RELATÓRIO DE ESTÁGIO SUPERVISIONADO · Figura 7 - Fluxograma do processo produtivo da salsicha...
27
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CURSO DE GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO CAMPUS MEDIANEIRA Silmara Favaretto RELATÓRIO DE ESTÁGIO SUPERVISIONADO MEDIANEIRA-PR 2012
Transcript of RELATÓRIO DE ESTÁGIO SUPERVISIONADO · Figura 7 - Fluxograma do processo produtivo da salsicha...
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CURSO DE GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
CAMPUS MEDIANEIRA
Silmara Favaretto
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
MEDIANEIRA-PR
2012
Silmara Favaretto
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
Relatório de estágio apresentado ao Curso de Graduação em Engenharia de Produção, da Universidade Tecnológica Federal do Paraná, como requisito parcial para a conclusão da disciplina de estágio obrigatório.
Orientador: Prof. Msc. Cidmar Ortiz dos
Santos
MEDIANEIRA-PR
2012

TERMO DE ENTREGA
Relatório de estágio curricular supervisionado realizado na Frimesa Cooperativa
Central – Unidade de Medianeira, no período de 19 de março a 28 de setembro de
2012.
___________________________________ Loeci Ana Zancan
Supervisor do Estágio – Frimesa
_____________________________
Prof. Cidmar Ortiz dos Santos
Orientador do Estágio
___________________________________
Silmara Favaretto
Estagiária
____________________________________
Prof (ª). André Luis da Silva
Responsável pela Atividade de Estágio do Curso
Medianeira
2012
LISTA DE ILUSTRAÇÕES
Figura 1- Vista aérea da Frimesa - Medianeira, PR .................................................... 8
Figura 2- Sistema Cooperativo .................................................................................... 9
Figura 3 - Unidades Fabris ........................................................................................ 10
Figura 4 - Atuação no mercado nacional ................................................................... 10
Figura 5 - As cinco dimensões da qualidade ............................................................. 12
Figura 6 - Passos sequenciais para o planejamento e controle da qualidade ........... 13
Figura 7 - Fluxograma do processo produtivo da salsicha evidenciando os pontos de
monitoramento do setor ............................................................................................ 17
Figura 8 - Fluxograma do processo produtivo do hambúrguer evidenciando os
pontos de monitoramento do setor ............................................................................ 18
Figura 9 - Fluxograma do processo produtivo do presunto evidenciando os pontos de
monitoramento do setor ............................................................................................ 19
Figura 10 - Fluxograma do processo produtivo das linguiças frescais evidenciando
os pontos de monitoramento do setor ....................................................................... 20
Figura 11 - Fluxograma do processo produtivo da mortadela evidenciando os pontos
de monitoramento do setor........................................................................................ 20
SUMÁRIO
1 INTRODUÇÃO ......................................................................................................... 5
1.1 OBJETIVO GERAL ............................................................................................... 5
1.2 OBJETIVOS ESPECÍFICOS ................................................................................. 5
2 A EMPRESA ............................................................................................................ 6
2.1 HISTÓRICO DA EMPRESA .................................................................................. 6
2.2 DESCRIÇÃO DA EMPRESA ................................................................................. 9
3 REVISÃO DE LITERATURA ................................................................................. 12
4 ATIVIDADES REALIZADAS .................................................................................. 14
4.1 PREPARO DAS MASSAS ................................................................................... 14
4.2 EMBUTIDOS INDUSTRIALIZADOS ................................................................... 14
4.3 COZIMENTO ....................................................................................................... 15
4.4 EMBALAGEM INDUSTRIALIZADOS .................................................................. 16
4.5 SALSICHA ........................................................................................................... 17
4.6 HAMBÚRGUER .................................................................................................. 18
4.7 PRESUNTARIA ................................................................................................... 18
4.8 FATIADOS .......................................................................................................... 19
4.9 INSUMOS ............................................................................................................ 19
4.10 LINGUIÇAS FRESCAIS .................................................................................... 19
4.11 MORTADELA .................................................................................................... 20
4.12 DEFUMADOS ................................................................................................... 20
4.13 BANHA E INGREDIENTES FEIJOADA ............................................................ 21
4.14 MATURADOS ................................................................................................... 22
4.15 ANÁLISE DE CLORO E PH DA ÁGUA ............................................................. 22
4.16 ANÁLISES ......................................................................................................... 22
4.16.1 Coleta de amostras para análise físico-química ............................................. 22
4.16.2 Coleta para amostras para análises microbiológicas ..................................... 22
4.17 CALIBRAÇÃO DOS TERMÔMETROS ............................................................. 23
4.18 VERIFICAÇÃO DA CALIBRAGEM DAS BALANÇAS ....................................... 23
4.19 INSPEÇÃO PESSOAL DOS COLABORADORES ............................................ 23
4.20 SWAB DE MÃOS .............................................................................................. 24
4.21 VERIFICAÇÃO DA CONTAMINAÇÃO DO AMBIENTE DOS SETORES .......... 24
5 CONSIDERAÇÕES FINAIS ................................................................................... 25
REFERÊNCIAS ......................................................................................................... 26
5
1 INTRODUÇÃO
O conceito de qualidade é conhecido há muito tempo, mas só recentemente
ela surgiu como função de gerência formal. Em seu início, era relativa e voltada para
a inspeção, hoje, suas atividades são mais amplas e reconhecidas como essenciais
para o sucesso de uma organização (VILELA, 2005).
O cenário atual das indústrias do setor de alimentos é direcionado pela
exigência de altos padrões de qualidade para aceitação dos seus produtos.
Atualmente, a qualidade constitui-se uma estratégia fundamental e indispensável
para garantir a competitividade. Portanto a qualidade passa a ter uma abordagem
muito mais ampla, envolvendo todos os níveis da empresa e do processo
(ISHIKAWA, 1989).
A necessidade de ser competitivo tanto no mercado nacional e mundial revela
o estudo de quatro conceitos (qualidade, produtividade, capacidade e inovação)
aplicáveis a qualquer segmento produtivo. Qualidade está diretamente ligado à
satisfação. Produtividade entende-se como sendo a relação entre produção e custo,
ou seja, quanto se gasta para produzir determinado produto ou serviço. Capacidade
refere-se a velocidade de produção (tempo de ciclo de um processo). E a inovação é
o diferencial competitivo (MENDONÇA et al., 2004).
A eficiente política de qualidade com afirma Conrado de Lima (2003) deve ser
entendida como conseqüência de um controle efetivo de matéria-prima, insumos e
ingredientes; do controle do processo e de pessoal; e da certificação destas etapas
pela inspeção de produto acabado.
1.1 OBJETIVO GERAL
O projeto de estágio teve como objetivo geral ampliar e consolidar os
conhecimentos teóricos e práticos adquiridos durante a universidade.
1.2 OBJETIVOS ESPECÍFICOS
6
Conhecer e contribuir para a melhoria do processo de controle de qualidade
da empresa;
Garantir que as atividades da produção ocorram conforme planejado;
Conhecer o processo produtivo;
Perceber a importância da qualidade para a organização, uma vez que
produtos de alta qualidade reduzem custos de retrabalho, refugo, devoluções
e, mais importante, gera consumidores satisfeitos;
Realizar medições e testes de controle de qualidade nos setores da fábrica;
Realizar coletas de amostras de matérias-primas e produto acabado para
análise físico-química e microbiológica;
Verificar, analisar e preencher registros de qualidade;
Garantir as Boas Práticas de Fabricação (BPF) na empresa.
2 A EMPRESA
2.1 HISTÓRICO DA EMPRESA
Fundada em Francisco Beltrão, sudoeste paranaense, em 1977, a Frimesa
desde então sempre procurou oferecer o melhor a seus consumidores. Ao longo do
tempo a empresa avançou na industrialização de carne suína e leite, diversificando
cada vez mais seus itens e levando ao consumidor produtos saudáveis com
conceitos inovadores.
Com o objetivo de integrar as forças do cooperativismo e fazer com que os
produtores continuassem no campo por meio da produção e da diversificação, os
fundadores visualizaram uma oportunidade de negócio. Iniciaram suas atividades a
partir da união de seis mil agricultores de quatro cooperativas: Coasul (São João),
Comfrabel (Francisco Beltrão), Camdul (Dois Vizinhos) e Coopersabadi (Barracão),
surgindo assim a da Cooperativa Central Agropecuária Sudoeste - SUDCOOP, hoje,
FRIMESA Cooperativa Central.
