
PROPOSTA PARA RACIONALIZAÇÃO DE RECURSOS EM...
15
CREATEDATE 30/04/2009 00:10:00 PROPOSTA PARA RACIONALIZAÇÃO DE RECURSOS EM CÉLULA DE MANUFATURA: ESTUDO DE CASO EM UMA EMPRESA AUTOMOTIVA João Pedro Marcante Soares (PUCRS) [email protected] Sérgio Brião Jardim (PUCRS) [email protected] Fernando de Oliveira Lemos (PUCRS) [email protected] Em busca de melhores resultados, empresas de grande e pequeno porte vem investindo pesado na melhor utilização de seus recursos e na eliminação completa de desperdícios. Através da utilização de estudos de balanceamento de células fabris, ddo estudo dos movimentos dos operadores e das mudanças de layout, as empresas tem buscado métodos de trabalho mais eficientes nos seus postos de trabalho, disseminando esta cultura entre todos os seus colaboradores. No presente artigo, desenvolveu-se um estudo de caso em uma empresa do ramo automotivo, na qual se aplicam estas ferramentas na busca da racionalização na utilização da mão-de-obra. Os resultados obtidos validaram a metodologia proposta em um ambiente organizacional que incentiva a implementação de princípios do Sistema de Produção Enxuta e que utiliza manufatura celular no processo produtivo. Palavras-chaves: Layout Celular, Gráfico de Balanceamento de Operadores, Folha de Combinação de Trabalho XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão. Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Transcript of PROPOSTA PARA RACIONALIZAÇÃO DE RECURSOS EM...

� CREATEDATE �30/04/2009 00:10:00�
PROPOSTA PARA RACIONALIZAÇÃO DE
RECURSOS EM CÉLULA DE
MANUFATURA: ESTUDO DE CASO EM
UMA EMPRESA AUTOMOTIVA
João Pedro Marcante Soares (PUCRS)
Sérgio Brião Jardim (PUCRS)
Fernando de Oliveira Lemos (PUCRS)
Em busca de melhores resultados, empresas de grande e pequeno porte
vem investindo pesado na melhor utilização de seus recursos e na
eliminação completa de desperdícios. Através da utilização de estudos de
balanceamento de células fabris, ddo estudo dos movimentos dos
operadores e das mudanças de layout, as empresas tem buscado métodos
de trabalho mais eficientes nos seus postos de trabalho, disseminando esta
cultura entre todos os seus colaboradores. No presente artigo,
desenvolveu-se um estudo de caso em uma empresa do ramo automotivo,
na qual se aplicam estas ferramentas na busca da racionalização na
utilização da mão-de-obra. Os resultados obtidos validaram a
metodologia proposta em um ambiente organizacional que incentiva a
implementação de princípios do Sistema de Produção Enxuta e que utiliza
manufatura celular no processo produtivo.
Palavras-chaves: Layout Celular, Gráfico de Balanceamento de
Operadores, Folha de Combinação de Trabalho
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
A aplicação dos princípios do Sistema Toyota de Produção (STP) aparece como um caminho
para a obtenção de competitividade e excelência operacional, em ambientes sob crescente pressão
por resultados positivos, racionalização e aprimoramento de recursos internos.
O STP surgiu com o objetivo principal de eliminar custos através da eliminação das perdas, ou
seja, atividades que geram custo e não agregam valor ao produto. Os conceitos de eliminação de
perdas e melhoria contínua estão interligados e significam que nada desnecessário deve ser feito e
que melhoria no processo é um objetivo constante (OHNO,1988; KARLSSON & AHLSTRÖM,
1995). Os sete tipos de perdas identificados pelo STP são: por superprodução, por espera, por
transporte, por processamento, por estoque, por movimentação e por má-qualidade
(SHINGO,1996).
Shingo (1996) sugere que a produção enxuta é aplicável a qualquer fábrica, mas o sistema deve
ser adaptado às características de cada planta em particular. A produção enxuta é uma estrutura
conceitual que se baseia em princípios que contribuem para melhorar o desempenho da empresa:
eliminação total de perdas; melhoria contínua; zero defeitos; produção e entrega just-in-time
(JIT); produção puxada; times multifuncionais; funções integradas; e descentralização de
responsabilidades (KARLSSON & AHLSTRÖM, 1995; SÁNCHES & PÉREZ, 2001).
O objetivo do presente trabalho é a otimização de células de manufatura através da análise das
operações e da reestruturação do layout produtivo. As análises das operações visam otimizar os
tempos e racionalizar os movimentos dos operadores. As reestruturações de layout visam
eliminar transportes e movimentações desnecessárias, reduzir distância de transporte de
componentes, reduzir ciclo de produção, reduzir horas-homem de transporte, racionalizar os
movimentos, reduzir estoque de work-in-process (WIP), aumentar a eficiência da produção e
acelerar a implementação da produção just-in-time (JIT). A proposta para alcançar o objetivo
deste trabalho é analisar o Gráfico de Balanceamento de Operadores e a Folha de Combinação de
Trabalho para apoiar a reestruturação de um layout celular com trabalhadores multifuncionais. A
metodologia proposta visa a minimização de perdas e aprimoramento do sistema produtivo de
uma empresa do setor automotivo que produz Garfos Exportação, componente de Eixos Cardan.
2. Referencial Teórico
O STP é hoje conhecido como produção enxuta por usar menos recursos em comparação com a
produção em massa. A produção enxuta combina as vantagens da produção de variedade de
produtos (mix de produtos) e produção em massa (baixos preços). Para tanto, apóia-se nos
princípios da manufatura celular, em particular na reorganização de layouts produtivos, no
treinamento para formação de trabalhadores multifuncionais e na padronização/revisão contínua
das operações (WEMMERLÖV & HYER, 1989; SPENCER & GUIDE, 1995; MONDEN apud
MILTENBURG, 1998).
