
Revisão: 00 PROCEDIMENTO PARA QUALIFICAÇÃO Data: … · PROCEDIMENTO PARA QUALIFICAÇÃO PSQ -...
35
PROCEDIMENTO PARA QUALIFICAÇÃO PSQ - ESQUADRIAS DE AÇO Revisão: 00 Data: 10/12 POP 001 Pág. 1 / 1 Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000 E-mail: [email protected] – Fone/Fax: (11) 4444.2400 SUMÁRIO 1 Objetivo 2 Referências normativas 3 Definições 4 Siglas 5 Descrição do processo 6 Processo para manutenção da qualificação 7 Marcação dos produtos qualificados 8 Anexos Histórico das revisões Revisão Data Descrição da alteração Observações 00 Outubro/2012 Emissão do procedimento ----------------------------- Elaboração Verificação Aprovação Karina Rago Fabiola Rago Beltrame Alexandre Beltrame Analista Técnico Diretora de Qualidade Diretor Geral
-
Upload
nguyennhan -
Category
Documents
-
view
219 -
download
0
Transcript of Revisão: 00 PROCEDIMENTO PARA QUALIFICAÇÃO Data: … · PROCEDIMENTO PARA QUALIFICAÇÃO PSQ -...
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 1 / 1
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
SUMÁRIO
1 Objetivo
2 Referências normativas
3 Definições
4 Siglas
5 Descrição do processo
6 Processo para manutenção da qualificação
7 Marcação dos produtos qualificados
8 Anexos
Histórico das revisões Revisão Data Descrição da alteração Observações
00 Outubro/2012 Emissão do procedimento -----------------------------
Elaboração Verificação Aprovação
Karina Rago Fabiola Rago Beltrame Alexandre Beltrame
Analista Técnico Diretora de Qualidade Diretor Geral
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 2 / 2
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
1. OBJETIVO
Estabelecer o processo para concessão e manutenção do atestado de conformidade
de esquadrias externas para edificações em conformidade com o Programa de
Qualificação de Produtos da AFEAÇO.
Este procedimento específico complementa os requisitos estabelecidos nos documentos
de referência:
• Fundamentos técnicos do programa setorial da qualidade de esquadrias de aço, PSQ
EA – FT 01/12.
• Texto de referência do programa setorial da qualidade de esquadrias de aço, PSQ EA –
TR 01/12.
2. REFERÊNCIAS NORMATIVAS
Os documentos relacionados a seguir contêm disposições que, ao serem citadas
neste texto, constituem prescrições válidas para este procedimento. Sempre verificar
as últimas versões dos documentos a serem consultados. A BELTRAME Engenharia
mantém registros dos documentos válidos.
• ABNT NBR 10.821-1:2011 - Esquadrias externas para edificações – Parte 1:
Terminologia
• ABNT NBR 10.821-2:2011 - Esquadrias externas para edificações – Parte 2:
Requisitos e classificação
• ABNT NBR 10.821-3:2011 - Esquadrias externas para edificações – Parte 3:
Métodos de ensaio
• PSQ EA – FT 01/12 – Fundamentos técnicos do programa setorial da qualidade de
esquadrias de aço
• PSQ EA – TR 01/12 – Texto de referência do programa setorial da qualidade de
esquadrias de aço
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 3 / 3
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
OBS.: Os documentos de referência do PSQ EA – FT 01/12 e PSQ EA – TR 01/12
podem ser encontrados na sua versão atualizada nos links:
http://www.afeaco.com.br/Dados_do_setor/9,como-participar-do-programa
http://www4.cidades.gov.br/pbqp-h/projetos_simac_psqs2.php?id_psq=51
3. DEFINIÇÕES
Para os efeitos deste procedimento são adotadas as definições constantes na norma
ABNT NBR 10.821-1, bem como as definições abaixo:
3.1 FAMÍLIA/LINHA DE PRODUTOS
Conjunto de produtos de características construtivas essencialmente semelhantes e
que correspondem à mesma classificação.
No caso de esquadrias externas para edificações, conforme a norma ABNT NBR
10.821-1, as famílias/linhas de produtos devem ser caracterizadas considerando os
seguintes aspectos:
3.1.1 MATERIAL
a) Alumínio;
b) Aço;
c) Madeira;
d) Vidro;
e) PVC.
3.1.2 UTILIZAÇÃO
a) Janela;
b) Porta;
c) Esquadria para clarabóia, coberturas e marquises;
d) Fachada-cortina.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 4 / 4
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
3.1.3 FORMA DE MOVIMENTAÇÃO (TIPOLOGIA)
a) Esquadria fixa;
b) Esquadria de giro, de eixo vertical;
c) Esquadria projetante e de tombar;
d) Esquadria pivotante;
e) Esquadria basculante;
f) Esquadria de correr;
g) Esquadria guilhotina;
h) Esquadria projetante – deslizante (maxim-ar);
i) Esquadria sanfona;
j) Esquadria integrada;
k) Esquadria reversível;
l) Esquadrias especiais:
1. Alçante;
2. De correr com giro;
3. De girar e de tombar;
4. De correr paralela e de tombar;
5. De correr com compressão transversal ao plano de movimentação.
3.1.4 CLASSIFICAÇÃO
3.1.4.1 NÚMERO DE PAVIMENTOS DA EDIFICAÇÃO/ALTURA MÁXIMA
a) Até 2 pavimentos e altura máxima de 6 m;
b) Até 5 pavimentos e altura máxima de 15 m;
c) Até 10 pavimentos e altura máxima de 30 m;
d) Até 20 pavimentos e altura máxima de 60 m;
e) Até 30 pavimentos e altura máxima de 90 m.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 5 / 5
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
3.1.4.2 REGIÃO DO PAÍS ONDE SE LOCALIZA A EDIFICAÇÃO
a) I;
b) II;
c) III;
d) IV;
e) V.
3.1.5 DESEMPENHO
3.1.5.1 QUANTO AO USO
a) Mínimo;
b) Intermediário;
c) Superior.
3.1.5.2 QUANTO À PROTEÇÃO CONTRA CORROSÃO
a) Corrosão mínima (CM);
b) Corrosão intermediária (CI);
c) Corrosão superior (CS).
3.1.6 DIMENSÕES NOMINAIS DAS TIPOLOGIAS DOS PRODUTOS-ALVO
As dimensões nominais das tipologias dos produtos-alvo qualificados (altura e
largura da esquadria) deverão constar nos atestados de conformidade do produto.
Esses produtos foram ensaiados nas dimensões nominais estabelecidas pela
empresa fabricante participante do Programa.
Para tipologias de produtos-alvo (janelas ou portas) que tenham dimensões
nominais (altura e largura da esquadria) menores que as especificadas no atestado
de conformidade, consideraremos que essas tipologias também atendem às
exigências da norma ABNT NBR 10821, caso sejam mantidas as mesmas
características de projeto, matéria-prima e componentes.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 6 / 6
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
NOTA 1: A AFEAÇO em conjunto com as empresas qualificadas, estarão
desenvolvendo estudos, com o apoio da entidade de gestão técnica, para o
desenvolvimento de uma tabela de tolerâncias para dimensões das esquadrias, a
partir dos produtos-alvo ensaiados nas suas dimensões nominais e superiores
especificadas nos atestados de conformidade.
NOTA 2: Após os produtos terem sido aprovados nos estudos/ensaios realizados,
em conformidade com as exigências da norma ABNT NBR 10.821, desde que
mantidas as mesmas características de projeto e matéria-prima dos produtos
inicialmente qualificados, as tolerâncias nas dimensões nominais serão incluídas nos
atestados de conformidade dos produtos-alvo.
3.2 MEMORIAL DESCRITIVO
Documento de caráter técnico, elaborado pelo fabricante, que define as
características dimensionais, as características de desempenho, a matéria-prima e
os componentes (caso sejam adquiridos de terceiros, devem fornecer o nome do
fabricante do componente) necessários para a fabricação do produto. Conforme
descrito no Requisito 4.2, nos itens “b) e i)”, na Parte 3 – Métodos de Ensaios da
ABNT NBR 10.821:2011 – Esquadrias externas para edificações.
3.3 MANUAL TÉCNICO
Manual ou instruções contendo a classificação e as informações necessárias que
especifiquem as condições mínimas para armazenamento, uso e regulagem,
instalação, recomendações de segurança, transporte e descarte final do produto.
Conforme descrito no Requisito 4.2, no item “c)”, na Parte 3 – Métodos de Ensaios
da ABNT NBR 10.821:2011 – Esquadrias externas para edificações.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 7 / 7
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
3.4 CATÁLOGOS DE PRODUTOS
Documento de caráter comercial, elaborado pelo fabricante, que define as
características dimensionais, as características de visuais, as características de cada
linha de produto (quando o fabricante possuir mais de uma linha de produto). É
necessário para a comercialização do produto.
4. SIGLAS
As siglas empregadas no texto deste procedimento específico são as seguintes:
PSQ - Programa Setorial da Qualidade
DQ - Diretoria de Qualidade – BELTRAME Engenharia
POP - Procedimento Operacional Padrão
IT - Instrução de Trabalho
FT - Fundamentos Técnicos do PSQ de Esquadrias de Aço
TR - Texto de Referência do PSQ de Esquadrias de Aço
RAT - Relatório de Atividade Técnica
QAP - Questionário de Avaliação Preliminar
IAF - International Accreditation Forum
SBAC - Sistema Brasileiro de Avaliação da Conformidade
5. DESCRIÇÃO DO PROCESSO
O fabricante que deseja qualificar seus produtos conforme este procedimento deve
solicitar à BELTRAME o QAP. Após preencher com as informações solicitadas e
indicar em qual estágio deseja iniciar seu processo, deve enviá-lo à BELTRAME
para que seja iniciado o processo.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 8 / 8
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
Os fabricantes que já possuem tipologias de uma família/linha de produtos
qualificados e deseja qualificar suas outras tipologias da mesma e/ou outras
famílias/linhas de produtos, devem solicitar à BELTRAME o QAP. Após preencher
com as informações solicitadas e indicar em qual estágio deseja iniciar seu
processo, devem enviá-lo à BELTRAME. Neste caso, a BELTRAME deve considerar
esta solicitação como uma extensão do escopo do contrato já firmado para a
qualificação.
5.1 DOCUMENTAÇÃO REQUERIDA
O fabricante envia para a BELTRAME Engenharia a documentação abaixo
relacionada para análise:
� Memorial descritivo de cada produto a ser qualificado, incluindo: especificações e
manual de armazenamento e manuseio, caracterizando cada produto conforme
estabelecido nos itens 3.1, 3.2 e 3.3;
� Catálogo da família/linha de produtos comercializados pelo fabricante, conforme
estabelecido no item 3.4;
� As empresas importadoras ou que adquiram o produto acabado de outros
fabricantes deverão apresentar a comprovação da formalização da representação
legal entre o fabricante e a empresa solicitante da qualificação, que explicite a
responsabilidade legal com relação aos produtos a serem qualificados;
� Cópia do Contrato Social registrado em Junta Comercial;
� Cópia do CNPJ.
5.2 ANÁLISE PRELIMINAR DO PROCESSO
A DQ avalia se a documentação referente ao item 5.1, foi encaminhada, resolvendo-
se junto ao fabricante eventuais pendências.
É permitido que os memoriais descritivos sejam avaliados na data da auditoria de
qualificação.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 9 / 9
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
O fabricante deve qualificar todas as tipologias de produto alvo conforme item 8.3.1
do documento fundamentos técnicos do PSQ. – Esquadrias de Aço dentro da sua
família/linha de produtos. Não será permitido qualificar apenas as tipologias de
produto alvo conforme item 8.3.1 do documento fundamentos técnicos do PSQ
Esquadrias de aço de uma família/linha de produtos, deixando as outras demais
famílias/linhas de produtos sem ser qualificadas. A não obediência deste
parágrafo caracteriza-se como não conformidade intencional.
