SISTEMAS FLEXÍVEIS DE MANUFATURA APLICADOS À · PDF fileprocesso de...
18
SISTEMAS FLEXÍVEIS DE MANUFATURA APLICADOS À INDÚSTRIA CALÇADOS INFANTIS DE BIRIGÜI Maiko Galdino ARANTES I , Kazuo HATAKEYAMA 2, Dario DERGINT 2 , Luis Allan KUNZLE 2 Resumo: Este artigo apresenta os resultados da avaliação do processo de produção de calçados da cidade de Birigui. O principal ponto é a utilização de sistemas flexíveis de manufatura que contribuem para a melhor competitividade dessas indústri- as. Além disso é considerada uma análise valorosa na identifica- ção de um vácuo nas estratégias de produção e processos de fabricação. Importante salientar que o estudo foi desenvolvido em uma empresa de destaque local. Palavras-chave: Fabricação de calçado; sistemas flexíveis de manufatura; processos de produção 1 O Polo Calçadista A cidade de Birigüi, segundo informações do Sindi- cato Local das Indústrias do Calçado e Vestuário, conta hoje I Mestrando no CPGEIICEFETPRlDocente da FAC-FEA. 2 Docentes do PPGTElCentro Federal de Educação Tecnológica do Paraná - CEFET-PR Av. 7 de Setembro, 3165 CEP 80230-901 - Curitíba Paraná. 66 Econ. Pesqui., Araçaluba. v.6. n.6. p. 66 83, mar. 2004
Transcript of SISTEMAS FLEXÍVEIS DE MANUFATURA APLICADOS À · PDF fileprocesso de...
SISTEMAS FLEXIacuteVEIS DE MANUFATURA APLICADOS Agrave INDUacuteSTRIA CALCcedilADOS INFANTIS DE BIRIGUumlI
Maiko Galdino ARANTES I Kazuo HATAKEYAMA 2
Dario DERGINT2 Luis Allan KUNZLE2
Resumo Este artigo apresenta os resultados da avaliaccedilatildeo do processo de produccedilatildeo de calccedilados da cidade de Birigui O principal ponto eacute a utilizaccedilatildeo de sistemas flexiacuteveis de manufatura que contribuem para a melhor competitividade dessas induacutestrishyas Aleacutem disso eacute considerada uma anaacutelise valorosa na identificashyccedilatildeo de um vaacutecuo nas estrateacutegias de produccedilatildeo e processos de fabricaccedilatildeo Importante salientar que o estudo foi desenvolvido em uma empresa de destaque local
Palavras-chave Fabricaccedilatildeo de calccedilado sistemas flexiacuteveis de manufatura processos de produccedilatildeo
1 O Polo Calccediladista
A cidade de Biriguumli segundo informaccedilotildees do Sindishycato Local das Induacutestrias do Calccedilado e Vestuaacuterio conta hoje
I Mestrando no CPGEIICEFETPRlDocente da FAC-FEA
2 Docentes do PPGTElCentro Federal de Educaccedilatildeo Tecnoloacutegica do Paranaacute - CEFET-PR Av
7 de Setembro 3165 CEP 80230-901 - Curitiacuteba Paranaacute
66 Econ Pesqui Araccedilaluba v6 n6 p 66 83 mar 2004
com aproximadamente 200 induacutestrias calccediladistas empregando diretamente 18 mil trabalhadores e produzindo em torno de 300 mil pares diaacuterios de calccedilados em grande escala para o consumo infantil Daiacute o cognome de Capital Latino-Americana do Calccedilado Infantil Dos mais de 6 milhotildees de pares produzidos por mecircs 90 eacute destinado ao mercado interno Das exportaccedilotildees efetuadas num total de 135169 pares no ano de 2002 geraram a arrecadaccedilatildeo de R$ 36753661
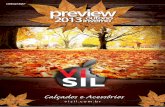
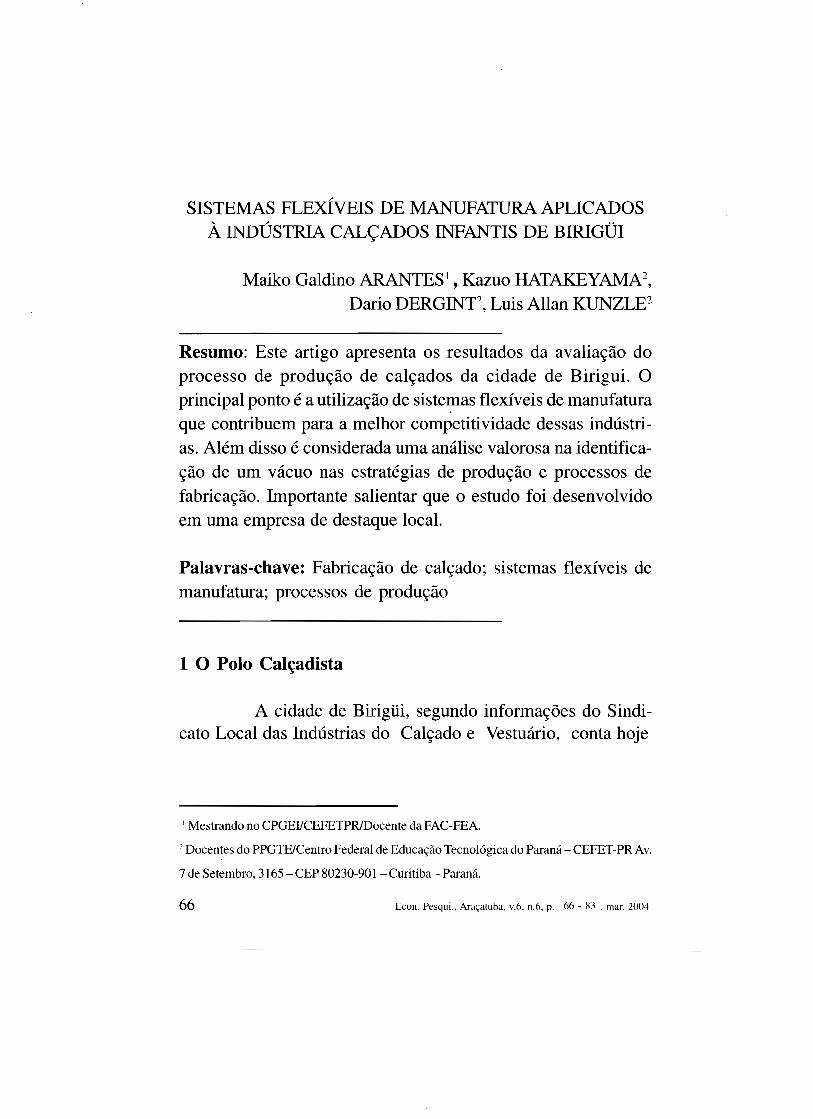
Tratando em nuacutemeros a figura O 1 demonstra a relaccedilatildeo do tipo de empresa (micro pequena meacutedia e grande) e a quantidade de pares produzidos por dia em termos percentuais
Micro
bull Pequenas
o Meacutedias
o Grandes
Paresdiamiddot em percentagem
Fonte Sindicato das Induacutestrias do Calccedilado e Vestuaacuterio
Figua 1 - Demonstraccedilatildeo do percentual produzido diariamente pela
induacutestria calccediladista de Birigui e sua relaccedilatildeo com o tipo de empresa
A caracterizaccedilatildeo dos diversos tipos de empresas eacute
determinada pelo seu potencial produtivo e nuacutemero de empregashy
dos como segue
bull Micro-empresa representa 11 do total e satildeo
empresas que empregam ateacute 10 funcionaacuterios e produzem ateacute 100
paresdia
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 67
bull Pequena-empresa representa 527 do total de induacutestrias calccediladistas e empregam de 11 a 100 empregados sua produccedilatildeo diaacuteria eacute de ateacute 500 pares
bull Meacutedia-empresa representa 273 das induacutestrias e empregam ateacute 500 empregados e produzem ateacute 1000 pares de calccedilados por dia
bull Grande-empresa 9 das induacutestrias de calccedilados se encaixam nesse roacutetulo jaacute que empregam acimade 501 funcioshynaacuterios e produzem acima de 1001 pares diaacuterios
2 Tecnologia de Processos como Estrateacutegia Competitiva
Neste estudo pretende demonstrar a importacircncia do setor produtivo com o uso de sistemas flexiacuteveis de manufatura como objetivo estrateacutegico dessas induacutestrias que eacute aplicado no mercado em crescente concorrecircncia interna e externa
Segundo Correcirca e Gianesi (1996 p17) no Brasil ateacute pouco tempo atraacutes as empresas industriais natildeo tinham muito com que se preocupar em termos de competiccedilatildeo internacional pelo mercado interno devido agraves restriccedilotildees protecionistas agraves importaccedilotildees Soacute as empresas exportadoras preocupavam-se com aspectos como o benchmarking em relaccedilatildeo agraves melhores praacuteticas mundiais Hoje com acordos internacionais para a suspensatildeo gradual das barreiras alfandegaacuterias este panorama mudou De cerveja a automoacuteveis os produtos importados jaacute competem com os produtos nacionais pelo mercado interno estabelecendo novas bases para competiccedilatildeo
A importacircncia estrateacutegica dada no processo produtivo
68 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
das induacutestrias aleacutem de ser caracterizada p~la competitividade passa tambeacutem pela aplicaccedilatildeo e desenvolvimento de novas tecnologias de processo como comentam Correcirca e Gianesi (1996 p 16) As razotildees por traacutes deste renovado interesse podem ser classificadas em trecircs categorias principais A primeira eacute a crescente pressatildeo por competitividade que o mercado mundial tem demandado das empresas com a queda de importantes barreiras alfandegaacuterias protecionistas e o surgimento de novos concorrentes bastante capacitados A segunda razatildeo eacute o potencial competitivo que representa o recente desenvolvimento de novas tecnologias de processo e de gestatildeo de manufatura como os sistemas de manufatura integrada por computador e os sistemas flexiacuteveis de manufatura (FMS) A terceira razatildeo estaacute relacionada ao recente desenvolvimento de um melhor entendimento do papel estrateacutegico que a produccedilatildeo pode ter no atingimento dos objetivos globais da organizaccedilatildeo
O uso de FMS mesmo num ambiente onde a produshyccedilatildeo semi-artesanal se destaca eacute de grande importacircncia para que essas induacutestrias enfrentem os obstaacuteculos da concorrecircncia tais como a qualidade e eficiecircncia de produccedilatildeo Conforme Correcirca e Gianesi Hoje a concorrecircncia pelos mercados se daacute com base em criteacuterios como por exemplo produtos livres de defeitos produtos confiaacuteveis entregas confiaacuteveis e entregas raacutepidas largamente influenciadas pela funccedilatildeo de manufatura A busca pela aplicaccedilatildeo da tecnologia em seus processos de trabalho e produccedilatildeo nas induacutestrias de Biriguumli muitas vezes se faz de forma errocircnea sem projeto ou planejamento Em recente pesquisa realizada nessas induacutestrias constatou-se que o uso de FMS se
Ecoo Pesqui Araccedilatuba v6 06 p 66 - 83 mar 2004 69
daacute apenas por modismo ou por impulso dessa forma demonsshytra-se que o uso dessa tecnologia natildeo estaacute sendo racional e de alguma forma natildeo contribui como poderia para o crescimento competitivo que hoje eacute exigido pelo mercado Segundo relatos alguns aspectos devem ser considerados no momento da escolha do uso dessas tecnologias como experiecircncia anterior na utilizaccedilatildeo de sistemas CNC fatores econocircmicos externos efeitos nas relaccedilotildees trabalhistas na qualidade do produto e na participaccedilatildeo no mercado volume do capital necessaacuterio tempo necessaacuterio para implantaccedilatildeo necessidades de treinamento de operadores e principalmente o envolvimento e o interesse da alta administraccedilatildeo (MARTINS LAUGENI 1998 p 297) Grande parte da micro e pequenas induacutestrias natildeo utilizam o todo potencial flexiacutevel de suas maacutequinas e equipamentos de controle Ainda Correcirca e Gianesi (1996 p 25) tratam sobre esse assunto de forma a entender que deve existir uma co-relaccedilatildeo entre tecnologia de manufatura e adshyministraccedilatildeo de manufatura como segue O desenvolvimento de novas tecnologias de processo tem sido de tal proporccedilatildeo que ele tem superado a habilidade das organizaccedilotildees de usar todas suas vantagens ou mesmo de entender todo seu potencial O potencial das novas tecnologias inclui a reduccedilatildeo dos tempos deshyprojeto-a-produccedilatildeo reduccedilatildeo dos tempos de-pedido-a-entrega melhoria da qualidade dos produtos entre outros Isso muda a forma atraveacutes da qual as organizaccedilotildees competem no mercado As novas tecnologias de manufatura comeccedilam entatildeo a influenciar mais a gestatildeo de manufatura uma vez que perguntas como como as novas tecnologias podem tomar-nos mais competitivos ou como as novas tecnologias mudam a forma com que noacutes
