
Recuperação de Níquel, Cobre e Reúso de Águas em Processos ... reúso das águas de enxágue...
12
Recuperação de Níquel, Cobre e Reúso de Águas em Processos Galvânicos com Usos de Resinas de Troca Iônica e Membranas de Osmose Reversa Osmar Ailton Alves da Cunha 1 , Renato Giani Ramos 2 1 2 Dow Brasil Sudeste Industrial Ltda Resumo: Este trabalho tem como objetivo demonstrar a aplicação de resinas de troca iônica seletivas a metais visando a recuperação de dois metais de grande importância e consumo nas indústrias galvânicas, níquel e cobre, assim como o reúso das águas de enxágue desses banhos através dos processos de desmineralização com uso de resinas de troca iônica normais do tipo catiônica e aniônica ou de membranas de osmose reversa. Os resultados obtidos na recuperação dos metais níquel e cobre e na desmineralização da água estão quantificados e demonstrados neste trabalho, fechando-se, com isso, o circuito desses processos, representando economia dos metais e da água de processos de lavagens, bem como redução do volume de efluentes líquidos e sólidos a serem descartados. Abstract: The objective of this work is to demonstrate the application of metal selective ion exchange resins to recover two important metals broadly used in the plating, nickel and copper industries, as well as the reuse of rinse waters resulting from these baths through either demineralization processes using regular ion exchange resins, such as cationic and anionic ones, or reverse osmosis membranes. The results obtained in the recovery of nickel and copper and in the water demineralization process were quantified and demonstrated, therefore closing these processes’ circuit, representing metal and rinse water savings and a reduced volume of liquid and solid waste to be disposed of. Palavras Chaves: resinas de troca iônica, níquel, cobre, reúso, membranas, osmose reversa. 1. INTRODUÇÃO A contaminação de rios e mares por produtos químicos potencialmente tóxicos, como resultado de atividades humanas, é um problema reconhecido em nível mundial. Considerando-se a limitação de reservas de água doce no planeta, o aumento da demanda de água para consumo humano, a prioridade de utilização dos recursos hídricos disponíveis para abastecimento público, bem como as restrições que vêm sendo impostas com relação à liberação de efluentes para o meio ambiente, torna-se necessária a adoção de estratégias que visem maximizar a utilização dos recursos hídricos e minimizar os impactos negativos relativos à geração de efluentes pelas indústrias[1]. Um dos principais contaminantes dos dejetos industriais são os metais pesados provenientes de alguns processos, tais como: recobrimento metálicos utilizados nas indústrias de galvanoplastia, com o objetivo de oferecer proteção ou decoração de plásticos e metais em geral. Esses processos são utilizados nos mais variados tipos de indústrias, dentre elas se destacam as indústrias de autopeças, eletrônicas, fechaduras, ferramentas, eletrodomésticos etc. Os efluentes das indústrias galvânicas, tais como anodização, niquelação, cobreação, cromeação e outros tratamentos de superfícies metálicas, são originários das águas de decapagem ácidas, alcalinas e de lavagem final das peças após o banho de eletrodeposição de um ou mais metais. No processo de cobreação e niquelação de peças obtém-se, como resultante das etapas de lavagem final, um efluente líquido contendo elevados teores dos metais cobre e níquel. Vários são os processos em que o cobre e o níquel podem ser aplicados, porém, a eletrodeposição constitui o mais importante. O descarte dos efluentes resultantes desses processos pode ocasionar impacto ambiental e não deve ultrapassar 2 mg/L, de acordo com o Conselho Nacional do Meio Ambiente-CONAMA. Além do impacto ambiental causado pelo descarte em efluentes, o cobre e o níquel são metais de alto valor e podem ser recuperados e reutilizados. Encontro e Exposição Brasileira de tratamento de superficie III INTERFINISH Latino Americano 104
-
Upload
hoangquynh -
Category
Documents
-
view
214 -
download
0
Transcript of Recuperação de Níquel, Cobre e Reúso de Águas em Processos ... reúso das águas de enxágue...

Recuperação de Níquel, Cobre e Reúso de Águas em Processos Galvânicos com Usos de Resinas de Troca Iônica e Membranas de Osmose Reversa
Osmar Ailton Alves da Cunha1, Renato Giani Ramos2
1 2Dow Brasil Sudeste Industrial Ltda
Resumo: Este trabalho tem como objetivo demonstrar a aplicação de resinas de troca iônica seletivas a metais visando a recuperação de dois metais de grande importância e consumo nas indústrias galvânicas, níquel e cobre, assim como o reúso das águas de enxágue desses banhos através dos processos de desmineralização com uso de resinas de troca iônica normais do tipo catiônica e aniônica ou de membranas de osmose reversa. Os resultados obtidos na recuperação dos metais níquel e cobre e na desmineralização da água estão quantificados e demonstrados neste trabalho, fechando-se, com isso, o circuito desses processos, representando economia dos metais e da água de processos de lavagens, bem como redução do volume de efluentes líquidos e sólidos a serem descartados.
Abstract: The objective of this work is to demonstrate the application of metal selective ion exchange resins to recover two important metals broadly used in the plating, nickel and copper industries, as well as the reuse of rinse waters resulting from these baths through either demineralization processes using regular ion exchange resins, such as cationic and anionic ones, or reverse osmosis membranes. The results obtained in the recovery of nickel and copper and in the water demineralization process were quantified and demonstrated, therefore closing these processes’ circuit, representing metal and rinse water savings and a reduced volume of liquid and solid waste to be disposed of.
