PROJETO DE MANUTENÇÃO INDUSTRIAL
154
Programa de Pós-Graduação EAD UNIASSELVI-PÓS PROJETO DE MANUTENÇÃO INDUSTRIAL Autora: Jociane Rigoni
Transcript of PROJETO DE MANUTENÇÃO INDUSTRIAL

Programa de Pós-Graduação EAD
UNIASSELVI-PÓS
PROJETO DE MANUTENÇÃO INDUSTRIAL
Autora: Jociane Rigoni

670R572p Rigoni, Jociane. Projeto de manutenção industrial / Jociane Rigoni. Indaial : Grupo UNIASSELVI, 2011. 154 p. il.
Incluibibliografia. ISBN 978-85-7830-351-8
1. Engenharia industrial. 2.Manutenção industrial. I. Centro Universitário Leonardo da Vinci II. Núcleo de Ensino a Distância III. Título
CENTRO UNIVERSITÁRIO LEONARDO DA VINCIRodovia BR 470, Km 71, no 1.040, Bairro Benedito
Cx. P. 191 - 89.130-000 – INDAIAL/SCFone Fax: (47) 3281-9000/3281-9090
Reitor: Prof. Dr. Malcon Anderson Tafner
Diretor UNIASSELVI-PÓS: Prof. Carlos Fabiano Fistarol
Coordenador da Pós-Graduação EAD: Prof. Norberto Siegel
Equipe Multidisciplinar daPós-Graduação EAD: Profa. Hiandra B. Götzinger Montibeller Profa. Izilene Conceição Amaro Ewald Profa. Jociane Stolf
Revisão de Conteúdo: Prof. Alexandre José da Silva
Revisão Gramatical: Profa. Iara de Oliveira
Diagramação e Capa:Centro Universitário Leonardo da Vinci
Copyright © Editora Grupo UNIASSELVI 2011Ficha catalográfica elaborada na fonte pela Biblioteca Dante Alighieri
UNIASSELVI – Indaial. UNIASSELVI – Indaial.

Sou administradora e pesquisadora nas áreas de marketing e logística, meu mestrado foi na área de comprometimento organizacional na Universidade Federal de Santa Catarina (UFSC), Florianópolis/SC. O doutorado também foi realizado pela UFSC, na área de marketing de relacionamento, pois penso que no mundo contemporâneo o diferencial está justamente nas “relações”. Durante o período do doutorado e como resultado de algumas pesquisas fui convidada para participar de um estágio de doutorado na Universidad Jaume I, em Castellón de La Plana, em Valência na Espanha. Atualmente, sou professora da Universidade Estadual de Ponta Grossa/PR e membro do grupo de pesquisa em Eficiência
Organizacional, da Universidad de Valência na Espanha. Pesquisadora, docente e consultora nas áreas de
marketing e logística.
Jociane Rigoni


Sumário
APRESENTAÇÃO ............................................................................ 7
CAPÍTULO 1IntroduçãoàManutençãoIndustrial ........................................ 9
CAPÍTULO 2ConceitosBásicosdaManutençãoIndustrial ........................ 23
CAPÍTULO 3AnálisedeFalhasemMáquinaseusodeFerramentas......... 53
CAPÍTULO 4MetasdaMPT/TPM ....................................................................... 71
CAPÍTULO 5PlanoBásicoparaaImplementaçãodaMPT/TPM ................... 85
CAPÍTULO 6ConfiabilidadedoEquipamento,EficiênciaeEficáciadaManutenção ......................................................... 103
CAPÍTULO 7Normatização,PadronizaçãoeAuditoriadoSistemaMPT/TPM ....................................................................... 123
CAPÍTULO 8AMPTPassoaPasso ................................................................. 143


APRESENTAÇÃO
Caro (a) pós-graduando (a), iniciamos agora nosso estudo sobre a disciplina de Projeto de Manutenção Industrial.
Com que frequência você ouve falar sobre a garantia da qualidade nos diversos produtos que nos são oferecidos? Ou melhor, qual a qualidade que você, como consumidor, exige das marcas das quais compra algum item? Por trás de toda essa qualidade oferecida existe um complexo processo de manutenção industrial que controla a produção, padronizando a tão desejada qualidade e garantindo o atendimento de prazos de produção e entrega.
Os conceitos de manutenção industrial foram estabelecendo-se juntamente aodesenvolvimentoindustrialdahumanidade,afimdeatenderàsnecessidadesexistentes nas indústrias, objetivando reduzir a ocorrência de falhas nos processos que poderiam comprometer a produtividade desejada. Isso levou à criaçãode diversas ferramentas de controle da manutenção as quais são utilizadas e aprimoradas com o desenvolvimento tecnológico.
A sistematização do controle da manutenção dos equipamentos e máquinas de uma indústria contribui fortemente para a redução dos custos de produção, reduzindo o número de paradas não programadas e melhorando o nível da produtividade.
No primeiro capítulo, analisaremos o desenvolvimento histórico da manutenção industrial em suas fases evolutivas desde a manutenção corretiva, passando pela preventiva e a preditiva. De acordo com o contexto a que estas fases estavam inseridas, vamos aprender a diferenciar os fatores inerentes e determinantes a cada geração que compõe a evolução da manutenção.
Já no segundo capítulo, aprenderemos a formular concepções de manutenção sob o ponto de vista do cliente interno, além de descrever e desenvolver rotinas de planejamento, podendo avaliar pontos críticos encontrados nos programas de manutenção da produção.
No terceiro capítulo, exploraremos as principais ferramentas utilizadas na manutenção, desenvolvendo as capacidades de analisar as possíveis falhas ocorridas no funcionamento dos sistemas, de explicar os danos ocorridos e de relacionarosprocessosparaidentificação,análiseeeliminaçãodosdefeitosnosequipamentos.

Na sequência, no quarto capítulo, levamos você, pós-graduando(a), àidentificaçãodasmetasdoMPT(ManutençãoProdutivaTotal)eàpreparaçãoparaaformulaçãodeumplanodemanutençãobásico,definindooscustosenvolvidose desenvolvendo os principais e mais importantes pontos de desempenho dos equipamentos.
No quinto capítulo, o levaremos à elaboração de um plano mestre demanutenção, descrevendo de forma clara e objetiva as exigências e as metas do processo de implementação dos programas de MPT.
Seguindoparaocapítuloseis,abordaremosaconfiabilidadedoequipamento,bemcomoaeficiênciaeeficáciadamanutenção,apresentandodetalhadamenteas etapas envolvidas num plano MP/MPRED (manutenção produtiva/ manutenção preditiva), além de desenvolver um sistema de indicadores eficiente quedemonstre o que se está medindo e quais são seus objetivos.
No sétimo capítulo, aprenderemos a elaborar normas e procedimentos relativos àMPT, alémde umplano de auditoria e cronograma demanutençãopreventiva dentro do sistema MPT, descrevendo as principais atividades envolvidas no desenvolvimento dos serviços de manutenção.
Finalmente, encerrarmos nosso caderno no capítulo oito, no qual trataremos da elaboração de um plano de implementação de um sistema MTP/TPM, além dedefinirtodosospontosindispensáveiseenunciardetalhadamenteoprogramacompleto do sistema de manutenção a ser implementado na empresa.
Esperamos que o conteúdo que segue seja capaz de despertar em você o estímulonecessárioparairalémdessematerial,buscandonovosdesafios!
Tenhaumbomaproveitamentoeumótimoestudo!
A autora.

CAPÍTULO 1
IntroduçãoàManutençãoIndustrial
A partir da perspectiva do saber fazer, neste capítulo você terá os seguintes objetivos de aprendizagem:
9 Identificarosurgimentodasconcepçõesdemanutençãoindustrial.
9 Conhecer como se deu a evolução da manutenção associada ao desenvolvimento industrial.
9 Interpretar informações que embasam o pensamento estratégico da manutenção.

10
Projeto de manutenção industrial

11
Introdução à Manutenção IndustrialCapítulo 1
ContextualizaçãoSe pararmos para observar ao nosso redor a quantidade de empresas e as
opções que temos para a compra de itens em qualquer segmento, encontraremo-nos em um verdadeiro campo de batalha, bombardeados por propagandas dizendo que este produto é melhor ou que outro é mais barato. Mas cabe a nós, consumidores, escolher qual marca atenderá melhor a nossos desejos e necessidades. Em geral, produtos com maior qualidade e menor preço são os que mais nos atraem e tal fato exige que as empresas busquem meios de garantir um menor custo de produção que possibilite preços mais acessíveis sem se descuidardaqualidadeeconfiabilidadedoprodutooferecido.Organizaçõesemquetaisobjetivosnãosejamatendidosdificilmenteseestabilizarãonomercado.
Dessa forma, uma vez que a qualidade total se tornou fundamental para a competitividade e sobrevivência das organizações, observe que uma adequada estratégiademanutenção industrialécapazdepossibilitarmaiorconfiabilidadeao processo produtivo, em especial, quando se utiliza grande parte da capacidade instalada, evitando paradas que possam comprometer os prazos de entrega e a qualidade do produto.
No entanto, para que isto ocorra, precisamos conhecer os elementos envolvidos na manutenção, além de agir rápida e eficazmente às frequentesmudanças de mercado que exigem novas habilidades e atitudes de todos os envolvidos no processo.
Desse modo, convidamos para um passeio pelo histórico e evolução da manutenção industrial.
BreveHistóricoA conservação de ferramentas e instrumentos utilizados para a produção
é observada historicamente, muito antes de o homem imaginar uma indústria organizada. No entanto, o conceito de manutenção começou a ser desenvolvido a partir do início do desenvolvimento técnico-industrial da humanidade, tornando-se mais efetivo com a invenção das primeiras máquinas têxteis, ainda a vapor, quando o próprio operador recebia treinamentos para realizar o conserto do equipamento. A intervenção do projetista ocorria apenas em casos de maior complexidade, como apresenta Wyrebski (1997). Tal característica começou a mudar com o surgimento dos equipamentos movidos a motor elétrico, os quais eram reparados pelo mantenedor-eletricista. Já a implantação da produção em série, instituída por Ford, aconteceu quando as fábricas sentiram a necessidade

12
Projeto de manutenção industrial
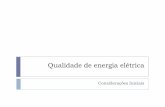
de criar equipes que realizassem a manutenção no menor tempo possível, manutenção corretiva, criando um órgão inicialmente subordinado à produção(MYQ, 2005). Esta característica se manteve até a década de 30. Durante o período de Guerra, devido à crescente necessidade de rapidez na produção,instituiu-se a manutenção preventiva, alterando o organograma funcional, como ilustradonafiguraaseguir:
Figura 1 – Posicionamento da Manutenção no início do Século XX
POSICIONAMENTO DA MANUTENÇÃO NO INÍCIO DO SÉCULO XX
Gerente de Produção
Operação
Manutenção
Antes da década de 30 Nas décadas de 30 e 40
Operação Manutenção
Gerente de Produção
Fonte: Revista Manutenção y Qualidade. A evolução da Manutenção – 20 anos da Abraman. Rio de Janeiro Ed. 54. 2005. Disponível em: <http://www.
myq.com.br/html/revistas/54/54_abra20.htm>. Acesso em: 10 mar. 2011.
Perceba que, conforme Bueno (1996, p. 414), a palavra manutençãosignifica“atoouefeitodemanter,gerenciar,administração,conservação [...]” e sua origem está associada ao vocábulo militar, por isso, suasignificaçãoestá relacionadaa comomanternumnívelconstanteoefetivoeomaterialnasunidadesdecombate(MONCHY,1989).JánaFrançaotermosesobrepõeàconservação.
Somente após a década de 50 o termo manutenção se consolida e se desenvolve nos Estados Unidos com o desenvolvimento dos conceitos de Manutenção Preventiva (MP), Manutenção do Sistema Produtivo (MSP) e Manutenção Corretiva com incorporação de Melhorias. Na década de 60, surgem os conceitos da Prevenção de Manutenção, Engenharia da Confiabilidade eEngenharia Econômica. Nos anos 70, adotam-se os conceitos das Ciências Comportamentais, Engenharia de Sistemas, Logística, Terotecnologia e a
Manutenção significa “ato ou efeito de
manter, gerenciar, administração,
conservação [...]”.

13
Introdução à Manutenção IndustrialCapítulo 1
oficialização da Manutenção Produtiva Total (MPT), sendo adotadapelo Brasil na década de 80 e, a partir da década de 90, a introdução da Engenharia Mecatrônica e a implantação do TPM em diversas empresas brasileiras, de acordo com Wyrebski (1997).
Note que o desenvolvimento da manutenção industrial acompanha o crescimento da indústria, sendo baseada no tempo até a década de 70. Nas duas últimas décadas do século XX, o desenvolvimento passou a ser baseado nas condições, pois com o avanço tecnológico, diversas foram as mudanças em todos os aspectos em âmbito mundial e nas indústrias, em especial, devido ao rápido crescimento no número e na diversidade de itens físicos instalados na produção que atendem a projetos extremamente complexos e que precisam ser mantidos, a fim de garantir sua confiabilidade. Esse fato levou à elaboração e aoaprimoramento de novas técnicas demanutenção e à nova forma deencarar essa responsabilidade. (KARDEC; NASCIF, 1999).
Então, a antiga Manutenção Produtiva (MP) se tornou Manutenção Produtiva Total (MPT), que foca a participação de todos os envolvidos no processo produtivo de forma a conscientizar as pessoas e o ambiente de trabalho sobre os benefícios trazidos pelo programa, tendo suas atividades direcionadas a cada estágio do ciclo de vida do equipamento, como propõem Takahashi e Osada (1993). Dessa forma, a Manutenção Produtiva Total busca atender aos objetivos do Controle da Qualidade Totalegarantirseuplenofuncionamentoesuaconfiabilidade.
Você pode aprofundar seus conhecimentos pesquisando sobre o histórico da manutenção, em: A evolução da Manutenção – 20 anos da Abraman – Associação Brasileira de Manutenção:
http://www.myq.com.br/html/revistas/54/54_abra20.htm.
Atividade de Estudo:
1) Definaoqueémanutençãoindustrialerelacioneosfatoresqueimpulsionaram o seu desenvolvimento.
A Manutenção Produtiva Total busca atender aos objetivos
do Controle da Qualidade Total e garantir seu pleno funcionamento e
sua confiabilidade.
Nas duas últimas décadas do século XX, o
desenvolvimento passou a ser baseado nas
condições, pois com o avanço tecnológico,
diversas foram as mudanças em todos os aspectos em âmbito mundial
e nas indústrias.

14
Projeto de manutenção industrial
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
EvoluçãoAgora que já temos uma visão geral da maneira como surgiram e evoluíram
os conceitos de manutenção industrial, podemos separá-los em períodos distintos, classificando-osconformeocontextoemqueseencontravameseusobjetivos.
Desde as ações mais simples de reparo e manutenção até os atuais e avançados procedimentos de Controle da Qualidade Total, em que se inserem os conceitos de Manutenção Produtiva Total, utilizados em nossos dias, é possível identificarmostrêsperíodosdeevoluçãodamanutençãoindustrial,comosugeremKardec e Nascif (1999):
a) Primeira Geração
ÉanterioràSegundaGuerraMundial.Nesseperíodo,aindústriaerapoucomecanizada, apresentava equipamentos superdimensionados, em sua maioria, e o contexto econômico da época não priorizava a produtividade, fato este que dispensava a existência de uma manutenção sistematizada.
Portanto, nesse contexto, o fator determinante era a manutenção corretiva,abrangendoserviçosdelimpeza,lubrificaçãoereparoapósa quebra do equipamento.
b) Segunda Geração
Esta geração compreende o período pós Segunda Guerra Mundial até a década de 60. Ao mesmo tempo em que a disponibilidade de mão de obra diminuiu, houve aumento na pressão e demanda por produtos diversos, obrigando a indústria a aprimorar a mecanização de seus
processos, o que tornou suas instalações mais complexas. Simultaneamente, a
O fator determinante era
a manutenção corretiva,
abrangendo serviços de
limpeza, lubrificação e reparo após a quebra do
equipamento.

15
Introdução à Manutenção IndustrialCapítulo 1
produtividade passou a ser peça chave para atender aos objetivos da indústria, o queafezsetornarmaisdependentedobomfuncionamentodasmáquinas,afimdegarantirmaiordisponibilidadeeconfiabilidade.
Observe que tal contexto levou à crença de que falhas nosequipamentos deveriam ser evitadas, surgindo, então, o conceito de manutenção preventiva, consistindo em intervenções nos equipamentos realizadas em intervalos pré-determinados. Consequentemente, houve aumento no nível de investimentos em equipamentos e no custo com a manutenção, comparados aos demais custos operacionais, o que elevou a importância do planejamento e controle da manutenção, buscando meios que possibilitassem maior vida útil dos itens físicos.
c) Terceira Geração
Nesse período, a preocupação em evitar a paralisação da produção devido a falhas operacionais nos equipamentos utilizados se acentuou, pois com a globalização dos mercados o processo de mudança industrial se acelerou após adécadade70eparadas significavamadiminuiçãona capacidadeprodutiva,aumento de custos e comprometimento da qualidade dos produtos.
O uso do sistema just-in-time, que consiste em uma forte coordenação entre as fases do processo produtivo de forma que o produto chegue ao local de utilização somente no momento em que for necessário, tornou-se tendência.
Dessa forma, confiabilidadeedisponibilidadese tornarampeçaschave nos diversos setores, o que exigiu o crescimento da automação e da mecanização, uma vez que a ampla utilização da automação aumentaria a frequência de ocorrência de falhas, comprometendo os padrões de qualidade, podendo provocar sérias consequências na segurança e no meio ambiente.
Esse período, portanto, caracterizou-se pelos conceitos da manutenção preditiva em que se valoriza a interação entre as fases de implantação de um sistema, desde o seu projeto até sua manutenção, tornandomaisevidenteadisponibilidadeea confiabilidade, a fimdegarantir a qualidade desejada.
Para esclarecer as etapas relacionadas à implantação de umsistema e quais pontos são fundamentais a cada uma, segue uma breve descrição, tomando por base o conteúdo apresentado por Kardec e Nascif (1999).
Falhas nos equipamentos deveriam ser
evitadas, surgindo, então, o conceito de manutenção
preventiva, consistindo em
intervenções nos equipamentos realizadas em intervalos pré-determinados.
Confiabilidade e disponibilidade
se tornaram peças chave nos diversos setores,
o que exigiu o crescimento da automação e da mecanização, uma vez que a
ampla utilização da automação aumentaria a frequência de ocorrência de
falhas.

16
Projeto de manutenção industrial
• Fases de implantação de um sistema
Observequeadisponibilidadeeconfiabilidadedosistemaestãodiretamenterelacionadasàcorretarealizaçãodetodasasfasesdesuaimplantação, para tanto, devemos compreender os aspectos inerentes a cada uma delas:
– Na fase de projeto,podemosdestacaracorreta identificaçãodasnecessidades as quais o sistema deseja atender, envolvendo seus usuários, além de seu detalhamento e informações específicaspara sua elaboração que poderão impactar nas fases seguintes, comprometendo o desempenho e a economia da produção. Os equipamentos escolhidos deverão ser corretamente dimensionados, adequados ao projeto, com capacidade técnica essencial, qualidade, manutenibilidade, custo-eficiência, além da padronização com osdemais equipamentos já existentes, o que facilita sua operação.
– Na fase de fabricação, devemos observar o correto acompanhamento,incorporaçãoderequisitosatuaiseconfiabilidadedos equipamentos, dados fornecidos pelo grupo de manutenção que, em conjunto com o histórico de desempenho de equipamentos similares, possibilitam a compreensão do valor histórico do equipamento, que norteará futuras decisões de compras e peças para reposição.
– Durante a fase de instalação, a qualidade da implantação deve serverificada,poisquaisquerpontospotenciaisdefalhaspoderãoser observados somente quando se exigir muito da capacidade produtiva, justamente no momento em que se faz necessária maior confiabilidadedosistema.
– Nas fases de manutenção e operação, são garantidas as funções dos sistemas e instalações durante sua vida útil, além de ser o momentoemquesãoidentificadasasfalhasdasfasesanteriores.
d) O surgimento da Quarta Geração
Perceba que desde o início da terceira geração muitas mudanças, em especial tecnológicas, vêm ocorrendo e exigindo o desenvolvimento de diversas técnicas e sistemas de manutenção industrial, que serão vistas no decorrer de nossos estudos. Aliado a essa questão temos ainda o fato de estarmos vivendo na era do conhecimento e com forte presença dos sistemas de informação. Apesar disso, não se estabeleceu ou formalizou uma quarta geração de manutenção, embora
Na fase de projeto, podemos destacar a correta identificação das
necessidades as quais o sistema
deseja atender.
Na fase de fabricação, devemos
observar o correto acompanhamento, incorporação de
requisitos atuais e confiabilidade dos
equipamentos.
Nas fases de manutenção e operação, são garantidas as funções dos sistemas e
instalações durante sua vida útil.
Durante a fase de instalação, a qualidade da
implantação deve ser verificada.

17
Introdução à Manutenção IndustrialCapítulo 1
jáfosseprevistaporKardeceNascif(1999),nofinaldosanos90,eestarialigadaàUnidade deAltaPerformance, atendendo a exigências crescentes de saúde,meio ambiente e segurança e ligadas fortemente a tecnologias avançadas de automação industrial.
Você pode aprofundar seus conhecimentos pesquisando sobre a manutenção preventiva e corretiva, em Manutenção preventiva e corretiva:
http://www.administradores.com.br/ informe-se/art igos/manutencao-preventiva-e-corretiva/13048/
Atividade de Estudos:
1) Explique como ocorreram as mudanças nos conceitos de manutenção corretiva, preventiva e preditiva.
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
2) Descreva a forma como acontece a interação entre as fases de implantação de um sistema
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________

18
Projeto de manutenção industrial
Na sequência, revisaremos de forma sucinta a evolução na manutenção da produção:
Tabela 1 – Gerações Evolutivas da Manutenção da Produção
Primeira Geração Segunda Geração Terceira GeraçãoAntes de 1940 1940 - 1970 Após 1970
AUMENTO DA EXPECTATIVA EM RELAÇÃO À MANUTENÇÃO• Conserto após a falha
• Disponibilidade crescente• Maior vida útil do equipa-mento
• Maior disponibilidade e confiabilidade• Melhor custo-benefício• Melhor qualidade dos produtos• Preservação do meio ambiente
MUDANÇAS NAS TÉCNICAS DE MANUTENÇÃO• Conserto após a falha
• Computadores grandes e lentos• Sistemas manuais de planejamento e controle do trabalho• Monitoração por tempo
• Monitoração de condição• Projetos voltados para confiabilidade e manutenibilidade• Análise de risco• Computadores pequenos e rápidosSoftwares potentes• Análise de modos e efeitos da falha (FMEA)• Grupos de trabalho multidisciplinares
Fonte: Kardec e Nascif (1999, p. 8)
Na tabela 1, você pode observar, num primeiro momento, o aumento da expectativa em relação à manutenção, que passou da simples concepçãodo conserto após a falha, na primeira geração, à necessidade da crescentedisponibilidade e maior vida útil do produto, na segunda geração, para, então, ganhar complexidade devido à necessidade de maior disponibilidade econfiabilidade,melhorcusto-benefício,melhorqualidadedosprodutos,atendendoaos princípios da sustentabilidade ambiental, na terceira geração.
Num segundo momento, note as mudanças nas técnicas aplicadas à manutenção, partindo do conserto após a falha, na primeira geração,equipamentos superdimensionados, sistemas manuais de planejamento e controle, tendo por base a monitoração pelo tempo, na segunda geração, para, finalmente,naterceirageração,chegarmosàmonitoraçãodecondição,projetosvoltados para a confiabilidade emanutebilidade, análise dos riscos intrínsecosao processo, equipamentos pequenos velozes e com maior capacidade de processamento de softwares, análise de modos e efeitos da falha (FMEA), com a utilização de grupos de trabalho multidisciplinares, abrangendo todos os envolvidos no processo produtivo.

19
Introdução à Manutenção IndustrialCapítulo 1
Atividade de Estudo:
1) Identifiquequaloprincipalfatordediferenciaçãoentreaprimeirae a terceira geração.
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
A efetiva formulação da Manutenção Industrial é ponto fundamental para o atendimento da Qualidade Total e a garantia da permanência e crescimento da empresa no mercado em que atua. Essefatoficaevidentenofragmentodoartigoapresentadoaseguir:
RANDON: MANUTENÇÃO FOCADA EM PLANEJAMENTO
Quem anda pelas ruas e estradas brasileiras se habituou ao onipresente Randon estampado nas carroçarias de caminhões e reboques que circulam com suas imensas cargas.
Mas esta é apenas a ponta de um iceberg que engloba um conglomerado de empresas com atividades em campos que vão desde a fabricação dos equipamentos que rodam pelas vias de vários países do mundo até vagões ferroviários, caminhões fora de estrada,equipamentosflorestais,retroescavadeiras,lonas,pastilhasde freios, sistema de suspensão e uma empresa de consórcio que vende os produtos.
Em 60 anos (a empresa começou em Caxias do Sul, em 1949, comoumaoficinamecânica)seusfundadoresconseguiramguindá-laàposiçãodemaiorempresabrasileiradosetorondeatuaeuma

20
Projeto de manutenção industrial
das maiores do mundo, com produção que se estende da China aos Estados Unidos. Nesta ampla gama de atividades, com milhares deprodutossubmetidosàsdurasprovasdodiaadiadotransportepesado, é claro que Manutenção desempenha papel fundamental.
“Abuscadefábricasflexíveiseprodutivas levouasoperaçõesfabris a alcançarem um nível de complexidade que exige que as equipes de Manutenção busquem um desempenho contínuo na melhoria de sua estratégia. Este esforço está focado em aprimoramento do planejamento das ações preventivas e melhor desempenho no tempo de resposta para as ações corretivas, além da necessidade cada vez mais latente da capacitação técnica dos profissionais de Manutenção”, resume o diretor industrial e detecnologia, Celso Santa Catarina.
[...]
Fonte: ABRAMAN. O setor automotivo está na ponta do desenvolvimento econômico brasileiro. Revista Manutenção, Rio de Janeiro Ed 131. Disponível em: <http://www.
abraman.org.br/index.php?option=com_content&view=article&id=1078%3Aedicao-131-materia-de-capa&catid=126%3Amaterias&Itemid=72>. Acesso em: 28 mar. 2010.
Atividade de Estudos:
1) Tomando por base o texto anterior, justifique a importânciade profissionais capacitados estabelecerem as estratégias demanutenção nas organizações. ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________

21
Introdução à Manutenção IndustrialCapítulo 1
AlgumasConsideraçõesAofinaldestecapítulo,somoscapazesdecompreendereanalisaroprocesso
evolutivo dos conceitos que cercam a manutenção industrial, identificando ocontexto em que surgiram e como se desenvolveu cada uma das gerações.
Inicialmente, apenas atuando após a ocorrência da falha, passando para a preventiva, com manutenções periódicas, e a preditiva, que abrange todos os envolvidos no processo produtivo em seus diferentes níveis hierárquicos, com o intuito de atender aos objetivos do Controle Total da Qualidade.
No próximo capítulo, aprenderemos a formular concepções de Manutenção e de MPT para o processo produtivo, descrevendo e desenvolvendo rotinas básicas de planejamento de manutenção, avaliando os pontos críticos encontrados nos programas de MPT utilizados.
ReferênciasBUENO, F. S. Minidicionário da Língua Portuguesa. São Paulo: FTD, 1996.
FRANCO, L. F. N. Manutenção preventiva e corretiva. Disponível em: <http://www.administradores.com.br/informe-se/artigos/manutencao-preventiva-e-corretiva/13048/>. Acesso em: 28 mar. 2010.
KARDEC, A.; NASCIF, J. Manutenção – função estratégica. Rio de Janeiro: Qualitymark, 1999.
MONCHY,F.A função manutenção – formação para a gerência da manutenção industrial. São Paulo: Durban Ltda., 1989.
MYQ. A evolução da manutenção – 20 anos da Abraman – Associação Brasileira de Manutenção. Revista Manutenção Y Qualidade, Rio de Janeiro. Ed. 54, 2005. Disponível em: <http://www.myq.com.br/html/revistas/54/54_abra20.htm>. Acesso em: 14 mar. 2010.
TAKAHASHI,Y.;OSADA,T.TPM/MPT: manutenção produtiva total. São Paulo: Instituto IMAN, 1993.
WYREBSKI, J. Manutenção produtiva total: um modelo adaptado. 1997. Dissertação (Mestrado em Engenharia) - Universidade Federal de Santa Catarina, Florianópolis, jun. 1997. Disponível em: < http://www.eps.ufsc.br/disserta98/jerzy/>. Acesso em: 28 mar. 2010.

22
Projeto de manutenção industrial

CAPÍTULO 2
ConceitosBásicosdaManutençãoIndustrial
A partir da concepção do saber fazer, neste capítulo você terá os seguintes objetivos de aprendizagem:
9 Compreender as características e evolução da Manutenção e MPT.
9 Formular concepções de Manutenção e de MPT para os processos envolvidos.
9 Descrever e desenvolver rotinas básicas de planejamento de manutenção.

24
Projeto de manutenção industrial

25
Conceitos Básicos da Manutenção IndustrialCapítulo 2
ContextualizaçãoInicialmente, nas primeiras décadas após o surgimento das concepções de
Manutenção Industrial, esta atividade era encarada como desnecessária, com elevados custos, oque levavaaoaumentodo custodoproduto final.Assim,amanutenção ocorria somente nos casos de parada da produção por quebra, atuando como uma ação corretiva sobre um problema já instalado, como estudamos no capítulo 1.
No contexto atual, a manutenção é tida como fator fundamental para a produtividade e, consequentemente, para resultados os financeiros daorganização, pois uma ação de manutenção realizada em tempo hábil permite a intervenção antes da quebra, com menor tempo de parada possível, garantindo os menores custos, melhor produtividade e competitividade de mercado.
Dessa forma, ao longo do tempo se desenvolveu uma série de tipologias de manutenção, cabendo ao gerente a escolha e aplicação de um programa efetivo de forma a atender as características de sua planta. No entanto, para possibilitar o desenvolvimento das atividades da manutenção, é necessário um adequado planejamento, considerando os serviços que devem ser feitos e os recursos existentes,definindoainter-relaçãodosprocessosenvolvidos,priorizandoosdemaior urgência.
Portanto, caro(a) acadêmico, nós o(a) convidamos para conhecer como se processa a administração da manutenção, bem como quais fatores estão envolvidos no desenvolvimento de rotinas básicas do planejamento da manutenção industrial.
ManutençãoNesta seção iremos abordar o conceito e os objetivos de manutenção, bem
comoseusdiferentestipos.Acompanhe!!!
a) Conceito e Objetivos
No capítulo anterior já vimos que, segundo o dicionário Aurélio (2010), a palavra “manutenção” significa ato ou efeito demanter-se.Agora, partimos para um olhar mais técnico e, seguindo esta linha deentendimento, chegamosàdefinição técnicadamanutençãoque,segundo Santos (1999), refere-se ao ato de manter equipamentos, acessórios e tudo o que está ligado à fábrica em perfeito estado deconservação e funcionamento.
Manutenção significa manter equipamentos,
acessórios e tudo o que está ligado
à fábrica em perfeito estado
de conservação e funcionamento.