Econ PesquL Araccedilatuba v6 n6 p 66 - 83 mar 2004 70
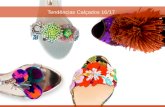
competimos se torna mais importante O novo paradigma tecnoloacutegico demanda uma nova abordagem gerencial
Tecnologia da Manufatura
FONTE CORREcircA e GIANESI 1996 p 25
Figura 2 - Influecircncia reciacuteproca tecnologia e a administraccedilatildeo da manufatura
Essas vantagens no uso de tecnologias produtivas foram comentadas por Martins e Laugeni (1998 p 296) onde foi colocado que dentro de uma visatildeo mais atual onde a automaccedilatildeo eacute vista como uma abordagem estrateacutegica de produshyccedilatildeo que visa integrar ampla gama de novas tecnologias no proshycesso produtivo e que natildeo haacute duacutevidas sobre seus benefiacutecios tanto econocircmicos quanto sociais O domiacutenio dessa nova tecnologia traraacute vantagens competitivas para quem adotaacute-Ia pois eacute cada vez maior o niacutevel de exigecircncia dos consumidores quanshyto agrave qualidade preccedilos e flexibilidade dos produtos
3 Sistema Flexiacutevel de Manufatura
Se for avaliada a nomenclatura sistemas flexiacuteveis de manufatura de uma forma dissolvida tem-se que a palavra sistema(S) identifica uma forma de organizaccedilatildeo de passos para efetivaccedilatildeo de algumas ou vaacuterias accedilotildees sobre um
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 71
~~-_ ~~ ~__----------------- shy
determinado tema A partir do uso ou da adoccedilatildeo de algum sistema tem-se uma regra baacutesica a ser observada Na sequumlecircncia a palavra flexiacutevel(F) indica algo maleaacutevel adaptaacutevel que pode ser interpretado quase como um avesso a palavra sistema Quando se aplica a flexibilidade a algum processo ou procedimento de trabalho estaacute resgatando processos de criatividade para se adaptar a alguma situaccedilatildeo do cotidiano Em relaccedilatildeo ao nascimento da era da produccedilatildeo flexiacutevel Souza e Batocchio se referenciam a Noori e Radford (1995) apoacutes a Segunda Guerra Mundial o Japatildeo diferente dos EUA desenvolveu uma abordagem alternativa ao sistema de produccedilatildeo em massa Tal abordagem consistia em utilizar equipes de trabalhadores com multi-habilidades e equipadas com ferramentas automatizadas e flexiacuteveis para produzir uma variedade de produtos em pequenos volumes Foram introduzidas inuacutemeras teacutecnicas e filosofias de melhorias na linha de produccedilatildeo japonesa visando agrave reduccedilatildeo de custos e agrave alta qualidade dos produtos Com isso ocorreu uma invasatildeo de produtos japoneses no mercado americano provocando o fechamento de inuacutemeras empresas domeacutesticas As empresas americanas foram obrigadas a abandonar o sistema de produccedilatildeo em massa e investir recursos financeiros de alta monta em tecnologias tomando o sistema produtivo mais flexiacutevel do que antes
No terceiro caso a palavra manufatura(M) indicaria num primeiro momento trabalho feito agrave matildeo o que natildeo necessariamente se implicaria neste contexto jaacute que segundo Voss citado por Slack et aI (1999 p185) a definiccedilatildeo de FMS eacute uma configuraccedilatildeo controlada por computador de estaccedilotildees de
72 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
trabalho semi-independentes conectadas por manuseio de materiais e carregamento de maacutequinas automatizadas Dessa forma vecirc-se que a palavra manufatura no seu teor literaacuterio natildeo tem efeito nesse contexto mas nessa abordagem deve ser avaliada como desenvolvimento de um produto atraveacutes de teacutecnicas industriais Ainda comentando sobre a definiccedilatildeo de FMS sigla em inglecircs para identificar flexible manufacturing systems pode-se citar o complemento de Slack et aI que diz que um FMS eacute mais do que uma tecnologia Ele tem tecnologias integradas em um sistema que tem o potencial para ser melhor do que a soma de suas partes Com efeito um FMS eacute uma microoperaccedilatildeo autocontida que eacute capaz de manufaturar um componente completo do iniacutecio ao fim
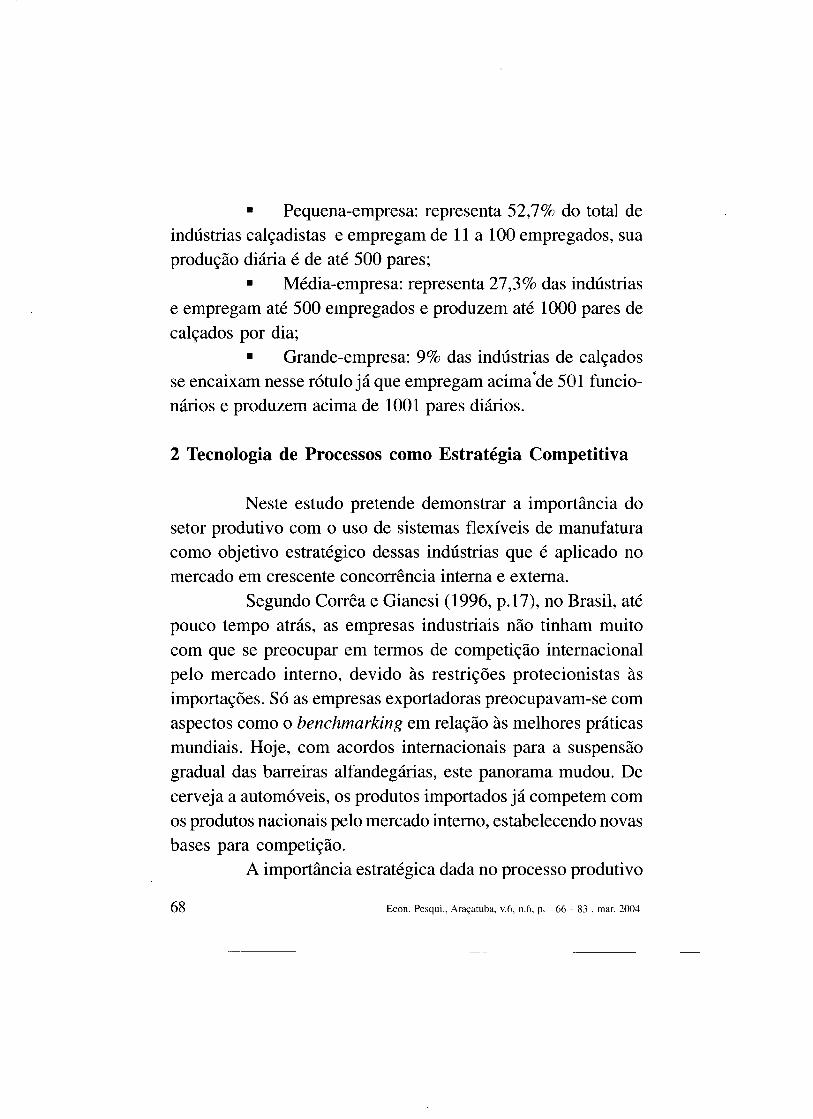
Nos dois trechos de definiccedilatildeo aplicados acima se faz primordial a identificaccedilatildeo no estudo do que os autores chamam de partes de um FMS Inicialmente destacar as estashyccedilotildees de trabalho que configuram centros de trabalho mais sofisticados automatizados que desempenham operaccedilotildees meshycacircnicas (SLACK et aI 1997 p 258) Dando prosseguimento destacam-se as instalaccedilotildees de cargadescarga que podem ser identificadas como maacutequinas que transportam materiais de um local para as estaccedilotildees de trabalho Nas induacutestrias de montagem de automoacuteveis pode-se identificaacute-las como robocircs de transporte de componentes de um veiacuteculo que sofrem processos de soldagem apertos ou colagem Como terceira parte identificaacutevel na definiccedilatildeo destacam-se as instalaccedilotildees de transportemanuseio de materiais que movem peccedilas entre estaccedilotildees de trabalho (podem ser AGVs ou esteiras ou trilhos transportadores ou se
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 73
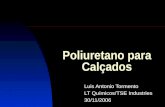
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
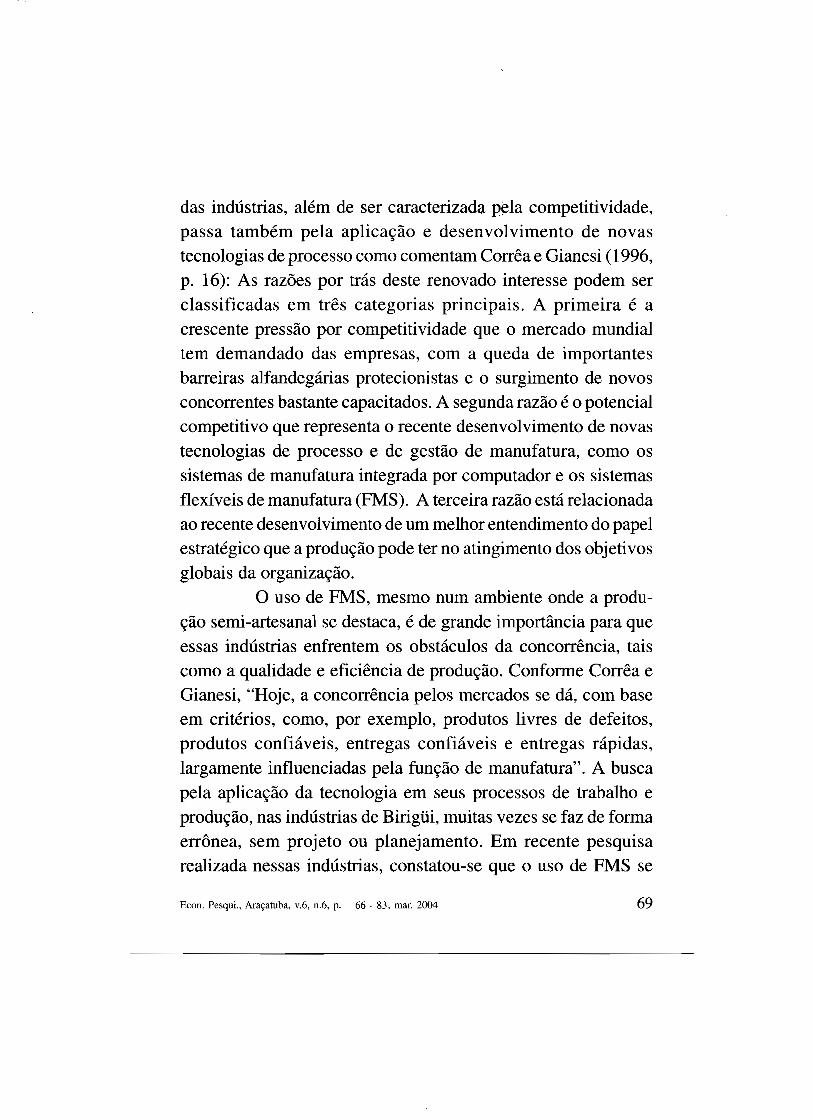
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
com aproximadamente 200 induacutestrias calccediladistas empregando diretamente 18 mil trabalhadores e produzindo em torno de 300 mil pares diaacuterios de calccedilados em grande escala para o consumo infantil Daiacute o cognome de Capital Latino-Americana do Calccedilado Infantil Dos mais de 6 milhotildees de pares produzidos por mecircs 90 eacute destinado ao mercado interno Das exportaccedilotildees efetuadas num total de 135169 pares no ano de 2002 geraram a arrecadaccedilatildeo de R$ 36753661
Tratando em nuacutemeros a figura O 1 demonstra a relaccedilatildeo do tipo de empresa (micro pequena meacutedia e grande) e a quantidade de pares produzidos por dia em termos percentuais
Micro
bull Pequenas
o Meacutedias
o Grandes
Paresdiamiddot em percentagem
Fonte Sindicato das Induacutestrias do Calccedilado e Vestuaacuterio
Figua 1 - Demonstraccedilatildeo do percentual produzido diariamente pela
induacutestria calccediladista de Birigui e sua relaccedilatildeo com o tipo de empresa
A caracterizaccedilatildeo dos diversos tipos de empresas eacute
determinada pelo seu potencial produtivo e nuacutemero de empregashy
dos como segue
bull Micro-empresa representa 11 do total e satildeo
empresas que empregam ateacute 10 funcionaacuterios e produzem ateacute 100
paresdia
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 67
bull Pequena-empresa representa 527 do total de induacutestrias calccediladistas e empregam de 11 a 100 empregados sua produccedilatildeo diaacuteria eacute de ateacute 500 pares
bull Meacutedia-empresa representa 273 das induacutestrias e empregam ateacute 500 empregados e produzem ateacute 1000 pares de calccedilados por dia
bull Grande-empresa 9 das induacutestrias de calccedilados se encaixam nesse roacutetulo jaacute que empregam acimade 501 funcioshynaacuterios e produzem acima de 1001 pares diaacuterios
2 Tecnologia de Processos como Estrateacutegia Competitiva
Neste estudo pretende demonstrar a importacircncia do setor produtivo com o uso de sistemas flexiacuteveis de manufatura como objetivo estrateacutegico dessas induacutestrias que eacute aplicado no mercado em crescente concorrecircncia interna e externa
Segundo Correcirca e Gianesi (1996 p17) no Brasil ateacute pouco tempo atraacutes as empresas industriais natildeo tinham muito com que se preocupar em termos de competiccedilatildeo internacional pelo mercado interno devido agraves restriccedilotildees protecionistas agraves importaccedilotildees Soacute as empresas exportadoras preocupavam-se com aspectos como o benchmarking em relaccedilatildeo agraves melhores praacuteticas mundiais Hoje com acordos internacionais para a suspensatildeo gradual das barreiras alfandegaacuterias este panorama mudou De cerveja a automoacuteveis os produtos importados jaacute competem com os produtos nacionais pelo mercado interno estabelecendo novas bases para competiccedilatildeo
A importacircncia estrateacutegica dada no processo produtivo
68 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
das induacutestrias aleacutem de ser caracterizada p~la competitividade passa tambeacutem pela aplicaccedilatildeo e desenvolvimento de novas tecnologias de processo como comentam Correcirca e Gianesi (1996 p 16) As razotildees por traacutes deste renovado interesse podem ser classificadas em trecircs categorias principais A primeira eacute a crescente pressatildeo por competitividade que o mercado mundial tem demandado das empresas com a queda de importantes barreiras alfandegaacuterias protecionistas e o surgimento de novos concorrentes bastante capacitados A segunda razatildeo eacute o potencial competitivo que representa o recente desenvolvimento de novas tecnologias de processo e de gestatildeo de manufatura como os sistemas de manufatura integrada por computador e os sistemas flexiacuteveis de manufatura (FMS) A terceira razatildeo estaacute relacionada ao recente desenvolvimento de um melhor entendimento do papel estrateacutegico que a produccedilatildeo pode ter no atingimento dos objetivos globais da organizaccedilatildeo
