Produção 2
26
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout LOCALIZAÇÃO DA UNIDADE INDUSTRIAL DETERMINAÇÃO DA CAPACIDADE LAYOUT DA EMPRESA LAYOUT DE EMPRESAS INDUSTRIAIS
description
a
Transcript of Produção 2

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
LOCALIZAÇÃO DA UNIDADE INDUSTRIAL
DETERMINAÇÃO DA CAPACIDADE
LAYOUT DA EMPRESA
LAYOUT DE EMPRESAS INDUSTRIAIS

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
CAPACIDADE PRODUTIVA DAS MÁQUINAS:
P = ------- (unidades/hora.máquina(min; s; dia; ano; etc)
TC [hora.máquina(min; s; dia; ano; etc)/unidade]
TCA=1,5 minuto.maquina/unidade
TCB=0,8 minuto.maquina/unidade
TCC=2,2 minuto.maquina/unidade
TCD=1,2 minuto.homem/unidade
nA=1,5x0,667 --> 1 máquina
nB=0,8x0,667 --> 0,53 máquina
nC=2,2x0,667 --> 1,47 máquina
nD=1,2x0,667 --> 0,80 máquina
PROCESSOA
60 unid/h
PROCESSOB
40 unid/h
PROCESSOC
51 unid/h
PROCESSOD
66 unid/h
DETERMINAÇÃO DO NÚMERO DE EQUIPAMENTOS

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
TIPOS DE LAYOUT
o PROCESSO (OU FUNCIONAL OU JOB SHOP)o EM LINHA (OU POR PRODUTO OU FLOW SHOP)o CELULARo POSIÇÃO FIXAo COMBINADOS

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
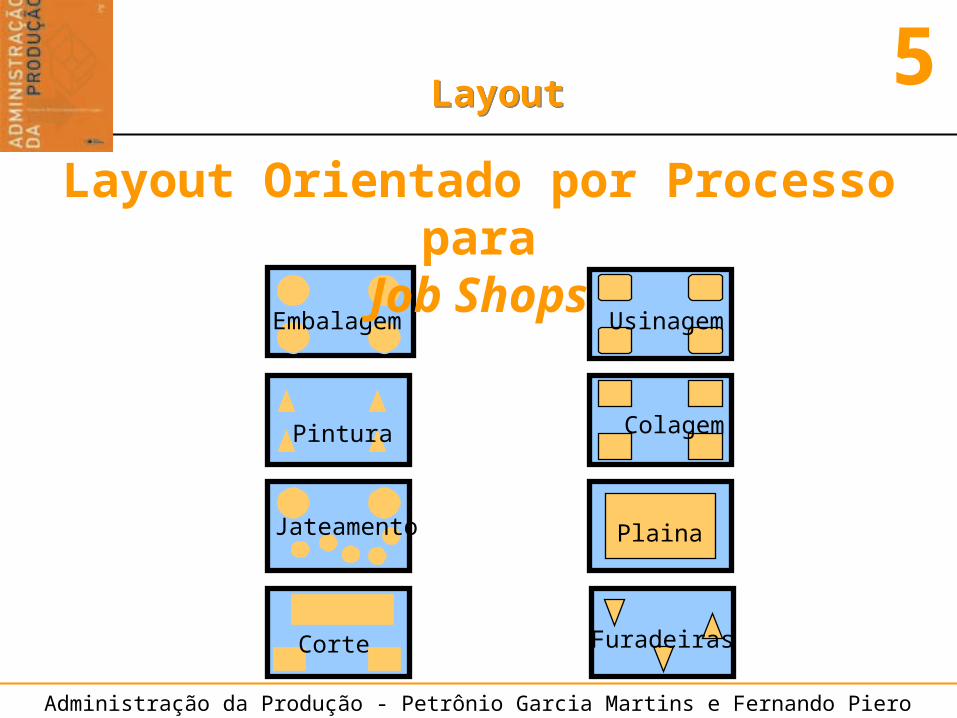
LAYOUT POR PROCESSO (OU FUNCIONAL OU JOB SHOP)
FIG. 5.2
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
Pintura
Embalagem
Jateamento
Usinagem
Colagem
Corte Furadeiras
Plaina
Layout Orientado por Processo paraJob Shops