26
Projeto de manutenção industrial
Seanalisarmos a definição queSantos (1999) nos apresenta, perceberemosa importância da manutenção num processo produtivo, pois intrínseca a ela está a continuidade da produção que garantirá maior produtividade.
Dessa forma, Kardek e Nascif (2001) sugerem que a manutenção existe para que não seja necessária a manutenção, sendo esta última a manutenção corretiva, não-planejada, que pode comprometer gravemente o desempenho produtivo e afetar os resultados financeiros da organização. Nesse sentido, ainda conformeoautor,asmudançasestratégicasdamanutençãopodemrefletirdiretamentenosresultados da organização nos seguintes aspectos (KARDEK; NASCIF, 2001, p.10):
• Aumento da disponibilidade;
• Aumento do faturamento e do lucro;
• Aumento da segurança pessoal e das instalações;
• Redução de demanda de serviços;
• Redução de custos;
• Redução de lucros cessantes;
• Preservação ambiental.
Diversas são as ferramentas disponíveis para o gerenciamento da manutenção, tais como: CCQ (Círculos de Controle da Qualidade), TPM (Manutenção Produtiva Total), GQT (Gestão pela Qualidade Total), Terceirização, Reengenharia, dentre outros. No entanto, a simples utilização dessas ferramentas não garante o bom desempenho, mas o uso correto pode levar a bons resultados. Note, caro(a) pós-graduando(a), que para a manutenção ser estratégica ela precisa ter porobjetivoosresultadosempresariais,deixandodesereficienteparasetornareficaz.(KARDEK;NASCIF,2001).
b) Tipos de Manutenção
Os tipos de manutenção existentes são caracterizados pela maneira como é feita a intervenção nos equipamentos, sistemas e instalações e podem ser denominados de diversas formas, segundo Kardec e Nascif (2001). Portanto, é necessário que seja feita uma caracterização o mais objetiva possível dos tipos de manutenção, de forma a poderem se enquadrar em um dos tipos descritos a seguir.
Para a manutenção ser estratégica ela precisa ter
por objetivo os resultados empresariais,
deixando de ser eficiente para se
tornar eficaz.

27
Conceitos Básicos da Manutenção IndustrialCapítulo 2
• Manutenção Corretiva
A manutenção corretiva é entendida como a atuação em um equipamento que apresenta defeito ou desempenho insatisfatório, não sendo, necessariamente, manutenção de emergência. De acordo com Kardec e Nascif (2001, p.36) “Sua ação principal é corrigir ou restaurar as condições de funcionamento do equipamento ou sistema”. Conforme os autores, podemos dividi-la em duas classes:
– Manutenção Corretiva Não Planejada: Caracteriza-se pela atuação em fato já ocorrido, não havendo tempo para a preparação do serviço. Ainda é muito praticada apesar dos riscos inerentes, pois envolve altos custos devido à parada não planejada da produção, à perda daqualidade, podendo, também, afetar outros equipamentos que trabalhem conjuntamente, elevando os custos indiretos da manutenção.
– Manutenção Corretiva Planejada: Diferencia-se da não planejada por se tratar de decisão gerencial para a atuação posterior ao fato ocorrido, em função de acompanhamento preditivo ou decisão de operar até a falha. Ressaltemos aqui que um trabalho planejado sempre é mais barato e seguro, além de oferecer melhor qualidade. Mesmo nas situações em que se opta pelo funcionamento até a quebra, por se tratar de uma decisão conhecida, já deve existir alguma ação planejada para quando a falha ocorrer,como,porexemplo, teràdisposiçãooutroequipamento idênticoou preparado um kit para reparos rápidos.
A manutenção corretiva planejada pode resultar de vários fatores, tais como: possibilidade de ajustar a manutenção com a produção, inexistência de riscos que comprometam a segurança do pessoal e da instalação, existência de equipamentos para substituição imediata. Resumindo, quanto maiores forem as implicações que a falha pode causar na segurança, maiores serão as condições para a adoção de uma política de manutenção corretiva planejada.
• Manutenção Preventiva
“Manutenção Preventiva é a atuação realizada de forma a reduzir ou evitar a falha ou queda no desempenho, obedecendo um plano previamente elaborado, baseado em intervalosdefinidosde tempo”. (KARDEC; NASCIF, 2001, p. 39).
Ao contrário da Manutenção Corretiva, a Manutenção Preventiva procura prevenir a ocorrência de falhas. É indispensável em setores em que a segurança é tida como o fator principal, podendo citar como exemplo a aviação.
Manutenção Corretiva: sua
ação principal é corrigir ou restaurar
as condições de funcionamento do equipamento ou
sistema.
Manutenção Preventiva é a
atuação realizada de forma a reduzir ou evitar a falha
ou queda no desempenho,
obedecendo um plano previamente
elaborado, baseado em intervalos
definidos de tempo.

28
Projeto de manutenção industrial
Torna-se difícil prever precisamente em que período o equipamento apresentará defeitos, devido à insuficiência de informações do fabricante eàs condições operacionais e ambientais que afetam diretamente a vida útil doequipamento. Tal situação pode levar a duas situações distintas: a ocorrência de falhas antes do previsto pelo mantenedor ou a abertura do equipamento ou, ainda, sua reposição prematuramente. Além disso, podem ainda ocorrer falhas entre duas intervenções preventivas, quando será então necessária a manutenção corretiva.
Ao se optar pela manutenção preventiva, devem ser considerados os seguintes fatores: impossibilidade de realizar a manutenção preditiva (vamos estudá-la a seguir), aspectos de segurança do pessoal ou das instalações, que tornam imprescindível a intervenção, disponibilidade de equipamentos de difícil liberação operacional, riscos ao meio ambiente e sistemas complexos e de operação contínua.
Apesar dessa modalidade de manutenção possibilitar um bom gerenciamento das atividades e recursos, não podemos ignorar que ela pode ser alvo de questionamentos nas situações em que os fatores não sejam suficientementeclaros e fortes para justificar a ação, já que ocorre a retirada do equipamento,ainda em funcionamento, do processo produtivo.
• Manutenção Preditiva
Também conhecida como Manutenção Sob Condição ou Manutenção com Base no Estado do Equipamento, consiste na atuação da manutenção tomando por base alguma alteração em comparação a um parâmetro de condição ou desempenho, o qual deve ter um acompanhamento sistematizado, como, por exemplo, com a utilização de instrumentos de medição. Portanto, tem por objetivo prevenir falhas em sistemas e equipamentos por meio de um acompanhamento de parâmetros pré-definidos, de forma a possibilitar a continuidadedo uso por maior tempo possível (KARDEC; NASCIF, 2001), pois tal acompanhamento é realizado com o equipamento em funcionamento.
Observe, caro(a) pós-graduando(a), que nessa modalidade a decisão de intervenção acontece quando o grau de degradação do equipamento se aproxima do limite estabelecido, sendo possível preparar antecipadamente a realização da manutenção, além de
possibilitar estratégia para a produção de forma a não comprometer prazos de atendimento.Essasituação justificaomotivopeloqualéchamadadepreditiva,pois com esse sistema é possível predizer as condições do equipamento. Temos como exemplo a troca de um pneu que se esvazia com mais frequência que o
Atuação da manutenção
tomando por base alguma alteração em comparação a um parâmetro de condição ou desempenho, o
qual deve ter um acompanhamento
sistematizado, como, por exemplo,
com a utilização de instrumentos de
medição.

29
Conceitos Básicos da Manutenção IndustrialCapítulo 2
padrão, ou seja, comparando a necessidade constante de calibragem com a frequência considerada normal vemos que é necessária sua substituição, independentemente de haver interferência no desempenho do carro.
Ainda conforme os autores, as condições para a adoção da Manutenção Preditiva consistem na possibilidade de monitoramento/medição do equipamento/sistema, na existência de elevados custos envolvidos, na possibilidade de acompanhamento/monitoramento das causas das falhas e no estabelecimento de uma sistemática de acompanhamento, análise e diagnóstico do equipamento/sistema.
Tais condições devem ser justificadas pelos fatores relacionados àsegurança de pessoal e instalações, à redução de custos proporcionadapelo acompanhamento constante, evitando intervenções desnecessárias, e àpermanência do equipamento em funcionamento, de forma segura, por maior período de tempo.
Nos aspectos relacionados ao custo desse tipo de manutenção, devemos considerar que a instalação de sistemas de monitoramento contínuo “on-line” apresenta elevado custo inicial, no entanto, é possível o acompanhamento periódico por meio de aparelhos e instrumentos de medição, realizado pelos próprios operadores, com considerável redução nos custos.
Ainda, conforme Kardec e Nascif (2001), a Manutenção Preditiva, comparada com as demais, é considerada como a que oferece melhores resultados pelo fato de intervir o mínimo possível na planta. Para tanto, evidencia-se a necessidade de treinamento efetivo da mão de obra da manutenção responsável pela análise e diagnóstico, pois não basta mensurar, é preciso interpretar e estabelecer diagnósticos.
• Manutenção Detectiva
Seu surgimento data da década de 90 e, como o próprio nome diz, temporobjetivodetectarpossíveisfalhasocultasquelevarãoàparadainesperada do equipamento/sistema.
“Manutenção Detectiva é a atuação efetuada em sistemas de produção, buscando detectar falhas ocultas ou não perceptíveis ao pessoal de operação e manutenção.” (KARDEC; NASCIF, 2001, p. 44). Ouseja,atividadesrealizadasafimdeverificarocorretofuncionamentode um equipamento representam esse tipo de manutenção.
Manutenção Detectiva é a
atuação efetuada em sistemas de produção,
buscando detectar falhas ocultas ou não perceptíveis ao pessoal de
operação e manutenção.

30
Projeto de manutenção industrial
Adetecçãodefalhasocultaséimprescindívelparaagarantiadaconfiabilidadedos sistemas e quanto mais complexo o sistema melhor deve ser o preparo do pessoal da manutenção, recebendo assessoria do pessoal da operação.
A utilização de sistemas informatizados para a realização de controle do processo é crescente nos mais diversos tipos de indústria, tais como: arquiteturas de controle, multi-loops e SDCD – Sistemas Digitais de Controle Distribuído. Sistemas de shut-down ou de trip atuam independentemente dos sistemas de controle para otimização da produção e visam a garantir a segurança de um processo quando este sai da faixa segura de operação. Para tanto, utilizam-se equipamentos eletrônicos programáveis.
Sistemas de shut-down ou de trip: agem de forma independente atuando na interrupção do sistema produtivo em caso de alterações que afetem as condições de segurança.
Para tanto, devem ser consideradas as seguintes particularidades, apresentadas por Kardec e Nascif (2001):
– Graças aos sistemas shut-down e trip equipamentos, instalações e até mesmo plantas inteiras estão protegidos contra falhas e consequências de maior gravidade.
– Tais sistemas são projetados para entrar em ação imediatamente àdetecção da iminência de algum desvio de funcionamento que possa comprometer os equipamentos/instalações, a produção ou, principalmente, a segurança do processo industrial.
– Os componentes desses sistemas também estão suscetíveis a falhas, o que pode acarretar na não atuação ou na atuação indevida.
– Nos casos de processo contínuo a intervenção é feita em períodos programados, as chamadas Paradas de Manutenção, quando acontece a verificaçãodefuncionamento,portanto,aprobabilidadedeocorrênciadefalhasémaisaltanofinaldacampanhaemcomparaçãocomoinício.
Portanto, evidenciam-se as vantagens da adoção da Manutenção Detectiva, em especial, pela possibilidade de detecção das falhas com o sistema em operação, possibilitando maior domínio da situação pelo gerenciamento da manutenção.

31
Conceitos Básicos da Manutenção IndustrialCapítulo 2
b) Engenharia de Manutenção
A Engenharia de Manutenção está relacionada a uma mudança cultural das concepçõesdamanutenção,significandoperseguirbenchmarks, aplicar técnicas modernas, buscando um nivelamento com a manutenção utilizada em países desenvolvidos.
Benchmark:identificaraçõesadotadasporempresasreferêncianosetorebuscarsuaimplantação,adequando-asàscaracterísticasde sua organização.
Consiste, basicamente, em deixar de ficar consertando paraidentificar as causas básicas da ocorrência de falhas, modificarsituações de mau desempenho para deixar de conviver com problemas crônicos, melhorar padrões e sistemáticas, além de desenvolver a manutenibilidade, dando feedback ao Projeto e interferindo tecnicamente nas compras. (KARDEC; NASCIF, 2001).
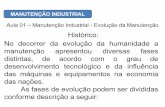
Afigura2 ilustraasmelhoriasdos resultadosàmedidaquesãoadotados os tipos de manutenção. Observa-se pouca diferença dos resultados obtidos com a Manutenção Corretiva Não Planejada em comparação à Preventiva, seguindo uma progressão linear. Emcontrapartida, com a adoção da Manutenção Preditiva e Detectiva, a tendência é uma considerável melhoria dos resultados, chegando, então, à Engenharia de Manutenção, sendo esta a que demonstramaior ganho se comparada com as demais.
Figura 2 - Tipos de Manutenção
Fonte: Kardec e Nascif (2001, p. 47).
A Engenharia de Manutenção está relacionada a uma mudança cultural das concepções da manutenção,
significando perseguir
benchmarks, aplicar técnicas modernas,
buscando um nivelamento com
a manutenção utilizada em países
desenvolvidos.

32
Projeto de manutenção industrial
Portanto,quantomaissefizerpresentenaplantaaManutençãoCorretiva,maislongeestarádaEngenhariadeManutenção,poisdificilmentehaveráalguémpensando neste sentido.
O artigo a seguir descreve a aplicação da Manutenção Industrial nosetorsucroalcooleiroedequeformafoibeneficiadapelaaplicaçãode novas técnicas de manutenção.
COM A ATENÇÃO FOCADA EM GANHO DE PRODUTIVIDADE, AS USINAS BRASILEIRAS TÊM
INVESTIDO ALTO NOS SETORES DE MANUTENÇÃO
A entrada de empresas estrangeiras no mercado sucroalcooleiro brasileiro e a necessidade de ser cada vez mais competitivo têm mudado o paradigma da Manutenção no setor. Para o consultor Anderson Trigo, que atua com Manutenção preditiva no noroeste paulista, nos últimos três anos foi possível perceber uma maior ‘profissionalização’ nomercado.Ou seja, as usinas estão cada vezmais voltadas para a modernização do setor e colocam a Manutenção em primeiro plano. Isso significamaior investimento em tecnologia,qualificação de pessoal e aplicação de práticas mais modernas.“Historicamente a Manutenção no setor sucroalcooleiro era feitana entressafra, quando praticamente toda a usina era desmontada para uma revisão geral e troca de elementos, o que não garantia que o equipamento funcionasse perfeitamente durante a safra. A consagrada curva da banheira mostra que quanto mais se mexe em um equipamento, maior a probabilidade de se inserir uma falha nele”, explicaTrigo.EssapráticaficouparatráseaboaevelhaManutençãocorretiva está cedendo lugar às novas técnicas, que permitemmaior confiabilidade dos equipamentos e, principalmente, reduçãode custos. Planejamento tem sido a palavra de ordem no setor. “A Manutenção preditiva é um bom caminho. Por meio de testes, como análises de vibração, análises de óleo e ultrassom, pode-se saber as condições da máquina e intervir somente se necessário. E em caso de intervenção durante a safra existe a possibilidade de fazer uma parada programada, como em dias de chuva, por exemplo”, completa Trigo. Quando o assunto é economia, o consultor destaca que técnicas mais modernas podem reduzir em até 40% os gastos com Manutenção na entressafra. “HouveumaalteraçãonaculturadosetoremrelaçãoàManutenção, as empresas deixaram de almejar o menor custo, para ir atrás do melhor custo/benefício”, avalia ele. Outros fatores importantes

33
Conceitos Básicos da Manutenção IndustrialCapítulo 2
são a chegada da automação e o investimento em tecnologia, cada vez mais presentes nas indústrias. “Antigamente os operadores ficavamespalhados,isolados.HojeemdiaosCentrosdeOperaçõesIntegradas – COIs são cada vez mais comuns nas usinas, o que otimiza o tempo gasto com Manutenção”, informa Trigo.
Fonte: ABRAMAN. Manutenção na Indústria Sucroalcooleira. Revista Manutenção, Rio de Janeiro, Ed 122. Disponível em: <http://www.abraman.org.br/index.
php?option=com_content&view=article&id=440%3Aedicao-122-combustiveis-de-fontes-renovaveis-capa&catid=126%3Amaterias&Itemid=98>. Acesso em: 10 set. 2010.
Atividade de Estudos:
1) O que aconteceria com a indústria sucroalcooleira descrita no texto caso não tivesse adotado as técnicas de manutenção preditiva?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
2) Relacione os benefícios trazidos pelas técnicas modernas de manutenção para a indústria descrita no texto.
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
Agora que já conhecemos um pouco dos tipos de manutenção industrial existentes e suas aplicações, convidamos para voltar um pouco no tempo e compreender de que forma aconteceu a evolução da manutenção industrial e quais as tendências das práticas aplicadas.

34
Projeto de manutenção industrial
EvoluçãoeTendênciasdasPráticasdeManutenção
A manutenção corretiva não planejada demonstrou uma redução em seu uso no decorrer do século XX, notando-se que, a partir da década de 60, houve um aumento no nível da planejada, ocasionado pela utilização da manutenção de condição, a preditiva, pois neste tipo de manutenção as intervenções realizadas consistem na manutenção corretiva planejada, como já demonstramos no decorrer do texto. (KARDEC; NASCIF, 2001).
Analisando o contexto da manutenção preditiva, como apresentado pelos autores, esta se iniciou na década de 40, tornando-se mais presente na década de 60, motivada, em especial, pelo desenvolvimento eletrônico, apresentando uma tendência constante de crescimento em sua utilização.
A manutenção detectiva teve seu surgimento na década de 70 e se mantém com forte tendência de utilização e crescente importância em virtude da ampla automação das plantas e uso da informática.
A partir dessas considerações, caro(a) pós-graduando(a), percebemos que independente do tipo da planta ou instalação haverá a possibilidade de adotar diversos tipos de manutenção, tratando-se de uma decisão gerencial e que deverá considerar os fatores inerentes à importância do equipamento/sistema/instalação,aoscustosdoprocesso,àoportunidadedeutilizaçãodoequipamentoe à capacidade de adequação do equipamento ao tipo de manutenção a seradotada.
Para tanto, faz-se necessário planejamento adequado das práticas de manutençãoàscaracterísticasdaplanta.
Dentre as práticas da manutenção, existem pelo menos três que devem ser consideradas básicas: o 5 S’s, Polivalência ouMultiespecialização e a Manutenção Produtiva Total – MPT.
KardeceNascif(2001,p.174)apresentamoprograma5S’s“comouma estratégia de potencializar e desenvolver as pessoas a pensarem no bem comum”. Esta prática tem origem no Japão, o que explica o seunome,poisrelacionaoscincosensosquedefinemsuasatividadesprincipais: seiri, seiton, seiso, seiketsu e shitsuke, que significamrespectivamente: organização, ordenação, limpeza, asseio e disciplina. Veja o quadro a seguir:
Dentre as práticas da manutenção,
existem pelo menos três que devem
ser consideradas básicas: o 5 S’s, Polivalência ou
Multiespecialização e a Manutenção Produtiva Total –
MPT.

35
Conceitos Básicos da Manutenção IndustrialCapítulo 2
Quadro1-Programa5S’s
Sensos Atividade DescriçãoSeiri Organização Eliminar o supérfluo
Seiton Ordenação Identificar e colocar em ordem
Seiso Limpeza Manter limpo e não sujar
Seiketsu Asseio Manter a arrumação, limpeza e a ordem em geral.
Shitsuke DisciplinaAutodisciplina em que os envolvidos cumprem os demais princípios com espontaneidade.
Fonte: Yamaguchi, 2005, p.16
A Polivalência ou Multiespecialização abrange os aspectos humanos da organização dos processos de manutenção, ou seja, valoriza o treinamento e especialização do funcionário. No contexto em que vivem as organizações, não há espaço para funcionários que se limitem apenas a realizar a sua função. A fim de garantir a empregabilidade, o trabalhador deve estar abertoa novos conhecimentos e habilidades, além de possuir postura favorável ao desenvolvimento interpessoal e ao conhecimento global da empresa em que está inserido. (KARDEC; NASCIF, 2001).
Portanto, são fundamentais ao trabalhador atual a disposição e a vontade de aprender e descobrir novas habilidades, possuir amplo conhecimento organizacional, domínio da informática, habilidades interpessoais, espírito de equipe, atitudes positivas, demonstrando possuir iniciativa, senso de colaboração e opinião própria.
Já a MPT merece um tratamento mais detalhado, o qual será apresentado na segunda parte deste capítulo.
Atividade de Estudos:
1) Elabore uma tabela comparativa entre os tipos de manutenção, relacionando o objetivo, a forma de execução, os fatores para adoção, as vantagens e as desvantagens.

36
Projeto de manutenção industrial
Tipo Objetivo Execução Fatores Vantagens DesvantagensCorretiva não-planejada
Corretiva
Planejada
Detectiva
Preventiva
Preditiva
Engenharia de Manutenção
ÉcrescenteavalorizaçãodosRecursosHumanosedocapitalintelectual pelas empresas, levando a formas de retenção de talentos,poisaindafaltamprofissionaisqualificadosnomercado.OartigoaseguirapresentaocontextodofatorhumanorelacionadoàManutenção Industrial.
O que vem por aí?
Em geral, a Manutenção que se faz no Brasil tem superado o que sefazemoutrospaíses.Essapercepçãotem-seconfirmadoacadavez que trocamos informações com profissionais de Manutençãodos mais diversos segmentos. Mas também é observado através da interpretação de ferramentas que dispomos em nossa empresa para avaliar os processos de Manutenção e efetuar benchmarks de forma globalizada.
Obviamente, também percebemos que em um ou outro aspecto do contexto existem oportunidades de melhoria para a Manutenção brasileira. Por outro lado, observa-se, no Brasil, que o alinhamento entre a demanda de profissionais pela indústria e a oferta pelasinstituições de ensino não estão coerentes. O nível mais operacional da Manutenção tem sido suprido em recursos humanos por escolas técnicas profissionalizantes e também pela ABRAMAN e SENAIatravés do CEQUAL.
Muito embora tenhamos a percepção de que a capacidade instalada das instituições não consiga atender toda a demanda da indústria. Na prática, temos dificuldade de encontrar mão de obraqualificada no mercado e o que começa a ocorrer é uma disputade empresas por profissionais já colocados no mercado. Quando

37
Conceitos Básicos da Manutenção IndustrialCapítulo 2
olhamos sob a questão do ensino superior e seu alinhamento com asdemandasdemercado,percebemosumperfilmuitomaisvoltadoa aspectos de produção industrial e engenharia de projetos e muito pouco alinhamento de conteúdo para a Manutenção industrial. O item confiabilidade tambémévoltadoparaaspectosprodutivosepoucovoltadoàManutenção.
Severificarmosemespecializaçõesoumestrados,ocenáriosecomplica, embora valorizemos o papel pioneiro que a ABRAMAN tem realizado por meio da promoção regular de cursos de “Gestão de Manutenção”. Uma vez que os resultados que temos alcançado com nossos ativos físicos têm sido adequados, onde podemos melhorar?
O parágrafo anterior mostra uma das facetas que teremos que nospreocupar,ouseja,oAtivoHumano.Sãoquestõesquecomeçama surgir entre os círculos de alta gestão de uma empresa. Como fazer para manter os ativos humanos que temos? Algumas empresas desenvolvem programas de retenções de talentos, outras até possuem “listas de talentos perdidos” o que já é uma preocupação com o aspectoAtivoHumano. Entretanto, a questão detrás dessapreocupação não é necessariamente o ser humano em si, mas, sim, o valor do conhecimento que ele detém e como esse conhecimento tem sido aplicado para que a empresa alcance os resultados. Essa deve ser a próxima grande questão do empresariado brasileiro, a retenção do capital intelectual de uma organização.
Como fazerparaqueaperdadeumprofissionalnãoafeteosresultados operacionais a curto, médio e longo prazos? Essas são questões importantes que devem ser equacionadas e respondidas pela sociedade brasileira como um todo.
Deformageral,aindústriabrasileiratemtratadooassuntoàsuaformaesobseu limitedecompetênciae recursos.Oquenosficaevidente é que há uma lacuna que deve ser preenchida com políticas governamentais sérias e voltadas ao crescimento sustentado da indústria brasileira. Quando essas políticas se concretizarem, elas serão a base para o posicionamento do Brasil no cenário econômico mundial. Hilário J. Sinkoc, engenheiro mecânico graduado pelaUniversidade Federal de Santa Catarina e gerente de engenharia de confiabilidadedaSKFdoBrasil.
Fonte: ABRAMAN. O que vem por aí? Revista Manutenção, Rio de Janeiro, Ed 120. Disponível em: <http://www.abraman.org.br/index.
php?option=com_content&view=article&id=173%3Aedilcao-120-nossa-capa&catid=126%3Amaterias&Itemid=98>. Acesso em: 10 abr. 2010.

38
Projeto de manutenção industrial
Atividade de Estudos:
1) O artigo apresentado pela Revista Manutenção evidencia a preocupação na retenção do capital intelectual das empresas. Por qual motivo se ressalta a importância do fator humano para o desenvolvimento de uma política de manutenção, mesmo com a ampla utilização de sistemas informatizados de controle?
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
Agora que já conhecemos os tipos de manutenção e algumas práticas a serem adotadas, seguiremos para a compreensão do processo de manutenção desde o seu planejamento.
Planejamento,ProgramaçãoeControle
O conceito de organização da Manutenção evoluiu na medida em que houve maior reconhecimento de sua importância nas organizações. Deixou de ser apenas o gerenciamento de recursos para adequação à carga de trabalho para se voltar à solução de problemas, estandoalinhadaàsdemaisatividadesdaorganização.Dessaforma,possibilitoua maximização dos resultados, aumentando a competitividade face ao mercado. (KARDEC; NASCIF, 2001).
Araujo e Câmara (2010) sugerem que o planejamento da manutenção consiste no conhecimento dos trabalhos a serem realizados, quais são os recursos disponíveis e a partir disso tomar
Planejamento da manutenção
consiste no conhecimento dos trabalhos a serem realizados, quais são os recursos disponíveis e a
partir disso tomar as decisões, objetivando a normatização
das atividades, ordenação dos
fatores produtivos, contribuição para a produção e a produtividade
com maior eficiência, evitando
desperdícios ou retrabalho.

39
Conceitos Básicos da Manutenção IndustrialCapítulo 2
as decisões, objetivando a normatização das atividades, ordenação dos fatores produtivos,contribuiçãoparaaproduçãoeaprodutividadecommaioreficiência,evitando desperdícios ou retrabalho.
Para tanto, deve haver os cuidados necessários para que o gerenciamento da manutenção não se torne demasiadamente burocratizado, o que consequentementelevaráàperdadeseufocoprincipal.
Nafigura3,aseguir,observamosainter-relaçãoentreosprincipaisprocessosenvolvidos na manutenção industrial:
Figura 3 - Principais processos da manutenção
Fonte: Araujo e Câmara (2010)
Vejamos, agora, uma breve descrição de cada processo apresentado por Araújo e Câmara (2010):
• Gerenciar equipamentos: manter o controle de todos os equipamentos e/ou máquinas utilizadas para a realização da manutenção.
• Planejar serviços:definirquaisas tarefas inerentesparaoatendimentodoserviço, bem como qual será a interdependência entre elas.
• Tratar solicitações de serviços:envolvetodasassolicitaçõesàmanutenção,incluindo a preditiva e a preventiva, bem como a programação destas.

40
Projeto de manutenção industrial
• Gerenciar recursos: voltado ao controle da disponibilidade dos recursos humanos pelas diversas plantas da indústria, abrangendo também o controle das ferramentas e máquinas especiais.
• Programar serviços:definiçãodiáriadastarefasdeserviçosquedeverãoserexecutadas no dia seguinte, considerando os recursos que estarão disponíveis e a possibilidade de liberação dos equipamentos. Recomenda-se a adoção de prioridades (A – emergência, B – Urgência, C – Normal operacional, D – Normalnão-operacional),afimdefacilitaraprogramação,começandopelosserviços de maior prioridade até cumprir toda a tabela.
• Gerenciar execução de serviços: acompanhamento da realização dos serviços programados para aquela data.
• Registrar serviços e recursos: possibilita a identificação do custo real doserviço, pois registra as informações acerca do serviço executado, realizando a apropriação de serviços e recursos.
• Administrar contratos/carga de serviços: envolve a análise desde o processodeelaboração,fiscalizaçãoecontroledequalidadedoscontratos,abrangendo o acompanhamento orçamentário, indicadores de manutenção atéaquantificaçãodosbenefíciosproporcionadosàorganização.
• Controlar padrões de serviços: estabelecimento de padrões de atendimento paraosserviçosmaisrepetitivosnamanutenção,afimdegarantiraqualidadedo serviço.
• Administrar estoques: normalmente a área de estoques não tem vínculos com a manutenção e as organizações possuem sistemas mecanizados de controle.
A utilização de Sistemas de Controle da Manutenção busca a interaçãodosprocessosdamanutenção,identificandoquaisequandoos serviços serão realizados, quais recursos serão necessários, qual o tempo previsto para a realização, os custos relacionados, os materiais a serem aplicados, a necessidade de máquinas e ferramentas. Isso possibilita a adequação do nível de mão de obra, a programação de máquinas, o registro histórico para embasar análises futuras, além da
priorização adequada dos serviços a serem realizados.
Vocêpoderáobservarnafigura4ofluxogramapropostoporKardeceNascif(2001) para a estruturação do Sistema de Controle:
Sistemas de Controle da
Manutenção busca a interação dos processos da manutenção.