O sistema de produção just-in-time (JIT), um dos princípios base do STP, é composto de várias
práticas gerenciais, cujo objetivo é melhorar continuamente a produtividade, qualidade e
flexibilidade das organizações, além de permitir visibilidade, simplicidade e padronização de

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
processos e operações (SPENCER & GUIDE, 1995). Um tipo de manufatura que está
intimamente relacionada ao sistema JIT e aos conceitos de alargamento e enriquecimento do
trabalho é a manufatura celular.
Na manufatura celular, converte-se todo ou parte do sistema produtivo em centros de trabalho ou
células (equipe de trabalhadores e máquinas) para produção de famílias de produtos ou
componentes (RUSSELL; HUANG & LEU, 1991), os quais são agrupados em função da
similaridade de geometria, de processo ou de ambos (OLORUNNIWO & UDO, 2002), e com
trabalhadores multifuncionais inteiramente responsáveis pelos resultados dentro da célula. Dentro
das células são agrupadas estações de trabalhos próximas umas das outras. As informações para
funcionamento das células são disponibilizadas aos operadores e o tempo de transferência e
espera de componentes e produtos são minimizados (YAUCH & STEUDEL, 2002). O layout
celular conjuga dois importantes benefícios dos layouts lineares e funcionais. Primeiro, através da
tecnologia de grupo, reúne equipamentos e produtos afins, proporcionando ganhos de escala
típicos da produção em linha. Segundo, através da reorganização física de equipamentos,
aproxima trabalhadores promovendo a multifuncionalidade e a flexibilidade da força de trabalho,
característica dos layouts funcionais.
Para Shingo (1996), o Mecanismo Função Produção pode ser abordado de duas maneiras:
analisando os processos e analisando as operações. A análise do processo consiste no
acompanhamento do fluxo de valor do processo produtivo. A análise das operações objetiva a
observação do operador no posto de trabalho, sua interação com equipamentos e máquinas e a
coleta de tempos de produção. Perdas por espera e movimentos desnecessários são minimizadas
ou eliminadas com otimizações nas operações através de estudos de tempos e movimentos.
O Estudo de Tempos e Movimentos é a análise dos métodos, materiais, ferramentas e instalações
utilizadas no processo produtivo. Esta análise tem por finalidades (BARNES, 1977): encontrar a
forma mais econômica de executar-se o trabalho; padronizar os métodos, materiais, ferramentas e
instalações; determinar exatamente o tempo necessário para realizar o trabalho; e ajudar a
aprendizagem do operário em um método novo.
3. Estudo de Caso
Este estudo de caso reporta a otimização de uma célula de manufatura, com base em princípios da
produção enxuta, no setor de usinagem de uma empresa do setor automotivo. O Garfo de
Exportação é um componente do Eixo Cardan, utilizado em caminhões, ônibus e caminhonetes.
O Garfo de Exportação tem a função de transmissão de torque, rotação e compensação das
diferenças de comprimento operando em ângulo.
O fluxograma do processo produtivo do Garfo Exportação pode ser visualizado na Figura 1. As
operações marcadas em vermelho identificam a célula analisada.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
Figura 1 – Fluxograma da linha do Garfo Exportação
Fonte: A Empresa
A otimização da célula de manufatura foi desenvolvida enfocando a melhoria de processos e
operações e a eliminação de perdas produtivas. É proposto um procedimento estruturado,
composto por 4 etapas: (i) levantamento de dados de fluxo, capacidade produtiva e demanda; (ii)
levantamento de tempos de produção e cálculo do takt time; (iii) elaboração do GBO (Gráfico de
Balanceamento de Operadores) e da Folha de Combinação de Trabalho; e (iv) análise de
resultados e proposta de melhorias.
3.1 Levantamento de Dados de Fluxo, Capacidade Produtiva e Demanda
Para fins de estudo, é necessário entender o funcionamento da célula de produção, ou seja, o
fluxo de materiais e a operação da célula de manufatura. Através de diagnóstico preliminar,
constatou-se uma significativa diferença de métodos e maneiras de realizar as tarefas entre os
operadores da célula. Cada operador podia definir seu método de trabalho, se adequando, à sua
maneira, no posto de trabalho.