Os primeiros negócios aconteceram por meio da venda conjunta de feijão,
soja e milho. A produção de suínos já era uma das características da região, por
isso, junto à safra agrícola, a produção de carnes apontava para o mesmo destino: o
7
comércio com a marca dos produtores.
Enquanto o projeto de implantação de uma agroindústria começava a ser
concretizado, cooperativas da região oeste procuraram as lideranças da Sudcoop
com uma proposta de compra da massa falida do Frigorífico Medianeira S/A. Nesse
momento, uniram-se as singulares fundadoras: Coagro (Capanema), Cotrefal, hoje
Lar (Medianeira), Copagril (Marechal Cândido Rondon) a extinta Coopagro (Toledo),
Copacol (Cafelândia) e C.Vale (Palotina). A união do Sudoeste e Oeste resultou na
congregação de mais de 10 mil cooperados.
Em 23 de novembro de 1979, as cooperativas anunciaram a compra do
frigorífico. O ato resgatou o crescimento econômico da cidade de Medianeira.
Em maio de 1980, o frigorífico foi inaugurado. No primeiro ano de operação
chegou a abater até 500 suínos por dia. O alimento era vendido principalmente no
formato de cortes salgados e congelados e o mix de industrializados (nos sabores
de mortadelas, presunto, apresuntados, dois tipos de lingüiças e salames). A
Sudcoop preservou a marca Frimesa (que pertencia à massa falida) e os produtos
eram distribuídos, principalmente, nos mercados de São Paulo e Rio de Janeiro.
No mesmo ano (1980), a Sudcoop buscou mais um agregado, através da
compra de duas indústrias: Laticínios Rainha, em Marechal Cândido Rondon e em
Cascavel. Entrou no segmento de leite com a familiar marca Rei do Oeste,
processando 50 mil litros por dia, transformados em leite e creme pasteurizado,
queijo prato e mussarela.
Em 1981, as cooperativas do Sudoeste e a C.Vale de Palotina se desfiliaram
do grupo. Apesar das baixas as cooperativas Cotrefal, Copagril, Copagro e Copacol
mantiveram atividade da Sudcoop. A sede foi transferida de Francisco Beltrão para
Medianeira, no oeste do Estado. No mesmo ano, mais duas unidades de leite (desta
vez os Laticínios Kambi), foram adquiridas.
Em 1986, a modernização do frigorífico aumentou a capacidade de abate para
1.200 suínos por dia. Em 1988, ano foi marcado pelo retorno da C.Vale ao grupo de
cooperativas que compõem a Central Frimesa, como também, o lançamento da
construção da Unidade Industrial de Queijos de Marechal Cândido Rondon. Após
esse importante passo rumo ao desenvolvimento, a Frimesa foi incluída na lista das
indústrias exportadoras de cortes de carne suína, enviando o primeiro contêiner, com
53 toneladas, para Hong Kong.
8
A década de 90 foi marcada pela modernização tecnológica na atividade de
leite, pela implantação de novos métodos gerenciais, como o Programa de
Qualidade Total, baseado no modelo Total Quality Management (TQM), readequando
a empresa ao ambiente competitivo. A unidade frigorífica em Medianeira foi
modernizada e ampliada novamente.
Em fevereiro de 2004, a Frimesa conquistou o certificado ISO 9001:2000,
atestando que os procedimentos de gerenciamento da sede administrativa, em
Medianeira, e da industrialização de lácteos da unidade de Marechal Cândido
Rondon (UFQ) estão de acordo com os requisitos da norma internacional.
A modernização e ampliação do frigorífico em Medianeira em dezembro de
2007 aumentou sua capacidade produtiva para industrialização de 15 mil toneladas
mês, o que totaliza industrializar 6000 suínos dia.
Localizada no oeste do Paraná, a Frimesa Unidade de Medianeira-PR, como
mostra na Figura 1, está entre as empresas que mais geram empregos na região:
são 3.500 colaboradores diretos e outras 20 mil pessoas estão ligadas
economicamente com a empresa.
Atualmente, a Frimesa Cooperativa Central produz e comercializa mais de
260 produtos com a marca Frimesa e é a maior empresa paranaense em
recebimento diário de leite, e a 9ª colocada no Brasil. Em abate de suínos, em
termos de estado e país aproximadamente 5000 suínos abatidos diariamente dão a
empresa a 2ª e 10ª colocação, respectivamente.
Figura 1- Vista aérea da Frimesa - Medianeira, PR Fonte: Empresa, 2012
9
2.2 DESCRIÇÃO DA EMPRESA
A unidade concedente do estágio é uma indústria do setor de alimentos
responsável pelo abate de suínos e industrializados cárneos. Nas mais de três
décadas de existência, o seu crescimento é resultado da parceria entre empresa e
fornecedores, somado à determinação das cooperativas filiadas, como apresenta a
Figura 2.
A Frimesa é uma central de 5 cooperativas filiadas e produtores que atuam
como parceiros e fornecedores da matéria-prima de alta qualidade utilizada na
industrialização de seus produtos. O sistema cooperativista permite o esforço em
conjunto da empresa e do associado, direcionados para o bem de todos, com base
em relações igualitárias empenhadas em satisfazer objetivos comuns.
Figura 2- Sistema Cooperativo Fonte: Empresa, 2012.
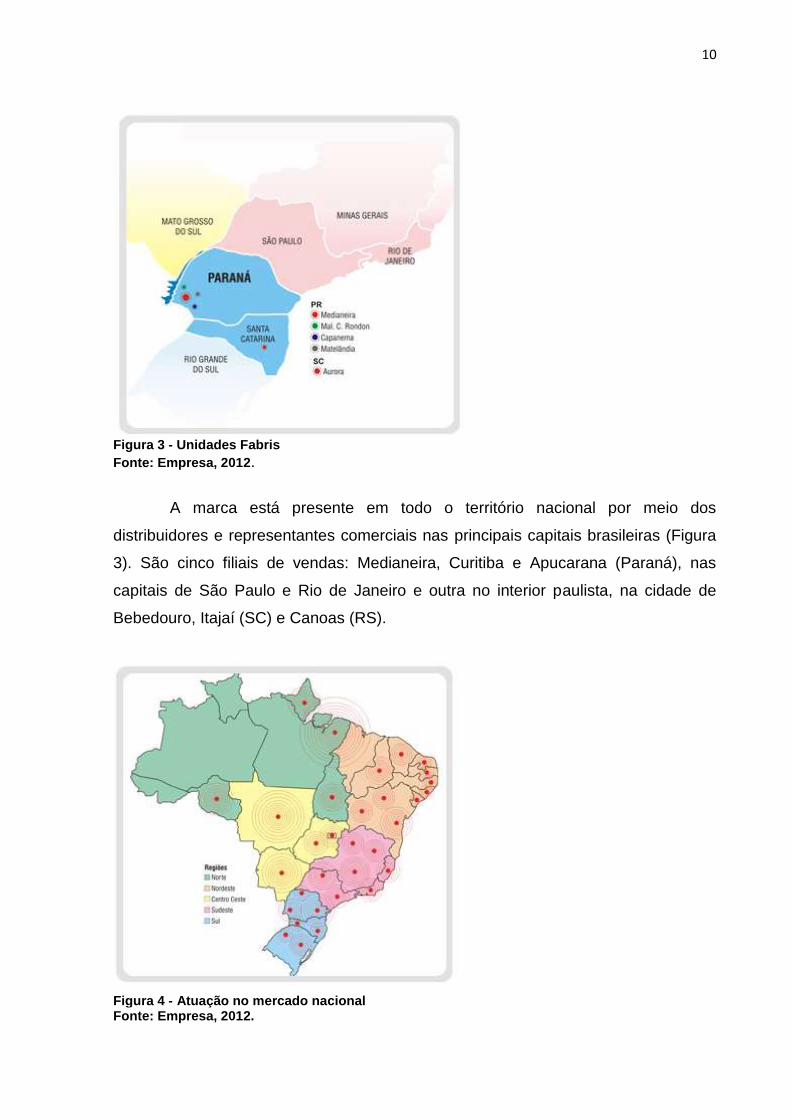
O parque fabril conta com dois complexos industriais com cinco unidades em
operação distribuídas nos Estados do Paraná e Santa Catarina (uma unidade de
carnes, em Medianeira, e quatro de lácteos, nas cidades de Marechal Cândido
Rondon, Capanema, Matelândia e uma em Aurora (SC), como mostra na Figura 2.
10
Figura 3 - Unidades Fabris
Fonte: Empresa, 2012.