Palavras Chaves: resinas de troca iônica, níquel, cobre, reúso, membranas, osmose reversa.
1. INTRODUÇÃO
A contaminação de rios e mares por produtos químicos potencialmente tóxicos, como resultado de atividades humanas, é um problema reconhecido em nível mundial. Considerando-se a limitação de reservas de água doce no planeta, o aumento da demanda de água para consumo humano, a prioridade de utilização dos recursos hídricos disponíveis para abastecimento público, bem como as restrições que vêm sendo impostas com relação à liberação de efluentes para o meio ambiente, torna-se necessária a adoção de estratégias que visem maximizar a utilização dos recursos hídricos e minimizar os impactos negativos relativos à geração de efluentes pelas indústrias[1]. Um dos principais contaminantes dos dejetos industriais são os metais pesados provenientes de alguns processos, tais como: recobrimento metálicos utilizados nas indústrias de galvanoplastia, com o objetivo de oferecer proteção ou decoração de plásticos e metais em geral. Esses processos são utilizados nos mais variados tipos de indústrias, dentre elas se destacam as indústrias de autopeças, eletrônicas, fechaduras, ferramentas, eletrodomésticos etc.
Os efluentes das indústrias galvânicas, tais como anodização, niquelação, cobreação, cromeação e outros tratamentos de superfícies metálicas, são originários das águas de decapagem ácidas, alcalinas e de lavagem final das peças após o banho de eletrodeposição de um ou mais metais. No processo de cobreação e niquelação de peças obtém-se, como resultante das etapas de lavagem final, um efluente líquido contendo elevados teores dos metais cobre e níquel. Vários são os processos em que o cobre e o níquel podem ser aplicados, porém, a eletrodeposição constitui o mais importante. O descarte dos efluentes resultantes desses processos pode ocasionar impacto ambiental e não deve ultrapassar 2 mg/L, de acordo com o Conselho Nacional do Meio Ambiente-CONAMA. Além do impacto ambiental causado pelo descarte em efluentes, o cobre e o níquel são metais de alto valor e podem ser recuperados e reutilizados.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
104
Existem muitos processos de tratamento de efluentes industriais, dentre eles podemos destacar: oxidação, redução, neutralização, precipitação, flotação, adsorção, recuperação eletrolítica, eletrodiálise, osmose reversa, ultrafiltração e troca iônica. O processo de tratamento de efluente utilizado na grande maioria das indústrias galvânicas é através do processo físico-químico, que consiste na redução e precipitação química do metal, seguido de filtragem em filtro-prensa, o que não é eficiente para remover concentrações residuais de metais [2]. Um problema importante desse processo, que deve ser levado em consideração, é a produção de quantidades relativamente grandes de lodos contaminados com metais que, posteriormente, necessitam ser encaminhados para aterros industriais para disposição final. Neste contexto, a proposta deste trabalho é apresentar a tecnologia de troca iônica como forma alternativa e complementar ao tratamento fisico-químico convencional, na qual o metal é recuperado pelo uso de uma resina seletiva que, posteriormente, pode ser regenerada com solução de ácido sulfúrico, formando os sais correspondentes de CuSO4 e NiSO4, com elevada pureza que podem retornar diretamente aos processos de eletrodeposição. Além disso, a água efluente das colunas de resina seletiva, isenta dos metais cobre e níquel, poderá ser desmineralizada através de resinas de troca iônica ou membranas de osmose reversa e reusada nos processos de preparo dos banhos ou nas etapas de lavagens, possibilitando-se, com isso, a recuperação dos referidos metais e o reúso da água [3]. Dessa forma, vislumbram-se os potenciais benefícios ambientais e econômicos do processo de recuperação de metais e reúso de água através de resinas de troca iônica e/ou membranas de osmose reversas aplicadas em efluentes das indústrias galvânicas.
