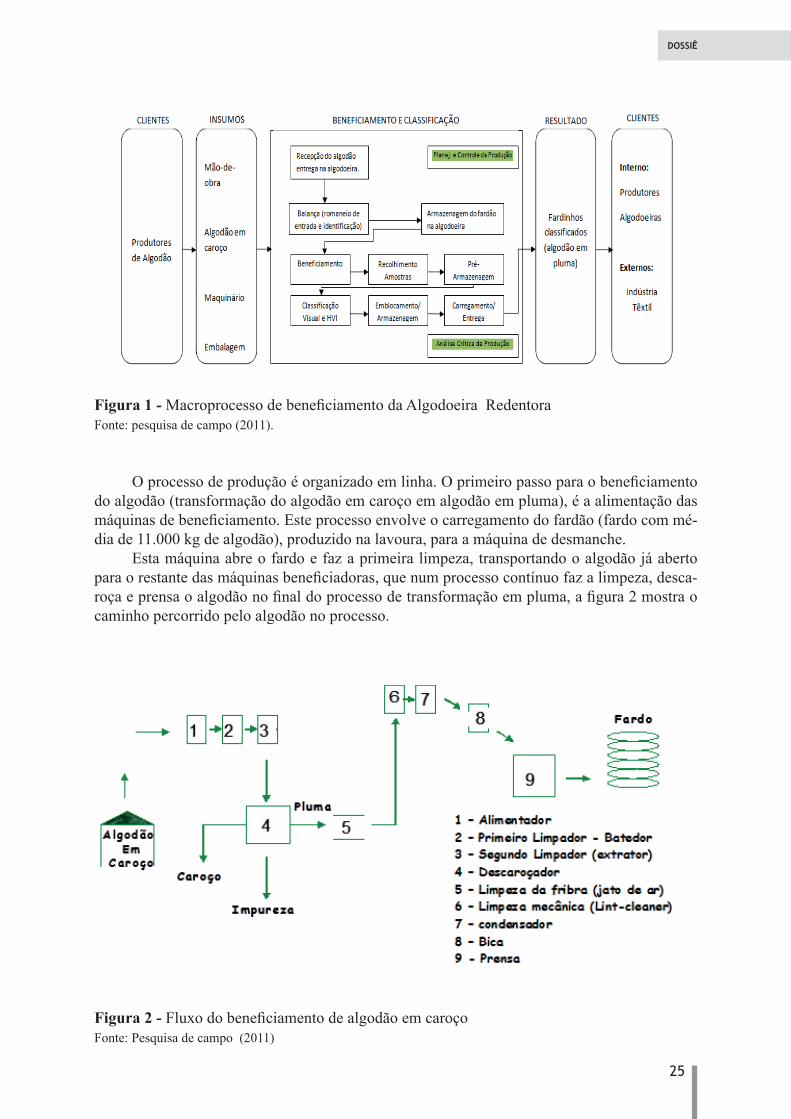
Esta máquina abre o fardo e faz a primeira limpeza, transportando o algodão já aberto para o restante das máquinas beneficiadoras, que num processo contínuo faz a limpeza, desca-roça e prensa o algodão no final do processo de transformação em pluma, a figura 2 mostra o caminho percorrido pelo algodão no processo.
Figura 2 - Fluxo do beneficiamento de algodão em caroçoFonte: Pesquisa de campo (2011)

26
PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA REDENTORA DE PRIMAVERA DO LESTE - MT
Ao prensar o algodão, em fardo de algodão em pluma com 200 kg, também acontece o corte em duas laterais do fardo para retirada de amostras para análise da qualidade da pluma. Neste processo tem-se cuidado especial, além de exigir atenção concentrada do operador pelos riscos inerentes como: prensar os dedos, arame estourar em direção do operador por estarem mal ajustados ao fardo, cuidados com o carregamento pelo peso do fardinho.
O produto é carregado até a balança onde são retiradas amostras do produto dos dois lados do fardo, o fardo é embalado em saco de algodão, identificado com etiqueta de código de barras e carregado para a pré-armazenagem onde aguarda a classificação.
As amostras são encaminhadas ao processo de montagem de malas de classificação visual e HVI (High Volume Instrument). Cada amostra é dividida ao meio, junta-se cada metade da amostra retirada do lado direito do fardo, com a metade da amostra retirada do lado esquerdo do fardo, tendo então, duas amostras (duas caras). Cada mala contém 50 amostras, retiradas de 50 fardinhos. São retiradas amostras de todos os fardinhos de algodão em pluma produzidos.