5.3 VISITA TÉCNICA
Após a análise da documentação apresentada, a critério da BELTRAME Engenharia,
poderá ser realizada uma visita técnica às instalações do fabricante para verificar as
condições de fabricação, infraestrutura e controle da qualidade, dirimir dúvidas
acerca do procedimento adotado e confirmar as informações constantes da
documentação apresentada.
5.4 AUDITORIA – ESTÁGIO “1”
Uma vez eliminadas quaisquer dúvidas ou pendências da documentação, bem como
solucionadas quaisquer observações apontadas na visita técnica, será realizada a
auditoria – estágio “1”, que deverá abranger os seguintes aspectos:
5.4.1 AVALIAÇÃO DA DOCUMENTAÇÃO TÉCNICA
O auditor deve avaliar se o fabricante possui todos os documentos técnicos
necessários à fabricação e venda do produto-alvo deste estágio, conforme detalhado
abaixo:
a) Normas técnicas de fabricação e ensaios (quando pertinente);
b) Memoriais descritivos (em língua portuguesa) referentes aos produtos, objetos da
qualificação, que atendam ao exposto nos itens 3.1 e 3.2;
c) Manual técnico que atenda ao disposto no item 3.3;
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 10 / 10
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
d) As empresas que tem um sistema de gestão da qualidade (baseado na norma
ABNT NBR ISO 9001) devem apresentar seus documentos (Manual da
Qualidade, Procedimentos e Instruções de trabalho) para conhecimento das
condições de fabricação e instalações da empresa.
5.4.2 AUDITORIA DE VERIFICAÇÃO DAS CONDIÇÕES DE FABRICAÇÃO E
INSTALAÇÕES DA EMPRESA
O auditor deve avaliar se o fabricante possui condições técnicas e instalações
apropriadas e necessárias à fabricação e venda do produto-alvo deste estágio,
conforme detalhado abaixo:
a) A empresa possui procedimentos e/ou instruções de trabalho para recebimento e
estocagem de matéria prima;
b) A empresa possui procedimentos e/ou instruções de trabalho para o processo
produtivo e que contemplem:
1. Planejamento de produção (utilização dos equipamentos e controle de
produção);
2. Calibração e aferição dos instrumentos de medição;
3. Inspeções e ensaios finais nos produtos, segregação de produto não conforme
no processo de fabricação.
c) Nos casos que a empresa possui sistema de gestão da qualidade implantando e
mantido por organismo de certificação acreditado pelo SBAC e/ou IAF, deverá
apresentar os certificados válidos para conhecimento da BELTRAME;
O auditor deve relatar em sua avaliação, se o fabricante possui condições técnicas e
instalações apropriadas e necessárias à fabricação e venda do produto, nos
documentos:
• “Check list de auditoria na fábrica e coleta de amostras de esquadrias de aço”
(RQ 009), conforme Anexo 1 deste procedimento.
• “Ficha resumo do tratamento de superfície” (RQ 007), conforme Anexo 2 deste
procedimento.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 11 / 11
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
NOTA:
1) A BELTRAME poderá solicitar cópias dos relatórios das auditorias realizadas,
tratamento das não conformidades encontradas, bem como informações sobre
suspensão ou cancelamento da certificação, de forma a confirmar a manutenção
do Sistema de Gestão da Qualidade do fabricante e verificar se seu escopo
abrange os produtos sujeitos à qualificação;
2) Caso seja evidenciado que o sistema de gestão da qualidade não está
implementado adequadamente, não está válido ou não abrange a realização dos
produtos sujeitos à qualificação, a BELTRAME poderá notificar o fabricante, sobre
as evidências encontradas;
3) Caso a BELTRAME venha a detectar problemas no Sistema de Gestão da
Qualidade durante a auditoria do produto, poderá apontar as não conformidades
encontradas no Sistema de Gestão da Qualidade ao organismo de certificação.
5.4.3 COLETA DE AMOSTRAS
O fabricante deve desenvolver e fabricar os projetos das seguintes tipologias
comercializadas por ele:
• Portas de abrir (giro) de uma folha (modelos: Laminada, Mista e Horizontal/Vidro);
• Batente metálico para folha de abrir (giro), porta interna de madeira sem presença
de umidade.
O auditor deverá coletar na fábrica, as amostras de cada tipologia comercializada
pelo fabricante.
Nos casos em que existir a mesma tipologia em duas ou mais famílias/linhas de
produtos, devem ser coletadas as amostras desta tipologia por família/linha de
produto para os ensaios definidos no item 5.4.5.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 12 / 12
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
5.4.3.1 QUANTIDADE DE AMOSTRAS – PORTAS DE ABRIR (GIRO)
A BELTRAME irá coletar 5 amostras de portas (4 amostras de prova e 1 de
contraprova) sendo:
• 01 amostra de prova para o ensaio acelerado cíclico de corrosão – conforme a
norma ABNT NBR 10.821:2011, na Parte 3, no Anexo L;
• 03 amostras de prova para os ensaios de resistência às operações de manuseio e
manutenção da segurança durante os ensaios de resistência às operações de
manuseio – conforme a norma ABNT NBR 10.821:2011, na Parte 2, requisitos
6.2.4 e 6.2.5;
• 01 amostra de contraprova que pode ser utilizada, no caso de alguma amostra de
prova apresentar problemas durante os ensaios e/ou verificações pela
BELTRAME nas auditorias de manutenção da qualificação;
• Todas as amostras deverão estar com os vidros instalados conforme o anexo 2
deste procedimento;
As amostras para ensaios devem ser compostas de prova e contraprova.
A amostra de prova deve ser lacrada pelo auditor da BELTRAME e encaminhada ao
laboratório. A amostra de contraprova deve ser lacrada pelo auditor da BELTRAME
e armazenada pelo fabricante até que todos os ensaios estejam concluídos.
5.4.4 CONDIÇÕES DE AMOSTRAGEM
Os produtos devem ser avaliados por família/linha e por unidade produtiva. As
amostras devem ser escolhidas aleatoriamente entre produtos já vendidos, sempre
que possível.
Caso o fabricante tenha necessidade de modificar o projeto de produto qualificado,
deverá previamente enviar a BELTRAME o novo projeto do produto e o memorial
descritivo do produto para análise. A BELTRAME solicitará, caso necessário
(quando houver alterações que modifiquem as características estruturais e de
estanqueidade do produto) , que o fabricante agende uma nova coleta de amostras,
para ensaios de verificação.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 13 / 13
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
A não obediência deste parágrafo caracteriza-se como não conformidade
intencional.
Caso o fabricante desenvolva um novo produto, deve solicitar uma nova auditoria
para inclusão no seu escopo de qualificação desta nova tipologia e família/linha de
produto.
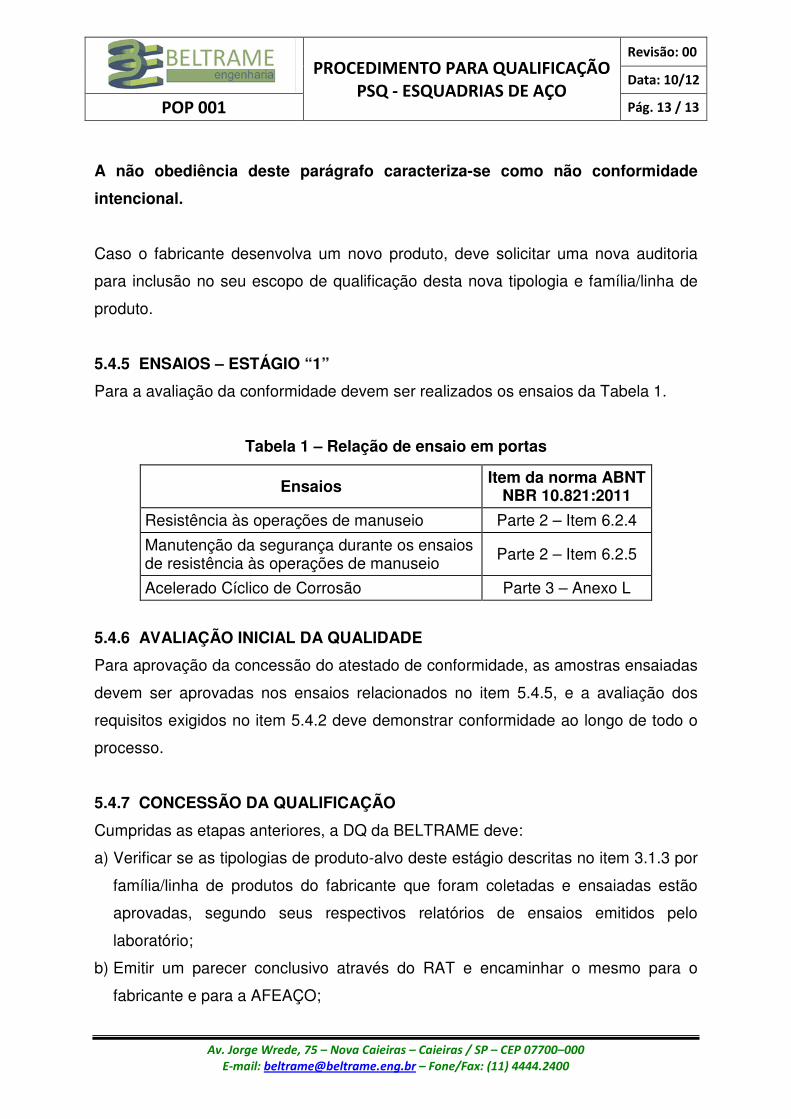
5.4.5 ENSAIOS – ESTÁGIO “1”
Para a avaliação da conformidade devem ser realizados os ensaios da Tabela 1.
Tabela 1 – Relação de ensaio em portas
Ensaios Item da norma ABNT NBR 10.821:2011
Resistência às operações de manuseio Parte 2 – Item 6.2.4
Manutenção da segurança durante os ensaios de resistência às operações de manuseio
Parte 2 – Item 6.2.5
Acelerado Cíclico de Corrosão Parte 3 – Anexo L
5.4.6 AVALIAÇÃO INICIAL DA QUALIDADE
Para aprovação da concessão do atestado de conformidade, as amostras ensaiadas
devem ser aprovadas nos ensaios relacionados no item 5.4.5, e a avaliação dos
requisitos exigidos no item 5.4.2 deve demonstrar conformidade ao longo de todo o
processo.
5.4.7 CONCESSÃO DA QUALIFICAÇÃO
Cumpridas as etapas anteriores, a DQ da BELTRAME deve:
a) Verificar se as tipologias de produto-alvo deste estágio descritas no item 3.1.3 por
família/linha de produtos do fabricante que foram coletadas e ensaiadas estão
aprovadas, segundo seus respectivos relatórios de ensaios emitidos pelo
laboratório;
b) Emitir um parecer conclusivo através do RAT e encaminhar o mesmo para o
fabricante e para a AFEAÇO;
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 14 / 14
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
c) Caso o processo seja recomendado pela AFEAÇO, a BELTRAME emitirá o
Atestado de Conformidade.
No caso de reprovação, as razões da mesma devem ser comunicadas ao fabricante
através do RAT, para que este possa tomar as ações corretivas necessárias e
retomar o processo de qualificação. As ações corretivas, bem como as ações a
serem tomadas para a retomada do processo de qualificação, devem ser acordadas
com a BELTRAME.