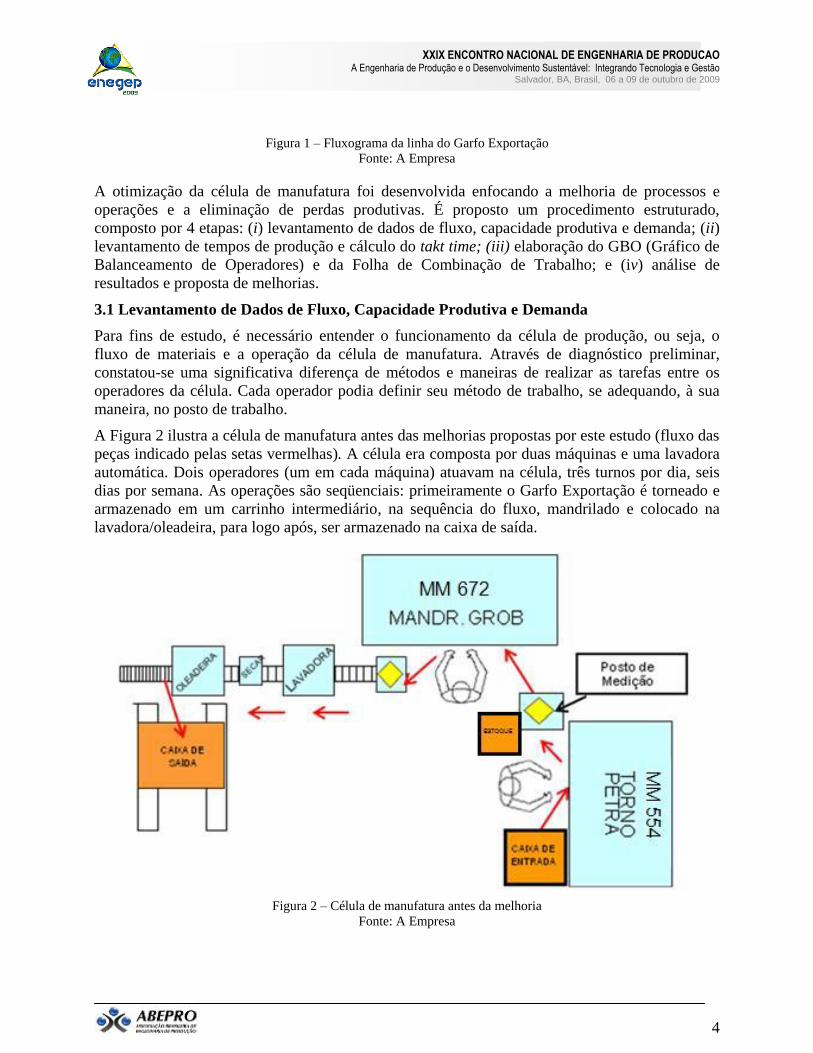
A Figura 2 ilustra a célula de manufatura antes das melhorias propostas por este estudo (fluxo das
peças indicado pelas setas vermelhas). A célula era composta por duas máquinas e uma lavadora
automática. Dois operadores (um em cada máquina) atuavam na célula, três turnos por dia, seis
dias por semana. As operações são seqüenciais: primeiramente o Garfo Exportação é torneado e
armazenado em um carrinho intermediário, na sequência do fluxo, mandrilado e colocado na
lavadora/oleadeira, para logo após, ser armazenado na caixa de saída.
Figura 2 – Célula de manufatura antes da melhoria
Fonte: A Empresa

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
Através de um estudo de carga de máquina, no qual se avalia a capacidade de produção de cada
máquina, verificou-se que célula possuía capacidade produtiva para atender a demanda de 30.000
unidades por mês. (Figura 3). Estes gráficos foram gerados para todas as linhas da empresa pelo
seu departamento de cronoanálise, responsável por toda a parte de avaliação das capacidades das
maquinas utilizadas na planta. O Torno de Perfil possuía capacidade de 48.609 unidades por mês,
a Mandriladora de 70.331 unidades por mês e a Lavadora/Oleadeira de 85.000 unidades por mês.
Figura 3 – Gráfico de Capacidade das Máquinas
Fonte: Autor
3.2 Levantamento de Tempos de Produção e Cálculo do Takt Time
Na célula em estudo, foi realizada a análise das operações de cada operador, junto com os seus
tempos manuais, utilizando princípios da cronoanálise. Ao iniciar-se o estudo dos tempos de
produção, passou-se a aceitar o método de produção atual como método padrão. Este método
passou a ser a referência para qualquer melhoria futura e para cálculos de redução de custo
(BARNES, 1977).
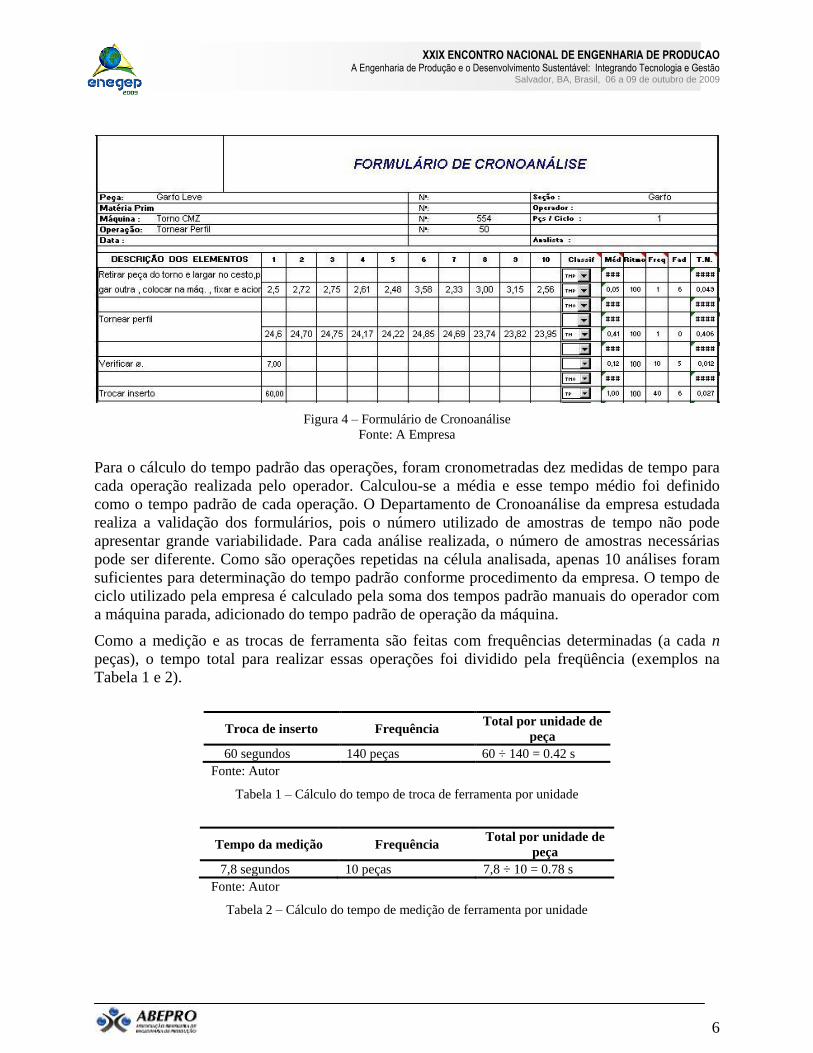
Através da utilização do Formulário de Cronoanálise (Figura 4) foi calculado o tempo de ciclo
das duas operações.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
Figura 4 – Formulário de Cronoanálise
Fonte: A Empresa
Para o cálculo do tempo padrão das operações, foram cronometradas dez medidas de tempo para
cada operação realizada pelo operador. Calculou-se a média e esse tempo médio foi definido
como o tempo padrão de cada operação. O Departamento de Cronoanálise da empresa estudada
realiza a validação dos formulários, pois o número utilizado de amostras de tempo não pode
apresentar grande variabilidade. Para cada análise realizada, o número de amostras necessárias
pode ser diferente. Como são operações repetidas na célula analisada, apenas 10 análises foram
suficientes para determinação do tempo padrão conforme procedimento da empresa. O tempo de
ciclo utilizado pela empresa é calculado pela soma dos tempos padrão manuais do operador com
a máquina parada, adicionado do tempo padrão de operação da máquina.