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
O produto flui através dos processos A-E, na seqüência ditada pelas exigência de montagem do produto .
A E D B C B
E D
A C E
A B D
B C
LAYOUT EM LINHA (OU POR PRODUTO OU FLOW SHOP)
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
LAYOUT CELULAR
FIG. 5.4
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
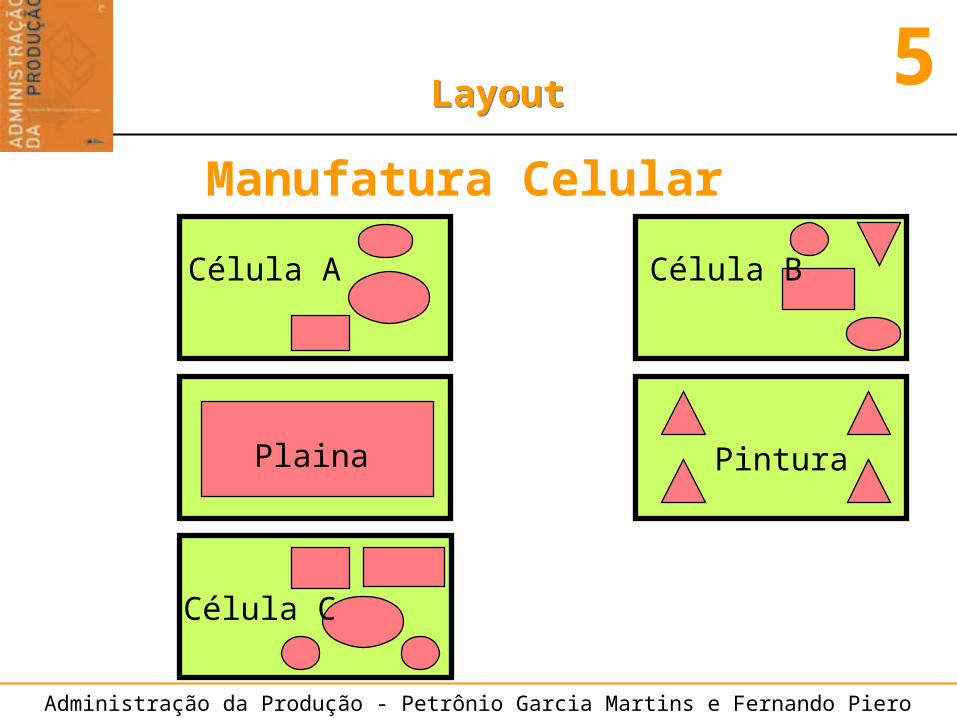
Manufatura Celular
Célula A Célula B
Plaina Pintura
Célula C
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
o Projeto
o Job Shopo Flow Shop
• Lotes• Linha de Montagem• Fluxo Contínuo
o Manufatura Celular
Alternativas de Processos e de Layout

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
LAYOUT POR POSIÇÃO FIXA
FIG. 5.5

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
LAYOUTS COMBINADOS
FIG. 5.6
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
IDENTIFICAÇÃO DO FLUXO DE MATERIAIS
FIG. 5.7