5.4.7.1 ATESTADO DE CONFORMIDADE
O Atestado de Conformidade deve fazer referência aos ensaios aprovados,
deixando claro que atende todos os requisitos da norma ABNT NBR 10.821. O
Atestado deve ser emitido com validade de 12 meses, com acompanhamento e
renovação automática a cada 03 meses.
5.5 AUDITORIA – ESTÁGIO “2”
Após a realização da auditoria estágio “1” e no máximo até Julho/2014, a empresa
deve ser novamente avaliada seguindo os requisitos da auditoria estágio “2”.
5.5.1 AVALIAÇÃO DA DOCUMENTAÇÃO TÉCNICA
O auditor deve avaliar se o fabricante possui todos os documentos técnicos
necessários à fabricação e venda do produto-alvo deste estágio, conforme item
5.4.1.
5.5.2 AUDITORIA DE VERIFICAÇÃO DAS CONDIÇÕES DE FABRICAÇÃO E
INSTALAÇÕES DA EMPRESA
O auditor deve avaliar se o fabricante possui condições técnicas e instalações
apropriadas e necessárias à fabricação e venda do produto-alvo deste estágio,
conforme item 5.4.2.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 15 / 15
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
5.5.3 COLETA DE AMOSTRAS
O fabricante deve desenvolver e fabricar os projetos das seguintes tipologias
comercializadas por ele:
• As mesmas tipologias da auditoria “Estágio 1” da Qualificação, acrescentando-se:
• Janela Veneziana de correr com três folhas;
• Janela Veneziana de correr com seis folhas;
• Janela de correr com duas folhas;
• Janela de correr com quatro folhas;
• Janela Veneziana de abrir (giro) com folhas tipo guilhotina.
O auditor deverá coletar na fábrica, as amostras de cada tipologia comercializada
pelo fabricante.
Não havendo possibilidade de se fazer a coleta conforme indicado, deve-se
coletar na expedição do fabricante (esta amostra deve ser escolhida, através
dos romaneios de carregamento no ato da coleta e ser retirada deste lote a ser
entregue).
Nos casos em que existir a mesma tipologia em duas ou mais famílias/linhas de
produtos, devem ser coletadas as amostras desta tipologia por família/linha de
produto para os ensaios definidos no item 5.5.5.
5.5.3.1 QUANTIDADE DE AMOSTRAS – PORTAS DE ABRIR (GIRO)
A BELTRAME deverá coletar as amostras conforme item 5.4.3.1.
5.5.3.2 QUANTIDADE DE AMOSTRAS – JANELAS
A BELTRAME irá coletar 3 amostras de janelas (2 amostras de prova e 1 de contra-
prova) sendo:
• 01 amostra de prova para os ensaios permeabilidade ao ar, estanqueidade à água,
resistência às cargas uniformemente distribuídas – conforme a norma ABNT NBR
10.821:2011, na Parte 2, requisitos 6.2.1 á 6.2.3;
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 16 / 16
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
• 01 amostra de prova para os ensaios de resistência às operações de manuseio e
manutenção da segurança durante os ensaios de resistência às operações de
manuseio – conforme a norma ABNT NBR 10.821:2011, na Parte 2, requisitos
6.2.4 e 6.2.5;
• 01 amostras de contraprova que pode ser utilizada, no caso de alguma amostra de
prova apresentar problemas durante os ensaios e/ou verificações pela
BELTRAME nas auditorias de manutenção da qualificação.
Todas as amostras deverão estar com os vidros instalados conforme o anexo 2
deste procedimento.
As amostras para ensaios devem ser compostas de prova e contraprova.
A amostra de prova deve ser lacrada pelo auditor da BELTRAME e encaminhada ao
laboratório. A amostra de contraprova deve ser lacrada pelo auditor da BELTRAME
e armazenada pelo fabricante até que todos os ensaios estejam concluídos.
5.5.4 CONDIÇÕES DE AMOSTRAGEM
Os produtos devem ser avaliados por família/linha e por unidade produtiva. As
amostras devem ser escolhidas aleatoriamente entre produtos já vendidos, sempre
que possível.
Caso o fabricante tenha necessidade de modificar o projeto de produto qualificado,
deverá previamente enviar a BELTRAME o novo projeto do produto e o memorial
descritivo do produto para análise. A BELTRAME solicitará, caso necessário
(quando houver alterações que modifiquem as características estruturais e de
estanqueidade do produto) , que o fabricante agende uma nova coleta de amostras,
para ensaios de verificação.
A não obediência deste parágrafo caracteriza-se como não conformidade
intencional.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 17 / 17
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
Caso o fabricante desenvolva um novo produto, deve solicitar uma nova auditoria
para inclusão no seu escopo de qualificação desta nova tipologia e família/linha de
produto.
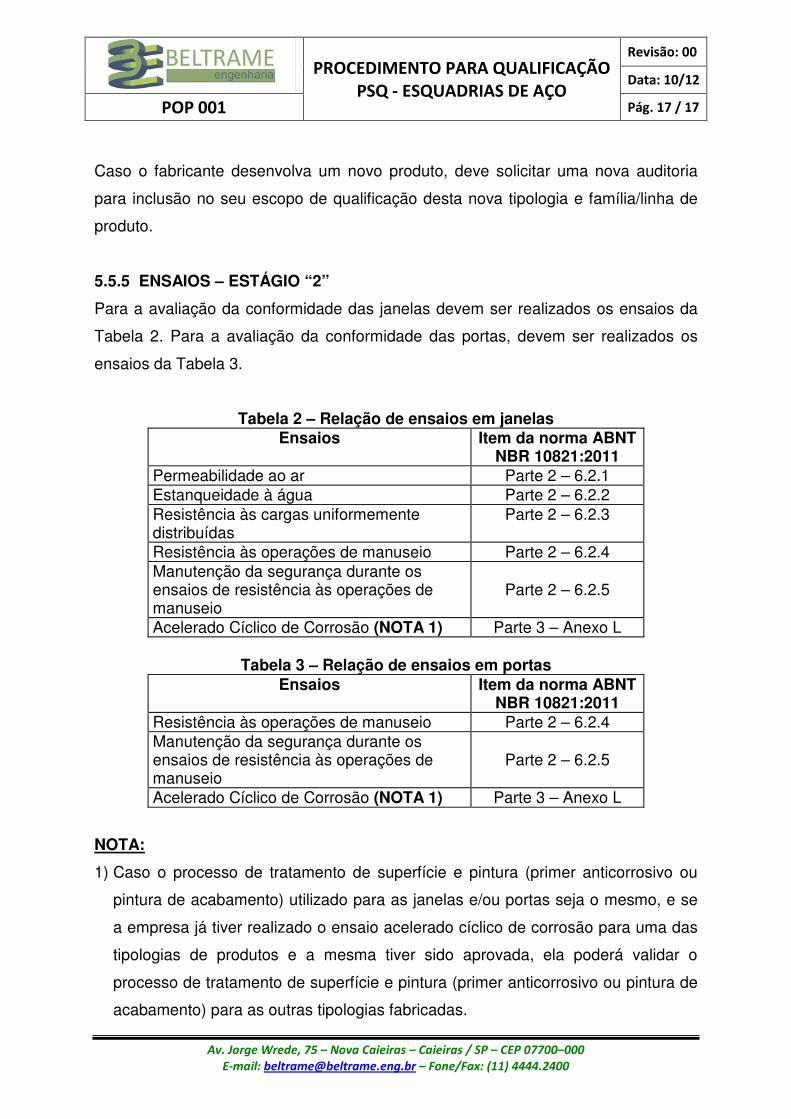
5.5.5 ENSAIOS – ESTÁGIO “2”
Para a avaliação da conformidade das janelas devem ser realizados os ensaios da
Tabela 2. Para a avaliação da conformidade das portas, devem ser realizados os
ensaios da Tabela 3.
Tabela 2 – Relação de ensaios em janelas Ensaios Item da norma ABNT
NBR 10821:2011 Permeabilidade ao ar Parte 2 – 6.2.1 Estanqueidade à água Parte 2 – 6.2.2 Resistência às cargas uniformemente distribuídas
Parte 2 – 6.2.3
Resistência às operações de manuseio Parte 2 – 6.2.4 Manutenção da segurança durante os ensaios de resistência às operações de manuseio
Parte 2 – 6.2.5
Acelerado Cíclico de Corrosão (NOTA 1) Parte 3 – Anexo L
Tabela 3 – Relação de ensaios em portas Ensaios Item da norma ABNT
NBR 10821:2011 Resistência às operações de manuseio Parte 2 – 6.2.4 Manutenção da segurança durante os ensaios de resistência às operações de manuseio
Parte 2 – 6.2.5
Acelerado Cíclico de Corrosão (NOTA 1) Parte 3 – Anexo L
NOTA:
1) Caso o processo de tratamento de superfície e pintura (primer anticorrosivo ou
pintura de acabamento) utilizado para as janelas e/ou portas seja o mesmo, e se
a empresa já tiver realizado o ensaio acelerado cíclico de corrosão para uma das
tipologias de produtos e a mesma tiver sido aprovada, ela poderá validar o
processo de tratamento de superfície e pintura (primer anticorrosivo ou pintura de
acabamento) para as outras tipologias fabricadas.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 18 / 18
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
5.5.6 AVALIAÇÃO INICIAL DA QUALIDADE
Para aprovação da concessão do atestado de conformidade, as amostras ensaiadas
devem ser aprovadas nos ensaios relacionados no item 5.5.5, e a avaliação dos
requisitos exigidos no item 5.5.2 deve demonstrar conformidade ao longo de todo o
processo.
5.5.7 CONCESSÃO DA QUALIFICAÇÃO
Cumpridas as etapas anteriores, a DQ da BELTRAME deve seguir conforme 5.4.7.
5.5.7.1 ATESTADO DE CONFORMIDADE
O Atestado de Conformidade deve fazer referência aos ensaios aprovados,
deixando claro que atende todos os requisitos da norma ABNT NBR 10.821. O
Atestado deve ser emitido com validade de 36 meses, sendo reemitido a cada 12
meses, com acompanhamento e renovação automática a cada 03 meses.
5.6 AUDITORIA - ESTÁGIO “3”
Após a realização da auditoria estágio “2” e no máximo até Julho/2015, a empresa
deve ser novamente avaliada seguindo os requisitos da auditoria estágio “3”.
5.6.1 AVALIAÇÃO DA DOCUMENTAÇÃO TÉCNICA
O auditor deve avaliar se o fabricante possui todos os documentos técnicos
necessários à fabricação e venda do produto-alvo deste estágio, conforme item
5.4.1.
5.6.2 AUDITORIA DE VERIFICAÇÃO DAS CONDIÇÕES DE FABRICAÇÃO E
INSTALAÇÕES DA EMPRESA
O auditor deve avaliar se o fabricante possui condições técnicas e instalações
apropriadas e necessárias à fabricação e venda do produto-alvo deste estágio,
conforme item 5.4.2.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 19 / 19
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
5.6.3 COLETA DE AMOSTRAS
O fabricante deve desenvolver e fabricar os projetos das seguintes tipologias
comercializadas por ele:
• As mesmas tipologias da auditoria “Estágio 2” da Qualificação, acrescentando-se:
• Conjunto de janela composto de um peitoril fixo de 20 cm, uma folha intermediária
tipo maxim-ar e uma bandeira fixa de 20 cm;
• Janela tipo maxim-ar com 01 folha (simples);
• Janela tipo maxim-ar de duas folhas horizontais;
• Janela tipo maxim-ar de duas folhas verticais.