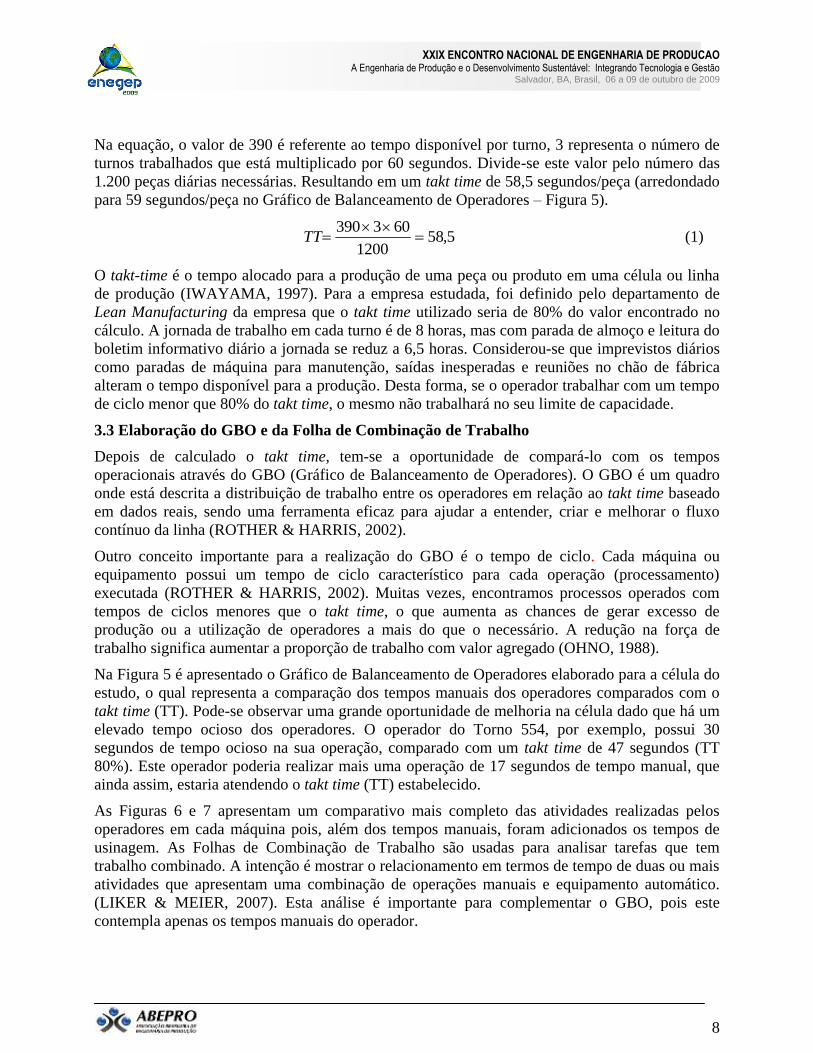
Como a medição e as trocas de ferramenta são feitas com frequências determinadas (a cada n
peças), o tempo total para realizar essas operações foi dividido pela freqüência (exemplos na
Tabela 1 e 2).
Troca de inserto Frequência Total por unidade de
peça
60 segundos 140 peças 60 ÷ 140 = 0.42 s
Fonte: Autor
Tabela 1 – Cálculo do tempo de troca de ferramenta por unidade
Tempo da medição Frequência Total por unidade de
peça
7,8 segundos 10 peças 7,8 ÷ 10 = 0.78 s
Fonte: Autor
Tabela 2 – Cálculo do tempo de medição de ferramenta por unidade

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
Para determinar se uma linha de produção pode atender uma determinada demanda trabalhando
em um ritmo adequado de produção é necessário o cálculo do takt time. O Takt time é um valor
de referência para ajudar a vincular a taxa de produção em um processo puxado pelo ritmo de
produção que atende a demanda (ROTHER & HARRIS, 2002).
A Tabela 3 apresenta os movimentos dos operadores com seus respectivos tempos (em segundos)
das operações manuais e o tempo de usinagem das máquinas na célula.