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
IDENTIFICAÇÃO DO FLUXO DE MATERIAIS
FIG. 5.8 FIG. 5.9
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
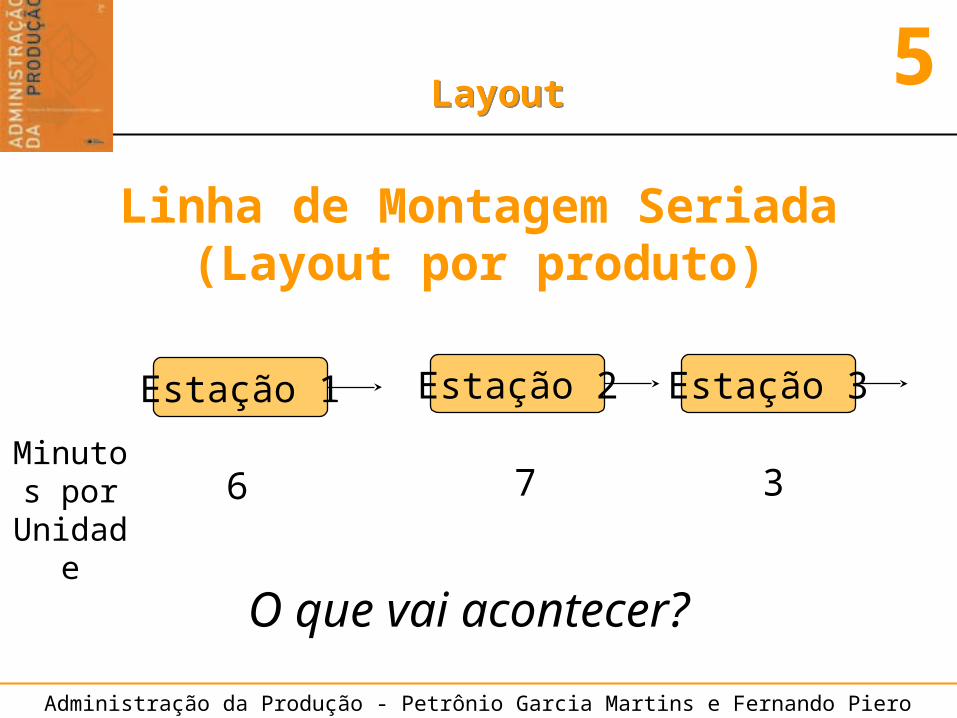
Linha de Montagem Seriada (Layout por produto)
Estação 1
Minutos por
Unidade6
Estação 2
7
Estação 3
3
O que vai acontecer?