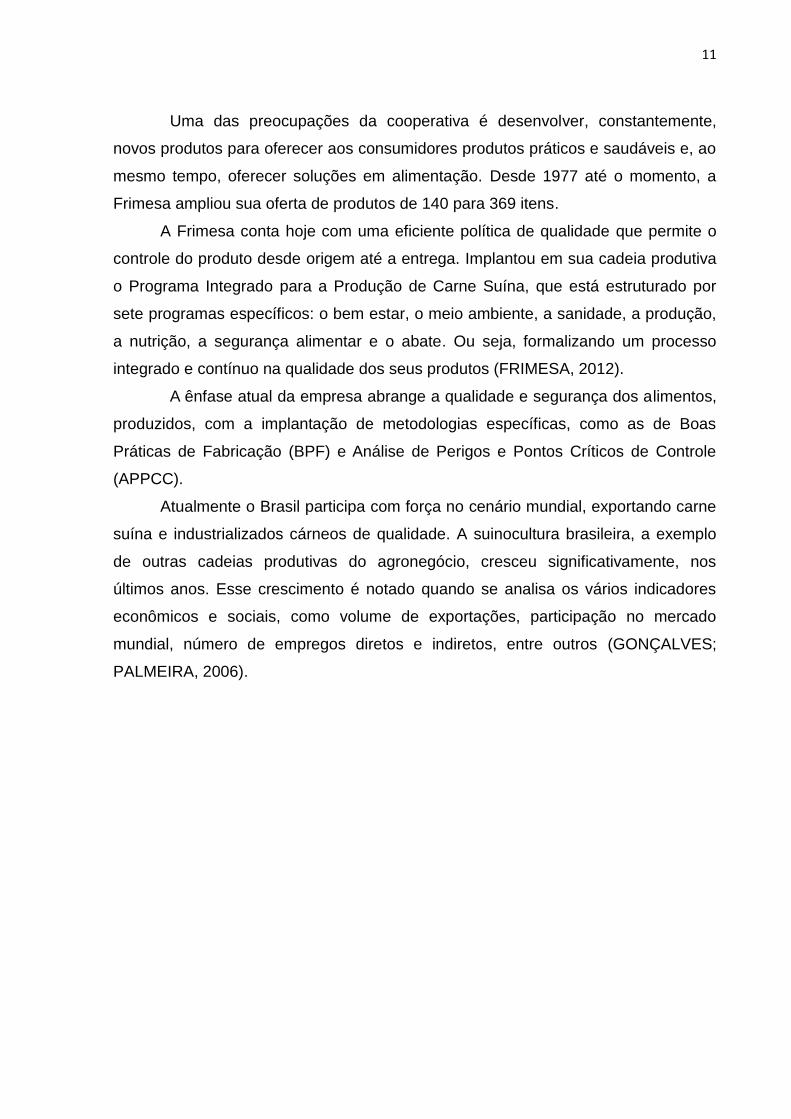
A marca está presente em todo o território nacional por meio dos
distribuidores e representantes comerciais nas principais capitais brasileiras (Figura
3). São cinco filiais de vendas: Medianeira, Curitiba e Apucarana (Paraná), nas
capitais de São Paulo e Rio de Janeiro e outra no interior paulista, na cidade de
Bebedouro, Itajaí (SC) e Canoas (RS).
Figura 4 - Atuação no mercado nacional Fonte: Empresa, 2012.
11
Uma das preocupações da cooperativa é desenvolver, constantemente,
novos produtos para oferecer aos consumidores produtos práticos e saudáveis e, ao
mesmo tempo, oferecer soluções em alimentação. Desde 1977 até o momento, a
Frimesa ampliou sua oferta de produtos de 140 para 369 itens.
A Frimesa conta hoje com uma eficiente política de qualidade que permite o
controle do produto desde origem até a entrega. Implantou em sua cadeia produtiva
o Programa Integrado para a Produção de Carne Suína, que está estruturado por
sete programas específicos: o bem estar, o meio ambiente, a sanidade, a produção,
a nutrição, a segurança alimentar e o abate. Ou seja, formalizando um processo
integrado e contínuo na qualidade dos seus produtos (FRIMESA, 2012).
A ênfase atual da empresa abrange a qualidade e segurança dos alimentos,
produzidos, com a implantação de metodologias específicas, como as de Boas
Práticas de Fabricação (BPF) e Análise de Perigos e Pontos Críticos de Controle
(APPCC).
Atualmente o Brasil participa com força no cenário mundial, exportando carne
suína e industrializados cárneos de qualidade. A suinocultura brasileira, a exemplo
de outras cadeias produtivas do agronegócio, cresceu significativamente, nos
últimos anos. Esse crescimento é notado quando se analisa os vários indicadores
econômicos e sociais, como volume de exportações, participação no mercado
mundial, número de empregos diretos e indiretos, entre outros (GONÇALVES;
PALMEIRA, 2006).
12
3 REVISÃO DE LITERATURA
Há muito tempo a humanidade busca qualidade em suas atividades. Antes
mesmo da Revolução Industrial já se praticava algum tipo de controle de inspeção.
O seu conceito mudou ao longo do século XX, no inicio da era industrial, qualidade
era conferir o trabalho realizado pelos artesãos e atualmente qualidade é regida pelo
cliente. As abordagens mais comuns são: adequação ao uso ou ao objetivo, relação
custo-benefício, confiabilidade, satisfação do cliente, conformidade com requisitos, a
necessidade de melhoria contínua, entre outras.
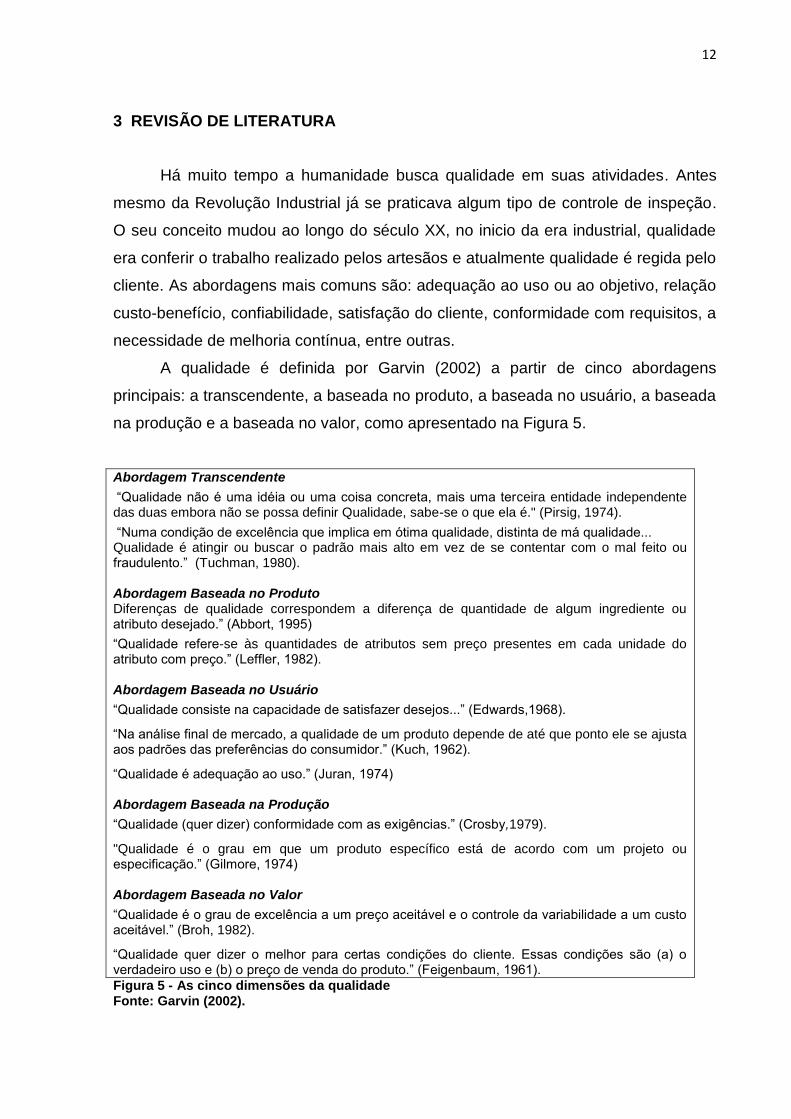
A qualidade é definida por Garvin (2002) a partir de cinco abordagens
principais: a transcendente, a baseada no produto, a baseada no usuário, a baseada
na produção e a baseada no valor, como apresentado na Figura 5.
Abordagem Transcendente
“Qualidade não é uma idéia ou uma coisa concreta, mais uma terceira entidade independente das duas embora não se possa definir Qualidade, sabe-se o que ela é." (Pirsig, 1974).