Máquina Carga Descarga Troca de
Ferramenta
Total Tempos
Manuais Medições Deslocamento Operador
Tempo
Usinagem
Torno
554 7,00 4,00 1,00 12,00 5,00 2,00 A 15,02
Mandril.
672 9,00 3,00 1,00 13,00 5,00 3,00 B 12,98
Fonte: Autor
Tabela 3 – Tempos e operações realizadas
Com os tempos de máquina e de manuseio, calculou-se o takt time [equação (1)]. Para isso,
buscou-se um histórico da demanda de Garfos Exportação nos últimos seis meses. Chegou-se a
uma demanda média de 30.000 unidades/mês. Esta demanda foi dividida por 25 dias de produção
gerando uma demanda diária de Garfos (1.200 unidades). O tempo disponível para produção na
empresa é de 390 minutos por turno.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
Na equação, o valor de 390 é referente ao tempo disponível por turno, 3 representa o número de
turnos trabalhados que está multiplicado por 60 segundos. Divide-se este valor pelo número das
1.200 peças diárias necessárias. Resultando em um takt time de 58,5 segundos/peça (arredondado
para 59 segundos/peça no Gráfico de Balanceamento de Operadores – Figura 5).
5,581200
603390
TT (1)
O takt-time é o tempo alocado para a produção de uma peça ou produto em uma célula ou linha
de produção (IWAYAMA, 1997). Para a empresa estudada, foi definido pelo departamento de
Lean Manufacturing da empresa que o takt time utilizado seria de 80% do valor encontrado no
cálculo. A jornada de trabalho em cada turno é de 8 horas, mas com parada de almoço e leitura do
boletim informativo diário a jornada se reduz a 6,5 horas. Considerou-se que imprevistos diários
como paradas de máquina para manutenção, saídas inesperadas e reuniões no chão de fábrica
alteram o tempo disponível para a produção. Desta forma, se o operador trabalhar com um tempo
de ciclo menor que 80% do takt time, o mesmo não trabalhará no seu limite de capacidade.
3.3 Elaboração do GBO e da Folha de Combinação de Trabalho
Depois de calculado o takt time, tem-se a oportunidade de compará-lo com os tempos
operacionais através do GBO (Gráfico de Balanceamento de Operadores). O GBO é um quadro
onde está descrita a distribuição de trabalho entre os operadores em relação ao takt time baseado
em dados reais, sendo uma ferramenta eficaz para ajudar a entender, criar e melhorar o fluxo
contínuo da linha (ROTHER & HARRIS, 2002).
Outro conceito importante para a realização do GBO é o tempo de ciclo. Cada máquina ou
equipamento possui um tempo de ciclo característico para cada operação (processamento)
executada (ROTHER & HARRIS, 2002). Muitas vezes, encontramos processos operados com
tempos de ciclos menores que o takt time, o que aumenta as chances de gerar excesso de
produção ou a utilização de operadores a mais do que o necessário. A redução na força de
trabalho significa aumentar a proporção de trabalho com valor agregado (OHNO, 1988).
Na Figura 5 é apresentado o Gráfico de Balanceamento de Operadores elaborado para a célula do
estudo, o qual representa a comparação dos tempos manuais dos operadores comparados com o
takt time (TT). Pode-se observar uma grande oportunidade de melhoria na célula dado que há um
elevado tempo ocioso dos operadores. O operador do Torno 554, por exemplo, possui 30
segundos de tempo ocioso na sua operação, comparado com um takt time de 47 segundos (TT
80%). Este operador poderia realizar mais uma operação de 17 segundos de tempo manual, que
ainda assim, estaria atendendo o takt time (TT) estabelecido.
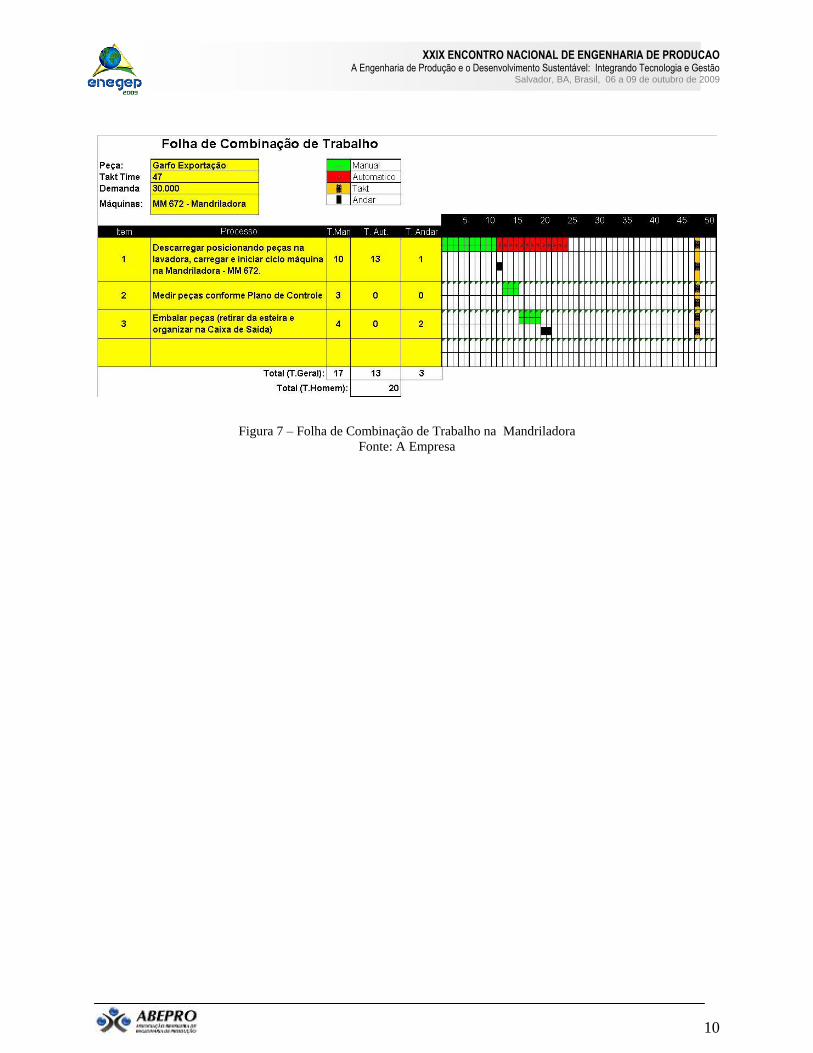
As Figuras 6 e 7 apresentam um comparativo mais completo das atividades realizadas pelos
operadores em cada máquina pois, além dos tempos manuais, foram adicionados os tempos de
usinagem. As Folhas de Combinação de Trabalho são usadas para analisar tarefas que tem
trabalho combinado. A intenção é mostrar o relacionamento em termos de tempo de duas ou mais
atividades que apresentam uma combinação de operações manuais e equipamento automático.