2. TROCA IÔNICA
Resinas sintéticas de troca iônica são copolímeros sólidos e insolúveis, que possuem grupos ativos funcionais com afinidade de remover cátions ou ânions presentes em uma substância. São utilizadas principalmente para modificar as características dessas substâncias que são purificadas ao serem percoladas através de uma coluna contendo um leito de resinas de características ácidas ou básicas. Numa troca iônica, íons de uma determinada carga (tanto cátions quanto ânions) presentes numa solução são adsorvidos em um material sólido (o trocador de íons) e substituídos por quantidades equivalentes de outros íons de mesma carga liberados pelo sólido, que é a resina. As reações de troca iônica acontecem na água que está retida nos poros do trocador iônico. O volume de água retida na matriz de uma resina trocadora iônica pode representar mais de 50% de sua massa. A troca iônica forma a base de um amplo número de processos químicos que podem ser divididos em três categorias principais: substituição, separação e remoção de íons. 2.1 Substituição: um íon metálico de valor comercial, por exemplo o cobre e o níquel, que são o objetivo deste trabalho, pode ser recuperado de uma solução e trocados por outro sem valor comercial como, por exemplo, o sódio ou o hidrogênio. Similarmente um outro íon tóxico, por exemplo, o cianeto, pode ser removido de uma solução e trocado por um íon não tóxico como o cloreto ou a hidroxila. 2.2 Separação: uma solução contendo diferentes íons passa através de uma coluna contendo resina seletiva de troca iônica na forma de pequenas esferas denominadas “beads”. Os íons são separados de acordo com a ordem crescente de preferência iônica da resina, denominada de seletividade iônica (dependendo do grupo ativo funcional da resina, tamanho de íon, pH, temperatura). 2.3 Remoção: utilizando-se uma combinação de uma resina catiônica, operando no ciclo de hidrogênio [H+] e de outra aniônica operando no ciclo hidroxila [OH-], removem-se todos os íons dissolvidos no meio e, como resultado dessa remoção, temos a formação de novas moléculas de (H2O). A solução final é, portanto, isenta de minerais ou desmineralizada, que está representada pelas duas equações de troca de cátions e ânions abaixo. Reação de Troca de Cátions: R}SO3
-+H + Cátions Ca++ R}SO3- Ca++ + H2SO4
Mg++ Mg++ HCl K+ K+ H2CO3
Na+ Na+ H2SiO3
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
105

O pH na saída da coluna Catiônica <3.0 devido à formação dos ácidos correspondentes aos ânions existentes na água. Reação de Troca de Ânions: R}N(CH3)3
+-OH + Ânions SO4= R}N[CH3]3
+ =SO4 + H2O Cl- -Cl Água HCO3
- -HCO3
HSiO3- -HSiO3
2.4 Resina Seletiva Resinas seletivas possuem grupos funcionais específicos e, por isso, alta seletividade por determinados íons, promovendo a separação dos mesmos de uma determinada solução e permitindo a passagem dos demais íons. Neste trabalho foi utilizado uma resina de troca iônica comercial Amberlite™ IRC748, de grupos funcionais ácido iminodiacético (-CH2N(CH2COOH)2), também conhecida como resina quelante com grande seletividade aos cátions metálicos conforme descrito na Tabela 1. A seletividade é conseguida pela funcionalidade do ácido iminodiacético que está fixado a um copolímero de estireno e divinilbenzeno de estrutura macrorreticular. Tabela 1 – Seletividade da Resina Amberlite™ IRC748 (fonte: Dow Chemical)
K= constante de seletividade do em relação ao cátion Cálcio (Ca = 1) pH = 2 pH = 4 pH = 9
Íon Metálico K= Metal/Ca Íon Metálico K= Metal/Ca Íon Metálico K= Metal/CaFe 3+ 325.000 Hg 2+ 2.800 Ni 2+ 30 Cu 2+ 130.000 Cu 2+ 2.300 Cd 2+ 14 Hg 2+ > 43.000 Pb 2+ 1.200 Cu 2+ 10
Ni 2+ 57 Zn 2+ 3,0 Zn 2+ 17 Ca 2+ 1,0 Cd 2+ 15 Co 2+ 6,7 Fe 2+ 4,0 Mn 2+ 1,2 Ca 2+ 1,0
A seletividade aparente de toda a resina da troca iônica para um dado metal depende da máxima concentração, da presença da outra espécie e do pH. Isto torna a determinação de seletividades absolutas muito difícil, especialmente para aplicações no tratamento de efluentes. Por causa disto, testes em laboratório são essenciais quando uma resina é requerida para remover seletivamente um ou mais tipos de íons metálicos. Em geral a seletividade segue a seguinte ordem:
Na+< Ca2+< Mn2+< Fe2+< Co2+< Cd2+< Zn2+< Ni2+< Pb2+< Cu2+< Hg2+< Fe3+ A afinidade por H+ em sua solução com pH 4 é situada entre o Pb2+ e o Cu2+. Conseqüentemente, para os metais com seletividades menores do que o Cu2+, a resina deve estar na forma de sal (por exemplo, na forma de Na+) para minimizar a fuga do metal. Em uma solução com pH de 2, a resina estará extensivamente na forma de H+ e somente removerá eficientemente Fe3+, Cu2+ e Hg2+. As principais propriedades e as condições de operação desta resina é demonstrada na Tabela 2 a seguir:
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
106

Tabela 2 – Propriedades e condições de operação da resina Amberlite™ IRC748 Propriedades Típicas Descrição Matriz Macroporos de estireno-divinilbenzeno Grupo funcional Ácido iminodiacético Forma física Esferas de cor bege e opacas Forma iônica fornecida Na+ Total capacidade de troca 1,35 eq/L Retenção de umidade 60 a 65 % Densidade 750 g/L Tamanho médio das partículas 0,50 – 0,65 mm Coeficiente de uniformidade Maior ou igual a 1,7 Conteúdo de finos < 0,300mm : 1,0% Max Conteúdo de grossos >1,100 mm: 5,0% Max
Expansão reversível típica H+ Na+: 30% Condição de Operação Sugerida Descrição Temperatura máxima de operação 90ºC Limites de pH 1,5 a 14 (depende da aplicação) Vazão de operação 6 a 32 VL/ h Regenerantes HCl ou H2SO4 Concentração do regenerante 5 a 10% Vazão do regenerante 2 a 4 VL/h Conversão para forma sódica 1 a 4 % NaOH, Vazão: 2 a 4 VL/h A abreviação VL/h significa Volume Leito/hora, ou seja, vazão em relação ao volume de resina por unidade de tempo. Por exemplo: uma taxa de operação a 8 VL/h, considerando-se um volume de resina de 100 litros, equivale a uma vazão de 800 L/hora; de outra maneira podemos também dizer que o tempo de contato entre a resina e solução será de 60/8 = 7,5 minutos (tempo de residência). 3. OSMOSE REVERSA
O uso da tecnologia de osmose reversa (OR) tem crescido rapidamente desde os anos 90 [4]. A capacidade dos sistemas de osmose reversa em substituir ou complementar tratamentos de troca iônica tem direcionado a sistemas onde o armazenamento, manejo e disposição de químicos são menores. Adicionalmente, os custos das membranas têm declinado significantemente desde sua introdução no começo dos anos 80, o que tem tornado a aplicação altamente viável em diversos segmentos. Soma-se a isso o desenvolvimento na tecnologia que tem propiciado maior produtividade, maior rejeição de sais, redução do tamanho dos sistemas e minimizando a necessidade de pós-tratamentos para atender diferentes qualidades requeridas.