• Portas de correr com duas, três ou quatro folhas;
• Portas de abrir (giro) balcão com duas ou quatro folhas;
O auditor deverá coletar na fábrica, as amostras de cada tipologia comercializada
pelo fabricante. Não havendo possibilidade de se fazer a coleta conforme
indicado, deve-se coletar na expedição do fabricante (esta amostra deve ser
escolhida, através dos romaneios de carregamento no ato da coleta e ser
retirada deste lote a ser entregue). Nos casos em que existir a mesma tipologia
em duas ou mais famílias/linhas de produtos, devem ser coletadas as amostras
desta tipologia por família/linha de produto para os ensaios definidos no item 5.6.5.
5.6.3.1 QUANTIDADE DE AMOSTRAS – PORTAS DE ABRIR (GIRO)
A BELTRAME deverá coletar as amostras conforme item 5.4.3.1.
5.6.3.2 QUANTIDADE DE AMOSTRAS – JANELAS E/OU PORTA DE CORRER
A BELTRAME irá coletar 3 amostras de janelas e/ou porta de correr (2 amostras de
prova e 1 de contraprova) sendo:
• 01 amostra de prova para os ensaios permeabilidade ao ar, estanqueidade à água,
resistência às cargas uniformemente distribuídas – conforme a norma ABNT NBR
10.821:2011, na Parte 2, requisitos 6.2.1 á 6.2.3;
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 20 / 20
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
• 01 amostra de prova para os ensaios de resistência às operações de manuseio e
manutenção da segurança durante os ensaios de resistência às operações de
manuseio – conforme a norma ABNT NBR 10.821:2011, na Parte 2, requisitos
6.2.4 e 6.2.5;
• 01 amostra de contraprova que pode ser utilizada, no caso de alguma amostra de
prova apresentar problemas durante os ensaios e/ou verificações pela
BELTRAME nas auditorias de manutenção da qualificação.
Todas as amostras deverão estar com os vidros instalados conforme o anexo 2
deste procedimento.
As amostras para ensaios devem ser compostas de prova e contraprova.
A amostra de prova deve ser lacrada pelo auditor da BELTRAME e encaminhada ao
laboratório. A amostra de contraprova deve ser lacrada pelo auditor da BELTRAME
e armazenada pelo fabricante até que todos os ensaios estejam concluídos.
5.6.4 CONDIÇÕES DE AMOSTRAGEM
Os produtos devem ser avaliados por família/linha e por unidade produtiva. As
amostras devem ser escolhidas aleatoriamente entre produtos já vendidos, sempre
que possível.
Caso o fabricante tenha necessidade de modificar o projeto de produto qualificado,
deverá previamente enviar a BELTRAME o novo projeto do produto e o memorial
descritivo do produto para análise. A BELTRAME solicitará, caso necessário
(quando houver alterações que modifiquem as características estruturais e de
estanqueidade do produto) , que o fabricante agende uma nova coleta de amostras,
para ensaios de verificação.
A não obediência deste parágrafo caracteriza-se como não conformidade
intencional.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 21 / 21
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
Caso o fabricante desenvolva um novo produto, deve solicitar uma nova auditoria
para inclusão no seu escopo de qualificação desta nova tipologia e família/linha de
produto.
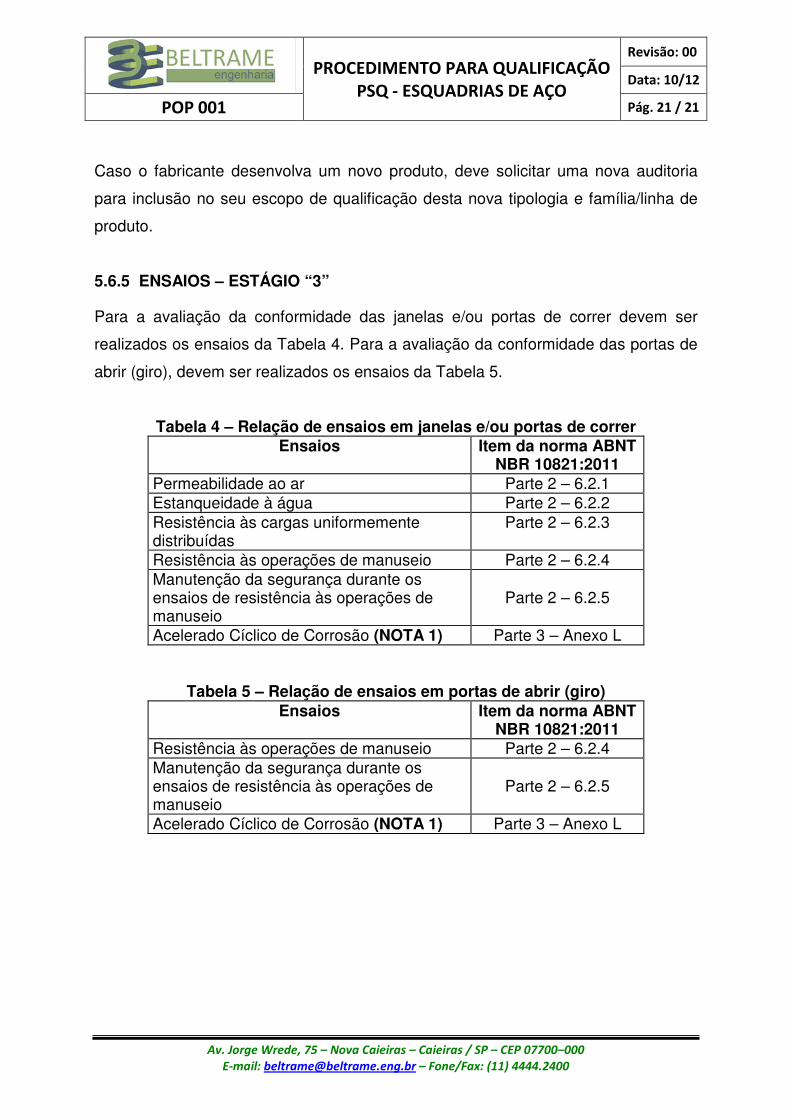
5.6.5 ENSAIOS – ESTÁGIO “3”
Para a avaliação da conformidade das janelas e/ou portas de correr devem ser
realizados os ensaios da Tabela 4. Para a avaliação da conformidade das portas de
abrir (giro), devem ser realizados os ensaios da Tabela 5.
Tabela 4 – Relação de ensaios em janelas e/ou portas de correr Ensaios Item da norma ABNT
NBR 10821:2011 Permeabilidade ao ar Parte 2 – 6.2.1 Estanqueidade à água Parte 2 – 6.2.2 Resistência às cargas uniformemente distribuídas
Parte 2 – 6.2.3
Resistência às operações de manuseio Parte 2 – 6.2.4 Manutenção da segurança durante os ensaios de resistência às operações de manuseio
Parte 2 – 6.2.5
Acelerado Cíclico de Corrosão (NOTA 1) Parte 3 – Anexo L
Tabela 5 – Relação de ensaios em portas de abrir (giro) Ensaios Item da norma ABNT
NBR 10821:2011 Resistência às operações de manuseio Parte 2 – 6.2.4 Manutenção da segurança durante os ensaios de resistência às operações de manuseio
Parte 2 – 6.2.5
Acelerado Cíclico de Corrosão (NOTA 1) Parte 3 – Anexo L
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 22 / 22
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
NOTA:
1) Caso o processo de tratamento de superfície e pintura (primer anticorrosivo ou
pintura de acabamento) utilizado para as janelas e/ou portas seja o mesmo, e se
a empresa já tiver realizado o ensaio acelerado cíclico de corrosão para uma das
tipologias de produtos e a mesma tiver sido aprovada, ela poderá validar o
processo de tratamento de superfície e pintura (primer anticorrosivo ou pintura de
acabamento) para as outras tipologias fabricadas.
5.6.6 AVALIAÇÃO INICIAL DA QUALIDADE
Para aprovação da concessão do atestado de conformidade, as amostras ensaiadas
devem ser aprovadas nos ensaios relacionados no item 5.6.5, e a avaliação dos
requisitos exigidos no item 5.6.2 deve demonstrar conformidade ao longo de todo o
processo.
5.6.7 CONCESSÃO DA QUALIFICAÇÃO
Cumpridas as etapas anteriores, a DQ da BELTRAME deve seguir conforme 5.4.7.
5.6.7.1 ATESTADO DE CONFORMIDADE
O Atestado de Conformidade deve fazer referência aos ensaios aprovados,
deixando claro que atende todos os requisitos da norma ABNT NBR 10.821. O
Atestado deve ser emitido com validade de 12 meses.
6. PROCESSO PARA MANUTENÇÃO DA QUALIFICAÇÃO
Trimestralmente após a realização da auditoria conforme o estágio “1, 2 ou 3”, a
empresa deve ser novamente avaliada, seguindo os requisitos do procedimento de
manutenção da qualificação POP 002, para as suas tipologias de produto-alvo
comercializadas.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 23 / 23
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
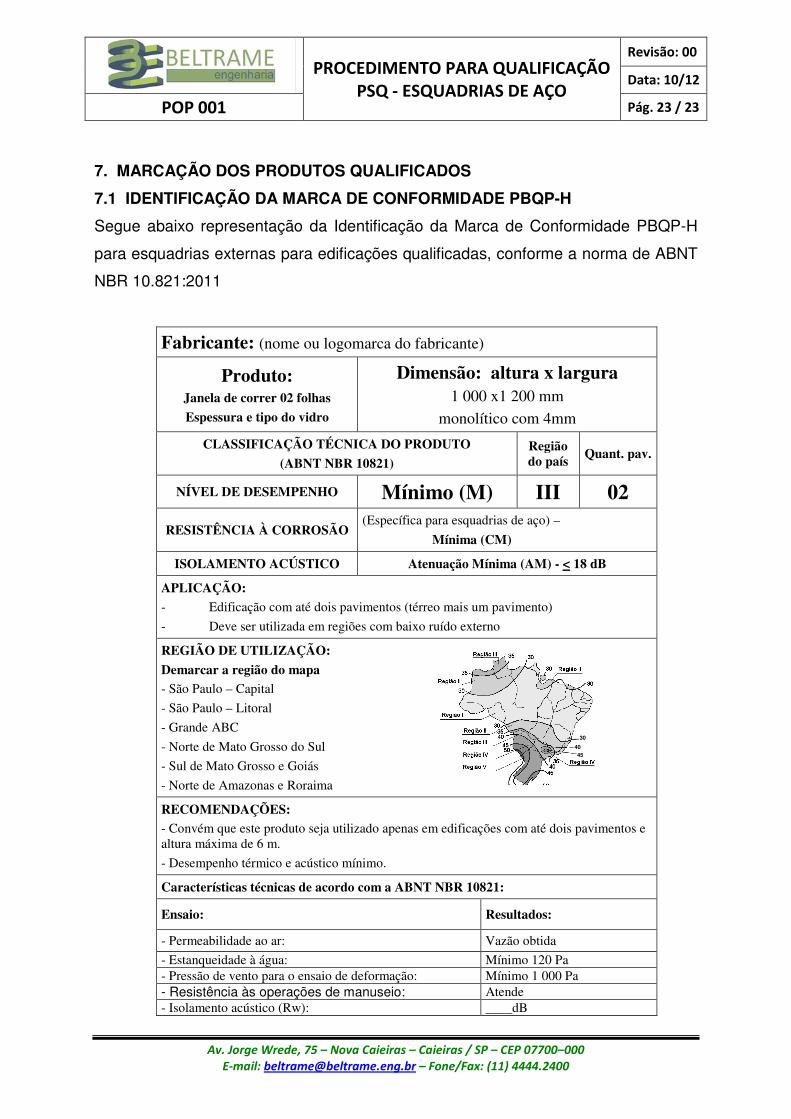
7. MARCAÇÃO DOS PRODUTOS QUALIFICADOS
7.1 IDENTIFICAÇÃO DA MARCA DE CONFORMIDADE PBQP-H
Segue abaixo representação da Identificação da Marca de Conformidade PBQP-H
para esquadrias externas para edificações qualificadas, conforme a norma de ABNT
NBR 10.821:2011
Fabricante: (nome ou logomarca do fabricante)
Produto: Janela de correr 02 folhas
Espessura e tipo do vidro
Dimensão: altura x largura 1 000 x1 200 mm
monolítico com 4mm CLASSIFICAÇÃO TÉCNICA DO PRODUTO
(ABNT NBR 10821) Região do país
Quant. pav.