3.2 DIAGNÓSTICO PRIMÁRIO DO PROCESSO DE PRENSAGEM
No processo de prensagem, os operadores são treinados para tomar cuidados importantes para eficácia do processo. Evitar vazamentos de óleo nas mangueiras e conexões e consequente conta-minação da pluma. A umidade dos fardões deve ser acompanhada periodicamente, os fardos não devem apresentar mais que 12% de umidade para evitar fermentação e amarelecimento da pluma.
Figura 3 - Posto de prensagem da Algodoeira RedentoraFonte: pesquisa a campo (2011)
27
DOSSIÊ
O bico da prensa, que é responsável por umidificar o algodão em pluma, deve ser con-trolada pelos operadores afim de que a pulverização seja uniforme, sem respingos evitando a concentração da umidade no algodão (controle da pressão e limpeza dos bicos). Devem ainda, observar o transporte do algodão para dentro da prensa, monitorando o funcionamento da es-teira, evitando embuchamentos de algodão e garantir que o despejo aconteça de forma a não enrugar a manta.
A manta de fibra é umidificada por aspersão. Este sistema é muito negativo, porque a umi-dificação se faz de uma forma muito heterogênea. Só a superfície da manta é umidificada e com as paradas da manta seguindo o movimento do calcador, tem partes da manta muito molhadas e outras que recebem pouca água.
As gotinhas de água não permitem uma troca de água com todas as fibras da manta, como acontece com ar úmido ou vapor de água. A energia de prensagem e a manutenção da prensa não são reduzidas como poderiam com ar úmido. Ainda existe o risco de excesso de umidade escorrer pela bica para dentro da prensa afetando os seus componentes e sujar a fibra a ser prensada.
Ainda, a manta ao estar muito úmida pode causar embuchamento na entrada da prensa, obrigando ao operador parar a máquina para fazer a limpeza. Casos de operadores desembu-chando a máquina sem avisar ao maquinista e realizar a limpeza com a máquina ligada, atitude insegura e causadora de acidentes graves.
Outro especial cuidado é com o aspecto da amostra retirada, não devendo apresentar san-fonas, mas camadas uniformes da manta. A má apresentação da amostra influi no resultado da classificação rebaixando o tipo que poderia ser obtida, representando menor competitividade e ganhos no mercado ao ser comercializado.
Os prenseiros são cuidadosamente orientados no sentido de obter o peso dos fardos mais uniforme possível, sendo considerado conforme fardos com peso entre 180 e 210 kg, desde que a média fique próxima a 200 kg.
Os operadores recebem treinamento uma semana antes do início das atividades da al-godoeira, onde são dadas noções básicas de como funciona a empresa, a produção, além das normas de segurança e normas de recursos humanos.
Após as noções básicas operador segue para a linha de produção, onde é recebido pelo gerente de produção, pelo técnico em segurança no trabalho e o maquinista chefe, que treinam o operador na função (on the job), até que ele entenda toda a operação que deve realizar, dentro das normas de segurança exigidas para realizar a atividade. Não existe um padrão de movimen-tos a serem executados.
Os postos de trabalho possuem entre si uma relação estável, raramente são encontrados gargalos na linha de produção. É importante salientar que, o circuito de comunicação entre as tarefas é visual.
O posto de prensagemé entendido como crítico pela empresa pelo risco inerente ao opera-dor, constatado pelos dois únicos acidentes ocorridos na safra 2009/2010 terem ocorrido nesta etapa do processo. Não existem sinais sonoros de alerta ao operador.
Os acidentes mais comuns dizem respeito ao esmagamento de dedos e da mão, sendo que, na maioria das vezes o operador não segue os procedimentos de segurança adotados pela empresa e orientados através do técnico em segurança no trabalho e cobrados pelos membros da comissão interna de prevenção de acidentes (CIPA).
Também neste posto, pode-se identificar layout e condições de trabalho favoráveis ao aparecimento de DORT(s), principalmente as que são relacionadas a coluna vertebral, como as lombalgias.
