Problemas de comprimidos.docx
10
Capping ou laminação Fracturas de tensão relacionadas com as propriedades viscoelásticas dos comprimidos. Capping ocorre quando a coroa superior ou inferior se separam do resto do comprimido, laminação quando o comprimido se separa em diferentes camadas horizontais. Isto pode ocorrer na altura da compressão, ejeção matriz ou horas ou dias depois. Causas: Propriedades vicoelásticas - Se o comprimido tiver propriedades essencialmente plásticas ele vai deformar-se (liberta as tensões) quando sofre compressão e não fractura, a ligação dos materiais vai ocorrer durante a deformação portanto aumentar o tempo de deformação (aumento do ciclo de compressão) vai levar a uma maior ligação dos materiais. Enquanto materiais elásticos que não se deformam permanentemente recuperam e se a ligação das partículas não for boa ele vai fracturar dando origem ao capping se o topo separar-se e a laminação se formar camadas horizontais (Aulton). Outras causas que contribuem para estes defeitos são o aprisionamento do ar (leva a menor ligação das partículas e também quando sujeito a um aumento de temperatura (exemplo) este ar pode sair levando com ele partículas mais pequenas) – punção superior diâmetro mais pequeno que o inferior para permitir a saída de ar, a penetração muito profunda do punção superior pode impedir a saída de ar. Presença de finos (finos menos de 20% é bom, mais é péssimo) pode levar à migração das partículas aquando da compressão (secas, finas e leves) na matriz que não tem a capacidade de ser coesivas. Aglutinante insuficiente, excesso de lubrificação, má ligação das partículas ou grânulos secos - não há coesão do material o que leva à fratura do comprimido. Estado da maquina, punção superior demasiado penetrante (aprisionamento de ar), faces concavas pode formar um rebordo (img) e contribuir para o capping. Degaste da maquina, ajuste incorrecto do distribuidor e velocidade demasiado elevada. Punção inferior debaixo da matriz pode levar ao corte pela lamina, laminação.
-
Upload
danielvideira92 -
Category
Documents
-
view
406 -
download
2
Transcript of Problemas de comprimidos.docx

Capping ou laminação
Fracturas de tensão relacionadas com as propriedades viscoelásticas dos comprimidos. Capping ocorre quando a coroa superior ou inferior se separam do resto do comprimido, laminação quando o comprimido se separa em diferentes camadas horizontais. Isto pode ocorrer na altura da compressão, ejeção matriz ou horas ou dias depois.
Causas: Propriedades vicoelásticas - Se o comprimido tiver propriedades essencialmente plásticas ele vai deformar-se (liberta as tensões) quando sofre compressão e não fractura, a ligação dos materiais vai ocorrer durante a deformação portanto aumentar o tempo de deformação (aumento do ciclo de compressão) vai levar a uma maior ligação dos materiais. Enquanto materiais elásticos que não se deformam permanentemente recuperam e se a ligação das partículas não for boa ele vai fracturar dando origem ao capping se o topo separar-se e a laminação se formar camadas horizontais (Aulton).
Outras causas que contribuem para estes defeitos são o aprisionamento do ar (leva a menor ligação das partículas e também quando sujeito a um aumento de temperatura (exemplo) este ar pode sair levando com ele partículas mais pequenas) – punção superior diâmetro mais pequeno que o inferior para permitir a saída de ar, a penetração muito profunda do punção superior pode impedir a saída de ar. Presença de finos (finos menos de 20% é bom, mais é péssimo) pode levar à migração das partículas aquando da compressão (secas, finas e leves) na matriz que não tem a capacidade de ser coesivas. Aglutinante insuficiente, excesso de lubrificação, má ligação das partículas ou grânulos secos - não há coesão do material o que leva à fratura do comprimido.
Estado da maquina, punção superior demasiado penetrante (aprisionamento de ar), faces concavas pode formar um rebordo (img) e contribuir para o capping. Degaste da maquina, ajuste incorrecto do distribuidor e velocidade demasiado elevada. Punção inferior debaixo da matriz pode levar ao corte pela lamina, laminação.
Soluções: aumentar o tempo de ciclo de compressão permitindo uma maior coesão das partículas, isto pode ser feito reduzindo a velocidade de compressão ou fazendo uma pré compressão com uma força menor permitindo uma saída inicial de ar e uma “pre-coesão”. Alterações da formulação, adição de aglutinantes, redução da pressão de compressão. Aumento do tempo + libertação de tensões – fracturas. Adição de uma substancia higroscópica (sorbitol, metil celulose) ajuda a manter teor de humidade correta. Punções planos.
ALTERAÇÃO NOS PUNÇÕES
variações na ordem das centésimas de milímetro no tamanho dos punções inferiores condicionam a uniformidade do enchimento da matriz conduzindo assim, a variações no produto final.
Solucionar com:
× Variações na tamanho do punção. Punções em boas condições Programa de manutenção Controlo de matrizes adequadas