41
Conceitos Básicos da Manutenção IndustrialCapítulo 2
Figura 4 - Fluxograma de Estrutura do Sistema de Controle
Fonte: Kardek e Nascif (2001, p. 71).
Na figura 4, os autores demonstramas ações que integramo processo demanutenção e de que forma elas se relacionam. Pertence ao planejamento a função de analisar a melhor maneira de execução do serviço, em especial, quando envolver paradas de produção. Portanto, melhorias na forma de execução da manutenção, tornando-a mais ágil e segura, devem ser uma constante preocupação da função deplanejamento.Acompreensãoeacorretadefiniçãodofluxogramaaserutilizadoé fundamental para o desenvolvimento das ações de manutenção.
Dessa forma, tendo claros os processos envolvidos na manutenção industrial, seus métodos de controle e o seu planejamento, torna-se mais fácil a compreensão da organização e administração inerentes, como veremos a seguir.
OrganizaçãoeAdministraçãoRecursosHumanoseCustossãoaspectosfundamentaisparaaimplantação
e sucesso de um Plano de Manutenção Industrial. Assim, a seguir, veremos qual a relação desses elementos com a manutenção:

42
Projeto de manutenção industrial
a) Recursos Humanos
Temos claro que a Manutenção deve estar voltada para a gerência e a solução de problemas na produção e que se trata de uma atividade estruturada e integradaàsdemaisatividades.Dessaforma,comodesenvolvimentodoconceitoda manutenção, profundas mudanças aconteceram na estrutura organizacional, pois foram criadas novas atividades e introduzidas na planta, envolvendo as relações dos empregados de cada área.
Operfilfuncionaltambémsofreualterações,emespecial,porqueas ações de manutenção se tornaram mais complexas, aumentou a responsabilidade do operador em relação ao equipamento utilizado e foramcriadasfunçõesespecíficasparaamanutenção.
Temos ainda o acentuado desenvolvimento das tecnologias o qual influenciou fortemente a presença da automação do processode produção, o que reduziu o número de operadores, tendendo ànecessidade de aumento de mantenedores, os quais precisam buscar constantemente especializações, a fim de estar preparados para oatendimento de diversos e complexos tipos de equipamentos.
Dadaanecessidadedemãodeobraqualificadaeespecializadadevido ao quadro funcional mais enxuto e equipamentos repletos de tecnologia, Kardec e Nassif (2001) apresentam a criação do PNQC – ProgramaNacional deQualificação eCertificação deMãode obra –resultado da parceria entre SENAI e ABRAMAN – Associação Brasileira
deManutenção–queobjetivacorrigirasdeficiênciasexistentesnaplanta.
Passemos, então, para uma análise acerca dos custos envolvidos na manutenção.
b) Custos
Por algum tempo se acreditava que não havia meios para controlar os custos com manutenção, que estes eram muito caros e consequentemente aumentavam muito o custo do produto final. Tais pensamentos levavam à crença de que amanutençãonãotinhatantaimportância,oquenãojustificavaaltosinvestimentosem manutenção. (KARDEC; NASCIF, 2001).
Um dos itens de controle da manutenção é o acompanhamento de custos e esta análise deve indicar a previsão mensal dos custos, a realização, isto é, o que foi realmente gasto no mês, o que foi realizado em anos anteriores e o Benchmark, buscando a referência mundial em menor custo em plantas de mesma tipologia.
O perfil funcional também sofreu alterações, em
especial, porque as ações de
manutenção se tornaram mais
complexas, aumentou a
responsabilidade do operador
em relação ao equipamento
utilizado e foram criadas funções
específicas para a manutenção.

43
Conceitos Básicos da Manutenção IndustrialCapítulo 2
Contudo, para a análise dos custos inerentes à manutenção,recomenda-se a divisão em três grandes grupos: custos diretos, custos de perda de produção e custos indiretos, descritos a seguir, com o auxílio de Kardec e Nascif (2001):
• Custos Diretos: estão relacionados aos custos necessários para manter os equipamentos em funcionamento, incluindo a manutenção preventiva, inspeções regulares, manutenção preditiva, manutenção detectiva, reparos e manutenção corretiva em geral.
• Custos de Perda de Produção: oriundos das paradas da produção, causadas por falha do equipamento principal, sem existir disponibilidade para substituição por equipamento reserva, ou por falha do equipamento por ação imprópria da manutenção.
• Custos Indiretos: relacionam-se com a estrutura gerencial e o apoio administrativo. Envolvem análises de estudos de melhoria, engenharia de manutenção, devendo ser apropriados aqui os custos com aquisição de equipamentos, ferramentas e instrumentos da manutenção, incluído custos de amortização, depreciação, iluminação, dentre outros, incluindo aqueles que não possam ser alocados como custos diretos.
Contudo, devemos considerar que “maismanutenção não significamelhormanutenção”, como salientam Kardec e Nascif (2001, p. 60), ou seja, deve haver um equilíbrio entre o nível da manutenção, a disponibilidade operacional e os custos. Vamos conversar um pouco mais sobre isso.
Figura 5 - Relação Custo- Nível de Manutenção
Fonte: Mirshawka e Olmedo (1993, apud MARCORIM; LIMA, 2003, p. 38).
No gráfico ilustrado na figura 5, verificamos que os custos demanutençãoaumentam inversamente aos custos de parada de produção. Portanto, temos como momento ideal para manutenção o ponto em que estes custos se cruzam, pois,
Contudo, para a análise dos
custos inerentes à manutenção,
recomenda-se a divisão em três grandes grupos: custos diretos,
custos de perda de produção e custos
indiretos.

44
Projeto de manutenção industrial
então,haveráequilíbrionoscustosrelacionadosàmanutenção.Podemosobservartambém que é neste momento que a linha de Custo Total apresenta menor custo.
Observamos com esta situação que tanto a manutenção em excessocomoasuafaltapodeserprejudicialàorganização,elevandoos custos, pois no primeiro caso acontece a substituição desnecessária de componentes e no segundo acontece uma elevação das ocorrências deparadas,devidoàfaltademanutenção.
Portanto, a partir dessas considerações evidenciamos a importância da manutenção preditiva, pois aumenta a disponibilidade dos equipamentos, atuando antes da ocorrência da quebra, integrando o Programa de MPT.
AManutençãoProdutivaTotal-MPT/TPM
Nasequência,verificaremoscomosurgirameevoluíramosconceitosdeMPT.
a) Origem e Evolução da MPT
Também conhecida como TPM (em inglês Total Productive Maintenance) é o programa de manutenção que envolve todos os colaboradores da organização, atingindo todos os níveis hierárquicos e departamentos. Teve seu surgimento no Japão na década de 70, chegando ao Brasil na década seguinte.
Kardec e Nascif (2001) consideram a MPT como uma derivação da Manutenção Preventiva que se originou nos Estados Unidos e apresentam seu processo evolutivo até adquirir as características com as quais a conhecemos atualmente:
• 1950 – Manutenção Preventiva: intervenções adequadas evitam falhas e melhoram o desempenho, além de prolongar a vida útil do equipamento.
• 1957 – Manutenção com Introdução de Melhorias: com o objetivo de facilitaras intervençõeseaumentara confiabilidadesãocriadas facilidadesnas máquinas e equipamentos.
• 1960 – Prevenção da Manutenção: incorporar ao projeto dos equipamentos o conceito da não-necessidade de manutenção. Por exemplo, a utilização de articulaçõescomlubrificaçãopermanentenaindústriaautomobilísticanolugardepinosdelubrificaçãoregular.
Tanto a manutenção em excesso como
a sua falta pode ser prejudicial à organização,
elevando os custos.

45
Conceitos Básicos da Manutenção IndustrialCapítulo 2
• 1970 – MPT: uma série de fatores mercadológicos tem exigido que as organizações se tornem mais competitivas, a fim de garantir suasobrevivência, tais como: eliminação de desperdícios, melhor desempenho dos equipamentos, redução das paradas por quebras ou intervenções de manutenção,redefiniçãodoperfildosempregadosenvolvidoscomaproduçãoeamanutençãoe,principalmente,modificaçãodasistemáticadetrabalho.
Tendo entendido como aconteceu o desenvolvimento histórico da MPT, buscamos compreender quais os objetivos da implantação do Programa.
b) Objetivos da MPT
Como apresentado por Mirshawka e Olmedo (1994), a MPT buscaaeficáciadaorganizaçãopormeiodaqualificaçãodepessoale melhoramentos nos equipamentos, além de tornar aptas pessoas e organizações para processos produtivos altamente automatizados.
Dessa forma, tem como objetivos:
• garantiadaeficiênciadasinstalaçõesemâmbitogeral;
• adoçãodeumasistemáticademanutençãovisandoàotimizaçãodo ciclo de vida do equipamento;
• exigência de apoio dos demais departamentos;
• coleta de dados e informações de todos os funcionários;
• ambientede colaboraçãomútua, a fimde consolidar açõesdemelhoria deforma contínua.
NaMPTastarefasmaissimplescomolubrificação,limpeza,trocade lâmpadas, dentre outras, passaram a ser executadas pelos próprios operadores, ficando para o pessoal da manutenção as intervençõesmais complexas.
Os conceitos base da MPT consistem em que cada envolvido deve exercer o autocontrole, deve proteger a própria máquina, na integração homem-máquina-empresa e, ainda, que todos devem se preocupar com a manutenção.
Agora, pense na empresa em que você atua ou que já tenha atuado e faça uma comparação com as ações de manutenção que são realizadas e tente situá-las dentro das tipologias de manutenção já estudadas e o momento histórico a que está inserida.
MPT busca a eficácia da organização por meio da qualificação de pessoal e
melhoramentos nos equipamentos,
além de tornar aptas pessoas e organizações para processos
produtivos altamente
automatizados.
Os conceitos base da MPT
consistem em que cada envolvido deve exercer o autocontrole,
deve proteger a própria máquina,
na integração homem-máquina-empresa e, ainda, que todos devem
se preocupar com a manutenção.

46
Projeto de manutenção industrial
Nesse momento, verificamos a mudança na concepção da manutenção,passando do “eu uso, você conserta” para “do meu equipamento cuido eu”, caracterizando a manutenção autônoma, a qual analisaremos a seguir.
ManutençãoAutônoma
Para Yamaguchi (2005), com o aumento da exigência em aprimorar a competitividade e reduzir os custos da empresa, passou-se a atribuir à operação algumas atividades damanutenção, tendo por objetivo oaumento da vida útil do equipamento, evitando sua deterioração, o que levou ao pensamento de que cada indivíduo deve ser responsável pelos cuidados com seu equipamento, surgindo, então, a proposta da ManutençãoAutônoma(JISHU-HOZEN).
Mas, para viabilizar este conceito, é necessário desenvolver nos operadores
quatro habilidades principais:
• Capacidade para descobrir anormalidades: saber reconhecer anormalidadesquepodemlevaràparadadoequipamento.
• Capacidade de tratamento e recuperação: executar rapidamente ações de correção, relatando ao superior ou a outros departamentos, de acordo com a gravidade.
• Capacidade de estabelecer condições: diferenciar quantitativamente os critériosdedefiniçãodeumasituaçãodentroouforadanormalidade.
• Capacidade de controle para manutenção da situação: cumprimento das regras de manutenção pré-definidas, bem como normas de limpeza,lubrificaçãoeinspeçãoautônomacomanálisedosmotivospelosquaisestasaçõesnãosãorealizadas.Assim,busca-seaidentificaçãodeoportunidadesde melhorias para o processo de forma a facilitar sua realização.
A figura 6 ilustra os passos da manutenção autônoma, apresentados porYamaguchi (2005), relacionando-os com as habilidades descritas anteriormente.
Cada indivíduo deve ser
responsável pelos cuidados com
seu equipamento, surgindo.

47
Conceitos Básicos da Manutenção IndustrialCapítulo 2
Figura 6 - Relação entre as 4 etapas para domínio na operação e os Sete passos da Manutenção Autônoma
Fonte: Yamaguchi (2005, p. 14)
Observe, caro(a) pós-graduando(a), que a Manutenção Autônoma vem reafirmaracaracterísticaqueaMPTapresentaaoenvolvermudançasculturaisdentro da organização, pois se exige o comprometimento individual do colaborador de forma a atingir os resultados organizacionais desejados.
Como veremos na sequência, a implantação de um Programa de MPT apresenta inúmeros benefícios para a organização.
EfeitosdaMPTCom o exposto acerca da MPT até o momento, podemos dizer
que ela visa, basicamente, a eliminação das perdas que, segundo Yamaguchi (2005), podem ser causadas por: quebra, demora na troca de ferramentas e regulagem, operação em vazio (espera), redução da velocidade, defeitos de produção e queda do rendimento.
No entanto, para a implementação da sistemática da MPT obter os resultados desejados, deve haver o adequado preparo do
MPT até o momento, podemos dizer que ela visa,
basicamente, a eliminação das
perdas que podem ser causadas por: quebra,
demora na troca de ferramentas e regulagem,
operação em vazio (espera), redução
da velocidade, defeitos de
produção e queda do rendimento.

48
Projeto de manutenção industrial
funcionário, a fim de que realize a manutenção voluntariamente,a capacitação do pessoal da manutenção, a capacitação dos engenheiros, a fim de projetar equipamentos que dispensem amanutenção, propiciar um ambiente para estudos e sugestões de melhorias nos equipamentos.
Consideremos, então, que a quebra consiste na parada do equipamento e que o foco da MPT é evitar as paradas não programadas, chegamos ao entendimento de “Quebra Zero” como a situação idealpara o sistema produtivo, onde não ocorrem paradas acidentais.
Asmedidasparaobtençãoda “QuebraZero” recomendadasporYamaguchi (2005) colaboram para a melhoria da MPT.
Quebra Zero Consiste no entendimento de que a quebra é afalha visível e que esta é causada por uma série de falhas invisíveis, portanto, se houver consciência por parte dos operadores de que as falhas invisíveis devem ser evitadas, reduzirá o risco da quebra. Para tanto, recomendam-se algumas medidas, tais como:
• estruturação das condições básicas;
• obediênciaàscondiçõesdeuso;
• regeneração do envelhecimento;
• sanar as falhas de projeto (terotecnologia);
• incrementaracapacitaçãotécnica.(YAMAGUCHI,2005,p.17).
Atividade de Estudos:
1) Descreva sucintamente como se deu o desenvolvimento da Manutenção Industrial.
____________________________________________________ ____________________________________________________ ____________________________________________________
Quebra consiste na parada do
equipamento e que o foco da MPT é evitar as paradas não programadas,
chegamos ao entendimento de
“Quebra Zero” como a situação
ideal para o sistema produtivo, onde não ocorrem
paradas acidentais.

49
Conceitos Básicos da Manutenção IndustrialCapítulo 2
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
2) O que você entende por manutenção autônoma e por que ela está tão presente nos planejamentos de MPT?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
3) Analisando tudo o que foi apresentado até o momento, definaaspectos que deverão ser considerados ao iniciar um programa de implantação de MPT.
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
AlgumasConsideraçõesAnalisando o exposto no decorrer deste capítulo, podemos compreender
como os conceitos de manutenção industrial evoluíram ao longo dos anos, chegando ao formato que observamos atualmente. No entanto, qualquer que seja a tipologia da manutenção escolhida, ela deve estar condizente com as características da planta existente na indústria, de forma a atender aos objetivos principais que são os resultados da empresa.

50
Projeto de manutenção industrial
Em âmbito geral, a manutenção industrial tem como principal objetivo a garantia do andamento da produção, o que garantirá maior competitividade face aos concorrentes. Para tanto, busca os menores custos com a maior disponibilidade de equipamentos possíveis, evitando paradas desnecessárias ou não programadas.
A manutenção industrial se caracteriza ainda por ter o elemento humano como fator fundamental, o qual deverá possuir amplo conhecimento e especialização, ultrapassando os limites mínimos exigidos para a realização de sua função. Empresas atuais com essa consciência já buscam formas de valorizar seu capital intelectual, priorizando funcionários com características de colaboração, cooperação, bom relacionamento interpessoal e disposição para o desenvolvimento de novas habilidades e conhecimentos.
Portanto, observamos que o bom gerenciamento e administração da manutenção industrial podem colaborar consideravelmente no desempenho e resultadofinaldeumaorganização.
No próximo capítulo, buscaremos identificar e reconhecer as principaisferramentas utilizadas na manutenção, desenvolvendo a habilidade de análise de possíveis falhas que possam ocorrer durante o funcionamento dos sistemas, relacionando os processos utilizados para análise e eliminação de defeitos em equipamentos.
ReferênciasARAUJO, I. M.; CÂMARA, J. M. A função da manutenção industrial e seus processos. Revista: O Setor Elétrico, jan. 2010. Disponível em: <http://www.osetoreletrico.com.br/ose/assets/2c688ee8/fasc_manut_elet_indl_ed48.pdf>. Acesso em: 15 abr. 2010.
FERREIRA,A.B.H.Dicionário Aurélio da Língua Portuguesa - Edição Histórica100Anos.Curitiba:Positivo,2010.
KARDEC, A.; NASCIF, J. Manutenção – função estratégica. Rio de Janeiro: Qualitymark, 1999.
MARCORIN, W. R.; LIMA, C. R. C. Análise dos Custos de Manutenção e de Não-manutenção de Equipamentos Produtivos. REVISTA DE CIÊNCIA & TECNOLOGIA. v. 11, n. 22, p. 35-42, jul./dez 2003, . Disponível em <http://www.unimep.br/phpg/editora/revistaspdf/rct22art03.pdf>. Acesso em: 15 set. 2010.

51
Conceitos Básicos da Manutenção IndustrialCapítulo 2
MIRSHAWKA,V.;OLMEDO,N.L.TPM à moda brasileira. São Paulo: Makron Books, 1994.
SANTOS, V. A. Manual Prático de Manutenção Industrial. São Paulo: Icone, 1999
YAMAGUCHI,C.T.TPM – Manutenção Produtiva Total. Instituto de Consultoria eAperfeiçoamentoProfissional.SãoJoãoDelRei,2005.Disponívelem:<http://icapdelrei.com.br/arquivos/Monografias/Manutencao_Produtiva_Total_TOSHIO.pdf>. Acesso em: 15 abr. 2010.

52
Projeto de manutenção industrial

CAPÍTULO 3
AnálisedeFalhasemMáquinaseusodeFerramentas
A partir da perspectiva do saber fazer, neste capítulo você terá os seguintes objetivos de aprendizagem:
9 Desenvolver a capacidade de análise das possíveis falhas ocorridas durante o funcionamento dos sistemas.
9 Apresentar e explicar a ocorrência de danos.
9 Conhecer os principais métodos utilizados para análise e eliminação dos defeitos em equipamentos.
9 Identificarereconhecerasprincipaisferramentasutilizadasnamanutenção.

54
Projeto de manutenção industrial

55
Análise de Falhas em Máquinas e uso de Ferramentas Capítulo 3
ContextualizaçãoNos primeiros capítulos, vimos o surgimento e evolução da manutenção
industrial e conhecemos as suas tipologias e aplicações. Com isso, percebemos que o foco da manutenção são as falhas, seja atuando após a sua ocorrência ou na sua prevenção.
Danos e falhas em equipamentos merecem especial atenção e tratativa, pois suas consequências podem ser graves, comprometendo desde o bom andamento da produção até a imagem da organização. Para tanto, torna-se essencial o conhecimento acerca das causas das falhas que levam ao dano, de forma a alimentar o processo de planejamento da manutenção industrial.
Existem diversas técnicas e métodos para o desenvolvimento de uma minuciosa análise, buscando esclarecer a ocorrência de falhas, bem como suas causas. A decisão por uma ou mais técnicas de análise deve ser baseada no planodefinido,deformaaatenderosobjetivosdogerenciamentodamanutenção,registrando e documentando todas as ocorrências.
A fim de se evitar as ocorrências de danos, ressalta-se a necessidade dorigoroso controle e monitoramento da manutenção, considerando os componentes do equipamento em questão, bem como os indícios de desgaste por uso inadequado, mau dimensionamento ou ausência de manutenção. Cabe aqui, também, conhecer as ferramentas utilizadas na manutenção de sistemas mecânicos.
Dessa forma, iniciamos mais um capítulo buscando compreender os fatores que envolvem a ocorrência de danos, falhas e a tratativa que se recomenda adotar para a situação.
AnálisedeFalhasemMáquinaseusodeFerramentas
Devemos considerar que uma máquina ou equipamento não quebra de uma vez, mas sim que sua parada foi motivada pelo dano sofrido em um ou mais componentes vitais para o seu funcionamento. Para tanto, é necessário compreender como podem originar-se os danos, como desenvolver uma análise adequada dos danos e defeitos, elaborando análise das falhas ocorridas, a fim de estabelecer procedimentos decuidado dos componentes e indicar as ferramentas que poderão ser utilizadas para a manutenção, seja corretiva ou preventiva.
Uma máquina ou equipamento não quebra de uma
vez, mas sim que sua parada foi
motivada pelo dano sofrido em um ou
mais componentes vitais para o seu funcionamento.

56
Projeto de manutenção industrial
Vamoscomeçar,então,explorandoaorigemdosdanos,acompanhe-me!
a) Origem dos danos
A correta identificação da origem dos danos é fundamental para ogerenciamento e adoção de medidas para a prevenção de problemas semelhantes.
Para tanto, Weber e colaboradores (2010) sugerem o agrupamento das possíveis causas de danos. Veja:
• Erros de especificação e de projeto: existência de disparidade entre o projeto do equipamento e sua real finalidade, não sendo possível atenderadequadamenteàsnecessidadesdoserviço.Podese relacionaraerrosdedimensionamento, rotação, materiais, tratamentos térmicos, acabamentos, desenhos inadequados, dentre outros.
• Falhas de fabricação: componentes falhos nos equipamentos ou erros de montagem podem levar à ocorrência de trincas, concentração inadequadade tensão, folgas excessivas ou inexistentes. Nesse ponto, ressalta-se a importância do preparo e comprometimento do operador, o qual poderá identificarestasituaçãoanteriormenteàquebradoequipamento.
• Instalação imprópria: inconsistência no alinhamento dos eixos entre o motor e a máquina, normalmente resultantes do local onde está instalado o equipamento, que pode estar exposto a vibrações devido a sobrecargas, trincas que, como citado anteriormente, pode resultar de falhas de fabricação ou corrosão.
• Manutenção imprópria: perda de ajustes e eficiência do equipamentoresultantes da inexistência da manutenção ou quando esta não é efetiva. Ocorrenormalmentepelaexistênciade sujeira, ausênciade lubrificaçãoouseestanãoéadequadaàsnecessidadesdoequipamento,superaquecimentodevidoàviscosidadeinsuficientedolubrificante,ausênciadereapertosouaonão acompanhamento e monitoramento de vibrações;
• Operação imprópria: sobrecarga, choques ou vibrações originadas por erros de projeto, instalação, manutenção e de operação que levam ao rompimento de componente mais frágil do equipamento, geralmente ocasionando danos aos demais equipamentos. Ressaltamos aqui a importância do adequado controle e monitoramento do desempenho dos equipamentos.
Compreendendo como se originaram os danos, é possível analisá-los de forma a estabelecer um plano de ação e conscientizar os funcionários envolvidos nas operações para a prevenção de danos semelhantes.

57
Análise de Falhas em Máquinas e uso de Ferramentas Capítulo 3
b) Análise dos danos
Para que a análise dos danos seja adequada, determinando perfeitamente as causas da ocorrência, deve existir, além do exame da peça, minucioso levantamento de outros fatores, como sugerem Weber e colaboradores (2010):
• identificarquaisforamossintomas;
• se houve ocorrência semelhante em outro momento;
• qual o tempo de utilização da máquina desde sua aquisição;
• quando foi realizada a última manutenção corretiva;
• quais reparos já foram realizados;
• quais eram as condições de serviço no momento da ocorrência;
• que serviços foram realizados anteriormente;
• identificarooperadorequantotempoaoperou.
De posse desse conhecimento, o examinador deverá realizar observação pessoal do equipamento, comparando com as informações coletadas de forma extremamente comprometida, a fim de garantir aqualidade e precisão do diagnóstico elaborado. Weber e colaboradores (2010) alertam que a decisão de desmontagem do equipamento deve ser tomada com muito cuidado, devendo-se evitar a desmontagem completa, considerando o fato de ser demorada e onerosa, comprometendo ainda mais a produção. No entanto, em alguns casos, torna-se inevitável.
Caso se opte pela desmontagem do equipamento, cuidados deverãosertomadosafimdeorganizareidentificaraspeçasdeformaque não falte nem sobre nenhuma peça no momento da montagem.
Santos (1999), em seu Manual Prático da Manutenção Industrial, recomenda evitar o uso de ar comprimido ou estopa na fase de limpeza. O ar por poder conter impurezas,umidadeeaestopapelofatodesoltarfiapos.
Weber e colaboradores (2010) recomenda, também, que a limpeza das peçassejafeitanafasefinaldaanáliseepelopróprioexaminador,afimdenãoseperder nenhum indício importante para a análise e diagnóstico da situação.
Portanto, caro(a) cursista, observe que a adequada análise dos danos com a minuciosa coleta das informações pertinentes é o princípio para o entendimento
Examinador deverá realizar
observação pessoal do equipamento, comparando com as informações
coletadas de forma extremamente comprometida,
a fim de garantir a qualidade
e precisão do diagnóstico elaborado.
Compreendendo como se originaram
os danos, é possível analisá-los de forma a estabelecer um plano de ação e conscientizar os funcionários envolvidos nas operações para a prevenção de
danos semelhantes.

58
Projeto de manutenção industrial
dasfalhasocorridasdeformaaidentificarascausaseestabelecerplanodeaçãopara reduzir os riscos de novas ocorrências.
AnálisedeFalhaseCuidadoscomComponentesMecânicos
Para compreendermos como devemos analisar as falhas, iniciaremos com os métodos comumente utilizados para a análise.
Métodos para análise de falhas
De posse das informações coletadas sobre o dano, devemos partir para a análise das falhas ocorridas. Para tanto, diversas técnicas e métodos de análise têm se tornado populares no meio industrial. Dentre essas técnicas,HelmaneAndrey (1995)destacamaFMEA–Failure modes and efects analysis (Análise dos modos e efeitos das falhas) e a FTA – Fault Tree Analysis (Análise da árvore de falhas).
A FMEA objetiva auxiliar no diagnóstico e previsão da ocorrência de falhasnosequipamentos,aumentandoaconfiabilidadedosprocessosprodutivos, pois considera o histórico de ocorrências anteriores e possibilita o registro para a documentação do processo corrente. Nesse método, a análise se inicia pelos componentes mais simples e na forma como estes podem afetar os níveis superiores, o chamado botton up, ou seja, de baixo para cima, conforme Silva, Tin e Oliveira (1997).
A FMEA pode ser utilizada para produto ou processos. Para o produto as falhas normalmente residem no projeto, como exemplo, podemos citar erros de dimensionamento, enquanto para os processos as falhas são normalmente ocasionadas por inadequações no processo fabril. Para tanto, Helman e Andrey (1995) sugerem um fluxo deelaboração da FMEA que siga estes passos:
• definiraequiperesponsávelpelasuaexecução;
• definirositensdosistemaqueserãoconsiderados;
• preparar previamente a coleta de dados;
• realizar uma análise preliminar dos itens a serem considerados;
• identificarosmodosdefalhaeseusefeitos;
De posse das informações
coletadas sobre o dano, devemos
partir para a análise das falhas
ocorridas.
A FMEA objetiva auxiliar no
diagnóstico e previsão da ocorrência
de falhas nos equipamentos, aumentando a confiabilidade dos processos
produtivos, pois considera o histórico de ocorrências anteriores e possibilita o
registro para a documentação do processo corrente.

59
Análise de Falhas em Máquinas e uso de Ferramentas Capítulo 3
• identificarascausasdasfalhas;
• identificaroscontrolesatuaisdedetecçãodefalhas;
• determinar os Índices de criticalidade (ocorrência, gravidade, detecção e risco);
• analisar as recomendações;
• revisar os procedimentos;
• preencherosformuláriosdeFMEA,apartirdaslistasdeverificação;
• refletirsobreoprocesso.
Vamos abordar agora outro método de análise de falhas, a FTA. Esta objetivao aumentoda confiabilidadedeprodutose processosa partirda análise sistemática de possíveis falhas que permitam a escolha de medidas corretivas ou preventivas. Este método consiste na construção de um diagrama (árvore) que se inicia com a previsão ou percepção de uma falha e vai se decompondo de forma detalhada até as mais simples ocorrências, esta técnica também é conhecida como top-down.
top- down: inverso de botton up, de cima para baixo.
Afigura7ilustraumdiagramadeárvoredecausas,propostoporGuerreroeRozenfeld (1999):
Figura 7 - Modelo de Diagrama de Árvore de Causas.
Fonte: Guerrero (1999).
A FTA objetiva o aumento da confiabilidade de produtos e processos a
partir da análise sistemática de
possíveis falhas que permitam a
escolha de medidas corretivas ou preventivas.

60
Projeto de manutenção industrial
Apesar de ambos os métodos apresentarem semelhanças em relação àfinalidade,existeumasériedediferençasentreelesnosaspectosdeaplicaçãoeanálise. As principais diferenças, também apresentadas por Guerrero e Rozenfeld (1999), estão descritas no quadro 2:
Quadro 2 - Comparação entre os métodos FMEA e FTA
FMEA FTA
Objetivo
Identificação das falhas críticas em cada componente, suas causas e consequências.
Identificação das causas primárias das falhas.
Hierarquizar as falhas. Elaboração de uma relação lógica entre as falhas primárias e a falha final do produto.
Procedimento
Análise das falhas em potencial de todos os elementos do sistema e previsão das consequências.
Identificação da falha que é detecta-da pelo usuário do produto.
Relação de ações corretivas (ou preventivas) a serem tomadas.
Relacionar essa falha com falhas in-termediárias e eventos mais básicos por meio de símbolos lógicos.
Aplicação
Pode ser utilizada na análise de fal-has simultâneas ou correlacionadas.
Melhor método para análise individual de uma falha específica.
Todos os componentes do sistema são passíveis de análise.
O enfoque é dado à falha final do sistema.
Fonte: Guerrero e Rozenfeld (1999)
Portanto, ao analisarmos o quadro apresentado, observamos, em relação aos objetivos, que enquanto o FMEA foca sua análise nas falhas críticas, o FTA busca as causas primárias, relacionando-as comacausafinaldafalha.Nosaspectosdeprocedimento, o primeiro método parte das falhas de todos os elementos, relacionando-os a ações corretivas ou preventivas, enquanto no segundo a análise parte dafalhafinal,aquelaqueédetectadapelousuário,paraaanálisedesua relação com as demais causas básicas e intermediárias. E, na aplicação o FMEA é utilizado para a análise de falhas simultâneas ou que estejam relacionadas, podendo abordar todos os componentes do sistema; já o FTA é mais indicado para análises individuais, dando enfoqueparaafalhafinalocorrida.
Contudo, você deve lembrar que estas são apenas duas técnicas paraanálisedefalhasequeambastêmsuascaracterísticasespecíficas,o que não as torna melhor ou pior que outras. Portanto, ao optar pela
utilização de algum método de análise de falhas, você deve ter clareza que tipo
Enquanto o FMEA foca sua análise
nas falhas críticas, o FTA busca as
causas primárias.
Ao optar pela utilização de algum método de análise
de falhas, você deve ter clareza
que tipo de análise pretende realizar
para atender seus objetivos principais.

61
Análise de Falhas em Máquinas e uso de Ferramentas Capítulo 3
de análise pretende realizar para atender seus objetivos principais, fazendo do método utilizado uma ferramenta adequada para a realização de seu diagnóstico e de ações de correção e prevenção.
Atividade de Estudos:
1) Como podemos diferenciar Dano de Falhas? ____________________________________________________
____________________________________________________ ____________________________________________________ ____________________________________________________
2) Qual a principal diferença entre os métodos FMEA e FTA? ____________________________________________________
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
3) Leia o trecho apresentado a seguir, extraído do artigo “Concepção de rotinas de manutenção industrial exige atenção a peculiaridades da planta, além de conhecimento da atividade produtiva para definição de prioridades” da revista Techne, o qual relaciona os relatórios das intervenções da manutenção como uma exigência para a elaboração do plano de manutenção.
“[...] O papel do plano de controle e manutenção extrapola as simples emissões de ordens e controles de horas de prestadores de serviços, conforme alerta Fonseca. Para ele, ‘essa atividade exige conhecimento técnico e avaliação de equipamentos e sistemas, sobressalentes, análise de catálogos e manuais, de relatórios de preditivas e intervenções’, pontua. Além de negociação comfornecedores de peças ou serviços, definição de frequências deintervenção, definiçãodeetiquetasdemanutenção - chamadasdetags - para equipamentos, banco de dados e, item de fundamental importância, definição do orçamento. O plano de manutenção,ainda segundo Fonseca, deve conter mecanismos de elaboração, retroalimentação e atualização, ‘o que geralmente é feito por sistemasinformatizadosdedicadosaessefim’,explica...”
Fonte: LOTURCO, B. Concepção de rotinas de manutenção industrial exige atenção a peculiaridadesdaplanta,alémdeconhecimentodaatividadeprodutivaparadefinição
de prioridades. Revista eletrônica Téchne. abr. 2010. Disponível em: <http://www.revistatechne.com.br/engenharia-civil/145/artigo131693-1.asp>. Acesso em: 22 abr. 2010.