NÍVEL DE DESEMPENHO Mínimo (M) III 02
RESISTÊNCIA À CORROSÃO (Específica para esquadrias de aço) –
Mínima (CM)
ISOLAMENTO ACÚSTICO Atenuação Mínima (AM) - < 18 dB
APLICAÇÃO:
- Edificação com até dois pavimentos (térreo mais um pavimento)
- Deve ser utilizada em regiões com baixo ruído externo
REGIÃO DE UTILIZAÇÃO:
Demarcar a região do mapa - São Paulo – Capital
- São Paulo – Litoral
- Grande ABC
- Norte de Mato Grosso do Sul
- Sul de Mato Grosso e Goiás
- Norte de Amazonas e Roraima
RECOMENDAÇÕES: - Convém que este produto seja utilizado apenas em edificações com até dois pavimentos e altura máxima de 6 m.
- Desempenho térmico e acústico mínimo.
Características técnicas de acordo com a ABNT NBR 10821:
Ensaio: Resultados:
- Permeabilidade ao ar: Vazão obtida
- Estanqueidade à água: Mínimo 120 Pa - Pressão de vento para o ensaio de deformação: Mínimo 1 000 Pa - Resistência às operações de manuseio: Atende - Isolamento acústico (Rw): ____dB
4045
30
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 24 / 24
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
7.2 OBRIGATORIEDADE
O fabricante detentor da Marca de Conformidade PBQP-H não pode comercializar
os produtos admitidos na Marca sem a mesma e também produtos não certificados
usando esta Marca. O uso da Marca sem a devida qualificação caracteriza não-
conformidade intencional.
8. ANEXOS
• Anexo 1 – Check list de auditoria técnica em fábrica de esquadrias de aço.
• Anexo 2 – Ficha resumo do tratamento superficial
• Anexo 3 – Procedimento para colocação dos vidros nas amostras coletadas para
ensaios dos produtos alvo
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 25 / 25
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
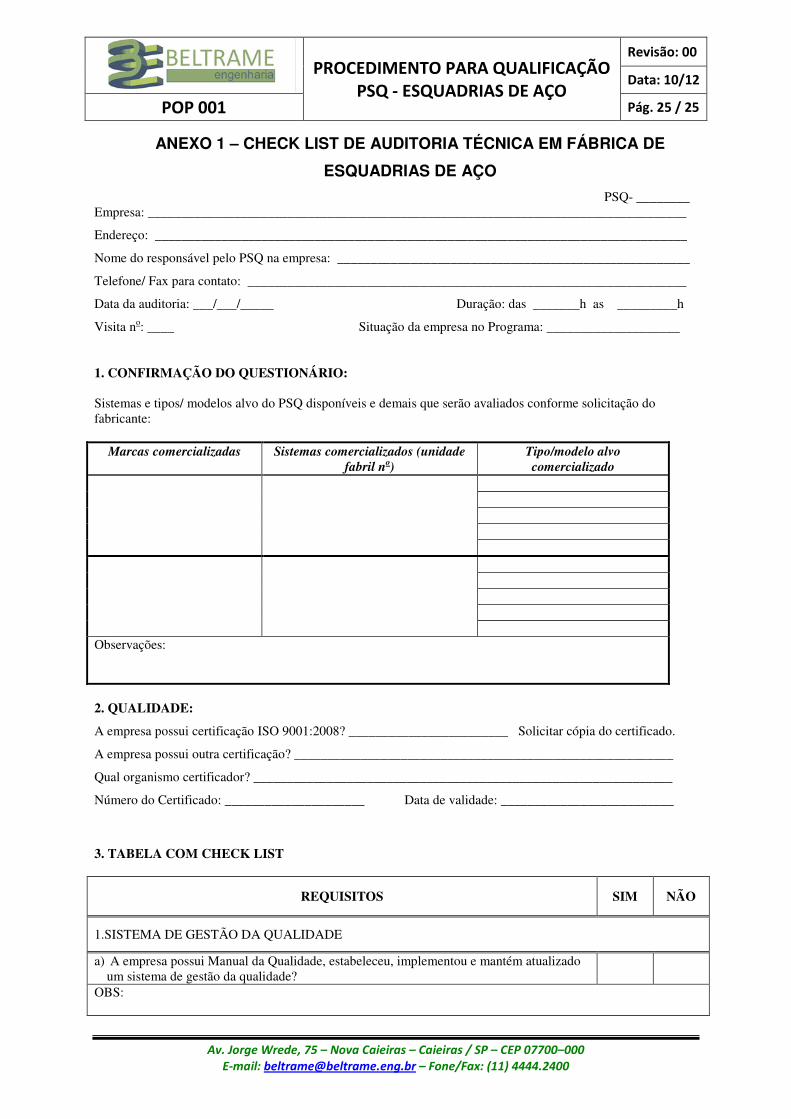
ANEXO 1 – CHECK LIST DE AUDITORIA TÉCNICA EM FÁBRICA DE
ESQUADRIAS DE AÇO
PSQ- ________ Empresa: _________________________________________________________________________________
Endereço: ________________________________________________________________________________
Nome do responsável pelo PSQ na empresa: _____________________________________________________
Telefone/ Fax para contato: __________________________________________________________________
Data da auditoria: ___/___/_____ Duração: das _______h as _________h
Visita no: ____ Situação da empresa no Programa: ____________________
1. CONFIRMAÇÃO DO QUESTIONÁRIO: Sistemas e tipos/ modelos alvo do PSQ disponíveis e demais que serão avaliados conforme solicitação do fabricante:
Marcas comercializadas Sistemas comercializados (unidade
fabril no)
Tipo/modelo alvo
comercializado
Observações: 2. QUALIDADE:
A empresa possui certificação ISO 9001:2008? ________________________ Solicitar cópia do certificado.
A empresa possui outra certificação? _________________________________________________________
Qual organismo certificador? _______________________________________________________________
Número do Certificado: _____________________ Data de validade: __________________________
3. TABELA COM CHECK LIST
REQUISITOS SIM NÃO
1.SISTEMA DE GESTÃO DA QUALIDADE
a) A empresa possui Manual da Qualidade, estabeleceu, implementou e mantém atualizado um sistema de gestão da qualidade?
OBS:
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 26 / 26
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
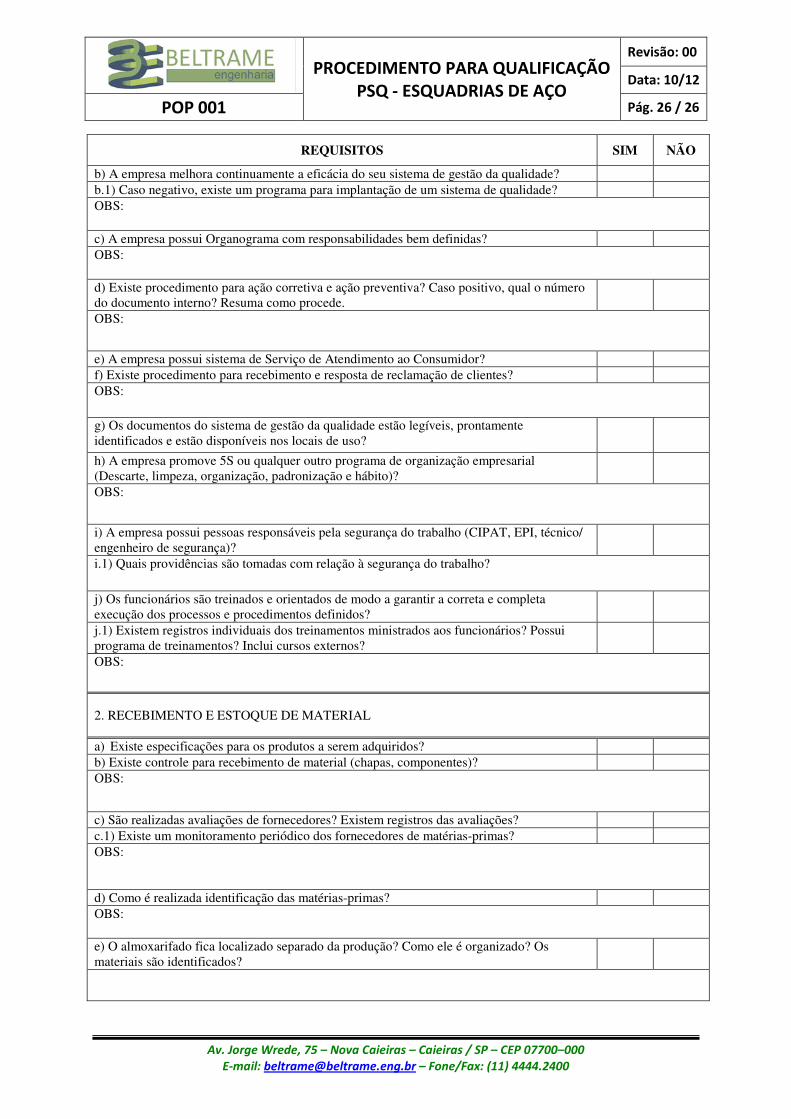
REQUISITOS SIM NÃO
b) A empresa melhora continuamente a eficácia do seu sistema de gestão da qualidade? b.1) Caso negativo, existe um programa para implantação de um sistema de qualidade? OBS:
c) A empresa possui Organograma com responsabilidades bem definidas? OBS:
d) Existe procedimento para ação corretiva e ação preventiva? Caso positivo, qual o número do documento interno? Resuma como procede.
OBS:
e) A empresa possui sistema de Serviço de Atendimento ao Consumidor? f) Existe procedimento para recebimento e resposta de reclamação de clientes? OBS:
g) Os documentos do sistema de gestão da qualidade estão legíveis, prontamente identificados e estão disponíveis nos locais de uso?
h) A empresa promove 5S ou qualquer outro programa de organização empresarial (Descarte, limpeza, organização, padronização e hábito)?
OBS:
i) A empresa possui pessoas responsáveis pela segurança do trabalho (CIPAT, EPI, técnico/ engenheiro de segurança)?
i.1) Quais providências são tomadas com relação à segurança do trabalho?
j) Os funcionários são treinados e orientados de modo a garantir a correta e completa execução dos processos e procedimentos definidos?
j.1) Existem registros individuais dos treinamentos ministrados aos funcionários? Possui programa de treinamentos? Inclui cursos externos?
OBS:
2. RECEBIMENTO E ESTOQUE DE MATERIAL
a) Existe especificações para os produtos a serem adquiridos? b) Existe controle para recebimento de material (chapas, componentes)? OBS:
c) São realizadas avaliações de fornecedores? Existem registros das avaliações? c.1) Existe um monitoramento periódico dos fornecedores de matérias-primas? OBS:
d) Como é realizada identificação das matérias-primas? OBS:
e) O almoxarifado fica localizado separado da produção? Como ele é organizado? Os materiais são identificados?