O punção superior tem menor diâmetro para permitir que o ar saia. O matriz inferior mantem-se na matriz em baixo para o enchimento e subido para controlo de peso e durante a ejecção. O punção inferior mantem-se firme para impedir que os grânulos passem entre ele e a parede da matriz.
VARIAÇÕES DE DUREZA
A dureza depende do peso do material e do espaço entre os punções superior e inferior no momento da compressão. Assim variações na dureza têm as mesmas causas que as variações de peso e ainda variações na distancia entre os punções.
× Variações de peso× Variação da distancia entre os punções Corrigir todas as variações de peso Instrumentos bem caibrados.
IMPRESSÃO DUPLA
Só acontece em punções com monograma ou outra gravação que imprimem o comprimido em conjunto com a compressão.
× Rotação descontrolada do punção com monograma ou gravação Trancas que impedem a rotação do punção.
Nota:
o monograma pode estar no punção inferior ou superior. Durante a ascenção do punção inferior para posterior injecção este pode rodar de forma descontrolada o que leva a impressão de segunda marcação mais leve, mas visivel.
Quando a compressão é feita em duas etapas (precompressão mais leve que a segunda) e o monograma encontra-se no punção superior, entre os dois momentos de compressão pode haver deslocação do punção superior e deixar dupla impressão.
ESCOAMENTO DEFICIENTE
Uma mistura de pós que não flui livremente pode originar problemas na produção de comprimidos. Como por exemplo, o enchimento deficiente da matriz quando a velocidade da máquina de comprimir é superior ao escoamento do granulado, causando variação do peso dos comprimidos.
A capacidade de escoamento de um pó/granulado depende da forma, tamanho e estrutura das partículas, forças de adesão e carga electrostática.
O ângulo de repouso exprime a capacidade de um pó escoar na vertical e é dada pela expressão:
Tangente de alfa= altura/raio do cone formado quando o pó cai sobre uma superfície plana através de um funil. Corresponde à força de fricção entre partículas.