No entanto, e infelizmente, o conhecimento sobre a osmose reversa não tem acompanhado a mesma velocidade de desenvolvimento da tecnologia. Operadores geralmente entram em contato com sistemas de osmose reversa com pouco ou nenhum treinamento, o que leva a sistemas de baixa performance e a uma incompreensão da tecnologia. A busca por literaturas competentes, assim como por melhores sistemas de engenharia, têm minimizado esse pré-conceito erroneamente estabelecido.
Osmose Reversa (OR) é uma técnica de desmineralização baseada em membranas, que é utilizada para separar sólidos dissolvidos de soluções. As membranas atuam como uma barreira semipermeável que permite a passagem de algumas
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
107

espécies (por diferentes tecseletiva.
A utilização drecuperar sóliproduzir águacomo eletrodesignificantemEventualmentinclusive, sub
Além da gerade processo preúso e, como
O fenômeno determinado pressão faz cfenômeno de sais para o lresistência da
exemplo, águcnologias enco
Figura
da osmose revidos dissolvida ultrapura emeionização ou
mente a frequte, uma segu
bstituir o sistem
ação de água upara indústria o é o caso dest
da osmose revcompartimentcom que a ágosmose, conf
lado de menoa membrana, a
ua) e, por outrontradas no e
a 1 – Espectro
versa é bem ados em soluçõem caldeiras deu troca iônica uência de regunda osmose ma polidor.
ultrapura, a osde bebidas, cote trabalho, a
versa é um prto (exemplo, gua passe atrforme demonor concentraçãa pressão aplic
ro lado, seletivespectro de fil
de Filtração c
ampla e pode es aquosas. U
e alta pressão,– usualmente
generação da reversa (dupl
smose reversa oncentração drecuperação d
rocesso pelo qvaso de press
ravés de umastrado na Figão de sais, ocada necessita
vamente, retémltração como
comparando a
ser basicameUma aplicação
onde OR é ue leitos mistos
resina, conselo passo) pod
também podede soro de leitede água para u
qual uma pressão) que cont
a membrana sgura 2. A partionde se obtéma ser maior que
m outras espéapresentado
as diversas tec
ente utilizada bastante com
utilizada comos. O uso de ORequentementede ser utiliza
e ser utilizadae em laticínioutilização no p
ssão, maior qutém uma solusemi-permeávir daí a água
m a água de e a pressão os
cies dissolvidna Figura 1,
cnologias de fi
para produzirmum é a utilizao pré-tratamenR frente a sist
e, otimizando ada para atend
a em dessalinizos, recuperaçãoprocesso galvâ
ue a pressão oção com alta
vel na direçãopassa do ladobaixa salinid
smótica.
das (por exempa osmose rev
iltração
r água pura ouação de osmosnto para sistemtemas de troc o consumo der a qualida
zação de águao de diversos ânico.
osmótica, é apconcentração
o contrária (oo de maior codade (permead
plo, íons). Daversa é a mai
u concentrar ese reversa paramas polidores
ca iônica reduzde químicos
ade exigida e
a do mar, águaefluentes para
plicada em umo de sais. Essaou reversa) aooncentração dedo). Devido à
s s
e a s, z s. e,
a a
m a o e à
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
108

Um outro posistemas convIsso significaesse sistema dexiste uma vpermite mantPor isso, parapelos fornece
A relação entfator de conve
Usualmente, significa que de recuperaçãe fixada na ete contaminaçõrecuperação n
As membrandesenvolvimemaior rejeiçãoconsolidada ereversa movim
4. RECUPE
Neste trabalhpossibilitandona composiçã
onto importantvencionais ona que a soluçãde filtração ge
vantagem signer a superfície
a o sistema fundores de mem
tre a vazão deersão ou recup
%
os valores depara esse siste
ão de um sistetapa de projetões, uma vez não necessarim
nas de osmentos têm sidoo de sais e coe altamente ementará aprox
ERAÇÃO DO
o focaremos no-se o reúso dão dos custos d
F
te a destacar de a filtração
ão passa tantoere dois efluennificativa no e da membranncionar adequ
mbranas.
e permeado eperação. A rec
% recuperaç
Equação 1 – C
e recuperaçãoema o volume
ema pode ser ato. Sobrepor oque menos ág
mente causará
mose reversa o direcionadosm menor con
expandida nosximadamente
OS METAIS
na capacidadedesses produtode processos e
Figura 2 – Fen
é o sentido dé direta (“dea
o tangencialmntes (concentrque se refere
na limpa (sheauadamente é e
e a vazão de ccuperação é ca
ão = (vazão d
Cálculo da Re
o vão de 45 e de concentraajustado utilizos valores de rgua estará dispá dano à memb
são formads para a busca sumo de eners diferentes m6 bilhões de d
E ÁGUAS D
e de recuperaros, o que repreem uma indús
nômeno de Os
de filtração emad end”), na o
mente à superfírado–tangenci
e a minimizararing forces),exigida uma v
concentrado palculada usan
de permeado
ecuperação em
a 85%, com ado é a quarta zando-se uma recuperação pponível no senbrana, porém d
das por polide membrana
gia. A aplicaçmercados de tdólares.