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 27 / 27
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
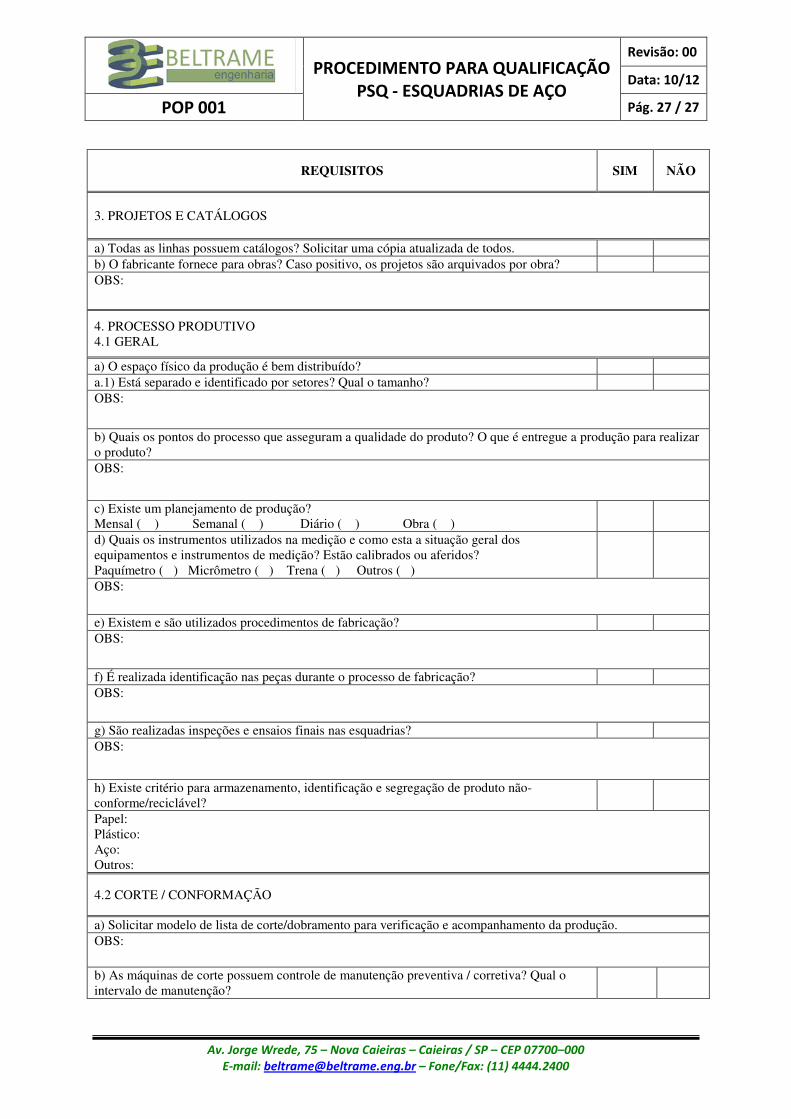
REQUISITOS SIM NÃO
3. PROJETOS E CATÁLOGOS
a) Todas as linhas possuem catálogos? Solicitar uma cópia atualizada de todos. b) O fabricante fornece para obras? Caso positivo, os projetos são arquivados por obra? OBS:
4. PROCESSO PRODUTIVO 4.1 GERAL
a) O espaço físico da produção é bem distribuído? a.1) Está separado e identificado por setores? Qual o tamanho? OBS:
b) Quais os pontos do processo que asseguram a qualidade do produto? O que é entregue a produção para realizar o produto? OBS:
c) Existe um planejamento de produção? Mensal ( ) Semanal ( ) Diário ( ) Obra ( )
d) Quais os instrumentos utilizados na medição e como esta a situação geral dos equipamentos e instrumentos de medição? Estão calibrados ou aferidos? Paquímetro ( ) Micrômetro ( ) Trena ( ) Outros ( )
OBS:
e) Existem e são utilizados procedimentos de fabricação? OBS:
f) É realizada identificação nas peças durante o processo de fabricação? OBS:
g) São realizadas inspeções e ensaios finais nas esquadrias? OBS:
h) Existe critério para armazenamento, identificação e segregação de produto não-conforme/reciclável?
Papel: Plástico: Aço: Outros:
4.2 CORTE / CONFORMAÇÃO
a) Solicitar modelo de lista de corte/dobramento para verificação e acompanhamento da produção. OBS:
b) As máquinas de corte possuem controle de manutenção preventiva / corretiva? Qual o intervalo de manutenção?
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 28 / 28
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
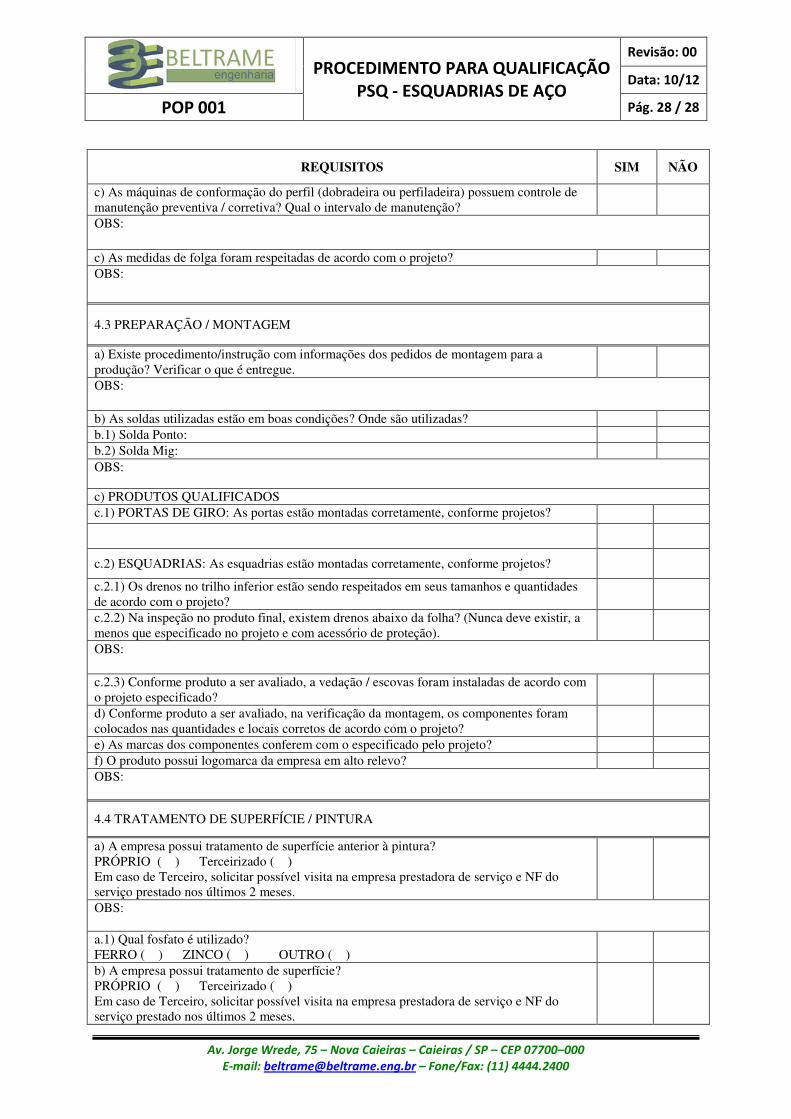
REQUISITOS SIM NÃO
c) As máquinas de conformação do perfil (dobradeira ou perfiladeira) possuem controle de manutenção preventiva / corretiva? Qual o intervalo de manutenção?
OBS:
c) As medidas de folga foram respeitadas de acordo com o projeto? OBS:
4.3 PREPARAÇÃO / MONTAGEM
a) Existe procedimento/instrução com informações dos pedidos de montagem para a produção? Verificar o que é entregue.
OBS:
b) As soldas utilizadas estão em boas condições? Onde são utilizadas? b.1) Solda Ponto: b.2) Solda Mig: OBS:
c) PRODUTOS QUALIFICADOS c.1) PORTAS DE GIRO: As portas estão montadas corretamente, conforme projetos?
c.2) ESQUADRIAS: As esquadrias estão montadas corretamente, conforme projetos?
c.2.1) Os drenos no trilho inferior estão sendo respeitados em seus tamanhos e quantidades de acordo com o projeto?
c.2.2) Na inspeção no produto final, existem drenos abaixo da folha? (Nunca deve existir, a menos que especificado no projeto e com acessório de proteção).
OBS:
c.2.3) Conforme produto a ser avaliado, a vedação / escovas foram instaladas de acordo com o projeto especificado?
d) Conforme produto a ser avaliado, na verificação da montagem, os componentes foram colocados nas quantidades e locais corretos de acordo com o projeto?
e) As marcas dos componentes conferem com o especificado pelo projeto? f) O produto possui logomarca da empresa em alto relevo? OBS:
4.4 TRATAMENTO DE SUPERFÍCIE / PINTURA
a) A empresa possui tratamento de superfície anterior à pintura? PRÓPRIO ( ) Terceirizado ( ) Em caso de Terceiro, solicitar possível visita na empresa prestadora de serviço e NF do serviço prestado nos últimos 2 meses.