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
Exemplo--Balanceamento de Linhao Você acabou de ser nomeado para implantar uma
linha de montagem seriada de um ventilador, com as seguintes operações:
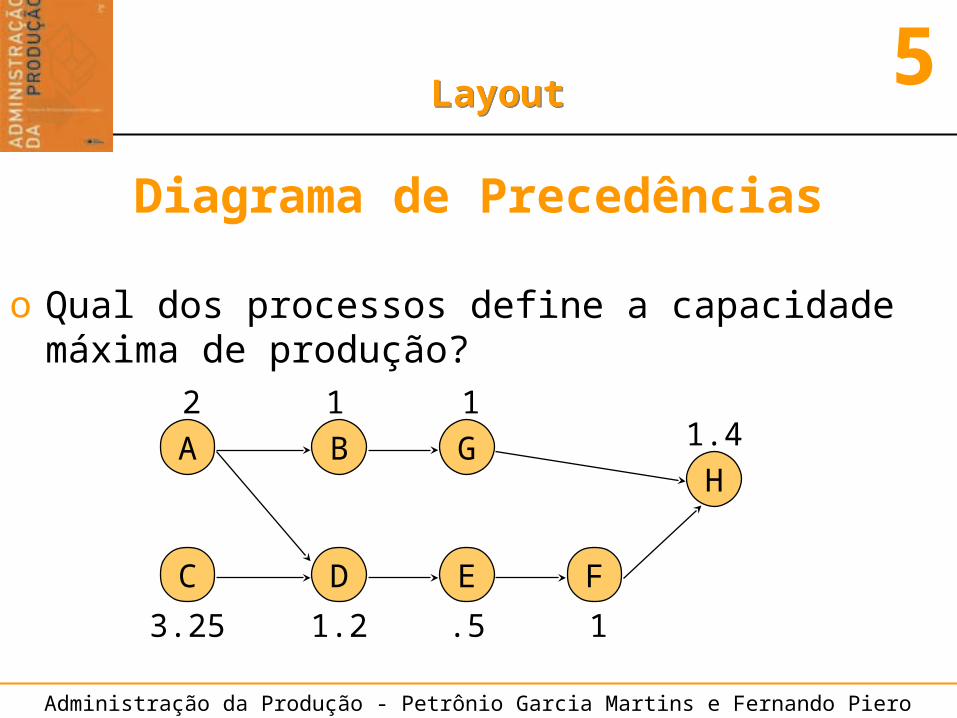
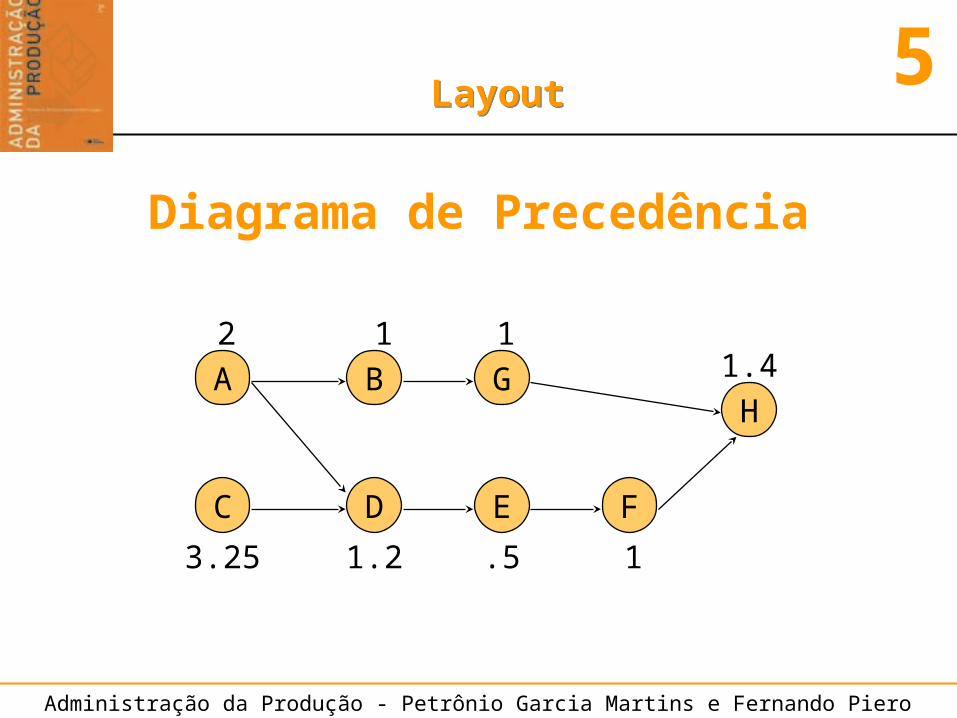
Tarefa Duração (min) Descrição PrecedênciaA 2 Montagem do corpoB 1 Montagem das botoeiras AC 3,25 Montagem do compartimento do motorD 1,2 Montagem do suporte do compartimento A, CE 0,5 Colocar pás DF 1 Montar e colocar protetor de segurança EG 1 Colocar o cabo de força BH 1,4 Testar F, G
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
Diagrama de Precedências
o Qual dos processos define a capacidade máxima de produção?
A
C
B
D E F
GH
2
3.25
1
1.2 .5
11.4
1