O ângulo de repouso aumenta com a hidratação (humidade) e com o formato irregular das partículas.
Na tabela está parametrizado a capacidade de escoamento com base no ângulo de repouso, segundo a farmacopeia portuguesa. Para a produção de comprimidos convém que o ângulo de repouso seja inferior a 30º (escoamento fácil). Se alfa for superior a 40º indica dificuldade no escoamento.
Para melhorar a capacidade de escoamento do pó/granulado recorre-se a:
Adição de substâncias deslizantes como o talco (deslizante tradicional) ou sílica coloidal (o mais utilizado actualmente, menor concentração necessária). Os deslizantes têm a capacidade de diminuir o ângulo de repouso e aumentam a capacidade de fluxo. As partículas de deslizante são muito finas e aderem à superfície das partículas de pó corrigindo as irregularidades existentes, diminuindo assim a fricção entre as partículas.
Aumento da concentração de lubrificante (ácido esteárico e sais derivados como o estearato de magnésio). Os lubrificantes melhoram a capacidade de escoamento da mistura através da formação de uma fina camada lubrificante. Esta camada lubrificante altera não só a fricção, mas também as propriedades dos comprimidos como a forma rugosidade da superfície, o tempo e intensidade de mistura e friabilidade. É importante ter em atenção que os lubrificantes só são eficazes em baixas concentrações (não mais que 1%). A maior parte são hidrofóbicos e dificultam a desintegração/dissolução dos comprimidos.
Utilizar alimentadores de matrizes forçam o granulado a entrar para a matriz de compressão. Asseguram o enchimento completo da matriz.
Vibradores são utilizados para induzir o escoamento dos grânulos. Os dispositivos utilizados para melhorar o escoamento conduzem a outros problemas como a segregação e a estratificação. As partículas de menores dimensões passam pelos espaços entre as partículas maiores. O que leva a variações na distribuição de substância activa e na massa dos comprimidos.
Granulação por adição de uma solução aglutinante. Aumenta a densidade da mistura, melhora o escoamento, capacidade de compactação, uniformiza o tamanho das partículas, diminui a segregação.
MISTURA DEFICIENTE
Ocorre principalmente à redução o tempo de mistura durante quando se adiciona o lubrificante com a finalidade de prevenir a friabilidade dos comprimidos. Se o tempo de mistura não for suficiente, a distribuição de lubrificante não é uniforme e não é possível corrigir as irregularidades de superfície nem o escoamento. A solução deste problema passa por regular o tempo de mistura para que o lubrificante fique bem distribuído.
A mistura também é influenciada pela variação do tamanho das partículas. É importante assegurar a homogeneização de tamanho das partículas para que não haja implicação na massa de cada comprimido.

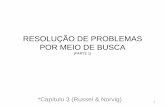
No gráfico é possível ver a relação do tempo de mistura com o lubrificante sobre a dureza dos comprimidos. O lubrificante utilizado foi o estearato de magnésio em diferentes concentrações e diferentes tempos de mistura. Para a mesma concentração de lubrificante, os comprimidos que tiveram 10 minutos de mistura apresentam menor dureza que os que tiveram 5minutos.
Perguntas que o prof pode fazer:
Características ater em conta para a compressão: homogeneidade, tendência a segregação, escoamento, capacidade de compactação, fricção, propriedades de adesão, propriedades de compressão.
O que é a friabilidade?
O que é segregação? Numa mistura de pós, um tipo de partículas (tamanho, densidade) tem localização preferencial no misturador.
Quais os tipos de compressão? Compressão directa; Compressão por granulação via húmida e via seca (explicar) …
Como se verifica se a substância activa está uniformemente distribuída?
Comprimidos sarapintados (mottling):
O aparecimento é consequência de uma distribuição desigual da cor pela superfície do comprimido.
O comprimido vai apresentar porções mais claras e outras mais escuras.
Causas:
O cor do fármaco difere da cor dos excipientes.
Os produtos de degradação são corados.
Solução:
Usar corantes.
Mas isto também pode criar outros problemas:
1. A migração para a superficie do granulado durante a sua secagem. Para ultrapassar este problema podemos:
-mudar o solvente, o aglutinante, disminuir a temperatura de secagem, ou reduzir o tamanho das partículas dos materiais.
2. Na compressão directa, o uso de corantes pode originar comprimidos sarapintados se:
-O corante não estiver bem disperso ou se o tamanho das suas partículas for muitogrande.
Algumas soluções de geles adesivos corados podem não ficar bem distribuídas porque têm que estar quentes quando adicionadas a misturas de pós a uma temperatura bastante inferior, o