OBS:
a.1) Qual fosfato é utilizado? FERRO ( ) ZINCO ( ) OUTRO ( )
b) A empresa possui tratamento de superfície? PRÓPRIO ( ) Terceirizado ( ) Em caso de Terceiro, solicitar possível visita na empresa prestadora de serviço e NF do serviço prestado nos últimos 2 meses.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 29 / 29
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
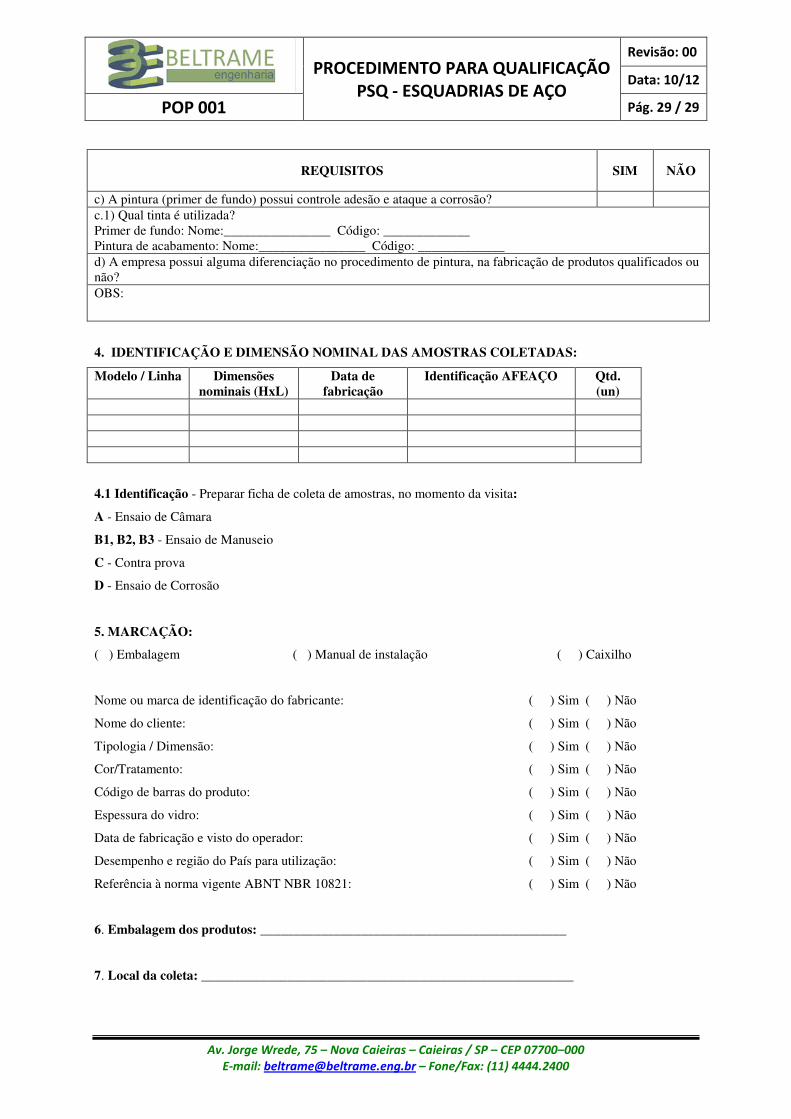
REQUISITOS SIM NÃO
c) A pintura (primer de fundo) possui controle adesão e ataque a corrosão? c.1) Qual tinta é utilizada? Primer de fundo: Nome:________________ Código: _____________ Pintura de acabamento: Nome:________________ Código: _____________ d) A empresa possui alguma diferenciação no procedimento de pintura, na fabricação de produtos qualificados ou não? OBS:
4. IDENTIFICAÇÃO E DIMENSÃO NOMINAL DAS AMOSTRAS COLETADAS:
Modelo / Linha Dimensões nominais (HxL)
Data de fabricação
Identificação AFEAÇO Qtd. (un)
4.1 Identificação - Preparar ficha de coleta de amostras, no momento da visita:
A - Ensaio de Câmara
B1, B2, B3 - Ensaio de Manuseio
C - Contra prova
D - Ensaio de Corrosão
5. MARCAÇÃO:
( ) Embalagem ( ) Manual de instalação ( ) Caixilho
Nome ou marca de identificação do fabricante: ( ) Sim ( ) Não
Nome do cliente: ( ) Sim ( ) Não
Tipologia / Dimensão: ( ) Sim ( ) Não
Cor/Tratamento: ( ) Sim ( ) Não
Código de barras do produto: ( ) Sim ( ) Não
Espessura do vidro: ( ) Sim ( ) Não
Data de fabricação e visto do operador: ( ) Sim ( ) Não
Desempenho e região do País para utilização: ( ) Sim ( ) Não
Referência à norma vigente ABNT NBR 10821: ( ) Sim ( ) Não
6. Embalagem dos produtos: ______________________________________________
7. Local da coleta: ________________________________________________________
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 30 / 30
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
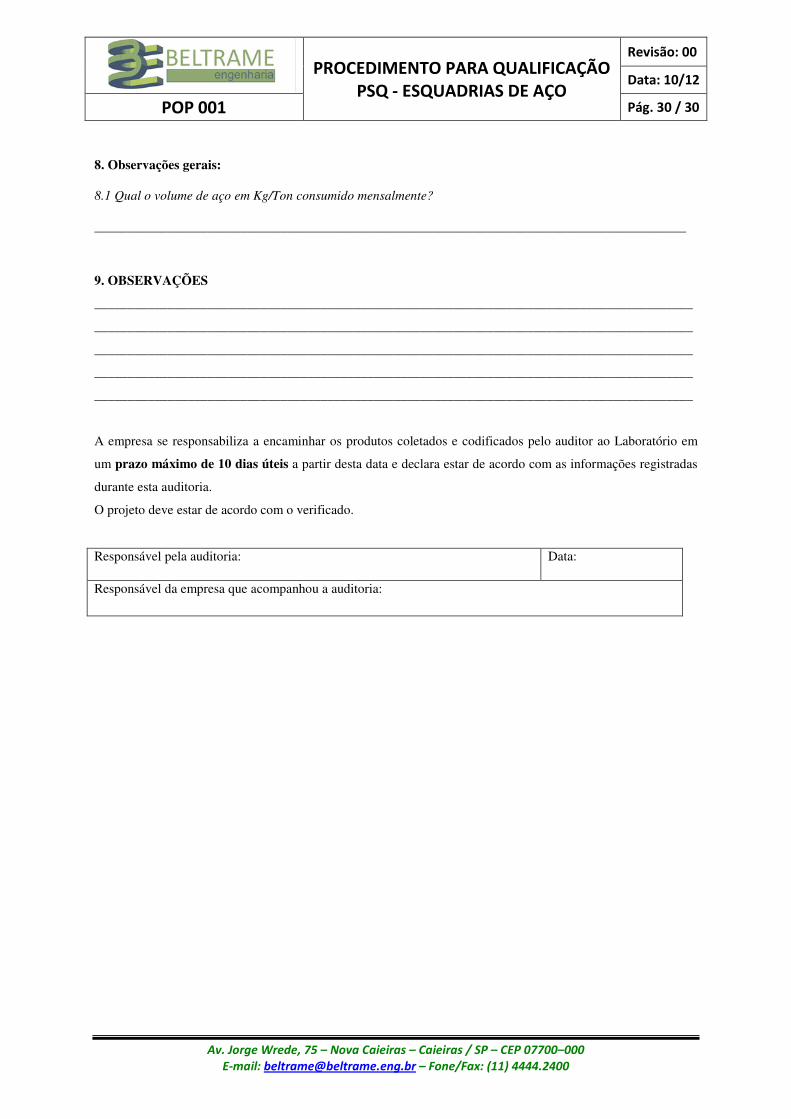
8. Observações gerais:
8.1 Qual o volume de aço em Kg/Ton consumido mensalmente?
_________________________________________________________________________________________
9. OBSERVAÇÕES
__________________________________________________________________________________________
__________________________________________________________________________________________
__________________________________________________________________________________________
__________________________________________________________________________________________
__________________________________________________________________________________________
A empresa se responsabiliza a encaminhar os produtos coletados e codificados pelo auditor ao Laboratório em
um prazo máximo de 10 dias úteis a partir desta data e declara estar de acordo com as informações registradas
durante esta auditoria.
O projeto deve estar de acordo com o verificado.
Responsável pela auditoria:
Data:
Responsável da empresa que acompanhou a auditoria:
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 31 / 31
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
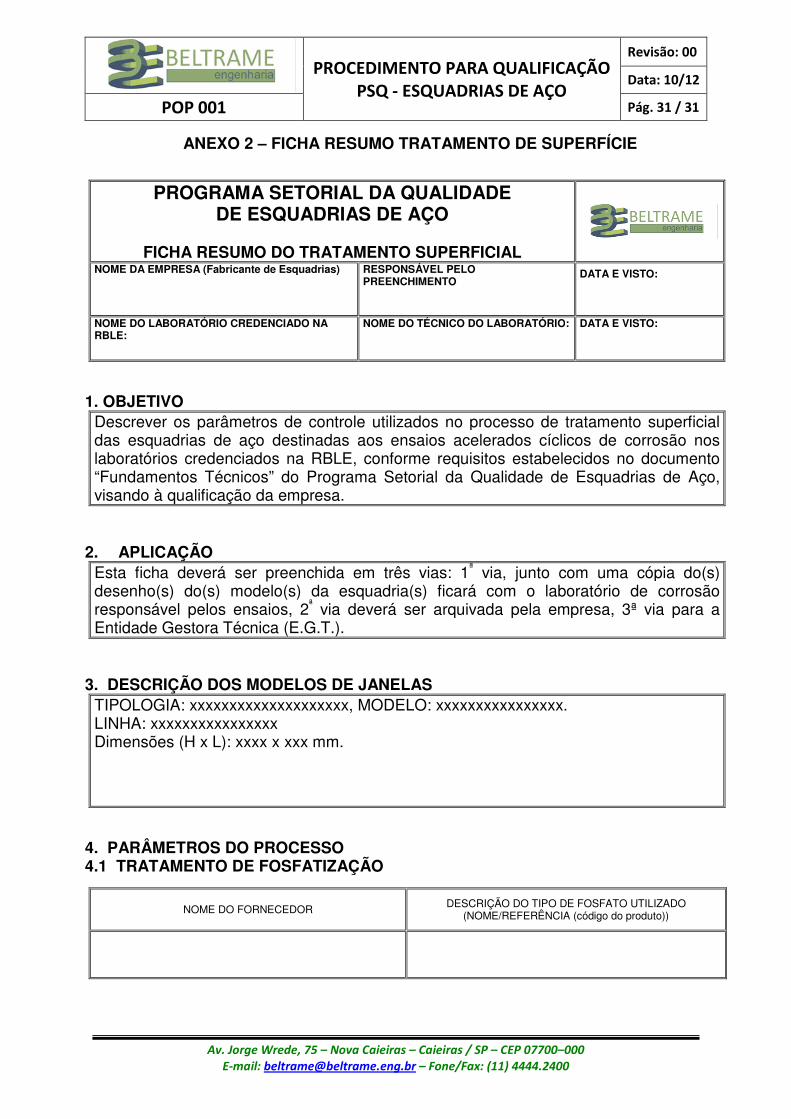
ANEXO 2 – FICHA RESUMO TRATAMENTO DE SUPERFÍCIE
PROGRAMA SETORIAL DA QUALIDADE
DE ESQUADRIAS DE AÇO
FICHA RESUMO DO TRATAMENTO SUPERFICIAL
NOME DA EMPRESA (Fabricante de Esquadrias)
RESPONSÁVEL PELO PREENCHIMENTO
DATA E VISTO:
NOME DO LABORATÓRIO CREDENCIADO NA RBLE:
NOME DO TÉCNICO DO LABORATÓRIO:
DATA E VISTO:
1. OBJETIVO
Descrever os parâmetros de controle utilizados no processo de tratamento superficial das esquadrias de aço destinadas aos ensaios acelerados cíclicos de corrosão nos laboratórios credenciados na RBLE, conforme requisitos estabelecidos no documento “Fundamentos Técnicos” do Programa Setorial da Qualidade de Esquadrias de Aço, visando à qualificação da empresa.
2. APLICAÇÃO Esta ficha deverá ser preenchida em três vias: 1ª via, junto com uma cópia do(s) desenho(s) do(s) modelo(s) da esquadria(s) ficará com o laboratório de corrosão responsável pelos ensaios, 2ª via deverá ser arquivada pela empresa, 3ª via para a Entidade Gestora Técnica (E.G.T.).
3. DESCRIÇÃO DOS MODELOS DE JANELAS TIPOLOGIA: xxxxxxxxxxxxxxxxxxxx, MODELO: xxxxxxxxxxxxxxxx. LINHA: xxxxxxxxxxxxxxxx Dimensões (H x L): xxxx x xxx mm.