O setor de prensagem tem grande variabilidade postural do operador no processo de pro-dução. O processo de trabalho determina tarefas bem definidas e repetidas e o operador se

28
PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA REDENTORA DE PRIMAVERA DO LESTE - MT
desloca em várias posições, e realiza sua atividade segundo as posições exigidas pela máquina. Ele define sua postura de acordo com a tarefa específica, não existindo padrões e critérios dis-poníveis, sem a preocupação de definir a posição que melhor se encaixa na situação. O quadro 1 apresenta a cronologia das atividades para o Operador A.
Quadro 1 - Cronologia operador ATempo/
min. Onde tarefa Trabalho Observações
04:35 Posto A Espera
Visualização preenchimento do contêiner
Neste tempo de espera, tanto operador A como B ficam em pé a frente da máquina.
06:36 Posto A
Desligar enchimento
Puxar manualmente sistema de desligamento do preenchimento
O operador coloca restos de produto, que ao preenchimento ficaram fora do contêiner
06:48 Posto A
Girar conteiners
O contêiner A fique na posição B e o conteiner B (vazio) na posição A
Para executar a tarefa os operadores fazem movimentos de empurrar anterior e posterior.
06:52 Posto A
Religar preenchimento
O contêiner B irá ser preenchido novamente
06:54 Posto B
Buscar cintas com presilhas
Vai ate um recipiente onde estão contidas e as segura na posição vertical
Neste tempo de espera, o operador fica de pé, em frente posto B.
08:43 Posto B
Auxiliar no colocação
das cintas e presilhas
Auxiliar no colocação das cintas e presilhas
Para executar essa tarefa, o operador fica em pé em frente ao Posto B.
09:18 Posto B
Transportar fardo pronto
O operador transporta o fardo ate o posto C
Esse transporte é feito utilizando-se um veiculo manualmente conduzido pelo operador.
09:27 Posto C
Retirada das Amostras
Antes da entrega ao posto C, o operador do posto B retira as amostras das laterais do fardo.
Retirada de amostra duas caras.
Fonte: pesquisa de campo (2011)
O Posto A, é definido como o lado esquerdo da máquina de prensagem e de obtenção dos fardos de algodão. Já o posto B é o lado direito da máquina onde se realizará a prensagem final e a colocação de presilhas para acabamento final do fardo. O operador A realiza tarefas tanto no posto A como no Posto B, e também é o responsável pelo transporte do fardo já prensado ao posto C que é de embalagem do fardo. Já para o Operador B a cronologia segue no quadro 2.
29
DOSSIÊ
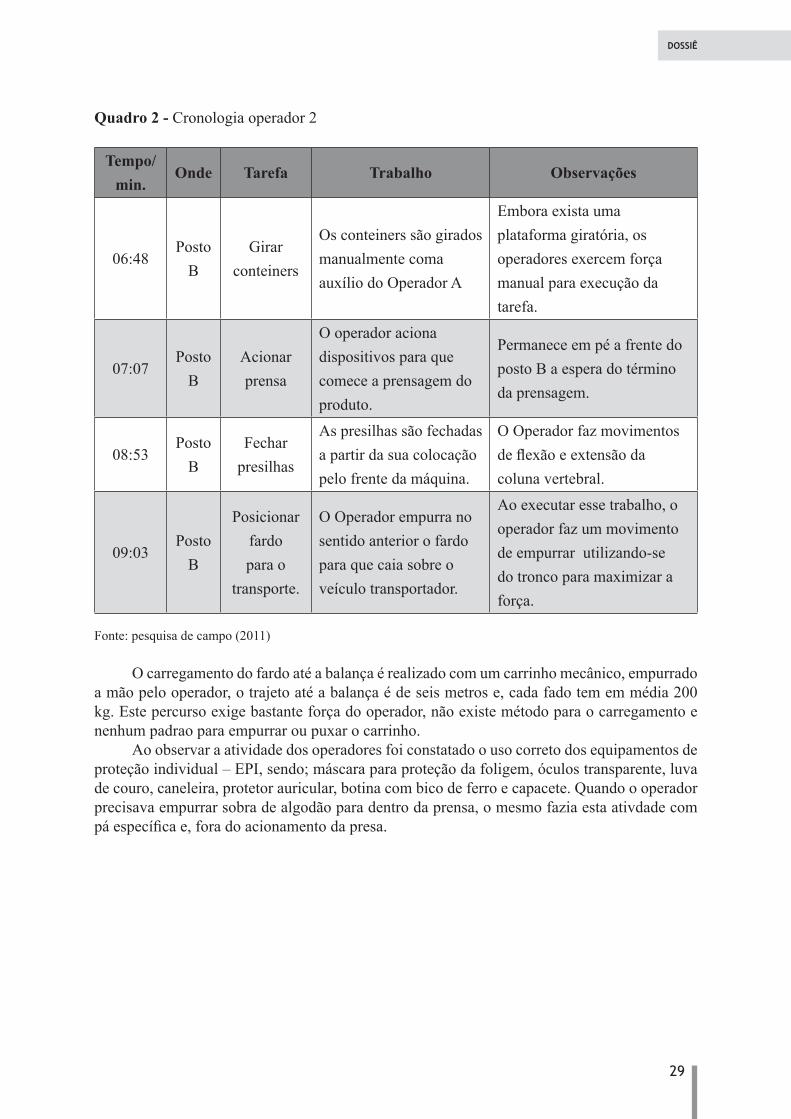
Quadro 2 - Cronologia operador 2
Tempo/min.