DE LAVAGE
r os metais cobesentaria uma stria galvânica
smose Revers
m um sistemaosmose reversfície da membial, e permear incrustaçõesevitando a pre
vazão mínima
pode ser deterdo a seguinte
/ vazão alime
m sistema de o
a maioria doparte (1/4) dválvula de co
previamente esntido tangencidiminuirá o vo
iéster, polissas com maior ção de sistematratamento de
EM
bre e níquel eeconomia des
a, conforme in
sa
a de osmose sa a filtração brana como peado–perpendics ou contaminecipitação de de concentrad
rminada por uequação:
entação) * 10
osmose reversa
os sistemas trdo volume de eontrole localizaspecificados pial da superfícolume de água
sulfona e pofacilidade de
as de osmose e água. Em 2
e águas de lavsses insumos,ndicado na Ta
reversa. Diferé tangencial (erpendicularmcular) de um únações. O flusais ou acúmudo, normalme
um coeficient
00
a
rabalhando ementrada. Na pada na linha dpodem aceleracie. Por outro a permeada.
oliamida. Atremoção de oreversa é uma
2012 o merca
agens dos refe de alto valor
abela 3.
rentemente de(“cross flow”)mente. Emboraúnico afluenteuxo tangenciaulo de sólidosente informada
te denominado
m 75%, o queprática, o valode concentradoar incrustaçõelado, reduzir a
tualmente, oorgânicos, coma tecnologia jádo de osmose
feridos banhose importância
e ). a
e, al s. a
o
e or o s a
s m á e
s, a
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
109

Tabela 3 – Custos de Metais, Água e Esgosto Industrial Produto Concentração de metal Preço Fonte CuSO4 5 H2O 25,5% R$ 7,00/Kg Fornecedor A (base: 01/02/2012) Cu metal eletrolitico 100% R$ 23,00/Kg Fornecedor A (base: 01/02/2012 NiSO4 6 H2O 22,3% R$ 17,00/Kg Fornecedor A (base: 01/02/2012) NiCl2 6 H2O 24,7% R$ 19,00/Kg Fornecedor A (base: 01/02/2012) Ni metal eletrolítico 100% R$ 60,00/Kg Fornecedor A (base: 01/02/2012) Água Industrial 31 a 50 m3/mês R$ 11,35/m3 Site: Sabesp (base:11/09/2011) Água Industrial Acima de 50 m3/mês R$ 11,82/m3 Site: Sabesp (base:11/09/2011) Esgoto Industrial 31 a 50 m3/mês R$ 11,35/m3 Site: Sabesp (base:11/09/2011) Esgoto Industrial Acima de 50 m3/mês R$ 11,82/m3 Site: Sabesp (base:11/09/2011)
4.1 Banho de Cobre
Esse banho é uma das mais antiga aplicação da história da galvanoplastia. Quando preparado à base de sulfato, ele é usado para fins decorativos e técnicos. Esse banho é, em grande escala, aplicado como camada anterior à niquelação. Pelo seu grande poder de nivelamento, permite um polimento de ferro menos exigente e, em muitos casos, a niquelação direta sobre a camada de cobre brilhante, sem a lustração intermediária dessa camada, resultando em uma grande economia de mão-de-obra. O banho de sulfato de cobre é quimicamente um banho simples. Existem diversas fórmulas, sendo que as mais usadas apresentam as seguintes composições: Sulfato de Cobre (CuSO4): 200 a 300 g/L Ácido Sulfúrico (H2SO4): 30 a 80 g/L Íon Cloreto: (Cl): 30 a 80 mg/L. Como pode ser observado, trata-se de um banho bastante flexível em relação às concentrações dos seus componentes, por isso da facilidade em se recuperar o cobre nas cascatas de lavagens e reusá-lo na reposição dos níveis dos banhos concentrados. 4.2 Banho de Níquel
O banho de níquel é um processo galvânico que consiste em um revestimento superficial de uma peça metálica por meio de depósito de uma camada de níquel, em um banho eletrolítico ou químico. Esse revestimento de níquel serve de base para a cromagem dura em peças que tenham de resistir ao desgaste num meio corrosivo. Os revestimentos de níquel também propiciam também ao substrato, resistência à abrasão e erosão. O banho de níquel também pode ser considerado sem muita complexidade no que se refere às concentrações dos principais sais, cuja composição típica se encontra a seguir: Sulfato de Níquel (NiSO4): 240 a 400 g/L Cloreto de Níquel (NiCl2): 30 a 60 g/L Ácido Bórico: (H3BO3): 25 a 40 g/L 4.3 Cascatas de Águas de Lavagens dos Banhos de Cobre e Níquel
Nos processos galvânicos, além dos banhos propriamente ditos, destacam-se as “cascatas” por onde recircula água de lavagem ou enxague. O esquema de uma lavagem é simples e constituído de grandes tanques que são alimentados com água de boa qualidade, e onde existe uma substituição constante dessa água. Normalmente, as águas de lavagem são alimentadas de forma contínua e com vazão regulada [5] em relação ao número de substratos que estão sendo lavados, impedindo-se, assim, que a concentração de um dado metal na água de lavagem seja elevada. Por exemplo, quando um substrato passa pelo banho de cobre, deve passar pela água de lavagem de cobre antes de ir para o banho de níquel, que
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
110
deverá passar pela água de lavagem do níquel para, finalmente, ir para o banho de cromo se este for o objetivo final do tratamento à peça em questão. A função dessas águas de lavagem é retirar o excesso de metais constituintes de um banho que ficam na superfície do substrato na forma líquida. Caso esses excessos não sejam retirados, haverá uma contaminação dos banhos posteriores por arraste dos metais, afetando-se seriamente a qualidade do processo. As Figuras abaixo ilustram as cascatas de águas de lavagem de um banho de cobre na Figura 3 e de um banho de níquel na Figura 4.