O uso de FMS mesmo num ambiente onde a produshyccedilatildeo semi-artesanal se destaca eacute de grande importacircncia para que essas induacutestrias enfrentem os obstaacuteculos da concorrecircncia tais como a qualidade e eficiecircncia de produccedilatildeo Conforme Correcirca e Gianesi Hoje a concorrecircncia pelos mercados se daacute com base em criteacuterios como por exemplo produtos livres de defeitos produtos confiaacuteveis entregas confiaacuteveis e entregas raacutepidas largamente influenciadas pela funccedilatildeo de manufatura A busca pela aplicaccedilatildeo da tecnologia em seus processos de trabalho e produccedilatildeo nas induacutestrias de Biriguumli muitas vezes se faz de forma errocircnea sem projeto ou planejamento Em recente pesquisa realizada nessas induacutestrias constatou-se que o uso de FMS se
Ecoo Pesqui Araccedilatuba v6 06 p 66 - 83 mar 2004 69
daacute apenas por modismo ou por impulso dessa forma demonsshytra-se que o uso dessa tecnologia natildeo estaacute sendo racional e de alguma forma natildeo contribui como poderia para o crescimento competitivo que hoje eacute exigido pelo mercado Segundo relatos alguns aspectos devem ser considerados no momento da escolha do uso dessas tecnologias como experiecircncia anterior na utilizaccedilatildeo de sistemas CNC fatores econocircmicos externos efeitos nas relaccedilotildees trabalhistas na qualidade do produto e na participaccedilatildeo no mercado volume do capital necessaacuterio tempo necessaacuterio para implantaccedilatildeo necessidades de treinamento de operadores e principalmente o envolvimento e o interesse da alta administraccedilatildeo (MARTINS LAUGENI 1998 p 297) Grande parte da micro e pequenas induacutestrias natildeo utilizam o todo potencial flexiacutevel de suas maacutequinas e equipamentos de controle Ainda Correcirca e Gianesi (1996 p 25) tratam sobre esse assunto de forma a entender que deve existir uma co-relaccedilatildeo entre tecnologia de manufatura e adshyministraccedilatildeo de manufatura como segue O desenvolvimento de novas tecnologias de processo tem sido de tal proporccedilatildeo que ele tem superado a habilidade das organizaccedilotildees de usar todas suas vantagens ou mesmo de entender todo seu potencial O potencial das novas tecnologias inclui a reduccedilatildeo dos tempos deshyprojeto-a-produccedilatildeo reduccedilatildeo dos tempos de-pedido-a-entrega melhoria da qualidade dos produtos entre outros Isso muda a forma atraveacutes da qual as organizaccedilotildees competem no mercado As novas tecnologias de manufatura comeccedilam entatildeo a influenciar mais a gestatildeo de manufatura uma vez que perguntas como como as novas tecnologias podem tomar-nos mais competitivos ou como as novas tecnologias mudam a forma com que noacutes
Econ PesquL Araccedilatuba v6 n6 p 66 - 83 mar 2004 70
competimos se torna mais importante O novo paradigma tecnoloacutegico demanda uma nova abordagem gerencial
Tecnologia da Manufatura
FONTE CORREcircA e GIANESI 1996 p 25
Figura 2 - Influecircncia reciacuteproca tecnologia e a administraccedilatildeo da manufatura
Essas vantagens no uso de tecnologias produtivas foram comentadas por Martins e Laugeni (1998 p 296) onde foi colocado que dentro de uma visatildeo mais atual onde a automaccedilatildeo eacute vista como uma abordagem estrateacutegica de produshyccedilatildeo que visa integrar ampla gama de novas tecnologias no proshycesso produtivo e que natildeo haacute duacutevidas sobre seus benefiacutecios tanto econocircmicos quanto sociais O domiacutenio dessa nova tecnologia traraacute vantagens competitivas para quem adotaacute-Ia pois eacute cada vez maior o niacutevel de exigecircncia dos consumidores quanshyto agrave qualidade preccedilos e flexibilidade dos produtos
3 Sistema Flexiacutevel de Manufatura
Se for avaliada a nomenclatura sistemas flexiacuteveis de manufatura de uma forma dissolvida tem-se que a palavra sistema(S) identifica uma forma de organizaccedilatildeo de passos para efetivaccedilatildeo de algumas ou vaacuterias accedilotildees sobre um
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 71
~~-_ ~~ ~__----------------- shy
determinado tema A partir do uso ou da adoccedilatildeo de algum sistema tem-se uma regra baacutesica a ser observada Na sequumlecircncia a palavra flexiacutevel(F) indica algo maleaacutevel adaptaacutevel que pode ser interpretado quase como um avesso a palavra sistema Quando se aplica a flexibilidade a algum processo ou procedimento de trabalho estaacute resgatando processos de criatividade para se adaptar a alguma situaccedilatildeo do cotidiano Em relaccedilatildeo ao nascimento da era da produccedilatildeo flexiacutevel Souza e Batocchio se referenciam a Noori e Radford (1995) apoacutes a Segunda Guerra Mundial o Japatildeo diferente dos EUA desenvolveu uma abordagem alternativa ao sistema de produccedilatildeo em massa Tal abordagem consistia em utilizar equipes de trabalhadores com multi-habilidades e equipadas com ferramentas automatizadas e flexiacuteveis para produzir uma variedade de produtos em pequenos volumes Foram introduzidas inuacutemeras teacutecnicas e filosofias de melhorias na linha de produccedilatildeo japonesa visando agrave reduccedilatildeo de custos e agrave alta qualidade dos produtos Com isso ocorreu uma invasatildeo de produtos japoneses no mercado americano provocando o fechamento de inuacutemeras empresas domeacutesticas As empresas americanas foram obrigadas a abandonar o sistema de produccedilatildeo em massa e investir recursos financeiros de alta monta em tecnologias tomando o sistema produtivo mais flexiacutevel do que antes
No terceiro caso a palavra manufatura(M) indicaria num primeiro momento trabalho feito agrave matildeo o que natildeo necessariamente se implicaria neste contexto jaacute que segundo Voss citado por Slack et aI (1999 p185) a definiccedilatildeo de FMS eacute uma configuraccedilatildeo controlada por computador de estaccedilotildees de
72 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
trabalho semi-independentes conectadas por manuseio de materiais e carregamento de maacutequinas automatizadas Dessa forma vecirc-se que a palavra manufatura no seu teor literaacuterio natildeo tem efeito nesse contexto mas nessa abordagem deve ser avaliada como desenvolvimento de um produto atraveacutes de teacutecnicas industriais Ainda comentando sobre a definiccedilatildeo de FMS sigla em inglecircs para identificar flexible manufacturing systems pode-se citar o complemento de Slack et aI que diz que um FMS eacute mais do que uma tecnologia Ele tem tecnologias integradas em um sistema que tem o potencial para ser melhor do que a soma de suas partes Com efeito um FMS eacute uma microoperaccedilatildeo autocontida que eacute capaz de manufaturar um componente completo do iniacutecio ao fim
Nos dois trechos de definiccedilatildeo aplicados acima se faz primordial a identificaccedilatildeo no estudo do que os autores chamam de partes de um FMS Inicialmente destacar as estashyccedilotildees de trabalho que configuram centros de trabalho mais sofisticados automatizados que desempenham operaccedilotildees meshycacircnicas (SLACK et aI 1997 p 258) Dando prosseguimento destacam-se as instalaccedilotildees de cargadescarga que podem ser identificadas como maacutequinas que transportam materiais de um local para as estaccedilotildees de trabalho Nas induacutestrias de montagem de automoacuteveis pode-se identificaacute-las como robocircs de transporte de componentes de um veiacuteculo que sofrem processos de soldagem apertos ou colagem Como terceira parte identificaacutevel na definiccedilatildeo destacam-se as instalaccedilotildees de transportemanuseio de materiais que movem peccedilas entre estaccedilotildees de trabalho (podem ser AGVs ou esteiras ou trilhos transportadores ou se
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 73
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
bull Pequena-empresa representa 527 do total de induacutestrias calccediladistas e empregam de 11 a 100 empregados sua produccedilatildeo diaacuteria eacute de ateacute 500 pares
bull Meacutedia-empresa representa 273 das induacutestrias e empregam ateacute 500 empregados e produzem ateacute 1000 pares de calccedilados por dia
bull Grande-empresa 9 das induacutestrias de calccedilados se encaixam nesse roacutetulo jaacute que empregam acimade 501 funcioshynaacuterios e produzem acima de 1001 pares diaacuterios
2 Tecnologia de Processos como Estrateacutegia Competitiva
Neste estudo pretende demonstrar a importacircncia do setor produtivo com o uso de sistemas flexiacuteveis de manufatura como objetivo estrateacutegico dessas induacutestrias que eacute aplicado no mercado em crescente concorrecircncia interna e externa