Onde Tarefa Trabalho Observações
06:48Posto
BGirar
conteiners
Os conteiners são girados manualmente coma auxílio do Operador A
Embora exista uma plataforma giratória, os operadores exercem força manual para execução da tarefa.
07:07Posto
BAcionar prensa
O operador aciona dispositivos para que comece a prensagem do produto.
Permanece em pé a frente do posto B a espera do término da prensagem.
08:53Posto
BFechar
presilhas
As presilhas são fechadas a partir da sua colocação pelo frente da máquina.
O Operador faz movimentos de flexão e extensão da coluna vertebral.
09:03Posto
B
Posicionar fardo para o
transporte.
O Operador empurra no sentido anterior o fardo para que caia sobre o veículo transportador.
Ao executar esse trabalho, o operador faz um movimento de empurrar utilizando-se do tronco para maximizar a força.
Fonte: pesquisa de campo (2011)
O carregamento do fardo até a balança é realizado com um carrinho mecânico, empurrado a mão pelo operador, o trajeto até a balança é de seis metros e, cada fado tem em média 200 kg. Este percurso exige bastante força do operador, não existe método para o carregamento e nenhum padrao para empurrar ou puxar o carrinho.
Ao observar a atividade dos operadores foi constatado o uso correto dos equipamentos de proteção individual – EPI, sendo; máscara para proteção da foligem, óculos transparente, luva de couro, caneleira, protetor auricular, botina com bico de ferro e capacete. Quando o operador precisava empurrar sobra de algodão para dentro da prensa, o mesmo fazia esta ativdade com pá específica e, fora do acionamento da presa.
30
PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA REDENTORA DE PRIMAVERA DO LESTE - MT
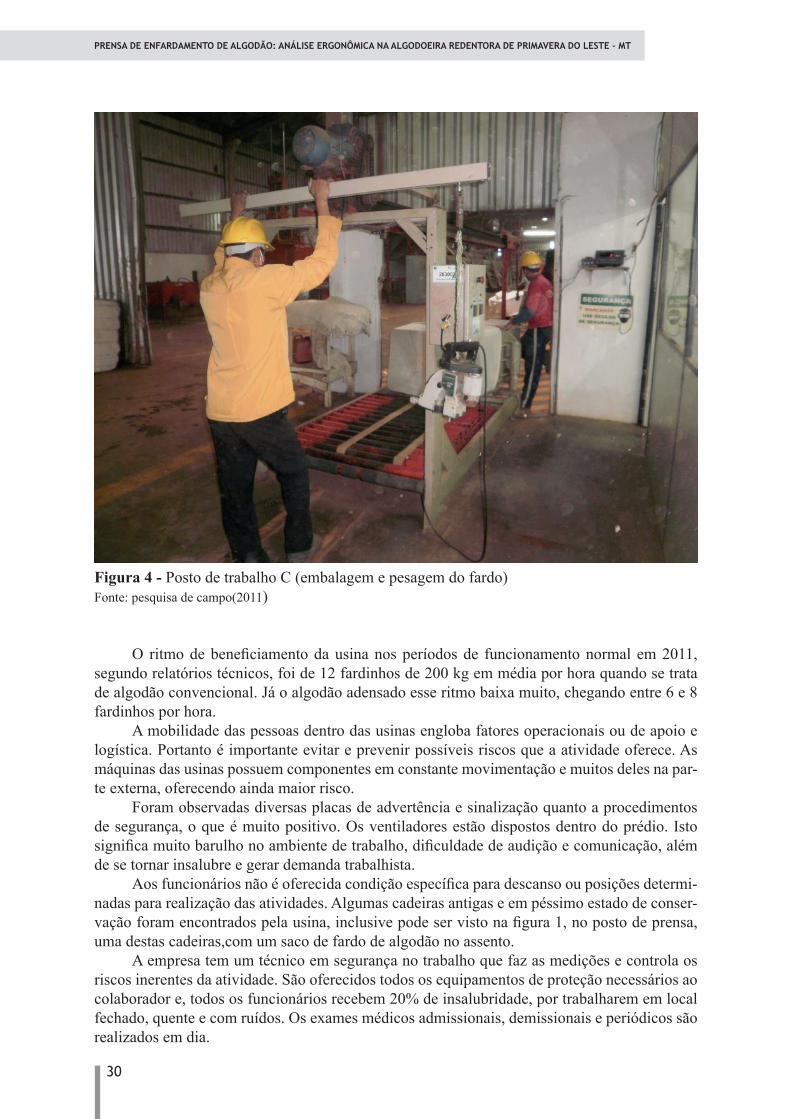
Figura 4 - Posto de trabalho C (embalagem e pesagem do fardo)Fonte: pesquisa de campo(2011)
O ritmo de beneficiamento da usina nos períodos de funcionamento normal em 2011, segundo relatórios técnicos, foi de 12 fardinhos de 200 kg em média por hora quando se trata de algodão convencional. Já o algodão adensado esse ritmo baixa muito, chegando entre 6 e 8 fardinhos por hora.