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
O Gargalo
Produção máxima = -------------------------------- = ------------------------ = 129 unid/diaTempo disponível
TCgargalo
420 min/dia
3,25 min/unid
Tarefa Duração (min) Descrição PrecedênciaA 2 Montagem do corpoB 1 Montagem das botoeiras AC 3,25 Montagem do compartimento do motorD 1,2 Montagem do suporte do compartimento A, CE 0,5 Colocar pás DF 1 Montar e colocar protetor de segurança EG 1 Colocar o cabo de força BH 1,4 Testar F, G
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
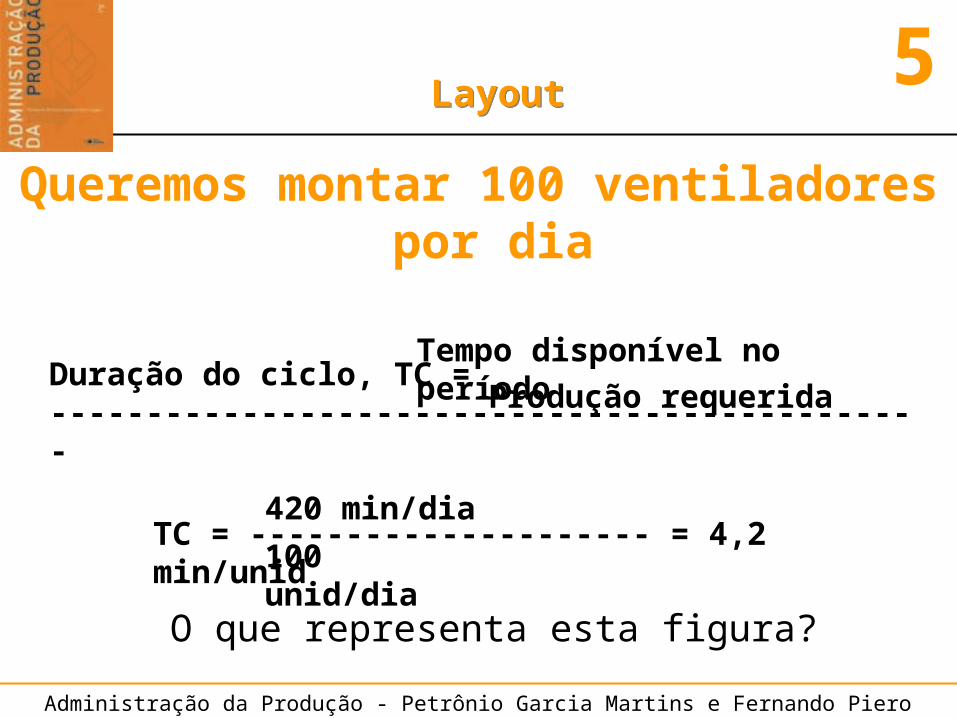
Queremos montar 100 ventiladores por dia
O que representa esta figura?
Duração do ciclo, TC = ----------------------------------------------Tempo disponível no período
Produção requerida
TC = --------------------- = 4,2 min/unid420 min/dia
100 unid/dia
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
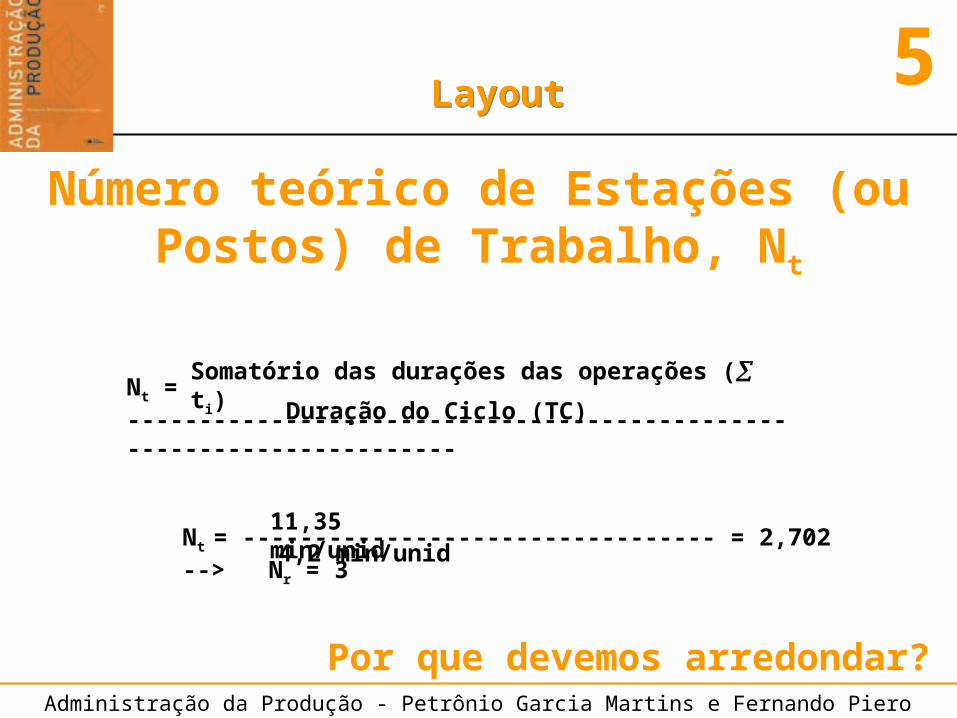
Por que devemos arredondar?
Número teórico de Estações (ou Postos) de Trabalho, Nt
Nt = ---------------------------------------------------------------------Somatório das durações das operações ( ti)
Duração do Ciclo (TC)
Nt = --------------------------------- = 2,702 --> Nr = 311,35 min/unid4,2 min/unid
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
Regra básica para agrupamento das operações
AGRUPAR AS OPERAÇÕES DE TAL FORMA QUE O SOMATÓRIO DAS SUAS RESPECTIVAS DURAÇÕES MAIS SE APROXIME DA DURAÇÃO
DO CICLO DE MONTAGEM E NÃO SEJA QUEBRADA A SEQÜÊNCIA LÓGICA DA
MONTAGEM
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
A
C
B
D E F
GH
2
3.25
1
1.2 .5
11.4
1
Diagrama de Precedência