Segundo Correcirca e Gianesi (1996 p17) no Brasil ateacute pouco tempo atraacutes as empresas industriais natildeo tinham muito com que se preocupar em termos de competiccedilatildeo internacional pelo mercado interno devido agraves restriccedilotildees protecionistas agraves importaccedilotildees Soacute as empresas exportadoras preocupavam-se com aspectos como o benchmarking em relaccedilatildeo agraves melhores praacuteticas mundiais Hoje com acordos internacionais para a suspensatildeo gradual das barreiras alfandegaacuterias este panorama mudou De cerveja a automoacuteveis os produtos importados jaacute competem com os produtos nacionais pelo mercado interno estabelecendo novas bases para competiccedilatildeo
A importacircncia estrateacutegica dada no processo produtivo
68 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
das induacutestrias aleacutem de ser caracterizada p~la competitividade passa tambeacutem pela aplicaccedilatildeo e desenvolvimento de novas tecnologias de processo como comentam Correcirca e Gianesi (1996 p 16) As razotildees por traacutes deste renovado interesse podem ser classificadas em trecircs categorias principais A primeira eacute a crescente pressatildeo por competitividade que o mercado mundial tem demandado das empresas com a queda de importantes barreiras alfandegaacuterias protecionistas e o surgimento de novos concorrentes bastante capacitados A segunda razatildeo eacute o potencial competitivo que representa o recente desenvolvimento de novas tecnologias de processo e de gestatildeo de manufatura como os sistemas de manufatura integrada por computador e os sistemas flexiacuteveis de manufatura (FMS) A terceira razatildeo estaacute relacionada ao recente desenvolvimento de um melhor entendimento do papel estrateacutegico que a produccedilatildeo pode ter no atingimento dos objetivos globais da organizaccedilatildeo
O uso de FMS mesmo num ambiente onde a produshyccedilatildeo semi-artesanal se destaca eacute de grande importacircncia para que essas induacutestrias enfrentem os obstaacuteculos da concorrecircncia tais como a qualidade e eficiecircncia de produccedilatildeo Conforme Correcirca e Gianesi Hoje a concorrecircncia pelos mercados se daacute com base em criteacuterios como por exemplo produtos livres de defeitos produtos confiaacuteveis entregas confiaacuteveis e entregas raacutepidas largamente influenciadas pela funccedilatildeo de manufatura A busca pela aplicaccedilatildeo da tecnologia em seus processos de trabalho e produccedilatildeo nas induacutestrias de Biriguumli muitas vezes se faz de forma errocircnea sem projeto ou planejamento Em recente pesquisa realizada nessas induacutestrias constatou-se que o uso de FMS se
Ecoo Pesqui Araccedilatuba v6 06 p 66 - 83 mar 2004 69
daacute apenas por modismo ou por impulso dessa forma demonsshytra-se que o uso dessa tecnologia natildeo estaacute sendo racional e de alguma forma natildeo contribui como poderia para o crescimento competitivo que hoje eacute exigido pelo mercado Segundo relatos alguns aspectos devem ser considerados no momento da escolha do uso dessas tecnologias como experiecircncia anterior na utilizaccedilatildeo de sistemas CNC fatores econocircmicos externos efeitos nas relaccedilotildees trabalhistas na qualidade do produto e na participaccedilatildeo no mercado volume do capital necessaacuterio tempo necessaacuterio para implantaccedilatildeo necessidades de treinamento de operadores e principalmente o envolvimento e o interesse da alta administraccedilatildeo (MARTINS LAUGENI 1998 p 297) Grande parte da micro e pequenas induacutestrias natildeo utilizam o todo potencial flexiacutevel de suas maacutequinas e equipamentos de controle Ainda Correcirca e Gianesi (1996 p 25) tratam sobre esse assunto de forma a entender que deve existir uma co-relaccedilatildeo entre tecnologia de manufatura e adshyministraccedilatildeo de manufatura como segue O desenvolvimento de novas tecnologias de processo tem sido de tal proporccedilatildeo que ele tem superado a habilidade das organizaccedilotildees de usar todas suas vantagens ou mesmo de entender todo seu potencial O potencial das novas tecnologias inclui a reduccedilatildeo dos tempos deshyprojeto-a-produccedilatildeo reduccedilatildeo dos tempos de-pedido-a-entrega melhoria da qualidade dos produtos entre outros Isso muda a forma atraveacutes da qual as organizaccedilotildees competem no mercado As novas tecnologias de manufatura comeccedilam entatildeo a influenciar mais a gestatildeo de manufatura uma vez que perguntas como como as novas tecnologias podem tomar-nos mais competitivos ou como as novas tecnologias mudam a forma com que noacutes
Econ PesquL Araccedilatuba v6 n6 p 66 - 83 mar 2004 70
competimos se torna mais importante O novo paradigma tecnoloacutegico demanda uma nova abordagem gerencial
Tecnologia da Manufatura
FONTE CORREcircA e GIANESI 1996 p 25
Figura 2 - Influecircncia reciacuteproca tecnologia e a administraccedilatildeo da manufatura
Essas vantagens no uso de tecnologias produtivas foram comentadas por Martins e Laugeni (1998 p 296) onde foi colocado que dentro de uma visatildeo mais atual onde a automaccedilatildeo eacute vista como uma abordagem estrateacutegica de produshyccedilatildeo que visa integrar ampla gama de novas tecnologias no proshycesso produtivo e que natildeo haacute duacutevidas sobre seus benefiacutecios tanto econocircmicos quanto sociais O domiacutenio dessa nova tecnologia traraacute vantagens competitivas para quem adotaacute-Ia pois eacute cada vez maior o niacutevel de exigecircncia dos consumidores quanshyto agrave qualidade preccedilos e flexibilidade dos produtos
3 Sistema Flexiacutevel de Manufatura
Se for avaliada a nomenclatura sistemas flexiacuteveis de manufatura de uma forma dissolvida tem-se que a palavra sistema(S) identifica uma forma de organizaccedilatildeo de passos para efetivaccedilatildeo de algumas ou vaacuterias accedilotildees sobre um
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 71
~~-_ ~~ ~__----------------- shy
determinado tema A partir do uso ou da adoccedilatildeo de algum sistema tem-se uma regra baacutesica a ser observada Na sequumlecircncia a palavra flexiacutevel(F) indica algo maleaacutevel adaptaacutevel que pode ser interpretado quase como um avesso a palavra sistema Quando se aplica a flexibilidade a algum processo ou procedimento de trabalho estaacute resgatando processos de criatividade para se adaptar a alguma situaccedilatildeo do cotidiano Em relaccedilatildeo ao nascimento da era da produccedilatildeo flexiacutevel Souza e Batocchio se referenciam a Noori e Radford (1995) apoacutes a Segunda Guerra Mundial o Japatildeo diferente dos EUA desenvolveu uma abordagem alternativa ao sistema de produccedilatildeo em massa Tal abordagem consistia em utilizar equipes de trabalhadores com multi-habilidades e equipadas com ferramentas automatizadas e flexiacuteveis para produzir uma variedade de produtos em pequenos volumes Foram introduzidas inuacutemeras teacutecnicas e filosofias de melhorias na linha de produccedilatildeo japonesa visando agrave reduccedilatildeo de custos e agrave alta qualidade dos produtos Com isso ocorreu uma invasatildeo de produtos japoneses no mercado americano provocando o fechamento de inuacutemeras empresas domeacutesticas As empresas americanas foram obrigadas a abandonar o sistema de produccedilatildeo em massa e investir recursos financeiros de alta monta em tecnologias tomando o sistema produtivo mais flexiacutevel do que antes
No terceiro caso a palavra manufatura(M) indicaria num primeiro momento trabalho feito agrave matildeo o que natildeo necessariamente se implicaria neste contexto jaacute que segundo Voss citado por Slack et aI (1999 p185) a definiccedilatildeo de FMS eacute uma configuraccedilatildeo controlada por computador de estaccedilotildees de
72 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
trabalho semi-independentes conectadas por manuseio de materiais e carregamento de maacutequinas automatizadas Dessa forma vecirc-se que a palavra manufatura no seu teor literaacuterio natildeo tem efeito nesse contexto mas nessa abordagem deve ser avaliada como desenvolvimento de um produto atraveacutes de teacutecnicas industriais Ainda comentando sobre a definiccedilatildeo de FMS sigla em inglecircs para identificar flexible manufacturing systems pode-se citar o complemento de Slack et aI que diz que um FMS eacute mais do que uma tecnologia Ele tem tecnologias integradas em um sistema que tem o potencial para ser melhor do que a soma de suas partes Com efeito um FMS eacute uma microoperaccedilatildeo autocontida que eacute capaz de manufaturar um componente completo do iniacutecio ao fim
Nos dois trechos de definiccedilatildeo aplicados acima se faz primordial a identificaccedilatildeo no estudo do que os autores chamam de partes de um FMS Inicialmente destacar as estashyccedilotildees de trabalho que configuram centros de trabalho mais sofisticados automatizados que desempenham operaccedilotildees meshycacircnicas (SLACK et aI 1997 p 258) Dando prosseguimento destacam-se as instalaccedilotildees de cargadescarga que podem ser identificadas como maacutequinas que transportam materiais de um local para as estaccedilotildees de trabalho Nas induacutestrias de montagem de automoacuteveis pode-se identificaacute-las como robocircs de transporte de componentes de um veiacuteculo que sofrem processos de soldagem apertos ou colagem Como terceira parte identificaacutevel na definiccedilatildeo destacam-se as instalaccedilotildees de transportemanuseio de materiais que movem peccedilas entre estaccedilotildees de trabalho (podem ser AGVs ou esteiras ou trilhos transportadores ou se