Figura 3: Cascata de lavagem de cobre Figura 4: Cascata de lavagem de níquel
A água destinada para a lavagem dos substratos é continuamente substituída por água de boa qualidade (padrão de abastecimento público), sendo a alimentação feita no 1° estágio e o descarte no último estágio. A água de lavagem funciona por diferença de cotas, sendo o 1° estágio o mais alto; a água transborda para o 2° estágio e assim por diante, impedindo que haja mistura das águas contidas nos diferentes estágios.
Conforme citado, a água de lavagem contida no último estágio possui uma quantidade apreciável de metal e não pode ser descartada diretamente nos efluentes. Essa água é normalmente direcionada para um tanque de armazenamento para posterior tratamento químico. Se somados, esses grandes volumes de água constituem em mais da metade de todo efluente a ser tratado para descarte.
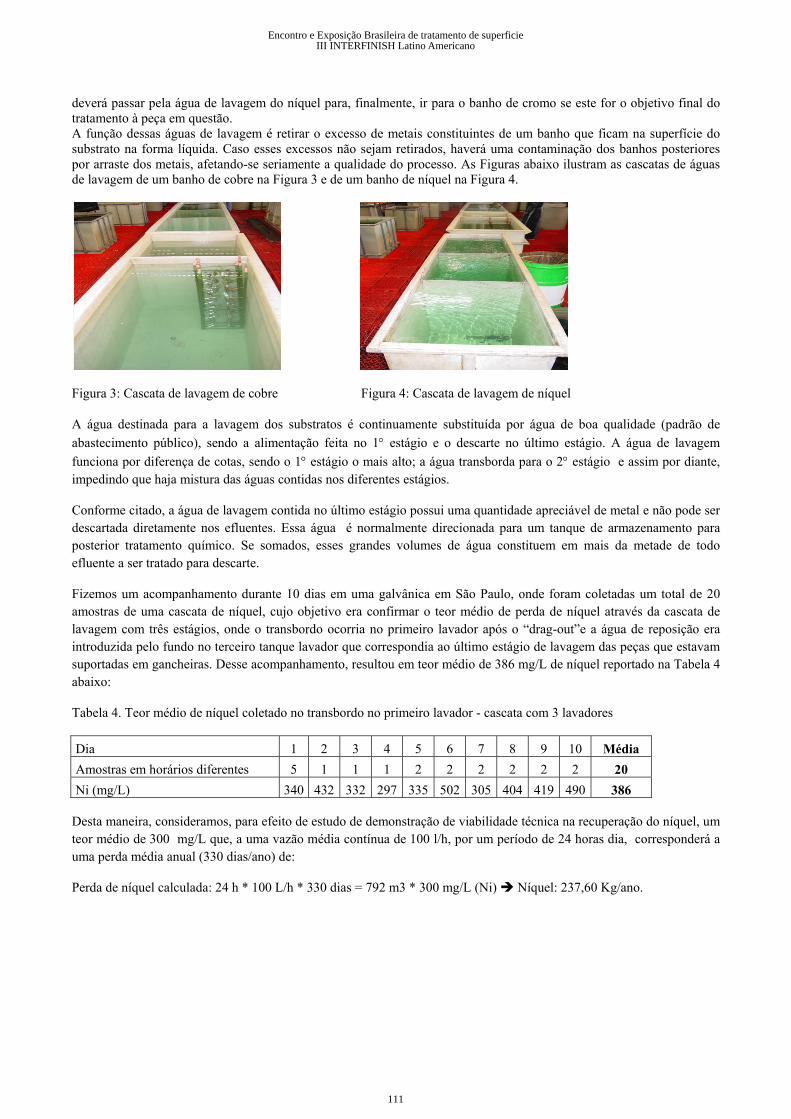
Fizemos um acompanhamento durante 10 dias em uma galvânica em São Paulo, onde foram coletadas um total de 20 amostras de uma cascata de níquel, cujo objetivo era confirmar o teor médio de perda de níquel através da cascata de lavagem com três estágios, onde o transbordo ocorria no primeiro lavador após o “drag-out”e a água de reposição era introduzida pelo fundo no terceiro tanque lavador que correspondia ao último estágio de lavagem das peças que estavam suportadas em gancheiras. Desse acompanhamento, resultou em teor médio de 386 mg/L de níquel reportado na Tabela 4 abaixo:
Tabela 4. Teor médio de níquel coletado no transbordo no primeiro lavador - cascata com 3 lavadores
Dia 1 2 3 4 5 6 7 8 9 10 Média Amostras em horários diferentes 5 1 1 1 2 2 2 2 2 2 20 Ni (mg/L) 340 432 332 297 335 502 305 404 419 490 386
Desta maneira, consideramos, para efeito de estudo de demonstração de viabilidade técnica na recuperação do níquel, um teor médio de 300 mg/L que, a uma vazão média contínua de 100 l/h, por um período de 24 horas dia, corresponderá a uma perda média anual (330 dias/ano) de:
Perda de níquel calculada: 24 h * 100 L/h * 330 dias = 792 m3 * 300 mg/L (Ni) Níquel: 237,60 Kg/ano.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
111

Se considerarperdas analisapara redução posterior desc
Tabela 5: CusPerdas Vazão arrasteTeor metal (mDia (horas) Ano (dias) Volume águaPerda metal (KPerda metal (KVolume eflueTotal 5. RESULTA Em um operapor cento nosou segregadoCom base no desenvolvido do metal níqu 5.1 Recupera
A remoção dode 2 colunas das duas colunpolidora, comvisualmente pde resina seleuma cor bege
Figura 5: Colu
rmos o mesmadas conformee precipitaçã
carte em aterro
stos estimadosC
e (L/h) mg/L)
a (m3) Kg/ano) 2Kg/ano)
ente (m3)
ADOS EXPE
ação de proces tanques lavas, e posteriormlevantamentoum estudo em
uel presente na
ação de Níque
o níquel em cde resina seletnas, conform
m o objetivo pelo aspecto etiva, apresene claro para um
unas carregad
mo nível de pee Tabela 5 abaão dos metaisos industriais
s dos metais CCobre Níqu
100 10300 3024 24
330 33792 79
237,60 - - 237,
700 70
ERIMENTAI
sso galvânicoadores, que sãmente precipito de fuga médm colunas de la água de lava
el
oluna de labotiva contendo
me ilustrado nde remoção
visual da soluntou aspecto tom verde claro,
dora e polidora
rda para o coaixo. Nesta tabs com a formlegalmente ap