(LIKER & MEIER, 2007). Esta análise é importante para complementar o GBO, pois este
contempla apenas os tempos manuais do operador.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
Na Figura 6, por exemplo, o item 1 descreve a primeira operação do operador no ciclo de
usinagem de uma peca. A cor verde representa a atividade manual com a máquina parada (carga e
a descarga das peças), com um total de 11s. Os espaços preenchidos em vermelho representam o
tempo automático da máquina. O item 2 um trabalho manual do operador com a máquina em
funcionamento, por isso está alocado em paralelo ao tempo de máquina (em vermelho). Os
espaços em preto indicavam o tempo de movimentação entre as operações. O takt time está
representado pelas células amarelas com preto.
Figura 5 – Gráfico de Balanceamento de Operadores
Fonte: A Empresa
Figura 6 – Folha de Combinação de Trabalho no Torno 554
Fonte: A Empresa
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
10
Figura 7 – Folha de Combinação de Trabalho na Mandriladora
Fonte: A Empresa
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
11
3.4. Análise de Resultados e Proposta de Melhorias
Analisando as operações individualmente, através das Folhas de Combinação de Trabalho,
constatou-se uma oportunidade de melhoria na célula estudada: havia uma grande ociosidade dos
operadores nos seus respectivos postos de trabalho. Uma alteração de layout e o alargamento de
tarefas de um operador são propostos com o objetivo de diminuir a ociosidade e implementar
multifuncionalidade na célula de manufatura.
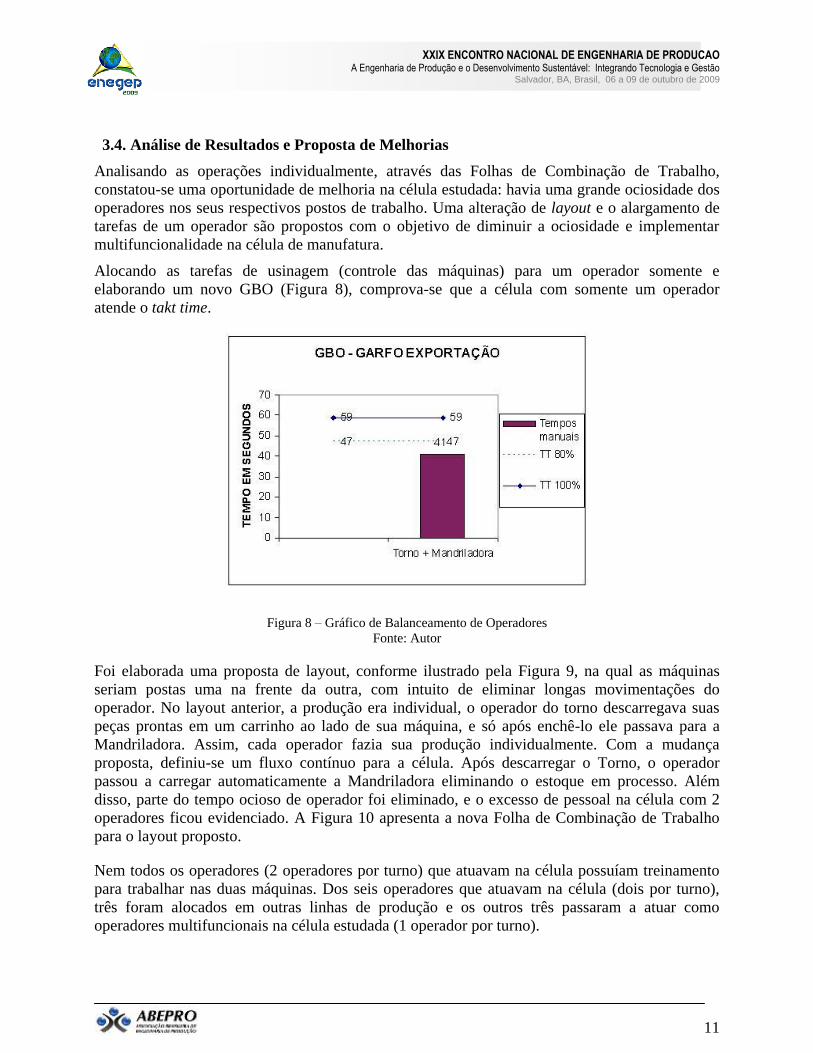
Alocando as tarefas de usinagem (controle das máquinas) para um operador somente e
elaborando um novo GBO (Figura 8), comprova-se que a célula com somente um operador
atende o takt time.