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 73
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
das induacutestrias aleacutem de ser caracterizada p~la competitividade passa tambeacutem pela aplicaccedilatildeo e desenvolvimento de novas tecnologias de processo como comentam Correcirca e Gianesi (1996 p 16) As razotildees por traacutes deste renovado interesse podem ser classificadas em trecircs categorias principais A primeira eacute a crescente pressatildeo por competitividade que o mercado mundial tem demandado das empresas com a queda de importantes barreiras alfandegaacuterias protecionistas e o surgimento de novos concorrentes bastante capacitados A segunda razatildeo eacute o potencial competitivo que representa o recente desenvolvimento de novas tecnologias de processo e de gestatildeo de manufatura como os sistemas de manufatura integrada por computador e os sistemas flexiacuteveis de manufatura (FMS) A terceira razatildeo estaacute relacionada ao recente desenvolvimento de um melhor entendimento do papel estrateacutegico que a produccedilatildeo pode ter no atingimento dos objetivos globais da organizaccedilatildeo
O uso de FMS mesmo num ambiente onde a produshyccedilatildeo semi-artesanal se destaca eacute de grande importacircncia para que essas induacutestrias enfrentem os obstaacuteculos da concorrecircncia tais como a qualidade e eficiecircncia de produccedilatildeo Conforme Correcirca e Gianesi Hoje a concorrecircncia pelos mercados se daacute com base em criteacuterios como por exemplo produtos livres de defeitos produtos confiaacuteveis entregas confiaacuteveis e entregas raacutepidas largamente influenciadas pela funccedilatildeo de manufatura A busca pela aplicaccedilatildeo da tecnologia em seus processos de trabalho e produccedilatildeo nas induacutestrias de Biriguumli muitas vezes se faz de forma errocircnea sem projeto ou planejamento Em recente pesquisa realizada nessas induacutestrias constatou-se que o uso de FMS se
Ecoo Pesqui Araccedilatuba v6 06 p 66 - 83 mar 2004 69
daacute apenas por modismo ou por impulso dessa forma demonsshytra-se que o uso dessa tecnologia natildeo estaacute sendo racional e de alguma forma natildeo contribui como poderia para o crescimento competitivo que hoje eacute exigido pelo mercado Segundo relatos alguns aspectos devem ser considerados no momento da escolha do uso dessas tecnologias como experiecircncia anterior na utilizaccedilatildeo de sistemas CNC fatores econocircmicos externos efeitos nas relaccedilotildees trabalhistas na qualidade do produto e na participaccedilatildeo no mercado volume do capital necessaacuterio tempo necessaacuterio para implantaccedilatildeo necessidades de treinamento de operadores e principalmente o envolvimento e o interesse da alta administraccedilatildeo (MARTINS LAUGENI 1998 p 297) Grande parte da micro e pequenas induacutestrias natildeo utilizam o todo potencial flexiacutevel de suas maacutequinas e equipamentos de controle Ainda Correcirca e Gianesi (1996 p 25) tratam sobre esse assunto de forma a entender que deve existir uma co-relaccedilatildeo entre tecnologia de manufatura e adshyministraccedilatildeo de manufatura como segue O desenvolvimento de novas tecnologias de processo tem sido de tal proporccedilatildeo que ele tem superado a habilidade das organizaccedilotildees de usar todas suas vantagens ou mesmo de entender todo seu potencial O potencial das novas tecnologias inclui a reduccedilatildeo dos tempos deshyprojeto-a-produccedilatildeo reduccedilatildeo dos tempos de-pedido-a-entrega melhoria da qualidade dos produtos entre outros Isso muda a forma atraveacutes da qual as organizaccedilotildees competem no mercado As novas tecnologias de manufatura comeccedilam entatildeo a influenciar mais a gestatildeo de manufatura uma vez que perguntas como como as novas tecnologias podem tomar-nos mais competitivos ou como as novas tecnologias mudam a forma com que noacutes
Econ PesquL Araccedilatuba v6 n6 p 66 - 83 mar 2004 70
competimos se torna mais importante O novo paradigma tecnoloacutegico demanda uma nova abordagem gerencial
Tecnologia da Manufatura
FONTE CORREcircA e GIANESI 1996 p 25
Figura 2 - Influecircncia reciacuteproca tecnologia e a administraccedilatildeo da manufatura
Essas vantagens no uso de tecnologias produtivas foram comentadas por Martins e Laugeni (1998 p 296) onde foi colocado que dentro de uma visatildeo mais atual onde a automaccedilatildeo eacute vista como uma abordagem estrateacutegica de produshyccedilatildeo que visa integrar ampla gama de novas tecnologias no proshycesso produtivo e que natildeo haacute duacutevidas sobre seus benefiacutecios tanto econocircmicos quanto sociais O domiacutenio dessa nova tecnologia traraacute vantagens competitivas para quem adotaacute-Ia pois eacute cada vez maior o niacutevel de exigecircncia dos consumidores quanshyto agrave qualidade preccedilos e flexibilidade dos produtos
3 Sistema Flexiacutevel de Manufatura
Se for avaliada a nomenclatura sistemas flexiacuteveis de manufatura de uma forma dissolvida tem-se que a palavra sistema(S) identifica uma forma de organizaccedilatildeo de passos para efetivaccedilatildeo de algumas ou vaacuterias accedilotildees sobre um
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 71
~~-_ ~~ ~__----------------- shy
determinado tema A partir do uso ou da adoccedilatildeo de algum sistema tem-se uma regra baacutesica a ser observada Na sequumlecircncia a palavra flexiacutevel(F) indica algo maleaacutevel adaptaacutevel que pode ser interpretado quase como um avesso a palavra sistema Quando se aplica a flexibilidade a algum processo ou procedimento de trabalho estaacute resgatando processos de criatividade para se adaptar a alguma situaccedilatildeo do cotidiano Em relaccedilatildeo ao nascimento da era da produccedilatildeo flexiacutevel Souza e Batocchio se referenciam a Noori e Radford (1995) apoacutes a Segunda Guerra Mundial o Japatildeo diferente dos EUA desenvolveu uma abordagem alternativa ao sistema de produccedilatildeo em massa Tal abordagem consistia em utilizar equipes de trabalhadores com multi-habilidades e equipadas com ferramentas automatizadas e flexiacuteveis para produzir uma variedade de produtos em pequenos volumes Foram introduzidas inuacutemeras teacutecnicas e filosofias de melhorias na linha de produccedilatildeo japonesa visando agrave reduccedilatildeo de custos e agrave alta qualidade dos produtos Com isso ocorreu uma invasatildeo de produtos japoneses no mercado americano provocando o fechamento de inuacutemeras empresas domeacutesticas As empresas americanas foram obrigadas a abandonar o sistema de produccedilatildeo em massa e investir recursos financeiros de alta monta em tecnologias tomando o sistema produtivo mais flexiacutevel do que antes
No terceiro caso a palavra manufatura(M) indicaria num primeiro momento trabalho feito agrave matildeo o que natildeo necessariamente se implicaria neste contexto jaacute que segundo Voss citado por Slack et aI (1999 p185) a definiccedilatildeo de FMS eacute uma configuraccedilatildeo controlada por computador de estaccedilotildees de
72 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
trabalho semi-independentes conectadas por manuseio de materiais e carregamento de maacutequinas automatizadas Dessa forma vecirc-se que a palavra manufatura no seu teor literaacuterio natildeo tem efeito nesse contexto mas nessa abordagem deve ser avaliada como desenvolvimento de um produto atraveacutes de teacutecnicas industriais Ainda comentando sobre a definiccedilatildeo de FMS sigla em inglecircs para identificar flexible manufacturing systems pode-se citar o complemento de Slack et aI que diz que um FMS eacute mais do que uma tecnologia Ele tem tecnologias integradas em um sistema que tem o potencial para ser melhor do que a soma de suas partes Com efeito um FMS eacute uma microoperaccedilatildeo autocontida que eacute capaz de manufaturar um componente completo do iniacutecio ao fim
Nos dois trechos de definiccedilatildeo aplicados acima se faz primordial a identificaccedilatildeo no estudo do que os autores chamam de partes de um FMS Inicialmente destacar as estashyccedilotildees de trabalho que configuram centros de trabalho mais sofisticados automatizados que desempenham operaccedilotildees meshycacircnicas (SLACK et aI 1997 p 258) Dando prosseguimento destacam-se as instalaccedilotildees de cargadescarga que podem ser identificadas como maacutequinas que transportam materiais de um local para as estaccedilotildees de trabalho Nas induacutestrias de montagem de automoacuteveis pode-se identificaacute-las como robocircs de transporte de componentes de um veiacuteculo que sofrem processos de soldagem apertos ou colagem Como terceira parte identificaacutevel na definiccedilatildeo destacam-se as instalaccedilotildees de transportemanuseio de materiais que movem peccedilas entre estaccedilotildees de trabalho (podem ser AGVs ou esteiras ou trilhos transportadores ou se