Cu e Ni, mais uel Água0 200 0 -
4 24 0 330 2 1.584
- ,60 - 0 1.400
IS
os pode-se obsão enviados patados na formadia de níquel elaboratório coagem.
oratório foi de500 ml de res
na Figura 5. Ao 100% do nução que, inicotalmente tran confirmando
a
obre e a mesmabela não forammação de lamaprovados pelo
água e efluentCusto R$
- - - -
11,82 23,00 60,00 11,35
servar uma peara estações da de hidróxidoem uma cascaom o objetivo
esenvolvida cosina em cada cA primeira c
níquel presentialmente, tinhnsparente e lí-se, assim, a a
Figura 6: Re
ma vazão horám consideradoa (resíduo sólo órgão ambien
tes líquidos. $ Tota
----
18.725.464
14.2515.8954.33
erda por arrasde tratamento os metálicos [ta com três lade demonstra
om uma soluçcoluna, perfazoluna denomte na água [
ha uma cor veímpido. Em cadsorção do ío
egeneração da
ária poderemoos os custos dlido), que prental.
al R$ - - - - 22,00 4,00
56,00 90,00 32,00
te do metal emfisico-químic6].
avadores correar a viabilidad
ão contendo 3zendo um tota
minamos de ca7]. O acomp
erde clara e, apcontrapartida, on níquel nos l
as colunas satu
os demonstar do tratamento fecisará ser de
m questão da cos de efluent
espondentes a de da técnica d
300 mg/L de nal de 1000 ml darregadora e panhamento ppós a passagea resina se trleitos de resin
uradas de níqu
os valores dafisico-químicosidratada para
ordem de 8%es, misturado
386 mg/L, foda recuperação
níquel, atravéde resina entrea segunda de
pode ser feitoem pela colunaransformou dena.
uel
s o a
% s
oi o
s e e o a e
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
112

O objetivo das duas colunas em série foi garantir a remoção total do níquel e, no caso de alguma quantidade de níquel não removido na resina da primeira coluna, que denominou-se de “fuga”, seria removido pela resina da segunda coluna atingindo maior eficiência operacional na capacidade de carregamento em níquel. O volume total utilizado foi de 100 litros, que corresponde a um total de 30 g de níquel contido naquele volume. A vazão de passagem foi de 5 L/h, o que correspondeu a uma taxa de serviço de 10 VL/h e o tempo total de passagem foi de 20 horas.
As reações de troca iônica para remoção do níquel estão descritas abaixo:
R-Na + Ni++ =SO4 (água) R-Ni + Na2SO4 (água) (1)
Ao final desta passagem, as resinas foram regeneradas com 1 litro de solução de H2SO4 a 8% de concentração, seguido de uma lavagem lenta com 1 litro de água destilada para deslocamento da solução ácida, conforme ilustrado pela Figura 6 acima. O eluído das duas colunas contendo o níquel na forma de NiSO4, representando toda a etapa de eluição, foi coletado em 6 frascos de 500 ml cada, que está representado na Figura 7.
Figura 7 : Níquel eluído da resina seletiva Podemos notar, pela intensidade da coloração existente nos frascos 2, 3 e 4, que o níquel foi eluído adequadamente do leito de resina. Com isto, o primeiro volume leito frasco 1 e os últimos volumes leitos frascos 5 e 6 contêm muito pouco ou quase nada de metal, podendo ser enviados diretamente ao tratamento de efluentes, enquanto que a solução dos frascos 2, 3 e 4 seria recuperada para o tanque de banho concentrado. A concentração média na composição dos 3 volumes leitos recuperados apresentou valores de 17 g/L de níquel.