“Numa condição de excelência que implica em ótima qualidade, distinta de má qualidade... Qualidade é atingir ou buscar o padrão mais alto em vez de se contentar com o mal feito ou fraudulento.” (Tuchman, 1980). Abordagem Baseada no Produto Diferenças de qualidade correspondem a diferença de quantidade de algum ingrediente ou atributo desejado.” (Abbort, 1995)
“Qualidade refere-se às quantidades de atributos sem preço presentes em cada unidade do atributo com preço.” (Leffler, 1982). Abordagem Baseada no Usuário
“Qualidade consiste na capacidade de satisfazer desejos...” (Edwards,1968).
a)
“Na análise final de mercado, a qualidade de um produto depende de até que ponto ele se ajusta aos padrões das preferências do consumidor.” (Kuch, 1962).
b)
“Qualidade é adequação ao uso.” (Juran, 1974) Abordagem Baseada na Produção
c)
“Qualidade (quer dizer) conformidade com as exigências.” (Crosby,1979).
d)
"Qualidade é o grau em que um produto específico está de acordo com um projeto ou especificação.” (Gilmore, 1974) Abordagem Baseada no Valor
e)
“Qualidade é o grau de excelência a um preço aceitável e o controle da variabilidade a um custo aceitável.” (Broh, 1982).
f)
“Qualidade quer dizer o melhor para certas condições do cliente. Essas condições são (a) o verdadeiro uso e (b) o preço de venda do produto.” (Feigenbaum, 1961). Figura 5 - As cinco dimensões da qualidade Fonte: Garvin (2002).
13
Entende-se por conformidade a necessidade de atender a uma especificação
clara, e também está relacionada também com o planejamento e controle do uso
dos materiais, instalações e processos. Atualmente produtos com alta qualidade são
vistos como aqueles que refletem em uma enorme vantagem competitiva para
organização, pois boa qualidade reduz custos de retrabalho, refugo, devoluções e,
mais importante, gera consumidores satisfeitos (SLACK; CHAMBERS; JOHNSTON,
2002).
Neste contexto as organizações buscam maneiras de alcançar a qualidade
total por meio de setores que controlam e gerenciam essa qualidade (por exemplo: o
planejamento e controle da qualidade, controle da qualidade), o qual é exercido por
todas as pessoas da empresa de forma harmônica (sistêmica) e metódica (baseada
no ciclo PDCA).
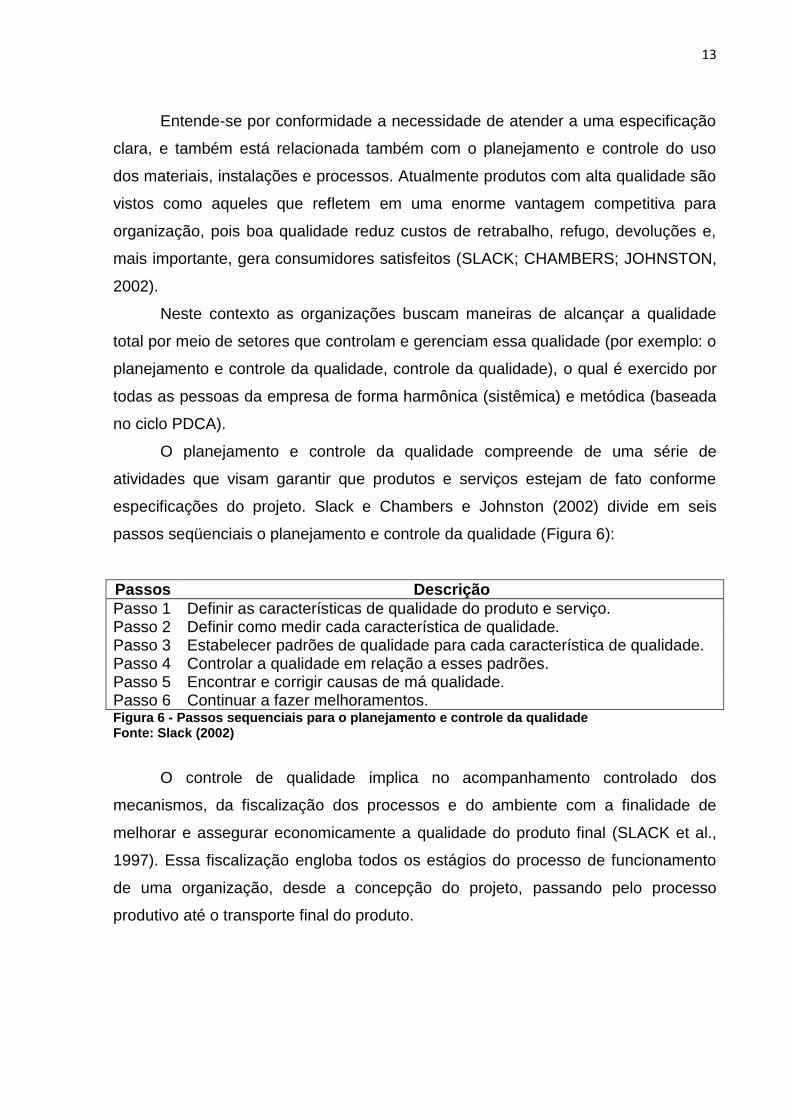
O planejamento e controle da qualidade compreende de uma série de
atividades que visam garantir que produtos e serviços estejam de fato conforme
especificações do projeto. Slack e Chambers e Johnston (2002) divide em seis
passos seqüenciais o planejamento e controle da qualidade (Figura 6):
Passos Descrição
Passo 1 Definir as características de qualidade do produto e serviço. Passo 2 Definir como medir cada característica de qualidade. Passo 3 Estabelecer padrões de qualidade para cada característica de qualidade. Passo 4 Controlar a qualidade em relação a esses padrões. Passo 5 Encontrar e corrigir causas de má qualidade. Passo 6 Continuar a fazer melhoramentos. Figura 6 - Passos sequenciais para o planejamento e controle da qualidade Fonte: Slack (2002)
O controle de qualidade implica no acompanhamento controlado dos
mecanismos, da fiscalização dos processos e do ambiente com a finalidade de
melhorar e assegurar economicamente a qualidade do produto final (SLACK et al.,
1997). Essa fiscalização engloba todos os estágios do processo de funcionamento
de uma organização, desde a concepção do projeto, passando pelo processo
produtivo até o transporte final do produto.
14
4 ATIVIDADES REALIZADAS
A empresa é constituída de vários setores, os quais são responsáveis pela
elaboração dos produtos ou por etapas do processo produtivo.
As atividades consistiram de um acompanhamento de vários fatores que
garantiam que a produção estava ocorrendo dentro dos padrões de qualidade
estabelecido, ou seja, estabelecendo conformidade ou não conformidade do
processo.
Todas as informações acompanhadas durante o estágio foram registradas em
documentos denominados Registros de Controle (RQ).
4.1 PREPARO DAS MASSAS
No preparo de massas as atividades de controle de qualidade consistem na
verificação da temperatura da matéria-prima, temperatura das massas e tempo de
cura das massas, onde esses valores devem estar dentro de uma faixa limite
determinada, com valores mínimos e máximos. Após as verificações, as
temperaturas eram anotadas no registro de qualidade.
O objetivo dessa atividade é determinar que tanto matéria-prima e massa final
para o embutimento estejam dentro das especificações. Pois temperaturas abaixo
do limite mínimo estabelecido podem interferir nas características do produto final
bem como dificultar o processo de embutimento. Já matéria-prima e massa final com
temperaturas acima do limite máximo podem propiciar o desenvolvimento
microbiano.
A atividade de verificação do tempo de cura das massas visa confirmar que o
tempo mínimo de cura foi atingido. Dado que a cura da carne é de suma
importância, pois permite a conservação da mesma por um período de tempo mais
longo, além de conferir-lhe determinadas qualidades sensoriais, como sabor e
aroma mais agradável e coloração vermelha ou rósea atraente.
4.2 EMBUTIDOS INDUSTRIALIZADOS
15
A partir da elaboração das massas que consiste de adição dos ingredientes
na quantidade correta (matéria-prima e insumos) e nas condições adequadas, essa
massa é então levada para o setor de embutimento.
O setor de embutimento é responsável pela fabricação dos seguintes
produtos: lingüiça calabresa, lingüiça cozida mista, paio, lingüiça frimesinha,
apresuntados, frilanche, salames e salaminho, salsicha, entre outros.
A atividade pertinente ao controle de qualidade neste setor consiste em
verificar o funcionamento das máquinas em detectar a presença de metais no
produto, para isso eram utilizados três corpos de prova para o teste. Ao realizar esse
teste garantia-se o funcionamento das máquinas em detectar a presença de metais
nos produtos.