A mobilidade das pessoas dentro das usinas engloba fatores operacionais ou de apoio e logística. Portanto é importante evitar e prevenir possíveis riscos que a atividade oferece. As máquinas das usinas possuem componentes em constante movimentação e muitos deles na par-te externa, oferecendo ainda maior risco.
Foram observadas diversas placas de advertência e sinalização quanto a procedimentos de segurança, o que é muito positivo. Os ventiladores estão dispostos dentro do prédio. Isto significa muito barulho no ambiente de trabalho, dificuldade de audição e comunicação, além de se tornar insalubre e gerar demanda trabalhista.
Aos funcionários não é oferecida condição específica para descanso ou posições determi-nadas para realização das atividades. Algumas cadeiras antigas e em péssimo estado de conser-vação foram encontrados pela usina, inclusive pode ser visto na figura 1, no posto de prensa, uma destas cadeiras,com um saco de fardo de algodão no assento.
A empresa tem um técnico em segurança no trabalho que faz as medições e controla os riscos inerentes da atividade. São oferecidos todos os equipamentos de proteção necessários ao colaborador e, todos os funcionários recebem 20% de insalubridade, por trabalharem em local fechado, quente e com ruídos. Os exames médicos admissionais, demissionais e periódicos são realizados em dia.

31
DOSSIÊ
Outro fator diagnosticado foi o de que a empresa, apesar de promover duas palestras, por safra, sobre ergonomia, não tem um programa específico para esses cuidados e nem desenvol-vendo qualquer medida para melhoria dos equipamentos e atividades ergonomicamente adap-tada as necessidades dos funcionários.
O maquinário é bastante antigo, misturando dois jogos de máquinas de marcas diferentes (Continental e Piratininga), respectivamente de 1950 e 1960. A operação de produção é sazonal e a empresa trabalha apenas de quatro a seis meses por ano, tendo assim, quase toda a mão-de--obra temporária, vindas na totalidade do Maranhão e Piauí.
A maioria destes funcionários não nutre interesse em fazer parte da equipe efetiva, al-guns evitam qualquer possibilidade da efetivação, saindo ao término do contrato de 90 dias. Os únicos funcionários fixos da Algodoeira são os dois maquinistas e o gerente. Estes, em época fora de benefício (geralmente dezembro a junho), fazem as revisões e reformas das máquinas. Ainda, a empresa não beneficia para terceiros.