5.2 Recuperação de Cobre
O mesmo processo foi considerado para a recuperação do cobre, com duas colunas contendo a mesma resina seletiva com alta eficiência para remoção de cobre, conforme Figura 8. Para o metal cobre temos experiência industrial desde 1991, com recuperação de teores deste metal a altas concentrações de 800 mg/L em unidades industriais. Na Figura 9 demonstramos o resultado da eluição do cobre na forma de sulfato de cobre com teor médio de 14 g/L, que poderá ser recuperado no processo.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
113

Figura 8: Colunas carregadora e polidora cobre Figura 9: Cobre eluído da resina seletiva
6 – DESMINERALIZAÇÃO DE ÁGUA POR TROCA IÔNICA
Após as colunas de resina seletiva, a água efluente tanto da coluna de resina de níquel como da coluna resina de cobre está isenta desses metais e poderá ser misturada e desmineralizada por um sistema de resinas catiônica e aniônica convencional. Outras águas de lavagem que não contenham grandes quantidades de contaminantes por exemplo a água após o filtro prensa depois de analisada e caracterizada poderiam eventualmente ser juntadas e demineralizada em um único sistema, conforme descrito no item 2.3 deste trabalho. A água desmineralizada por este processo apresenta uma qualidade representada por uma condutividade média de 50 µS/cm, pH 8,0 a 9,0 e Sílica < 1,0 mg/l. Essa água desmineralizada é de excelente qualidade para reposição das cascatas de lavagem e preparo de novos banhos, assim como outros usos no processo galvânico, inclusive para caldeiras ou geradores de vapor.
7 – DESMINERALIZAÇÃO DE ÁGUA POR MEMBRANAS DE OSMOSE REVERSA
Uma alternativa para o processo de desmineralização por resina, seria com o uso de membranas de osmose reversa, onde todas as águas após as remoções dos metais com resinas seletivas e, também, águas efluentes das ETE’s após passarem pelo filtro prensa, pudessem ser recoletadas, filtradas e passadas por um processo de desmineralização por membranas. Esse processo ainda é muito pouco divulgado ou considerado pelo segmento das indústrias galvânicas, porém acreditamos que há chegado a hora para sua consideração, conforme abordado no ítem 3 deste trabalho.
8-CONCLUSÕES
Os metais cobre e níquel possuem alta toxicidade para descarte ao meio ambiente, além de elevado valor comercial, fatôres que justificam sua recuperação, sem, com isto, gerar resíduos sólidos contaminados que precisariam ser descartados em atêrros industriais adicionando mais custos aos processos.
A tecnologia de troca iônica por resinas seletivas pode ser usada para recuperação desses metais que são perdidos e descartados através das águas de lavagens, em muitos casos em concentrações elevadas.
Atualmente para o tratamento dos efluentes industriais, em grande maioria, tem-se utilizado apenas de processos convencionais fisico-químico onde não se recuperam os metais nem a água, mas apenas se enquadra os efluentes nos limites padrões para descartes.
Considerando-se os custos desses metais, assim como o custo da água de uso industrial, o processo de recuperação por troca iônica e membranas de osmose reversa é tecnicamente e economicamente viável e deveria ser levado em consideração em todas as indústrias de segmento de eletrodeposição.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
114

9- REFERÊNCIAS
[1] Mierzwa, J. C., Hespanhol, I. - Programa para Gerenciamento de Águas e Efluentes Industriais Visando ao Uso Racional e a Reutilização. Revista Engenharia Sanitária e Ambiental, Rio de Janeiro: Abes, 4 v, n. 1, p. 11-15, jan./mar l999. [2] Almeida, R., - Recuperação de Níquel Presente no Efluente Líquido de Indústria Galvânica. Trabalho de Graduação Engenharia Materias – Escola Engenharia Makenzie – São Paulo 2004. [3] Araujo, P., Cunha, O.A.A, - Resinas de Troca Iônica: Como Viabilizar seu Uso em Galvanoplastia e seus Efluentes. Revista Tratamento de Superfície - ABTS- Edição 141. Janeiro-Fevereiro 2007. [4] Kucera, Jane, - Reverse Osmosis: Industrial Applications and Process Book. Wiley Publisher, USA, Edition 2008. [5] Araujo, P. – Produção mais Limpa na Planta Galvânica, Combinando Uso de Resinas de Troca Iônica com Lavadores em Cascatas no Contra-Fluxo do Processo Segregado em Circuito Fechado, [6] Araujo, P., Katz, J., Cunha, O.A.A., - Níquel: Um Metal de Alto Valor pra Recuperação dos Processos Galvânicos. Revista Tratamento de Superfície-ABTS-Edição143, Maio-Junho 2007. [7] Avelar Pires, Marcio Pucca – 3R’s de Água e Níquel de Efluentes Galvänicos com Resinas de Troca Ionica, TCC-Trabalhao de Conclusão Curso – Engenharia Química – Fundação Armando Alvares Penteado FAAP – Ano 2004.
7- DETALHES DOS AUTORES
Osmar Ailton Alves da Cunha, é Engenheiro Químico, MBA em Administração e Marketing, Responsável por Novos Desenvolvimentos para América Latina da Divisão de Negócios de Dow Water & Process Solutions.
Renato Giani Ramos, é Engenheiro Cívil, MSc. em Tratamento de Aguas e Efluentes, Líder de Desenvolvimento de Aplicações e Gerente Técnico para América Latina da Divisão de Negócios de Dow Water & Process Solutions
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
115


