Figura 8 – Gráfico de Balanceamento de Operadores
Fonte: Autor
Foi elaborada uma proposta de layout, conforme ilustrado pela Figura 9, na qual as máquinas
seriam postas uma na frente da outra, com intuito de eliminar longas movimentações do
operador. No layout anterior, a produção era individual, o operador do torno descarregava suas
peças prontas em um carrinho ao lado de sua máquina, e só após enchê-lo ele passava para a
Mandriladora. Assim, cada operador fazia sua produção individualmente. Com a mudança
proposta, definiu-se um fluxo contínuo para a célula. Após descarregar o Torno, o operador
passou a carregar automaticamente a Mandriladora eliminando o estoque em processo. Além
disso, parte do tempo ocioso de operador foi eliminado, e o excesso de pessoal na célula com 2
operadores ficou evidenciado. A Figura 10 apresenta a nova Folha de Combinação de Trabalho
para o layout proposto.
Nem todos os operadores (2 operadores por turno) que atuavam na célula possuíam treinamento
para trabalhar nas duas máquinas. Dos seis operadores que atuavam na célula (dois por turno),
três foram alocados em outras linhas de produção e os outros três passaram a atuar como
operadores multifuncionais na célula estudada (1 operador por turno).

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
Definida a nova sequência de trabalho, foi proposta a padronização do trabalho na célula
estudada. O estabelecimento de processos e procedimentos padronizados uma etapa essencial na
criação de desempenho operacional consistente (BARNES, 1977). Segundo Imai (1996), o
gerenciamento de processos e operadores é facilitado através de procedimentos padronizados.
Figura 9 – Layout Proposto
Fonte: A Empresa
Figura 10 – Folha de Combinação de Trabalho na operação das duas máquinas
Fonte: A Empresa
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
O Trabalho Padronizado (TP) é uma ferramenta centrada no movimento e trabalho do operador
aplicado em situações de processos repetitivos, visando à eliminação de desperdícios. O TP
objetiva o estabelecimento de procedimentos para o trabalho de cada um dos operadores,
baseados no takt time da célula e na sequência de trabalho (LIKER & MEIER, 2007; NISHIDA,
2007).
O trabalho padronizado auxiliará na execução segura e completa de todas as atividades definidas,
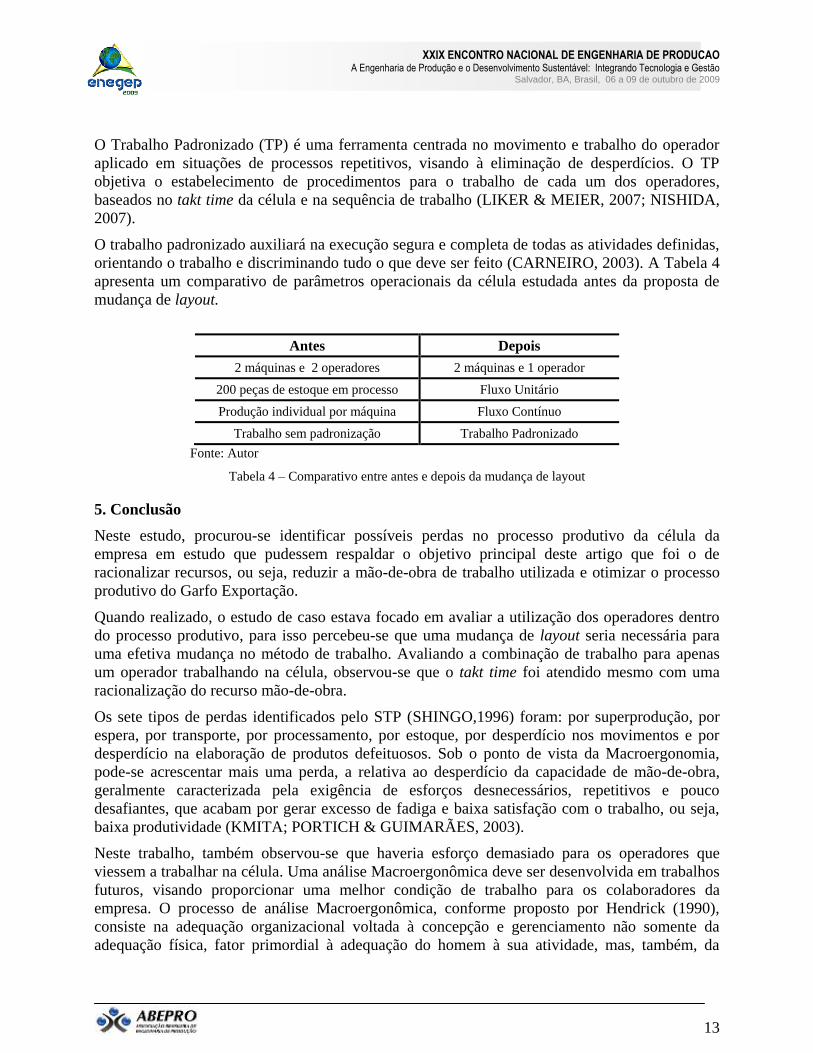
orientando o trabalho e discriminando tudo o que deve ser feito (CARNEIRO, 2003). A Tabela 4
apresenta um comparativo de parâmetros operacionais da célula estudada antes da proposta de
mudança de layout.