62
Projeto de manutenção industrial
A partir do texto de Loturco, descreva de que forma a análise de danos e das falhas podem colaborar para a elaboração do planejamento da manutenção? ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
Compreendendoaocorrênciadosdanosesuasconsequências,verificamosa importância dos cuidados com os componentes.
CuidadoscomComponentesMecânicos
Weber e colaboradores (2010) apresentam uma breve descrição de cuidados com alguns componentes mecânicos que, se não observados, podem levar àocorrência de falhas graves:
a) Cabos de aço
Deve haver o cuidado adequado no momento da instalação de cabos de aço, pois estes não devem apresentar nós, nem sofrer atritos na lateral das polias ou solo, pois a ocorrência de atritos indesejados afeta a vida útil do cabo. Estes ainda podem, durante a sua utilização, apresentar alguns defeitos como: rompimento, “gaiola de passarinho”, amassamento, quebras de fios externos e ondulações.Vejamos, a seguir, cada um desses defeitos.
Em caso de rompimento em que o cabo se mantém reto, a causa provavelmente estará no excesso de carga ou choque.
A “gaiola de passarinho” normalmente ocorre quando há uma mudança brusca na tensão sofrida pelo cabo, como, por exemplo, quando existe tensão excessiva e esta é aliviada rapidamente.

63
Análise de Falhas em Máquinas e uso de Ferramentas Capítulo 3
Figura 8 - gaiola de passarinho
Fonte: A autora.
O amassamento de cabos pode ser evitado mantendo-os devidamente esticados, de forma a possibilitar seu correto enrolamento no tambor.
A quebra de fios externos pode ocorrer porque o tamanho da polia ou do tambor está inadequado ao tamanho do cabo, por corrosão, abrasão não uniforme ou excesso de trabalho do cabo. As causas da quebra devem ser evitadas, atuando conforme a situação. Se ocorrer pela inadequação das dimensões, algum componente deverá ser substituído, seja o cabo, seja o tambor, seja a polia. A corretalubrificaçãoéindicadaparaevitaracorrosãoe,noscasosdeestarpertodo limite da vida útil, o cabo deverá ser substituído.
A ondulação é causada por fixação inapropriada do cabo, causando odeslizamento de uma ou mais pernas que compõem o cabo, portanto, em sua ocorrência,faz-senecessáriaacorreçãodafixação.
b) Chavetas
Usadasparaafixaçãodeelementosdomecanismosobreoseixos,possuemdimensões suficientes para a transmissão de forças das máquinas. Deve serconsiderado o acabamento da superfície, o ajuste e arredondamento dos cantos, afimdeevitaratritoexcessivoe,assim,osurgimentodefissurasetrincas.Deveexistirumperfeitoajustamentonossentidoslateralevertical,afimdeseevitaroefeitodecunha,oquepodepartirocubodoelementofixadoaoeixo.
Figura 9 - Chavetas
Fonte: Disponível em: <> http://www.masalex.com.br/images/chavetas1c.jpg>. Acesso em: 25 out. 2010.

64
Projeto de manutenção industrial
c) Molas
Asmolasapresentamvidaútillongaseestiveremdevidamenteespecificadascom a necessidade do equipamento. Do contrário, poderão sofrer quebras, causadasporexcessodeflexãooudetorção,flambagem,queocorrenormalmenteemmolas helicoidais longas devido à ausência de guias internas ou externasdevidamentelubrificadas,ou,ainda,amolecimentosquepodemsercausadosporsuperaquecimento no ambiente ou por esforço de flexão, sendo recomendadodiminuirafrequênciadeflexãoouaplicarmoladupla.
Diante do exposto, observamos a importância no controle e monitoramento dos componentes mecânicos, pois ao detectarmos a falha poderemos intervir sem que ocorra a parada involuntária do equipamento e, consequentemente, do processo produtivo.
Lembre que aqui tomamos como exemplo apenas alguns componentes, a fim de demonstrar como podemos agir para cuidar deles adequadamente.Aseguir, buscaremos identificar que tipo e quais ferramentas são comumenteutilizadas para o aperto e desaperto em parafusos e porcas, ou seja, ferramentas amplamente utilizadas para a realização das atividades de manutenção.
FerramentasdeApertoeDesapertoVocê certamente já deve ter ouvido falar, visto ou até mesmo usado uma
chave de fenda e já observou que existem chaves de diversos tamanhos e modelos, cada uma para um tipo de atividade. Portanto, esta seção não será totalmente nova para você, mas veremos essas ferramentas com olhos mais técnicos, buscando compreender a sua funcionalidade para a manutenção dos equipamentos de produção.
A definiçãomecânica para ferramentas, conformeSantos (1999), consisteem aparelhos desenvolvidos para ajudar na montagem e desmontagem de equipamentos. Inúmeros são os tipos de ferramentas existentes, os quais seguem uma padronização para que sejam adequadas ao uso em diversos equipamentos, contudo,podem,inclusive,serproduzidasparaatendernecessidadesespecíficas,como, por exemplo, em se tratando de algum equipamento especial desenvolvido paraumadadafinalidadeequenãopossuaferramentacompatível,nessecaso,haverá a necessidade de que se produzam as ferramentas necessárias que possibilitem o atendimento do referido equipamento.
Na manutenção mecânica, as ferramentas de uso mais comuns são para o aperto/desaperto de parafusos e porcas, devendo ser introduzidas de forma

65
Análise de Falhas em Máquinas e uso de Ferramentas Capítulo 3
perpendicularaoeixodoparafuso,afimdegarantiromáximocontatoentreasfaces. Weber e colaboradores (2010) comentam que parafusos e porcas com diâmetros de até 16 mm devem sofrer ação de uma única mão, pois isto já é suficienteparaotravamentonecessário,nãodevendoutilizarprolongadoressobpena de correr o risco de quebra da chave ou rompimento do parafuso.
A seguir, você confere as principais ferramentas de aperto e desaperto utilizadas na manutenção mecânica, relacionadas por Weber e colaboradores (2010):
a) Chave fixa:tambéméconhecidacomochavedebocafixa.Deveserusadapara apertar ou desapertar porcas e parafusos quadrados ou sextavados. Apresenta uma ou duas bocas com medidas em milímetros ou polegadas (Figura 10):
b) Chave estrela:possuiamesmaindicaçãoqueachavefixa,diferenciando-seapenasporproporcionarmaissegurançapelofatodeserfechada.Afigura11ilustra uma chave estrela.
Figura 11 - Chave estrela
Fonte: A autora.
c) Chave combinada: combina os dois tipos de chave citados anteriormente, o que a torna prática, pois facilita o trabalho, dispensando a troca de ferramenta (figura12):

66
Projeto de manutenção industrial
Figura 12 - Chave combinada
Fonte: A autora.
d) Chaves de bater:podemserfixaouestrelaesão indicadasparatrabalhospesados por contar com um reforço em suas extremidades que permite receber impactos de martelos e marretas (Figura 13).
Figura 13 - Chaves de bater
Fonte: Weber e colaboradores (2010).
e) Chaves soquete: tornam-se práticas, pois alcançam lugares que outras não alcançamdadaasuaversatilidade.Ossoquetesapresentamperfilsextavadoou estriado e têm ampla capacidade de adaptação aos acessórios (Figura 14). Soquetes comuns não devem ser utilizados em equipamentos elétricos oupneumáticospornãooferecerresistênciasuficienteaaltasvelocidadeseesforços provocados pelos equipamentos de rotação.
Figura 14 - Chaves de soquete
Fonte: A autora.

67
Análise de Falhas em Máquinas e uso de Ferramentas Capítulo 3
f) Chave de Allen: utilizada em parafusos sextavados internos. O tipo mais comum apresenta corpo em forma de L, fato este que torna possível o efeito de alavanca durante sua utilização, (Figura 15). Deve-se atentar para que o sextavadointernodoparafusonãoapresentetintaousujeira,afimdeevitarorisco de acidente durante a utilização da chave.
Figura 15 - Chave de Allen
Fonte: A autora.
g) Chave de fenda Phillips: apresenta extremidade no formato de cruz, ideal para a utilização em parafusos Phillips (Figura 16):
Figura 16 - Chave de fenda Phillips
Fonte: A autora.
h) Chave de fenda com sextavado: indicada para parafusos grandes quando se exige bastante força. Possibilita o aumento do torque com a utilização de umachavedebocafixa,podetambémapresentarfendacruzada.
i) Chave para canos e tubos: a chave para canos, também conhecida como chave grifo e chave Stillson, é utilizada em instalações hidráulicas. É prática e de fácil manuseio pelo fato de ser regulável (Figura 17). A chave para tubos, também chamada “Heavy-Duty”, é semelhante à chave para canos, porémmais pesada e indicada para serviços pesados.
Figura 17 - Chave para canos e tubos
Fonte: A autora.

68
Projeto de manutenção industrial
j) Chave de boca ajustável: amplamente utilizada na mecânica, em trabalhos domésticoseserviçoscomomontagemdetorresepostesdeeletrificaçãoporpossuir aplicação universal (Figura 18). Não deve receber marteladas, nem prolongadornocabocomafinalidadedeaumentodetorque.
Figura 18 - Chave de boca ajustável
Fonte: Weber e colaboradores (2010).
Estes são apenas alguns exemplos de ferramentas utilizadas nos serviços de manutenção mecânica, existindo, também, outras famílias de ferramentas utilizadas, como os alicates, etc. No entanto, não faz parte dos nossos objetivos detalhá-las, bastando apenas os exemplos apresentados para ilustrar a variedade e aplicação.
MedindoApertodeParafusosePorcas
A ferramenta indicada para a mensuração do aperto de um parafuso ou porca é o torquímetro, pois sua utilização previne contra a formação de deformações das peças em serviço causadas por formação de tensões. Para seu uso é importante verificarseotorqueédadoemparafusosecooulubrificado,poisalubrificaçãodámaisprecisãoàmedição.Apesardegrande,otorquímetropossuicomponentessensíveis e se deve evitar a ocorrência de choques violentos durante sua utilização.
Weber e colaboradores (2010) lembram, ainda, que as ferramentas não devem ter suas características iniciais alteradas pelo aquecimento, uso de limas ou esmeril, devendo haver o projeto de novas ferramentas se as necessidades não podem ser supridas com as já existentes no mercado.
Atividade de Estudos:
1) Elabore um quadro relacionando os componentes e os cuidados quedevemexistirafimdeevitaraocorrênciadefalhas.

69
Análise de Falhas em Máquinas e uso de Ferramentas Capítulo 3
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
2) Relacione 3 ferramentas utilizadas na manutenção e qual sua aplicação.
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
AlgumasConsideraçõesApartirdestecapítulo,verificamosqueosdanospodemsercausadospor
erro de projeto, utilização inadequada dos equipamentos, falta de manutenção, instalação inapropriada ou falhas de fabricação. Também percebemos que deve haveranáliseminuciosadascausasquelevaramàocorrênciadodanoparaqueseja possível a adoção de ações preventivas em relação a novas ocorrências de danos semelhantes.
A análise deve ser realizada com comprometimento do examinador, de formaaestabelecerumdiagnósticocorretoeprecisoquepossaficarregistradodocumentalmente, embasando futuras análises e decisões gerenciais.
Para tanto, estudamos alguns métodos de análise, como o FMEA, o FTA e caberáaogerenteaescolhaadequadaànecessidadedaplanta.
Além dos métodos de análises, relembramos algumas das ferramentas normalmente utilizadas na manutenção de mecanismos, bem como alguns cuidados com componentes de equipamentos, de forma que, compreendendo

70
Projeto de manutenção industrial
como se processa a manutenção e que materiais temos disponíveis, possamos estabelecer um adequado planejamento da manutenção.
No próximo capítulo buscaremos entender quais as metas fundamentais para o MPT, conhecendo os custos envolvidos e os pontos principais de desempenho dos equipamentos industriais.
Vamos lá?
ReferênciasGUERRERO,V.;ROZENFELD,H.FTA – Fault Tree Analysis. 1999. Disponível em: <http://www.numa.org.br/conhecimentos/conhecimentos_port/pag_conhec/FTA.htm#Conceitos Básicos>. Acesso em: 22 abr. 2010.
HELMAN,H.;ANDREY,P.R.P.Análise de falhas: aplica¬ção dos métodos FMEAeFTA.BeloHorizonte:FundaçãoChristianoOttoni,1995.
LOTURCO, B. Concepção de rotinas de manutenção industrial exige atenção a peculiaridades da planta, além de conhecimento da atividade produtiva para definiçãodeprioridades.Revista eletrônica Téchne. abr. 2010. Disponível em <http://www.revistatechne.com.br/engenharia-civil/145/artigo131693-1.asp>. Acesso em: 22 abr. 2010.
SANTOS, V. A. Manual Prático de Manutenção Industrial. São Paulo: Icone. 1999.
SILVA, C. E. S.; TIN, J. V.; OLIVEIRA, V. C. Uma Análise da Disseminação do FMEA nas Normas de: Sistema de Gestão pela Qualidade (ISO9000 e QS9000), Sistema de Gestão Ambiental (ISO14000) e Sistema de Gestão da Segurança e Saúde do Trabalho (BS8800 - futura ISO18000). ENEGEP, Gramado, 1997. Disponível em <http://www.iem.unifei.edu.br/sanches/Pesquisa/Artigos%20publicados/a8.PDF>. Acesso em: 22 abr. 2010.

CAPÍTULO 4
MetasdaMPT/TPM
A partir da perspectiva do saber fazer, neste capítulo você terá os seguintes objetivos de aprendizagem:
9 IdentificarquaisasmetasdoMPT.
9 Compreender os pontos principais de desempenho dos equipamentos industriais.
9 Adquirir conhecimentos que possibilitem iniciar a elaboração de um plano de MPT básico.
9 Diferenciarostiposdeperdasexistentes,bemcomosuainfluêncianocustototal de produção.

72
Projeto de manutenção industrial

73
Metas da MPT/TPMCapítulo 4
ContextualizaçãoNo início de nosso estudo, buscamos compreender a evolução histórica
da manutenção industrial, partindo, então, para os conceitos básicos, incluindo os tipos de manutenção existentes, além das características e benefícios que a implantação de um programa de MPT pode trazer para as organizações.
Você já teve a oportunidade de conhecer a linha de produção de alguma indústria? Observou como é grande a utilização de equipamentos e que cada etapa do processo produtivo está interligada com outra? Então, agora imagine a complexidade da manutenção para garantir a continuidade da produção.
Devido a essa situação, o desenvolvimento de Programas de MPT tem alcançado cada vez mais reconhecimento no contexto industrial, visto que tem comofocos:agarantiadofuncionamentodosistemaprodutivodeformaconfiável,programandoasparadasnecessárias,eoresultadofinanceirodaempresa,pormeio da obtenção do menor custo de produção com maior produtividade.
Considerando como foco principal da MPT os custos, devemos ter claros quais os tipos de perdas existentes num processo, a fim de podermos definirqual o escopo do planejamento de manutenção será o ideal para obter melhores resultados. Em sua maioria, as perdas se dão por paradas que podem ser por diversos motivos a serem detalhados no desenvolvimento do nosso estudo neste capítulo.
Para tanto, devemos compreender que há necessidade de adequada relação entre todos os envolvidos, desde o nível operacional até a diretoria, de forma a realizar o controle e monitoramento dos sistemas, possibilitando a programação da atuação da equipe de manutenção, já que esta deverá ter disponíveis todos os materiais e equipamentos necessários para a intervenção.
Dessa forma, caro(a) acadêmico(a), dando continuidade ao nosso estudo sobre a manutenção industrial, neste capítulo começaremos a aprofundar-nos um pouco mais na MPT, de forma a possibilitar-nos o entendimento para iniciar um planejamento básico de manutenção. Para compreendermos as metas da MPT, precisamos conhecer o que é a capacidade do equipamento, os tipos de perdas existentes na produção, os custos inerentes e o que envolve o desempenho global doequipamento.Vamoslá?!

74
Projeto de manutenção industrial
CapacidadedoEquipamentoComojávimosnosegundocapítulo,aMPTbuscaaeficáciadaorganização
pormeiodaqualificaçãodepessoalemelhoramentosnosequipamentos,alémde tornar aptas pessoas e organizações para processos produtivos altamente automatizados. Ou seja, dentre os segmentos básicos da MPT, a garantia da eficiênciada instalação,deummodogeral, consistenomais importante,comocomentamMirshawka e Olmedo (1994, p. 40): “garantir a eficiência global dainstalaçãosignifica,nofundo,queamesmairáoperardentrodasespecificaçõesdo projeto durante toda a sua vida”.
Podemos, então, dizer que a produtividade está diretamente ligada à capacidade da instalação, pois, com os equipamentos em perfeitacapacidade de operação, a tendência é a redução dos insumos e maior, oumelhor, produção, colaborando para a saúde financeira daorganização, o que deve ser o objetivo geral de todos os envolvidos.
Contudo, nem sempre é possível alcançarmos a plena capacidade de funcionamento dos equipamentos da planta. Vejamos quais os seis principais motivos,segundoMirshawkaeOlmedo(1994),quelevamàutilizaçãoineficientedos equipamentos.
PerdasporQuebrasAs perdas por quebras podem ser por perda total ou parcial da capacidade:
noprimeirocaso,aconteceaparadadoequipamento,oquelevaàimediataaçãodaequipedemanutenção.Noentanto,nosegundocaso,devidoàcontinuidadedo equipamento em operação, este tende a apresentar menor desempenho e produtividade, maior consumo de energia, comprometendo os custos da operação. Se não houver adequado controle e monitoramento do equipamento, estasituaçãonãoseráidentificada,podendoafetaraproduçãoporlongotempo,até que aconteça a parada total do equipamento.
Portanto, na ausência desse controle, corre-se o risco de aceitar o desempenho reduzido, encarando-o como normal até o ponto em que se opte pela aquisiçãodeequipamentonovoqueatendaànecessidadeprodutiva.Nestecaso,então, o “problema começa a se tornar muito grave, pois a gerência passa a se concentraremmetasdecurtoprazo,enãonasdelongoprazo.”(MIRSHAWKA;OLMEDO, 1994, p. 43). Quando houver a comparação entre os lucros no curto prazo e a lucratividade no longo prazo, será possível perceber que a manutenção
A produtividade está diretamente
ligada à capacidade da instalação.

75
Metas da MPT/TPMCapítulo 4
da capacidade operacional do equipamento é fundamental para a garantia da lucratividade.
Esta situação torna evidente a função dos programas de manutenção preventiva e preditiva, pois realizam o monitoramento dos desgastes dos equipamentos, possibilitando a identificação dasquebras parciais e seu reparo no tempo adequado, de forma a afetar o mínimo possível a produtividade.
O conceito de zero-quebras (você já estudou esse conceito no segundo capítulo) inclui tanto a perda da capacidade total como a parcial e deverá apresentar comprometimento com os seguintes procedimentos, apresentados por Mirshawka e Olmedo (1994). Acompanhe!!!
a) Manter a condição básica do equipamento
Quando não se dá a devida importância para funções importantes, como limpeza, lubrificação, ajustamento e apertos, atuando somente quando há aparada total do equipamento, elevam-se os riscos de parada total causada pelo desgaste provocado pela ausência da manutenção. Como já vimos no capítulo 2, nos programas de MPT, muitas dessas funções são realizadas pelos próprios operadores, ficandoparaaequipedemanutençãoaexecuçãode tarefasmaiscomplexas.
Para tanto, a documentação da programação da manutenção é fundamental
para orientar o responsável pela execução do serviço, indicando tipo e quantidades a serem aplicadas nos equipamentos. Só assim estas medidas poderão apresentar resultados satisfatórios.
b) Manter os padrões operacionais que foram projetados
Manter o nível operacional fora do que foi projetado para o equipamento compromete seriamente os resultados esperados, pois operar com uma capacidade inferior à projetada é sinônimo de desperdício de ativo para aorganização,podendo levaràaquisiçãodesnecessáriadenovosequipamentose a ocupar espaços físicos que poderiam ser utilizados para outra atividade. No entanto, ao se operar acima da capacidade projetada, tende a haver maior desgaste do equipamento, encurtando sua vida útil.
Portanto,comadocumentaçãodadefiniçãodepadrõesdeoperação,torna-se mais fácil para a equipe de manutenção e operadores realizar o monitoramento
Quando houver a comparação entre os lucros
no curto prazo e a lucratividade no longo prazo, será possível perceber que a manutenção
da capacidade operacional do equipamento é
fundamental para a garantia da lucratividade.

76
Projeto de manutenção industrial
dos equipamentos, lembrando que estes padrões devem incluir itens como temperatura, umidade e contaminação. Dessa forma, com a manutenção dos padrões projetados teremos boa parte da garantia da capacidade do equipamento.
c) Recuperar o desgaste normal do equipamento
O estabelecimento de padrões de controle, conforme descrito anteriormente, é o início do processo de recuperação do equipamento. Cálculos, como o tempo médio para reparo (TMPR) e o tempo médio entre as falhas (TMEF), servem como indicadoresparafacilitaraidentificaçãodosintervalosparaasaçõesdereparo,possibilitando a programação da parada da produção para a ação de manutenção, bem como a adequação dos estoques, de forma a fornecer peças adequadas ao tipo do equipamento, garantindo seu funcionamento.
d) Utilizar a Engenharia da Confiabilidade (EC)
Utilizada para corrigir problemas crônicos nos equipamentos, identificadosapósaanálisedasquebrasocorridas,osquaisnãosãopassíveis de correção pela manutenção comum ou pelos procedimentos normais dos operadores e que têm grande potencial de impactar a capacidade do equipamento.
As técnicas amplamente utilizadas pela Engenharia da Confiabilidadeéaresistênciaaodesgasteeàcorrosão,alémdeatuarcommudançasnosmateriais,afimdereduziratensãoeodesgastedestes. Se associada a outras técnicas de garantia da capacidade, tende a alcançar a disponibilidade ideal.
e) Eliminar o erro humano
O erro humano pode estar presente tanto na área da manutenção, por erros de reparo ou sua ausência, como na operação por sobrecarga ou subutilização, e tende a influenciar fortemente a capacidadedo equipamento. Os erros decorrentes da manutenção podem ser corrigidos melhorando as condições para a realização do trabalho ou nos equipamentos utilizados para o serviço. No aspecto operacional, treinamentos efetivos são indicados e também se pode adotar dispositivos a serem colocados nos equipamentos que impeçam a ocorrência de enganos do operador. No contexto atual em que os equipamentos estão cada vez mais automatizados, exige-se melhor preparo e especialização do pessoal da manutenção ao ponto de serviços simples,
Utilizada para corrigir problemas
crônicos nos equipamentos,
identificados após a análise das quebras ocorridas, os quais não são passíveis de correção pela
manutenção comum ou pelos procedimentos normais dos operadores e
que têm grande potencial de impactar a
capacidade do equipamento.
Os erros decorrentes da
manutenção podem ser corrigidos
melhorando as condições para a realização do trabalho ou nos equipamentos
utilizados para o serviço.

77
Metas da MPT/TPMCapítulo 4
comolubrificaçãoelimpeza,nãopassaremdebanalidades,oquevemreforçaraindicação de que estes serviços sejam realizados pelos operadores.
f) Perdas devido aos ajustes e ao tempo de preparação
Este tipo de perda ocorre quando um mesmo equipamento é utilizado para a fabricação de produtos distintos, o que pode atingir tempo considerável, de acordo com a complexidade dos produtos, e comprometer a lucratividade da organização. Técnicas como o JIT (Just in time) visam a auxiliar esse processo através de uma precisa programação de fornecimento de insumos e distribuição da produção capazes de manter reduzidos os níveis de estoque de produtos acabados e em processo.
No entanto, para se iniciar um programa de redução de tempo de preparação, deve-se verificar se está tudo em ordem. SegundoMirshawka e Olmedo (1994), isso pode ser feito a partir de três momentos, quando podem ser inseridas melhorias nos ajustes e preparação dos equipamentos. Veja:
– Preparação externa: pode ser realizada com o equipamento em funcionamento, pois as montagens e ajustes são realizados antes da instalação do equipamento, envolvendo todas as ferramentas requeridas para a instalação, tais como instrumentos de medição. Deve haver o registro de todos os acertos da preparação, em todas as suas etapas, o que possibilitará que todo o material esteja no devido local antes da instalação.
– Preparação interna: realizada no equipamento, portanto, este não deve estar em operação, já que são efetuadas as trocas de componentes. Quanto mais rápida for essa etapa, mais rapidamente o equipamento voltará a operar, reduzindo o tempo de parada. Dessa forma, observamos também a importância da preparação externa. Para tanto, é necessário o adequado número de funcionários para a realização dessa etapa. Não esquecendo ainda o equipamento, que deve ser adequadamente posicionado de forma a possibilitar o correto e ágil processo de remoção e substituição sem que haja o comprometimento da qualidade.
– Ajustes:realizadosparaqueoprodutoatendaasespecificaçõesda qualidade após o equipamento passar por diversas mudanças, contudo, podem despender muito tempo dependendo da
Técnicas como o JIT (Just in time) visam a auxiliar esse
processo através de uma precisa programação
de fornecimento de insumos e distribuição da
produção capazes de manter
reduzidos os níveis de estoque de
produtos acabados e em processo.
Realizada no equipamento
quanto mais rápida for essa etapa,
mais rapidamente o equipamento
voltará a operar, reduzindo o tempo
de parada.
Realizados para que o produto
atenda as especificações da
qualidade após o equipamento
passar por diversas mudanças,
contudo, podem despender muito
tempo dependendo da habilidade do operador que os
realize.

78
Projeto de manutenção industrial
habilidade do operador que os realize. Por isso, busca-se uma forma de eliminação da necessidade de ajustes, pois se todos os fatores durante as fases de preparação externa e interna estiverem adequados, pode-se estudar a possibilidade de dispensar os ajustes. Para tanto, criou-se um roteiro para auxiliar a avaliação da necessidade de ajustes. Este se inicia com o entendimento da razão do ajuste para, então: desenvolver estudo sobreele,detalhandoarazãodesuanecessidade;buscara identificaçãode suas causas; procurar meios de eliminá-lo. Mirshawka e Olmedo (1994) recomendam a utilização da técnica PDCA (Plan, Do, Check e Action) como formadeacompanharoprocesso,jáquenaetapadeverificação(check) o controle estatístico do processo pode auxiliar.
g) Pequenas paradas e trabalho lento ou em vazio
Durante muito tempo as pequenas paradas, que compreendem alguns minutos, foram consideradas comonormais, às vezes atémesmo ignoradas, noentanto,influenciamsignificativamentenodesempenhoglobaldoequipamento.As
causas principais dessa situação consistem em sobrecarga, inadequação no funcionamento do equipamento ou funcionamento incorreto. O atraso em uma etapa inicial numa linha de produção acarretará no atraso de todo o processo, tornando-se ainda mais grave em se tratando de linha de produção com sistema Just in time. No entanto, frequentemente esse tipo de parada é pouco relatada, residindo nesse ponto uma possibilidade demelhoria doprocesso, pois ao se identificar o problemaépossívelrealizar a análise da causa. “Problemas simples que são negligenciados ou aos quais não se dá a devida atenção podem se transformar em problemasmuitosérios”(MIRSHAWKA;OLMEDO,1994,p.57).
Mais uma vez, podemos observar que o bom relacionamento entre as equipes de operação e manutenção só tem a contribuir para o desempenho global daindústria, jáqueafalhaénormalmenteidentificadapelooperadorecabeaomantenedor dar a devida importância e tratativa ao relatado.
h) Perdas devido à capacidade reduzida
Capacidade reduzida consiste na diferença entre a capacidade plena do equipamento e a capacidade em que opera. Aqui merecem atenção os fatores velocidade e volume de produção, como descrevem Mirshawka e Olmedo (1994).
Muitas vezes, a capacidade plena do equipamento é desconhecida, principalmente quando se trata de equipamentos mais antigos. Assim,
Problemas simples que são negligenciados
ou aos quais não se dá a devida atenção podem
se transformar em problemas muito
sérios
Capacidade reduzida consiste na diferença entre
a capacidade plena do equipamento e a capacidade em que
opera.

79
Metas da MPT/TPMCapítulo 4
sem conhecer a real capacidade, opera-se num volume inferior, considerado como normal.Noentanto,aoseidentificarqualacapacidadenominaldoequipamento,é possível estabelecer um plano de ação para correção dos problemas ou defeitos que estejam impedindo atingir a capacidade total.
Paratanto,evidencia-seanecessidadedeadequadaqualificaçãodopessoal,a fimde identificar e poder atuar nessas situações.Dessa forma, constatamosnovamente a importância da MPT no que tange ao envolvimento de todas as pessoasligadasàproduçãoeàtransformaçãodaculturaorganizacional.
Portanto, para se evitar perda pela redução da capacidade não devemos aceitar nada que não seja a capacidade nominal do equipamento utilizado.
i) Problemas de qualidade – ocasionais e comuns
Mirshawka e Olmedo (1994) dividem os problemas de manutenção em duas categorias: ocasionais ou especiais e habituais ou comuns.
Os ocasionais ou especiais são causados por algum problema repentino que afete o funcionamento normal. Os habituais ou comuns resultam do desgaste natural do equipamento que passaram a ser aceitos como normais e que não receberam o devido tratamento. São as conhecidas “gambiarras” que funcionam como um paliativo no momento em que surgem os problemas, mas nunca recebem a devida atenção e manutenção, podendo, inclusive, afetar outros sistemas do equipamento, comprometendo seriamente a qualidade da produção.
Portanto, em nenhuma condição deve haver o negligenciamento desses tipos de defeito, pois podem comprometer gravemente os custos operacionais e a lucratividade da organização.
j) Perdas devido a reinício e na partida
Ocorrem quando há a necessidade de interrupção do processo e este precisa ser reiniciado. Podem ser extremamente significativasconforme as características do equipamento que se está utilizando, pois em algumas situações o equipamento pode levar horas para retornar a sua capacidade total. Como exemplo disso, podemos citar paradas por falhas ou mesmo falta de energia.
Não podemos deixar de lado a importância do fator humano para o gerenciamento das paradas. Poderemos observar essa situação na atividade a seguir:
Os ocasionais ou especiais são
causados por algum problema
repentino que afete o funcionamento
normal. Os habituais ou
comuns resultam do desgaste natural
do equipamento que passaram a ser aceitos como
normais e que não receberam o devido
tratamento.
Ocorrem quando há a necessidade
de interrupção do processo e
este precisa ser reiniciado. Como exemplo disso, podemos citar
paradas por falhas ou mesmo falta de
energia.