O acompanhamento da temperatura do ambiente de produção foi realizada
por meio da leitura em painéis registradores de temperatura e em seguida registrada
em documentos da qualidade.
Para os apresuntados e frilanche é importante a conferência do seu peso no
instante que sai da embutideira, onde esses pesos devem estar dentro de uma faixa
limite especificada. Assim a conferência foi realizada, e os valores anotados no
Registro da Qualidade (RQ), se presenciado valores discrepantes ações corretivas
eram adotadas, por exemplo, ajuste na própria máquina.
4.3 COZIMENTO
O cozimento constitui-se de um Ponto Crítico de Controle (PCC) no
fluxograma operacional de grande parte dos produtos da empresa. Ao submeter os
produtos no processo de cozimento é possível obter ligação da massa mediante a
coagulação das proteínas, estabelecendo-se um gel cárneo e, portanto, favorecendo
o aparecimento da textura desejada (65 a 70ºC); o desenvolvimento das
características sensoriais desejadas: sabor, textura e cor no caso dos produtos
curados (presunto cozido); a inativação de enzimas cárneas que poderiam causar
alterações posteriores no produto (60 a 75ºC); a destruição das formas vegetativas
de microrganismos (72ºC) (ORDONEZ, 2005).
Os produtos cárneos podem ser sujeitos ao calor em estufas de cozimento
com ou sem injeção de fumaça ou por imersão dos produtos em tanques de água
quente. O tempo de cozimento e a temperatura ideal dependem de cada produto.
16
As temperaturas dos produtos: presuntos, apresuntados, frilanche e a
salsinha hot-dog (pasteurização) eram verificadas em tanques de cozimento e
resfriamento. A temperatura de lingüiça calabresa, lingüiça mista, lingüiça
portuguesa, salsichas, paio, frimesinha, topping, presunto, apresuntados, mortadelas
verificadas em estufas de cozimento.
O monitoramento da temperatura é feito em intervalos de tempo pelos
colaboradores. Ao atingir o tempo ideal de cozimento e temperatura realizava-se a
verificação da temperatura no centro do produto com auxílio de termômetro portátil,
cujo valor deve estar dentro de uma faixa de temperatura estabelecida.
Ao corroborar temperatura e tempo de cozimento o produto era liberado para
etapa seguinte do processo produtivo, que consiste em choque térmico, cujo
desígnio é evitar o enrugamento dos produtos, além de resfriá-los mais rapidamente,
reduzindo o tempo de espera para a etapa subseqüente da linha de produção
(embalagem primária, embalagem secundária, tingimento, descasque).
4.4 EMBALAGEM INDUSTRIALIZADOS
Na embalagem dos embutidos industrializados como os produtos antes de ser
embalados passam por cozimento, choque térmico, e espera para atingir a
temperatura ideal para embalagem, verifica-se a temperatura do produto antes de
embalar.
Neste setor produtos como a calabresa cozida defumada, lingüiça cozida
mista, paio, frimesinha, calabresa reta, entre outros embutidos recebem a
embalagem primária, onde são pesadas de acordo a faixa de tolerância, e então são
seladas a vácuo. Esse processo de selar a vácuo visa inibir a atividade microbiana e
impedir a perda ou ganho de água, consequentemente tem-se o aumento de vida de
prateleira, conservação do sabor, aroma e cor do produto.
Após passarem pela seladora a vácuo recebem a embalagem secundária,
são colocados em palette e seguem para a expedição onde são armazenados em
condições adequadas.
Como forma de garantir a qualidade do peso líquido dos produtos é realizado
sistema de medição das embalagens, faz-se inspeção do peso de 4 ou 5 amostras
aleatórias do produto, os resultados são por sua vez plotados em um gráfico
sequencial. A partir deste gráfico é possível perceber o comportamento dos pesos
17
das embalagens verificando se os pesos estão dentro da faixa de tolerância, e se há
uma sequência de algumas medições abaixo ou acima da linha central.
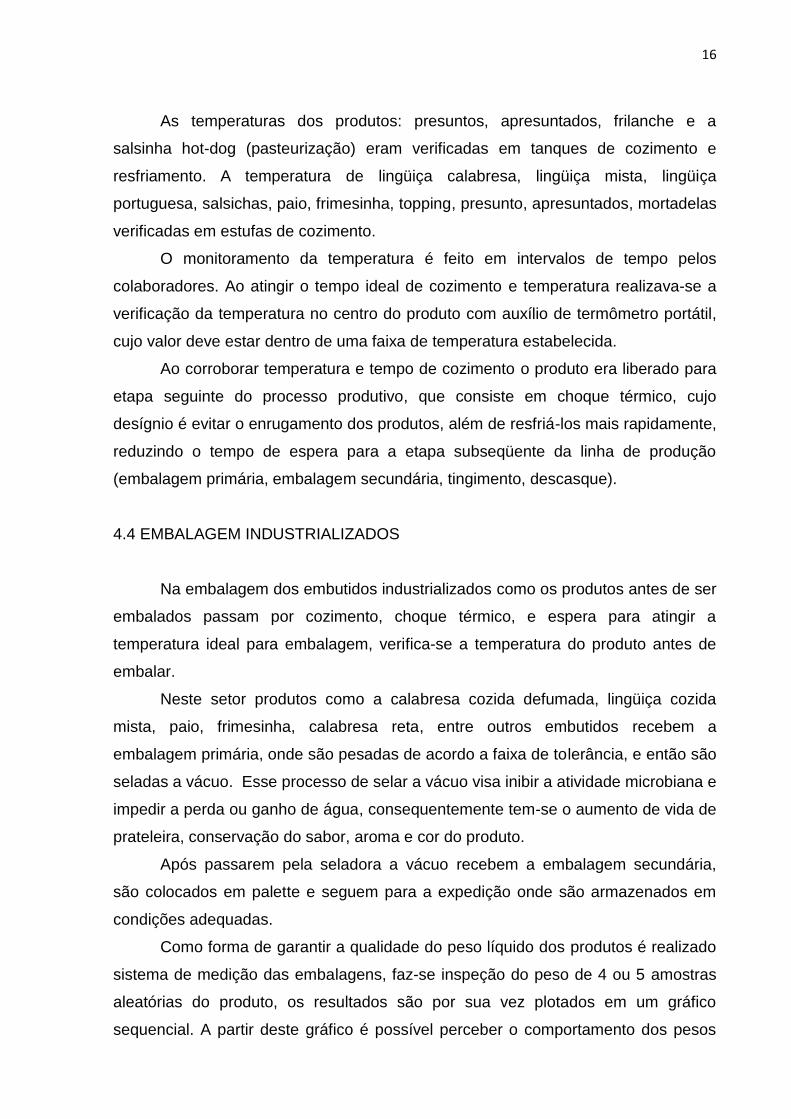
4.5 SALSICHA
Considerando as etapas anteriores (preparo massa, embutimento, cozimento)
já consolidadas, no setor da salsicha o processo inicia-se com a retirada da tripa
(descasque), como mostra Figura 7. As mesmas são imersas primeiramente em
solução corante, em seguida em solução ácido acético e para finalizar em água
gelada.
As salsichas seguem então para um túnel de congelamento para a devida
secagem e redução da temperatura e então são embaladas.
O controle nesta seção era realizado por meio de aferições das temperaturas
das salsichas no momento do descasque, na saída do chiller de resfriamento, na
saída do túnel do congelamento, temperatura da água do chiller, bem como
verificações do pH do corante e do ácido.
A temperatura ambiente e do túnel de congelamento eram verificadas.
Realizou-se também a inspeção dos pesos das embalagens e a conferência da data
de vencimento.