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 73
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
daacute apenas por modismo ou por impulso dessa forma demonsshytra-se que o uso dessa tecnologia natildeo estaacute sendo racional e de alguma forma natildeo contribui como poderia para o crescimento competitivo que hoje eacute exigido pelo mercado Segundo relatos alguns aspectos devem ser considerados no momento da escolha do uso dessas tecnologias como experiecircncia anterior na utilizaccedilatildeo de sistemas CNC fatores econocircmicos externos efeitos nas relaccedilotildees trabalhistas na qualidade do produto e na participaccedilatildeo no mercado volume do capital necessaacuterio tempo necessaacuterio para implantaccedilatildeo necessidades de treinamento de operadores e principalmente o envolvimento e o interesse da alta administraccedilatildeo (MARTINS LAUGENI 1998 p 297) Grande parte da micro e pequenas induacutestrias natildeo utilizam o todo potencial flexiacutevel de suas maacutequinas e equipamentos de controle Ainda Correcirca e Gianesi (1996 p 25) tratam sobre esse assunto de forma a entender que deve existir uma co-relaccedilatildeo entre tecnologia de manufatura e adshyministraccedilatildeo de manufatura como segue O desenvolvimento de novas tecnologias de processo tem sido de tal proporccedilatildeo que ele tem superado a habilidade das organizaccedilotildees de usar todas suas vantagens ou mesmo de entender todo seu potencial O potencial das novas tecnologias inclui a reduccedilatildeo dos tempos deshyprojeto-a-produccedilatildeo reduccedilatildeo dos tempos de-pedido-a-entrega melhoria da qualidade dos produtos entre outros Isso muda a forma atraveacutes da qual as organizaccedilotildees competem no mercado As novas tecnologias de manufatura comeccedilam entatildeo a influenciar mais a gestatildeo de manufatura uma vez que perguntas como como as novas tecnologias podem tomar-nos mais competitivos ou como as novas tecnologias mudam a forma com que noacutes
Econ PesquL Araccedilatuba v6 n6 p 66 - 83 mar 2004 70
competimos se torna mais importante O novo paradigma tecnoloacutegico demanda uma nova abordagem gerencial
Tecnologia da Manufatura
FONTE CORREcircA e GIANESI 1996 p 25
Figura 2 - Influecircncia reciacuteproca tecnologia e a administraccedilatildeo da manufatura
Essas vantagens no uso de tecnologias produtivas foram comentadas por Martins e Laugeni (1998 p 296) onde foi colocado que dentro de uma visatildeo mais atual onde a automaccedilatildeo eacute vista como uma abordagem estrateacutegica de produshyccedilatildeo que visa integrar ampla gama de novas tecnologias no proshycesso produtivo e que natildeo haacute duacutevidas sobre seus benefiacutecios tanto econocircmicos quanto sociais O domiacutenio dessa nova tecnologia traraacute vantagens competitivas para quem adotaacute-Ia pois eacute cada vez maior o niacutevel de exigecircncia dos consumidores quanshyto agrave qualidade preccedilos e flexibilidade dos produtos
3 Sistema Flexiacutevel de Manufatura
Se for avaliada a nomenclatura sistemas flexiacuteveis de manufatura de uma forma dissolvida tem-se que a palavra sistema(S) identifica uma forma de organizaccedilatildeo de passos para efetivaccedilatildeo de algumas ou vaacuterias accedilotildees sobre um
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 71
~~-_ ~~ ~__----------------- shy
determinado tema A partir do uso ou da adoccedilatildeo de algum sistema tem-se uma regra baacutesica a ser observada Na sequumlecircncia a palavra flexiacutevel(F) indica algo maleaacutevel adaptaacutevel que pode ser interpretado quase como um avesso a palavra sistema Quando se aplica a flexibilidade a algum processo ou procedimento de trabalho estaacute resgatando processos de criatividade para se adaptar a alguma situaccedilatildeo do cotidiano Em relaccedilatildeo ao nascimento da era da produccedilatildeo flexiacutevel Souza e Batocchio se referenciam a Noori e Radford (1995) apoacutes a Segunda Guerra Mundial o Japatildeo diferente dos EUA desenvolveu uma abordagem alternativa ao sistema de produccedilatildeo em massa Tal abordagem consistia em utilizar equipes de trabalhadores com multi-habilidades e equipadas com ferramentas automatizadas e flexiacuteveis para produzir uma variedade de produtos em pequenos volumes Foram introduzidas inuacutemeras teacutecnicas e filosofias de melhorias na linha de produccedilatildeo japonesa visando agrave reduccedilatildeo de custos e agrave alta qualidade dos produtos Com isso ocorreu uma invasatildeo de produtos japoneses no mercado americano provocando o fechamento de inuacutemeras empresas domeacutesticas As empresas americanas foram obrigadas a abandonar o sistema de produccedilatildeo em massa e investir recursos financeiros de alta monta em tecnologias tomando o sistema produtivo mais flexiacutevel do que antes
No terceiro caso a palavra manufatura(M) indicaria num primeiro momento trabalho feito agrave matildeo o que natildeo necessariamente se implicaria neste contexto jaacute que segundo Voss citado por Slack et aI (1999 p185) a definiccedilatildeo de FMS eacute uma configuraccedilatildeo controlada por computador de estaccedilotildees de
72 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
trabalho semi-independentes conectadas por manuseio de materiais e carregamento de maacutequinas automatizadas Dessa forma vecirc-se que a palavra manufatura no seu teor literaacuterio natildeo tem efeito nesse contexto mas nessa abordagem deve ser avaliada como desenvolvimento de um produto atraveacutes de teacutecnicas industriais Ainda comentando sobre a definiccedilatildeo de FMS sigla em inglecircs para identificar flexible manufacturing systems pode-se citar o complemento de Slack et aI que diz que um FMS eacute mais do que uma tecnologia Ele tem tecnologias integradas em um sistema que tem o potencial para ser melhor do que a soma de suas partes Com efeito um FMS eacute uma microoperaccedilatildeo autocontida que eacute capaz de manufaturar um componente completo do iniacutecio ao fim
Nos dois trechos de definiccedilatildeo aplicados acima se faz primordial a identificaccedilatildeo no estudo do que os autores chamam de partes de um FMS Inicialmente destacar as estashyccedilotildees de trabalho que configuram centros de trabalho mais sofisticados automatizados que desempenham operaccedilotildees meshycacircnicas (SLACK et aI 1997 p 258) Dando prosseguimento destacam-se as instalaccedilotildees de cargadescarga que podem ser identificadas como maacutequinas que transportam materiais de um local para as estaccedilotildees de trabalho Nas induacutestrias de montagem de automoacuteveis pode-se identificaacute-las como robocircs de transporte de componentes de um veiacuteculo que sofrem processos de soldagem apertos ou colagem Como terceira parte identificaacutevel na definiccedilatildeo destacam-se as instalaccedilotildees de transportemanuseio de materiais que movem peccedilas entre estaccedilotildees de trabalho (podem ser AGVs ou esteiras ou trilhos transportadores ou se
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 73
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
competimos se torna mais importante O novo paradigma tecnoloacutegico demanda uma nova abordagem gerencial
Tecnologia da Manufatura
FONTE CORREcircA e GIANESI 1996 p 25
Figura 2 - Influecircncia reciacuteproca tecnologia e a administraccedilatildeo da manufatura
Essas vantagens no uso de tecnologias produtivas foram comentadas por Martins e Laugeni (1998 p 296) onde foi colocado que dentro de uma visatildeo mais atual onde a automaccedilatildeo eacute vista como uma abordagem estrateacutegica de produshyccedilatildeo que visa integrar ampla gama de novas tecnologias no proshycesso produtivo e que natildeo haacute duacutevidas sobre seus benefiacutecios tanto econocircmicos quanto sociais O domiacutenio dessa nova tecnologia traraacute vantagens competitivas para quem adotaacute-Ia pois eacute cada vez maior o niacutevel de exigecircncia dos consumidores quanshyto agrave qualidade preccedilos e flexibilidade dos produtos
3 Sistema Flexiacutevel de Manufatura
Se for avaliada a nomenclatura sistemas flexiacuteveis de manufatura de uma forma dissolvida tem-se que a palavra sistema(S) identifica uma forma de organizaccedilatildeo de passos para efetivaccedilatildeo de algumas ou vaacuterias accedilotildees sobre um
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 71
~~-_ ~~ ~__----------------- shy
determinado tema A partir do uso ou da adoccedilatildeo de algum sistema tem-se uma regra baacutesica a ser observada Na sequumlecircncia a palavra flexiacutevel(F) indica algo maleaacutevel adaptaacutevel que pode ser interpretado quase como um avesso a palavra sistema Quando se aplica a flexibilidade a algum processo ou procedimento de trabalho estaacute resgatando processos de criatividade para se adaptar a alguma situaccedilatildeo do cotidiano Em relaccedilatildeo ao nascimento da era da produccedilatildeo flexiacutevel Souza e Batocchio se referenciam a Noori e Radford (1995) apoacutes a Segunda Guerra Mundial o Japatildeo diferente dos EUA desenvolveu uma abordagem alternativa ao sistema de produccedilatildeo em massa Tal abordagem consistia em utilizar equipes de trabalhadores com multi-habilidades e equipadas com ferramentas automatizadas e flexiacuteveis para produzir uma variedade de produtos em pequenos volumes Foram introduzidas inuacutemeras teacutecnicas e filosofias de melhorias na linha de produccedilatildeo japonesa visando agrave reduccedilatildeo de custos e agrave alta qualidade dos produtos Com isso ocorreu uma invasatildeo de produtos japoneses no mercado americano provocando o fechamento de inuacutemeras empresas domeacutesticas As empresas americanas foram obrigadas a abandonar o sistema de produccedilatildeo em massa e investir recursos financeiros de alta monta em tecnologias tomando o sistema produtivo mais flexiacutevel do que antes