80
Projeto de manutenção industrial
Atividade de Estudos:
No artigo “Pessoas fazem a diferença” são apresentados alguns exemplos de sucesso na realização da manutenção programada, ressaltando a importância do fator humano:
Já que a manutenção é feita por seres humanos, o sistema informatizado e a sistemática de planejamento podem ser excelentes, masosegredoparasuaeficáciaestánasuaformaçãoegestãodofator humano.
A Associação Brasileira de Manutenção – Abraman reconhece: muitagente ligadaàsatividadesdemanutençãoprecisa sermelhorqualificada.Asaídaéfirmarparceriasentreasinstituiçõesdeensinoeas empresas. A Braskem, por exemplo, possui o programa Braskem+ Parceiros, conduzido de forma integrada com as empresas parceiras visando ao alinhamento de objetivos e à melhoria do desempenhonos aspectos de saúde, segurança e meio ambiente, qualidade e produtividade. “A empresa possui parceria com o SESI para melhoria da escolaridade de pessoal terceirizado, e com SENAI para qualificaçãodepessoal,alémdemetasdeescolarização,qualificaçãoecertificaçãocomosparceirosaté2009”,contaLuisMario.
O engenheiro ressalta que as paradas de manutenção na Braskem são gerenciadas através de três vertentes: modelo de gestão, pessoas e tecnologia. “Omodelo de gestão diz respeito àsistemática e os procedimentos utilizados nas diversas fases de uma parada,desdeadefiniçãodoescopoatéaavaliaçãodoevento,apósa sua realização”.
Para definição do escopo é utilizada metodologia específica,baseada em análise de risco, de forma a garantir que todos os serviços necessários sejam incluídos e evitar a realização de serviços desnecessários ou que possam ser efetuados com a planta emoperação. “A avaliaçãode risco na definição doescopoproporcionou, em alguns casos, redução de mais de 20% do número de atividades previstas”.
A utilização de padrões técnicos e gerenciais é essencial na Braskem. São 22 procedimentos gerenciais e centenas de procedimentos técnicos. Carlos Macedo destaca que a Braskem vem se preparando para ser uma referência internacional em paradas

81
Metas da MPT/TPMCapítulo 4
programadas em 2008. “Estamos evoluindo de forma consistente. Em2006atingimosamarcade2milhõesdeH/Htrabalhadossemacidentes com afastamento e sem afastamento”.
A empresa tem focado na implantação de melhores práticas, inovações tecnológicas e parcerias com empresas nacionais e internacionais. Como recompensa, tem incorporado metodologias para liberação das plantas com menor impacto ambiental, menor prazo e melhor condição de limpeza dos equipamentos. A implantação de novas tecnologias também impacta diretamente na redução dos prazos e custos das paradas em função do aumento da produtividade dos serviços.
A Copesul também colhe os frutos da opção. Um ano e meio após a parada na planta 2, a operação apresenta excelente performance, com recordes de produção de eteno e sem registro de despressurização. “É o resultado do que planejamos antes – e se planejarmos mal o escopo, e não tivemos uma boa estratégia de contrataçãode recursos,vamoscolherummal resultado”,finalizaJader.
Fonte:PASSUS,C.RHPositivo.Revista Petro & Química. Ed. 295, 2007. Disponível em: <http://www.petroequimica.com.br/
edicoes/ed_295/295_m3.html>. Acesso em: 30 abr. 2010.
1) Tomando por base o artigo de Passus, relacione quais fatores devem ser considerados na fase de planejamento da MPT e como eles podem afetar os resultados da organização.
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________

82
Projeto de manutenção industrial
Observe, caro(a) acadêmico(a), conforme estudamos até o momento, que as paradas contribuem fortemente para a elevação dos custos, no entanto, mesmo após o retorno ao funcionamento adequado podem existir custos oriundos da parada. Vejamos:
CustosImportantesAlém dos custos causados pelas paradas relacionadas e descritas
anteriormente, podem ser incluídos nos custos a perda com a mão de obra, energia e horas extras para recuperar o que foi perdido com as paradas. Mirshawka e Olmedo (1994) ressaltam também que os todos esses custos combinados podem chegar a 50% do custo total da produção.
MediçãodoDesempenhoGlobaldoEquipamento
A mensuração do desempenho do equipamento vai além dos cálculos para a disponibilidade deste. Devem ser considerados todos os itens relacionados ao desempenho do equipamento, incluindo a disponibilidade, taxa de desempenho e taxa de qualidade, ou seja, envolvertodosossetoresrelacionadosàeficiênciaglobaldaprodução.(MIRSHAWKA;OLMEDO,1994).
A disponibilidade desejada compreende o tempo em que o equipamento estará em produção, reduzindo as paradas planejadas. O tempo de parada compreende o tempo dispensado para os reparos, devido a isso, também é chamado de tempo de quebra.
A taxa de desempenho relaciona o tempo necessário para completar um ciclo de produção e o tempo operacional, ou seja, o total de funcionamento.
A taxa de qualidade relaciona o total de insumos que deram entrada na produção, reduzindo a quantidade de material defeituoso com a quantidade total produzida. Os defeituosos, no entendimento da qualidade, são os produtos com resultados abaixo do padrão estabelecido ao término do ciclo produtivo.
Mirshawka e Olmedo (1994) apresentam também um comparativo com as metas estabelecidas pelas empresas japonesas para competir pelo Prêmio NacionalTPM,queficaemtornode99,9%noíndicedeeficiênciaglobal,enquanto
Devem ser considerados todos os itens
relacionados ao desempenho do equipamento,
incluindo a disponibilidade,
taxa de desempenho e
taxa de qualidade, ou seja, envolver todos os setores relacionados à
eficiência global da produção.

83
Metas da MPT/TPMCapítulo 4
o Brasil apresenta índices próximos aos 40%, não sendo considerados “ruins” se comparados aos Estados Unidos que apresentam índices em torno dos 50%.
Este cenário demonstra o quanto o campo manutenção no Brasil é carente e oferece espaço para ser desenvolvido por meio de adequado planejamento de MPT e preparo dos envolvidos.
Atividade de Estudos:
1)Oquesignifica“garantiracapacidadedoequipamento”? ____________________________________________________
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
2) De que forma a MPT busca garantir a capacidade do equipamento? ____________________________________________________
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
3) De que forma as paradas podem comprometer os resultados da empresa?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
4) Quais são os tipos de paradas existentes? ____________________________________________________
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________

84
Projeto de manutenção industrial
AlgumasConsideraçõesAo encerrar este capítulo, podemos observar e compreender como pequenas
paradas podem comprometer seriamente os resultados da organização com a elevaçãodoscustos totais.Dessa forma,ficouevidentequequalquersituação,por menor que pareça, nunca deve ser negligenciada.
Ao se elaborar um planejamento de manutenção, devemos conhecer a planta em que estamos atuando, para tanto, é importante a análise do seu histórico de forma a possibilitar a previsão e programação das paradas, buscando garantir o maior tempo de disponibilidade do equipamento de maneira segura e atendendo o desempenho desejado.
Atenção especial deve ser dispensada aos equipamentos que estão operando abaixo de sua capacidade nominal, pois isso levará ao desperdício de ativo investido naplanta,àaquisiçãodenovosequipamentoseàocupaçãodenovoslocaisparao desenvolvimento da produção necessária. Portanto, qualquer desempenho fora do definido como a capacidade operacional não deve ser aceito como normal,desenvolvendo-se imediatamente ações para a correção desta situação.
A mensuração do desempenho global do equipamento é capaz de orientar o planejamento pelo fato de diagnosticar qual o desempenho atual, comparando-o com o desejado ou projetado, possibilitando identificar pontos passíveis deintervenção,afimdebuscarocrescimentodoíndiceencontrado.
Dessa forma, seguimos para o próximo capítulo no qual buscaremos a compreensão para o desenvolvimento de um plano básico de MPT e a sua implantação.
ReferênciasMIRSHAWKA,Victor,OLMEDO,NapoleãoL.TPM à moda brasileira. São Paulo: Makron Books, 1994.

CAPÍTULO 5
PlanoBásicoparaaImplementaçãodaMPT/TPM
A partir da perspectiva do saber fazer, neste capítulo você terá os seguintes objetivos de aprendizagem:
9 IdentificarosrequisitosbásicosparaaimplementaçãodeumplanomestredeMPT/TPM.
9 Contextualizar estes requisitos básicos na forma de procedimentos de manutenção.
9 Descrever as exigências e metas do processo de implementação dos programas de MPT.

86
Projeto de manutenção industrial

87
Plano Básico para a Implementação da MPT/TPMCapítulo 5
ContextualizaçãoEmpresas de destaque em âmbito mundial buscam inovações e o
pioneirismo na utilização de tecnologia em seu processo produtivo. Além disso, almejamemseussetoresdemanutençãoresultadospositivos,afimdegarantirmelhor qualidade e produtividade, fazendo com que a manutenção componha o planejamento estratégico da organização.
Como vimos no capítulo anterior, os custos com as paradas podem ser muito elevados, caso não haja um adequado gerenciamento dos fatores envolvidos. Nesse contexto, o foco principal da MPT é a redução de custos e melhores resultados, por meio da garantia da maior disponibilidade possível dos equipamentos e instalações com a adoção de atividades que visem à melhoria do rendimento global. Paratanto, deve haver o adequado gerenciamento dos elementos da fábrica: pessoal, máquinas e materiais, associando-os a um valor monetário.
No entanto, a efetiva implementação de um plano de manutenção depende que a alta direção “compre a ideia”, pois é daí que se disseminarão os conhecimentosparaosdemaissetoreseosrecursosparaqueoplanonãofiqueapenas no papel. Dessa forma, como veremos no desenvolvimento deste capítulo, as metas do planejamento devem estar claras e precisas de forma a possibilitar a compreensão dos resultados potenciais para a organização, atendendo corretamenteàsreaisnecessidadesdaplanta.
Desse modo, neste capítulo abordaremos o processo de desenvolvimento e implementação de um planejamento básico de manutenção industrial, compreendendoosdiversosfatoresdosquaisdependerãosuaeficácia.
PlanoBásicoparaaImplementaçãodaMPT/TPM
A definição e o desenvolvimento de um plano de manutençãoprodutiva dependem diretamente da alta direção da organização, pois éestaque vai decidir que rumosaempresa vai tomardefinindo suasprioridades e atividades. Portanto, deve-se compreender até que ponto existe o devido reconhecimento da alta e média gerência para se obter sucesso na implementação de um plano de manutenção.
Com os conhecimentos obtidos desde o início de nosso estudo, já podemos começar a pensar no desenvolvimento do planejamento. Tomando por base o
Alta direção da organização vai
decidir que rumos a empresa vai
tomar definindo suas prioridades e
atividades.

88
Projeto de manutenção industrial
modelo adaptado proposto por Wyrebski (1997), chegamos a uma proposta para o desenvolvimento de um plano básico de MPT, o qual será a base para o plano mestre de manutenção e sua implementação.
Quadro 3 - Plano Básico MPT
Fases AtividadePreparação - Definição do equipamento Piloto
Introdução - Apresentação do PAG – Plano de Ação Gerencial
Implementação
- Identificação de gargalos- Elaboração do plano de manutenção autônoma- Aplicação de medições mensais- Realização de avaliações dos resultados
Consolidação- Avaliação e melhorias- Realizar correções- Padronização da MPT
Fonte: A autora.
Agora que já conhecemos um pouco do planejamento básico da manutenção, que tal tentar aplicar este conhecimento na empresa onde trabalha?
Atividade de Estudos:
1) Tomando por base o quadro apresentado, tente criar um plano básico de MPT para a empresa em que trabalha. Lembre-se de considerar cada fase e definir as atividades que poderão seraplicadas.
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
A partir desse momento, vamos nos aprofundar nos aspectos fundamentais para a MPT, compreender maneiras de melhorar o rendimento global da planta,

89
Plano Básico para a Implementação da MPT/TPMCapítulo 5
relacionar a manutenção com as atividades da produção, buscando entender quais as metas do processo da implantação da manutenção e de que forma a empresa deve atuar.
a) Exigências para a MPT
As atividades que envolvem um programa de MPT vão além da manutenção preventiva apenas. Baseiam-se, também, na “aplicabilidade econômica e vitalícia do equipamento, matrizes e gabaritos que desempenham os papéis mais importantes na produção” (TAKAHASHI;OSADA,1993,p.21).Ouseja,essasatividadesprecisamser economicamente viáveis por toda a vida útil do equipamento, atendendo aos objetivos determinados para a produção.
Sem deixar de promover e manter a habilidade dos engenheiros paraodesenvolvimentode inovações técnicas,aliadoàpossibilidadede que os operários possam adquirir conhecimentos que possibilitem a realização das atividades básicas de manutenção e operação e, ainda, considerando, em termos de custos, a importância de que o investimento da planta seja o mais eficiente possível, chegamos àsexigências para a MPT relacionadas por Takahashi e Osada (1993):
• Desenvolver máquinas e equipamentos com o máximo de rendimento global possível;
• DefinirumplanodeMPTqueviseaotempointegraldevidadoequipamento;
• Manteraçõesdeestímuloàmotivaçãodosenvolvidos,pormeiodeatividadesde grupos menores e independentes;
• Considerar o planejamento, a utilização e a manutenção do equipamento;
• Estimular e contar com a participação de todos os funcionários nos diversos níveis hierárquicos.
Tendoclarasestasexigências,ficamaisfácilidentificarmososaspectosquedevemserprevistosparaadefiniçãodasatividadesdemelhoriadorendimentoglobal do equipamento, como veremos a seguir.
b) Atividades de Melhoria do Rendimento Global
A melhoria do rendimento global se trata da questão de aumentar a margem de lucros resultantes do equipamento comparado ao seu
Atividades que envolvem um programa de
MPT baseiam-se, também, na “aplicabilidade
econômica e vitalícia do equipamento,
matrizes e gabaritos que desempenham os papéis mais importantes na
produção.
Melhorar seu rendimento global significa aumentar
a margem dos lucros resultantes comparado ao seu
custo global.

90
Projeto de manutenção industrial
custo global. O custo global do equipamento consiste na soma do capital inicial investido mais os custos do ciclo de vida.
Dessa forma,melhorar seu rendimento global significa aumentar amargemdos lucros resultantes comparado ao seu custo global. (TAKAHASHI; OSADA,1993).Noentanto,adefiniçãodoslucrosresultantesconsisteemumproblemaparaamaioriadasorganizações,poisocorremflutuaçõesdenegócio,oquefazcomqueoníveldeoperaçãosealtereduranteociclodevida,dificultandooscálculos.
Contudo, desconsiderando problemas de estimativa, podemos expressar os lucros gerados pelo equipamento relacionando o ganho com as taxas de operação e carga. O ganho compreende a receita gerada pelo produto, reduzindo o custo de materiais e do processamento. Portanto, a escolha inadequada de um equipamento poderálevaràelevaçãodocustodeprodução,comprometendooslucros.
Assim, o princípio a ser seguido é de que o desenvolvimento, seleção, compra, melhoria e utilização de equipamentos, máquinas, diretrizes, acessórios, dispositivos eletrônicos e instrumentos devem ser realizados com muito cuidado e habilidade, conforme apresentam Takahashi e Osada (1993).
O autor relaciona algumas atividades para a melhoria do rendimento global, dentre as quais podemos destacar:
• Produção por unidade de tempo: aumento da velocidade, aumento da produção, redução do tempo do ciclo, redução de refugos.
• Custos de material: melhoria de rendimento, conservação de materiais, conservação de energia, melhoria do padrão da qualidade.
• Custos de produção subcontratada: aumento no número de peças fabricadas internamente,linhadeproduçãoemfluxocontínuo.
• Tempo operacional cumulativo de máquina: aumento do tempo operacional da máquina.
• Custos operacionais de mão de obra: automação da medição e da embalagem, compreensão dos processos produtivos, equipamento de inspeção e dispositivos para prevenção de erros.
• Custos de produção: redução dos custos com energia elétrica, redução dos custoscomcombustíveis,aumentodavidaútildelubrificantes.
• Custos de manutenção: execução da manutenção diária, aumento do nível deconfiabilidadedasmáquinas,melhoriadaprodutividadedasatividadesdemanutenção.

91
Plano Básico para a Implementação da MPT/TPMCapítulo 5
Percebemos, dessa forma, que a MPT se envolve com as atividades de melhoria do rendimento global do equipamento, focando no seu gerenciamento, o qual deverá ser a origem do seu planejamento e que, assim, a manutenção produtiva contribui fortemente para a melhoria dos resultados da fábrica.
c) Relação entre Manutenção e Fábrica
Com o que vimos até aqui, podemos compreender os benefícios trazidos pela manutenção produtiva para a produtividade da fábrica. No entanto, durante a implantação de um programa de manutenção pode ocorrer confusão relacionada às áreas que se sobrepõem, incoerências dosníveis de eficiência e seus resultados marginais, que são resultados da faltade conhecimento ou entendimento, por parte das pessoas de diferentes departamentos na organização, do que consistem os métodos de gerenciamento de elevado nível técnico, tais como: o controle da qualidade, Engenharia Industrial (EI), Controle da Produção (CP), Manutenção Preventiva (MP) e o Controle de Custos (CC), conforme relatam Takahashi e Osada (1993).
Dessa forma, para que um método de gerenciamento se mostre eficaz, deve combinar habilmente os elementos básicos: pessoal,máquinas e materiais, podendo associá-los a um valor monetário. Surge aqui o conceito do gerenciamento dos 5M’s:mão de obra,máquina,material, moeda e método (de gerenciamento). Ainda conforme o autor, os resultados do gerenciamento fabril e que deverão estar diretamente relacionados àsmetas da gerência da empresa podem ser definidoscomo: produção (P), qualidade, (Q), custo (C), entrega (E), segurança (S), atitude mental, moral em relação ao trabalho (M), sendo estes os elementos de entrada. O gerenciamento depende, então, do correto relacionamento dos fatores 5M’s para sua realização, envolvendo arelação entre os métodos de gerenciamento, os elementos de entrada e os elementos de saída (dinheiro – homem, máquina e material – e método), ou seja, para cada fator de saída se utiliza o método de gerenciamento para a análise das relações entre os fatores de entrada (mão de obra, máquina e material) associando-os às atividades eficazes (TAKAHASHI; OSADA,1993),comoapresentaafiguraaseguir:
Para que um método de
gerenciamento se mostre eficaz, deve combinar habilmente os
elementos básicos: pessoal, máquinas
e materiais, podendo associá-
los a um valor monetário.
A MPT se envolve com as atividades
de melhoria do rendimento global do equipamento, focando no seu
gerenciamento, o qual deverá ser a origem do seu planejamento.

92
Projeto de manutenção industrial
Figura 19 - Relações entre vários métodos de gerenciamento de fabrica e as atividades deMP–5ElementosdeGerenciamentodaFabrica(MétododeGerenciamento5M’s.
Fonte: Takahashi e Osada (1993, p. 28)
A manutenção produtiva abrange todos esses aspectos e busca o desenvolvimento das atividades produtivas mais eficazes e aprodutividadeglobal,dandoênfaseàreduçãodoscustosoperacionais,podendo ser aprimorada ao usar corretamente os diversos métodos de gerenciamento. A MPT enfatiza o controle da manutenção desde o início dautilizaçãodosequipamentos,poisissocolaboraráparaaeficiênciaprodutiva, garantindo a qualidade, a produtividade e a redução dos custos.
Para tanto, é necessário que as metas do programa estejam claras, de forma a poder alinhar adequadamente o processo de implementação, como veremos na sequência.
A manutenção produtiva abrange
todos esses aspectos e busca
o desenvolvimento das atividades
produtivas mais eficazes e a
produtividade global, dando
ênfase à redução dos custos
operacionais.

93
Plano Básico para a Implementação da MPT/TPMCapítulo 5
d) Metas e processo de implementação
Nesse momento, partiremos para a compreensão das metas para o processo de implementação da MPT. Veremos alguns cuidados que deveremos ter para essadefinição,jáqueelaprecisaatendersatisfatoriamenteasnecessidadesdaplanta. Para tanto, necessitamos analisar qual a realidade da empresa e em que contextoelaestáinseridapara,então,podermosdefinirametodologiaqueseráutilizada para o estabelecimento das metas.
• Metas
AimplementaçãodeumplanodeMPTdeveseradequadaàscaracterísticasda organização, respeitando a escala de negócios, o tipo de produção, o tamanho daplanta,etc.paraquesuasmetassejamcuidadosamentedefinidasecoerentes com as atividades de produção e para que o planejamento possa realmente ser colocado em prática.
Dessa forma, a chave para a implementação de um plano de MPT é seu correto relacionamento com as atividades desenvolvidas na fábrica e os resultados positivos que atendam aos planos da organização e dos departamentos, como a melhoria da produtividade.
Ou seja, de nada vai adiantar ter um planejamento utópico se essas ações não forem alinhadas com as atividades realizadas na fábrica. Para tanto, faz-se necessária a realização de um estudo preliminar, a fimde identificar as particularidadesexistentes naprodução, comoveremos na sequência.
• Estudo Preliminar
Na fasededefiniçãodasmetas,oplano tenderáao fracassoseas metas forem simplesmente compiladas de manuais sem a devida análise e adequação às características particulares da organização.Ou seja, deve ser considerada a realidade da organização, bem como identificados pontos de melhoria da produtividade, relevantes parao gerenciamento e correto funcionamento da planta como um todo. Assim, cada departamento poderá participar da implementação com maior comprometimento, segundo Takahashi e Osada (1993).
Comumente se relacionam as dificuldades de implementaçãode um plano de MPT com a falta de conhecimento da alta gerência. Pela própria natureza do planejamento, as metas são criadas pelos
A chave para a implementação de um plano de
MPT é seu correto relacionamento
com as atividades desenvolvidas na fábrica e os
resultados positivos que atendam aos planos da
organização e dos departamentos,
como a melhoria da produtividade.
Na fase de definição das
metas deve ser considerada a realidade da
organização, bem como identificados pontos de melhoria da produtividade, relevantes para o gerenciamento
e correto funcionamento da
planta comoum todo.

94
Projeto de manutenção industrial
responsáveis pela implementação para posteriormente serem repassadas para aaltagerênciaenãocriadasporela.Dessaforma,seaaltagerêncianãoficarconvencida dos resultados positivos do plano é sinal de que faltou conhecimento oumesmoconfiançanasmetas.
No entanto, ao acontecer o entendimento por parte dos operários de que a produção só é viabilizada por meio das instalações e equipamentos, aumentará a credibilidade na manutenção produtiva, tornando-se capazes de implementá-la nos diversos ambientes da fábrica. Essa situação exigirá da alta gerência a compreensão dos novos métodos e respostas positivas.
O adequado estudo preliminar levará à escolha correta dosmétodosdedefiniçãodasmetas.
• Métodos para definição de metas específicas Olevantamentoeidentificaçãodetodasasperdaspossíveisque
podem ocorrer durante a utilização dos equipamentos são fundamentais para o estabelecimento das metas específicas. O ponto chave quedeterminaráaadequaçãodosplanosé identificarseasatividadesdamanutenção produtiva estão consistindo apenas em reparos quando deveriam estar associadas à melhoria da produtividade, abrangendoqualidade, custos e gerenciamento da produtividade.
“A questão da implementação sistemática das análises dos resultados e das medidas corretivas depende da elaboração de planos específicos para aplicar a MP em cada departamento.”(TAKAHASHI;OSADA,1993,p.34).Ouseja,osplanosdevemfocarosequipamentos, incluindo planos de investimento, melhoria da utilização dos equipamentos, garantia da qualidade, planos de manutenção dos equipamentos e de manutenção diária.
O quadro a seguir apresenta as metas conforme a MPT:
Quadro 4 - Pilares das Atividades de MPT
PILAR META
1. 5 S’s e manutenção voluntáriaOrganização de condições básicas e criação de um ambiente de trabalho disciplinado.
2. Desenvolvimento de recursos humanos (treinamento de aptidões)
Produção de um contingente de operários versa-dos no know-how de instalações de manufatura e versáteis em diferentes aptidões.
Ao acontecer o entendimento por parte dos
operários de que a produção só é
viabilizada por meio das instalações e equipamentos,
aumentará a credibilidade
na manutenção produtiva, tornando-
se capazes de implementá-la nos diversos ambientes
da fábrica.
Os planos devem focar os equipamentos,
incluindo planos de investimento,
melhoria da utilização dos equipamentos,
garantia da qualidade, planos
de manutenção dos equipamentos e de manutenção diária.

95
Plano Básico para a Implementação da MPT/TPMCapítulo 5
3. Manutenção especializada (planejamento e gerenciamento de manutenção)
Manutenção planejada e melhorias das tecnolo-gias de manutenção.
4. Manutenção da qualidade (obtenção de qualidade através das instalações)
Eliminação de ocorrências crônicas de defeitos e criação de linhas de Qualidade Assegurada - QA (com 100% de qualidade assegurada).
5. Melhorias na eficiência da produção e melhorias individuais
Visualização das perdas, avaliação da eficiência e elevação do nível de avanços tecnológicos.
6. Tecnologias do equipamento (projeto de MP e CCV – Custo do Ciclo de Vida)
Inovação da produção e ascensão vertical.
Fonte: Takahashi e Osada (1993, p. 36)
Percebemos, caro(a) acadêmico(a), que o ponto fundamental da MPT é a geração de resultados para a empresa por meio da melhoria da produtividade e redução dos custos. Portanto, a empresa deve fornecer todo o suporte necessário para o sucesso da implantação do programa.
e) O papel da empresa na implementação
A seguir, veremos algumas ações recomendáveis para as empresas que desejam implantar um plano de MPT de sucesso, tais como a criação de comitês especializados e o devido acompanhamento do processo.
• Fórum de promoção da MPT e comitês especializados
Recomenda-se a criação de um comitê geral, liderado pela alta gerência, para a promoção da MPT, quando seu planejamento abranger toda a organização ou nos casos em que o programa for promovido fábrica a fábrica, e a criação de um comitê como núcleo tendo o apoio de grupos de promoção em cada unidade a ser implantado.
O aspecto mais importante desses grupos consiste na organização de unidades promocionais no interior da fábrica, como apresentam Takahashi e Osada (1993), seguindo o método da participação total, no qual os próprios grupos são responsáveis pela promoção do programa, tendo suas atividades, podendo variar desde as atividades mais simples às mais extraordinárias,dependendo das características das demandas do processo produtivo, do relacionamento operários-gerência e do ambiente organizacional.
Cabe também à alta gerência a transmissão aos níveissubordinados do compromisso com o programa de manutenção por meio de mecanismos verticalizados, tais como o comitê de promoção da MPT e a divulgação entre os departamentos.
Cabe também à alta gerência a
transmissão aos níveis subordinados
do compromisso com o programa de
manutenção.

96
Projeto de manutenção industrial
Takahashi e Osada (1993) também relacionam alguns tópicos que podem ser utilizados nas discussões entre os membros da gerencia sobre os aspectos operacionais, tais como:
• Abrangênciaemetasespecíficasdoplanejamentoparaafábrica;
• Planos de implementação para as todas as unidades;
• Consistência e coordenação da MP, além da avaliação das ações do grupo;
• Promoção da consciência da MP e avaliação das atividades do grupo;
• Tópicos para o desenvolvimento da educação em MP;
• Avaliação periódica do desempenho da manutenção global e planos de ação do próximo período.
Vale ainda ressaltar a importância da escolha de um tema a ser enfatizado no projeto,comvistaàimplementaçãoprogressivaintegradaàsdemaisatividadesdemanutenção, produção, planejamento do equipamento e projeto da unidade. Para tanto, recomenda-seadefiniçãodeunidadesorganizacionaiscommobilidadeeflexibilidadehorizontal,taiscomooscomitêsespecializadosemMPT,para,então,partir para o diagnóstico e avaliação do programa de manutenção.
• Diagnóstico e avaliação do programa de MPT e sua operação
Énecessáriodefinirumsistemadediagnósticoeavaliaçãodoprogramaquepossibilite verificar a implementaçãodemetasespecíficas, alémdemelhorar arealimentação do processo, completando o ciclo organizado.
Podemosverificarummodelodediagnósticonoquadroaseguir:

97
Plano Básico para a Implementação da MPT/TPMCapítulo 5
Quadro 5 - Implementação real do diagnóstico da MP.
Nome do diagnóstico
Diagnóstico global de MP (2-3 vezes ao ano)
Diagnóstico de toda a empresa
(2-3 vezes ao ano)
Diagnóstico interdepartamental
(4 vezes por ano para cada departamento)
Metas do diag-nóstico
1. Nível de progresso em comparação ao plano 2. Compreensão dos pontos fracos comuns e do departa-mento e orientação(Período de transição entre o método de MP nos departa-mentos e o método de MPT)
1. Compreensão do nível de atividades de MP e orientação nas áreas com problemas2. Acompanhamento dos itens ressaltados no diagnóstico anterior.(Realizar o diagnóstico de MP como parte de um diag-nóstico anual da empresa, antes do início de um novo ano fiscal).
1. Compreensão da realidade de implementação de cada item individual (projetos), no que se refere às atividades de MP e à implementação de medidas de aprimoramentoAtravés do diagnóstico mútuo entre os departamentos, apri-morar as aptidões do pessoal e absorver os pontos fortes de outros departamentos.
Objeto do diagnóstico
Departamentos da fábrica Toda a divisão ou toda a fábrica
Departamentos de promoção da MP
Membros da equipe de diag-
nóstico
Chefe da equipe de diagnóstico
Presidente, chefe do comitê promocional de MP, chefe assistente do comitê promo-cional de MP.
Presidente, chefe do comitê promotor de MP, chefe as-sistente do comitê promotor de MP.
Chefe do comitê promotor da MP
Equipe de Diag-nóstico
Todos os chefes de departa-mentos, gerente(s) de fábrica, chefes dos subcomitês promocionais de MP nos departamentos.
Gerentes dos departa-mentos, da fabrica e de divisões responsáveis pelos aspectos do diagnóstico relacionados à qualidade, MP e 5S’s
Chefes dos comitês pro-motores de MP nos depar-tamentos; supervisores de equipamento
Outros Consultores externos que fornecem serviços de con-sultoria.
Consultores externos que fornecem serviços de consultoria.
Consultores externos que for-necem serviços de consultoria
Métodos de diagnóstico
1. Cronograma 3 horas por fábrica,4 fábricas
Departamento funcional; 1,5 horasFábricas: 2,5 horas
1 departamento: 1,5-2 horas
2. Etapas • Explicações sobre as realidades de implementação da fábrica• Diagnóstico individualiza-do; divulgação dos resultados• Comentários de cada membro da equipe de diag-nóstico;
observações gerais do chefe da equipe
• Explicações sobre as autoavaliações do(s) plano(s) de implementação de MP• Diagnóstico no local, somente na fábrica• Comentários de cada membro da equipe de diagnóstico;Observações gerais do chefe da equipe
• Explicações dos chefes dos subcomitês de implemen-tação de MP• Diagnóstico individualizado de cada membro da equipeComentários de cada membro da equipe de diagnóstico; revisões e resumo
Fonte: Takahashi e Osada(1993, p. 39).