4 DISCUSSÃO
Ao se realizar a análise ergonômica do processo, enfocando-se os operadores, pode-se notar que as tarefas exigem dos operadores esforços em diferentes posições, o que do ponto de vista fisiológico contribui para a distribuição de cargas articulares. Porém, em determinadas tarefas como a de prender, empurrar e transportar os fardos, é necessário realização forças ex-cessivas, utilizando-se principalmente o eixo sobre a coluna vertebral. No local também não há condições para que sejam estabelecidas comunicações entre os operadores pelo excesso de barulho, tornando a atividade sincronizada e automática.
De acordo com Baucke (2008), as lombalgias atingem grande parte da população traba-lhadora, gerando altos custos sociais e sofrimento aos trabalhadores, e sendo assim, os proble-mas da coluna vertebral, tornam-se um importante problema de saúde. Então, pode-se conside-rar, que nos processos acima descritos, há sobrecarga para a coluna vertebral em várias posições e tarefas.
Na execução das tarefas, há uma adoção de posturas, que envolvem a flexão, extensão e rotação da coluna lombar. Tais movimentos requerem além de sua realização a adição de força manual para que haja efetivação da tarefa. Da mesma forma afirma Knoplick(1982), as lom-balgias são multifatorais e a utilização de movimentos rotacionais associados a transferência de peso e resistência, proporcionam sobrecarga demasiada a coluna vertebral, e principalmente aos discos intervertebrais. Sendo assim, os operadores que se utilizam desses movimentos para a realização de suas tarefas, estarão propensos a desenvolver patologias e por conseqüência incapacidades funcionais que poderão ser temporárias ou permanentes.
Para Guo(2007), a dor lombar é a principal causa de tempo de trabalho perdido e é um desafio para a segurança do trabalhador, sendo epidêmica entre eles e esse processo é desfavo-rável, levando-se em consideração que a tarefa proporciona o uso de força manual do operador para a realização.
Sob a óptica da carga física imposta aos operadores, há posições e movimentos desneces-sários como a flexão de tronco para travar as presilhas, postura inadequada na posição de pé(em espera), e principalmente a execução de movimentos de puxar/empurrar com sobre de peso sobre a coluna vertebral. Assim, pode-se dizer que há uma importante interação de fatores que determinarão a execução de medidas que modifiquem o layout das máquinas e principalmente a forma de realização das tarefas.
A empresa apresenta baixos índices de absenteísmo, justificada pelos operadores serem

32
PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA REDENTORA DE PRIMAVERA DO LESTE - MT
de regiões longínquas. Esses operadores apresentam interesse em apenas ficar no período de produção e sair antes da época de festas de fim de ano. Quase todos esperam voltar na safra seguinte, sendo interessante para empresa, uma vez que a mão-de-obra já entende o processo de produção.
O processo apresenta principalmente falhas em relação ao tempo decorrido entre uma atividade e outra, e principalmente o tempo decorrido para o transporte do produto do posto B até o Posto C. Nesse processo, o layout das máquinas, tem disposição correta entre um posto e outro, o que o torna desfavorável é a distância de 6 metros entre eles, desnecessária, já que, este espaço não é utlizado.
O tempo ocioso dos operadores, refere-se principalmente a fatores como a demora para abastecimento do contêiner, visto que o algodão limpo é lentamente conduzido por uma esteira até a chegada a máquina de prensa. Nesse processo, o tempo é superior a dois minutos, e no pro-cesso de transporte, esse tempo fica em torno de um minuto e trinta segundos. Ao final do ciclo, que tem duração de 5 minutos e 5 segundos, 2minutos e 46 segundos são dedicados a tempos de espera, caracterizando perdas em tempos de 44,7% do ciclo operacional neste posto de trabalho.
É importante salientar que os postos subseqüentes são dependentes deste, determinando tempos de espera também para a realização de suas tarefas. Frisa-se porém, que estes tempos estão ligados a capacidade da máquina, que por ser antiga e adaptada a colheita mecânica, não atinge a velocidade esperada, deixando o operador com grande tempo de descanso.
O ritmo máximo recomendado para um conjunto de 5 descaroçadores de 80 serras é de 9 fardos por hora (1,8 fardos de 200 kg por hora e por descaroçador, ou seja, 4.5 kg de fibra/serra/hora), porém é um ritmo em funcionamento contínuo, sem paradas. A usina tem uma relação com o controle de paradas totais ou parciais do processo. Então é possível conhecer o ritmo instantâneo aplicado para fazer uma análise das melhorias possíveis, a fim de obter um ritmo médio bom, sem usar ritmos instantâneos eventualmente exagerados (RIBAS & CHAN-SELME, 2010).