Preparo da massa
Embutimento
Cozimento
(estufa)
Descasque
Sol. corante
Sol. Àcido acético
Àgua gelada
Túnel resfriamento
Embalagem
Pasteurização
Choque
térmicoResfriamento
Armazenagem
Expedição
Figura 7 - Fluxograma do processo produtivo da salsicha evidenciando os pontos de monitoramento do setor
18
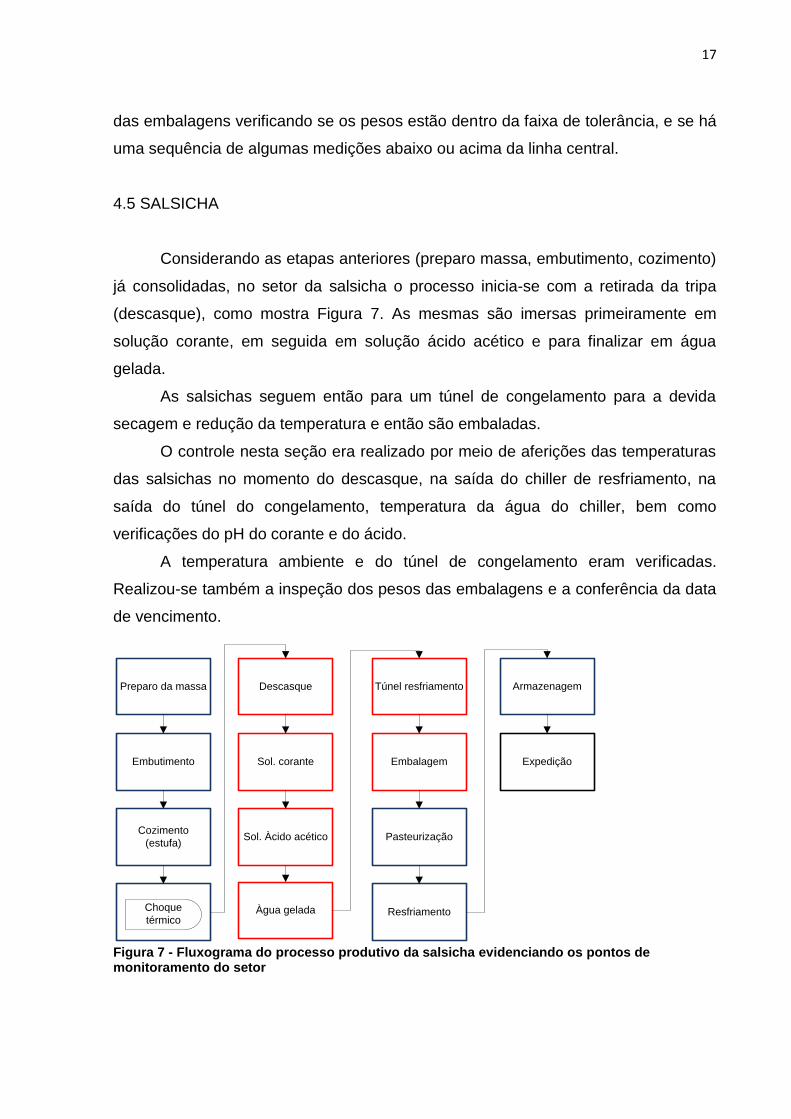
4.6 HAMBÚRGUER
Neste setor é realizado o monitoramento da temperatura de congelamento do
hambúrguer, matéria-prima e massa, pressão de moldagem, temperatura de
soldagem das embalagens, peso dos hambúrgueres, funcionamento do detector de
metais, verificação da temperatura do local de produção e túnel de congelamento e
a datação da embalagem.
O peso do hambúrguer era observado após a moldagem e antes do túnel de
congelamento com o auxilio de uma balança. A temperatura de congelamento do
hambúrguer verificado na saída do túnel, como apresenta a Figura 8.
Preparo da massa MoldagemTúnel de
congelamento
Embalagem
primária
Embalagem
secundária
Figura 8 - Fluxograma do processo produtivo do hambúrguer evidenciando os pontos de monitoramento do setor
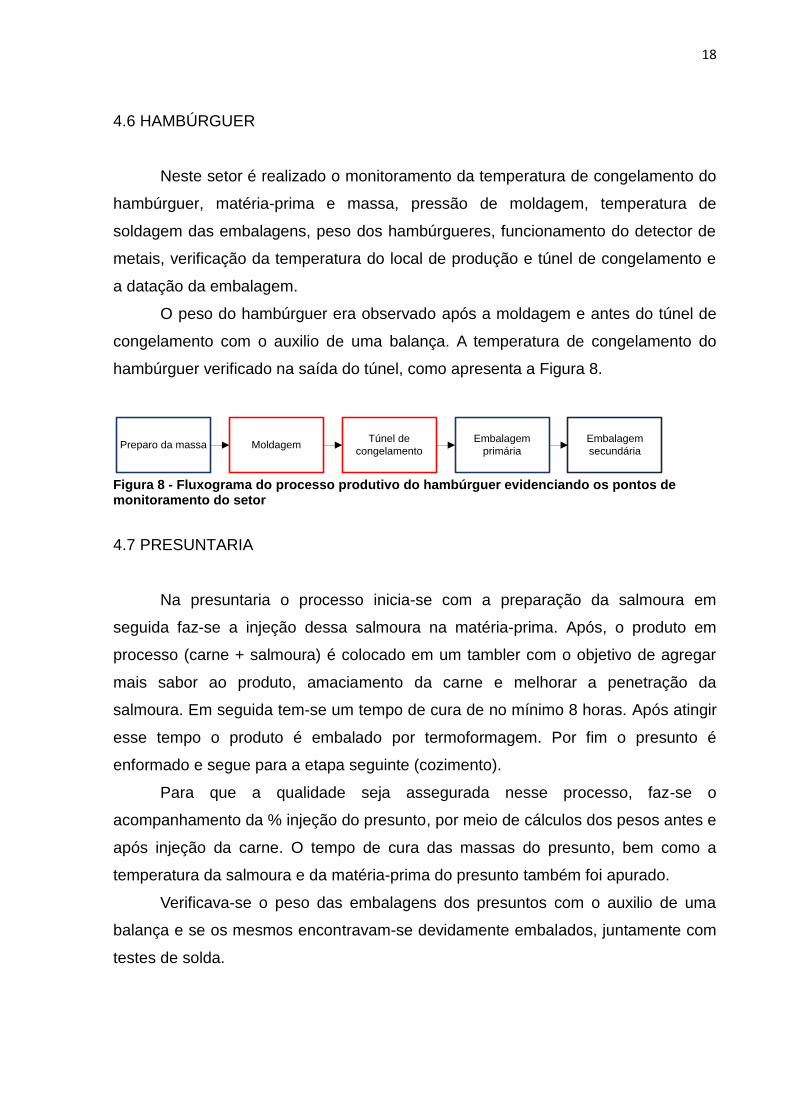
4.7 PRESUNTARIA
Na presuntaria o processo inicia-se com a preparação da salmoura em
seguida faz-se a injeção dessa salmoura na matéria-prima. Após, o produto em
processo (carne + salmoura) é colocado em um tambler com o objetivo de agregar
mais sabor ao produto, amaciamento da carne e melhorar a penetração da
salmoura. Em seguida tem-se um tempo de cura de no mínimo 8 horas. Após atingir
esse tempo o produto é embalado por termoformagem. Por fim o presunto é
enformado e segue para a etapa seguinte (cozimento).
Para que a qualidade seja assegurada nesse processo, faz-se o
acompanhamento da % injeção do presunto, por meio de cálculos dos pesos antes e
após injeção da carne. O tempo de cura das massas do presunto, bem como a
temperatura da salmoura e da matéria-prima do presunto também foi apurado.
Verificava-se o peso das embalagens dos presuntos com o auxilio de uma
balança e se os mesmos encontravam-se devidamente embalados, juntamente com
testes de solda.
19
TamblerInjeção
salmouraCura
Embalagem
Termoformagem
Cozimento Resfriamento Desenformagem Embalagem
Figura 9 - Fluxograma do processo produtivo do presunto evidenciando os pontos de monitoramento do setor
4.8 FATIADOS
Produtos picados implicam na subdivisão da carne de tal forma que o produto
final é formado por pequenas porções de carnes ou cubos. Os embutidos constituem
a maioria dos produtos picados.
Para que os produtos fatiados possam chegar ao consumidor de forma
padronizada, algumas atividades pertinentes são realizadas como verificar a
espessura do fatiado (presunto, apresuntado, frilanche, bacon), comprimento,
largura e espessura do bacon em cubo e temperatura do embutido antes de passar
pelo processo de fatiamento.
Para assegurar a eficiência da máquina em presenciar metais no produto
final, corpos de prova eram passados no detector junto aos produtos para realização
dos testes.
4.9 INSUMOS
Ao controle de qualidade cabe a verificação se os lotes dos insumos utilizados
na elaboração dos produtos estão sendo registrados de forma coerente nos registros
de controle da empresa.
4.10 LINGUIÇAS FRESCAIS
No preparo das massas da toscana tem-se controle da temperatura da
matéria-prima, das massas antes da cura e massa após cura. Controla-se o tempo
de cura cujo valor dever ser igual ou maior que 4 horas. A utilização de embalagens
é averiguada por meio da coerência do lote da etiqueta com aquele anotado no
registro de qualidade.