98
Projeto de manutenção industrial
Takahashi e Osada (1993) também relacionam resultados que só podem ser alcançados apenas por meio de avaliações interorganizacionais e diagnóstico, considerando a perspectiva global da empresa, como segue:
• A alta gerência compreende plenamente a empresa e fornece a devida orientação para o MPT;
• Ideiaseatitudesdaaltagerênciafluempelahierarquia,proporcionandomaiornível do moral dos funcionários;
• Os pontos fracos do programa de MPT se tornaram mais evidentes em todos os departamentos, impulsionando a criação de medidas reparadoras;
• Com a participação de gerentes e avaliadores de outras unidades fabris acontece melhor compreensão dos pontos fracos e fortes por toda a empresa, ajudando a limitar desvios dos padrões nas unidades organizacionais;
• Acontece o fortalecimento da cooperação entre os gerentes da fábrica, departamentos de engenharia, equipamento e garantida de qualidade, havendo o estímulo dos engenheiros no reparo dos problemas de outros equipamentos técnicos.
Portanto, todos os avaliadores devem aprender o sistema e as tecnologias de operações, recebendo orientação de consultores capacitados, participando de seminários e outras atividades, a fimde aumentar sua aptidão, senão os esforços serão perdidos e os diagnósticos e avaliações se consistirão em meras formalidades.
Atividade de Estudos:
O artigo “A performance de uma planta após a implementação de um estudo de Manutenção centrada em confiabilidade” demonstraqueumprogramadeMPTsóseráeficazsesairdopapelefordesempenhadoporfuncionáriosqualificados.
Conforme mencionamos anteriormente, um estudo de Manutenção centrada em confiabilidade ou uma revisão deestratégias de manutenção, produzirá as respostas às seguintesperguntas: - Que tipo de manutenção executar? - Por que realizar tal
Todos os avaliadores devem aprender o sistema
e as tecnologias de operações,
recebendo orientação de consultores capacitados,
participando de seminários e outras
atividades, a fim de aumentar sua aptidão, senão
os esforços serão perdidos e os diagnósticos
e avaliações se consistirão
em meras formalidades.

99
Plano Básico para a Implementação da MPT/TPMCapítulo 5
atividade de manutenção? - Quando efetuar a manutenção? - Como executar a tarefa de manutenção? - De que forma a organização “aprende” com a manutenção que é realizada? A expectativa é que o estudo tenha como consequência: - Uma maior previsibilidade dos trabalhos de manutenção necessários à manutenção dodesempenho da planta; - Maior estabilidade operacional da planta; - Determinação das necessidades de intervenção com maior antecedência. Entretanto, devemos mencionar também que um estudo deManutenção centrada em confiabilidade, por si só, nãoresolve problemas associados à: - Falta de cumprimento do planode Manutenção. Em outras palavras, tais projetos produzem a relação de tarefas que devem ser inseridas no software de gestão de Manutenção. Se as tarefas ali inseridas não forem executadas, o desempenho da planta não receberá as melhorias esperadas. Um estudo deManutenção centrada em confiabilidade produz umplano de Manutenção; se não implementado, ele continua sendo um plano. - Qualidade da mão de obra. Mesmo tendo o melhor dos programasdeManutenção,elenãoseráeficazseamãodeobraquefor executá-la não estiver adequadamente preparada para a tarefa. A solução reside na questão da formação da mão de obra executante, nasmaisdiversasdisciplinas.A“outra”confiabilidadeConfiabilidadeeManutençãoCentradaemConfiabilidade.Comodiferenciarumadaoutra? De uma maneira bastante simples, a Manutenção Centrada em?Confiabilidade(ourevisãodeestratégiasdeManutenção)foca-se em olhar os diversos modos de falha de um equipamento para, então,associartarefasdeManutençãoaplicáveis,afimdeeliminaras falhas ou diminuir o impacto dessas falhas no desempenho da planta. Nessa seara, tratamos de estudar modos de falha, seus efeitos no desempenho do equipamento, da função e da planta. Olhamos um equipamento, um sistema ou até mesmo uma planta com uma panorâmica completa sobre todas as funções associadas aos equipamentos. Por Confiabilidade, ou até mesmo EngenhariadeConfiabilidade,referimo-nosaestudosdeproblemasespecíficos,normalmente associados a um determinado equipamento ou a uma família de equipamentos, com poucas semanas de duração e que consideram o tratamento estatístico de uma massa razoavelmente grande de dados. Nesse universo, é muito comum ouvir expressões do tipo: diagrama de dispersão, pareto, regressão linear, médias, medianas, desvio padrão, etc. Trata-se de outro universo que pode ser incorporado ao cotidiano da Manutenção. Dentre os fatores de sucesso, aqui devemos mencionar uma boa capacitação em interpretação de resultados estatísticos.

100
Projeto de manutenção industrial
Fonte: Revista Manutenção. Ed 120. Disponível em: <http://www.abraman.org.br/index.php?option=com_content&view=article&id=173%3Aedilcao-120-nossa-
capa&catid=126%3Amaterias&Itemid=98>. Acesso em: 05 mai. 2010.
1) Tomando por base o artigo apresentado e o estudado neste capítulo, descreva os pontos principais para a implementação eficazdeumplanodeMPT
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
2) Oquesignificaaplicabilidadeeconômicaevitalíciadoequipamentoe por que é considerada a base da manutenção preventiva?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
3) Em que consistem as atividades de melhoria do desempenho global?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
4)Dequeformaogerenciamentodos5M’sseassociaaoplanodeMPT? ____________________________________________________
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________

101
Plano Básico para a Implementação da MPT/TPMCapítulo 5
____________________________________________________ ____________________________________________________
5)Porquedevemosrealizarumestudopreliminarantesdedefiniras metas de MPT?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
6) Qual o papel da alta gerência na implementação de um plano de MPT?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
AlgumasConsideraçõesAoencerrarestecapítulo,podemoscompreenderqueaeficáciadesejadacom
a implementação de um plano de MPT depende diretamente de seu planejamento, o qual deverá estar focado na maior disponibilidade do equipamento e apresentar metasclaraseobjetivasqueatendamàsnecessidadesorganizacionais,ouseja,o lucro, por meio da melhoria na produtividade e redução de custos.
Assim, é preciso que haja envolvimento e comprometimento dos funcionários de todososdepartamentosqueestejam,dealguma forma, ligadosàproduçãoe a qualidade, atingindo todos os níveis hierárquicos. Para tanto, é fundamental queaaltagerênciaacreditenapotencialidadedoplanejamento,afimdefornecercondições para a sua implementação. Portanto, deve haver maior envolvimento entremanutençãoefábricapormeiodogerenciamentodos5M’s.

102
Projeto de manutenção industrial
A definição das metas deverá ter como base um estudo preliminar dascondiçõespresentesnaplantanaqualseráimplementadooprograma,afimdedefiniraáreadeabrangênciaeadequá-laàrealidade.Docontrário,serágrandeo risco de que a implementação consista apenas em simples preenchimento de protocolos, deixando de lado sua real potencialidade.
Dessa forma, conscientes dos fatores que garantirão o sucesso na implementação de um programa de MPT, seguimos para o próximo capítulo no qual estudaremos as formas de garantia da confiabilidade do equipamento,eficiênciaeeficáciadamanutenção.
ReferênciasTAKAHASHI,Y.;OSADA,T.TPM/MPT: Manutenção Produtiva Total. São Paulo: Instituto IMAN, 1993.
WYREBSKI, J. Manutenção produtiva total: um modelo adaptado. 1997. Dissertação (Mestrado em Engenharia) - Universidade Federal de Santa Catarina, Florianópolis, jun. 1997. Disponível em: < http://www.eps.ufsc.br/disserta98/jerzy/>. Acesso em: 28 mar. 2010.

CAPÍTULO 6
ConfiabilidadedoEquipamento,EficiênciaeEficáciadaManutenção
A partir da perspectiva do saber fazer, neste capítulo você terá os seguintes objetivos de aprendizagem:
9 Identificarasprincipaisdiferençasentreeficiênciaeeficáciadosprocessosdemanutenção.
9 Apresentar de forma detalhada as etapas envolvidas num plano de MP/MPRED.
9 Compreenderumsistemadeindicadoreseficientequedemonstreclaramenteo que se está medindo e quais seus objetivos.

104
Projeto de manutenção industrial

105
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
ContextualizaçãoA manutenção tem sido considerada como área de prioridade para a garantia
da competitividade das empresas em todo o mundo, pois busca a estratégia adequada para a realização das intervenções, abrange os diversos níveis hierárquicosdaorganizaçãoepromoveotrabalhodeformaeficienteeeficazporuma única causa: os resultados da organização.
Com o objetivo de acompanhar e monitorar as ações do programa, podemos utilizar indicadores que indicarão se amanutenção está sendo eficiente ou seprecisa passar por ajustes, seguindo, então, para a avaliação das atividades realizadas, análise da equipe da manutenção, supervisor e planejador, possibilitando a adequada programação.
No desenvolvimento do capítulo, veremos os métodos mais comuns para o desenvolvimentodeprogramasdemanutenção,diferenciandoeficiênciadeeficácia,passando, então, para alavancagem do programa, descrevendo suas etapas.
Dessa forma, convido-o(a) a conhecer um pouco mais da prática da manutenção industrial.
ConfiabilidadedoEquipamento,EficiênciaeEficáciadaManutenção
Na sequência, veremos quais os métodos mais comuns para garantir a confiabilidade do equipamento, quais as técnicas para a MP/MPRED, em queconsisteamanutençãofocadanaconfiabilidade,passando,então,paraasetapasdeumaMP/MPRED,quaisosindicadoresnecessáriosparasuaverificaçãopara,na sequência, passar para a avaliação do programa e exemplo de um programa de manutenção.
a) Métodos comuns para garantir a confiabilidade de um equipamento
O uso de programas de manutenção preventiva – MP – e manutençãopreditiva–MPRED–consistemnosmétodosmaiseficazesde garantia de confiabilidade do equipamento, segundo Mirshawka(1994). A partir desses programas se obtém maior disponibilidade do equipamento e considerável redução nas ações corretivo-reativas da equipe de manutenção, o que possibilita melhor gerenciamento
Programas de manutenção
preventiva – MP – e manutenção
preditiva – MPRED – consistem nos métodos mais
eficazes de garantia de confiabilidade do
equipamento.

106
Projeto de manutenção industrial
damanutenção, alémde evidenciar sua eficiência e eficácia pela redução dasquebras e interrupções não programadas.
Mirshawka (1994) ainda relaciona os benefícios da utilização destes programas destacando:
• Suporte para programa Just-in-time;
• Suporte para programas de Qualidade Total;
• Criação de ambiente que proporcione maior envolvimento dos funcionários em programas de melhorias;
• Redução de investimentos em equipamentos;
• Redução no nível de estoques;
• Aumento dos lucros da organização;
• Melhoria do “moral” da equipe de manutenção perante os demais setores da organização.
Contudo, é importante que esses métodos sejam adequadamente aplicados para que não ocorram falhas. Dentre os motivos que levamà falhadessesprogramasosmaiscomunssãoaausênciadeapoio adequado da alta administração e falha na demonstração dos resultados alcançados, como descreve Mirshawka (1994). O primeiro fator envolve a maneira como o programa é apresentado para a alta direção, o que deve ser feito a partir da determinação de metas claras e prazos estabelecidos, demonstrando quais os resultados a ser obtidos com a implantação do programa, de forma que haja o interesse e apoio para sua realização. O segundo fator envolvido é manter a alta direção ciente dos resultados que estão sendo alcançados e de que forma o
programa está auxiliando o resultado global da organização.
É fundamental ter claro que o objetivo da implantação desses programas é a garantiadaconfiabilidadedoequipamentodesdeseuestágioinicial.Paratanto,umaanálisedetalhadadeveserfeitaparasedefinircomoiniciaroprograma.Aose optar iniciar por uma área gargalo, ou seja, que apresenta muitos problemas de parada, deverão ser estudados os motivos reais para tantas quebras e implementar as medidas corretivas.
Pode-se, ainda, iniciar o programa de MP/MPRED por um equipamento, quando, então, relacionam-se os principais itens causadores de paradas em áreas diversas da fábrica e não apenas em uma área, focando o programa para
Dentre os motivos que levam à falha desses programas os mais comuns
são a ausência de apoio adequado da alta administração
e falha na demonstração dos resultados
alcançados.

107
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
estesitens.(MIRSHAWKA,1994).Emambososcasos,oresultadoapontaráparao equipamento que é a preocupação principal da gerência.
Oautor reforça,ainda,a importânciadefixarprazosparaaconclusãodastarefas, o que se torna mais fácil com a utilização de programas como MP/MPRED,poiselesmesmosjádefinemumaprogramaçãoaserseguida.Sugere,também, a classificação das tarefas a serem executadas, de acordo com suaimportância e urgência, como segue:
• Importante e urgente;
• Importante, mas não urgente;
• Urgente, mas não importante;
• Nem urgente, nem importante.
Portanto,compreendendoosmétodoscomunsdegarantidadaconfiabilidade,como a MP e a MPRED, bem como seus fatores causadores de falhas e tendo claraabuscapelaeficácia,passamosparaostiposdetécnicasdemanutençãopreventiva e preditiva.
b) Tipos de Técnicas de MP/MPRED
Mirshawka (1994) relaciona como as técnicas mais comuns de MP/MPRED:
• Rotinas, lubrificação, limpeza, inspeção, etc.
Rotinas consistem em pequenas inspeções e ajustes a serem feitos diariamente ao início ou término do trabalho executado. São, normalmente, tarefas facilmente realizadas pelos próprios operadores, desde que tenham recebido o preparo e orientação devidos. Para a lubrificação,recomenda-seousodecódigodecoresparacadapontode lubrificação e tipo de lubrificante, bem como a quantidade a serutilizada,afimdeevitarenganos,poisoexcessodelubrificantepodeser tão prejudicial quanto a sua ausência. Durante a limpeza, o operador poderáidentificarpequenosproblemas,antesqueestessetransformemem problemas graves ou até mesmo sem solução, devendo proceder sua notificação e solicitação de reparo antes que seu agravamento. O autorsalienta que deve haver treinamento e capacitação adequados dos operadores para que executem estas tarefas corretamente, pois, do contrário, os objetivos da MPTdificilmenteserãoalcançados.
Durante a limpeza, o operador poderá
identificar pequenos problemas, antes
que estes se transformem em
problemas graves ou até mesmo sem
solução.

108
Projeto de manutenção industrial
• Substituições proativas e programadas
Consiste na retirada de peças para inspeção, procedendo, então, a substituição de todos os componentes gastos ou suspeitos. Portanto, substituição proativa “é o termo usado para cobrir ou proteger-se de interrupções, saídas do sistema,cortedeempuxo,reconstruções,etc.”(MIRSHAWKA,1994,p.135).
Esta técnica é frequentemente utilizada na manutenção preditiva, pois com a substituição se espera que o equipamento se mantenha disponível por maior período de tempo. No entanto, a decisão da inspeção e substituição deve estar conforme o planejamento da manutençãopreditiva,parapoderidentificarcomponentespróximosdofimdesuavidaútil,docontrário,haveráocomprometimentodaeficáciada técnica utilizada.
É natural que os custos no início da implantação deste método sejam altos, no entanto, tendem a reduzir e se manter baixos por longos períodos, pois com a manutenção constante o equipamento vai sendo restaurado. Portanto, esta situação deverá estar clara para a alta direção, bem como os seus resultados positivos para que esta apóie o desenvolvimento da técnica.
• Manutenção Preditiva - MPRED
A MPRED faz uma análise comparativa entre o atual estado físico do equipamento e o nível indicado para a realização da manutenção, lembrando que este é predeterminado pelo fabricante, pelo departamento de engenharia ou por análises do histórico do equipamento. Ao se identificar situação próxima à predeterminada,programa-se a atuação da manutenção de forma a evitar a ocorrência da falha, possibilitando melhor preparo do procedimento, reduzindo o tempo de parada e, consequentemente, os custos. Isso evitará a intervenção precoce ou tardia.
Mirshawka(1994)afirmaqueaMPREDpossibilitaaidentificaçãoeremoçãodecustos ignorados ou invisíveis, capazes de comprometer os custos e os resultados da organização. A essa situação os norte-americanos chamam de overhead.
Overhead: caracteriza um processamento ou armazenamento em excesso, seja de materiais, seja de tempo, seja de informações, comprometendo o desempenho organizacional.
É natural que os custos no início da implantação deste método
sejam altos, no entanto, tendem a reduzir e se manter baixos por longos
períodos, pois com a manutenção
constante o equipamento vai
sendo restaurado.
A MPRED possibilita a
identificação e remoção de custos
ignorados ou invisíveis, capazes de comprometer os custos e os resultados da organização.

109
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
Portanto, o monitoramento das condições do equipamento pode ser balizado por parâmetros predefinidos de vibração, temperatura, análise de óleos eresistência, recomenda o autor.
• Manutenção baseada no estado
Este tipo de manutenção abrange todos os citados anteriormente, diferenciando-se pela utilização de sistemas autônomos de monitoramento, os quais são instalados no próprio equipamento e possibilitam a análise em tempo real, mesmo a distância e durante o funcionamento do equipamento. Assim, é possível o desenvolvimento da investigação de forma a buscar soluções mais criativas para a eliminação dos problemas, como propõe Mirshawka (1994).
Observe que quanto mais completo for o programa de manutenção, utilizando diversastécnicasconjuntamente,melhorseráaeficáciadoprogramaemquestãode custos.
• Engenharia da confiabilidade
Focada na confiabilidade – Reliability centered maintenance (RCM–ManutençãoCentradanaConfiabilidade)–éutilizadaquandoas técnicas mencionadas anteriormente não são suficientes paraa solução dos problemas, ou seja, se mesmo com a atuação das técnicas de manutenção preventiva e preditiva o problema persiste, háa necessidadede se recorrer às técnicasdeengenharia, comooreprojeto, retrofits ou modelos matemáticos especiais que visem a garantir o funcionamento e disponibilidade do equipamento.
Reprojeto: criação de um produto melhorado, oriundo de alterações no projeto do produto original.
Retrofits:termoutilizado,geralmenteparadefiniçãodereforma.
Modelos Matemáticos: devem atender a três condições: existência, unicidade e estabilidade.
Mirshawka (1994) recomenda a análise dos tempos médios entre falhas e tempomédiode reparopara identificarapropensãode falhadoscomponentese a necessidade de seu isolamento e estudo. Por exemplo, se um equipamento inicialmente levava 10 meses para apresentar uma falha e está era reparada em 1
Quanto mais completo for o programa de manutenção,
utilizando diversas técnicas conjuntamente,
melhor será a eficácia do programa em
questão de custos.

110
Projeto de manutenção industrial
hora e agora tem apresentado em média 8 meses para a ocorrência de falhas e tem levado 1,5 para o reparo.
Dessa forma, com a aplicação das técnicas de MP/MPRED temos que um equipamento propenso à falha deve ser isolado eestudado.Casohajanecessidadedemodificaçãonoprojeto,ogrupode engenharia deverá fazer o reprojeto e avaliar os seus resultados de formaquesejapossívelagarantiadaconfiabilidadedoequipamentoem questão. Com isso, passamos para estudo e compreensão da manutençãocomenfoquenaconfiabilidade.
c) Manutenção Focada na Confiabilidade
Com a crescente complexidade dos equipamentos, verificou-seque os procedimentos padrões de manutenção, com paradas e revisões gerais,nãoseapresentavameficientes,jáquedeixavamoequipamentopor muito tempo indisponível e oneravam os custos produtivos.
Dessa forma, o RCM busca reconhecer as características de prováveis falhase identificarométodomaisapropriadoparaamanutenção,permitindoodesempenhodonível de confiabilidade operacional, a conhecida confiabilidadeinerente, como nos apresenta Mirshawka (1994). O RCM tem como um dos princípiosbásicosqueaconfiabilidadedevenascernoprojeto,ouseja,oúnico
caminhoquetemosparagarantiraconfiabilidadedeumequipamentoérealizando alterações de projeto.
A RCM tem como foco a garantia dos níveis de confiabilidadeprojetados a um custo mínimo de manutenção e segue as etapas descritas por Mirshawka (1994):
• Alteração de projeto: a confiabilidade do equipamento deve ser previstana fase de projeto, quando poderão haver intervenções de forma a prevenir as quebras. Essa ação apresentará custos menores se comparados com os custos na manutenção preventiva, com isso, a MP passa atuar na confiabilidadeinerentedoequipamento.
• Análise funcional de falhas: consiste em pré-requisito para as decisões da RCM a utilização do método FMEA – Failure Mode ande Effect Analysis, já estudadonocapítulo3,afimde identificaras falhasdeumequipamentoequais as suas consequências, por meio de sua análise documental, ou seja, quanto melhor e mais completos forem os registros no FMEA, mais precisa será sua análise e as decisões do RCM.
Caso haja necessidade de modificação no
projeto, o grupo de engenharia deverá fazer o reprojeto e avaliar os seus
resultados de forma que seja possível
a garantia da confiabilidade do equipamento em
questão.
O RCM tem como um dos princípios
básicos que a confiabilidade deve nascer no projeto.

111
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
• Análise da RCM: a análise da RCM primeiramente busca identificar asconsequências de uma falha, nos aspectos de segurança, disponibilidade, falhas ocultas e custos, para, então, seguir para análise das ações de manutenção preventiva disponíveis, a fim de evitá-la. Nos equipamentosem utilização ou novos se torna difícil a obtenção de histórico preciso, esse fato normalmente leva, inicialmente, a atuação de manutenção acima do necessário, a qual é reduzida gradativamente com o passar do tempo.
• Ações de MP:asaçõesdefinidasparaaprevençãodetiposdefalhasdevemser apropriadas e efetivas a ponto de suprir as necessidades de prevenção, atuando para correção de características de uma falha, tais como condição: retrabalho, descarte, busca da falha, entre outras técnicas.
• Pacote: agrupamento de ações aplicáveis para cada tipologia de falhas analisadas na RCM, podendo ser combinadas por períodos úteis do equipamentoouperfildaequipedemanutenção,devendosercentradonasações mais críticas e sem comprometer a efetividade da RCM.
• Exploração da vida do equipamento e programa de verificação: consiste noprocessodeacompanhamentoparaverificarseasaçõesdamanutençãopreventivaseapresentameficazes,considerandoasalteraçõessofridaspeloequipamento ao longo de sua vida útil.
Dessa forma, observamos que a metodologia do RCM visa a garantir o desempenhodoequipamentodeformaaatenderasespecificaçõesdoprogramaMP/MPRED. Pode ter suas técnicas aplicadas já na fase de projeto, dando continuidade na implementação do programa e por todo o ciclo de vida do equipamento.TaisaçõesvisamàeficáciadoprogramadeMP.
Que tal agora exercitarmos o que aprendemos até aqui?
Atividade de Estudos:
O artigo a seguir aborda a tendência crescente de estratégias de manutenção para a garantia da confiabilidade do setor.
“Só será possível fazermos uma previsão realista da Manutenção nos próximos 20 anos se considerarmos que os avanços no setor, até então, foram regidos pelos métodos de gerenciamento, peloaumentodaconfiabilidadedeequipamentosesistemasepelodesenvolvimento de alternativas tecnológicas para os equipamentos existentes. Assim, podemos sustentar que no futuro a Manutenção semanteránopatamarplenodaconfiabilidade,comprovandoqueaprobabilidade de falha varia ao longo do tempo.

112
Projeto de manutenção industrial
Este novo cenário reservará novos paradigmas para a Função, como a efetiva adequação dos custos da Manutenção com a variação produção; a otimização do planejamento, a programação e ocontroledaManutenção,afimdeproverganhossustentáveis;eanecessidadedeprofissionaisqualificadosecertificados.
Masaqualificaçãoéumpontoqueprecisaráseraperfeiçoado,para acompanhar as inovações tecnológicas. Porém, as mudanças conduzirão ao aparecimento de uma população de responsáveis de ManutençãocomumamelhorpercepçãodosdesafiosinerentesaestaFunção. Reconhece-se hoje, facilmente, o desenvolvimento no meio industrial de um pessoal de Manutenção dotado de raciocínio mais rigoroso e estruturado em relação ao desempenho de suas instalações eaosproblemasligadosaosequipamentossujeitosàManutenção.
Outro fator é a integração operação-manutenção on-line, que será determinante para o sucesso de uma organização. As orientações estratégicas da empresa serão as mesmas para a Manutenção e a produção. A interatividade mútua consolidará o negócio, pois se a Manutenção e a operação se preocuparem com os equipamentos ficaráentendidoqueseamáquinaquebraroprejuízoserádetodos.
Acredito que haverá, na verdade, um entendimento aprofundado comumaaplicabilidadecorretadafilosofiadaManutençãoCentradaemConfiabilidade–RCM(siglaeminglês).Atualmente,aRCMtemsido utilizada para auxiliar a formulação de estratégias de Manutenção em quase todas as áreas do empreendimento organizado. Ela se destacará concretamente no trabalho de campo, a sua potencialidade junto dos setores de operação, quer nas indústrias de processo, quer nas indústrias de bens de equipamentos ou de bens duráveis.
A Manutenção no mundo globalizado é uma área prioritária para as empresas industriais competitivas, pela necessidade cada vez maior de se manter níveis de produção elevados, dentro da capacidademáximadosequipamentos,porémcomaltaconfiabilidadeoperacional, sem poluir e com toda segurança para os trabalhadores.
No segmento de siderurgia, por exemplo, a Manutenção é considerada parte integrante do processo produtivo. A Função cada vez mais é a parte do processo que se antecipa aos problemas, agrega valor ao produto, é fundamental na redução de custos e é gerenciadora dos ativos. Neste setor, trabalha-se para definirclaramente as estratégicas da Manutenção dentro da organização, como consolidar a estabilidade operacional, reduzir as variabilidades,

113
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
prolongar a vida útil dos ativos, desenvolver parcerias estratégicas, manter a atualização tecnológica, priorizar sob todos os aspectos a segurança e saúde dos empregados e parceiros, minimizar impactos ambientais e sedimentar a gestão da rotina.
Apesar da crise mundial, na ArcelorMittal Tubarão não houve cortes de verba para área de Manutenção. De imediato, ocorreu uma adequação aos sinais do mercado, com uma revisão mais detalhada do planejamento da Manutenção onde, dentro da perspectiva de retomada econômica do segmento, serão trabalhadas todas as oportunidadesdecrescimento,permitindotornarmaiseficazagestãodos nossos recursos.
Quando falamos em planejamento de Manutenção em longo prazo, penso que os gestores devem considerar que as manutenções têm apresentado para as empresas, entre outras, duas práticas desejáveis: a integração da operação com a Manutenção e o uso da Manutenção como alternativa estratégica, com a possibilidade evidente de aumentar a capacidade de oferecer serviços e produtos diferenciados, ao mesmo tempo em que possa reduzir custos de mão-de-obra e materiais pela otimização das intervenções”.
Fonte:RIBEIROSOBRINHO,Q.OFuturoéaConfiabilidade.RevistaManutenção.Ed. 124. Disponível em: < http://www.abraman.org.br/index.php?option=com_content&view=article&id=609%3Aedicao-124-nossa-capa-o-futuro-e-a-confiabi
lidade&catid=126%3Amaterias&Itemid=98>. Acesso em: 8 mai. 2010.
1) Tomando por base o artigo e o que foi apresentado até o momento, responda por qual motivo a manutenção tem sido considerada como estratégia para os resultados organizacionais.
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
2) Que benefícios os programas de manutenção preventiva e preditiva trazem para as organizações?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________

114
Projeto de manutenção industrial
____________________________________________________ ____________________________________________________
3) Como se aplica a técnica da manutenção preditiva, MPRED? ____________________________________________________
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
4) Emqueconsisteaengenhariadaconfiabilidade? ____________________________________________________
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
d) Etapas de uma MP/MPRED
Após o perfeito entendimento das técnicas a serem utilizadas no programa, inicia-se o processo de efetiva alavancagem do programa de manutenção preventiva/preditiva, o qual apresenta a sequência de processos apresentada por Mirshawka (1994):
• Determinação dos equipamentos críticos: o objetivo da MP/MPRED é atender a todos os equipamentos, no entanto, equipamentos críticos (aqueles que apresentam problemas com maior frequência) devem ser priorizados para o atendimento. A identificação desses equipamentos se dará pela análise emensuração do tempo de indisponibilidade, maiores custos para a produção e problemas de qualidade.
• Classificação dos equipamentos segundo os tipos de componentes:dadaadificuldadenaremoçãodeumapeçagrandedo equipamento de forma instantânea ao programa de MP/MPRED, recomenda-se a subdivisão em componentes, tais como: sistema elétrico,hidráulico,etc.,simplificandooprocessodeprogramaçãoda manutenção.
O objetivo da MP/MPRED é
atender a todos os equipamentos,
no entanto, equipamentos
críticos (aqueles que apresentam problemas com
maior frequência) devem ser
priorizados para o atendimento.

115
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
• Determinação dos procedimentos MP/MPRED para cada tipo de componente (parte): desenvolvimento de tipos específicos de serviços deforma a atender cada componente, abrangendo todas as técnicas aplicáveis. Asinformaçõesparadefiniçãodalistadeserviçosaseremexecutadospodemser fornecidas pelo fabricante, pelos registros históricos do equipamento e pelos operadores, manutentores e supervisores.
• Desenvolvimento de um plano de trabalho detalhado para cada um dos procedimentos: considerando cada uma das listas citadas anteriormente, deve-se partir para o desenvolvimento do plano específico de trabalho,enumerando todos os passos. Apesar da alta importância dessa etapa, frequentemente é subestimada e deverá incluir as informações a respeito da equipe necessária, bem como as aptidões que grupo de trabalho deverá possuir,a relaçãodas ferramentasnecessárias, identificarasexigênciasdoequipamento, as peças ou sobressalentes que serão necessárias, instruções específicas para o serviço e a estimativa do tempoque demandará para aconclusão do serviço.
• Determinação de uma programação para cada uma das tarefas MP/MPRED: consiste em duas etapas: o tempo de duração para cada tarefa a ser realizada e a frequência com que deverá ser executada. No que diz respeito ao tempo, deve-se considerar o tempo para a disponibilidade das ferramentas e materiais necessários, o deslocamento até o ponto do trabalho, restrições quantoàsegurança,tempomédiogastocomatarefanosúltimosmeses e tempo para limpeza da área e devolução das ferramentas. QuantoàfrequênciavalelembrarqueaMPTvisaaoenvolvimentoe ao comprometimento dos funcionários, portanto, o manutentor deverá possuir certa autonomia para agir quando encontrar um problema no início de seu desenvolvimento, considerando o tempo que levaráparaa realizaçãodo reparooudefinindoumaordemdeserviçoque corrija o problema.
Na programação das tarefas do MP/MPRED se deve considerar a decisão de direcionar as ações apenas para inspeções e levantamento de informações ou para as tarefas. No primeiro caso, o inspetor elabora a ordem de serviço para que a equipe o realize e, no segundo caso, pequenos reparos podem ser realizados pelos inspetores e, para tanto, deverá haver a previsão de tempo para a execução do trabalho.
Com a realização das tarefas, resta-nos agora compreender como se processaomonitoramentodaeficáciadoprogramaadotado.Paratanto,podemosutilizar indicadores.
Determinação de uma programação
para cada uma das tarefas MP/
MPRED: consiste em duas etapas: o tempo de duração para cada tarefa a ser realizada e a frequência com que deverá ser
executada.