No terceiro caso a palavra manufatura(M) indicaria num primeiro momento trabalho feito agrave matildeo o que natildeo necessariamente se implicaria neste contexto jaacute que segundo Voss citado por Slack et aI (1999 p185) a definiccedilatildeo de FMS eacute uma configuraccedilatildeo controlada por computador de estaccedilotildees de
72 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
trabalho semi-independentes conectadas por manuseio de materiais e carregamento de maacutequinas automatizadas Dessa forma vecirc-se que a palavra manufatura no seu teor literaacuterio natildeo tem efeito nesse contexto mas nessa abordagem deve ser avaliada como desenvolvimento de um produto atraveacutes de teacutecnicas industriais Ainda comentando sobre a definiccedilatildeo de FMS sigla em inglecircs para identificar flexible manufacturing systems pode-se citar o complemento de Slack et aI que diz que um FMS eacute mais do que uma tecnologia Ele tem tecnologias integradas em um sistema que tem o potencial para ser melhor do que a soma de suas partes Com efeito um FMS eacute uma microoperaccedilatildeo autocontida que eacute capaz de manufaturar um componente completo do iniacutecio ao fim
Nos dois trechos de definiccedilatildeo aplicados acima se faz primordial a identificaccedilatildeo no estudo do que os autores chamam de partes de um FMS Inicialmente destacar as estashyccedilotildees de trabalho que configuram centros de trabalho mais sofisticados automatizados que desempenham operaccedilotildees meshycacircnicas (SLACK et aI 1997 p 258) Dando prosseguimento destacam-se as instalaccedilotildees de cargadescarga que podem ser identificadas como maacutequinas que transportam materiais de um local para as estaccedilotildees de trabalho Nas induacutestrias de montagem de automoacuteveis pode-se identificaacute-las como robocircs de transporte de componentes de um veiacuteculo que sofrem processos de soldagem apertos ou colagem Como terceira parte identificaacutevel na definiccedilatildeo destacam-se as instalaccedilotildees de transportemanuseio de materiais que movem peccedilas entre estaccedilotildees de trabalho (podem ser AGVs ou esteiras ou trilhos transportadores ou se
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 73
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
determinado tema A partir do uso ou da adoccedilatildeo de algum sistema tem-se uma regra baacutesica a ser observada Na sequumlecircncia a palavra flexiacutevel(F) indica algo maleaacutevel adaptaacutevel que pode ser interpretado quase como um avesso a palavra sistema Quando se aplica a flexibilidade a algum processo ou procedimento de trabalho estaacute resgatando processos de criatividade para se adaptar a alguma situaccedilatildeo do cotidiano Em relaccedilatildeo ao nascimento da era da produccedilatildeo flexiacutevel Souza e Batocchio se referenciam a Noori e Radford (1995) apoacutes a Segunda Guerra Mundial o Japatildeo diferente dos EUA desenvolveu uma abordagem alternativa ao sistema de produccedilatildeo em massa Tal abordagem consistia em utilizar equipes de trabalhadores com multi-habilidades e equipadas com ferramentas automatizadas e flexiacuteveis para produzir uma variedade de produtos em pequenos volumes Foram introduzidas inuacutemeras teacutecnicas e filosofias de melhorias na linha de produccedilatildeo japonesa visando agrave reduccedilatildeo de custos e agrave alta qualidade dos produtos Com isso ocorreu uma invasatildeo de produtos japoneses no mercado americano provocando o fechamento de inuacutemeras empresas domeacutesticas As empresas americanas foram obrigadas a abandonar o sistema de produccedilatildeo em massa e investir recursos financeiros de alta monta em tecnologias tomando o sistema produtivo mais flexiacutevel do que antes
No terceiro caso a palavra manufatura(M) indicaria num primeiro momento trabalho feito agrave matildeo o que natildeo necessariamente se implicaria neste contexto jaacute que segundo Voss citado por Slack et aI (1999 p185) a definiccedilatildeo de FMS eacute uma configuraccedilatildeo controlada por computador de estaccedilotildees de
72 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
trabalho semi-independentes conectadas por manuseio de materiais e carregamento de maacutequinas automatizadas Dessa forma vecirc-se que a palavra manufatura no seu teor literaacuterio natildeo tem efeito nesse contexto mas nessa abordagem deve ser avaliada como desenvolvimento de um produto atraveacutes de teacutecnicas industriais Ainda comentando sobre a definiccedilatildeo de FMS sigla em inglecircs para identificar flexible manufacturing systems pode-se citar o complemento de Slack et aI que diz que um FMS eacute mais do que uma tecnologia Ele tem tecnologias integradas em um sistema que tem o potencial para ser melhor do que a soma de suas partes Com efeito um FMS eacute uma microoperaccedilatildeo autocontida que eacute capaz de manufaturar um componente completo do iniacutecio ao fim
Nos dois trechos de definiccedilatildeo aplicados acima se faz primordial a identificaccedilatildeo no estudo do que os autores chamam de partes de um FMS Inicialmente destacar as estashyccedilotildees de trabalho que configuram centros de trabalho mais sofisticados automatizados que desempenham operaccedilotildees meshycacircnicas (SLACK et aI 1997 p 258) Dando prosseguimento destacam-se as instalaccedilotildees de cargadescarga que podem ser identificadas como maacutequinas que transportam materiais de um local para as estaccedilotildees de trabalho Nas induacutestrias de montagem de automoacuteveis pode-se identificaacute-las como robocircs de transporte de componentes de um veiacuteculo que sofrem processos de soldagem apertos ou colagem Como terceira parte identificaacutevel na definiccedilatildeo destacam-se as instalaccedilotildees de transportemanuseio de materiais que movem peccedilas entre estaccedilotildees de trabalho (podem ser AGVs ou esteiras ou trilhos transportadores ou se
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 73
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
trabalho semi-independentes conectadas por manuseio de materiais e carregamento de maacutequinas automatizadas Dessa forma vecirc-se que a palavra manufatura no seu teor literaacuterio natildeo tem efeito nesse contexto mas nessa abordagem deve ser avaliada como desenvolvimento de um produto atraveacutes de teacutecnicas industriais Ainda comentando sobre a definiccedilatildeo de FMS sigla em inglecircs para identificar flexible manufacturing systems pode-se citar o complemento de Slack et aI que diz que um FMS eacute mais do que uma tecnologia Ele tem tecnologias integradas em um sistema que tem o potencial para ser melhor do que a soma de suas partes Com efeito um FMS eacute uma microoperaccedilatildeo autocontida que eacute capaz de manufaturar um componente completo do iniacutecio ao fim
Nos dois trechos de definiccedilatildeo aplicados acima se faz primordial a identificaccedilatildeo no estudo do que os autores chamam de partes de um FMS Inicialmente destacar as estashyccedilotildees de trabalho que configuram centros de trabalho mais sofisticados automatizados que desempenham operaccedilotildees meshycacircnicas (SLACK et aI 1997 p 258) Dando prosseguimento destacam-se as instalaccedilotildees de cargadescarga que podem ser identificadas como maacutequinas que transportam materiais de um local para as estaccedilotildees de trabalho Nas induacutestrias de montagem de automoacuteveis pode-se identificaacute-las como robocircs de transporte de componentes de um veiacuteculo que sofrem processos de soldagem apertos ou colagem Como terceira parte identificaacutevel na definiccedilatildeo destacam-se as instalaccedilotildees de transportemanuseio de materiais que movem peccedilas entre estaccedilotildees de trabalho (podem ser AGVs ou esteiras ou trilhos transportadores ou se
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 73
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
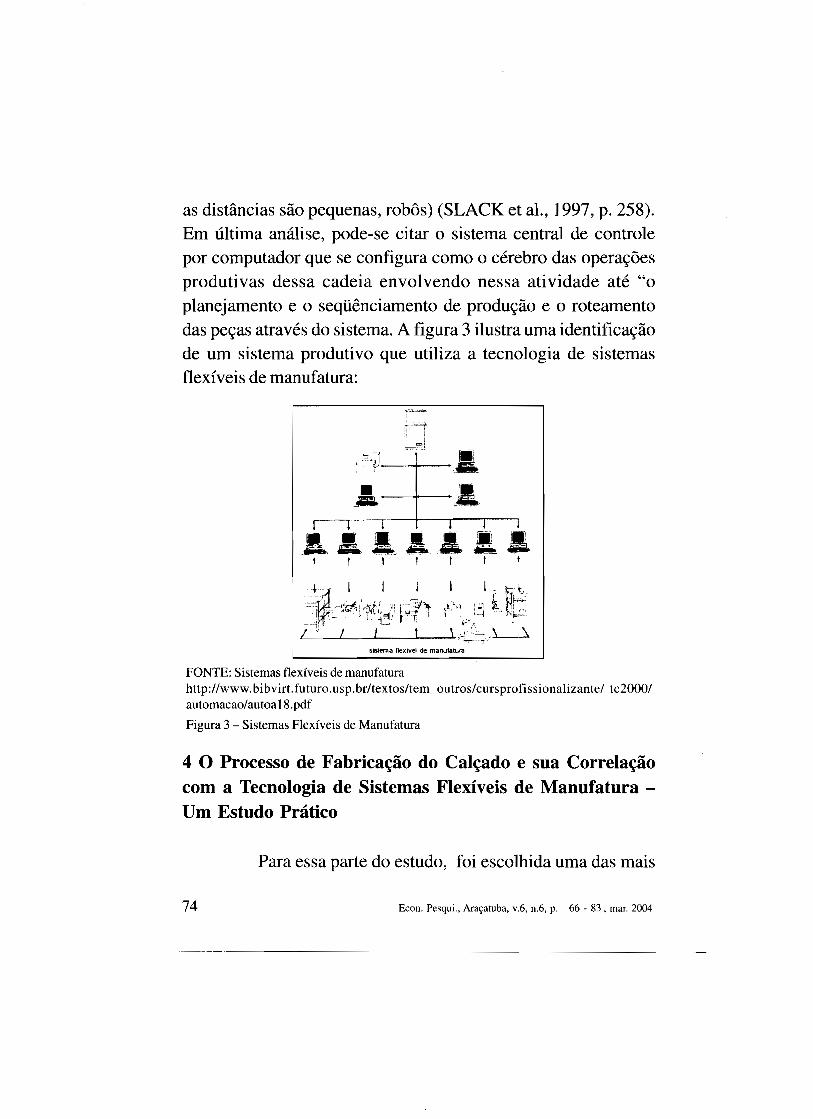
as distacircncias satildeo pequenas robocircs) (SLACK et al 1997 p 258) Em uacuteltima anaacutelise pode-se citar o sistema central de controle por computador que se configura como o ceacuterebro das operaccedilotildees produtivas dessa cadeia envolvendo nessa atividade ateacute o planejamento e o sequumlecircnciamento de produccedilatildeo e o roteamento das peccedilas atraveacutes do sistema A figura 3 ilustra uma identificaccedilatildeo de um sistema produtivo que utiliza a tecnologia de sistemas flexiacuteveis de manufatura