4. PARÂMETROS DO PROCESSO 4.1 TRATAMENTO DE FOSFATIZAÇÃO
NOME DO FORNECEDOR DESCRIÇÃO DO TIPO DE FOSFATO UTILIZADO (NOME/REFERÊNCIA (código do produto))
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 32 / 32
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
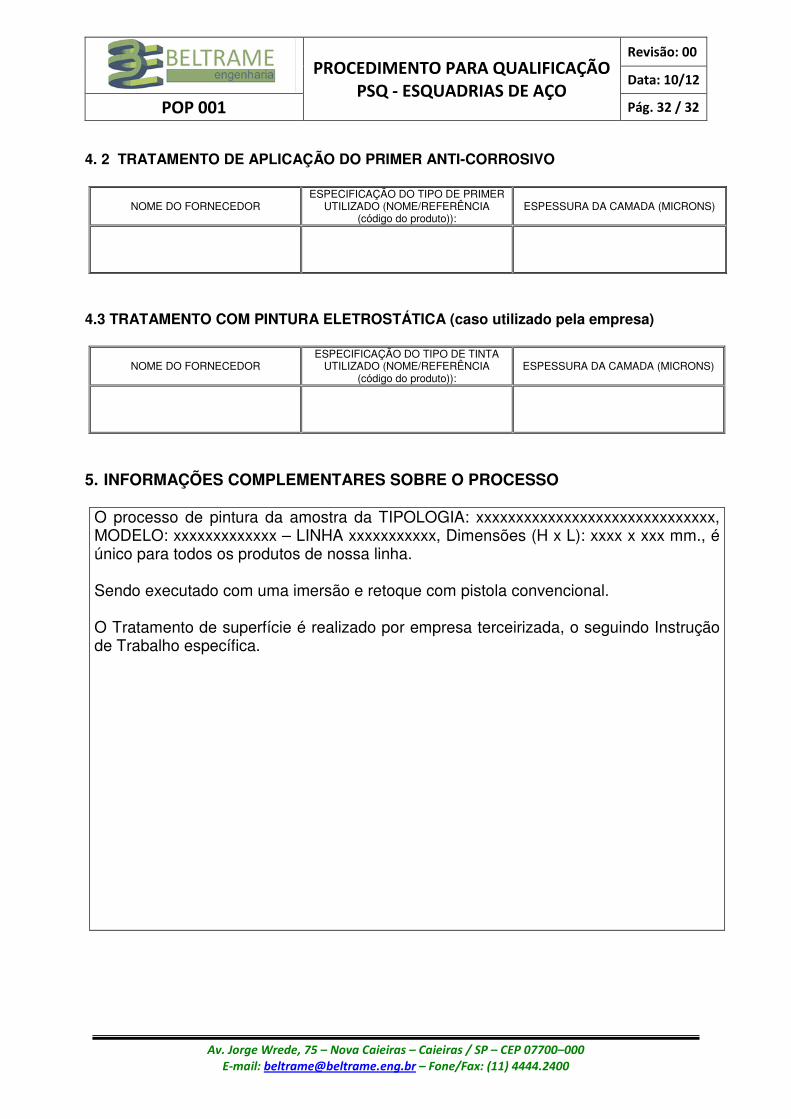
4. 2 TRATAMENTO DE APLICAÇÃO DO PRIMER ANTI-CORROSIVO
NOME DO FORNECEDOR ESPECIFICAÇÃO DO TIPO DE PRIMER
UTILIZADO (NOME/REFERÊNCIA (código do produto)):
ESPESSURA DA CAMADA (MICRONS)
4.3 TRATAMENTO COM PINTURA ELETROSTÁTICA (caso utilizado pela empresa)
NOME DO FORNECEDOR ESPECIFICAÇÃO DO TIPO DE TINTA
UTILIZADO (NOME/REFERÊNCIA (código do produto)):
ESPESSURA DA CAMADA (MICRONS)
5. INFORMAÇÕES COMPLEMENTARES SOBRE O PROCESSO O processo de pintura da amostra da TIPOLOGIA: xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx, MODELO: xxxxxxxxxxxxx – LINHA xxxxxxxxxxx, Dimensões (H x L): xxxx x xxx mm., é único para todos os produtos de nossa linha. Sendo executado com uma imersão e retoque com pistola convencional. O Tratamento de superfície é realizado por empresa terceirizada, o seguindo Instrução de Trabalho específica.
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 33 / 33
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
ANEXO 3 – PROCEDIMENTO PARA COLOCAÇÃO DOS VIDROS NAS AMOSTRAS COLETADAS PARA ENSAIOS DOS PRODUTOS ALVO
1. OBJETIVO
Considerando a necessidade de uma padronização na utilização do silicone para a
instalação de vidros nas esquadrias de aço a serem ensaiadas nos laboratórios
credenciados na RBLE, e considerando as dificuldades que vêm sendo encontradas
em caracterizar o que seria uma quantidade adequada de silicone para essa
finalidade.
Estabelecemos no âmbito do PSQ de Esquadrias de Aço do PBQP-H, este
procedimento, que deverá ser cumprido pelos fabricantes de esquadrias de aço,
conforme detalhado a seguir:
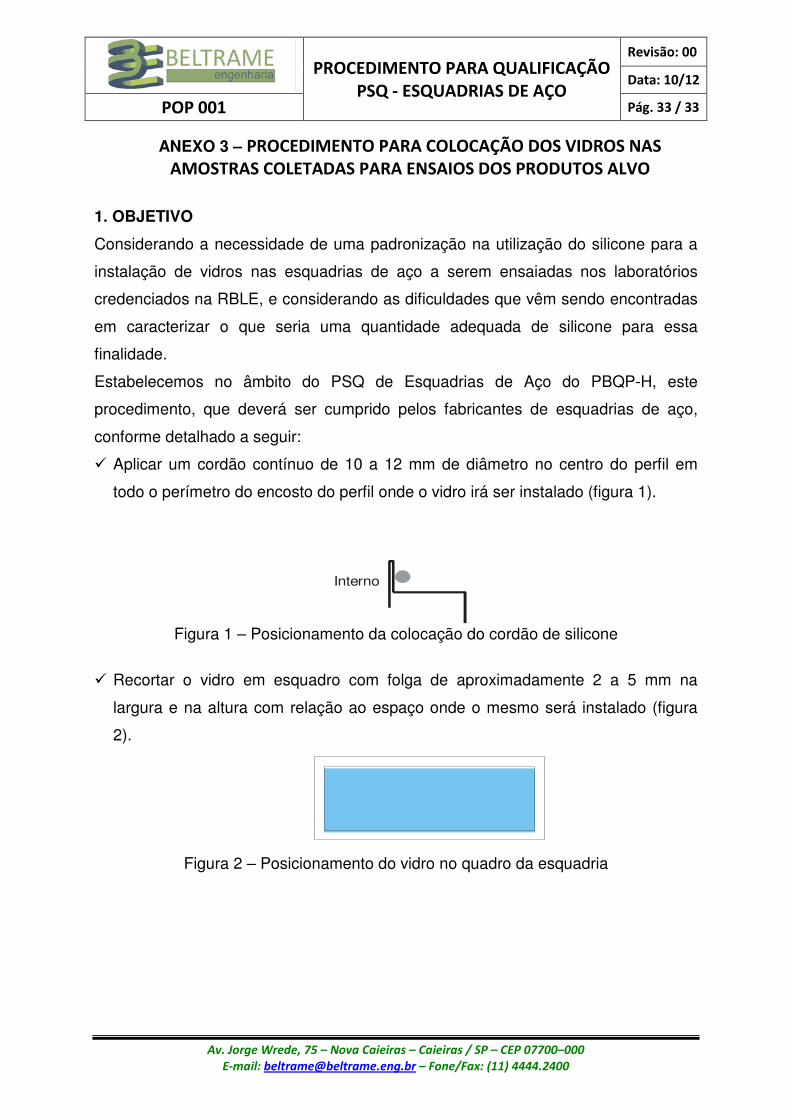
� Aplicar um cordão contínuo de 10 a 12 mm de diâmetro no centro do perfil em
todo o perímetro do encosto do perfil onde o vidro irá ser instalado (figura 1).
Figura 1 – Posicionamento da colocação do cordão de silicone
� Recortar o vidro em esquadro com folga de aproximadamente 2 a 5 mm na
largura e na altura com relação ao espaço onde o mesmo será instalado (figura
2).
Figura 2 – Posicionamento do vidro no quadro da esquadria
Interno
Figura 1
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 34 / 34
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
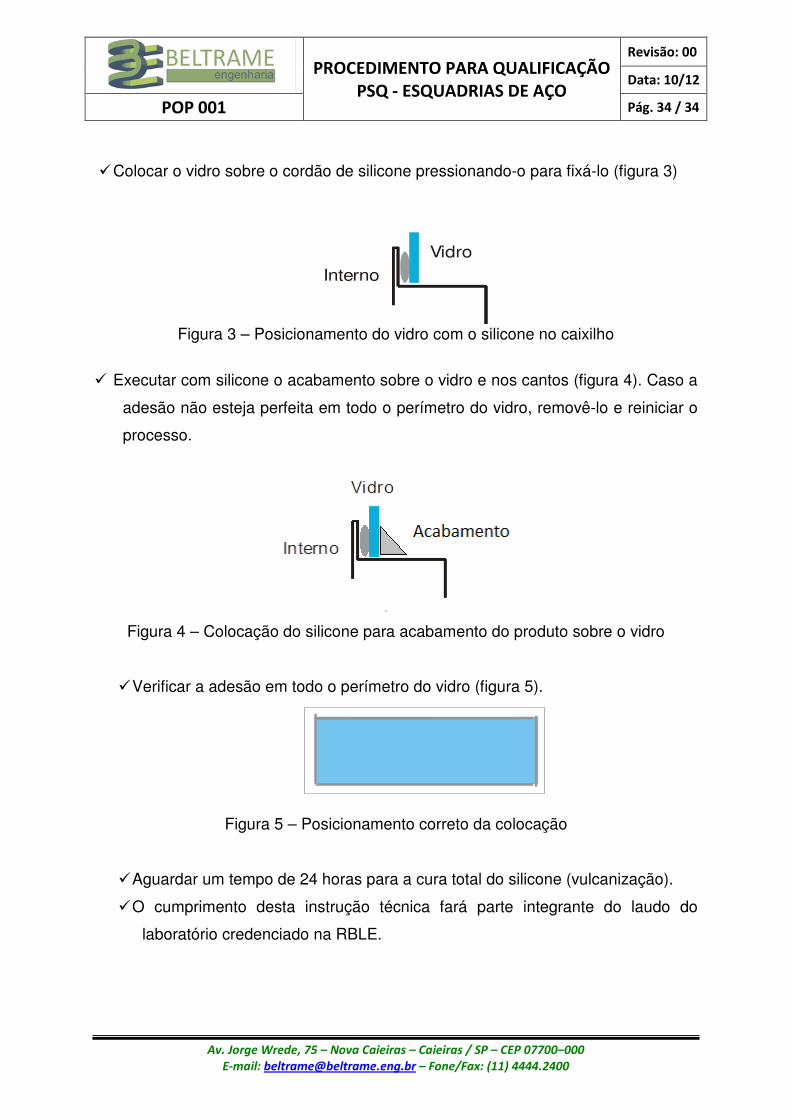
� Colocar o vidro sobre o cordão de silicone pressionando-o para fixá-lo (figura 3)
Figura 3 – Posicionamento do vidro com o silicone no caixilho
� Executar com silicone o acabamento sobre o vidro e nos cantos (figura 4). Caso a
adesão não esteja perfeita em todo o perímetro do vidro, removê-lo e reiniciar o
processo.
Figura 4 – Colocação do silicone para acabamento do produto sobre o vidro
� Verificar a adesão em todo o perímetro do vidro (figura 5).
Figura 5 – Posicionamento correto da colocação
� Aguardar um tempo de 24 horas para a cura total do silicone (vulcanização).
� O cumprimento desta instrução técnica fará parte integrante do laudo do
laboratório credenciado na RBLE.
InternoVidro
Figura 2
PROCEDIMENTO PARA QUALIFICAÇÃO
PSQ - ESQUADRIAS DE AÇO
Revisão: 00
Data: 10/12
POP 001 Pág. 35 / 35
Av. Jorge Wrede, 75 – Nova Caieiras – Caieiras / SP – CEP 07700–000
E-mail: [email protected] – Fone/Fax: (11) 4444.2400
1. Os ensaios somente serão realizados após a verificação do atendimento a esta
instrução, cabendo ao laboratório credenciado na RBLE informar o fabricante e
a BELTRAME a respeito.
2. A vedação entre a janela e a parede, no caso de fixação com bucha e parafuso,
deverá ser feita com silicone somente do lado interno.


