116
Projeto de manutenção industrial
e) Indicadores
Indicadores consistem em itens de verificação que deverãoembasar a avaliação do monitoramento realizado em um sistema.
O acompanhamento e monitoramento do programa devem ser realizados, a fim de identificar se os objetivos da MPT estão sendoatingidos. Assim, como apresenta Mirshawka (1994), a análise deve incluir:
• AcompanhamentodoTMPR(TempoMédioParaReparo)identificandoseháaumento ou redução.
• Verificação se existe redução dos problemas de qualidade relacionados àmanutenção.
• Registrodaeficiênciadoequipamento.
• Acompanhamento dos custos por reparo realizado, se há aumento ou redução.
• Constatação de rápida desvalorização dos ativos da empresa.
• Acompanhamento do nível de estoque, em quantidade e valor, dos sobressalentes.
Manutenção incorreta conduz a substituições de equipamentos, o que levará a gastos maiores, podendo comprometer os custos. Portanto, o programa de MP/MPRED deve ser efetivo, eliminando quase na totalidade manutenção corretiva não-planejada, do contrário, tenderá a não receber apoio da alta direção da empresa e, consequentemente, ser interrompido.
f) Avaliação do que se está fazendo
Os manutentores são essenciais para o sucesso de um programa da manutenção e somente com o apoio da alta gerência podemos tomar conhecimento do sentimento deles em relação ao trabalho desempenhado, bem como se há um bom relacionamento interpessoal na equipe. Mirshawka (1994) reúne alguns questionamentos que podem serrealizados,afimdecompreendercomoestáoníveldesatisfaçãodos manutentores com seu trabalho, como segue:
• Os manutentores recebem as ferramentas adequadas para a realização do serviço?
Os manutentores são essenciais para o sucesso de um programa da manutenção e somente com
o apoio da alta gerência
podemos tomar conhecimento do sentimento
deles em relação ao trabalho
desempenhado.
Indicadores consistem em itens de verificação que deverão embasar
a avaliação do monitoramento
realizado em um sistema.

117
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
• Os manutentores recebem os materiais necessários para o serviço?
• Os materiais esta alocados apropriadamente, evitando desperdício de tempo em deslocamentos desnecessários?
• O equipamento a ser reparado já está disponível sem a necessidade de se negociar com a operação sua liberação?
• Háinstruçõesdetalhadassobreoqueecomoatarefadeveserrealizada?
• Há clareza nas explicações, tais comometas e objetivos sobre o trabalhodesignado?
Vale ressaltar, nesse momento, a importância das informações bem coordenadas e técnicas adequadas para o planejamento, a fim de orientarcorretamente os manutentores para o desenvolvimento das atividades. Do contrário, haverá o desperdício dos recursos humanos disponíveis, apresentando baixa mão de obra da manutenção. Ou seja, o setor da manutenção deve utilizar técnicas racionais de planejamento e programação para se obter a otimização dos recursos, assim como em qualquer outro setor.
Portanto, o planejamento deve incluir, segundo Mirshawka (1994):
• Materiais necessários;
• Equipe de manutentores e suas aptidões;
• Quantidade apropriada de manutentores;
• Relação dos equipamentos necessários;
• Lista de equipamentos fora do padrão;
• Descrição detalhada das etapas para a realização das tarefas;
• Descrição dos requisitos de segurança;
• Descrição de todas as imposições de leis ambientais.
Destacamos, nesse ponto, a necessidade de adequação do número de planejadores em relação à quantidade de manutentores, a fim de garantir osucesso do programa de manutenção. Recomenda-se 1 planejador para cada 20 manutentores, para um planejamento seguro, produtivo e econômico. Cabe, também, ao planejador conhecer as qualidades dos manutentores para definirsuas designações, como apresenta Mirshawka (1994):

118
Projeto de manutenção industrial
Quadro 6 - Aptidões e Qualidades
Manutentor AçãoCompetente Com iniciativa Colocá-lo à frente da execução das tarefas
Competente Sem iniciativa Assessor
Incompetente Sem iniciativa Trabalhos repetitivos
Incompetente Sem iniciativa Demissão, poderá por tudo a perder.
Fonte: Mirshawka (1993, p. 187)
Outro personagem fundamental para a realização das atividades é o supervisor, o qual deverá estar pelo menos 75% do seu tempo no piso de fábrica, acompanhando a equipe de manutenção e disponível para auxiliar, tornando-se um verdadeiro líder.
A programação da manutenção apresenta melhores resultados quando é feita com base semanal, pois programação com base diária tende a ser imprecisa pelo risco de ocorrerem emergências, enquanto com base mensal ou semestral, tornam-se muito amplas e de difícil controle.
Com estas considerações, podemos seguir agora para um exemplo de programação,afimdeelucidaroquefoicomentadoatéomomento.
g) Exemplo de um Programa de Manutenção
Vamos utilizar o exemplo fornecido por Mirshawka (1994, p. 188):
Tempo disponível18 manutentores X 40 horas = 720 horas
3 empregados contratados X 40 horas = 120 horas
6 turnos de horas extras X 8 horas = 48 horas
Tempo total para programar = 888 horas
Deduções25% para trabalho de emergências (0,25 X 888) = 222 horas
5% devido ao absenteísmo (0,05 X 888) = 44,4 horas
Trabalho de MP/MPRED (20%) = 177,6 horas
Total de deduções = 444 horas
Paradefinirotempodisponívelfoiconsideradoototaldehorasdemãodeobra, o que somou 888 horas. Destas, devemos descontar a quantidade prevista de deduções devido à possibilidade de emergências, absenteísmos e MP/MPRED, o que somou 444 horas.

119
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
Portanto...
Total para programar = Disponível – Deduções = 888 – 444 = 444 horas
... ao se programar 444 horas do trabalho para a semana, as probabilidades de realização de todos os serviços programados seria alta.
Dessa forma, observamos que para que um plano de manutenção tenha sucesso deverão a teoria e a prática andar juntas. Você consegue imaginar alguém que tem o pleno domínio de conhecimentos, mas não consegue colocar em prática? Da mesma forma, acompanhar algum acontecimento, mas sem saber por quê?
Então, chegamos ao questionamento: “Como se desenvolve um processo de programação da manutenção?” É o que saberemos a seguir.
h) O Processo da Programação
Não existe uma forma única de programação, visto que deve estar adequada àscaracterísticasdaplanta.Noentanto,Mirshawka(1994)apresentaas14etapaspelas quais a programação deve passar, os chamados 14 pontos do planejador:
1–Coletarinformaçõessobretodootrabalhoqueficouincompletoependenteaofinaldasemana.
2–Cálculo da capacidade de profissionais (manutentores) para a próximasemana.
3 – Dedução do trabalho pendente da disponibilidade de manutentores para a próxima semana.
4–Aquantidadedacapacidadedeprofissionaiseototaldehorasquepodemsertomadas dos manutentores.
5 – Considerando a prioridade e a disponibilidade dos equipamentos, o planejador escolhe os serviços para a programação.
6 – Continuidade da seleção dos serviços, comparando os requisitos de recursos de mão de obra com a disponibilidade.
7 – Apresentação da programação ao gerente de manutenção para revisão e aprovação.

120
Projeto de manutenção industrial
8–Verificação entre gerente de manutenção e operação, na quinta-feira dasemana anterior a da programação, para redistribuição das prioridades, adição de outros serviços ou até mesmo o cancelamento de alguns.
9–Retornodaprogramaçãodefinidaentreosgerentesparaoplanejador.
10 – Envio da programação para o supervisor no máximo até as 15 horas da sexta-feira.
11 – Análise da programação pelo supervisor e possíveis ajustes.
12 – Na programação não há comunicação ao superior sobre a ordem de serviço a ser feita.
13 – À medida que as ordens de serviços são executadas, o supervisor comunica ao planejador sobre as conclusões ou detalhes adicionais acerca de quaisquer anormalidades.
14 – O planejador monitora o progresso da conclusão da programação e, no período da manhã de quinta-feira, inicia a programação para a próxima semana.
Existem, no entanto, variações e ajustes nos 14 pontos do planejador para se obter a sua funcionalidade, como no caso de existir muitos planejadores ou grande diversidade de manutentores ou vários gerentes de operação, para tanto, deverá haver grande coordenação das atividades de manutenção, trabalhando de forma um pouco diferente, mas seguindo os princípios básicos apresentados.
Observando as informações apresentadas, percebemos que nunca será possível chegar a uma programação eficiente e eficaz se não houver umbomplanejamento.
Em resumo:
– Todo trabalho de manutenção deve ser programado.
– Todo trabalho de manutenção deve ser planejado por profissionaisexperientes.
– A programação deve utilizar técnicas de planejamento da capacidade.
– Nenhum trabalho deve ser programado até que esteja pronto para acontecer.

121
Confiabilidade do Equipamento, Eficiência e Eficácia da ManutençãoCapítulo 6
– A programação deve ser semanal.
– O planejador é o responsável pela programação.
– O supervisor é o responsável pelo trabalho e pela programação diária.
Atividade de Estudos:
1) Como sabemos se os objetivos do planejamento estão sendo atendidos?
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
2) Qual o papel do supervisor da manutenção? ______________________________________________________
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
AlgumasConsideraçõesFinalizando este capítulo, conhecemos os métodos comuns para a garantia
da confiabilidade, eficiência e eficácia da manutenção, abordando o uso deprogramas de Manutenção Preventiva e Preditiva que focam a disponibilidade do equipamento, evitando quebras e paradas não programadas.
AstécnicasmaiscomunsdeMP/MPREDconsistememrotinas,lubrificação,limpeza, substituições proativas e programadas, manutenção preditiva, manutençãobaseadanoestadoeengenhariadaconfiabilidade.

122
Projeto de manutenção industrial
ORCMbuscaidentificarascaracterísticasdasprováveisfalhasindicandoométodomaisadequadoparaamanutenção,aumentandooníveldaconfiabilidadeao fazer adequações no projeto. As etapas de programação das tarefas podem se voltar apenas para inspeções e levantamento de informações ou para as tarefas.
Recomenda-se a utilização de indicadores para o monitoramento e avaliação das ações da manutenção. Manutenção incorreta leva a gastos maiores.
A programação da manutenção deve ser semanal e estar de acordo com as disponibilidades e necessidades do operacional.
Com isso, seguimos para o próximo capítulo, que abordará as questões de normatização, Padronização e Auditoria do Sistema MPT/TPM.
ReferênciasMIRSHAWKA,V.;OLMEDO,N.L.TPM à moda brasileira. São Paulo: Makron Books, 1994.

CAPÍTULO 7
Normatização,PadronizaçãoeAuditoriadoSistemaMPT/TPM
A partir da perspectiva do saber fazer, neste capítulo você terá os seguintes objetivos de aprendizagem:
9 Conhecer sistemas de normas nacionais e internacionais.
9 Compreender a importância de mecanismos de controle e monitoramento para a garantia da qualidade.
9 Elaborar plano de auditoria e cronograma de manutenção preventiva dentro do sistema de MPT.
9 Descrever as principais atividades envolvidas no desenvolvimento de auditorias.

124
Projeto de manutenção industrial

125
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
ContextualizaçãoCom tudo o que estudamos até o momento, já percebemos a importância de
uma sistemática de manutenção e que, para tanto, a organização deverá adotar ferramentasdemedição,monitoramentoecontrole,afimdeverificaraeficáciadeseu programa.
Apartirdomomentoemqueumaempresa tornaseusprocessoseficazes,faz-senecessáriodocumentarseuníveldequalidade,afimdeaprimorarasuaimagem no mercado e aprimorar o valor de seu produto. Essa necessidade se torna ainda mais evidente para organizações que integram o comércio internacional. Com isso, tivemos o surgimento da padronização internacional.
Organismos oficiais possuem padrões estabelecidos para a garantia daqualidade dos produtos, de forma a criar séries de normas, nas quais qualquer organização poderá buscar sua certificação de forma a ser reconhecida pelagarantia da qualidade de seus produtos, como é o conjunto de normas da série ISO.
Nesse contexto, pretendemos compreender os conceitos de normas, relacionar alguns sistemas de normas existentes e compreender como se dá o processodeauditoriadessespadrões,afimdeobteracertificaçãoemanterospadrões de qualidade estabelecidos para sua produção.
NormalizaçãoePadronizaçãoIniciaremos nosso estudo buscando compreender os conceitos de
normalização e padronização para, então, compreendermos qual o seu papel na implantação de um programa de MPT.
Originada da palavra “normal”, a normalização busca o estabelecimento de padrões comuns a uma dada situação, ou seja, cria-se a padronização. Segundo a ABNT – Associação Brasileira de Normas Técnicas – Normalização consiste na atividade de estabelecimentodeprescriçõesespecíficasaseremaplicadasaousocomumerepetitivo,afimdeobtermáximaordememumdadocontextode problema existente ou potencial.
Nessesentido,apresentamosasdefiniçõesdaABNTNB-0paraNormalizaçãoe Padronização, como segue:
Normalização é a classe de norma técnica que constitui um conjunto metódico e preciso destinado a estabelecer regras
A normalização busca o
estabelecimento de padrões comuns a uma dada situação,
ou seja, cria-se a padronização.

126
Projeto de manutenção industrial
para execução de cálculos, projetos, fabricação, obras, serviços ou instalações, prescrever condições mínimas de segurança na execução ou utilização de obras, máquinas ou instalações, recomendar regras para elaboração de outras normas e demais documentos normativos.
Padronização é a classe de norma técnica que constitui um conjunto metódico e preciso de condições a serem satisfeitas, com o objetivo de uniformizar formatos, dimensões, pesos ou outros elementos de construção, materiais, aparelhos, objetos, produtos industriais acabados, ou, ainda, de desenhos e projetos.
A normalização é amplamente utilizada pelas organizações como meioparaoestabelecimentodepadrõesdequalidade,afimdegarantiramelhorrelaçãoentreocustodaproduçãoeoprodutofinal,garantindoa competitividade no mercado.
Podemos também relacionar alguns benefícios trazidos pela adoção de normalizaçãoàsorganizações,apresentadospelaABNT,taiscomo:
• Utilização racional de recursos, como equipamentos, materiais e mão de obra;
• Padronização da produção;
• Facilitação para o treinamento da mão de obra, elevando o nível técnico da equipe;
• Registro do conhecimento tecnológico;
• Melhoria no processo de contratação e venda de tecnologias;
• Redução do consumo de materiais e desperdício;
• Padronização de equipamentos e componentes;
• Procedimentos para cálculos e projetos;
• Melhoria da produtividade;
• Melhoria da qualidade;
• Controle de processos.
Nesse contexto, a ABNT ISO/IEC (1999 apud LORDELO, 2002, p. 12) conceitua norma como “documento estabelecido por consenso e aprovado por um organismo reconhecido, que fornece, para uso comum e repetitivo, regras, diretrizes ou características para atividades ou seus resultados, visando àobtenção de um grau ótimo de ordenação em um dado contexto”.
A normalização é amplamente utilizada pelas organizações
como meio para o estabelecimento de padrões de
qualidade, a fim de garantir a melhor relação entre o
custo da produção e o produto final,
garantindo a competitividade no
mercado.

127
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
Lordelo (2002) ainda relaciona os quatro níveis distintos em que as normas podem ser elaboradas: norma internacional, norma de nível regional, norma de nível nacional e norma de nível empresarial.
A utilização de normalização no Brasil se deu na década de 70 com a criação do Sistema Nacional de Metrologia, Normalização e Qualidade Industrial, o SINMETRO, o qual é composto por diversas organizações, tais como o INMETRO, a ABNT, o IPEM, dentre outros.
Ocredenciamentoecertificaçãodasorganizaçõessãorealizadospelos organismosde certificação, tais como INMETROe ISO, sendoeste último sistema internacional de normalização. No entanto, primeiramente,vamoscompreenderosignificadodecredenciamentoecertificação,conformeLordelo(2002):
• Credenciamento: trata-se do reconhecimento formal de que uma organização possuicompetênciatécnicaparaarealizaçãodeserviçosespecíficosedeveser concedido por um organismo autorizado.
• Certificação de conformidade: consiste no documento emitido emacordocomasregrasdeumsistemaecertificação,atestandoa qualidade de um sistema, produto ou serviço. Pode ser de três tipos:certificaçãodeprodutos/processo/serviço,sistemadegestãoou de pessoal.
Dessa forma, observamos que o estabelecimento de normas de padronização visa a garantir melhor qualidade ao processo, orientando programas de gestão da qualidade nas organizações. Nesse sentido, podemos perceber que a normalização e padronização também devem ser aplicadas ao programa de manutenção produtiva, de forma a buscar garantir os benefícios desse tipo de atividade para a MPT.
ExemplosdeOrganismoseSistemasdeNormalizaçãonoBrasileExterior
Você já deve ter ouvido falar em selo Inmetro, Procel ou as famosas normas ABNT. Estes são exemplos de organismos de padronização que atuam no Brasil. Além destes, tomando por base Lordelo (2002), podemos citar:
Credenciamento: trata-se do
reconhecimento formal .
Certificação de conformidade:
consiste no documento
emitido em acordo com as regras de um sistema e certificação, atestando a
qualidade de um sistema, produto ou
serviço.

128
Projeto de manutenção industrial
a) No Brasil:
• INMETRO – Instituto Nacional de Metrologia, Normalização e Qualidade Industrial: compete-lhe a padronização e disseminação das unidades do Sistema Internacional (SI) e atividades de pesquisa com o objetivo de promover a competitividade brasileira.
• CONMETRO – Conselho Nacional de Metrologia, Normalização e Qualidade Industrial: responsável pela formulação, coordenação e supervisão da Política NacionaldeMetrologia,NormalizaçãoIndustrialeCertificaçãodaQualidadede Produtos, Serviços e Pessoal.
• SINMETRO – Sistema Nacional de Metrologia, Normalização e Qualidade Industrial: exerce atividades relacionadas com metrologia, normalização, qualidadeindustrialecertificaçãodaconformidade.
• ABNT – Associação Brasileira de Normas Técnicas: responsável pela normalização técnica brasileira e fornece a base necessária ao seu desenvolvimento tecnológico.
b) No Exterior:
• ISO – International Organizations for Stardardization (Organização Internacional de Padronização): principal organismo mundial na elaboração e publicação de normas internacionais. Veremos mais detalhadamente a ISO posteriormente.
• IEC – International Electrotechnical Commission (Comissão Eletrotécnica Internacional): elaboração e publicação de normas internacionais para tecnologiaselétricas,eletrônicaseafins.
• AMN – Asociación Mercosur de Normalización (Associação Mercosul de Normalização): composta pelos organismos nacionais de normalização dos países membros do Mercosul, sendo a ABNT, no Brasil, o IRAM, na Argentina, o INTN, no Paraguai e o UNIT, no Uruguai. Desenvolvem normas por meio de comitês setoriais.
Atividade de Estudos:
O texto a seguir relata uma matéria apresentada no programa Fantástico na qual o Inmetro testa oito marcas de beliche. Leia atentamente e responda as questões na sequência.

129
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
Inmetro testa oito marcas de beliche no Fantástico
O quadro “Atenção, Consumidor!”, exibido no programaFantástico, da TV Globo, mostrou o teste realizado pelo Inmetro em oito marcas de beliche, no Laboratório de Controle de Qualidade do Senai/Cetemo, em Bento Gonçalves (RS). “Identificamos queno exterior, em particular nos Estados Unidos, aconteceram quase 1.300 acidentes só em um ano com beliches. Então, em função disso, decidimos analisar o produto para ver o grau de risco por ele oferecido”,afirmaAlfredoLobo,diretordaQualidadedoInmetro.
O Instituto analisou as seguintes marcas: Bila Cama Beliche 88, Fritz, Kampalar, Orleans, Palillo, Rubin, Torneado e Unierre. As análises foram realizadas de acordo com uma norma europeia, porque o Brasil ainda não possui uma norma para beliches. “O fato de não existir uma norma brasileira não isenta o fabricante de dar informações, principalmente sobre instruções de uso seguro”, comentou Lobo.
O primeiro teste verificou os seguintes itens: se o materialestava livre de insetos, como cupins; se a madeira era resistente; se a construção era segura e de fácil montagem pelo consumidor; e se havia extremidades abertas. Todas estavam fora de conformidade. Outrotesteverificouasegurança,firmeza,oespaçoentreasbarraslateraiseafixaçãodacamasuperiornainferior.Tambémnesseitem,todas as marcas estavam fora de conformidade, assim como no que diziarespeitoàsinformaçõesaoconsumidor.
O último teste foi o da resistência dos estrados. Os das marcas Fritz, Kampalar, Orleans, Palillo, Rubin e Torneado quebraram ou se soltaram durante o ensaio. As marcas Rubin, Bila Cama Beliche 88 e Unierre informaram já estar providenciando estudos para adequação às normas técnicas. Os demais fabricantes não se posicionaramsobre os laudos enviados.
Fonte: BRASIL. INMETRO. Brasil testa oito marcas de beliche no Fantástico. 26 jul. 2010. Disponível em <http://www.inmetro.gov.br/noticias/
verNoticia.asp?seq_noticia=3045>. Acesso em: 25 set. 2010.
1) Em sua opinião, o teste realizado e tornado público em rede nacional afetou a percepção das marcas no mercado? Por quê?
____________________________________________________ ____________________________________________________ ____________________________________________________

130
Projeto de manutenção industrial
____________________________________________________ ____________________________________________________ ____________________________________________________
2) Os problemas ocorridos podem ter sido causados por manutenção industrialineficiente?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
3) Que tipo de ações internas essas empresas avaliadas poderiam adotar para reverter essa situação?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
Dentre os sistemas de normalização relacionados, podemos destacar a ISO queéreconhecidamundialmenteesuacertificaçãoconferemaiorcredibilidadeàorganização.
NormaISOÉ impossível falarmos de qualidade sem falar nas normas ISO
9000. As normas ISO fazem referência e estabelecem linhas de conduta para a auditoria da qualidade, mencionando plano, execução, relatório e acompanhamento dos resultados da auditoria. Com isso, segundo Kardec e Nascif (2003) temos que o conjunto ISO 9000 relaciona normas para projeto, fabricação, comercialização e assistência técnica, tendo sofrido já várias reformulações desde seu surgimento.
Representada pela ABNT no Brasil, a ISO estabelece um modelo depadronizaçãoàsorganizações,ouseja,asempresasquedesejamobter sua certificação ISO devem atender os seguintes requisitos,relacionados por Desidério (2007):
As normas ISO fazem referência e estabelecem
linhas de conduta para a auditoria da qualidade, mencionando
plano, execução, relatório e
acompanhamento dos resultados da
auditoria.

131
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
• Padronização: estabelecer níveis de padronização em todos os processos-chave da organização, ou seja, todos os processos que afetem o produto e, dessa forma, o cliente.
• Monitoramento: manter constante controle de medição e monitoramento dos processosfabris,afimdegarantiraqualidadedoprodutofinal,pormeiodeanálise de indicadores de desempenho e desvios.
• Registro: manter registros adequados de forma a facilitar a rastreabilidade do processo.
• Inspeção: manter inspeção da qualidade de forma a possibilitar ações corretivassemprequesefizernecessário.
• Revisão:sistemáticadeacompanhamentoeanálisedosprocessos,afimdeverificarsuaeficácia.
Atualmente, a série de normas ANBT NBR ISO 9000:2000 substituiu a série ANBT NBR ISO 9000:1994 e é composta por três normas, ainda conforme Desidério (2007).
• ANBT NBR ISO 9000:2000: descreve fundamentos e estabelece terminologia para os sistemas de gestão da qualidade.
• ANBT NBR ISO 9001:2000: responsável pela especificação de requisitospara um Sistema de Gestão da Qualidade, no qual uma organização deverá demonstrar sua capacidade em atender os requisitos do cliente, ou seja, está voltadaàsatisfaçãodocliente.
• ANBT NBR ISO 9004:2000: objetiva a melhoria do desempenho da organização e a satisfação dos clientes e outras partes interessadas, fornecendodiretrizesquelevamemconsideraçãoaeficiênciaeaeficáciadosistema de gestão da qualidade estabelecido.
No texto a seguir, vemos um exemplo da dinâmica da implantação das normas ISO nas organizações, o que demonstra que uma norma não contempla todos os aspectos desejados pela organização e deve ser complementada.
Atividade de Estudos:
Texto para estudo
Uma empresa de fabricação de peças metálicas reconheceu a necessidade de demonstrar a sua capacidade de produzir produtos de qualidade consistente. Primeiro usaram ISO 9000 para

132
Projeto de manutenção industrial
desenvolver um plano para criar um SGQ aceitável. Em seguida, prepararam o manual de qualidade e procedimentos do sistema de qualidade exigido pela ISO 9001, excluindo as exigências que abranjam a concepção e desenvolvimento de produtos, pois seus produtos são feitos para os projetos elaborados pelos seus clientes. Implementaram o SGQ descrito em seu manual e procedimentos e garantiram que o sistema funcionasse como previsto. Mais tarde, a fim de oferecer o fornecimento de peças automotivas para umagrande empresa, atualizou o seu sistema de qualidade para atender àsnecessidadesespecíficasdosetorautomotivodaISO/TS16949.
Fonte: ISO (2010). Exemplos de uso da família ISO 9000 de normas
1) De que forma a adoção de um sistema de normalização pode colaborar no processo de manutenção industrial?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
2) Por que a certificação ISO proporciona maior credibilidade àorganização?
____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________ ____________________________________________________
AuditoriasAs auditorias compõem importante aspecto para o controle e
monitoramento das ações desempenhadas pela organização, inclusive pela manutenção, ou seja, para a gestão da qualidade, em especial, no tocante ao atendimento de normas e padrões estabelecidos. Gil (1999, p.59)defineauditoriacomo:
As auditorias compõem
importante aspecto para o controle
e monitoramento das ações
desempenhadas pela organização.

133
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
Uma função administrativa que exerce a verificação/constatação/validação, via testes e análise dos resultados dos testes, com consequente emissão de opinião, em momento independentemente das demais três funções administrativas (planejamento, execução, controle), consoante os três níveis empresariais principais (operacional, tático e estratégico).
O autor apresenta também que a auditoria da qualidade busca a avaliação e validaçãodepontosdecontroledaqualidadetotal–PCQ’s.
A norma ISO apresenta como objetivos das auditorias:
• Determinação de conformidades e não-conformidades do sistema de qualidadecomospadrõesespecificados;
• Determinaçãodaeficáciadeumsistemaadotado;
• Identificaçãodepontosdemelhorianossistemas;
• Atendimento aos requisitos regulamentares;
• Certificação,ouseja,registrodosistemadequalidade.
Dessa forma, temos que as auditorias devem ser periódicas e utilizadas para fornecer à alta gerência da organização informaçõesacerca da eficácia de sua gestão. Tais informações devem servir debaseparaasdecisõesdemelhoriasaseremimplantadaseidentificarpontoseficazesnosistema.
Para tanto, deve contar com uma equipe preparada e bem qualificada,afimdequeasinformaçõessejamconfiáveis.
No tocante à manutenção, temos que se trata de uma área da empresacomcapacidadedeinfluenciardiretamentenosresultadosorganizacionais,tantopositiva quanto negativamente, daí a importância na aplicação da auditoria para o processo de manutenção industrial.
Atividade de Estudos:
O artigo “Auditorias na Manutenção”, a seguir, aborda questões atuaisinerentesàauditoria,bemcomoaimportânciadaparticipaçãode um especialista no assunto.
Quem é do ramo sabe.
As auditorias devem ser periódicas e utilizadas
para fornecer informações acerca da eficácia de sua
gestão.

134
Projeto de manutenção industrial
Parece pura perda de tempo. Aparentemente nada se produz ou melhora.
A turma reclama e exclama: vem aí mais uma auditoria.
É fato.
Os gerentes de manutenção estão recebendo, cada vez mais, maiores responsabilidades e, em muitos casos, com uma estrutura menordevidoàreduçãodegastos,queconviveconstantementecomo departamento de manutenção.
As novas realidades que está vivendo a empresa, onde, em cada dia, há maior exigência de diminuição de gastos, de pessoal, de terceirização, de melhoria do clima profissional em todas asáreas, de melhoria dos índices de confiabilidade na organizaçãoem que trabalha, em ter a consciência de que o departamento de manutenção presta seus serviços às áreas de operação, em terdesenvolvida a consciência quanto a suas responsabilidades na preservaçãodomeioambiente,aatençãoàscondiçõesinsegurasdetrabalho, a economia de energia…
Tudo isto está fazendo com que o pessoal que trabalha na manutenção esteja não só em dia com os conhecimentos que envolvem as novas tecnologias, mas também conheça com precisão, os índices que mostram suas fortalezas e suas debilidades. Questão de sobrevivência.
Toda esta informação permitirá indicar aquelas áreas onde se deve fazer investimento de tempo e dinheiro, necessários para torná-las rentáveis, não só elas mesmas como em toda a companhia.
É onde o processo de auditoria se torna cada vez mais importante de realizar, em princípio de forma mais frequente (uma vez a cada seis meses) e, na medida em que se tenha a informação e o domínio do conhecimento gerado em relação às fortalezas edebilidades, pode ser aplicado de forma mais espaçada (uma vez por ano ou uma vez a cada dois anos).
Por sua vez, as técnicas de auditorias estão se desenvolvendo. Se no passado conhecíamos e aplicávamos quatro técnicas (Radar, Questionários, Base de dados e Indicadores), hoje em dia já se conta com mais quatro técnicas que foram propostas por consultores de

135
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
renome mundial ou por grandes empresas que atuam neste mercado especializado.
Para aplicar as técnicas de Auditoria é recomendável a constituição de um “Comitê Corporativo de Auditoria” composto, preferencialmente, pelos chefes dos diversos órgãos que estão direta ou indiretamente associados com a área sob análise.
Embora nosso foco seja a função “manutenção”, tudo que aqui se indica poderá ser aplicado a qualquer órgão da empresa ou a um conjuntodeórgãosespecíficos.
O Comitê Corporativo deve ser assessorado por um especialista queapresentarásugestõesquantoaparâmetrosaavaliar,identificarápontos que necessitam melhorias, proporá perguntas para orientação das entrevistas e auxiliará na avaliação dos resultados obtidos.
A importância em utilizar um especialista se deve a suposição de que ele se mantém atualizado não só com as novas metodologias de auditorias utilizadas no mercado, mas também poderá transferir seu conhecimento acumulado e as soluções utilizadas nas diferentes empresas em que constantemente está aplicando a citada metodologia.
As informações definidas pela auditoria permitirão “priorizar”os investimentos e colocar maiores esforços naquelas áreas que representam as melhores oportunidades de negócio.
Fonte: TAVARES, L. Auditorias na Manutenção. Disponível em: <http://manutencao.net/blogs/lourival/2007/03/26/auditorias-
na-manuteno/>. Acesso em: 16 mai. 2010.
1) Tomando por base o artigo apresentado no quadro acima e o que foi apresentado até o momento, descreva o que você compreendeu por função e importância da auditoria para a manutenção industrial.
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________

136
Projeto de manutenção industrial
a) Equipes de Auditoria
Afimdeatingirosobjetivospropostosparaaauditoria,osauditoresque comporão a equipe, além de receberem treinamento específico,devem possuir “espírito de auditor”, como apresentado por Gil (1999). Oquesignificapossuir:
• Alta capacidade de aprendizagem de novas tecnologias e situações;
• Elevado nível de aceitação de idiossincrasias pessoais, ou seja, estar preparado para ações ou proposições dos auditados, fora dos padrões convencionais;
• Ser sensato nas propostas das recomendações, verificando sempre aviabilidade de sua proposta;
• Darsustentaçãológicaequantificadaàssuasrecomendações;
• Apoiar os auditados em reivindicações que poderão contribuir para a melhoria da qualidade da organização;
• Demonstrar comprometimento com as recomendações propostas;
• Figurar como assessor nas áreas auditadas, passando treinamento e esclarecimentos aos auditados;
• Experiência e sensibilidade para a identificação de pontos de controlede qualidade mais críticos ou de maior possibilidade de apresentar não-conformidades ou baixa qualidade;
• Conhecimentos de técnicas e procedimentos que permitam a realização de testes e a análise de seus resultados;
• Atuar de forma ética;
• Prática da reengenharia organizacional;
• Ser capaz de estimular a melhoria continuada.
Dessa forma, temos que as atividades realizadas pelos auditores abrangem:
• A coordenação, desenvolvimento e execução de projetos de auditoria;
• Busca da realização dos objetivos da qualidade determinados para cada projeto;
• Informaçãoaosgestoreseprofissionaisdasáreasauditadassobreoprojetode auditoria, bem como seus resultados;
• Monitoramento da qualidade dos projetos de auditoria da qualidade.
Os auditores que comporão a equipe, além de receberem
treinamento específico, devem possuir “espírito de
auditor”.