20
Já no embutimento, é necessário que o calibre e o tamanho do gomo das
linguiças apresentem valores dentro da faixa de tolerância. Verificava-se também a
conformidade dos gomos se eles estão estourados ou não e inspecionava-se o
fechamento da embalagem (aperto do grampo conforme).
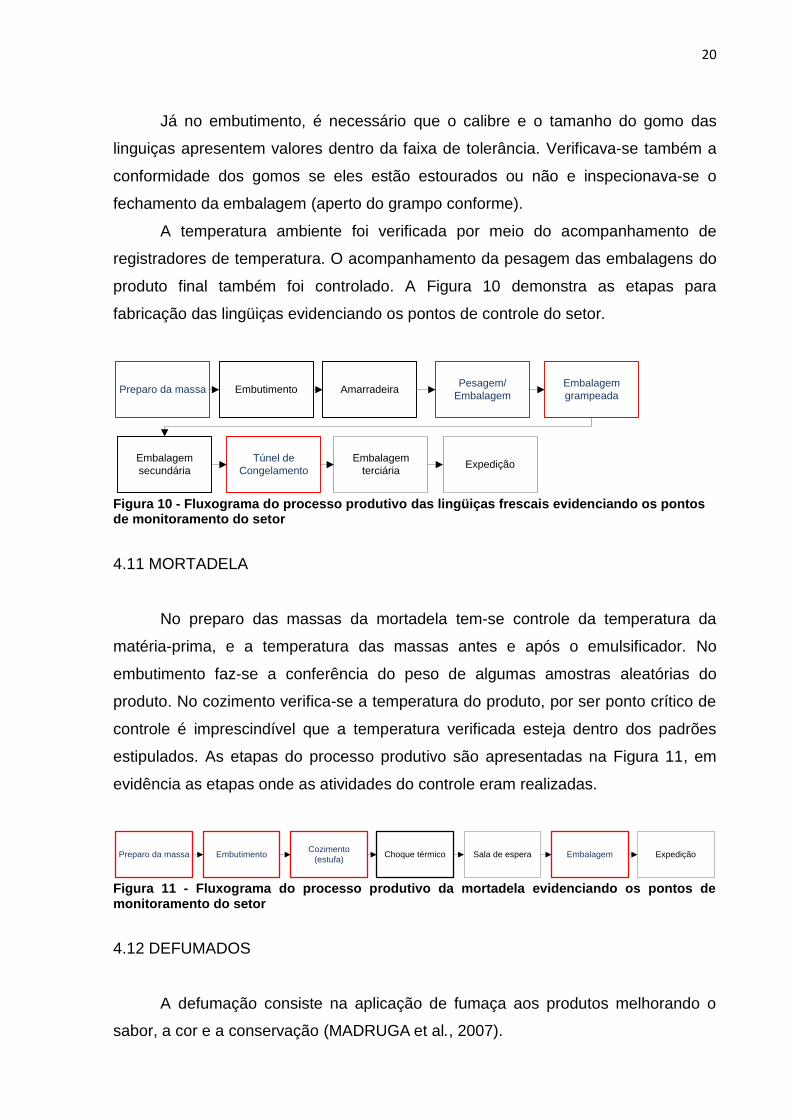
A temperatura ambiente foi verificada por meio do acompanhamento de
registradores de temperatura. O acompanhamento da pesagem das embalagens do
produto final também foi controlado. A Figura 10 demonstra as etapas para
fabricação das lingüiças evidenciando os pontos de controle do setor.
Preparo da massa Embutimento AmarradeiraPesagem/
Embalagem
Embalagem
grampeada
Embalagem
secundária
Túnel de
Congelamento
Embalagem
terciária Expedição
Figura 10 - Fluxograma do processo produtivo das lingüiças frescais evidenciando os pontos de monitoramento do setor
4.11 MORTADELA
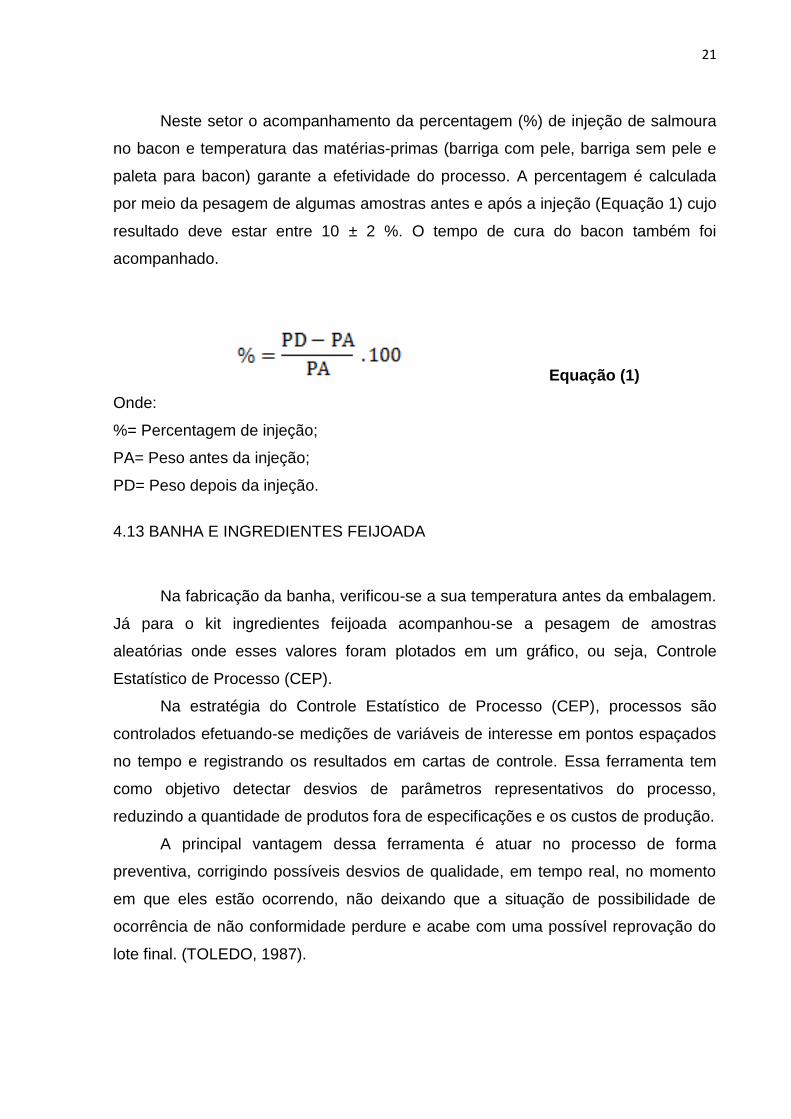
No preparo das massas da mortadela tem-se controle da temperatura da
matéria-prima, e a temperatura das massas antes e após o emulsificador. No
embutimento faz-se a conferência do peso de algumas amostras aleatórias do
produto. No cozimento verifica-se a temperatura do produto, por ser ponto crítico de
controle é imprescindível que a temperatura verificada esteja dentro dos padrões
estipulados. As etapas do processo produtivo são apresentadas na Figura 11, em
evidência as etapas onde as atividades do controle eram realizadas.
Preparo da massa EmbutimentoCozimento
(estufa)Choque térmico Sala de espera Embalagem Expedição
Figura 11 - Fluxograma do processo produtivo da mortadela evidenciando os pontos de monitoramento do setor
4.12 DEFUMADOS
A defumação consiste na aplicação de fumaça aos produtos melhorando o
sabor, a cor e a conservação (MADRUGA et al., 2007).
21
Neste setor o acompanhamento da percentagem (%) de injeção de salmoura
no bacon e temperatura das matérias-primas (barriga com pele, barriga sem pele e
paleta para bacon) garante a efetividade do processo. A percentagem é calculada
por meio da pesagem de algumas amostras antes e após a injeção (Equação 1) cujo
resultado deve estar entre 10 ± 2 %. O tempo de cura do bacon também foi
acompanhado.
Equação (1)
Onde:
%= Percentagem de injeção;
PA= Peso antes da injeção;
PD= Peso depois da injeção.
4.13 BANHA E INGREDIENTES FEIJOADA
Na fabricação da banha, verificou-se a sua temperatura antes da embalagem.
Já para o kit ingredientes feijoada acompanhou-se a pesagem de amostras
aleatórias onde esses valores foram plotados em um gráfico, ou seja, Controle
Estatístico de Processo (CEP).