FONTE Sistemas flexiacuteveis de manufatura httpwwwbibvirtfuturouspbrtextostem_outroscursprofissionalizante tc2000 automacaoautoaI8pdf
Figura 3 - Sistemas Flexiacuteveis de Manufatura
4 O Processo de Fabricaccedilatildeo do Calccedilado e sua Correlaccedilatildeo com a Tecnologia de Sistemas Flexiacuteveis de Manufatura -Um Estudo Praacutetico
Para essa parte do estudo foi escolhida uma das mais
74 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
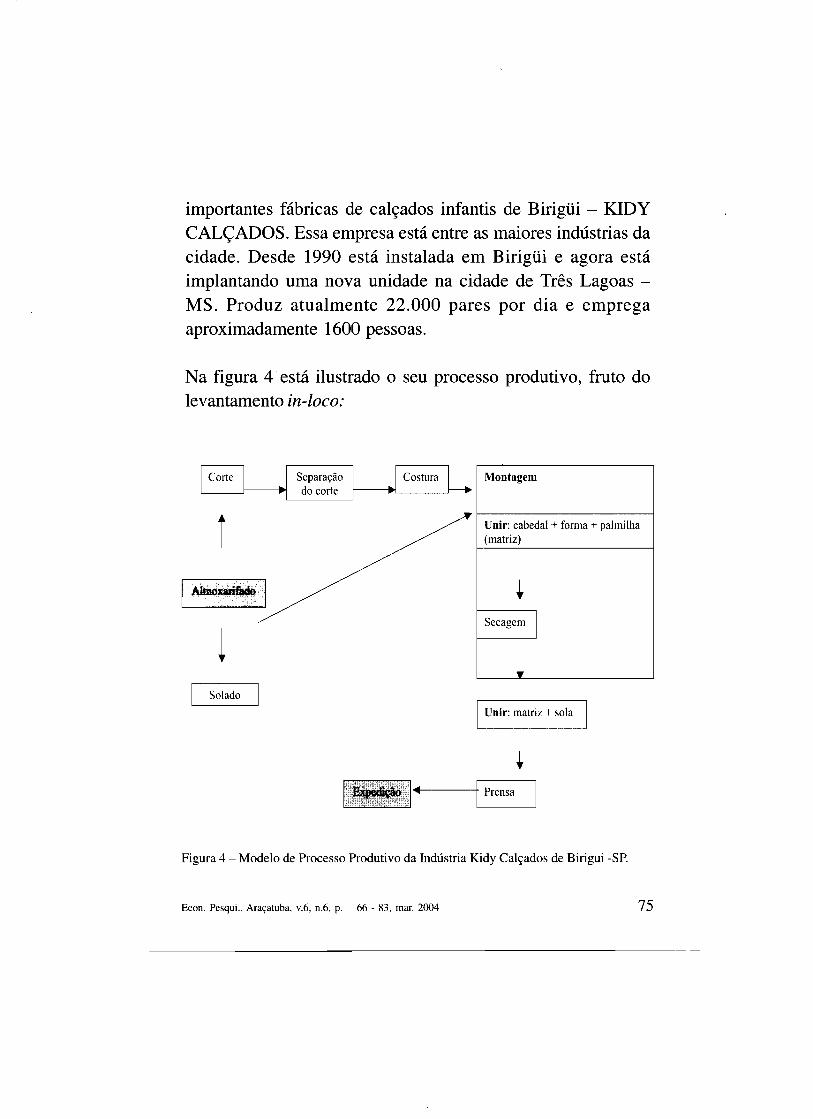
importantes faacutebricas de calccedilados infantis de Biriguumli - KIDY CALCcedilADOS Essa empresa estaacute entre as maiores induacutestrias da cidade Desde 1990 estaacute instalada em Biriguumli e agora estaacute implantando uma nova unidade na cidade de Trecircs Lagoas shyMS Produz atualmente 22000 pares por dia e emprega aproximadamente 1600 pessoas
Na figura 4- estaacute ilustrado o seu processo produtivo fruto do levantamento in-oco
Corte I Separaccedilatildeo 1 L MontagemCosturaI r---~ do corte L__
Unir cabedal + forma + palmilha (matriz)
+ Secagem I
~ Solado
Unir matriz + sola
1 Prensa
Figura 4 - Modelo de Processo Produtivo da Induacutestria Kidy Calccedilados de Birigui -SP
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 75
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
o objetivo do estudo dar-se-aacute a partir do processo de corte e produccedilatildeo do solado e finaliza-se na montagem por isso os objetos selecionados em cores diferentes natildeo fazem parte do estudo poreacutem foram incluiacutedos para mostrar a loacutegica completa de tal processo
Como especificado acima o iniacutecio do processo produtivo se daacute no corte nesse momento as matrizes em couro sinteacutetico satildeo cortadas para serem unidas posteriormente no processo de montagem - figura 5 Na fabricaccedilatildeo do solado eacute o processo em que mais se utiliza a tecnologia de FMS O processo envolve o uso contiacutenuo de maacutequinas injetoras de borracha como ilustrado na figura 6 que formam o solado empregando matrizes de alumiacutenio dos tipos mostrados na figura 7 Com esse processo em funcionamento o operador pode alterar alguma numeraccedilatildeo de sola com a troca de partes do equipamento sem que o mesmo seja paralisado Paralisaccedilatildeo essa que ocorre nos casos de troca de cores do solado conforme mostrado no painel da figura 8 e que leva em tomo de 40 minutos incluindo aiacute a limpeza do canhatildeo de transporte de borracha conforme ilustrado na figura 9
Na sequumlecircncia do processo tem-se a separaccedilatildeo do corte que eacute o processo de agrupamento das partes do calccedilado e separaccedilatildeo atraveacutes de teacutecnicas de Kanban como mostra a figura 10 e mais especificamente o estoque de material mostrado na figura 11
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 76
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
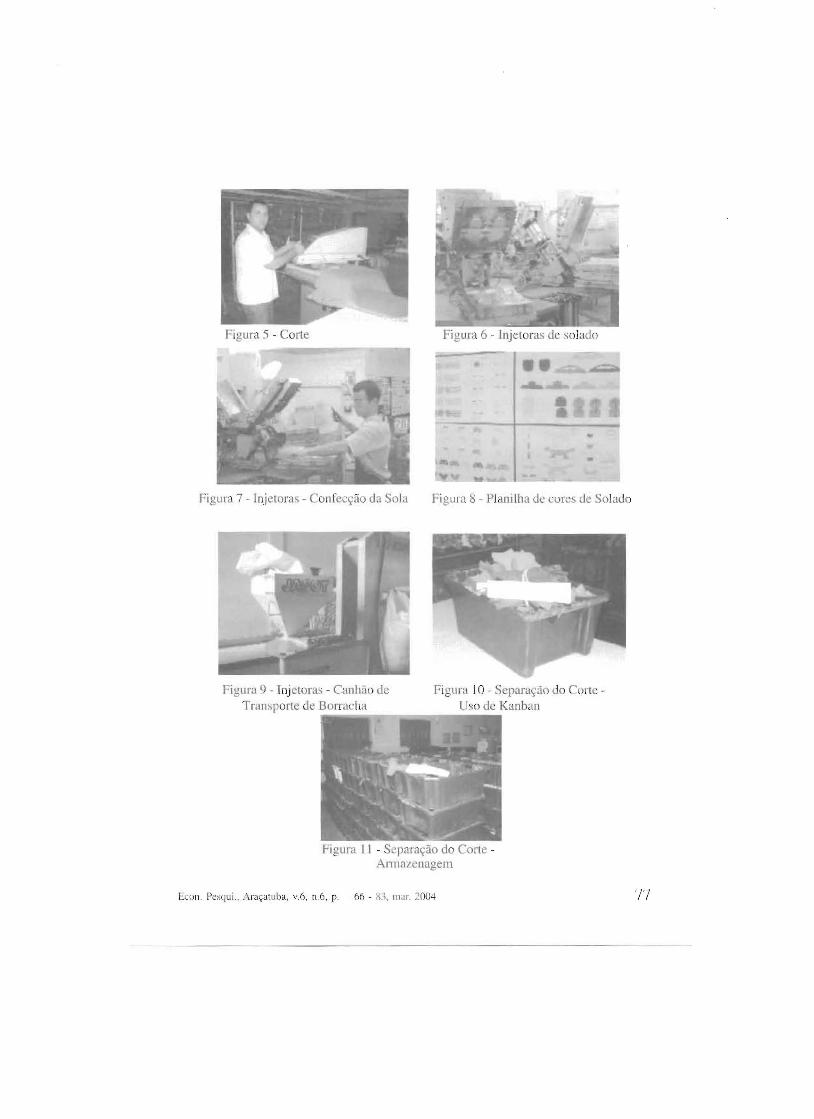
Figura 6 - Injeloras de solado Figura 5 - Cone
----------shy
[ con Pesqui Ara~atuba v 6 n6 p 66 - 83 mar 2004
Figura 7 - I njetoras - Con[ec~1io da Sola igura 8 - PJani iila de cores de Solado
Figura 9 - lnjetoras - Canhuo de Trunspone de Borracha
Figu ru 10 - Separaltao do Cone shylI so de Kanban
Figura I I - Separalt1io do Corle shyA1111azenagem
77
o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83

o pr6ximo passo e 0 de costura nesse momenta se faz a uniao das partes do caI~ado liberado pelo corte e a inclusao de pequenos adere~os e detalhes conforme illlstrado n~Jigllra 12 Ap6s 0 processo de costura as partes dos cal~ados entram em montagem juntando-se ao solado e ambos sao disporubilizados manuaimente em esteira rolantes ilustrado na figura 13 que transportam essas partes para que as mesmas sofTain a~6es especificas de uniao do cabedal com a forma e a palmilha como rnostrado na figura 14 ainda na estella a sola e a palmilha sofrern a aplica~ao da cola manualmente e com dosagern definida pelo aplicador A partir desse momenta elas sao inselidas tambem manualmente na maquina de secagem mostrada na figura ] 5 que tern por objetivo reduzir 0 tempo de espera de 12 para 6 minntos na uniao entre a matriz e a sola mostrada na figura 16 reduzindo assi m 0 tempo total de prod u~ao
Nessa seqUencia 0 cal~ado e inserido manualmente na prensa figura 17 que tonifica a matriz ao solado cujo conjunto da maquina e ilustrado na figura 18 A partir desse momento 0
cal~ado esta pronto para embalagem e entrega (expedi~ao)
Figura 12 - Costura e uso dos Kanbans
Ecol1 Pesqui Ara~alllba v6 11 6 p 66 - 83 mar 2004 78
Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83

Figura 13 - Monlaglm - Usa de Esteira Figura 14 - Secagelll
Fis ll ra 15 - Uniao do Cabedll cum a Figura 16 - De((llhes da Prensa Fon 11 e a PalmiUIEI
Figura 17 - lIlliao entre Matriz e Soja Figura J8 - Premia - Vista do Conjul1 lO
Ecoll Pesqui Arautuna v6 no p 66 middot 8 ll1ar 100l 79
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
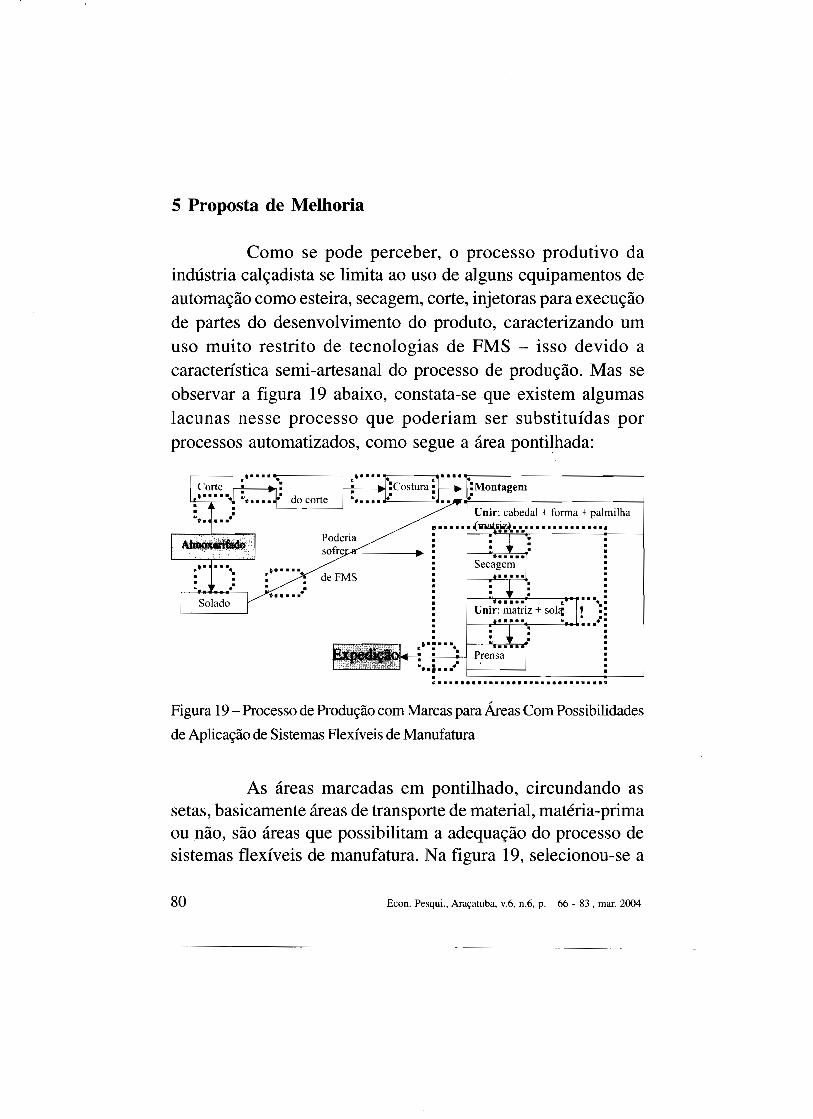
5 Proposta de Melhoria
Como se pode perceber o processo produtivo da induacutestria calccediladista se limita ao uso de alguns equipamentos de automaccedilatildeo como esteira secagem corte injetoras para execuccedilatildeo de partes do desenvolvimento do produto caracterizando um uso muito restrito de tecnologias de FMS - isso devido a caracteriacutestica semi-artesanal do processo de produccedilatildeo Mas se observar a figura 19 abaixo constata-seque existem algumas lacunas nesse processo que poderiam ser substituiacutedas por processos automatizados como segue a aacuterea pontilhada
Poderia sofre II
lmiddotmiddotmiddotmiddotmiddot deFMS bull f bullbullbullbullbull_a
i---~I----t1 bullbull a I-----=-c----O bull bullbull bull 11 bullbull
IIbullbull- t=====-___--_- ~ bullbull
Figura 19 Processo de Produccedilatildeo com Marcas para Aacutereas Com Possibilidades
de Aplicaccedilatildeo de Sistemas Flexiacuteveis de Manufatura
As aacutereas marcadas em pontilhado circundando as setas basicamente aacutereas de transporte de material mateacuteria-prima ou natildeo satildeo aacutereas que possibilitam a adequaccedilatildeo do processo de sistemas flexiacuteveis de manufatura Na figura 19 selecionou-se a
80 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
aacuterea que procede a uniatildeo entre matriz e sola que poderia sofrer um processo de automaccedilatildeo mais profundo onde toda a essecircncia das accedilotildees poderiam abrigar sistemas flexiacuteveis Importante salientar que a aacuterea marcada em quadriculado a partir do iniacutecio da montagem apoacutes a matriz ateacute chegar a expediccedilatildeo passando pela colagem secagem uniatildeo matriz e sola prensa e transporte agrave expediccedilatildeo poderia com estudo mais aprofundado ser contemplada com processos de automaccedilatildeo
6 Conclusatildeo
Dessa forma concluiacute-se que a aplicabilidade de FMS se faz presente em pequenas fases do processo produtivo do calccedilado de Biriguumli mas com estudo mais aprofundado pode ser desenvolvida uma estrateacutegia de aplicabilidade dessa tecnologia em maior escala melhorando assim a qualidade do produto diminuindo tempo de produccedilatildeo reduzindo estoques de chegada de mateacuteria prima ou produto semi -acabado e consequumlentemente alimentando a induacutestria calccediladista de Biriguumli com mais capacidade de concorrecircncia frente ao mercado nacional e internacional
ARANTES Maiko Galdino HATAKEYAMA Kazuo DERGINT Dario KUNZLE Luis Allan Flexible manufacture systems applied to children footwear industries in Birigui Economia amp Pesquisa Araccedilatuba v6 n6 p66 - 83 mar 2004
Abstract This paper presents the results of a survey on the production process of the footwear industries in the City of
Econ Pesqui Araccedilatuba v6 n6 p 66 83 mar 2004 81
~-~~~~---~---------------------~~~--~~~~
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
Biriguumli1t points out the use of technologies originated from flexshyible manufacturing systems that could be suitable to contribute to the competitiveness Moreover it considers that sue h analysis can be a valuable tool to identify the gaps to develop strategies to improve the manufacturing processes
Keywords Shoe factory Flexible manufacturing systems improvement processo
Referecircncias Bibliograacuteficas
CORREcircA Henrique L GIANESI Irineu GN Just in time MRP II e OPT um enfoque estrateacutegico 2 ed Satildeo Paulo Atlas
1993
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1999
SLACK Nigel et aI Administraccedilatildeo da produccedilatildeo Satildeo Paulo
Atlas 1996
MARTINS Petrocircnio Garcia LAUGENI Fernando Piero
Administraccedilatildeo da produccedilatildeo Satildeo Paulo Saraiva 1998
NOORI H RADFORD R Producction and operations management Total Quality 3nd Responsiveness New York
MacGraw Hill 1995
SISTEMAS Flexiacuteveis de manufatura Disponiacutevel em ltttp
wwwbibvirtfuturouspbrtex tostem_ou tro s
cursprofissionalizante tc2000automacaoautoa18 pdfgt Acesso
em 25 novo 2003
82 Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83
SOUZA Antonio Carlos BATOCCHIO Antonio Sistemas de manufatura uma abordagem cronoloacutegica Disponiacutevel em lthtfp wwwcobefmecanicaufubrgt Acesso em 23 novo 2003
Econ Pesqui Araccedilatuba v6 n6 p 66 - 83 mar 2004 83