que leva à precipitação do material adesivo a partir da solução transportando a maior parte do corante comele.
Uma molhagem prolongada pode ser necessária para dispersar o aglutinante e o corante devidamente.
O tempo de mistura adicional e, o aumento do poder do aglutinante,podem aumentar o tempo de desintegração dos comprimidos.
Assim, é mais indicada a incorporação de um pó fino e adesivo, tal como a goma arábica ou tragacanta no produto antes da adição do líquido de granulação ou, dispersar o corante seco durante a fase de mistura do pó.
Variação de peso:
O peso do pó a ser comprimido é determinado pela quantidade de granulado na matriz antes da compressão. Assim,qualquer factor,que possa alterar o processo de enchimento da matriz pode alterar o peso do comprimido, bem comoa sua variação ao longo do processamento.
Tamanho e distribuição do tamanho do granulado antes da compressão:
Embora o volume aparente na matriz seja essencialmente o mesmo, proporções diferentes de partículas grandes e pequenas pode alterar o peso do enchimento da matriz. Para além disso, se os grânulos maiores estão a ser usados para encher a matriz, que pode ter un tamanho pequeno, são necessários relativamente poucos grânulos e, a diferença de alguns grânulos em relação à média pode representar uma percentagem elevada na variação do peso. Se são necessários centenas de grânulos em média para encher a matriz, uma variação de alguns grânulos em relação à média produziria uma variação de peso menor dentro de uma gama de tamanho de patículas apertada.
Picking: perda de material da superfície do comprimido devido à sua adesão à superfície do punção. É referido especificamente quando falarmos de gravações, como símbolos, letras ou números, devido a que produzem ângulos com dificuldade a que fiquem limpos.
Sticking: também é referido à perda de massa do comprimido por adesão ao punção, mas numa maior quantidade porque é aderido o material à superfície do punção.
São conceitos muito similares, mas é precisa a sua diferenciação embora o abordagem da solução vai ser em conjunto aos dois fenômenos (no Aulton não faz nenhuma diferenciação, mas são conceitos distintos).

Possíveis causas do picking e do sticking:
Excesso de água. Falta de lubrificante na formulação do composto. Condições da superfície do punção.
Possíveis soluções:
o Aumento do tempo de mistura, adicionando uma maior quantidade de lubrificante.o Mudar a força de compressão.o Limpar e lixar a superfície do punção.o Adicionar substâncias à superfície do punção para evitar a adesão (ex.: platino
cromado)
Nós propormos dois soluções diferentes, uma de elas mais centrada no picking e a outra específica para o sticking.
1. Eliminação do picking: mediante a adição de lubrificante (estearato de magnésio) e modificando o ângulo de compressão.
Um estudo avalia a influencia da modificação do ângulo com que a compressão foi feita no picking sofrido no processo. Se passarmos de um ângulo de 70º, como é mais frequente, a um ângulo de 90º, é determinada uma redução significativa do picking.
Um outro método é a adição de um lubrificante, concretamente do estearato de magnésio. Além de diminuir o picking também aumenta a estabilidade do comprimido a longo prazo. Neste estudo a novidade é a combinação do estearato de magnésio com CSD, ou dióxido de silicona coloidal, previamente misturado antes de adicionar à mistura que vai ser comprimida. Aumenta a eficiência da ação do lubrificante, porque também aporta deformação plástica à mistura, impedendo que fique aderida ao punção.
Para mais informação, adjunto o artigo onde apanhei as ideias.
2. Eliminação do sticking: desenho de novas superfícies de punções nos que é combinada a adição de novas substancias que recobrem a superfície do punção com uma superfície com rugosidades estratégicas que minimizam a adesão.

Neste estudo são propostos dois novos punções para minimizar o sticking:
Metal hardening punch (MH): a sua superfície foi feita empregando carburo de tungstênio (composto de elevada dureza, semelhante à do diamante), ficando rugosa e variável segundo as descargas empregadas.
Electron beam processing infinite punch (EIP): as suas rugosidades foram feitas empregando um metal fundido com baixa capacidade de frição, como o fluoreto de cálcio. Embora seja uma superfície também rugosa, é menos do que a do MH.
A efectividade dos punções foi testada produzindo comprimidos de ibuprofeno, e os resultados obtidos foram uma diminuição quantitativa do sticking graças à rugosidade da superfície dos punções e, no caso do EIP, também à diminuição do coeficiente de friçao causada pelo fluoreto de cálcio.
Também neste caso envio o artigo onde está baseada a solução.