Na estratégia do Controle Estatístico de Processo (CEP), processos são
controlados efetuando-se medições de variáveis de interesse em pontos espaçados
no tempo e registrando os resultados em cartas de controle. Essa ferramenta tem
como objetivo detectar desvios de parâmetros representativos do processo,
reduzindo a quantidade de produtos fora de especificações e os custos de produção.
A principal vantagem dessa ferramenta é atuar no processo de forma
preventiva, corrigindo possíveis desvios de qualidade, em tempo real, no momento
em que eles estão ocorrendo, não deixando que a situação de possibilidade de
ocorrência de não conformidade perdure e acabe com uma possível reprovação do
lote final. (TOLEDO, 1987).
22
4.14 MATURADOS
Para fins de qualidade, a verificação de peso líquido da embalagem dos
produtos: salame tipo milano, salaminho e copa curada foram realizados, validação
do lote e data de validade carimbada nas embalagens e o controle da temperatura
ambiente de produção.
4.15 ANÁLISE DE CLORO E PH DA ÁGUA
O controle de cloro e pH é realizado em 21 pontos da indústria, alternando-se
4 pontos a cada duas horas.
A verificação do cloro foi realizada com o auxílio de um analisador portátil de
cloro, juntamente com a cubeta e os reagentes. A determinação consistia na adição
de dez gotas de solução N,N-dietil-p-fenilenodiamina (DPD) e de dez gotas de
solução tampão numa amostra de água. A amostra era colocada no analisador
portátil de cloro, onde era realizada a leitura.
O pH foi verificado com auxílio do pHmetro devidamente calibrado. Se os
valores de cloro e pH verificados apresentasse fora do padrão, ações corretivas
eram tomadas junto aos auxiliares do controle de qualidade.
4.16 ANÁLISES
4.16.1 Coleta de amostras para análise físico-química
As análises físico-químicas foram realizadas para a verificação da
composição dos produtos conforme os padrões estabelecidos pela legislação.
Foram utilizadas embalagens plásticas para coleta de matérias-primas, ou o próprio
produto na sua embalagem primária, identificadas externamente com uma etiqueta
contendo as informações necessárias da amostra.
4.16.2 Coleta para amostras para análises microbiológicas
23
Esta atividade era realizada para determinar o índice de contaminação
microbiológica, também podendo indicar as condições higiênicas de fabricação,
manuseio e armazenamento do produto.
Foi utilizado o próprio produto na sua embalagem primária, ou então facas,
pás coletoras e embalagens plásticas esterilizadas, para coleta de matérias-primas.
Realizava-se a coleta de modo que o manipulador não entrasse em contato
com o produto para não contaminar a amostra, não interferindo desta forma, no
resultado final da análise. As amostras eram identificadas com etiquetas.
4.17 CALIBRAÇÃO DOS TERMÔMETROS
A calibração de todos os termômetros da empresa foi realizada com o auxílio
do termômetro referência. Ambos eram submetidos a uma mistura de água e gelo na
mesma proporção. A diferença entre o termômetro normal e o de referência pode
apresentar variação de 0,1 para termômetros utilizados para cozimento e diferença
0,3 para demais situações. Caso a diferença apresentasse maior que 0,3 era
registrado no próprio termômetro para consideração nas medições e quando
possível era realizado a calibração.
4.18 VERIFICAÇÃO DA CALIBRAGEM DAS BALANÇAS
As aferições das balanças utilizadas na indústria é feita 2 vezes por turno
pelos colaboradores. O colaborador da empresa designado para esta função utiliza
um peso padrão o qual era colocado sobre cada balança para verificar se ela estava
funcionando adequadamente. Acompanhou-se esse procedimento e anotou-se em
uma planilha o peso que constava no visor de cada balança aferida. Cada balança
de acordo com a sua capacidade possuía uma variação permitida diferente.
4.19 INSPEÇÃO PESSOAL DOS COLABORADORES
Realizava-se a inspeção pessoal dos colaboradores da indústria, conferindo
se os mesmos estavam seguindo os procedimentos de BPF, com relação ao uso de
máscaras, objetos no uniforme, alimentos, protetor auricular, práticas de higiene
corporal (unha, cabelo, barba), geral (uso de luvas, etc). Caso estivessem
24
inadequados eram aplicadas advertências aos colaboradores e solicitava-se que o
funcionário se adequasse imediatamente às normas da empresa.
4.20 SWAB DE MÃOS
Conforme cronograma, realizava-se mensalmente o swab de mãos dos
colaboradores de todos os setores da indústria. A análise consistia em um esfregaço
com palitos, contendo algodão em sua ponta, sobre a superfície superior e inferior
das mãos, entre os dedos, ao redor das unhas e nas cutículas, com o objetivo de
avaliar se as boas práticas de fabricação eram seguidas, uma vez que a má
higienização das mãos pode ser considerada foco inicial de contaminação
microbiana. A amostra era identificada com o nome do colaborador e encaminhada
ao laboratório.
4.21 VERIFICAÇÃO DA CONTAMINAÇÃO DO AMBIENTE DOS SETORES
Este procedimento era efetuado uma vez por mês em todos os setores da
indústria. Eram deixadas abertas por quinze minutos em cada ponto de coleta as
placas de Petri contendo ágar, as quais eram depois enviadas ao laboratório para
que se procedessem com a análise. As placas de Petri, depois de analisados,
possibilitavam a detecção do grau de contaminação, avaliando a higienização do
local.
25
5 CONSIDERAÇÕES FINAIS
O período de estágio permitiu muitos aprendizados, tanto em relação aos
conceitos de Qualidade quanto ao funcionamento de uma empresa nacional de
grande porte.
O aprendizado em Controle de Qualidade foi alcançado por meio de
treinamentos, e mais ainda na prática. O estágio foi primordial para permitir contato
direto com a rotina de trabalho de várias áreas dentro da organização. E também
para a percepção que essas áreas precisam estar bem engajadas para que as
informações possam ser repassadas entre os diversos níveis hierárquicos da
empresa, e dessa forma fazer fluir o processo produtivo.
O contato com técnicas e algumas ferramentas estudadas durante o período
de graduação foram observadas no dia a dia da fábrica, sendo de suma importância
essa conexão entre a prática e a teoria. O aprendizado deveu-se em grande parte
também pelo contato com profissionais experientes, bem como a importância de se
trabalhar em equipe para então gerar resultados.
26
REFERÊNCIAS
CONRADO DE LIMA, A. Qualidade na Produção de Sementes através do Sistema Integrado de Gestão. Matéria Técnica. Anuário ABRASEM, 2003. p. 112-124. GARVIN, D. A. Gerenciando a qualidade A visão estratégica e competitiva. Rio de Janeiro: Qualitymark, 2002. GONÇALVES, G.; PALMEIRA, E. M. "Suinocultura Brasileira". en Observatorio de la Economía Latinoamericana, Número 71, 2006. Disponível em: http://www.eumed.net/cursecon/ecolat/br/06/rgg.htm. Último acesso em: 12 de maio de 2012. ISHIKAWA, Kaoru. Controle da qualidade total à maneira japonesa. Rio de Janeiro: Campus, 1989. MADRUGA, M.S.; SOUSA, W.H. de; MENDES, E.M. de S.; BRITO, E.A. de. Carnes caprina e ovina: Processamento e fabricação de produtos derivados. Tecnol. & Ciên. Agropec., João Pessoa, v.1., n.2, p.61-67, dez. 2007.
MENDONÇA, M. M. F.; SÃO JOSÉ, E. B.; COSTA, S. R. R. Estudo da gestão da qualidade aplicada na produção de alimentos. XXIV Encontro Nac. de Eng. de Produção - Florianópolis, SC, Brasil, 03 a 05 de nov de 2004. Disponível em: http://www.abepro.org.br/biblioteca/ENEGEP2004_Enegep0201_1977.pdf. Ultimo acesso em: 12 de maio de 2012.
ORDONEZ, P. J. A. Tecnologia de Alimentos. Porto Alegre: Editora Artmed, 2005. PALADINI, Edson P. Controle de Qualidade: uma abordagem abrangente. São Paulo: Atlas, 1990. SLACK, N. et.al. Administração da produção. São Paulo: Atlas, 1997. SLACK, N. et.al. Administração da produção. São Paulo: Atlas, 2002. TOLEDO, J.C. Qualidade industrial: concertos, sistemas e estratégias. São Paulo: Atlas; 1987. p.124. VILELA, Wilson Farias. Dicionário de Negócios. 2ed. Rio de Janeiro, 1995. 289p.







![Zonas De Vertente Acabado 22[1]](https://static.fdocumentos.com/doc/165x107/559fa3321a28abb7028b47fc/zonas-de-vertente-acabado-221.jpg)