137
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
Paratanto,consistememcaracterísticasbásicasdafiguradoauditor,aindaconforme Gil (1999): objetividade; criatividade; decisão; senso crítico; persistência; perspicácia; lógica; comunicação; persuasão; iniciativa; sociabilidade; equilíbrio; empatia; síntese; dinamismo.
Se você já teve a experiência de passar por um processo de auditoria, deve ter observado que se alguma dessas características básicas não estava presente o resultado dessa auditoria poderia estar comprometido, devido a distorções na coleta das informações ou em sua interpretação. Observe essas características na próxima oportunidade em que for auditado em sua empresa.
Com uma equipe bem treinada e preparada, o próximo passo é programar a auditoria, como veremos a seguir.
b) Programas de Auditoria
Também denominados projetos de auditoria, os programas necessitam de eficiente coordenação com gestão permanentedos trabalhos realizados, a fim de garantir a qualidade desejada,segundo Gil (1999). Para tanto, devem incluir em seu escopo todas as áreas organizacionais, incluindo-as em ciclos de auditoria com o estabelecimento de prazos e prioridades, realizando monitoramento das práticas adotadas por meio de análise de indicadores de qualidade, realizar rodízio entre os auditores ao longo do desenvolvimento de vários projetos, elaborar inventário e auditar todos os sistemas da qualidade, utilizar as diversas técnicasdeauditoriaspraticadas,alémdevariarofocodaqualidadeverificado.
A gestão de programas de auditoria para a qualidade total visa a direcionar as práticas de auditoria de forma a garantir que os auditores atuem como auxiliares dos gestores para o alcance das metas estabelecidas, apresentando atitudes pró-ativas, buscando melhorar os sistemas além de realizar auto-auditoria e praticar a qualidade total.
c) Fases da auditoria
A auditoria consiste em uma atividade programada, portanto, deverá ser organizada e agendada previamente. Dessa forma, podemos relacionar as fases da auditoria, tomando por base o apresentado pelo Manual de Normas de Auditoria (BRASIL, 1998), como segue:
• Programação da auditoria: inclui elementos da auditoria (assistência,
Projetos de auditoria devem
incluir em seu escopo
todas as áreas organizacionais, incluindo-as em
ciclos de auditoria.

138
Projeto de manutenção industrial
recursos, programas especiais, gestão, sistemas, dentre outros); ação (atuação dosistemaauditado)eregulamentação(adequaçãoàlegislaçãovigente).
• Preparação da auditoria: busca a definição do escopo da auditoria e osaspectos a serem considerados. Recomenda-se a utilização da ferramenta 5W 2H,demonstradanoquadro6,ondepoderãoserrelacionadasàsatividadesaseremrealizadas,concatenandoseusresponsáveis,definindoprazos,custos,dentre outros fatores relacionados para a realização da atividade. Nesta fase, define-seaequipedeauditoria,bemcomooauditorchefe,asatividadesouprocessos a ser auditados, assim como a documentação relativa, o material a ser utilizado, pontos chave dos processos, as pessoas/técnicos envolvidos, incluindo seu grau de capacitação e a elaboração do check list (lista de verificação).
Quadro6-Ferramenta5W2H
Atividade 1 Atividade 2 Atividade 3 Atividade 4 Atividade 5What?O quê?
Who?Quem?
Where?Onde?
When?Quando?
Why?Por quê?
How?Como?
How much?Quanto?
Fonte: A autora.
O Plano deAuditoria busca o estabelecimento e definição dos critérios eprogramação das atividades, devendo incluir o objetivo e escopo da auditoria, identificaçãodosdocumentosde referência, localedatadaauditoria,áreasouunidades a serem auditadas, tempo programado para as atividades, exigência de confidencialidade.
• Planejamento da Auditoria: deve incluir primeiramente um exame preliminar para, então, seguir para a elaboração do programa de trabalho.
O exame preliminar objetiva identificar os elementos necessários para a

139
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
realização da auditoria, analisando as características das atividades a serem auditadas, considerando relatórios e documentos que serão analisados, relatórios de apoio que serão elaborados pelos auditores, relatórios de auditorias anteriores, normaseinstruçõesvigentes,legislaçãoespecíficaevigente,outrosdocumentosque se julguem necessários e pertinentes.
Oresultadodosexamespreliminares levaráàelaboraçãodoprogramadetrabalho,oqualdeveráincluiroobjetivoeescopodaauditoria,definiçãoealcancedosprocedimentosquedeverãoserrealizados, identificaçãodasatividadesquedeverão ser auditadas, identificação dos documentos de referencia, tais como,instruçõesespecíficas,manuais, normas,dentreoutros,material a serutilizado(roteiro, relatórios, check list),alémdoestabelecimentodetécnicasapropriadasàmetodologia adotada para a auditoria.
• Realização da Auditoria e Avaliação dos Resultados: a realização da auditoria pode ser dividida em seis fases, descritas a seguir:
I – Reunião de Abertura: a fim de estabelecer clima de boa comunicação ecooperação entre os envolvidos, devendo estar presente a equipe de auditoria e a direção da área auditada. A reunião deverá ser objetiva, incluindo a entrega do ofício de apresentação, apresentação dos auditores, apresentação do escopodaauditoria,confirmaçãodoacompanhantedaauditoriaeestabelecera área de trabalho dos auditores.
II – Execução da Auditoria: quando as verificações são realizadas in loco, recomenda-se a utilização de check list como apoio, apresentar objetividade nas anotações, identificar evidencias objetivas que sustentem as não-conformidades, fazer contato pessoal com as pessoas que realizam as tarefas de forma a não se ater somente aos documentos, ouvir mais e falar menos, atentar para atividades que podemdificultar a auditoria, tais como,interrupções, documentos não localizados, atividade de última hora de pessoas chave no processo.
III – Avaliação da Auditoria: nesta etapa todas as informações e dados coletados durante a auditoria são analisados e avaliados.
IV – Reunião de fechamento: Concluídas as análises se faz necessário comunicar os resultados à direção das áreas auditadas, apontandodistorções para as quais caberão orientações de correção imediata.
V – Relatório de Auditoria: elaborado já na sequência, permite a divulgação

140
Projeto de manutenção industrial
das ações preventivas/corretivas/saneadoras a outros órgãos de forma a encaminhar para as providencias.
VI – Ações de Acompanhamento (Follow up):visaaoacompanhamentoeàefetividade das ações propostas pela auditoria.
• Elaboração do Relatório – apresentação de resultados.
Possui caráter formal e apresentará os resultados das análises de auditoria, devendo reunir em suas informações o escopo e objetivo da auditoria, identificaçãodaequipe,datadaauditoria,documentosauditadosourelacionados,descriçãodasnão-conformidades identificadasduranteoprocessodeauditoria,julgamento quanto à importância das não-conformidades detectadas e comopodeminfluenciarnosistemaearelaçãodeencaminhamentosdorelatório.
Com isso, caro(a) aluno(a), observamos que todo o processo de normalização e auditoria pode ajudar consideravelmente no desenvolvimento e estabelecimento de padrões de qualidade para as organizações em todos os setores, incluindo a manutenção, buscando cada vez mais a melhoria do processo e da produtividade.
Atividade de Estudos:
1) Qual a função da auditoria? ______________________________________________________
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
2) Qualoperfildeumauditor? ______________________________________________________
______________________________________________________ ______________________________________________________ ______________________________________________________
3) Explique resumidamente qual o objetivo de cada fase da auditoria. ______________________________________________________
______________________________________________________ ______________________________________________________ ______________________________________________________

141
Normatização, Padronização e Auditoria do Sistema MPT/TPMCapítulo 7
______________________________________________________
AlgumasConsideraçõesVerificamos,nestecapítulo,queapreocupaçãocomagarantiadaqualidade
é mundial e que há o estabelecimento de normas e sistemas padronizados internacionalmente,afimdequalificarasorganizações,garantindoaqualidadedeseus produtos por meio de maior padronização de seus processos.
Dessa forma, as auditorias funcionam como excelentes métodos de monitoramento e controle das ações que vêm sendo realizadas em qualquer setor, não somente no setor da manutenção, devendo ser adequada para cada setoremqueseráaplicada,mantendoomesmo foco inicial, a identificaçãodepontos críticos no sistema que possam causar problemas, comprometendo a produtividade e a qualidade e, com isso, os resultados da organização.
No próximo capítulo, buscaremos compreender como se elabora um plano de implementação de um sistema de manutenção produtiva, destacando os pontos importantes e indispensáveis para o programa.
ReferênciasBRASIL. Ministério dos Transportes. Manual de normalização. Rio de Janeiro: Ministério dos Transportes/Instituto de Pesquisas Rodoviárias, 2009. Disponível em: <http://www1.dnit.gov.br/ipr_new/..%5Carquivos_internet%5Cipr%5Cipr_new%5Cmanuais%5CMANUAL_NORMALIZACAO_VERSAO_FINAL_11_02_2009.pdf>. Acesso em: 18 mai. 2010.
______. Ministério da Saúde. Manual de normas de auditoria Brasília: Ministério da Saúde, 1998. Disponível em: <http://www.saude.sp.gov.br/resources/gestor/acesso_rapido/auditoria/manual_normas_auditoria.pdf>. Acesso em: 18 mai. 2010.
DESIDÉRIO,Z.P.ISO 9000 – Conceitos. set. 2007. Disponível em:<http://www.oficinadanet.com.br/artigo/491/iso_9000_-_conceitos>.Acessoem:18 mai. 2010.
GIL, A. L. Auditoria da qualidade: auditoria, qualidade e fraudes – novos

142
Projeto de manutenção industrial
desafios.Atlas:SãoPaulo,1999.
KARDEC, A.; NASCIF, J. Manutenção – Função Estratégica. Rio de Janeiro: Qualitymark, 1999
LORDELO, P. Sistemas ISO 9001:2000 – estudos de casos em pequenas construtoras de Edifícios. EDUSP: São Paulo, 2002.
ISO. Exemplos de uso da família ISO 9000 de normas. Disponível em: <http://translate.google.com.br/translate?hl=pt-BR&langpair=en%7Cpt&u=http://www.iso.org/iso/ iso_catalogue/management_standards/quality_management/iso_9000_selection_and_use/examples_of_using_the_iso_9000_family_of_standards.htm>. Acesso em: 05 dez. 2010.

CAPÍTULO 8
AMPTPassoaPasso
A partir da perspectiva do saber fazer, neste capítulo você terá os seguintes objetivos de aprendizagem:
9 Elaborar um plano de implementação de um Sistema de MPT.
9 DefinirpontosimportanteseindispensáveisparainserirnosistemadeMPT.
9 Enunciar detalhadamente o programa completo do Sistema de MPT a ser implementado na empresa.

144
Projeto de manutenção industrial

145
A MPT Passo a PassoCapítulo 8
ContextualizaçãoDurante todo o nosso estudo, vimos o surgimento dos conceitos da
manutenção industrial, os tipos de manutenção existentes, a ocorrência de falhas e danos, o desenvolvimento e implantação de um programa de manutenção que visaàgarantiadaeficáciadoequipamentopara,então,aempresaoficializarasuaqualidadepormeiodecertificaçãoeauditoria.
Agora, conhecendo os fatores que envolvem o programa da MPT, bem como algumas técnicas disponíveis para o gerenciamento, controle e monitoramento da manutenção, cabendo aqui os processos de auditoria, resta-nos agora compreender o seu passo a passo, desde a decisão pela alta gerência até a sua consolidação na organização.
Portanto, nesse capítulo, veremos como deve acontecer o processo de implementação de um programa de MPT nas organizações, de forma a compreender a importância das atividades realizadas em cada etapa, bem como a aplicação de técnicas já vistas anteriormente durante o processo.
Assim, caro(a) acadêmico(a), convido-o(a) para mergulhar um pouco mais nos conhecimentos acerca da manutenção industrial.
AsDozeEtapasparaImplantaçãodoMPTConsiderando e seguindo as doze etapas para implantação do MPT
sugeridas pelo JIPM – Instituto Japonês de Manutenção da Planta – estima-se um período de 3 a 6 meses para a preparação do programa e até 3 anos para início e consolidação, como apresenta Tavares (1996).
Portanto, podemos dividir a implementação nas seguintes fases: preparação para introdução, início da introdução, implementação e consolidação, onde se distribuem as doze etapas que estudaremos a seguir, tomando por base o apresentado por Tavares (1996):
a) Preparação para Introdução
• Etapa 1 – Manifestação da alta gerência sobre a decisão de introduzir o MPT
A decisão da alta gerência em adotar um programa de MPT deverá ser declarada em reunião de diretoria e a seguir divulgada para todos os funcionários,
Considerando e seguindo as
doze etapas para implantação do MPT estima-se
um período de 3 a 6 meses para a preparação do programa e até 3 anos para início e
consolidação.

146
Projeto de manutenção industrial
pois deles dependerá o sucesso da implementação. Recomenda-se a realização de eventos, tais como, seminários e encontros sobre a MPT, onde a decisão deve ser reafirmada. Nas empresas de grande porte,recomenda-se realizar um projeto piloto de MPT em algumas localidades específicaspara,posteriormente,aplicá-lonaorganizaçãocomoumtodo.
• Etapa 2 – Campanha de Divulgação e Treinamento para Introdução do MPT
Lembrando que o “T” deMPT significa “Total”, ou seja, envolvetodos os funcionários dos diversos níveis hierárquicos, abrangendo não apenas o setor da produção, mas também os demais setores, como pesquisa e desenvolvimento, projetos, contabilidade, vendas, dentre outros. Ao passo que somente a decisão da alta gerência não é o suficiente para o sucesso do programa. Dessa forma,maior compreensão e comprometimento se conseguem com o desenvolvimento de treinamentos específicos para todos os níveishierárquicos, tornando a linguagem comum a todos. Recomenda-se a realização de campanha interna com posters e slogans.
• Etapa 3 – Estrutura para Implantação do MPT
Esta etapa visa à criação da uma estrutura horizontal, formadapor equipes de projetos que servirão como base para a promoção da MPT na organização, trabalhando conjuntamente com a estrutura formal já estabelecida na empresa. Deve, portanto, haver a constituição de uma comissão de MPT a qual será responsável pela promoção da implementação do programa em âmbito organizacional, criando-se, também, comissões para cada divisão ou filial. Pode-se, ainda,estabelecergruposmenoreseespecíficosparacadaáreadeatuação.Opresidente da comissão de implantação é responsável por grande parte do sucesso da implantação, portanto, deverá ser escolhido com cautela.
• Etapa 4 – Estabelecimento de Diretrizes Básicas e Metas para o MPT
O MPT deve estar alinhado com as diretrizes básicas da administração no planejamento de médios e longos prazos, integrando asmetasanuais daorganização.Deveexistir a definiçãodaposturanecessária para cada nível hierárquico e o estabelecimento de metas, a fimdeincorporarosconceitosesugestõesdeexecuçãoemconsensocom todos os envolvidos. Nessa etapa, são definidos os objetivos a
A decisão da alta gerência em adotar
um programa de MPT deverá ser declarada em
reunião de diretoria e a seguir divulgada
para todos os funcionários, pois deles dependerá
o sucesso da implementação.
Maior compreensão e comprometimento se conseguem com o desenvolvimento
de treinamentos específicos para todos os níveis hierárquicos, tornando a
linguagem comum a todos.
Deve haver a constituição de uma comissão de MPT a qual
será responsável pela promoção da
implementação do programa em âmbito
organizacional, criando-se,
também, comissões para cada divisão
ou filial.

147
A MPT Passo a PassoCapítulo 8
serematingidos,incluindoasmetasemrelaçãoàreduçãodequebras,aumentodaconfiabilidade,dentreoutras.Paratanto,deveexistirumaanálise criteriosa de cada item, bem como seu monitoramento.
A conquista do prêmio PM (Prêmio PM) serve como um incentivador da implantação do programa de MPT, no entanto não deve consistir no objetivo principal da organização, mas sim um meio para atingir a excelência em sua produção. As metas a serem definidaspodem ser baseadas nos critérios para o recebimento do prêmio PM onde a quantidade de quebras das máquinas pode variar entre 1/50 e 1/100, o índice de defeitos de 1/10 e o incremento na produtividade em pelo menos 50%.
• Etapa 5 – Elaboração do Plano Diretor para Implantação do MPT
Plano Diretor consiste em um plano de metas envolvendo desde a preparação para a introdução do MPT até a avaliação para o prêmio PM. Inicia-se com o estabelecimento de um cronograma, incluindo as doze etapas previstas para o desenvolvimento da MPT, indicando o que deverá ser feito e quando. Tomando por base o Plano Diretor, cada departamento desenvolverá o seu próprio cronograma, tendo como objetivo atender o estabelecido. Anualmente, deve ser realizada uma avaliação do progresso conseguido, comparando o que foi planejado com o realizado, introduzindo correções que se façam necessárias. O Plano Diretor deve levar em consideração o tempo necessário para que surjam os resultados.
Para tanto, a comissão deverá reunir-se com frequência para avaliar o progresso da evolução do programa.
b) Início da Introdução
• Etapa 6 – Início do Programa de MPT
Após concluir as etapas anteriores, inicia-se, então, a implantação do programa.Nestaetapa, lança-seodesafiodeeliminarasseisgrandesperdas,descritas no capítulo 4 de nosso estudo, sendo elas: perdas por quebras, perdas devido aos ajustes e ao tempo de preparação, pequenas paradas e trabalho lento ouavazio,perdasdevidoàcapacidadereduzida,problemasdequalidade,perdasdevido ao reinício e na partida. Além disso, buscar a compreensão e a motivação detodososfuncionários,afimdeatingirasmetasestabelecidas.
O MPT deve estar alinhado com as diretrizes básicas da administração no planejamento
de médios e longos prazos, integrando as metas anuais da
organização.
A conquista do prêmio PM (Prêmio
PM) serve como um incentivador
da implantação do programa de MPT,
no entanto não deve consistir no
objetivo principal da organização, mas sim um meio para
atingir a excelência em sua produção.
A comissão deverá reunir-se com
frequência para avaliar o progresso
da evolução do programa.

148
Projeto de manutenção industrial
Faz-se necessário programar uma cerimônia de lançamento onde haja a abordagem dos seguintes tópicos:
– ReafirmaçãodaDiretorianaimplantaçãodoprograma;
– Explanação do programa, bem como suas diretrizes, metas e Plano Diretor;
– Declaraçãosolenedeaceitaçãododesafiode conquistar oprêmioPM,feita por um dos funcionários;
– Manifestaçõesdeincentivorealizadasporvisitantespresentesàcerimônia.
Observa-se a importância de que o treinamento introdutório ao MPT para todos os funcionários já esteja concluído.
Atividade de Estudos:
1) Que papel desempenha a comissão de implantação de um programa de MPT?
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
c) Implementação
• Etapa 7 – Melhoria Individualizada nos Equipamentos para Maior Rendimento Operacional
Nesta etapa, escolhe-se um equipamento piloto para realização de estudo por parte do grupo de trabalho, o qual deve integrar membros da Engenharia de Processo e Manutenção, fabricação e operadores. Para tanto, o equipamento escolhido deve se caracterizar como “gargalo” na produção, ou seja, aquele que vem apresentando paradas crônicas.
O equipamento escolhido deve se caracterizar como “gargalo” na produção, ou seja, aquele que
vem apresentando paradas crônicas.

149
A MPT Passo a PassoCapítulo 8
Dessa forma,os resultados tenderãoasermaissignificativos.O trabalhodeveconsiderar as seis grandes perdas, escolhendo aquela que oferece maior gravidade para a planta em questão.
Com a demonstração de melhorias individualizadas, ficam evidentes ashabilidades do pessoal de engenharia de processo e da manutenção. Dessa forma, cada líder de grupo poderá implantar melhorias em seu próprio local de trabalho com a atuação de pequenos grupos. Para tanto, métodos de engenharia industrial, controle de qualidade, engenharia da confiabilidade, dentre outros jávistos, deverão ser adotados.
Recomenda-se a escolha de um equipamento piloto para cada setor, evitando a atuação em muitos equipamentos simultaneamente, incluindo como membro da equipe uma pessoa que conheça muito bem o método de análise da PM.
• Etapa 8 – Estruturação para a Manutenção Autônoma
Nesta etapa, busca-se a disseminação do conceito “Da minha máquina cuido eu”, inserido na manutenção autônoma, ou seja, desenvolver as técnicas e habilidades em cada operador para que ele mesmo realize os procedimentos mais simples de manutenção no equipamento em que opera. Para tanto, aplicam-se os sete passos da manutenção autônoma já vistos no segundo capítulo de nosso estudo e que recordaremos na sequência:
– Limpeza e inspeção: a limpeza leva ao conhecimento de inconveniências, ouseja,oincentivoàlimpezalevaosoperadoresadescobriremsituaçõesdiversasàideal,possibilitandoaatuaçãoimediata.
– Medida contra origem da sujeira e local de difícil acesso: ações contra fontes geradoras de problemas e melhorar o acesso a locais mais difíceis facilita a detecção de problemas potenciais.
– Elaboração de padrões provisórios para limpeza, inspeção e lubrificação:elaboraçãodomanualdelimpeza,inspeçãoelubrificaçãoaser seguido.
– Inspeção geral do equipamento: treinamento de técnicas específicasde inspeção, possibilitando a correção de falhas e a regeneração do funcionamento original do equipamento.
– Inspeção autônoma:inspeçãoespontânea,afimdemanterascondiçõesde performance projetadas para o equipamento.

150
Projeto de manutenção industrial
– Domínio do instrumento e ordem do processo: elementos básicos para agestãodotrabalhobuscammeiosdemanutençãodaeficiência.
– Rigor no controle autônomo: consolidação das 6 etapas descritas anteriormentedeformaadarcontinuidadeàmanutençãoautônomaeàsatividades de melhoria.
Podemos observar que os passos de 1 a 4 consistem no aprimoramento das pessoas e equipamentos, fator fundamental para o sucesso do programa.
Atividade de Estudos:
1) Explique o porquê de o principal fator para o sucesso de um programa MPT localizar-se nas pessoas.
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
• Etapa 9 – Estruturação da Manutenção Programada pelo Departamento de Manutenção
Nesta etapa, o setor de produção possui maior autonomia para a realização de procedimentos simples de manutenção. Fica sob a responsabilidade do setor de manutenção a condução do planejamento da manutenção e a gestão de assuntos especializados, ou seja, condução de melhorias, incremento da eficiência dotrabalho de manutenção. Cabe, também, ao setor de manutenção a responsabilidade pela promoção de uma estrutura capaz de dar
Fica sob a responsabilidade
do setor de manutenção a condução do
planejamento da manutenção e a
gestão de assuntos especializados,
ou seja, condução de melhorias, incremento da eficiência do trabalho de
manutenção.

151
A MPT Passo a PassoCapítulo 8
colaboraçãodemaneiraflexível,pormeiodaelaboraçãodeplanejamentoanual,mensal e semanal das atividades, implementando um programa de manutenção baseadoemintervalosfixosdetempopara,posteriormente,seguirparaotrabalhobaseado na performance do equipamento.
• Etapa 10 – Treinamento para Melhoria do Nível de Capacitação da Operação e da Manutenção
Consiste, neste momento, o desenvolvimento de novas habilidades e conhecimentos do pessoal da operação e da manutenção, no entanto, diferentemente da fase inicial. Em síntese, consiste no preparo das pessoas em “dominar” as máquinas. Para tanto, faz-se necessário o incentivo a obtenção de qualificação técnica, promoção de seminários para aprendizado e domíniodas técnicas de manutenção a serem utilizadas pelos operadores e o efetivo treinamento dos envolvidos.
• Etapa 11 – Estruturação do Controle da Fase Inicial de Operação dos Equipamentos
Etapa voltada aos órgãos de engenharia da organização, tanto para os processos como para a construção de máquinas, buscando garantir a confiabilidade e a máxima eficiência dos equipamentos. Levantamentos deinconveniências, imperfeições e melhorias são efetivados nesta fase a fim deatender as metas do PM – Prevenção da Manutenção. Esses aspectos são considerados mesmo para a aquisição de máquinas novas, realizando também a análiseeconômico-financeira.
d) Consolidação
• Etapa 12 – Execução Total do MPT e Elevação do Nível Geral
A organização que chegar a esta etapa já terá sido vencedora na implementação do programa de MPT e poderá, então, candidatar-seaoprêmioPM,istoé,submeter-seàcomprovaçãodoseuníveldeperfeição e validar os esforços despendidos desde o início do processo.
Para tanto, deverá realizar os preparativos para o exame de avaliação de forma a atender os tópicos recomendados pela norma do exame com a elaboração do relatório a ser apresentado ao JIPM e a inspeção física do local.
Necessário o incentivo a obtenção de qualificação
técnica, promoção de seminários
para aprendizado e domínio das
técnicas de manutenção a
serem utilizadas pelos operadores
e o efetivo treinamento dos
envolvidos.

152
Projeto de manutenção industrial
Atividade de Estudos:
1) OquesignificaparaaorganizaçãoaconquistadoprêmioPM–Plant Maintenance (Manutenção da Planta)?
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
2) Escolha uma das fases do programa e descreva as ações necessárias para sua implementação
______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________
No quadro a seguir vemos resumidamente as fases para a implantação da MPT:
Quadro 7 - Fases para a implantação da MPT
Fase Etapa Pontos Principais
Preparação paraIntrodução
1. Manifestação da alta direção so-bre a decisão de introduzir o MPT. 2. Campanha de divulgação e trein-amento para introdução do MPT. 3. Estrutura para implantação do MPT. 4. Estabelecimento de diretrizes básicas e metas para o MPT. 5. Elaboração do plano diretor para implantação do MPT.
Decisão da Alta Gerência em implantar um programa de MPT e divulgação à organi-zação como um todo. Treinamentos específicos para todos os níveis hierárquicos.Campanha interna com posters e slogans. Constituição da comissão de implantação. Definição das metas baseadas nos critéri-os do prêmio PM. Cronograma prevendo as doze etapas do processo, o qual direcionará o planejamen-to dos departamentos.

153
A MPT Passo a PassoCapítulo 8
Início da Intro-dução
6. Início do programa de MPT. Cerimônia de lançamento.
Implementação
7. Melhoria individualizada nos eq-uipamentos para maior rendimento operacional.8. Estruturação da manutenção autônoma. 9. Estruturação da manutenção programada pelo departamento de manutenção. 10. Treinamento para melhoria do nível de capacitação da operação e da manutenção. 11. Estruturação do controle da fase inicial de operação dos equipamen-tos.
Seleção de um equipamento piloto para re-alização de estudo pelo grupo de trabalho.Os sete passos da manutenção autônoma.Maior autonomia da operação para reparos.Setor da manutenção mais focado na manutenção planejada.Treinamento concentrado para aprimorar e desenvolver habilidades a fim de obter maior “domínio” da máquina. Projeto de Manutenção buscando a engen-haria da confiabilidade.
Consolidação12. Execução total do TPM e elevação do nível geral.
Candidatar-se ao prêmio PM, validando os esforços empreendidos.Preparo para o prêmio Especial PM.
Fonte: WYREBSKI (2010).
AlgumasConsideraçõesCom este capítulo encerramos nosso estudo sobre a manutenção industrial e
a implementação de um programa de manutenção total nas organizações. Com ele, podemos compreender os diversos aspectos da manutenção, bem como evidenciar como fator fundamental para o sucesso do programa o fator humano, pois depende diretamente das ações dos funcionários envolvidos, tanto na fase de planejamento como na fase de implantação e consolidação. Para tanto, é necessário que a decisão da implantação da MPT parta da alta gerência, sendo ela a responsável pelo incentivo e estímulo dos funcionários dos diversos setores e hierarquias.
A MPT traz inúmeros benefícios para a organização por meio do aspecto da confiabilidadedosequipamentos,assim,técnicasesistemasoperacionaisestãodisponíveis para a realização do acompanhamento e monitoramento das ações planejadas, buscando sempre o aumento da produtividade, a redução dos custos e,dessa forma,aprimoraros resultadosfinanceirosdaorganização,garantindosua competitividade e permanência no mercado em que atua.
No entanto, observamos também que o Brasil tem um imenso espaço a ser melhorado no campo da manutenção industrial, o qual ainda não está sendo

154
Projeto de manutenção industrial
explorado em toda a sua potencialidade. Dessa forma, com o desenvolvimento de programas de MPT, o Brasil terá muito a ganhar em sua produtividade.
Com todo o nosso estudo pudemos compreender como surgiu a ideia de manutenção com suas diferentes abordagens através de sua evolução, aprendemos como desenvolver rotinas básicas de planejamento da manutenção, bem como as ferramentas mais comuns para sua realização. Pudemos compreender os custos envolvidos e de que forma a manutenção pode interferir nos custos da produção, em especial, por meio do desempenho dos equipamentos. Compreendemos,também,quaisasmetasaseremdefinidasparaumprocessode implementação de manutenção produtiva, bem como as etapas envolvidas e sua avaliação. Vimos também a utilização de normatização para os procedimentos eaimportânciadaauditoriaparacorreçãodoprocesso.Finalmente,chegamosàelaboração de um plano de implementação de um sistema MPT.
Dessa forma, caro pós-graduando, aproveite para buscar cada vez mais conhecimentos, releia o material, esclareça suas dúvidas e lembre que o mercado estácarentedeprofissionaisbemqualificados.Temosacertezadequevocêpodeserumdeles!
ReferênciasTAVARES, L A. Excelência na Manutenção: estratégias, otimização e gerenciamento. Salvador: Casa da Qualidade Editora Ltda, 1996.
WYREBSKI, J. Manutenção produtiva total: um modelo adaptado. 1997. 124f. Dissertação (Mestrado em Engenharia de Produção). Universidade Federal de Santa Catarina, Florianópolis, junho de 1997. Disponível em: <http://www.eps.ufsc.br/disserta98/jerzy/>. Acesso em: 15 mai. 2010.