Ritmos superiores a 9 fardinhos por hora e por conjunto são desfavoráveis à qualidade es-sencialmente por: pressões grandes nos descaroçadores e tratamento mecânico violento (tipo); sobrecarga da limpeza de algodão em caroço e sobre tudo da limpeza da fibra (folha e tipo).
Além do ritmo, a umidade deveria ser refletid com maior cuidadi. Com um sistema de umidificação com ar úmido, pode-se aumentar a umidade da fibra em 2 pontos percentuais, ou seja, um aumento de 4kg por fardo de 200 kg. Além dos riscos citados, a umidificação por as-persão tende a ser breve por ser superficial e baixar rapidamente no decorrer do tempo, devido a baixa umidade relativa do ar na época de safra na região centro-oeste. Por isto, poderá ocorrer uma perda invisível equivalente a 50% ou mais comparando-se com a umidificação por ar úmi-do. Com um potencial de produção para esta usina estimada em 9 fardos por hora, considerando então 2 kg p/f/CJ/h e 20 h/dia, 120 dias de safra, pode-se deixar de ganhar 432 fardinhos na safra, ou seja, R$ 576.000,00 quando o preço da fibra em R$ 100,00/@ (2kg*9fd/h*2cj*20h/d / 200kg(fd)*120 dias de safra = 432 fardinhos safra, 432 fardinhos x 200kg/15kg(@) = 5760 @ x R$ 100 = R$ 576.000)
Conforme entrevista com o gerente de produção, mesmo a máquina sendo lenta em ter-mos de volume de produção,a qualidade da fibra produzida compensa, sendo uma das melhores da região, justamente pelo tipo de máquina beneficiadora. Isso acontece porque ao beneficiar lentamente o produto, são preservadas algumas características como o tamanho da fibra, por serem processo menos agressivo de limpeza.

33
DOSSIÊ
5 CONCLUSÃO
O estudo na Algodoeira Redentora mostrou que apesar do maquinário ser antigo, se bem conduzidas às operações e atividades, o rendimento pode ser satisfatório em termos de utiliza-ção do tempo e da mão-de-obra.
Apesar de ter tempo de sobra no posto de trabalho, os operadores são aproveitados no má-ximo de atividades possíveis que o acerca, sem sobrecargas. A empresa deveria fazer um investi-mento para desenvolver uma padronização de métodos de produção dos operadores, diminuindo a carga concentradas em determinadas regiões do corpo dos operadores como pescoço e coluna, distribuindo melhor esta concentração e reduzindo as chances de lesões. Nota-se que esta preocu-pação não é grande pelo grande período de sazonalidade da produção, mesmo assim, a empresa poderia montar um programa de ginástica laboral o que garantiria maior conforto para os opera-dores no decorrer da safra, podendo gerar bons resultados em termos de motivacionais.
A modernização da prensa seria interessante, pois reduziria riscos inerentes aos apresen-tados, porém necessita de estudos posteriores que indiquem sua viabilidade, uma vez que outros processos de produção fundamentais também são antigos e podem gerar maiores resultados em termos de produtividade e ganhos.
Ainda, indica-se erradicar o processo de umidificação dos fardinhos através dos bicos na prensa, que, não trazem resultados científicos comprovados em termos de ganho de peso. A empresa deve estudar a viabilidade da compra de uma caldeira ou umidificador elétrico para o processo, sendo que, nesta última mecaniza toda a atividade, além de, nos dois casos diminuir os embuchamentos, manchas amareladas e pingos pelo setor de prensagem.
6 REFERÊNCIA BIBLIOGRAFIA
ABRAPA - Associação Brasileira de Produtores de Algodão. Disponível em: http://www.abra-pa.com.br/news_view.asp?id={D5FE9B77-DE94-424E-A69A-490C601907DC}. Acesso em: 27 de agosto de 2011.
ANUARIO BRASILEIRO DO ALGODÃO. Santa Cruz do Sul: Gazeta, 2003. Disponível em: http://www.anuarios.com.br/port/anuario_capa.php?idAnuario=4. Acesso em:12 de agosto de 2011.