Antes Depois
2 máquinas e 2 operadores 2 máquinas e 1 operador
200 peças de estoque em processo Fluxo Unitário
Produção individual por máquina Fluxo Contínuo
Trabalho sem padronização Trabalho Padronizado
Fonte: Autor
Tabela 4 – Comparativo entre antes e depois da mudança de layout
5. Conclusão
Neste estudo, procurou-se identificar possíveis perdas no processo produtivo da célula da
empresa em estudo que pudessem respaldar o objetivo principal deste artigo que foi o de
racionalizar recursos, ou seja, reduzir a mão-de-obra de trabalho utilizada e otimizar o processo
produtivo do Garfo Exportação.
Quando realizado, o estudo de caso estava focado em avaliar a utilização dos operadores dentro
do processo produtivo, para isso percebeu-se que uma mudança de layout seria necessária para
uma efetiva mudança no método de trabalho. Avaliando a combinação de trabalho para apenas
um operador trabalhando na célula, observou-se que o takt time foi atendido mesmo com uma
racionalização do recurso mão-de-obra.
Os sete tipos de perdas identificados pelo STP (SHINGO,1996) foram: por superprodução, por
espera, por transporte, por processamento, por estoque, por desperdício nos movimentos e por
desperdício na elaboração de produtos defeituosos. Sob o ponto de vista da Macroergonomia,
pode-se acrescentar mais uma perda, a relativa ao desperdício da capacidade de mão-de-obra,
geralmente caracterizada pela exigência de esforços desnecessários, repetitivos e pouco
desafiantes, que acabam por gerar excesso de fadiga e baixa satisfação com o trabalho, ou seja,
baixa produtividade (KMITA; PORTICH & GUIMARÃES, 2003).
Neste trabalho, também observou-se que haveria esforço demasiado para os operadores que
viessem a trabalhar na célula. Uma análise Macroergonômica deve ser desenvolvida em trabalhos
futuros, visando proporcionar uma melhor condição de trabalho para os colaboradores da
empresa. O processo de análise Macroergonômica, conforme proposto por Hendrick (1990),
consiste na adequação organizacional voltada à concepção e gerenciamento não somente da
adequação física, fator primordial à adequação do homem à sua atividade, mas, também, da

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
14
adequação que envolve a questão do enriquecimento da tarefa, do conforto, segurança e da
qualidade de vida. Sua aplicação evidenciará interações no contexto social e organizacional para
a melhor adequação do sistema de trabalho na célula estudada.
Referências
BARNES, R. M. Estudos de Movimentos e Tempos: projeto e medida do trabalho. 6. ed., São Paulo: Edgard
Blücher, 1977.
CARNEIRO, F. L. O Sistema de Produção Enxuta e sua Implantação na Volkswagen do Brasil. In: Simpósio de
Engenharia de Produção, Bauru, SP, 2003.
HENDRICK, H. W. Macroergonomics: a System Approach to Integrating Humam Factors with Organizational
Design and Management. Ottawa, Canadá Proceedings, Ottawa: HFAC, 1990.
IMAI, M. Gemba-kaizen: estratégias e técnicas do kaizen no piso de fábrica. São Paulo: Instituto IMAM, 1996.
IWAYAMA, H. Basic Concept of Just-in-time System, mimeo, IBQP-PR, Curitiba, PR, 1997.
KARLSSON, C. & AHLSTRÖM, P. Change processes towards lean production: the role of the remuneration
system. International Journal of Operations & Production Management. Vol. 15, n. 11, p. 80-99, 1995
KMITA, S. F.; PORTICH, P. & GUIMARÃES, L. B. M. Custos ergonômicos + 7 perdas: 8 perdas no sistema de
produção. In: Encontro Nacional de Engenharia de Produção, Ouro Preto, MG, 2003.
LIKER, J. K.; MEIER, D. O modelo Toyota: manual de aplicação um guia prático para a implementação dos 4 ps
da Toyota. Porto Alegre: Bookman, 2007
MILTENBURG, J. Balancing U-lines in a multiple U-line facility. European Journal of Operational Research.
Vol.109, p. 1-23, 1998.
NISHIDA, L. T. Reduzindo o lead time no desenvolvimento de produtos através da padronização. 2007. Disponível
em http://www.lean.org.br/bases.php?&interno=artigo_51. Acesso em: 04 de maio 2009.
OHNO, T. O Sistema Toyota de produção – além da produção em larga escala. Porto Alegre: Artes Médicas, 1988.
OLORUNNIWO, F.O. & UDO, G. J. The impact of management and employees on cellular manufacturing
implementation. International Journal of Production Economics. Vol. 76, p. 27-38, 2002.
ROTHER, M.; HARRIS, R. Criando fluxo contínuo. São Paulo: Lean Instituto Brasil, 2002.
RUSSELL, R.; HUANG, P. & LEU, Y. A study of labor allocation strategies in cellular manufacturing. Decision
Sciences. Vol. 22, p. 594-611, 1991
SÁNCHEZ, A. M. & PÉREZ, M. P. Lean indicators and manufacturing strategies. International Journal of
Operations & Production Management. Vol. 21, n. 11, p. 1433-1451, 2001.
SHINGO, S. O Sistema Toyota de Produção do ponto de vista da Engenharia de Produção. 2. ed., Porto Alegre:
Bookmark, 1996.
SPENCER, M. & GUIDE, D. An exploration of the components of JIT. International Journal of Operations &
Production Management. Vol. 15, n. 5, p. 72-83, 1995
YAUCH, C. A. & STEUDEL, H. J. Cellular manufacturing for small businesses: key cultural factors that impact
the conversion process. Journal of Operations Management. Vol. 20, p. 593-617, 2002.
WEMMERLÖV, U. & HYER, N. L. Cellular manufacturing in the U.S. industry: a survey of users. International
Journal of Production Research. Vol. 27, n. 9, p. 1511-1530, 1989.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
15


