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
C (4.2-3.25)=.95
Ocioso = .95
Qual Posto é o Gargalo? Qual a duração real do ciclo?
A
C
B
D E F
GH
2
3.25
1
1.2 .5
11.4
1
D (4.2-1.2)=3E (3-.5)=2.5F (2.5-1)=1.5H (1.5-1.4)=.1Ocioso = .1
Tarefa Sucessor Tempo (min)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
A (4.2-2=2.2)B (2.2-1=1.2)G (1.2-1= .2)
Ocioso = .2
Estação 1 Estação 2 Estação 3

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
Eficiência do Balanceamento
Eficiência = --------------------------------------------------------------------------------------------Somatório das durações das operações ( ti)
Número real de Postos (Nr)xDuração do Ciclo de Montagem (TC)
Eficiência = ------------------------------ = 0,901 ou 90,1%11,35 unid/min
(3)(4,2 min/unid)
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
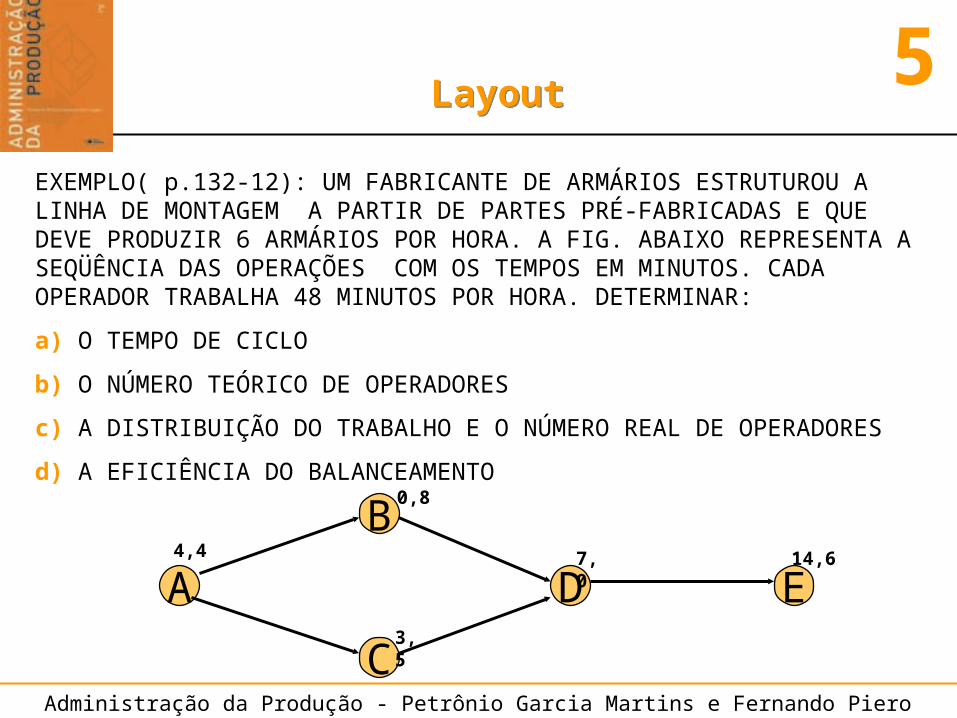
EXEMPLO( p.132-12): UM FABRICANTE DE ARMÁRIOS ESTRUTUROU A LINHA DE MONTAGEM A PARTIR DE PARTES PRÉ-FABRICADAS E QUE DEVE PRODUZIR 6 ARMÁRIOS POR HORA. A FIG. ABAIXO REPRESENTA A SEQÜÊNCIA DAS OPERAÇÕES COM OS TEMPOS EM MINUTOS. CADA OPERADOR TRABALHA 48 MINUTOS POR HORA. DETERMINAR:
a) O TEMPO DE CICLO
b) O NÚMERO TEÓRICO DE OPERADORES
c) A DISTRIBUIÇÃO DO TRABALHO E O NÚMERO REAL DE OPERADORES
d) A EFICIÊNCIA DO BALANCEAMENTO
A
B
C
D E4,4
0,8
3,5
7,0 14,6

Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
ti = 4,4+0,8+3,5+7,0+14,6 --> 30,3 min.
TC = -------------- = 8 min/unid.48 min/h
6 unid/h
TC < 14,6 ?? USAR 2 OPERADORES PARA A OPERAÇÃO “E”
Nt = -------------------- = 3,79 postos ---> 4 postos 30,3 min
A
B
C
D E4,4
0,8
3,5
7,0 14,6
Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
5LayoutLayout
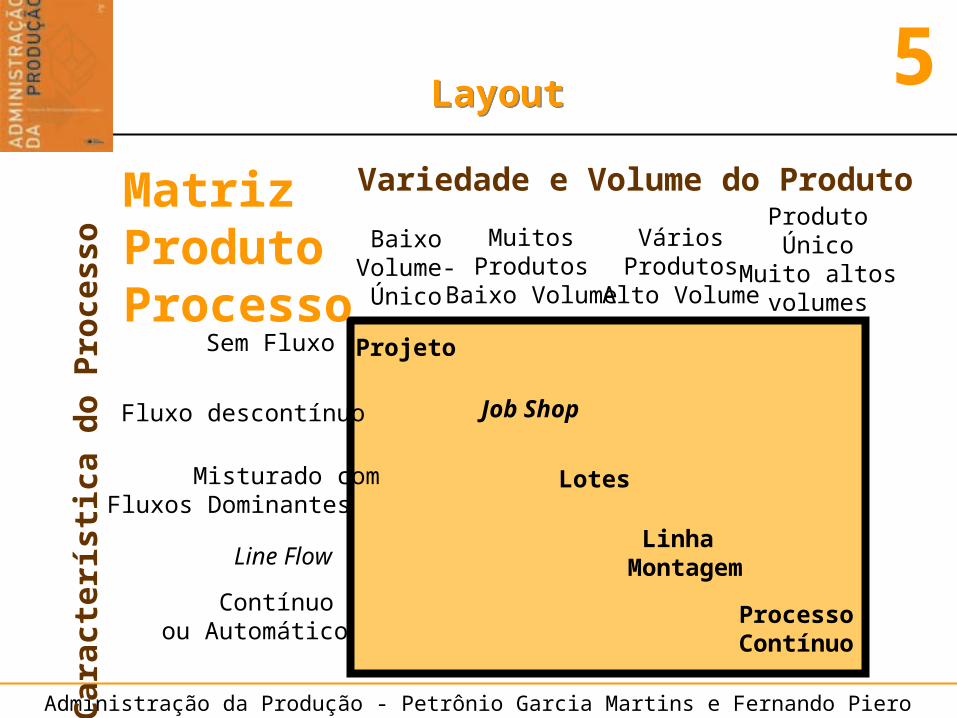
Sem Fluxo
Fluxo descontínuo
Misturado comFluxos Dominantes
Line Flow
Contínuoou Automático
Projeto
Job Shop
Lotes
Linha Montagem
Processo Contínuo
Variedade e Volume do ProdutoMatrizProduto Processo
Car
acte
ríst
ica
do
Pro
cess
o
BaixoVolume-
Único
MuitosProdutos
Baixo Volume
VáriosProdutos
Alto Volume
ProdutoÚnico
Muito altosvolumes