AMARAL, J.A.B; ET all. Cultura do algodão no Cerrado. EMBRAPA ALGODÃO. Sistemas de Produção 2, Revista eletrônica. Jan.2033. Disponível em <http://sistemas deproducao.cnp-tia.embrapa.br. Acesso em 20/08/2011.
BAKER, R.V.; BOVING, P.A.; LAIRD, J.W. Effects of processing rate on the performance of seed cotton cleaning equipment. Transaction of the ASAE. v.25, n.1, Jan./Fev. 1982.
BAUCKE, O.J.S. 2008. Dissertação (Mestrado em Engenharia de Produção). Sistemática Pre-ventiva e Participativa para Avaliação Ergonômica de Quadros Lombálgicos: o caso de uma industria fabricante de dormitórios e cozinhas em MDF. Escola de Engenharia Programa de Pós Graduação em Engenharia de Produção. UFRGS.
BESEN, G.M.P; GONÇALVES, J.S.; SOUZA, S.A.M.; URBAN, M.L.P. Desenvolvimento da Produ-ção de Texteis de Algodão no Brasil. Disponível em FTP://ftp.sp.gov.br.pdf . Acesso em 25/08/2011.

34
PRENSA DE ENFARDAMENTO DE ALGODÃO: ANÁLISE ERGONÔMICA NA ALGODOEIRA REDENTORA DE PRIMAVERA DO LESTE - MT
BRASIL, Consolidação das Leis do Trabalho – CLT – Portaria nº 25, de 29 de dezembro de 1994.
BRASIL, Norma Regulamentadora 9. Disponível em: http://www010.dataprev.gov.br/sislex/paginas/05/mtb/9.htm. Acesso em: 12 de agosto de 2011.
BRASIL, Norma Regulamentadora 17. Disponível em: http://www010.dataprev.gov.br/sislex/paginas/05/mtb/17.htm. Acesso em: 12 de agosto de 2011.
CEPEA - Centro de Estudos Avançados em Economia Aplicada. Disponível em: http://www.cepea.esalq.usp.br/macro/.Acesso em 12 de agosto de 2011.
Guo H et al. Back pain prevalence in US industry and estimates of lost workdays. Am J Pu-blic Health 2007; 89(7): 1029-35. Disponível em: http://www.ncbi.nlm.nih.gov/pmc/articles. Acesso em 28/08/2011.
IBGE - Instituto Brasileiro de Geografia e Estatística. Em 2011, IBGE prevê safra de grãos 2,5% menor que a de 2010. Disponível em: http://ibge.gov.br/home/presidencia/noticias/noti-cia_visualiza.php?id_noticia=1776&id_pagina=1. Acesso em 20 de agosto de 2011.
IMEA. Insituto Matogrossense de Economia Agropecuária. Disponível em: http://www.imea.com.br/exibegrafico.php. Acesso em: 18 de agosto 2011.
JUNG, Carlos Fernando; AMARAL, Fernando Gonçalves. Análise de Artigos de Revisão e Elaboração de Artigos Científicos. Porto Alegre: FACCAT-PPGEP/UFRGS, 2010. Disponí-vel em <http://www.metodologia.net.br.Aceso em 27/08/2011.
KNOPLICK, Jose. Enfermidades da Coluna Vertebral. São Paulo. Editora Panamed, 1982.
LIMA, F. N. A prevenção de acidentes nas empresas de pequeno porte. Rev. bras.saúde ocup., São Paulo, v. 16, n. 4, 1976.
MANGIALARDI JÚNIOR, G.L.; BARGERON III, J.D.; RAYBURN JÚNIOR, S.T. Gin-stand feedrate effects on cotton quality. Transaction of the ASAE, v.31, n.6, 1988.
MENDES, R. Máquinas e acidentes de trabalho. Coleção Previdência Social . Brasília : MTE/SIT; MPAS, 2001, v. 13.
OLIVEIRA, M. S. de. SILVA, J. A. S. DELON, J. A. A utilização da automação como solu-ção dos problemas ergonômicos em prensas hidráulicas de estampagem de peças metálicas. 1º Congresso de Engenharia de Produção da Região Sul – CONEPRO-SUL. Joinville, 2010. Disponível em: http://www.sociesc.org.br/congressos/index.php/coneprosul/index/schedCon-fs/archive. Acesso em: 5 de agosto de 2
SANTOS, M. Por uma outra globalização: do pensamento único à consciência universal. 2. ed. Rio de Janeiro: Record, 2000.